Hinweise für den Benutzer - Lehrmittel für die Aus- und ... · Einspannzapfen aus C45 fertigen......
14
2 Hinweise für den Benutzer Das Lernpaket „Lernfelder Metalltechnik Werkzeugmechanik“ besteht aus den zwei Büchern: ● „Lernfelder Metalltechnik Werkzeugmechanik Fachwissen“ (55090) ● „Lernfelder Metalltechnik Werkzeugmechanik Prozesswissen“ (55100) Das vorliegende Buch „Fachwissen“ enthält Sachinformationen, die notwen- dig sind, um Lernsituationen in den Lernfeldern 5 bis 14 zu bearbeiten. Um diese fachlichen Informationen zusammenhängend darzustellen und die systematische Suche von Informationen zu erleichtern, wurde in diesem Bu- che die Gliederung durchweg nach Lernfeldern und nach Lernfeldbereichen vorgenommen. Einige Bereiche sind lernfeldübergreifend behandelt. Jedes Kapitel wird mit einer Handlungsstruktur eingeleitet, die den Umgang mit dem dargebotenen Lern- stoff näher darstellt. Das zugehörige Buch „Prozesswissen“ unter der Bestellnummer 55100 ist im ersten Teil nach Lernfeldern gegliedert. Hier wird der Umgang mit dem Lern- stoff in den Lernfeldern 5 bis 14 erläutert. In jedem Lernfeld wird zunächst allgemein das Handeln des Fachmannes dar- gestellt und an Beispielen von kompletten Handlungssituationen erläutert. Es folgen zu jeder Handlungssituation Lernsituationen, an denen das selbst- ständige Analysieren, Planen, Ausführen und Bewerten – Letztere nur einge- schränkt – geübt werden kann. Im zweiten Teil des Buches „Prozesswissen“ befinden sich zur Ergänzung, Vertiefung und Übung des Lernstoffs nach Sachgebieten geordnet die Übungsaufgaben, auf die im Buch „Fachwissen“ in den entsprechenden Ka- piteln verwiesen wird. Dem Buch „Prozesswissen“ ist für den Schüler eine DVD mit ergänzenden Inhalten von Fachfirmen und Instituten beigelegt (u. a. mit Normalienkatalogen, Simulationen von Komplettwerkzeugen, Demo-Pro- grammen für die CNC-Bearbeitung und Steuerungstechnik). Unterrichtsbegleitmaterial auf CD-ROM erhält der Lehrer unter der Bestellnummer 55101 mit: – Lösungsbeispielen zu den Lernsituationen, – Lösungen zu den Übungsaufgaben, – didaktischen Hinweisen für den Unterricht, – Vorlagen für Folien bzw. für den Einsatz mit einem Beamer. Lernfeldzuordnung Kapital LF 5 Formgeben von Bauelementen durch spanende Fertigung LF 6 Herstellen technischer Teilsysteme des Werkzeugbaus LF 7 und LF 10 Fertigen mit Computerunterstützung LF 8 Planen und Inbetriebnehmen steuerungstechnischer Systeme LF 9 Herstellen von formgebenden Werkzeugoberflächen LF 11 bis LF 14 Planen, Fertigen und Inbetriebnehmen technsicher Systeme des Formbaues LF 11 bis LF 14 Planen, Fertigen und Inbetriebnehmen technischer Systeme der Stanztechnik LF 11 bis LF 14 Planen, Fertigen und Inbetriebnehmen technischer Syteme der Vorrichtungstechnik Lernfeldübergreifend Prüftechnik, Qualitätsmanagement Lernfeldübergreifend Werkstofftechnik
Transcript of Hinweise für den Benutzer - Lehrmittel für die Aus- und ... · Einspannzapfen aus C45 fertigen......
2
Hinweise für den Benutzer
Das Lernpaket „Lernfelder Metalltechnik Werkzeugmechanik“ besteht aus den zwei Büchern:
● „Lernfelder Metalltechnik Werkzeugmechanik Fachwissen“ (55090)● „Lernfelder Metalltechnik Werkzeugmechanik Prozesswissen“ (55100)
Das vorliegende Buch „Fachwissen“ enthält Sachinformationen, die notwen-dig sind, um Lernsituationen in den Lernfeldern 5 bis 14 zu bearbeiten. Um diese fachlichen Informationen zusammenhängend darzustellen und diesystematische Suche von Informationen zu erleichtern, wurde in diesem Bu-che die Gliederung durchweg nach Lernfeldern und nach Lernfeldbereichenvorgenommen. Einige Bereiche sind lernfeldübergreifend behandelt.
Jedes Kapitel wird mit einer Handlungsstruktur eingeleitet, die den Umgang mit dem dargebotenen Lern-stoff näher darstellt.
Das zugehörige Buch „Prozesswissen“ unter der Bestellnummer 55100 ist imersten Teil nach Lernfeldern gegliedert. Hier wird der Umgang mit dem Lern-stoff in den Lernfeldern 5 bis 14 erläutert. In jedem Lernfeld wird zunächst allgemein das Handeln des Fachmannes dar-gestellt und an Beispielen von kompletten Handlungssituationen erläutert. Esfolgen zu jeder Handlungssituation Lernsituationen, an denen das selbst-ständige Analysieren, Planen, Ausführen und Bewerten – Letztere nur einge-schränkt – geübt werden kann.
Im zweiten Teil des Buches „Prozesswissen“ befinden sich zur Ergänzung,Vertiefung und Übung des Lernstoffs nach Sachgebieten geordnet dieÜbungsaufgaben, auf die im Buch „Fachwissen“ in den entsprechenden Ka-piteln verwiesen wird.
Dem Buch „Prozesswissen“ ist für den Schüler eine DVD mit ergänzenden Inhalten von Fachfirmen undInstituten beigelegt (u. a. mit Normalienkatalogen, Simulationen von Komplettwerkzeugen, Demo-Pro-grammen für die CNC-Bearbeitung und Steuerungstechnik).
Unterrichtsbegleitmaterial auf CD-ROM erhält der Lehrer unter der Bestellnummer 55101 mit:– Lösungsbeispielen zu den Lernsituationen,– Lösungen zu den Übungsaufgaben,– didaktischen Hinweisen für den Unterricht,– Vorlagen für Folien bzw. für den Einsatz mit einem Beamer.
