
Hartdrehen mit CBN - Sandvik Coromant · 3 CB7015 CB7025 CB7525 Auswahl der richtigen Sorte Jede...
44
Hartdrehen mit CBN
Transcript of Hartdrehen mit CBN - Sandvik Coromant · 3 CB7015 CB7025 CB7525 Auswahl der richtigen Sorte Jede...

Hartdrehen mit CBN
2
Auswahl der richtigen Lösung .......................................................................................2
Auswahl der richtigen Geometrie ..................................................................................6
Auswahl der richtigen Schneidkantenausführung ..........................................................8
CoroTurn® TR ............................................................................................................10
Schneidengeometrie - Auswahlhilfe ............................................................................11
Weitere Wendeschneidplattenfamilien ........................................................................14
Bereit für den Erfolg ..................................................................................................15
Werkzeugverschleiß ...................................................................................................18
Hartdrehen - Programm .............................................................................................20
Inhalt
Auswahl der richtigen LösungSeit der Einführung als Schneidstoffsorte in den 1980ern, hat sich die Verwendung von kubischem Bornitrid (cBN) als gängige Bearbeitungslösung etabliert. Die Anwendungsbereiche umfassen gehärtete Stähle, Grauguss, warmfeste Superlegierungen (HRSA) und Pulvermetalle. Diese Bauteilwerkstoffe haben eines gemeinsam: sie gelten allgemein als schwierig zu bearbeiten.
Eine cBN-Wendeplatte kann hohen Arbeitstemperaturen und Schnittkräften widerstehen, ohne die Leistungsfähigkeit der Schneidkante zu beeinflussen. Deshalb ermöglicht kubisches Bornitrid lange, konstante Standzeiten und Bauteile mit ausgezeichneter Oberflächengüte.
Sandvik Coromant bietet ein umfassendes Programm einzigartiger cBN-Produkte zum Schlichtdrehen von einsatzgehärteten Stählen. In dieser Broschüre finden Sie die passenden Sorten, Geometrien und Schneidkantenausführungen für Ihre spezifische Anwendung. Unabhängig der Bauteilkonstruktion oder Anforderungen an die Oberflächengüte, wir bieten stets hohe Produktivität und überragende Qualität.
Wussten Sie schon……dass cBN der zweit härteste Werkstoff der Welt nach dem Diamant ist? Neben vieler anderer außergewöhnlicher Eigen-schaften ist es eben diese Härte, die den Werkstoff ideal für die Bearbeitung harter, abrasiver Bauteile macht. cBN verfügt über eine größere chemische und thermische Stabilität als Diamant, der sich in Eisen auflöst und eine maximale Tempera-
turgrenze von circa 700°C (1300°F) aufweist. Im Gegensatz dazu ist cBN chemisch inert gegenüber eisenhaltigen Werk-stoffen und behält seine Härte bei für Hartdrehen typische Temperaturen von über 1000°C (1800°F).
3
CB7015 CB7025 CB7525
Auswahl der richtigen Sorte
Jede cBN-Sorte in unserem Programm zum Hartdrehen wurde speziell für hohe Leistung beim Schlichtdrehen in einsatzgehärteten Stählen entwickelt.
• CB7015 - für die Bearbeitung ohne und mit leichten, gefasten Schnittunterbrechungen• CB7025 - für die Bearbeitungen mit leichten bis mittleren Schnittunterbrechungen• CB7525 - für die Bearbeitung mit schweren Schnittuntebrechungen und Grauguss
Zur Auswahl der geeignetsten Sorte müssen Sie zunächst bestimmen, welche Art der Zerspanung Ihre Anwendung am besten beschreibt. Auf den folgenden Seiten stellen wir Sie Ihnen unser cBN-Produktangebot vor, damit Sie die optimale Lösung für Ihre spezifische Anwendung finden.
Was ist Hartdrehen?
Ganz allgemein bezeichnet man als Hartdrehen
das Drehen gehärteter Stähle ab 55 HRC.
Es gibt viele unterschiedliche Arten von Stahl
(Kohlenstoffstahl, legierter Stahl, Werkzeug-
stahl, Lagerstahl etc.), welche diese Härtegrade
aufweisen können. Gängige Methoden des
Härtens sind Einsatzhärten, Induktionshärten
und Durchhärten. Hartdrehen ist im Regelfall
ein Schlicht- oder Vorschlichtprozess mit hohen
Anforderungen an die Maßgenauigkeit und
Oberflächengüte.
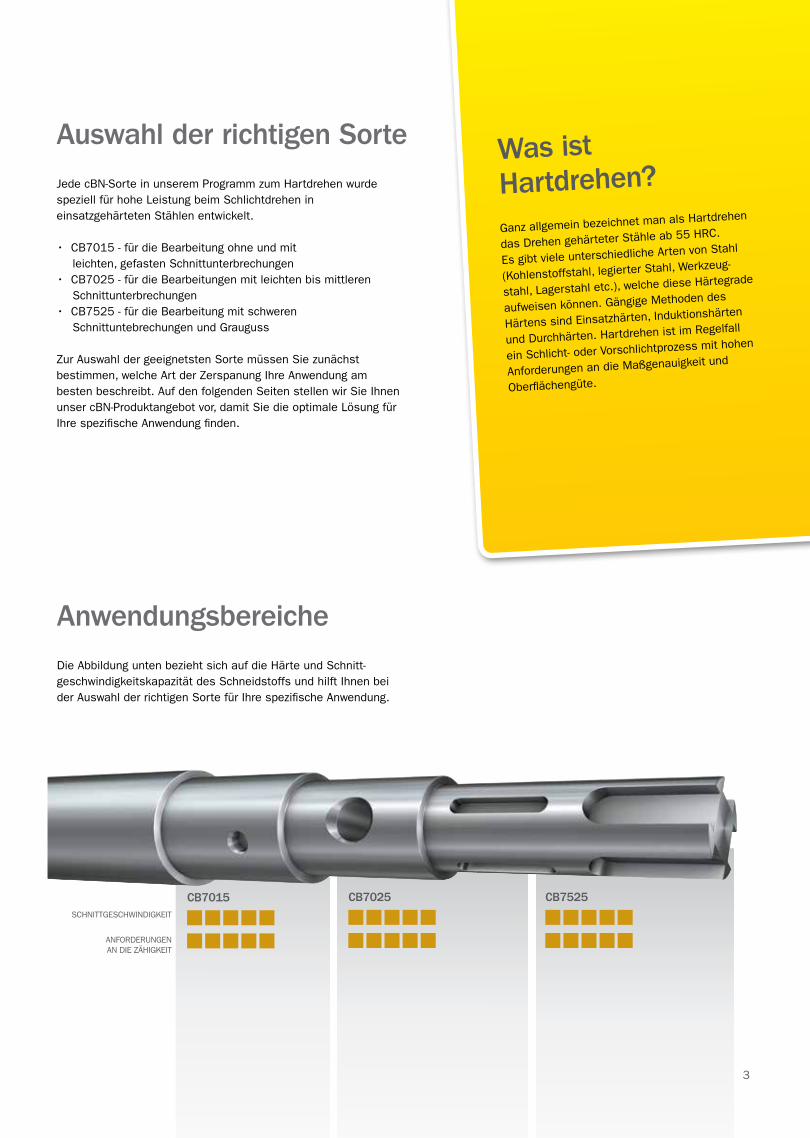
SCHNITTGESCHWINDIGKEIT
ANFORDERUNGEN AN DIE ZÄHIGKEIT
Anwendungsbereiche
Die Abbildung unten bezieht sich auf die Härte und Schnitt-geschwindigkeitskapazität des Schneidstoffs und hilft Ihnen bei der Auswahl der richtigen Sorte für Ihre spezifische Anwendung.
4
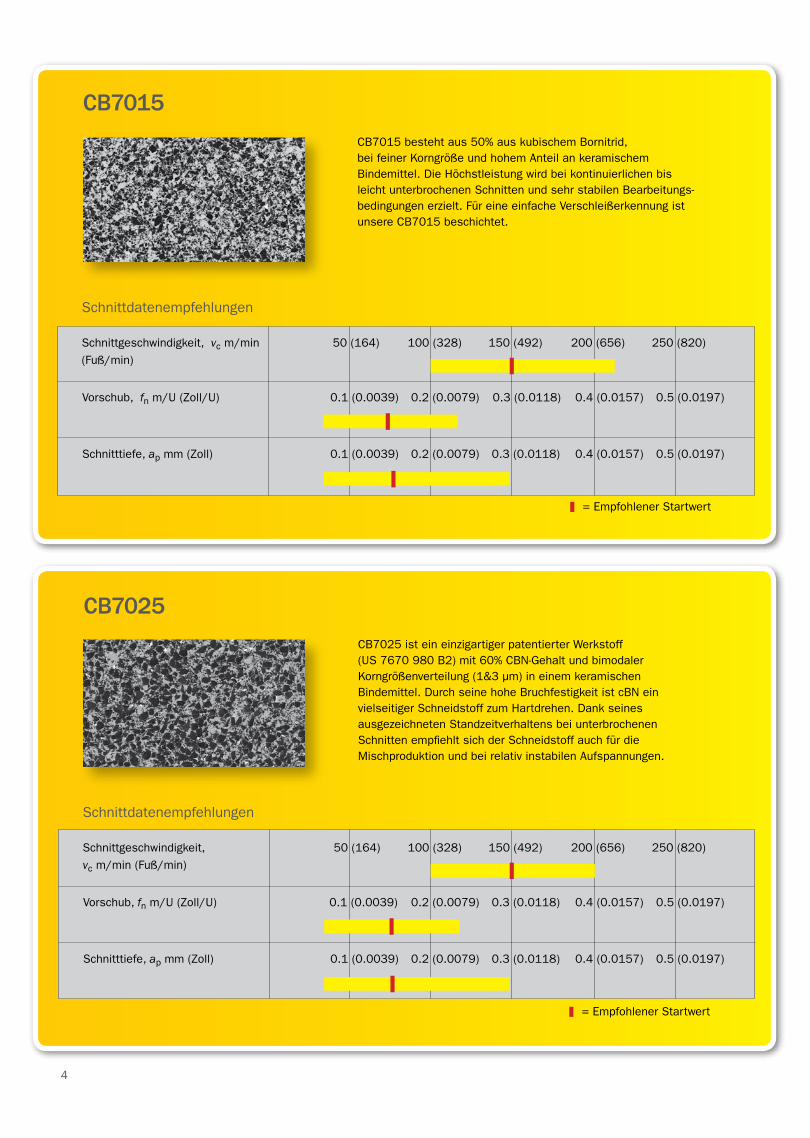
50 (164) 100 (328) 150 (492) 200 (656) 250 (820)
0.1 (0.0039) 0.2 (0.0079) 0.3 (0.0118) 0.4 (0.0157) 0.5 (0.0197)
0.1 (0.0039) 0.2 (0.0079) 0.3 (0.0118) 0.4 (0.0157) 0.5 (0.0197)
50 (164) 100 (328) 150 (492) 200 (656) 250 (820)
0.1 (0.0039) 0.2 (0.0079) 0.3 (0.0118) 0.4 (0.0157) 0.5 (0.0197)
0.1 (0.0039) 0.2 (0.0079) 0.3 (0.0118) 0.4 (0.0157) 0.5 (0.0197)
CB7015
CB7015 besteht aus 50% aus kubischem Bornitrid, bei feiner Korngröße und hohem Anteil an keramischem Bindemittel. Die Höchstleistung wird bei kontinuierlichen bis leicht unterbrochenen Schnitten und sehr stabilen Bearbeitungs-bedingungen erzielt. Für eine einfache Verschleißerkennung ist unsere CB7015 beschichtet.
Schnittdatenempfehlungen
CB7025 ist ein einzigartiger patentierter Werkstoff (US 7670 980 B2) mit 60% CBN-Gehalt und bimodaler Korngrößenverteilung (1&3 µm) in einem keramischen Bindemittel. Durch seine hohe Bruchfestigkeit ist cBN ein vielseitiger Schneidstoff zum Hartdrehen. Dank seines ausgezeichneten Standzeitverhaltens bei unterbrochenen Schnitten empfiehlt sich der Schneidstoff auch für die Mischproduktion und bei relativ instabilen Aufspannungen.
CB7025
Schnittgeschwindigkeit, vc m/min (Fuß/min)
Vorschub, fn m/U (Zoll/U)
Schnitttiefe, ap mm (Zoll)
Schnittdatenempfehlungen
Schnittgeschwindigkeit, vc m/min (Fuß/min)
Vorschub, fn m/U (Zoll/U)
Schnitttiefe, ap mm (Zoll)
= Empfohlener Startwert
= Empfohlener Startwert
5
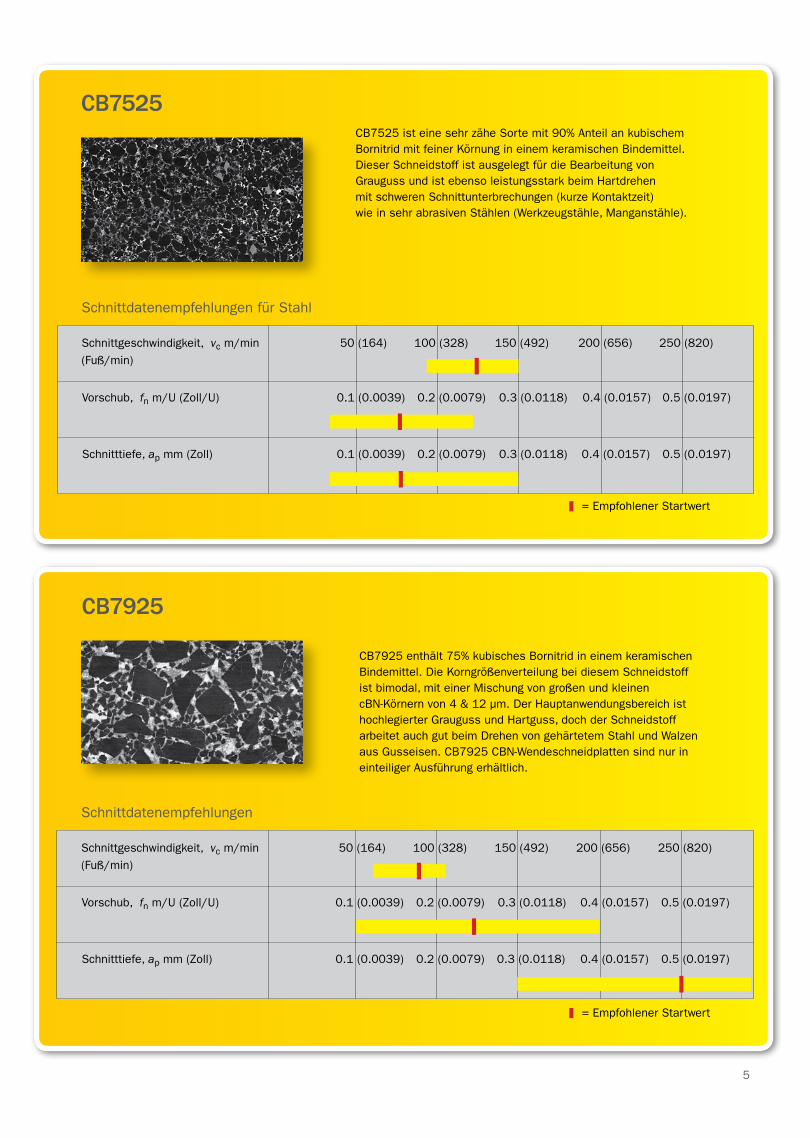
50 (164) 100 (328) 150 (492) 200 (656) 250 (820)
0.1 (0.0039) 0.2 (0.0079) 0.3 (0.0118) 0.4 (0.0157) 0.5 (0.0197)
0.1 (0.0039) 0.2 (0.0079) 0.3 (0.0118) 0.4 (0.0157) 0.5 (0.0197)
50 (164) 100 (328) 150 (492) 200 (656) 250 (820)
0.1 (0.0039) 0.2 (0.0079) 0.3 (0.0118) 0.4 (0.0157) 0.5 (0.0197)
0.1 (0.0039) 0.2 (0.0079) 0.3 (0.0118) 0.4 (0.0157) 0.5 (0.0197)
CB7525CB7525 ist eine sehr zähe Sorte mit 90% Anteil an kubischem Bornitrid mit feiner Körnung in einem keramischen Bindemittel. Dieser Schneidstoff ist ausgelegt für die Bearbeitung von Grauguss und ist ebenso leistungsstark beim Hartdrehen mit schweren Schnittunterbrechungen (kurze Kontaktzeit) wie in sehr abrasiven Stählen (Werkzeugstähle, Manganstähle).
CB7925 enthält 75% kubisches Bornitrid in einem keramischen Bindemittel. Die Korngrößenverteilung bei diesem Schneidstoff ist bimodal, mit einer Mischung von großen und kleinen cBN-Körnern von 4 & 12 µm. Der Hauptanwendungsbereich ist hochlegierter Grauguss und Hartguss, doch der Schneidstoff arbeitet auch gut beim Drehen von gehärtetem Stahl und Walzen aus Gusseisen. CB7925 CBN-Wendeschneidplatten sind nur in einteiliger Ausführung erhältlich.
CB7925
Schnittdatenempfehlungen für Stahl
Schnittgeschwindigkeit, vc m/min (Fuß/min)
Vorschub, fn m/U (Zoll/U)
Schnitttiefe, ap mm (Zoll)
Schnittdatenempfehlungen
Schnittgeschwindigkeit, vc m/min (Fuß/min)
Vorschub, fn m/U (Zoll/U)
Schnitttiefe, ap mm (Zoll)
= Empfohlener Startwert
= Empfohlener Startwert
6
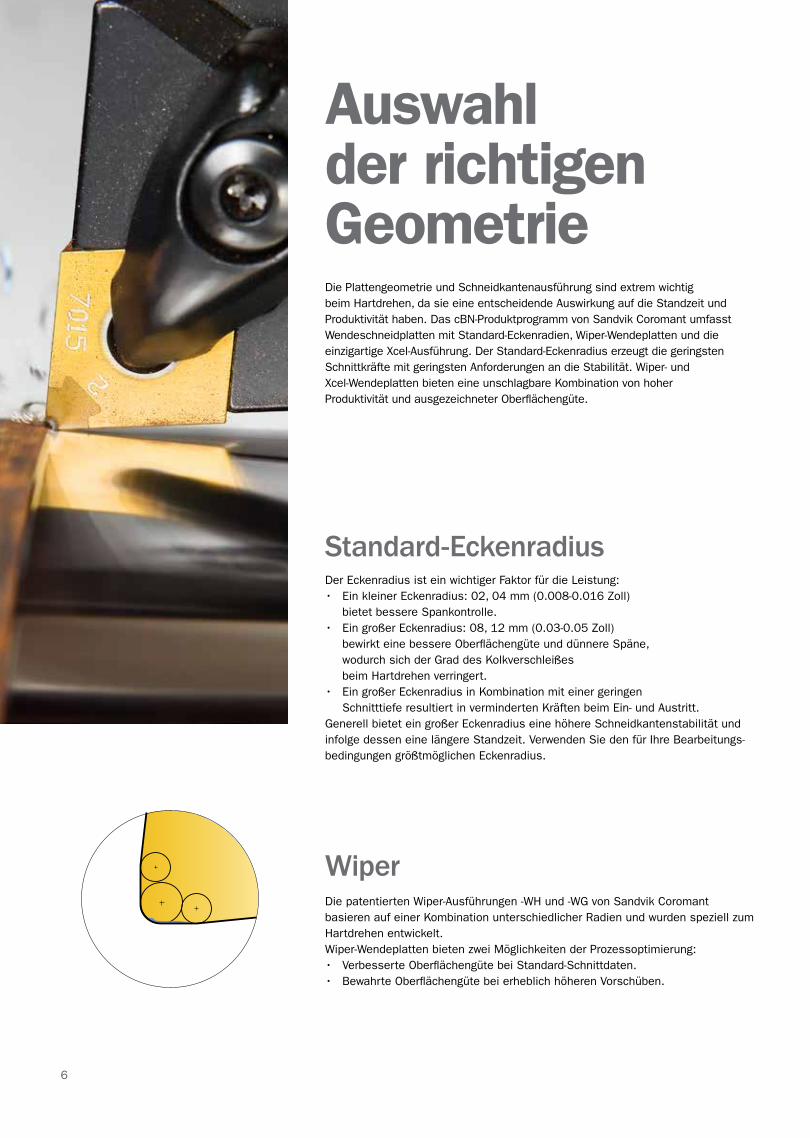
Auswahl der richtigen GeometrieDie Plattengeometrie und Schneidkantenausführung sind extrem wichtig beim Hartdrehen, da sie eine entscheidende Auswirkung auf die Standzeit und Produktivität haben. Das cBN-Produktprogramm von Sandvik Coromant umfasst Wendeschneidplatten mit Standard-Eckenradien, Wiper-Wendeplatten und die einzigartige Xcel-Ausführung. Der Standard-Eckenradius erzeugt die geringsten Schnittkräfte mit geringsten Anforderungen an die Stabilität. Wiper- und Xcel-Wendeplatten bieten eine unschlagbare Kombination von hoher Produktivität und ausgezeichneter Oberflächengüte.
Standard-EckenradiusDer Eckenradius ist ein wichtiger Faktor für die Leistung:• Ein kleiner Eckenradius: 02, 04 mm (0.008-0.016 Zoll) bietet bessere Spankontrolle.• Ein großer Eckenradius: 08, 12 mm (0.03-0.05 Zoll) bewirkt eine bessere Oberflächengüte und dünnere Späne, wodurch sich der Grad des Kolkverschleißes beim Hartdrehen verringert. • Ein großer Eckenradius in Kombination mit einer geringen Schnitttiefe resultiert in verminderten Kräften beim Ein- und Austritt. Generell bietet ein großer Eckenradius eine höhere Schneidkantenstabilität und infolge dessen eine längere Standzeit. Verwenden Sie den für Ihre Bearbeitungs-bedingungen größtmöglichen Eckenradius.
WiperDie patentierten Wiper-Ausführungen -WH und -WG von Sandvik Coromant basieren auf einer Kombination unterschiedlicher Radien und wurden speziell zum Hartdrehen entwickelt. Wiper-Wendeplatten bieten zwei Möglichkeiten der Prozessoptimierung: • Verbesserte Oberflächengüte bei Standard-Schnittdaten.• Bewahrte Oberflächengüte bei erheblich höheren Vorschüben.
7
XcelDie Xcel Geometrie verfügt über eine gerade Schneidkante mit kleinem Einstellwinkel. Dadurch werden dünne Späne und niedrigere Arbeitstemperaturen erzeugt, was in vermindertem Kolkverschleiß resultiert. Eine optimale Leistung wird daher beim Schlichten gerader Flächen in einem Durchgang mit einer Vorschubgeschwindigkeit von 0.3 bis 0.5 mm/U (0.012 bis 0.02 Zoll/U) erzielt. Die maximale Schnitttiefe beträgt 0.25 mm (.01 Zoll). Bei einer Xcel Platte können acht Schneidkanten* eingesetzt werden. Der Überlauf muss 2,8 mm betragen.
