in der Helmholtz-Gemeinschaft NACHRICHTEN
180
Forschungszentrum Karlsruhe in der Helmholtz-Gemeinschaft NACHRICHTEN Jahrgang 34 • 2-3 /2002 Mikrotechnik
Transcript of in der Helmholtz-Gemeinschaft NACHRICHTEN

For
schu
ngsz
entr
um K
arls
ruhe
• N
AC
HR
ICH
TE
N •
Jahr
gang
34
• 2-3
/200
2 • M
ikro
tech
nik
Forschungszentrum Karlsruhein der Helmholtz-Gemeinschaft
NACHRICHTEN
Jahrgang 34 • 2-3/2002
Mikrotechnik

(U2)
Das Bild der „Ameise mit Zahnrad“wurde erstmals 1990 veröffentlicht. Esging um die Welt und ist heute ein Mar-kenzeichen für die mikrotechnischeForschung und Entwicklung im For-schungszentrum Karlsruhe.
Im Inhaltsverzeichnis verwendete Abkürzungen:
MIKRO ProgrammMikrosystemtechnik
IFIA Institut für Instrumentelle Analytik
IPE Institut für Prozessdaten-verarbeitung undElektronik
IMVT Institut fürMikroverfahrenstechnik
IRS Institut fürReaktorsicherheit
IKET Institut fürKern- und Energietechnik
IMT Institut fürMikrostrukturtechnik
IMB Institut für Medizintechnikund Biophysik
IAI Institut für Angewandte Informatik
ISSN 0948-0919
Herausgeber:Forschungszentrum Karlsruhe GmbHPostfach 3640 · D-76021 KarlsruheTelefon-Nr. (07247) 82-0
Redaktion:Dr. Klaus Körting
Redaktionsbeirat:Prof. Dr. Johannes Blümer Dr. Wolfgang Breitung Prof. Dr. Eckhard Dinjus Dr. Jürgen Gspann Dr. Joachim Hoffmann Dr. Heiko Kleykamp Dr. Rolf Krieg Prof. Dr. Ulrich Schurath (Vorsitzender) Dr. Karl-Friedrich Weibezahn
Grafik und Satz:Stolz Grafisches Atelier · Karlsruhe
Layout:Tassilo Schnitzer
Druck:Wilhelm Stober GmbH · Eggenstein
Nachdruck mit Genehmigung des Forschungszentrums Karlsruhe GmbH unter Nennung der Gesellschaft und des Autors gestattet. Beleg erbeten.
Die NACHRICHTEN können kostenlos über die Hauptabteilung Bibliothek und Medien des Forschungszentrums bezogen werden.
Printed in the Federal Republic of Germany
Gedruckt auf chlorfrei gebleichtem Papier

1
Inhalt / Contents
85
(85)
Status und Perspektiven des Programms Mikrosystemtechnik (MIKRO) 93
Status and Perspectives of the Microsystem Technologies Program
P. Bley, MIKRO
Ortung und Erkennung von Gasquellen mit elektronischer Nase 103
Localization and Recognition of Gas Sources with an Electronic Nose
W. Andlauer, M. Harms, R. Körber, J. Goschnick, IFIA
Elektronische Nasen für industrielle Hochleistungsanwendungen 112
Electronic Noses for Industrial High Performance Applications
M. Rapp, A. Voigt, IFIA; V. Hartmann, IPE
Electronic noses are able to contribute for several automatic controlling and monitoringtasks for industrial production. Preconditions are a high reliability, robustness, sensitivity andselectivity of the related instruments. These demands can be fulfilled by chemical microsensors, based on polymer coated surface acoustic wave (SAW) devices. At the IFIA suchinstruments have been developed using an array of eight SAW micro sensors with differentpolymer coatings, respectively. At the IPE a software for data analysis have been developedusing methods of signal pattern recognition. In this report the system itself, recentapplications and the actual state of development is described.
The Karlsruhe Micronose KAMINA has shown its efficiency as an instrument meant forlocalization of gas sources in several forms of application. Gas sources the size of 1 cm onlycould be easily detected using a capillary probe. With the aid of an insertion probe, the depthresolved spread of volatile soil contaminants could be rapidly localized. For investigatinglarger areas a so-called ‘mapping’ of the gas emissions is under development, with theKAMINA mounted on a zeppelin. LENA the radio-controlled airship with the electronic noseKAMINA on board, is further equipped with a GPS system for positioning and a videocamera for identifying objects. Localization and gas analytical differentiation betweendifferent passive gas sources could be realized during tests in a hall with the zeppelin flying30 cm above the ground and at a resolution of approx. 1 m. An active source with a methaneemission of 8 l/min could still be localized at a zeppelin speed of some km/h, which meansthat raster flights over larger areas are not expected to be too time consuming.
Twelve Institutes have joined forces in a Microsystem Technologies Program. The program,with about 230 staff members, concentrates on the development of selected strategic areas:electronic noses, micro process engineering, micro-optics, micro fluidics, and componentsfor life sciences. To accelerate the transfer into practical results, we established an industrialforum for microfabrication technologies (FIF) and a center for materials for microtechnology(ZWM). This contribution gives an overview of the Program’s status and its perspectives. Inaddition the Program’s structure as well as the interaction between the individualtechnologies and applications are described.

(86)
86
Metallische Mikrostrukturapparate – neue Wege in der Verfahrenstechnik 119
Metal Microstructured Devices – New Ways in Process Engineering
K. Schubert, IMVT
Experimentelle und numerische Untersuchungen von Strömungsvorgängen 129und Wärmetransport in Mikrowärmetauschern
Experimental and Numeric Investigations on Flow Regimes and Heat Transfer in Micro Heat Exchangers
V. Heinzel, U. Imke, H. Sauter, IRS
Strömungs- und Transportprozesse in Mikrokanälen 137
Flow and Transport Phenomena in Micro Channels
P. Ehrhard, I. Meisel, IKET
We discuss the theoretical treatment of flow and transport in micro channels, based oncontinuum theory. Criteria for the validity of the continuum assumption are summarised, bothfor gas flow and for liquid flow. Based on a dimensional analysis, we outline the relativeimportance of various effects in micro channels in comparison with macro channels. As anexample for the modelling of liquid micro flows, the application of electrical forces within anelectrically-excited micro mixer is engaged.
Micro structured devices for Process Intensification are being introduced in a rapidlyspreading number of applications, so that components as heat exchangers for exampleneed continuously to be upgraded. Therefore, a deep understanding of the flowcharacteristics inside the device becomes unavoidable. In this contribution, an experimentalas well as a numeric approach to characterize and possibly quantify the fluidic parametersis presented.
Metal microstructured devices have been developed for use in chemical and thermalprocess engineering which are characterized by technically relevant flow rates and heattransfer rates exceeding those of conventional devices by orders of magnitude. The highdevelopment potential was illustrated by examples. Manufacturing was further improved forfuture transfer to industry. Wide areas of use are covered by standard designs. Computerprograms are applied to simulate thermal processes. Regarding heterogeneously catalyzedgas-phase reactions, new methods have been developed for subsequent coating ofmicrochannels with surface-increasing, catalytically active layers. A kit of standard designshas been composed. Its modules may be combined flexibly to meet industrial requirements.

87
(87)
Keramische Reaktoren für den Einsatz in der Mikroreaktionstechnik 143
Ceramic Reactors for Use in Microreaction Engineering
R. Knitter, D. Göhring, P. Risthaus, IMF
Mikro-Optik: Querschnitts-Technologie für die Telekommunikation 153und Sensorik
Micro-Optics: Enabling Technology for Telecommunication and Sensors
U. Wallrabe, H. Dittrich, U. Hollenbach, P. Krippner, A. Last, J. Mohr, A. Ruzzu, IMT; W. Zißler, Spinner GmbH; T. Oka, Mitsubishi Electric Co.
Mikroabformung in Kunststoff – von der Machbarkeitsstudie zur Vorserienfertigung 160
Micromolding in Plastics – from Feasibility Studies to the Manufacture of Preliminary Series
V. Piotter, T. Hanemann, K. Müller, R. Ruprecht, IMF; H. Dittrich, M. Heckele, M. Worgull, IMT
Three different kinds of micromolding technologies well suitable for the manufacturing ofmicro parts made of polymeric materials, i.e. UV-reaction molding, hot embossing, andmicro injection molding, are explained. The technical description does not reveal thedifferences so much as the similarities. The latter ones lead to the opportunity of applying thethree processes in a row from the development of prototypes over medium scale to largescale series production.
As optical telecommunication and micro optical sensors enter the consumer market a costeffective fabrication becomes more and more important. With on-going miniaturization andhigher integration the field of micro optics provides an enabling technology for both. In orderto achieve a significant cost reduction a modular fabrication concept for micro opticalsystems is presented. The two basic modules are: A micro optical base plate with an opticalbench and an electro optical base plate with diodes and lasers. Four examples fromtelecommunication and sensor technology fabricated by this modular concept arediscussed.
Ceramic microreactors can be used for applications that cannot be covered by metallic orpolymer systems, because of their special material properties like their high thermal andchemical resistance. However, the application of ceramic microcomponents often fails dueto the time-consuming and costly manufacturing of components with patterning details in thesubmillimeter range. Modular ceramic microreactors, developed and fabricated by a rapidprototyping process chain, were by now used to investigate two heterogeneously catalyzedgas-phase reactions.

88
(88)
Preisgünstige Mikrofluidik aus Plastik 169
Low-Cost Micro Fluidics from Polymers
W.K. Schomburg, IMT
Wie sich Proteine selbst verraten: Neue Konzepte zum Proteinnachweis 175
How Proteins Betray Themselves: New Concepts in Protein Detection
M. Kautt, MIKRO; J. Reichert, W. Hoffmann, M. Strasser, M. Rapp, A.Voigt, K. Länge, IFIA; K.-F. Weibezahn, E. Gottwald, IMB
Die Vision des schrumpfenden Labors: 183Mikrofluidische Lösungen für analytische Anwendungen in den Life Sciences
Vision of the Shrinking Laboratory: Microfluidic Solutions for Analytical Appliances in Life Sciences
M. Kautt, MIKRO; S. Halstenberg, IAI; D. Moss, FGS; A. Guber, D. Herrmann, A. Muslija, IMT
The miniaturization of analytical systems leads to analytical performance due to theshrinking of typical geometric dimensions. Benefits are for example low dead volumes, lessconsumption of reagents and even a better separation due to a higher number of theoreticalplates. Especially microfluidic structures and devices allow to build up new bench topanalytical systems and diagnostic tools. But enhancing analytical power often comestogether with higher complexity which means that there is also a growing need for predictionand simulation of fluidic behaviour. Examples are discussed for efficient modelling tools andnew microfluidic systems, preferably made out of polymers.
The entirely sequenced human genome promises faster diagnostics, more effectivepharmaceutical substances and better therapeutics. To reach these goals it will be an evenlonger way than sequencing the human genome was. A key position is held by newanalytical methods for the detection of proteins. One of the main issues is that thesetechniques will work without any modification of the proteins themselves and will be able touse intrinsic properties for detection. In the present paper we present new ways of detectingproteins directly in aqueous solution. Furthermore we describe a powerful tool for on line andreal time interaction analysis.
Micro fluidic components such as pumps, valves, sensors for pressure and flow, andcapillary systems for chemical, biological, and medical analysis open up new opportunitiesboth in engineering and medicine. Besides reliability and performance, low-cost productionof micro fluidic components is a crucial issue. This can be achieved by micro molding ofthermoplastic polymers if certain key technologies including bonding of microcomponentsfrom polymers and mounting of thin-film wires and electrical contacts are available. Thereport describes some of these technologies and some applications.

89
(89)
Lithographische Verfahren zur Mustererzeugung in der Mikrosystemtechnik 190
Lithographic Techniques for Pattern Definition in MEMS
J. Schulz, D. Maas, J. Mohr, IMT
Herstellung metallischer Mikrobauteile unter Einsatz verlorener Kunststoffformen 198
Manufacturing of Metal Microparts Using Lost Plastic Molds
G. Baumeister, N. Holstein, V. Piotter, R. Ruprecht, G. Schanz, IMF; M. Guttmann, F. Winkler, IMT; A. Häfele, Freiburger Materialforschungszentrum
Mikromaterialbearbeitung durch spanabhebende und lasergestützte Verfahren 210
Micromachining of Materials via Microcutting and Laser-Assisted Techniques
W. Pfleging, IMF; Th. Schaller, IMVT
This contribution gives an actual scientific and technological overview on micro-patterningtechniques such as microcutting (milling, turning, slotting, drilling) and laser-assistedtechnologies (drilling, cutting, welding, ablation). New applications of microsystemtechnologies will be presented including the important combination of manufacturingtechnologies. Typical products are made for microreaction technologies, biotechnology orlife sciences: Micro heat-exchanger for thermal and chemical operations in processengineering, capillary-electrophoresis chips for bio-analytic and bio-reactors for three-dimensional cell cultures. Actual trends and new process technologies will be presented aswell as new technical approaches.
Three-dimensional microparts of metals are manufactured by different MicrofabricationTechnologies. Their success in microsystem technologies will be determined by therealization of process technologies compatible for economic middle and large scale seriesproduction for metal microparts. Besides others micro electroforming and micro investmentcasting are under development for this aim. Both processes use a microstructured lostplastic mold, manufactured usually by established micro injection molding. The processsequences, some advantages of both processes and achieved properties of microparts frommetals or alloys are presented in this article.
FZK’s Institute for Microstructure Technology makes use of various lithographic techniquesto perform research and development for applicable microsystems. The article focuses onlithography in general and on UV-, E-Beam- and x-Ray-Lithography as IMT’s competence.

90
(90)
Keramische Mikrostrukturen – vom Material zum Mikroteil 221
Ceramic Microstructuring – from Material to Microparts
H.-J. Ritzhaupt-Kleissl, J.R. Binder, E. Klose, J. Haußelt, IMF
Pulverspritzgießen keramischer Mikrobauteile – Entwicklung von 229Prototypen- und Massenfertigungsverfahren
Powder Injection Molding of Ceramic Microparts – Development of Manufacturing Processes for Prototypes and Mass Products
W. Bauer, R. Knitter, V. Piotter, R. Ruprecht, IMF
Materialforschung für die Mikrosystemtechnik 236
Materials Research in Microsystems Technology
K.-H. Zum Gahr, IMF
Materials contribute crucially to the performance and service life of microcomponents andhence to the success of microsystems. Extreme miniaturization and the resulting high ratioof surface to volume are the cause that conventional values of properties of materials are nolonger valid in micro- or submicrometer dimensions. The structure of materials and hencethe properties of components depend strongly on process technology. Examples are givenof materials research in the fields of materials development and processing, micro-structuring and -modification as well as micro-testing and simulation.
The essential requirement for an industrial acceptance of Microsystems is not only thetechnical feasibility of systems made of suitable materials but above all the possibility of aneconomic manufacturing of microparts. At the Institute for Materials Research III thepotential of powder injection molding has been investigated with the purpose to extend thistechnique down to the micron range. Two variants of powder injection molding, the high-pressure and the low-pressure ceramic injection molding, are available that cover the wholerange of lot sizes from prototypes to series production of ceramic micro parts.
One of the main disadvantages, especially in microtechnology is the inevitable shrinkage ofceramic components of about 15% to 20% linear shrinkage during sintering. By use of areaction-bonded, ZrSiO4-based oxide ceramic it is possible to produce net-shape ceramiccomponents with high accuracy. As these materials can be mechanically shaped in thegreen state as well as formed by micro-injection moulding they offer an interesting spectrumof applications.

91
(91)
Von der Aufbau- und Verbindungstechnik zum Mikrosystem 247
From Packaging to Microsystems
T. Blank, H. Gemmeke, IPE
Simulation, Wissensmanagement, Digitale Bildverarbeitung und 253Montagetechnologien – wichtige Werkzeuge für die flexible Produktion von Mikrosystemen
Simulation, Knowledge Management, Digital Image Processing Techniques and Assembly Techniques – Important Tools for the Flexible Production of Microsystems
M. Dickerhof, U. Gengenbach, B. Köhler, I. Sieber, IAI
The quick and economical realization of Microsystems requires – especially for small andmedium series production – flexible tools at each phase of the development and productionprocess. Computer aided simulation tools can be used very efficiently already during thedesign phase of a product. Flexible gripping and feeding systems as well as suitable imageprocessing techniques are important components for automated micro assembly.Knowledge Management Systems can be used to collect and to provide interdisciplinaryknowledge at each step of the development and the production process.
Microsystems usually comprise of micro-mechanical, optical or chemical components aswell as intelligent control electronics. The electronics together with the micro component areoften part of a bigger system and are therefore called “Embedded System”. Typical forembedded systems are programmable electronic components such as FPGAs (fieldprogrammable gate arrays) or micro-controllers. The article describes two examples on howsensor packages can take over system functionality and the way they are integrated inembedded systems. One example is a micro mechanical vibration sensor, another is amicro-chemical gas sensor.

Im Jahre 1992 wurden alle imForschungszentrum laufendenAktivitäten zur Mikrosystemtech-nik in einem Projekt bzw. Pro-gramm Mikrosystemtechnik zu-sammengefasst. Über den Standder Arbeiten wurde in regelmäßigsattfindenden Statuskolloquienberichtet [1-4]. In diesem Heft derNachrichten sind neueste Ergeb-nisse der Forschungs- und Ent-wicklungsarbeiten aus dem Be-reich der Technologien und derenAnwendungen zusammenge-stellt. Der erste Beitrag diesesHeftes zeigt den Status des Pro-gramms und seine mittel- undlangfristigen Perspektiven auf.Dazu wird die Struktur des Pro-gramms sowie die Einordnungund vielfältige Verknüpfung derunterschiedlichen Arbeiten be-schrieben.
Ein wesentliches Ziel des Pro-gramms Mikrosystemtechnik istes, die Durchgängigkeit der Ar-beiten von einer längerfristig an-gelegten Vorlaufforschung überdie angewandte Forschung biszur industriellen Anwendung si-cherzustellen. Dabei orientierensich auch längerfristige For-schungsarbeiten an Themen mithohem industriellen Bedarf, in de-nen die Kernkompetenzen desProgramms bei der Entwicklungmikrotechnischer Komponentenaus Kunststoffen, Metallen undKeramiken voll zum Tragen kom-men. Das Programm Mikrosy-stemtechnik hat aber auch dasZiel, einen wesentlichen Beitrag
zur möglichst schnellen und weit-reichenden Verbreitung der Mi-krosystemtechnik zu leisten.
In diesem Programm sind daherArbeiten mit unterschiedlichenZeithorizonten enthalten: Einer-seits längerfristige Entwicklungs-arbeiten im Rahmen einer wis-senschaftlich anspruchsvollenund interdisziplinären Grundla-gen- und Vorlaufforschung, ande-rerseits Kooperationen mit der In-dustrie zur kurzfristigen Umset-zung der bisher erreichten Ergeb-nisse in marktfähige Produkte.
Um seine Strategie klarer zu ver-deutlichen und noch zielorientier-ter durchführen zu können, hat
das Programm Mikrosystemtech-nik sein FuE-Programm 2002 neustrukturiert. Die Basis der Mikro-systemtechnik im Forschungs-zentrum bildet dabei der Bereich„Fertigungstechnologien und Ma-terialien“. Dabei hat sich das For-schungszentrum auf Mikrosyste-me konzentriert, deren funktions-tragende Strukturen aus Kunst-stoffen, Metallen oder Keramikenbestehen. Die in diesem „Techno-logiebereich“ erarbeiteten Kennt-nisse werden im Bereich „Anwen-dungen und Visionen“ umgesetzt.Die beiden Bereiche gliedern sichjeweils in vier FuE-Arbeits-themen.
Abb. 1 stellt für das ProgrammMikrosystemtechnik die Verknüp-fung der beiden Bereiche sowieder acht Arbeitsthemen und ihrerAusrichtung dar.
Struktur des FuE-Programms
Zielsetzung desProgrammsMikrosystemtechnik
Einleitung
93
(93)
Status und Perspektiven des ProgrammsMikrosystemtechnik (MIKRO)P. Bley, MIKRO
NACHRICHTEN - Forschungszentrum Karlsruhe Jahrg. 34 2-3/2002 S. 93-102
Abb. 1: Arbeitsthemen des Programms Mikrosystemtechnik mit ihrer Ver-knüpfung und Ausrichtung.
Industrie & MarktIndustrie & Markt
Primäre Strukturierung
Materialentwicklung & Formgebung
Replikationstechniken
Systemaufbau
Fertigungstechnologien und Materialienfür Kunststoffe, Metalle, Keramiken
Anwendungen & Visionen
Industrie & MarktIndustrie & Markt
Elektronische Nasen
Umsetzung
Anwendung
Anforderung
Anforderung
Mikrooptik
Mikroverfahrenstechnik
Mikrofluidik & Protein-Analytik

Der Bereich „Fertigungstechnolo-gien und Materialien“ ist in die Ar-beitsthemen „Primäre Strukturie-rung“, „Replikationstechniken“,„Materialentwicklung und Formge-bung“ sowie „Systemtechniken“gegliedert. Diese Arbeitsthemenstellen die Basistechnologien desProgramms Mikrosystemtechnikdar. Der Bereich „Anwendungenund Visionen“ umfasst „Elek-tronische Nasen“, „Mikroverfah-renstechnik“, „Mikrooptik“ sowie„Proteinanalytik und Mikrofluidik“.
Die Verknüpfung der beiden Be-reiche ist sehr eng: Die Ferti-gungstechnologien und Materiali-en dienen einerseits als Techno-logiebasis für die Anwendungenund Visionen. Andererseits orien-tieren sich die Entwicklungsarbei-ten für diese Fertigungstechnolo-gien und für die Materialentwick-lung vornehmlich am anwen-dungsbezogenen Bedarf. Sokann etwa die Hälfte der techno-logieorientierten Arbeiten direktals „Zuarbeit“ zu den verschiede-nen Anwendungsfeldern angese-hen werden, während sich die an-dere Hälfte der Weiterentwick-lung der Technologien und der di-rekten Zusammenarbeit mit Part-nern aus der Industrie widmet.
Die industrielle Umsetzung derwissenschaftlichen Ergebnisseerfolgt aus dem Bereich Anwen-dungen und Visionen meist durchBearbeitung von Forschungsauf-trägen zur Entwicklung von Pro-totypen. Ein direkter Know-how-Transfer erfolgt aber auch ausdem Bereich Fertigungstechnolo-gien und Materialien, oft im Rah-men der Durchführung von Ent-wicklungsaufträgen oder Dienst-leistungen. Um den Transfer ins-besondere aus den Basistechno-
logien zu intensivieren, wurde1999 das ForschungszentrumKarlsruhe Industrieforum Mikro-fertigungstechnik (FIF) gegrün-det. Im Jahre 2000 wurde mitdem Zentrum Werkstoffe der Mi-krotechnik (ZWM) eine weitereEinrichtung etabliert, die den Wis-senstransfer, diesmal im Bereichder Materialentwicklung, be-schleunigen und Ausgründungenvorbereiten soll.
Hinsichtlich seiner langfristigenZiele wird das Programm Mikro-systemtechnik seit seiner Grün-dung durch einen externen, indu-striegeführten Beirat beraten. Fürdie Bereiche Mikrooptik und Pro-tein-Analytik wurden je ein spezi-eller Beraterkreis etabliert.
Die Mikrosystemtechnik ist eineinterdisziplinäre Technologie. ZurEntwicklung von Mikrosystemenwerden Kenntnisse aus sehr un-terschiedlichen Bereichen benö-tigt: Entwurfsmethoden (CAD, Si-mulationsprogramme), Mikroferti-gungstechniken, Materialwissen-schaften, Informationsverarbei-tung, Mikroelektronik, Aufbau-und Verbindungstechnik, Mikro-montage und Testeinrichtungen.Zusätzlich ist es notwendig, ver-tiefte Kenntnisse auf den Gebie-ten zu besitzen, in denen die Mi-krosysteme eingesetzt werden.Dieses Wissen wird auch in viel-fältigen Kooperationen mit Part-nern aus der Industrie und ande-ren Forschungseinrichtungenoder Universitäten erschlossen.Nur wenn die geforderten Lei-stungsdaten hinreichend genaubekannt sind, können anwen-
dungsorientierte Mikrosystemeentwickelt werden. Das For-schungszentrum Karlsruhe ist alsMitglied der Hermann-von-Helm-holtz-Gemeinschaft DeutscherForschungszentren für solche in-terdisziplinären Forschungsarbei-ten besonders geeignet.
Am ProgrammMikrosystemtechnikbeteiligte Institute
Zur Entwicklung komplexer Mi-krosysteme arbeiten im Pro-gramm Mikrosystemtechnik ins-gesamt zwölf Institute mit unter-schiedlichen Fachkompetenzeninterdisziplinär zusammen (sieheTab. 1). Dabei erstrecken sich dieSpezialkenntnisse der Instituteinsbesondere auf die Herstellungder Mikrosysteme (Strukturie-rung, Materialentwicklung, Test,Systemintegration usw.) aberauch auf deren Anwendungen(z. B. Optik, Verfahrenstechnik,Lebenswissenschaften, Analytik).Insgesamt arbeiten im ProgrammMikrosystemtechnik 226 Perso-nen. Der jährliche Gesamtauf-wand des Programms beläuftsich auf ca. 30 Mio. €.
In Tab. 2 ist in Form einer Matrixdargestellt, in welchen Arbeits-themen des Programms Mikro-systemtechnik die einzelnen In-stitute mitarbeiten. Es wird deut-lich, dass zur Bearbeitung allerArbeitsthemen das Fachwissenaus verschiedenen Forschungs-bereichen erforderlich ist.
Die Interdisziplinarität der Arbei-ten zur Entwicklung von Mikrosys-temen wird auch durch die Beteili-gung von meist mehreren Institu-ten an den einzelnen Beiträgendieser „Nachrichten“ ersichtlich.
InterdisziplinäreZusammenarbeit
94
(94)

95
(95)
OE Organisationseinheiten Personen
IMT Institut für Mikrostrukturtechnik 77
IFIA Institut für Instrumentelle Analytik 33
IMF III Institut für Materialforschung III 24
IPE Institut für Prozessdatenverarbeitung und Elektronik 20
IMF I Institut für Materialforschung I 17
IMVT Institut für Mikroverfahrenstechnik 16
IAI Institut für Angewandte Informatik 15
IKET Institut für Kern- & Energietechnik 6
IRS Institut für Reaktorsicherheit 6
ITG Institut für Toxikologie und Genetik 2
IMF II Institut für Materialforschung II 1
IMB Institut für Medizintechnik & Biophysik 1
PL Programmleitung 8
∑ Summe 226
Tab. 2: Beteiligung der Institute an den Arbeitsthemen.
Arbeitsthema Institut IAI IFIA IKET IMB IMFI
IMF II
IMF III
IMT IMVT IPE IRS ITG
Primäre Strukturierung
Replikationstechniken
Materialentwicklung und Formgebung
Systemtechniken
Elektronische Nasen
Mikroverfahrenstechnik
Mikrooptik
Proteinanalytik und Mikrofluidik
FIF (FZK-Industrieforum Mikrofertigungstechnik)ZWM (Zentrum Werkstoffe der Mikrotechnik)
Tab. 1: Am Programm Mikrosystemtechnik im Jahre 2002 beteiligte Organisationseinheiten undPersonen.

Infrastruktur
Neben einem interdisziplinärenEntwicklungsteam ist es in derMikrosystemtechnik auch erfor-derlich, Zugriff auf die notwendi-gen Anlagen für Entwicklung,Fertigung und Testbetrieb zu be-sitzen. Das ForschungszentrumKarlsruhe verfügt über diese er-forderliche Infrastruktur, derenAufbau, Betrieb und Unterhalt oftmit erheblichen Aufwendungenverbunden sind. Es ist dabeiselbstverständlich, dass diese In-frastruktur stets an neue Techno-logien und Aufgaben angepasstwerden muss.
Die wichtigsten Anlagen zur Her-stellung von Mikrosystemen sindhier kurz aufgelistet, einige vonihnen werden in den nachfolgen-den Artikeln ausführlicher darge-stellt:
Elektronenstrahlschreiber
Reinraum-Maskenlabor mitdem erforderlichen Equipment
Bestrahlungsstationen anANKA (Angströmquelle, Karlsruhe, Synchrotron-strahlenquelle)
Galvanikanlagen
Abformanlagen für Prägen
Spritzgießmaschinen
Die o.g. Anlagen stellen einekomplette Fertigungslinie für dasLIGA-Verfahren dar.
Das Forschungszentrum verfügtjedoch neben dem LIGA-Verfah-ren auch über weitere Technolo-gien und die hierfür erforderlichenAnlagen:
Laseranlagen mit verschiede-nen Wellenlängen zur Struktu-
rierung unterschiedlicher Materialien
Präzisions-Bearbeitungsma-schinen für die spanabheben-de Bearbeitung
Beschichtungsanlagen fürFunktions- und Schutzschich-ten
Anlagen zur Erzeugung vonPulvern für die Pulvermetallur-gie
Umfangreiche Prüfeinrichtun-gen (Zug-, Druckprüfmaschi-nen, Nanoindenter, AFM,usw.)
Analytikeinrichtungen, insbes.Mikrobereichs- und Elemen-taranalytik (Auger-Spektro-skopie, Röntgenmikroanalyse,Atomabsorptionsspektrosko-pie, usw.)
Geräte für die rechnergestütz-te Mikromontage
Mikroelektronik-Labors
Geräte für die Aufbau- undVerbindungstechnik
Umfangreiche Softwaretools(Werkzeuge) für den Entwurfund Test
Zum Nachweis der Funkti-onstüchtigkeit der anwendungso-rientierten Mikrosysteme sind imForschungszentrum Karlsruhehochspezialisierte Anlagen undTesteinrichtungen vorhanden, z. B.:
Anlagen zur Erzeugung undVerteilung von Testgasgemi-schen (Konzentrationen bis inden sub-ppm-Bereich)
Optiklabors (z. B. Reflektome-ter, Monochromatoren, Laser-
quellen, optische Diagnose-Systeme)
Fluid-Labors (Messung vonStrömungsgeschwindigkeiten,Durchsätzen usw.)
Versuchstände für die chemi-sche und thermische Verfah-renstechnik
Das Forschungszentrum Karlsru-he hat sich frühzeitig darauf kon-zentriert, Mikrosysteme zu ent-wickeln, deren funktionstragendeStrukturen aus Kunststoffen, Me-tallen oder Keramiken hergestelltsind. Mit der Ausrichtung auf denAufbau von Mikrosystemen ausdiesen Materialklassen traf dasProgramm Mikrosystemtechnikeine wegweisende Entscheidungzugunsten von Systemen undKomponenten, die Eigenschaftenerschließen, wie sie Silizium-ba-sierten Mikrosystemen bislangverschlossen waren. Entspre-chend besitzt das Programm Mi-krosystemtechnik auf diesen Ar-beitsgebieten Alleinstellungs-merkmale.
Primäre Strukturierung
Die Herstellung von Mikrosyste-men beginnt – nach Entwurf undSimulation – mit der erstmaligenHerstellung einer „materiellen“,dreidimensionalen Mikrostruktur.Hierzu stehen dem Forschungs-zentrum mehrere Technologienzur Verfügung.
Mit Hilfe der Röntgen- und UV-Li-thographie werden dreidimensio-nale Mikrostrukturen aus strah-lungsempfindlichen Kunststoffen
Fertigungstechnologienund Materialentwicklungals Technologie-Basis
96
(96)

(sogenannten Resists) herge-stellt [5]. Diese Technologien wer-den i. a. gewählt, wenn an die Mi-krostrukturen besonders hoheAnforderungen bezüglich der mi-nimalen Abmessung, der Qualitätder Seitenwände oder desAspektverhältnisses (Verhältnisvon Höhe zur minimalen lateralenAbmessung) gestellt werden. DieStrukturhöhen können mehrereMillimeter betragen, die minima-len Abmessungen liegen im Sub-Mikrometerbereich. So hohe An-forderungen an die Mikrostruktu-ren werden z. B. in der Mikrooptikgestellt. Für die Röntgentiefen-lithographie steht dem For-schungszentrum dabei seit Mitte2000 die eigene Synchrotron-strahlungsquelle ANKA zur Verfü-gung. Die Lithographie, insbe-sondere die Röntgentiefenlitho-graphie, ist der erste Prozess-Schritt des im Forschungszen-trum entwickelten LIGA-Verfah-rens, dessen weitere Prozess-Schritte die Galvanik und die Ab-formtechnik sind.
Wenn auch die Lithographie als„die“ Strukturierungstechnologieder Mikrosystemtechnik bezeich-net werden kann, so werden inzunehmendem Maße auch mate-rial-abtragende Verfahren einge-setzt. Diese erreichen zwar nichtdie hohe Genauigkeit der Litho-graphie, sind in vielen Fällen je-doch völlig ausreichend und teil-weise erheblich einfacher und da-her billiger [6]. Mit diesem Verfah-ren ist es auch möglich, Mikro-strukturen herzustellen, die in al-len drei Dimensionen eine nahe-zu beliebige Geometrie aufwei-sen.
Die sog. Mechanische Mikroferti-gung, d. h. die Herstellung von
Mikrostrukturen durch spanabtra-gende Techniken (Fräsen, Boh-ren, Drehen, etc.) hat in den letz-ten Jahren beträchtliche Fort-schritte erzielt. Die Bearbeitungs-genauigkeit, die natürlich materi-al- und strukturabhängig ist, istheute generell besser als 5 µm, inEinzelfällen können sogar nochdeutlich genauere Strukturen her-gestellt werden. Ein großer Vor-teil ist, dass mit den spanabhe-benden Verfahren sehr viele un-terschiedliche Werkstoffe bear-beitet werden können, weiterhinhat sich diese Technik als relativkostengünstig erwiesen. Einengroßen Anwendungsbereich fin-det die Mechanische Mikroferti-gung in der Mikrofluidik. Dabeiwerden meist Werkzeuge für dieAbformtechnik hergestellt. Aberauch in Kombination mit anderenStrukturierungstechnologien (Li-thographie und Galvanik) werdenhochpräzise Abformwerkzeugehergestellt.
Ein weiteres Material-abtragen-des Verfahren der Mikrotechnikist die dreidimensionale Laserbe-arbeitung. Mit Excimer-Lasernund Neodym-YAG-Lasern stehtein breiter Wellenlängenbereichfür die Materialbearbeitung zurVerfügung, mit dem Metalle undPolymere, in Einzelfällen aberauch Keramiken, bearbeitet wer-den können. Die erreichbarenGenauigkeiten liegen im Bereichder Werte der mechanischen Mi-krofertigung. Im Programm Mi-krosystemtechnik wird die Laser-bearbeitung eingesetzt zur Her-stellung von Prototypen (meistKunststoffstrukturen) und metalli-schen Abformwerkzeugen für dieMikrofluidik.
ReplikationstechnikenZu den Replikationstechnikengehört die Mikrogalvanik, mitwelcher lithographisch (oderauch abformtechnisch) erzeugteKunststoffstrukturen in metalli-sche Strukturen umkopiert wer-den [7]. Es können sowohl metal-lische Endprodukte als auch Ab-formwerkzeuge (meist aus Nickeloder Nickel-Legierungen) gefer-tigt werden.
Die metallischen Abformwerkzeu-ge, gefertigt über Galvanik, Me-chanischer Mikrotechnik oder La-serbearbeitung, werden einge-setzt, um kostengünstig und inhohen Stückzahlen Mikrostruktu-ren aus Kunststoffen herzustel-len. Dabei stehen dem For-schungszentrum zwei sich ergän-zende Techniken zur Verfügung,die auch hier entwickelt wordensind: das Mikrospritzgießen unddas Heißprägen [8].
Materialentwicklung undFormgebung
Für die Erschließung des Anwen-dungspotentials der Mikrosys-temtechnik muss eine breite Pa-lette spezifischer Werkstoffe zurVerfügung stehen, und dieseWerkstoffe müssen optimal so-wohl an die Strukturierungstech-niken als auch an die Anforderun-gen angepasst werden [9]. ZurErweiterung der heute verfügba-ren Materialpalette wird die Pul-vertechnologie für Keramikenund Metalle ertüchtigt [10] [11]. InAnlehnung an die Abformtechni-ken zur Herstellung von Kunst-stoffstrukturen werden Pulver-spritzgießprozesse entwickeltund eingesetzt: CIM (Ceramic In-jection Molding) für keramische
97
(97)

und MIM (Metal Injection Mol-ding) für metallische Mikrostruk-turen. Dabei kommt der Entwick-lung der zu verarbeitenden Mate-rialien (Feedstocks als Gemischaus Binder und Pulver), derFormgebung und der Prozess-technologie eine besondere Be-deutung zu.
Dünnschichten werden mit Hilfevon Physical Vapor Deposition(PVD)-Verfahren als Funktions-,Hilfs- und Schutzschichten aufge-bracht und in komplexer Formkombiniert. Hochfrequenztaugli-che weichmagnetische Materiali-en werden in Dünnschichttechnikfür Kernkomponenten der Mikro-elektronik entwickelt [9]. Da derMaterialprüfung und der Zuver-lässigkeit von Mikrosystemen ei-ne wesentliche Bedeutung zu-kommt, ist es erforderlich, aufMaterialien und Dimensionen zu-geschnittene Prüftechniken undgeeignete Simulationstools zurVerfügung zu stellen.
Systemaufbau
Um aus einzelnen Mikrokompo-nenten komplexe und intelligenteGesamtsysteme aufbauen zukönnen, werden im Arbeitsthema„Systemaufbau“ Arbeiten zur Auf-bau- und Verbindungstechnik, Mi-kroelektronik sowie zur rechner-gestützten Mikromontage durch-geführt [12] [13]. Ohne diese Sys-temintegration könnten für dieAnwendungsorientierten Arbeitenkeine funktionstüchtigen Syste-me gefertigt werden. Hierzugehören neben der Bereitstellungindustrieller Fertigungstechnikenwie Drahtbonden und Aufbau hy-brider elektronischer Schaltun-gen auch deren Weiterentwick-lung. Bei der Mikromontage wer-
den modulare Fertigungsstruktu-ren eingesetzt, um auch bei klei-nen und mittleren Stückzahlen ei-ne wirtschaftliche Umsetzung dermikrosystemtechnischen Ent-wicklungen zu erreichen.
Für Mikrosysteme aus „Nicht-Sili-zium-Materialien“ gibt es heuteschon eine sehr große Zahl un-terschiedlicher Anwendungsfel-der. Da nicht alle diese Felder imRahmen des Programms Mikro-systemtechnik bearbeitet werdenkönnen, hat sich das For-schungszentrum entschlossen,seine Arbeiten zunächst auf vieranwendungsorientierte Themen-felder zu konzentrieren. Die wich-tigsten Kriterien für die Auswahlder Themen im Bereich „Anwen-dung und Visionen“ waren An-wendungsrelevanz, Fachkompe-tenz, Erreichen einer führendenPosition, Innovationshöhe und In-terdisziplinarität. Wichtig bei derAuswahl war somit einerseits,dass auf diesen Gebieten eine ra-sche industrielle Umsetzung er-zielt werden kann, andererseitsdass diese Gebiete auch neue vi-sionäre Felder der Mikrosystem-technik eröffnen.
Elektronische Nasen
Motivation für unsere Arbeiten aufdiesem Gebiet ist, dass heutenoch kein „Chemometer“ kosten-günstig verfügbar ist, das die Be-stimmung der chemischen Zu-sammensetzung der Umgebungermöglicht. Im Programm Mikro-systemtechnik wurden in der Ver-
gangenheit zwei unterschiedlicheKonzepte entwickelt, die sich ge-genseitig ergänzen: Ein Sensor-array auf der Basis von Surface-Acoustic-Wave-(SAW) Sensoren[14] für den Einsatz in Produk-tionsanlagen und ein Sensor-Ar-ray mit Metalloxid-(MOX)-Senso-ren [15] für den Massenmarkt. InKombination mit modernstenAuswertungen wurde in Koopera-tion mit Partnern aus der Indus-trie der Nachweis erbracht, dassbeide Systeme vielfältig für dieGasanalytik eingesetzt werdenkönnen. Im Rahmen eines HGF-Strategiefonds-Projekts werdendie Leistungsdaten beider Syste-me (z. B. hohe Empfindlichkeitenfür unterschiedliche Gasklassen)weiter verbessert und die Syste-me zu einer noch leistungsfähige-ren Kombination integriert. DieseArbeiten sind mittelfristig ange-legt, mit dem Ziel, die Elektroni-schen Nasen innerhalb von ca. 5Jahren vollständig in die Industriezu überführen. Eine erste Aus-gründungen in diesem Bereich ist– auch im Rahmen des ZWM – inVorbereitung. Anwendungsgebie-te für die Elektronischen Nasensind beispielsweise: Einsatz inMassenprodukten (Kochtöpfe,Zahnbürsten, Autos ...), Umwelt-überwachung, Gebäudetechnik,Produktionsanlagen, Medizin-technik.
Mikroverfahrenstechnik
Stoff- und Wärmetransporte lau-fen aufgrund der geringen geo-metrischen Abmessungen unddes großen Verhältnisses vonOberfläche zu Volumen in Mikro-strukturapparaten etwa 100 maleffizienter ab als in konventionel-len Anlagen. Die FuE-Arbeiten
Mittel- und langfristige Arbeiten zu
„Anwendungen & Visionen“
98
(98)

widmen sich insbesondere denAuslegungsgrundlagen und demVerständnis der in mikrostruktu-rierten Apparaten ablaufendenVorgängen [16] sowie der Ferti-gung und Anwendung von Mikro-strukturapparaten aus Metallenund Keramiken [17]. Im For-schungszentrum wurden weltweitdie ersten mikrostrukturiertenKreuzstrom-Mikrowärmeübertra-ger aus verschiedenen Metallenhergestellt [18]. Sie werden lau-fend an den Bedarf der Industrieangepasst und wenn benötigt(z. B. sehr hohe Temperaturen,aggressive Medien) auch in Kera-mik gefertigt. Sie werden weiter-entwickelt, um chemische Pro-zesse effizienter, sicherer, wirt-schaftlicher sowie umwelt- undressourcenschonender durchzu-führen. Die speziellen Anwen-dungsgebiete sind: chemischeund pharmazeutische Industrie,Lebensmitteltechnik, Umweltver-fahrenstechnik, Energie (Brenn-stoffzellentechnik), Mischer, Käl-te- und Heizungstechnik, Raum-fahrt, usw. Als Fernziel soll derEinsatz hochleistungsfähiger Mi-krostrukturapparate Prozess-führungen ermöglichen, die esgestatten, neuartige Umsetzun-gen durchzuführen, welche dannletztlich auch zu neuartigen Mate-rialien und Produkten führen kön-nen.
Mikrooptik
Die „optischen Technologien“werden allgemein als besonderswichtig hinsichtlich der Sicherungdes Industrie- und Innovations-standorts Deutschland angese-hen. Dies ist z. B. in der „Deut-schen Agenda Optik im 21. Jahr-
hundert“ ausführlich dokumen-tiert. Die Anwendungen der Mi-krooptik sind vielfältig, ein beson-ders hohes Marktpotential wird inder optischen Informationstech-nik (Telekommunikation, Daten-übertragung und Datenspeiche-rung) gesehen, aber auch in deroptischen Sensorik und Mess-technik. Im Programm Mikro-systemtechnik werden mikroopti-sche Komponenten höchsterGüte (d. h. mit Strukturen im Sub-Mikrometer-Bereich und Struktur-höhen über 100 µm) mit demLIGA-Verfahren hergestellt [19].Viele funktionstüchtige Labor-muster sind erprobt, verschiede-ne Produkte (Mikrospektrometerfür den sichtbaren und für den IR-Bereich) wurden von unseren In-dustriepartnern auf den Markt ge-bracht, bei anderen zeichnet sichein wirtschaftlicher Erfolg ab.
Proteinanalytik undMikrofluidik
Nach der weitgehenden Entziffe-rung des menschlichen Genomsim Jahr 2000 müssen nun dienoch wesentlich komplexerenund umfangreicheren funktiona-len Zusammenhänge zwischender Erbinformation und dem Auf-treten bestimmter Proteine sowiebei der Wechselwirkung ver-schiedener Biomoleküle (i. A.Proteine) aufgeklärt werden. Einezentrale Rolle spielen hierbeineuartige Analyse-Instrumente.Im Rahmen der FuE-Arbeitenwerden fluidische Systeme (Mi-kropumpen, Mikroventile, Mikro-mischer, Kanalsysteme, Mikromi-scher usw.) [20] [21] auf Anwen-dungen in der wissenschaftlichund wirtschaftlich als sehr attrak-
tiv geltenden Bioanalytik und hierinsbesondere auf die Proteinana-lytik übertragen: Im ProgrammMikrosystemtechnik wurden bis-her miniaturisierte Komponentender Fluidik und Biosensorik,(FTIR-Spektroskopie, SAW-Sen-soren, Elektrochemische Arrays)entwickelt. Diese werden zusam-men mit Komponenten der Mikro-elektronik zu hochintegrierten,leistungsfähigen Gesamtsyste-men zusammengefügt [22], [23].Die Anwendungsgebiete dieserAnalyse-Instrumente sind u. a.:die schnelle Entwicklung neuer,effektiver Wirkstoffe, die medizi-nische Diagnostik, die Gesund-heitsvorsorge und Therapie so-wie die Funktionsanalyse vonBio-Reaktoren oder künstlichenOrganen.
Um die erzielten Ergebnisserasch in industrielle Produkte um-zusetzen, arbeitet das ProgrammMikrosystemtechnik in vielfältigerForm mit der Industrie zusam-men: Bearbeitung von Indus-trieaufträgen, Durchführung bila-teraler Projekte mit Industriepart-nern und Beteiligung an Verbund-projekten. Weiterhin vergibt dasForschungszentrum Lizenzen anIndustriefirmen und unterstütztAusgründungen. Als wichtige Ele-mente der Verwertungsstrategiehat das Programm Mikrosystem-technik das „ForschungszentrumKarlsruhe Industrieforum Mikro-fertigungstechnik“ (FIF) und das„Zentrum Werkstoffe der Mikro-technik“ (ZWM) etabliert.
Verwertungsstrategie
99
(99)

FIF (ForschungszentrumKarlsruhe IndustrieforumMikrofertigungstechnik)
Das Forschungszentrum Karlsru-he Industrie-Forum Mikroferti-gungstechnik – kurz FIF – ist eineInitiative zur Verbesserung desWissens- und Technologietrans-fers im Bereich Mikrosystemtech-nik. FIF ist eine Kommunikations-plattform (bildlich gesprochen ei-ne Drehscheibe) für den unmittel-baren Austausch zwischen denIndustrieunternehmen, die Mit-glied werden, und der Forschung.Basierend auf dem gesammeltenWissen der über 200 Expertendes Programms Mikrosystem-technik am Forschungszentrum
Karlsruhe wird den Mitgliedsun-ternehmen für einen Jahresbei-trag von 10.000 € ein besonde-res Leistungsangebot (Informati-on & Networking, Beratung &Analyse, Technischer Service &Training) zugänglich gemacht.Aufgrund der Einbindung in einNetzwerk aus Anwendern undWissenschaftlern schafft FIF dengemeinsamen Rahmen für einelangfristige und vertrauensvolleZusammenarbeit zwischen Indu-strie und Forschung. Neben derÜbernahme neuer Technologienwird den Mitgliedsunternehmenermöglicht, im Dialog mit den Mit-arbeitern des Programms The-men zu identifizieren, die bei derPlanung zukünftiger Forschungs-
arbeiten Berücksichtigung findensollen.
Nach vielfältigen Gesprächen mitder Industrie wurde deren Bedarferkundet, das Angebot von FIFdarauf abgestimmt und FIF An-fang des Jahres 1999 gegründet.Das FIF-Team innerhalb des Pro-gramms Mikrosystemtechnik be-steht z. Z. aus zwei hauptamtli-chen Mitarbeitern und ca. 14 Mit-arbeitern der am Programm be-teiligten Institute, die einen Teil ih-rer Arbeit FIF widmen. Seit Grün-dung von FIF stieg die Mitglieder-zahl kontinuierlich an und hatheute einen Stand von 23 erreicht(Abb. 2).
100
(100)
Abb. 2: Zielsetzung und Firmenlogos der 23 Mitgliedsfirmen von FIF (F orschungszentrum Karls-ruhe I ndustrief orum Mikrofertigungstechnik).
Information[MST-worldwide]
Technologie-Transfer
Bedürfnisse aufgreifen
Begleitung der FuE-Arbeiten
Experten des Forschungszentrums

ZWM (Zentrum Werkstoffeder Mikrotechnik)
Das Zentrum Werkstoffe der Mi-krotechnik (ZWM) ist darauf an-gelegt, in Kooperation mit Part-nern aus der Industrie, Univer-sitäten und einer Existenzgrün-dungsinitiative (KEIM, KarlsruherExistenzgründungs-Impuls) demPotential der Werkstoffe der Mi-krotechnik für innovative und zu-gleich wirtschaftlich attraktiveProblemlösungen zu einer be-schleunigten praktischen Umset-zung zu verhelfen.
Das ZWM wird vom BMBF unddem Land Baden-Württemberggefördert. Das Forschungszen-trum war dabei mit zwei anderenZentren (in Berlin und Ulm) Ge-winner einer 1999 durchgeführ-ten Ausschreibung. Das geförder-te Projekt, das einen integralenBestandteil des Programms Mi-krosystemtechnik darstellt, ist auf4 1/2 Jahre angelegt. Die Förder-quote beträgt am Beginn etwa80% und reduziert sich zum Endeauf ca. 20%. Der restliche Auf-wand für ZWM wird über steigen-de Drittmitteleinwerbungen ausder Industrie gedeckt. Die zentra-le wirtschaftliche Zielsetzung desZWM ist die schrittweise Über-führung in eine sich finanziellselbst tragende Einheit. Weiter-hin soll ZWM die Möglichkeitenzur Ausgründung junger innovati-ver Unternehmen bieten.
Das ZWM, das eine Personal-stärke von 10 Personen aufweist,konzentriert sich auf zweiSchwerpunkte:
Werkstoffe & Dünnschichtver-fahren für mikrotechnische An-wendungen und
Werkstoffe, Verfahren & Werk-zeuge zur Herstellung poly-merer und keramischer Mikro-teile.
Am Beginn des Einsatzes/Sie-geszuges der Mikrosystemtech-nik wurde fast ausschließlich Sili-zium als Material eingesetzt, dahier auf Strukturierungsprozesse,die im Rahmen der elektroni-schen Halbleiter-Fertigung ent-wickelt wurden, zurückgegriffenwerden konnte. Die ersten (drei-dimensionalen) Mikrostrukturenaus anderen Materialien (Poly-mere, Metalle, Keramiken) wur-den schließlich im Forschungs-zentrum Karlsruhe entwickelt.Heute haben Mikrosysteme, de-ren funktionstragende Elementeaus Kunststoffen bestehen, welt-weit ihre Verbreitung in industriel-len Anwendungen gefunden. BeiMikrostrukturen aus Metallen isteine deutliche Steigerung derNachfrage festzustellen (Form-einsätze für Replikaktionstechni-ken, Komponenten in der Tele-kommunikation wie Spulen oderInduktoren usw.). Keramische Mi-krostrukturen werden dort zumEinsatz kommen, wo sie auf-grund ihrer besonderen Material-eigenschaften (Beständigkeit beihohen Temperaturen und ge-genüber aggressiven Medien,Abriebsbeständigkeit) den bishermeist eingesetzten Materialien(Silizium, Polymere, Metalle)überlegen sind.
Das Programm Mikrosystemtech-nik des ForschungszentrumsKarlsruhe wird weiterhin einenwesentlichen Beitrag zum wirt-schaftlichen Durchbruch und zum
Eingang der Mikrosystemtechnikin neue Anwendungsgebiete leis-ten. Der Durchbruch zu breiterwirtschaftlicher Anwendung wirdzukunftssichere Arbeitsplätze ineinem Hochtechnologiebereichschaffen, wie sie der Wirtschafts-standort Deutschland braucht.
Für potenzielle Interessenten ausder Industrie und der Forschungbietet das Programm Mikrosys-temtechnik ein in sich geschlos-senes und attraktives Angebot.Dieses reicht von der Entwick-lung neuer Funktionsmaterialienüber die Bereitstellung neuer Fer-tigungsverfahren und die Herstel-lung von Demonstratoren, Test-mustern und Kleinserien bis hinzu anwendungsspezifischen Ge-samtlösungen. Besondere Syner-gien erschließen sich so durchdie Bereitstellung umfassendermikrotechnischer Kompetenz auseiner Hand.
Das Programm Mikrosystemtech-nik folgt dabei einer bewusst se-lektiven Strategie. Bei den Ferti-gungstechnologien und Materiali-en hat sich die frühe Ausklamme-rung von Silizium als Strukturma-terial strategisch bewährt, sodass das ForschungszentrumKarlsruhe heute anerkannte Al-leinstellungsmerkmale besitzt.
Bei den Anwendungen wurdenwirtschaftlich attraktive und nach-gefragte Bereiche ausgewählt,bei denen diese Alleinstellungs-merkmale zum Tragen kommen.Jenseits der bis 2010 detailliertgeplanten Anwendungsentwick-lungen bekennt sich die Strategiezu Visionen, die erst langfristigrealisiert werden können, jedochim Trend der immer besser be-herrschbaren Miniaturisierung
Ausblick
101
(101)

von Strukturen und Verfahren so-wie der immer gezielter ent-wickelbaren Materialien undFunktionsschichten liegen.
Im Forschungszentrum Karlsruhearbeiten im Programm Mikrosys-temtechnik ca. 230 Personen inzwölf Instituten mit unterschiedli-cher fachlicher Ausrichtung inter-disziplinär an der Entwicklung derMikrosystemtechnik. Die Basisder Arbeiten bilden die Ferti-gungstechniken und Materialienfür Mikrosysteme. Dabei werden
insbesondere Mikrosysteme ent-wickelt, deren funktionstragendeStrukturen aus Kunststoffen, Me-tallen oder Keramiken bestehen.Bei den Anwendungen hat sichdas Forschungszentrum Karlsru-he zunächst auf ElektronischeNasen, die Mikroverfahrenstech-nik, die Mikrooptik sowie auf dieMikrofluidik und Proteinanalytikkonzentriert. Ein Teil des Pro-gramms beinhaltet längerfristigeEntwicklungsarbeiten im Rahmeneiner wissenschaftlich an-spruchsvollen und interdiszipli-nären Grundlagen- und Vorlauf-forschung. Im andern Teil werden
in Kooperationen mit der Indus-trie die erreichten Ergebnisse inmarktfähige Produkte überführt.Um hier einen möglichst raschenTechnologietransfer zu erreichen,wurden ein spezielles Industrie-forum (FIF, FZK-IndustrieforumMikrofertigungstechnik) und einZentrum Werkstoffe der Mikro-technik (ZWM) etabliert.
Zusammenfassung
102
(102)
[1] 1. Statuskolloquium ProjektMikrosystemtechnik,KfK-Bericht Nr. 5238, 9/1993
[2] 2. Statuskolloquium ProjektMikrosystemtechnik FZKA-Bericht Nr. 5670, 11/1995
[3] 3. Statuskolloquium ProjektMikrosystemtechnik FZKA-Bericht Nr. 6080, 6/1998
[4] 4. Statuskolloquium ProgrammMikrosystemtechnik FZKA-Bericht Nr. 6423, 3/2000
Beiträge in dieser Ausgabe der Nachrichten:
[5] J. Schulz, J. Mohr
[6] W. Pfleging, T. Schaller
[7] G. Baumeister, N. Holstein, V. Piotter,R. Ruprecht, G. Schanz,M. Guttmann, F. Winkler, A. Häfele
[8] V. Piotter, T. Hanemann, K. Müller, R. Ruprecht, G. Dittrich,M. Heckele, M. Worgull
[9] K.-H. Zum Gahr
[10] H.-J. Ritzhaupt-Kleissl, J.R. Binder,E. Klose, J. Haußelt
[11] W. Bauer, R. Knitter, V Piotter,R. Ruprecht
[12] T. Blank, H. Gemmeke
[13] M. Dickerhof, U. Gengenbach,B. Köhler, I. Sieber
[14] M. Rapp, A. Voigt, V. Hartmann
[15] W. Andlauer, M. Harms, R. Körber,J. Goschnick
[16] V. Heinzel, U. Imke, H. Sauter
[17] R. Knitter, D. Göhring, P. Risthaus
[18] K. Schubert
[19] U. Wallrabe, H. Dittrich,U. Hollenbach, P. Krippner, A. Last,J. Mohr, A. Ruzzu, W. Zißler
[20] W.K. Schomburg
[21] P. Ehrhard, G. Jannsens-Maenhout,I. Meisel, T. Schulenberg
[22] M. Kautt, J. Reichert, W. Hoffmann,M. Strasser, M. Rapp, A. Voigt,K. Länge, K.-F. Weibezahn,E. Gottwald
[23] M. Kautt, S. Halstenberg, D. Moss,A. Guber, D. Herrmann, A. Muslija
Literatur

Jeder kennt die Situation: Mankommt nach Hause und stellt ei-nen unbekannten Geruch in derWohnung fest, aber es ist nichtszu sehen. Also benutzt man be-wusst die Nase, verfolgt entlangder Geruchsfahne den Weg zurGeruchsquelle zurück, um gege-benenfalls eine Gefahrenquellezu beseitigen oder zumindest ei-nen Geruchsherd zu entfernen.Obwohl der Geruch in der Regelaus einem Ensemble vieler gas-förmiger Komponenten besteht,nehmen wir den Geruch summa-risch wahr und nutzen den Ge-ruchseindruck zur Erkennung ei-nes Objekts und seines Zustands.So stellen wir die sauer geworde-ne Milch fest oder bemerken einschmorendes Elektrokabel. DieNase ist für uns eine Art chemi-scher Fernmelder, der es erlaubtkontaktlos Objekte zu erkennen,ihren Ort festzustellen und ihrenZustand in Erfahrung zu bringen.
Es liegt nahe, eine elektronischeNase (EN) in ähnlicher Weise ein-zusetzen, um Objekte zu ortenoder chemische Zustände in ihrerAusdehnung zu erfassen. So kannmit einem mobilen Instrument einekontinuierliche lokale Gasuntersu-chung durchgeführt werden, umentlang wachsender Signale eineGas- oder Geruchsquelle zu fin-den. Mehr Informationen lassensich jedoch mit einer Art Landkarteder Gas- oder Geruchsemissioneneines Areals erhalten, die durchkontinuierliche Aufzeichnung derSignale einer entlang eines Ras-ters über die Fläche bewegten ENerhalten wird. Eine solche Kartie-rung der Gasemission ermöglichtmm-große Flecken flüchtiger Che-
mikalien auf Textilien in Art, Ort undAusdehnung zu erfassen wie auchGaslecks in Industrieanlagen auf-zuspüren und zu charakterisieren,Geruchsherde auf Deponien zu or-ten oder die Verteilung von Schad-stoffen in Böden zu bestimmen.
Ein leichtes mobiles Instrument mitschneller kontinuierlicher Mess-fähigkeit, wie die am IFIA ent-wickelte Karlsruher MikronaseKAMINA, ist dafür von Vorteil. DieKAMINAkann, um einige m2 zu un-tersuchen, zügig von Hand überdas Untersuchungsfeld geführtwerden. Fußballfeldgroße Gebie-te, insbesondere mit unzugäng-licher Topographie, sind allerdingsbesser abzusuchen, wenn die
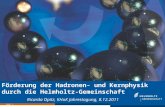
KAMINA mit einem lenkbaren Trä-ger bewegt wird. Für diesen Zweckist im letzten Jahr das Luftschiff mitelektronischer Nase LENA aufge-baut worden, das die KAMINAfunkferngesteuert über das Unter-suchungsgebiet fährt (s. Abb. 1).Die derzeitigen Arbeiten des IFIAzielen darauf, Verfahrensweise,Betriebsbedingungen und Daten-verarbeitung für Messungen imfahrenden Betrieb auszuarbeiten,wie sie für den Einsatz der KAMI-NA als Ortungsinstrument ge-braucht werden. Der Bericht stellterste grundlegende Ergebnissezur Ortung flüchtiger Stoffe vor, wiesie mit der KAMINA in handge-führter Messung und von bewegterPlattform aus erhalten wurden.
Einführung
103
(103)
Ortung und Erkennung von Gasquellen mitelektronischer NaseW. Andlauer, M. Harms, R. Körber, J. Goschnick, IFIA
NACHRICHTEN - Forschungszentrum Karlsruhe Jahrg. 34 2-3/2002 S. 103-111
Abb. 1. Das funkferngesteuerte L uftschiff mit e lektronischer Na se LENA mitVideokamera und Ansaugrohr zur bodennahen Probenahme.

