Grundlagen des Werkzeugbaues - Department … · Folgeschneidwerkzeug für Rotor- und Statorbleche...
32
Grundlage des Tief- und Karosserieziehens 1 DGM Seminar Tiefziehen Grundlagen des Werkzeugbaues
-
Upload
vuongxuyen -
Category
Documents
-
view
217 -
download
0
Transcript of Grundlagen des Werkzeugbaues - Department … · Folgeschneidwerkzeug für Rotor- und Statorbleche...

Grundlage des Tief- und Karosserieziehens1
DGM SeminarTiefziehen
DGM Fortbildungsseminar15./16. November 2006
Prof. Dr.-Ing. Bernd Engel
Grundlagen des Werkzeugbaues

Grundlage des Tief- und Karosserieziehens2
DGM SeminarTiefziehen
Inhalt
Werkzeugarten
Grundsätzlicher Aufbau von Werkzeugen
Gestaltung von Niederhalterflächen
Tryout

Grundlage des Tief- und Karosserieziehens3
DGM SeminarTiefziehen
Werkstückgeometrie in der Umformtechnik ist ganz oder teilweise durch die Werkzeuggeometrie gegeben.→ im Gegensatz zur Zerspantechnik wesentlich größere Werkzeuge und damit höhere Kräfte
Umformwerkzeuge
Werkzeugarten
Gewicht 3800kg

Grundlage des Tief- und Karosserieziehens4
DGM SeminarTiefziehen
PlatinenschnittTiefzug
Beschnitt1
Prägeschritt
Beschnitt 2
BördelnLochen
Oft erfolgt die Fertigung nicht in einem Schritt sondern durch eine Folge von Operationen bei denen in der Regel Umformen und Schneiden immer kombiniert vorkommen. In der Konstruktionsphase werden die Arbeitsschritte in einem s.g. Methodenplan festgelegt.
Ziel:
Minimierung der
Werkzeuge
Werkzeugarten
Fertigungsschritte - Methodenplan
Fertigungsschritte bei der Herstellung einer Ölwanne

Grundlage des Tief- und Karosserieziehens5
DGM SeminarTiefziehen
1 2
3 4
Fertigungsschritte - Methodenplan
Werkzeugarten
1. Stanzform zur Fertigung von Rohlingen aus Bandcoil
2. Tiefziehen3. Beschnitt überflüssiges
Material4. Biegen für Umbördelung5. Bördeln
5

Grundlage des Tief- und Karosserieziehens6
DGM SeminarTiefziehen
Werkzeugarten
Einzel-werkzeuge
Maßgeblich Teilegröße
und Stückzahl
Stufenwerk-zeuge
Folge-werkzeuge
Folgeverbund-werkzeuge
Sonder-werkzeuge
Großlächige Teileauf
Großpressenoder Pressenlinien
Transport:Vakuumtransfer
Feeder oderRoboter
Hohe Stückzahlenkleine bis
mittelgroße Teile
Transport:Transfer
Schneiden inmehrererenStufen ohne
Umformoperation
Transport:durch Coil oder
Blechstreifen
Kleinere BlechteileMit Schneid-und Umform-operationen
Transport:durch Coil oder Blechstreifen mit
Hebeleiste
z.B. Bördel-werkzeuge
Einteilung der Werkzeuge
Werkzeugarten

Grundlage des Tief- und Karosserieziehens7
DGM SeminarTiefziehen
Großwerkzeuge in einer Großteilstufenpresse – Transport durch Saugerbalkentransfer. Fertigung als links-rechts Teil (Türe)
Werkzeugarten
Einzelwerkzeuge

Grundlage des Tief- und Karosserieziehens8
DGM SeminarTiefziehenStufenwerkzeugsatz zur Fertigung eines Pkw - Automatikgetriebebauteils
Werkzeugarten
Stufenwerkzeuge
… auf einer Platte verbundene Einzelwerkzeuge.Zuführung des Bleches als Platine (Platinenlader) einzeln und Einzeltransport von Werkzeug zu Werkzeug über z.B. Balkentransfer

Grundlage des Tief- und Karosserieziehens9
DGM SeminarTiefziehenElektrischer Transfer an einer Großteil-Transferpresse mit
Greiferschienentransfer
Stufenwerkzeuge
Werkzeugarten

Grundlage des Tief- und Karosserieziehens10
DGM SeminarTiefziehen
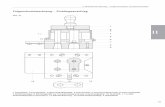
…auch Folgeschneidwerkzeuge zum Schneiden von Blechteilen in mehreren Stufen. Zuführung durch Blechstreifen oder Coil.
Transport durch kompletten Streifen.Im letzten Schnitt wird Bauteil aus Blechstreifen geschnitten.
Folgeschneidwerkzeug für Rotor- und Statorbleche
Folgewerkzeug
Werkzeugarten