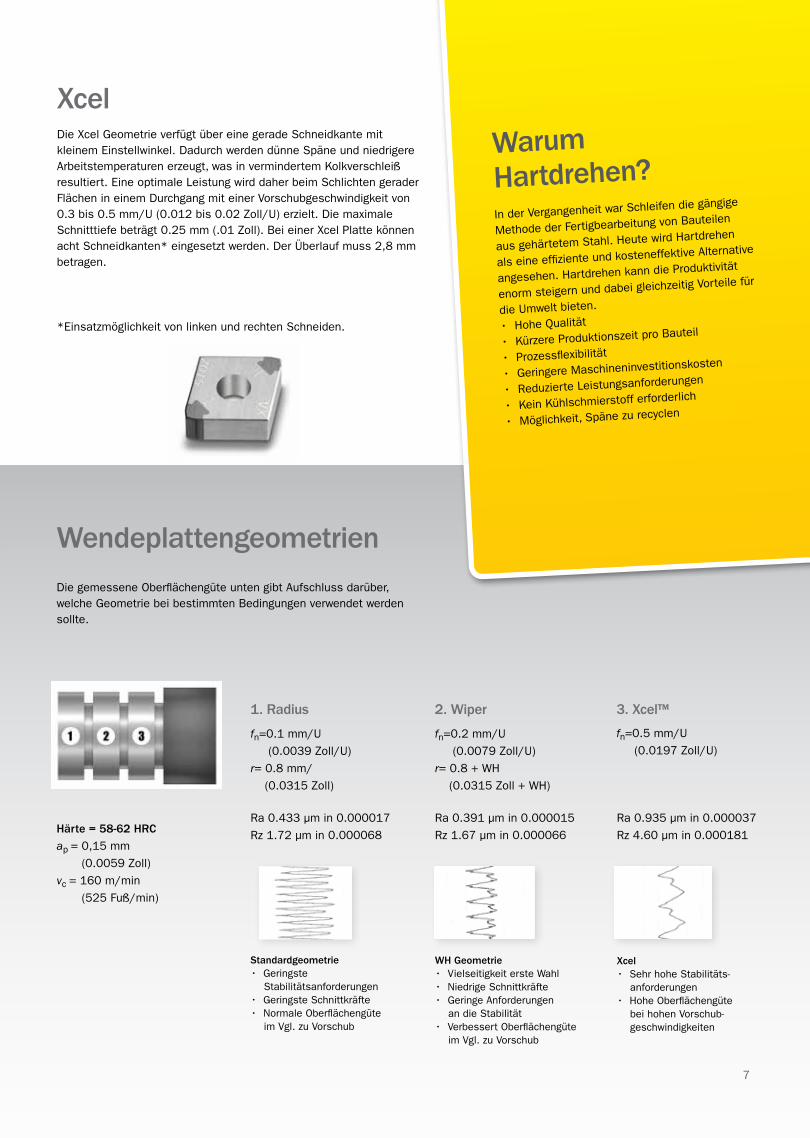
Standardgeometrie • Geringste Stabilitätsanforderungen• Geringste Schnittkräfte• Normale Oberflächengüte im Vgl. zu Vorschub
WH Geometrie • Vielseitigkeit erste Wahl• Niedrige Schnittkräfte• Geringe Anforderungen an die Stabilität• Verbessert Oberflächengüte im Vgl. zu Vorschub
Warum Hartdrehen?In der Vergangenheit war Schleifen die gängige
Methode der Fertigbearbeitung von Bauteilen
aus gehärtetem Stahl. Heute wird Hartdrehen
als eine effiziente und kosteneffektive Alternative
angesehen. Hartdrehen kann die Produktivität
enorm steigern und dabei gleichzeitig Vorteile für
die Umwelt bieten.
• Hohe Qualität
• Kürzere Produktionszeit pro Bauteil
• Prozessflexibilität
• Geringere Maschineninvestitionskosten
• Reduzierte Leistungsanforderungen
• Kein Kühlschmierstoff erforderlich
• Möglichkeit, Späne zu recyclen
Xcel• Sehr hohe Stabilitäts- anforderungen• Hohe Oberflächengüte bei hohen Vorschub- geschwindigkeiten
Wendeplattengeometrien
Die gemessene Oberflächengüte unten gibt Aufschluss darüber, welche Geometrie bei bestimmten Bedingungen verwendet werden sollte.
1. Radius 2. Wiper 3. Xcel™
Härte = 58-62 HRC
ap = 0,15 mm (0.0059 Zoll)vc = 160 m/min (525 Fuß/min)
fn=0.1 mm/U (0.0039 Zoll/U)r= 0.8 mm/ (0.0315 Zoll)
fn=0.2 mm/U (0.0079 Zoll/U)r= 0.8 + WH (0.0315 Zoll + WH)
fn=0.5 mm/U (0.0197 Zoll/U)
Ra 0.433 μm in 0.000017Rz 1.72 μm in 0.000068
Ra 0.391 μm in 0.000015Rz 1.67 μm in 0.000066
Ra 0.935 μm in 0.000037Rz 4.60 μm in 0.000181
*Einsatzmöglichkeit von linken und rechten Schneiden.
8
-
+
Auswahl der richtigen SchneidkantenausführungDie Kombination von Eckenradius und Schneidkantenausführung hat entscheidenden Einfluss auf die Standzeit, Oberflächengüte und Maßgenauigkeit des bearbeiteten Bauteils. Es ist sehr wichtig, die für die jeweilige Anwendung am besten geeignete Fasengröße und Schneidkantenausführung zu wählen.
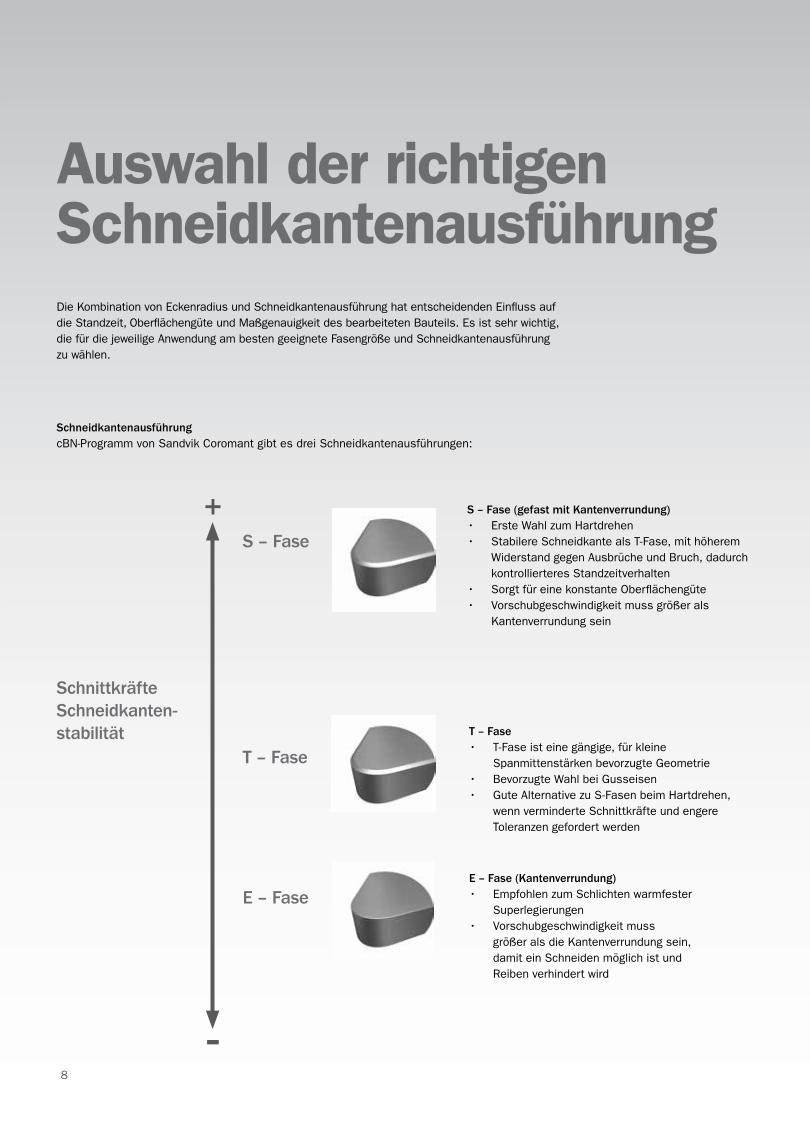
E – Fase (Kantenverrundung)• Empfohlen zum Schlichten warmfester
Superlegierungen• Vorschubgeschwindigkeit muss
größer als die Kantenverrundung sein, damit ein Schneiden möglich ist und Reiben verhindert wird
E – Fase
T – Fase • T-Fase ist eine gängige, für kleine
Spanmittenstärken bevorzugte Geometrie• Bevorzugte Wahl bei Gusseisen• Gute Alternative zu S-Fasen beim Hartdrehen,
wenn verminderte Schnittkräfte und engere Toleranzen gefordert werden
S – Fase (gefast mit Kantenverrundung) • Erste Wahl zum Hartdrehen• Stabilere Schneidkante als T-Fase, mit höherem
Widerstand gegen Ausbrüche und Bruch, dadurch kontrollierteres Standzeitverhalten
• Sorgt für eine konstante Oberflächengüte• Vorschubgeschwindigkeit muss größer als
Kantenverrundung sein
T – Fase
S – Fase
Schnittkräfte Schneidkanten-stabilität
SchneidkantenausführungcBN-Programm von Sandvik Coromant gibt es drei Schneidkantenausführungen:
9
10° 15° 20° 25° 30° 35°
Safe-LokDie Safe-Lok Spitze unserer negativen Wendeschneid-
platten ist ein einzigartiges Konzept von Sandvik Coromant.
Die Kombination aus Lötverbindung und mechanischer
Verzahnung bietet noch mehr Stabilität und Sicherheit bei
anspruchsvollen Zerspanungsbedingungen.
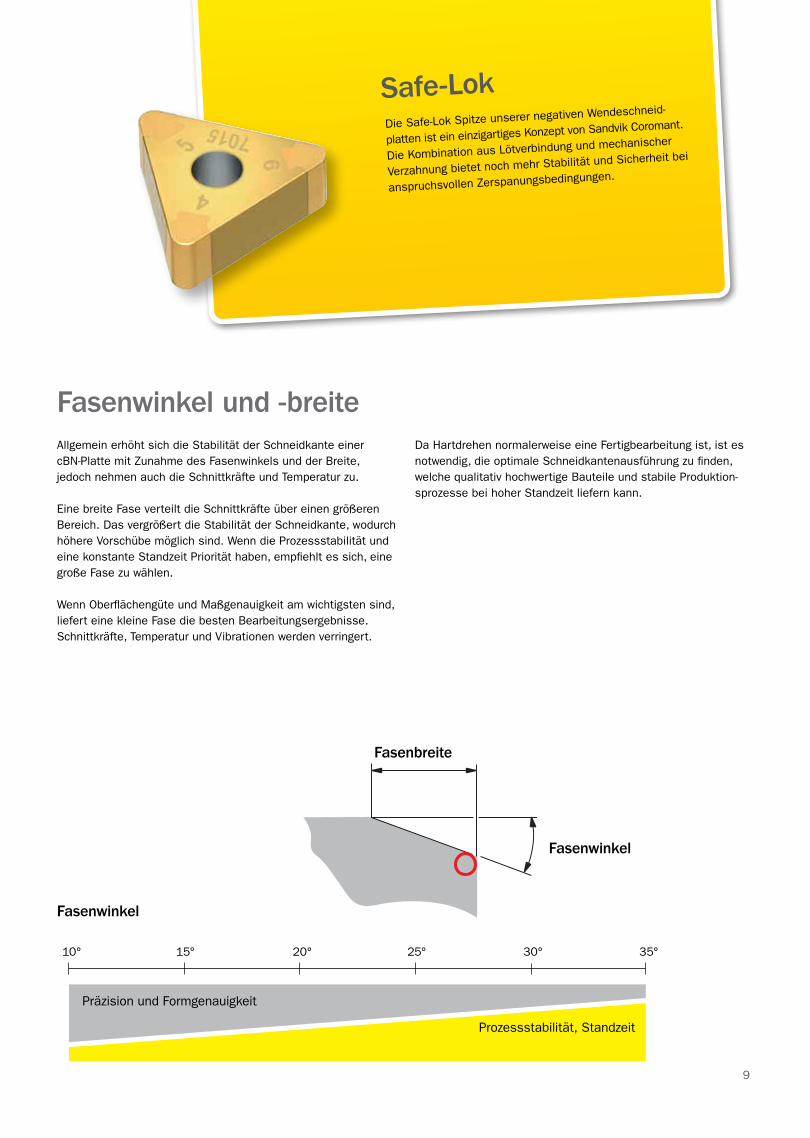
Fasenwinkel und -breiteAllgemein erhöht sich die Stabilität der Schneidkante einer cBN-Platte mit Zunahme des Fasenwinkels und der Breite, jedoch nehmen auch die Schnittkräfte und Temperatur zu.
Eine breite Fase verteilt die Schnittkräfte über einen größeren Bereich. Das vergrößert die Stabilität der Schneidkante, wodurch höhere Vorschübe möglich sind. Wenn die Prozessstabilität und eine konstante Standzeit Priorität haben, empfiehlt es sich, eine große Fase zu wählen.
Wenn Oberflächengüte und Maßgenauigkeit am wichtigsten sind, liefert eine kleine Fase die besten Bearbeitungsergebnisse. Schnittkräfte, Temperatur und Vibrationen werden verringert.
Da Hartdrehen normalerweise eine Fertigbearbeitung ist, ist es notwendig, die optimale Schneidkantenausführung zu finden, welche qualitativ hochwertige Bauteile und stabile Produktion-sprozesse bei hoher Standzeit liefern kann.
Fasenwinkel
Fasenbreite
Fasenwinkel
Prozessstabilität, Standzeit
Präzision und Formgenauigkeit
10
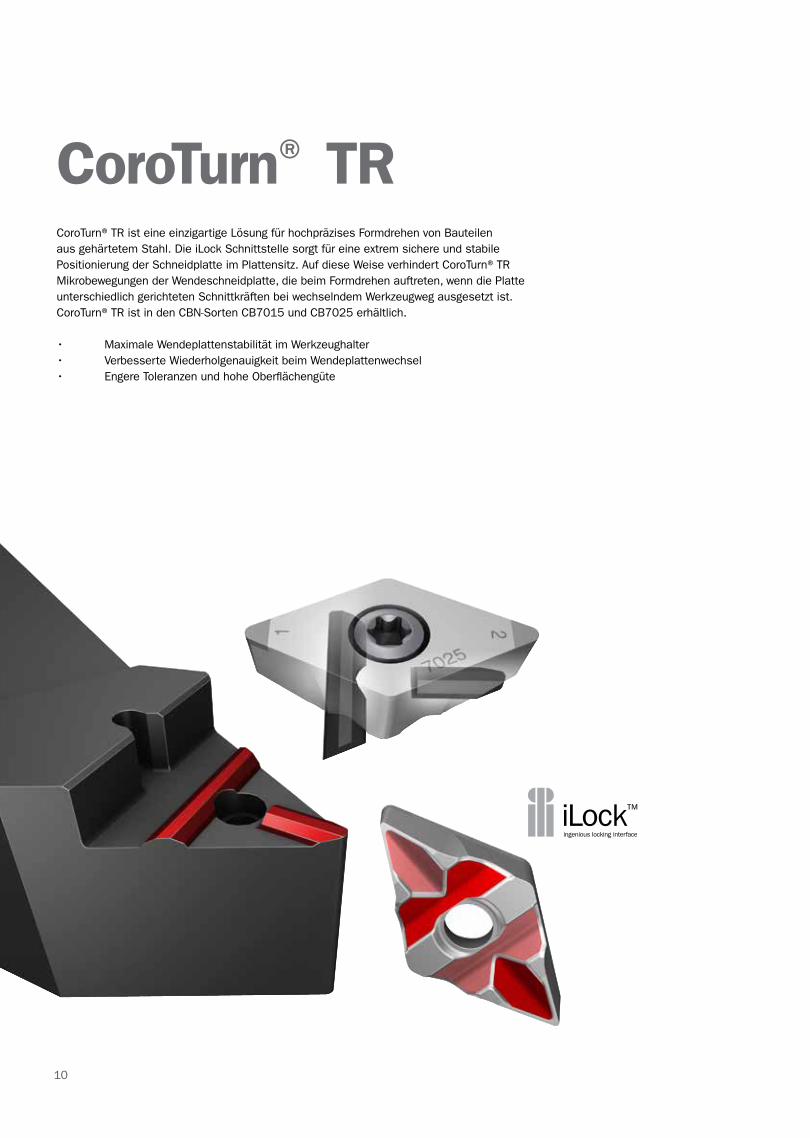
CoroTurn® TRCoroTurn® TR ist eine einzigartige Lösung für hochpräzises Formdrehen von Bauteilen aus gehärtetem Stahl. Die iLock Schnittstelle sorgt für eine extrem sichere und stabile Positionierung der Schneidplatte im Plattensitz. Auf diese Weise verhindert CoroTurn® TR Mikrobewegungen der Wendeschneidplatte, die beim Formdrehen auftreten, wenn die Platte unterschiedlich gerichteten Schnittkräften bei wechselndem Werkzeugweg ausgesetzt ist. CoroTurn® TR ist in den CBN-Sorten CB7015 und CB7025 erhältlich.
• Maximale Wendeplattenstabilität im Werkzeughalter• Verbesserte Wiederholgenauigkeit beim Wendeplattenwechsel• Engere Toleranzen und hohe Oberflächengüte
11
CB7015
E
T01030
S01030
S02035
T01020
S01020
T01030
S01030
S01530
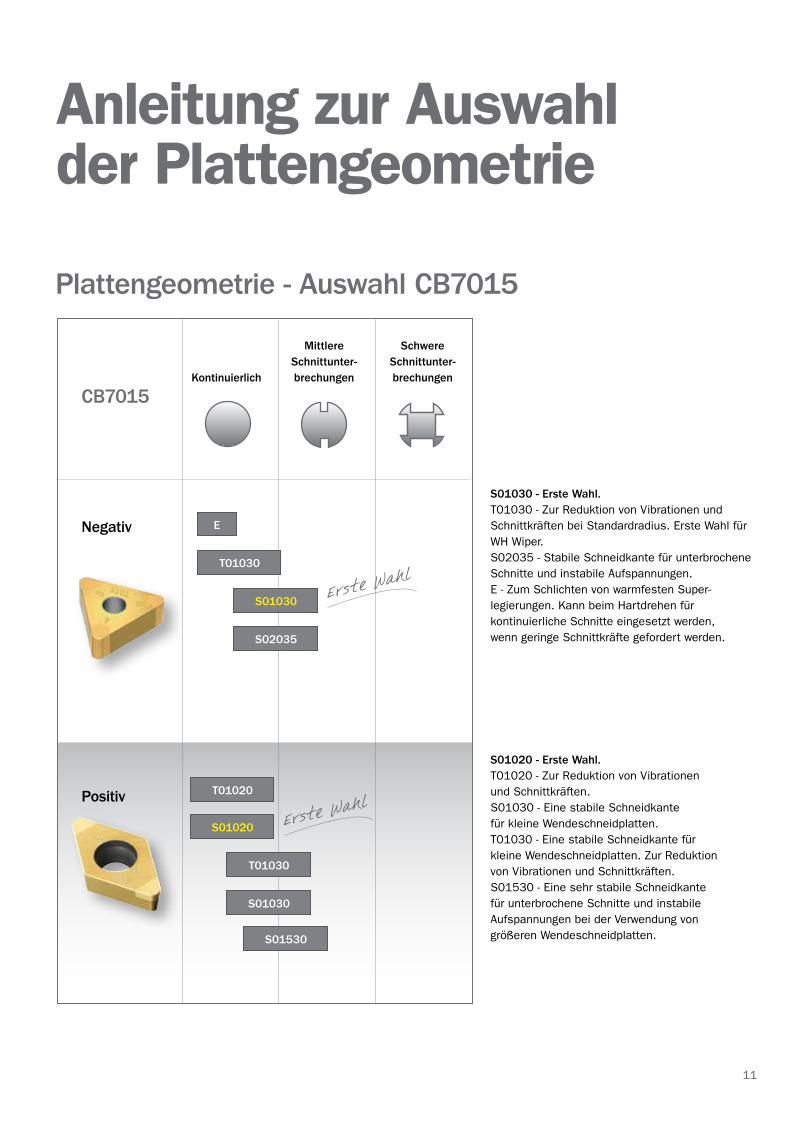
Anleitung zur Auswahl der Plattengeometrie
Kontinuierlich
Mittlere Schnittunter-brechungen
Schwere Schnittunter-brechungen
S01030 - Erste Wahl.T01030 - Zur Reduktion von Vibrationen und Schnittkräften bei Standardradius. Erste Wahl für WH Wiper. S02035 - Stabile Schneidkante für unterbrochene Schnitte und instabile Aufspannungen.E - Zum Schlichten von warmfesten Super-legierungen. Kann beim Hartdrehen für kontinuierliche Schnitte eingesetzt werden, wenn geringe Schnittkräfte gefordert werden.
S01020 - Erste Wahl.T01020 - Zur Reduktion von Vibrationen und Schnittkräften.S01030 - Eine stabile Schneidkante für kleine Wendeschneidplatten.T01030 - Eine stabile Schneidkante für kleine Wendeschneidplatten. Zur Reduktion von Vibrationen und Schnittkräften.S01530 - Eine sehr stabile Schneidkante für unterbrochene Schnitte und instabile Aufspannungen bei der Verwendung von größeren Wendeschneidplatten.
