Handout Effiziente Fabrik ILS 30.11 - ilsystem.de Fabrik_ILS_30.11.10.pdf · 5 Bestände...
42
1 Webinar Effiziente Fabrik Restrukturierung Erweiterungen Neuplanungen
Transcript of Handout Effiziente Fabrik ILS 30.11 - ilsystem.de Fabrik_ILS_30.11.10.pdf · 5 Bestände...

1
Webinar
Effiziente Fabrik
RestrukturierungErweiterungenNeuplanungen

2
Effiziente Fabrik?

3
Effiziente Fabrik?
4
1. Weg zur effizienten Fabrik

5
Bestände
Wartezeiten
Fläche
Überproduktion
Qualität
Transport
Wege
1. Weg zur effizienten Fabrik
Nacharbeit
Der Weg zu einer Effizienten Fabrik
führt über die Fähigkeit Verschwendung zu erkennen
=> Null Verschwendung im Prozess
=> Effiziente Fabrik
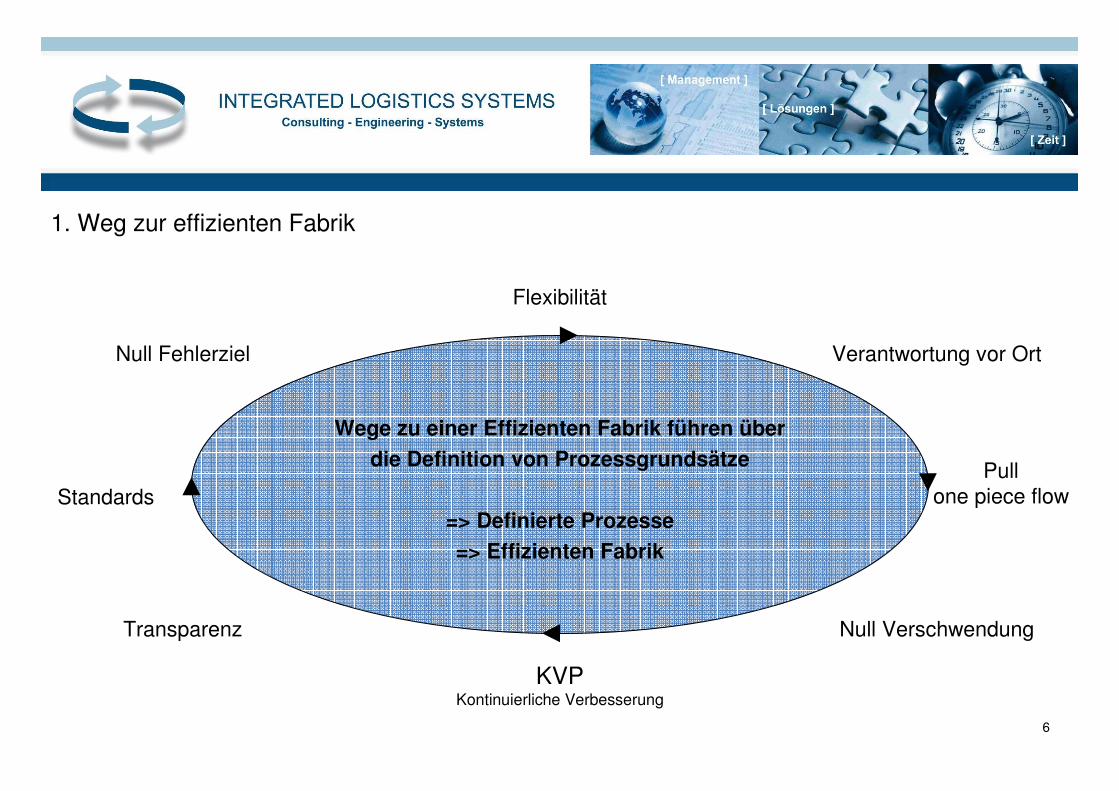
6
Wege zu einer Effizienten Fabrik führen über
