
HVG-Mitteilung Nr. 2014 Koch... · Die Systeme haben die Erwartungen hinsichtlich Glasqualität,...
6
HVG-Mitteilung Nr. 2014 2014-1 A.C.T.™ Platinbeschichtungen auf keramischen Trägern M. Koch, Johnson Matthey, Sulzbach/Ts. Vortrag vor dem Fachausschuss II der DGG am 19. März 2002 in Würzburg Einleitung Platin ist ein exzellentes Material für Glashersteller. Mit seinem Schmelzpunkt bei 1769° C ist es resistent gegen Oxidation und stabil in geschmolzenem Glas. Schon lange haben Glas- hersteller Platin-Teile verwendet, die mittels Blechen aus Platin bzw. Platinlegierungen gefertigt wurden. Dabei wurde die Korrosionsresistenz durch die Oberfläche der Platinteile gewährleistet und die Festigkeit durch die Dicke der verwendeten Bleche. Johnson Matthey hat mit der A.C.T. -Platinbeschichtung eine Revolution in der Verwen- dung von Platingruppenmetallen in der Glasindustrie entwickelt. A.C.T.-Beschichtungen bieten die beste Kombination aus den Oberflächeneigenschaften von Platin und der Härte von Keramik. Das macht Beschichtungen kosteneffizienter und haltbarer. Die Beschichtung wird thermisch auf das Keramiksubstrat aufgebracht (Bild 1 und 2). Je nach Anwendung wird das Flammenspritz- oder das Plasmaspritzverfahren verwendet. Durch den Einsatz von Robotern wird die Schichtdicke kontrolliert und eine variable Beschichtungsdicke auf den Bauteilen ermöglicht. Der Schutz von komplexen Formen, auch an der Innenseite, wird ohne Schwachpunkte wie z. B. Schweißnähte erzielt. Standard-Beschichtungsdicken liegen bei 200μm bis 300μm für den Einsatz in Bleiglas oder Borosilicatglas. In den meisten Fällen wird reines Platin verwendet. Bei Einsatztemperaturen über 1450° C werden 10% Rhodium bei- gemischt. Durch die Beschichtung in mehreren Lagen wird das Kornwachstum von Platin beim Einsatz in hohen Temperaturen erheblich vermindert und die Haltbarkeit der beschich- teten Bauteile wird damit erhöht. Aufgrund der permanenten Weiterentwicklung der Techno- logie sind Beschichtungen auf den unterschiedlichsten Keramiksubstraten wie Aluminium- oxid, Zirkonmullit, ZAC-Materialien u.v.m. erfolgreich durchgeführt worden. Auch die Rück- gewinnung des verwendeten Edelmetalls wurde von Anfang an bedacht. Der Rückgewin- nungsanteil bei Blechen und Beschichtungen ist identisch. Bild 1: Beim ACT™-Beschichtungprozess wird das Platin thermisch direkt auf die Keramik aufgesprüht. Bild 2: Handling eines Keramikblocks in die Beschichtungskammer.
Transcript of HVG-Mitteilung Nr. 2014 Koch... · Die Systeme haben die Erwartungen hinsichtlich Glasqualität,...
HVG-Mitteilung Nr. 2014
2014-1
A.C.T.™ Platinbeschichtungen auf keramischen Trägern
M. Koch, Johnson Matthey, Sulzbach/Ts.
Vortrag vor dem Fachausschuss II der DGG am 19. März 2002 in Würzburg
Einleitung
Platin ist ein exzellentes Material für Glashersteller. Mit seinem Schmelzpunkt bei 1769° C ist es resistent gegen Oxidation und stabil in geschmolzenem Glas. Schon lange haben Glas-hersteller Platin-Teile verwendet, die mittels Blechen aus Platin bzw. Platinlegierungen gefertigt wurden. Dabei wurde die Korrosionsresistenz durch die Oberfläche der Platinteile gewährleistet und die Festigkeit durch die Dicke der verwendeten Bleche.