Lernfeldzuordnung Kapital
LF 5 Formgeben von Bauelementen durch spanende Fertigung
LF 6 Herstellen technischer Teilsysteme des Werkzeugbaus
LF 7 und LF 10 Fertigen mit Computerunterstützung
LF 8 Planen und Inbetriebnehmen steuerungstechnischer Systeme
LF 9 Herstellen von formgebenden Werkzeugoberflächen
LF 11 bis LF 14 Planen, Fertigen und Inbetriebnehmen technsicher Systeme des Formbaues
LF 11 bis LF 14 Planen, Fertigen und Inbetriebnehmen technischer Systeme der Stanztechnik
LF 11 bis LF 14 Planen, Fertigen und Inbetriebnehmentechnischer Syteme der Vorrichtungstechnik
Lernfeldübergreifend Prüftechnik, Qualitätsmanagement
Lernfeldübergreifend Werkstofftechnik
10
Haben Sie Anregungen oder Kritikpunkte zu diesem Buch?Dann senden Sie eine E-Mail an [email protected] und Verlag freuen sich auf Ihre Rückmeldung.
www.bildungsverlag1.de
Bildungsverlag EINSSieglarer Straße 2, 53842 Troisdorf
ISBN 978-3-427-55090-7
© Copyright 2008: Bildungsverlag EINS GmbH, TroisdorfDas Werk und seine Teile sind urheberrechtlich geschützt. Jede Nutzung in anderen als den gesetzlich zugelassenen Fällen bedarf der vorherigen schriftlichen Einwilligung des Verlages.Hinweis zu § 52a UrhG: Weder das Werk noch seine Teile dürfen ohne eine solche Einwilligung einge-scannt und in ein Netzwerk eingestellt werden. Dies gilt auch für Intranets von Schulen und sonstigenBildungseinrichtungen.
11
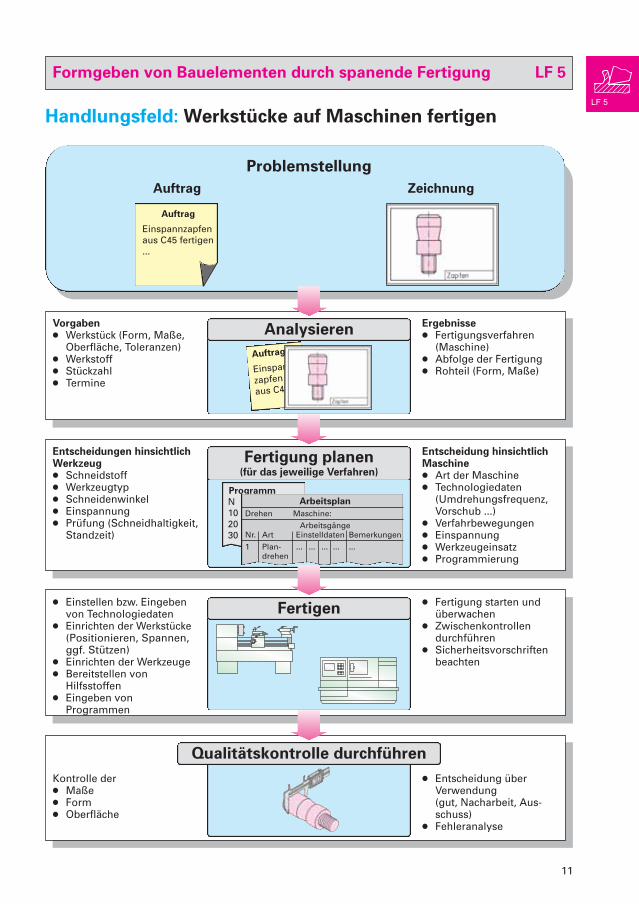
Kontrolle der● Maße● Form● Oberfläche
● Entscheidung überVerwendung(gut, Nacharbeit, Aus-schuss)
● Fehleranalyse
Formgeben von Bauelementen durch spanende Fertigung LF 5
Handlungsfeld: Werkstücke auf Maschinen fertigen
Problemstellung
Auftrag Zeichnung
Vorgaben● Werkstück (Form, Maße,
Oberfläche, Toleranzen)● Werkstoff● Stückzahl● Termine
Ergebnisse● Fertigungsverfahren
(Maschine)● Abfolge der Fertigung● Rohteil (Form, Maße)
Programm
N102030
Entscheidungen hinsichtlichWerkzeug● Schneidstoff● Werkzeugtyp● Schneidenwinkel● Einspannung● Prüfung (Schneidhaltigkeit,
Standzeit)
Entscheidung hinsichtlich Maschine● Art der Maschine● Technologiedaten
(Umdrehungsfrequenz, Vorschub ...)
● Verfahrbewegungen● Einspannung● Werkzeugeinsatz● Programmierung
● Einstellen bzw. Eingebenvon Technologiedaten
● Einrichten der Werkstücke(Positionieren, Spannen,ggf. Stützen)
● Einrichten der Werkzeuge● Bereitstellen von
Hilfsstoffen● Eingeben von
Programmen
● Fertigung starten und überwachen
● Zwischenkontrollen durchführen
● Sicherheitsvorschriften beachten
Arbeitsplan
Drehen Maschine:
ArbeitsgängeNr. Art Einstelldaten Bemerkungen
1 Plan- ... ... ... ... ...drehen
Auftrag
Einspannzapfenaus C45 fertigen...
Auftrag
Einspann-
zapfenaus C45
Analysieren
Fertigung planen(für das jeweilige Verfahren)
Fertigen
Qualitätskontrolle durchführen

51Übungsaufgabe B-1
1 Normalien als Maschinenelemente im Werkzeugbau
1.1 Normalien als „Baukasten“ für den Werkzeugmechaniker
Normalien sind Bauelemente für Formen und Werkzeuge. Diese Bauelemente sind in ihren Ausführun-gen und Eigenschaften vereinheitlicht und typisiert. Normalienhersteller liefern sowohl Bauelemente, dienach DIN oder ISO oder anderen Normen festgelegt sind, als auch Bauelemente bzw. Baugruppen für dieWerksnormen bestehen.Werksgenormte Normalien werden in Anlehnung an offizielle Normen hergestellt und ergänzen das An-gebot für den Werkzeugbau.
für einen Bausatz von Normalien für SpritzgießwerkzeugeBeispiel
Mit Normaliensätzen, den normalisierten Zubehörteilen und den üblichen Normelementen, hat der Kon-strukteur und der Werkzeugmechaniker heute maschinenbauähnliche Möglichkeiten für die Zusammen-stellung individueller Werkzeugaufbauten.
Die Konstruktion und die Fertigung von Werkzeugen werden durch den Einsatz von Normalien wirtschaft-lich. Die standardisierte Konstruktion von Werkzeugen im Baukastenprinzip mithilfe von Datenbanken fürdie CAD-Konstruktion und der Wegfall von vorbereitenden Fertigungsschritten im Werkzeugbau verrin-gern die Produktionszeiten und -kosten.
Mit Normalien und normalisiertem Zubehör konstruiert und baut man Werkzeuge und Formen schnel-ler, preiswerter und risikoloser.