die Definition von Prozessgrundsätze
=> Definierte Prozesse
=> Effizienten Fabrik
Flexibilität
Pullone piece flowStandards
Null Verschwendung
Verantwortung vor OrtNull Fehlerziel
Transparenz
KVPKontinuierliche Verbesserung
1. Weg zur effizienten Fabrik
7
1.1 Optimierung der Prozesse von innen nach außen
Optimierung Arbeitsplatz
=> Null Verschwendung
8
1.1 Optimierung der Prozesse von innen nach außen
Optimierung Arbeitsplatz
=> Null Verschwendung
Optimierung Fabriklayout
=> Null Verschwendung
9
1.1 Optimierung der Prozesse von innen nach außen
Optimierung Arbeitsplatz
=> Null Verschwendung
Optimierung Fabriklayout
=> Null Verschwendung
Optimierung Supply Chain
=> Null Verschwendung
10
1.1 Optimierung der Prozesse von innen nach außen
Optimierung Arbeitsplatz
=> Null Verschwendung
Optimierung Fabriklayout
=> Null Verschwendung
Optimierung Supply Chain
=> Null Verschwendung
Wertschöpfende Prozesse
11
Optimierung Arbeitsplatz
=> Null Verschwendung
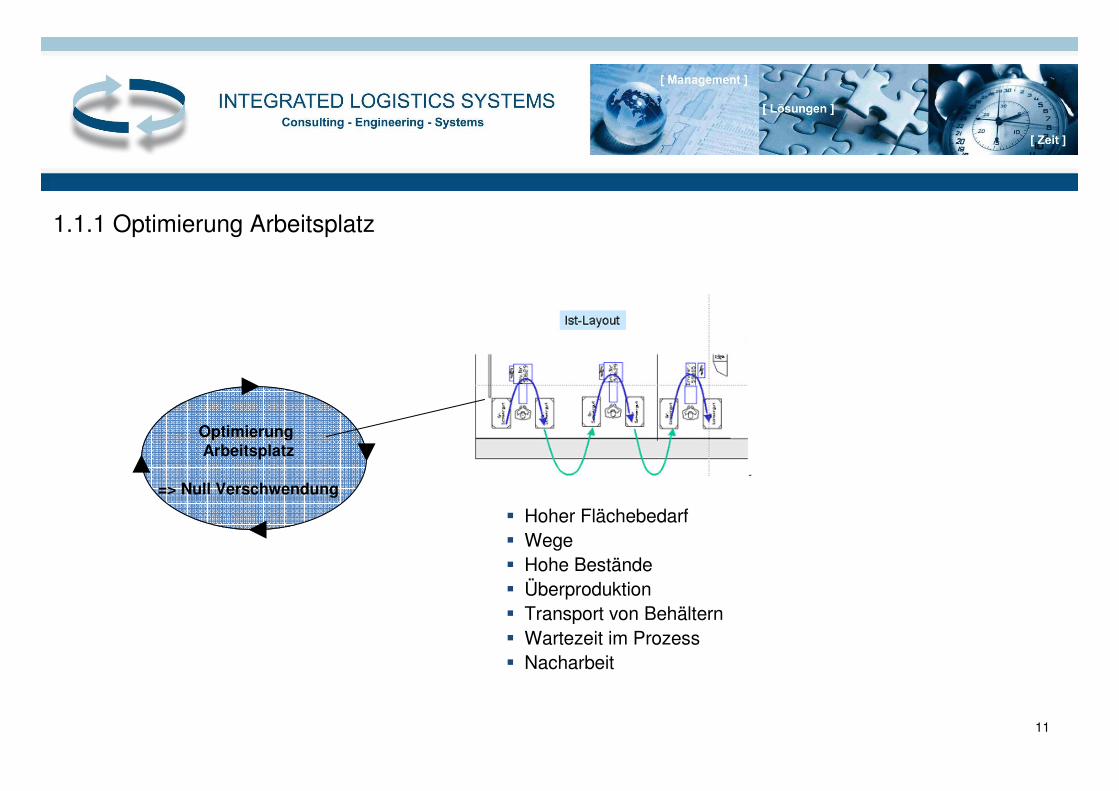
1.1.1 Optimierung Arbeitsplatz
� Flächenoptimiert
� Kürzere Durchlaufzeit� Geringere Bestände� Keine Überproduktion� Kein Transport� Keine Wartezeit� Keine Nacharbeit
� Hoher Flächebedarf� Wege� Hohe Bestände� Überproduktion � Transport von Behältern� Wartezeit im Prozess� Nacharbeit
12
Optimierung Arbeitsplatz
=> Null Verschwendung
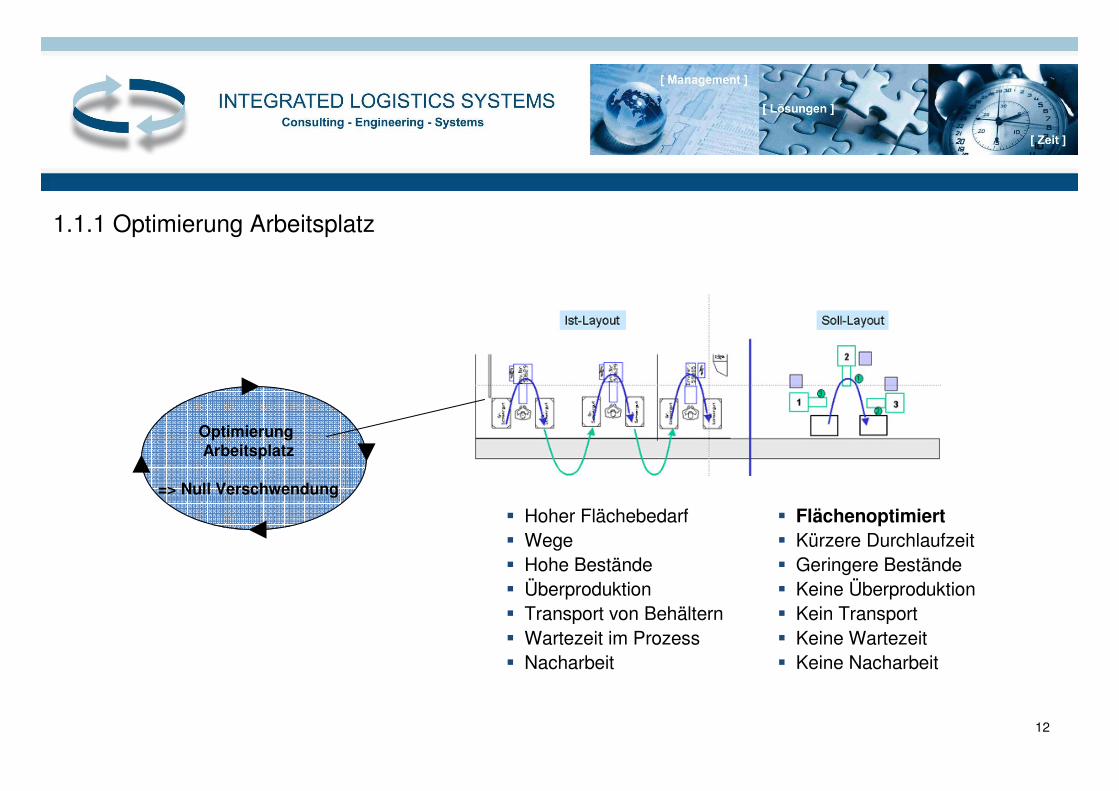
1.1.1 Optimierung Arbeitsplatz
� Flächenoptimiert
� Kürzere Durchlaufzeit� Geringere Bestände� Keine Überproduktion� Kein Transport� Keine Wartezeit� Keine Nacharbeit