Eine EN kann als gasanalytischesInstrument vielfältige Dienste lei-sten, sei es bei der Überwachungindustrieller Prozesse, in der Um-weltanalytik oder medizinischenDiagnostik ( z. B. Krankheitser-kennung durch Atemanalyse ).Die Entwicklung der KAMINA zieltvornehmlich auf die Ausrüstungvon Massenprodukten mit konti-nuierlicher Gasanalytik, um ausdiesen intelligente Systeme zumachen, die überwachen undwarnen oder sogar autonom reak-tionsfähig sind [1]. Backofenrege-lung, Luftqualitätsüberwachungmit Brandmeldung oder die Kon-trolle von Heizsystemen sindAnwendungsbeispiele aus derHaushaltstechnik. Dabei gilt esgrundsätzlich einen chemischenZustandsmelder zu entwickeln,der hohe gasanalytische Leistungmit besonders kostengünstigerHerstellung, geringstem Platzan-spruch und niedrigem Be-triebsaufwand kombinieren muss,um in Masseprodukte integrierbarzu sein.
Dieser Zielstellung trägt diebesondere Mikrokonstruktion desKAMINA-Chips Rechnung (s.Abb. 2), die auf Unterteilung eineseinzigen Metalloxidfilms mit pa-rallelen Elektroden in viele Sen-sorsegmente beruht. Die elek-trische Leitfähigkeit der beheiztenMetalloxidsegmente (aus SnO2
oder WO3) reagiert sehr empfind-lich auf die Zusammensetzungder Gasphase, weil Gasmoleküledurch Adsorption und katalytische
Reaktion den Elektronenhaushaltder Metalloxidoberfläche starkbeeinflussen. Bei oxidierbarenGasen tritt eine Erniedrigung deselektrischen Widerstands auf (s.Abb. 3). Bei anderen Gasen wieNO2 steigt der Widerstand. Nurchemisch passive Gase, wieEdelgase oder Stickstoff, sindnicht detektierbar. Wegen der Re-versibilität des seit langem be-kannten Effekts [2] kann damit ei-ne kontinuierliche Gassensorik
Prinzip und Technik derKAMINA
104
(104)
Abb. 2: Im Gehäuse montierter Gassensor-chip mit Gradienten-Mikroarray. Die Chip-rückseite (oben rechts) trägt vier Heiz-mäander.
Abb. 3: Widerstandsverläufe der 38 Sensorsegmente eines platin-dotierten SnO 2-Mikroarrays mit SiO 2-Gradientenmembran beiExpositionen mit Tetrahydrothiophen in Luft im Wechsel mit Rein-luft (oben). Darunter das Polardiagramm des auf Reinluft bezoge-nen mediannormierten Leitfähigkeitsmusters. Der Innenkreis(blau) repräsentiert die Referenz Reinluft.
Prüfgas: Tetrahydrothiophen im Wechsel mit ReinluftMikroarray mit SnO2,Pt//SiO2, Temperatur: 250-200 °C
0.001
0.01
0.1
1
Wide
rstan
d [M
Ohm
]
0 50 100 150 200 250 300Zeit [min]
100 ppm50 ppm10 ppm 1 ppm
Temperatur ansteigend
Membran dicker
29303132
3334
3536 37 38
2324
2526
2728
1
202122
9
1112
1314
1516
171819
2 3 45
67
8
10
2
0
1
Rückseite

realisiert werden [3]. So erlaubtdas KAMINA-Mikrosystem beiüblicher Ausrüstung mit ge-sputterten Metalloxidfilmen nahe-zu alle Gase, sei es H2, CO, NO2,NH3, H2S oder organische Gas-komponenten, meist noch beiKonzentrationen ≤ 1ppm nach-zuweisen. Erste Prototypen mit nanogranularen SnO2-Schichtenzeigen sogar noch erheblichhöhere Empfindlichkeit, die Nach-weisgrenzen im ppt-Bereich alsmachbar erscheinen lassen.
Der KAMINA-Chip zeichnet sichdadurch aus, dass die Funktiona-lität einer EN durch ein Array (Rei-he) von unterschiedlich selekti-ven Gassensoren erreicht wird,die in hochintegrierter Bauweise,aber auf dennoch einfache Art mitder Segmentierung des Metall-oxidfilms entstehen und durchGradiententechnik differenziertwerden. Einerseits wird mit denvier Heizelementen des Chips (s.Abb. 2) ein Temperaturunter-schied von etwa 50°C über demMikroarray aufrechterhalten undandererseits ist der Metalloxidfilmmit einer gaspermeablen Mem-bran aus SiO2 oder Al2O3 be-schichtet, deren Dicke über demMikroarray variiert. So befindetsich jedes Sensorsegment auf ei-ner etwas anderen Temperaturund weist eine graduell andereMembrandicke als die Nach-barsegmente auf. Obwohl alleSegmente auf nahezu alle Gaseansprechen, tun sie das mitgraduell unterschiedlichem Emp-findlichkeitsspektrum. Infolgedes-sen ergeben sich an den Seg-menten des Arrays charakteristi-sche Leitfähigkeitsmuster (s.Abb. 3), die ein hohes Gasunter-scheidungsvermögen ermögli-
chen und so über Art und Mengeder Gase in der Umgebung desMikroarrays Auskunft geben.
Die patentierte Mikrokonstruktionermöglicht niedrigste Herstel-lungskosten, spart Platz, hält denHeizleistungsverbrauch klein undhat auch gasanalytische Vorteile.So ist die übliche Verwendungseparater, chemisch differenzier-ter Gassensoren, etwa der Ein-satz unterschiedlicher Metalloxi-de nicht nur erheblich teurer, son-dern führt auch zu individuellerAlterung und somit zu langfristig instabilen Gaserkennungseigen-schaften. Darüberhinaus ergibtdie Gradientendifferenzierung derSegmenteigenschaften eine ent-sprechend quasikontinuierlicheVariation der Segmentsignale, dieeine Erkennung fehlerhafter Sig-nale einzelner Segmente und eine Rauschreduktion ohne Er-niedrigung der Messgeschwin-digkeit erlaubt. Der Aufbau derMultischicht-Mikrosysteme mitSchichtdicken zwischen 2 und2000 nm erfolgt durch Hochfre-quenz-Sputterverfahren und io-nenstrahlgestützte Gasphasen-abscheidung auf 3“ bzw. 6“-Silizi-umscheiben, auf denen 26 bzw.122 Standardchips (38 Sensor-segmente auf 8X9mm2) gleichzei-tig gefertigt werden ([4], [5]).
Das derzeit eingesetzte KAMINA-Betriebsgerät in der Größenord-nung eines Mobiltelefons, enthältden Mikroarray-Chip, eine Mikro-pumpe zur Probenahme und diekomplette mikroprozessorgesteu-erte Betriebselektronik. Abb. 4zeigt die Version der KAMINA,wie sie für die Untersuchungkleinster Geruchsflecken ein-gesetzt wurde. Mit einem Mess-takt von 1 Sekunde werden alle
Widerstände des Mikroarraysabgefragt und in Echtzeit an ei-nen Steuercomputer zur Online-Auswertung übertragen. Ohnevorheriges Training können mitden originären Signalmustern desKAMINA-Chips unmittelbar Un-terschiede der Gaszusammen-setzung sichtbar gemacht wer-den. Nach einer Kalibrierung desSystems mit Zielgasen oder-gerüchen können diese erkanntund als Hauptkomponente desbeprobten Gasensembles auchquantifiziert werden.
Um die Lokalisation kleinster gas-emittierender Objekte oder Quell-gebiete zu erproben, wurde aufhandelsüblichem Millimeterpa-pier 1 µl des farblosen, mittel-flüchtigen Lösemittels Phenyl-aceton aufgebracht. Es ergabsich ein wenige mm2 großerFleck, der nach einer Wartezeit
Ortung kleinster Flecken
105
(105)
Abb. 4: KAMINA-Betriebsgerät mit Ansaug-kanüle und Mikropumpe (im Gehäuse).

von 30 min optisch nicht mehr er-kennbar war. Anschließend wur-de ein Raster von 5 x 5 Mess-punkten in jeweils einem Ab-stand von 1 cm mit einer KAMINAuntersucht, die mit 2 mm weiterund 10 cm langer Kanüle für loka-le Gasansaugung ausgestattetwar (s. Abb. 4). Der Phenylace-ton-Fleck befand sich in der Mittedes untersuchten Gebiets. Eswurde ein mit platindotiertemSnO2 ausgerüsteter Mikroarray-chip mit 38 Segmenten einge-setzt, die durch eine SiO2-Gradi-entenmembran und einen Tempe-raturunterschied von 300-350 °Cüber dem Mikroarray sensorischdifferenziert wurden. Die Gasför-derleistung der Mikropumpe wur-de auf 0.4 l/min eingestellt. DieHaltezeit in den Messpositionenwar jeweils eine knappe Minute.
Das in Abb. 5 dargestellte Ergeb-nis lässt klar erkennen, dass sichdas stärkste Signal an der zentra-len Position ergab, wo dasPhenylaceton deponiert wordenwar. Insofern war der Ort derQuelle klar auszumachen. Ver-ständlicherweise hat sich derDampf des Phenylacetons aus-gebreitet und ist in geringeremMaß auch an anderer Stelle nach-weisbar, da das Phenylaceton mitder Zeit sowohl durch das Papierals auch über die Gasphase vomDepositionsort abtransportiertwird. Die tendenziell höherenKonzentrationen im Bereichrechts unten sind ebenfalls leichtverständlich, weil – auch im ge-schlossenem Raum – Luftbe-wegungen durch Klimatechnikund Konvektion hervorgerufenwerden, die einen Abfluss derGasemission in eine Vorzugsrich-tung hervorrufen.
Eine weitere wesentliche Anwen-dung einer EN ist die schnellePrüfung eines Bodenareals imHinblick auf leicht- oder mittel-flüchtige Schadstoffe, sei es eineAltlastensondierung oder die Be-stimmung der Kontaminations-zone bei einem Verkehrsunfall ei-nes Chemikalientransports. ZurSimulation dieses Falls wurde ei-ne Schadstoffverteilung in einemmit Sand gefüllten Bodencontai-ner modelliert, indem ein 7 cmbreites und 15 cm tiefes Rundlochmit toluolkontaminiertem Sand(0.5 ml/kg) gefüllt wurde. Umnachfolgend eine gerichtete Aus-breitung des Toluols zu erreichen,wurde in den Boden eine Poly-ethylen-Folie als Transportbar-riere senkrecht eingebracht, dieetwa rechtwinklig das mit konta-miniertem Sand gefüllte Loch ein-schloss. Nach Einbringung deskontaminierten Sandes wurdedem Toluol eine Stunde Zeit ge-geben, sich in Richtung des geöff-neten Folienwinkels in den nichtkontaminierten Sand auszubrei-ten. Anschliessend wurde mit derKAMINA an einem Raster von 41Messpositionen (im Abstand von5 cm) die Luft im Sand aus 10 cmTiefe analysiert. Dazu wurde dieSandluft mit 0.4 l/min über ein An-saugrohr aus Edelstahl dem KA-MINA-Chip zugeführt, der wegender höheren Empfindlichkeit fürToluol in diesem Fall mit einer Temperaturvariation von 250-300 °C über dem Mikroarraybetrieben wurde.
In Abb. 6 sind die durch das Toluolverursachten mittleren Wider-standsabnahmen gegenüber rei-
Ortung flüchtigerBodenschadstoffe
106
(106)
Abb. 5: Untersuchung eines 5 x 5 cm 2
großen Papierbereichs, auf den in der Mitte1 µl flüssiges Phenylaceton aufgetropftworden war. Die Farbintensität gibt diemittlere Widerstandserniedrigung der Sen-sorsegmente (R o – R) im Vergleich zu un-kontaminiertem Papier wieder.
[cm]
5
4
3
2
1
0
[cm]543210
MOhm
1.00.90.80.70.60.50.40.30.20.1
Abb. 6: Untersuchung von 40 x 40 cm 2
einer Sandoberfläche, in die mittig toluol-kontaminierter Sand appliziert war. Im Ab-stand von ca. 7 cm wurden 41 Positionenmit der KAMINA 1 h nach Deposition deskontaminierten Sandes geprüft. Die Farb-intensität gibt die mittlere Widerstands-erniedrigung der Sensorsegmente (R o – R)im Vergleich zu Reinluft wieder.
[cm]
[cm]
007
1421283542495663
7 14 21 28 35 42 49 56 63
MOhm
0.90.80.70.60.50.40.30.20.1

ner Bodenluft am Raster der Mess-positionen wiedergegeben. Klarerkennbar ist die stärkste Wider-standssenkung im mittleren Qua-dranten, an der der kontaminierteSand platziert wurde. Fast gleichniedrig sind die Segmentwider-stände in den drei angrenzendenQuadranten zur Linken. In dieseRichtung war die Folienbarriere(s. oben) offen, d.h. Diffusions-transport einfacher möglich als indie entgegengesetzte Richtung.Die erzwungene Asymmetrie desKonzentrationsprofils wird dem-nach richtig abgebildet. In weite-rer Entfernung von diesem Be-reich klingt die Konzentration inalle Richtungen deutlich ab. Eswird aber nie Reinluftverhalten er-reicht. Entweder das Toluol hatsich sehr schnell weitläufig ver-breitet und/oder die angesaugteLuft, die teilweise von oberhalbder Sandoberfläche kommt,bringt bereits einen gewissenGrundpegel von Toluol mit, daoberhalb des Sandes eine late-rale Durchmischung stattgefun-den hat. Dennoch wird die Posi-tion der Toluolquelle richtig geor-tet und das Konzentrationsprofilerscheint in seinen abfallendenFlanken rings um den Quellortplausibel.
Ein Luftschiff alsTrägerfahrzeug
Für die Erkundung größerer Area-le, insbesondere wenn sie nichtbegehbar sind, ist statt manueller
Führung der Transport des Instru-ments auf einer kontrolliert be-wegbaren Plattform sinnvoll.Hierfür einen funkferngesteuertenMini-Zeppelin*) mit Elektromo-torantrieb einzusetzen, hat ver-schiedene Vorteile. Er kann in alleRaumrichtungen frei bewegt wer-den, sodass Gas- oder Geruchs-verteilungen dreidimensionalausgemessen werden könnenoder die Höhe der Messebeneüber einem untersuchten Arealfrei wählbar ist. Wegen fehlenderAbgase wird dabei das Umge-bungsgas durch eigene Emis-sionen nicht verfälscht. Da dieGeschwindigkeit bis auf Stillstandreduziert werden kann, ist gege-benenfalls an einer Position aucheine genauere Messung längererDauer möglich. Im Gegensatzzum Hubschrauber ist ein we-sentlich niedrigeres Vibrationsni-veau möglich und eine deutlichgeringere Vermischung desUmgebungsgases durch die Ro-toren. Schließlich ist ein Zeppelinwesentlich einfacher zu navigie-ren als ein Hubschrauber undnicht zuletzt ist der ver-gleichsweise niedrige Preis für ei-ne auf diese Weise flugfähig ge-machte EN ein ebenso wesentli-cher Aspekt für die Anwendungeines solchen Systems.
Das mit einer KAMINA ausgerü-stete Luftschiff mit elektronischerNase (LENA) hat im prallen Zu-stand eine Länge von 9 Meternund an der breitesten Stelle einenQuerschnitt von 2.6 Meter (s.Abb. 1). Die Heliumfüllung von27 m3 erlaubt über das Gewichtder Motoren, der Mechanik und
insbesondere der Akkus hinausnoch eine Nutzladekapazität vonetwa 4 kg. Davon beanspruchtdie KAMINA im Leichtbaugehäu-se nur 270 g. Die weitere Instru-mentierung schöpft jedoch dieNutzladekapazität voll aus: So isteine zweiachsig schwenkbare Vi-deokamera (auch funkfernge-steuert) an Bord, ein GPS-Sys-tem zur Bestimmung der momen-tanen Position und ein Bordrech-ner mit Funktransmitter, der dieMessdaten zwischenspeichertund sie gleichzeitig kontinuierlichzur Bodenstation funkt, wo Video-bild, Zeppelinposition und KAMI-NA-Daten in Echtzeit verfügbarsind.
Das Hauptziel besteht darin, mitLENA Gasemissionen einesGeländes kartografieren zu kön-nen, um damit die Position undAusdehnung von Gas- und Ge-ruchsquellen am Boden nachzu-weisen. Die ortsaufgelöst gemes-senen Signalmuster des KAMI-NA-Mikroarrays ermöglichen ent-weder die Erkennung typischerMuster, die vorher durch Trainingan Quellen bestimmter Art „er-lernt“ wurden oder den Nachweisder Ortsverteilung von zunächstunbekannten Mustern, die erst imNachhinein einem bestimmten Ur-sprung zugeordnet werden, z.B.der Abgasfahne eines Schorn-steins oder der Geruchsemissioneines Klärwerks. Auf diese Weisekönnen Gaslecks einer industriel-len Anlage, Geruchsherde auf ei-ner Deponie, ölkontaminierteBodenflächen, Unterschiede inder Vegetation oder andere gas-aktive Objekte geortet werden.
Großflächige Unter-suchungen mit LENA
107
(107)
*) Der Begriff Zeppelin ist zwar für Luftschiffe in Zigarrenform allgemein gebräuchlich, doch genau genommen ist LENA ein Blimp, wo-mit Luftschiffe bezeichnet werden, die wie ein Luftballon ihre Form lediglich von der aufgeblasenen Hülle bekommen. Ein Zeppelinist technisch korrekt ein Luftschiff mit starrer formgebender Tragkonstruktion. Dennoch soll der Begriff Zeppelin der Einfachheit hal-ber in diesem Artikel für LENA weiterhin benutzt werden.

Die Videokamera dient als zusätz-liches Mittel der Identifizierung.Abgesehen von eindimensionalenObjekten, wie z.B. Pipelines,erfordert das Abtasten einesGeländes, die KAMINA in einemRasterkurs mit LENA über das zuuntersuchende Areal zu bewegen,um die Gasemission zu registrie-ren. Die jederzeitige Kenntnis derProbenahmeposition der KAMINAdurch das GPS-System erübrigtzudem ein exaktes (möglicherwei-se windgestörtes) Abfliegen einesRasterkurses zur Bestimmung ei-nes rechtwinkligen Datennetzes,weil dieses auch im Nachhineindurch Interpolation aus den orts-bekannten Daten berechnet wer-den kann.
Simulation von Rasterflügen
Um erste Erfahrungen mit einerauf Rasterkursen bewegten KA-MINA zu sammeln, wurde in dergroßen Versuchshalle des IFIA ei-ne Gasanalyse auf Mäanderkur-sen erprobt. Für die bodennaheLuftanalyse sind zwei Probenah-mevarianten mit einem 10 cmweiten Aluminiumtrichter getestetworden. Zum einen wurde mit ei-nem 2 m langen Aluminiumzwi-schenrohr (∅ = 6 mm) gearbeitet,wie es auf Abb. 1 am Zeppelinhängend gezeigt ist. Hiermit wur-de die Konfiguration geprüft, wodas Rohr die bodennah aufge-nommene Luft zum direkt amZeppelin befestigten KAMINA-Betriebsgerät transportiert. Zum
anderen wurde mit der in Abb. 8gezeigten KAMINA gearbeitet, wosich der Probenahmetrichter oh-ne Zwischenrohr direkt am Be-triebsgerät befindet, das unter-halb des Zeppelins hängend nahüber den Boden geführt wird.
Zunächst wurden beide Variantenin handgeführter Messung getes-tet, wobei der Trichter mit einerGeschwindigkeit von etwa 0.35km/h in 10 cm Abstand über denBoden geführt und die bodenna-he Luft mit 0.75 l/min zum Chipgepumpt wurde. In beiden Fällenist der gleiche Chiptyp wie bei denBodenuntersuchungen mit ent-sprechender Betriebsweise ein-gesetzt worden. Wie in Abb. 7dargestellt, wurde ein 3 x 4 m
108
(108)
Abb. 7: Ergebnis der Signalmusteranalyse bei Durchfahren eines Rasterkurses mit (links) und ohne(rechts) 2 m langem Verbindungsrohr zwischen KAMINA und Trichter. Der Ausgangspunkt für denRasterkurs in zwei senkrecht zueinander angeordneten Mäandern war links unten. Die Position derbeiden Quellen, Petrischalen mit den Flüssigkeiten Ethanol (EtOH) bzw. Ethylacetat (EtOAc), ist mar-kiert. Die Farbintensität ist ein Maß für die Ausprägung der Signalmuster im Vergleich zu reiner Luft(s. Text). Die farbliche Umrandung gibt an, welchem Stoff die Signalmuster zuzuordnen waren: violett = EtOH, grün = EtOAc.
Start
EtOH
EtOAc
Start
EtOH
EtOAc

großes Feld in meterbreite Qua-drate unterteilt, über derenGrenzlinien die KAMINA in einemMäanderkurs geführt wurde. Aufdem Feld waren zwei Gasquellenaufgestellt: Zwei Schalen mitSand, der in einem Fall mit Etha-nol (C2H5OH, EtOH) und im anderen Fall mit Ethylacetat(C2H5OOCCH3, EtOAc) getränktwar. Die Entfernung der Schalenvoneinander betrug etwa 3 m. Ih-re Positionen wie auch der Wegder KAMINA über das Feld sind inAbb. 7 markiert. Der Mäanderkurswurde links unten nach rechtslaufend begonnen. Nach Ab-schluss des ersten Mäanders mitwaagerechten Strecken wurdedas Feld ein zweites Mal in einemMäander mit senkrechten Stre-cken durchlaufen.
Mit beiden Probenahmearrange-ments konnten die von den Quel-len emittierten Gase klar detek-tiert werden. Doch zeigte sich,dass beim Einsatz des langenVerbindungsrohres zwischen KAMINA-Kopf und Trichter einegasartabhängige Verschleppung(verzögertes Signalmaximumnach Quellenüberfahrt) die Or-tung der Gasquellen beeinträch-tigt. Offenbar bewirkt die Wech-selwirkung mit der Rohrinnen-wand (durch Adsorption) einegasartabhängige Transportverzö-gerung des Zielgases gegenüberdem Trägergas Luft. Wurde ohneVerbindungsrohr gearbeitet, sokonnten die Zielgase aus beidenQuellen jedoch nahezu momen-tan nach Passieren der Quelledetektiert werden. Bei beidenProbenahmevarianten wurde zu-sätzlich eine leichte Drift beiderQuellgase in die gleiche Richtungdetektiert, was auf die Luftströ-
mung in der Versuchshalle zu-rückgeführt wurde.
Die Auswertung der Leitfähigkeits-muster, wie sie mit den beidenProbenahmevarianten erhaltenwurden, sind in Abb. 7 farbkodiertwiedergegeben. Die Daten desersten Mäanderdurchlaufs sindblau, die des zweiten sind rot dar-gestellt. Dadurch ergibt sich anKreuzungspunkten der Mess-strecken teilweise eine violette Tö-nung durch Überlagerung. DieAuswertung erfolgte mit einerzweidimensionalen Hauptkom-ponentenanalyse (Principal Com-ponent Analysis, PCA [6], [7]), diedie Ähnlichkeit multivariater Daten– wie die Leitfähigkeitsmuster derKAMINA – zu quantifizieren ver-mag. Es zeigten sich zwei deutlichvon Reinluft verschiedene Typenvon Leitfähigkeitsmustern, die ein-deutig dem Beitrag der beidenQuellen zur Luftzusammenset-zung im Untersuchungsfeld zuzu-ordnen waren. In Folge der unter-schiedlichen Konzentration desjeweiligen Beitrags (abhängig vonder Nähe der Quelle und den Ge-gebenheiten der Probenahme)war die Ausprägung des Leitfä-higkeitsmusters unterschiedlichstark. Die Farbintensität in Abb. 7gibt die Stärke der Musteraus-prägung des jeweils festgestelltenQuellgases wieder. Die Muster-auswertung zeigt klar, dass sichim Umkreis der jeweiligen Quelleauch nur das zugehörige Signal-muster findet, das insofern dieQuelle markiert. Wenn also bei ei-ner realen Rastersuche ohne vor-heriges Training die detektiertenSignalmuster unbekannt wären,würde so auf das Vorhandenseinund die Position von zwei unter-
schiedlichen Gasquellen ge-schlossen werden können.
Die Probenahme, bei der die KAMINA unmittelbar am Sammel-trichter sitzt, erscheint aus gas-analytischer Sicht wegen der Ver-meidung von gasartabhängigenLaufzeiteffekten als die bessergeeignete Methode zur Kartie-rung der Gasemission mit demZeppelin. Damit ist das Herablas-sen des KAMINA-Betriebsgerä-tes vom Zeppelin auf Bodennäheunumgänglich.
Geschwindigkeit der Ortungeiner Gasquelle
Für die Strategie zur Raster-Gas-erkundung eines Geländes ist ne-ben der Probenahmeanordnungdie Abhängigkeit der gassensori-schen Signale von der Flugge-
109
(109)
Abb. 8: Aufbau zur Bestimmung der Sig-nalabhängigkeit von der Zeppelin-Fahr-geschwindigkeit. Unten ist der Auslass fürdas Testgas Methan zu sehen. Darüber dieam Zeppelin montierte KAMINA mit direktangeschlossenem Probenahmetrichter.

schwindigkeit des Zeppelins (unterEinbeziehung der Rotorverwirbe-lung) und von der Entfernung zurGasquelle wichtig. Um hierzu er-ste Erfahrungen zu sammeln, wur-de das Luftschiff mit einer unterdem Zeppelin hängenden KAMI-NA samt direkt aufgesetztemProbenahmetrichter ausgerüstet(s. Abb. 8) und über eine Streckevon 3 m in lateraler Richtung direktüber eine Rohröffnung gesteuert,aus der Methan mit etwa 8 l/minausströmte. Die Rotoren wurdenunter einem Achsenwinkel von 45°zur Horizontalen betrieben. Mit Hil-fe einer Leitschnur wurde ein exaktlinearer Kurs und eine über die ge-samte Strecke gleichbleibendeEntfernung des Luftschiffes zumBoden sichergestellt, so dass der Probenahmetrichter beständig30 cm über den Boden bewegtwurde. Die KAMINA war über eineKonstruktion aus Karbonröhren imAbstand von 1.2 m zu den Rotorenan der Unterseite des Zeppelinsbefestigt (s. Abb. 8).
Zur Untersuchung des Zusam-menhangs von Fahrgeschwindig-keit und Signalhöhe wurde die Ge-schwindigkeit des Luftschiffesdurch Erhöhung der Rotorleistungvon 0 km/h bis 3.6 km/h variiert,wobei sich für v = 0 km/h das Luft-schiff mit horizontal gestellten, lau-fenden Rotoren direkt über derMethanquelle befand. In Abb. 9 istbeispielhaft der Verlauf des mittle-ren Widerstands der Sensorseg-mente dargestellt, wie er bei einerGeschwindigkeit von v = 1.5 km/hgemessen wurde. Das Gassensor-Mikroarray zeigt einen schnellenAbfall der Sensorwiderstände in-nerhalb weniger Sekunden beiÜberflug der Methanquelle. Dem-entsprechend ändert sich auch dasSignalmuster von dem für Reinluftzu Methan. Die vergleichsweiselange Erholzeit der Segmentwider-stände bis auf Reinluftwerte istnoch Gegenstand von Untersu-chungen, steht aber einer wesent-lich kürzeren Wiederholbarkeit(< 100 sec) der Detektion einer
Gasquelle, wie der modelliertenMethanquelle, nicht entgegen.
Mit zunehmender Fluggeschwin-digkeit wird der Widerstandsabfallkontinuierlich geringer und somitdie mögliche Erkennung einerGasquelle schlechter, da die Gas-aufnahme von der Verweildauerder KAMINA in der Gaswolkeüber der Quelle abhängig ist. Zu-dem trägt die Verwirbelung durchdie von der Geschwindigkeit ab-hängige Rotorbewegung dazubei, weil dadurch die Konzentra-tion des Quellgases im Einzugs-bereich der Probenahme herab-setzt wird. Werden die Sensorsig-nale gegen die Fluggeschwindig-keit aufgetragen, ergibt die Extra-polation der resultierenden Gera-de, dass ab einer Geschwindig-keit von ca. 5 km/h das Signalkleiner als die Rauschamplitudeder Sensorwiderstände wird. ZurExploration eines unbekanntenGeländes erscheint demnach ei-ne Geschwindigkeit von immerhinetwa 3 km/h realistisch.
110
(110)
Abb. 9: Verlauf des mittleren Widerstands der Sensorsegmente bei einem direktem Überflug einer Methanquel-le in 30 cm Höhe. Das Polardiagramm zeigt rot das für Methan gemessene normierte Signalmuster, wie es imBereich des Minimums der Widerstandskurve auftritt gegenüber Reinluft (blau).
Raumluft
t [s]0 100 200 300 400 500 600
2
1,8
1,6
1,4
1,2R [M
Ohm
]
1
0,8
0,6CH4
Temperaturansteigend
Membrandicker
293031
3233
3435
36 37 38
2324
2526
2728
1
202122
9
1112
1314
1516
171819
2 3 45
67
8
10
MethanLuft
2
0
1

Um die Ortsauflösung abzuschät-zen wurde der Lateralabstandzwischen Luftschiff und Gasquellevariiert. Bei einem Lateralabstandvon 25 cm von der Quelle mit einerFluggeschwindigkeit von 1.3 km/hund gleichbleibender Höhe von30 cm wurde die Signalhöhe fürdas Methan bereits auf ca. 4 % derSignalhöhe bei direktem Überflugerniedrigt. Bei doppelter Entfer-nung wird kein Quellgas mehrwahrgenommen. Diese hoheOrtsauflösung ermöglicht einepräzise Lokalisierung gasemittie-render Objekte. Um allerdings ei-ne solche kleinformatige Quelle ineinem weitläufigen Gelände zeit-sparend zu finden, wird manzweckmäßigerweise zunächst ein„Screening“ des Geländes mitniedrigerer Ortsauflösung vorneh-men, indem ein großformatigesRaster in größerer Höhe abgeflo-gen wird, in der sich die zu detek-tierenden Gase weiträumiger ver-teilt haben und sich die Quelleleichter finden lässt.
Wie die ersten Untersuchungenzeigen, kann die am IFIA ent-wickelte elektronische NaseKAMINA als mobiles Ortungs-instrument eingesetzt werden. Ge-
genüber der biogenen Nase ist diegrößere Bandbreite nachweisbarerGase der mit gasempfindlichenMetalloxiden arbeitenden KAMI-NA, die stabile Empfindlichkeit undder gefahrlose Einsatz in gesund-heitsschädlichem Ambiente vorteil-haft. Zudem ist ihre Ortsauflösunganwendungsgerecht anpassbar.Die Ortung von Gasquellen mit nureinem Zentimeter Ausdehnung hatsich als problemlos machbar er-wiesen, so dass auch noch kleine-re Objekte lokalisierbar erschei-nen. Die Erfassung von Konzentra-tionsverteilungen in Dimensionenvon einigen 10 cm bis zu einigenMetern, wie z.B. in der Bodenson-dierung nach leicht- und mittel-flüchtigen organischen Schad-stoffen, kann durch manuelles Ab-rastern eines Geländes mit einerEinstechsonde bei Messzeiten vonetwa einer Minute pro Rasterposi-tion zügig erledigt werden.
Zur Erkundung noch größererFlächen wird an Technik und Ver-fahren der Kartierung von Gas-oder Geruchsemissionen mit einerzeppelingestützten elektronischenNase gearbeitet. LENA, das Luft-schiff mit elektronischer Nase, istein funkferngesteuerter Zeppelin,der neben einer KAMINA auch einGPS-System zur Positionsbestim-
mung und eine Videokamera zurIdentifizierung von gasemittieren-den Objekten an Bord hat. ErsteUntersuchungen zeigen, dass ei-ne Probenahme mit möglichstkurzem Gasweg zum KAMINA-Sensorchip notwendig ist, umChromatographieeffekte in derGasleitung zu unterbinden. EineOrtung von Passivquellen mit ei-ner Auflösung unter einem Meterin Kombination mit einer Gasquel-lenerkennung konnte in der Hallebei einer Probenahme von 30 cmüber dem Boden realisiert werden.Für eine aktive Modellquelle mit8 l/min Methanemission war dieErkennung der Quelle auch nochbei einigen StundenkilometernFahrgeschwindigkeit des Zeppe-lins möglich, so dass ein Abrasternvon großen Geländeflächen inerträglichen Zeiten möglich er-scheint. Es bleibt abzuwarten, wiesich diese vielversprechenden Er-gebnisse auf Außenluftbedin-gungen übertragen lassen.
Herrn Markus Kochbeck sei aus-führlich gedankt, der mit großemEngagement die Experimente amBoden und als Pilot die Untersu-chungen mit fliegender LENAdurchgeführt hat.
DanksagungZusammenfassung
111
(111)
[1] J. Goschnick,Proceedings of the 10th InternationalConference SENSOR 2001,Nürnberg, Vol. I, 123
[2] T. Seiyama, A. Kato, K. Fukiishi,M. Nagatini, Anal. Chem. 34 (1962), 1502
[3] W. Göpel, K.-D. Schierbaum in „Sensors“; Vol. 2 „Chemical andBiochemical Sensors“: W. Göpel, T.A. Jones, M. Kleitz, J. Lundsröm, T. Seiyama (Hrsg.),Verlag VCH (1991) 429
[4] J. Goschnick, M. Frietsch, T. Schneider,J. Surface and Coatings Technology,108-109 (1998) 292
[5] J. Goschnick,Microelectronic Engineering, 57-58(2001) 693-704
[6] A. Hierlemann, M. Schweizer-Berbasch,V. Weimar, G. Kraus, A. Pfau, W. Göpel,„Pattern Recognition andMulticomponent Analysis“, in: H. Baltes, W. Göpel, J. Hesse(Ed.), Sensors Update Vol. 2, 119-180, VCH, 1996
[7] M. Rapp, dieser Band
Literatur

Drei der fünf menschlichen Sin-neswahrnehmungen könnenlängst durch künstliche Produktenachgeahmt und teilweise sogarweit übertroffen werden. Andersbeim Geschmacks- und Geruchs-sinn, bei dem es bislang an tech-nisch ausgereiften Geräten mitvergleichbarer Leistungsfähigkeitfehlt. Speziell im Falle der Analysekomplexer organischer Gasgemi-sche wurde, in Analogie zur Ge-ruchswahrnehmung des Men-schen, bereits in den 80er Jahrender Begriff „elektronische Nase“geprägt [1].
Für „elektronische Nasen“ gibt esein riesiges Einsatzpotenzial, dasvon der Gasanalyse in chemi-schen Anlagen über eine Überwa-chung des Frischegrades von Le-bensmitteln bis hin zur Erkennungvon Duftstoffen reicht. Insbe-sondere interessant ist die Analy-se gasförmiger organischer Stoff-
gemische, die z.B. aus der flüssi-gen Phase in Produktionsprozes-sen verdampfen. Die meisten derbislang entwickelten „elektroni-schen Nasen“ messen die Ände-rung der Leitfähigkeit eines sensi-tiven Materials bei der Sorption ei-nes Analyten. Das sensitive Ma-terial besteht entweder aus dotier-ten Metalloxiden, meist Zinndioxid[2, 3], oder aus leitfähigen Poly-meren [4]. Diese Sensortypen ha-ben jedoch nicht-lineare Kennlini-en, so dass quantitative Aussagenüber Einzelstoffe in Gemischenselbst mit modernen Auswerte-methoden problematisch werden.Ein vielversprechender Sensor-typ, der direkt Masseänderungendurch Sorption detektiert, beruhtauf Messung der Schallgeschwin-digkeitsänderung akustischerOberflächenwellen („surfaceacoustic waves“ = SAW). Daraufbasierend ist im Forschungszen-trum Karlsruhe das System „SA-GAS“ (= SAW Aroma und GasAnalyse System) entwickelt wor-
den. Es kann die verschiedenstenorganischen Gase sekunden-schnell unterscheiden und Kon-zentrationen der Einzelkompo-nenten direkt bestimmen. Für pro-zessanalytische Anwendung wirddas System unter dem Namen„GASYS“ von der Firma BürkertGmbH & Co KG als Lizenzpartnerdes Forschungszentrums ver-marktet.
Ausgangsbasis dieser Sensor-technik sind sogenannte SAW-Bauelemente, die in großenStückzahlen kostengünstig pro-duziert werden. Durch Beschich-tung mit sensitiven Gas absorbie-renden Materialien lassen sichdaraus SAW-Chemosensorenherstellen. Aufgrund der großenZahl möglicher Beschichtungengestatten diese Sensoren prinzipi-ell die Detektion einer entspre-chend großen Anzahl verschiede-ner Gase. In der Praxis bewährthat sich jedoch eine Beschrän-kung auf organische Gase, die mitHilfe von sensitiven Polymerfil-men detektiert werden. Die Be-schichtung erfolgt meist mit einerLösung des Polymers in einem or-ganischen Lösemittel durch Spin-coating- oder Spraying-Verfahren.Alternativ kann das Polymer auchdirekt mit Hilfe verschiedener Va-kuum-Abscheideverfahren depo-niert werden. Die Qualitätssiche-rung erfolgt einfach durch Selekti-on der beschichteten Sensoren.
Das Messprinzip (Abb. 1) beruhtauf der Änderung der Resonanz-frequenzen von SAW-Bauele-menten bei der Sorption des Ana-lyten [5]. Ein mit einem Polymer
Sensoren undMessprinzip
Einleitung
112
Elektronische Nasen für industrielleHochleistungsanwendungenM. Rapp, A. Voigt, IFIA; V. Hartmann, IPE
NACHRICHTEN - Forschungszentrum Karlsruhe Jahrg. 34 2-3/2002 S. 112-118
Abb. 1: Messprinzip: Ein mit einer selektiven Sorptionsschicht versehenerSAW-Sensor und ein unbeschichteter Referenzsensor bestimmen jeweils dieFrequenz einer Oszillatorschaltung. Die erzeugte Differenzfrequenz ist das ei-gentliche Sensorsignal.
Sensor Referenz
Piezoelektr.Substrat
HF-Verstärker
Mischer
Signalausgang Interdigital-transducer
Frequenzzähler (< 10 MHz)
SAW(433 MHz)
Sorptionsschicht(Polymer)

beschichteter Sensor und einunbeschichtetes Referenzele-ment dienen jeweils als frequenz-bestimmende Komponente einerOszillatorschaltung. Die Mi-schung der beiden Resonanz-frequenzen erzeugt eine Diffe-renzfrequenz, das eigentlicheSensorsignal. Das hat den Vorteil,dass trotz der Nutzung von Hoch-frequenzen in den Oszillatoren(433 MHz) eine vergleichswei-se niedrige Differenzfrequenz(< 10 MHz) erzeugt wird, welchesich durch eine einfache Digitale-lektronik erfassen lässt. Die Ände-rung der Differenzfrequenz stehtin erster Näherung im linearen Zu-sammenhang mit dem Partial-druck des sorbierten Gases.
Da Polymere nicht hinreichendselektiv auf bestimmte Analytenansprechen, fasst man mehrereSensoren zu einem „Sensor-array“ zusammen. Das Array lie-fert ein Signalmuster, das sichaus den Signalen der Einzelsen-soren zusammensetzt. Diesekönnen dann mit chemometri-schen Verfahren ausgewertetwerden, z.B. mit einer Hauptkom-ponentenanalyse oder mit künst-lichen neuronalen Netzen [6]. Mitdiesen Methoden und unter-schiedlich beschichteten, „semi-selektiven“ SAW-Sensoren kön-nen Gasgemische sowohl quali-tativ als auch quantitativ analy-siert werden [7, 8]. Durch die ge-zielte Kombination geeigneterBeschichtungen lässt sich dasSAW-Sensorarray an bestimmteMessaufgaben adaptieren. Sol-len z.B. möglichst viele verschie-dene Gase detektiert werden,
müssen Polymerschichten mitmöglichst unterschiedlichenSorptionseigenschaften kombi-niert werden, um Signalmustermit hoher Aussagekraft zu erhal-ten. Diese Forderung ist im Fallvon massesensitiven Sensorendann besonders einfach zu erfül-len. Zudem stellen massesensiti-ve Sensoren außer der Sorp-tionsfähigkeit für Gase nur weni-ge Ansprüche an die verwende-ten Beschichtungsmaterialien.Dementsprechend groß ist diePalette einsatzfähiger Materia-lien. Wegen ihrer besonderen Ei-genschaften wie Sorptionsfähig-keit, chemische Stabilität undNichtflüchtigkeit werden Polyme-re bevorzugt, die als stationärePhasen in der Gaschromatogra-phie Verwendung finden.
Kernstück von SAGAS ist ein imIFIA entwickeltes SAW-Sensorar-ray aus 8 SAW-Sensoren mit ei-nem gemeinsamen Referenzsen-sor (Abb. 2). Zusammen mit Gas-zuführung, Messzelle und Fre-quenzmisch-Elektronik bildet esden Sensorkopf, der durch ein hochfrequenzdichtes Gehäu-se mit den Abmessungen60 x 46 x 17 mm abgeschirmt ist.Die neue SAGAS-Generationnutzt zur Erfassung der Differenz-frequenzen ein patentiertes Multi-plexverfahren [9], das zum Ausle-sen des kompletten Arrays nur ei-ne Sekunde benötigt. Dadurchentfällt die Notwendigkeit der elek-tromagnetischen Trennung der
Das SensorsystemSAGAS
Sensorarrays undSignalmuster
113
Abb. 2: SAW-Sensorarray im Demonstrationsgehäuse aus Ple-xiglas. Der Sensorkopf mit den Abmessungen 60 ×46 ×17 mm 3 ent-hält 8 einzeln auswechselbare SAW-Sensoren.

114
Oszillatoren, wodurch sich derSensorkopf kompakter und kos-tengünstiger aufbauen lässt alsbei einem früheren Ansatz [10]. Im
Sensorsystem erfolgt die Probe-nahme standardmäßig mit einerMembranpumpe, die abwech-selnd Probe- bzw. Nullgas überden Sensorkopf pumpt. Die Abb. 3zeigt daraus resultierende Mess-kurven. Man erkennt die schnelleAnsprechzeit, die gute Reprodu-zierbarkeit und die signifikantenUnterschiede in den einzelnenSensorsignalen, die nach einerautomatischen Mustererkennungzur selektiven Gaserkennungführen.
Die Ansteuerung des Sensorkop-fes sowie die Daten-Akquisitionund Verarbeitung übernimmt eineDigitalelektronik, die zusammenmit IPE entwickelt wurde. Abb. 4zeigt das SAGAS-Sensormodul,das die Signalmuster mittels neu-ronaler Netze vollautomatischauswertet. Die ermittelten Kon-zentrationen einzelner Kompo-nenten in Gasmischungen wer-
den direkt auf dem Display ange-zeigt oder zur weiteren Datenver-arbeitung und Visualisierung aufeinen PC übertragen. Hierfür wur-de bei IPE das Softwarepaket„KANGAROO“ (= Karlsruhe Neu-ronal Network Gas Analyzing Ro-bust Operating Observer) ent-wickelt, in dem mehrere Musterer-kennungsverfahren modular im-plementiert sind. Die Module las-sen sich in Datenakquisition, Da-tenvorverarbeitung, Datenanaly-se (Klassifikation oder Regressi-on) und in das Erstellen der Klas-sifikatoren oder Regressoren ein-teilen. Durch die Modularisierunglassen sich neben SAGAS auchgleichzeitig weitere Sensorsyste-me anschließen und diese dann inKombination auswerten. Um eineValidierung und Überwachung derSensorsysteme zu gewährleisten,können die Daten nach jedem Ver-arbeitungsschritt visualisiert wer-den.
Abb. 4: Das komplette SAW-Sensorsystem,das vom PC oder mit Hilfe eines Mikropro-zessors gesteuert werden kann. Die Mus-teranalyse kann auch im Gerät selbst vor-genommen und das Ergebnis über ein Dis-play zur Anzeige gebracht werden.
Abb. 3: Typische Sensorsignale durch dynamische Beprobung. Man erkennt die gute Reproduktionder Einzelmessungen und, je nach Analyt, die signifikanten Unterschiede in den einzelnen Sensor-signalen. Die angelegten Konzentrationen lagen hier zwischen 100 ppm – 400 ppm.
0
20000
40000
60000
80000
100000
Diffe
renz
frequ
enz [
Hz]
Xylol Benzol Ethanol
1 601 1201 1801 2401 3001 3601Zeit [Sekunden]

Hier geht es um die selektive Er-kennung einzelner Stoffe oder un-terschiedlicher Gasgemische. ImRahmen eines Industrieprojektesmit der Schering AG wurde dieEignung von SAGAS für die Iden-tifikation von flüssigen oder gas-förmigen Rohstoffen für die orga-nische Synthese getestet [11]. DieAbb. 5 zeigt den PCA-Plot von 14verschiedenen Komponenten, diebei Schering für die Synthese ei-nes Wirkstoff-Zwischenproduktesverwendet werden: Alle Substan-zen sind gut voneinander zu un-terscheiden. Insbesondere konn-te Wasser durch eine geschickteAuswahl von sensitiven Substan-zen für das Sensorarray zuverläs-sig von den anderen Stoffen dis-kriminiert werden, was am relativgroßen Abstand des Clusters fürWasser von den Clustern der an-deren Stoffe zu erkennen ist.
Bei einer quantitativen Analysewerden die Konzentrationen ein-zelner Komponenten in einemStoffgemisch direkt bestimmt. Siestellt somit eine Steigerung derqualitativen Analyse dar und ist mitSAGAS ebenfalls durchführbar!Industriell erfolgreich erprobt wur-de dies bereits bei verschiedenenbinären und ternären Mischungenorganischer Lösungsmittel [12,13]. Als Beispiel sei hier dieschnelle Prozesskontrolle einerpräparativen HPLC-Anlage imRahmen des oben genannten In-dustrieprojektes genannt. Dabeiwar eine On-Line-Überwachungverschiedener binärer Lösemittel-gemische erforderlich, um Be-triebsstörungen schnell erkennen
zu können. Die Messung mit demSensorsystem erfolgte quasi kon-tinuierlich, indem ein Teil des Lö-semittelflusses abgezweigt undmittels Permeationszelle in derGasphase mit dem Sensorsystemanalysiert wurde. Analysen vonMethanol-Wasser-Mischungenwerden hier beispielhaft vorge-stellt. In einer Kalibrationsphasemit voreingestellten Konzentrati-onsverhältnissen wurden zu-nächst Datensätze für das Trai-ning der Mustererkennungs-Soft-ware von SAGAS generiert. DieErgebnisse der nachfolgendenGemisch-Analysen sind in Abb. 6dargestellt. Aus dem Diagrammgeht hervor, dass über denganzen Konzentrationsbereichder mittlere Analysefehler bei He-xan-Ethylacetat-Mischungen un-
ter 1% liegt! Bei einem anderenGemisch aus Methanol und Was-ser lag der Analysenfehler zwar„nur“ bei 1,25 %, da Methanol undWasser sehr ähnliche physikali-sche Eigenschaften aufweisen.Die erreichte Genauigkeit speziellfür diese Stoffkombinationen überden weiten Konzentrationsbe-reich stellt jedoch ein hervorra-gendes und bislang unerreichtesErgebnis dar.
Die an diesem Beispiel demons-trierte Genauigkeit gilt allerdingsnur für Mischungen einer zuvoreintrainierten Stoffkombination,wie sie bei vielen Messaufgabenin der Prozessanalytik vorliegen.Bei anderen Anwendungen, z.B.in der Umweltanalytik, ist dagegenmit Störungen durch nicht eintrai-
Quantitative Analyse
Qualitative Analyse
115
Abb. 5: Hauptkomponentenanalyse (PCA) von 14 verschiedenen Lösemitteln,wie sie für eine einer pharmazeutische Synthese verwendet werden. Ziel wardie Identitätskontrolle von organischen Stoffen im Dampfraum von Rohstoff-behältern. Alle Stoffe konnten gut voneinander und insbesondere gegen Was-serdampf diskriminiert werden.
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0
–0.1
–0.2
Komponentenachse 1
Kom
pone
ntena
chse
2
–0.4 –0.3 –0.2 –0.1 0 0.1 0.2 0.3 0.4 0.5
DMF
HAc Pyridine
iso-PropEtOH
Roh-material
2
Rohmaterial 3
Rohmaterial 1
HeptaneTHF MTB
HCl
TEA
H2O

nierte Fremdkomponenten zurechnen. Um Fehlinterpretationendurch die Auswerte-Software zuvermeiden, ist eine vorgeschalte-te „Bekannt/Unbekannt“-Erken-nung der Sensor-Signalmuster er-forderlich. Mittlerweile wurde diesmit den SAGAS-Geräten und denin der Software verwendeten neu-ronalen Netzen ebenfalls erfolg-reich erprobt. Ein anderer Weg,Störkomponenten durch eine spe-zielle Probenahme auszuschal-ten, wird im Folgenden erläutert.
Aktuelle Entwicklungen in derSAW-Sensortechnik zielen auf ei-nen noch kostengünstigeren Auf-bau ab, um wirklich „massen-markttaugliche“ elektronische Na-sen für Anwendungen des tägli-chen Bedarfes zu schaffen. Die Ar-beiten sind Teil des HGF-Strate-giefonds-Projektes „ELMINA“,welches auch die Kombination ei-nes Metalloxid-Sensorarrays (KA-MINA) mit dem SAW-Sensorarray(SAGAS) vorsieht. SAW-seitig isthierfür die vollständige Integrationder Probenahme und Sensortech-nik in den elektronischen Aufbaugeplant. Das daraus entstehendeSAW-Mikorarray existiert bereitsin Form eines Adapters, der einProbevolumen von nur 80µl auf-weist. Daraus resultieren extremgeringe Ansprechzeiten: Einequalitative Analyse benötigt nurnoch 2 Sekunden! Eine weitereNeuerung betrifft die Probenah-metechnik: Hierzu wurde im IFIAspeziell für SAGAS eine Einheitzur schnellen Anreicherung derAnalyten entwickelt (Abb. 7). Die-se Technik wird als Trap-Verfah-ren bezeichnet und beispielswei-
Neue Entwicklungen /Aktueller Stand
116
Abb. 6: Quantitative Analyse eines binären Gasgemisches aus Hexan undEthylacetat mittels neuronaler Netze. Die durchgezogenen Linien stellen dievorgegebenen Konzentrationen und die Symbole jeweils die vom neuronalenNetz erkannten Konzentrationen dar. Die mittlere Abweichung war besser als 1%!
0
20
40
60
80
100
Hexa
n [%
]
0 5 10 15 20 25Nummer der Messung
0
20
40
60
80
100Ethylacetat [%
]
1,07%
0,96%
0,98%
0,34%
0,68%
0,19%
0,54%1,24%
0,36%
0,34%
0,38%
0,11%0,52%
0,44%
0,3%
1,14%
0,12%
0,33%
0,27%
0,49%0,98%
0,11%
0,73%
0,4%
1,28%
eingestellteHexankonzentration
Neuronales NetzErgebnis für Hexan
eingestellteEthylacetat-konzentration
Neuronales NetzErgebnis für Ethylacetat
Abb. 7: Foto des geöffneten Trap-Gesamtmoduls mit Ansteuerelektronik. Eskann optional mit allen SAGAS-Geräten verwendet werden.

se in der Gaschromatographieeingesetzt. Ihre Miniaturisierungin Kombination mit SAGAS ver-bessert nun dessen Leistungs-fähigkeit in mehrfacher Hinsicht:
Für die meisten organischenGase können in Abhängigkeitvon Beprobungsdauer und Leis-tungsfähigkeit des Trap-Mate-rials die Nachweisgrenzen er-heblich verbessert werden.
Durch selektive Anreicherungvon spezifischen Stoffgruppenwird die Unterdrückung stören-der Majorkomponenten, wiez.B. Wasserdampf, möglich.
Da nur zwei Systemzuständegemessen und miteinanderverglichen werden (nicht ange-reichert – angereichert), kannauf ein Referenzgas verzichtetwerden, was eine unabdingba-re Voraussetzung für Hand-geräte oder kostengünstigeSensornetze zur MAK- oderUnfallüberwachung in Indus-triebetrieben darstellt.
Durch den Einsatz der Trapwird der Einfluss langsamerSensordriften erheblich redu-ziert. Unabhängig von der Probenahmedauer (Bereich 3-60 min) bleibt die eigentlichekurze Messzeit von nur 10 skonstant! Dies ist überall dortvorteilhaft, wo nur langsameKonzentrationsänderungen zuerwarten sind, beispielsweisebei der Raumluftüberwachung.
Die Abb. 8 zeigt eine typischeMessung eines SAGAS-Systemsmit Trap. Das Absorbermaterial„Tenax“ reichert selektiv unpolareKohlenwasserstoffe (KW), Aro-maten und chlorierte KWs an. Inder Heizphase werden diese Stof-
fe desorbiert und über die Senso-ren geleitet: Unabhängig von dereigentlichen Absorptionszeit ent-stehen scharfe Signalspitzen, dieeiner Musterkennung zugeführtwerden. Das hier für 1 ppm Per-chlorethylen (PER) gezeigte Mus-
ter kann, unabhängig von der Luftfeuchte, noch bis zu extremniedrigen Konzentrationen von0,01 ppm sicher erkannt werden.Tab. 1 zeigt nun tabellarisch dieaktuellen Nachweisgrenzen desSystems mit Tenax-Trap. Für un-
117
Abb. 8: Typische Messsignale von SAGAS mit dem Trap-Modul, gefüllt mit Te-nax als Absorbens und mehrfacher Probenahme von Perchlorethylen als Ana-lyt bei einer Konzentration von nur 1 ppm!
10000
8000
6000
4000
2000
Freq
uenz
ände
rung
[Hz]
0
–20000 200 400 600 800 1000
Zeit [s]
Sensor 11
0,90,80,70,60,50,40,30,20,1
0
Sensor 2
Sensor 3
Sensor 4Sensor 5
Sensor 6
Sensor 7
Sensor 8
1200 1400 1600 1800 2000
Tab. 1: Aktuelle Nachweisgrenzen von SAGAS mit Trap. Zusätzlichangegeben sind die Zeiten für die Anreicherung in Sekunden unddie derzeitigen Werte für die maximale Arbeitsplatzkonzentration(MAK).
Analyt ZZ [s] NWG[ppb] MAK [ppb]
n-Decan 240 15 [500.000]Styrol 240 16,5 20.000XyIoI 240 31 100.000Ethylbenzol 240 38 100.000n-Octan 240 46 500.000ToIuoI 240 86 50.000Tetrachlorethen 150 96 50.000Benzol 600 410 [1.000]n-Heptan 140 560 500.000Tetrachlormethan 600 1.200 10.000n-Hexan 240 2.300 50.000Aceton 240 6.400 500.000Dichlormethan 240 9.000 100.000Ethanol 240 37.00 500.000

polare Stoffe sind sie durchweg imppb-Bereich, was natürlich dieAbsorptionseigenschaft des Ab-sorbermaterials Tenax widerspie-gelt. Mit einem polaren Material,beispielsweise „Carbowax“, könn-ten auch die Alkohole im ppb-Be-reich nachgewiesen werden.
In diesem Bericht wurde an einemkonkreten Beispiel, dem im For-schungszentrum entwickeltenSensorsystem „SAGAS“, das Po-tenzial „elektronischer Nasen“aufgezeigt. Es ist in seinem der-zeitigen Entwicklungsstadium
nicht nur in der Lage, die ver-schiedensten organischen Gaseschnell und zuverlässig voneinan-der zu unterscheiden, sondernkann Gasgemische auch quanti-tativ analysieren. Die Ergebnisseim Rahmen einer Anwendungs-studie bei der Schering AG in Ber-lin zeigen, dass man in der chemi-schen Analytik mit der SAW-Gas-sensorik neue Wege gehen kann.Darüber hinaus erlaubt die großeVielfalt chemisch-sensitiver Poly-merbeschichtungen eine einfacheOptimierung von SAGAS für dieverschiedensten Messaufgaben.Die Verwendung neuer Sensor-schichten und der Einsatz appli-
kationsspezifischer Probenahme-Systeme lassen viel Raum fürzukünftige Entwicklungen. Insbe-sondere sind hierbei spezielle An-reicherungseinheiten zu nennen,die dem Sensorsystem eineganze Reihe neuer und aufregen-der Anwendungsfelder besche-ren. Dieses Know-How, generiertim Forschungszentrum, wird künf-tig bei verschiedenen Lizenzpart-nern zu neuen Produkten umge-setzt.
Zusammenfassung
118
[1] J.W. Gardner, P.N. Bartlett, Sensors and Actuators B, 1994, 18-19, 211
[2] U. Weimar, K. D. Schierbaum,W. Göpel, Sensors and Actuators B, 1, 1990,93-96
[3] J. Goschnick et al., FZKA-Nachrichen, in diesem Band
[4] http://cyranosciences.com/
[5] H. Wohltjen, Sens. and Act. 1984, 5, 305 ff.
[6] R. Rojas, „Theorie der neuronalen Netze“,Springer-Verlag, Berlin 1993
[7] M. Rapp, J. Reibel, Nachr. Chem. Tech. Lab. 44 (1996),S. 1088-1092
[8] V. Hartmann, T. Wessa, GIT, Laborzeitschrift, April 1999,332 ff.
[9] M. Rapp, J. Reibel, A. Voigt,M. Balzer, O. Bülow, Sensors and Actuators, B65/1-3 (2000), 169-172
[10] M. Rapp, B. Böß, A. Voigt,H. Gemmeke, H. J. Ache, Fresenius J. Anal. Chem. 352(1995), 699-704
[11] M. Rapp, J. Reibel, T. Wessa,Sonderpublikation der ZeitschriftLaborPraxis “Labor 2000”, Ausgabe2000 (B19121) November 1999, S. 122-127
[12] T. Wessa, S. Küppers, G. Mann,M. Rapp, J. Reibel, Organic Process Research &Development, Vol. 4 (2000), 102-106
[13] T. Wessa, S. Küppers, M. Rapp,J. Reibel, Sensors and Actuators B, specialissue of Prof. Göpel in memoriam,B70 (2000), 203-213
Literatur

Der metallische Würfel ist gerademal einen Kubikzentimeter großund trotz seiner Kleinheit ist ervon 8000 sich kreuzenden Mikro-kanälen durchzogen, jeder Mikro-kanal so fein wie der Durchmes-ser eines Haares (Abb. 1). Ver-sieht man den Würfel mit Rohran-schlüssen, so erhält man einenMikrostrukturapparat, mit demsich von einem heißen Flüssig-keitsstrom die Wärmeleistung ei-nes Einfamilienhauses, d. h. ca.20 Kilowatt, abführen lässt. Mitetwas größeren Würfeln kanndieser Wert problemlos auf dasZehnfache gesteigert werden.Diese riesigen, mit normalen Ap-paraten bei weitem nicht er-reichbaren Wärmeabfuhrraten inkleinstem Raum erklären sich da-durch, dass in Mikrokanälen dieWärmeübergänge um Größen-ordnungen höher sind als in denStrömungskanälen konventionel-ler verfahrenstechnischer Appa-rate.
Das Anwendungspotential für sol-che Kleinstapparate könnte ins-besondere in der chemischenTechnik liegen, dort wo die Abfuhrvon extrem hohen Wärmeleistun-gen bei chemischen Reaktionenund deren exakte Temperatur-kontrolle oft von entscheidenderBedeutung sind – und zwar so-wohl für die Produktqualität alsauch für die Betriebssicherheit. Ineiner zukünftigen chemischenProduktion könnte der Einsatzdieser miniaturisierten Chemie-apparate völlig neue Wege in vie-len Bereichen eröffnen. Eine dervielleicht nicht mehr allzu fern lie-genden Visionen ist es, dass dieheutigen, viele Kubikmeter gro-
ßen Rührkessel mit ihren be-kanntlich unbefriedigenden Wär-meabfuhreigenschaften durch ei-nige wenige Mikrostrukturappa-rate ersetzt werden. Dadurchwerden die Mengen der miteinan-der reagierenden, oft giftigen undexplosiven Chemikalien drastischerniedrigt, und entsprechend re-duziert sich das Gefahrenpotenti-al. Neben der erhöhten Betriebs-sicherheit erhofft man sich durchdie verbesserte Temperaturkon-trolle in Mikroreaktoren einegrößere Nutzung der Ausgangs-rohstoffe – Ressourcenschonungheißt hier das Stichwort – undletztlich, wie bei jeder industriel-len Anwendung, eine bessereWirtschaftlichkeit des Herstel-lungsprozesses. Aber auchaußerhalb der Chemie lassen die
herausragenden wärmetechni-schen Eigenschaften der Mikro-apparate eine Vielzahl von Ein-satzmöglichkeiten im effizientenWärmemanagement von industri-ellen Prozessen erwarten.
Auf der Basis solcher leistungs-fähigen Mikrostrukturapparate,wie sie im IMVT entwickelt wer-den, ist im ForschungszentrumKarlsruhe ein neues Forschungs-und Technologiegebiet entstan-den, die Mikroverfahrenstechnik,an der mittlerweile neben demIMVT fünf weitere Institute desZentrums beteiligt sind: ITC-CPV,IRS, IPE, IMF I und IMF III. Eingelungenes Beispiel für die orga-nisationsübergreifende Kompe-tenznutzung, wie sie nur in einemGroßforschungszentrum möglich
Einleitung
119
(119)
Metallische Mikrostrukturapparate – neue Wege in der VerfahrenstechnikK. Schubert, IMVT
NACHRICHTEN - Forschungszentrum Karlsruhe Jahrg. 34 2-3/2002 S. 119-128
Abb. 1: Metallischer Kern eines Mikrostrukturapparats in Würfelform, dervon 8 000 sich kreuzenden Mikrokanälen durchzogen ist, jeder Mikrokanal sofein wie ein Haar. Mit Wasser als Medium kann in diesem Würfel von einemKubikzentimeter eine Wärmeleistung von 20 Kilowatt übertragen werden,was dem Wärmebedarf eines Einfamilienhauses entspricht. Das Anwen-dungspotential für diese extrem leistungsfähigen Miniaturapparate wird inder chemischen und thermischen Verfahrenstechnik gesehen.

ist. Als Ziel der gemeinsamen Ar-beiten will man in der Mikrover-fahrenstechnik die herausragen-den Eigenschaften der Mikro-strukturapparate in vielfältigerWeise zur Verbesserung und In-tensivierung von chemischen undthermischen Prozessen nutzenund darüber hinaus in völligneuartige verfahrenstechnischeBereiche gewinnbringend vor-dringen, die der klassischen Ver-fahrenstechnik verschlossensind.
Auch außerhalb des Forschungs-zentrums haben die Mikrostruktu-rapparate und ihre Potentiale fürdie Verfahrenstechnik in den letz-ten Jahren ein rasant gestiege-nes Interesse in der einschlägi-gen Fachwelt gefunden [1], [2].So arbeitet heute weltweit eineständig wachsende Zahl von For-schergruppen in Wissenschaftund Industrie auf diesem relativjungen und attraktiven Technolo-giegebiet, zum Teil auch mit ganzunterschiedlichen Lösungsansät-zen und Konzepten [3], aber mitder gleichen Zielrichtung wie hierim Forschungszentrum.
Die grundlegende Idee, chemi-sche und thermische Prozesse inMikrokanälen eines Kleinst-apparates zu führen, entstand vorwenig mehr als zehn Jahren imForschungszentrum Karlsruhe.Zu der Zeit hatte man mit erstenPrototypapparaten gerade expe-rimentell demonstriert, dass Wär-meübergänge in Mikrokanälenum bis zum Hundertfachen effek-tiver sind als in den Strömungs-
kanälen von herkömmlichen Wär-meübertragern [4], [5]. Und dieseVorteile will man für technischeAnwendungen nutzen, z. B. fürchemische Reaktionen, die be-kanntermaßen oft mit heftigerund großer Wärmeproduktionverbunden sind. Auch bei vielenanderen verfahrenstechnischenVorgängen, wie extrem schnellesErhitzen oder Abkühlen von Flui-den, Verdampfen, Kondensieren,Mischen, Emulgieren kann eineProzessführung in Mikrokanälenvon Mikrostrukturapparaten zuerheblichen Verbesserungen füh-ren. Das im IMVT verfolgte Kon-zept sieht vor, Tausende oder garZehntausende von Mikrokanälenin einer einzigen Funktionseinheit
zusammenzubündeln. So erhältman hocheffiziente Mikrostruktur-apparate wie Mikroreaktoren, Mi-krowärmeübertrager und Mikro-mischer mit den für technischeAnwendungen erforderlichen ho-hen Durchsätzen und vermeidetbzw. minimiert unnötige Parallel-schaltungen [6].
Ein solcher Mikrostrukturapparat,der große Stoffdurchsätze er-laubt, ist in Abb. 2 in seiner tech-nischen Ausführung gezeigt. Ineinem würfelförmigen Mikrostruk-turkörper von nur 3 cm Kanten-länge sind hier insgesamt 15 000Mikrokanäle auf zwei Passagenaufgeteilt im Kreuzstrom unterge-bracht. In der einen Hälfte der Mi-krokanäle läuft z. B. eine chemi-
Technische Durchsätzeund vielversprechendeEigenschaften
120
(120)
Abb. 2: Technische Ausführung eines Mikrostrukturapparatesaus Edelstahl für große, industrielle Stoffdurchsätze für verfah-renstechnische Anwendungen. Der innere Kern des Apparates istein würfelförmiger Körper mit 3 cm Kantenlänge. Er enthält ins-gesamt 15 000 Mikrokanäle, die auf zwei Passagen aufgeteiltsind. Mit Wasser als Testmedium können bis 7 000 Liter pro Stun-de durch die Mikrokanäle der einen Passage gepumpt werdenund dabei bis zu 200 Kilowatt Wärmeleistung auf die Kühlflüssig-keit in der im Kreuzstrom verlaufenden zweiten Passage übertra-gen werden.