Johnson Matthey hat mit der A.C.T. -Platinbeschichtung eine Revolution in der Verwen-dung von Platingruppenmetallen in der Glasindustrie entwickelt. A.C.T.-Beschichtungen bieten die beste Kombination aus den Oberflächeneigenschaften von Platin und der Härte von Keramik. Das macht Beschichtungen kosteneffizienter und haltbarer. Die Beschichtung wird thermisch auf das Keramiksubstrat aufgebracht (Bild 1 und 2). Je nach Anwendung wird das Flammenspritz- oder das Plasmaspritzverfahren verwendet. Durch den Einsatz von Robotern wird die Schichtdicke kontrolliert und eine variable Beschichtungsdicke auf den Bauteilen ermöglicht. Der Schutz von komplexen Formen, auch an der Innenseite, wird ohne Schwachpunkte wie z. B. Schweißnähte erzielt. Standard-Beschichtungsdicken liegen bei 200µm bis 300µm für den Einsatz in Bleiglas oder Borosilicatglas. In den meisten Fällen wird reines Platin verwendet. Bei Einsatztemperaturen über 1450° C werden 10% Rhodium bei-gemischt. Durch die Beschichtung in mehreren Lagen wird das Kornwachstum von Platin beim Einsatz in hohen Temperaturen erheblich vermindert und die Haltbarkeit der beschich-teten Bauteile wird damit erhöht. Aufgrund der permanenten Weiterentwicklung der Techno-logie sind Beschichtungen auf den unterschiedlichsten Keramiksubstraten wie Aluminium-oxid, Zirkonmullit, ZAC-Materialien u.v.m. erfolgreich durchgeführt worden. Auch die Rück-gewinnung des verwendeten Edelmetalls wurde von Anfang an bedacht. Der Rückgewin-nungsanteil bei Blechen und Beschichtungen ist identisch.
Bild 1: Beim ACT™-Beschichtungprozess wird das Platin thermisch direkt auf die Keramik aufgesprüht.
Bild 2: Handling eines Keramikblocks in die Beschichtungskammer.

A.C.T.™ Platinbeschichtungen auf keramischen Trägern
2014-2
Anwendungsbeispiele
Seit 1993 sind weltweit über 4500 Thermoelemente mit A.C.T. -beschichteten Hülsen zum Einsatz gekommen (Bild 3). Durch die Vermeidung von Schweißnähten werden sehr gute Standzeiten erzielt. Durch die profilierte Beschichtung (dicker an der Glaslinie, dünner dar-über und darunter) wird ein optimaler Schutz bei vermindertem Metalleinsatz erreicht. Durch die Möglichkeit zwischen Voll- und Teilbeschichtungen zu wählen ist der Einsatz von A.C.T.