� Hoher Flächebedarf� Wege� Hohe Bestände� Überproduktion � Transport von Behältern� Wartezeit im Prozess� Nacharbeit
13
Optimierung Arbeitsplatz
=> Null Verschwendung
1.1.1 Optimierung Arbeitsplatz
Prozessoptimierung von innen nach außen
führt zu einer optimalen Flächennutzung
=> Aufbau eines neuen Gesamtlayouts
ohne Flächenerweiterung wird möglich
14
Optimierung Arbeitsplatz
=> Null Verschwendung
Optimierung Fabriklayout
=> Null Verschwendung
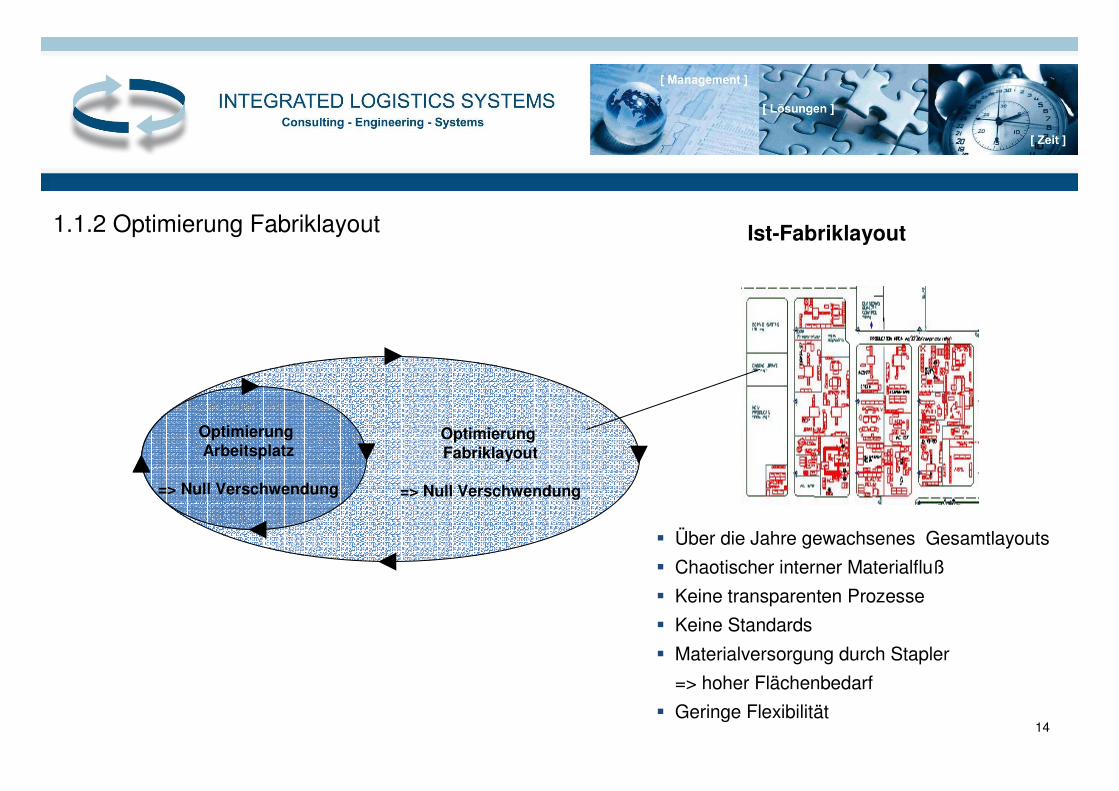
1.1.2 Optimierung Fabriklayout
� Über die Jahre gewachsenes Gesamtlayouts
� Chaotischer interner Materialfluß
� Keine transparenten Prozesse
� Keine Standards
� Materialversorgung durch Stapler
=> hoher Flächenbedarf
� Geringe Flexibilität
Ist-Fabriklayout