sche Reaktion ab, die Wärmeproduziert. In der anderen Hälfteder Kanäle strömt eine Kühlflüs-sigkeit, welche die entstehendeWärme effektiv und gezielt ab-führt. Zum Anschluss der Mikro-kanäle an die äußere Makroweltist der Würfel in ein kreuzförmi-ges Gehäuse mit normalenRohranschlüssen eingeschweißt,und zwar vakuumdicht. Diese ho-he Dichtigkeit stellt sicher, dassauch nicht die geringsten Spurender chemischen Reaktionsmedi-en in die Kühlflüssigkeit oder indie Außenwelt gelangen. Durchdiesen Mikrostrukturapparat kön-nen 7 000 Liter pro Stunde anwässriger Chemielösung durch-gepumpt und eine Wärmeleis-tung von bis zu 200 Kilowatt aufeine Kühlflüssigkeit übertragenwerden. 7 000 Liter pro Stunde,dies entspricht bei Tag- undNachtbetrieb einem Jahresdurch-satz von etwa 60 000 Tonnen füreine einzige Mikrostruktureinheit,ein Durchsatz, den man durchausals technisch relevant be-zeichnen kann. Und sollte einnoch größerer Durchsatz gefor-dert sein, so könnte man durchdas Parallelschalten von einigenwenigen dieser Mikrostrukturein-heiten auch Stoffdurchsätze vonmehreren 100 000 Tonnen proJahr erreichen bei Wärmeüber-tragungsleistungen, die dann imMegawatt-Bereich liegen. Fazitist: Große und technisch relevan-te Durchsätze dürften für die Mi-krostrukturapparate des IMVTkein Problem sein.
Neben der Möglichkeit, großeStoffdurchsätze zu realisieren,besitzen die metallischen Mikro-strukturapparate weitere vielver-sprechende Eigenschaften: Be-
dingt durch die große Anzahl vonMikrokanälen, die in kleinsten Vo-lumen angeordnet sind, ergebensich hohe spezifische innereOberflächen von bis zu 30 000Quadratmeter pro Kubikmeter,vergleichbar mit der menschli-chen Lunge. Mit wässrigen Medi-en werden daher Aufheiz- bzw.Abkühlzeiten im Bereich von Milli-sekunden erzielt und spezifischeWärmeübertragungsraten, dieum viele Faktoren über denenvon konventionellen Apparatenliegen [7]. Aufgrund dieser Eigen-schaften ist eine in der konventio-nellen Technik nicht erreichbareäußerst präzise Temperatur-kontrolle von verfahrenstechni-schen Prozessen möglich. Che-mische Prozesse, die stark exo-therm sind und damit eine großeWärmeproduktion haben, könnendann isotherm, d. h. mit konstan-ter, optimaler Betriebstemperaturgefahren werden. Dies steigertdie Ausbeute an dem gewünsch-ten chemischen Produkt und da-mit die Wirtschaftlichkeit. Eine Er-höhung der Produktausbeute be-deutet auch eine Verringerungder eingesetzten Ausgangsche-mikalien und der Abfallströme,was letztendlich der Umwelt zu-gute kommt. Dass erheblicheAusbeutesteigerungen bei starkexothermen chemischen Prozes-sen durch den Einsatz von Mikro-reaktoren auch realisierbar sind,wurde im Labormaßstab an ei-nem Mikroreaktor des For-schungszentrums am Beispiel ei-ner exothermen Gasphasen-Re-aktion bei einem Partner in derchemischen Industrie erfolgreichnachgewiesen [8].
Exotherme chemische Prozessemit exzessiver Wärmeentwick-
lung werden wegen der nicht sehreffektiven Wärmeabfuhr in kon-ventionellen Chemieapparatenoft mit Verdünnungsmedien in ho-hem Überschuss gefahren, dieanschließend wieder kosten-aufwendig abgetrennt werdenmüssen. Auf Verdünnungsmedi-en kann bei einem Mikrostruktur-reaktor verzichtet werden, unddie Reaktion wird trotzdem sicherund kontrolliert geführt. Ein„Durchgehen“ der chemischenReaktion und eine damit mögli-cherweise verbundene Freiset-zung von Chemikalien wird durchdie im Überfluss vorhandeneWärmeabfuhrkapazität des Mi-kroreaktors wirkungsvoll verhin-dert. Entsprechende Versuchedazu, d. h. Reaktionen mit „un-verdünnten“, stark exotherm mit-einander reagierenden flüssigenMedien wurden im Rahmen einerIndustriekooperation im IMVT mitspeziell entwickelten Mikroreak-toren erfolgreich durchgeführt [9].
Die hohe Druckfestigkeit der Mi-krostrukturapparate bis zu meh-reren hundert bar Überdruck unddie explosionshemmende Wir-kung der Mikrokanäle sind vonerheblicher Bedeutung für die Be-triebssicherheit, insbesonderewenn man mit toxischen oder ex-plosiven Stoffen umgeht.
Die Druckfestigkeit, die durch sta-tische Langzeittests und dynami-sche Druckbelastungsversuchenachgewiesen wurde [6], ist nichtnur bei Betriebsstörungen sicher-heitstechnisch wichtig, sondernauch für chemische Verfahren,wo hohe Betriebsdrücke erforder-lich sind. Dies ist z. B. bei chemi-schen Reaktionen in und mitüberkritischen Fluiden der Fall,ein neues und vielverspre-
121
(121)

chendes Anwendungsgebiet fürMikrostrukturreaktoren, welcheszusammen mit den Experten desITC-CPV gestartet wurde.
Aufgrund der ebenfalls experi-mentell nachgewiesenen explosi-onshemmenden Wirkung der Mi-krokanäle [6] sind Reaktionen mitexplosiven Gasgemischen ein be-sonders attraktives Einsatzgebietfür die Mikrostrukturapparate.Ausführliche Versuche dazu wur-den am Beispiel des wohl bekann-testen explosiven Gasgemischesdurchgeführt, dem Knallgas, wel-ches aus Wasserstoff und Sauer-stoff besteht. Die Experimente be-stätigten, dass die äußerst explo-siven Knallgasgemische in denMikrokanälen kontrolliert und si-cher zur Reaktion gebracht wer-den können und dass die entste-hende Reaktionswärme über dieMikrokanäle der Kühlpassagenutzbringend aus dem Mikrostruk-turreaktor abgeführt werden kann[10], [11]. Diese mehr zur Demon-stration des Potentials der Mikro-strukturapparate durchgeführteUntersuchungen sind auch für be-stimmte technische Anwendungeninteressant, die gemeinsam mit ei-nem Industriepartner untersuchtwerden, wie z. B. die Wärme-erzeugung in den Wasserstoff-Er-zeugungssystemen von zukünfti-gen Fahrzeugen mit Brennstoff-zellenantrieb [12].
Die metallischen Mikrostrukturap-parate für chemische und thermi-sche Prozesse werden im IMVTals Prototypen für spezielle An-wendungen und in standardisier-
ten Bauformen mit einem be-währten, ebenfalls weitgehendstandardisierten Herstellungsver-fahren gefertigt.
Folgendes Fertigungsprinzip wirdangewendet: In die Oberflächevon metallischen Folien werdenparallel verlaufende Mikrokanäleeingearbeitet. Dies geschiehthauptsächlich mit Mikroschneid-werkzeugen durch Präzisionsdre-hen oder Präzisionsfräsen. Wenneine kompliziertere Formgebungder Mikrokanäle erforderlich ist,werden auch Mikroätztechnikeneingesetzt.
Als Materialien wurden bisherEdelstähle, Aluminiumlegierun-gen, Kupfer, Silber und Rhodiumverwendet. Für chemisch sehraggressive Medien wurden daskorrosionsbeständige Palladiumund verschiedene Hastelloy-Sor-ten, das Wunschmaterial in derchemischen Technik, in den Ferti-gungsprozess eingeführt. Überkeramische Materialien, aus de-nen im IMF III Kompaktreaktorenfür die Mikroverfahrenstechnikgebaut werden, wird im vorlie-genden Heft in einem gesonder-ten Beitrag des IMF III berichtet.
Die mikrostrukturierten Folien-plättchen werden anschließendzwischen zwei Deckplatten ab-wechselnd kreuzweise überein-ander gestapelt und in einem Dif-fusionsschweißofen bei genaudefinierten Kombinationen vonPresskraft und hohen Temperatu-ren, die bis zu 1100 °C gehen, un-lösbar miteinander verbunden.Aus dem Folienstapel ist jetzt einzusammenhängender Mikro-strukturkörper geworden, der vonTausenden sich kreuzenden Mi-krokanälen durchzogen ist. Um
auch nicht diffusionsschweißbareMaterialien verwenden zu kön-nen, was die Materialpalette be-trächtlich erweitern würde, habendie Spezialisten im Nachbarinsti-tut IMF I vielversprechende Ent-wicklungen begonnen, auch sol-che Folien mit Mikro-Laser-schweißen zu einem Mikrostruk-turkörper zusammenzufügen.
Um nun Flüssigkeiten oder Gasedurch die Mikrokanäle leiten zukönnen, wird der Mikrostruk-turkörper meist in einer Elektro-nenstrahlschweißanlage vaku-umdicht und überdruckfest in einGehäuse mit Rohranschlüssen(vgl. Abb. 2) eingeschweißt odermit entsprechenden Adapternversehen.
Diese Fertigungsmethode für Mi-krostrukturapparate wurde in denletzten Jahren durch die Optimie-rung und Standardisierung dereinzelnen Fertigungsschritte fort-laufend verbessert hinsichtlichder Reproduzierbarkeit, der Zu-verlässigkeit und der Herstel-lungskosten der Mikroapparate.Durch die Einführung eines aus-führlichen Dokumentations- undQualitätssicherungssystems wirddie Übertragbarkeit der Fertigungauf die Industrie vorbereitet.
Wesentlich für die Fortschrittewar auch die konsequente Aus-richtung des Fertigungsprozes-ses auf die Herstellung von Mi-krostrukturapparaten in standar-disierten Bauformen. Als Beispielesind in Abb. 3 drei standardisier-te, unterschiedlich große Baufor-men von Mikrostrukturapparatenvor ihrer Adaptierung mit Rohran-schlüssen gezeigt. Der kleinsteApparat in Form eines Würfels
Praxisnahe Fertigungund standardisierteBauformen
122
(122)

mit einem Zentimeter Kantenlän-ge ist für maximal 700 Liter Was-serdurchsatz pro Stunde und ei-ne übertragbare Wärmeleistungvon 20 kW geeignet. Der größteWürfel mit drei Zentimeter Kan-tenlänge erlaubt Wasserdurch-sätze von maximal 7 000 Liter proStunde bei 200 kW Wärmeüber-tragungsleistung. Mit den dreiBauformen lassen sich auch alleWerte zwischen wenigen Liternpro Stunde bis 7 000 Litern proStunde und den entsprechendenWärmeleistungen praktisch stu-fenlos einstellen. Dazu werdendie drei Bauformen, jede für sich,mit unterschiedlich großen, wie-derum standardisierten Durch-messern der Mikrokanäle ausge-stattet sowie mit einer durch dasFertigungsverfahren frei vorgeb-baren Anzahl von Mikrokanälen.Durch diese Flexibilität bei denstandardisierten Bauformen lässtsich ein weiter Bereich von ver-fahrenstechnischen Aufgaben,wie sie aus der Industrie ange-fragt werden, allein schon mit die-sen drei Bauformen abdecken.
Bei der Auslegung der Standard-Apparate für die ganz unter-schiedlichen verfahrenstechni-schen Aufgabenstellungen ausder Industrie hat sich die gemein-sam mit dem IRS entwickelteComputer-Simulation der Wär-mevorgänge in einem Mikroappa-rat als äußerst wertvolles Instru-ment bewährt. Mit den durch Ex-perimente bestätigten Computer-programmen kann man heuteden Strömungs- und Temperatur-verlauf in jedem einzelnen Mikro-kanal eines Mikroapparates vor-ausberechnen, wie dies in Abb. 4beispielhaft gezeigt ist. [13]. Auf-
123
(123)
Abb. 3: Standardisierte Mikrostrukturapparate in unterschiedli-chen Baugrößen vor dem Einschweißen in ein Gehäuse mitRohranschlüssen, wie es in Abb. 2 gezeigt ist. Die kleinste Bau-form ist, mit Wasser als Testflüssigkeit, bis 700 Liter Durchsatzpro Stunde und bis zu einer übertragbaren Wärmeleistung von 20Kilowatt geeignet, die größte Bauform bis 7 000 Liter pro Stundeund bis 200 Kilowatt Wärmeleistung. Alle Zwischenwerte lassensich mit den drei Bauformen realisieren.
Abb. 4: Beispiel für die Computersimulation der Temperaturverläu-fe in den einzelnen Mikrokanälen eines Mikrostrukturwärmeübertra-gers in Kreuzstrombauweise. Aus solchen Ergebnissen lassen sichwertvolle Rückschlüsse für die Optimierung der Auslegung, derFertigung und der Betriebsbedingungen der Mikroapparate ziehen.
Kanal 34Kanal 1
Kanal 1
Kanal 34
[mm]
[mm]
Tem
pera
tur [°
C]
108
64
20
024680
20
40
60
80
100
25 kg/h Wasser
25 kg/h Wasser
20 kW
60 kW
200 kW

grund der Ergebnisse lassen sichdann Rückschlüsse für die Ausle-gung, die Fertigung und auch fürdie einzustellenden Betriebsbe-dingungen der Mikrostrukturap-parate für den jeweiligen Anwen-dungsfall ziehen [14].
Die Standard-Apparate sind auchfür chemische Gasphasen-Reak-tionen verwendbar, die die Inte-gration eines Katalysators erfor-dern. Die einfachste Möglichkeitbesteht darin, den gesamten Mi-krostrukturapparat aus dem kata-lytisch aktivem Material zu ferti-gen. Hier wurden schon Mikro-strukturapparate aus Silber undaus Rhodium hergestellt und er-folgreich erprobt [8], [15]. Für Re-aktionen, bei denen Katalysato-ren aus Vollmaterial nicht ausrei-chend sind, wurden verschiedeneVerfahren entwickelt, um die Mi-
krokanäle der Apparate mit dün-nen, porösen und katalytisch akti-ven Schichten zu versehen. Sol-che porösen Schichten ver-größern die an sich schon großeinnere Oberfläche der Mikrostruk-turapparate nochmals um mehreGrößenordnungen. Abb. 5 zeigteinen Querschnitt durch einenMikrostrukturapparat aus Alumi-nium. Auf den Wänden der Mikro-kanäle wurde mit anodischer Oxi-dation eine poröse und festhaf-tende Schicht aus Aluminiumoxiderzeugt, die durch Tränkimpräg-nierung mit einem Katalysatoraus Edelmetall versehen wurde[16]. Mikrostrukturapparate ausEdelstahl wurden mit speziell ent-wickelten Sol-Gel-Verfahren [17]und durch die Abscheidung vonNanopartikeln [18] mit katalytischaktiven Schichten ausgestattetund im Rahmen einer Indus-triekooperation erfolgreich mitGasphasen-Reaktionen erprobt.
Aus den bisher entwickelten,standardisierten Mikrostrukturap-paraten des IMVT lässt sich nunein regelrechter „Baukasten“ zu-sammenstellen, in dem möglichstviele modulartige Bauformen fürverfahrenstechnische Grundope-rationen angeboten werden. Einsolcher Baukasten für die Mikro-verfahrenstechnik wird die Chan-cen für den zukünftigen techni-schen Einsatz der Mikrostruktur-apparate und vor allem auch dieAkzeptanz der Mikroverfahrens-technik bei der Industrie erhöhen.
Die längerfristige Vorstellung da-bei ist, dass man je nach Anforde-
rungsfall aus der verfahrenstech-nischen Industrie in den Bauka-sten „hineingreift“, sich die pas-senden Bausteine bzw. Moduleherausholt und über standardi-sierte Schnittstellen flexibel mit-einander kombiniert, um die ge-stellte verfahrenstechnische Auf-gabe zu erfüllen.
Eine exemplarische Auswahl vonvorhandenen, standardisiertenMikrostrukturapparaten des Bau-kastens ist in Abb. 6 gezeigt: Mi-krostrukturwärmetauscher in ver-schiedenen Größen als Kreuz-und als Gegenströmer. Mikro-strukturreaktoren für chemischeReaktionen mit flüssigen undgasförmigen Medien sowie stati-sche Mikromischer in unter-schiedlichem Design, deren he-rausragenden Vermischungs-eigenschaften von externen Part-nern bereits demonstriert wurden[19], [20].
Ein Beispiel für eine bereits er-folgte Anwendung dieses Bau-kastens auf eine konkrete verfah-renstechnische Aufgabenstellungaus der Industrie wird im folgen-den beschrieben. Für zukünftigeAnwendungen in einer Weltraum-station sollen explosive Gasmi-schungen aus Wasserstoff undSauerstoff bei stark schwanken-den Gasdurchflüssen vollständigund vor allem sicher in Wasserumgewandelt werden. Zur Lö-sung dieser Aufgabe wurden dreiStandard-Bauteile aus dem inAbb. 6 gezeigten Baukasten mo-dulartig über standardisierteSchnittstellen bzw. Rohran-schlüsse zu einem mikroverfah-renstechnischen System verbun-den: Ein Mikromischer zur Vermi-schung der beiden Gasströme,ein Mikroreaktor, um das explosi-
Modularer Baukasten für die Mikroverfahrens-technik
124
(124)
Abb. 5: Querschnitt durch einen Mikro-strukturapparat aus Aluminium für chemi-sche Gasphasen-Reaktionen. Auf den Wän-den der rechteckigen Mikrokanäle erkenntman eine dünne helle Schicht, die aus Alu-miniumoxid besteht und durch anodischeOxidation erzeugt wurde. In der rechtenoberen Bildhälfte ist eine Ausschnittsver-größerung dieser äußerst porösen Schichtgezeigt, die durch Tränkimprägnierung miteinem für die chemische Reaktion geeigne-ten Katalysator versehen wird.

ve Gasgemisch in den mit Kata-lysator beschichteten Mikro-kanälen gefahrlos zur Reaktionzu bringen und ein Mikrowärme-tauscher, der das entstandeneReaktionsprodukt Wasserdampfabkühlt und zu flüssigem Wasserkondensiert. Dieser in Abb. 7 ge-zeigte modulartige Aufbau wurdegemeinsam mit Industriepartnererfolgreich getestet [21].
In Ergänzung zu den in Abb. 6 ge-zeigten Bauformen wurden weite-re neuere Bauformen von Mikro-strukturapparaten für den Bauka-sten entwickelt, die im folgendenkurz vorgestellt werden (Abb. 8).
Für stark exotherme chemischeProzesse mit flüssigen Mediensteht eine neuartige Modulreihevon Mikroreaktoren und Mikromi-schern zur Verfügung, die imRahmen einer Industriekooperati-on erfolgreich im Technikum desIMVT getestet wurde [9]. Das Be-sondere dieser Baureihe ist, dassbeim Zusammenflanschen derReaktormodule der „Totraum“,d. h. der nicht temperaturkontrol-lierte Raum zwischen den Modu-len, vernachlässigbar klein ist.
In dem neu entwickelten, soge-nannten Katalytbrenner mit dreiFluidpassagen und sechs Rohr-anschlüssen wird die Reaktions-wärme einer chemischen Gas-phasenreaktion genutzt, um Flüs-sigkeiten zu erhitzen und falls er-forderlich zu verdampfen. Die Re-aktion wird dabei im Inneren desMikroapparates durch spezielleEinbauten so gesteuert, dass dieReaktionswärme gleichmäßig inLängsrichtung des Apparatesentsteht, so dass keine unzuläs-sigen hot-spots entstehen kön-nen. Solche Katalytbrenner wur-
125
(125)
Abb. 6: Modularer Baukasten für die Mikroverfahrenstechnik: Standardisier-te Mikrostrukturapparate, wie Mikroreaktoren, Mikrowärmeübertrager undMikromischer, die über ebenfalls standardisierte Schnittstellen flexibel mit-einander kombiniert werden können, um die gestellten verfahrenstechni-schen Aufgaben zu lösen.
Abb. 7: Beispiel für den Einsatz des in Abb. 6 gezeigten Baukastens bei der ka-talytischen Umwandlung von explosiven Gasgemischen aus Wasserstoff undSauerstoff in Wasser für eine zukünftige Anwendung in einer Weltraumstation.Drei Standard-Bauteile aus dem Baukasten wurden dazu modulartig zu einemmikroverfahrenstechnischen System miteinander verbunden. Ein Mikromi-scher zur Vermischung der beiden Gasströme, ein Mikroreaktor, um das ex-plosive Gasgemisch in den mit Katalysator beschichteten Mikrokanälen ge-fahrlos zur Reaktion zu bringen und ein Mikrowärmetauscher, der das Reak-tionsprodukt Wasserdampf abkühlt und zu flüssigem Wasser kondensiert. DerAufbau wurde gemeinsam mit einem Industriepartner erfolgreich erprobt.
Mikro-vermischer
Mikro-reaktor
Mikro-wärmetauscher
Temperatur-fühler

den im IMVT und bei einem In-dustriepartner zur Verdampfungvon Wasser bzw. von Wasser/Methanol-Gemischen mit Erfolggetestet [12].
Mit elektrisch beheizten Mikro-strukturapparaten können Pro-zessströme einfach, präzise undschnell auf wesentlich höhereTemperaturen erhitzt werden, alsdies mit Thermoöl betriebenenMikrowärmeübertragern erreich-bar ist [22]. Diese elektrisch be-triebenen Apparate, deren Rege-lung gemeinsam mit dem IPEentwickelt wird, sind auch fürendotherme, d. h. wärmever-brauchende chemische Prozes-se einsetzbar, wie dies bei derErzeugung von Wasserstoff auseinem Methanol/Wasser-Ge-
misch im IMVT mit Erfolg gezeigtwurde [23].
Eine weitere Bauform, die dieVorteile der Mikrostrukturtechnikbesonders eindrucksvoll de-monstriert, ist ein „thermisch takt-barer“ Mikrostrukturreaktor mit in-tegriertem Katalysator, dessenTemperatur im Sekundenbereichgezielt um 100 Kelvin erhöht bzw.erniedrigt werden kann [24].Durch dieses schnelle thermi-sche Takten des Katalysators,welches nur mit Mikrostrukturenrealisierbar ist, wird eine Effizi-enzsteigerung bei chemischenGasphasenreaktionen erwartet.
Neben diesen metallischen Mi-krostrukturapparaten enthält derBaukasten bereits einen erstenApparat aus Kunststoff, wie er mit
Laser-Stereolithografie, dem so-genannten Rapid-Prototyping-Verfahren, schnell und mit leichtzu variierenden Designs herge-stellt wird.
Und last but not least wird derBaukasten durch einen Kompakt-reaktor aus Keramik abgerundet,der vom IMF III entwickelt wurde(vgl. gesonderten Beitrag desIMF III). Keramik als Werkstoff er-weitert das Anwendungspotentialder Mikrostrukturapparate inRichtung Korrosionsbeständig-keit und Hochtemperaturanwen-dungen natürlich ganz erheblich.
Diese bereits heute schon großeVielfalt von Bauformen des Bau-kastens Mikroverfahrenstechnikwird fortlaufend durch neue Bau-steine zu erweitern sein, um aufmöglichst viele Anforderungsfälleder Industrie schnell und flexibelreagieren zu können.
Der Gedanke eines modularenBaukastens wird inzwischenauch durch das BMBF in einemstrategischen Forschungsprojektgefördert, in dem das IMVT engmit anderen Projektpartnern zu-sammenarbeitet. In diesem Pro-jekt will man einen allgemeinenBaukasten mit in ganz Deutsch-land gültigen Schnittstellen erar-beiten, um auch die unterschied-lichsten Mikrostrukturapparatevon verschiedenen Herstellernflexibel untereinander verbindenzu können. Die Einbindung vonzahlreichen Industriefirmen alspotentielle Anwender in das Pro-jekt trägt sicherlich wesentlich zueiner zukünftigen Implementie-rung der Mikroverfahrenstechnikin der Industrie bei.
126
(126)
Abb. 8: Weitere neue Bauformen von Mikrostrukturapparaten für den Ausbaudes mikroverfahrenstechnischen Baukastens für chemische und thermischeProzesse aus der industriellen Verfahrenstechnik.

Für industrielle Anwendungen inder chemischen und thermischenVerfahrenstechnik werden metal-lische Mikrostrukturapparate ent-wickelt, die sich durch technischrelevante Durchsätze auszeich-nen sowie durch extrem hohespezifische Wärmeübertragungs-raten, die um viele Faktoren überdenen von konventionellen Appa-raten liegen. Das hohe Entwick-lungspotential der Mikrostruktur-apparate wurde durch Beispiel-prozesse experimentell demons-triert. Die Fertigungsmethode, mitder die Mikroapparate hergestelltwerden, wurde weiter verbessert,und die zukünftige Übertragbar-keit auf die Industrie wird durchgeeignete Maßnahmen vorberei-tet. Mit standardisierten Baufor-men der Mikroapparate lassensich weite Anwendungsbereicheabdecken. Computersimulatio-nen der Wärmevorgänge in denMikroapparaten sind wertvolle In-strumente für die Auslegung unddie Fertigung der Apparate für die unterschiedlichsten Anwen-dungsfälle geworden. Für dieVerwendbarkeit der Standardap-
parate für heterog katalysierteGasphasenreaktionen wurdenneue Verfahren entwickelt, umdie Mikrokanäle der Apparatenachträglich mit oberflächenver-größernden, katalytisch aktivenSchichten zu versehen. Aus denstandardisierten Bauformen istein Baukasten für die Mikrover-fahrenstechnik zusammenge-stellt worden, dessen Bausteinesich untereinander flexibel mitein-ander kombinieren lassen, umverfahrenstechnische Aufgaben-stellungen aus der Industrie zuerfüllen.
Auf der Basis der Mikrostruktur-apparate ist im Forschungszen-trum ein neues, zukunftsträchti-ges Forschungs- und Technolo-giegebiet entstanden, die Mikro-verfahrenstechnik, an der mittler-weile neben dem IMVT noch fünfweitere Institute beteiligt sind.Diese organisationsübergreifen-de Kompetenznutzung erhöht dieChancen für eine zukünftige in-dustrielle Anwendung der Mikro-verfahrenstechnik ganz entschei-dend. Die Herausforderung fürdie nächsten Jahre liegt jetzt da-rin, durch erfindungsreichen Ein-satz der Mikrostrukturapparate
eine Vielzahl von chemischenund thermischen Prozessen zuverbessern und darüber hinausgewinnbringend neuartige Ver-fahrensführungen zu entwickelnund zu implementieren, die mitbisherigen Techniken einfachnicht vorstellbar sind.
Herzlichen Dank an alle Mitarbei-terinnen und Mitarbeiter desIMVT für ihr Engagement und fürdie hervorragenden Entwick-lungsarbeiten und Ergebnisse,die ich hier nur stellvertretend fürSie zusammengestellt habe.
Dank auch an die an der Mikro-verfahrenstechnik beteiligten In-stitute, ITC-CPV, IRS, IPE, IMF I,IMF III, für die gemeinsamen An-strengungen, die Mikroverfah-renstechnik zum Erfolg zu führen.
Danksagung
Zusammenfassung undAusblick
127
(127)
[1] W. Ehrfeld, V. Hessel, H. Löwe, Microreactors, Wiley-VCH Verlag, Weinheim 2000
[2] K. F. Jensen, Chem. Eng. Sci. 56 (2001) S. 293/303
[3] V. Hessel, H. Löwe, Chemie Ingenieur Technik, 74 (1-2), S. 17-30, (2002)
[4] W. Bier, W. Keller, G. Linder,D. Seidel, K. Schubert Symposium Volume, DSC-Vol. 19,ASME, p. 189-197 (1990)
[5] W. Bier, G. Linder, K. Schubert KfK-Nachrichten Vol. 23, 2-3, p. 165-173 (1991)
[6] K. Schubert, 3. Statuskolloquium des ProjektesMikrosystemtechnik, Karlsruhe, 2.-3.April 1998Wissenschaftliche Berichte, FZKA-6080 (März 98) S. 53-60
[7] K. Schubert, J. Brandner, M. Fichtner,G. Linder, U. Schygulla, A. Wenka, Microscale ThermophysicalEngineering, 5 (2001) S.17-39
[8] O. Wörz, K. P. Jäckel, Th. Richter, A. Wolf,Proc. 2nd Int. Conf. on Microreaction Technology, 183-185, 1998
[9] M. Kraut, A. Nagel, K. Schubert, Proceedings of the 6th Internat. Conf. on MicroreactionTechnology, AICHE Spring Nat. Meeting, New Orleans, March 10-14, 2002
Literatur

128
(128)
[10] R. Wunsch, M. Fichtner,K. Schubert, In Microreaction Technology, R. Irven, [Hrsg.], 4th Internat. Conf.;IMRET 4; AIChE Spring Nat. Meeting, Atlanta,Ga., Topical Conf. Proc. S. 481-487,2000
[11] M. Janicke, H. Kestenbaum,U. Hagendorf, F. Schueth,M. Fichtner, K. SchubertJournal of Catalysis 191, S. 282-293,2000
[12] Ergebnisbericht über Forschungund Entwicklung 2000,Forschungszentrum Karlsruhe, S. 37 (2000)
[13] A. Wenka, M. Fichtner, K. Schubert, In Microreaction Technology, R. Irven, [Hrsg.], 4th Internat. Conf.;IMRET 4; AIChE Spring Nat. Meeting, Atlanta,Ga., Topical Conf. Proc. S. 256-263,2000
[14] Ergebnisbericht über Forschungund Entwicklung 2001,Forschungszentrum Karlsruhe, S. 274 (2001)
[15] M. Fichtner, J. Mayer, D. Wolf,K. Schubert, Industrial and EngineeringChemistry Research, 40 (2001) S. 3475-3483
[16] R. Wunsch, M. Fichtner, O. Görke,K. Haas-Santo, K. Schubert, Chemie Ingenieur Technik, 73(2001) S.1168-1172
[17] K. Haas-Santo, M. Fichtner,K. Schubert, Applied Catalysis A, 220 (2001)S.79-92
[18] P. Pfeifer, O. Görke, K. Schubert, Proceedings of the 6th Internat.Conf. on Microreaction Technology,AIChE Spring Nat. Meeting, NewOrleans, March 10-14, 2002
[19] T. Zech, D. Hönicke, M. Fichtner,K. Schubert, In Microreaction Technology, R. Irven, [Hrsg.], 4th Internat. Conf.;IMRET 4; AIChE Spring Nat. Meeting, Atlanta,Ga., Topical Conf. Proc. S. 390-399,2000
[20] S. Ehlers, K. Elgeti, T. Menzel,G. WießmeierChem. Eng. Proc. 39, S. 291-298,2000
[21] O. Görke, K. Haas-Santo,K. Schubert, J. Fiedler, H. Funke,In Microreaction Technology, M. Matlosz, W. Ehrfeld, J. P. Baselt(Eds.),Proceedings of the 5th Internat.Conf. on Microreaction Technology,S. 313-321, 2001
[22] J. Brandner, M. Fichtner,K. Schubert,Proceedings of the 3rd Internat.Conf. on Microreaction Technology,S. 213-223, 1999
[23] P. Pfeifer, K. Schubert, M. Fichtner,M. A. Liauw, G. Emig, Proceedings of the 6th Internat.Conf. on Microreaction Technology,AIChE Spring Nat. Meeting, NewOrleans, March 10-14, 2002
[24] J. Brandner, M. Fichtner,K. Schubert, M. Liauw, G. Emig, In Microreaction Technology, M. Matlosz, W. Ehrfeld, J. P. Baselt(Eds.),Proceedings of the 5th Internat.Conf. on Microreaction Technology,S. 164-174, 2001

Die Mikroverfahrenstechnik durch-läuft z. Z. eine Phase der Entwick-lung, die sich in vielen Anwendun-gen vom Stande bloßer Explorati-on bereits wegentwickelt und zumkommerziellen Einsatz geführthat. Hierbei ist eine On-line-Mess-technik und -Analytik im altherge-brachten Maßstab nicht mehrmöglich. Thermo- und fluiddyna-mische Parameter sind jedochvon großem Interesse, besondersbei Anwesenheit von Partikeln, dahier das Fouling1) eine begrenzen-de Rolle spielt. Dieses ist seiner-seits von lokalen Strömungspara-metern, aber auch von Ober-flächeneigenschaften abhängig.Notwendige Untersuchungenhierzu legen eine Kombinationvon numerischer Strömungssimu-lation und experimenteller Dar-stellung nahe. Die hier vorgestell-ten Rechnungen basieren auf ver-einfachenden Modellannahmen,um möglichst effizient umfangrei-che Parameterstudien durchzu-führen. Spezieller Anwendungs-bereich dieser Untersuchungensind die Strömungsverhältnisse in den Miniatur-Hochleistungs-wärmetauschern, die im IMVT er-folgreich produziert [1] und ver-marktet werden. Trotz der sehrguten, integral gemessenen Da-ten wird ein weiteres Verbesse-rungspotential vermutet, wennz.B. die Übergänge laminar-turbu-lent im Inneren der Kanäle erfasstwerden könnten. Auch die Vor-gänge an Ein- und Auslauf (Strö-mungsverteilung) können nur aneinem visuell offenen Modell be-obachtet und/oder durch numeri-sche Modellierung zugänglich ge-
macht werden. Durch Bündelungvon Produktion, Experiment undSimulation wird ein Synergieeffektzur breiteren Einführung vom Mi-krokomponenten in die Verfah-renstechnik angestrebt. Im folgen-den werden zuerst die experimen-tellen Arbeiten vorgestellt. EineDarstellung der numerischen Si-mulationen schließt sich an.
Klassische, auf den Mikromaß-stab übertragbare Methoden derStrömungserfassung sind die op-tischen, wie etwa Laser DopplerAnemometrie (LDA), Particle Ima-ge Velocimetry (PIV) oder Tra-cking. LDA wird aber bei zu klei-nen Dimensionen keine Ortsauflö-sung mehr leisten können, da in zukleinen Volumina zu wenig Inter-ferenzstreifen vorliegen, um zu einem hinreichenden Signal-Rauschverhältnis zu kommen.
PIV und Tracking verwenden dieBilder von Tracerpartikeln imFluid, die so zueinander passenmüssen, dass die Partikeln denStromlinien folgen. Bei der Makro-Anwendung beider Methoden be-nutzt man einen dünnen (Laser-)Lichtschnitt parallel zur Hauptvor-zugsströmung, der seinerseits un-ter einem rechten Winkel von ei-ner Kamera beobachtet wird.
Nun lassen sich diese beiden Me-thoden auf den konkreten Anwen-dungsfall „Strömung in Mikro-kanälen“ nicht ohne Modifikatio-nen übertragen. Andernorts [2, 3,4] bereits mehrfach realisierteAufbauten ähneln dem eines Auf-lichtmikroskopes mit Epifluores-zens-Strahlteiler und konfokaler,
koaxialer Lichteinkopplung desanregenden Strahls (Abb. 1). Derdünne Lichtschnitt wird somit er-setzt durch die dünne, plane Ob-jektebene des Objektivs. Hier exi-stiert aber im Gegensatz zumLichtschnitt eine Volumenaus-leuchtung.
Als Folge wird der übliche PIV-Al-gorithmus in seine Korrelationssu-che auch jene Untergrundbewe-gung mit einbeziehen, derenStreulicht so beschaffen ist, dasses Strukturen aufweist, aber auchnicht mehr ausgefiltert werdenkann. Es werden also Vektoren er-rechnet, deren Zuordnung in Z-Richtung unklar ist [7].
Experimenteller Ansatz
Einleitung
129
(129)
Experimentelle und numerische Untersuchungen von Strömungsvorgängen und Wärmetransport inMikrowärmetauschernV. Heinzel, U. Imke, H. Sauter, IRS
NACHRICHTEN - Forschungszentrum Karlsruhe Jahrg. 34 2-3/2002 S. 129-136
1) Ablagerungen, besonders bekannt als Biofouling in Nahrungsmittelfluiden.
Abb. 1: Prinzip der konfokalen Ausleuch-tung. Leider entspricht die Skizze der gän-gigen, aber unrichtigen Vorstellung, die Ge-genstandsebene sei exakt mit dem Ort desFokus identisch. Der Fokus liegt leichtoberhalb, auch bei auf ∞ korrigierten Ob-jektiven! Zutreffend ist diese Darstellung allein für Scan-Aufbauten.
Laser
Konfokal-Pinholes
Detektor
Objektin Fokal-Ebeneaußerhalb Fokal-Ebene
Objektiv

Eine gemeinsame Bewertung die-ser Fakten führt zu den Aussagen:
Messungen in dünnen Schich-ten (im Vergleich zur Tiefen-schärfe des Objektivs) sindmöglich.
In dicken Schichten kann ander Oberfläche exakt gemes-sen werden; in der Tiefe wirddie Z-Zuordnung rasch unge-nau bzw. schließlich unbe-stimmt und unmöglich.
Bei stabilen Strömungsverhält-nissen können mehrere Bilderzusammengefasst eine ver-dünnte Partikelkonzentrationerlauben.
Eine Kombination von PIV undTracking gestattet eine regulä-re Gitterberechnung mit zu-sätzlicher Information an denBildrändern (z. B. Wände).
Die oben zitierten Beispiele vonMikro-PIV-Systemen wurdendurchweg zu Beobachtungenan Störungen mit Geschwin-digkeiten der Größenordnung10-2 m/s konstruiert. Die Karls-ruher Anwendung dagegenstrebt den Bereich um 15 m/san, was eigene Entwicklungs-anstrengungen erfordert. Diehierzu betrachteten Kriterienfür die Komponentenauswahlsind im Folgenden beschrie-ben.
Eine Realisierung einer optischenMikroströmungsmessanordnungfür die vorliegende Applikationmuss sich danach orientieren,dass das Testobjekt Drücken bis0,6 MPa sowie Temperaturen bis100 °C ausgesetzt werden soll
und dementsprechend die Beob-achtungsfenster auszulegen sind.Somit wurde ein großer Arbeitsab-stand gewählt, d. h. der Abstandzwischen dem mechanischen, ob-jektseitigen Ende des Objektivsund dem Gegenstand liegt im Be-reich von 19 und 6 mm bei 10 und100fach Abbildungsmaßstäben.
Die Frage nach dem „richtigen“Maßstab entscheidet sich im Tri-plet
Partikelgröße
Pixelgröße der Kamera
bildseitig beabsichtigte mathe-matische Operationen.
Grundsätzlich sollte das Bild einerPartikel größer als ein Pixel sein,da sonst kleine Bewegungen desBildes auf ein und demselben Pi-xel unbeobachtbar bleiben [8]. An-dererseits wird der Helligkeitswerteines Partikelbildes umso kleiner,je mehr Pixel sich das Bild teilen.Damit verschlechtert sich auchdas Signal-Rauschverhältnis.
Das Partikel soll der Strömung fol-gen können, die in einem 200 x 200µm Rechteckkanal verläuft und dieGrenzen zur Turbulenz erreicht.Die Grenzschicht wird zu 60 µmabgeschätzt, die Rauhigkeit zu 0,2µm. Damit wird im Allgemeinen dieVorstellung verbunden, möglichstkleine Tracerpartikel einzusetzen,jedoch fällt die Intensität der Flu-oreszensemission mit dem Parti-kelradius r3 ab. Geht man zugrößeren Partikeln über, erhöhtsich dagegen der Volumenfüllgraddes Fluides und man gelangt baldzu optisch dichten Schichten, d.h.zu geringen Eindringtiefen. Kom-plikationen treten durch Foulingund Agglomeration ein.
Seitens der Kamera kommt hiernur eine „echte“ PIV-Kamera mitschneller Doppelbildfolge und ho-her Digitalauflösung (12 bit) inrauscharmer, Pixel-homogenerQualität in Frage. Die Auswahlstellt sich zwischen VGA-Ortsauf-lösung mit 15 Bildpaaren oder SVGA mit 4 Bildpaaren je Sekun-de. Im Hinblick auf die dem Expe-riment wahrscheinlich dahineilen-de Zeitkonstanz wurde der VGA-Typ gewählt.
Neben den etablierten Doppel-pulslasern genügte in Anbetrachtder kleinen auszuleuchtendenFläche (einige 10-3 mm2) auchblitztaugliche Leuchtdioden(LED’s), bei denen der gesamte,sonst im Dauerbetrieb tolerableLadungsfluss in sehr kurzen Zeit-abschnitten appliziert wird [10]. Essind hinreichend kurze Lichtimpul-se im Wellenlängenbereich von ul-trarot bis gelb realisiert worden, indem auch entsprechend passen-de Partikel verfügbar sind. Damiterhält man auch die Möglichkeit,auf einfache Art nahezu beliebigeBlitzmuster zusammen zustellen,z. B. um Tracking und PIV in Echt-zeit zu kombinieren.
Das Herzstück einer Epifluores-zens-Mikroskopiervorrichtung istder Strahlteiler, der den zumeistseitlich eintreffenden Anregungs-strahl zum Objektiv lenkt und dasEmissionslicht zur Kamera – oderOkular – durchlässt. Der optimaleEinbauort dafür ist die Stelle nachdem auf ∞ korrigierten Objektivund vor der Tubuslinse, die dasBild für die Kamera oder das Zwi-schenbild für den Betrachterformt.
Kamera, Beleuchtungund deren Einkopplung
Objektiv und Partikeln
130
(130)

Bei Einkopplung von aufgeweite-tem Laserlicht entstehen hier,aber auch im Objektiv sowie einerplanparallelen Abdeckplatte Inter-ferenzmuster, die bei völlig kor-rekter Justierung maximal ausge-prägt sind. Kleine Abweichungenin der Divergenz und Orthogona-lität können diese bis zum Ver-schwinden bringen. Der Preis da-für ist eine nicht konfokale Aus-leuchtung, die auch nicht betrach-tete Zonen erhellt und damit mehrStreulicht produziert. Grundsätz-lich vermieden werden Interfe-renzprobleme bei LED-Einsatz,da die Kohärenzlänge vielmalskleiner ist.
Zur Bewertung der Ausleuch-tungsgüte wurde einerseits dieBegleitsoftware der PIV-Kameramit den Funktionen
Einstellbare Falschfarben-darstellung
Pixelgrauwertabfrage
Intensitätshistogramm-darstellung,
und andererseits geeignete Tar-gets mit homogenen und äußerstgering strukturierten Oberflächenverwendet.
Um zu entscheiden, ob und in wel-chem Umfang Mikro PIV-Systemeund/oder deren Komponentenkommerziell zu kaufen sind undwo Entwicklungsbedarf vorliegt,wurde ein erster Aufbau mit einemLeitz Orthoplan Mikroskop, Be-schaffungsjahr 1968, begonnen(Abb. 2). Die anfänglich zurück-haltenden Umbauten wichen baldeiner weitgehenden Demontage,
um den benötigten Arbeitsraumwenigstens minimal herzustellen.Heute besteht dieser Testtyp ausdem Gehäuse mit maximal tiefer-gelegter Objektträgermechanik,Durchlichtrevolver mit Objektiv-adapter und übergroßem Arbeits-objektiv sowie der verbliebenenTubuslinse. Darauf aufgesetzt istder Strahlteilerwürfel und das Ka-merarohr.
Bei den Aussagen aus den Vor-versuchen ist zu unterscheidenzwischen festen bzw. ruhendenObjekten und durchströmten Ob-jekten. Bei ersteren ist der ste-hende Aufbau lediglich notwen-dig, wenn ein offener Pool mit Par-tikelbesetzung untersucht werdensoll.
Bei durchströmten Objekten ste-hen An- und Umbaumöglichkeitender Objektfixierung und der Zu-gänglichkeit für Zu- und Ableitun-gen sowie für Messsonden im Vor-dergrund. Be- und Entlüftungen,Partikelinjektionssepta, Spülan-schlüsse usw. führen zur Notwen-digkeit einer Leckagevorsorge.
Partikelablagerungen an Deckeund Boden sollten nicht durchSchwerkraft unterstützt werden.
Für den ersten messtüchtigen Auf-bau wurde für einen liegendenAufbau der optischen Achse undein stehendes Prüfobjekt ent-schieden. So lassen sich Vibratio-nen optimal vermeiden und allenübrigen Forderungen ebenfallsnachkommen.
Die Optimierung der Ausleuch-tung ist weiterhin Thema, dessenAnforderungen in den Grundsät-zen bekannt sind, aber noch keinAbschluss erreicht ist.
Erste Strömungsvisualisierungenwurden am Testaufbau mit CW La-serausleuchtung (ca. 60 mW) vor-genommen. Dabei lief die Kameraim Fast Shutter Modus, in dem Mehrfachbelichtungen mitPausenvorgabe möglich sind(Tracking). Zur Beobachtung ge-langte ein ruhiger, gleichmäßiger
Erster Testkreislauf undBildresultate
Erfahrungen mit demTestaufbau
131
(131)
Abb. 2: Testaufbau.

Fluss durch ein einfaches Testob-jekt der allein schwerkraftgetrie-ben war. Das Testobjekt bestandaus einer teilbaren Kuvette, die ei-nen Rechteckkanal mit 100 µmDicke bildete. Der gemesseneDurchfluss wurde zu einer mittle-ren linearen Strömungsgeschwin-digkeit von ca. 23 cm/s umge-rechnet.
Mit ersten Partikelzugaben wurdedas Kamerasetup optimiert, wei-tere Zugaben erhöhten die beob-achtete Anzahl von Teilchen stu-fenweise. So konnte gelernt wer-den, dass kürzere Zeiten (damitkürzere Leuchtspuren) mit höhe-ren Partikelkonzentrationen bes-ser verträglich sind (Abb. 3). Wei-terhin wurde festgestellt, dass sich
genau gegenüber der Einlauföff-nung ein Ringwall von abgeschie-denen Partikeln bildet, der offen-bar die Strömung nach unten um-lenkt und sie später hin dann nochdeutlich vermindert.
Angesichts der Geschwindigkeit,mit der einmal angefangenes Fou-ling fortschreitet wurde vor allemin Hinblick auf spätere, komplexe-re Kreisläufe nach Reinigungs-möglichkeiten gesucht. Spülmittelmit Alkoholzusatz erwiesen sichinsoweit wirkungsvoll, als einGroßteil der Ablagerungen ab-gelöst und mit der Lösung ausge-tragen wurde. Rück-, Impuls- undDruckspülvorgänge zeigten unbe-friedigende Wirkungen.
Ziel der Vorarbeit am Bild soll sein,zu eindeutigeren Korrelationsma-xima bei der PIV-Auswertung zugelangen. Hierzu sind sesshafteLeuchtspuren, die einen Peak beiNullverschiebung unterstützen,und Untergrundrauschen, das be-liebige Korrelationen fördert, zueliminieren. Soll ein Geschwindig-keitsprofil mit Tiefenauflösung er-stellt werden, müssen unscharfeSpuren getilgt werden.
Alle verwendbaren Erkennungs-funktionen werden bei zu geringerVergrößerung und zu kleinen Eigenschaftsunterschieden frag-würdig, da ein Bild eines Objektesstets statistisch auf ein Pixelen-semble verteilt ist [12]. So ist etwadas Bild eines Partikels mit 0,7 µm∅ bei 10facher Vergrößerung und10 x 10 µm Pixelgröße statistisch1,8 Pixel „groß“, denn es kann auf1, 2 oder maximal 4 Pixel verteiltsein (Abb. 4). Selbst „sesshafte“Objekte haben von Bild zu Bild kei-
Bildaufbereitung
132
(132)
Abb. 4: a) Trackingaufnahme bei sehr geringer Partikeldichte mitnachträglich überblendeter 10 µm-Teilstrichskala, Geschwin-digkeit 22 cm/s. b) Ausschnittvergrößerung 8-fach; Skala und Par-tikel sind unterschiedlich beleuchtet; Skala im Gegenglühlicht,Partikel konfokal; die Laserenergie im Brennpunkt bewirkt Rau-schen in der Ortsabbildung. Die ca. 45°-Schräge zu Pixelreihen und-spalten wurde bewusst gewählt, um Artefakte auszuschließen.
Abb. 3: Trackeraufnahmen bei zunehmender Partikeldichte im Zeit-takt 100 µs Belichtung, 100 µs Pause, 200 µs Belichtung. Deutlicherkennbare sesshafte Agglomerate.
ba
a
b
c
d

ne identische Verteilung auf Pixel.Physikalisch spielen hier nebender Brown´schen Bewegung wohltemperaturabhängige Fluktuatio-nen des Brechungsindex dieHauptrolle, denn der Laserstrahlerreicht im Objektivfokus eine sehrbeachtliche Energiedichte, wie sieim Bereich von schnellen Brutre-aktoren in Kernnähe vorkommt.
Ein experimentierfreundlicher an-wendungsbezogener Mikro-PIV-Aufbau wurde gefunden und dieRealisierung ist weitgehend abge-schlossen. Vorversuche und Lite-raturstudien haben gezeigt, dassdie Wahl der Partikelgröße undAnzahldichte extrem die Möglich-keiten von Aussagen beeinflus-sen. Damit müssen diese Größenschrittweise auf die Zielgeschwin-digkeit angepasst werden. Fou-ling wird die Durchführung vonMessungen erschweren und dieEntwicklung geeigneter Strategi-en zur Erleichterung fordern.
An der Ausleuchtung findet sichnoch Optimierungspotenzial, ob-wohl die grundsätzlichen Ansätzebereits Erfolg zeigten. Das Kon-zept der konfokalen Ausleuchtungmuss vor dem Hintergrund der Un-tergrundproduktion und der Auf-heizung im Objektivfokus nachTests mit dem Impulslaser nocheinmal kritisch betrachtet werden.
Die Möglichkeiten der Bildvorver-arbeitung wurden erkundet, jedochmüssten die entsprechenden Ope-rationen automatisiert werden.Wenn Korrekturen durch Führungdes Experiments vermieden wer-den können, ist dies vorzuziehen.
Die bisherigen Arbeiten zur Be-rechnung von Mikrowärmetau-schern konzentrierten sich aufstrukturauflösende Berechnun-gen von Ausschnitten des Grund-körpers mit entsprechendemgroßen numerischen Aufwand[13]. Eine vereinfachte, dafür abereffektive Simulation, erlaubt um-fangreiche Parameterstudien undsomit eine intensive Begleitungvon Entwicklung und Anwendung.Insbesondere der Einfluss der Mi-krokanalgeometrie, der Tempera-tur und des Massendurchsatzeslassen sich damit effizient analy-sieren. Durch eine Vereinfachungder kleinskaligen Geometrie unddurch die Modellierung der rele-vanten physikalischen Vorgängelässt sich die Auflösung mit feinenRechengittern durch ein grobma-schiges Netz ersetzen. Die Ergän-zung der grundlegenden Glei-chungen der Strömungsdynamikund des Wärmeübergangs durchbekannte empirische Korrelatio-nen führt zu einem erheblich ge-ringerem Aufwand bei der numeri-schen Berechnung und Ausle-gung von Mikrowärmetauschern.Diese Vorgehensweise erfordertjedoch eine experimentelle Vali-dierung der ergänzenden Modelleund Schließungsansätze. Die we-sentlichen integralen Ergebnissesind die Temperaturänderung undder Druckverlust im warmen undkalten Bereich des Wärmetau-schers. Außerdem liefert auch dievereinfachte Simulation Informa-tionen über die thermodynami-schen Zustände als räumlicheVerteilung innerhalb des Appara-tes. Im Folgenden werden zwei
unterschiedliche Vorgehenswei-sen zur vereinfachten Simulationam Beispiel von Mikrokreuzwär-metauschern vorgestellt und dieRechenergebnisse mit experi-mentellen Daten verglichen.
Dieses Modell bedient sich einervereinfachten Geometriedarstel-lung der Feinstruktur der Wärme-tauscher. Der den Wärmestrombestimmende Temperaturgradi-ent befindet sich zwischen der kal-ten und warmen Passage undnicht zwischen parallelen Kanälender gleichen Passage. Deshalbkönnen die einzelnen Kanäledurch einen durchgehenden Spaltersetzt werden, wobei warme undkalte Passage durch das Struk-turmaterial getrennt sind (sieheAbb. 5). Dabei werden die sich
Das Spaltmodell für Mikrokreuzwärme-tauscher
Vereinfachte nume-rische Simulation vonMikrowärmetauschern
Ausblick – experimentelle Unter-suchungen
133
(133)
Abb. 5: Spaltmodell des Kreuzstrommikro-wärmetauschers mit warmer (rot) und kal-ter Passage (blau).

zwischen den Kanälen befindli-chen Stege im Spalt als poröserKörper verschmiert. Die Bewe-gung der Flüssigkeit wird auf dieStrömungsrichtung in den ehema-ligen Kanälen eingeschränkt. DerWärmestrom durch die Stege inStrömungsrichtung wird in dietrennende Wand zwischen war-men und kalter Flüssigkeit verla-gert. In Abhängigkeit von der Geo-metrie der Einzelkanäle kann sichbei dieser Modellierung die Kon-taktfläche zwischen Flüssigkeitund Struktur verändern. Diese Än-derung wird durch einen Korrek-turfaktor bei der Wärmestrombe-rechnung von der Flüssigkeit indie Struktur berücksichtigt.
Für die korrekte Berechnung derMassenstromverteilung auf die ver-schiedenen Kanäle ist es notwen-dig, kleine Bereiche außerhalb desWärmetauschers in der Umgebungvon Ein- und Auslauf in die Berech-nung einzubeziehen, sodass sichder Massenstrom entsprechendden unterschiedlichen Druckverlus-ten in den einzelnen Kanälen auto-matisch einstellt. Der Druckverlustfür Einzelkanalströmung unter-scheidet sich von dem der Spalt-strömung durch einen Formfaktorund dem unterschiedlichen hydrau-lischem Durchmesser. Diese Ab-hängigkeiten werden in der verein-fachten Simulation durch Korrek-turfaktoren bei der Viskositätberücksichtigt. Der Druckverlust anEin- und Auslauf wird durch empiri-sche Druckverlustkoeffizienten be-schrieben. Im Falle des Umschla-ges von laminarer zu turbulenterStrömung wird das einfachste Tur-bulenzmodell, das Modell des Mi-schungsweges von Prandtl, be-nutzt. Dieses Modell führt zu einererhöhten Viskosität und Wärmeleit-
fähigkeit für die Flüssigkeiten. DerÜbergang zur turbulenten Strö-mung im gesamten Spalt findet beieiner Reynoldszahl von 2300 statt,die aus einer mittleren Geschwin-digkeit berechnet wird. Druckver-luste, die durch Rauhigkeiten ent-stehen werden durch eine soge-nannte additive Rauhigkeitsvisko-sität ersetzt [14]. Bei der numeri-schen Lösung der Transportglei-chungen wird ein Gitter verwendet,welches die hier beschriebene ver-einfachte Geometrie auflöst. Be-sonders in Strömungsrichtungkann ein recht grobes Netz im Ver-gleich zur detaillierten Beschrei-bung des Wärmetauschers benutztwerden, und eine Auflösung derStegstruktur entfällt.
Dieses Modell stellt eine weitereVereinfachung des Spaltmodellsdar. Wie dort, werden die Stegeräumlich verschmiert. Der übriggebliebene Spalt wird jetzt in Strö-mungsrichtung in eine Anzahl voneindimensionalen Strömungspfa-den zerlegt, die über die Ein- undAuslaufbereiche gekoppelt sind.Die thermische Kopplung erfolgtwieder durch die separierendeWand zwischen der kalten undwarmen Passage. Wie beimSpaltmodell werden die Wärme-ströme in der restlichen Strukturkorrigiert, um die fehlenden Stegezu simulieren. Die Berechnungdes Wärmeübergangs vom Struk-turmaterial zur Flüssigkeit wirddurch die Verwendung von Stan-dard-Nusseltzahlkorrelationen fürdie Strömung in eindimensionalenKanälen realisiert. Der Druckver-lust berechnet sich aus den allge-
mein bekannten Druckverlustko-effizienten für laminare oder tur-bulente Rohrströmung [15]. DieOberflächenrauhigkeit wird wie-der mit Hilfe einer Rauhigkeitsvis-kosität berücksichtigt, währendder Druckverlust an Ein- und Aus-lauf durch die gleichen empiri-schen Druckverlustkoeffizientenwie bei der Spaltströmung be-stimmt wird. Die Gleichungen zurStrömungsdynamik in den eindi-mensionalen Strömungspfadenwerden auf der Grundlage einergroben Diskretisierung gelöst.Senkrecht dazu in Richtung desstarken Temperaturgradientengibt es nur vier Rechenzellen, je-weils eine für die Flüssigkeitsströ-mung und zwei zur Berechnungdes Wärmetransports in der Wandzwischen kalter und warmer Flüs-sigkeit. Hier liegt der Gewinn beimRechenaufwand im Vergleich zumSpaltmodell. Außerdem sind kei-ne zusätzlichen Turbulenzmodel-le erforderlich, da die Physik derTurbulenz in den Standardkorrela-tionen zum Wärmeübergang undDruckverlust enthalten ist.
Auch hier wird der Umschlagpunktvon turbulenter zu laminarer Strö-mung bei einer Reynoldzahl von2300 angenommen, wobei derÜbergang ganz lokal in einer Re-chenmasche erfolgen kann.
Die in den beiden vereinfachtenModellen auftretenden Transport-gleichungen für Masse, Impulsund Enthalpie (Navier-Stokes-Gleichungen und Wärmeleitung)werden mit Hilfe des kommerziel-len CFD (Computational Fluid Dy-
Lösung der Transport-gleichungen mit CFX4.3und Ergebnisse
Das 1D-Strömungs-pfadmodell für Mikro-kreuzwärmetauscher
134
(134)

namics) Programms CFX 4.3gelöst. Die Stoffeigenschaftenund die Modellierung der physika-lischen Vorgänge (Wandreibung,Turbulenz, Wärmeübergang) wer-den mit Hilfe von benutzerdefi-nierten Funktionen programmiert.Auch die Ermittlung der Mi-schungstemperatur an den Aus-gängen des Wärmetauschers, so-wie die Datenausgabe für die gra-phische Auswertung der Ergeb-nisse müssen zusätzlich einge-bracht werden.
Beispielhaft soll hier ein „1 cm3 Mi-krowärmetauscher“, der mit Was-ser betrieben wird, betrachtet wer-den. Er enthält 34 Mikrokanäle prokalter und warmer Passage mit je-weils einem Querschnitt von0.2 mm mal 0.1 mm. Die Stegbrei-te beträgt 0.1 mm und die tren-nende Wand zwischen den Pas-sagen hat eine Dicke von 0.1 mm.Die Eintrittstemperatur beträgt aufder kalten Seite 8 °C und auf der warmen Seite 95 °C. Für diehier dargestellten Ergebnissewurde das Spaltmodell verwen-det. Das 1D-Strömungspfadmo-dell liefert die gleiche Ergebnis-qualität. Abb. 6 zeigt die Tempera-turerhöhung nach dem Durchlaufder kalten Passage in Abhängig-keit vom Massendurchsatz deskalten und warmen Wassers,während Abb. 7 den Druckverlustauf der warmen Seite darstellt. Inallen Graphiken sind zum Ver-gleich die experimentellen Werteeingetragen. Deutlich ist sowohlim Temperaturverlauf als auchbeim Druckverlust der Übergangvon laminarer zu turbulenter Strö-mung in der warmen Passage ander Änderung der Kurvensteigun-gen zu erkennen. Ähnliche Rech-nungen wurden für verschieden
Flüssigkeiten und auch für asym-metrische Massendurchsätze aufwarmer und kalter Seite durchge-führt und teilweise mit den Ergeb-nissen detaillierter strukturauflö-sender Rechnungen verglichen.
Alle Ergebnisse zeigen die guteAnwendbarkeit der vereinfachen-den Modelle. Die Beziehungen fürDruckverlust und Wärmeüber-gang sind laut Literatur nicht im-mer für die Verwendung in sehr
135
(135)
Abb. 6: Berechnete und gemessene Aufheizung der kalten Pas-sage.
CFXMesswerte
Tem
pera
turan
stieg
kalte
Pas
sage
[K]
Laminar Turbulent
80
70
60
50
40
30
20
10
00 100 200 300 400
Durchsatz [kg/h]
500 600 700 800
Abb. 7: Druckverlust in der warmen Passage.
CFXMesswerte
Druc
kver
lust w
arm
e Pas
sage
[bar
]
Laminar Turbulent
6
5
4
3
2
1
00 100 200 300 400
Durchsatz [kg/h]
500 600 700 800

kleinen Kanälen geeignet [16]. So-mit ist eine Überprüfung experi-menteller Art zum Strömungsver-halten an Einzelkanälen der Mi-krowärmetauscher erforderlich.Das gilt besonders für den Ein-fluss der Rauhigkeit und denDruckverlust im Ein- und Ausströ-mungsbereich.
Mikrowärmetauscher und Mikro-reaktoren sollen in der chemi-schen Verfahrenstechnik einge-setzt werden. Dort spielen Pha-
senwechsel und chemische Re-aktionen eine wesentliche Rolle.Deshalb ist es erforderlich auchfür diese Vorgänge vereinfachteModelle zu entwickeln und anzu-wenden. Ein erster Schritt in dieseRichtung wäre die Verwendung ei-nes Gases in der einen Passageund einer inkompressiblen Flüs-sigkeit in der anderen. Ein weitgrößerer Schritt wäre dann die Be-schreibung einer Zweiphasen-strömung mit Verdampfung in ei-ner Passage des Wärmetau-schers und die Simulation vonelektrisch beheizten Mikrover-dampfern. Eine vereinfachte Si-
mulation von katalytische Reak-tionen in den Mikrokanälen ist not-wendig, um die Mikroapparate inihrer verfahrenstechnischen An-wendung umfassend beschreibenzu können.
Ausblick – Numerische Simulation
136
(136)
[1] K. Schubert, I. Brandner, M. Fichtner,G. Linder, U. Schygulla, A. Wenka,Mioroscale ThermophysicalEngeneering, 5, 17-39 (2001)
[2] J. G. Santiago, S. T. Wereley, C. D. Meinhart, D. J. Beebe, R. J. Adrian,Exp. Fluids 25, 316-319 (1998)
[3] C. D. Meinhart, S. T. Wereley,T. G. Santiago, Exp. Fluids 27, 414-419 (1989)
[4] M. J. Kim, H. J. Kim, K. D. Kim,Proceedings of PSF VIP-3, March 18-21 (2001) Mani, Hawaii,USA F3112
[5] C. D. Meinhart, S. T. Wereley, H. B. Gray, Mas. Sci. Technol. 11 (2000), 809-814
[6] C. D. Meinhart, S. T. Wereley, J. G. Santiago, Journal of Fluids Eng., June 2000,Vol. 122, 285-289
[7] M. G. Olsen, R. J. Adrian, Exp. Fluids (Suppl.) S. 166-174(2000)
[8] D. Kean, R. J. Adrian, Y. Zhang, Mas. Sci. Technol. 2 (1995), 1202-1205
[9] D. E. Kataoka, M. M. Troian, Nature 402, 794-796 (1999)
[10] W. J. Hiller, H. M. Lent, G. E. A. Meier, B. Stasicki,Experiments in Fluids 5, 141-144 (1987)
[11] B. Stasicki, W. J. Hiller, G. E. A. Meier, (DLR unveröffentlicht), SPI Vol.1032 (1988)
[12] R. I. Adrian, Meas. Sci. Technol. 8 (1997), 1393-1398
[13] A. Wenka, M. Fichtner, K. Schubert, Microreaction Technology: 4thInternational Conference, IMRET 4,AIChE Spring Nat. Meeting, Atlanta,Ga., March 5-9, 2000, Topical Conf.Proc. pp. 256 - 263, New York, N. Y., 2000
[14] Gh. Mohiuddin Mala, Li Dongqing, International Journal of Heat andFluid Flow 20 (1999) 142-148
[15] VDI-Wärmeatlas, Berechnungsblätter für denWärmeübergang, Springer 1997
[16] S. M. Ghiaasian, T. S. Laker,International Journal of Heat andMass Transfer 44 (2001) 2777-2782
Literatur