-beschichteten Tropfringen (Bild 4 und 5) auch bei kürzeren Kampagnen kosteneffi-zient. Die Platinschicht verhindert das Abtragen von Keramikpartikeln und verbessert dadurch die Glasqualität, den Glasfluss und die Kontrolle über das Tropfengewicht. Die Kon-trolle über das Tropfengewicht wurde durch die Platinbeschichtung während der gesamten Laufzeit gewährleistet. Auch für Drehrohre (Bild 6) werden Voll- und Teilbeschichtungen angeboten. Die Stabilisierung der unteren Kante ermöglicht eine verbesserte Kontrolle des Glasflusses.
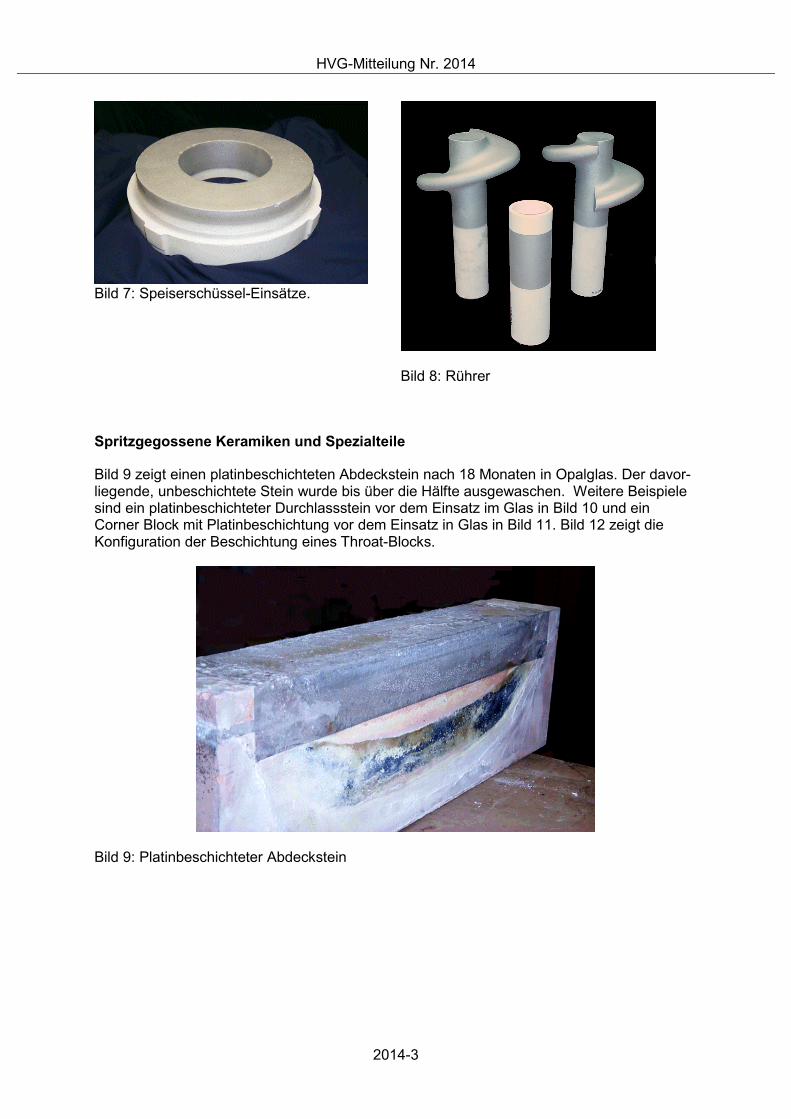
Gerade bei Speiserschüsseln ist häufig eine Rissbildung im Beckenboden zu beklagen. Damit der Auslauf und die Platinbeschichtung von diesen Rissen nicht beeinträchtigt wird, hat Johnson Matthey zusammen mit dem Keramikhersteller PSR einen Einsatz für Speiser-schüsseln entwickelt (Bild 7). Ein mit Blechen nicht zu erreichender perfekter Schutz von komplizierten Geometrien wie im Falle von Rührern (Bild 8) ist mit der Beschichtungstech-nologie problemlos umsetzbar. Die Form wird geschützt und die Rühreffizienz wesentlich verbessert. Schlierenbildung, die durch den Abtrag von Keramikpartikeln entstehen kann, wird vollständig verhindert.
Bild 3: Thermoelemente.
Bild 4: Tropfringe.
Bild 5: Teilbeschichteter Tropfringe nach dem Einsatz.
Bild 6: Drehrohre.
HVG-Mitteilung Nr. 2014
2014-3
Bild 7: Speiserschüssel-Einsätze.
Bild 8: Rührer
Spritzgegossene Keramiken und Spezialteile
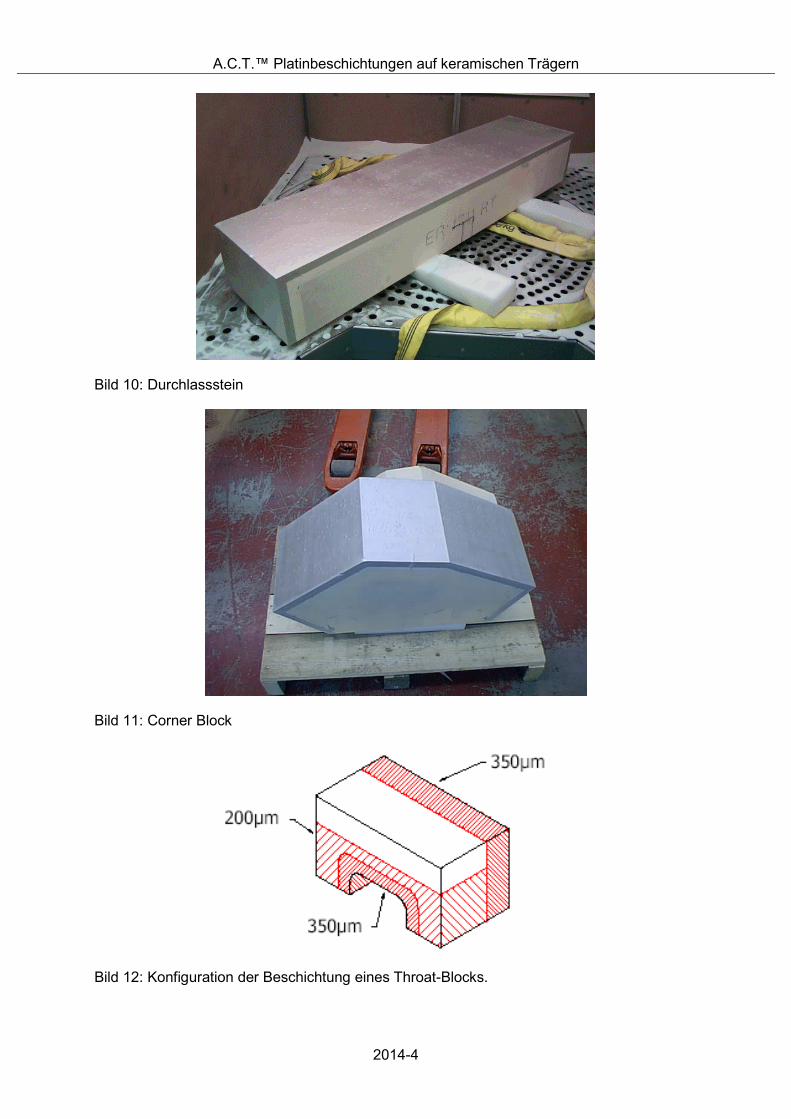
Bild 9 zeigt einen platinbeschichteten Abdeckstein nach 18 Monaten in Opalglas. Der davor-liegende, unbeschichtete Stein wurde bis über die Hälfte ausgewaschen. Weitere Beispiele sind ein platinbeschichteter Durchlassstein vor dem Einsatz im Glas in Bild 10 und ein Corner Block mit Platinbeschichtung vor dem Einsatz in Glas in Bild 11. Bild 12 zeigt die Konfiguration der Beschichtung eines Throat-Blocks.
Bild 9: Platinbeschichteter Abdeckstein
A.C.T.™ Platinbeschichtungen auf keramischen Trägern
2014-4
Bild 10: Durchlassstein
Bild 11: Corner Block
Bild 12: Konfiguration der Beschichtung eines Throat-Blocks.

HVG-Mitteilung Nr. 2014
2014-5
Power Coatings