Negativ
Positiv
Plattengeometrie - Auswahl CB7015
Erste Wahl
Erste Wahl
12
S01020
S01030
S02035
SO1020
T01030
S01030
S01530
CB7025Kontinuierlich
Mittlere Schnittunter-brechungen
Schwere Schnittunter-brechungen
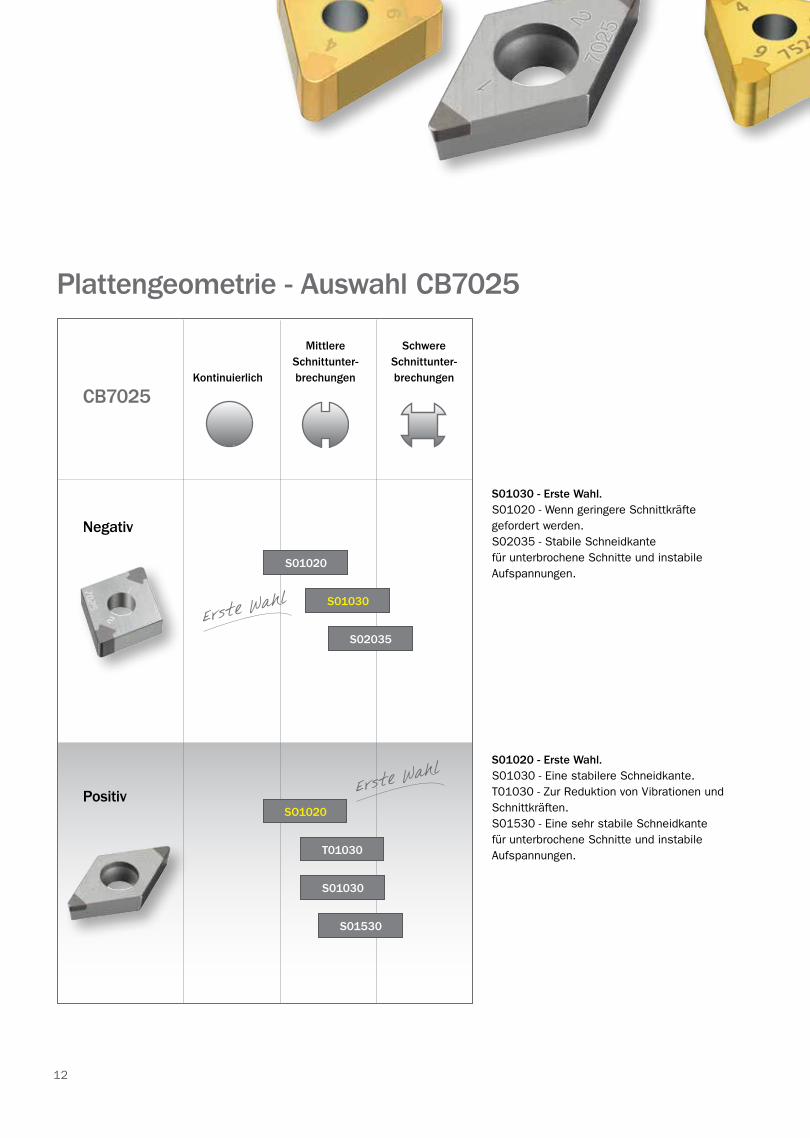
S01030 - Erste Wahl.S01020 - Wenn geringere Schnittkräfte gefordert werden.S02035 - Stabile Schneidkante für unterbrochene Schnitte und instabile Aufspannungen.
S01020 - Erste Wahl.S01030 - Eine stabilere Schneidkante. T01030 - Zur Reduktion von Vibrationen und Schnittkräften.S01530 - Eine sehr stabile Schneidkante für unterbrochene Schnitte und instabile Aufspannungen.
Negativ
Positiv
Plattengeometrie - Auswahl CB7025
Erste Wahl
Erste Wahl
13
CB7525
T01020
S01030
S01530
T01020
S01530
S02035
Kontinuierlich
Mittlere Schnittunter-brechungen
Schwere Schnittunter-brechungen
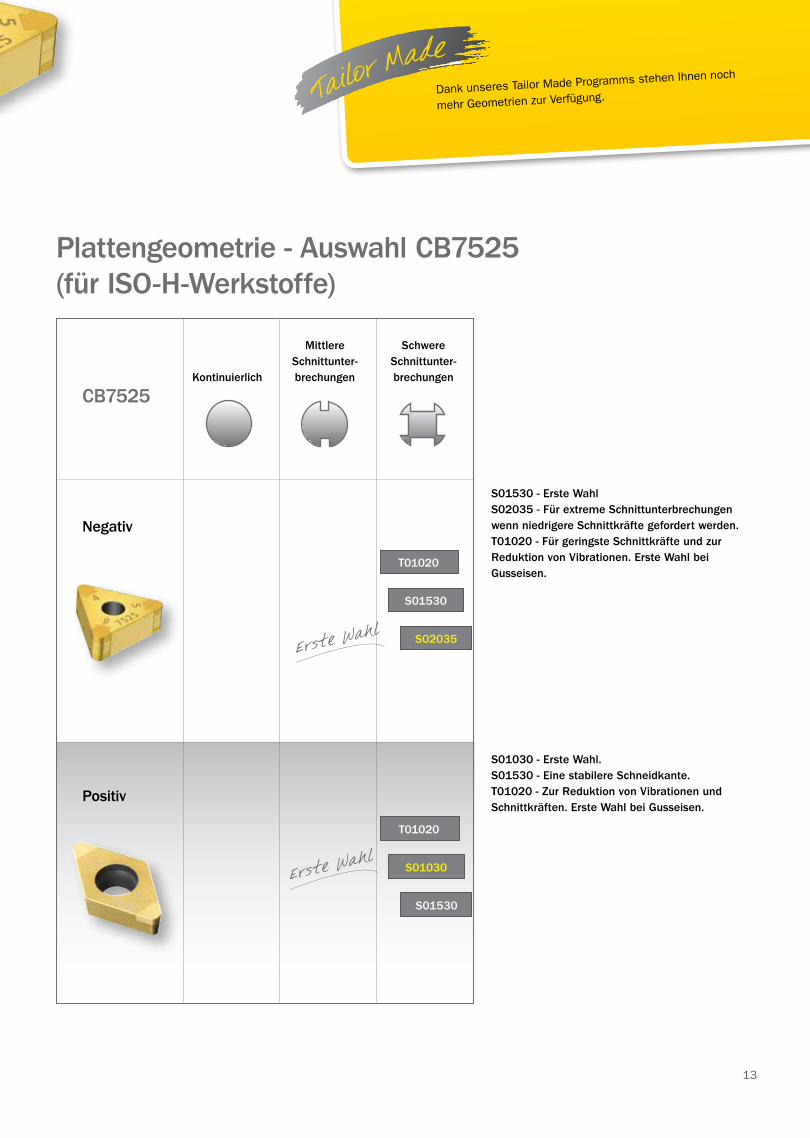
S01530 - Erste WahlS02035 - Für extreme Schnittunterbrechungen wenn niedrigere Schnittkräfte gefordert werden.T01020 - Für geringste Schnittkräfte und zur Reduktion von Vibrationen. Erste Wahl bei Gusseisen.
S01030 - Erste Wahl.S01530 - Eine stabilere Schneidkante.T01020 - Zur Reduktion von Vibrationen und Schnittkräften. Erste Wahl bei Gusseisen.
Negativ
Positiv
Plattengeometrie - Auswahl CB7525 (für ISO-H-Werkstoffe)
Erste Wahl
Erste Wahl
Dank unseres Tailor Made Programms stehen Ihnen noch
mehr Geometrien zur Verfügung.

14
CBN bei anderen Wendeplatten-familienNeben dem Angebot zur allgemeinen Drehbearbeitung umfasst unser CBN-Programm auch Wendeschneidplatten zum Abstechen und Einstechen, Gewindedrehen und zur Kleinteilfertigung.
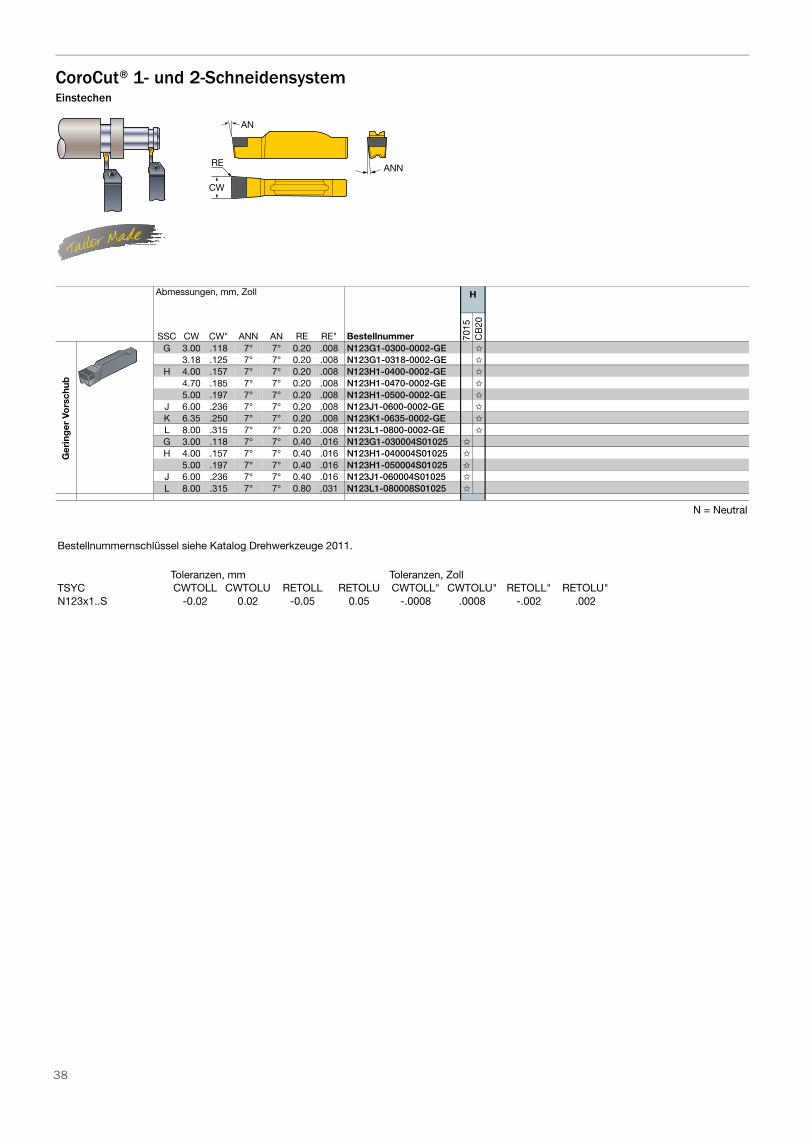
CoroCut® 1-2 SchneidensystemCoroCut 1-2 Schneidensystem ist die erste Wahl zum Abstechen, Formdrehen und Einstechen. Dieses System nutzt ein patentiertes V-Plus- bzw. V-Profil als Plattensitz, das in Kombination mit der langen Wendeschneidplatte außergewöhnliche Stabilität bietet. Solche Voraussetzungen ermöglichen das Arbeiten mit höheren Schnittdaten und führen zu einer Produktivität, die kein anderes der am Markt erhältlichen Systeme bietet. Verwenden Sie CoroCut Wendeschneidplatten zum Einstechen und Formdrehen. Plattenbreiten ab 2.5 bis 8.0 mm (0.1-0.3 Zoll) in den Sorten CB7015 und CB20 sind verfügbar.
CoroThread ® 266CoroThread®266 ermöglicht hochpräzises Gewindedrehen. Die einzigartige iLock Schnittstelle zwischen Schneidplatte und Plattensitz verhindert durch variable Schnittkräfte ausgelöste Plattenbewegungen. Verfügbar in der Sorte CB7015.
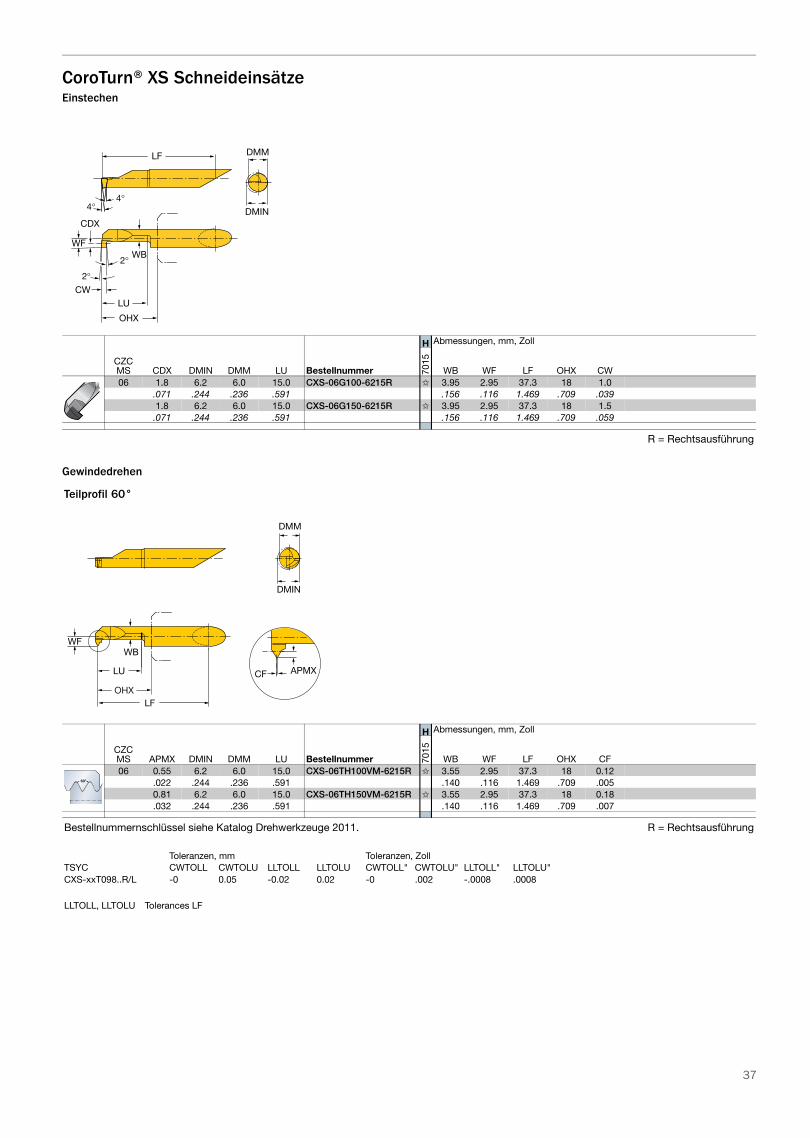
CoroTurn® XSHochpräzise Wendeschneidplatten in kleine Größen ab 7.0 mm (0.23 Zoll) zum Gewindedrehen und 6.2 mm (0.24 Zoll) zum Einstechen und Gewinde-drehen. Das einzigartige Spannsystem macht es zuverlässig und einfach anwendbar. Alle CoroTurn XS Schneideinsätze zum Nutendrehen fertigen Nuten mit geradem Boden und scharfen Eckenradien. Verfügbar in der Sorte CB7015.
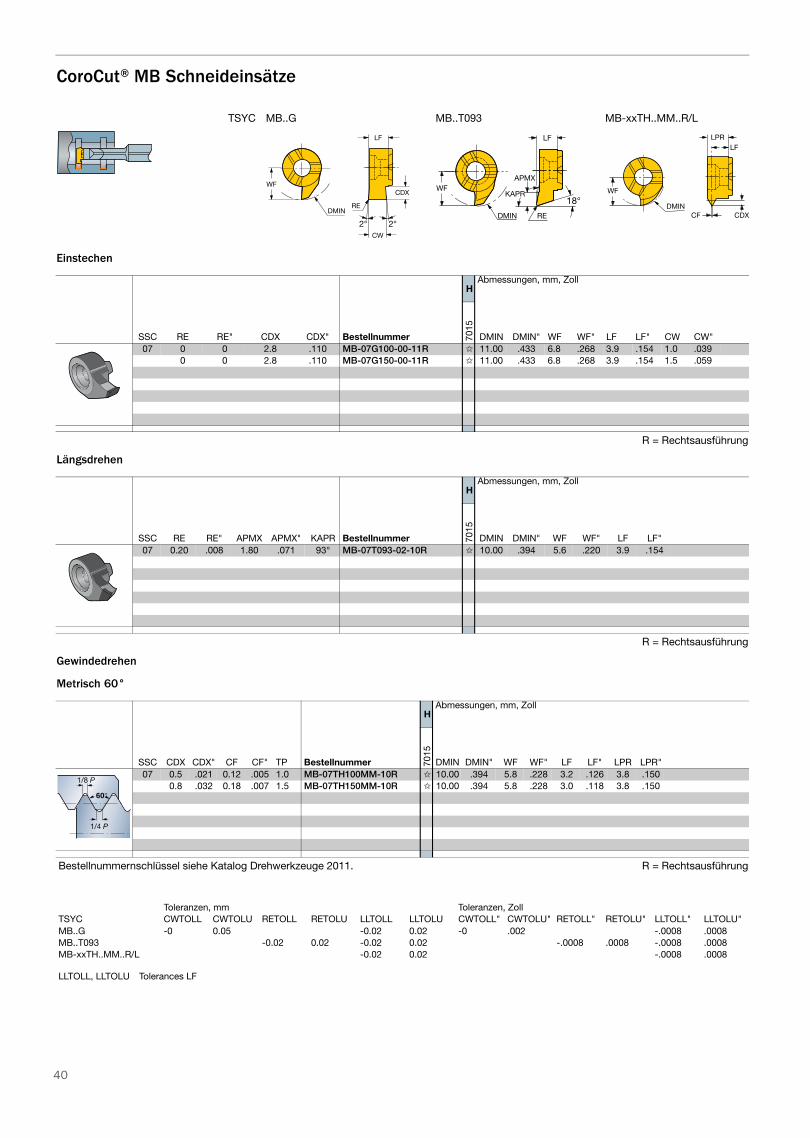
CoroCut® MBCoroCut MB ist ein Werkzeugsystem zum hochpräzisen Einstechen, Drehen und Gewindedrehen zur Bearbeitung von Bohrungsdurchmessern ab 10 mm (.0.394 Zoll). Die Schneidkante ist scharf, und in Kombination mit einer dünnen Beschichtung eignet sich CoroCut MB ausgezeichnet zur Innenbear-beitung. Verfügbar in der Sorte CB7015.
Erfolg mit CoroCut®• Schnittdaten-Startwerte
- Schnittgeschwindigkeit:
120 m/min (390 Fuß/min)
- Vorschub: 0.04 mm/U
(.0016 Zoll/U)
• Bei langer Zerspanungszeit
Kühlschmierstoff verwenden
• Kurzen Werkzeugüberhang wählen
• Größtmögliche Plattensitzgröße
wählen
15
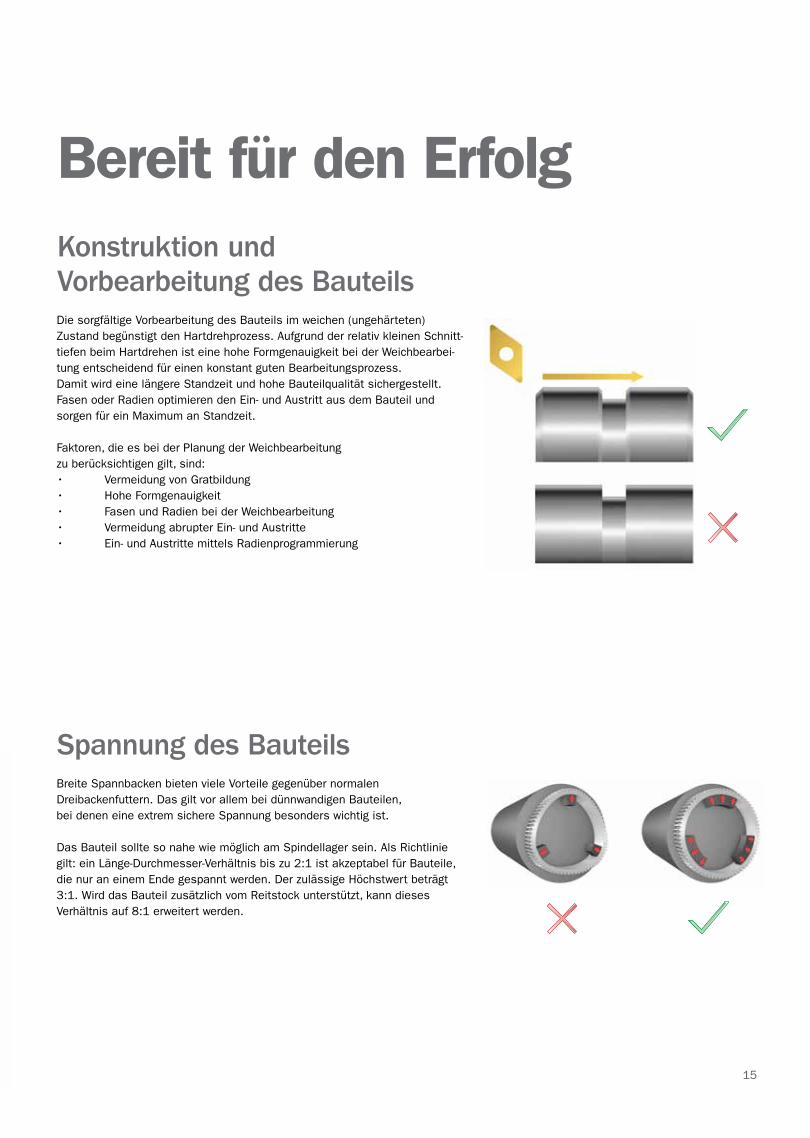
Bereit für den ErfolgKonstruktion und Vorbearbeitung des BauteilsDie sorgfältige Vorbearbeitung des Bauteils im weichen (ungehärteten) Zustand begünstigt den Hartdrehprozess. Aufgrund der relativ kleinen Schnitt-tiefen beim Hartdrehen ist eine hohe Formgenauigkeit bei der Weichbearbei-tung entscheidend für einen konstant guten Bearbeitungsprozess. Damit wird eine längere Standzeit und hohe Bauteilqualität sichergestellt. Fasen oder Radien optimieren den Ein- und Austritt aus dem Bauteil und sorgen für ein Maximum an Standzeit.
Faktoren, die es bei der Planung der Weichbearbeitung zu berücksichtigen gilt, sind:• Vermeidung von Gratbildung• Hohe Formgenauigkeit• Fasen und Radien bei der Weichbearbeitung• Vermeidung abrupter Ein- und Austritte• Ein- und Austritte mittels Radienprogrammierung
Spannung des BauteilsBreite Spannbacken bieten viele Vorteile gegenüber normalen Dreibackenfuttern. Das gilt vor allem bei dünnwandigen Bauteilen, bei denen eine extrem sichere Spannung besonders wichtig ist.
Das Bauteil sollte so nahe wie möglich am Spindellager sein. Als Richtlinie gilt: ein Länge-Durchmesser-Verhältnis bis zu 2:1 ist akzeptabel für Bauteile, die nur an einem Ende gespannt werden. Der zulässige Höchstwert beträgt 3:1. Wird das Bauteil zusätzlich vom Reitstock unterstützt, kann dieses Verhältnis auf 8:1 erweitert werden.

16
Werkzeughalter und SchneidplattenspannungVerwenden Sie Coromant Capto für maximale Stabilität. Alternativ sind Hartmetallstangen, die den Stahlstangen aufgrund ihrer inhärenten Stabilität vorzuziehen sind. Wählen Sie ein stabiles Werkzeug mit großem Querschnitt und den kürzest möglichen Überhang. Für CBN-Wendeschneidplatten empfiehlt sich das extrem sichere und stabile CoroTurn® RC Spannsystem.
Nass- oder TrockenbearbeitungDie Trockenbearbeitung ist einer der Schlüsselvorteile beim Hartdrehen. CBN-Wendeschneidplatten widerstehen hohen Arbeitstemperaturen von mehr als 1000°C (1800°F). Im Allgemeinen hat der Einsatz von kubis-chem Bornitrid ohne Kühlschmierstoff meist positive Auswirkungen auf die Standzeit, insbesondere bei Bearbeitungen mit Schnittunterbrechungen.
Kein Kühlschmierstoff:• Kostenreduktion• Umweltfreundlicher
Bei einigen Anwendungen ist dennoch der Einsatz von Kühlschmierstoff erforderlich:• Zur Verbesserung des Spanbruchs• Zur Kontrolle der Wärmestabilität des Bauteils• Zur Wärmeabfuhr bei der Bearbeitung großer Bauteile
In solchen Fällen ist ein kontinuierlicher Kühlschmierstofffluss möglichst mit HP-Schneidköpfen während des gesamten Drehvorgangs sicherzustellen.