Durch den Fortschritt in den Ferti-gungstechniken für Mikrostruktu-ren werden mikrofluidische Bau-steine in vielen Anwendungen re-levant. Bei Strömungen in Mikro-kanälen können beispielsweisedurch kleinste Fluidmengen,durch große Wärme- und Stoff-übertragungsflächen, durch elek-trokinetische oder andere Grenz-flächeneffekte erhebliche Vortei-le gegenüber makroskopischenStrömungen erzielt werden. Dieserlaubt etwa die (parallele) Durch-führung hochgenauer und repro-duzierbarer chemischer oder bio-logischer Analysen, die Entwick-lung äußerst kompakter Wärme-tauscher oder eine hochpräziseund sichere (thermische) Pro-zessführung in der Verfahrens-technik.
Die modellhafte Beschreibung derStrömungs- und Transportprozes-se in Mikroströmungen stellt einwichtiges Werkzeug bei der Ent-wicklung und bei der Optimierungmikrofluidischer Anwendungendar. So kann die Entwicklung undFertigung einer Vielzahl von Test-mustern erheblich durch den Ein-satz von zuverlässigen numeri-schen Simulationen reduziert wer-den. Dies setzt zwingend voraus,dass die verwendeten Modelleadäquat sind und deshalb die Si-mulationen die wesentliche Phy-sik richtig wiedergeben. An dieserStelle ist auf die enorme Bedeu-tung von ausgesuchten Validie-rungs-Experimenten hinzuwei-sen, die genau diesen Aspekt zuüberprüfen haben.
Betrachten wir Mikroströmungenin Kanälen von 1-1000 µm Kanal-weite, so stellt sich zuerst die Fra-ge ob die Grundgleichungen undRandbedingungen aus der Konti-nuumsmechanik gültig bleiben.Hierbei müssen wir zwischen Ga-sen und Flüssigkeiten unterschei-den [1]:
a) Bei Gasen kann über das eta-blierte Konzept der mittlerenfreien Weglänge ein Kriteriumabgeleitet werden, welches aufder Knudsen-Zahl basiert [2].Die Knudsen-Zahl ist das Verhältnis aus mittlerer freierWeglänge und Kanalweite. Für Kn ≤ 10-3 erwarten wir un-eingeschränkte Gültigkeit derKontinuumsmechanik, für 10-3 ≤ Kn ≤ 10-1 kann in einemÜbergangsbereich die Konti-nuumsmechanik mit modi-fizierten Randbedingungen(z.B. Navier-Rutschbedingung[2]) verwendet werden. Habenwir etwa Luft unter Normalbe-dingungen (293 K, 1 atm) in ei-nem Kanal von 1 µm Kanalwei-te, so wird Kn = 0.065. DiesesBeispiel macht deutlich, dasswir in kleinen Kanälen durch-aus in den Übergangsbereichkommen können, wo Modifika-tionen der Kontinuumsmecha-nik notwendig werden. Die Si-tuation verschärft sich im übri-gen, wenn etwa niedrigeDrücke, hohe Temperaturenoder große Gasmoleküle vor-liegen.
b) Bei Flüssigkeiten ist das Kon-zept der mittleren freien Weg-länge nicht anwendbar, weil die
mittleren Molekülabstände umGrößenordnungen kleiner sindund deshalb die Moleküle per-manent wechselwirken. Ten-denziell ist deshalb zu erwar-ten, dass die Anwendung derKontinuumsmechanik unpro-blematischer ist als für Gase.Für Wasser unter Normal-bedingungen kann etwa eine empirische Scherrate von γ ≥ 2.4 · 1012 s-1 für das Auftre-ten von nicht-NewtonschemVerhalten, und eine empirischeScherrate von γ ≥ 1.2 · 1011 s-1
für das Versagen der Navier-Rutschbedingung gefundenwerden [3,4]. Selbst unter ex-tremen Bedingungen sindScherraten von γ > 106 s-1 in Mi-krokanälen kaum erreichbar.Lediglich extrem große Mo-leküle in kleinsten Kanälenkönnten eine Ausnahme dar-stellen.
Mit dem Grundgerüst der Kontinu-umsmechanik ist es somit mög-lich, Gasströmungen in Mikro-kanälen bedingt und Flüssigkeits-strömungen uneingeschränkt zubehandeln. So stellt sich weiter dieFrage, welche Effekte in Mikro-kanälen in den Vordergrund tretenund welche Effekte eine unterge-ordnete Rolle spielen. Dies kön-nen wir formal mit Hilfe einer Di-mensionsanalyse beantworten.
Bevor wir uns den dimensionslo-sen Kennzahlen zuwenden, ist essinnvoll die Größenordnung derphysikalischen Größen abzu-schätzen. Dies erlaubt, im Ver-gleich zur Makroströmung, Ände-rungen zu quantifizieren. Wir fol-gen hier in Teilen der Vorgehens-
Dimensionsanalyse
TheoretischeBeschreibung vonMikroströmungen
Einleitung
137
(137)
Strömungs- und Transportprozesse in MikrokanälenP. Ehrhard, I. Meisel, IKET
NACHRICHTEN - Forschungszentrum Karlsruhe Jahrg. 34 2-3/2002 S. 137-142

weise von [5]. In Tab. 1 sind einigephysikalische Größen in ihrerGrößenordnung für Makroströ-mungen und für Mikroströmungenabgeschätzt. Kanäle oder Rohrein Makroströmungen haben ty-pisch einige cm Kanalweite,während wir für Mikroströmungeneinige 10 µm Kanalweite unter-stellen. Entsprechend erwartenwir für die Kanallänge in Makro-strömungen einige m und in Mi-kroströmungen einige cm. Die Ge-schwindigkeiten in Makroströ-mungen liegen typisch bei einigenm/s, während in Mikroströmungeneinige mm/s auftreten. Die Festle-gung der Größen d, l, u kanndurchaus, je nach Geschmack,um eine Zehnerpotenz nach obenoder nach unten verschoben wer-den. Dies ändert lediglich dieGrößenordnung, nicht aber dieTendenz der folgenden Aussagen.
Basierend auf den festgelegtenGrößen d, l, u, wird es möglich, an-dere Größen wie Druckabfall,Massenstrom, Volumenstrom und
Kräfteverhältnisse abzuschätzen.Wir werden hier nur die Ergebnis-se diskutieren, eine vollständigeAbleitung findet sich in [6]. Wir un-terstellen stets, dass die Fluid-eigenschaften in der Makro- und inder Mikroströmung in etwa gleichsind (präzise: gleiche Größenord-nung haben). Weiterhin ist es aus-reichend, das Verhältnis der dis-kutierten Größen in Mikro- undMakroströmung zu betrachten.
Der laminare Druckabfall in einemKanal folgt der Abhängigkeit ∆p ∝ ul/d2. Gemäß Tab. 1 ist dem-nach in Mikrokanälen ein höhererDruckabfall zu erwarten als in Ma-krokanälen. Die Volumen- undMassenströme in Kanälen verhal-ten sich gemäß dV/dt, dm/dt ∝ ud2,so dass in Mikrokanälen drastischkleinere Volumen- und Mas-senströme auftreten werden.
Zur Bewertung der maßgeblichenKräfte in der Strömung erweisensich Kennzahlen auf Basis vonKräfteverhältnissen als aussage-
kräftig. Die Reynolds-Zahl charak-terisiert das Verhältnis von Träg-heitskräften FT und Reibungskräf-ten FR. Sie verhält sich gemäß Re ∝ ud und demgemäß wird dieReynolds-Zahl in Mikrokanälendramatisch kleiner als in Makro-kanälen. In der Regel dominierendeshalb die Reibungskräfte im Mi-krokanal, und ein Übergang zu tur-bulenter Strömung tritt wegenschwacher Trägheitskräfte nichtauf. Gleichzeitig erscheint es sinn-voll, alle weiteren Kräfte mit derReibungskraft zu vergleichen. DieStokes-Zahl, welche das Verhält-nis aus Druckkräften FD und Rei-bungskräften FR angibt, wird dem-gemäß Sto ~ 1.
Das Verhältnis aus Schwerkraft FS
und Reibungskraft FR können wirgemäß Re/Fr ∝ d2/u mit Hilfe derReynolds-Zahl und der Froude-Zahl Fr ∝ FT/FS ausdrücken. In Mi-krokanälen wird sich die Schwer-kraft deshalb deutlich schwächerals in Makrokanälen auswirken.Das Verhältnis aus Kapillarkräften
138
(138)
Tab. 1: Typische Größenordnungen der physikalischen Größen und Quotienten der Größenordnun-gen aus Mikroströmung und Makroströmung (grau schattiert für Mikrowärmetauscher).
makro mikro mikro/makro
Kanalweite d ~ 10-2 m ~ 10-5 m ~ 10-3 ~ 10-3
Kanallänge l ~ 1 m ~ 10-2 m ~ 10-2 ~ 10-2
Mittlere Geschwindigkeit u ~ 1 m/s ~ 10-3 m/s ~ 1 m/s ~ 10-3 ~ 1
Druckabfall ∆p ~ 10 ~ 104
Volumen-, Massenstrom dV/dt,dm/dt ~ 10-9 ~ 10-6
Reynolds-Zahl ∝ FT/FR Re ~ 10-6 ~ 10-3
FS/FR Re/Fr ~ 10-3 ~ 10-6
FG/FR Re/We ~ 103 ~ 1
Aufheizspanne ∆T (~ 104) ~ 10
Wärmeleitanteil qWL/ qkon (~ 105) ~ 102

(oder allgemein Grenzflächen-kräften) FG und Reibungskräf-ten FR kommt im Quotienten Re/We ∝ 1/u zum Ausdruck. Hier-in tritt die Weber-Zahl We ∝ FT/FG
auf. Wir können in Mikrokanälensomit einen deutlich größeren Ein-fluss von Kapillarkräften, oder all-gemein von Grenzflächenkräften,erwarten. Bei einphasiger Strö-mung sind (nach anfänglicher Be-netzung) keine Fluid/Fluid-Grenz-flächen präsent, so dass in diesemFall keine Kapillarkräfte wirken.Gleichwohl können an Fluid/Wand-Grenzflächen Kräfte auftre-ten, welche etwa durch nichtiso-therme Verhältnisse oder elektri-sche Felder verursacht werden.Auch solche Grenzflächenkräftewerden durch die Abhängigkeitvon Re/We erfasst. Der starke Ein-fluss aller Grenzflächenkräftehängt mit dem extrem großen Ver-hältnis aus Oberfläche und Volu-men in Mikrokanälen zusammen.Dies legt den Schluss nahe, dassauch Wärme- und Stoffübertra-gung in Mikrokanälen, weil durchdie Übertragungsfläche bestimmt,sehr effizient möglich ist.
Nach Betrachtung der mechani-schen Aspekte wollen wir nun denAspekt des Wärmetransports undder Wärmeübertragung näher be-leuchten. Aufgrund der Analogiezwischen Wärme- und Stofftrans-port sind diese Überlegungenauch auf den Stofftransport über-tragbar. Wir erwärmen hierzu etwadie Kanalwand um eine gewisseTemperaturdifferenz gegenüberdem Fluid und fragen, um welcheAufheizspanne ∆T sich das Fluidbeim Durchlauf durch den Kanalerwärmt. Wir finden hierzu die Ab-hängigkeit ∆T ∝ l/du, womit ge-mäß Tab. 1 eine drastisch höhere
Aufheizspanne in Mikrokanälenfolgt. Eine solch große Aufheiz-spanne ist natürlich nicht sinnvoll,weil das Fluid in kürzester Zeit dieWandtemperatur annimmt unddeshalb im größten Teil des Ka-nals kein Wärmeübergang mehrerfolgt. Es ist deshalb geboten, ineinem Mikrokanal zur Wärme-übertragung deutlich höhere Strö-mungsgeschwindigkeiten zu wäh-len, etwa entsprechend den grauschattierten Teilen von Tab. 1.
Mit den in den grau schattiertenTeilen von Tab. 1 gegebenen Pa-rametern wird eine moderate Aufheizspanne erreicht, wie sie in einem Wärmetauscherkanalsinnvoll ist. Leider erhöht die große Strömungsgeschwindigkeitgleichzeitig den Druckabfall er-heblich. Die Tendenz der Aussa-gen zur Trägheitskraft FT undSchwerkraft FS bleibt bei Ver-schiebung der Größenordnungenerhalten (vgl. Tab. 1). Die Kapillar-bzw. Grenzflächenkräfte FG wer-den hingegen bei dieser Parame-terwahl eine deutlich schwächereRolle spielen.
Zur Charakterisierung des Wär-metransports bieten sich Quotien-ten aus Wärmeströmen an. DasVerhältnis aus diffusiv (durch Wär-meleitung) transportierter WärmeqWL und konvektiv transportierterWärme qkon verhält sich gemäßqWL/ qkon ∝ 1/(lu). Wir können des-halb davon ausgehen, dass die imFluid durch Wärmeleitung axialtransportierte Wärme in Mikro-kanälen deutlich wichtiger ist als inMakrokanälen. Ähnliches gilt imübrigen für die axiale Wärmelei-tung in der Wand.
Wir werden uns im folgenden Bei-spiel auf die Mikroströmungen von
Flüssigkeiten beschränken, wel-che durch die Parameter im un-schattierten Teil von Tab. 1 ge-kennzeichnet sind. Solche Strö-mungen sind beispielsweise inchemischen oder biologischenAnalyse-Chips („lab on chip“,„µTAS“) relevant. Die prominenteRolle von Grenzflächenkräftenhaben wir bereits oben diskutiert.Das Beispiele bezieht sich des-halb auf die Ausnutzung der elek-trischen Doppelschicht in einemelektrisch erregten Mikromischer.
In vielen mikrofluidischen Anwen-dungen zur chemischen oder bio-logischen Analyse und in Mikro-reaktoren spielt die Mischung vonFlüssigkeiten eine wichtige Rolle.Allgemein können wir die Vermi-schung als einen zweistufigenProzess auffassen: (i) zunächstwird die Kontaktfläche zwischenden zu mischenden Flüssigkeitenvergrößert und die Dicke einzelnerFlüssigkeitslamellen wird mini-miert, (ii) die Stoffdiffusion kanndann effektiv die Mischung aufmolekularen Skalen herstellen.Zwischen mischbaren Flüssigkei-ten existiert natürlich keine Grenz-fläche, so dass wir auf den BegriffKontaktfläche ausweichen. Inmakroskopischen Mischern ist die (Kanal-)Reynolds-Zahl meistgroß, so dass Trägheitskräfte undStrömungsinstabilitäten genutztwerden können um die Kontakt-fläche zu vergrößern und damit ef-fektive Diffusion zu ermöglichen.In Mikromischern hingegen, sindkleine (Kanal-)Reynolds-Zahlentypisch. Dies bedeutet, dass Träg-heitseffekte schwach sind und an-dere Maßnahmen zur Vergröße-
Elektrisch erregterMikromischer
139
(139)

rung der Kontaktfläche eingesetztwerden müssen.
In Mikromischern sind bisher ver-schiedene Klassen von Verfahrenzur Vergrößerung der Kontakt-fläche vorgeschlagen worden [7]:
a) Durch Multilamination wird ei-ne Vielzahl dünner Flüssig-keitssträhnen erzeugt undwechselweise zusammenge-führt. So erhält man große Kon-taktflächen zwischen den Flüs-sigkeiten und eine effektive Dif-fusion wird möglich. Diese Ver-fahren bedürfen jedoch auf-wendiger dreidimensionalerFlüssigkeitsführung mit ent-sprechend komplexer Geome-trie der Mikrostrukturen. Ausdiesen Gründen sind solcheMikromischer nur bedingt für(billige) Massenfertigung ge-eignet.
b) Durch oszillierende Strömungin Seitenkanälen wird die Strö-mung im Mischkanal aufgefal-tet, was gleichfalls zu großenKontaktflächen zwischen denFlüssigkeiten führt. Die oszillie-rende Strömung in den Seiten-kanälen wird hierbei durch me-chanische oder elektro-mecha-nische Einrichtungen wie Pum-pen, Membranen oder Piezo-Kristalle erzeugt.
c) Durch geeignete komplexeWandstrukturen im Mischkanalwerden Sekundärströmungeninduziert, welche ebenfalls dieStrömung und damit die Kon-taktfläche auffalten.
Der Grundgedanke des folgendenMischkonzepts besteht darin, inder elektrischen Doppelschicht(an Flüssigkeits/Wand-Grenz-flächen) zeitabhängige elektri-
sche Kräfte zu induzieren. Dies istmit einem von außen angelegtenelektrischen Feld geeigneter Ori-entierung, Amplitude und Fre-quenz möglich. So kann eine zeit-abhängige Strömung auch beiniedrigen Reynolds-Zahlen ange-regt werden, welche zur Auffal-tung und Vergrößerung der Kon-taktfläche zwischen den beidenFlüssigkeiten führt. Die großeKontaktfläche erlaubt dann eineeffektive Diffusion und damitschnelle Vermischung. Die Erre-gungsfrequenz kann hierbei sooptimiert werden, dass sie in Re-sonanz mit der Strömung erfolgt.
Flüssigkeiten, wie beispielsweisewässrige Lösungen, enthaltenmeist Ladungsträger in Form vonIonen. Im Innern der Flüssigkeitsind die Ionen unterschiedlicherLadung gleichverteilt, so dass dortdie Flüssigkeit elektrisch neutralist. An der Wand hingegen kommtes zu einer erhöhten Konzentra-tion eines der beiden Ladungsträ-ger und damit zu einer elektrischnicht neutralen Schicht. Die La-dungsverteilung kann mit der so-genannten Debye-Hückel-Appro-ximation angenähert werden, sodass sich gemäß
eine exponentielle Ladungsvertei-lung in Wandnähe ergibt [8]. In (1)bezeichnet qW = εζ /lD die Ladungs-dichte der Wand, welche mit demZeta-Potential ζ, der Debye-Län-ge lD und der Dielektrizitätskon-stante ε der Flüssigkeit verknüpftist. y ist die wandnormale Koordi-nate. Die Debye-Länge lD charak-terisiert die Dicke der elektrischnicht neutralen Schicht, welche
auch als elektrische Doppelschicht(EDL) bezeichnet wird. In Flüssig-keiten ist lD üblicherweise kleinerals 1 µm. Nur in der elektrischenDoppelschicht können elektrischeKräfte induziert werden.
Auch in Mikrokanälen erweist sichdie Debye-Länge lD als deutlichkleiner als die Kanalweite d. Umdie elektrische Doppelschicht ineiner numerischen Simulationvernünftig aufzulösen, wäre des-halb eine erhebliche Verfeinerungdes Rechengitters in Wandnäheerforderlich. Dies würde den Re-chenaufwand dramatisch er-höhen. In [6] wird eine sog. ange-passte asymptotische Entwick-lung abgeleitet, welche eine nähe-rungsweise (analytische) Be-handlung der elektrischen Dop-pelschicht erlaubt, und damit dienumerische Simulation solcherStrömungen auf relativ grobenGittern zulässt.
Im folgenden Beispiel sind Ergeb-nisse einer numerischen Simula-tion zu einem elektrisch erregtenMikromischer in einem mäander-förmigen Kanal gegeben. Hierzuwerden die instationären, zwei-dimensionalen (ebenen) Erhal-tungsgleichungen (Kontinuitäts-gleichung, Navier-Stokes-Glei-chungen, Stofftransportgleichung)mit Hilfe eines Finite-Elemente-Verfahrens dimensionslos oh-ne/mit einem harmonisch oszillie-renden, vertikalen elektrischenFeld gelöst. Hierbei machen wirvon der vereinfachten Behandlungdurch ein asymptotische Reprä-sentation der elektrischen Doppel-schichten Gebrauch. Ein vollstän-dige Darstellung der zugrundelie-genden Skalierung, Gleichungenund Randbedingungen findet sichin [9]. Abb. 1 zeigt das Konzentra-
ρe(y) =qw (1)e–y/lDlD
140
(140)

tionsfeld ohne elektrische Erre-gung. Mit den Parametern Rey-nolds-Zahl Re = 10 und Schmidt-Zahl Sc = 100 ist das Problem di-mensionslos festgelegt. Es istRe = ud/ν, Sc = ν/D, mit der kine-matischen Viskosität ν der Flüs-sigkeit und der Stoffdiffusivität D. Ineinem wassergefüllten Kanal ent-spricht diese Parameterwahl etwaeine Kanalweite von d = 250 µmund einer mittleren Geschwindig-keit von u = 40 mm/s.
Wir erkennen, dass die beidenFlüssigkeiten im wesentlichen un-vermischt durch den Mäanderströmen, weil durch fehlendeTrägheitseffekte weder Ablösungnoch Instabilitäten auftreten. Le-diglich an der Kontaktfläche zwi-schen den beiden Flüssigkeitenkommt es infolge der Stoffdiffusi-on zu einer geringen Vermi-schung. Die unvermischten Flüs-sigkeiten erscheinen in Abb. 1 rotund blau, während die perfektdurchmischte Flüssigkeit grün er-scheint.
In Abb. 2 ist das Konzentrations-feld mit elektrischer Erregung ge-zeigt. Die Parameter Re, Sc sindgleich wie in Abb. 1, das vertikaleoszillierende elektrische Feld hateine Amplitude von E = 20 V/mmbei einer Erregungsfrequenz vonf = 16 Hz. Wir erkennen, dass auf-grund der (vertikalen) elektrischenKräfte an den Kanalwänden eineAuffaltung der Strömung mit ent-sprechender Vergrößerung derKontaktfläche auftritt. Demzufolgeläuft die Diffusion effektiver ab undim Ergebnis erhalten wir am Aus-tritt des einfachen Mäanders gutdurchmischte Flüssigkeiten, wasanhand der Mischfarben deutlichwird.
Die theoretische Beschreibungder Strömungs- und Transportpro-zesse in Mikrokanälen, d.h. inKanälen von 1-1000 µm Kanal-weite, stellt zunächst keingrundsätzlich neues Problem dar.Vielmehr kann in weiten Berei-chen die Kontinuumsmechanik,gegebenenfalls mit modifiziertenRandbedingungen, zugrunde ge-legt werden. Für Gase sollte hier-
bei die Gültigkeit der Kontinu-umsannahme mit Hilfe der Knud-sen-Zahl sorgfältig überprüft wer-den. Für Flüssigkeiten weisen ak-tuelle Arbeiten auf ein Kriteriumauf Basis der Scherrate hin, wel-ches für Mikrokanäle selbst unterextremen Bedingungen nicht ver-letzt wird.
Für Strömungen in Mikrokanälenkönnen wir davon ausgehen, dassTrägheitseffekte gegenüber Rei-
Zusammenfassung
141
(141)
Abb. 1: Konzentrationsfeld bei der Strömung zweier Flüssigkeitendurch einen Mäander ohne elektrische Erregung.
Abb. 2: Konzentrationsfeld bei der Strömung zweier Flüssigkeitendurch einen Mäander mit Erregung durch ein elektrisches Wech-selfeld.

bungseffekten in den Hintergrundtreten. Demgemäß liegt in der Re-gel eine laminare Strömung vor.Ähnliches gilt für Effekte derSchwerkraft, welche in Mikro-kanälen in der Regel eine unter-geordnete Rolle spielen. Im Ge-gensatz dazu spielen Grenz-flächeneffekte in Mikrokanälen inder Regel eine prominente Rolle.Grenzflächeneffekte sind einer-seits durch mechanische Kräftean den Grenzflächen gegebenund andererseits durch den Wär-me- und Stoffübergang über die
Grenzflächen. Schließlich ist inMikrokanälen zu erwarten, dassdiffusive Effekte, wie beispielswei-se die Wärmeleitung im Fluid oderin der Kanalwand, eine wichtigeRolle spielen.
Die Anwendung von elektrischenKräften an Flüssigkeits/Wand-Grenzflächen führt zum Konzepteines elektrisch erregten Mikromi-schers. Ein zeitlich oszillierendeselektrisches Feld wird hierbei ge-nutzt, um die Strömung aufzufal-ten und damit die Kontaktfläche
zwischen den beiden Flüssigkei-ten zu vergrößern. Die zeitlicheErregung sollte für ein optimalesErgebnis in Resonanz mit derStrömung erfolgen. Über die auf-gefaltete Kontaktfläche wird effizi-ente Diffusion möglich und einedeutliche Verbesserung der Ver-mischung wird erreicht.
142
(142)
[1] M. Gad-el Hak, (1999), ASME J. Fluids Engineering121, 5-33
[2] S. Schaaf, P. Chambré, (1961), Flow in rarefied gases,Princeton University Press
[3] W. Loose, S. Hess, (1989), Rheologica Acta 28, 91-101
[4] P. Thompson, S. Troian, (1997), Nature 389, 360-362
[5] H. Herwig, (2002), ZAMM, im Druck
[6] P. Ehrhard, I. Meisel, (2002), FZK-Bericht 6680
[7] W. Ehrfeld, V. Hessel, H. Löwe,(2000), Microreactors, Wiley-VCH
[8] T. Schulenberg, G. Janssens-Maenhout, (2002), FZK-Bericht 6669.
[9] I. Meisel, P. Ehrhard, (2002), Proc. MSC 2002 Conference,Puerto Rico, 22.-25.4.2002, 62-65
Literatur

In der Verfahrenstechnik wurdebereits Ende der achtziger Jahreerkannt, dass das hohe Ver-hältnis von Oberfläche zu Volu-men von Mikrostrukturkompo-nenten zu hohen Wärmeübertra-gungsleistungen führt, die denEinsatz dieser Komponenten alsWärmetauscher interessant er-scheinen lässt [1]. Aber auch inder chemischen Reaktionstech-nik ermöglicht der hohe Wärme-transport selbst bei stark exother-men Reaktionen eine isothermeReaktionsführung und einen kon-trollierbaren Reaktionsverlauf ex-plosionsgefährdeter Reaktionen.Aufgrund der geringen Abmes-sung sind die Strömungsverhält-nisse in Mikrokanälen fast immerlaminar, und die Mischung derMedien erfolgt über Diffusion. Diehohen Stoff- und Wärmeübergän-ge und die engen Verweilzeit-spektren in Mikroreaktoren er-möglichen gegenüber konventio-nellen Reaktoren eine sehr vielpräzisere Prozesskontrolle undließen dadurch insbesondere beischnellen, heterogen katalysier-ten Gasphasenreaktionen höhereSelektivitäten und Ausbeuten er-warten. In einer der ersten Arbei-ten, in der dies nachgewiesenwerden konnte, wurde dazu einam Forschungszentrum Karlsru-he entwickelter, metallischer Mi-kroreaktor eingesetzt [2].
Kleine, kompakte Anlagen er-möglichen prinzipiell die verteilteProduktion („on site“) oder auchdie Herstellung bei Bedarf („ondemand“) und können so die Risi-ken durch Transport oder Lage-rung gefährlicher Chemikalienminimieren. Im Bereich der Pro-
duktion ist die Bereitschaft zumEinsatz von Mikroreaktoren nochimmer sehr gering, obwohl in derZwischenzeit nachgewiesen wer-den konnte, dass entweder durchParallelisierung mehrerer Reak-toren („Numbering-up“) oderdurch eine geringe Vergrößerungder Kanaldurchmesser auch mitMikroreaktoren ein großer Durch-satz möglich ist. Die Vorbehalteliegen zum einen an der aufwen-digen Steuer- und Regelungs-technik und dem komplexen Auf-bau der Medienzuführungen, diezum Betrieb vieler, parallel betrie-bener Mikroreaktoren notwendigsind, zum anderen aber auch da-ran, dass potentielle Fouling-Pro-bleme durch Verstopfung zu Aus-fällen der Anlagen führen können.Im F&E-Bereich für kinetischeUntersuchungen, zur Aufklärungder Reaktionsmechanismen undzum Benchmarking bei Prozess-forschung und -intensivierung,aber auch im Bereich der kom-binatorischen Chemie und desKatalysator-Screenings hingegenhat die chemische Industrie dasPotenzial dieser neuen Technikerkannt und ist zunehmend inter-essiert, Mikroreaktoren einzu-setzen. Dies scheitert vielfachaber noch an der Verfügbarkeitgünstiger, einfach handhabbarerMikroreaktoren als Standard-La-bor-Tool.
Die Entwicklung von Mikrostruk-turierungstechniken hat in denletzten 25 Jahren zur Miniatu-risierung einer Fülle von mecha-nischen, optischen, thermischenund fluidischen Komponentenund Systemen geführt. Da nahe-zu alle dieser Strukturierungs-techniken aber nur für ausge-wählte Werkstoffe geeignet sind,
führte dies in der Mikrosystem-technik zwangsläufig zu einerLimitierung der zur Verfügungstehenden Materialpalette. Bei-spiele für Mikrostrukturierungs-techniken sind die LIGA-Technikzur Herstellung von Mikrostruktu-ren aus Polymeren und ausge-wählten Metallen, die Silizium-Technologie, die mikromechani-sche Bearbeitung von metalli-schen Werkstoffen und dieFotostrukturierung von Spezial-gläsern. Für einige Bereiche derMikrotechnik sind jedoch die be-sonderen Eigenschaften vonKeramiken, wie die hohe Härteoder die hohe thermische undchemische Beständigkeit vongroßem Interesse. Es sind abergenau diese Eigenschaften, diedie Anwendung der etabliertenStrukturierungstechniken für ke-ramische Werkstoffe unmöglichoder ökonomisch nicht sinnvollmachen, und dadurch die Ent-wicklung von keramischen Mikro-komponenten verzögerten. So istes auch nicht verwunderlich,dass trotz der recht großen Zahlvon Mikrostrukturkomponenten,die bisher für den Einsatz in derchemischen oder thermischenVerfahrenstechnik vorgestelltwurden [3], praktisch keine voll-keramischen Systeme zu findensind. Keramiken werden nur füreinzelne Elemente oder Teile derMikrosysteme verwendet. Beiden wenigen bisher vorgestellten,vollkeramischen Konzeptenschränken die Herstellungsme-thoden die Design-Freiheit unddamit eine mögliche Anwendungder Komponenten von vorn he-rein stark ein [4, 5]. Ein Einsatzdieser Komponenten ist bislangnicht bekannt.
Einleitung
143
(143)
Keramische Reaktoren für den Einsatz in derMikroreaktionstechnikR. Knitter, D. Göhring, P. Risthaus, IMF
NACHRICHTEN - Forschungszentrum Karlsruhe Jahrg. 34 2-3/2002 S. 143-152

Für sehr hohe Temperaturen undfür Reaktionen unter Beteiligungkorrosiver Medien sind die exis-tierenden metallischen oder poly-meren Systeme zumeist nichtoder nur bedingt geeignet. Hierist der Einsatz von keramischenKomponenten die einzige Mög-lichkeit, der Mikroreaktionstech-nik dieses Gebiet zu erschließen.Bei der Entwicklung und Ferti-gung keramischer Bauteile müs-sen allerdings die größerenSchwierigkeiten bei der Formge-bung und insbesondere bei derMikrostrukturierung, sowie eineaufwendigere Aufbau- und Ver-bindungstechnik in Kauf genom-men werden. Daraus resultiertaber auch, dass nicht das Designeiner metallischen Komponenteübernommen werden kann, son-dern bereits beim Bauteilentwurfein keramikgerechtes Design er-forderlich ist und eine geeigneteFüge- und Verbindungstechnikberücksichtigt werden muss.
Für die keramischen Mikroreakto-ren wurde ein modulares, vollke-ramisches Konzept gewählt, dassich dadurch auszeichnet, dassin ein Reaktorgehäuse auswech-selbare Funktionselemente ein-gelegt werden können. So konnteein Mikroreaktorsystem realisiertwerden, das einerseits zumschnellen Screening von Kataly-satoren, andererseits aber auchallgemein für Gasphasenreaktio-nen geeignet ist [6, 7]. Alumini-umoxid wurde als Material für dasReaktorsystem wegen seinerthermischen und chemischen Be-ständigkeit gewählt.
Es wurden zwei Modelle von Mi-kroreaktoren mit unterschied-lichen Designvarianten für denEinsatz bei Temperaturen bis1100°C entwickelt. Ein einfachesModell A, das für das schnelleKatalysator-Screening mit einemaustauschbaren, mikrostruktu-rierten Katalysatorträger bestücktwerden kann, und ein Modell B,ausgelegt für Hochtemperatur-Gasphasenreaktionen, mit modu-laren, auswechselbaren Funk-tionselementen. Die für dasReaktorsystem B zunächst ent-wickelten Funktionselementewurden für die oxidative Kopp-lung von Methan entworfen [6].Dieses Modell verfügt über zweiBohrungen für getrennte Gaszu-leitungen. Innerhalb des Reak-tors wird durch ein Modul, beste-hend aus zwei Gasverteilern undeinem Trennplättchen, die Mög-lichkeit einer getrennten Zu-führung und Aufheizung derEduktgase bis zur Katalysatorzo-ne geschaffen. Der eigentlicheReaktionsraum wird durch zweimikrostrukturierte Katalysatorträ-ger aufgebaut. Daran schließtsich der Auslassbereich an, derebenfalls aus zwei Modulen be-steht. In der Grundvariante be-sitzt Reaktormodell B einen kon-stanten Strömungsquerschnittüber die Gesamtlänge des Reak-tors.
Die Formgebung der kerami-schen Komponenten erfolgt übereine Rapid Prototyping Prozess-kette, die sowohl die präzise Fer-tigung mikrostrukturierter Kom-ponenten als auch die Herstel-lung relativ großer Bauteile wiedem Reaktorgehäuse ermöglicht[8]. In dieser Prozesskette wer-den ausgehend von einem drei-
dimensionalen CAD-Modell dieUrmodelle unter Berücksichti-gung der zu erwartenden Sinter-schwindung in einer Rapid-Proto-typing-Anlage z. B. durch Stereo-lithographie gefertigt. Die Urmo-delle werden in Silikonformenumkopiert, die dann direkt als Ab-formwerkzeuge im Niederdruck-Spritzguss eingesetzt werden(Abb. 1). Diese Prozesskette er-möglicht insbesondere in der De-sign-Entwicklungsphase und fürVorserien eine schnelle und kos-tengünstige Fertigung kerami-scher Bauteile, da die zeit- undkostenintensive mikromechani-sche Herstellung der Werkzeugeentfällt. Innerhalb weniger Tageist die Modifikation des Designsvorhandener Bauteile oder dieFertigung eines Prototyps mög-lich. Durch den Einsatz unter-schiedlicher Rapid PrototypingVerfahren zur Fertigung der Ur-modelle konnte gezeigt werden,dass die Qualität und Auflösungder Keramikbauteile in erster Li-nie durch die Qualität der Urmo-delle bestimmt wird [9], dass aberauch sehr feine Details und hoheAspektverhältnisse realisierbarsind [10]. Die über Niederdruck-Spritzguss abgeformten Mikrore-aktoren zeigen auch als Prototypbereits die Eigenschaften eineskonventionell hergestellten Kera-mikbauteils. Dies ist insofern vonbesonderer Bedeutung, da dasDesign nicht an Designmodellenverifiziert werden kann, sonderndie Funktionstüchtigkeit nur unterden Einsatzbedingungen der je-weiligen chemischen Reaktionüberprüft werden kann, so dassdie Herstellung von Funktionsmo-dellen unerlässlich war.
Design und Fertigungder keramischen Mikro-reaktoren
144
(144)

Beim Niederdruck-Spritzgusswird das keramische Aus-gangspulver in ein thermoplasti-sches Bindemittel gerührt und zu einem fließfähigen Schlickerhomogenisiert. Als Binder kom-men hierbei niedrigschmelzendeWachse und Paraffine zum Ein-satz, die eine Abformung bereitsbei Temperaturen von ca. 70°Cund Drücken von 0,2 MPa ermög-lichen [11, 12]. Da die Tempera-tur- und Druckbedingungen ge-genüber dem Hochdruck-Spritz-guss deutlich reduziert sind, wirddie Verwendung z. B. von Silikon-formen als Abformwerkzeugmöglich. Der hier standardmäßigverwendete Al2O3-Feedstock be-
sitzt einen Feststoffgehalt von89 Gew.%, dies entspricht einerGründichte der spritzgegossenenBauteile von 65 Vol.%. Die orga-nischen Bestandteile werdendurch einen stufenweisen Entbin-derungsprozess bei Temperatu-ren bis 500°C freigesetzt. Nachdem Sintern bei 1700°C besitzendie Aluminiumoxid-Bauteile 95 %der theoretischen Dichte von 3,99g/cm3 und weisen eine lineareSchwindung von ca. 12 % auf.Messungen zur Reproduzierbar-keit der Abmessungen an denStrukturierungsdetails ergabenbei dem hier verwendeten Al2O3-Feedstock eine Standardabwei-chung von weniger als 0,3 %.
Die Abb. 2 zeigt die beidenGrundmodelle A und B des Re-aktorsystems. Während im Mo-dell A nur der mikrostrukturierteKatalysatorträger austauschbarist, sind im Modell B bei Bedarfalle Funktionselemente aus-wechselbar. Vom Reaktorgrund-modell B wurden verschiedeneVarianten gefertigt, bei deneneinzelne Module bereits fest in-tegriert sein können. So stehtauch ein hochkant aufgebauterReaktorkörper zur Verfügung, indem das Trennplättchen zwi-schen den Gasverteilern zusam-men mit dem Gehäuse abge-formt wird, und die Module senk-recht eingesetzt werden (Abb.
145
(145)
Abb. 1: Prozessstufen der Rapid-Prototyping-Prozesskette zur Herstellung keramischer Mikrobau-teile am Beispiel eines Gasverteilers.
Niederdruck-Spritzguss
SinternStereo-
lithographie
CAD
Abformungin Silikon
Re-Design

3). Das modulare Design und dieflexible Fertigung gestatten es,den Reaktor schnell an spezielleAnforderungen durch Austau-schen der Funktionselemente
anzupassen. Es wurden bereitsModule für einen statischen Mi-scher sowie verschieden struktu-rierte Katalysatorträger gefertigt[7].
Die hohe Abformpräzision zeigtsich in den rasterelektronenmi-kroskopischen Bildern von einzel-nen Komponenten. Abb. 4 zeigtDetailaufnahmen eines Gasver-teilers zur getrennten Zuführungeines Mediums, in dem der 2 x2 mm2 große Einlasskanal hori-zontal auf sechzehn Einzelkanälemit einem Querschnitt von 500 x500 µm2 aufgespalten wird (Abb.4a und b) und einen Ausschnittaus einer Komponente des stati-schen Mischers (Abb. 4c). Dieperiodische Riefelung der vertika-len Wände resultiert aus der prä-zisen Abformung der in der Ste-reolithographie schichtweise auf-gebauten Polymer-Urform. Ausdem Schichtaufbau der Urformresultiert aber auch, dass allegegenüber der z-Achse geneig-ten Flächen durch Stufen an-genähert werden müssen (s. Abb.4a und b). Als Katalysatorträgerstehen verschiedene Einsätzezur Verfügung. Neben einfachenKanalstrukturen mit Kanalbreitenbzw. -höhen zwischen 250 und500 µm (Abb. 5a), wurden auchEinsätze mit noppenförmigerOberflächenstruktur hergestellt(Abb. 5b). In Modell B könnenauch zwei mäanderförmig verlau-fende Kanalstrukturen aufeinan-der eingesetzt werden, um beigleicher Durchflussgeschwindig-keit eine höhere Verweilzeit in derReaktionszone zu realisieren(Abb. 5c).
Um auch nach dem Einsatz denAustausch der Komponenten zugewährleisten, wird in beiden Mo-dellen das Gehäuse nur durch An-pressen eines polierten Deckelsüber ein Klammersystem ver-schlossen. Die Medienzu- und-ableitung erfolgt über kommerzi-
146
(146)
Abb. 2: (a) Reaktormodell A mit austauschbaren Katalysatorträgern und (b)Modell B mit auswechselbaren Funktionselementen. Die Reaktorgehäusehaben eine Länge von 68 mm.
2 cm 2 cm
Abb. 3: Modular aufgebaute keramische Mikroreaktorsysteme mit auswech-selbaren Funktionselementen, die die Anpassung der Systeme an unter-schiedliche Reaktionsführungen erlauben.
a b

elle Keramikrohre, die mit einemGlaslot permanent mit dem Reak-torgehäuse verbunden werden.Für die Verbindungstechnik wurdeein kommerzielles und ein am For-schungszentrum Jülich entwickel-tes Glaslot eingesetzt [13], die bei-de eine Einsatztemperatur der Re-aktoren von 1100°C gestatten.Das auf Basis keramischer Roh-stoffe entwickelte Glaslot ist imthermischen Ausdehnungskoeffi-zienten an Aluminiumoxid ange-passt. Es zeichnet sich durch ho-he Festigkeiten und E-Moduliauch bei Einsatztemperaturen von1000°C aus, die aus der gezieltenAuskristallisation von Wollastonit-nadeln in der Glasmatrix resultie-ren. Der Anschluss des Reaktors
an die Medienversorgung bzw. dieAnalytik kann dann über standar-disierte Swagelok-Anschlüsse er-folgen (Abb. 6). Zur Temperatur-kontrolle beim Betrieb des Reak-
tors kann ein Thermoelementdurch eine Bohrung von außen bisdicht an die Katalysatoren heran-geführt werden, ohne in den Re-aktionsraum selbst einzudringen.
147
(147)
Abb. 4: Detailaufnahmen (a+b) des Gasverteilers und (c) einer Mischerkomponente. Die an den senkrechtenWänden erkennbare Oberflächenstruktur der Keramikbauteile resultiert aus der präzisen Abformung des in derStereolithographie schichtweise aufgebauten Polymer-Urmodells.
Abb. 5: Katalysatorträger mit unterschiedlich strukturierten Oberflächen: (a) Kanalstruktur mit einem Kanal-querschnitt von 500 µm x 500 µm, (b) Noppenstruktur und (c) mäanderförmig verlaufende Kanalstruktur.
Abb. 6: Einsatzbereiter keramischer Mikroreaktor mit Klammer-system, gefügten Zuleitungen und Swagelok-Anschlüssen.
a cb
a cb

Die Erprobung der Mikroreakto-ren erfolgte in einem Versuchs-stand des IMVT [14], am Lehr-stuhl für Technische Chemie 1der Universität Erlangen-Nürn-berg [15] sowie in einer vollauto-matisierten Katalysatortestanla-ge bei der Firma Akzo Nobel inArnheim [16, 17]. Die Mikroreak-toren wurden über mehrere Wo-chen in Rohröfen bei Temperatu-ren bis zu 1000°C unter Normal-druck betrieben, kein Reaktorversagte während des Einsatzesunter Betriebsbedingungen, undes wurden auch nach mehrerenWochen Betriebszeit keinerleithermisch oder chemisch be-dingte Veränderungen beobach-tet. Die Untersuchung der Dich-tigkeit des Reaktorsystems er-gab, dass die Verbindung vonReaktorgehäuse und Deckel biszu einem Druck von 1,2 bar gas-dicht ist [14]. Mit einer Golddich-tung, die zwischen Reaktor-gehäuse und Deckel verspanntwird, kann das System bis 1,3bar gasdicht betrieben werden.Der gemessene Druckverlust inModell A liegt bei 1000°C und ei-nem Gasfluss von 100 ml Stick-stoff pro Minute bei nur ca.3 mbar. Die Reaktoren wurdenfür zwei Gasphasenreaktioneneingesetzt.
Oxidative Methankopplung
Bei der oxidativen Methankopp-lung handelt es sich um eineschnelle, heterogen katalysierteGasphasenreaktion, die im Tem-peraturbereich zwischen 700 und1000°C stark exotherm verläuft.
Die direkte Umsetzung von Met-han zu Ethylen ist in den letzten20 Jahren intensiv untersuchtworden, da Ethylen einer derwichtigsten Ausgangsstoffe derPetrochemie ist und z. B. zurHerstellung von Polyethylen ver-wendet wird. Trotz der Untersu-chung der Reaktion mit einersehr großen Zahl verschiedenerKatalysatoren und verschiede-nen Reaktorkonzepten, ist esnicht gelungen, bei hohen Met-hanumsätzen eine hohe Selekti-vität an Ethylen zu erreichen unddie Vielzahl der Sekundärpro-dukte zu unterdrücken [18, 19].Insbesondere muss der Kontaktdes Eduktgasgemisches mitheißen Metallflächen vermiedenwerden, da sonst die partiellebzw. die Totaloxidation des Met-hans begünstigt wird, und ver-stärkt CO und CO2 gebildet wer-den.
Bei der oxidativen Methan-Kopp-lung wurde Lithiumaluminat (Li-AlO2) als Katalysator eingesetzt.Die Reaktion wurde mit verschie-denen Katalysatorvarianten inAbhängigkeit von Temperatur,Durchfluss und Zusammenset-zung des Eduktgasgemischesuntersucht. Mit zwei Thermoele-menten konnte die Temperatursowohl an der Reaktoraußen-wand, als auch im Reaktor ge-messen werden. Die Gaszu-führung wurde durch Mass FlowRegler gesteuert. Während beimReaktormodell A Methan, synthe-tische Luft und Stickstoff vor demReaktor gemischt wurden, erfolg-te bei Modell B die Zuleitung vonMethan und Stickstoff durch deneinen Einlass, von synthetischerLuft durch den anderen Einlass.Das den Reaktor verlassende
Gasgemisch wurde in einer be-heizten Rohrleitung einemGaschromatographen zugeführtund online analysiert. Die bei ho-hen CH4:O2-Verhältnissen gele-gentlich im Reaktor auftretendenVerkokungen konnten durch Py-rolyse unter Luft leicht beseitigtwerden. Bei 1000°C und einemGesamtgasstrom von 100 ml/minbetrug die Verweilzeit in der21 mm langen Reaktionszone ca.25 ms.
Wie in der Literatur beschrieben,zeigte sich auch im Mikroreaktor,dass die Steigerung der Ethylen-selektivität einer Maximierungdes Methanumsatzes entgegen-läuft, so dass insgesamt nur ge-ringe Ethylenausbeuten zu beob-achten waren (Abb. 7). Wenn-gleich im Reaktormodell B Met-hanumsätze von bis zu 66 % undC2-Selektivitäten (Summe derSelektivitäten von Kohlenwasser-stoffen mit zwei Kohlenstoffato-men: hier Ethan, Ethylen undAcetylen) von bis zu 44 % er-reicht werden konnten, wurdenals maximale Ethylenausbeutennur 4,5 % bzw. maximale C2-Aus-beuten von 6,1 % mit einem mas-siven, strukturierten Katalysatorbei 950°C erzielt. Die C2-Selekti-vitäten liegen damit jedoch höherals in [20], die in einem metalli-schen Mikroreaktor mit kerami-schem Katalysatoreinsatz ge-messen wurden. Abb. 8 zeigt denbei 950°C gemessenen Methan-umsatz für verschiedene Kataly-satoreinsätze. In den Versuchenlieferten massive, mikrostruktu-rierte oder poröse Katalysator-einsätze deutlich bessere Ergeb-nisse als die durch verschiedeneVerfahren beschichteten Kataly-satorträger [14]. Dies könnte auf
Erprobung der keramischen Mikro-reaktoren
148
(148)

ein unzureichendes Angebot ankatalytischer Oberfläche bei nichtflächendeckender Beschichtungzurückzuführen sein. Vergleichs-messungen mit unbeschichtetenKatalysatorträgern zeigten, dassdas verwendete Reaktormaterialfür die oxidative Methankopplungkeine katalytische Aktivität be-sitzt.
Partielle Oxidation vonIsopren
Als weitere schnelle, heterogenkatalysierte Gasphasenreaktionwurde die partielle Oxidation vonIsopren zu Citraconsäureanhy-drid (CSA) untersucht, die imTemperaturbereich zwischen 300und 500°C stark exotherm ver-läuft. Das gewünschte Produktgehört zur Gruppe der Feinche-mikalien und wird bspw. als Aus-gangsstoff für die Synthese vonkünstlichen Harzen aber auch fürPharmazeutika verwendet. AlsKatalysator wurden hier Vanadi-um-Titan-Mischoxide (V75Ti25Ox)eingesetzt, die als Suspensionauf die mikrostrukturierten Al2O3-Träger aufgebracht wurden [21].Die Reaktionsgase wurden demReaktormodell A über Mass FlowRegler dosiert zugeleitet, dieAnalyse der Produktgase erfolgteonline in einem Gaschromatogra-phen.
Bei früheren Untersuchungendieser Reaktion in Mikroreakto-ren aus Edelstahl mit verschie-denen metallischen Katalysator-trägerplatten wurde bei höherenTemperaturen eine nicht zuvernachlässigende Blindaktivitätder Reaktormaterialien festge-stellt, die die Ausbeute der Reak-tion negativ beeinflusste [21].
149
(149)
Abb. 7: C 2-Selektivität in Abhängigkeit von Methanumsatz, Temperatur undCH4:O2-Verhältnissen von 1, 2 und 4 bei Verwendung eines massiven mikro-strukturierten Katalysatoreinsatzes aus Lithiumaluminat und einem Gesamt-gasstrom von 100 ml/min. Die grauen Linien repräsentieren C 2-Ausbeutenvon 2,5, 5,0 und 7,5 Prozent.
850°C900°C950°C
1000°C
4 : 1
2 : 1
1 : 1CH4 : O2
Y = 2,5%C 2
-Sele
ktivit
ät [%
]
Methanumsatz [%]
50
40
30
20
10
00 10 20 30 40 50 60
Y = 5,0%
Y = 7,5%
Abb. 8: Methanumsatz bei 950°C in Abhängigkeit vom CH 4:O2-Verhältnis fürverschiedene Katalysatorvarianten. (B1 und B2: durch Sol-Gel-Technik bzw.Zersetzung von Metallsalzlösungen beschichtete Katalysatorträger, M1 undM2: massiver, mikrostrukturierter bzw. hochporöser Katalysatoreinsatz ausLithiumaluminat, U: unbeschichteter Katalysatorträger aus Aluminiumoxid[14].)
50
40
30
20
10
0B1 B2 M1
KatalysatortypM2
CH4 : O2
1 : 12 : 14 : 1
U
Meth
anum
satz
[%]

Abb. 9 zeigt den Isoprenumsatzbei Blindwertmessungen, d. h.ohne Anwesenheit eines Kataly-sators, im Temperaturbereichzwischen 300 und 500°C für ver-schiedene Reaktormaterialien.Alle metallischen Materialien zei-gen eine mit der Temperatur an-steigende Blindaktivität, die beiEdelstahl Isoprenumsätze vonbis zu 65 % verursachen kann.Dies bedeutet, dass in diesenFällen ein großer Prozentsatzdes Eduktes für die Umsetzungzum gewünschten Produkt nichtmehr zur Verfügung steht. Bei Al-uminiumoxid ist im Gegensatzdazu praktisch keine Blindakti-vität zu beobachten [15]. EinenVergleich der in Keramikreaktor Aund einem metallischen Mikrore-aktor (mit Katalysatorträgern ausSiO2-beschichtetem Aluminium[21]) gemessenen Isoprenumsät-ze und CSA-Ausbeuten zeigtAbb. 10. Unter den gewähltenVersuchsparametern wurde imkeramischen Mikroreaktor eineleicht höhere Ausbeute an Citra-consäureanhydrid beobachtet.Das Maximum der Ausbeute undder Anstieg des Isoprenumsatzesim keramischen Reaktor sind ge-genüber dem metallischenscheinbar zu tieferen Temperatu-ren hin verschoben. Für dieseBeobachtung könnte die höhereWärmeleitfähigkeit des metalli-schen Reaktors der entscheiden-de Einflussfaktor sein. In diesemkann die Reaktionswärme schnel-ler abgeführt werden und somiteine bessere Isothermie gewähr-leistet werden. Der negative Ein-fluss der Blindaktivität scheint je-doch zu überwiegen, so dass ins-gesamt für den metallischen Re-aktor eine geringere Selektivitätresultiert.
150
(150)
Abb. 9: Isoprenumsatz in Abhängigkeit von der Temperatur bei Blindwert-messungen ohne Katalysator in metallischem Mikroreaktor mit Kanalstruk-turen aus verschiedenen Materialien und im keramischen Mikroreaktor [15].
EdelstahlAluminiumAluminium, SiO2-beschichtetTitanAluminiumoxid
70
Isopr
enum
satz
[%]
60
50
40
30
20
10
0300 350 400
Temperatur [°C]450 500
Abb. 10: Isoprenumsatz und Ausbeute an Citraconsäureanhydrid als Funkti-on der Temperatur im keramischen ( ) und metallischen Mikroreaktor ( )[15].
in Keramikin Metall
Temperatur [%]300 350 400 450 500
100
Isopr
enum
satz
[%]
80
60
40
20
0
50
40
30
CSA-
Ausb
eute
[%]
20
10
0

Das entwickelte modulare Mikro-reaktorsystem ist das erste voll-keramische System, das in derMikroverfahrenstechnik für Reak-tionen bis 1100°C oder auch un-ter sehr korrosiven Bedingungenwie z. B. in der Chlorchemie ein-gesetzt werden kann. Unter Nor-maldruck kann es ohne zusätzli-che Dichtung gasdicht betriebenwerden. Der modulare Aufbaudes Systems und die flexibleFertigungsroute erlauben es, denReaktor schnell an spezielle Re-aktionsbedingungen anzupas-sen. Durch Austausch der Funkti-onselemente kann so bspw. derGasfluss und die Verweilzeit imReaktor verändert werden. DieAustauschbarkeit der Katalysa-torträger machen das System fürdas Katalysator-Screening inter-essant, da dadurch nicht nur das Katalysatormaterial sondernauch die Geometrie der Reak-tionszone schnell variiert werdenkann. Während bei vielen Syste-men der komplette Innenraumdes Mikroreaktors z. B. durchImprägnieren mit dem Katalysa-tor aktiviert wird, kann bei aus-tauschbaren Katalysatorträgerngezielt nur die Reaktionszone be-schichtet werden. Dies ermög-licht aber auch den Einsatz ande-rer, bisher nicht zugänglicher Be-schichtungstechniken oder dieVerwendung von Katalysatorma-terialien, die eine besondere, z.B. thermische Nachbehandlungerfordern.
Das Mikroreaktorsystem wurdebereits erfolgreich an zwei hete-rogen katalysierten Gasphasen-reaktionen erprobt. Während dermehrwöchigen Untersuchungs-zeiträume wurden bei Einsatz-temperaturen bis 1000°C keiner-lei thermisch oder chemisch be-dingte Verschleißerscheinungenbeobachtet. Die keramischen Re-aktorsysteme zeigten in Blindver-suchen keine katalytische Akti-vität und beeinflussten die Reak-tionen somit nicht. Dies macht diekeramischen Reaktorsystemeselbst für solche Reaktionen in-teressant, die unter thermischenund korrosiven Gesichtspunktenin metallischen Mikroreaktorendurchgeführt werden könnten.
Mit dem modularen Mikroreaktorist ein System entwickelt worden,das im F&E-Bereich für kine-tische Untersuchungen, zur Pro-zessintensivierung und zumBenchmarking sowie zum Kataly-sator-Screening flexibel einge-setzt werden kann. Zur direktenBeheizung des Reaktors wird dieinduktive Kopplung elektrisch leit-fähiger, keramischer Schichtenuntersucht [22]. Diese könnendurch Siebdruck auf die Rücksei-te der Einlegemodule aufge-bracht werden und ermöglichenso z. B. eine direkte Beheizungder Reaktionszone. Die Anpas-sung der Reaktorkomponentenfür Flüssigphasenreaktionen istgeplant, eine Weiterentwicklungdes Systems zur Herstellung vonNischenprodukten „on demand“oder „on site“ oder für den mobi-len Einsatz ist denkbar.
Die Arbeiten wurden teilweise imRahmen des HGF-Strategie-fondsprojektes MALVE vomBMBF gefördert. Die Autorendanken Dr. R. Broucek, Dr. P. Le-bens, Akzo Nobel, Arnheim, Dr.M. Liauw, S. Walter, S. Malm-berg, LTC1, Universität Erlangen-Nürnberg, sowie P. Pfeifer, IMVT,für wertvolle Beiträge zur Erpro-bung der Reaktoren. Durch ihreengagierte Unterstützung habenB. Dörzapf, W. Laub, C. Odemer,IMF III, Dr. E. Anurjew und E.Hansjosten, IMVT, wesentlichzum Erfolg der Entwicklungsar-beiten beigetragen.
DanksagungAusblick
151
(151)

152
(152)
[1] K. Schubert, W. Bier, G. Linder, D. Seidel, (1989) Chemie Ingenieur Technik 61,172-173
[2] G. Wießmeier, K. Schubert,D. Hönicke, (1997) IMRET 1, February 23-25,Frankfurt, in: Ehrfeld, W. (Ed.) Microreaction Technology, Springer, Berlin, 1998, 20-26
[3] W. Ehrfeld, V. Hessel, H. Löwe, (2000) Microreactors, Wiley-VCH,Weinheim
[4] P. M. Martin, D. W. Matson, W. D. Bennett, D. C. Stewart, C. C. Bonham, (2000) IMRET 4, AIChE SpringMeeting, March 5-9, Atlanta, USA,Topical Conference Proceedings,410-415
[5] C. Provin, S. Monneret, H. Le Gall,H. Rigneault, P.-F. Lenne, H. Giovannini, (2001) IMRET 5, May 27-30, Strasbourg, France, in: Matlosz, M.; Ehrfeld, W.; Baselt, J. P. (Eds.) Microreaction Technology – IMRET 5:Proc. of the 5th Int. Conf. onMicroreaction Technology, SpringerVerlag, Berlin, 103-112
[6] R. Knitter, D. Göhring, M. Bram,P. Mechnich, R. Broucek, (2000) IMRET 4, AIChE SpringMeeting, March 5-9, Atlanta, USA,Topical Conference Proceedings 455-460
[7] R. Knitter, D. Göhring, P. Risthaus, J. Haußelt, (2001) Microsystem Technologies 7[3] 85-90
[8] R. Knitter, W. Bauer, D. Göhring, J. Haußelt, (2001) Adv. Eng. Mater. 3 [1-2] 49-54
[9] R. Knitter, W. Bauer, D. Göhring, (2002) zur Veröffentlichungeingereicht bei J. Mech. Eng. Sci
[10] W. Bauer, R. Knitter, G. Bartelt, D. Göhring, E. Hansjosten, (2001) HARMST 01, 4th Int.Workshop on High-Aspect-RatioMicro-Structure Technology, June17-19, Baden-Baden, Germany,Book of Abstracts 145-146
[11] J. A. Mangels, (1994) Am. Ceram. Soc. Bull. 73 [5]37-41
[12] W. Bauer, R. Knitter, V. Piotter, R. Ruprecht, (2002) FZKA-Nachrichten, dieseAusgabe
[13] N. H. Menzler, M. Bram, H. P. Buchkremer, D. Stöver, (2001) Material- und Verfahrens-entwicklung mikrotechnischerHochleistungsbauteile, Abschluss-präsentation am 23. Okt. 2001,Wissenschaftliche Berichte FZKA6662, 125-131
[14] D. Göhring, P. Pfeifer, P. Lebens, R. Broucek, (2001) Material- und Verfahrens-entwicklung mikrotechnischerHochleistungsbauteile,Abschlusspräsentation am 23. Okt.2001, Wissenschaftliche BerichteFZKA 6662, 135-140
[15] D. Göhring, R. Knitter, P. Risthaus, S. Walter, M. A. Liauw, P. Lebens, (2002) IMRET 6, AIChE SpringMeeting, March 10-14, New Orleans, USA, TopicalConference Proceedings
[16] R. Broucek, P Lebens, (2000) Material- und Verfahrens-entwicklung mikrotechnischerHochleistungsbauteile,Wissenschaftliche Berichte FZKA6528, 157-161
[17] P. Lebens (2001) Material- und Verfahrens-entwicklung mikrotechnischer Hoch-leistungsbauteile,Forschungszentrum Karlsruhe,Abschlusspräsentation am 23. Okt.2001
[18] Y. Amenomiya, V. I. Briss, M. Goledzinowski, J. Galuszka, A. R. Sanger, (1990) Catal. Rev. Sci. Eng. 32,163-227
[19] M. Baerns, O. Buyevskaya, (1998) Catalysis Today 45, 13-22
[20] W. L. Allen, P. M. Irving, W. J. Thompson, (2000) IMRET 4, AIChE SpringMeeting, March 5-9, Atlanta, USA,Topical Conference Proceedings,351-357
[21] St. Walter, E. Joannet, M. Schiel, I. Boullet, R. Philipps, M. A. Liauw, (2001) IMRET 5, May 27-30, Strasbourg, France, in: Matlosz, M.; Ehrfeld, W.; Baselt,J. P. (Eds.) Microreaction Technology – IMRET5: Proc. of the 5th Int. Conf. onMicroreaction Technology, Springer Verlag, Berlin, 387-396
[22] R. Knitter, R. Lurk, M. Rohde, S. Stolz, V. Winter, (2001) IMRET 5, May 27-30, Strasbourg, France, in: Matlosz, M.; Ehrfeld, W.; Baselt,J. P. (Eds.) MicroreactionTechnology – IMRET 5: Proc. of the5th Int. Conf. on MicroreactionTechnology, Springer Verlag,Berlin, 86-93
Literatur

Die rasant wachsende Nachfragenach Information und Kommuni-kation hat dem Licht als Daten-überträger einen enormen Vor-schub gebracht. Schon heute wer-den über 90% der Datenmengenin Deutschland über Photonen inGlasfasernetzen transportiert [1].Die Vorteile von Licht liegen nichtnur in seiner Geschwindigkeit,sondern auch in seiner Störunan-fälligkeit, d.h. die Photonen lassensich weder von externen Feldernwesentlich beeinflussen noch tre-ten sie untereinander in Wechsel-wirkung [2]. Doch nicht nur im glo-balen Datenverkehr, auch in Pri-vathaushalten oder im Auto wer-den optische Netze zum Einsatzkommen. Damit rückt die optischeDatenübertragung in den „Consu-mer-Markt“ vor und wird zuneh-mend durch einen entsprechen-den Preisdruck gekennzeichnet.
Ähnliches gilt für den Bereich deroptischen Sensorik. Sie findetebenfalls wegen ihrer Störunanfäl-ligkeit einen stets wachsendenEinsatzbereich, sei es in derindustriellen Produktion zur Rege-lung und Überwachung von auto-matisierten Prozessen oder eben-falls im Consumer-Bereich, insbe-sondere wiederum im Auto. Auchin der Medizintechnik ist die opti-sche Sensorik von besonderemInteresse, da sie im Allgemeinennichtinvasiv ist und unabhängigvon starken Feldern, wie sie z.B.in einem Kern-Spin-Tomographenvorliegen, verwendet werdenkann.
Im Zuge zunehmender Miniaturi-sierung mit dem Ziel der Kosten-
dämpfung durch höhere Integra-tion kommt der Mikrooptik für dieoptische Telekommunikation undSensorik eine Schlüsselrolle zu.Sie ist somit eine Querschnitts-Technologie für die genannten An-wendungsfelder, was im Engli-schen auch mit „enabling techno-logy“ bezeichnet wird, – wörtlicheine „Möglichmacher-Technolo-gie“.
Die Konstruktion hochintegriertermikrooptischer Bauteile hängthäufig von den zur Verfügung ste-henden Fertigungsprozessen ab,d.h. deren Entwicklung ist in derRegel miteinander verknüpft undkann kaum gesondert betrachtetwerden. Dies führt jedoch zuhochspezialisierten Prozessen,die der Forderung nach Effizienzund Kostensenkung entgegen-stehen. Aus diesem Grunde gehtder Entwicklungstrend dahin, mi-krooptische Systeme modularaufzubauen auf Kosten einer voll-ständigen Integration.
Ein solch modularer Ansatz er-laubt den Herstellern von mikro-optischen Systemen, sich auf dieFertigung jeweils eines Moduleszu spezialisieren, eine entspre-chende Technologie bei sich zuimplementieren, und diese fürweitere ähnliche Module zu nut-zen. Das verringert die notwendi-gen Investitionen, erhöht die Pro-zesssicherheit, und beschleunigtfür die Unternehmen den „Returnof Investment“. Im Folgendenwerden ein modulares Ferti-gungskonzept vorgestellt [3] undBeispiele für optische Bauteileund Systeme gegeben, die da-nach gefertigt werden können.
Grundlage für ein modulares Fer-tigungskonzept für mikrooptischeSysteme ist die Tatsache, dassdiese häufig in zwei funktionaleUntergruppen geteilt werden kön-nen: Das ist einmal eine optischeGrundplatte, d.h. eine mikroopti-sche Bank, in der optische Basis-komponenten wie Linsen, Pris-men oder Spiegel entweder direktstrukturiert sind oder in sie einge-setzt werden. Zum anderen istdas eine elektrooptische Grund-platte, die entsprechend elektro-optische Basiskomponenten wiePhotodioden, Laserdioden oderLEDs enthält, die fast ausschließ-lich eingesetzt werden. BeideGrundplatten können unabhängigvoneinander bei zwei verschiede-nen Herstellern gefertigt werden.
Der Zusammenbau dieser zweiGrundplatten ergibt ein mikro-elektrooptisches Subsystem, daswiederum in Kombination mitTreiber- und Auswerteelektroniksowie einer Häusung zum voll-ständigen System wird. Die Mon-tage des Subsystems kann bei ei-ner dritten Firma stattfinden. DerAufbau des Gesamtsystems liegtbeim Systemhersteller, der auchdie Kenntnis des Anwendungs-marktes hat.
Eine unerlässliche Vorausset-zung für eine erfolgreiche Monta-ge ist die eindeutige Definitionder Prüfmethoden zum Nachweisder Spezifikation der Komponen-ten sowie aller optischen undelektrischen Schnittstellen. Diesesind teilweise normiert, wie z.B.die Glasfaserdurchmesser, teil-weise benötigen sie die Abspra-che aller beteiligten Firmen.
Modulares Fertigungs-konzept
Einleitung
153
(153)
Mikro-Optik: Querschnitts-Technologie für dieTelekommunikation und SensorikU. Wallrabe, H. Dittrich, U. Hollenbach, P. Krippner, A. Last, J. Mohr, A. Ruzzu, IMT; W. Zißler, Spinner GmbH; T. Oka, Mitsubishi Electric Co.
NACHRICHTEN - Forschungszentrum Karlsruhe Jahrg. 34 2-3/2002 S. 153-159