95Übungsaufgabe C-2
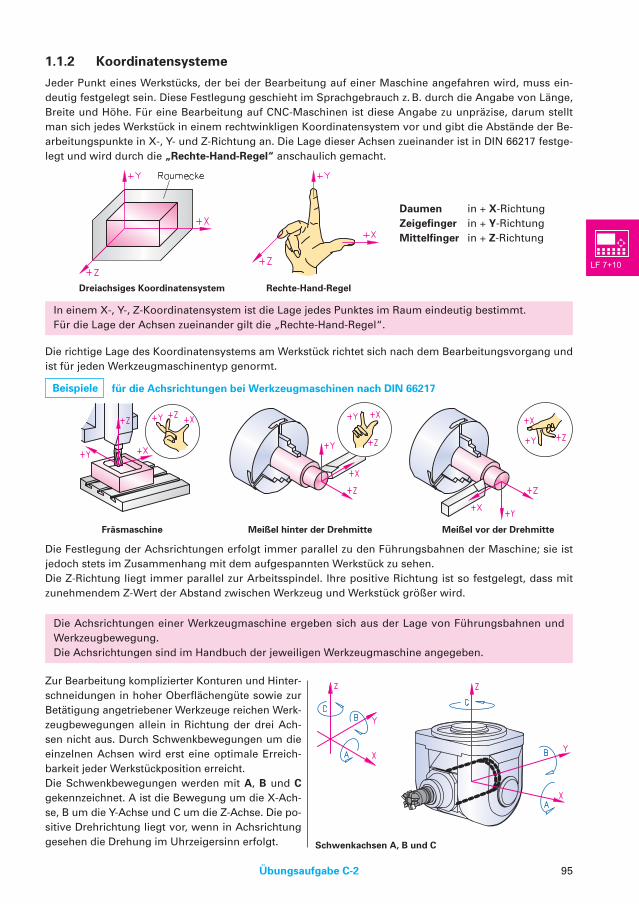
1.1.2 Koordinatensysteme
Jeder Punkt eines Werkstücks, der bei der Bearbeitung auf einer Maschine angefahren wird, muss ein-deutig festgelegt sein. Diese Festlegung geschieht im Sprachgebrauch z. B. durch die Angabe von Länge, Breite und Höhe. Für eine Bearbeitung auf CNC-Maschinen ist diese Angabe zu unpräzise, darum stelltman sich jedes Werkstück in einem rechtwinkligen Koordinatensystem vor und gibt die Abstände der Be-arbeitungspunkte in X-, Y- und Z-Richtung an. Die Lage dieser Achsen zueinander ist in DIN 66217 festge-legt und wird durch die „Rechte-Hand-Regel“ anschaulich gemacht.
Dreiachsiges Koordinatensystem Rechte-Hand-Regel
Die richtige Lage des Koordinatensystems am Werkstück richtet sich nach dem Bearbeitungsvorgang undist für jeden Werkzeugmaschinentyp genormt.
für die Achsrichtungen bei Werkzeugmaschinen nach DIN 66217
Fräsmaschine Meißel hinter der Drehmitte Meißel vor der Drehmitte
Die Festlegung der Achsrichtungen erfolgt immer parallel zu den Führungsbahnen der Maschine; sie istjedoch stets im Zusammenhang mit dem aufgespannten Werkstück zu sehen. Die Z-Richtung liegt immer parallel zur Arbeitsspindel. Ihre positive Richtung ist so festgelegt, dass mitzunehmendem Z-Wert der Abstand zwischen Werkzeug und Werkstück größer wird.
Zur Bearbeitung komplizierter Konturen und Hinter-schneidungen in hoher Oberflächengüte sowie zurBetätigung angetriebener Werkzeuge reichen Werk-zeugbewegungen allein in Richtung der drei Ach-sen nicht aus. Durch Schwenkbewegungen um dieeinzelnen Achsen wird erst eine optimale Erreich-barkeit jeder Werkstückposition erreicht.Die Schwenkbewegungen werden mit A, B und Cgekennzeichnet. A ist die Bewegung um die X-Ach-se, B um die Y-Achse und C um die Z-Achse. Die po-sitive Drehrichtung liegt vor, wenn in Achsrichtunggesehen die Drehung im Uhrzeigersinn erfolgt.
Beispiele
In einem X-, Y-, Z-Koordinatensystem ist die Lage jedes Punktes im Raum eindeutig bestimmt. Für die Lage der Achsen zueinander gilt die „Rechte-Hand-Regel“.
Daumen in + X-RichtungZeigefinger in + Y-RichtungMittelfinger in + Z-Richtung
Die Achsrichtungen einer Werkzeugmaschine ergeben sich aus der Lage von Führungsbahnen undWerkzeugbewegung. Die Achsrichtungen sind im Handbuch der jeweiligen Werkzeugmaschine angegeben.
Schwenkachsen A, B und C
153Übungsaufgaben D-26 bis D-30
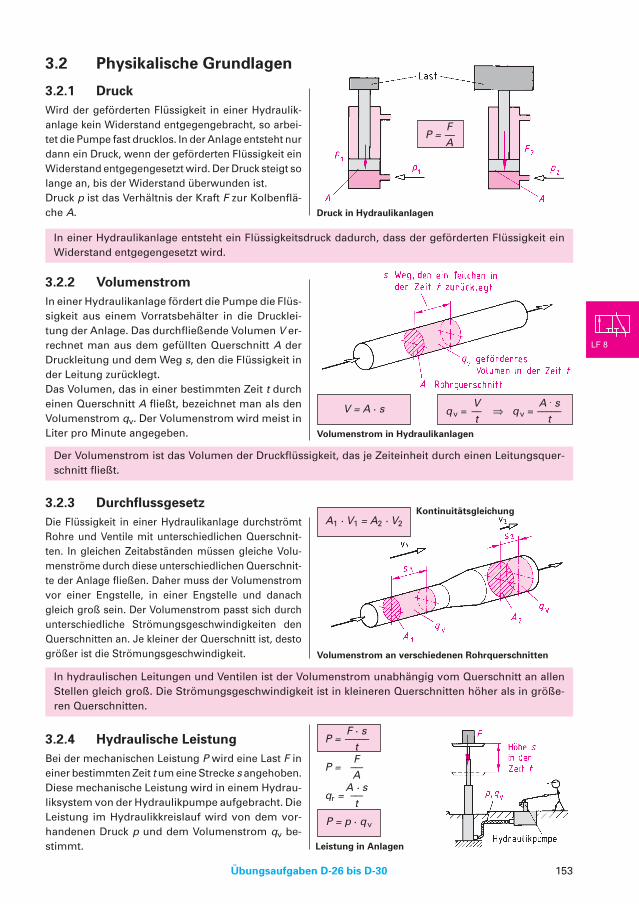
3.2 Physikalische Grundlagen
3.2.1 Druck
Wird der geförderten Flüssigkeit in einer Hydraulik-anlage kein Widerstand entgegengebracht, so arbei-tet die Pumpe fast drucklos. In der Anlage entsteht nurdann ein Druck, wenn der geförderten Flüssigkeit einWiderstand entgegengesetzt wird. Der Druck steigt solange an, bis der Widerstand überwunden ist.Druck p ist das Verhältnis der Kraft F zur Kolbenflä-che A.