17
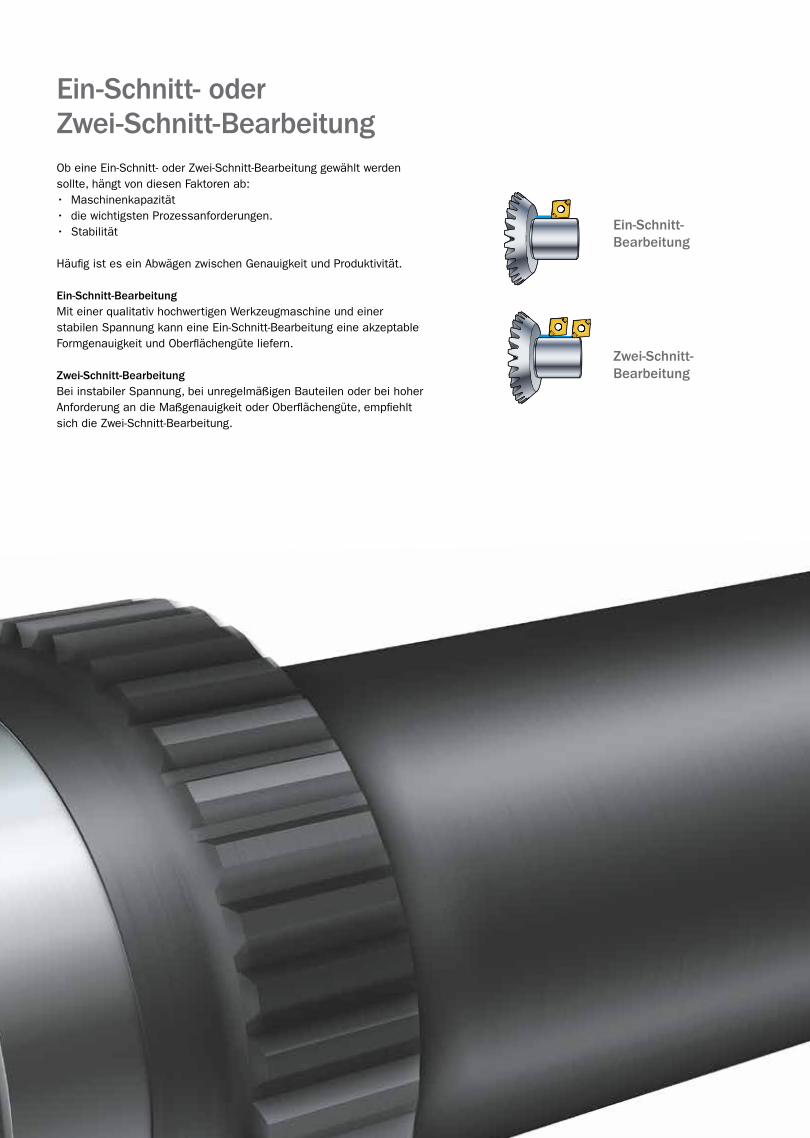
Ein-Schnitt- oder Zwei-Schnitt-BearbeitungOb eine Ein-Schnitt- oder Zwei-Schnitt-Bearbeitung gewählt werden sollte, hängt von diesen Faktoren ab:• Maschinenkapazität• die wichtigsten Prozessanforderungen.• Stabilität
Häufig ist es ein Abwägen zwischen Genauigkeit und Produktivität.
Ein-Schnitt-BearbeitungMit einer qualitativ hochwertigen Werkzeugmaschine und einer stabilen Spannung kann eine Ein-Schnitt-Bearbeitung eine akzeptable Formgenauigkeit und Oberflächengüte liefern.
Zwei-Schnitt-BearbeitungBei instabiler Spannung, bei unregelmäßigen Bauteilen oder bei hoher Anforderung an die Maßgenauigkeit oder Oberflächengüte, empfiehlt sich die Zwei-Schnitt-Bearbeitung.
Ein-Schnitt- Bearbeitung
Zwei-Schnitt- Bearbeitung

18
Werkzeug- verschleißBeim Hartdrehen sind die gängigsten Verschleißformen Kolk- und Freiflächenverschleiß. Der Verschleißvorgang hängt von mehreren Faktoren ab:• Bauteilwerkstoff• cBN Sorte• Zerspanungsbedingungen• Geometrie• Maschinenstabilität.
KolkverschleißBei der Bearbeitung von einsatzgehärteten Stählen ist Kolkverschleiß dominant. Er wird vornehmlich durch chemischen Verschleiß aufgrund der extrem hohen Temperaturen und Kräfte am Kontaktpunkt zwischen dem Bauteil und der cBN-Wendeschneidplatte hervorgerufen. Kolkverschleiß schwächt die Schneidkante.
FreiflächenverschleißFreiflächenverschleiß tritt vornehmlich bei der Bearbeitung abrasiverer Stähle wie Lager- oder Werkzeugstahl auf. Das primäre Verschleißmuster ist Abrasion. Ein starker Freiflächenverschleiß hat negative Auswirkungen auf die Oberflächengüte und Maßgenauigkeit.
Auch wenn Verschleiß ein komplexes Thema ist, so gibt es Wege, ihn zu kontrollieren und einen konstanten und zuverlässigen Zerspanungsprozess sicherzustellen.
19
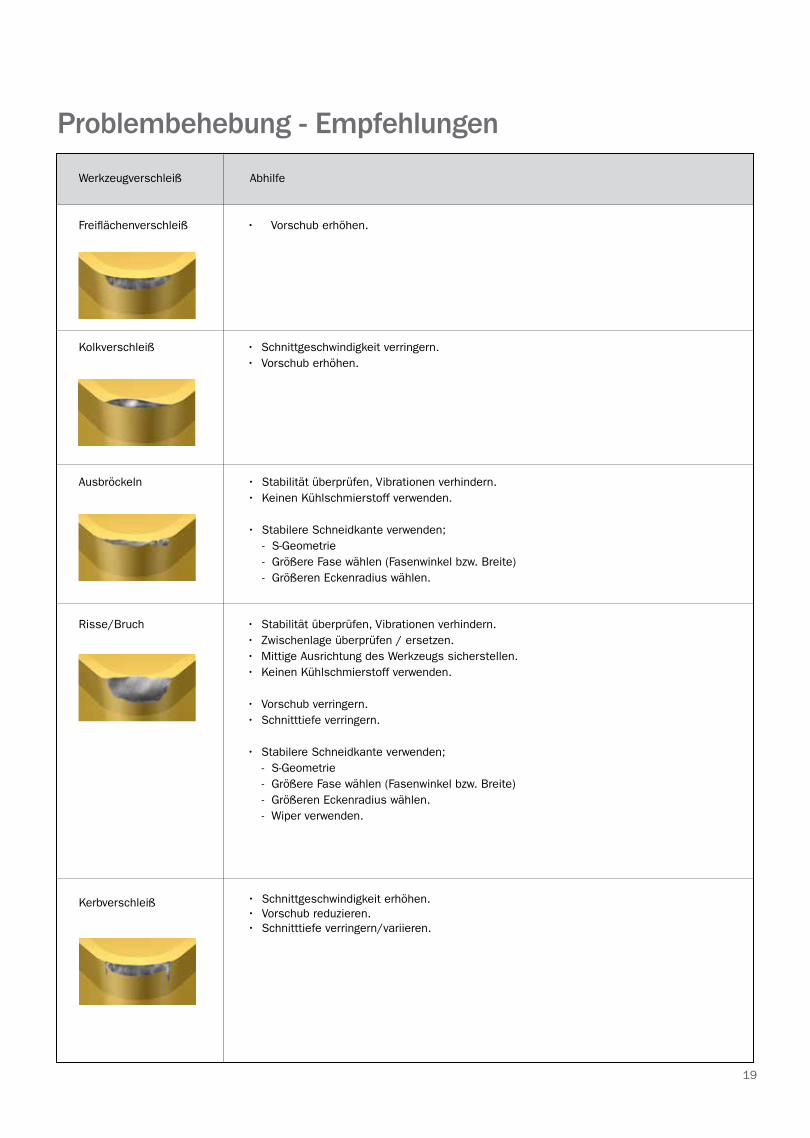
Werkzeugverschleiß
Freiflächenverschleiß
Kolkverschleiß
Ausbröckeln
Risse/Bruch
Kerbverschleiß
Abhilfe
• Vorschub erhöhen.
• Schnittgeschwindigkeit verringern. • Vorschub erhöhen.
• Stabilität überprüfen, Vibrationen verhindern.• Keinen Kühlschmierstoff verwenden.
• Stabilere Schneidkante verwenden; - S-Geometrie - Größere Fase wählen (Fasenwinkel bzw. Breite) - Größeren Eckenradius wählen.
• Stabilität überprüfen, Vibrationen verhindern.• Zwischenlage überprüfen / ersetzen.• Mittige Ausrichtung des Werkzeugs sicherstellen.• Keinen Kühlschmierstoff verwenden.
• Vorschub verringern.• Schnitttiefe verringern.
• Stabilere Schneidkante verwenden; - S-Geometrie - Größere Fase wählen (Fasenwinkel bzw. Breite) - Größeren Eckenradius wählen. - Wiper verwenden.
• Schnittgeschwindigkeit erhöhen.• Vorschub reduzieren.• Schnitttiefe verringern/variieren.
Problembehebung - Empfehlungen
20
B BB
A
ENG_PHPT_2012P.fm Page 1 Wednesday, October 24, 2012 1:54 PM
A 1
GER GER
GE
R
GER
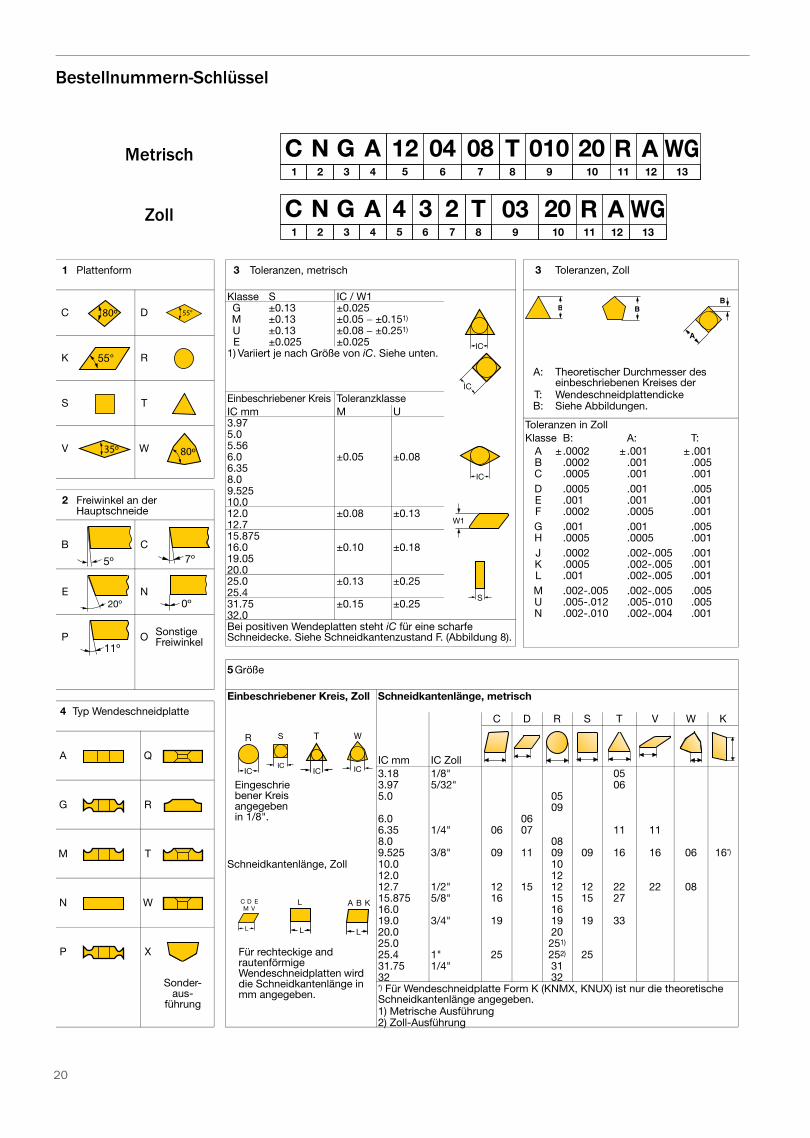
Bestellnummern-Schlüssel
Metrisch
Zoll
1 Plattenform
C D
K R
S T
V W
2 Freiwinkel an der Hauptschneide
B C
E N
P O Sonstige Freiwinkel
3 Toleranzen, metrisch
Klasse S IC / W1G ±0.13 ±0.025M ±0.13 ±0.05 − ±0.151)
U ±0.13 ±0.08 − ±0.251)
E ±0.025 ±0.0251) Variiert je nach Größe von iC. Siehe unten.
Einbeschriebener Kreis ToleranzklasseIC mm M U3.975.05.566.0 ±0.05 ±0.086.358.09.52510.012.0 ±0.08 ±0.1312.715.87516.0 ±0.10 ±0.1819.0520.025.0 ±0.13 ±0.2525.431.75 ±0.15 ±0.2532.0Bei positiven Wendeplatten steht iC für eine scharfe Schneidecke. Siehe Schneidkantenzustand F. (Abbildung 8).
3 Toleranzen, Zoll
A: Theoretischer Durchmesser des einbeschriebenen Kreises der
T: WendeschneidplattendickeB: Siehe Abbildungen.
Toleranzen in ZollKlasse B: A: T:
A ±.0002 ±.001 ±.001B .0002 .001 .005C .0005 .001 .001D .0005 .001 .005E .001 .001 .001F .0002 .0005 .001G .001 .001 .005H .0005 .0005 .001J .0002 .002-.005 .001K .0005 .002-.005 .001L .001 .002-.005 .001M .002-.005 .002-.005 .005U .005-.012 .005-.010 .005N .002-.010 .002-.004 .001
4 Typ Wendeschneidplatte
A Q
G R
M T
N W
P X
Sonder-aus-
führung
5 Größe
Einbeschriebener Kreis, Zoll Schneidkantenlänge, metrisch
IC mm IC Zoll
C D R S T V W K
3.18 1/8" 05Eingeschriebener Kreis angegeben in 1/8".
3.97 5/32" 065.0 05
096.0 066.35 1/4" 06 07 11 118.0 089.525 3/8" 09 11 09 09 16 16 06 16*)
Schneidkantenlänge, Zoll 10.0 1012.0 1212.7 1/2" 12 15 12 12 22 22 0815.875 5/8" 16 15 15 2716.0 1619.0 3/4" 19 19 19 3320.0 2025.0 251)
25.4 1" 25 252) 2531.75 1/4" 3132 32*) Für Wendeschneidplatte Form K (KNMX, KNUX) ist nur die theoretische Schneidkantenlänge angegeben.1) Metrische Ausführung2) Zoll-Ausführung
Für rechteckige and rautenförmige Wendeschneidplatten wird die Schneidkantenlänge in mm angegeben.
21
ENG_PHPT_2012P.fm Page 2 Wednesday, October 24, 2012 1:54 PM
A 2
GER GER GER
GE
R
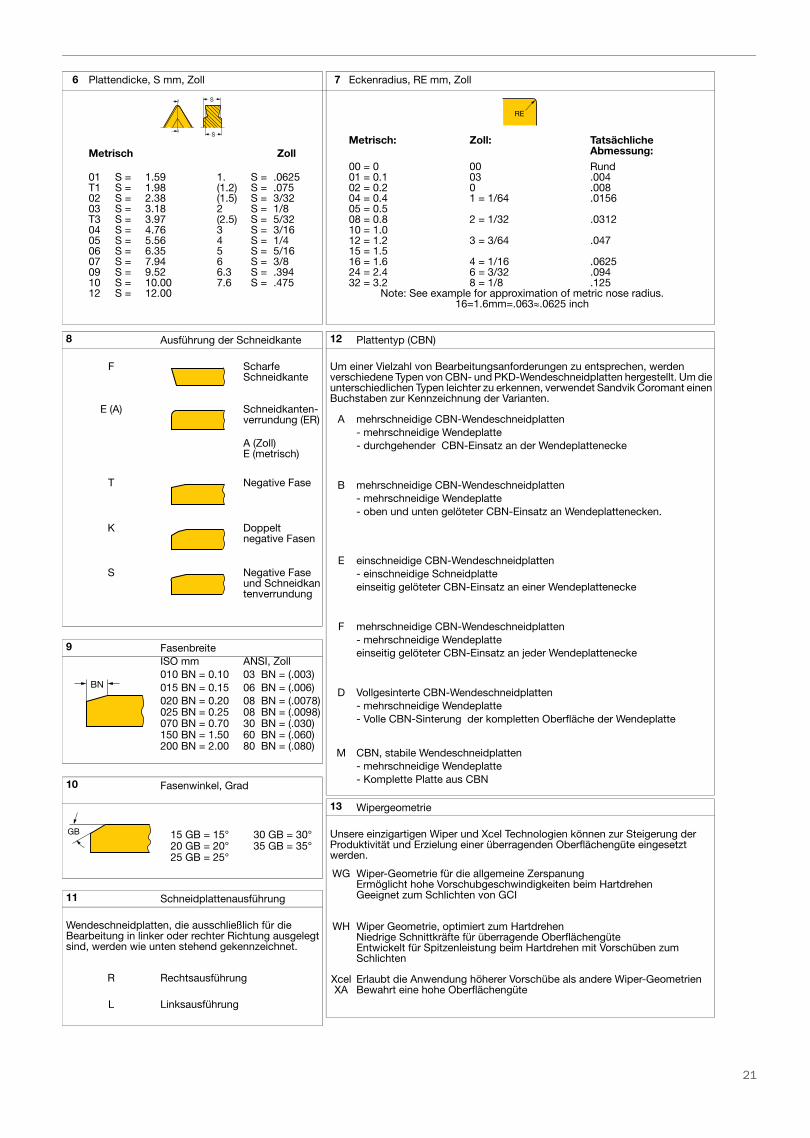
8 Ausführung der Schneidkante
F Scharfe Schneidkante
E (A) Schneidkanten-verrundung (ER)
A (Zoll)E (metrisch)
T Negative Fase
K Doppelt negative Fasen
S Negative Fase und Schneidkantenverrundung
9 FasenbreiteISO mm ANSI, Zoll010 BN = 0.10 03 BN = (.003)015 BN = 0.15 06 BN = (.006)020 BN = 0.20 08 BN = (.0078)025 BN = 0.25 08 BN = (.0098)070 BN = 0.70 30 BN = (.030)150 BN = 1.50 60 BN = (.060)200 BN = 2.00 80 BN = (.080)
10 Fasenwinkel, Grad
15 GB = 15° 30 GB = 30°20 GB = 20° 35 GB = 35°25 GB = 25°
11 Schneidplattenausführung
Wendeschneidplatten, die ausschließlich für die Bearbeitung in linker oder rechter Richtung ausgelegt sind, werden wie unten stehend gekennzeichnet.
R Rechtsausführung
L Linksausführung
12 Plattentyp (CBN)
Um einer Vielzahl von Bearbeitungsanforderungen zu entsprechen, werden verschiedene Typen von CBN- und PKD-Wendeschneidplatten hergestellt. Um die unterschiedlichen Typen leichter zu erkennen, verwendet Sandvik Coromant einen Buchstaben zur Kennzeichnung der Varianten.
A mehrschneidige CBN-Wendeschneidplatten- mehrschneidige Wendeplatte- durchgehender CBN-Einsatz an der Wendeplattenecke
B mehrschneidige CBN-Wendeschneidplatten- mehrschneidige Wendeplatte- oben und unten gelöteter CBN-Einsatz an Wendeplattenecken.
E einschneidige CBN-Wendeschneidplatten- einschneidige Schneidplatteeinseitig gelöteter CBN-Einsatz an einer Wendeplattenecke
F mehrschneidige CBN-Wendeschneidplatten- mehrschneidige Wendeplatteeinseitig gelöteter CBN-Einsatz an jeder Wendeplattenecke
D Vollgesinterte CBN-Wendeschneidplatten- mehrschneidige Wendeplatte- Volle CBN-Sinterung der kompletten Oberfläche der Wendeplatte
M CBN, stabile Wendeschneidplatten- mehrschneidige Wendeplatte- Komplette Platte aus CBN
13 Wipergeometrie
Unsere einzigartigen Wiper und Xcel Technologien können zur Steigerung der Produktivität und Erzielung einer überragenden Oberflächengüte eingesetzt werden.
WG Wiper-Geometrie für die allgemeine ZerspanungErmöglicht hohe Vorschubgeschwindigkeiten beim HartdrehenGeeignet zum Schlichten von GCI
WH Wiper Geometrie, optimiert zum HartdrehenNiedrige Schnittkräfte für überragende OberflächengüteEntwickelt für Spitzenleistung beim Hartdrehen mit Vorschüben zum Schlichten
Xcel XA
Erlaubt die Anwendung höherer Vorschübe als andere Wiper-Geometrien Bewahrt eine hohe Oberflächengüte
6 Plattendicke, S mm, Zoll 7 Eckenradius, RE mm, Zoll
Metrisch: Zoll: Tatsächliche Abmessung:Metrisch Zoll
00 = 0 00 Rund01 S = 1.59 1. S = .0625 01 = 0.1 03 .004T1 S = 1.98 (1.2) S = .075 02 = 0.2 0 .00802 S = 2.38 (1.5) S = 3/32 04 = 0.4 1 = 1/64 .015603 S = 3.18 2 S = 1/8 05 = 0.5T3 S = 3.97 (2.5) S = 5/32 08 = 0.8 2 = 1/32 .031204 S = 4.76 3 S = 3/16 10 = 1.005 S = 5.56 4 S = 1/4 12 = 1.2 3 = 3/64 .04706 S = 6.35 5 S = 5/16 15 = 1.507 S = 7.94 6 S = 3/8 16 = 1.6 4 = 1/16 .062509 S = 9.52 6.3 S = .394 24 = 2.4 6 = 3/32 .09410 S = 10.00 7.6 S = .475 32 = 3.2 8 = 1/8 .12512 S = 12.00 Note: See example for approximation of metric nose radius.