Selbstverständlich kann das be-schriebene theoretische Konzeptnicht immer vollständig und inseiner reinen Form auf die An-wendung übertragen werden. InAbweichung davon können eben-so zwei ausschließlich optischeGrundplatten ohne elektroopti-sche Komponenten zu einem Sys-tem ergänzt werden, oder aucheine elektrooptische Grundplattemit Elektronik zu einem Komplett-system.
Zur Veranschaulichung werdenverschiedene Beispiele aus Tele-kommunikation und Sensorik vor-gestellt und jeweils der Mo-dulcharakter ausgearbeitet. Alleim Folgenden beschriebenen mi-krooptischen Bänke werden mitdem LIGA-Verfahren [4, 5] herge-stellt sowie mit damit verknüpftenProzessen wie Spritzgießen [6],mechanischer Mikrofertigung [7]und Screen Printing [8].
Ein Beispiel für ein einfaches Sys-tem ist ein Faserstecker [9], derdie gleichzeitige Kopplung von 16Glasfasern erlaubt. Er bestehtaus zwei optischen Grundplatten,die selbst keine optischen Bautei-le enthalten sondern nur Mikro-strukturen zur Positionierung derGlasfasern aufweisen. Diesekönnen entweder als Einzelfa-sern oder als Faserbändchenvorliegen. Das Steckerdesignwurde explizit für eine einfacheMontage ausgelegt. Dazu wur-den in SteckerlängsrichtungFaserführungsstrukturen ange-ordnet (Abb. 1), deren Abstandsich in Richtung des Koppel-endes verringert. Die hintersteReihe der Führungsstrukturenhat einen Abstand von 140 µm,die vorderste Reihe von 123 µm.
Für die Montage werden die Fa-sern über den Führungsstrukturender unteren Steckerhälfte platziert.Streicht man mit einem geeignetenWerkzeug von hinten nach vornedarüber, so justieren sich die Fa-sern selbständig und werden zwi-schen den vordersten Führungs-strukturen leicht geklemmt, wasdie weiterführende Montage ver-einfacht. Die Klemmung selbstwird durch eine gerippte Ober-fläche der Führungsstrukturen er-leichtert (Abb. 1, Inset), da zwi-schen Führungsstrukturen und Fa-sern nur Punktkontakte vorliegen.
Anschließend wird die obereSteckerhälfte auf die untere ge-setzt. Eigens für diesen Montage-schritt vorgesehene Einraststruk-turen helfen, die zwei Stecker-hälften passiv zueinander auszu-richten. Durch das Loch in deroberen Steckerhälfte wird licht-härtender Kleber zugeführt, der
Faserstecker
154
(154)
Abb. 1: Design eines Fasersteckers für die optische Telekommunikation, Detail: Rem-Aufnahme ei-ner Rippenoberfläche an den Faser-Führungsstrukturen.
Loch für Kleber
Faserbändchen
Justierstift
Einraststrukturen
FührungsstrukturGlasfaser

sich allein durch Kapillarkräfte indem Stecker verteilt und so diezwei Hälften fest miteinander ver-bindet. Abschließend werden dieKoppelenden, d.h. die Stecker-stirnflächen poliert.
Die Kopplung zweier Stecker er-folgt mit Hilfe zweier Justierstifte,die gleichzeitig mit den Fasern indie Steckerteile montiert werden.Sie werden in ein zusätzlichesKoppelelement eingeführt und soausgerichtet, wie in Abb. 2 ange-deutet. Die Lagegenauigkeit die-ser Stifte bezüglich der Glasfa-sern ist in der Größenordnungvon 1 µm und definiert die Qua-lität der Steckverbindung. Denfertig montierten Stecker kannman im Sinne des modularenFertigungskonzeptes als Subsy-stem verstehen. In Kombinationmit einem Steckergehäuse sowieden elektrooptischen Schnittstel-len, d.h. der Lichtein- und -aus-kopplung entsteht daraus das op-tische Gesamtsystem.
Die Stecker wurden mit 16-fa-chem Singlemode-Faserbänd-
chen ausgestattet. Der leichtlei-tende Kern jeder Singlemode-Fa-ser hat einen Durchmesser von 9µm. Die damit gemessene mittle-re Einfügedämpfung beim Kop-peln zweier Stecker beträgt1,2 dB ± 0,5 dB bei einer Wellen-länge von 1300 nm, d.h. der Ver-satz der Faserkerne zueinanderist ungefähr 2,3 µm [10].
Mit einer optischen Schaltmatrixkönnen n Eingangskanäle wahl-weise auf n Ausgangskanäle ge-schaltet werden. Die hier vorge-stellte 2x2-Matrix für Singlemode-Fasern [11] besteht aus einer opti-schen Grundplatte mit Montage-hilfsstrukturen für Glasfasern, Lin-sen sowie festen und bewegli-chen Spiegeln. Die beweglichenSpiegel basieren auf elektrostati-schen Mikromotoren, deren Sta-toren mit auf der optischen Bankstrukturiert sind und deren Roto-ren mit den daran befestigtenSpiegeln eingesetzt werden. Abb.3 zeigt einen Ausschnitt solch ei-ner optischen Bank bestehendaus einem Keramiksubstrat mitMontagestrukturen aus galvani-sierten Nickel und eingesetztenLinsen sowie Glasfasern aufFaserhalteelementen aus Ple-xiglas. Die Anschläge für alleMontageteile sind derart gestaltet,dass es sich bei den Kontaktstel-len um Punktkontakte handelt,
Schaltmatrix
155
(155)
Abb. 2: Zwei fertig montierte Faserstecker mit verbindendemKoppelelement.
Abb. 3: Optische Grundplatte einer 2x2-Schaltmatrix für die Tele-kommunikation.
Faserhalteelement
Linse
Rotor
Leiterbahn
Glasfaser

was die Positionsgenauigkeit er-höht. Die Notwendigkeit der Fa-serhalteelemente ergibt sich ausden unterschiedlichen Durchmes-sern von Glasfasern und Linsen.Die Kugellinse hat einen Durch-messer von 650 µm, d.h. die opti-sche Achse liegt auf halber Höhe,also auf 325 µm. Die Fasern ha-ben jedoch nur einen Durchmes-ser von 125 µm, d.h. sie müssenmit einem geeigneten Halteele-ment auf die Höhe der optischenAchse angehoben werden.
Die Spiegelrotoren, ebenfalls ausNickel, sind in die Statorstruktu-ren eingesetzt. Um die Motorenanzusteuern, sind zweierlei elek-trische Schnittstellen realisiertworden. Die einfache Varianteberuht auf Leiterbahnen (vgl.Abb. 3), die durch Drahtbondenkontaktiert werden. Bei einer 2x2-Matrix sind das bereits 33 Kon-takte. Bei größeren Matrizen wirddieses Konzept schnell un-brauchbar. Daher wurde eineelektrische Grundplatte ent-wickelt, in der die Leiterbahnendurch Siebdruckverfahren ver-
senkt und entflochten werden [8].Im Sinne des modularen Ferti-gungskonzeptes kommt hier zwarkeine elektrooptische, aber einerein elektrische Grundplatte zumTragen. Die elektrische Grund-platte wird extern, also als Modul,gefertigt, und die optische Grund-platte wird unmittelbar darauf auf-gebaut.
Abb. 4 zeigt eine entsprechendeoptische Bank sowie die durch-kontaktierte elektrische Grund-platte, bei der die Kontakte in ei-nem regelmäßigen Raster ange-ordnet sind. Beides zusammenbildet ein mikrooptisches Sub-system, das gemeinsam mit derTreiberelektronik für die Dreh-spiegel zu einem Gesamtsystemwird.
Mit der Schaltmatrix werdenÜbersprechdämpfungen von über90 dB, Einfügedämpfungen vonminimal 3 dB sowie Wiederholge-nauigkeiten von 0,5 dB erreicht.Die Schaltzeit beträgt minimal30 ms bei 700 V oder maximal700 ms bei 70 V.
Der Abstandssensor repräsen-tiert das vollständige modulareFertigungskonzept. Er bestehtaus einer mikrooptischen Bankmit diversen Spiegeln, die dasLicht innerhalb der optischenBank umlenken und fokussieren,als auch unter 45 Grad aus derEbene auskoppeln (Abb. 5).Außerdem werden in die optischeBank Zylinderlinsen zum Fokus-sieren senkrecht zur Ebene ein-gesetzt. Das Gegenstück zur mi-krooptischen Bank bildet eineelektrooptische Grundplatte be-stehend aus einem Silizium-Chipmit einer Laserdiode (LD), einerPositions-sensitiven Diode (PSD)sowie einer Monitordiode (MD).Beide Chips werden kopfüber in-einander gesetzt und miteinanderverklebt. Zur Vereinfachung derpassiven Montage beider Chipswerden Glaskugeln zunächst inpassende Gruben in den Silizi-um-Chip geklebt. Bei der Über-kopf-Montage der optischenBank tauchen die Kugeln in ent-sprechende runde Justierzylin-der, die gleichzeitig mit den Spie-geln in der optischen Bank struk-turiert wurden [12].
Der Abstandssensor basiert aufdem Triangulationsprinzip, d.h. inAbhängigkeit des Messabstan-des trifft das Licht auf verschiede-nen Stellen der PSD auf (Abb. 6)und wird dort mit Hilfe einerBrückenschaltung ortsaufgelöstabgegriffen.
Abb. 7 zeigt beide Chips vor derEndmontage. Die optische Bank,rechts im Bild, besteht aus Ple-xiglas-Strukturen auf einem Kera-mikträger, die zur Verspiegelungmit Gold bedampft sind. An der
Abstandssensor
156
(156)
Abb. 4: Darstellung der elektrischen Grundplatte für eine 2x2-Schaltmatrix.

Vorderkante sind die eingesetz-ten Zylinderlinsen zu erkennen.Der Siliziumchip, links im Bild, istauf einem Aluminium-Träger fi-xiert. Die Glaskugeln sind bereitseingesetzt. Die rein elektrischeSchnittstelle nach außen sind die
Bondkontakte für die Dioden. Dasso entstandene mikrooptischeSubsystem wird im weiteren miteinem Gehäuse und Steuerelek-tronik versehen und stellt dannein vollständiges optisches Sys-tem dar.
Es wurden zwei Sensortypen mitMessabständen von 6±1 mm und16±10 mm hergestellt. Beide Ty-pen weisen ein lineares Ausgangs-signal mit einem Linearitätsfehlervon ±2% auf. Die Wiederholge-nauigkeit ist besser als 0,3%.
157
(157)
Abb. 6: Triangulationsprinzip.
Position 2
Position 1
LD PSD
Abb. 7: Photo der zwei Chips des Abstandssensors.
Abb. 5: Modularer Aufbau eines Abstandssensors mit mikrooptischer Bank und elektrooptischer Grundplattezur Überkopf-Montage.
Zylinderlinse
passive Montage
durch Selbst-
zentrierung
Keramik-Substrat
Justierzylinderfür Glaskugeln
Umlenkspiegel
Auskoppelspiegel
Glaskugel
Keramik-Substrat
Silizium-Chip
PSD
MD
LD
Grube

Ein weiteres Beispiel für das voll-ständige modulare Konzept istein Spektrometer für das nahe In-frarot (NIR). Hier besteht die opti-sche Bank aus einem reflektie-rendem Beugungsgitter sowieFaserhaltestrukturen und einem45°-Spiegel zur Auskopplung desLichtes aus der Ebene [13]. Dieelektrooptische Grundplatte ent-hält auf der dem Spektrometerzugewandten Seite ein Diodenar-ray sowie auf der abgewandtenSeite die entsprechende Auswer-teelektronik. Abb. 8 zeigt sche-matisch den Aufbau und dieFunktion des Subsystems.
Über eine Glasfaser wird weißesLicht in das Spektrometer einge-koppelt. Es breitet sich in derEbene des Spektrometers ausund beleuchtet vollständig das re-flektierende Gitter. Aufgrund derGitterkrümmung wird das ge-beugte Licht auf die Ebene desDiodenarrays fokussiert und kanndort wellenlängenaufgelöst abge-griffen werden. Die Auflösung be-trägt im unteren Spektralbereich,d.h. bei Wellenlängen zwischen0,9 und 1,15 µm, ca. 13 nm, imoberen Spektralbereich, also zwi-schen 1,15 und 1,8 µm, 20 nm.
Mit dem Subsystem wird von ent-sprechenden Systemherstellernzusammen mit Auswerteelektro-nik sowie Bedien- und Anzeige-einheiten ein Gesamtsystemaufgebaut. Abb. 9 zeigt als Bei-spiel ein Messgerät der FirmaSpectrX, das ein ähnliches Spek-trometer für sichtbares Licht ent-hält. Hiermit kann nichtinvasiv derBilirubinwert bestimmt werden,der ein Maß für Neugeborenen-gelbsucht darstellt.
NIR Spektrometer
158
(158)
Abb. 8: Modularer Aufbau eines NIR-Spektrometers.
mit Detektorarray undAnalogelektronik
ElektrooptischeGrundplatte
mit Faserführung, Gitter und
Umlenkspiegel
OptischeGrundplatte
Abb. 9: Messgerät für Neugeborenengelbsucht auf der Basis ei-nes Mikrospektrometers.

Um die Mikrooptik als Quer-schnittstechnolgie für Telekom-munikation und Sensorik preislichund logistisch rentabel zu ma-chen, wurde ein modulares Ferti-gungskonzept zur Herstellungvon Mikrooptischen Systemenentwickelt und anhand von vierBeispielen veranschaulicht. DerModulcharakter gestattet eineEntflechtung der Fertigung anverschiedene Standorte bei je-weils hochspezialisierten Herstel-
lern. Dabei bleibt das grundle-gende Konzept jedoch immer er-halten: Die Trennung von einermikrooptischen Bank mit teilwei-se integrierten optischen Elemen-ten wie Spiegeln und Prismen so-wie einer elektrooptischenGrundplatte mit Lasern und Di-oden etc. Die Montage der Ele-mente sowie der Grundplattenzueinander verläuft weitestge-hend passiv, was eine weiterewichtige Vereinfachung und da-mit Verbilligung der Gesamtferti-gung bedeutet. Mit der Beherr-
schung solch einer modularenFertigungsmethode für mikroopti-sche Systeme ist damit einewichtige Voraussetzung für inno-vative Entwicklungen in der opti-schen Telekommunikation undSensorik geschaffen.
Zusammenfassung
159
(159)
[1] Deutsche Agenda: Optische Technologien für das 21. Jahrhundert, VDI-Technologiezentrum Düsseldorf
[2] J. Jahns:Photonik, OldenbourgWissenschaftsverlag, 2001
[3] J. Mohr, A. Last, U. Hollenbach,T. Oka, U. Wallrabe:Proc. MOEMS 2002, Okinawa,August 2001, pp. 77-78
[4] J. Mohr:Sensors and Materials 10 (1998), pp. 363-373
[5] Th. Hanemann, M. Heckele,V. Piotter:Polymer News, Vol. 25 (2000), No. 7,pp. 224-229
[6] V. Piotter, Th. Hanemann,R. Ruprecht, J. Hausselt:Proc. (CD) INJECTION MOLDING2001, Copenhagen, Denmark, March 2001, ISBN 87-89753-36-4
[7] Th. Schaller, H. Dittrich, A. Gerlach,A.E. Guber, M. Heckele, A. Muslija,U. Wallrabe, W. Zißler:EUSPEN 2nd InternationalConference, Turin, Italy, May 2001,Vol.2, pp. 676-679.
[8] A. Ruzzu, O. Fromhein, D. Haller:HARMST‚ 01, Fourth InternationalWorkshop on High-Aspect-RatioMicro Structure Technology, Baden-Baden, Germany, June2001, pp. 247- 248.
[9] U. Wallrabe, H. Dittrich,G. Friedsam, Th. Hanemann,K. Mohr, K. Müller, V. Piotter,P. Ruther, Th. Schaller, W. Zißler:SPIE Design, Test, Integration andPackaging of MEMS/MOEMS,DTIP2001, Cannes, France, April2001, SPIE Volume 4408, pp. 478-48521.
[10] A. Ghatak, A. Sharma, R. Tewari:Viva Books Private Ltd., Neu Dehli, p. 71
[11] A. Ruzzu, D. Haller, J. Mohr,U. Wallrabe:SPIE Micromachinig andMicrofabrication, MOEMS andMiniaturized Systems, Santa Clara,Cal., Sept. 2000, SPIE Vol. 4178, pp. 67-76.
[12] T. Oka, H. Nakajima, A. Shiratsuki,M. Tsugai, U. Wallrabe,U. Hollenbach, P. Krippner, J. Mohr:TRANSDUCER’01, The 11thInternational Conference on Solid-State Sensors and Actuators,Munich, Germany, June 2001, pp.536-539
[13] P. Krippner, T. Kühner, J. Mohr,V. Saile:SPIE Micro- and Nanotechnologyfor Biomedical and EnvironmentalApplications, San Jose, Cal., Jan.2000, SPIE Vol. 3912, pp. 141-149
Literatur

In immer stärkerem Maße werdenin der Mikrosystemtechnik Kompo-nenten aus polymeren Werkstoffeneingesetzt. Die Vielfalt der Mate-rialeigenschaften, der günstigePreis und die Anzahl vergleichs-weise einfacher Fertigungsverfah-ren sind dafür ausschlaggebend.Typische Anwendungsgebiete stel-len u.a. die Telekommunikation,Bio- und Medizintechnik, chemi-sche Analytik, Mikroelektronik unddie Kfz-Technik dar [1].
Im FZK werden drei verschiedeneVerfahren zur Replikation vonPrimärstrukturen mit Kunststoffeneingesetzt: das Reaktionsgießen,bei dem der Kunststoff in derForm polymerisiert, sowie das Va-kuumheißprägen und das Spritz-gießen, die thermoplastischeKunststoffe verarbeiten.
Diese drei Verfahren werden imFolgenden vorgestellt und ihre Ge-meinsamkeiten aber auch Unter-schiede herausgearbeitet. Dabeiwird sowohl auf technische wieauch wirtschaftliche Aspekte ein-gegangen und anhand von Bei-spielen gezeigt, was heute mitKunststoffabformung im Mikro-bereich möglich ist und welches
Potenzial in diesen Technologiensteckt.
Das lichtinduzierte Reaktions-gießverfahren (auch UV-RIM oderPhotomolding genannt) ist eineWeiterentwicklung des Reaktions-gießverfahrens, wie es Ende der80er Jahre am Forschungszen-trum zur Herstellung der erstenLIGA-Mikrostrukturen verwendetwurde [2]. Das gemeinsameGrundprinzip des Reaktions-gießens ist die ProzesssequenzWerkzeugschließen mit anschlie-ßender Evakuierung, Formfüllungdurch ein niedrig viskoses Reak-tionsharz (Mischung aus Polymerund Monomer), Aushärten immikrostrukturierten Formeinsatzzum festen Kunststoff und Werk-zeugöffnen mit anschließenderFormteilentnahme. Typische Ver-fahrensparameter der thermischinduzierten Polymerisation waren:Reaktionstemperatur bis zu150 °C, Entformtemperatur bis zu60 °C, Zykluszeiten bis 120 Minu-ten. Im Unterschied dazu verlau-fen photochemisch induzierte Po-lymerisationen sehr schnell, sodass sich bei geeigneter Licht-
quelle die Zykluszeit auf typi-scherweise 5 Minuten senkenlässt. In einem Versuchsstandwurden die prozesstypischen Ele-mente des Mikroreaktionsgießens(Formeinsatzhalteplatte mit 2 Ka-vitäten, Auswerfersystem, Vaku-um- und Temperieranschlüsse,Materialreservoir mit Kolbenein-spritzung) mit den Anforderungender Photopolymerisation (Werk-zeughälfte aus Borosilikatglas,Hochleistungs-UV/Vis-Strahler)kombiniert [3]. Das Verfahren hatderzeit drei Anwendungsfelder:Neben der schnellen Feststellungder Abformbarkeit neuer Form-einsätze ist ein „Rapid Manufac-turing“ von mikrostrukturiertenPrototypen möglich. Durch denkompakten und modularen Auf-bau des Versuchsstandes ist einkompletter Formeinsatzwechselinnerhalb von 10 Minuten undeine Komplettinbetriebnahme(Formeinsatzwechsel, Werkzeug-zusammenbau, Materialbefül-lung) innerhalb von 30 Minutenmöglich. Erste Teile sind dann in-nerhalb von weiteren 15 Minutenerhältlich. Der dritte Anwendungs-bereich ist das Austesten neuerMaterialsysteme z.B. für Anwen-dungen in der Mikrooptik.
Lichtinduziertes (UV)Reaktionsgießen
Einleitung
160
(160)
Mikroabformung in Kunststoff – von der Machbarkeitsstudie zur VorserienfertigungV. Piotter, T. Hanemann, K. Müller, R. Ruprecht, IMF;H. Dittrich, M. Heckele, M. Worgull, IMT
NACHRICHTEN - Forschungszentrum Karlsruhe Jahrg. 34 2-3/2002 S. 160-168
Abb. 1: REM-Aufnahmen eines PMMA-Bauteiles (Säulenarray: Höhe 61 µm, Breite 8 µm), abgeformtmit Formeinsatz aus Polyimid. Düsenplatte aus Polyester (gefräster Formeinsatz) sowie eine Test-struktur aus Polyester-Keramik-Komposit (laserstrukturierter Hartmetallformeinsatz).
10 µm 1 mm 200 µm

Abb. 1 zeigt Mikrostrukturen, wel-che durch Lasermikrobearbeitungoder Mikrozerspanung hergestelltund durch UV-RIM abgeformtwurden. Die Verwendung von po-lymerisierbaren Gießharz-Kera-mik-Formmassen (hier Polyester,gefüllt mit 35 Volumen% Al2O3) er-möglicht die Herstellung von Bau-teilen mit verbesserten thermo-mechanischen Eigenschaften. Indiesem Fall wurde die Vickers-Kleinlasthärte im Vergleich zumreinen Polyester mehr als verdop-pelt.
Beim Heißprägen wird ein mikro-strukturierter Formeinsatz in einerevakuierten Werkzeugkammermit hoher Kraft in eine thermoplas-tische Kunststofffolie hineinge-drückt, die über ihre Erweichungs-temperatur erhitzt ist [4]. Da sichPrägestempel und Gegenwerk-zeug nicht komplett schließen las-sen, verbleibt beim Heißprägepro-zess im Normalfall immer einecharakteristische Trägerschicht,auf der die Mikrostrukturen ange-ordnet sind. Durch die Einstellungsehr geringer Umformgeschwin-digkeiten können durch den Prä-geprozess auch Mikrostrukturenmit sehr hohen Aspektverhältnis-sen hergestellt werden.
Die Vakuumheißprägetechnik, vorüber zehn Jahren für die Replika-tion von LIGA-Strukturen ent-wickelt, hat sich inzwischen überalldort bewährt, wo es um Mikro-oder gar Nanostrukturen höchsterGüte geht wie z.B. Mikrooptiken[5]. Besonders bei der Strukturie-rung von ebenen Platten wie Ka-pillar-Electrophorese (CE)-Chipsoder Mikrotiterplatten eignet sich
das Heißprägen. Dass die Heiß-prägetechnik auch eine wirtschaft-liche Fertigung erlaubt, zeigt die inZusammenarbeit mit der Fa. Grei-ner Bio-One realisierte Mikrotiter-platte mit 96 kompletten Kapillar-elektrophoresechips auf einerFläche von 86 x 126 mm2 [6].
Verschiedene Sonderformen desHeißprägens erlauben die Reali-sierung komplexer Mikrostruktu-ren in Kunststoff:
Eine Möglichkeit ist das positio-nierte Abformen auf vorstruktu-rierten Substraten, für die eine zu-sätzliche Mess- und Justierein-heit verwendet wird, um die bei-den Werkzeughälften auszurich-ten. Damit können auch beidseitigmikrostrukturierte Bauteile abge-formt werden, wie z.B. Fluidstruk-turen mit zusätzlichen Nutzstruk-turen auf der Rückseite. Im Ex-tremfall ragt sogar eine Mikro-struktur in die Ebene der gegenü-berliegenden Platte (Abb. 2).
Ein weiteres Sonderverfahren istdas Heißprägen von Verbund-schichten. Ersetzt man das einfa-che Halbzeug durch einen Ver-bund von mehreren Folien lassensich interessante Effekte erzielen.
Das klassische Beispiel ist dasMikrospektrometer für den UV-VIS-Bereich. Durch die Kombina-tion von PMMA-Folien mit unter-schiedlichen Brechungsindizeserhält man einen Wellenleiter, indem das Licht geführt wird.
Wählt man als Kombination Poly-mere, die beim Prägevorgangnicht miteinander verschweißen,aber trotzdem so stark aneinan-der haften, dass sie sich gemein-sam entformen lassen und erstdann getrennt werden, lassensich Durchgangslöcher oder 3D-Mikrostrukturen erzeugen [7].
Und schließlich kann als zweitesMaterial im Verbund auch einemetallische Leiterbahn auf derOberfläche des Kunststoffhalb-
Heißprägen
161
(161)
Abb. 2: Beidseitiges Prägen mit sich durchdringenden Konturen erforderthöchste Präzision bei der Justierung. Links das Verfahrensprinzip: Eine na-delförmige Mikrostruktur am oberen Prägestempel und die kegelförmige Ver-tiefung auf der Unterseite werden auf weniger als 10 µm zueinander ausge-richtet. Rechts ein Hohlkegel mit über 1mm Höhe. Die verbleibende Rest-schichtdicke bestimmt die Wandstärke zwischen der äußeren Kegelober-fläche und dem inneren Hohlkegel (Pfeil) mit einem Durchmesser von ca.10 µm an der Spitze.

zeugs aufgebracht sein. BeimHeißprägevorgang folgt dieseLeiterbahn dann der Topologieund stellt so eine elektrisch leiten-de Verbindung von der Ober-fläche in den Strukturgrund her(Abb. 3); eine hervorragendeMöglichkeit um z.B. fluidischeStrukturen mit elektrischen Ei-genschaften auszustatten.
Beim Spritzgießen von Kunst-stoffteilen handelt es sich um einseit mehreren Jahrzehnten in dermakroskopischen Abformtechnikanerkanntes Verfahren, mit demProdukte in großen Stückzahlenkostengünstig hergestellt werdenkönnen. Dazu wird Kunststoffma-terial aufgeschmolzen und in eineForm (Werkzeug) eingespritzt.
Es ist vor allem die sehr gute Eig-nung zur Fertigung mittlerer undgroßer Stückzahlen, welche dieSpritzgießtechnik für die Mikro-systemtechnik interessant macht.Für die Herstellung von Mikro-
komponenten bedurfte es aller-dings der Implementierung vonZusatzeinrichtungen. In diesemZusammenhang sind vor allemdie Werkzeugevakuierung unddie sog. Variotherm-Temperie-rung zu nennen. Erstere ist not-wendig, weil die Kavitäten in ei-nem typischen Mikroabformwerk-zeug „Sacklöcher“ darstellen.Würde erwärmte Kunststoff-schmelze in eine solche Kavitätohne vorherige Evakuierung ein-gedrückt werden, so käme esdurch die komprimierte und somiterhitzte Luft zu einer Verbrennungdes organischen Materials (Die-seleffekt). Variotherme Tempera-turführung besagt, dass vor demEinspritzen der Polymermasse indas Werkzeug dieses auf Tempe-raturen in der Nähe des Schmelz-punktes aufgewärmt wird. Da-durch behält die Kunststoff-schmelze eine ausreichendeFließfähigkeit, um auch Struktur-details bis in den Submikrometer-bereich auszuformen. Bei derEntformung müssen aufgrund derhohen Empfindlichkeit der Mikro-
strukturen hochpräzise Werk-zeugbewegungen gewährleistetsein [8].
Weiterentwicklungen der Mikrore-plikation sind im Erprobungssta-dium. Beispielsweise lässt dasMikromontagespritzgießen oderMicro Insert Injection Molding,welches durch Einsatz von Einle-geteilen die umfangreiche Auf-bau- und Verbindungstechnik ver-einfacht, eine deutliche Reduzie-rung der Gesamtfertigungskostenerwarten. Eine ähnliche Zielset-zung wird mit dem Mikro-2-Kom-ponenten-Spritzgießen verfolgt,wobei diese Prozesstechnik zu-dem die Herstellung mehrkompo-nentiger und damit multifunktio-naler Mikrokomponenten ermög-licht [8].
Beispiele für die Gerätetechnikder beschriebenen Replikations-verfahren zeigt Abb. 4, einenÜberblick gibt Tab. 1.
Übersicht der Verfahren
Spritzgießen
162
(162)
Abb. 3: Prägen von Leiterbahnen zur elektrischen Kontaktierung. Das Verfahrensprinzip lässt erkennen, dassnach dem Prägen die Leiterbahnen im Polymer vergraben sind. Rechts im Bild ist zu sehen, wie die Leiterbah-nen über eine 45°-Kante (im Bild dunkel) einen Höhenunterschied von über 100 µm überwinden.
oben
unten

163
(163)
UV-RIM Heißprägen Spritzgießen
Bevorzugter Anwendungs- Prototypenfertigung Kleinserien Massenfertigungbereich
Typische Rüstzeit 15 min 15 min 45 min
Typische Zykluszeit 1 min/mm Bauteildicke 5 – 30 min 55s – 8 min
Temperaturführung Isotherm bei Variotherm VariothermRaumtemperatur
Getestete Formeinsatz- Metall, Keramik, Metall, Keramik, Metall, Kunststoff, materialien Kunststoff, Silizium Kunststoff, Silizium Silizium
Formeinsatzgröße 26 x 66 mm2, Bis zu ∅ 6“, Nahezu beliebig, Kleinere Formate unter Verschiedene abhängig von Verwendung von Standards sind Maschinen- und Adaptern möglich vorhanden: Werkzeuggröße
LIGA: 26 x 66 mm2, Standard bei ∅ 4“, 86 x 126 mm2 LIGA:
26 x 66 mm2
Kleinstes abgeformtes 200 nm 200 nm 200 nmstrukturelles Detail
Bisher realisiertes größtesAspektverhältnis:
Frei stehende Struktur 14 50 17 (Pin, Steg) (h = 86 µm, (h = 200 µm, (h = 2000 µm,
b = 6 µm) b = 4 µm) b = 115 µm)
Vergrabene Struktur 20 50 25(Loch, Kanal) (h = 2 mm, (h = 200 µm, (h = 250µm,
b = 100 µm) b = 4 µm) b = 10µm)
Geeignete Materialklassen: – Reaktive Gießharze Nahezu sämtliche Nahezu sämtliche – Komposite aus Gieß- Thermoplaste und Thermoplaste und
harzen mit Keramik- thermoplastische thermoplastische oder Metallpulver Elastomere Elastomere, sowie organischen hochgefüllte Farbstoffen Formmassen für
das Pulverspritz-gießen [10]
Tab. 1: Die wichtigsten Parameter der vorgestellten Mikroabformungsprozesse.

Komplexe Fertigungsbeispiele
Die drei Replikationsverfahren er-gänzen sich bei komplexen Auf-gabenstellungen (Abb. 5). Diessoll an zwei Beispielen beschrie-ben werden:
Glasfaser-Steckverbinder
An der Entwicklung eines Faser-steckers in Zusammenarbeit mitder Spinner GmbH waren drei In-stitute des Forschungszentrumsbeteiligt. Der Steckverbinder fürGlasfaser-Bändchenkabel ist vor-wiegend für den Anschluss vonGeräten in lokalen optischenNetzwerken vorgesehen [9].
Der Steckverbinder ist als Zwitter-stecker ausgeführt (Abb. 6), d.hbeide Stecker sind identisch auf-gebaut und über ein separatesKupplungselement miteinanderverbunden. Der Stecker selbstbesteht aus zwei spritzgegosse-
164
(164)
Abb. 4: Die unterschiedlichen Einsatzfelder spiegeln sich auch in der Maschinenausstattung wider. Links dieVersuchsapparatur für den UV-RIM-Prozess. In der Mitte eine manuell zu bestückende Heißprägeanlage Hex03der Firma Jenoptik für Laborbetrieb und Vorserienfertigung. Rechts die Battenfeld Microsystem 50 mit 5tSchließkraft, ausgelegt zum vollautomatischen Spritzgießen kleinster Bauteile mit integrierter Teileentnahmeund Magazinierung.
Abb. 5: Ergänzung der einzelnen Abformverfahren.
LichtinduziertesReaktionsgießen
Heißprägen Spritzgießen
Prototypenfertigung von Kapillarelektrophorese-
Chips
Prototypenherstellung von Fasersteckern mit anschließender
Massenfertigung
Testen der Abformbarkeit vonneuen Formeinsätzenfür das Spritzgießen

nen Hälften: von diesen besitztdie Unterhälfte Führungsstruktu-ren, in die bis zu 16 Glasfasernund zwei Führungsstifte eingelegtund positioniert werden. Die La-getoleranz der Einzelfasern be-trägt weniger als ±1,5 µm. Mit derzweiten Hälfte werden die Fasernund Führungsstifte fixiert und vorBeschädigung geschützt.
Sehr anspruchsvoll ist die Her-stellung der Formeinsätze fürdas Spritzgieß- bzw. Prägewerk-zeug. Sie besitzen mehrereStrukturebenen mit präzisenHöhenstufungen und sehr kleineStrukturdetails unter 10 µm. Siewerden in einer Verfahrenskom-bination aus Mikrofräsbearbei-tung und LIGA-Technik gefertigt,wobei die spezifischen Vorteilebeider Verfahren genutzt wer-den. Nicht zuletzt müssen dieAußenabmessungen der Form-einsätze und deren Ebenheit mitToleranzen unter 10 µm gefertigtwerden, um Gratbildung amFormteil zu vermeiden.
Die ersten Formeinsätze wurdenzunächst im Heißprägeprozessabgemustert. Die sehr schnellverfügbaren Resultate gabenAuskunft über die zu erwartendeQualität und noch nötige Ände-rungen. Solange dann die endgül-tige Version der Formeinsätze ge-fertigt wurde, konnte der Bau desSpritzgießwerkzeuges beginnen.Mit den neuen Formeinsätzenwurde umgehend die Optimie-rung des Spritzgießprozessesdurchgeführt, während paralleldazu erste Musterteile für Testsheißgeprägt wurden.
Nachdem der Spritzgießprozessstabil lief, wurden Demonstrato-ren für den Auftraggeber gefertigt
und geometrisch charakterisiert,mit denen dieser seine Kundenbemustern konnte. Gleichzeitigwar die Spinner GmbH in der La-ge, selbst die Fertigung vorzube-reiten und schrittweise die Pro-duktion zu übernehmen.
Kapillar-Elektrophorese-Chip(CE-Chip)
Abformtechniken leiden immerunter der relativ langen Vorlauf-zeit für die Strukturierung derFormwerkzeuge. Neben demLIGA-Verfahren und der mecha-nischen Mikrofertigung vonFormeinsätzen ist die Lasermi-krobearbeitung hervorragend ge-eignet, mikrostrukturierte Form-einsätze herzustellen. Ein beson-deres Merkmal dieses Verfah-rens ist die Flexibilität, mit der aufDesignänderungen der Mikro-struktur reagiert werden kann.Damit ist das in der „Makrowelt“seit wenigen Jahren etablierteVerfahren des „Rapid Tooling“,d.h. die schnelle Fertigung(i. Allg. innerhalb von ca. 1-2 Ar-beitstagen) von Abformwerkzeu-gen für kleine Stückzahlen, auchin der „Mikrowelt“ möglich. Umdie prinzipielle Abformbarkeit dermittels Lasermikrobearbeitunghergestellten Formeinsätze zubestimmen, wird aufgrund derkurzen Rüstzeiten meist das Re-aktionsgießverfahrens einge-setzt. Anschließend ist dann derTransfer des Formeinsatzes aufeine Heißpräge- oder Spritzgieß-maschine aufgrund der geome-trischen Kompatibilität direktmöglich.
Am Beispiel von Kapillarelektro-phorese-Chips wird eine derarti-ge Entwicklungskette aufgezeigt.
165
(165)
Abb. 6: Spritzgegossener Steckverbinderfür Glasfaserbändchen-Kabel; ein Stecker-paar mit Zwischenstück (oben), speziell fürSteckverbinder-Gehäusehälften entwickel-tes Spritzgießwerkzeug (Mitte), aus demWerkzeug entnommenes Spritzgussteil(unten).

Abb. 7 zeigt verschiedene Design-studien von CE-Chips, bei denendie Ein- und Auslass- sowie dieKreuzungsgeometrie der Kapilla-ren variiert wurden. Die entspre-chenden Stahlformeinsätze wur-den durch Lasermikrobearbeitunghergestellt und im Reaktionsgieß-verfahren abgeformt (Prototypen-fertigung). Eventuelle Ablagerun-gen im Formeinsatzgrund (Dé-bris), welche die Entformbarkeitbeinträchtigen können, lassensich durch einen speziellen Reini-gungsabformschritt im Heißprä-geverfahren entfernen, um danndurch Reaktionsgießen optimaleAbformungen in Polyester durch-führen zu können. Anschließendkann über mechanische Mikrobe-arbeitung ein Werkzeug mit höhe-ren Strukturen gefertigt werden(Abb. 7) und entsprechend denAnforderungen im UV-RIM oder
Heißprägeverfahren in Kunststoffrepliziert werden.
Alle drei vorgestellten Abformver-fahren haben ihre Tauglichkeit zurHerstellung qualitativ hochwerti-ger Kunststoff-Mikrokomponen-ten bereits an verschiedenenBauteilgeometrien unter Beweisgestellt. Da sich die Prozesse jenach Serienumfang in ihrer Eig-nung ergänzen, steht am For-schungszentrum Karlsruhe eineReihe von Replikationstechnolo-gien für einzelne Prototypen biszum Massenbauteil zur Verfü-gung (Abb. 8). Durch enge Zu-sammenarbeit der verschiedenenArbeitsgruppen ist es möglich, diejeweils beste Lösung für unter-
schiedliche Fragestellungen aus-zuwählen, oft durch Kombinationmehrerer Verfahren. Unterstütztwird diese Zusammenarbeitdurch den Zugriff auf unterschied-liche Formeinsatztechniken.
Die Entwicklung der Replikations-verfahren am Forschungszen-trum Karlsruhe wird weiter voran-getrieben. Die Prototypenferti-gung mittels Reaktionsgießenwird sich neben der weiteren Pro-zessoptimierung auf die Anwen-dung neuer Kompositmaterialienmit besonderen optischen undthermomechanischen Eigen-schaften konzentrieren.
Nachdem sich die Heißpräge-technik als Mikroabformtechnik inden letzten Jahren etablierenkonnte, sind die Anforderungenimmer mehr auf größere Stück-zahlen und kürzere Zykluszeiten
Zusammenfassung undAusblick
166
(166)
Abb. 7: Von oben: 3 REM-Aufnahmen abgeformter Designstudien sowie Kreuzungsbereich einesCE-Chips (gefertigt durch Lasermikrobearbeitung). Links unten die erhabene Kreuzung im Mes-singformeinsatz (gefertigt durch mechanische Mikrobearbeitung) und rechts unten die in PMMA ab-geformte Kanalstruktur mit 100 µm Tiefe.
100 µm
100 µm 200 µm
1 mm 300 µm

ausgerichtet. Dies gilt vor allemfür die Sonderverfahren, bei de-nen sich die Heißprägetechnikam deutlichsten von anderen Ver-fahren abgrenzt. Aus diesemGrund zielen die Entwicklungsar-beiten der näheren Zukunft aufdie Entwicklung schnellerer Ma-schinen und die Integration in au-tomatisierte Fertigungsumgebun-gen, da für das Heißprägen in die-sem Bereich das größte Potenzi-al zur Zykluszeitverkürzung iden-tifiziert werden konnte.
Beim Spritzgießen liegen dieSchwerpunkte in der Entwicklung
von Werkzeugkonzepten für dieHerstellung leicht vereinzelbarerMikroteile sowie der weiteren Ver-ringerung der Zykluszeiten. Dabeisollen verstärkt Simulationstech-niken eingesetzt werden. Materi-alseitig ist von einem vermehrtenEinsatz von Hochleistungsther-moplasten und gefüllten Kunst-stoffen auszugehen. Gänzlichneue Perspektiven eröffnet dasEinlege- und Mehrkomponenten-Mikrospritzgießen, mit dem nichtnur der Montageaufwand bei Mi-krosystemen reduziert, sondernauch neue funktionale Einheitenhergestellt werden können.
Die Autoren danken ihren Kolle-gen am FZK für die freundschaft-liche und stets hilfreiche Zusam-menarbeit. Ferner gilt der Dankden vielen externen Partnern desFZK, insbesondere den FirmenBattenfeld GmbH, Spinner GmbHund Steag microParts GmbH.
Danksagung
167
(167)
Abb. 8: Die am Forschungszentrum Karlsruhe eingesetzten Abformverfahren decken einen breitenAnwendungsbereich ab. Vom Einzelteil für Tests bis hin zum Massengut kann je nach Anforderungdie passende Technik ausgewählt werden.
Prototypfertigung
Stückzahl
Kleinserie Massenfertigung
LichtinduziertesReaktionsgießen
Heißprägen
Spritzgießen

168
(168)
[1] W. Menz, J. Mohr, O.Paul,Wiley-VCH, Weinheim, 2001
[2] P. Hagmann, W. Ehrfeld,International Polymer Processing, 4,188 (1989)
[3] W. Pfleging, T. Hanemann,FZK Nachrichten, 31(1), 21 (1999)
[4] T. Hanemann, M. Heckele, V. Piotter,Polymer News, Vol. 25, No. 7, 2000,pp. 224-229
[5] M. Heckele, W. Bacher,FZKA- 6080, ForschungszentrumKarlsruhe (1998), 89-94
[6] A. Gerlach, G. Knebel, A. Guber,M. Heckele, D. Herrmann, A. Muslija,T. Schaller,Microsystem Technologies 2002, Vol. 7 No 5-6, 2002, 265-268
[7] M. Heckele, A. Durand,Proc. of 2nd euspen InternationalConference – Turin, 2001; pp. 196-198
[8] V. Piotter, T. Hanemann, R.Ruprecht,J.Hausselt,Proc. of Injection Molding 2001Conference; Copenhagen; 2001; pp. 182-189
[9] U. Wallrabe, H. Dittrich,G. Friedsam, T. Hanemann, J. Mohr,K. Müller, V. Piotter, P. Ruther,T. Schaller, W. Zißler,Proc. of Design, Test, Integrationand Packaging of MEMS/MOEMS; SPIE Vol. 4408; 2001; pp. 478-485
[10] W. Bauer, R. Knitter, V. Piotter,R. Ruprecht,dieses Heft
Literatur

Mikrofluidische Komponenten ge-winnen von der Öffentlichkeitweitgehend unbeachtet an Be-deutung in unser aller Alltag. VomReifendrucksensor im Auto überDüsen für die medizinische Be-handlung mit Inhalationsspraysbis zur Genanalyse für die Dia-gnostik reichen die Anwendungs-felder dieser Technologie, mit de-ren Hilfe mikroskopisch kleineGeräte möglich werden, wie z.B.Pumpen, Ventile, Sensoren fürDruck und Durchfluss und Kapil-larsysteme für die chemische,biologische und medizinischeAnalyse.
Die geringe Größe ist nur einerder Vorteile mikrofluidischerKomponenten, der z.B. neue im-plantierbare Systeme und tragba-re Geräte erst möglich macht.Weitere wichtige Folgen kleinerAbmessungen sind ein vermin-derter Energieverbrauch, wo-durch ein Batteriebetrieb möglichwird, und der schnellere Ablaufchemischer, biologischer undphysikalischer Vorgänge, wo-durch z.B. eine Analysereaktionfür die Diagnose einer Krankheitschneller abgeschlossen ist.
Trotz dieser funktionellen Vorteilekönnte die Mikrofluidik auf demMarkt keine Bedeutung erlangen,wenn nicht ein anderer Gesichts-punkt hinzukäme: geringe Ferti-gungskosten. Wenn nur sehr klei-ne Geräte gebaut werden, kön-nen viele Teile bei jedem Arbeits-schritt parallel im Nutzen gefertigtwerden. Im ForschungszentrumKarlsruhe wird die Mikroabfor-mung entwickelt, mit der auspreiswerten Kunststoffen filigraneund komplexe Mikrostrukturen
auf einfache Weise hergestelltwerden.
Der vorliegende Bericht behan-delt neben den für eine preis-günstige Mikrofluidik aus Plastikbenötigten Schlüsseltechnikeneine Reihe von Anwendungsbei-spielen, die den praktischen Nut-zen verdeutlichen, den wir alleaus diesem faszinierenden Ar-beitsgebiet ziehen können.
Die Bemühungen, der einheimi-schen Industrie durch die Ent-wicklung von Schlüsseltechno-logien zu neuen Märkten zu ver-helfen, können nur erfolgreichsein, wenn die Vorteile dieserTechniken am Beispiel von De-monstratoren aufgezeigt werden.Dies ist insbesondere deshalbwichtig, weil die in der Mikrosy-stemtechnik noch nicht so breiteingesetzten Polymere deutlichandere Eigenschaften aufweisenals z.B. das wesentlich besseruntersuchte Silizium. So zeich-nen sich Polymere durch einewesentlich größere thermischeDehnung und durch die Neigungzu langfristigen plastischen Ver-änderungen aus. Aus diesenEigenschaften leiten sich Kon-struktionsprinzipien ab, deren Er-arbeitung neben der Entwicklungder Schlüsseltechnologien einewichtige Aufgabe des For-schungszentrums ist.
Außerdem gilt es die Chancen zuerkunden, die sich daraus erge-ben, dass Polymere eine sogroße Stoffklasse sind, in der sichfür viele Anwendungen neue Lö-sungsansätze erschließen. Sokönnen aus Polymethylmeth-acrylat (PMMA) relativ einfach
Mikrostrukturen hergestellt wer-den, deren Biokompatibilität fürviele Anwendungen ausreicht.Weitgehend chemisch inert sinddagegen fluorierte Kohlenwas-serstoffe wie Polyvinylidenfluorid(PVDF), Polyetheretherketon(PEEK) und Perfluor-Alkoxy-Po-lymere (PFA), die sich deshalb fürMikroventile eignen, die che-misch aggressive Medien schal-ten sollen. Aus Polyimid (PI) las-sen sich dagegen besondersdünne, flexible und beständigeMembranen herstellen.
Im Folgenden werden Mikroventi-le, Mikropumpen, Sensoren undKapillarsysteme vorgestellt undihre Eigenschaften diskutiert.
Piezoventil
Als erstes Beispiel soll ein Piezo-ventil beschrieben werden, dasnur 13 · 13 · 3 mm3 groß ist [1].Abb. 1 zeigt dieses Ventil imGrößenvergleich zu einem Pfen-nigstück. Das Mikroventil wird mitdem AMANDA-Verfahren herge-stellt, das die FertigungsschritteAbformung, Oberflächenmikro-mechanik und Membranübertra-gung miteinander kombiniert, umpreiswerte Mikrokomponentenaus Kunststoffen zu erzeugen [2].
Das Piezoventil besteht aus zweiGehäuseschalen, zwischen de-nen eine ca. 10 µm dicke Poly-imidmembran eingeklebt ist. DieMembran verschließt die Ein-lassöffnung des Ventils, weil siedurch ein unter Druck stehendesÜbersetzungsmedium auf denVentilsitz gedrückt wird. Die Kam-mer, in der das Übersetzungs-medium eingeschlossen wird,wird nach oben hin durch eineScheibe aus Piezokeramik ver-
Anwendungen
Einleitung
169
(169)
Preisgünstige Mikrofluidik aus PlastikW.K. Schomburg, IMT
NACHRICHTEN - Forschungszentrum Karlsruhe Jahrg. 34 2-3/2002 S. 169-174

schlossen. Eine elektrischeSpannung von einigen hundertVolt wölbt die Keramikscheibenach oben und öffnet damit dasVentil.
Die Oberfläche der Keramik-scheibe ist fünfundzwanzigmalgrößer als der bewegliche Teil derMembran. Dadurch wirkt dasÜbersetzungsmedium wie eineHydraulik und die Membran wirdum ca. 50 µm vom Ventilsitz ab-gehoben, wenn sich die Piezoke-ramik nur um ca. 2 µm wölbt.
Ein positiver Nebeneffekt der La-gerung der Keramikscheibe aufdem Übertragungsmedium ist,dass sie sehr viel stärkere me-chanische Stöße überstehenkann, als wenn sie frei aufge-hängt wäre. Dauerversuche zeig-ten nach 40 Millionen Schaltvor-gängen keine Veränderungen amÖffnungsverhalten des Ventils.
Durch die kompakte Bauweisebeträgt das Totvolumen des Mi-
kroventils nur 0,33 µl und es wer-den Schaltzeiten im Bereich vonnur 2 ms erreicht.
Die hier dargestellten Mikroventi-le sind das Ergebnis eines Ko-operationsprojekts mit einem In-dustriepartner. Mit dem neuenVentil können Anwendungen er-schlossen werden, z.B. in derMedizin- und Analysentechnikoder der Biotechnologie.
Fluss-Sensoren
Mit dem AMANDA-Verfahrenkönnen nicht nur Aktoren wie dasoben dargestellte Mikroventilsondern auch Sensoren herge-stellt werden. Diese zeichnensich nicht so sehr durch beson-ders hohe Präzision sonderndurch ihren günstigen Preis aus.Sie können als alleinstehendeKomponente in ein Gerät einge-baut werden, es bietet sich ande-rerseits aber auch an, durch eineintegrierte Fertigung von Aktoren
und Sensoren sich selbst regeln-de Mikrosysteme aufzubauen. Sokann durch die Kombination ei-nes Mikroventils mit einem Fluss-Sensor ein Mikrodosiersystementstehen, dass nach einem vomArzt vorgegebenen TherapieplanMedikamente dosiert. In Abb. 2ist ein mit dem AMANDA-Verfah-ren hergestellter Fluss-Sensormit äußeren Abmessungen vonnur 5,5 · 4,5 · 1,2 mm3 zu sehen,der nach dem anemometrischenPrinzip arbeitet [3]. Das heißt, dieWärmeableitung von einem in ei-ner Durchflusszelle aufgehäng-ten Heizdraht dient als Maß fürdie Strömungsgeschwindigkeitdes umgebenden Mediums.
Der Heizdraht wird von einer ca.200 nm dicken Leiterbahn ausPlatin gebildet, die in der Mitte ei-ner nur 2,4 µm dicken Polyimid-membran angebracht ist. Eineelektronische Schaltung hält dieTemperatur der Leiterbahn kon-stant und ermittelt die dazu not-
170
(170)
Abb. 1: Mikroventil, das mit einem Piezo angetrieben wird. Links: Schematischer Aufbau eines ge-schlossenen (oben) bzw. geöffneten (unten) Ventils. Rechts: Größenvergleich zu einem Pfennig-stück.
Ventilkammer VentilsitzÜbersetzungskammer
Gehäuse
Einlass Auslass
Membran
Piezo-Biegeaktor
Übersetzungs-medium

wendige Energiezufuhr, die einMaß für die durch das Mediumabgeführte Wärmemenge ist. DieTemperatur der Leiterbahn verän-dert deren elektrischen Wider-stand, deshalb wird statt der Tem-peratur der auf einfache Weise zumessende Widerstand bestimmt.Dabei muss allerdings bedachtwerden, dass der Widerstand ei-ner Leiterbahn nicht nur von ihrerTemperatur sondern auch von ih-rer mechanischen Dehnung ver-ändert wird. Deshalb befindetsich die Leiterbahn in einer frei imStrömungskanal aufgehängtenFahne und ihre Lage in der neu-tralen Faser in der Mitte derMembran stellt sicher, dass einedenkbare Flatterbewegung zukeiner Beeinträchtigung der Mes-sung führt.
Der hier gezeigte Fluss-Sensorwurde sowohl für die Messungmit Wasser als auch mit Stickstofferprobt. Messbereich und -emp-
findlichkeit hängen von derGröße der Durchflusszelle ab. Miteinem Querschnitt von ca.100 µm konnte eine Empfindlich-keit von 100 nl/min für Wasserund 0,1 sccm für Stickstoff ge-messen werden. Bei Messungenin einer Klimakammer verändertesich das Mess-Signal in einemTemperaturbereich zwischen 20und 60 °C um weniger als 1 %.
Wegen seines einfachen Aufbauskonnte für den Fluss-Sensor eineFertigungsausbeute von 80 % er-reicht werden. Abschätzungenzeigen, dass dieser Sensor in ei-ner Serienfertigung ohne An-schlüsse für ca. 4 € hergestelltwerden könnte. Damit erscheinter für Anwendungen interessant,bei denen er nach einmaligemGebrauch weggeworfen werdenkann. Dies könnte z.B. für Infusio-nen interessant sein, die aus hy-gienischen Gründen nicht mehr-fach verwendet werden dürfen.
Kapillarsysteme
Ein anderer Bereich, in dem mi-krofluidische Komponenten ausKunststoffen neue Chancen er-öffnen, sind Kapillarsysteme. Mi-krokapillaren dienen beispiels-weise Analysezwecken im Be-reich der Gentechnik. Nach derrasanten Entwicklung, die dieGentechnologie in den vergan-genen Jahren genommen hat,gibt es jetzt zahlreiche Anwen-dungen, die an der Schwelle zurMarkteinführung stehen. Oft zeigtsich dabei, dass Analyseverfah-ren, deren Machbarkeit auf Pro-benträgern aus Glas oder Silizi-um demonstriert worden ist, aufdas preisgünstigere Basismateri-al Kunststoff übertragen werdenmüssen. Eine Genanalyse, mitder Krankheiten entdeckt werdenkönnen, kann z.B. nur dann für al-le Patienten verfügbar gemachtwerden, wenn die Kosten nicht zuhoch sind.
171
(171)
Abb. 2: Mit dem AMANDA-Verfahren hergestellter anemometrischer Fluss-Sensor. Die Wärmeablei-tung durch das umgebende Medium von einer dünnen Leiterbahn im Inneren einer nur 2,4 µmdicken Polyimidmembran dient als Maß für die Strömungsgeschwindigkeit
HeizdrahtMembran

In Kooperation mit der Firma Grei-ner Bio-One wurde eine Mikrotiter-platte entwickelt, auf der Mikro-kanäle für die Analyse von 96 bio-logischen Proben angebracht sind(vgl. Abb. 3) [5]. Dabei betragendie Außenabmessungen der Plattenur 85 · 128 mm2. Die Mikrokanälesind 100 µm breit und 50 µm tiefund enthalten einen Kreuzungs-punkt mit einem Volumen von nur0,6 nl. So kleine Probenvolumenkönnen durch Kapillarelektropho-rese in einem solchen Kanal-system analysiert werden. Aller-dings wird die Probe über eingrößeres Reservoir auf die Titer-platte aufgegeben, sodass in etwa1 µl von der Probe benötigt wird.
Die Mikrotiterplatten sind auszwei 1 mm dicken Platten aufge-baut in die durch Heißprägen [6]die Mikrokanäle angebracht wur-den bzw. in denen sich 384 Zu-gangsöffnungen befinden, die alsReservoirs für die Probe und eineTrägerflüssigkeit dienen. Diesebeiden Platten werden dichtendmiteinander verbunden. Für dieAnalyse müssen zu allen 384 Öff-nungen elektrische Kontakte her-gestellt werden. Dies wird bisherdadurch gelöst, dass Drähte indie Öffnungen abgesenkt wer-den. Da dies bei so vielen Öffnun-gen aber ein störanfälliges Ver-fahren ist, werden elektrische Zu-
leitungen entwickelt, die vomRand der Titerplatte an die Endender einzelnen Kanäle führen.
Ein anderes Beispiel für Kapillar-systeme sind hohle Mikrospitzen,die unter anderem dazu dienenkönnen, Medikamente durch dieHaut in den Körper einzubringenoder Körperflüssigkeit für eineDiagnose aus dem Körper zu ent-nehmen. Die Entwicklung von ge-eigneten Abformverfahren fürsolch filigrane Strukturen stehtnoch an ihrem Anfang. In Abb. 3ist eine durch Heißprägen herge-stellte, 850 µm hohe Spitze miteiner Öffnung von 15 µm Durch-messer zu sehen.
172
(172)
Abb. 3: Links: Mikrotiterplatten aus PMMA mit 100 µm breiten und 50 µm tiefen Kanälen: a) Eine Mikrotiterplat-te mit 96 Mikrokanalstrukturen für biologische Analysen, b) eine einzelne Kanalstruktur während der Befüllung,c) Schnitt entlang der Linie A–A in b). Rechts: Durch Heißprägen hergestellte, 850 µm hohe Mikrospitze ausPSU mit einem 15 µm breiten, durchgehenden Kanal.
b
a
c

Damit mikrofluidische Kompo-nenten aus Polymeren hergestelltwerden können, müssen be-stimmte Schlüsseltechnologienzur Verfügung stehen. Dazuzählen die Mikroabformung, dieHerstellung von durchgehendenÖffnungen und Kanälen, das Ver-binden von mikrostrukturiertenTeilen und das Anbringen von mi-krostrukturierten elektrischen Lei-terbahnen und Kontakten auf denPolymerteilen.
Ein Prinzip, das bei allen Ferti-gungsschritten beachtet werdenmuss, ist die Parallelfertigung imNutzen. Sie ist eine wesentlicheVoraussetzung dafür, dass dieeinzelnen Komponenten preis-günstig erzeugt werden können.Ein Nutzen ist in der Regel einPolymerteil, das die Gehäuse vontypischerweise 10 bis 100 mikro-fluidischen Komponenten bein-haltet und erst möglichst spät inder Fertigungskette in die einzel-nen Komponenten aufgeteilt wird,wenn der Nutzen nicht sogar inder Anwendung als Einheit ver-wendet wird. Je mehr Komponen-ten auf einem Nutzen Platz fin-den, desto mehr werden mit je-dem Fertigungsschritt bearbeitet,sodass der Preis für die Einzel-komponente entsprechend sinkt.
Wenn mikrostrukturierte Teile ausPolymeren in größerer Stückzahlmöglichst preisgünstig hergestelltwerden sollen, ist die Mikroabfor-mung praktisch konkurrenzlos.Näheres zur Mikroabformung fin-det sich in dem Beitrag „Replikati-onstechniken für die Herstellungmikrostrukturierter Bauteile ausKunststoff“ in diesem Heft [6]. DieGeschichte der Mikroabformung
begann Mitte der 80er Jahre, alsim Institut für Mikrostruk-turtechnik nach einem Weg ge-sucht wurde, die Produkte des LI-GA-Verfahrens preiswert ingroßer Stückzahl herstellen zukönnen [7]. Heute steht die Mikro-abformung im Zentrum des Inter-esses zahlreicher Firmen, dieMikrokomponenten auf den Marktbringen wollen [8, 9]. Die mikro-strukturierten Formen für die Ab-formung werden längst nichtmehr nur mit dem LIGA-Verfah-ren hergestellt sondern durchmechanische Mikrofertigung [10],und die Kombination von Foto-lithografie, Reaktives Ionenätzenoder anisotropes Siliziumätzenmit Galvanik.
Ebenfalls von großer Bedeutungsind die Verbindungstechnikenfür mikrofluidische Komponentenaus Polymeren. Hierfür werdenVerfahren entwickelt, die es er-lauben, dichtende Verbindungenzu erzeugen, ohne dass es zuBeschädigungen der mikroskopi-schen Strukturen kommt. HoheTemperaturen dürfen deshalb inder Regel nicht angewandt wer-den, denn Kunststoffe verziehensich, wenn sie zu sehr erwärmtwerden. Die große thermischeDehnung der Polymere führtauch leicht zu mechanischenSpannungen im fertigen Bauteil,die seine Funktion beeinträchti-gen können. Deshalb wurden vorallem Klebeverfahren entwickelt,die es erlauben, auch bei ver-gleichsweise großen Ferti-gungstoleranzen dichtende Ver-bindungen zu schaffen [11].Wenn Klebungen nicht möglichsind, weil z.B. der Klebstoff in derAnwendung beim Kontakt zumMedium angelöst werden würde,
sind Schweißverfahren eine mög-liche Alternative.
Die Herstellung von mikrofluidi-schen Komponenten aus Polyme-ren lässt sich typischerweise glie-dern in die Abformung der Gehäu-se mit darin angebrachten Mikro-kanälen, Öffnungen und anderenFunktionseinheiten und in das Zu-sammenfügen verschiedener Tei-le sowie das Anbringen fluidischerund elektrischer Anschlüsse. EinBeispiel für ein solches Herstel-lungsverfahren, das sich schon inder industriellen Fertigung be-währt, ist das AMANDA-Verfah-ren, bei dem eine Membran mit ei-nem abgeformten Gehäuse ver-bunden wird [2]. Dieses Verfahrenwurde entwickelt, um die weltweiterste Mikropumpe aus Kunststoffherstellen zu können [4], und führ-te zur Entwicklung ähnlicher Ver-fahren durch andere Arbeitsgrup-pen [12], [13]. Die Vorteile einerkostengünstigen Fertigung ausPolymeren werden beim AMAN-DA-Verfahren systematisch ge-nutzt, und die bisher in Kleinseri-en gefertigten Komponenten zei-gen, dass sich auf diese Weisezuverlässige Produkte mit hoherAusbeute erzeugen lassen.
Mikrofluidische Komponentenwie z.B. Pumpen, Ventile, Senso-ren für Druck und Durchfluss undKapillarsysteme für die chemi-sche, biologische und medizini-sche Analyse eröffnen Technikund Medizin neue Möglichkeiten.Neben Zuverlässigkeit und Funk-tion ist die preiswerte Fertigungmikrofluidischer Komponentenvon entscheidender Bedeutung,denn nur, wenn z.B. ein neues
Zusammenfassung
Schlüsseltechnologien
173
(173)

Diagnoseverfahren preisgünstigist, kann es allen Patienten ver-fügbar gemacht werden, und einFluss-Sensor für die Klimatech-nik wird sich am Markt nur durch-setzen, wenn er nicht zu teuerist.
Preiswerte mikrofluidische Kom-ponenten können aus Kunststof-fen gefertigt werden, weil sie sichdurch Abformprozesse nahezuunabhängig von der Komplexitätdes Entwurfs formen lassen. Dar-über hinaus ist die Stoffklasse derPolymere sehr groß, sodass sich
für fast jede Anwendung ein ge-eigneter Kunststoff finden lässt.
Für mikrofluidische Komponen-ten aus Kunststoffen werden ge-wisse Schlüsseltechnologienbenötigt, deren Entwicklung sichdas Institut für Mikrostrukturtech-nik des ForschungszentrumsKarlsruhe zum Ziel gesetzt hat.Dazu gehören neben dem Mikro-heißprägen Verbindungsverfah-ren für Mikrostrukturen aus Poly-meren und das Anbringen vonelektrischen Leiterbahnen undAnschlüssen.
Der vorliegende Bericht behan-delt neben den für eine preisgün-stige Mikrofluidik aus Plastikbenötigten Schlüsseltechnikeneine Reihe von Anwendungsbei-spielen, die den praktischen Nut-zen erahnen lassen, den wir alleaus diesem faszinierenden Ar-beitsgebiet ziehen können.
174
(174)
[1] T. Rogge, W.K. Schomburg,Z. Rummler, FZKA-Bericht 6671 (2001)
[2] W.K. Schomburg, R. Ahrens,W. Bacher, J. Martin, V. Saile, Sensors and Actuators A 76 (1999)343 - 348
[3] D. Dittmann, R. Ahrens, Z. Rummler, K. Schlote-Holubek,W. K. Schomburg, 11th Int. Conf. on Solid-State Sensorsand Actuators, Transducers´01,München, June 10-14, 2001 (2001)
[4] B. Büstgens, W. Bacher, W. Bier,R. Ehnes, D. Maas, R. Ruprecht,W.K. Schomburg, L. Keydel,Proceedings der 4th InternationalConference on New Actuators,Actuator’94, Bremen, June 15 - 17,(1994) 86 - 90
[5] A. Gerlach, G. Knebel, A.Guber, M. Heckele, D. Herrmann,A. Muslija, Th. Schaller, Microsystem Technologies 7 (2002)265 - 268
[6] M. Heckele, R. Ruprecht, in diesem Band
[7] E.W. Becker, W. Ehrfeld,P. Hagmann, A. Maner,D. Münchmeyer, Microelectronic Engineering 4(1986) 35 - 56
[8] H. Becker, W. Röpke, O. Rötting,Proc. Micro System Technologies2001, (MST) Düsseldorf, ed. H. Reichl, VDE Verlag (2001) 401 - 406
[9] inno 11 (1999) 8-9
[10] W. Pfleging, T. Schaller, in diesem Band
[11] D. Maas, B. Büstgens,J. Fahrenberg, W. Keller, P. Ruther,W.K. Schomburg, D. Seidel, Proc. des International Workshopon Micro Electro MechanicalSystems, MEMS ’96, 11. bis 15.2.96in San Diego, USA (1996) 331 - 336
[12] J. Döpper, M. Clemens, W. Ehrfeld,K.-P. Kämper, H. Lehr, Proc., 5th Int. Conf. on NewActuators (Actuator’96), Bremen,Germany, June 26-28, (1996) 37-40
[13] O. Larsson, O. Öhman, Å. Billman,L. Lundbladh, C. Lindell,G. Palmskog, Proc. of Int. Conf. on Solid-StateSensors and Actuators(Transducers’97), Chicago, USA,September 16-19, (1997) 1415-1418
Literatur