3.2.2 Volumenstrom
In einer Hydraulikanlage fördert die Pumpe die Flüs-sigkeit aus einem Vorratsbehälter in die Drucklei-tung der Anlage. Das durchfließende Volumen V er-rechnet man aus dem gefüllten Querschnitt A derDruckleitung und dem Weg s, den die Flüssigkeit inder Leitung zurücklegt.Das Volumen, das in einer bestimmten Zeit t durcheinen Querschnitt A fließt, bezeichnet man als denVolumenstrom qv. Der Volumenstrom wird meist inLiter pro Minute angegeben.
3.2.3 Durchflussgesetz
Die Flüssigkeit in einer Hydraulikanlage durchströmtRohre und Ventile mit unterschiedlichen Querschnit-ten. In gleichen Zeitabständen müssen gleiche Volu-menströme durch diese unterschiedlichen Querschnit-te der Anlage fließen. Daher muss der Volumenstromvor einer Engstelle, in einer Engstelle und danachgleich groß sein. Der Volumenstrom passt sich durchunterschiedliche Strömungsgeschwindigkeiten denQuerschnitten an. Je kleiner der Querschnitt ist, destogrößer ist die Strömungsgeschwindigkeit.
3.2.4 Hydraulische Leistung
Bei der mechanischen Leistung P wird eine Last F ineiner bestimmten Zeit t um eine Strecke s angehoben.Diese mechanische Leistung wird in einem Hydrau-liksystem von der Hydraulikpumpe aufgebracht. DieLeistung im Hydraulikkreislauf wird von dem vor-handenen Druck p und dem Volumenstrom qv be-stimmt.
Druck in Hydraulikanlagen
In einer Hydraulikanlage entsteht ein Flüssigkeitsdruck dadurch, dass der geförderten Flüssigkeit einWiderstand entgegengesetzt wird.
Der Volumenstrom ist das Volumen der Druckflüssigkeit, das je Zeiteinheit durch einen Leitungsquer-schnitt fließt.
In hydraulischen Leitungen und Ventilen ist der Volumenstrom unabhängig vom Querschnitt an allenStellen gleich groß. Die Strömungsgeschwindigkeit ist in kleineren Querschnitten höher als in größe-ren Querschnitten.
Volumenstrom in Hydraulikanlagen
Kontinuitätsgleichung
V = A · s
A1 · V1 = A2 · V2
FP = ––-
AA · s
qr = ––-t
V A . sqv = –– ⇒ qv = –––––
t t
Volumenstrom an verschiedenen Rohrquerschnitten
Leistung in Anlagen
F · sP = –––––
t
P = p · qv
F P = ––
A
190 Übungsaufgaben E-37; E-38; E-39
1.3 Funkenerosives Schneiden
Das funkenerosive Schneiden ist ein formerzeugen-des Verfahren, bei dem ein Draht als Elektrode ein-gesetzt wird. Um den Verschleiß der Drahtelektrodeauszugleichen, wird mithilfe einer Transporteinrich-tung ständig Draht von einer Rolle abgewickelt unddurch den Schnittspalt geführt.Die gewünschte Werkstückform wird durch eineDrahtbewegung erzeugt, die in mehreren Richtun-gen gesteuert werden kann. Dabei entsteht meist einSchnitt, der ein bestimmtes Werkstückvolumen um-schließt. Das umschnittene Werkstückvolumen wirdals Ausfallteil bezeichnet. Als Werkstück kann so-wohl das Ausfallteil als auch das Einspannteil vor-gesehen werden.Ist das Ausfallteil als Werkstück vorgesehen, somuss die Startbohrung zur Drahteinfädelung undder Anschnitt zwischen Startbohrung und Werk-stückkontur im Bereich des Einspannteils liegen.
für die Erzeugung einer Werkstückkontur durch funkenerosives Schneiden
Ein wesentlicher Vorteil des funkenerosiven Schneidens gegenüber dem funkenerosiven Senken ist, dassnicht der gesamte Werkstoff des Einspannteils durch Funkenentladungen abgetragen werden muss, son-dern nur der Werkstoff im Schnittspalt.Durch funkenerosives Schneiden sind Schnittflächen zu erzeugen, die sowohl zylindrisch (parallel) als auchkonisch verlaufen können.
für Werkzeuge mit unterschiedlichen SchnittflächenverläufenBeispiele
Beispiel
Funkenerosives Schneiden
Einspannteil mit Startbohrung und Anschnitt Ausfallteil wird als Schnittstempel benötigt
Das funkenerosive Schneiden ist ein formerzeugendes Verfahren, bei dem die Werkstückform durchdie gesteuerte Bewegung einer Drahtelektrode erzeugt wird. Die dabei entstehende Schnittfläche kannsowohl zylindrisch als auch konisch verlaufen.
Strangpressmatrize Schneidwerkzeug Werkzeugeinsatz(zylindrischer Schnittflächenverlauf) (zylindrischer Schnittflächenverlauf) (konischer Schnittflächenverlauf)
Schneid-platte
227
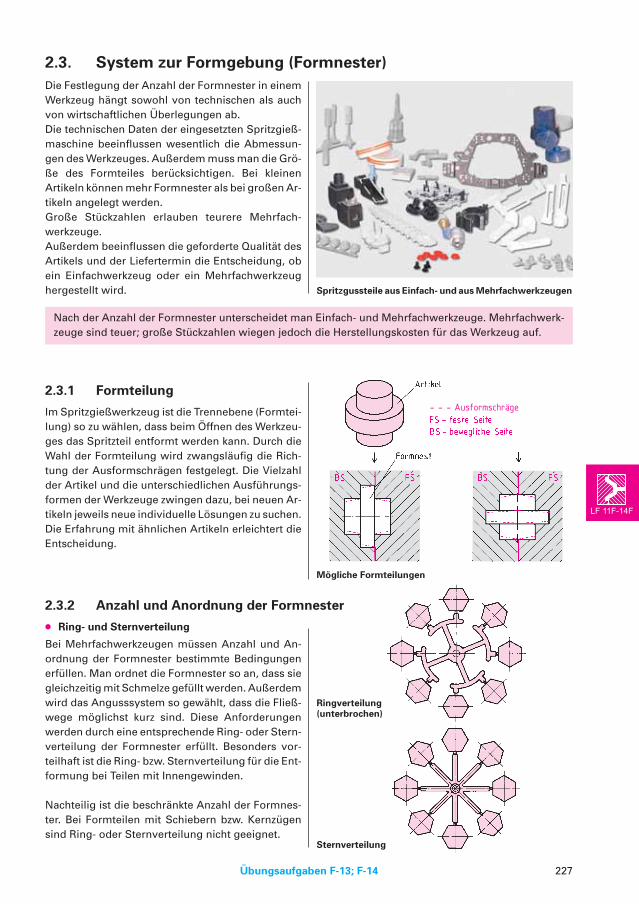
Mögliche Formteilungen
Ringverteilung (unterbrochen)
Sternverteilung
Nach der Anzahl der Formnester unterscheidet man Einfach- und Mehrfachwerkzeuge. Mehrfachwerk-zeuge sind teuer; große Stückzahlen wiegen jedoch die Herstellungskosten für das Werkzeug auf.