15
Optimierung Arbeitsplatz
=> Null Verschwendung
Optimierung Fabriklayout
=> Null Verschwendung
1.1.2 Optimierung Fabriklayout
WAWE
� Optimierung Gesamtlayouts
=> Aufbau von U-Shapes
� Aufbau transparenter interner Materialfluß
� Installation transparenter Prozesse
=> z. B. durch Kanban / E-Kanban
� Einführen von Routenzügen
=> Staplerlose Fabrik
� Definition von Standards
Soll-Fabriklayout

16
Optimierung Arbeitsplatz
=> Null Verschwendung
Optimierung Fabriklayout
=> Null Verschwendung
1.1.2 Optimierung Fabriklayout
Optimiertes Gesamtlayout
führt zu transparenten Prozessen
geringen Beständen
=> Verschwendung in der
Supply Chain wird sichtbar
=> Optimierung Supply Chain
wird möglich

17
Optimierung Arbeitsplatz
=> Null Verschwendung
Optimierung Fabriklayout
=> Null Verschwendung
Optimierung Supply Chain
=> Null Verschwendung
1.1.3 Optimierung Supply Chain

18
1.1.3 Optimierung Supply Chain
Untersuchung Lieferantenstruktur
� Entfernung zum Werk
� Anzahl SNRn
� Transportvolumen
� Anlieferungsstrategie
� Gebietsspedition
� Milkrun
� Anlieferfrequenz
� Bestände
Lieferantenstruktur

19
Prozessübersicht
Lieferanten LLZOEM
Dienstleister
Detailprozess
IST-Prozesskette
KT WEAKLEin
AKLAus
Set MoWA ReWE TL
Dienstleister OEM
1.1.3 Optimierung Supply Chain

20
Prozessübersicht
LieferantenOEM
Dienstleister
Detailprozess
Alternative Prozesskette
KT WEAKLEin
AKLAus
Set MoWA ReWE TL
Dienstleister OEM
Entfall Prozessschritte
1.1.3 Optimierung Supply Chain

21
Detailprozess
Alternativ Prozesskette
KT WEAKLEin
AKLAus
Set MoWA ReWE TL
Dienstleister OEM
IST-Prozesskette
KT WEAKLEin
AKLAus
Set MoWA ReWE TL
Dienstleister OEM
Entfall Prozessschritte
1.1.3 Optimierung Supply Chain

22
1.2 Methoden / Tool zur effizienten Fabrik
Prozessoptimierung
� 5A, Kennzahlen vor Ort
� Rüstanalyse
� Wertstromanalyse
� Layoutoptimierung / Brainstorming
� TPM
� Prozessanalyse

23
1.2.1 Wertstromanalyse
IST-Prozess Optimiert Prozess

24
1.2.1 WertstromanalyseOptimiert Prozess
0
5
10
15
20
25
DLZ [AT]
0
10
20
30
40
50
60
70
BZ [h]
Reduzierung der Bearbeitungszeit
Reduzierung der Durchlaufzeit Reduzierung des Lagerbestandes Erhöhung der Turnrate (Prognose)
0
5
10
15
20
25
30
Trun rate
0
10000
20000
30000
40000
50000
60000
70000
Lagerbestand [Euro]

25
1.3 Zeit für die Anwendung der Methoden
Über die Jahre gewachsene Layouts führen zu kleinen Inseln

26
1.3 Zeit für die Anwendung der Methoden
Zeit für die Anwendung der Methoden
� Prozessuntersuchung
� Wertstromanalyse
� Scanning / Verschwendung erkennen
� Transportmatrix
� Quelle-Senke Beziehungen
� Produktionsprogramm
� Durchlaufzeit der Produkte
� Bestand an Halbfertigwaren
� Tätigkeiten der Mitarbeiter
� Wertschöpfend / nicht wertschöpfend

27
2. Kapazitätserweiterung

28
2.1 Wie kann ich meine Produkte effizient herstellen?

29
2.1 Wie kann ich meine Produkte effizient herstellen?
Taktzeiten:
Schweißzelle 1: ca. 7,2 min
Schweißzelle 2: ca. 10,5 min.
Schweißzelle 3: ca. 4,2 min.
Schweißzelle 4: ca. 14,7 min.
100 % Automatisierung

30
2.1.1 Welchen alternativen Herstellungsprozess gibt es?
Variantenbewertung
� Flächenbedarf
� Null Verschwendung
� Definierte Prozesse
� Investkosten
� Invest Folgekosten
100 % Automatisierung SchweißprozessHandling Teilautomatisiert

31
2.1.2 Auswahl Herstellungsprozess
Null Verschwendung
� Flächenbedarf� Überproduktion� Wartezeiten
� Transport� Wege� Nacharbeit� Bestände
Definierte Prozesse
� Flexibilität� Verantwortung vor Ort� Pull� Null Verschwendung� KVP� Transparenz� Standards� Null Fehler
Variantenbewertung
� Flächenbedarf
� Null Verschwendung
� Definierte Prozesse
� Investkosten
� Investfolgekosten