16=1.6mm=.063≈.0625 inch
22
ENG_PHPT_2012P.fm Page 3 Wednesday, October 24, 2012 1:54 PM
A 3
GER GER
GE
R
GER
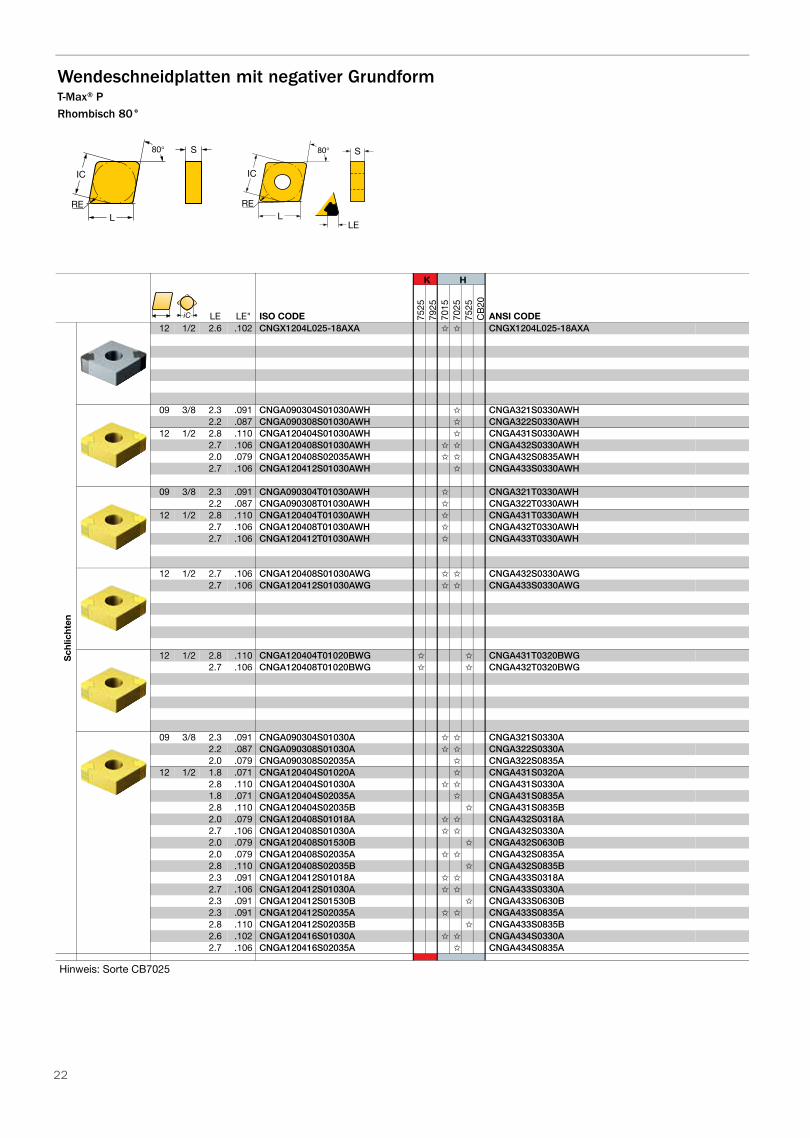
Wendeschneidplatten mit negativer GrundformT-Max®PRhombisch 80°
K H
LE LE" ISO CODE 7525
7925
7015
7025
7525
CB
20
ANSI CODE
Sch
licht
en
12 1/2 2.6 .102 CNGX1204L025-18AXA ✩ ✩ CNGX1204L025-18AXA
09 3/8 2.3 .091 CNGA090304S01030AWH ✩ CNGA321S0330AWH2.2 .087 CNGA090308S01030AWH ✩ CNGA322S0330AWH
12 1/2 2.8 .110 CNGA120404S01030AWH ✩ CNGA431S0330AWH2.7 .106 CNGA120408S01030AWH ✩ ✩ CNGA432S0330AWH2.0 .079 CNGA120408S02035AWH ✩ ✩ CNGA432S0835AWH2.7 .106 CNGA120412S01030AWH ✩ CNGA433S0330AWH
09 3/8 2.3 .091 CNGA090304T01030AWH ✩ CNGA321T0330AWH2.2 .087 CNGA090308T01030AWH ✩ CNGA322T0330AWH
12 1/2 2.8 .110 CNGA120404T01030AWH ✩ CNGA431T0330AWH2.7 .106 CNGA120408T01030AWH ✩ CNGA432T0330AWH2.7 .106 CNGA120412T01030AWH ✩ CNGA433T0330AWH
12 1/2 2.7 .106 CNGA120408S01030AWG ✩ ✩ CNGA432S0330AWG2.7 .106 CNGA120412S01030AWG ✩ ✩ CNGA433S0330AWG
12 1/2 2.8 .110 CNGA120404T01020BWG ✩ ✩ CNGA431T0320BWG2.7 .106 CNGA120408T01020BWG ✩ ✩ CNGA432T0320BWG
09 3/8 2.3 .091 CNGA090304S01030A ✩ ✩ CNGA321S0330A2.2 .087 CNGA090308S01030A ✩ ✩ CNGA322S0330A2.0 .079 CNGA090308S02035A ✩ CNGA322S0835A
12 1/2 1.8 .071 CNGA120404S01020A ✩ CNGA431S0320A2.8 .110 CNGA120404S01030A ✩ ✩ CNGA431S0330A1.8 .071 CNGA120404S02035A ✩ CNGA431S0835A2.8 .110 CNGA120404S02035B ✩ CNGA431S0835B2.0 .079 CNGA120408S01018A ✩ ✩ CNGA432S0318A2.7 .106 CNGA120408S01030A ✩ ✩ CNGA432S0330A2.0 .079 CNGA120408S01530B ✩ CNGA432S0630B2.0 .079 CNGA120408S02035A ✩ ✩ CNGA432S0835A2.8 .110 CNGA120408S02035B ✩ CNGA432S0835B2.3 .091 CNGA120412S01018A ✩ ✩ CNGA433S0318A2.7 .106 CNGA120412S01030A ✩ ✩ CNGA433S0330A2.3 .091 CNGA120412S01530B ✩ CNGA433S0630B2.3 .091 CNGA120412S02035A ✩ ✩ CNGA433S0835A2.8 .110 CNGA120412S02035B ✩ CNGA433S0835B2.6 .102 CNGA120416S01030A ✩ ✩ CNGA434S0330A2.7 .106 CNGA120416S02035A ✩ CNGA434S0835A
Hinweis: Sorte CB7025
23
ENG_PHPT_2012P.fm Page 4 Wednesday, October 24, 2012 1:54 PM
A 4
GER GER GER
GE
R
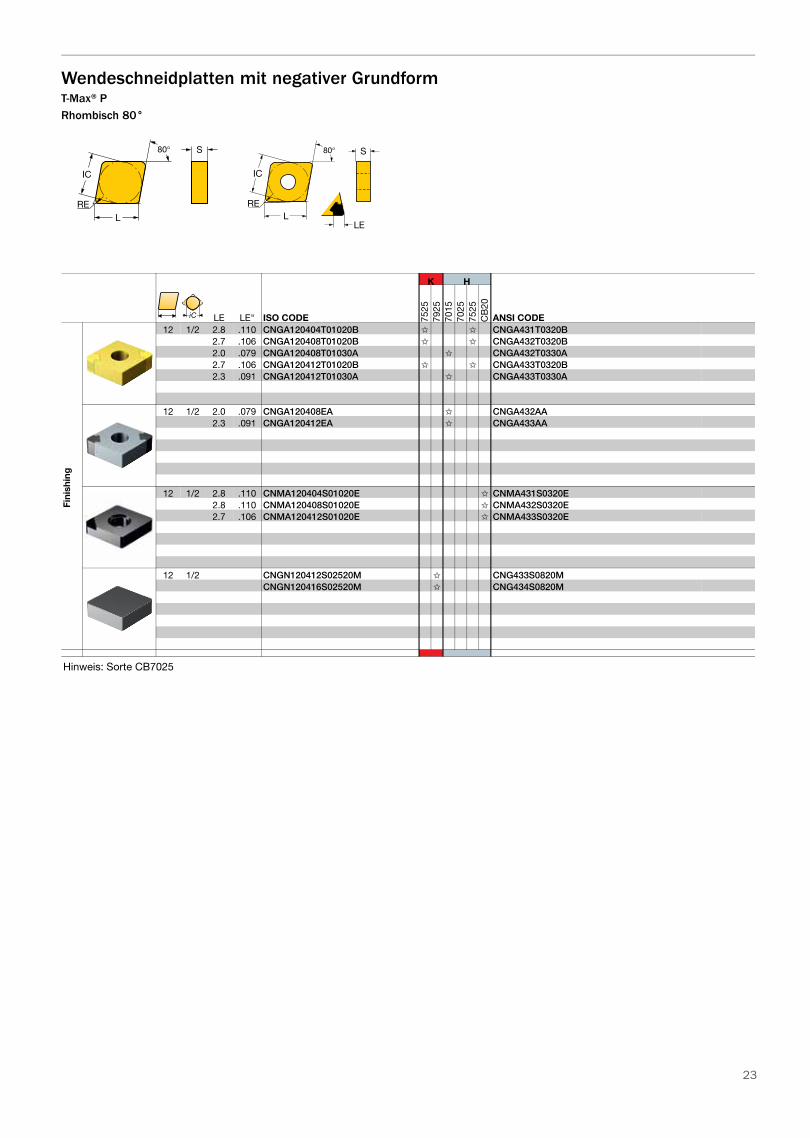
Wendeschneidplatten mit negativer GrundformT-Max®PRhombisch 80°
K H
LE LE" ISO CODE 7525
7925
7015
7025
7525
CB
20
ANSI CODE
Fini
shin
g
12 1/2 2.8 .110 CNGA120404T01020B ✩ ✩ CNGA431T0320B2.7 .106 CNGA120408T01020B ✩ ✩ CNGA432T0320B2.0 .079 CNGA120408T01030A ✩ CNGA432T0330A2.7 .106 CNGA120412T01020B ✩ ✩ CNGA433T0320B2.3 .091 CNGA120412T01030A ✩ CNGA433T0330A
12 1/2 2.0 .079 CNGA120408EA ✩ CNGA432AA2.3 .091 CNGA120412EA ✩ CNGA433AA
12 1/2 2.8 .110 CNMA120404S01020E ✩ CNMA431S0320E2.8 .110 CNMA120408S01020E ✩ CNMA432S0320E2.7 .106 CNMA120412S01020E ✩ CNMA433S0320E
12 1/2 CNGN120412S02520M ✩ CNG433S0820MCNGN120416S02520M ✩ CNG434S0820M
Hinweis: Sorte CB7025
24
ENG_PHPT_2012P.fm Page 5 Wednesday, October 24, 2012 1:54 PM
A 5
GER GER
GE
R
GER
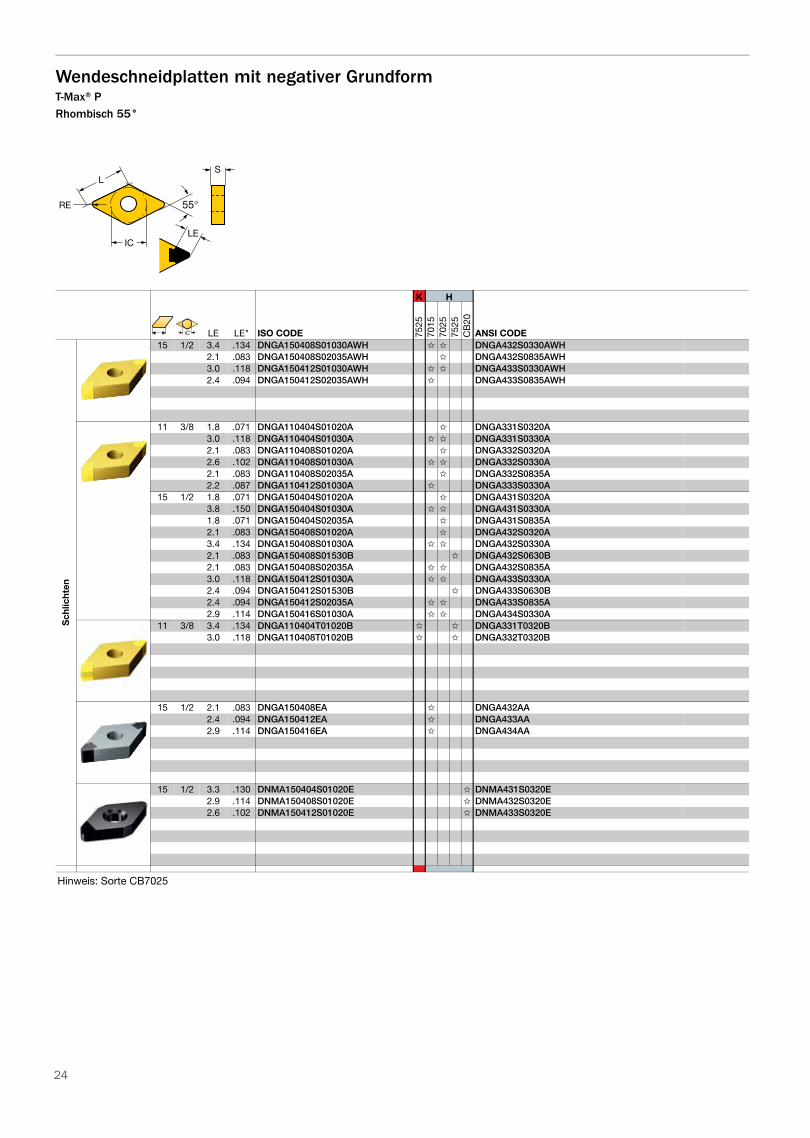
Wendeschneidplatten mit negativer GrundformT-Max®PRhombisch 55°
K H
LE LE" ISO CODE 7525
7015
7025
7525
CB
20
ANSI CODE
Sch
licht
en
15 1/2 3.4 .134 DNGA150408S01030AWH ✩ ✩ DNGA432S0330AWH2.1 .083 DNGA150408S02035AWH ✩ DNGA432S0835AWH3.0 .118 DNGA150412S01030AWH ✩ ✩ DNGA433S0330AWH2.4 .094 DNGA150412S02035AWH ✩ DNGA433S0835AWH
11 3/8 1.8 .071 DNGA110404S01020A ✩ DNGA331S0320A3.0 .118 DNGA110404S01030A ✩ ✩ DNGA331S0330A2.1 .083 DNGA110408S01020A ✩ DNGA332S0320A2.6 .102 DNGA110408S01030A ✩ ✩ DNGA332S0330A2.1 .083 DNGA110408S02035A ✩ DNGA332S0835A2.2 .087 DNGA110412S01030A ✩ DNGA333S0330A
15 1/2 1.8 .071 DNGA150404S01020A ✩ DNGA431S0320A3.8 .150 DNGA150404S01030A ✩ ✩ DNGA431S0330A1.8 .071 DNGA150404S02035A ✩ DNGA431S0835A2.1 .083 DNGA150408S01020A ✩ DNGA432S0320A3.4 .134 DNGA150408S01030A ✩ ✩ DNGA432S0330A2.1 .083 DNGA150408S01530B ✩ DNGA432S0630B2.1 .083 DNGA150408S02035A ✩ ✩ DNGA432S0835A3.0 .118 DNGA150412S01030A ✩ ✩ DNGA433S0330A2.4 .094 DNGA150412S01530B ✩ DNGA433S0630B2.4 .094 DNGA150412S02035A ✩ ✩ DNGA433S0835A2.9 .114 DNGA150416S01030A ✩ ✩ DNGA434S0330A
11 3/8 3.4 .134 DNGA110404T01020B ✩ ✩ DNGA331T0320B3.0 .118 DNGA110408T01020B ✩ ✩ DNGA332T0320B
15 1/2 2.1 .083 DNGA150408EA ✩ DNGA432AA2.4 .094 DNGA150412EA ✩ DNGA433AA2.9 .114 DNGA150416EA ✩ DNGA434AA
15 1/2 3.3 .130 DNMA150404S01020E ✩ DNMA431S0320E2.9 .114 DNMA150408S01020E ✩ DNMA432S0320E2.6 .102 DNMA150412S01020E ✩ DNMA433S0320E
Hinweis: Sorte CB7025
25
ENG_PHPT_2012P.fm Page 6 Wednesday, October 24, 2012 1:54 PM
A 6
GER GER GER
GE
R
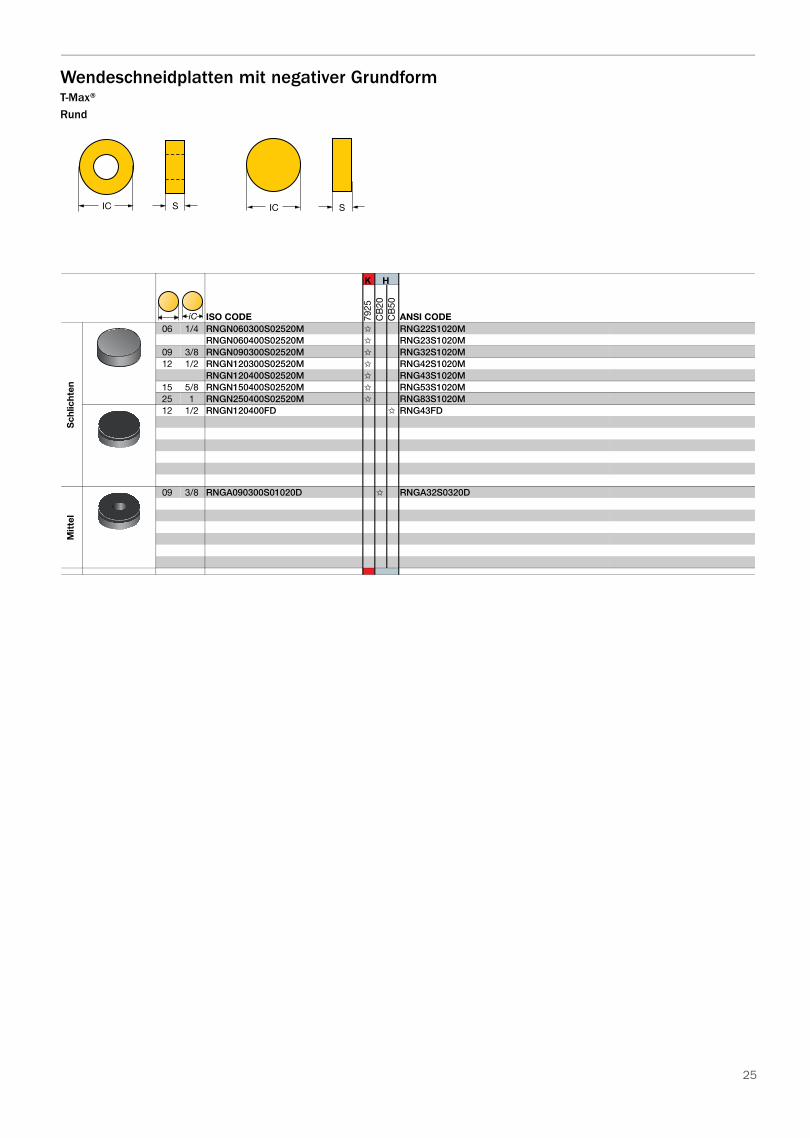
Wendeschneidplatten mit negativer GrundformT-Max®Rund
K H
ISO CODE 7925
CB
20C
B50
ANSI CODE
Sch
licht
en
06 1/4 RNGN060300S02520M ✩ RNG22S1020MRNGN060400S02520M ✩ RNG23S1020M
09 3/8 RNGN090300S02520M ✩ RNG32S1020M12 1/2 RNGN120300S02520M ✩ RNG42S1020M
RNGN120400S02520M ✩ RNG43S1020M15 5/8 RNGN150400S02520M ✩ RNG53S1020M25 1 RNGN250400S02520M ✩ RNG83S1020M12 1/2 RNGN120400FD ✩ RNG43FD
Mit
tel
09 3/8 RNGA090300S01020D ✩ RNGA32S0320D
26
ENG_PHPT_2012P.fm Page 7 Wednesday, October 24, 2012 1:54 PM
A 7