Johnson Matthey plc und die Eglass Platinum Technology GmbH haben gemeinsam die nächste Generation hochwertiger Produkte für die Glasherstellung entwickelt. Die Power Coatings™ Technologie kombiniert die Effektivität von DHPS® (Direkt beheizte Platin-Sys-teme) mit den Vorteilen von ACT™-Platin-Beschichtungen und erhöht damit die Ausbeute und Qualität der Glasschmelze bei einem Minimum an Kosten. Die DHPS®-Technologie wird für Glas-Konditionierungssysteme verwendet, bei denen traditionell Platinbleche als Wider-stands-Heizelement für das System dienen. Solche Systeme werden üblicherweise für die Herstellung von Glas mit besonders hohen Qualitätsansprüchen im Bezug auf optische Reinheit eingesetzt, z.B. optisches Glas, alkalifreies Borosilicatglas für LCD-Anwendungen oder qualitativ hochwertiges Bleikristallglas. Extrem hohe Betriebstemperaturen sowie die speziellen physikalischen Eigenschaften der Komponenten aus Platinlegierungen begren-zen die Lebensdauer solcher Systeme. Ein Refinerteil für LCD-Gläser muss beispielsweise bei Temperaturen über 1600° C betrieben werden. Ab solchen Temperaturen wird die Struktur von Platinlegierungen bereits weicher. Außerdem wird das Kornwachstum beschleunigt, was zu einer weiteren Festigkeitsminderung des Materials und in der Folge, zu Verunreinigung führen kann. Daher liegt die durchschnittliche Lebensdauer eines LCD-Refi-nerteils bei 1,5 – 2,5 Jahren.
ACT™-Platinbeschichtungen haben bereits bewiesen, dass sie Komponenten aus verschie-denen keramischen Materialien beim Einsatz in sehr unterschiedlichen Gläsern einen effekti-ven Schutz bieten können. Beim ACT™-Beschichtungprozess wird das Platin thermisch direkt auf die Keramik aufgesprüht. Die Platinschicht verbindet sich vollkommen mit der Keramik und macht sie unempfindlich gegen einen korrosiven Angriff durch die Glas-schmelze. Ein Beispiel dafür, dass sich die ACT™-Technologie am Markt weiter durchsetzt, ist die steigende Zahl von Anwendungen bei der Herstellung von hochwertigem Bleikristall-glas. Bei den meisten der weltweit führenden Bleikristallglashersteller haben ACT™-beschichtete Feeder-Kammern inzwischen die traditionellen Ummantelungen abgelöst. Die durchgehend guten Standzeiten und die erheblichen Metalleinsparungen haben ACT™-beschichtete Feeder-Kammern zur führenden Technologie in diesem Markt gemacht.