In den zurückliegenden 10 Jahrenlegten die Biowissenschaften einvorher nur schwer absehbaresEntwicklungstempo vor. Den bis-herigen Höhepunkt stellt dabei si-cher die vollständige Entzifferung,genauer: Sequenzierung, desmenschlichen Genoms im Jahre2000 noch vor dem ursprünglichvorgesehenen Zeitpunkt dar [1].Die Grundlagen für diese und ver-gleichbare Leistungen liegen auftechnischer Seite insbesondere inder Einführung automatisierterProzesse und der Bereitstellungneuartiger und leistungsfähigerUntersuchungsmethoden. Nebendem Einzug der Robotik in dasbiologische Laboratorium lässtsich ein Trend zur Nutzung minia-turisierter Komponenten und Ver-fahren beobachten. Mit demgroßangelegten Einsatz von so-genannten Mikro-Arrays (auch alsDNA-, Bio- oder Proteinchips be-zeichnet) und zunehmend von mi-krofluidischen Analysenchips hatsich die Mikrosystemtechnik alseine der Triebkräfte in der Bio-Analytik erwiesen.
Nachdem so mit dem „Bauplandes Lebens“ eine riesige Informa-tionsquelle eröffnet wurde, richtetsich heute das Interesse auf eintieferes funktionales Verständnisder in lebenden Organismen ab-laufenden Prozesse. Hierbei sinddie Proteine in ihrer Ausprägungund Funktion von zentraler Be-deutung. Die entsprechende For-schungsrichtung wird in Analogiezur Genomforschung („Geno-mics“) als Proteomforschung(„Proteomics“) bezeichnet. UnterProteom versteht man dabei all-gemein das quantitative Protein-
muster, das von einer Zelle odereinem Gewebe unter exakt defi-nierten Bedingungen exprimiertwird [2].
Aus Sicht der Mikrosystemtechnikeröffnen sich interessante Wege,neue Werkzeuge für die Proteom-und Proteinanalytik bereitzustel-len, weil es nicht einfach möglichist, die bereits für die Genomfor-schung entwickelten technischenAnsätze eins zu eins zu übertra-gen. Dazu unterscheiden sichProteom und Genom zu sehr. Sostehen den rund 30.000 bis40.000 Genen des Menschenschätzungsweise zwischen200.000 und 2 Millionen Proteinein jeder Zelle gegenüber. Ihre Zu-sammensetzung variiert im Ge-gensatz zum Genom je nach Zell-typ. Sie ist abhängig vom allge-meinen Zustand eines Organis-mus und wohl auch davon, wasman gerade zum Frühstück ge-gessen hat [3]. Das Proteom zubeschreiben ist damit keine einfa-che Aufgabe und es soll nicht ver-schwiegen werden, dass das Pro-teom – oder zumindest was manin der Analyse sieht – auch davonabhängt, mit welchen Methodenman es betrachtet. Dementspre-chend sind insbesondere solcheTechnologien erforderlich, mit de-nen das spezifische Auftreten undVerhalten einzelner Proteine inmöglichst ungestörter Umgebungnachgewiesen werden können,die eine Proteingesamtheit cha-rakterisieren können und mit de-nen auch geringste Substanz-mengen noch zu handhaben sind.Hier sind besonders markierungs-freie Nachweismethoden in Kom-bination mit neuen mikrofluidi-schen und Array-basierten Ansät-zen erfolgversprechend.
Der Nachweis von Biomolekülenin mikrotechnischen Analysen-systemen – etwa den als „Lab-on-a-chip“ bezeichneten mikrofluidi-schen Systemen oder in soge-nannten „Microarrays“ – erfolgtheute üblicherweise durch laser-induzierte Fluoreszenz (LIF). DieFluoreszenzdetektion zeichnetsich durch eine enorme Empfind-lichkeit und durch eine sehr hoheSelektivität aus. So kann bei-spielsweise eine Fluorescin-Lö-sung noch bis zu Konzentrationenvon 10-12 Mol/L nachgewiesenwerden. Damit wird deutlich, dassbei vorliegen einer intrinsischenFluoreszenz, wenn die Fluores-zenz also eine Eigenschaft desMoleküls ist, die LIF-Detektionideal ist. Liegt keine native Flu-oreszenz vor, existieren zwar eineReihe von Markierungs- und Deri-vatisierungsmöglichkeiten, es tre-ten jedoch häufig Probleme mituneinheitlichen Derivatisierungs-produkten und -ausbeuten auf.Da beispielsweise im Falle eineszu analysierenden Protein- oderDNA-Gemischs die Markierungüblicherweise noch vor einerTrennung des Gemischs erfolgt,die Trennung jedoch auf moleku-laren Unterschieden der Proteineoder DNA-Sequenzen beruht,kann zusätzlich die Trennungauch durch die Markierung beein-flusst sein. Um dies zu umgehen,sind Nachweismethoden erfor-derlich, die intrinsische Eigen-schaften der Moleküle oder spezi-fische Wechselwirkungen nutzen.Ziel der am Forschungszentrumverfolgten Entwicklungen ist es,insbesondere die im Vergleich zurDNA wesentlich labileren Prote-ine in ihrem nativen Zustandnachweisen zu können.
Einleitung
175
(175)
Wie sich Proteine selbst verraten: Neue Konzepte zum ProteinnachweisM. Kautt, MIKRO; J. Reichert, W. Hoffmann, M. Strasser, M. Rapp, A.Voigt, K. Länge, IFIA; K.-F. Weibezahn, E. Gottwald, IMB
NACHRICHTEN - Forschungszentrum Karlsruhe Jahrg. 34 2-3/2002 S. 175-182

Die elektrochemische Detektionnutzt in Dickschicht- und Dünn-schichttechniken hergestellte Me-tall- oder Graphitelektroden undelektrochemische Reaktionen derzu bestimmenden Analyten hier-an aus. Diese Elektroden könnenals Sensorelemente in Analysen-chips integriert und beispielswei-se für eine amperometrische De-tektion genutzt werden, da vielebiologisch relevante Spezieselektroaktiv sind. Parallel dazukönnen weitere Elektroden zurErzeugung elektrischer Felder in-tegriert werden, die für elektroki-netischen Transport und elektro-phoretische Trennung benötigtwerden. Somit eröffnet sich dieMöglichkeit, sowohl die Trennungder Analytspezies als auch derenDetektion in nur einer Technolo-gie im Chipformat zu vereinen.
Abb. 1 zeigt das Funktionsmustereines hybrid aufgebauten Kapil-larelektrophorese-Chips mit inte-
grierter elektrochemischer Detek-tion. Der Chip ist auf einer Sub-stratplatte aus Quarzglas aufge-baut, die Platin- oder Gold-Mikro-elektroden enthält, welche mittelsSputtern und lithografischem Lift-off-Prozess hergestellt wordensind. Darauf befindet sich alsDeckplatte ein Polymer (Polydi-methylsiloxan, PDMS) mit einereinfachen kreuzförmigen Mikro-kanalstruktur. Der Querschnitt derKanäle beträgt 50 µm, dieStrecken zwischen A und B betra-gen 8 mm und zwischen C und D38 mm. Minireservoirs dienen derAufnahme von Analyt- und Puffer-lösung für die elektrophoretischeTrennung. Über die elektrischeKontaktierung (erkennbar als me-tallische Leiterbahnen und Kon-taktinseln am Chiprand) erfolgendie elektrokinetische Injektion derAnalytlösung im Bereich derKreuzung (durch Anlegen einerSpannung zwischen 1 und 2), derTransport der Analytlösung unddie Trennung der Spezies imelektrischen Feld (Spannung liegtnun an zwischen 3 und 4) und dieDetektion durch Messung deskonzentrationsabhängigen Stro-mes an einer der Arbeitselektro-
den am Ausgang des Trennka-nals (siehe Detailaufnahme). AlsBeispiel ist die Trennung und deramperometrische Nachweis derNeurotransmitter Dopamin undBrenzkatechol in nur wenigen Se-kunden gezeigt (Abb. 2).
Eine in der Mikrosystemtechnikneuartige optische Methode zummarkierungsfreien Nachweis vonProteinen stellt der Prototyp einesoptischen Detektors auf Basis derLichtstreuung dar. Er erlaubt, Pro-teine ohne vorheriges Markierendurch Anbinden eines Fluores-zenzlabels, in Kapillarelektropho-rese-Chip-Systemen (CE-Chips)aufgrund des von den Prote-inen durch Laserlichtanregung(670 nm) gestreuten Lichts zu de-tektieren.
Lösliche Proteine haben bis zu ei-ner Molmasse von 500 kD einenDurchmesser von kleiner 15 nm,die Lichtstreuung erfolgt somitisotrop (P(ϑ) = 1, Rayleigh-Streu-
Direkter Nachweis von Proteinen inAnalysenchips durchLichtstreuung
ElektrochemischeDetektion von Biomolekülen aufmikrofluidischenAnalysenchips
176
(176)
Abb. 1: Kapillarelektrophorese-Analyse-Chip mit integrierter elektrischer Detektion (links) und Detailansicht derMesselektroden am Ausgang des Trennkanals (rechts).
Polymer- Deckel
Kanal-ausgang
Reservoir-öffnung
HV-Elektrode
Mikroelektroden für Detektion
Glas
Polymer
3 4
4
2
1
B
D
D
C
A

ung). Bezüglich des geometrisch-optischen Layouts sind planareChipstrukturen mit rechteckigausgebildeten Kanälen, wie sie inAnalysen-Chips durchaus typischsind, vorteilhaft. Die Fokussie-rung des Messstrahls in den Ka-
nal kann hier optimal ausgelegtwerden, so dass Nachweisgren-zen bis 1 µg Protein/ml grund-sätzlich möglich sind.
Der Aufbau des Detektors(Abb. 3) enthält neben dem Mess-
kanal noch einen optischen Refe-renzkanal, der einerseits zurKompensation von Schwankun-gen des Lasers dient und überden andererseits die Grundstreu-ung des Chipmaterials und desLaufpuffers in der Kapillare vorden Messungen abgeglichenwird. Erfasst und elektronisch ver-stärkt wird somit nur das durch dieStreuung der Proteine verursach-te Differenzsignal.
Abb. 4 a) zeigt den im Detektoreingelegten Chip. Deutlich zu er-kennen ist die klassische Kreuz-führung der Kapillaren eines CE-Chips. Die Justage des Chips inx-, y- und z-Richtung erfolgt aufeinem Mikroskoptisch. Nach vor-heriger Kompensation der Grund-intensität über einen Graukeil imReferenzkanal wird das vom Pro-benkanal kommende Messlichtmittels Fasern abgegriffen undauf den Differenzdetektor geleitet.Die Änderung der Streuung kann
177
(177)
Abb. 2: Amperometrische Detektion von Neurotransmittern anAu-Chipelektroden (Injektion: 2 s bei 0,5 kV, Trennpotential: 2 kV,Detektionsspannung: 1200 mV, Analytkonzentration: 0,5 mM inPuffer pH 5,5).
100
Dopamin
Brenzcatechin
Zeit [s]
Sign
al [n
A]
80
60
40
20
0
4 6 8 10
Abb. 3: Schematischer Aufbau der Streulichtmessung auf mikrofluidischen Chips.
CE-Chip
Messung Referenz
Graukeil
Differenz-Detektor+ Vorverstärker
Y-Verzweiger
LASER
Lock-In
Mikroskop

entweder als Schwächung desPrimärstrahls verfolgt oder untereinem Winkel von 8° bis 15° er-fasst werden. In Abb. 4 b) ist derZeitverlauf des Streusignals dar-gestellt, das bei Beprobung mit ei-ner Lösung von Rinderalbumin(BSA) in abnehmender Konzen-tration erhalten wurde.
Derzeit wird der Detektor in Ko-operation mit der École Polytech-nique Fédérale de Lausanne(EPFL) optimiert und anhand de-ren Chip-Strukturen getestet, wo-bei das Erreichen einer Nach-weisgrenze von 1 µg/ml ein vor-dringliches Entwicklungsziel dar-stellt. Damit stünde dann einekostengünstige und einfach reali-sierbare alternative Nachweisme-thode für Proteine ohne vorherigeMarkierung zur Verfügung, derenSensitivität für eine Vielzahl vonAnwendungen an Kapillarelektro-phorese-Proteinchips ausrei-chend wäre.
Ein weiteres Prinzip zur markie-rungsfreien Bestimmung von Bio-molekülen ist die direkte Messungder Massenzunahme einer sensi-tiven Oberfläche. Ein am For-schungszentrum Karlsruhe ent-wickelter Sensor beruht auf ei-nem SAW-Resonator ausgerüstetmit einer entsprechend biorezep-tiven Oberfläche. SAW steht hier-bei für Surface Acoustic Wave =Akustische Oberflächenwelle. Aufdiesem Resonator wird die mas-seabhängige Ausbreitung einerdurch Kristallschwingungen her-vorgerufenen akustischen Ober-flächenwelle gemessen [6].
Solche massensensitiven SAW-Sensoren stellen im Vergleich zuanderen massesensitiven Verfah-ren eine empfindliche Methode fürdie direkte markierungsfreie De-tektion von (Bio-)Molekülen wiez. B. Proteinen dar, und lassensich zudem noch vergleichsweisekostengünstig parallelisieren. Diesist immer dann ein Vorteil, wenn ei-ne große Zahl gleichartiger Unter-suchungen in möglichst kurzerZeit durchgeführt werden soll.
Abb. 5 zeigt das SAW-Bauele-ment, das aus einem piezoelektri-schen Substrat mit zwei aufge-brachten Interdigitaltransducernbesteht, von denen einer als Sen-der, der andere als Empfänger ar-beitet. Eine hochfrequente Wech-selspannung am Sendetransdu-cer erzeugt eine akustische Ober-flächenwelle, die über das Sub-strat läuft und im Empfänger-transducer wieder in ein elektri-sches Signal zurückverwandelt
MassensensitiveSensoren zumspezifischen Nachweisvon Proteinen und zur Quantifizierung vonProtein/Protein-Inter-aktionen
178
(178)
Abb. 4: a) Miniaturisierter Streulichtdetektor mit eingelegtem mikrofluidischen Chip. b) Test des Pro-teindetektors mit Rinderalbumin (Bovine Serum Albumin, BSA). Aufgetragen ist der Zeitverlauf desStreusignals bei sequentieller Beprobung mit abnehmenden Proteinkonzentrationen, jeweils 60 sProteinzugabe und nachfolgend 180 s Spülen mit Pufferlösung.
1.000 330 100 33 10
cBSA [µg/ml]
600
500
400
300
2000 180 360 540
Zeit [s]
Stre
usign
al [m
V]
720 900
a b

wird. Durch Integration diesesBauelements in einen Oszillator-schaltkreis erhält man, nach Aus-gleich von Dämpfung und Pha-senverschiebung der akustischenWelle, eine Schwingung mit spe-zifischer Resonanzfrequenz. Die-se Frequenz wird als Messsignalaus der Schaltung ausgekoppelt.
Das Signal ändert sich, wenn Bio-moleküle angelagert werden, dadiese aufgrund der Änderung vonMasse und Viskosität an derOberfläche die Schallgeschwin-digkeit der Oberflächenwelle be-einflussen.
Durch eine mikrofluidische Peri-pherie können kompakte Mess-zellen mit Volumina im Sub-Mi-kroliterbereich aufgebaut werden,die zudem einfach zu handhabensind; beides wichtige Vorausset-zungen für die Entwicklung einesflexiblen und leistungsfähigen Ar-rays. Liegen komplexe Matrizesvor, so können mit einem Array,wie es momentan entwickelt wird,bei geeigneter Wahl der Rezep-torschichten auf den Sensorenwährend einer Messung mehrereProteine zur gleichen Zeit spezi-fisch nebeneinander nachgewie-sen werden. Im Falle einer ent-
sprechenden Kalibration kannauch quantifiziert werden. Fallsnur ähnliche Proteine als Analytevorliegen, für die zunächst keinehochspezifischen Rezeptoren zurVerfügung stehen, lassen sich de-ren tatsächliche Konzentrationenebenfalls bestimmen, wenn Ver-fahren zur Signalmusterauswer-tung eingesetzt werden.
Unabhängig von einer Parallelisie-rung ermöglicht bereits die Inte-gration nur eines SAW-Detektorsin ein Fließ-Injektions-Analyse-System neben einer automatisier-ten Probenhandhabung vor allemdie Bestimmung kinetischer undthermodynamischer Konstanteneiner Bindungsreaktion an derOberfläche. Hierzu wird der Bin-dungsvorgang zeitaufgelöst beob-achtet. Das Prinzip beruht darauf,dass der ausgenutzte Bindungs-prozess von Analyt-Molekülen inLösung an oberflächengebunde-nen Rezeptoren aus zwei Schrit-ten besteht: Diffusion an die Ober-fläche und die eigentliche Bin-dungsreaktion. Die Rezeptordich-te an der Oberfläche bestimmt,welcher dieser beiden Schritte dergeschwindigkeitsbestimmende istund gibt somit den Informationsge-halt der Bindungskurve vor. In derAbb. 6 ist dieser Zusammenhang
179
(179)
Abb. 5: Schematische Darstellung des Aufbaus eines SAW-Oszil-latorschaltkreises.
selektive Rezeptorschicht
interdigitaleTransducer
Oberflächenwelle (433 MHz)
piezoelektrisches Substrat (LiTaO3)
SignalausgangHF-Verstärker
Abb. 6: Mess-Signale bei unterschiedlicher Konzentration des aufdem SAW-Resonator immobilisierten Rezeptors. Je nach Bedin-gungen werden kinetische und thermodynamische Größen zurCharakterisierung der Interaktionsanalyse zugänglich.
Urease25 µg/ml
BSA4 mg/ml
5
0
-5
-10
-15
-20
0 1000 2000
Massen-transport-Kontrolle
kinetischeKontrolle
3000 4000 5000Zeit [s]
Freq
uenz
[kHz
]
imm
ob. R
ezep
tor: a
nti-U
reas
e
Urease250 µg/ml

gezeigt. Im massentransportkon-trollierten (diffusionskontrollierten)Bereich kann die in der Lösungvorhandene Analyt-Konzentrationüber die Steigung der linearen Bin-dungskurve bestimmt werden, imkinetisch kontrollierten Bereichkönnen durch Kurvenanpassungkinetische und thermodynamischeKonstanten der Oberflächenreak-tion ermittelt werden.
Weltweit sind inzwischen eineVielzahl von Protein-Protein-In-teraktionen publiziert und qualita-tiv untersucht worden. Es fehlt je-doch meist an einer verlässlichenQuantifizierung dieser Reaktio-nen, die für ein tieferes Verständ-nis komplexer funktionaler Zu-sammenhänge, beispielsweiseauf zellulärer Ebene, notwendigist. Hier bietet sich das SAW-ba-sierte System aufgrund seiner be-reits heute erreichten Nachweis-stärke bis 4 pg/mm2 Protein, ein-fachen Parallelisierbarkeit und bi-orezeptiven Konditionierbarkeitals leistungsfähiges und auchkostengünstiges Analysenprinzipan.
Im Folgenden wird eine Entwick-lung vorgestellt, die allein zwarnoch kein Analysensystem ist, je-doch das Potenzial besitzt, zurKernkomponente eines Systemsfür Toxizitäts- und Wirksamkeits-tests zu werden. Es handelt sichum eine als „Cellchip®“ bezeich-nete Polymere Mikrokomponen-te, die es erlaubt, Zellen unter Er-halt ihrer Differenzierung über ei-nen langen Zeitraum zu kultivie-ren. Damit könnten solche Syste-me für Analysezwecke über län-gere Zeit nicht nur vital bleiben,sondern auch ihre spezifischenFunktionen erhalten und notfallswiederholt eingesetzt werden.
Der am Forschungszentrum ent-wickelte Ansatz, der auch für einespätere Anwendung als Leberun-terstützungssystem denkbar ist,geht davon aus, definierte Zell-zahlen bzw. Schichtdicken vonGewebe zu kultivieren, die sogaraktiv bei kurzen Versorgungswe-gen durchströmt bzw. überströmt
werden können und somit nichtdiffusionslimitiert sind. Dazu wirdein Raster für die Zellkultur ge-nutzt, das sich von der Größen-ordnung her an physiologischenMaßen orientiert. So beträgt etwadie mittlere freie Weglänge zwi-schen zwei Blutkapillaren ca.300 µm. Eine Gewebeschicht von150 µm Dicke kann also nochdurch Diffusion versorgt werden.Dieses Grundmaß wurde für dasDesign einer Gitterstruktur ge-wählt, das sich mikrotechnischrealisieren lässt. Als Materialienfür den mikrotechnisch hergestell-ten Cellchip® kommen Polymerewie Polymethylmethacrylat, Poly-carbonat oder andere in Frage,die sich in Heißpräge- bzw. Mikro-spritzgussverfahren gut verarbei-ten lassen. Solche Mikrostruktu-ren können auf einer Fläche von1 cm2 900 (30 x 30) Mikrocontai-ner beherbergen (Abb. 7). Der py-ramidenförmig strukturierte Bo-den ist porös, um Medium oderTestsubstanzen hindurch pumpenzu können (Abb. 8).
Zellkulturversuche mit Ratten-bzw. Schweinehepatozyten aufMikrostrukturen bestätigen denvorgestellten Ansatz: Die Zellenbleiben sogar ohne aktive Medi-umversorgung (nur durch Diffusi-on versorgt) auf lange Zeit vitalund funktionsfähig. Damit ist die-ses System grundsätzlich geeig-net als Basis für Testsysteme bishin zu einem extrakorporalen Or-ganersatz. Besonders für die letz-te Anwendung sind allerdingsnoch eine Vielzahl weiterer Pro-bleme zu lösen. Unter anderemmuss die Oberfläche der einge-setzten Polymere für die Zellenangemessen funktionalisiert wer-den [5]. Neben der Anwendung
Biohybride CellChips fürStoffwechseltests
180
(180)
Abb. 7: Schematische Darstellung des Aufbaus einer Mikrostruktur, die zurBesiedlung mit Zellen geeignet ist.
poröser Bodenminimaler Porendurchmesser < 2 µm
300 µm
300 µm
300 µm 50 µm

als biohybrides Lebersystem,werden auch weitere Anwendun-gen angestrebt, etwa die Expan-sion von Knochenmark oder dieZüchtung von Dünndarmgewebeund Haut.
Die Möglichkeit präzise definierteGewebeschichten und -geometri-en kultivieren zu können ist einentscheidender Vorteil gegenü-ber anderen dreidimensionalenKultivierungsverfahren. Geradedies macht die Mikrostrukturen fürdie Pharma- und Wirkstofffor-schung interessant. Es ließensich in solchen Arrays Toxizitäts-und Wirksamkeitstests an In-vitro-Geweben miniaturisieren. Die Ra-steranordnung von 900 Mikrocon-tainern auf nur 1 cm2 Flächekommt dem Bestreben entgegen,immer kleinere Probenvoluminazu verwenden. Damit lässt sichnicht nur für Anwendungen im so-genannten High-Throughput-Screening der Probendurchsatzsteigern, sondern es besteht auchdie Möglichkeit das erforderlicheProbenvolumen, das inzwischeneinen bedeutenden Kostenfaktordarstellt, zu reduzieren.
Erste Entwicklungsbeispiele vonmarkierungsfreien Detektionsver-fahren für den Nachweis von Pro-teinen und zum Aufbau einesSystems für wirkungsspezifischeTests wurden vorgestellt. Dabeizeigte sich, dass insbesondereelektrochemische Ansätze dasPotenzial besitzen, in einer Tech-nologie den Protein-Nachweisgleichzeitig mit Maßnahmen zumProbentransport zu verbinden.Damit eröffnet sich die prinzipielleMöglichkeit, in nur einem Ferti-gungsschritt („Metallisierung“)zwei Funktionalitäten in neuartigeAnalysensysteme zu integrieren.Mit dem Funktionsmuster einesminiaturisierten Verfahrens zumNachweis von Proteinen durchStreulichtmessung steht einneuartiges unspezifisches opti-sches Prinzip zur Verfügung, dasden Nachweis von unmarkiertenProteinen bereits heute bis in denunteren µg/ml-Bereich ermög-licht. Hinsichtlich des spezifi-schen Nachweises von Proteinenermöglicht das SAW-gestützte
Verfahren den Aufbau eines mas-sesensitiven Biosensorsystems,das sowohl parallelisiert werdenkann als auch – abhängig von derangewandten Methode – eineQuantifizierung von Proteininter-aktionen erlaubt. Dabei ist schonheute abzusehen, dass im Ver-gleich zu kommerziell vertriebe-nen Technologien, eine mittelfris-tige Realisierung von mobilenGeräten für die medizinische Dia-gnostik zu attraktiven wirtschaftli-chen Bedingungen möglich wird.Das abschließend vorgestellteCellchip®-System zur Kultivierungvon Zellen erlaubt grundsätzlichden Aufbau von neuartigen undlebensnahen Toxizitäts- und Wirk-samkeitstest für die Pharmafor-schung.
Zusammenfassung undAusblick
181
(181)
Abb. 8: Mikrostruktur mit Perfusionskanälen, die durch Excimer-Laser-Beschuss hergestellt wur-den. Links: Aufsicht auf einen Mikrocontainer (300 µm Innenbreite), rechts: Ausschnittvergrößerungeiner pyramidenförmigen Vertiefung (Kanaldurchmesser ca. 2 µm).

Wichtige Anregungen zur Ent-wicklung von in Analyse-Chips in-tegrierbaren elektrochemischenDetektionsmethoden verdankenwir Herrn Prof. Dr. P. C. Hauservom Department Chemie der Uni-versität Basel.
Besonderer Dank gilt Frau Prof.Ruth Freitag, EPFL, für die anre-genden Diskussionen und die Be-reitstellung der von ihr entwickel-ten Analysenchips.
Wir danken auch den KollegenThomas Schaller, Dr. Volker Piot-ter und Dr. Wilhelm Pfleging so-
wie deren Mitarbeitern, die bei derHerstellung der CellChips we-sentliche Beiträge geleistet ha-ben.
Danksagung
182
(182)
[1] J. C. Venter, M. D. Adams, E. W. Myers et al,Science 291 (2001) 1304-1351
[2] F. Lottspeich, Angew. Chem. Int. Ed. 38 (1999)2476-2492
[3] R. F. Service, Science 294 (2001) 2074-2076
[4] N. Barié, M. Rapp, H. Siegrist,Analusis 27 (7/1999) 622-629
[5] A. Welle,Nachrichten 33 (4/2001) 295-304
Literatur

Die Miniaturisierung von Analyse-techniken und analytischen Me-thoden ist kein Selbstzweck. Viel-mehr handelt es sich um einenTrend, der einerseits der Notwen-digkeit, zunehmend sparsamermit Reaktionslösungen umzuge-hen, unterliegt und andererseitseine Reihe von analytischen Vor-teilen erschließt, die konventio-nellen Techniken aufgrund ihrermakroskopischen Dimension ver-schlossen sind. So ist es auchkein Wunder, dass im aktuellenTrendbericht zur AnalytischenChemie 2001 in den „Blauen Blät-tern“ (Nachrichten aus der Che-mie) neben biochemischen Nach-weismethoden die „verstärkteNutzung miniaturisierter Techni-ken, selbst in Gebieten, die bis-lang als Domäne des klassischenApparatebaus galten“, beobach-tet werden [1]. Bis dann aber dieVision eines Laboratoriums aufeinem Chip – als sog. „lab-on-a-chip“ bezeichnet und vergleichbarzu den Prozessorchips der Com-puterindustrie gemeint – realisiertsein wird, bleibt noch einiges zutun. Fest steht jedoch bereits heu-te, über ein Jahrzehnt nachdemzum ersten Mal das Konzept derauch als „µTAS1)“ bezeichnetenAnalyseneinheiten formuliert wur-de [2], dass mikrotechnische undhier insbesondere mikrofluidischeProzesse den Schlüssel zum Auf-bau neuartiger miniaturisierterAnalysenverfahren bilden. Unddass diese wahrscheinlich dieMethoden der Umwelt- Lebens-mittel- und anderer Analytiken bis
hin zur medizinischen Diagnostikverändern werden [3].
Die Miniaturisierung von analy-tischen Verfahren verspricht da-bei ganz allgemein eine Reihevon Vorteilen, wie
Verkürzung von Analysen-zeiten,
Erhöhung der Qualität derAnalysenergebnisse,
Parallelisierung von funktiona-len Komponenten und Integra-tion von Funktionen,
Verringerung des Bedarfs anProbe und Reagenzien undsomit weniger anfallenderAbfall,
Verminderung entstehenderKosten,
Portabilität miniaturisierterSysteme.
Wobei natürlich nicht übersehenwerden darf, dass Miniaturisie-rung alleine nicht gleich alles bes-ser macht. Hier sind auf die jewei-ligen Anwendungen abgestimmteLösungen zu entwickeln und glei-chermaßen eine einzelfallabhän-gige Priorisierung der vorstehen-den möglichen Voreile vorzuneh-men. So sind nicht alle Vorteileimmer in Einklang zu bringen.Beispielsweise ist es eher un-wahrscheinlich, dass eine mikro-technische Analysen-Einheit, diemehrere Funktionen integriert,auch gleichzeitig sehr kosten-günstig ist, wenngleich sie aberwahrscheinlich eine bessere ana-lytische Leistung im Vergleich zueinem Aufbau zeigt, der aus Ein-zelkomponenten besteht.
Ein unbestritten positives Beispielfür den Nutzen der Miniaturisie-
rung in der Analytik stellt die chro-matographische Trennung dar. Soist die bei Kombination miniaturi-sierter Kanalgeometrien mit elek-trokinetischen Effekten erreichba-re erhöhte Trennleistung durch ei-ne Verringerung charakteristi-scher Dimensionen bedingt undermöglicht damit die Steigerungder Qualität des Analysenergeb-nisses [4]. Wobei festgestellt wer-den muss, dass diese auch vonder Empfindlichkeit der eingesetz-ten Detektionsverfahren abhängt.
Um abschließend die eingangsgestellte Frage zu beantworten:Heute passt ein Analysenlaborwohl noch nicht auf einen Chip.Aber wie Abb. 1 zeigt, passt einemögliche Einzelkomponente ei-nes künftigen mikrofluidischenAnalysenchips immerhin schonmal auf einen Finger. So werdendenn gemeinsame Entwicklun-gen an der Schnittstelle von Mi-krofluidik und Nanotechnik sowieBiosensorik, Mikroelektronik undInformatik in Zukunft Neuerungeninsbesondere in den BereichenSimulation, Fertigungsverfahren,Oberflächenmodifikation undNachweismethoden generieren,die uns dem Labor im Chipformatdamit näher kommen lassen.
Passt ein Analysenlaborauf einen Chip?
183
(183)
Die Vision des schrumpfenden Labors: Mikrofluidische Lösungen für analytischeAnwendungen in den Life SciencesM. Kautt, MIKRO; S. Halstenberg, IAI; D. Moss FGS; A. Guber, D. Herrmann, A. Muslija, IMT
NACHRICHTEN - Forschungszentrum Karlsruhe Jahrg. 34 2-3/2002 S. 183-189
1) Miniaturized Total Analysis System
Abb. 1: Kapillar-Elektrophorese-Einheit inKunststoff abgeformt und zum Größenver-gleich auf einem Finger platziert.

Unter Mikrokapillaren verstehtman allgemein geschlosseneKanäle, deren (in der Mikrosys-temtechnik meist rechteckiger)Querschnitt etwa in der Größen-ordnung eines menschlichenHaares liegt (rd. 60 µm). Sie bil-den die Grundlage für mikrofluidi-sche Komponenten, die nebenden Kapillaren noch weitere funk-tionstragende Teile besitzen, de-ren geometrische Abmessungenim Bereich zwischen 10 und eini-gen 100 Mikrometern liegen. Sol-che mikrofluidischen Systeme fürbioanalytische Anwendungenwerden typischerweise planaraufgebaut. Man spricht hier oftvon sogenannten „Analysen-Chips“. Abb. 1 zeigt eine Einheiteines weiter unten beschriebe-nen Analysen-Chips im Vergleichzu den papillaren Linien einesFingers.
Effiziente Simulations-verfahren für komplexemikrofluidische Situationen
Beim Entwurf von fluidischen Mi-krosystemen bzw. -komponentenreduziert der Einsatz rechnerge-stützter Werkzeuge den Entwick-lungsaufwand bedeutend undhilft, die gewünschten Fließeigen-schaften vorherzusagen und re-produzierbar einzustellen.
Dringt eine Flüssigkeit in einenstrukturierten Mikrokanal ein unddrängt dabei ein anderes Fluidaus dem Kanal heraus, so musseine transiente, d. h. sich wäh-rend der Betrachtung verändern-de, Mehrphasenströmung be-trachtet werden unter Berück-sichtigung der freien Oberflächeund der Kapillarkraft. Das Voran-schreiten der Flüssigkeit geht miteiner Änderung der Grenz-flächenform einher und ist damitaufgrund der meist hohen Kom-plexität der Geometrie analytischnicht hinreichend erfassbar. Zur
Nachbildung des Strömungsver-haltens können nun jedoch Simu-lationsmethoden, wie z. B. die Fi-nite Volumen Methode (FVM),eingesetzt werden, die eine hoheDiskretisierung des Strömungs-raums vornehmen und so in ihrenErgebnissen analytischen Lösun-gen hinreichend nahe kommen.
Um den hohen zeitlichen Aufwandbei der Simulation komplexer Geo-metrien zu reduzieren, wurde amForschungszentrum ein Konzeptzur Erstellung eines geeignetenGesamtmodells erarbeitet [5]. Da-bei wird das Strömungsproblem inmehrere Bereiche unterteilt, wobeifür jeden Bereich Modelle auf phy-sikalischer Modellebene (z.B.FVM-Modelle) erstellt werden. Ausden Simulationsergebnissen wer-den Modelle einer höheren Mo-dellebene, z. B. Netzwerkmodelle,verbessert oder generiert. Das be-deutet, dass sich die Komplexitätdes Gesamtproblems zunächstdurch die Aufteilung in mehrereuntergeordnete Bereiche redu-ziert. Nachfolgend werden die Si-mulationsergebnisse dazu einge-setzt, das Gesamtproblem auf ei-ner höheren Modellebene, z. B.mit einem Netzwerkmodell, zu be-schreiben. Im Gegensatz zu denModellen auf physikalischer Ebe-ne besitzt das höhere Modell desGesamtproblems einen geringe-ren Simulationsaufwand. Diesführt somit in kürzerer Zeit zu nutz-baren Ergebnissen.
Zur Unterteilung des Strömungs-gebietes in die zu modellierendenBereiche wird die Symmetrie der Struktur ausgenutzt (sieheAbb. 2). Ein entsprechendes para-metrisierbares FVM-Modell wirderstellt, das in den vom Entwicklervorgegebenen Parametern vari-
Modellierung des Ver-haltens von strömendenFlüssigkeiten in Mikro-kapillaren
184
(184)
Abb. 2: Funktionseinheit (Ausschnitt) eines als medizinischer Teststreifenvorgesehenen Analysenchips (Abbildung mit freundlicher Genehmigung derSTEAG microParts GmbH, Dortmund).

iert werden kann. Die Generie-rung des Modells aus den Geo-metrieangaben erfolgt dann auto-matisch. So können in dem abge-bildeten Beispiel verschiedeneGeometrieparameter, die die Säu-lenstruktur die (z. B. Säulenhöhe,Säulendurchmesser) beschrei-ben.
Vor der Durchführung einer Simu-lation sind die Eingabe- und Aus-gabegrößen festzulegen. Wennwie im Falle einer einphasigenStrömung die Abhängigkeit des re-sultierenden Volumenstroms vonder anliegenden Druckdifferenzerfasst werden soll (Abb. 3 a),dann dienen als Referenzdatenzur Erstellung des höheren Mo-dells Simulationsergebnisse fürunterschiedliche Druckdifferenzenund unterschiedliche Säulen-höhen (Abb. 3 b).
Weitere Arbeiten zur modellhaf-ten Beschreibung und zur Simula-tion von Strömungen in Kapillarensind dem Beitrag von Ehrhard etal., ebenfalls in diesem Band, zuentnehmen [6].
High-Throughput-Screening (zuDeutsch etwa „Hochdurchsatz-Ausleseprüfung“) ist eines derSchlagworte bei der Suche nachbesseren Wirkstoffen für neueMedikamente. Allgemein verstehtman darunter das vollautomati-sierte Testen vieler niedermoleku-larer Verbindungen auf bestimm-te biologische Wirkungen hin.
Das am Forschungszentrum ent-wickelte Screening-Verfahrennutzt aus, dass eine Interaktionzwischen einem Arzneimittelkan-didat und einem sogenannten„Targetprotein“ zu einem Kom-plex führt und sich hierdurch Än-derungen in den Schwingungsei-genschaften der Moleküle erge-ben. Diese Molekül-Schwingun-gen können mittels FTIR-Spek-troskopie (von Fourier-Transform-Infrarotspektroskopie) bestimmtwerden. Vergleicht man nun zwei
Zustände, wie etwa das Sum-menspektrum aus ungemischtenTarget- und Arzneimittelkandidat-Lösungen mit dem Spektrum derMischung, muss im Falle einer In-teraktion, die dann einen starkenHinweis auf die mögliche Eignungdes Kandidaten als Wirkstoff ge-ben würde, ein anderes Spektrumresultieren (Abb. 4). Da es sichauch bei einer Interaktion nur umsehr kleine strukturelle Änderun-gen handeln wird, wurde mit dersogenannten Differenzspektro-skopie eine empfindliche Metho-de entwickelt, die auch kleinsteUnterschiede noch sichtbarmacht.
Das Verfahren nutzt dabei also in-trinsische optische Eigenschaftender Proteine im mittleren Infrarot-Spektralbereich aus, so dass eineDetektion von Protein-Arzneimit-tel-Wechselwirkungen ohne zu-sätzliche Markierung, Färbungoder Immobilisierung möglich ist.Exemplarisch sind in Abb. 5 an-hand der Wechselwirkung zwi-schen dem Enzym Trypsin und
Mikrofluidische Dünnschichtzelle für das High-Throughput-Screening
185
(185)
Abb. 3: a) Darstellung des simulierten Volumenstroms zwischen den Säulen in Abhängigkeit der Druckdifferenz;b) Simulationsergebnisse für unterschiedliche Druckdifferenzen unterschiedliche Säulenhöhen. Diese dienenals Referenzdaten zur Erstellung des höheren Modells.
Durch
fluss
[m
3 /s]
1e–099e–108e–107e–106e–105e–104e–103e–102e–101e–10
00 500 1000
Differenzdruck [Pa]
Säule 75uSäule 50uSäule 25u
1500 2000 2500

fünf verschiedenen niedermole-kularen Verbindungen die resul-tierenden Differenzspektren ge-zeigt.
Man erkennt nur in drei Fällen einausgeprägtes Differenzspektrum,was auf eine Interaktion hindeu-tet. Die als Kontrollsubstanzeneingesetzten Säuren zeigen kei-ne nennenswerten Differenzen,also auch keine Interaktion.
Trotz der analytischen Leistungs-fähigkeit des Verfahrens ließ ersteine mikrotechnische Entwick-lung die FTIR-Differenzspektro-skopie zu einer auch kommerziellbeachteten Technik werden. Somuss nämlich bei wässrigen Lö-sungen – und hierum handelt essich im Pharmascreening übli-cherweise – die starke Absorptionvon Infrarotlicht durch das als Lö-sungsmittel dienende Wasserberücksichtigt werden. Dahermüssen die Messungen bei eineroptischen Weglänge und damitSchichtdicke einer Messzelle vonhöchstens 10 µm erfolgen. DasFördern von wässrigen Protein-lösungen durch derart dünne
186
(186)
Abb. 4: Prinzip des Nachweises der Komplexbildung zwischen Proteinen und Arzneimittel-Kandidaten mittelsFTIR-Spektroskopie. Aufgrund der Komplexbildung unterscheiden sich das Summenspektrum und das Mi-schungsspektrum.
Target-Protein
Arzneimittel-Kandidat
Summen-spektrum
Mischungs-spektrum
Komplex
Abb. 5: FTIR-Differenzspektren, die durch Mischung des EnzymsTrypsin mit Hemmstoffen (obere 3 Spektren) bzw. mit Kontroll-substanzen (untere 2 Spektren) erhalten wurden.
Benzamidin
Leupeptin
Propionyl-Leupeptin
Benzoesäure
Hydroxyzimtsäure
∆A = 0.001
1900 1800 1700 1600 1500
Wellenzahl [cm–1]
1400 1300 1200

Schichten erzeugt jedoch Drückein der Messzelle bis etwa 25 bar.Da nun die Strukturänderungenim Protein, und daher auch die zuerfassenden Spektraländerun-gen, extrem klein sind, bedeutetdies, dass es auch bei hohemDruck zu keiner Änderung derSchichtdicke kommen darf. Be-reits eine Schichtdickenänderungvon 10 nm würde zu einem unak-zeptabel großen Störsignal füh-ren. Hierzu musste eine neuartigemikrofluidische Durchflusszelleentwickelt werden, die zwi-schenzeitlich unter den NamenAquaSpec™ von einem Startup-Unternehmen, an dem auch zweiehemalige Doktoranden des For-schungszentrums beteiligt sind,vertrieben wird (Abb. 6).
Für die Entwicklung neuer Medi-kamente werden heute in derpharmazeutischen Industrie typi-scherweise mehr als 100.000Substanzen pro Woche auf ihreWirksamkeit hin überprüft. Dabeikommen vorzugsweise Mikrotiter-platten aus Kunststoff als groß-flächige Testplattformen zum Ein-satz. Diese enthalten auf einerstandardisierten Grundfläche von125 mm x 85 mm, mehrere hun-dert bzw. tausend individuelle, mi-niaturisierte Reaktionskammern,sogenannte Wells. Konventionel-le, am Markt befindliche Mikroti-terplatten besitzen 96, 384 oder1536 Wells, wobei das Well-Volu-men zwischen 1 ml und 12 µl liegt.Dabei stellt generell das Handlingvon sehr kleinen Probenvoluminaim Mikroliter-Bereich ein erhebli-
ches Problem dar, da Verduns-tungseffekte immer mehr zumTragen kommen. Durch den Ein-satz von gekammerten mikroflui-dischen Kanalsystemen anstelleder offenen Wells werden die Ver-dunstungseffekte deutlich mini-miert. Das bietet zudem die Mög-lichkeit, in den Mikrokanälenkleinste Probenmengen aufzuar-beiten, zu trennen oder sie mitweiteren Substanzen zu vermi-schen. Diese als Lab-on-a-Chipbezeichneten Systeme zeichnensich aufgrund der kleinen Ka-nalabmessungen auch durch ei-nen sehr geringen Chemikalien-verbrauch aus.
Mit mikrotechnischen Fertigungs-methoden konnten erstmalig Mikrotiterplatten im Standardfor-mat aus Kunststoff mit 96 gleich-artig ausgebildeten mikrofluidi-schen Strukturen realisiert wer-den (Abb. 7), die in ihrem prinzipi-ellen Aufbau Kapillarelektropho-rese-Einheiten entsprechen. DieWahl von Kunststoff, im Vergleichzu anderen in der Mikrosystem-
technik gängigen Materialien, er-laubt dabei den Zugang zu poten-tiell kostengünstigen Analysen-chips. Neben der allgemein für ei-ne kommerzielle Nutzung erfor-derlichen hohen Wirtschaftlichkeiteröffnet sich hierdurch, die Mög-lichkeit, komplexe mikrofluidischeKomponenten auch als Einweg-komponente zu ge- und verbrau-chen. Hier bietet Kunststoff einer-seits die Möglichkeit, bis zu 2Größenordnungen günstiger sein
Eine Mikrotiterplatte aus Kunststoff mit 96integrierten mikro-fluidischen Strukturen
187
(187)
Abb. 6: AquaSpec™-Zelle (Abbildung mitfreundlicher Genehmigung der Fa. micro-biolytics, Freiburg).
Abb. 6: AquaSpec™-Zelle (Abbildung mit freundlicher Genehmi-gung der Fa. micro-biolytics, Freiburg).

zu können als mit anderen Mate-rialien [7]. Andererseits zeichnensich Kunststoffe durch eine fürMassenprodukte vorteilhafte ho-he Toleranz gegenüber mechani-scher Belastung, eine hohe Mate-rialvielfalt und die Möglichkeit zurvielseitigen Modifizierung derOberflächen aus.
Jede der 96 Mikrokanal-Strukturenbesteht aus zwei sich kreuzendenMikrokanälen, an deren Ende sichjeweils Zugangsöffnungen (Reser-voirstrukturen) zur Aufnahme vonProbenmaterial befinden. DieKanäle sind jeweils 100 µm breitund 50 µm tief. Im Kreuzungsbe-reich beträgt das Volumen etwa600 pl. Die Trennstrecke ist ausPlatzgründen mäanderförmig an-geordnet und ist insgesamt 40 mmlang. Um das zu analysierendeProbengemisch definiert bewegenund trennen zu können, werdenelektrische Spannungen angelegtund über elektrische Leiterbahnenan die Reservoire geführt.
Die elektrische Kontaktierung al-ler 384 Reservoirbereiche erfolgtüber Leiterbahnen, die in die mi-krostrukturierte Kunststoffplatteintegriert sind (Abb. 8). Füllt manden langen Kanal mit Agarose-Gel, können durch Anlegen eineselektrischen Feldes geringe Men-gen eines Probengemischs in dasKanalsystem eingeschleust undgetrennt werden. Dies ist anhanddes Standfotos einer Videose-quenz in Abb. 9 gezeigt. Erfolgtdies bei allen 96 Strukturen zurselben Zeit, so können parallelTrennungen von Substanzgemi-schen durchgeführt werden.
Es wurde gezeigt, wie neuartigerechnergestützte Simulationsmit-tel helfen, das Potenzial mikroflui-discher Strukturen zum Aufbauvon neuartigen Analysenchips invertretbarer Zeit und mit vertret-barem Rechenaufwand in kon-krete Geometrien und Designvor-schläge umzusetzen. Weiterhinwurden Beispiele vorgestellt, um
bereits heute die Menge an kost-barem Probenmaterial und die er-forderliche Reaktandenmenge ineiner Analyse zu reduzieren, beigleichzeitiger Erhöhung der Zahlan Untersuchungen. Die Mikro-fluidik wurde anhand von erstenEntwicklungsbeispielen vorge-stellt als eine Schlüsseltechnikauf dem Weg zu hochintegriertenAnalysensystemen, die in ihrerzukünftig vollständigen Ausprä-gung zu als µTAS oder Lab-on-a-Chip-Systeme bezeichneten Ana-lysenverfahren führen sollen.
Dem Bundesministerium für Bil-dung und Forschung gilt der Dankder AutorInnen für die Förderungdes Verbundprojektes OMID(„Optimierung von Mikrosyste-men für Diagnose- und Überwa-chungsanwendungen“), in des-sen Verlauf die hier dargestelltenErgebnisse zur Simulation erar-beitet wurden. Weiterer Dank giltden Projektpartnern STEAGmicroParts GmbH und UniversitätBremen für Ihre hervorragendenBeiträge.
Die Arbeiten zur Entwicklung ei-ner Dünnschichtzelle für dieFTIR-Spektroskopie hätten ohnedie Beiträge von Kathrin Füchsle,Ralf Masuch und Andreas Wolf(die beiden letztgenannten vonder micro-biolytics GmbH, Frei-burg) nicht zu den gezeigten Er-folgen führen können.
Wir bedanken uns bei Dr. An-dreas Gerlach von der GreinerBio-One GmbH für die sehr guteZusammenarbeit und den Kolle-gen Dr. Mathias Heckele und Tho-mas Schaller für die unverzicht-bare Unterstützung.
Danksagung
Zusammenfassung
188
(188)
Abb. 8: Die elektrische Kontaktierung dervier Reservoire jeder mikrofluidischen CE-Struktur erfolgt durch aufgedampfte Lei-terbahnen aus Gold (Abbildung mit freund-licher Genehmigung der Firma GreinerBio-One, Frickenhausen).
Abb. 9: Der im Kreuzungsbereich generier-te Pfropf einer Farbstoff/DNA-Mischungwandert nach dem Anlegen einer elektri-schen Spannung nach rechts in den Trenn-kanal. An der unteren Kanalseite erfolgteein Abriss, während von oben noch Sub-stanz mitgezogen wird.

189
(189)
[1] R. Nießner, J. Broekaert, J. W. Einax,H. Emons, W. Engelwald, K. Heumann, H. Hutter, D. Knopp, R. Krska, U. Panne, U. Pyell, R. Salzer, F. Scheller, W. Stöcklein,N. Trautmann, M. Weller, Nachr. Chemie 50 (4/2001) 455-464 und 483-487
[2] A. Manz, N. Graber, H. M. WidmerSensors and Actuators B1 (1990)244-248
[3] J. M. Ramsey Nat. Biotech. 17 (1999) 1061-1062
[4] C. S. Effenhauser, in: A. Manz, H. Becker (Eds.)Microsystem Technology inChemistry and Life Sciences,Springer Verlag Berlin Heidelberg(1998) 51-82
[5] S. Halstenberg, H. Eggert, A. Quinte,K.-P. Scherer,Sensor 2001 10th Int. Conf.,Nürnberg, Germany
[6] P. Ehrhard, G. Janssens-Maenhout, I. Meisel, Thomas Schulenberg, diese Nachrichten
[7] J. M. Wilkinson, Microm. Dev. 4 (3/1999) 1-3
Literatur

Der Brockhaus schreibt zum Be-griff Lithographie: „GeschliffenerSolnhofener Schiefer, mit Fett-kreide beschrieben und mit sau-rer Gummiarabicum-Lösung ge-ätzt, nimmt nur an den beschrie-benen Stellen die Druckfarbe an(lithos = stein; graphein = schrei-ben, zeichnen)“. Erfunden wurdedie Lithographie von Alois Sene-felder, Autor von Komödien und
Liedern, im Jahr 1789, der nacheiner Technik suchte, seineStücke zu kopieren. Er handelteschon damals so, wie es heutevon uns angewandten Wissen-schaftlern verlangt wird: er er-kannte die kommerziellen Chan-cen des Verfahrens und meldetees zum Patent an (1799). Die An-wendung des Verfahrens im Be-reich der Kunst ließ nicht langeauf sich warten, wurde aber langeZeit nicht so recht als eigenstän-
dige Kunstform akzeptiert. Diesänderte sich spätestens mit den Lithographien von Henri deToulouse-Lautrec. Die Weiterent-wicklung im Bereich der Massen-reproduktion führte zum heutigenOffset-Druck.
Die Weiterentwicklung zur Struk-turierung von Substraten für tech-nische Anwendungen begann mitder Verfügbarkeit von Fotolacken.Die Strukturierung von Foto-lacken ist ähnlich wie in der Foto-grafie mit Hilfe eines Belichtungs-und Entwicklungsschritts mög-lich. Die Strukturen von Foto-lacken können deswegen in derLithographie zur Strukturierungdes Substrats durch Ätzen ver-wendet werden. Hier rührt der imFolgenden synonym verwendeteBegriff „Resist“ her, denn die Fo-tolackstrukturen müssen der Ätz-lösung „widerstehen“.
Das Schema ist in Abb. 1 für Posi-tivlacke und für Negativlacke dar-gestellt. Die „technische“ Litho-graphie besteht somit aus derProzessfolge:
Beschichten
Bestrahlen
Entwickeln
Ätzen oder andere Form derNutzung der Struktur
Strippen
Die Selektivität spielt für die Mate-rialauswahl eine zentrale Rolle.Beim Entwickeln muss eine Lö-sung gefunden werden, derenLösungsgeschwindigkeiten imbelichteten und unbelichteten Be-reich sich sehr stark unterschei-den (Kontrast des Prozesses).Die Lösungen, die zur Strukturie-rung des Substrats eingesetzt
Einleitung
190
(190)
Lithographische Verfahren zur Mustererzeugung inder MikrosystemtechnikJ. Schulz, D. Maas, J. Mohr, IMT
NACHRICHTEN - Forschungszentrum Karlsruhe Jahrg. 34 2-3/2002 S. 190-197
Abb. 1: Darstellung der prinzipiellen Schritte der technischen Lithographie:Bestrahlung, Entwicklung, Ätzen der Strukturen und Strippen. Bei Positiv-Re-sists werden die belichteten Bereiche wegentwickelt, bei Negativ-Resists dieunbelichteten. Die unterschiedlichen Entwicklungsraten der belichteten undunbelichteten Bereiche beruhen bei Positiv-Resists z.B. auf einer deutlichenReduzierung des Molekulargewichts (PMMA) oder auf chemischen Reaktio-nen, die die Polarität deutlich erhöhen (Novolak). Bei Negativ-Resists ist diegeläufigste Wirkungsweise eine Vernetzungsreaktion (z.B. SU-8).
Entwicklung
Strahlung / Licht
Ätzen und Strippen
Resist
Resist Resist
dünner Film
Substrat
Positiv-Resist Negativ-Resist
belichteterBereich

werden, dürfen die Resiststruktu-ren nicht angreifen. Andererseitsmuss beim Strippen der Struktu-ren der (eventuell chemisch ver-änderte) Resist sehr gut aufge-löst, die hergestellten Strukturenaber nicht angelöst werden.
Die Resiststrukturen dienen alsozum Ätzen des Substrats (sub-straktive Strukturierung). Sie kön-nen aber auch zum Auffüllen derfreigelegten Bereiche (additiveStrukturierung, wie z.B. im LIGA-Verfahren) oder – vor allem in derHalbleiterstrukturierung – zumHerstellen lokaler Dotierungendurch Ionenimplantation verwen-det werden. In ganz seltenen Fäl-
len wird die Resiststruktur selbstgenutzt. Hierzu später noch einBeispiel.
Tab. 1 gibt einen groben Über-blick über die heutigen Einsatzge-biete und die wesentlichen Cha-rakteristika von lithographischenVerfahren.
Abb. 2 zeigt Strukturen aus derHalbleitertechnik und eine Auflis-tung der möglichen Fehler [1].
Für die Auswahl und genauereFestlegung der Prozessschritte
sind neben den technisch erziel-baren Eigenschaften vor allemdie Investitionskosten und dieAuswirkungen auf die Produkti-onskosten ausschlaggebend.
Im Folgenden werden nur die amIMT verfügbaren Prozessschrittenäher beleuchtet.
Beschichtung des Substratsmit Resist
Spin-Coating ist eine apparativeinfache und sehr verbreiteteTechnik, um auf runden Substra-ten gleichmäßige Schichten zwi-schen 0,1 µm und 100 µm Dickeaufzubringen. Das Substrat wirdauf einen motorgetriebenen Tellergelegt, der in Lösemittel gelösteResist wird z.B. aus einer Pipetteaufdosiert und der Motor wird ge-startet. Zur Berechnung der sichergebenden Schichtdicke exis-tiert übrigens eine der wenigengeschlossenen Lösungen der Na-vier-Stokes-Gleichungen:
Hierbei ist: h die Schichtdickenach dem Schleudervorgang, h0
die Schichtdicke vor dem Schleu-dervorgang, ρ die Dichte, η dieZähigkeit der Flüssigkeit, ω dieKreisfrequenz und t die Schleu-derzeit. Bei sehr kleinen Schicht-dicken ist es oft schwierig eine ge-schlossene Schicht (pin-hole-free) zu erzeugen. Bei dickenSchichten wird die Homogenitätder Dicke wegen des möglichenFließens bei auch nur leichterSchräglage im Gravitationsfeldzum Problem, ebenso stört eineRandüberhöhung, die sich meh-rere Zentimeter vom Rand zur
h =h0
[ 1 + (4ρω2 / 3η) h02 t ]
Prozessschritte derLithographie
191
(191)
Einsatzgebiet Substrat Auflösung Höhe
Chips 8 inch 0,2 µm 1 µm
Flip-Chip 8 inch 30 µm 30 µm
Leiterplatte DIN A3 100 µm 10 µm
Schreib-/Leseköpfe 8 inch 30 µm 100 µm
Tab. 1: Zusammenstellung der Einsatzgebiete der Lithographiemit den höchsten Umsatzvolumina und den dazugehörigen tech-nischen Grundparametern. Die Tabelle dient der Orientierung undstellt nicht die „vorderste Front“ der Technologie dar.
Abb. 2: Beispiel für Lithographiestrukturen bei der Chip-Herstel-lung. Stichwortartig einige technologische Probleme, die es zubeherrschen gilt: Verträglichkeit der Prozessfolgen, Auflösung,Streulicht, Reflexion vom Substrat, Defekte, Profil- und Tiefen-schärfe, Homogenität über der Fläche, Justierung, Verzüge, Stu-fenbedeckung, Spannungsrisse, Haftung, Sauberkeit nach demStrippen. Die Auswirkungen von Fehlern reichen von Sofortaus-fällen der Chips über Feldausfälle im späteren Einsatz bis hin zunicht tolerablen Qualitätsschwankungen.
a b

Substratmitte hin erstreckenkann.
Nach dem Aufschleudern erfolgtein sogenannter „Prebake-Schritt“ (Backen vor dem Belich-ten), um durch Austreiben des Lö-semittels einen festen Film zu er-zielen.
Das Aufkleben von Resists aufebene Substrate ist eigentlich nurim LIGA-Verfahren bedeutend,wo hohe Resistdicken (200 µmbis 2 mm) mit nur sehr geringeninneren mechanischen Spannun-gen verlangt werden. Dies verbie-tet jegliche mit erhöhter Tempera-tur verbundene Prozessfolge. Be-sondere Anforderungen sind einegeringe Dicke der Klebeschichtund deren Blasenfreiheit.
Weitere Beschichtungstechnikensind z.B.: Sprühen, Laminieren,Tauchen, elektrochemische Be-schichtung.
Belichtung des Resists
Technologisch am einfachstenund wegen der oft geringenStückzahlen in der Mikrosystem-technik am weitesten verbreitet istdie UV-Belichtung durch Schat-tenwurf. Der Schatten wird beimBelichten durch eine Quarzglas-platte erzeugt, der Schatten ent-steht unter den opaken Berei-chen, die aus 0.1 µm dickemChrom auf dem Glas bestehen.Zum Belichten wird eine Queck-silberdampflampe mit den drei ty-pischen Wellenlängen 365 nm,405 nm und 436 nm verwendet,wobei die Auswahl der Wellenlän-ge auf die Empfindlichkeit desResists abgestimmt sein sollte.Die (Fresnel-)Beugung des Lichtsführt zu einer Unschärfe in der Ab-
bildung, die durch folgende For-mel beschrieben wird:
Hierbei ist bmin die kleinste er-reichbare Strukturbreite, λ dieWellenlänge, d der Abstand zwi-schen Maske und Resist und Qein Parameter, der alle anderenEinflüsse zusammenfaßt. In Qgehen zu einem großen Teil dieQualität der Belichtungsoptik undvor allem der sogenannte Kon-trast des verwendeten Resistsein.
Die Röntgenbelichtung durchSchattenwurf ist das zentraleMerkmal der LIGA-Technik desIMT. Wegen der geringen Wellen-längen des verwendeten (Syn-chrotron-) Strahlungsspektrums(0,05 nm bis 5 nm) spielt die Beu-gung eine vernachlässigbare Rol-le. Allerdings müssen die Maskenanders aufgebaut sein als in derFotolithographie: Eine dünneMembran mit geringer Kernla-dungszahl trägt die Absorber-strukturen mit hoher Kernla-dungszahl, die meist aus galva-nisch abgeschiedenem Gold be-stehen. Ein Standard hat sich bis-lang weltweit nicht etablieren kön-nen. Das IMT arbeitet mit (und an)zwei Varianten: Titanmembranen,2.5 µm dick für Bestrahlungenvon Resists bis 500 µm und Beryl-liumbleche, 500 µm dick für Be-strahlungen zur Erzeugung nochhöherer Strukturen. Andere Insti-tutionen verwenden dünne Mem-branen aus Siliziumnitrit, Silizium-carbid, Glas, Bornitrid, Diamantetc.
Wegen der Härte der Strahlungabsorbieren auch die Materialien
mit hoher Kernladungszahl dieStrahlung nicht vollständig. DieReststrahlung beeinflusst durchFluoreszenzeffekte die Qualitätder Strukturen sowohl an der Re-sistoberkante als auch an der fürdie Haftung wichtigen Grenz-fläche zum Substrat. Beide Effek-te sind in Abb. 3 dargestellt undkönnen u.a. durch eine ausrei-chende Absorberhöhe vermiedenwerden [2].
Die Belichtung mit Elektronen-strahlen nimmt in mehrfacher Hin-sicht eine Sonderstellung ein.Zum Einen wird nicht durch eineMaske belichtet, sondern ein fo-kussierter Elektronenstrahl wirdso bewegt, dass nur die zu belich-tenden Bereiche getroffen wer-den. Solche Anlagen erzeugendaher aus CAD-Daten die erstenStrukturen (Primäre Mustererzeu-gung). Zum Anderen erfolgt dieAbsorption des Strahles im We-sentlichen durch inelastischeStreuung der Elektronen im Re-sist. Dieser Streueffekt ist die Ur-sache für Unschärfen der Struktu-ren vor allem bei Resisthöhenoberhalb 1 µm. Um dies zu mini-mieren, muss die Energie der ein-fallenden Elektronen möglichsthoch sein.
Wenn hohe Stückzahlen mit sehrgeringer Streuung der Struktur-breite gefordert sind, wird nahezuausschließlich die Projektionsbe-lichtung eingesetzt. Sie ist ähnlichder Diaprojektion, nur dass dieMaske gleich groß oder größerals das Bild ist. Auf dem Substratwerden die einzelnen Strukturbe-reiche, meist identisch mit einemChip, im sogenannten Step andRepeat Verfahren aneinanderge-setzt.
bmin = Q λd
192
(192)

Weitere Varianten sind die direkteBelichtung mit einem gesteuertenLaserstrahl und, vor allem für dieNanotechnologie, die Belichtungmit einem Elektronenstrahl eineshöchstauflösenden Raster-Elek-tronenmikroskops (REM).
Entwicklung
Das Herauslösen der belichtetenBereiche (Positiv-Resist) bzw. derunbelichteten Bereiche (Negativ-Resist) erfolgt in einer für jeden
Resist spezifischen Entwicklerlö-sung. Je unschärfer der Übergangzwischen belichteten und unbe-lichteten Bereichen ist, umso stär-ker wirken sich Schwankungender Entwicklerkonzentration, derTemperatur, der Entwicklersätti-gung etc. auf das Strukturprofilaus. Daher sind vor allem für dieUV-Lithographie und die E-Beam-Lithographie sehr homogene Be-dingungen des Stofftransports zuund von den zu entwickelnden Be-reichen nötig. Dies wird durch
kontinuierliches Besprühen desrotierenden Substrats erreicht(Sprühentwicklung). Bei sehrscharfen Übergängen zwischenbelichteten und unbelichteten Be-reichen (Röntgenlithographie) istein einfaches Tauchen in ein Badmit Entwicklerlösung ausrei-chend. Die Entwicklungsrate kanndurch Megaschall signifikant be-schleunigt werden [3], ohne dasssich der Kontrast des Resists ver-ringert. Dies ist insbesondere fürhohe Strukturen, wie sie für das
193
(193)
Abb. 3: Probleme bei der Synchotronbelichtung des Resists. Zusätzlich zur hohen thermischen Belastung vonMaske und Substrat spielen wegen der kurzwelligen Komponenten der Strahlung Fluoreszenzeffekte eine wich-tige Rolle. So ist im linken Bild dargestellt, wie Fluoreszenz aus der Maskenmembran oder von den Absorber-strukturen in den obersten Schichten des Resists absorbiert wird und dort zu Verrundungen führt. Im rechtenBild ist dargestellt, wie Fluoreszenz aus dem Substrat zu einer hauchdünnen entwickelbaren Zone unter unbe-lichteten Resiststrukturen führt, die in Entwicklerlösung weggeschwemmt werden können (Haftungsprobleme).
Röntgenstrahlung
Absorber Maskenmembran
Resist
Substrat
Röntgenstrahlung
AbsorberMaskenmembran
Resist
Sekundärstrahlung
SubstratGalvanik-Startschicht
100 µm 100 µm

LIGA-Verfahren typisch sind, vonBedeutung.
Noch nicht in kommerziellem Ein-satz sind Resists, die sich in ei-nem Plasmareaktor trocken ent-wickeln lassen.
Strippen
Probleme im Zusammenhang mitdem rückstandsfreien Entfernendes Resists werden häufig unter-schätzt. Bei Negativ-Resists tre-ten meist starke Vernetzungenauf, was die Suche nach einemgeeigneten Lösungsmittel, dasdie erzeugten Strukturen nicht an-greift, sehr erschwert. Bei Positiv-Resists werden die Strukturen ei-nem „Postbake“ unterworfen, derein leichtes Vernetzen initiiert unddadurch die Stabilität gegen Ät-zen erhöht. Zweitens geht das an-schließende Ätzen, die Galvanikoder auch die Ionenimplantatio-
nen nicht ganz spurlos am Resistvorbei. Zumindest die ober-flächennahen Bereiche, die jaauch durch die Bestrahlungschon in Mitleidenschaft gezogenwurden, benötigen aggressiveMedien zur Auflösung.
Nicht zuletzt sei das rückstands-freie Spülen und Trocknen er-wähnt, das anlagentechnisch be-herrscht werden muss. Für jedeAnwendung werden Reinigungs-kaskaden mit spezifischen Lö-sungsmedien bereitgestellt. Ein-gesetzte Varianten sind bei-spielsweise: nasschemischesAuflösen, Verbrennen im Sauer-stoffplasma, gegebenenfalls mitZugabe aggressiver Gase wieCF4 oder SF6, Belichten und Ent-wickeln des gesamten Substrats,Laserablation, Wasserstrahlan-wendung mit mehreren Hundertbar Druck.
UV-LithographieEin vergleichsweise einfaches An-wendungsbeispiel ist die Herstel-lung von Leiterbahnen aus Goldmit einer Linienbreite von 5 µmund einer Dicke kleiner 1 µm.Hierfür werden Resists unterhalb5 µm Dicke eingesetzt. Sie wer-den unter anderem für fluidischeSensoren (Druck, Durchfluss,Temperatur) und für Heizleiter beiMikropumpen verwendet. Gewis-se Erfahrungen sind beim Ätzender Strukturen notwendig. Willman Strukturbreiten kleiner 2 µmerreichen, so ist beim Belichtenauf möglichst guten Kontakt zwi-schen Maske und Resist zu ach-ten. In allen anderen Teilschrittenhat die Homogenität über derFläche eine zentrale Bedeutung(Beschichten, Tempern, Entwick-lung, Ätzen), da Inhomogenitätenzu Variationen der Linienbreiteund somit der elektrischen Eigen-schaften der Leiterbahnen führen.Die Nutzung qualifizierter Rein-räume und qualifizierter Handha-bungstechniken ist unabdingbar.
Mit Resists von 10 µm bis mehrerehundert µm Dicke werden Formenfür die Galvanik hergestellt.Schwerpunkte der Entwicklungsar-beiten sind nicht so sehr die Litho-graphieaspekte sondern vielmehrdas Zusammenspiel der verschie-denen aufeinander folgendenTechnologieschritte. Abb. 4 zeigtzunächst das Strukturprofil der No-volak-Resists [4] im Vergleich mitdem relativ neuen Epon SU8 Re-sistsystem. Abb. 5 zeigt den Blickauf einen Formeinsatz, der mitdem SU8 Resist und Nickel-Galva-nik hergestellt wurde [5].
Anwendungsbeispieleder Lithographie am IMT
194
(194)
Abb. 4: Vergleich der Resistprofile dicker Schichten in der UV-Li-thographie. Links ist eine 60 µm hohe Novolak-Struktur zu sehen,rechts eine 180 µm hohe SU-8 Struktur. Wenngleich der erste Ein-druck zugunsten der SU-8-Strukturen ausfällt, konnten sich dieseam Markt bislang nur wenig durchsetzen. Die Gründe liegen in derSpannungsrissanfälligkeit und dem sehr hohen Vernetzungs-grad, der dazu führt, dass der Resist sich nur schwer entfernenlässt.