GER GER
GE
R
GER
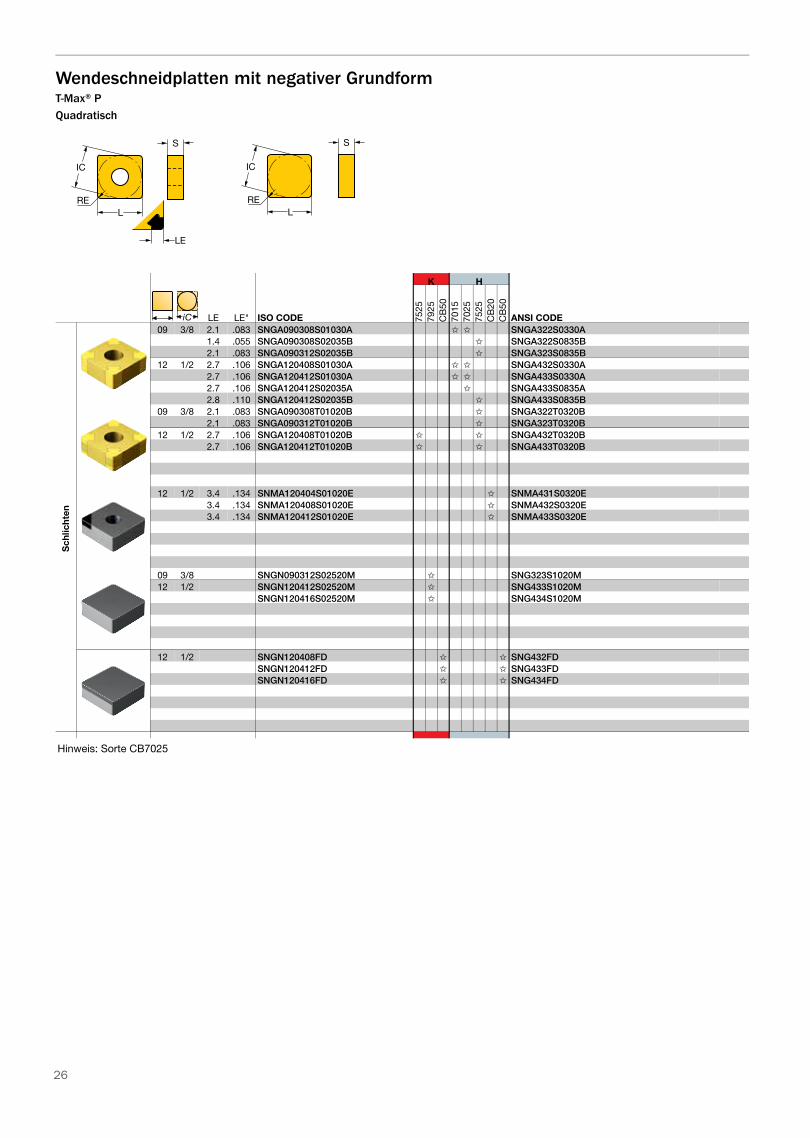
Wendeschneidplatten mit negativer GrundformT-Max®PQuadratisch
K H
LE LE" ISO CODE 7525
7925
CB
5070
1570
2575
25C
B20
CB
50
ANSI CODE
Sch
licht
en
09 3/8 2.1 .083 SNGA090308S01030A ✩ ✩ SNGA322S0330A1.4 .055 SNGA090308S02035B ✩ SNGA322S0835B2.1 .083 SNGA090312S02035B ✩ SNGA323S0835B
12 1/2 2.7 .106 SNGA120408S01030A ✩ ✩ SNGA432S0330A2.7 .106 SNGA120412S01030A ✩ ✩ SNGA433S0330A2.7 .106 SNGA120412S02035A ✩ SNGA433S0835A2.8 .110 SNGA120412S02035B ✩ SNGA433S0835B
09 3/8 2.1 .083 SNGA090308T01020B ✩ SNGA322T0320B2.1 .083 SNGA090312T01020B ✩ SNGA323T0320B
12 1/2 2.7 .106 SNGA120408T01020B ✩ ✩ SNGA432T0320B2.7 .106 SNGA120412T01020B ✩ ✩ SNGA433T0320B
12 1/2 3.4 .134 SNMA120404S01020E ✩ SNMA431S0320E3.4 .134 SNMA120408S01020E ✩ SNMA432S0320E3.4 .134 SNMA120412S01020E ✩ SNMA433S0320E
09 3/8 SNGN090312S02520M ✩ SNG323S1020M12 1/2 SNGN120412S02520M ✩ SNG433S1020M
SNGN120416S02520M ✩ SNG434S1020M
12 1/2 SNGN120408FD ✩ ✩ SNG432FDSNGN120412FD ✩ ✩ SNG433FDSNGN120416FD ✩ ✩ SNG434FD
Hinweis: Sorte CB7025
27
ENG_PHPT_2012P.fm Page 8 Wednesday, October 24, 2012 1:54 PM
A 8
GER GER GER
GE
R
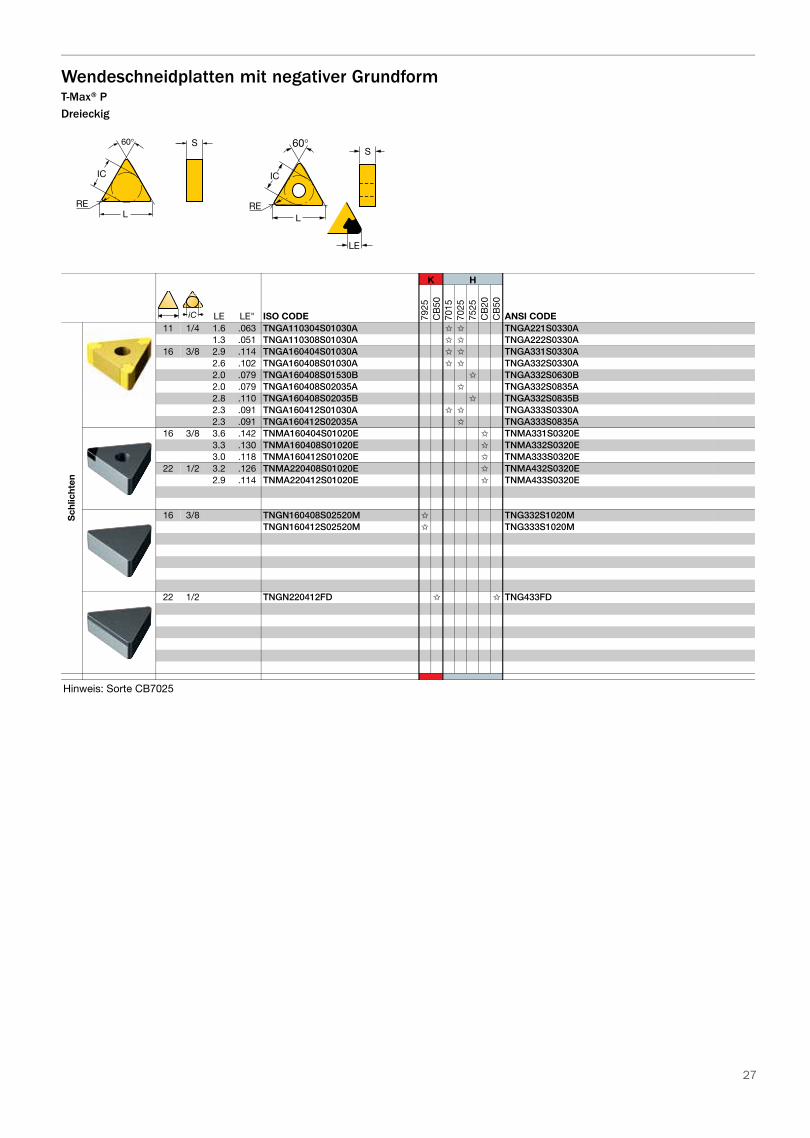
Wendeschneidplatten mit negativer GrundformT-Max®PDreieckig
K H
LE LE" ISO CODE 7925
CB
5070
1570
2575
25C
B20
CB
50
ANSI CODE
Sch
licht
en
11 1/4 1.6 .063 TNGA110304S01030A ✩ ✩ TNGA221S0330A1.3 .051 TNGA110308S01030A ✩ ✩ TNGA222S0330A
16 3/8 2.9 .114 TNGA160404S01030A ✩ ✩ TNGA331S0330A2.6 .102 TNGA160408S01030A ✩ ✩ TNGA332S0330A2.0 .079 TNGA160408S01530B ✩ TNGA332S0630B2.0 .079 TNGA160408S02035A ✩ TNGA332S0835A2.8 .110 TNGA160408S02035B ✩ TNGA332S0835B2.3 .091 TNGA160412S01030A ✩ ✩ TNGA333S0330A2.3 .091 TNGA160412S02035A ✩ TNGA333S0835A
16 3/8 3.6 .142 TNMA160404S01020E ✩ TNMA331S0320E3.3 .130 TNMA160408S01020E ✩ TNMA332S0320E3.0 .118 TNMA160412S01020E ✩ TNMA333S0320E
22 1/2 3.2 .126 TNMA220408S01020E ✩ TNMA432S0320E2.9 .114 TNMA220412S01020E ✩ TNMA433S0320E
16 3/8 TNGN160408S02520M ✩ TNG332S1020MTNGN160412S02520M ✩ TNG333S1020M
22 1/2 TNGN220412FD ✩ ✩ TNG433FD
Hinweis: Sorte CB7025
28
ENG_PHPT_2012P.fm Page 9 Wednesday, October 24, 2012 1:54 PM
A 9
GER GER
GE
R
GER
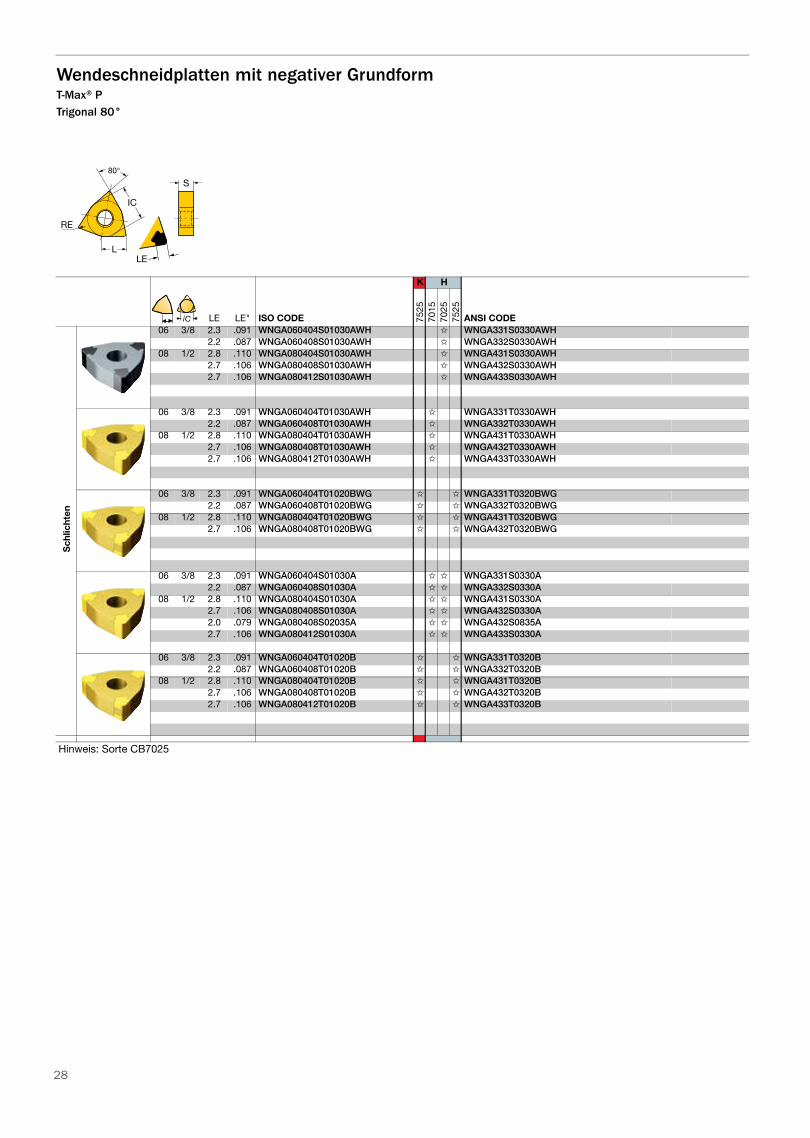
Wendeschneidplatten mit negativer GrundformT-Max®PTrigonal 80°
K H
LE LE" ISO CODE 7525
7015
7025
7525
ANSI CODE
Sch
licht
en
06 3/8 2.3 .091 WNGA060404S01030AWH ✩ WNGA331S0330AWH2.2 .087 WNGA060408S01030AWH ✩ WNGA332S0330AWH
08 1/2 2.8 .110 WNGA080404S01030AWH ✩ WNGA431S0330AWH2.7 .106 WNGA080408S01030AWH ✩ WNGA432S0330AWH2.7 .106 WNGA080412S01030AWH ✩ WNGA433S0330AWH
06 3/8 2.3 .091 WNGA060404T01030AWH ✩ WNGA331T0330AWH2.2 .087 WNGA060408T01030AWH ✩ WNGA332T0330AWH
08 1/2 2.8 .110 WNGA080404T01030AWH ✩ WNGA431T0330AWH2.7 .106 WNGA080408T01030AWH ✩ WNGA432T0330AWH2.7 .106 WNGA080412T01030AWH ✩ WNGA433T0330AWH
06 3/8 2.3 .091 WNGA060404T01020BWG ✩ ✩ WNGA331T0320BWG2.2 .087 WNGA060408T01020BWG ✩ ✩ WNGA332T0320BWG
08 1/2 2.8 .110 WNGA080404T01020BWG ✩ ✩ WNGA431T0320BWG2.7 .106 WNGA080408T01020BWG ✩ ✩ WNGA432T0320BWG
06 3/8 2.3 .091 WNGA060404S01030A ✩ ✩ WNGA331S0330A2.2 .087 WNGA060408S01030A ✩ ✩ WNGA332S0330A
08 1/2 2.8 .110 WNGA080404S01030A ✩ ✩ WNGA431S0330A2.7 .106 WNGA080408S01030A ✩ ✩ WNGA432S0330A2.0 .079 WNGA080408S02035A ✩ ✩ WNGA432S0835A2.7 .106 WNGA080412S01030A ✩ ✩ WNGA433S0330A
06 3/8 2.3 .091 WNGA060404T01020B ✩ ✩ WNGA331T0320B2.2 .087 WNGA060408T01020B ✩ ✩ WNGA332T0320B
08 1/2 2.8 .110 WNGA080404T01020B ✩ ✩ WNGA431T0320B2.7 .106 WNGA080408T01020B ✩ ✩ WNGA432T0320B2.7 .106 WNGA080412T01020B ✩ ✩ WNGA433T0320B
Hinweis: Sorte CB7025
29
ENG_PHPT_2012P.fm Page 10 Wednesday, October 24, 2012 1:54 PM
A 10
GER GER GER
GE
R
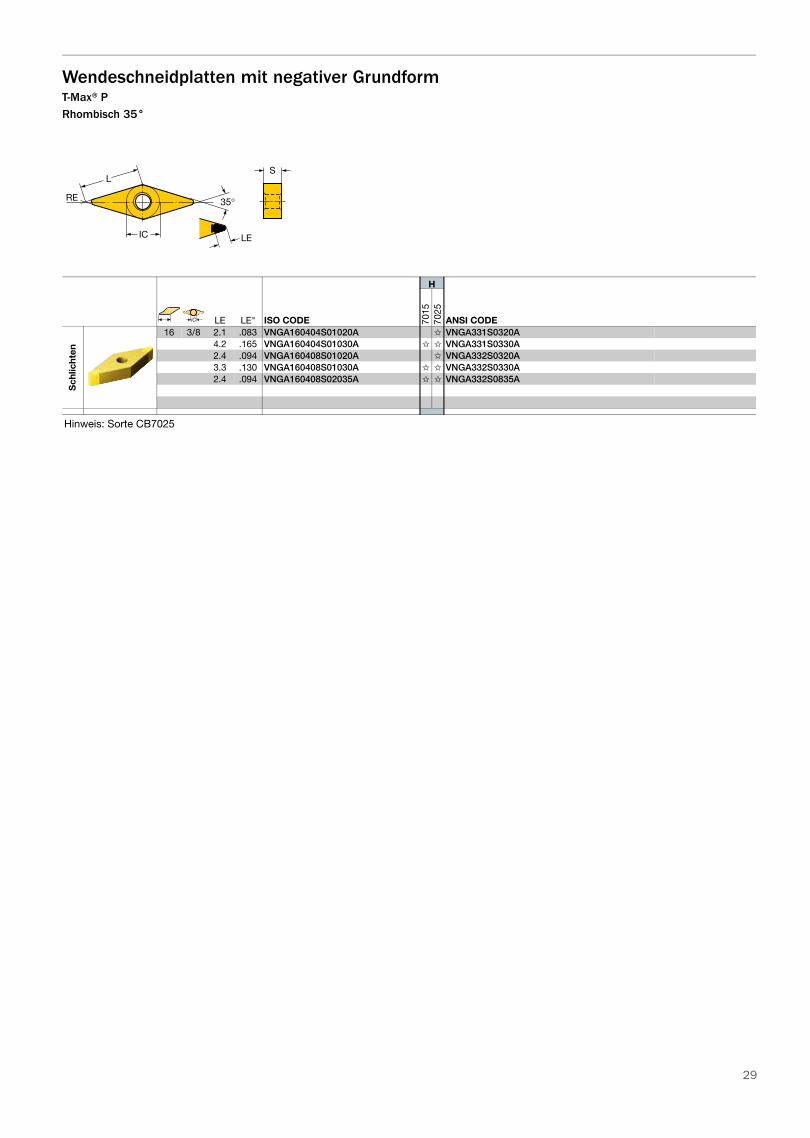
Wendeschneidplatten mit negativer GrundformT-Max®PRhombisch 35°
H
LE LE" ISO CODE 7015
7025
ANSI CODE
Sch
licht
en
16 3/8 2.1 .083 VNGA160404S01020A ✩ VNGA331S0320A4.2 .165 VNGA160404S01030A ✩ ✩ VNGA331S0330A2.4 .094 VNGA160408S01020A ✩ VNGA332S0320A3.3 .130 VNGA160408S01030A ✩ ✩ VNGA332S0330A2.4 .094 VNGA160408S02035A ✩ ✩ VNGA332S0835A
Hinweis: Sorte CB7025
30
ENG_PHPT_2012P.fm Page 11 Wednesday, October 24, 2012 1:54 PM
A 11
GER GER
GE
R
GER
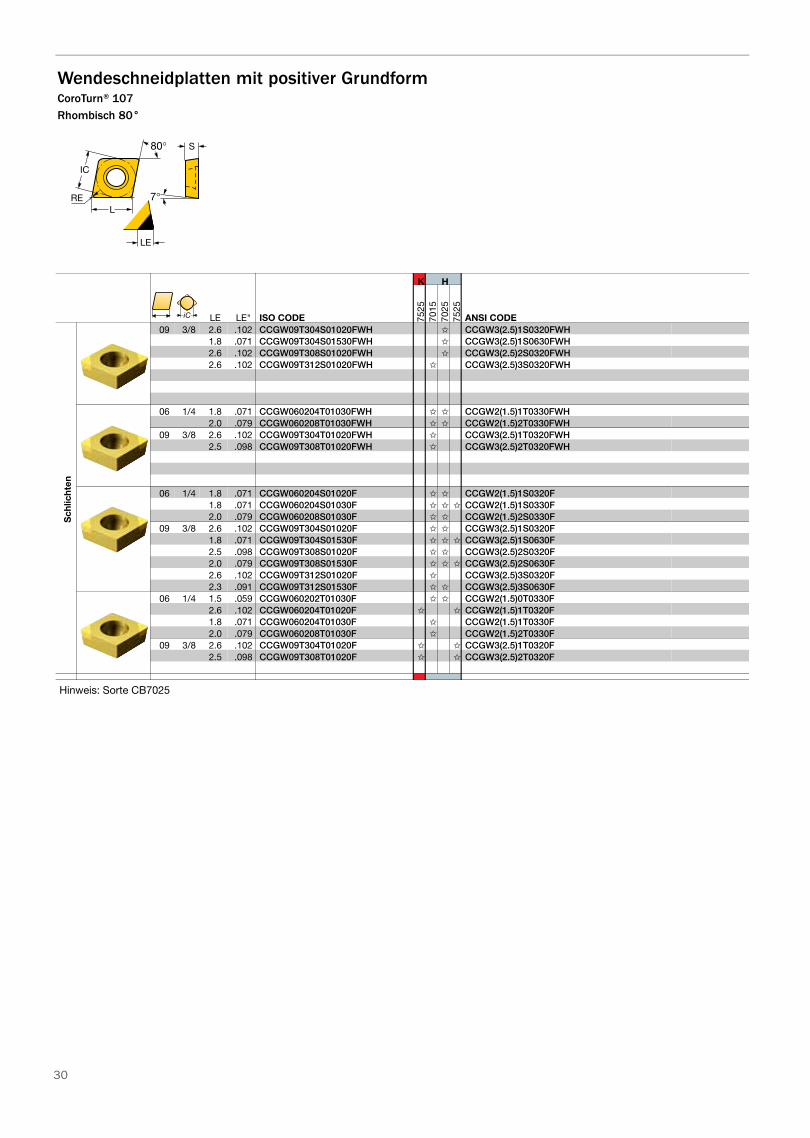
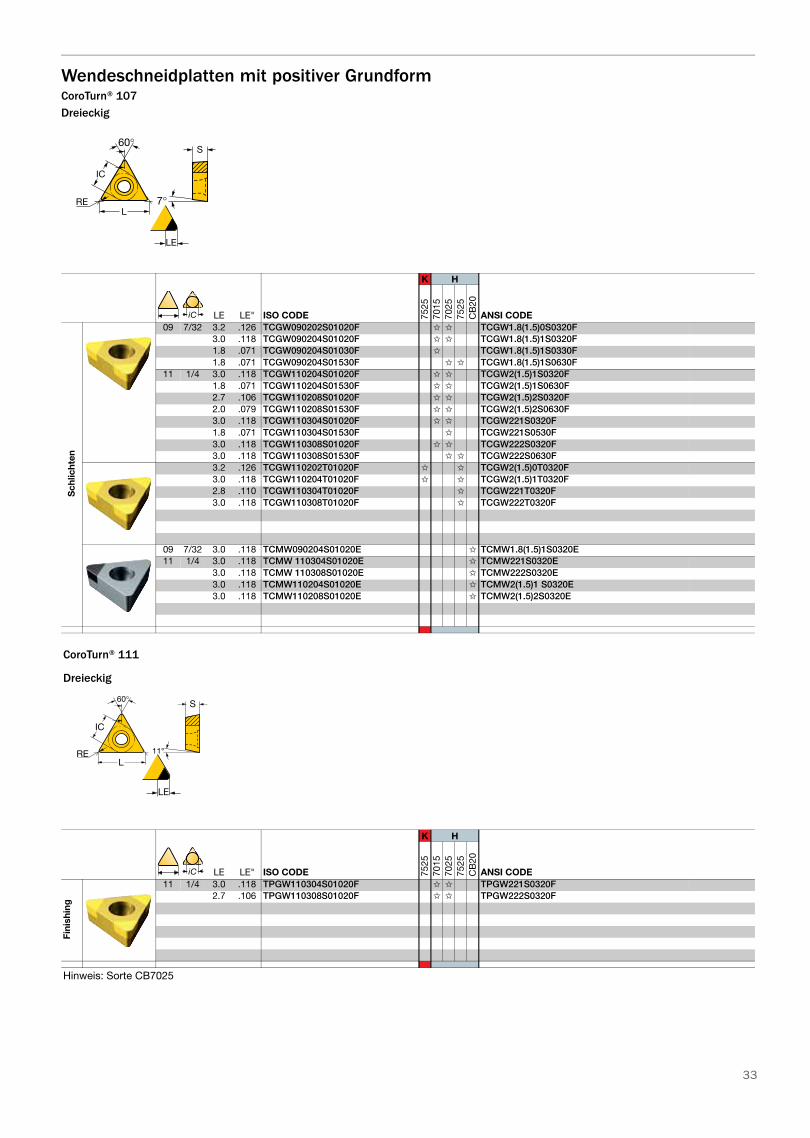
Wendeschneidplatten mit positiver GrundformCoroTurn®107 Rhombisch 80°
K H
LE LE" ISO CODE 7525
7015
7025
7525
ANSI CODE
Sch
licht
en
09 3/8 2.6 .102 CCGW09T304S01020FWH ✩ CCGW3(2.5)1S0320FWH1.8 .071 CCGW09T304S01530FWH ✩ CCGW3(2.5)1S0630FWH2.6 .102 CCGW09T308S01020FWH ✩ CCGW3(2.5)2S0320FWH2.6 .102 CCGW09T312S01020FWH ✩ CCGW3(2.5)3S0320FWH
06 1/4 1.8 .071 CCGW060204T01030FWH ✩ ✩ CCGW2(1.5)1T0330FWH2.0 .079 CCGW060208T01030FWH ✩ ✩ CCGW2(1.5)2T0330FWH
09 3/8 2.6 .102 CCGW09T304T01020FWH ✩ CCGW3(2.5)1T0320FWH2.5 .098 CCGW09T308T01020FWH ✩ CCGW3(2.5)2T0320FWH
06 1/4 1.8 .071 CCGW060204S01020F ✩ ✩ CCGW2(1.5)1S0320F1.8 .071 CCGW060204S01030F ✩ ✩ ✩ CCGW2(1.5)1S0330F2.0 .079 CCGW060208S01030F ✩ ✩ CCGW2(1.5)2S0330F