Grundlage des Tief- und Karosserieziehens11
DGM SeminarTiefziehen
Umform- und Schneidoperationen im Folgeverbund. Zuführung durch Blechstreifen oder Coil.
Transport durch kompletten Streifen.Im letzten Schnitt wird Bauteil aus Blechstreifen geschnitten.
Im Folgeverbund hergestellter Streifen eines Pkw-Verstärkungsteils
Folgeverbundwerkzeug
Werkzeugarten

Grundlage des Tief- und Karosserieziehens12
DGM SeminarTiefziehen
Bördelwerkzeug
Folgeverbundwerkzeug
Werkzeugarten

Grundlage des Tief- und Karosserieziehens13
DGM SeminarTiefziehen
Randbedingungen zur Konstruktion von Werkzeugen:
Normen und Bauvorschriften des Kunden (Standardisierung)Einbausituation – oft in unterschiedliche Pressen (Tryout, Serie, Ersatzpresse)
Einbausituation bestimmt Lage der Werkzeugspannelemente, Druckbolzen und Abfallschächte
Freigängigkeitskurve für Greifer und Transferelemente beschreibt Bauraum
Führungselemente von Werkzeugober- zu –unterteil muss auftretende Schubkräfte aufnehmen
Grundsätzlicher Werkzeugaufbau
Werkzeugentwicklung - Werkzeugkonstruktion

Grundlage des Tief- und Karosserieziehens14
DGM SeminarTiefziehenPrinzipieller Aufbau von Tiefziehwerkzeugen
einfachwirkend mit/ohne Niederhalter
zweifachwirkend mit Niederhalter
dreifachwirkend
Werkzeugentwicklung
Grundsätzlicher Werkzeugaufbau

Grundlage des Tief- und Karosserieziehens15
DGM SeminarTiefziehen
Prototypenziehwerkzeug aus Aluminiumlegierung zur Herstellungeines Pkw-Daches
Bereitstellung von Bauteilen zur frühren Absicherung der Montage und der Crashauswertung.
Auswahl des Werkstoffes ist abhängig von:
BlechwerkstoffKomplexität d. BauteilesAusführung Ziehanlagegeometr. Daten – Schwindung, Überbombierungprozeßabh. Größe – Schmierung, Blechhalterktaft, Arbeitsrichtung
Grundsätzlicher Werkzeugaufbau
Werkzeugentwicklung - Prototypen

Grundlage des Tief- und Karosserieziehens16
DGM SeminarTiefziehenPrinzipieller Aufbau von Tiefziehwerkzeugen
Werkzeugentwicklung - Serie
Grundsätzlicher Werkzeugaufbau

Grundlage des Tief- und Karosserieziehens17
DGM SeminarTiefziehenPrinzipieller Aufbau von Tiefziehwerkzeugen
Werkzeugentwicklung - Serie
Grundsätzlicher Werkzeugaufbau

Grundlage des Tief- und Karosserieziehens18
DGM SeminarTiefziehenPrinzipieller Aufbau von Schneidwerkzeugen
Werkzeugentwicklung - Serie
Grundsätzlicher Werkzeugaufbau

Grundlage des Tief- und Karosserieziehens19
DGM SeminarTiefziehenPrinzipieller Aufbau von Nachschlagwerkzeugen
Werkzeugentwicklung - Serie
Grundsätzlicher Werkzeugaufbau

Grundlage des Tief- und Karosserieziehens20
DGM SeminarTiefziehenPrinzipieller Aufbau eines Bördelwerkzeuges
Werkzeugentwicklung - Serie
Grundsätzlicher Werkzeugaufbau

Grundlage des Tief- und Karosserieziehens21
DGM SeminarTiefziehen
Aufgaben des Niederhalters (NH):gleichbleibenden Spalt zwischen NH und Matrize gewährleistenNH-Kraft soll Faltenbildung verhindern Fixierung der Platine beim ersten Kontakt für Umformvorgang. Positionierung in für Umformung optimale Lage besonders bei starken Wölbungen oder Krümmungen
Spannen des Bleches zu Beginn der Umformung in einen Streckvorgang
Entscheidend für eine hohe Fertigungssicherheit ist die Anlage der Niederhalterfläche
Gestaltung von Niederhalterflächen
Aufgabe der Niederhalterflächen

Grundlage des Tief- und Karosserieziehens22
DGM SeminarTiefziehen
Anforderungen an die Niederhalterflächesie muss abwickelbar sein – nur so kann die Platine ohne Faltenbildung,
Dehnung, Stauchung oder gar Rissbildung nur durch Biegen in jedem Flächenpunkt an die Niederhalterfläche angelegt werden
weitgehende Anpassung an das Fertigteil, um zu hohen Werkstoffverbrauch zu minimieren
Nach Möglichkeit soll NH keine zu großen Steigungen bzw. Neigungen aufweisen
Sie soll eine gleichmäßige Ziehtiefe oder falls das nicht möglich ist, eine gleichmäßige Zunahme der Kontaktfläche zwischen Stempel und Platine gewährleisten
Anforderung an Niederhalterflächen
Gestaltung von Niederhalterflächen