- - - Ausformschräge
Spritzgussteile aus Einfach- und aus Mehrfachwerkzeugen
2.3. System zur Formgebung (Formnester)
Die Festlegung der Anzahl der Formnester in einemWerkzeug hängt sowohl von technischen als auchvon wirtschaftlichen Überlegungen ab.Die technischen Daten der eingesetzten Spritzgieß-maschine beeinflussen wesentlich die Abmessun-gen des Werkzeuges. Außerdem muss man die Grö-ße des Formteiles berücksichtigen. Bei kleinenArtikeln können mehr Formnester als bei großen Ar-tikeln angelegt werden.Große Stückzahlen erlauben teurere Mehrfach-werkzeuge.Außerdem beeinflussen die geforderte Qualität desArtikels und der Liefertermin die Entscheidung, obein Einfachwerkzeug oder ein Mehrfachwerkzeughergestellt wird.
2.3.1 Formteilung
Im Spritzgießwerkzeug ist die Trennebene (Formtei-lung) so zu wählen, dass beim Öffnen des Werkzeu-ges das Spritzteil entformt werden kann. Durch dieWahl der Formteilung wird zwangsläufig die Rich-tung der Ausformschrägen festgelegt. Die Vielzahlder Artikel und die unterschiedlichen Ausführungs-formen der Werkzeuge zwingen dazu, bei neuen Ar-tikeln jeweils neue individuelle Lösungen zu suchen.Die Erfahrung mit ähnlichen Artikeln erleichtert dieEntscheidung.
2.3.2 Anzahl und Anordnung der Formnester
● Ring- und Sternverteilung
Bei Mehrfachwerkzeugen müssen Anzahl und An-ordnung der Formnester bestimmte Bedingungenerfüllen. Man ordnet die Formnester so an, dass siegleichzeitig mit Schmelze gefüllt werden. Außerdemwird das Angusssystem so gewählt, dass die Fließ-wege möglichst kurz sind. Diese Anforderungenwerden durch eine entsprechende Ring- oder Stern-verteilung der Formnester erfüllt. Besonders vor-teilhaft ist die Ring- bzw. Sternverteilung für die Ent-formung bei Teilen mit Innengewinden.
Nachteilig ist die beschränkte Anzahl der Formnes-ter. Bei Formteilen mit Schiebern bzw. Kernzügensind Ring- oder Sternverteilung nicht geeignet.
Übungsaufgaben F-13; F-14
236
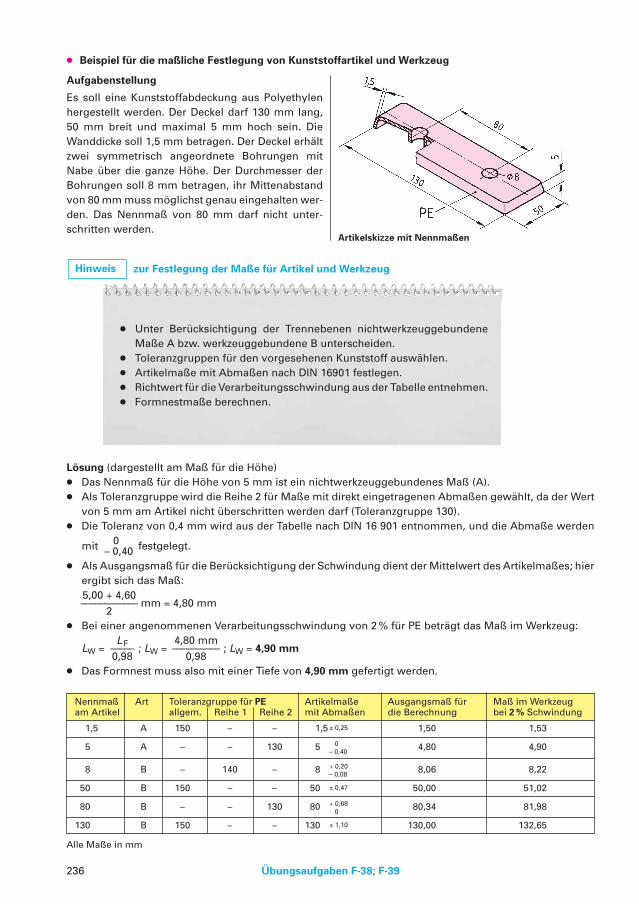
● Beispiel für die maßliche Festlegung von Kunststoffartikel und Werkzeug
Aufgabenstellung
Es soll eine Kunststoffabdeckung aus Polyethylenhergestellt werden. Der Deckel darf 130 mm lang, 50 mm breit und maximal 5 mm hoch sein. DieWanddicke soll 1,5 mm betragen. Der Deckel erhältzwei symmetrisch angeordnete Bohrungen mitNabe über die ganze Höhe. Der Durchmesser derBohrungen soll 8 mm betragen, ihr Mittenabstandvon 80 mm muss möglichst genau eingehalten wer-den. Das Nennmaß von 80 mm darf nicht unter-schritten werden.
zur Festlegung der Maße für Artikel und WerkzeugHinweis
Artikelskizze mit Nennmaßen
● Unter Berücksichtigung der Trennebenen nichtwerkzeuggebundeneMaße A bzw. werkzeuggebundene B unterscheiden.
● Toleranzgruppen für den vorgesehenen Kunststoff auswählen.● Artikelmaße mit Abmaßen nach DIN 16901 festlegen.● Richtwert für die Verarbeitungsschwindung aus der Tabelle entnehmen.● Formnestmaße berechnen.
Lösung (dargestellt am Maß für die Höhe)● Das Nennmaß für die Höhe von 5 mm ist ein nichtwerkzeuggebundenes Maß (A).● Als Toleranzgruppe wird die Reihe 2 für Maße mit direkt eingetragenen Abmaßen gewählt, da der Wert
von 5 mm am Artikel nicht überschritten werden darf (Toleranzgruppe 130).● Die Toleranz von 0,4 mm wird aus der Tabelle nach DIN 16 901 entnommen, und die Abmaße werden
0mit festgelegt.– 0,40● Als Ausgangsmaß für die Berücksichtigung der Schwindung dient der Mittelwert des Artikelmaßes; hier
ergibt sich das Maß:5,00 + 4,60–––––––––––– mm = 4,80 mm
2 ● Bei einer angenommenen Verarbeitungsschwindung von 2 % für PE beträgt das Maß im Werkzeug:
LF 4,80 mmLW = ––––– ; LW = –––––––––– ; LW = 4,90 mm
0,98 0,98● Das Formnest muss also mit einer Tiefe von 4,90 mm gefertigt werden.