E-Beam-Lithographie
Das IMT besitzt einen Elektronen-strahlschreiber des Typs EBPG5(EBeam Pattern Generator 5Zoll), mit dem Substrate bis zu ei-ner Strukturfeldgröße von 5 Zoll(etwa 125 mm) belichtet werdenkönnen. Die Anlage wird routi-
nemäßig eingesetzt, um Chrom-masken für die UV-Lithographieund anspruchsvolle Zwischen-masken für das LIGA-Verfahrenherzustellen. Bei den Chrommas-ken beträgt die Resistschicht-dicke 0,5 µm. Bei den Zwi-schenmasken beträgt die Resist-schichtdicke 3 µm. In diesem Fal-le spielt die Streuung der Elektro-nen für die Strukturauflösung be-reits eine erhebliche Rolle. Insbe-sondere für optische Anwendun-gen – eines der strategischen An-wendungsfelder des ProgrammsMIKRO – sind die Auflösung, dieSeitenwandsteilheit, die Seiten-wandwelligkeit (die aus dem An-einanderfügen einzelner Pixel re-sultiert) und die Lagegenauigkeitaller optischen Elemente zuein-ander besonders hohen Anforde-rungen unterworfen. Dies ist derGrund für die hohe Beschleuni-gungsspannung von 100kV beimIMT-Elektronenstrahlschreiber.
Röntgenlithographie
Die Röntgenlithographie war derAusgangspunkt der heutigenKompetenz des IMT rund um dasLIGA-Verfahren. An der Ang-strömquelle Karlsruhe (ANKA)sind drei Strahlrohre für LIGA-Be-lichtungen installiert. Zwischendem Strahlquellpunkt, der sichnoch im Speicherring der ANKAbefindet und der eigentlichen Be-strahlungsstation, gibt es unter-schiedliche Elemente, die der An-passung des Spektrums dienen.Tab. 2 stellt die Anwendungsfällezusammen.
Über störende Effekte wie z.B. dieFluoreszenz wurde oben schonberichtet. Zur Befriedigung der In-dustriekunden müssen hier je-weils geeignete Lösungen erar-beitet werden. Tab. 3 stellt Para-meter zusammen, für die das IMTVerfahren etabliert hat, die für in-dustrielle Anwendungen tauglich
195
(195)
Abb. 5: Detailaufnahme einesFormeinsatzes aus galvanisier-tem Nickel. Die Quadrate sindetwa 50 µm breit. Der Resistwurde durch Laserablation ent-fernt.
Beam-Line Anwendungsbereich Status Strahlenoptische Elemente
Litho 1 Maskenlithographie bis 100 µm Im Aufbau Röntgenspiegel
Litho 2 Bestrahlung bis 600 µm Etabliert Röntgenspiegel
Litho 3 Bestrahlung bis 100 µm (1.3 GeV) EtabliertBestrahlung bis 800 µm (1.8 GeV) EtabliertForschung, Ultratiefe Lithographie Im Aufbau Doppelröntgenspiegel
Tab. 2: Zusammenstellung der Bestrahlungsmöglichkeiten in der ANKA.
Röntgenlithographie Tiefenlithographie Ultratiefenlithographie
Strukturhöhe/µm <100 100-400 400-1000
Kleinste Breite/µm 5 5-20 8-40
Strukturdetails Sub-µm Sub-µm Sub-µm
(Beispiel Spektrometer)
Vertiklität/mrad <1 1,5 1,5-2,5
Tab. 3: Parameter der Röntgenlithographie. Grau hinterlegt sind Anwendungsfälle, für welche dieTechnologie derzeit erarbeitet wird.

sind. Für die Anwendungen derUltra-Tiefen-Lithographie wird einAusblick gegeben.
Als Beispiel für die hohen Anfor-derungen an die Lithographie-struktur ist in Abb. 6 ein Aus-schnitt eines Spektrometers dar-gestellt. Dies ist eines der weni-gen Beispiele, bei denen die Li-thographiestruktur direkt ver-wendet werden kann. Solche di-rektlithographischen Bausteinedienen den LIGA-Kunden, umdie Marktnachfrage auszutesten.Die Herausforderungen zur Her-stellung solcher Strukturen lie-gen neben der Feinheit der
Strukturdetails vor allem in derpräzisen auf wenige zehn Nano-meter genauen Lage des Gittersüber dem gesamten Längenbe-reich von einigen Zentimeternund in der Defektfreiheit derStrukturen.
Als Beispiele für das Potential derLIGA-Technik, in Kombination mitvielen anderen Technologien wieGalvanik, Aufbau- und Verbin-dungstechnik, etc. sind in denvergangenen Jahren verschiede-ne Arbeiten durchgeführt worden.Abb. 7 zeigt einige beeindrucken-de Beispiele hierzu.
196
(196)
Abb. 6: Ausschnitt eines Beugungsgitterseines Spektrometers, das mit Röntgen-lithographie nach dem LIGA-Verfahren her-gestellt wurde. Die einige µm langen undknapp 1 µm hohen Stufen erstrecken sichüber die gesamte Resistdicke von etwa400 µm.
Abb. 7: Potential der LIGA-Technik anhand einiger Beispiele.
Magnetischer Aktor [6]150 µm Höhe, 10 µm Breite, NiFe und Au-Galvanik
Magnetischer Aktor [7]150 µm Höhe, 10 µm Breite, NiFe-Galvanik
Gyrometer [8]200 µm Höhe, 3 µm Breite, Ni-Galvanik
Optischer Schalter [9]500 µm Höhe, 20 µm Breite, Ni-Galvanik
5000 nm

Die Lithographie ist auch in derMikrosystemtechnik ein Standard-verfahren zur Strukturierung. DieDetails der Verfahren hängen insehr hohem Maße von den ge-wünschten technischen Anforde-rungen und mit breiter werden-dem Einsatzgebiet auch von denKosten und vom Automatisie-rungsgrad der Fertigungskette ab.
Das IMT konzentriert sich auf dieRöntgenlithographie. In diesemBereich sind in den vergangenenJahren die wesentlichen struktur-begrenzenden Effekte untersuchtworden. Nun gilt es, die in der AN-KA erstmalig zur Verfügung ste-hende gut reproduzierbare undverlässliche Bestrahlungsmög-lichkeit für eine breitere Nutzungdes LIGA-Verfahrens einzuset-zen. Hierzu sind Anstrengungenzur Vertiefung des Prozessver-
ständnisses, der Standardisie-rung, der Erhöhung der Ausbeuteund in der Prüftechnik bis hinab inden Sub-µm Bereich notwendig.
Zusammenfassung undAusblick
197
(197)
[1] W. M. Moreau, Semiconductor Lithography,Principles, Practices and Materials,Plenum Press 1988
[2] F. J. Pantenburg, J. Mohr, Proc. of the 1st European Conf. onSynchrotron Radiation in MaterialsScience, Chester, GB, July 3-8, 1994Nuclear Instruments and Methods B,97 (1995) S. 551-556
[3] A. El-Kholi, J. Mohr, R. Stransky, Microelectronic Engineering vol. 23,1994, no.1-4, S. 219 ff.
[4] S. J. Chung, H. Hein, J. Schulz, Strukturprofilsimulation dickerSchichten in der optischenLithographie mit DNQ-Novolak-basierenden Photoresists.Wissenschaftliche Berichte, FZKA-6111 (August 98) Dissertation,Universität Karlsruhe 1998
[5] S. J. Chung, H. Hein, Herstellung von Formeinsätzen ausNickel bis 120 mm Durchmesser mitHilfe konventioneller OptischerLithographie. 4.Statuskolloquium desProgramms Mikrosystemtechnik,Karlsruhe, 30.-31.März 2000Wissenschaftliche Berichte, FZKA-6423 (März 2000) S. 187-188
[6] B. Rogge, J. Schulz, J. Mohr, Wissenschaftliche Berichte, FZKA-5793 (Juli 96)
[7] P. Krippner, J. Mohr, SPIES’s Internat.Symp.on Micro-machining and Microfabrication 99,Santa Clara,Calif., September 20-22,1999
[8] K. Schumacher, U. Wallrabe, J. Mohr, Wissenschaftliche Berichte, FZKA-6361 (August 99)
[9] A. C. M. Ruzzu, U. Wallrabe, J. Mohr,Wissenschaftliche Berichte, FZKA-6514 (Dezember 2000)
Literatur

Mikrosysteme werden weltweitnicht nur monolithisch in Silizium-technik gefertigt, sondern in zu-nehmendem Maß auch durch ei-ne hybride Integration dreidimen-sionaler Bauteile aus unter-schiedlichen Materialien. Nebenersten, bereits auf dem Markt er-hältlichen Massenprodukten, wiez.B. Tintenstrahldruckköpfen, zei-gen mehr und mehr Anfragen ausder Industrie in verschiedens-ten Anwendungsbereichen daswachsende Interesse an Mikro-bauteilen aus Kunststoff, Keramikund Metall [1]. Beispiele für metal-lische Bauteile sind Zahnräder fürMikromotoren, kleine Relais,Transformatoren oder Mikrospu-len für Anwendungen u. a. in derTelekommunikation (z.B. Handy)oder der Fahrzeugtechnik. Weite-re Einsatzmöglichkeiten liegen inder Verwendung von Mikroreak-toren in der chemischen Techno-logie [26].
Ein offensichtlicher Mangel be-steht derzeit jedoch in der Verfüg-barkeit entsprechend entwickelterund etablierter Fertigungstechno-logien für Mikrobauteile aus Me-tall. Diese müssen parallel zu denangestrebten Produkten ent-wickelt und bereitgestellt werden.Eine Zielsetzung am Forschungs-zentrum Karlsruhe (FZK) im Pro-gramm Mikrosystemtechnik (MI-KRO) ist deshalb die industriena-he Entwicklung von Mikroferti-gungstechniken zur Herstellungmetallischer Mikrobauteile, dasDarstellen ihrer Leistungsfähig-keit durch die Realisierung von
Demonstratorbauteilen und derenVergleich zur Bewertung ihrer Zu-kunftsperspektiven [2].
Die Mikrozerspanung, das Mikro-erodieren oder der Materialabtra-gung mit dem Laser sind Verfah-ren, mit denen Primär- oder Mut-terstrukturen und kleine Serienvon Metallmikroteilen gefertigtwerden können. Für die Massen-fertigung von Mikrobauteilen ausMetall soll das Mikro-Pulverspritz-gießen entwickelt werden [3],dessen derzeitige Entwicklungs-reife – auch bedingt durch die ver-fügbaren Pulver – nur für Mach-barkeitstudien ausreicht. Deshalbkonzentriert sich dieser Beitragauf die Beschreibung der beidenin Entwicklung befindlichen Ver-fahren Mikrogalvanoformung undMikroguss, mit denen unter Ver-wendung verlorener, mikrostruk-turierter Kunststoffformen quasidreidimensionale Mikroteile ausMetall oder Legierungen in mittle-ren bis großen Stückzahlen her-gestellt werden können.
Metallische Mikrostrukturen wer-den heutzutage überwiegenddurch Verfahren der Galvanofor-mung hergestellt. Bei diesem Ver-fahren wird Metall in vorgefertigte,sogenannte verlorene Kunststoff-formen abgeschieden (auch als„Zweite Galvanik“ bezeichnet)1).Diese mikrostrukturierten Formenkönnen sowohl direkt durch litho-graphische Verfahren (UV-, Elek-tronenstrahl- oder Röntgentiefen-
lithographie) als auch mit Hilfemikrostrukturierter Werkzeugedurch Abformverfahren (Replika-tion), wie z. B. Heißprägen,Spritzgießen oder auch Reakti-onsgießen, hergestellt werden[4]. Die lithographischen Verfah-ren sind gegenüber den Mikro-abformverfahren für Kunststoff-bauteile, die erst in letzter Zeit ausder Entwicklung an einige Indu-strieunternehmen übergebenwurden, bereits weitgehend stan-dardisiert, und die notwendigeFertigungsausrüstung ist kom-merziell erhältlich.
Die Wahl des adäquaten Herstel-lungsverfahrens für die Kunst-stoffformen wird von verschiede-nen Parametern bestimmt, wie z.B. von der Geometrie (Höhe undlaterale Abmessungen der Mikro-struktur) oder der gewünschtenStückzahl, aber auch von anderenRandbedingungen, wie z.B. einerPositionierung der Mikrobauteilebezüglich anderer bereits vor-strukturierter Geometrien [5], demverfügbaren Verfahren oder derKombination von Mikrofertigungs-verfahren unter der Nutzung derjeweiligen Vorteile [4].
Besonderheiten beimMikrospritzgießen
Das Spritzgießen von mikrostruk-turierten Kunststoffteilen stellt inVerbindung mit den nachfolgen-den Fertigungsschritten eine Ver-fahrenskombination mit einemhohen Potenzial für eine Serien-fertigung dar. Einen entscheiden-den Anteil hat hieran das Mikro-spritzgießen, welches die Verviel-fachung von Primärmikrostruktu-
HerstellungmikrostrukturierterKunststoffformen
Einleitung
198
(198)
Herstellung metallischer Mikrobauteile unter Einsatzverlorener KunststoffformenG. Baumeister, N. Holstein, V. Piotter, R. Ruprecht, G. Schanz, IMF; M. Guttmann, F. Winkler, IMT; A. Häfele, Freiburger Materialforschungszentrum
NACHRICHTEN - Forschungszentrum Karlsruhe Jahrg. 34 2-3/2002 S. 198-209
1) Der häufig verwendete Verfahrensbegriff „Zweite Galvanik“ begründet sich in der Annahme, dass für große Stückzahlen an Bautei-len die verlorenen Formen über den Weg der kostengünstigeren Kunststoffabformung produziert werden und der dafür notwendigeFormeinsatz über die „Erste Galvanik“ hergestellt wurde [BAC98].

ren in großer Anzahl ermöglicht.Zur Formgebung der Kunststoffeüber die Schmelze werden Werk-zeuge mit mikrostrukturiertenFormeinsätzen verwendet. DieFormeinsätze werden in Abhän-gigkeit vom gewünschten Fließ-längen-zu-Wanddicken-Verhält-nis (Aspektverhältnis) und den Er-fordernissen der abgeformtenBauteile entweder mikrozerspa-nend, mittels LIGA-Technik, oderdurch Kombination mit anderenMikrostrukturierungsverfahrenaus Metallen hergestellt [6-11].
Die Abformung mikrostrukturier-ter Formeinsätze in Thermoplastedurch Spritzgießen erfolgt unterVerwendung bestimmter Zusatz-einrichtungen, die in der makro-skopischen Technik so nicht an-gewendet werden: Hierbei ist vorallem der Variotherm-Prozess zunennen. Dabei wird das Spritz-gießwerkzeug vor dem Ein-spritzen der Polymerschmelzeauf Temperaturen nahe demSchmelzpunkt des Kunststoffeserwärmt, um eine ausreichendeFließfähigkeit zu gewährleisten.Nach dem Einspritzen wird aufTemperaturen deutlich unterhalbder Erstarrungstemperatur ab-gekühlt, bei denen eine sichereEntformung des Bauteiles mög-lich ist. Eine weitere Besonderheitist das Evakuieren der Werkzeu-ge vor dem Einspritzen, wodurchthermische Schädigungen amPolymermaterial und am Form-einsatz vermieden werden [4].
MikrostrukturierteKunststoffformen für denMikroguss
Beim Mikroguss werden Kunst-stoffformen aus ungefüllten Ther-moplasten zur Herstellung von
keramischen Formen eingesetzt,wobei beim Sintern der Keramikdie Kunststoffformen verbrennen.In die keramischen Hohlformenwerden Schmelzen von Metallle-gierungen eingegossen. Nach Er-starren und Abkühlen werden dieKeramikformen gebrochen unddie Keramikreste aus den Metall-mikrostrukturen chemisch her-ausgelöst.
Zum Spritzgießen der verlorenenKunststoffformen für den Mikro-guss wird im Allgemeinen derKunststoff Polymethylmethacrylat(PMMA) in Form eines kommerzi-ell erhältlichen Granulats verar-beitet. Seltener kommt dasGießen mit Wachs zum Einsatz.Während letzteres bereits bei re-lativ niedrigen Temperaturen vordem Sintern der Keramikformausgeschmolzen wird, erfolgt dieEntfernung des PMMA durch Py-rolyse, dem primär rückstandfrei-en Verbrennen des Kunststoffs.Dies erfolgt drucklos, so dass dievorgetrocknete keramische Ein-bettmasse vor dem Sintern zurKeramikform beim Verbrennendes Kunststoffs keine Deformatio-nen erfährt.
MikrostrukturierteKunststoffformen für dieGalvanoformung
Bei der „Zweiten Galvanik“ dienendie Kunststoffformen als Substratmit mikrostrukturierter Ober-fläche, auf dem das Metall überdie Reduktion von Metall-Ionenaus einem wässrigen Elektrolytengalvanisch abgeschieden wird.Die Kunststoffmikrostrukturenwerden somit in das Metall inver-tiert (d.h. im Umkehrton kopiert).Hierzu ist eine ausreichen-de Oberflächenleitfähigkeit der
Kunststoffformen sicherzustellen,damit diese als Kathode (Minus-pol) im Galvanikbad kontaktiertwerden können. Diese hohe Leit-fähigkeit wird entweder durch ei-ne Beschichtung von nicht leiten-den Kunststoffmikrostrukturenoder durch das Spritzgießen mitleitfähigen Kunststoffen erreicht.
Kunststoffformen aus leitfähigen Kunststoffen
Aufgrund ihrer chemischen Struk-tur handelt es sich bei den meis-ten Kunststoffen um Nichtleiter.Demgegenüber sind leitfähigePolymere zwar synthetisierbar,weisen im Allgemeinen jedochschlechte Verarbeitungseigen-schaften auf. In der Polymerche-mie ist daher die Zugabe von leit-fähigen Füllstoffen wie Kohlen-stofffasern, Rußen oder Metall-pulvern zu isolierenden Kunst-stoffen durchaus üblich. DasSpritzgießen von Thermoplasten,wie z.B. Polyoxymethylen (POM)oder Polyamid (PA), die mit unter-schiedlichen Gehalten an Leitrußoder Kohlenstofffasern gefülltsind, sogenannte Compounds,wird bereits seit einigen Jahrenam FZK durchgeführt. Es gelingtmit diesen Compounds, auchkomplexe leitfähige Mikrostruktu-ren abzuformen [12].
Alle Oberflächen der verlorenenFormen aus gefüllten Kunststof-fen sind elektrisch leitend, sodass die galvanische Abschei-dung auf der gesamten Ober-fläche aufzuwachsen beginnt. Eswurden so u.a. Teststrukturen miteiner minimalen Strukturbreitevon 270 µm und einem maxima-len Aspektverhältnis von 4,8spritzgegossen und galvanischabgeformt. Dabei konnte die To-
199
(199)

pographie der Oberfläche präzisewiedergegeben werden. Es wur-de jedoch festgestellt, dass beieng beieinander stehendenStrukturen (Strukturarrays) Hohl-räume in den Metallstrukturenauftraten.
Ein weiteres Beispiel für dieDurchführbarkeit des angestreb-ten Prozesses sind gestufte Mi-krozahnräder, die auf einer LIGA-Struktur basierend, galvanischabgeformt wurden [13, 14]. In die-sem Fall gestattet die besondereGeometrie eine ausreichende Io-nendiffusion für die Galvanofor-mung. Bei Strukturarrays mitAspektverhältnissen über 5, wiees für viele LIGA-Strukturen ty-pisch ist, trifft dies aber nicht mehrzu.
Im Fall von dicht stehendenStrukturarrays mit hohen Aspekt-verhältnissen ist also eine homo-gene Leitfähigkeit über die ge-samte Oberfläche der verlorenenFormen ungeeignet, da es zu ei-ner bevorzugten Abscheidung imBereich der Mikrostrukturwändeund -stirnflächen kommt und einegalvanische Abscheidung amFuß der Strukturen nur stark ver-mindert erfolgt, woraus die Bil-dung von Hohlräumen resultiert.Diese schränken den Einsatz derresultierenden Metallmikrostruk-tur als thermisch und/oder me-chanisch belastetes Bauteil odergar als Formeinsatz erheblich ein.Im Rahmen zukünftiger Entwick-lungen ist daher ein Leitfähig-keitsunterschied derart anzustre-ben, dass die galvanische Ab-scheidung gerichtet vom Struktur-grund beginnend stattfindet.
Einlegespritzgießen für Kunststoffmikrostrukturen aufleitendem Substrat
Durch das Spritzgießen mit leit-fähigen Einlegeteilen könnentheoretisch unendlich hohe Leit-fähigkeitsgradienten zwischenSubstrat und Mikrostrukturen rea-lisiert werden. Bei dieser Verfah-renvariante werden vorgefertigte(leitfähige) Formteile, z.B. aus mitLeitruß oder Kohlefasern gefüll-ten Kunststoffen, mit Durch-
gangsöffnungen auf einem mikro-strukturierten Formeinsatz soplatziert, dass die Durchgangsöff-nungen direkt über den Kavitäten(d.h. den Mikrostrukturen) desFormeinsatzes liegen. Wird nuneine zweite isolierende Kunst-stoffmasse durch das Einlegteil indie Kavitäten gespritzt, entstehtein Formteil mit einem leitfähigenSubstrat (Grundplatte), auf demisolierende Mikrostrukturen ange-ordnet sind (Abb. 1).
200
(200)
Abb. 1: Verfahrensschema zum Einlegespritzgießen für zweikom-ponentigen Formteile. Werkzeuge = blau, leitfähige Komponente= rot, isolierende Komponente = gelb.
Werkzeug 1
Einlegen inWerkzeug 2
Spritzgießen inWerkzeug 2
Entformen ausWerkzeug 2
Spritzgießen inWerkzeug 1
1. Formgebung der leitfähigen Komponente
2. Formgebung der isolierenden Komponente

Herstellung von verlorenenKeramikformen
Das Mikrogießen basiert auf demFeingießen metallischer Schmel-zen, wie es in der Dentaltechnikangewendet wird. Es handelt sichdabei um einen Prozess mit verlo-renem Modell und verlorenerForm. Die Genauigkeit des Mo-dells und seiner keramischen Ab-formung hat dabei großen Ein-fluss auf die Qualität des mikroge-gossenen Bauteils. Deshalb sollzunächst die Herstellung der ver-lorenen Keramikform dargestelltwerden, bevor auf den Mikro-gießprozess eingegangen wird.
Für den Mikroguss wird eine kera-mische Hohlform erzeugt, indemspritzgegossene Kunststofffor-men als Modelle auf einen An-guss montiert, in einen kerami-schen Schlicker, die Einbettmas-se, eingegossen und nach demTrocknen anschließend bei etwa700°C gebrannt werden. Dabeischmilzt das Kunststoffmodellzunächst auf und wird dann rück-standsfrei pyrolysiert. Währenddes Brennprozesses sintert dieKeramik zu einer festen Form zu-sammen. Die entstandene Hohl-form kann nun mit einer metalli-schen Schmelze ausgefüllt wer-den.
An die keramische Einbettmassewerden vielfältige Anforderungengestellt: niedrige Viskosität deskeramischen Schlickers zur Er-zielung einer hohen Abformge-nauigkeit des Kunststoffmodells,hohe Temperaturbeständigkeit,
genügende mechanische Festig-keit, um eine Formbeständigkeitbei den auftretenden Gießkräftenzu gewährleisten, eine gewissePorosität zur Abführung von Ga-sen beim Gießen, geringe Ober-flächenrauheit der gebranntenEinbettmasse und leichte Ent-fernbarkeit der Einbettmassenach dem Gießen. Die Eigen-schaften der Einbettmasse habendamit neben den typischenGießparametern wie Gestaltungdes Angusses, Vorwärmtempera-tur der Form und Höhe des Füll-drucks maßgeblichen Einfluss aufdas Gießergebnis. Die kommerzi-ellen Einbettmassen weisen fürden Einsatz in der Mikrotechnikhierbei Mängel auf. Der Entwick-lung geeigneter Einbettmassenfür den Mikroguss kommt dahereine hohe Bedeutung zu [15].
Parameter beim Mikroguss
Der eigentliche Gießprozess be-steht aus dem Aufschmelzen derGusslegierung durch Wider-standsheizung, induktive Erwär-mung oder im Lichtbogen unddem nachfolgendem Abgießen indie mikrostrukturierte keramischeForm. Dabei wird die Wärme dergesinterten Form ausgenutzt, umdie Erstarrung der Schmelze inder Form zu verzögern und damitdie Formfüllung zu verbessern.Außerdem wird zu diesem ZweckDruck auf die Schmelze aufge-bracht. Man unterscheidet dabeizwei Methoden: die Druckbeauf-schlagung durch Druckluft (bismax. 4 bar), die bei den Vakuum-Druckgussgeräten verwendetwird, und die Druckbeaufschla-gung infolge der Fliehkraft bzw.die Beschleunigungskraft (bismax. äquivalent 20 - 25 bar), die
bei den Schleudergießmaschinenausgenutzt wird.
Das Formfüllungsvermögen wirdin erster Linie von der Vorwärm-temperatur der Form beeinflusst.Das Fließvermögen einer Legie-rung nimmt dabei im Allgemeinenbis zum Erreichen der Schmelz-temperatur mit steigender Vor-wärmtemperatur zu, da die Wär-meabfuhr an die Umgebung ab-nimmt. Die Schmelze bleibt alsolänger fließfähig. Speziell bei Mi-krobauteilen ist außerdem der mitabnehmendem Querschnitt hy-perbolisch ansteigende Fülldruckzu berücksichtigen, der nachstark vereinfachten Berechnun-gen etwa unterhalb von 50 µmDurchmesser relevant wird.Fließlängenversuche an Fasern,die als Teststrukturen verwendetwurden, zeigen die Zunahme dererzielbaren Fließlänge mit zuneh-mender Temperatur bzw. zuneh-mendem Fülldruck (Abb. 2).
Letzteres ist besonders deshalbwichtig, weil Versuche von Wöll-mer [16] gezeigt haben, dass dieOberflächenqualität der Guss-stücke mit zunehmender Vor-wärmtemperatur der Form ab-nimmt. Außerdem ist mit zuneh-mender Formtemperatur eineKornvergröberung zu erwarten,die sich negativ auf die mechani-schen Eigenschaften des Guss-teils auswirkt. Deshalb ist ein ho-her Fülldruck bei niedriger Vor-wärmtemperatur anzustreben. Dader hohe Fülldruck jedoch auchzu einer sehr exakten Abbildungder Oberflächenstruktur der Ein-bettmasse führt, ist speziell fürden Mikroguss eine Einbettmas-se mit sehr geringer Oberflächen-rauheit bei gleichzeitig genügen-der Restporosität zur Abführung
Formgebung von Metall-Mikrostrukturen überLegierungsschmelzen
201
(201)

der Gase erforderlich. In Gießver-suchen konnte die Oberflächen-rauheit gegossener Teile aus ei-ner Goldbasislegierung durch Zu-gabe von feinskaligem SiO2-Pul-ver zu einer kommerziellen Ein-bettmasse gemäß der ermitteltenRauheitskennwerte um die Hälftereduziert werden. Abb. 3 zeigt dasErgebnis an REM-Aufnahmenzweier gegossener Zahnräderaus gleichen Modellen.
Bei Kunststoffformen aus isolie-renden Kunststoffen (wie z.B. Po-lymethylmethacrylat PMMA, Po-lycarbonat PC, Polysulfon PSU,...) muss vor der Galvanoformungeine leitfähige Oberfläche erzeugtwerden, auf welcher der Start derMetallabscheidung erfolgt. Daskann u. a. durch Sputterbeschich-tung oder Clusterabscheidung
realisiert werden. Als weitere Me-thoden stehen für die Start-schichterzeugung andere PVD-Verfahren, die photochemischeMetallisierung und die nass-chemische Bekeimung (vorrangigfür die stromlose Metallabschei-dung) zur Verfügung [17].
Beschichtungsverfahren an isolierendenKunststoffformen
Sputterbeschichtung
Bei der Sputterbeschichtung wer-den Argon-Ionen auf ein Target(Metallplatte) beschleunigt, wel-che beim Aufprall Metallatomewegschleudern, die sich auf allenkälteren Oberflächen abschei-den. Die Abscheiderate liegt bei0,1 bis 1 nm/sec. Höhere Ratenverursachen einen höheren Wär-meeintrag in die Oberfläche. DieKunststoffformen werden so miteiner ausreichend elektrisch lei-tenden, 10 bis 100 nm dünnenStartschicht versehen (siehe Abb.4 oben). Vorrangig wird Gold alsSchichtmaterial verwendet, da esden chemischen Bedingungender Elektrolyte widersteht und kei-ne Passivschichten an sauerstoff-haltiger Atmosphäre bildet [18].
Clusterbeschichtung
Durch die gerichtete Abscheidungvon Metall-Clustern (Partikel aushundert bis zehntausend Atomen)kann eine leitfähige Oberflächen-schicht primär auf dem Struktur-grund einer Kunststoffform er-zeugt werden. Dies erlaubt nachKontaktierung eine gerichtete gal-vanische Metallabscheidung odereine Startbekeimung für diestromlose Metallabscheidung. Inersten Arbeiten wurden Silber-
Formgebung von Metall-mikrostrukturen überdie Galvanoformung
202
(202)
Abb. 2: Einfluss von Fülldruck und Vorwärmtemperatur (T v) auf dieerzielbare mittlere Fließlänge beim Abguss einer Faserstruktur mitje zehn Fasern à 100 µm Durchmesser; Gusswerkstoff: Goldbasis-legierung.
10
8
6
4
2
Mitt
lere F
ließlä
nge [
mm
]
0
Tv = 500 °CTv = 700 °CTv = 1000 °C
0 5 10 15
Druck [bar]
20 25
Abb. 3: Einfluss der Einbett-masse auf die Oberflächenrau-heit abgegossener Zahnräder.a) kommerzielle Einbettmasse,b) modifizierte Einbettmasse;Gusswerkstoff: Goldbasisle-gierung.
a
b
1 mm
1 mm

cluster mit einer Schichtdicke von30 nm und einer Abscheidege-schwindigkeit von 10 nm/s amBoden und an den Stirnflächeneiner Kunststoff-Mikrostruktur ab-geschieden, ohne dass die senk-rechten Strukturseiten-(wand)-flächen mit Metall bedeckt wur-den [19] 2). Nach Kontaktierungder zusammenhängenden, leit-fähigen Fläche am Strukturbodenwurde durch galvanische Ab-scheidung am Strukturboden be-ginnend die Kunststoffstrukturenbis zum Kontakt mit der Stirn-fläche gleichmäßig aufgefüllt unddanach mit einer zusammenhän-genden Metallschicht überwach-sen (siehe Abb. 4 unten).
In der Folge wurde nach einerVereinfachung des Verfahrensgesucht, welche u. a. auch dieVerwendung einer kommerziellenClusterquelle ermöglicht. Hierzuwurden in Kooperation mit demFreiburger Materialforschungs-zentrum (FMF) Untersuchungenvorgenommen, bei denen das inFreiburg entwickelte Energetic-Cluster-Impact (ECI)-Verfahrenzur Metallisierung von Kunststoff-formen verwendet wurde. Metall-abscheidungen mittels des ECI-Verfahrens wurden bisher nur aufKeramik, Glas oder Metall vorge-nommen. Die Beschichtung aufKunststoffen (PMMA) sowie dieanschließende Galvanoformungwurden im Rahmen dieser Ko-operation erstmals untersucht.
Beim ECI-Verfahren wird einStrahl aus Metallclustern mit varia-bler kinetischer Energie auf die zubeschichtende Unterlage be-schleunigt. Die Cluster werden da-
bei zunächst durch Zerstäubendes gewünschten Materials mit ei-ner DC-Magnetron-Sputterkatho-de und anschließender Kondensa-tion des entstandenen Metall-dampfes in einer Ar-Atmosphäreerzeugt, wobei die Größe der Clus-ter durch verschiedene Parameterder Clusterquelle (wie Druck, Gas-flussrate und Sputterleistung) ge-steuert werden kann. Nach Ablen-kung der ionisierten Cluster ausdem Strahl werden diese in einemelektrischen Feld auf Energien vonbis zu 10 eV pro Atom im Clusterbeschleunigt. Der Aufprall eines
solchen energiereichen Clustersist vergleichbar dem einesSchneeballs, der mit Überschall-geschwindigkeit gegen eine Wandgeworfen wird. Cluster- und Ober-flächenmaterial werden stark kom-primiert, Druck und Temperatur ander Aufschlagstelle steigen für ex-trem kurze Zeit (einige ps) starkan. Unter diesen extremen Bedin-gungen vermischen sich die auf-treffenden Clusteratome gut mitdenen der Unterlage und es ent-stehen schon bei Zimmertempera-tur sehr glatte und auf der Unterla-ge gut haftende Schichten [20, 21]
203
(203)
2) Die Erzeugung der Silber-Cluster erfolgte unter Verwendung einer Ofenquelle (Eigenbau am Institut für Mikrostrukturtechnik) mittelsExpansion durch eine Düse in ein Vakuum.
Abb. 4: Schema der verschiedenen Verfahren zur Galvanoformung in verlore-nen Kunststoffformen.
Formteil aus isolierendem Kunststoff, sputtermetallisiert
Formteil aus leitfähigem Kunststoff
Formteil aus isolierendem Kunststoff mit leitfähigem Substrat
ungerichtete Abformung
gerichtete Abformung
Formteil aus isolierendem Kunststoff, clustermetallisiert

Bewertung der Beschichtungs-verfahren
Bezüglich der beiden vorgestell-ten Metallisierungsverfahren fürKunststoffformen zur Erzeugungvon Galvanikstartschichten ergibtsich folgender Vergleich (Tab. 1).Über die Auswahl eines Verfahrensentscheiden im derzeitigen Ent-wicklungsstadium vorrangig dasAspektverhältnis der Mikrostruktur,die Anforderungen an die Start-schicht, die Art der Galvanofor-mung (gerichtet oder ungerichtet)sowie die gestellten Anforderun-gen an das galvanisierte Bauteil.
Parameter derGalvanoformung
In verlorene Kunststoffformenwerden die Metalle Nickel (Struk-tur- und Formeinsatzherstellung[22]), Kupfer (Strukturherstel-lung), Gold (Absorberstrukturenfür Röntgenmasken), die Legie-rungen NiFe, NiW und NiCo [23]galvanisch und Nickel-Phosphor(Ni(P)) außenstromlos (che-misch) abgeschieden [24, 17].
Die galvanische Metallabschei-dung erfolgt im FZK sowohl inkleinvolumigen Versuchsanlagenals auch in Galvanikanlagen der
Firma HEGA. Als Elektrolyt für dieErzeugung von Bauteilen ausNickel wird ein Borsäure haltigerNickelsulfamat-Elektrolyt verwen-det, der sich für die Mikrogalvano-formung als besonders geeigneterwiesen hat [7, 22]. Die Metall-abscheidung wird in der Regel beieiner Stromdichte von 1A/dm2
vorgenommen (Abscheidege-schwindigkeit = 12 µm/h). DieHöhe der galvanisierten Schichtbetrug für die clustermetallisier-ten Proben 100, 250 oder 500µm, bei anderen Proben könnendurchaus bis zu 1000 µm galvani-siert werden. Um die Bedingun-
204
(204)
Kriterium Clustermetallisierung Sputtermetallisierung
Metallisierung Strukturgrund bzw. Stirnfläche; vollflächigSeitenwände bleiben frei
→ gerichtete Galvanoformung → ungerichtete Galvanoformung
Aspektverhältnis unabhängig begrenzt (bis max. 10)
Metall Ag, Cu, Ti, Pd Au, Cr, Ti, Ni, Cu
Schichtdicke von 20 bis 100 nm von 10 bis 100 nm
Haftung sehr gut, abhängig von Metall unabhängig von der (Au, Ti, Cr sehr gut; Schichtdicke Cu, Ni schlecht)
abhängig von der Schichtdicke
Temperatureintrag gering hochbezogen auf gesamte Form bezogen auf gesamte Form
Kosten hoch mittel
bezogen auf die Anlagen und Kosten von Anlagen, Güte und die Anzahl der Teile pro Zeit Größe des Metalltargets
abhängig
Durchführung aufwendig, einfach,
derzeit noch hoher apparativer geringer apparativer AufwandAufwand
Galvanoformung für nur mit Verbindungssteg ja, Vereinzelung nach einzeln stehende zur Kontaktierung Bearbeitung der verbindenden Metallstrukturen Galvanikoberfläche
Tab. 1: Vergleich der Beschichtungsverfahren für Kunststoffformen.

gen bei der Mikrogalvanoformungin engen Grenzen konstant zuhalten und somit eine fehlerfreiegalvanische Abformung der Mi-krostrukturen zu ermöglichen, isteine intensive Kontrolle der Pro-zessparameter notwendig [18,25].
Für die Herstellung vereinzelterMikrobauteile erfolgt die gerichte-te Auffüllung der Form mit Metallin der Regel zu ca. 70 % bezogenauf die Höhe der Kunststoffstruk-tur. Ist eine Nachbearbeitung derGalvanikoberfläche erlaubt odergewünscht, kann die Struktur-höhe bis nahe 100 % aufgefülltwerden. Anschließend wird dieForm nasschemisch aufgelöstund es verbleiben in Abhängigkeitvom vorgegebenen Strukturde-sign ein oder mehrere metallischeMikrobauteile zur weiteren Verar-beitung. Aspektverhältnisse undQualität (Steilheit/Rauhigkeit etc.)der Metallmikrobauteile orientie-ren sich dabei vor allem an derGüte und Werkstoffwahl der ver-lorenen Kunststoffformen. DieGalvanoformung von Mikrostruk-turen mit Details im Submikrome-terbereich ist gut möglich, da den Elektrolyten mit hoher Mi-krostreufähigkeit entsprechendeNetzmittel zugegeben werden.
Untersuchungen an sputtermetallisierten Proben
Durch Sputtern wurden Teststruk-turen aus PMMA mit Aspektver-hältnissen (AV) um 5 allseitig be-schichtet. Höhere AV (bis 10) sindmöglich, wenn die Sputterpara-meter Leistung, Abstand und Zeitangepasst werden. Im Sinne ei-ner präzisen galvanischen Abfor-mung der Kunststoffformen sind
die Sputterschichten möglichstdünn zu halten. Zur Erzeugung ei-ner ausreichend leitfähigenSchicht reicht bereits eineSchichtdicke um 10 nm aus. Diesenkrechten Wände innerhalbder Strukturen werden dabeiebenfalls beschichtet, so dassauch dort ein galvanischer Nie-derschlag erfolgt. Die als Galva-nik-Startschichten üblicherweiseverwendeten Goldschichten ver-bleiben nach der Galvanofor-mung aufgrund der hohen Haf-tung zwischen Nickel und Goldvollständig auf dem Nickelnieder-schlag (Abb. 5).
Untersuchungen an ECI-metallisiertenKunststoffformen
Die mittels ECI-Verfahren metalli-sierten Kunststoffformen aus PM-MA erlauben eine gerichtete gal-vanische Metallabscheidung. Inzunächst durchgeführten Versu-chen an unstrukturierten Substra-ten aus PMMA (ohne Mikrostruk-tur) wurde festgestellt, dass eineClusterschichtdicke von 30 nmbei den untersuchten Metallen Ti-tan, Kupfer und Silber als Start-schicht für die Galvanik ausrei-chend ist. Die Metallisierung star-tet auf diesen Schichten gleich-mäßig und homogen (siehe Abb.6). Bei der Trennung des Sub-strats von der galvanisiertenSchicht (durch Abheben odernasschemisches Auflösen desPMMA) wurde beobachtet, dassdie Silber- bzw. Kupfermetallisie-rung auf der Nickelschicht ver-bleibt, während die Titanmetalli-sierung auf dem PMMA-Substrathaftet.
205
(205)
Abb. 5: Au-Sputterschicht auf einer PMMA-Form (oben) und resultierende Ni-Abfor-mung (unten).
Abb. 6: Oben: Clustermetallisiertes Kunst-stoffbauteil aus PMMA (Cu, 60 nm), unten:nach der Nickel-Galvanoformung (250 µm).

Bei der Galvanoformung in Kunst-stoffmikrostrukturen mit kleinen la-teralen Abmessungen (≤ 100 µm)und einem Aspektverhältnis von≥ 10 startet die galvanische Metall-abscheidung im Strukturgrundnicht. Bei galvanisch abgeschiede-nen Nickelschichten ≥ 250 µm isteine Metallisierung der Seitenwän-de und eine deutliche Durchbie-gung der PMMA-Substrate nachder Galvanoformung zu erkennen.Clusterschichten, die sich an denStrukturstirnflächen befinden, lö-sen sich zum Teil schon vor derGalvanoformung beim Temperatur-ausgleich der PMMA-Form mitdem Nickelelektrolyten ab. Die lo-kal schlechtere Haftung derSchichten an der Strukturoberseiteist Folge der bei der Clusterbe-schichtung entstehenden Raumla-dung an der Stirnfläche der Kunst-stoffstrukturen, die nur schlecht ab-fließt. Die Metallisierung der Sei-tenwände wird auf den nicht ganzsenkrechten Aufprall der Metall-Cluster bei der Beschichtung sowiedie leicht angeschrägten Seiten-wände der verwendeten Kunst-stoffformen (Winkel <5°) zurückge-führt. Deshalb wird eine weitereModifizierung des Beschichtungs-verfahrens angestrebt. Die Galva-noformung in clustermetallisiertemikrostrukturierte Kunststoffformenbefindet sich derzeit in einer aus-führlichen Erprobungsphase. Nachder Optimierung bisher noch kriti-scher Parameter sollte über diesenWeg eine Verfahrenskombinationzur Verfügung stehen, die die Her-stellung von zusammenhängen-den Bauteilen auch mit hohenAspektverhältnissen ermöglicht.Für den Einsatz in der Fertigungmuss jedoch die Clustertechnolo-gie in ein einfaches industrietaugli-ches Verfahren überführt werden.
Galvanoformung inKunststoffformen aus demEinlegespritzgießen
Allseitig leitfähige Kunststoffteileerlauben zwar eine präzise gal-vanische Auffüllung von Mikro-strukturen, bei Aspektverhältnis-sen größer 5 wachsen aber engeMikrostrukturen als Folge derdichteren elektrischen Feldlinien-verteilung bevorzugt an den Kan-ten zu, bevor die Kavitäten dieserStrukturen vollständig gefülltsind. Deshalb wurden am FZKKunststoffformen durch Einle-gespritzgießen hergestellt, wel-che prinzipiell eine gerichtete,vollständige Galvanoformungvon der Substratoberfläche ausgestatten (Abb. 7). Dabei ist eineAnpassung der maximalen Start-stromdichte an die unterschiedli-che Leitfähigkeit der Substrat-oberflächen notwendig, da diesedeutlich unter der auf metalli-schen bzw. metallisierten Schich-ten liegt. So beträgt der Ober-flächenwiderstand bei mit Kohle-fasern gefülltem Polyamid PA um102 Ohm, bei Polyetheretherke-ton PEEK sogar um 103 Ohm.Solche niedrigen Leitfähigkeitenwerden durch die nicht homoge-ne Verteilung der Kohlenstofffa-sern, wie im Beispiel PEEK, ver-ursacht und bedingen bei nichtangepasster Startstromdichte ei-ne unvollständige Abformung. Ei-ne reduzierte Startstromdichtevon 0,1 A/dm2 bewirkt bei den PA-Typen eine gleichmäßige Be-schichtung (Abb. 8). Die Keimbil-dung an den Fasern führt auchbei kompakten Schichten zu ei-ner körnigen Oberflächenstruk-tur. Fasern an der Oberflächewerden im Metallniederschlag
eingebaut und beim Auflösen derKunststoffformen nicht entfernt.
Die Nickel-Galvanoformung inden verlorenen Kunststofffor-men, die durch Einlegespritz-gießen mit isolierenden, 1 mmhohen POM-Mikrostrukturen ge-fertigt wurden, erfolgte bis zurvollständigen Auffüllung. Spaltemit 25 µm Breite bedeuten AV = 40 bei 1 mm Strukturhöhe(Abb. 8). Auch kleinere Struktu-ren, die bei der Herstellung desEinlegeteiles zustande kommen,werden bei der Galvanoformung
206
(206)
Abb. 7: Gleichmäßige Nickel-Galvanoformung (Dicke 48 µm)auf PA12, mit Leitruß gefüllt.Die Kunststoffmikrostrukturenaus isolierendem POM weiseneine Strukturbreite von ca. 280 µm auf.
Abb. 8: REM-Aufnahme einergalvanisierten Mikrostrukturaus Nickel. Minimale Stegbreitein Metall 30 µm; Grabenbrei-te ca. 280 µm, Grabentiefe1000 µm.
300 µm

präzise in Nickel abgebildet. Diegalvanische Abscheidung aufleitfähigen Kunststoffen ist starkabhängig von den verwendetenFüllstoffen, deren Struktur undMengenanteil in den Formen. Da-her wird zur Zeit das Abscheide-verhalten verschiedener Kunst-stoffformen zu Beginn der Metall-abscheidung (bis 12 µm Schicht-dicke) untersucht, um die optima-len Startparameter und die Qua-lität des weiteren Auffüllverhal-tens bis hin zur Formeinsatz-schichtdicke (5-6 mm) zu ermit-teln.
Zur Herstellung von gewöhnli-chen Metallteilen können in Ver-bindung mit Formen oder Model-len aus organischen Werkstoffenbeispielsweise die Galvanofor-mung oder die Gießtechnik ein-gesetzt werden. Vergleichbares wird auch für die Mikrotechnikentwickelt. Mit der Galvanofor-mung steht ein hochpräzises Ab-formverfahren für die Herstellungvon Mikroteilen aus reinen Metal-
len Ni, Cu, Au oder einfachen,meist binären Legierungen NiCo,NiFe zur Verfügung. Mit der Ent-wicklung des Verfahrens Mikro-guss soll die große Palette derschmelzbaren Metalllegierungenfür die Mikrotechnik erschlossenwerden.
In den Tabellen 2 bis 4 ist zusam-menfassend sowohl ein einfacherVergleich für die beiden Mikrofer-tigungstechniken, die verloreneKunststoffformen verwenden, alsauch für die mit diesen Verfahrenherstellbaren metallischen Mikro-
Vergleich der Form-gebungsverfahren fürMikroteile aus Metall
207
(207)
Galvanoformung Mikroguss
Kunststoffform isolierend + partiell isolierendbeschichtet leitfähig
Stückzahl mittel bis groß mittel bis groß klein bis mittel
Abbildungsgenauigkeit Submikrometer Submikrometer einige Mikrometer
Automatisierbarkeit gut erreicht erreichbar gering
Zykluszeit groß mittel bis groß (Einzelfertigung)
Geometriefreiheitsgrad gering mittel groß
Tab. 2: Vergleich der Fertigungsverfahren für Mikroteile aus Metall unter Einsatz spritzgegossenerKunststoffformen.
Galvanoformung Mikroguss
Kunststoffform isolierend + partiell isolierendbeschichtet leitfähig
min. Strukturbreite 10 µm 10 µm 20 µm
max. Strukturhöhe 1 mm 1 mm > 120 µm
max. Aspektverhältnis 5 (10) 40 ca. 60
Rautiefe Rt / Rz * 0,3 µm 0,3 µm < 5 µm
Mittenrauwert Ra * 0,1 µm 0,1 µm < 0,8 µm
vereinzelte Mikrobauteile bedingt ja ja
Tab. 3: Vergleich der geometrischen Bauteileigenschaften von Metallmikrostrukturen (*abhängigvon Kunststoffart und Qualität des Formeinsatzes beim Spritzgießen).

bauteile in Hinblick auf den der-zeitigen Entwicklungsstand auf-geführt.
Für die Mitarbeit an der Realisie-rung der vorgestellten Arbeitenund die Diskussion der Ergebnis-se danken die Autoren allen betei-
ligten Kollegen, besonders denHerren Prof. H. Haberland (FMF),O. Rusu (FMF), Dr. K. Bade (IMT)sowie B. Kloppe, J. Lorenz, K.Müller, C. Nold und Dr. E. Oskots-ki (alle IMF III). Für die Förderungder Arbeiten bedanken wir uns beider FZK-Programmleitung MI-KRO sowie der DFG (Sonderfor-schungsbereich SFB 499, Mikro-
Urformen, in Kooperation mit derUniversität Karlsruhe, und Schwer-punktprogramm SPP 1012, Mikro-mechanische Produktionstechnik).
Danksagung
208
(208)
[1] J. Fahrenberg,Galvanotechnik, 90 (1999) S. 1107-1109
[2] http://www.fzk.de/pmt/
[3] R. Ruprecht, T. Gietzelt,M. Guttmann, T. Hanemann,M. Heckele, K. Müller, V. Piotter,FZKA-Bericht 6423,Forschungszentrum Karlsruhe, (März 2000), S. 31-36.
[4] H. Dittrich, T. Hanemann, M. Heckele,K. Müller, V. Piotter, R. Ruprecht,M. Worgull,in dieser Ausgabe der Nachrichten.
[5] A. Both, W. Becker, M. Heckele,R. Ruprecht.FZKA-Bericht 5071,Forschungszentrum Karlsruhe(1995).
[6] T. Schaller, L. Bohn, D. Scherhaufer,K. Schubert.ASPE 13th Annual Meeting, 1998 Proceedings Vol. 18 (1998), S. 108-111
[7] W. Bacher, K. Bade, B. Matthis,M. Saumer, R. Schwarz,Microsystems Technologies, 4 (1998), S. 117-119
[8] W. Pfleging, V. Piotter,T. Hanemann,Proc. European Conference onLaser Treatment on Materials,Hannover (1998)
[9] J. Mohr, J. Göttert, A. Müller,P. Ruther, K. Wengeling,SPIE vol.3008 (1997) S. 273-278
[10] H. Lorenz,SKZ-Tagung, Würzburg,21. + 22.09.2000, Beitrag 6 im Tagungsband
[11] H. Weule, J. Schmidt, J. Elsner,V. Hüntrup, H. Tritschler,Proc. HARMST Conference (2001),will be published in J. MicrosystemTechnologies
[12] V. Piotter, J. Haußelt, J. Konys,R. Ruprecht,Proc. MICRO System Technologies´96, Potsdam (1996), S.193-198
[13] R. Ruprecht, T. Benzler, J. Konys,K. Müller, V. Piotter, A. Thies,H. Wöllmer, J. Haußelt,Jahrbuch Oberflächentechnik 1998;Band 54; Hüthig Verlag Heidelberg(1998), S. 83-92
[14] R. Ruprecht, V. Piotter,Jahrbuch Oberflächentechnik 1999;Band 55; Hüthig Verlag Heidelberg(1999), S. 95-108
Literatur
Galvanoformung Mikroguss
Werkstoff Nickel Gold-Legierung
Dichte 8,9 (makro) 13,9 (makro)
Korngröße 2-10 µm (mikro) 20-50 µm (mikro)
Biegefestigkeit Rm = 890 MPa (makro)
Zugfestigkeit Rm = 624 MPa (mikro)Rp0,2 = 450 MPa (mikro)
Härte ~ 250 HV (makro) 275 HV5 (makro)270-350 HV 0,025
Bruchdehnung 10-35 % (makro) 6 % (makro)
Tab. 4: Vergleich der bauteilspezifischen Werkstoffeigenschaften, ermittelt an Millimeter- („makro“)und Mikroprobekörpern („mikro“: 200 x 200 µm 2).

