groSSteilebearbeitung HSK 125 - WMS...
4
118 werkzeuge August|2010 GROSSTEILEBEARBEITUNG HSK 125 ! von Hubert Winkler In einem Gutshof in einem kleinen bayerischen Dorf, an der Grenze zwischen Weltstadt und ländlicher Idylle wird Großes bewegt. WMS Zerspanungstechnik in Eisolzried, zehn Minuten von der A8 entfernt und 10 km vor den Toren Münchens, ist Lohnfertiger und Spezialist für große runde Teile. Sein neuer Maschinenpark ist auf Größe getrimmt („Klein kann Jeder“). Den Werkzeugen seines Technologie-Partners Kennametal wird nicht bange bei den vielen großen Spänen.
Transcript of groSSteilebearbeitung HSK 125 - WMS...

118 werkzeuge August|2010
groSSteilebearbeitung
HSK 125 ! v o n H u b e r t W i n k l e r In einem Gutshof in einem kleinen bayerischen Dorf, an der Grenze zwischen Weltstadt und ländlicher Idylle wird Großes bewegt. WMS Zerspanungstechnik in Eisolzried, zehn Minuten von der A8 entfernt und 10 km vor den Toren Münchens, ist Lohnfertiger und Spezialist für große runde Teile. Sein neuer Maschinenpark ist auf Größe getrimmt („Klein kann Jeder“). Den Werkzeugen seines Technologie-Partners Kennametal wird nicht bange bei den vielen großen Spänen.

werkzeuge August|2010 119
as junge Unternehmen WMS Zerspanungstech-nik beschäftigte sich bei
seiner Gründung 1998 zuerst mit Leistungsteilen für den Motor-sport, addierte dazu Weichen-teile für den Transrapid, fertigte Zahnräder und Schneckenwellen. Mit dem gewonnenen Know-how, nicht nur in der Technik, sondern auch über Märkte, konzentrierte
man sich ab 2003 auf die Fertigung großer Teile. In Eisolzried fand man 2004 das passende Domizil für die Zukunft mit gro-ßen Maschinen und großen Werkstücken. Die Hallen füllten sich innerhalb der nächsten fünf Jahre mit leistungsstarken Maschinen wie zum Beispiel einer Boehringer DUS 1110ti mit 6 m Drehlänge und 810 mm Drehdurchmesser, zwei VDF 400cm mit 3 m x 610 mm zwei Schleifmaschinen von Schaudt mit Werkstücklängen bis 5 m und Schleifdurchmesser bis 750 mm, ein Reiden-5-Achs-Bearbeitungszentrum (3.000 x 1.200 x 1.500 mm), einer großen vollautomatischen Kastotec Sägeanlage und einer Messmaschine von Zeiss mit großen feinen Messbereichen. Weil Aufträge und Werkstücke immer mehr und immer größer wurden, die Komplettbearbeitung in dieser Werkstücksklasse sich als zwingend erwies, investierte Bernd Weiskircher, der Geschäftsführer von WMS, in eine neue Fertigungshalle – und füllte sie mit einem extragroßen Dreh-Fräszentrum – einer Weingärtner MPMC1200-9000. Mit einer Drehlänge von 9.000 mm, Drehdurchmesser von 1.380 mm über Bett und 1.200 mm über Lünette, sowie Werkstück-gewichten bis 25.000 kg, ist sie wohl die größte drehfräsende Spänemacherin bei einem deutschen Lohnfertiger.