32
Ist-Layout Planungsansatz grüne Wiese
2.2 Layout

33
2.2.1 Entscheidung Layoutkonzept
Bezeichnung
Ist-
MX-Fläche
[qm]
Flächen-
wachstum
[qm]
Soll-
MX-Fläche
[qm]
MX-Taktband Halle 74OMX 651 bis 1.600 t
750 0 750
MX-Inbetriebnahme Halle 74OMX 651 bis 1.600 t
750 0 750
Expansionsfläche 750 0 750
MX-Montage >1.600 tHalle 74W
1.500 0 1.500
MX-Endmontage/SondermaschinenHalle 61O
870 0 870
Erweiterungsfläche Halle 81 0 1.300 1.300
MX-Inbetriebnahme Halle 73 0 300 300
Montage MX-Komponenten auf KHS-FlächeHalle 91W
0 1.150 1.150
MX-Fläche gesamt (ohne KHS) 4.620 6.220 8.429 Bedarf aus Hochrechnung
Delta-Flächenbetrachtung 1.600 -2.209 Delta zur Hochrechnung
MX-Fläche gesamt (mit KHS) 4.620 7.370 8.429 Bedarf aus Hochrechnung
Delta-Flächenbetrachtung 2.750 -1.059 Delta zur Hochrechnung
Flächenbilanz
Quelle Senke KomponenteZMxZTE,M
[TE/a]
Entferungen
Variante 2
[m]
Entfernungen
gesamt V2
[m]
Transportzeiten
Variante2
[min]*
WE HL allgemein 29300 110 3223000 24233WE Mont. Bl. 7 allgemein 7720 210 1621200 12189WE Mont. Bl. 6 allgemein 6930 400 2772000 20842WE Lackierung allgemein 2930 110 322300 2423Anli TUG Mont. Bl. 7 Hydr. Teile 4395 80 351600 2644Anli TUG Mont. Bl. 6 Hydr. Teile 693 230 159390 1198Anli TUG VM MX Verrieg/GS Halle 82WHydr. Teile 330 100 33000 248Anli TUG VM CX Schl groß Halle 17Hydr. Teile 2428 380 922640 6937HL VM MX Verrieg/GS Halle 82WVerriegelungteile 330 80 26400 198HL VM CX Schl groß Halle 17Schliessenteile 1518 500 758750 5705HL VM MX Sp Halle 82WSpritzenteile 330 80 26400 198HL VM MX Platte Halle 82WBWAP/FWAP 330 80 26400 198HL Plast Halle 92W Plast-Teile 2198 100 219750 1652Rohrschlosserei Halle 64/65Mont. Bl. 6 Rohrsatz 1386 150 207900 1563SchaltschrankbauMont. Bl. 7 Schaltschrank 1544 500 772000 5805SchaltschrankbauMont. Bl. 6 Schaltschrank 1386 500 693000 5211Plast Halle 92WMont. Bl. 7 Plasitifizierung 849 160 135872 1022
173094Transportzeiten gesamt
Transportmatrix
Quelle Senke KomponenteZMxZTE,M
[TE/a]
Entferungen
Variante 2
[m]
Entfernungen
gesamt V2
[m]
Transportzeiten
Variante2
[min]*
WE HL allgemein 29300 110 3223000 24233WE Mont. Bl. 7 allgemein 7720 210 1621200 12189WE Mont. Bl. 6 allgemein 6930 400 2772000 20842WE Lackierung allgemein 2930 110 322300 2423Anli TUG Mont. Bl. 7 Hydr. Teile 4395 80 351600 2644Anli TUG Mont. Bl. 6 Hydr. Teile 693 230 159390 1198Anli TUG VM MX Verrieg/GS Halle 82WHydr. Teile 330 100 33000 248Anli TUG VM CX Schl groß Halle 17Hydr. Teile 2428 380 922640 6937HL VM MX Verrieg/GS Halle 82WVerriegelungteile 330 80 26400 198HL VM CX Schl groß Halle 17Schliessenteile 1518 500 758750 5705HL VM MX Sp Halle 82WSpritzenteile 330 80 26400 198HL VM MX Platte Halle 82WBWAP/FWAP 330 80 26400 198HL Plast Halle 92W Plast-Teile 2198 100 219750 1652Rohrschlosserei Halle 64/65Mont. Bl. 6 Rohrsatz 1386 150 207900 1563SchaltschrankbauMont. Bl. 7 Schaltschrank 1544 500 772000 5805SchaltschrankbauMont. Bl. 6 Schaltschrank 1386 500 693000 5211Plast Halle 92WMont. Bl. 7 Plasitifizierung 849 160 135872 1022
173094Transportzeiten gesamt
Kostenbetrachtung
Erweiterbarkeit Nachhaltigkeit Gesamtkosten