Grundlage des Tief- und Karosserieziehens23
DGM SeminarTiefziehen
Auftreffen des Stempels bei unterschiedlichen Formen des Niederhaltersa.) geneigte NH-Fläche: gewährleistet gleiche Ziehtiefe → ist immer vorzuziehen, weil an Stellen, an denen Stempel nicht sofort aufsetzt Faltengefahr bestehtb.) geneigte ebene Niederhalterfläche c.) konvex gewölbte Niederhalterfläche und konkaver Stempel d.) konvex gewölbter Niederhalterfläche und konvexer Stempel e.) konkaver Stempel und ebener Niederhalter f.) konkave Niederhalterfläche und konkaver Stempel
Gestaltung von Niederhalterflächen
Gestaltung von Niederhalterflächen

Grundlage des Tief- und Karosserieziehens24
DGM SeminarTiefziehen
Ziehmatrize mit unterschiedlichen Niederhalterflächena.) eben b.) geradlinig gewölbt c.) allseitig gewölbt d.) unregelmäßig e.) Längsschnitt durch eine unregelmäßige Niederhalterfläche
Gestaltung von Niederhalterflächen
Gestaltung von Niederhalterflächen

Grundlage des Tief- und Karosserieziehens25
DGM SeminarTiefziehen
Abwickelbare FlächenDarstellung abwickelbarer Flächen: a.) Zylinderfläche b.) Kegelflächec.) Tangentenfläche
Abwickelbar: Eine Fläche läßt sich auf ein ebenes Flächenstück abbilden, nur durch Verbiegung, ohne daß ein Teil von ihr gedehnt wird
Gestaltung von Niederhalterflächen
Gestaltung von Niederhalterflächen

Grundlage des Tief- und Karosserieziehens26
DGM SeminarTiefziehen
Abwickelbare FlächenZusammensetzung aus Kegel-, Zylinderfläche und Torsen
Gestaltung von Niederhalterflächen
Gestaltung von Niederhalterflächen

Grundlage des Tief- und Karosserieziehens27
DGM SeminarTiefziehen
Randbedingungen zur Auswahl von Werkzeugwerkstoffen:
Der Trend in der Automobilindustrie geht zu höher festen Stählen.(Definition: Standard 200 MPa, hochfest 300-500 MPa, höchstfest 500-1500 MPa)Dies führt zu höheren Presskräften und erhöhtem Werkzeugverschleiß.→ gehärtete oder beschichtete Werkzeugwerkstoffe.
Werkzeugentwicklung – Werkstoffe
Grundsätzlicher Werkzeugaufbau

Grundlage des Tief- und Karosserieziehens28
DGM SeminarTiefziehen
Anforderungen der Tiefziehtechnik durch Gussausführung gut erfüllt.
Jedes Werkzeug ist Einzelteil → Gießen in verlorenen Formen mit verlorenen Modellen
Styropormodell
Werkzeugbau - Gusswerkzeuge
Grundsätzlicher Werkzeugaufbau

Grundlage des Tief- und Karosserieziehens29
DGM SeminarTiefziehenVerfahrensablauf beim Gießen
Bereitstellung der Gussform
mit Kernen
Bereitstellung der Schmelze
Abguss Erstarrung EntformenNachbe-
handlung
Modelle und Formkästen
Gießen in verlorenen Formen
Grundsätzlicher Werkzeugaufbau

Grundlage des Tief- und Karosserieziehens30
DGM SeminarTiefziehen
Gießen in verlorenen Formen
Grundsätzlicher Werkzeugaufbau

Grundlage des Tief- und Karosserieziehens31
DGM SeminarTiefziehen
Einarbeitungspressen aus Gründen derReduktion der Stillstandzeit von ProduktionsanlagenOptimierung der Werkzeuggeometrie/Nebengeometrie
Arbeiten am WerkzeugTragbild einschleifenAbtragen bzw. Herausarbeiten von Werkzeugmaterial aufgrund
Verdickungen des Bleches beim Ziehen – unerwünschtes KlemmenGeometrieänderung durch Nachschleifen und Umformen
Tryout
Tryoutpressen

Grundlage des Tief- und Karosserieziehens32
DGM SeminarTiefziehen
Wenden des Stößels bei einer hydraulischen Tryoutpresse
Beschleunigung der Einarbeitungszeit durch Wendemöglichkeit des Oberwerkzeuges.
Tryoutpressen
Tryout