In einem Power Coatings™-System wird die ACT™-Beschichtung nicht nur als Korrosions-schutz auf der Oberfläche verwendet, sondern auch als Widerstands-Heizelement. Das bie-tet mehrere wesentliche Vorzüge gegenüber herkömmlichen Systemen. Power Coatings™-Refinerteile erhöhen die relativ kurzen Standzeiten der bisher eingesetzten DHPS®-Systeme dadurch, dass die Festigkeit der Keramik zur Stabilisierung genutzt wird.
Keramik ist als Hochtemperaturwerkstoff ideal geeignet für die hohen Temperaturen bei der Glaskonditionierung, vorausgesetzt, man schützt die Keramik vor Korrosion durch eine Pla-tinschicht. Keramikteile können hinsichtlich Festigkeit und Dimensionierung optimal den Erfordernissen angepasst werden. Bei der Verwendung von massiven Platinteilen mussten diesbezüglich oft Kompromisse eingegangen werden, was meistens auf die hohen Material-kosten zurückzuführen war. Platinbeschichtete Systeme sind sehr robust und langlebig. Da die Keramik die mechanische Stabilität des Systems sicherstellt, kann die Stärke der ACT™-Platinschicht darauf beschränkt werden, einen absoluten Korrosionsschutz und die besten Bedingungen als Heizleiter zu bieten. Dadurch wird mit Power Coatings™ eine erhebliche Menge an Edelmetall eingespart.
Die Edelmetallmenge die für ein Power Coatings™-System benötigt wird liegt üblicherweise 25-50% unter der für ein vergleichbares direkt beheiztes System mit herkömmlichen Ummantelungen. Ein direkt beheiztes System mittels Power Coatings™-Technologie bietet auch eine höhere und effizientere Heizleistung. Die dünne ACT™-Platinbeschichtung, anstelle eines relativ dicken Platinblechs, erzeugt einen höheren elektrischen Widerstand im System. Dieser ist für die Heizleistung maßgeblich. Dadurch sind geringere Energiemengen

A.C.T.™ Platinbeschichtungen auf keramischen Trägern
2014-6
erforderlich, bis die gewünschte Glastemperatur erreicht ist. Gleichzeitig wird das Einsatzspektrum des Systems erweitert, da die Energiemenge, die eingespeist werden könnte, ansteigt.
Power Coatings™ für Bleikristallglas und Trinkgläser
Power Coatings™-Feeder-Kammern-Systeme sind seit Anfang 2001 unter Produktionsbe-dingungen im Einsatz Bild 13. Die Systeme haben die Erwartungen hinsichtlich Glasqualität, Temperaturkontrolle, Stabilität des Tropfengewichts, Energieleistung und Edelmetallbedarf weit übertroffen. Erfahrungsgemäß liegt die Lebensdauer der ACT™-beschichteten Feeder-Kammern bei über 4 Jahren.
Bild 13: Feeder-Kammer (Innenansicht) mit Platinschicht nach 18 Monaten im Einsatz.
Power Coatings™ für LCD-Anwendungen
Das Bundesministerium für Wirtschaft und Technologie hat die Forschungs- und Entwick-lungsarbeiten von Eglass zur Herstellung von superdünnen Glasscheiben unterstützt. Ein Schwerpunkt dieses Programms lag in der Entwicklung eines Refinerteils. Eglass und John-son Matthey haben die Ergebnisse dieser Entwicklungsarbeiten mit dem Konzept der Power Coatings™-Technologie und dem Know-how aus anderen Anwendungen verknüpft. Daraus entstand die „Power-Coatings™-Advanced-LCD Glass Refiner Section“, die ihre Produktion Mitte 2002 aufnehmen wird. Momentan werden weitere Produkte für andere Schlüsselberei-che der LCD-Glas-Herstellung als Power Coatings™-Versionen konzipiert.


