34
Konzept 13 Konzept 14.1
2.2.2 Ausplanung Layout

35
Materialfluss 1
2.2.3 Materialfluss

36
Materialfluss 1
2.2.3 Materialfluss
Materialfluss 2

37
Materialfluss 1
2.2.3 Materialfluss
Materialfluss 2Materialfluss 3

38
Kriterien GewichtungEinzel-
bewertungGewichtete-bewertung
Einzel-bewertung
Gewichtete-bewertung
Einzel-bewertung
Gewichtete-bewertung
Einzel-bewertung
Gewichtete-bewertung
MX Flächenerweiterung 6 7,6 45,4 6,9 41,1 6,3 37,7 7,4 44,6Erweiterungsmöglichkeit MX über Planstand 6 5,7 34,3 5,0 30,0 4,3 25,7 5,7 34,3Materialfluss am Standort 5 6,9 34,3 7,0 35,0 4,1 20,7 6,3 31,4Planungsflexibilität 5 4,9 24,3 4,9 24,3 3,9 19,3 7,0 35,0Gemeinsames Technikum 4 7,1 28,6 7,1 28,6 5,9 23,4 6,3 25,1Hallenzugänge und Verkenhrsanbindung 3 7,4 22,3 6,0 18,0 7,0 21,0 6,3 18,9Vesand/Verpackungs- Abwicklung 3 7,4 22,3 6,0 18,0 7,0 21,0 7,4 22,3Infofluss / kurze Regelkreise 2 6,5 13,0 5,8 11,7 5,8 11,7 7,5 15,0Umsetzungsrisiko (gering = 10; hoch = 1) 5 6,9 34,3 6,7 33,6 4,6 22,9 3,4 17,1
Summe 60,4 258,7 55,4 240,2 48,8 203,4 57,4 243,7
Ranking Einzelbewertung 1 3 4 2
Ranking Gewichtetebewertung 1 3 4 2
Variante 1e Variante 1f Variante 1j Variante 2b
2.2.1 Layoutbewertung

39
MontageSchweißen
LackierenEndmontage
VersandVormontage Roboterzelle
Fertigungsschritte
M30
15
ka
nb
an
Nr.
wo
hin
M13
/Mw
oh
er
M1
2A
M3015 Scheinwerfer
1U6 945 095Teile-Name
Teile-Nr.
Behälter Stück/Behälter
Lageradresse Linienadresse
MLT000250 10 Stck
67-M-18-3 M13-U4-Z205-2
M30
15
ka
nb
an
Nr.
wo
hin
M13
/Mw
oh
er
M1
2A
M3015 Scheinwerfer
1U6 945 095Teile-Name
Teile-Nr.
Behälter Stück/Behälter
Lageradresse Linienadresse
MLT000250 10 Stck
67-M-18-3 M13-U4-Z205-2
M30
15
ka
nb
an
Nr.
wo
hin
M13
/Mw
oh
er
M1
2A
M3015 Scheinwerfer
1U6 945 095Teile-Name
Teile-Nr.
Behälter Stück/Behälter
Lageradresse Linienadresse
MLT000250 10 Stck
67-M-18-3 M13-U4-Z205-2
M30
15
ka
nb
an
Nr.
wo
hin
M13
/Mw
oh
er
M1
2A
M3015 Scheinwerfer
1U6 945 095Teile-Name
Teile-Nr.
Behälter Stück/Behälter
Lageradresse Linienadresse
MLT000250 10 Stck
67-M-18-3 M13-U4-Z205-2
M30
15
ka
nb
an
Nr.
wo
hin
M13
/Mw
oh
er
M1
2A
M3015 Scheinwerfer
1U6 945 095Teile-Name
Teile-Nr.
Behälter Stück/Behälter
Lageradresse Linienadresse
MLT000250 10 Stck
67-M-18-3 M13-U4-Z205-2
M30
15
ka
nb
an
Nr.
wo
hin
M13
/Mw
oh
er
M1
2A
M3015 Scheinwerfer
1U6 945 095Teile-Name
Teile-Nr.
Behälter Stück/Behälter
Lageradresse Linienadresse
MLT000250 10 Stck
67-M-18-3 M13-U4-Z205-2
Kanbanprozess
2.3 Fertigungssteuerung
Kunde