09 3/8 2.6 .102 CCGW09T304S01020F ✩ ✩ CCGW3(2.5)1S0320F1.8 .071 CCGW09T304S01530F ✩ ✩ ✩ CCGW3(2.5)1S0630F2.5 .098 CCGW09T308S01020F ✩ ✩ CCGW3(2.5)2S0320F2.0 .079 CCGW09T308S01530F ✩ ✩ ✩ CCGW3(2.5)2S0630F2.6 .102 CCGW09T312S01020F ✩ CCGW3(2.5)3S0320F2.3 .091 CCGW09T312S01530F ✩ ✩ CCGW3(2.5)3S0630F
06 1/4 1.5 .059 CCGW060202T01030F ✩ ✩ CCGW2(1.5)0T0330F2.6 .102 CCGW060204T01020F ✩ ✩ CCGW2(1.5)1T0320F1.8 .071 CCGW060204T01030F ✩ CCGW2(1.5)1T0330F2.0 .079 CCGW060208T01030F ✩ CCGW2(1.5)2T0330F
09 3/8 2.6 .102 CCGW09T304T01020F ✩ ✩ CCGW3(2.5)1T0320F2.5 .098 CCGW09T308T01020F ✩ ✩ CCGW3(2.5)2T0320F
Hinweis: Sorte CB7025
31
ENG_PHPT_2012P.fm Page 12 Wednesday, October 24, 2012 1:54 PM
A 12
GER GER GER
GE
R
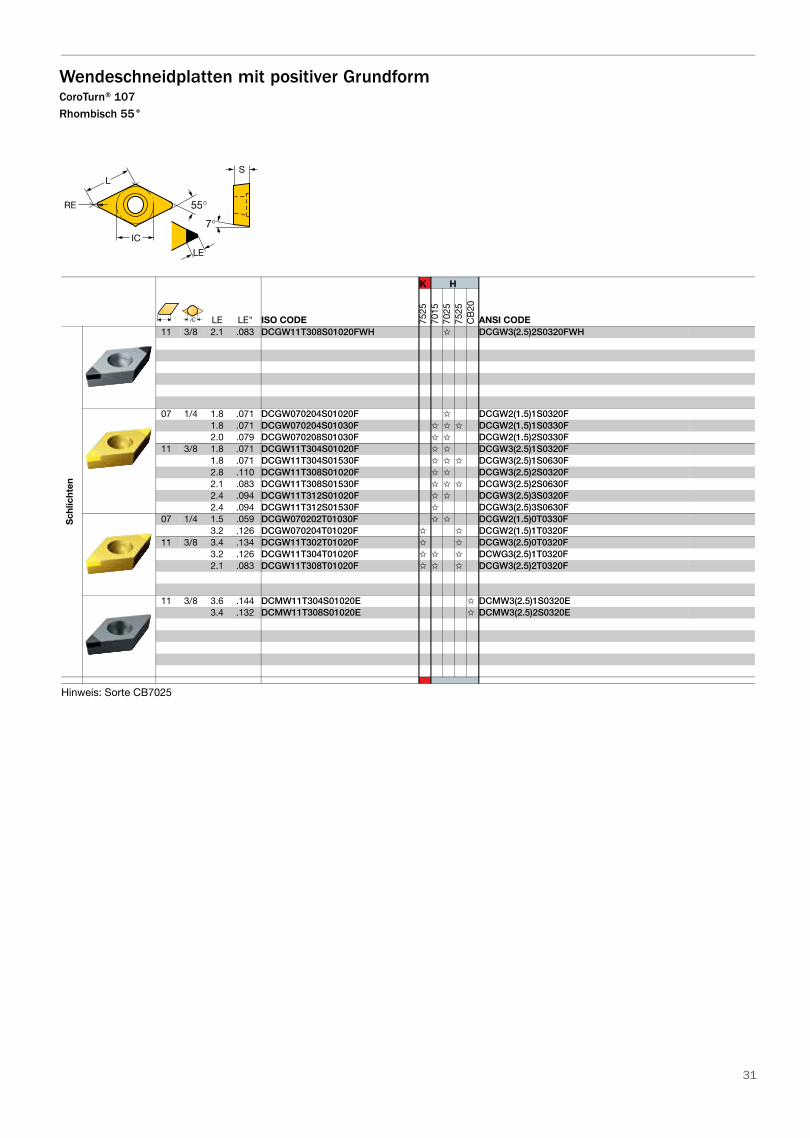
Wendeschneidplatten mit positiver GrundformCoroTurn®107 Rhombisch 55°
K H
LE LE" ISO CODE 7525
7015
7025
7525
CB
20
ANSI CODE
Sch
licht
en
11 3/8 2.1 .083 DCGW11T308S01020FWH ✩ DCGW3(2.5)2S0320FWH
07 1/4 1.8 .071 DCGW070204S01020F ✩ DCGW2(1.5)1S0320F1.8 .071 DCGW070204S01030F ✩ ✩ ✩ DCGW2(1.5)1S0330F2.0 .079 DCGW070208S01030F ✩ ✩ DCGW2(1.5)2S0330F
11 3/8 1.8 .071 DCGW11T304S01020F ✩ ✩ DCGW3(2.5)1S0320F1.8 .071 DCGW11T304S01530F ✩ ✩ ✩ DCGW3(2.5)1S0630F2.8 .110 DCGW11T308S01020F ✩ ✩ DCGW3(2.5)2S0320F2.1 .083 DCGW11T308S01530F ✩ ✩ ✩ DCGW3(2.5)2S0630F2.4 .094 DCGW11T312S01020F ✩ ✩ DCGW3(2.5)3S0320F2.4 .094 DCGW11T312S01530F ✩ DCGW3(2.5)3S0630F
07 1/4 1.5 .059 DCGW070202T01030F ✩ ✩ DCGW2(1.5)0T0330F3.2 .126 DCGW070204T01020F ✩ ✩ DCGW2(1.5)1T0320F
11 3/8 3.4 .134 DCGW11T302T01020F ✩ ✩ DCGW3(2.5)0T0320F3.2 .126 DCGW11T304T01020F ✩ ✩ ✩ DCWG3(2.5)1T0320F2.1 .083 DCGW11T308T01020F ✩ ✩ ✩ DCGW3(2.5)2T0320F
11 3/8 3.6 .144 DCMW11T304S01020E ✩ DCMW3(2.5)1S0320E3.4 .132 DCMW11T308S01020E ✩ DCMW3(2.5)2S0320E
Hinweis: Sorte CB7025
32
ENG_PHPT_2012P.fm Page 13 Wednesday, October 24, 2012 1:54 PM
A 13
GER GER
GE
R
GER
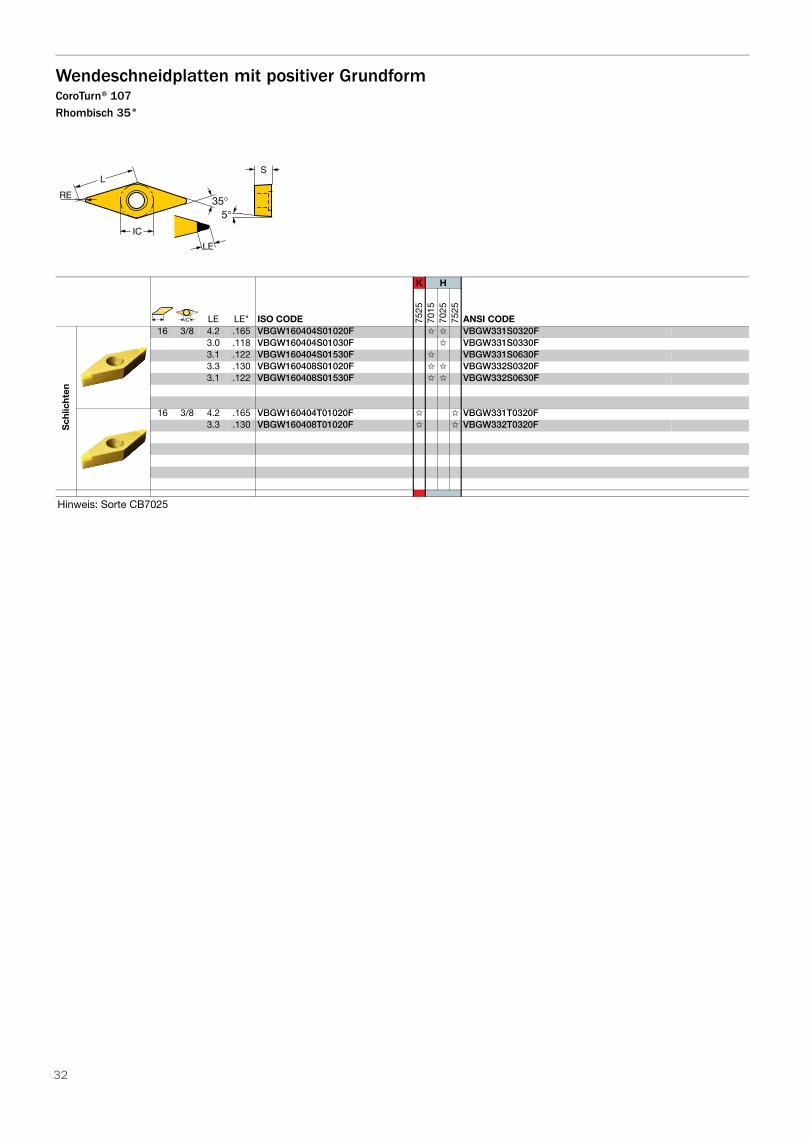
Wendeschneidplatten mit positiver GrundformCoroTurn®107 Rhombisch 35°
K H
LE LE" ISO CODE 7525
7015
7025
7525
ANSI CODE
Sch
licht
en
16 3/8 4.2 .165 VBGW160404S01020F ✩ ✩ VBGW331S0320F3.0 .118 VBGW160404S01030F ✩ VBGW331S0330F3.1 .122 VBGW160404S01530F ✩ VBGW331S0630F3.3 .130 VBGW160408S01020F ✩ ✩ VBGW332S0320F3.1 .122 VBGW160408S01530F ✩ ✩ VBGW332S0630F
16 3/8 4.2 .165 VBGW160404T01020F ✩ ✩ VBGW331T0320F3.3 .130 VBGW160408T01020F ✩ ✩ VBGW332T0320F
Hinweis: Sorte CB7025
33
ENG_PHPT_2012P.fm Page 14 Wednesday, October 24, 2012 1:54 PM
A 14
GER GER GER
GE
R
Wendeschneidplatten mit positiver GrundformCoroTurn®107 Dreieckig
K H
LE LE" ISO CODE 7525
7015
7025
7525
CB
20
ANSI CODE
Sch
licht
en
09 7/32 3.2 .126 TCGW090202S01020F ✩ ✩ TCGW1.8(1.5)0S0320F3.0 .118 TCGW090204S01020F ✩ ✩ TCGW1.8(1.5)1S0320F1.8 .071 TCGW090204S01030F ✩ TCGW1.8(1.5)1S0330F1.8 .071 TCGW090204S01530F ✩ ✩ TCGW1.8(1.5)1S0630F
11 1/4 3.0 .118 TCGW110204S01020F ✩ ✩ TCGW2(1.5)1S0320F1.8 .071 TCGW110204S01530F ✩ ✩ TCGW2(1.5)1S0630F2.7 .106 TCGW110208S01020F ✩ ✩ TCGW2(1.5)2S0320F2.0 .079 TCGW110208S01530F ✩ ✩ TCGW2(1.5)2S0630F3.0 .118 TCGW110304S01020F ✩ ✩ TCGW221S0320F1.8 .071 TCGW110304S01530F ✩ TCGW221S0530F3.0 .118 TCGW110308S01020F ✩ ✩ TCGW222S0320F3.0 .118 TCGW110308S01530F ✩ ✩ TCGW222S0630F3.2 .126 TCGW110202T01020F ✩ ✩ TCGW2(1.5)0T0320F3.0 .118 TCGW110204T01020F ✩ ✩ TCGW2(1.5)1T0320F2.8 .110 TCGW110304T01020F ✩ TCGW221T0320F3.0 .118 TCGW110308T01020F ✩ TCGW222T0320F
09 7/32 3.0 .118 TCMW090204S01020E ✩ TCMW1.8(1.5)1S0320E11 1/4 3.0 .118 TCMW 110304S01020E ✩ TCMW221S0320E
3.0 .118 TCMW 110308S01020E ✩ TCMW222S0320E3.0 .118 TCMW110204S01020E ✩ TCMW2(1.5)1 S0320E3.0 .118 TCMW110208S01020E ✩ TCMW2(1.5)2S0320E
CoroTurn®111
Dreieckig
K H
LE LE" ISO CODE 7525
7015
7025
7525
CB
20
ANSI CODE
Fini
shin
g
11 1/4 3.0 .118 TPGW110304S01020F ✩ ✩ TPGW221S0320F2.7 .106 TPGW110308S01020F ✩ ✩ TPGW222S0320F
Hinweis: Sorte CB7025
34
ENG_PHPT_2012P.fm Page 15 Wednesday, October 24, 2012 1:54 PM
A 15
GER GER
GE
R
GER
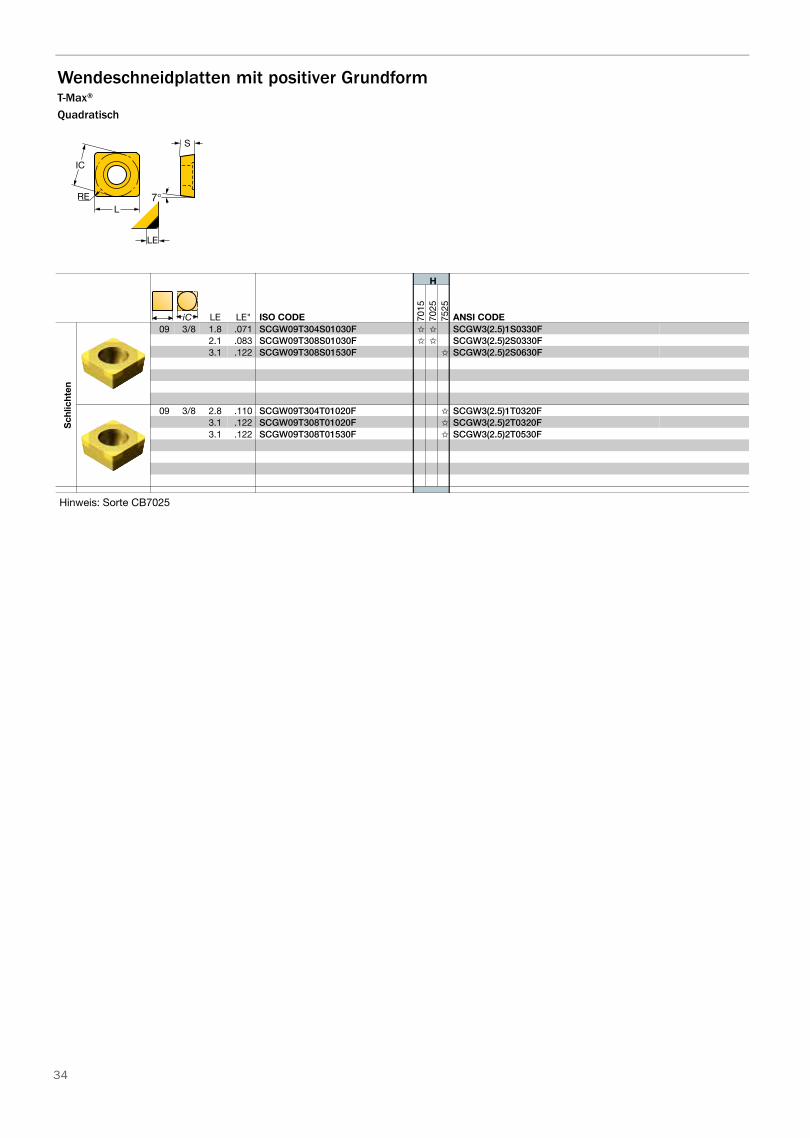
Wendeschneidplatten mit positiver GrundformT-Max®Quadratisch
H
LE LE" ISO CODE 7015
7025
7525
ANSI CODE
Sch
licht
en
09 3/8 1.8 .071 SCGW09T304S01030F ✩ ✩ SCGW3(2.5)1S0330F2.1 .083 SCGW09T308S01030F ✩ ✩ SCGW3(2.5)2S0330F3.1 .122 SCGW09T308S01530F ✩ SCGW3(2.5)2S0630F
09 3/8 2.8 .110 SCGW09T304T01020F ✩ SCGW3(2.5)1T0320F3.1 .122 SCGW09T308T01020F ✩ SCGW3(2.5)2T0320F3.1 .122 SCGW09T308T01530F ✩ SCGW3(2.5)2T0530F
Hinweis: Sorte CB7025
35
ENG_PHPT_2012P.fm Page 16 Wednesday, October 24, 2012 1:54 PM
A 16
GER GER GER
GE
R
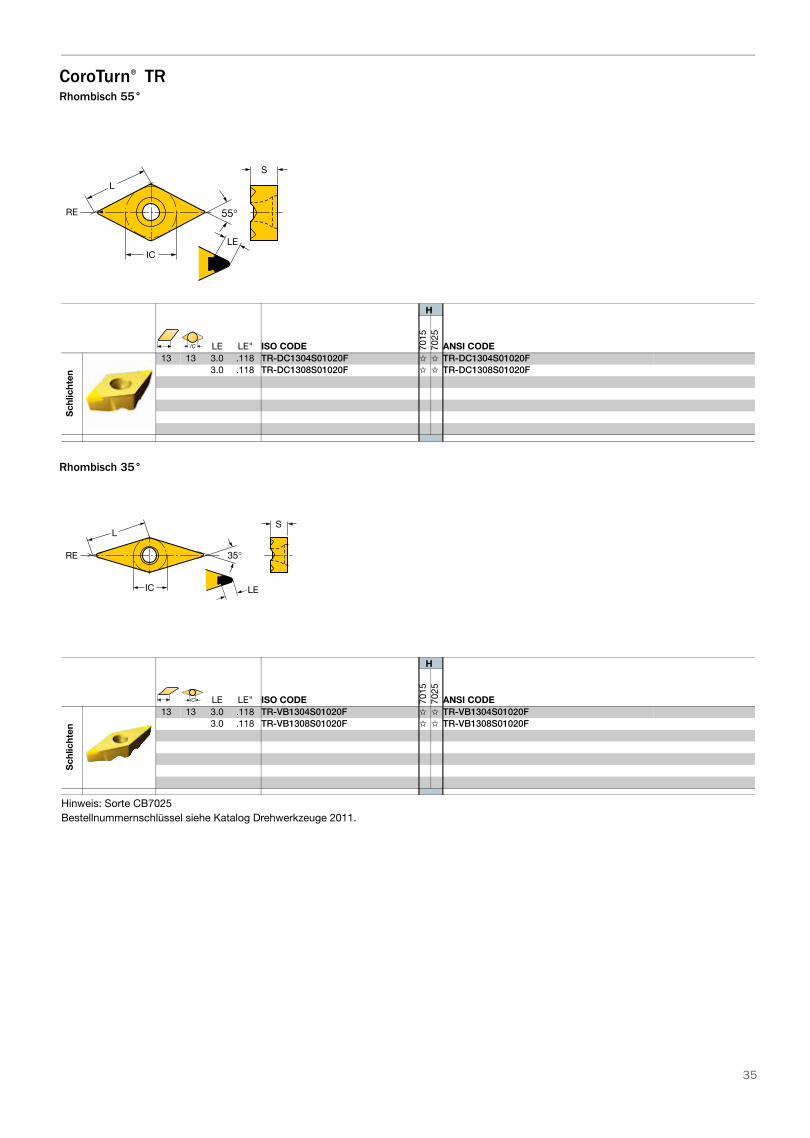
CoroTurn® TRRhombisch 55°
Rhombisch 35°
H
LE LE" ISO CODE 7015
7025
ANSI CODE
Sch
licht
en
13 13 3.0 .118 TR-DC1304S01020F ✩ ✩ TR-DC1304S01020F3.0 .118 TR-DC1308S01020F ✩ ✩ TR-DC1308S01020F
H
LE LE" ISO CODE 7015
7025
ANSI CODE
Sch
licht
en
13 13 3.0 .118 TR-VB1304S01020F ✩ ✩ TR-VB1304S01020F3.0 .118 TR-VB1308S01020F ✩ ✩ TR-VB1308S01020F
Hinweis: Sorte CB7025Bestellnummernschlüssel siehe Katalog Drehwerkzeuge 2011.