18 m lang, 14.000 Nm
Dieses „Giga“-Dreh-Fräszentrum mit einer Gesamtlänge von 18 m (mit Späneförderer 18,5 m) bei einer Breite von fast 7 m, einem beachtlichen Fußabdruck, trotzt nahezu jeder Bearbeitungsaufgabe im Schwermaschinenbau bis 25 Tonnen Werkstückgewicht und 9 Metern Werkstück-länge. Zwei NC-Lünetten mit einem Arbeitsbereich von 100 – 600 mm und 300 – 800 mm mit je einer Haltekraft von 6 Tonnen, ein NC-Reitstock mit MK 100, C und B-Achse und eine Tieflochbohreinheit prädestinieren diese Ma-schine zur Bearbeitung zum Beispiel von schweren großen Generatorwellen. Ein Schwerlastmagazin ermöglicht den automatischen Werkzeugwechsel bis 300 kg und somit ei-nen automatisierten Fertigungsprozess unter Einsatz von mehreren Tiefbohrstangen und Großwerkzeugen. Gesteuert wird die Maschine simultan fünfachsig von einer Sinumerik 840D und das CAD/CAM-System prüft jedes Teil vor der Bearbeitung auf mögliche Kollisionen und Machbar-keit. Die MPMC ist ausgelegt für extreme Schwerzerspanung und bietet mit einem Drehmoment von 14.000 Nm an der Hauptspindel und 1.600 Nm an der Frässpindel maximale Stabilität und Prozesssicherheit. Um dies noch zu unterstrei-chen, ist sie mit HSK 125 (!) Aufnahmen bestückt. Weitere zahlreiche Sonderoptionen machen diese Maschine zum Einzelstück. 120 unterschiedliche HSK 125 Werkzeuge im Magazin sorgen für unterbrechungsfreie Fertigung rund um die Uhr. Die Werkstücke, welche auf dieser Maschine gefertigt werden sind vor allem große Generatorwellen für Wind- und Wasserkraft oder Dieselgeneratoren, zum Teil auch Walzen für die Druckindustrie. Das Gros der Werkstücke ist etwa 6 m lang, bei Durchmessern von 700 mm, aus Werkstof-fen wie C45 bis Vergütungsstahl. Die Zerspanungsanteile schwanken zwischen 30 und 70 Prozent. Nicht selten werden von Rohlingen mit 9 Tonnen Aufspanngewicht 6 Tonnen in Späne verwandelt. Von den 4.000 Tonnen Stahl, die WMS jährlich verarbeitet, landen monatlich 200 Tonnen im Spä-nekübel. Allein die Weingärtner füllt alle 2 Schichten einen Container mit 12 m³.
Maximale Schwerzerspanung: Mit 18 m Länge, 14.000 Nm Drehmoment, 25 t Aufspanngewicht und HSK 125 Werkzeugen genügend Reserven für große Teile.
bernd Weiskircher:
„Da wird auch für uns als kleiner
Mittelständler der weltweite
Wissenspool von Kennametal abrufbar.“
V. l.: Eckhard Römer, „der KMExperte“ bei Ken
nametal, Bernd Weiskircher, Geschäftsführer WMS und
Thomas Grunert, technische Beratung bei Kennametal:
„Kleinere Teile können Viele, bei Großteilen mit diesem Anforderungsprofil muss
das ganze Paket stimmen.“
122 werkzeuge August|2010
groSSteilebearbeitung
Den weltweiten Wissenspool nutzen
Solche Spanleistungen bedingen aber auch massive und standfeste Werkzeuge. Wichtigster Werkzeugpartner ist seit 2005 Kennametal. Die erste Anfrage und damit der Einstieg, war ein Wendeplatten-Vollbohrer mit 65 mm Durchmesser für 700 mm tiefe Bohrungen auf dem BAZ von Reiden. Die Beratungsleistung seitens Kennametals und die Lösung waren so überzeugend, dass man auch bei anderen Zerspanungs-aufgaben von Wettbewerbern auf die Leistung und Kompe-tenz von Kennametal umgestiegen ist. Kennametal ist seither Universallieferant mit einem Anteil von 80 bis 85 Prozent aller Standard- und Sonderwerkzeuge. Der Anteil Standard zu Sonder entspricht etwa 70 zu 30 Prozent. Die enge Partner-schaft begründet sich nicht zuletzt auf die hervorragende Be-ratungsleistung von Thomas Grunert, der im speziellen Detail seinerseits auf den Produktspezialisten für Werkzeugsysteme und Aufnahmen Eckhard Römer setzt, den wohl versiertes-ten KM-Experten. Geschäftsführer Bernd Weiskircher: „Da wird auch für uns als kleiner Mittelständler nutzbar, was im Wissenspool von Kennametal aus weltweit vergleichbaren Anwendungsfällen abrufbar ist.“ Die Palette der Kennametal-Werkzeuge und Systeme, die bei WMS eingesetzt werden ist breit : KM-System 50, 63, 80, Beyond Drehplatten, KSEM-Bohrer und Stufenbohrer (auch in Sonderausführungen), laut Weiskircher „unerreicht in Leistung und Qualität“, Romicron für Präzisionsbohrloch-bearbeitung, DFT Drill-Fix-Bohrer, Planfräser Dodeka bis Durchmesser 250 mm, Eckfräser Mill1 14 und 18, Durchmes-ser 32 innengekühlt (Bearbeitungszeit von 2 Stunden auf 35 Minuten gesenkt) sowie Hochgeschwindigkeitsreibahlen (z. B.: 20 H7 mit Vorschüben von 300 – 400 mm/min). Mit einem KM-Schneidkopf für 25er Platten und KSS-Düse sowie Schwalldüse mit 80 bar konnte wegen der hohen Kühlleistung die Standzeit mehr als verdoppelt werden. Auf Wunsch von Bernd Weiskircher wurden dabei die Werkzeugseitigen Düsen auf 7 mm aufgebohrt.