Nennmaß Art Toleranzgruppe für PE Artikelmaße Ausgangsmaß für Maß im Werkzeug am Artikel allgem. Reihe 1 Reihe 2 mit Abmaßen die Berechnung bei 2 % Schwindung
1,5 A 150 – – 1,5 ± 0,25 1,50 1,53
05 A – – 130 5 4,80 4,90– 0,40
+ 0,208 B – 140 – 8 8,06 8,22– 0,08
50 B 150 – – 50 ± 0,47 50,00 51,02
+ 0,6880 B – – 130 80 80,34 81,980
130 B 150 – – 130 ± 1,10 130,00 132,65
Alle Maße in mm
Übungsaufgaben F-38; F-39
344
2.3.3 Federelemente im Werkzeugbau
In Stanz- und Umformwerkzeugen werden Federn eingebaut. Sie dienen u. a. dazu Niederhalter abzufe-dern, Ausstoßer und Abhebestifte zu betätigen und Werkstücke auszwerfen.Zu diesen Aufgaben werden Schraubendruckfedern, Tellerfedern, Elastomerfedern und Gasdruckfedern ein-gesetzt.
● Grundlagen
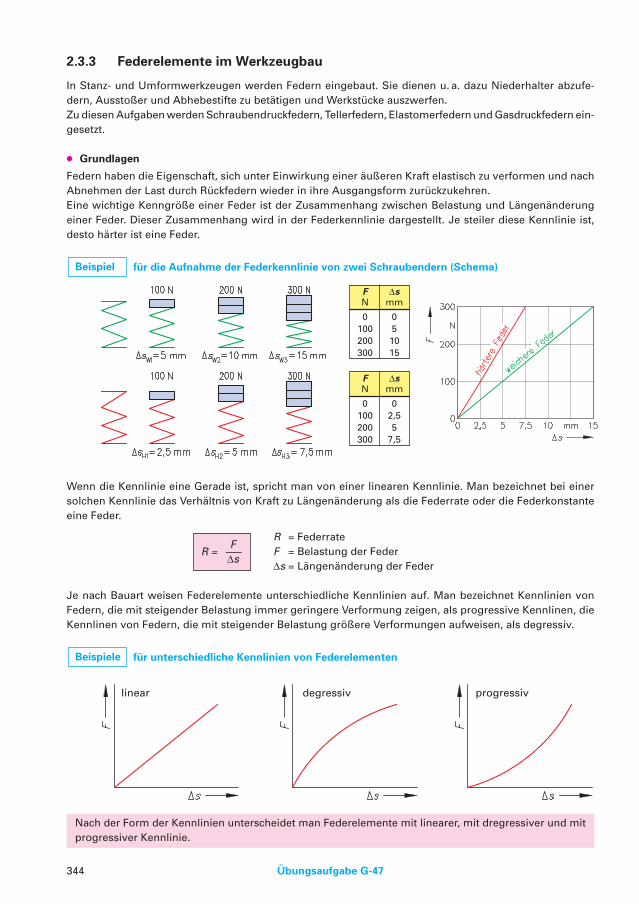
Federn haben die Eigenschaft, sich unter Einwirkung einer äußeren Kraft elastisch zu verformen und nachAbnehmen der Last durch Rückfedern wieder in ihre Ausgangsform zurückzukehren.Eine wichtige Kenngröße einer Feder ist der Zusammenhang zwischen Belastung und Längenänderungeiner Feder. Dieser Zusammenhang wird in der Federkennlinie dargestellt. Je steiler diese Kennlinie ist,desto härter ist eine Feder.
für die Aufnahme der Federkennlinie von zwei Schraubendern (Schema)Beispiel
Wenn die Kennlinie eine Gerade ist, spricht man von einer linearen Kennlinie. Man bezeichnet bei einersolchen Kennlinie das Verhältnis von Kraft zu Längenänderung als die Federrate oder die Federkonstanteeine Feder.
R = FederrateF = Belastung der FederΔs = Längenänderung der Feder
Je nach Bauart weisen Federelemente unterschiedliche Kennlinien auf. Man bezeichnet Kennlinien vonFedern, die mit steigender Belastung immer geringere Verformung zeigen, als progressive Kennlinen, dieKennlinen von Federn, die mit steigender Belastung größere Verformungen aufweisen, als degressiv.
für unterschiedliche Kennlinien von FederelementenBeispiele
FR = –––
Δs
Nach der Form der Kennlinien unterscheidet man Federelemente mit linearer, mit dregressiver und mitprogressiver Kennlinie.
FN
0100200300
Δsmm
05
1015
FN
0100200300
Δsmm
02,55
7,5
linear degressiv progressiv
Übungsaufgabe G-47
356
3 Werkzeuge zum Biegeumformen
Durch Biegeumformen werden aus Blechen, Bändern und Profilen (z.B. Rohren) abgewinkelte oder ring-förmige Werkstücke erzeugt. Die plastische Umformung wird dabei durch eine Biegebeanspruchung er-zeugt.
3.1 Grundlagen der Biegeumformung
3.1.1 Werkstoffverhalten beim Biegen
Trifft das Biegewerkzeug auf das eingelegte Werkstück auf, so wird es auf Biegung beansprucht. Im Quer-schnitt des Biegeteiles treten zwei unterschiedliche Formänderungen auf.
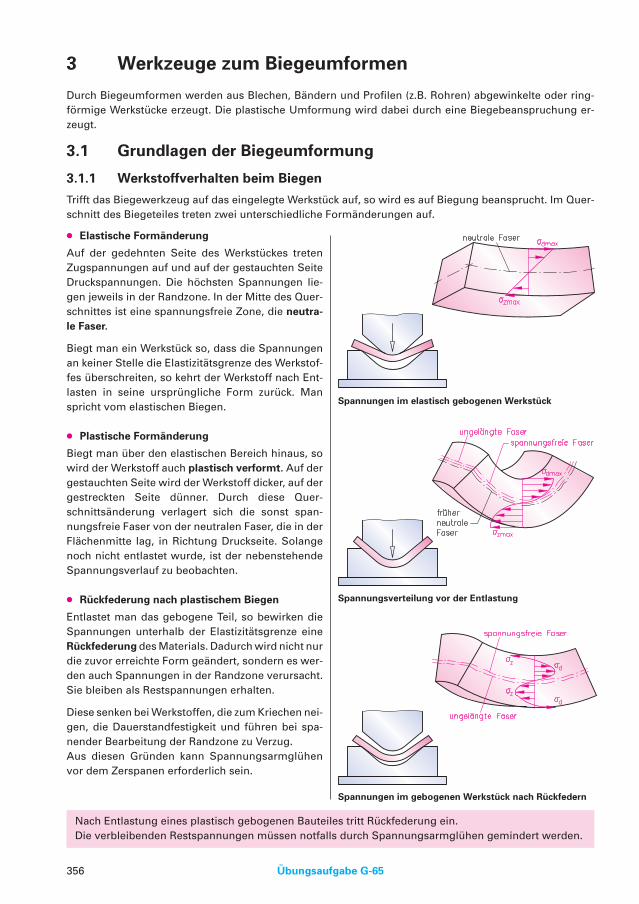
● Elastische Formänderung
Auf der gedehnten Seite des Werkstückes tretenZugspannungen auf und auf der gestauchten SeiteDruckspannungen. Die höchsten Spannungen lie-gen jeweils in der Randzone. In der Mitte des Quer-schnittes ist eine spannungsfreie Zone, die neutra-
le Faser.