40
Kanbanprozess 2
Kanbanprozess 4
Kanbanprozess 3
AbrufKunde
1
23
4 5
MontS
VM
Roboterzelle
PufferEinzelteile
LackierungVersand
Kanbanprozess 1
Kanbanprozess 5
2.3 Fertigungssteuerung

41Lieferant
Abruf über EDIZentrale Materialsteuerung im WE
� Bestandsführung Einzelteile in ERP� Abrufe zum Lieferanten werden
automatisch durch ERP generiert� Verbrauchsbuchung / Zugangsbuchung
M30
15
ka
nba
n N
r.
wo
hin
M13/M
woh
er
M12
A
M3015 Scheinwerfer
1U6 945 095Teile-Name
Teile-Nr.
Behälter Stück/Behälter
Lageradresse Linienadresse
MLT000250 10 Stck
67-M-18-3 M13-U4-Z205-2
M30
15
ka
nba
n N
r.
wo
hin
M13/M
woh
er
M12
A
M3015 Scheinwerfer
1U6 945 095Teile-Name
Teile-Nr.
Behälter Stück/Behälter
Lageradresse Linienadresse
MLT000250 10 Stck
67-M-18-3 M13-U4-Z205-2
3
2
M3015
kanb
an N
r.
wo
hin
M13
/Mw
oh
erM
12
A
M3015 Scheinwerfer
1U6 945 095Teile-Name
Teile-Nr.
Behälter Stück/Behälter
Lageradresse Linienadresse
MLT000250 10 Stck
67-M-18-3 M13-U4-Z205-2
M3015
kanb
an N
r.
wo
hin
M13
/Mw
oh
erM
12
A
M3015 Scheinwerfer
1U6 945 095Teile-Name
Teile-Nr.
Behälter Stück/Behälter
Lageradresse Linienadresse
MLT000250 10 Stck
67-M-18-3 M13-U4-Z205-2 1
M3015
kanb
an N
r.
wo
hin
M13
/Mw
oh
erM
12
A
M3015 Scheinwerfer
1U6 945 095Teile-Name
Teile-Nr.
Behälter Stück/Behälter
Lageradresse Linienadresse
MLT000250 10 Stck
67-M-18-3 M13-U4-Z205-2
M3015
kanb
an N
r.
wo
hin
M13
/Mw
oh
erM
12
A
M3015 Scheinwerfer
1U6 945 095Teile-Name
Teile-Nr.
Behälter Stück/Behälter
Lageradresse Linienadresse
MLT000250 10 Stck
67-M-18-3 M13-U4-Z205-2 1
M3015
kanb
an N
r.
wo
hin
M13
/Mw
oh
erM
12
A
M3015 Scheinwerfer
1U6 945 095Teile-Name
Teile-Nr.
Behälter Stück/Behälter
Lageradresse Linienadresse
MLT000250 10 Stck
67-M-18-3 M13-U4-Z205-2
M3015
kanb
an N
r.
wo
hin
M13
/Mw
oh
erM
12
A
M3015 Scheinwerfer
1U6 945 095Teile-Name
Teile-Nr.
Behälter Stück/Behälter
Lageradresse Linienadresse
MLT000250 10 Stck
67-M-18-3 M13-U4-Z205-2 1
PufferEinzelteile
2.3 Fertigungssteuerung

42
Ende Webinar
Effiziente Fabrik
Danke für Ihre Aufmerksamkeit