Einziger HSK125Kunde in Deutschland
Als wegen der immer größeren Werkstücke die Beschaffung der Weingärtner Maschine anstand, wurde dies auch bezüg-lich der Werkzeugausstattung mit dem Produktspezialisten Eckhard Römer von Kennametal besprochen. Weingärtner machte zusätzlich den Vorschlag, die Maschine wegen der hohen Leistungsdaten mit einer HSK 125-Schnittstelle aus-zustatten. Mit einer HSK 100-Schnittstelle hätte man einen Teil der Maschinenleistung nicht nutzen können. Auch für Kennametal war diese Extrem-Schnittstelle Neuland. Alle 125er Werkzeug-Trägersysteme werden nach WMS-Zeich-nung ausschließlich für WMS im Nabburger Werk von Ken-nametal als Sonderwerkzeuge gefertigt. Auf keines diese Werkzeuge musste Bernd Weiskircher bisher länger als drei Wochen warten. Weiskircher: „Was nutzen mir 14.000Nm an der Hauptspindel oder 1.600 Nm an der Frässpindel, wenn die Werkzeuge nur limitierte Schnittdaten zulassen? Ich bin Lieferant individueller Großteile mit hoher Quali-tät und Präzision. Die HSK 125-Schnittstelle trägt mit ihrer Stabilität auch bei hoher Schnittbelastung wesentlich zu der bei uns gefertigten Präzision im Hundertstel-Bereich bei.“ Er ergänzt : „Auch unter wirtschaftlichen Gesichtspunkten
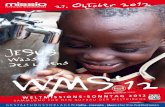
Die HSK 125Schnittstelle ist adäquat für 14.000 Nm Drehmoment. In diesem Größenverhältnis wirkt die 25er Platte fast wie ein Winzling.
Nicht nur große Gewinde, sondern auch Tieflochbohrungen mit 300 kg schweren Tiefbohrstangen möglich.
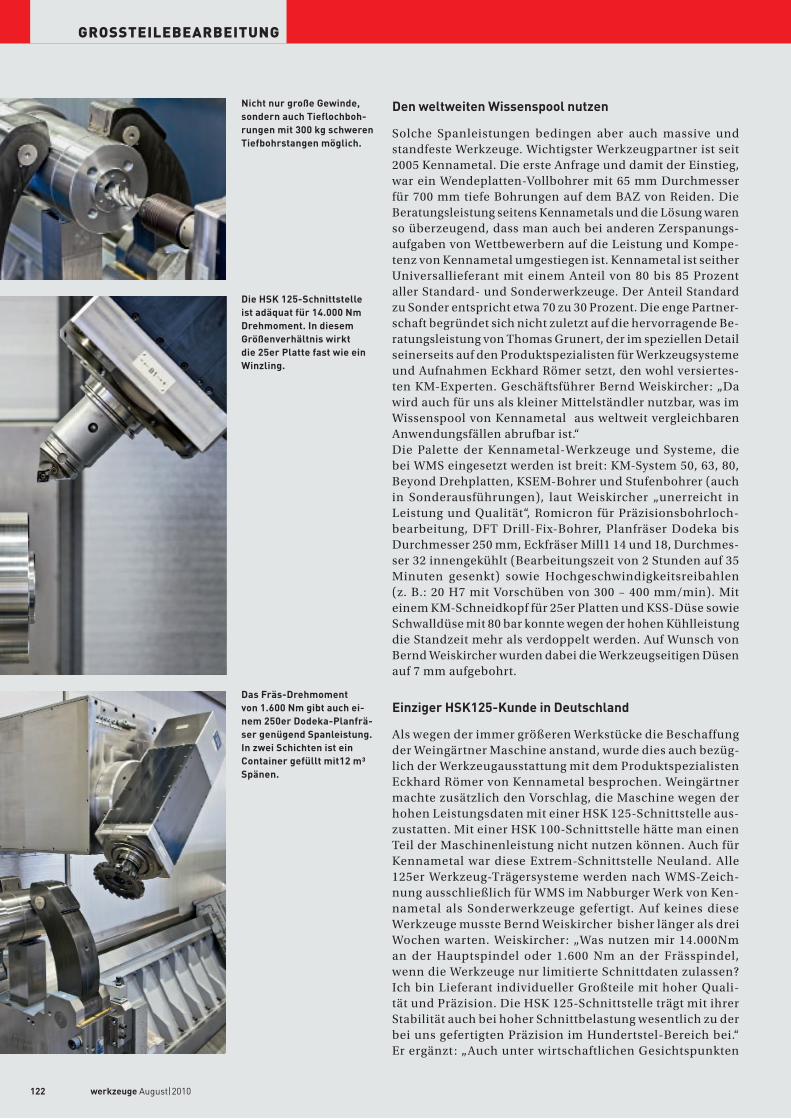
Das FräsDrehmoment von 1.600 Nm gibt auch einem 250er DodekaPlanfräser genügend Spanleistung. In zwei Schichten ist ein Container gefüllt mit12 m³ Spänen.

werkzeuge August|2010 123