Biegt man ein Werkstück so, dass die Spannungenan keiner Stelle die Elastizitätsgrenze des Werkstof-fes überschreiten, so kehrt der Werkstoff nach Ent-lasten in seine ursprüngliche Form zurück. Manspricht vom elastischen Biegen.
● Plastische Formänderung
Biegt man über den elastischen Bereich hinaus, sowird der Werkstoff auch plastisch verformt. Auf dergestauchten Seite wird der Werkstoff dicker, auf dergestreckten Seite dünner. Durch diese Quer-schnittsänderung verlagert sich die sonst span-nungsfreie Faser von der neutralen Faser, die in derFlächenmitte lag, in Richtung Druckseite. Solangenoch nicht entlastet wurde, ist der nebenstehendeSpannungsverlauf zu beobachten.
● Rückfederung nach plastischem Biegen
Entlastet man das gebogene Teil, so bewirken dieSpannungen unterhalb der Elastizitätsgrenze eineRückfederung des Materials. Dadurch wird nicht nurdie zuvor erreichte Form geändert, sondern es wer-den auch Spannungen in der Randzone verursacht.Sie bleiben als Restspannungen erhalten.
Diese senken bei Werkstoffen, die zum Kriechen nei-gen, die Dauerstandfestigkeit und führen bei spa-nender Bearbeitung der Randzone zu Verzug.Aus diesen Gründen kann Spannungsarmglühenvor dem Zerspanen erforderlich sein.
Nach Entlastung eines plastisch gebogenen Bauteiles tritt Rückfederung ein.Die verbleibenden Restspannungen müssen notfalls durch Spannungsarmglühen gemindert werden.
Spannungen im elastisch gebogenen Werkstück
Spannungsverteilung vor der Entlastung
Spannungen im gebogenen Werkstück nach Rückfedern
Übungsaufgabe G-65
359
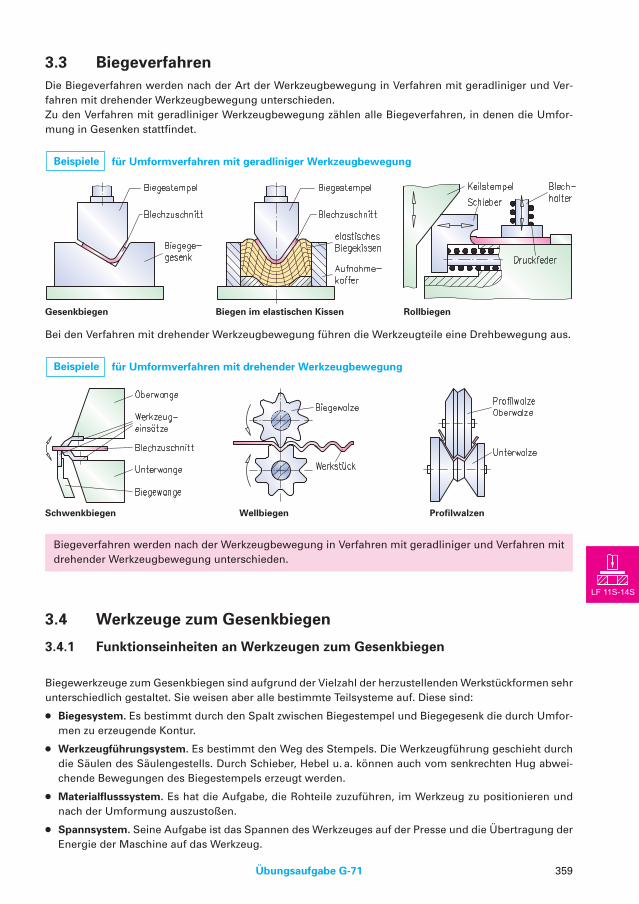
3.3 Biegeverfahren
Die Biegeverfahren werden nach der Art der Werkzeugbewegung in Verfahren mit geradliniger und Ver-fahren mit drehender Werkzeugbewegung unterschieden. Zu den Verfahren mit geradliniger Werkzeugbewegung zählen alle Biegeverfahren, in denen die Umfor-mung in Gesenken stattfindet.
für Umformverfahren mit geradliniger WerkzeugbewegungBeispiele
Bei den Verfahren mit drehender Werkzeugbewegung führen die Werkzeugteile eine Drehbewegung aus.
für Umformverfahren mit drehender WerkzeugbewegungBeispiele
3.4 Werkzeuge zum Gesenkbiegen
3.4.1 Funktionseinheiten an Werkzeugen zum Gesenkbiegen
Biegewerkzeuge zum Gesenkbiegen sind aufgrund der Vielzahl der herzustellenden Werkstückformen sehrunterschiedlich gestaltet. Sie weisen aber alle bestimmte Teilsysteme auf. Diese sind:
● Biegesystem. Es bestimmt durch den Spalt zwischen Biegestempel und Biegegesenk die durch Umfor-men zu erzeugende Kontur.
● Werkzeugführungsystem. Es bestimmt den Weg des Stempels. Die Werkzeugführung geschieht durchdie Säulen des Säulengestells. Durch Schieber, Hebel u. a. können auch vom senkrechten Hug abwei-chende Bewegungen des Biegestempels erzeugt werden.
● Materialflusssystem. Es hat die Aufgabe, die Rohteile zuzuführen, im Werkzeug zu positionieren undnach der Umformung auszustoßen.
● Spannsystem. Seine Aufgabe ist das Spannen des Werkzeuges auf der Presse und die Übertragung derEnergie der Maschine auf das Werkzeug.
Biegeverfahren werden nach der Werkzeugbewegung in Verfahren mit geradliniger und Verfahren mitdrehender Werkzeugbewegung unterschieden.