36
ENG_PHPT_2012P.fm Page 17 Wednesday, October 24, 2012 1:54 PM
A 17
GER GER
GE
R
GER
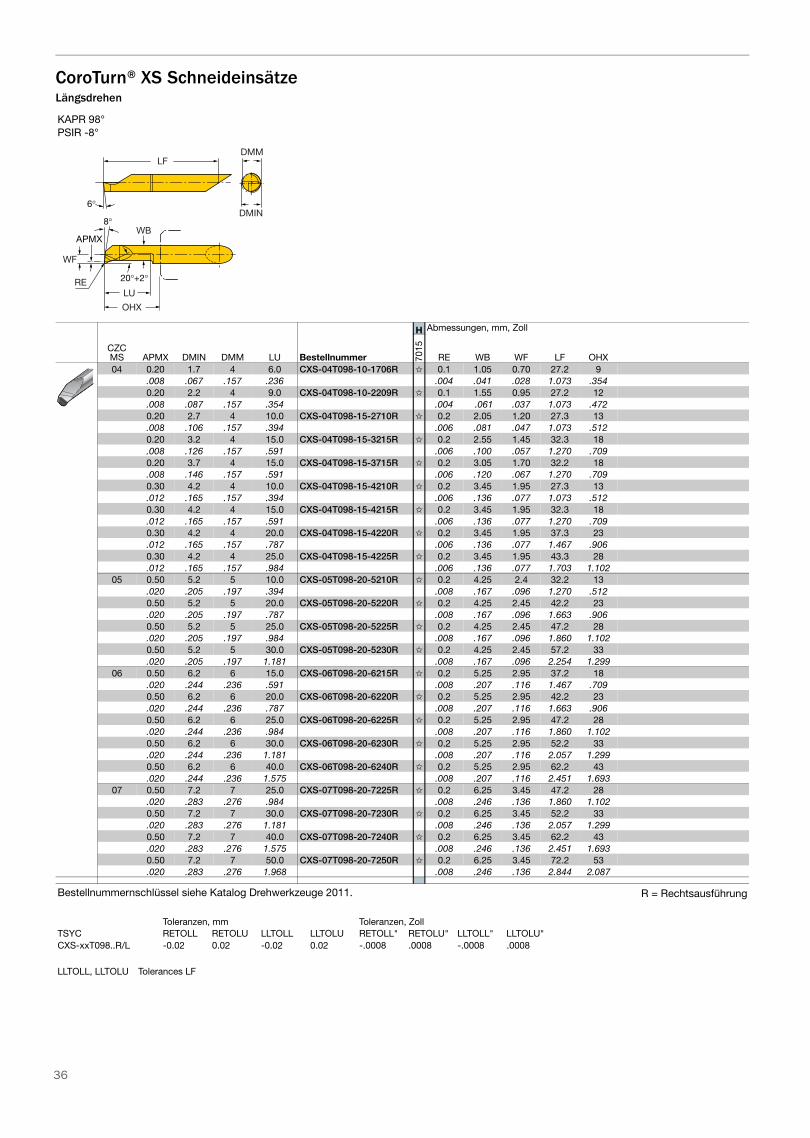
CoroTurn®XS SchneideinsätzeLängsdrehen
KAPR 98°PSIR -8°
H Abmessungen, mm, Zoll
CZCMS APMX DMIN DMM LU Bestellnummer 70
15
RE WB WF LF OHX04 0.20 1.7 4 6.0 CXS-04T098-10-1706R ✩ 0.1 1.05 0.70 27.2 9
.008 .067 .157 .236 .004 .041 .028 1.073 .3540.20 2.2 4 9.0 CXS-04T098-10-2209R ✩ 0.1 1.55 0.95 27.2 12.008 .087 .157 .354 .004 .061 .037 1.073 .4720.20 2.7 4 10.0 CXS-04T098-15-2710R ✩ 0.2 2.05 1.20 27.3 13.008 .106 .157 .394 .006 .081 .047 1.073 .5120.20 3.2 4 15.0 CXS-04T098-15-3215R ✩ 0.2 2.55 1.45 32.3 18.008 .126 .157 .591 .006 .100 .057 1.270 .7090.20 3.7 4 15.0 CXS-04T098-15-3715R ✩ 0.2 3.05 1.70 32.2 18.008 .146 .157 .591 .006 .120 .067 1.270 .7090.30 4.2 4 10.0 CXS-04T098-15-4210R ✩ 0.2 3.45 1.95 27.3 13.012 .165 .157 .394 .006 .136 .077 1.073 .5120.30 4.2 4 15.0 CXS-04T098-15-4215R ✩ 0.2 3.45 1.95 32.3 18.012 .165 .157 .591 .006 .136 .077 1.270 .7090.30 4.2 4 20.0 CXS-04T098-15-4220R ✩ 0.2 3.45 1.95 37.3 23.012 .165 .157 .787 .006 .136 .077 1.467 .9060.30 4.2 4 25.0 CXS-04T098-15-4225R ✩ 0.2 3.45 1.95 43.3 28.012 .165 .157 .984 .006 .136 .077 1.703 1.102
05 0.50 5.2 5 10.0 CXS-05T098-20-5210R ✩ 0.2 4.25 2.4 32.2 13.020 .205 .197 .394 .008 .167 .096 1.270 .5120.50 5.2 5 20.0 CXS-05T098-20-5220R ✩ 0.2 4.25 2.45 42.2 23.020 .205 .197 .787 .008 .167 .096 1.663 .9060.50 5.2 5 25.0 CXS-05T098-20-5225R ✩ 0.2 4.25 2.45 47.2 28.020 .205 .197 .984 .008 .167 .096 1.860 1.1020.50 5.2 5 30.0 CXS-05T098-20-5230R ✩ 0.2 4.25 2.45 57.2 33.020 .205 .197 1.181 .008 .167 .096 2.254 1.299
06 0.50 6.2 6 15.0 CXS-06T098-20-6215R ✩ 0.2 5.25 2.95 37.2 18.020 .244 .236 .591 .008 .207 .116 1.467 .7090.50 6.2 6 20.0 CXS-06T098-20-6220R ✩ 0.2 5.25 2.95 42.2 23.020 .244 .236 .787 .008 .207 .116 1.663 .9060.50 6.2 6 25.0 CXS-06T098-20-6225R ✩ 0.2 5.25 2.95 47.2 28.020 .244 .236 .984 .008 .207 .116 1.860 1.1020.50 6.2 6 30.0 CXS-06T098-20-6230R ✩ 0.2 5.25 2.95 52.2 33.020 .244 .236 1.181 .008 .207 .116 2.057 1.2990.50 6.2 6 40.0 CXS-06T098-20-6240R ✩ 0.2 5.25 2.95 62.2 43.020 .244 .236 1.575 .008 .207 .116 2.451 1.693
07 0.50 7.2 7 25.0 CXS-07T098-20-7225R ✩ 0.2 6.25 3.45 47.2 28.020 .283 .276 .984 .008 .246 .136 1.860 1.1020.50 7.2 7 30.0 CXS-07T098-20-7230R ✩ 0.2 6.25 3.45 52.2 33.020 .283 .276 1.181 .008 .246 .136 2.057 1.2990.50 7.2 7 40.0 CXS-07T098-20-7240R ✩ 0.2 6.25 3.45 62.2 43.020 .283 .276 1.575 .008 .246 .136 2.451 1.6930.50 7.2 7 50.0 CXS-07T098-20-7250R ✩ 0.2 6.25 3.45 72.2 53.020 .283 .276 1.968 .008 .246 .136 2.844 2.087
Bestellnummernschlüssel siehe Katalog Drehwerkzeuge 2011. R = Rechtsausführung
Toleranzen, mm Toleranzen, ZollTSYC RETOLL RETOLU LLTOLL LLTOLU RETOLL" RETOLU" LLTOLL" LLTOLU"CXS-xxT098..R/L -0.02 0.02 -0.02 0.02 -.0008 .0008 -.0008 .0008
LLTOLL, LLTOLU Tolerances LF
37
ENG_PHPT_2012P.fm Page 18 Wednesday, October 24, 2012 1:54 PM
A 18
GER GER GER
GE
R
CoroTurn®XS SchneideinsätzeEinstechen
Gewindedrehen
H Abmessungen, mm, Zoll
CZCMS CDX DMIN DMM LU Bestellnummer 70
15
WB WF LF OHX CW06 1.8 6.2 6.0 15.0 CXS-06G100-6215R ✩ 3.95 2.95 37.3 18 1.0
.071 .244 .236 .591 .156 .116 1.469 .709 .0391.8 6.2 6.0 15.0 CXS-06G150-6215R ✩ 3.95 2.95 37.3 18 1.5.071 .244 .236 .591 .156 .116 1.469 .709 .059
R = Rechtsausführung
Teilprofil 60°
H Abmessungen, mm, Zoll
CZCMS APMX DMIN DMM LU Bestellnummer 70
15
WB WF LF OHX CF06 0.55 6.2 6.0 15.0 CXS-06TH100VM-6215R ✩ 3.55 2.95 37.3 18 0.12
.022 .244 .236 .591 .140 .116 1.469 .709 .0050.81 6.2 6.0 15.0 CXS-06TH150VM-6215R ✩ 3.55 2.95 37.3 18 0.18.032 .244 .236 .591 .140 .116 1.469 .709 .007
Bestellnummernschlüssel siehe Katalog Drehwerkzeuge 2011. R = Rechtsausführung
Toleranzen, mm Toleranzen, ZollTSYC CWTOLL CWTOLU LLTOLL LLTOLU CWTOLL" CWTOLU" LLTOLL" LLTOLU"CXS-xxT098..R/L -0 0.05 -0.02 0.02 -0 .002 -.0008 .0008
LLTOLL, LLTOLU Tolerances LF
38
ENG_PHPT_2012P.fm Page 19 Wednesday, October 24, 2012 1:54 PM
A 19
GER GER
GE
R
GER
CoroCut®1- und 2-SchneidensystemEinstechen
Abmessungen, mm, Zoll H
SSC CW CW" ANN AN RE RE" Bestellnummer 7015
CB
20
Ger
ing
er V
ors
chub
G 3.00 .118 7° 7° 0.20 .008 N123G1-0300-0002-GE ✩
3.18 .125 7° 7° 0.20 .008 N123G1-0318-0002-GE ✩
H 4.00 .157 7° 7° 0.20 .008 N123H1-0400-0002-GE ✩
4.70 .185 7° 7° 0.20 .008 N123H1-0470-0002-GE ✩
5.00 .197 7° 7° 0.20 .008 N123H1-0500-0002-GE ✩
J 6.00 .236 7° 7° 0.20 .008 N123J1-0600-0002-GE ✩
K 6.35 .250 7° 7° 0.20 .008 N123K1-0635-0002-GE ✩
L 8.00 .315 7° 7° 0.20 .008 N123L1-0800-0002-GE ✩
G 3.00 .118 7° 7° 0.40 .016 N123G1-030004S01025 ✩
H 4.00 .157 7° 7° 0.40 .016 N123H1-040004S01025 ✩
5.00 .197 7° 7° 0.40 .016 N123H1-050004S01025 ✩
J 6.00 .236 7° 7° 0.40 .016 N123J1-060004S01025 ✩
L 8.00 .315 7° 7° 0.80 .031 N123L1-080008S01025 ✩
N = Neutral
Bestellnummernschlüssel siehe Katalog Drehwerkzeuge 2011.
Toleranzen, mm Toleranzen, ZollTSYC CWTOLL CWTOLU RETOLL RETOLU CWTOLL" CWTOLU" RETOLL" RETOLU"N123x1..S -0.02 0.02 -0.05 0.05 -.0008 .0008 -.002 .002
39
R
L
N
20º
20º
7º10º
ENG_PHPT_2012P.fm Page 20 Wednesday, October 24, 2012 1:54 PM
A 20
GER GER GER
GE
R
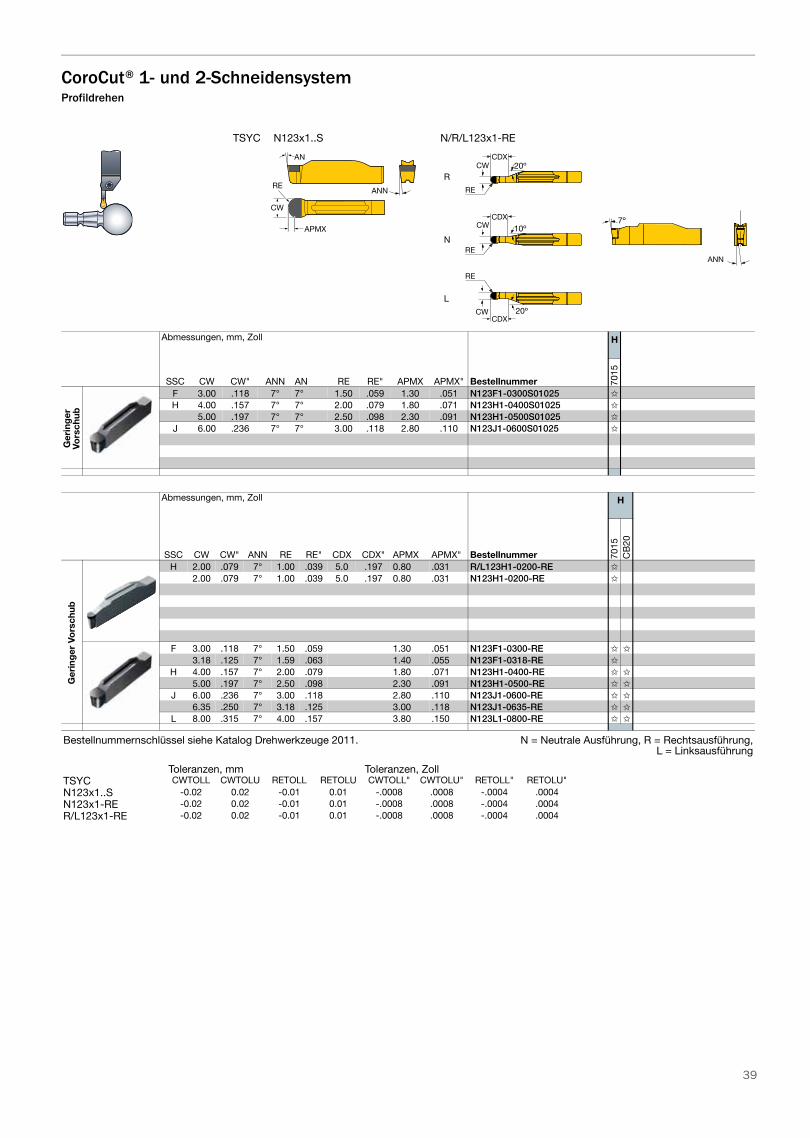
CoroCut®1- und 2-SchneidensystemProfildrehen
TSYC N123x1..S N/R/L123x1-RE
Abmessungen, mm, Zoll H
SSC CW CW" ANN AN RE RE" APMX APMX" Bestellnummer 7015
Ger
ing
er
Vors
chub
F 3.00 .118 7° 7° 1.50 .059 1.30 .051 N123F1-0300S01025 ✩
H 4.00 .157 7° 7° 2.00 .079 1.80 .071 N123H1-0400S01025 ✩
5.00 .197 7° 7° 2.50 .098 2.30 .091 N123H1-0500S01025 ✩
J 6.00 .236 7° 7° 3.00 .118 2.80 .110 N123J1-0600S01025 ✩
Abmessungen, mm, Zoll H
SSC CW CW" ANN RE RE" CDX CDX" APMX APMX" Bestellnummer 7015
CB
20
Ger
ing
er V
ors
chub
H 2.00 .079 7° 1.00 .039 5.0 .197 0.80 .031 R/L123H1-0200-RE ✩
2.00 .079 7° 1.00 .039 5.0 .197 0.80 .031 N123H1-0200-RE ✩
F 3.00 .118 7° 1.50 .059 1.30 .051 N123F1-0300-RE ✩ ✩
3.18 .125 7° 1.59 .063 1.40 .055 N123F1-0318-RE ✩
H 4.00 .157 7° 2.00 .079 1.80 .071 N123H1-0400-RE ✩ ✩
5.00 .197 7° 2.50 .098 2.30 .091 N123H1-0500-RE ✩ ✩
J 6.00 .236 7° 3.00 .118 2.80 .110 N123J1-0600-RE ✩ ✩
6.35 .250 7° 3.18 .125 3.00 .118 N123J1-0635-RE ✩ ✩
L 8.00 .315 7° 4.00 .157 3.80 .150 N123L1-0800-RE ✩ ✩
Bestellnummernschlüssel siehe Katalog Drehwerkzeuge 2011. N = Neutrale Ausführung, R = Rechtsausführung,L = Linksausführung
Toleranzen, mm Toleranzen, ZollTSYC CWTOLL CWTOLU RETOLL RETOLU CWTOLL" CWTOLU" RETOLL" RETOLU"N123x1..S -0.02 0.02 -0.01 0.01 -.0008 .0008 -.0004 .0004N123x1-RE -0.02 0.02 -0.01 0.01 -.0008 .0008 -.0004 .0004R/L123x1-RE -0.02 0.02 -0.01 0.01 -.0008 .0008 -.0004 .0004
40
ENG_PHPT_2012P.fm Page 21 Wednesday, October 24, 2012 1:54 PM
A 21
GER GER
GE
R
GER
CoroCut®MB Schneideinsätze
Einstechen
Längsdrehen
Gewindedrehen
Metrisch 60°
TSYC MB..G MB..T093 MB-xxTH..MM..R/L
HAbmessungen, mm, Zoll
SSC RE RE" CDX CDX" Bestellnummer 7015
DMIN DMIN" WF WF" LF LF" CW CW"07 0 0 2.8 .110 MB-07G100-00-11R ✩ 11.00 .433 6.8 .268 3.9 .154 1.0 .039
0 0 2.8 .110 MB-07G150-00-11R ✩ 11.00 .433 6.8 .268 3.9 .154 1.5 .059
R = Rechtsausführung
HAbmessungen, mm, Zoll
SSC RE RE" APMX APMX" KAPR Bestellnummer 7015
DMIN DMIN" WF WF" LF LF"07 0.20 .008 1.80 .071 93° MB-07T093-02-10R ✩ 10.00 .394 5.6 .220 3.9 .154
R = Rechtsausführung
HAbmessungen, mm, Zoll
SSC CDX CDX" CF CF" TP Bestellnummer 7015
DMIN DMIN" WF WF" LF LF" LPR LPR"07 0.5 .021 0.12 .005 1.0 MB-07TH100MM-10R ✩ 10.00 .394 5.8 .228 3.2 .126 3.8 .150
0.8 .032 0.18 .007 1.5 MB-07TH150MM-10R ✩ 10.00 .394 5.8 .228 3.0 .118 3.8 .150
Bestellnummernschlüssel siehe Katalog Drehwerkzeuge 2011. R = Rechtsausführung
Toleranzen, mm Toleranzen, ZollTSYC CWTOLL CWTOLU RETOLL RETOLU LLTOLL LLTOLU CWTOLL" CWTOLU" RETOLL" RETOLU" LLTOLL" LLTOLU"MB..G -0 0.05 -0.02 0.02 -0 .002 -.0008 .0008MB..T093 -0.02 0.02 -0.02 0.02 -.0008 .0008 -.0008 .0008MB-xxTH..MM..R/L -0.02 0.02 -.0008 .0008
LLTOLL, LLTOLU Tolerances LF
41
ENG_PHPT_2012P.fm Page 22 Wednesday, October 24, 2012 1:54 PM
A 22
GER GER GER
GE
R
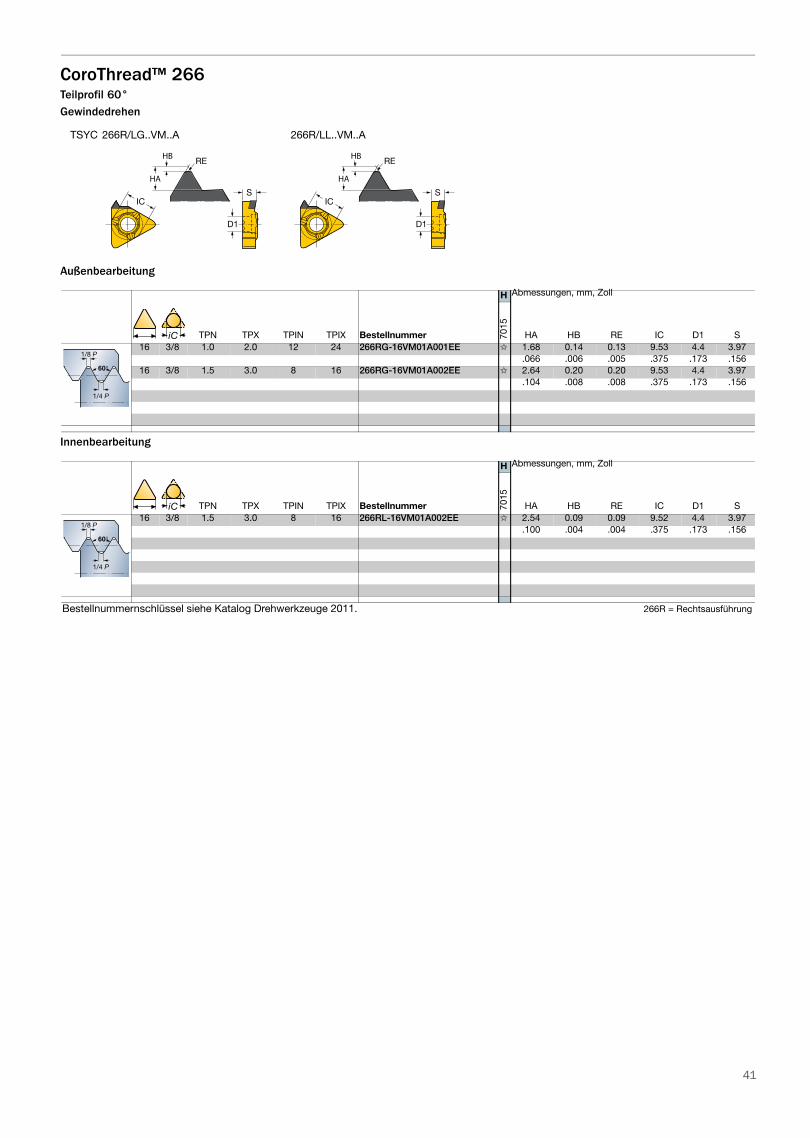
CoroThread™ 266Teilprofil 60°Gewindedrehen
Außenbearbeitung
Innenbearbeitung
TSYC 266R/LG..VM..A 266R/LL..VM..A
H Abmessungen, mm, Zoll
TPN TPX TPIN TPIX Bestellnummer 7015
HA HB RE IC D1 S16 3/8 1.0 2.0 12 24 266RG-16VM01A001EE ✩ 1.68 0.14 0.13 9.53 4.4 3.97
.066 .006 .005 .375 .173 .15616 3/8 1.5 3.0 8 16 266RG-16VM01A002EE ✩ 2.64 0.20 0.20 9.53 4.4 3.97
.104 .008 .008 .375 .173 .156
H Abmessungen, mm, Zoll
TPN TPX TPIN TPIX Bestellnummer 7015
HA HB RE IC D1 S16 3/8 1.5 3.0 8 16 266RL-16VM01A002EE ✩ 2.54 0.09 0.09 9.52 4.4 3.97
.100 .004 .004 .375 .173 .156
Bestellnummernschlüssel siehe Katalog Drehwerkzeuge 2011. 266R = Rechtsausführung
42
ENG_PHPT_2012P.fm Page 23 Wednesday, October 24, 2012 1:54 PM
A 23
GER GER
GE
R
GER
Um Ihnen das Leben leichter zu machen, haben wir eine neue Norm entwickelt
ISO 13399 ist eine internationale Norm, die den Austausch von Schneidwerkzeugdaten vereinfacht. Sie werden bei jedem Werkzeug leicht veränderte Parameter und Beschreibungen feststellen.
Zum ersten Mal gibt es eine standardisierte Form der Produktdatenbeschreibung für Zerspanungswerkzeuge. Wenn in der Branche für Werkzeuge die gleichen Parameter und Definitionen verwendet werden, ist die Kommunikation von Werkzeugdaten zwischen verschiedenen Softwaresystemen sehr einfach.
Und was bedeutet das für Sie?
Einfach gesagt heißt das, dass Ihr System mit unserem kommunizieren kann, denn sie sprechen dieselbe Sprache. Laden Sie Produktdaten von unserer Webseite herunter und verwenden Sie diese direkt in Ihrer CAD/ CAM Software, um Werkzeuge zusammenzustellen, die Sie in der Fertigung benötigen. Kein langes Suchen nach Informationen in Katalogen und Interpretieren von Daten. Denken Sie nur, wie viel Zeit Sie dadurch sparen!
Parameter beim Hartdrehen 2012
Kurzname Bevorzugte Bezeichnung
ANN Clearance angle minorAPMX Depth of cut maximumBN Face land widthCDX Cutting depth maximumCF Spot chamferCW Cutting widthCWTOLL Cutting width lower toleranceCWTOLU Cutting width upper toleranceCZC MS Connection size code machine sideD1 Fixing hole diameterDMIN Minimum bore diameterDMM Shank diameterGB Face land angleHA Thread height theoreticalHB Thread height differenceIC Inscribed circle diameterKAPR Tool cutting edge angleL Cutting edge lengthLE Cutting edge effective lengthLF Functional lengthLLTOLL Length tolerance lowerLLTOLU Length tolerance upperLPR Protruding lengthLU Usable length (max. recommended)OHX Overhang maximumRE Corner radiusRETOLL Corner radius lower toleranceRETOLU Corner radius upper toleranceS Insert thicknessSSC Insert seat size codeTP Thread pitchTPIN Threads per inch minimumTPIX Threads per inch maximumTPN Thread pitch minimumTPX Maximum thread pitchTSYC Tool style codeWB Body widthWF Functional widthWSC Clamping widthWT Weight of itemW1 Insert width

www.sandvik.coromant.com
C-2940:137 GER/01 © AB Sandvik Coromant 2012.11
DEUTSCHLANDSandvik Tooling Deutschland GmbHGeschäftsbereich Coromant Postfach 10 44 5140035 DÜSSELDORFHeerdter Landstraße 24340549 DÜSSELDORFTelefon: +49 (0) 211 / 50 27 0Telefax: +49 (0) 211 / 50 27 500www.sandvik.coromant.com/de
SCHWEIZSANDVIK AGBereich CoromantPostfach 3869 CH-6002 LuzernTelefon: +41 (0) 41 368 34 34Telefax: +41 (0) 41 368 33 75
ÖSTERREICHSandvik in AustriaGesellschaft m.b.HScheydgasse 44 A-1210 WIEN 21Telefon: +43 (0) 1 277 37-0Telefax: +43 (0) 1 277 37-8


