rechnet sich diese Schnittstelle. Diese Weingärtner und die klima-tisierte Halle, die wir extra für sie gebaut haben, war für uns eine er-hebliche Investition. Um diese in wirtschaftlichen Nutzen umzuset-zen, muss sie einfach mit hohem Zeitspanvolumen prozesssicher dreischichtig gefahren werden.“ Thomas Grunert bestätigt : „Klei-nere Teile können Viele, bei Großteilen mit diesem Anforde-rungsprofil muss das ganze Paket stimmen, Handling, Aufspannung, Know-how, Bedienung, Personal und nicht zuletzt die passenden Werkzeuge.“ Bernd Weiskircher: „Wir fertigen unter hohen Sicher-heitsaspekten. Die Rohlinge kosten zwischen 10.000 und 35.000 Euro. Wenn da wegen eingeschränkter Prozesssicherheit in einer der letz-ten Operationen was schief laufen sollte, vernichten wir horrende Werte.“Um die Maße der einzelnen Fer-tigungschritte immer wieder zu
überprüfen, nutzt man einwechselbare Messtaster von m&h. Diese garantieren, dass die geforderten Hundertstel sicher eingehalten werden. Bei den Voraussetzungen ist es auch nicht verwegen, einem 10-Tonnen-Bauteil mit 1.300 mm Durch-messer, eine H6-Passung zu verpassen – oder Schleifmaße mit 5µm Rundlauf.
An keinem Tag bereut
Zum Abschluss fasste Bernd Weiskircher die Erfahrung aus seiner Partnerschaft mit Kennametal noch mal zusammen: „Wir haben uns vor fünf Jahren für die Partnerschaft mit Ken-nametal entschieden und es noch keinen Tag bereut. Andere Anbieter haben immer wieder versucht mit Einzellösungen bei uns Fuß zu fassen. Keiner von ihnen konnte uns bessere Lösungsansätze bieten. Wir schätzen vor allem das internati-onale Know-how aus vergleichbaren Anwendungen, das uns in die Lage versetzt, unseren anspruchsvollen Kunden immer die beste und wirtschaftlichste Lösung zu bieten. Wertvoll ist auch die hohe Lagerverfügbarkeit von 95 bis 97 Prozent bei Standardwerkzeugen sowie die wirklich kurze Reaktionszeit bei unseren Sonderwünschen. Wir können nur Qualität lie-fern, wenn wir mit Qualität beliefert werden. Und Qualität hat viele Facetten.“ W
www.kennametal.com www.wmszerspanungstechnik.de
„Kleinere Teile können Viele, bei Großteilen muss das ganze Paket
stimmen.“