Gesenkbiegen Biegen im elastischen Kissen Rollbiegen
Schwenkbiegen Wellbiegen Profilwalzen
Übungsaufgabe G-71
404
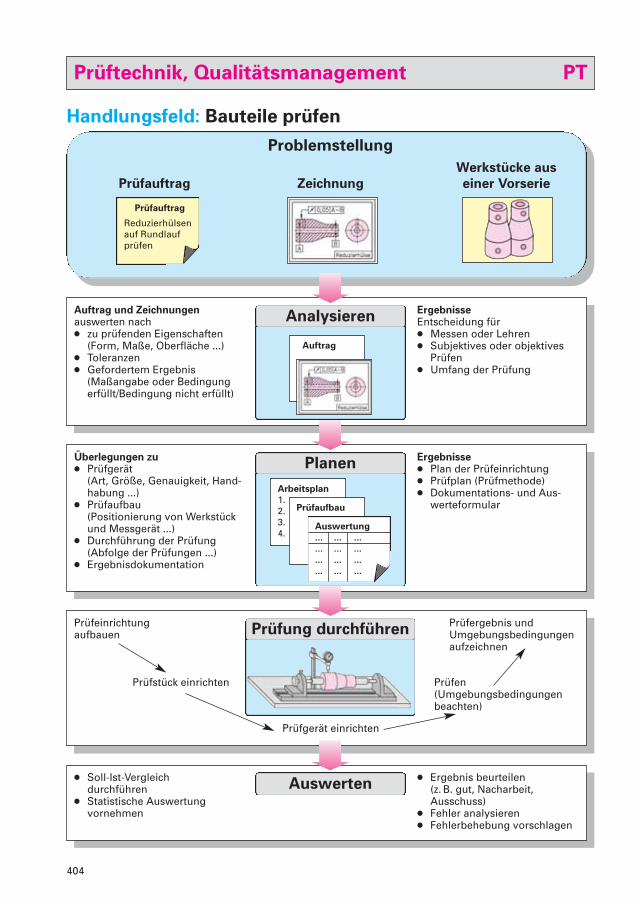
Prüftechnik, Qualitätsmanagement PT
Handlungsfeld: Bauteile prüfen
Problemstellung
Werkstücke aus
Prüfauftrag Zeichnung einer Vorserie
Auftrag
Auftrag und Zeichnungen auswerten nach● zu prüfenden Eigenschaften
(Form, Maße, Oberfläche ...)● Toleranzen● Gefordertem Ergebnis
(Maßangabe oder Bedingungerfüllt/Bedingung nicht erfüllt)
ErgebnisseEntscheidung für● Messen oder Lehren● Subjektives oder objektives
Prüfen● Umfang der Prüfung
Überlegungen zu● Prüfgerät
(Art, Größe, Genauigkeit, Hand-habung ...)
● Prüfaufbau(Positionierung von Werkstückund Messgerät ...)
● Durchführung der Prüfung(Abfolge der Prüfungen ...)
● Ergebnisdokumentation
Ergebnisse● Plan der Prüfeinrichtung● Prüfplan (Prüfmethode)● Dokumentations- und Aus-
werteformular
Prüfeinrichtungaufbauen
Prüfstück einrichten
Prüfgerät einrichten
Prüfergebnis und Umgebungsbedingungen aufzeichnen
Prüfen(Umgebungsbedingungenbeachten)
Auswerten● Soll-Ist-Vergleich
durchführen● Statistische Auswertung
vornehmen
● Ergebnis beurteilen(z. B. gut, Nacharbeit, Ausschuss)
● Fehler analysieren● Fehlerbehebung vorschlagen
Prüfauftrag
Reduzierhülsenauf Rundlaufprüfen
Analysieren
Arbeitsplan
1.2.3.4.
Prüfaufbau
Planen
Auswertung
... ... ...
... ... ...
... ... ...
... ... ...
Prüfung durchführen

441
● Anwendung
Stanzwerkzeuge
Schneidwerkzeuge – mit Ausnahme derSchneideinsätze, Stempel, Schraubenund Stifte – werden aus Aluminiumplat-ten hergestellt. Die Gewichtsersparnisgegenüber Stahl erleichtert nicht nur Her-stellung und Einbau, sondern schont dieMaschinen. Wegen der geringen zu be-wegenden Masse können unter Umstän-den höhere Stückzahlen je Stunde er-reicht werden.
Spritzgießformen
Für Spritzgießformen, in denen nicht schleifend wirkende Werkstoffe gegossen werden, ist Aluminiumebenfalls gut geeignet. Schwieriger ist die Verarbeitung von Kunststoffen mit hohen Anteilen an Ge-steinsmehl, Glasfasern oder anderen abrasiv wirkenen Stoffen. Durch entsprechende Oberflächenbe-handlung sind auch hier größere Serien herstellbar.
Schäumformen
Für Schäumformen eignet sich Aluminium besonders gut, da hier keinerlei Abrieb zu erwarten ist. Es sindnahezu unbegrenzte Stückzahlen aus einer Form zu entnehmen.
Folgeverbund-Stanzwerkzeug aus AlZnMgCu1,5 mit Stahleinsätzen
2.2 Kupfer und Wolframkupfer im Werkzeugbau
Kupfer mit mindestens 99,9 % Cu und etwa bis 0,04 % Sauerstoff, das eine Mindestleitfähigkeit von 57 m/Ωmm2 (Erodierkupfer ECu 57) besitzt, wird zur preiswerten und schnellen Herstellung von Elektroden ver-wendet. Normalienhersteller liefern dieses Material in Form verschiedenster Profile und Gewinde mit undohne Spülkanäle.Gesinterte Gemische aus Wolfram und Kupfer mit 70bis 90 % Wolfram, werden als Wolframkupfer be-zeichnet. Erodierelektroden aus diesem Werkstoffweisen hohe Maßbeständigkeit auf und zeigen niedri-ge Abnutzung im Gebrauch. Sie erlauben ferner ho-he Abtragsraten. Wolframkupfer ist sehr gut mit Hart-metallwerkzeugen zu bearbeiten. Es neigt aber beihohem Schnittdruck zum Ausbrechen. Darum mussbei der Elektrodenherstellung mit hoher Schnittge-schwindigkeit und geringem Vorschub gearbeitetwerden, z. B. vc = 100 m/min, fmax = 0,3 mm.
Bei der Herstellung großer Elektroden wird nur dieäußere Schicht aus Kupfer gefertigt, der Rest be-steht aus unterschiedlichen Trägermaterialien.Durch Umformen werden z. B. Hohlkörper aus Kup-ferblech hergestellt, die die äußere Schicht derElektrode bilden. Eine andere Möglichkeit zur Her-stellung großer Elektroden ist das Galvanoformen.Dabei werden durch Galvanisieren Kupferschichtenmit bestimmter Dicke auf einem Modell aus Kunst-stoff oder Metall erzeugt.
Erodierelektrode und Werkstück
Galvanoformen
Kupferschicht
Gussgestell Laminat
Übungsaufgaben WT-33 bis WT-36









![SAS 670 / 800 Grundlagen der hochfesten Bewehrungstechnik ... · 6 Beton / Concrete C45/55 C45/55 Stahl / Steel Bewehrungsgrad / Reinforcement ratio [%] BSt 500 S 6 SAS 670 18 Stützenquerschnitt](https://static.fdokument.com/doc/165x107/5e0409d9b2cb6345b979049a/sas-670-800-grundlagen-der-hochfesten-bewehrungstechnik-6-beton-concrete.jpg)