209
(209)
[15] G. Baumeister, S. Rath,R. Ruprecht, J. Haußelt,in http://www.materialsweek.org
[16] H. Wöllmer,Dissertation Uni Freiburg (1999)
[17] M. Guttmann, K. Bade,J. Fahrenberg, M. Kautt,Interner Bericht, Forschungs-zentrum Karlsruhe, (Februar 2000)
[18] G. Schanz, E. Walch, M. Guttmann,C. Nold, J. Konys,Interner Bericht, Forschungs-zentrum Karlsruhe, (April 2001)
[19] A. Thies, V. Piotter, J. H. Hausselt,O. F. Hagena,Microsystem Technology, 4 (1998),S. 110-112
[20] H. Haberland, M. Moseler, Y. Qiang,O. Rattunde, T. Reiners, Y. Thurner,Surf. Rev. Let. 3 (1996), S. 887-890
[21] G. Kleer, E. Schäffer, M. Bodmann,J. Kraft, Y. Qiang, H. Haberland,Mat.-wiss. und Werkstofftechnik, 29 (1998) S. 545-554.
[22] K. Bade,Galvanotechnik, 90 (1999), S. 801-808
[23] K. Bade, M. Guttmann,Jahrbuch Oberflächentechnik (Hrsg. A. Zielonka), Giesel-Verlag,Isernhagen, Band 57 (2001), S. 103-120
[24] M. Guttmann, E. Walch, G. Schanz,J. Konys,Teil 1: Metalloberfläche 54, Heft 11(2000), S. 16-28, Teil 2: Metalloberfläche 55, Heft 1(2001), S. 34-36
[25] K. Bade, A. Fath, W. Leskopf,Metalloberfläche 53, Heft 9 (1999),S. 34-38
[26] R. Knitter, D. Göhring, P. Risthaus,in dieser Ausgabe der Nachrichten

Ein Werk aus dem vollen Materialherauszuarbeiten, ist eine der äl-testen Bearbeitungstechnikenüberhaupt. Ein Künstler „sieht“seine Skulptur bereits im rohenMarmor- oder Holzblock: Er musssie „nur“ noch herausarbeiten. MitMeißel oder Schnitzmesser ent-fernt er unter Einsatz seineshandwerklichen Geschicks allesüberflüssige Material. Ein Schlagzuviel, ein Schnitt an der falschenStelle, schon war seine Mühe ver-geblich. Doch walten Sorgfalt undKönnen, wird am Ende das Werkden Meister loben. Wenn heutedie Späne fliegen, ist die Technikmoderner und schneller, amGrundprinzip hat sich aber nichtsgeändert: Das Werkstück ent-steht „virtuell“ als CAD-Modell amComputer, und mit Hilfe von CNC-Bearbeitungszentren wird dasWerkstück aus einem (Metall-)Block herausgearbeitet. Die heu-tige Fertigungstechnik lässt derKunst meist wenig Raum im Pro-duktionsalltag, doch braucht manimmer noch ein profundes Wis-sen um Werkstoffe, Werkzeugeund Bearbeitungstechniken, da-mit sich die Ergebnisse sehenlassen können. Dies gilt auch undgerade für die mit bloßem Augekaum mehr wahrnehmbaren Mi-krostrukturen, die mit haarfeinenWerkzeugen „aus dem Vollen“herausgearbeitet werden. Undbewegt man sich an den Grenzendes technisch Machbaren, kannman der spanabhebenden Bear-beitung dann doch wieder künst-lerische Aspekte zuschreiben. ImGegensatz zur mechanischenBearbeitung, wo Werkzeug undMaterial in direktem Kontakt ste-hen, ist die Lasermaterialbearbei-
tung berührungslos und daher„verschleißfrei“. Die Dimensionder Bearbeitungswerkzeuge istvergleichbar, wenn man Laserfo-kusdurchmesser und Fräswerk-zeug betrachtet. Allerdings ist dieAuswahl des Werkzeugs „Laser“,mehr noch als bei der mikrome-chanischen Bearbeitung, von vie-len werkstoffspezifischen Fakto-ren abhängig. Für den Anwenderkommt es darauf an, beideWerkszeuge sinnvoll und auf dasStrukturierungsproblem ange-passt, evtl. auch kombiniert mitanderen Technologien, einzuset-zen.
Werkzeuge und Werkstoffe
In der Mikrobearbeitung werdenWerkzeuge vor allem aus Hart-metall und Diamant eingesetzt.Aufgrund der Korngröße im Be-reich einiger Mikrometer, neuer-dings auch im Submikrometerbe-reich, besitzen Hartmetallschnei-den bei weitem nicht die Qualitätund die Schärfe von monokristalli-nen Diamantschneiden, bei de-nen um Größenordnungen klei-nere Verrundungen erreicht wer-den können. Die Schärfe undSchartigkeit der Schneiden wirktsich unmittelbar auf die erzielbareOberflächengüte der Strukturenaus. Hartmetallwerkzeuge sindals Schaft- und Radiusfräser biszu Durchmessern von minimal100 µm marktgängig und werdenwie ihre „großen Brüder“ mit denüblichen Hartstoffbeschichtungenangeboten. Die Verwendungnoch kleinerer Werkzeuge ist auf-
grund der geringen mechani-schen Stabilität nur im Einzelfallsinnvoll. Im Institut für Mikrover-fahrenstechnik (IMVT) gelang dieHerstellung von (Einschneiden-)Schaftfräsern mit Durchmessernunter 50 µm (Abb. 1, links); mitdiesen Fräsern wurden Nuten biszu einer minimalen Breite von37 µm in Messing gefräst. Profil-werkzeuge können aus Wende-schneidplatten geschliffen oderauf Kundenwunsch individuell ge-fertigt werden. Durch die massi-vere Gestalt eines Profilwerkzeu-ges lassen sich Schnittbreitendeutlich unter 100 µm realisieren.Diamantwerkzeuge sind im allge-meinen Werkstatteinsatz wenigerverbreitet; besonders Mikrowerk-zeuge sind, zumal in Dimensio-nen unter 0,5 mm, sehr empfind-lich. Als Sonderanfertigung sindEinschneiden-Schaftfräser mit ei-nem minimalen Durchmesser von200 µm von spezialisiertenSchleifereien lieferbar (Abb. 1,rechts). Anfang 2002 wurden so-gar erste Diamantwerkzeuge für100 µm Schnittbreite erfolgreichgetestet. Für noch kleinere Struk-turen muss man auch bei der Dia-mantbearbeitung auf Profilwerk-zeuge zurückgreifen: Die kleins-ten im IMVT eingesetzten Werk-zeuge besitzen als Rechteck-werkzeuge eine Schnittbreite von40 µm bzw. als V-Nutenfräser ei-nen Spitzenwinkel von 15° beiSpitzenbreiten unter 10 µm. Hart-metallbohrer sind Standardwerk-zeuge bis zu einem minimalenDurchmesser von 50 µm, und amunteren Ende der Skala stehenHSS-Bohrer mit 30 µm Durch-messer. Zu beachten ist, dass mitkleiner werdenden Durchmes-sern das Risiko eines Werkzeug-bruchs stark steigt und der werk-
Mikrobearbeitung durch spanabhebendeVerfahren
Einleitung
210
(210)
Mikromaterialbearbeitung durch spanabhebende undlasergestützte VerfahrenW. Pfleging, IMF; Th. Schaller, IMVT
NACHRICHTEN - Forschungszentrum Karlsruhe Jahrg. 34 2-3/2002 S. 210-220

stoffabhängigen Wahl der Bear-beitungsparameter eine entschei-dende Bedeutung zukommt. Fürreproduzierbare Ergebnissekommt man zum Beispiel umCNC-Bohrzyklen und geeigneteZentrierungsmaßnahmen nichtmehr herum. Außer den lateralenAbmessungen von Mikrowerk-zeugen ist auch das erreichbareAspektverhältnis wesentlich.Grundsätzlich sollte man aus Sta-bilitätsgründen nie längere Werk-zeuge einsetzen, als zur Struktu-rierung unbedingt nötig ist. Radi-usfräser sind meist auf einAspektverhältnis nur knapp über1 ausgelegt, mit Schaftfräsern er-zielt man gute Ergebnisse fürAspektverhältnisse bis 5, Profil-fräser erlauben die Fertigungnoch schlankerer Strukturen bisAspektverhältnis 10, und mit Boh-rern sind Einzellöcher in nochgrößerem Aspektverhältnis her-zustellen. Die Wahl der Werkzeu-ge und die Größe der damit zu er-
zeugenden Strukturen hängenganz wesentlich vom zu bearbei-tenden Werkstoff ab. Kupfer, Al-uminium und Messing sowie Po-lymere wie PMMA und PC lassensich ausgezeichnet und in besterQualität mit Diamantwerkzeugenmikrostrukturieren. Deren Vorteile(hohe Standzeit, hohe Ober-flächengüte und weitgehendeGratfreiheit der Strukturen) wer-den allerdings erkauft mit einereingeschränkten Palette der be-arbeitbaren Materialien; insbe-sondere betrifft dies den wichtig-sten und beliebtesten Konstrukti-ons- und Strukturwerkstoff: Stahl.Aufgrund der bei lokal hohenSchneidentemperaturen auftre-tenden Kohlenstoffdiffusion ausdem Diamant in den Stahl ist zurBearbeitung von Stählen Diamantnur in Ausnahmefällen geeignet;hier muss auf Hartmetallwerkzeu-ge zurückgegriffen werden.
Bearbeitungsverfahren undStrukturen
Im Zusammenhang mit der Mikro-bearbeitung soll nur auf Verfahreneingegangen werden, die einepräzise Kontrolle der Bahnbewe-gungen des Werkzeugs und be-arbeitungsrelevanter Parameterwie Drehzahl, Vorschübe und Zu-stellungen erlauben. Vor allem beikomplexen Strukturen in der Fräs-bearbeitung werden die Bahn-bewegungen durch CAD/CAM-Tools generiert; diese Vorgehens-weise entspricht der in der „Ma-krowelt“ gängigen Praxis. Im Fol-genden sollen nur folgende spa-nende Fertigungsverfahren mitgeometrisch bestimmten Schnei-den betrachtet werden: Bohren,Drehen, Fräsen und Hobeln/Stoßen/Räumen, wobei sich dieBetrachtung an den realisierbarenMikrostrukturen orientiert. BeimBohren ist die erzielbare Struktur-vielfalt am stärksten einge-
211
(211)
Abb. 1: Einschneiden-Schaftfräser aus Hartmetall (links) für 50 µm Schnittbreite, und aus monokri-stallinem Naturdiamant (rechts) für 200 µm Schnittbreite.
20 µm
500 µm Spindelachse
Schneidfläche
Schneide

schränkt, und die Qualität einerBohrung zeigt sich in der Rund-heit, der Geradheit und der Wand-rauheit. Es zeigte sich, dass tiefeEinzelbohrungen in die meistengängigen Werkstoffe einzubrin-gen sind, wenn auch die Standzeitdes Bohrers nach wenigen Boh-rungen erreicht sein kann. Selbstexotische Werkstoffe wie CaF2
wurden bearbeitet; dazu war aller-dings die Ermittlung spezieller Pa-rameter nötig. Sofern es die Loch-geometrie zulässt, ist für hohePräzisionsanforderungen (Ab-messungen und Formtoleranzenbesser als 5 µm) das Fräsen demBohren vorzuziehen; für konischeLöcher oder speziell geformteLochränder ist die Bearbeitungdurch Fräsen unabdingbar. Weit-aus variabler ist das Drehen rotati-onssymmetrischer Strukturen. ImIMVT wird es vorwiegend als Ein-stechdrehen zur Herstellung mi-krostrukturierter Folienbänder fürApparate der Mikroverfahrens-technik eingesetzt. Außerhalb desForschungszentrums wird dasDrehen in der Mikrotechnik bevor-zugt im Ultrapräzisionsbereich als„Single Point Diamond Turning“eingesetzt [1], mit denen in opti-scher Qualität gekrümmte Ober-flächen herausgearbeitet werdenkönnen. In neueren Entwicklun-gen konnte gezeigt werden, dassauch die Stahlbearbeitung mitDiamant möglich ist, wenn dasWerkzeug durch Ultraschall ange-regt eine lineare oder elliptischeSchwingung kleiner Amplitudeausführt [2]. Beim Fräsen werdenSchaft- und Radiusfräser verwen-det. Durch den Einsatz von 5-Achs-Bearbeitungszentren ist diegrößte Strukturvielfalt zu erzielenbis hin zu Freiformflächen und 5-Seiten Bearbeitung. Es zeigte
sich, dass beim Mikrofräsen mitden verfügbaren Maschinen ohneweiteres in den Mikrometerbe-reich vorgestoßen werden kann,sofern alle Randbedingungen vonder Vorbereitung des Werkstücksund der Wahl der geeignetenWerkzeuge über eine geeigneteBearbeitungsstrategie und ange-passte Bearbeitungsparameterbis zu gewissenhaften, fertigungs-begleitenden Kontrollen stimmen.Das Gros der Arbeiten betrifft dasKonturfräsen ein- oder mehrstufi-ger ebener Strukturen, also belie-big geformte Zapfen oder Ta-schen, Stege oder Nuten. Die mi-nimalen Taschen- oder Nutbreitensind dabei durch den Fräser-durchmesser vorgegeben, eben-so die Innenradien von Ta-schenecken. Die minimalen Zap-fendurchmesser und Stegbreitenliegen werkstoffabhängig zwi-schen 20-50 µm. Die erreichbarenStrukturhöhen sind zumeist be-grenzt durch die Länge der einge-setzten Fräser. Auf der absolutenSkala reichen die realisiertenStrukturhöhen von 20 µm bis zumehreren Millimetern. Mit Radius-fräsern können Freiformflächenausgeführt werden. In mehrerenSchrupp- und Schlichtschrittenwird die gewünschte StrukturSchicht um Schicht aus dem Ma-terial herausgearbeitet. Anhandvon Teststrukturen wurde nachge-wiesen, dass Formfehler besserals 5 µm ohne weiteres erreichtwerden können. Profilwerkzeugesind neben dem Drehen auch zumHobeln, Stoßen und Räumen ein-zusetzen. Die Bedeutung dieserVerfahren mit linearer oder zirku-larer Kinematik ist aber aufgrundder eingeschränkten Strukturviel-falt in der Mikrobearbeitung ge-ring. Eine Weiterentwicklung stellt
das CNC-Hobeln dar. Abschlie-ßend ein Wort zur Gratbildung, dieein generelles Problem der spa-nenden Bearbeitung ist. Gratesind nicht nur aus optischen Grün-den unerwünscht, sie können beiAbformwerkzeugen auch die Ab-formung, insbesondere bei derEntformung, erheblich erschwe-ren. Die Bildung von Graten kanndurch die Verwendung von Dia-mantwerkzeugen bei vielen Werk-stoffen vermieden werden, oderdie Grate werden in einem Nach-bearbeitungsschritt mechanischentfernt. Für den verzugsarm bisüber 53 HRC härtbaren martensi-tischen Stahl (X2 NiCoMo 18 9 5)wurde ein Verfahren zur elektro-chemischen Entgratung ent-wickelt, das keine nachteiligenAuswirkungen auf die Mikrostruk-turen und Kantenverrundungenzeigt und zudem zu einer Glättungder Oberfläche führt: Mit Rauwer-ten um 200 nm (Ra) und Kanten-verrundungen von wenigen Mikro-metern sind die gefertigten Mikro-strukturen aus gehärtetem Stahlbei deutlich größerer Verschleiß-festigkeit in Abmessungen undStrukturqualität durchaus mit dia-mantgefrästen Strukturen ausMessing vergleichbar.
Neue Wege in derspanabhebendenBearbeitung
Verfahrensentwicklungen eröff-nen neue Möglichkeiten in derStrukturgestaltung. Beispiele fürgemeinhin als spanabhebendnicht zugänglich betrachteteStrukturen sind gekrümmte Nutenmit Breiten kleiner als die verfüg-baren Schaft- und Radiusfräser-durchmesser oder Taschen mit
212
(212)

scharfen Innenecken. Die Ent-wicklung des CNC-Hobelns bietetLösungen für diese Probleme: Aufeinem CNC-Bearbeitungszen-trum werden Spindel und Fräserdurch eine Vorrichtung ersetzt,mit der die Schneide eines Profil-werkzeugs um 360° gedreht wer-den kann. Zur Strukturierung wirddieses Werkzeug durch Bewe-gung der Tischachsen über dasWerkstück geführt. Die Spanab-nahme erfolgt wie beim Hobeln,sie ist allerdings nicht auf eine li-neare Bewegung beschränkt; zurBearbeitung gekrümmter Nutenwird die Werkzeugschneide in dieaktuelle Schnittrichtung ausge-richtet [3]. Damit sind fast alleBahnbewegungen wie beim Frä-sen, mit der Besonderheit mög-lich, dass Nutenden und Ta-schenecken nicht wie durch einrotierendes Werkzeug verrundetwerden, sondern scharfkantig en-den können (Abb. 2). Die mecha-nische Mikrobearbeitung ermög-licht die Fertigung von Prototypenfür Machbarkeitsuntersuchun-gen, stellt aber vor allem mit derBearbeitung von Formeinsätzenden Ausgangspunkt einer mikro-technischen Massenfertigung vonAbformteilen dar. Ein weitererNutzen ist die Kombination mit
anderen Mikrostrukturierungsver-fahren, z.B. in der Bereitstellunggestufter Substrate für einennachfolgenden LIGA-Prozess [4].Die Kombination mechanischerBearbeitung mit Laserschweißenwird durch ein neues CNC-Bear-beitungszentrum mit integriertemSchweißlaser neue Impulse er-halten: Auf dieser Anlage wird esmöglich sein, 3D-Schweißnähteauszuführen, beispielsweise zurMontage von Apparaten für dieMikroverfahrenstechnik.
Strahlquellen – Materialien –Prozesse
Wesentliche Kenngrößen für eindurch Laserstrahlung zu struktu-rierendes Bauteil sind: Aspektver-hältnis, Struktur- und Stegbreite,Oberflächenrauwerte und die Ma-terialkennwerte wie Wärmeleit-fähigkeit, Wärmekapazität undBindungsenergien bzw. -arten.Die Kenntnis dieser Daten ist er-forderlich, bevor man für dieStrukturierung eine passende La-serstrahlwellenlänge auswählenkann. Die Wellenlänge bestimmt
nämlich die Strukturauflösungund die Energieabsorption im Ma-terial. Pauschal kann man sagen:Je kleiner die Wellenlänge, destokleiner die Strukturabmessungen.Für die Absorption im Materialverhält es sich nicht so einfach.Dort gilt im Allgemeinen: HoheAbsorption im IR und im UV; klei-ne Absorption im Sichtbaren undNIR. Ein weiterer wichtiger Laser-parameter ist die zeitliche Längedes Laserpulses. Man hat im ge-pulsten Laserbetrieb Laserpuls-breiten vom ms-Bereich bis hin-unter in den fs-Bereich (10-15 s).Die Pulsbreite bestimmt den ther-mischen Eintrag der Laserstrah-lung in das Material. Auch hierkann man vereinfacht feststellen:Je kürzer der Laserpuls, destogeringer ist die thermische Belas-tung des Materials. Ein weitererwichtiger Laserparameter ist dieLaserenergiedichte. Dieser Para-meter bestimmt die Abtragrate: Jehöher die Energiedichte, destohöher die Abtragrate. Nach Aus-wahl der Laserparameter wird derAnwender die dazu passende Be-arbeitungsanlage auswählen. Diewichtigsten Verfahren für die Mi-krobearbeitung sind das La-serstrahlschneiden, -schweißen, -bohren und der Formabtrag. Am
Mikrobearbeitung durchlasergestützte Verfahren
213
(213)
Abb. 2: Radien von Innenecken an Stegkreuzungen im Vergleich: (von links nach rechts) gefräst in Messing, ge-hobelt in Messing, gehobelt in Stahl und elektropoliert.
50 µm 50 µm 200 µm

IMF-I werden für die Struktu-rierungsaufgaben in der Mikro-technik unterschiedliche Laser-strahlquellen eingesetzt: CO2-,Nd:YAG- und Excimer-Laser.Beim CO2-Laser kann man beiden erzielbaren Strukturgrößeni.A. nicht mehr von Mikrotechniksprechen, dennoch kann er inner-halb der Mikrosystemtechnik zumgroßflächigen Bohren, Schwei-ßen oder Schneiden von Kunst-stoffen eingesetzt werden. Mit Nd:YAG-Lasern (1064 nm,532 nm) sind Strukturabmessun-gen von 10-30 µm und Abtragtie-fen im mm-Bereich möglich. Typi-scherweise werden Metalle undgesinterte Keramiken strukturiert.Den Nd:YAG-Laser kann man mitunterschiedlichen Wellenlängenbetreiben: Man spricht dann vonFrequenzverdopplung, -verdrei-fachung oder -vervierfachung.Verdreifachte und -vervierfachteNd:YAG-Laser emittieren im UV-Bereich (355 nm, 266 nm) undeignen sich daher zur Strukturie-rung von nahezu allen Materialien(Polymere, Metalle, Keramiken).Bei der UV-Lasermaterialbearbei-tung von Polymeren oder organi-schen Materialien spricht manvom „kalten“ Materialabtrag, dader wesentliche Anteil der Laser-energie dazu genutzt wird, um di-rekt Bindungen im Material aufzu-brechen. Excimer-Laserstrahl-quellen emittieren auch im UV-Wellenlängenbereich (248 nm,193 nm) und ermöglichen sehrhohe Strukturgenauigkeiten miteiner im Idealfall schädigungsfrei-en Strukturierung mit Abmessun-gen im Submikrometerbereich.Aktuell ist in der Forschung undEntwicklung zur lasergestütztenMaterialbearbeitung ein Trend zufs-Lasersystemen (Laserpuls-
dauer 1-200 fs) und zu Excimer-Wellenlängen von 157 nm zu er-kennen [5,6]. Eine industrielleNutzung dieser Systeme steht inden meisten Fällen jedoch nochaus, was unter anderem an erfor-derlichen Optikentwicklungenund an einer notwendigen deutli-chen Effizienzsteigerung liegt.
Mikroformabtrag vonPolymeren und Stählen
Polymere
Der Formabtrag von Polymerendurch Laserstrahlung mit Struk-turgenauigkeiten im µm-Bereicherfolgt durch UV-Laserstrahlung.Die Excimer-Laserstrukturierungermöglicht die Herstellung vondreidimensionalen Formen: Bei-spiele dazu sind sphärisch ge-krümmte Oberflächen, scharfkan-tige Kanalstrukturen oder Struktu-ren mit Hinterschneidungen. Hier-bei sind Strukturauflösungen von1 µm möglich. Die erreichbarenAspektverhältnisse sind material-und strukturabhängig. Für gutstrukturierbare Polymere (z.B.PEEK, PC, PI, PSU) werdenAspektverhältnisse von 3 bis 10erzielt. Die Abtragraten betragenfür gut strukturierbare Polymerezwischen 0,5 und 1 µm/Puls. DasPolymer PI ist einer der bestenAbsorber für eine Laserwellenlän-ge von 248 nm. Für dieses Mate-rial zeigt sich bereits ab einer En-ergiedichte von 4 J/cm2 eine fürPolymere generelle Eigenschaft:Die Abtragrate als Funktion derEnergiedichte weist für hohe En-ergiedichten eine Sättigung auf.Dieser Sättigungsbereich ist vor-teilhaft für die Lasermaterialbear-beitung, da Schwankungen in derEnergiedichte, z.B. hervorgerufendurch lange Prozesszeiten oder
hohe Abtragtiefen, keine Ände-rung in der Abtragrate bewirken.Außerdem erzielt man Ober-flächenrauwerte von 50-60 nm(Ra). Die frequenzvervierfachteNd:YAG-Laserstrahlung eignetsich zu Herstellung kleinster Boh-rungen und Strukturen. Bei Puls-frequenzen von 1 kHz könnenzum Beispiel in 500 µm dicken PCDurchgangsbohrungen mit eini-gen µm Durchmesser im Sekun-dentakt erzeugt werden. Aberauch Stege mit Wanddicken von2-3 µm und Höhen von 100 µmwurden bereits hergestellt, wasaufgrund der kurzen Pulslängen(400 ps) und dem sich daraus er-gebenden geringen thermischenEintrag in das Material möglichwird. Die Abtragrate für Excimer-Laserstrahlung beträgt ca.10 µm/Sekunde bei maximalenlateralen Abmessungen von ca.3 x 3 mm2, während die Abtrag-rate von Nd:YAG-Laserstrahlungbei ca. 500 µm/Sekunde bei ei-ner lateralen Abmessung von ca. 0,05 x 0,05 mm2 liegt. Einegroßflächige Bearbeitung wirddemnach mit Excimer-Laser-strahlung durchgeführt, währendStrukturen mit mm-Abmessungenoder Bohrungen mit Nd:YAG-La-serstrahlung erzeugt werden. Einwesentlicher Vorteil der Nd:YAG-Laserstrahlung liegt in der einfa-chen Übertragung von CAD/CAM-Daten in den Fertigungs-prozess, während bei Excimer-Laserstrahlung aufgrund der klei-nen Laserrepetitionsraten aufMaskentechniken zurückgegrif-fen werden sollte. Der laserge-stützte Formabtrag von Polyme-ren wurde erstmals für die Ferti-gung von polymeren Formeinsät-zen entwickelt. Durch die engeKooperation mit dem IMF-III
214
(214)

konnte dieses neue Konzept fürdie Abformung von Polymerenentwickelt und erfolgreich erprobtwerden (Abb. 3). Als geeignetesFormeinsatzmaterial hat sich PIherausgestellt, das gegenüberdem verwendeten Feedstock-Ma-terial chemisch sehr stabil ist. Zu-dem werden in PI durch die Struk-turierung mit UV-Laserstrahlungsehr hohe Oberflächenqualitätenermöglicht. Bisher wurden mit PI-Formeinsätzen im UV-RIM und imPolymer-Mikrospritzguß bis zu 20Formteile jeweils erfolgreich ab-geformt. Es wird erwartet, dasspolymere Formeinsätze wenig-stens für eine Replikation von 50Bauteilen geeignet sind. Somitsteht für kleine Stückzahlen, sowie sie im Stadium der Bauteilent-wicklung häufig anfallen, ein ko-stengünstiges und hochqualitati-ves Formeinsatzkonzept zur Ver-fügung. Zukünftige Untersuchun-gen werden im Hinblick auf Form-einsatzlebensdauer, Bauteilent-wicklung und Einsatz von fre-quenzvervielfachter Nd:YAG-La-serstrahlung durchgeführt.
Stähle
Die lasergestützte Strukturierungvon Stählen ist von hohem Inter-esse, um kostengünstige und ver-schleißbeständige metallischeFormeinsätze für die Replikati-onstechniken zu entwickeln undum eine flexible Technologie fürden 3D-Mikroformenbau bereit-zustellen. Die Lasertechnologieermöglicht Strukturdetails im Be-reich von 20 µm und Aspektver-hältnisse von 10. Im Allgemeinensind hohe Abtragraten und hoheOberflächenqualitäten nicht mit-einander vereinbar. Bei laserge-stützten Sublimationsprozessentreten bei hohen Abtragraten ver-stärkte Debrisbildung sowieSchmelzbildung auf, die wieder-um zu erhöhten Rauwerten amStrukturierungsgrund sowie anden Seitenwänden führen [7]. Ei-ne Abformung ist in diesem Falldann nicht mehr ohne weiteresmöglich. Es musste daher eineProzesstechnik gefunden wer-den, die hohe Abtragraten mit ho-hen Oberflächenqualitäten ver-einbaren kann. Für den Bereich
der CO2-Lasermaterialbearbei-tung ist das Laserspanen seit län-gerem bekannt [8]. Die Über-tragung des Prozesses aufNd:YAG-Laserstrahlung (Wellen-länge 1064 nm) im kontinuierli-chen Betriebsmodus führte zudem am Forschungszentrum ent-wickelten Lasermikrospanen fürStahlformeinsätze [9] mit dem fürMikrostrukturen sehr gute Ober-flächenqualitäten erzielt werden(Rz=1 µm, Ra=200 nm). Die maxi-malen Abtragraten liegen bei107 µm3/s und konnten somit in-nerhalb der letzten zwei Jahre umzwei Größenordnungen gestei-gert werden. Durch Nachbearbei-tung mittels Elektropolieren las-sen sich die Oberflächen weiterverbessern, und Rauwerte von100-200 nm (Ra) werden erzielt.Weiterführende Analysen in Be-zug auf Abtragmechanismen undReaktionsschichtbildung wurdendurchgeführt [10]. Strukturen mitAspektverhältnissen von bis zu10 konnten erzielt werden undmittels UV-RIM in PMMA abge-formt werden. Kapillarelektropho-
215
(215)
Abb. 3: PMMA-Abformungen, die mit laserstrukturierten PI-Formeinsätzen durchgeführt wurden (Abformtech-nik: UV-RIM).
200 µm50 µm 30 µm 10 µm
30 µm 100 µm 1 mm300 µm

rese-Chips aus PMMA wurdenabgeformt und hinsichtlich ihrerFunktionalität erfolgreich getestet[9]. Abb. 4 zeigt die einzelnenSchritte zur Fertigung von metalli-schen Formeinsätzen oder 3D-Formen. Zunächst wird im 3D-CAD eine 3D-Form entwickeltoder in das CAD-Modul impor-tiert. Vom CAD-Modul wird dieaufbereitete Form ins CAM-Mo-dul übertragen. Dort wird das Mo-dell in Schichten mit festgelegteroder individueller Dicke zerlegt.Jede einzelne Schicht wird mit ei-ner geeigneten Füllstrategie be-legt. Die für alle Schichten er-zeugten NC-Daten werden dannauf die Lasermaschine für denMikrospanprozess übertragen.Durch Replikationstechnikenkann dann die Abformung desFormeinsatzes durchgeführt wer-den. Neben dem 3D-Formabtragbesteht in vielen Anwendungender Bedarf an einer Fertigungs-
technologie zum Herstellen kleins-ter Bohrungen oder Sacklöchermit hohem Aspektverhältnis (z.B.Entlüftungslöcher für Formeinsät-ze; gezielte Modifizierung tribolo-gischer Oberflächen; Kalibrie-rungsnormale). Die „klassische“Methode zur Fertigung kleinsterBohrungen verwendet Q-switchNd:YAG-Laserstrahlung (Wellen-länge 1064 nm) mit Laserpuls-breiten von 100-200 ns. Mit dieserStrahlquelle lassen sich Löchervon 10-20 µm Durchmesser undhohem Aspektverhältnis (10-15)erzeugen. Eine weitere Verbes-serung des Bohrergebnisses undeine weitere Verkleinerung desBohrdurchmessers kann neuer-dings durch Einsatz von fre-quenzvervierfachter Nd:YAG-La-serstrahlung mit kurzen Laser-pulsbreiten von 400 ps ermöglichtwerden. Lochdurchmesser betra-gen dann z.B. 5 µm bei einerBohrlänge von 100 µm. Auf der
Laseraustrittsseite wird dann einDurchmesser von ca. 2-3 µm er-zielt. In 200 µm dickem Materialwurden bereits Löcher mit 1 µmDurchmesser auf der Austrittssei-te erzeugt. Erste Bohrungen mitfrequenzvervierfachter Nd:YAG-Laserstrahlung zeigen sehr glatteBohrwandungen, was bereits beider Fertigung von Entlüftungs-löchern (Durchmesser 20 µm) inmetallischen Formeinsätzen in In-dustrieanfragen erfolgreich ein-gesetzt wurde.
Schweißen von Stahl undAluminium
Die Prozessparameter zum La-serschweißen dünner vorstruktu-rierten Edelstahlfolien wurden er-folgreich optimiert und für Mikro-strukturapparate angewendet.Neben heißrissgefährdeten Le-gierungen stellt Aluminium imVergleich zu Edelstahl anSchweißverfahren jedoch beson-dere Anforderungen: Die hoheWärmeleitfähigkeit bewirkt ver-gleichsweise hohe Leistungsver-luste durch Wärmeleitung in dasUmgebungsmaterial. Anderer-seits weist Aluminium eine hoch-schmelzende Oxid-Deckschichtauf, die für den Schweißprozessaufgebrochen oder zuvor entferntwerden sollte. Die Aluminium-schmelze neigt erheblich zu Oxi-dation mit dem Sauerstoff derUmgebungsluft. Die Festigkeitder Schweißnaht wird insbeson-dere beim Mikroschweißen durchdie Oxidation der Schmelze be-stimmt. Daher muss für die Re-produzierbarkeit des Fügeverfah-rens sowohl die Reinheit desSchutzgases als auch die Anord-nung der Prozessgasdüsen be-sonders beachtet werden. Der
216
(216)
Abb. 4: Vom 3D-Modell zur 3D-Struktur für Anwendungen im 3D-Formenbauoder für Formeinsätze (Material: Stahl X16CrNiSi25-20).
CAD-Modul
Abgeformte PMMA-Struktur Stahlformeinsatz
CAM-Modul
Laserspanen
PIMMIM
CIMRIM
300 µm 300 µm

Schweißprozess wird von derPulsfrequenz, Laserpulsbreiteund Schweißgeschwindigkeit be-stimmt. Die zukünftigen Verfah-rensentwicklungen zum Mikrofü-gen werden getragen durch dieEinführung neuer Methoden derzeitlichen und räumlichen Laser-pulsformung. Durch die Erweite-rung der Laserprozesstechnik miteinem neuen technologischenAnsatz, dem sogenannten pulse-shaping, wird es möglich, die Ein-zelpulse gezielt zeitlich zu for-men, um so eine optimierte La-serstrahleinkopplung für hochre-flektierende oder heißrissgefähr-deter Werkstoffe mit deutlicherVerbesserung der Schweißnaht-qualitäten zu erhalten.
Auf dem weltweiten Forschungs-markt wetteifern Institute und For-schungseinrichtungen um kleins-te Strukturen und andere techno-logische Höchstleistungen, undvon den Leistungen der Industrie-forschung erfährt man regel-mäßig über die Einführung neuerProdukte. Das Forschungszen-trum Karlsruhe ist mit seinen Mi-
krofertigungstechniken in dieserForschungslandschaft gut posi-tioniert, kann aber als Großfor-schungseinrichtung deutlich mehrerreichen, wenn es seine Arbeitenkonsequent interdisziplinär undinstitutsübergreifend ausrichtet.Das Beispiel des IndustrieforumsFIF zeigt, dass diese Art der Zu-sammenarbeit seitens der Indu-strie als Mehrwert erkannt unddas Forschungszentrum als kom-petenter Technologie-Anbieterund Kooperationspartner ge-schätzt werden. Innerhalb der an-gebotenen Mikrofertigungstech-niken erfahren die Zerspanungund die Laserbearbeitung einebesonders starke Nachfrage,wohl aufgrund ihrer bestehendenNutzung in etablierten Produk-tionsprozessen. Im Folgendenwerden exemplarisch einige Pro-dukte der Mikrosystemtechnikvorgestellt, die mit den Ferti-gungstechnologien Mikrozerspa-nung und Laserbearbeitung ge-staltet oder mitgestaltet wurden.Deutlich erkennbar wird der Trendder Einbindung dieser Technolo-gien in Prozessketten der Mikro-systemtechnik, um speziell beikomplexen Funktionsstrukturenerfolgreich zu sein.
Mikroverfahrenstechnik
Bei der Herstellung von metalli-schen Mikrostrukturapparaten(Mikrowärmeübertrager, Mikro-vermischer, Mikroreaktoren) be-steht ein deutlicher Bedarf an ei-ner lasergestützten Verbindungs-technik für Aluminiumfolien undhochlegierte Stahlfolien. Die Pro-zessentwicklung am IMF-I bedeu-tet zum Fügen von Mikroreakto-ren eine Übertragung des Laser-schweiß-Verfahrens in die Mikro-technik. Die Anwendungen in derMikroverfahrenstechnik erforderndie Entwicklung des Laser-Mi-kroschweißens mit folgenden Zie-len: Reduzierung der Prozess-Poren und der Heißrissbildung,Erzeugung einer gasdichtenSchweißverbindung, Erzeugungmöglichst hoher Schweißnahttie-fen bei gleichzeitig schmalenNahtbreiten von 100-200 µm, Er-zeugung von Schweißnähten mithoher Festigkeit und Auswahl ge-eigneter Legierungen. Das Mi-kroschweißen von Stahlfolien er-möglicht derzeit vakuumdichteVerbindungen mit einer He-Leckrate von 9·10-10 mbar·l/s. DieFunktion der zuvor mechanischeingebrachten Kanalstrukturenwird nicht beeinträchtigt (Abb. 5).
MikrosystemtechnischeZusammenhänge
217
(217)
Abb. 5: Laserstrahlschweißen von Mikrowärmeübertragern aus Stahl (Abmessung 14 x 14 mm 2).
Übersicht REM Querschliff
100 µm5 mm 100 µm

Zusätzlich wurde das Lasermikro-bohren von vorstrukturierten Me-tallfolien mit minimalen Loch-durchmessern von 10-20 µmdurchgeführt, um Zumischöffnun-gen für Mikroreaktoren zu reali-sieren.
Life Sciences
Prototypen für Kapillar-Elektro-phorese-Chips wurden durch di-rekte Laserstrukturierung vonKunststoffen ermöglicht [11] undauch für Industriepartner gefer-tigt. Bei Abtragraten von bis zu1 µm/Laserpuls und typischen La-serpulsfrequenzen von 5-100 Hz(Excimer) bzw. 100-2000 Hz(Nd:YAG) können Kanalstruktu-ren durch scannenden Abtrag
hergestellt werden. Die Excimer-Laserstrahlung kann durch kom-plexe Maskengeometrien bzw.variable motorisierte Maskenüber Makro- bzw. Mikroprojekti-onsoptiken großflächig auf dieKunststoffoberfläche abgebildetwerden. Durch die Verwendungmotorisierter Masken werdenauch für die Kanalendpunktescharfe Kanten erzielt. Die Kanal-breiten können in einem Bereichvon 1-300 µm kontinuierlich ein-gestellt werden. Für die Serienfer-tigung von Kapillar-Elektrophore-se-Chips mittels Replikations-techniken wurden Stahlfor-meinsätze durch mikromechani-sches Fräsen [12] und Lasermi-krospanen im Industrieauftrag ge-fertigt. Die Prozesszeit für das La-
sermikrospanen des gesamtenFormeinsatzes in Abb. 6 beträgtderzeit noch vier Stunden bei ei-ner Abtragtiefe von 150 µm, beider mechanischen Bearbeitunggroßflächiger Formeinsätze kön-nen die Bearbeitungszeiten sogarum den Faktor 10 größer sein.
Tissue Engineering
Die Fertigung von Flachbettreak-toren für das Tissue Engineeringist ein Beispiel für erfolgreicheSynergieeffekte der Fertigungs-technologien am Forschungszen-trum (Zusammenarbeit von IMB,IMF-I, IMF-III und IMVT). Die Pro-zesskette beinhaltet die Fertigungvon metallischen Formeinsätzendurch Mikrofräsen, die Abformung
218
(218)
Abb. 6: Oben: Laserstrukturierter Stahlformeinsatz mit CE-Chip-Struktur (links) und mit Heißprägenabgeformte Struktur in PMMA (rechts). Unten: Mechanisch gearbeiteter Formeinsatz für einen Ka-pillar-Elektrophorese-Chip im Mikrotiterplattenformat (links) und eine Abformung davon (teilweisegedeckelt, rechts). Das Design ist von der Greiner Bio-One GmbH.
laser-gefertigt
mechanischgefertigt

von Komponenten aus Polycarbo-nat durch Mikrospritzgießen unddas Laserstrahlbohren mit Exci-mer-Laserstrahlung. Die Flach-bettreaktoren werden als Trägerfür dreidimensionale Zellkulturenverwendet [13]. Mit Hilfe der Excimer-Laserstrahlung werdenLöcher mit einem Durchmesservon ca. 2-2,5 µm und einer Bohr-länge bis 100 µm in den Bodender spritzgegossenen Flachbett-reaktoren eingebracht. Die Boh-rungen dienen als Kanäle für dieNährstoffzufuhr zu den Zellkultu-ren. Die Lochdurchmesser müs-sen kleiner als 3 µm sein, um einZuwachsen durch die Zellen zuvermeiden. Die Strukturierungdurch Excimer-Laserstrahlung er-möglicht die Herstellung von mehrals 104 Löchern pro Minute [14].
Es wurden neue Prozesstechni-ken und Trends im Bereich der di-rekten Strukturierung von Proto-typen und für die Formeinsatzfer-tigung vorgestellt im Hinblick aufdie einmalige Verbundsituationder vorhandenen Fertigungstech-nologien. Im ForschungszentrumKarlsruhe werden bei der Mikro-systementwicklung Synergieef-
fekte zwischen den unterschiedli-chen Fertigungstechnologien ge-nutzt, wenn es um die Entwick-lung komplexer Produkte für dieMikrosystemtechnik geht. Es wer-den metallische oder polymereFormeinsätze entwickelt, diedurch Reaktionsgießen, Heißprä-gen oder Spritzgießen abgeformtwerden können. Ebenso bestehteine enge Kooperation zwischender Lasermaterialbearbeitungund der mikromechanischen Fer-tigung, wenn es um die Auswahlder geeigneteren Strukturierung-stechnologie oder sogar um dieKombination beider Technologiengeht. Die Stärke der Lasertechno-logie ist hierbei die Einbringungvon kleinsten Strukturen oderBohrungen in Metalle mit Abmes-sungen zwischen 2-50 µm, diequalitativ hochwertige µm-Struk-turierung von Kunststoffen unddie gezielte Erzeugung vonschmalen Fügeverbindungen inMetallen oder Polymeren. DieStärken der spanenden Bearbei-tung liegen in der hohen Ober-flächenqualität und der enormenStrukturvielfalt bei der Fertigungvon Prototypen und großflächi-gen Abformwerkzeugen mitStrukturabmessungen von 20 µmbis in den Millimeterbereich.
Wir danken den Kollegen vomIMB, IMF-I, IMF-II, IMT, IMVT,ZWM und FIF sowie den Indu-striepartnern für die Zusammen-arbeit. Besonderer Dank gilt M.Torge, W. Bernauer und H. Bes-ser für die engagierte Durch-führung und Auswertung der La-sermaterialbearbeitung sowiezahlreicher Diskussionsbeiträge;die mechanische Bearbeitungwäre nicht möglich ohne Rat undTat von L. Eichhorn, D. Scherhau-fer, F. Messerschmidt und T.Wunsch.
Danksagung
Zusammenfassung
219
(219)
[1] E. Brinksmeier, W. Preuss,Proceedings ASPE 1999 SpringTopical Meeting, Vol. 19 (1999) 9
[2] F. Klocke, W. Rübenach, Industrie Diamanten Rundschau 34 2 (2000) 133-146
[3] T. Schaller, K. Schubert, Proceedings ASPE 16th AnnualMeeting, Crystal City, USA, Vol. 25(2001) 469
[4] U. Wallrabe, H. Dittrich, G. Friedsam,T. Hanemann, J. Mohr, K. Müller,V. Piotter, P. Ruther, T. Schaller,W. Zißler, RibCon®, HARMST’01, Baden-Baden, Book of Abstracts (2001) 231
[5] S. Nolte, G. Kamlage, F. Korte,T. Bauer, T. Wagner, A. Ostendorf,C. Fallnich, H. Welling, Advanced Engineering Material 2 (2000) 23
[6] H. K. Tönshoff, F. von Alvensleben,M. Rinke, K. Körber, C. Kulik, Proceedings MicroEngineering 1999,Stuttgart 29.09.99-01.10.99 (1999)176
[7] A. Gillner, Laser Micro Machining, Proceedingsof the International Seminar onPrecision Engineering and MicroTechnology, euspen (2000) 105
Literatur

220
(220)
[8] G. Eberl, P. Hildebrand, M- Kuhl,U. Sutor, Laser und Optoelektronik 25(3)(1993) 80
[9] W. Pfleging, T. Hanemann,W. Bernauer, M. Torge, Proc. of SPIE Vol. 4274 (2001) 331
[10] W. Pfleging, A. Meier, T. Hanemann,H. Gruhn, K.-H. Zum Gahr, Mat. Res. Soc. Symp. 617 (2000)J5.5.1
[11] M. Torge, W. Pfleging, 4th Internat.Workshop on High-Aspect-Ratio Micro-StructureTechnology HARMST’01, Baden-Baden, Book of Abstracts(2001) 107
[12] A. Guber, A. Gerlach, M. Heckele,D. Herrmann, G. Knebel, A. Muslija,T. Schaller, IMRET 5, May 27-30, 2001,Strasbourg (2001)
[13] G. Knedlitschek, F. Schneider,E. Gottwald, T. Schaller,E. Eschbach, K. F. Weibezahn,Journal of BiomechanicalEngineering 121 (1999) 35
[14] W. Pfleging, LaserOpto, 31(5) (1999) 54-57

Geht man von der Annahme aus,dass zukünftige Mikrosystemehoch belastbare, hoch präziseKomponenten enthalten sollen,dann ergibt sich hieraus eine Rei-he von Anforderungen an Materi-al- und Bauteileigenschaften, dieweder die Siliziumtechnologienoch die Kunststoff- oder Galva-noabformung erfüllen können.Dies bedeutet von der Material-seite her die Notwendigkeit, mög-lichst die gesamte Palette der imMakrobereich eingesetzten undbekannten Materialien – Metalle,Keramiken und Kunststoffe –auch für die Mikrotechnik nutzbarzu machen. Die Haupteinsatzge-biete keramischer Mikrokompo-nenten liegen hierbei in den Be-reichen der Mikrooptik (z.B. mi-krooptische Bänke), wo Mate-rialien mit niedrigen thermi-schen Ausdehnungskoeffizientenbenötigt werden, auf den Gebie-ten der Sensorik und Aktorik, woMikrokomponenten aus speziel-len Funktionswerkstoffen (Ferro-elektrika, Piezoelektrika) zumEinsatz kommen, sowie im Be-reich mikromechanischer Funkti-onsteile.
Voraussetzungen für ein erfolg-reiches Mikroteil sind jedoch dasrichtige Material und ein geeigne-tes Fertigungsverfahren. Dabeisind sowohl bei der Wahl des An-wendungsbereiches wie auchbeim Design und bei der Ferti-gung einige Besonderheiten derKeramiken zu berücksichtigen.So ist die hohe Härte kerami-scher Materialien verbunden mithoher Sprödigkeit und geringerRisszähigkeit. Sie zeigen einer-seits hohe Druckfestigkeiten, an-
dererseits jedoch wesentlich ge-ringere Belastbarkeiten durchZug- oder Biegebeanspruchung.
Den genannten interessantenVorteilen keramischer Werkstoffesteht jedoch, insbesondere hin-sichtlich keramischer Mikrokom-ponenten, eine fertigungstechni-sche Schwierigkeit gegenüber.Beim Sintern des vorgeformten,porösen und nicht allzu festenKörpers (Grünling) zur dichtenund festen Keramik tritt ein mehroder weniger großer Schrump-fungsprozess auf. Typisch sindWerte mit bis zu 20% linearerSchwindung. Um nach dem Sin-tern die gewünschte Bauteilgrößezu erhalten, muss der Grünkörperentsprechend größer dimensio-niert werden. Zwar sind bei Groß-serienproduktion die Berücksich-tigung der Sinterschwindung unddamit das Maßsintern heutzutageStand der Technik, doch zur Ein-haltung sehr enger Maßtoleran-zen muss generell nach dem Sin-tern ein Schleifprozess nachge-schaltet werden. Bei kerami-schen Mikrokomponenten, derenminimale Detailabmessungen imBereich von ca. 10 – 20 µm lie-gen können, ist eine Nacharbeitäußerst schwierig und aufwändigbis gänzlich ausgeschlossen.
Eine Lösungsmöglichkeit für dasgenannte Problem bietet das sogenannte Reaktionssinterverfah-ren. Hierbei kommen primär Vor-läufermaterialien der gewünsch-ten Keramik, sog. Precursoren,zur Anwendung, die während desSinterprozesses durch eine zu-sätzlich ablaufende Reaktion indie gewünschte Keramik über-führt werden. Wählt man die Pre-cursoren so, dass das Reaktions-produkt ein größeres Volumen
einnimmt als das Ausgangs-produkt, lässt sich die beim Sin-tern auftretende, unvermeidlicheSchwindung des porösen Grün-lings, durch die der gewünschtedichte Sinterkörper entsteht,kompensieren.
Interessante und technisch nutz-bare Precursoren sind einige in-termetallische Phasen, beispiels-weise die Silicide des Titans undZirconiums. So gilt z.B. nach ei-ner summarischen Reaktionsglei-chung für die Oxidation von Zirco-niumdisilicid, ZrSi2:
bzw.
Hierbei ergibt sich eine Volumen-vergrößerung um 100% von1 cm3 ZrSi2 auf 2 cm3 (ZrSiO4 +SiO2). Die Volumenanteile dieserbeiden Phasen betragen 62,7 %ZrSiO4 und 37,3% SiO2. Die erfor-derliche Gründichte wiederumwäre in diesem Fall 50%. Wirdstatt des zweiphasigen kerami-schen Werkstoffes ZrSiO4 + SiO2
ein einphasiges Material aus rei-nem ZrSiO4 angestrebt, lässt sichdies auf einfache Weise durchÄnderung der Zusammensetzungder Ausgangsmaterialien errei-chen. Durch eine Zugabe von42,8 Vol.% ZrO2 zum ZrSi2 wirdtheoretisch nach der Oxidationreines ZrSiO4 gebildet. Durch dieanfängliche Zugabe des „inerten“ZrO2 ist die durch die Reaktionsich ergebende Volumenzunah-me nicht mehr so groß wie bei ei-nem Edukt mit 100% ZrSi2. 1 cm3
Edukt resultiert jetzt in 1,5 cm3
ZrSiO4. Die erforderliche Grün-
ZrSi2 + 3 O2 → ZrSiO4+ SiO2
ZrSi2 + 3 O2 → ZrO2+ 2SiO2
Einleitung
221
(221)
Keramische Mikrostrukturen – vom Material zumMikroteilH.-J. Ritzhaupt-Kleissl, J.R. Binder, E. Klose, J. Haußelt, IMF
NACHRICHTEN - Forschungszentrum Karlsruhe Jahrg. 34 2-3/2002 S. 221-228

dichte hat sich somit auf 66% er-höht. Anhand dieses Beispielslässt sich zeigen, wie sich durchgeeignete Abstimmung der Aus-gangsstoffe die Zusammenset-zung und damit auch die Eigen-schaften der durch den Reakti-onssinterprozess entstehendenKeramik einstellen lassen.
Generell sind organische Press-hilfsmittel und Binder vor oderwährend des Sinterprozessesrückstandslos auszubrennen. Sietragen zur Verdichtung beim Sin-tern nichts bei, sondern erzeugenim Gegenteil nach dem Ausbren-nen neuen Porenraum, der zu-sätzlich durch den Sintervorgangentfernt werden muss. Etwas an-ders verhält es sich mit den sogenannten „low-loss Bindern“, dieselbst an der Reaktion teilneh-men und teilweise keramisieren.So weist ein bestimmtes Polysil-oxan (Polymethylsilsesquioxan,PMSS) eine keramische Ausbeu-te von ca. 80% auf, d.h. diesesPolysiloxan resultiert nach derOxidation zu ca. 80% in SiO2.Grundlegende Untersuchungenzur Entwicklung von maßgetreu-en Keramikkomponenten auf Zr-SiO4-Basis wurden von Hennigeet al. durchgeführt [1, 2, 3, 4].
Keramiken auf ZrSiO4-Basisals Konstruktionswerkstoffe
Zirconiumsilikat ZrSiO4, besserbekannt unter dem Namen desMinerals Zirkon, kristallisiert in ei-ner tetragonalen Struktur mit denGitterkonstanten a = 0,6604 nm
und c = 0,5979 nm. Die Dichtebeträgt 4,70 g/cm3. ZrSiO4 zer-setzt sich bei 1676°C [5] undweist einen sehr niedrigen linea-ren thermischen Ausdehnungs-koeffizienten von ca. 4 x 10-6 K-1
auf. Von Mori [6] wurden Biegebruchfestigkeiten von ca.400 MPa und Risszähigkeiten imBereich von 3,4 – 4 MPa √
_m ge-
messen, der E-Modul liegt nach Ullmann [7] bei 130 GPa, und die Vickers-Härte beträgt ca.1300 HV [1]. Hierbei liegen diebisher an ZrSiO4 gemessenenFestigkeitswerte deutlich unterdenen der etablierten Hochleis-tungskeramiken. Neben der Re-aktionssynthese war und ist des-halb eines der Entwicklungszieledie Erhöhung der Festigkeitendieser Keramikklasse. Dies kannerreicht werden durch gezielteÄnderung der Material- und damitder Phasenzusammensetzung imDreistoffsystem Zr – Si – O, vor-zugsweise in Richtung auf höhe-re Anteile von ZrO2. Jedoch führtauch generell die Erhöhung derSinterdichte auf Werte oberhalbvon 95% th.D. zu einer deutlichenSteigerung der Festigkeitswerte.So wurden, mit Hinblick auf diePhasenanteile im Endprodukt,Ausgangsmaterialien mit unter-
schiedlichen Zr/Si-Anteilen ge-wählt, wobei die Ausgangspro-dukte ZrSi2, ZrO2, siliciumorgani-sches Polymer (PMSS) und wei-tere Additive waren. Hierbei wur-de der Gehalt an ZrO2 als inerteKomponente für jede Zusammen-setzung separat berechnet undentsprechend des Zr/Si-Verhält-nisses angepasst [8].
SpanabhebendeBearbeitung vorverdichteterRohlinge
Aus den beiden Komponenten ZrSi2 und ZrO2 wurde zunächstdurch Mischmahlen mit Isopro-panol als Mahlflüssigkeit eine ho-mogene Ausgangsmischung her-gestellt. Anschließend wurde dasPMSS in Propanol gelöst und mitdem vorgemahlenen Pulver ge-mischt, so dass eine homogeneSuspension erzielt wurde, die sichdann durch Sprühtrocknen granu-lieren ließ. Die Herstellung vonFormkörpern erfolgte durch einenzweifachen Pressvorgang. Zuerstwurde das Granulat durch axialesPressen zu zylinderförmigen Roh-lingen vorgeformt. Die endgültigeFormgebung auf die gewünschteGründichte, die jeweils von derMaterialzusammensetzung ab-
Herstellung maß-getreuer (net-shape)Keramikkomponentenauf ZrSiO 4-Basis
222
(222)
Zr/Si- Volumenanteile [%]Verhältnisder Proben ZrSi 2 ZrO2 Binder Zusätze
0,50 61,24 5,29 30,00 3,47
0,75 43,52 22,83 30,00 3,65
1,00 32,94 33,08 30,00 3,98
1,50 21,15 44,73 30,00 4,12
2,00 14,74 51,35 30,00 3,91
Tab. 1: Ausgangszusammensetzungen der untersuchten Kera-miken.

hängt, und auf die ebenso not-wendige homogene Dichtevertei-lung wurde in einem zweitenSchritt durch Isostatpressen in ei-ner wet-bag Anlage bei Drückenzwischen 300 und 500 MPadurchgeführt. Die anschließendeFormgebung kann durch Drehen,Bohren oder Fräsen auf Standard-Werkzeugmaschinen mit Werk-zeugen aus Werkzeugstahl odersolchen mit Hartmetallschneidendurchgeführt werden. Abb. 1 zeigtals Beispiel einen durch Mikrofrä-sen strukturierten Grünkörper so-wie das fertig gesinterte Bauteil.
Abformung thermo-plastischer Massen
Obwohl grundlegende Arbeitenzur Entwicklung und Herstellungvon schwindungsfreien, mikro-strukturierten Keramikkomponen-ten auf ZrSiO4-Basis durch Reak-tionssintern von ZrSi2-Precurso-ren [1, 2, 3, 4] gezeigt haben,dass durch Warmprägen auch ei-ne gewisse thermoplastischeFormgebung möglich ist, stelltesich im Laufe weitergehender Un-tersuchungen heraus, dass der„low-loss Binder“ PMSS als plas-tifizierender Binderbestandteil ineiner Spritzgussmasse nicht idealgeeignet ist. Deshalb wurden Un-tersuchungen zur Entwicklung ei-ner Masse angestellt, die sichdurch Spritzgießen abformenlässt und schwindungsfrei sintert.Hierbei konnte insbesondere aufdie Erfahrungen mit der Entwick-lung von Niederdruck-Spritzgieß-massen zurückgegriffen werden.Ein erfolgversprechender Ansatzbestand darin, das PMSS kom-plett durch ein Wachs zu er-setzen. Berechnungen ergaben,dass der Feststoffanteil bei min-
destens 65 Vol.% liegen muss,um schwindungsfreie Teile durchNiederdruck-Spritzgießen zu er-halten. Dieser hohe Füllgrad ließsich durch intensives Mahlen derKonstituenten, einschließlich desWachses, in einer Kryomühle er-reichen [9]. Randbedingung hier-bei war eine möglichst niedrigeViskosität, d.h. eine akzeptableVerarbeitbarkeit der Masse, ent-weder durch druckloses Heiß-gießen oder durch halbautomati-sches Niederdruck-Spritzgießenauf Produktionsanlagen [10, 11,12, 13]. Abb. 2 zeigt ein durchHeißgießen hergestelltes mikro-strukturiertes keramisches Teilnach der Abformung und nachdem Sintern.
Thermische Prozessführung
Der wichtigste Prozessschrittbei der Herstellung von dimen-sionsstabilen Komponentendurch Reaktionssintern ist diethermische Prozessführung.
223
(223)
Abb. 1: Durch Mikrofräsen abgeformtes Keramikteil als Grünkör-per (rechts) und als gesintertes Teil (links). (Die Formgebungdurch Mikrofräsen wurde im Institut für Mikroverfahrenstechnikdes FZK durchgeführt).
Abb. 2: Durch Heißgießen abgeformte ke-ramische Mikrokomponenten: Grünkörper(oben) und Sinterkörper (unten), nach [9].
500 µm
500 µm

Hierbei müssen nicht nur die beider Formgebung eingebrachtenHilfsstoffe wieder entfernt undder poröse Körper dichtgesintertwerden, sondern es ist dafür zusorgen, dass die gewünschte,die Sinterschwindung kompen-sierende, volumenvergrößerndeReaktion gezielt ablaufen kann.Dabei ist insbesondere zu ge-währleisten, dass der gasförmi-ge Reaktand, im vorliegendenFalle Luftsauerstoff, ungehin-dert die Precursorpartikel errei-chen kann, die zur keramischenPhase reagieren sollen. Aus-führliche Untersuchungen zurReaktionskinetik von ZrSi2 mitSauerstoff zu ZrO2, SiO2 undZrSiO4 wurden am Institut fürMikrosystemtechnik der Univer-sität Freiburg durchgeführt [14].Aufgrund dieser Untersuchun-gen konnte die ursprünglich [1, 2, 3, 4] benötigte Prozesszeit
von bis zu 120 h auf derzeit ca.15h verkürzt werden.
Ergebnisse
Nach dem Reaktionssinterpro-zess wurden die Proben hinsicht-lich ihrer chemischen Zusam-mensetzung, der auftretendenPhasen, der Sinterdichte bzw. derresultierenden offenen Porositätsowie ihrer mechanischen Eigen-
schaften – Biegebruchfestigkeitund Risszähigkeit – untersucht.Vergleicht man die Ergebnisseder chemischen Analyse hinsicht-lich des Zr/Si-Verhältnisses derreaktionsgesinterten Keramikenmit den gemäß der Auslegungberechneten Werten (s. Tab. 1),lässt sich die gute Übereinstim-mung erkennen, s. Tab. 2. Eben-falls in Tab. 2 dargestellt sind dietheoretisch hieraus resultieren-den Phasenanteile ZrO2 undSiO2.
Das Gefüge der Keramiken wur-de mit Hilfe der Rasterelektronen-mikroskopie charakterisiert. EinBeispiel hierzu zeigt Abb. 3. Hier-aus ist ersichtlich, dass die Pro-ben zum großen Teil aus einerdichten mittelgrauen Matrix ausZrSiO4 bestehen. Die zu beob-achtende helle Phase bestehtaus ZrO2, die dunklere Phasestellt SiO2 dar.
Die optimalen Sintertemperatu-ren zum Erreichen von Dichtenvon über 98% th.D. liegen zwi-schen 1550°C und 1580°C bei ei-ner Haltezeit von ca. 90 min. Diegemessenen Biegebruchfestig-keiten wurden nach der Weibull-
224
(224)
berechnet RFA-Analyse
Zr/Si Zr/Si SiO 2 ZrO2
Verhältnis Verhältnis [Mol-%] [Mol-%]
0,50 0,51 66,3 33,7
0,75 0,71 58,6 41,4
1,00 0,94 51,7 48,3
1,50 1,46 40,6 59,4
2,00 2,01 33,2 66,8
Tab. 2: Zusammensetzung der reaktionsgesinterten Keramiken.
Abb. 3: REM-Aufnahme des Gefüges einer reaktionsgesintertenZirkonkeramik (Materialkontrast). Gefügebestandteile: schwarz –SiO2; mittelgrau – ZrSiO 4; hell – ZrO 2.
5 µm

Statistik ausgewertet. Die Ergeb-nisse sind in Tab. 3 dargestellt.
Betrachtet man die in Tab. 3 dar-gestellten Ergebnisse der Biege-bruchfestigkeit, fällt auf, dass mitsteigendem Zr/Si-Verhältnis dieWeibull-Festigkeit zunächst biszu Zr/Si = 1,00 mit ca. 300 MPaetwa konstant bleibt, um dann aufWerte bis zu ca. 470 MPa anzu-wachsen. Ebenfalls mit steigen-dem Zr/Si-Verhältnis nimmt dieRisszähigkeit von ca. 3 MPa bei Zr/Si = 0,50 auf fast 5 bei
Zr/Si = 2,00 zu. Hier dürfte sicheine Zunahme des Anteils anZrO2 positiv bemerkbar machen.Weiterhin positiv anzumerkensind die teilweise hohen Weibull-Moduli von über 13. Diese garan-tieren eine hohe Zuverlässigkeitvon Bauteilen aus diesen Mate-rialien.
Die sehr gute spanabhebendeBearbeitbarkeit der Keramik imungesinterten Zustand und diepräzise Einhaltung der Ferti-gungsdimensionen zeigt Abb. 4.
Als Demonstratorteile wurden mitStandardwerkzeugen Sechskant-muttern der Größe M8 aus ge-pressten Grünkörpern herge-stellt. Diese wurden anschlie-ßend dem beschriebenen Reakti-onssinterprozess unterworfen.Wie aus der Abbildung zu sehenist, stimmen die Dimensionennach dem Sintern so exakt, dassdiese Teile ohne weiteres als ke-ramische Sechskantmuttern inVerbindung mit normalen Stahl-schrauben einsetzbar wären.
Festsitzender keramischerZahnersatz
In der Zahnmedizin gewinnen ke-ramische Werkstoffe immer mehran Bedeutung. Insbesondere ihrechemische Stabilität, ihre sehrgute Biokompatibilität und ihreÄsthetik bieten alle Vorausset-zungen für die Anwendung kera-mischer Materialien als festsit-zenden Zahnersatz. Die hier ent-wickelten, reaktionsgesintertenKeramiken auf ZrSiO4-Basis bie-ten neben diesen genannten all-gemeinen Vorteilen keramischer
Anwendung
225
(225)
Abb. 4: Stahl-Sechskantschraube M8 x 20 DIN 933 mit passge-nauen keramischen Sechskantmuttern M8 DIN 934 aus schwin-dungsfreier Keramik, im Grünzustand spanabhebend gefertigt.
Zr/Si- Sinterdichte Sinterdichte Offene Weibull- Weibull- Risszähig-Verhältnis Porosität Festigkeit Modul m keitsbeiwert
σ0 KIc
[g/cm 3] [% TD] [Vol%] [MPa] (–) [MPa √_m]
0,50 3,52 95,9 <1 306,1 9,3 2,93
0,75 4,19 99,0 <1 311,1 8,4 3,30
1,00 4,55 97,2 <1 298,5 13,9 3,00
1,50 4,77 97,0 <2 382,8 13,3 3,92
2,00 4,97 96,9 <1 468,4 9,7 4,80
Tab. 3: Dichte, Porosität und mechanische Eigenschaften der reaktionsgesinterten Keramiken.

Werkstoffe gegenüber anderenKeramiken noch den Vorteil, dassdurch die Reaktionssintertechniksich die Sinterschwindung kom-pensieren lässt. Diese Tatsacheerlaubt die Herstellung auch sehrkomplizierter Teile mit Details inMikrometerpräzision durch einespanabhebende Formgebungdes Grünkörpers durch Standard-prozesse und -werkzeuge. EineVoraussetzung hierfür ist nebenden Festigkeits- und Risszähig-keitswerten der gesinterten Kera-mik auch die Festigkeit und Bear-beitbarkeit des Rohlings. Auf-grund seiner hohen Dichte vonca. 80% th.D. sind z.B. bei einerFräsbearbeitung keine Aus-brüche durch eine unter derOberfläche vorhandene Porositätzu erwarten. Weiterhin garantiertder hohe Anteil von über 25 Vol.%organischer Bestandteile im Roh-ling eine einfache Verarbeitbar-keit und, verglichen mit anderenspanenden Keramikbearbei-tungsverfahren, deutlich geringe-re Werkzeuganforderungen. Dieerzielbare Detailtreue wird vor al-lem bei der Gestaltung der Kauf-lächen deutlich (s. Abb. 5).
Zudem wirkt sich die Grünkörper-stabilität positiv auf die Kanten-stabilität insbesondere im Kro-nenrandbereich aus. Das Materi-al ist mit Hartmetallwerkzeugenideal zu bearbeiten. Es werdenweder Diamantwerkzeuge benö-tigt noch tritt ein signifikanterWerkzeugverschleiß auf [15]. Einweiterer Vorteil des Materials ist,
dass auch eine manuelle Bear-beitung möglich ist. Dadurchkann der Zahntechniker die Arbeitim Artikulator überprüfen und biszum Schluss Korrekturen vorneh-men. Zahnkronen aus diesemMaterial vor und nach dem Sin-terprozess zeigt Abb. 6.
Eine bei anderen Verfahren not-wendige numerische Kompensa-
226
(226)
Abb. 6: Gefräste, passgenaue Dentalkronen vor dem Reaktionssintern (links) und danach (rechts).
Abb. 5: Fräsen einer Zahnkrone aus einem Strukturkeramik-Grünkörper mit dem KaVo-Everest-System, nach [15].

tion der Sinterschwindung wirdhier ohne Rechnereinsatz durchden „intelligenten“ Werkstoff vor-weggenommen. Zum Transferdieses Werkstoffes in die Dental-technik besteht eine Kooperationdes Forschungszentrums Karls-ruhe mit der Firma KaVo EWLGmbH. Die durchgeführten Ent-wicklungsarbeiten zielten insbe-sondere auf die Bearbeitung mitdem KaVo Everest System ab[16].
Komponenten für dieMikrooptik
Neben der konkreten Anwendungals Dentalkomponenten, für diedie industrielle Fertigung zu Be-ginn des Jahres 2003 anlaufensoll, bietet diese Materialklasseauch Anwendungsmöglichkeitenim Bereich der Mikrotechnik, fürdie sie ursprünglich entwickeltwurde. Denkt man an die präzisespanabhebende Grünbearbeit-barkeit, liegt mit diesem Materialund dem hierfür entwickeltenFormgebungsverfahren eine in-teressante Fertigungstechnik zurHerstellung keramischer Mikro-teile vor. Dies ist umso interes-santer, da mit Hilfe dieser Tech-nik, wie sie das KaVo EverestSystem bietet, sowohl eine Ein-zelteilfertigung im Rahmen einerEntwicklung als auch – automa-tisiert – eine Serienproduktion
von Mikro-Keramikteilen möglichsind.
Mit Hilfe der noch im Entwick-lungsstadium befindlichen ther-moplastischen Formgebungsver-fahren wird es möglich sein, mi-krostrukturierte Keramikteile ingrößerer Zahl herzustellen. Hierbietet insbesondere der geringethermische Ausdehnungskoeffizi-ent interessante Aspekte. Aller-dings liegen hier auch die Anfor-derungen an Präzision und Re-produzierbarkeit noch höher alsbei Dentalanwendungen, so dassdie Erfüllbarkeit dieser Anforde-rungen nicht einfach sein wird.
Durch geeignete Auswahl anpräkeramischen Materialien, ge-koppelt mit geeigneten Formge-bungsverfahren und einer auf dieMaterialien abgestimmten thermi-schen Prozessführung lassensich durch Reaktionssinterungmaßgetreue (net-shape) Kera-mikteile herstellen. Es konnte ge-zeigt werden, dass die im Rah-men der F+E-Programme ent-wickelten Materialien und Verfah-ren vielseitig einsetzbar sind.Konkrete Anwendungsfelder er-öffnen sich derzeit auf dem Ge-biet des festsitzenden vollkerami-schen Zahnersatzes, aber auch
auf dem Sektor der Mikrotechnikhinsichtlich der Herstellung ver-schleißfester keramischer Mikro-teile.
Weiterentwicklungen werden mithoher Priorität auf dem Dental-sektor durchgeführt werden, wofür die Herstellung vollkerami-scher Brücken höhere Festigkei-ten gefordert sind. Hier ist insbe-sondere an eine Material-Weiter-entwicklung zu denken, d.h. anden Einsatz anderer Zusammen-setzungen oder Precursoren. Aufdem Gebiet der Mikrotechnik istgeplant, die weiteren Arbeitenhauptsächlich auf die Etablierunggeeigneter Mikroabformverfahrenzu konzentrieren. Hier ist sowohlan die Adaptierung der spanab-hebenden Formgebung, wie siederzeit in der Dentaltechnik ange-wandt wird, gedacht, aber auchdie Entwicklung der Spritzgieß-verfahren soll weiter bearbeitetwerden. Selbstverständlich wirdjedes dieser Arbeitsgebiete, Ma-terialentwicklung und Entwick-lung von thermoplastischen Form-gebungsverfahren, vom anderenprofitieren, so dass in absehbarerZeit hochfeste, thermoplastischformbare net-shape Keramikenzur Verfügung stehen werden.
Zusammenfassung undAusblick
227
(227)
[1] V.D. HennigeVerfahrens- und Werkstoffentwicklung zur Herstellung oxidkeramischerMikroformteile mit minimiertemSinterschrumpf, Shaker-Verlag Aachen, 1998
[2] V.D. Hennige, H.-J. Ritzhaupt-Kleissl,J. Haußelt, Keram. Z. 50 (1998), 262-265
[3] J. Haußelt, V.D. Hennige, H.-J. Ritzhaupt-Kleissl,NACHRICHTEN – Forschungs-zentrum Karlsruhe 30 (1998), 161-166
[4] V.D. Hennige, H.-J. Ritzhaupt-Kleissl,J. Haußelt, Deutsches Patent DE 195 47 129,1995,sowie Europäisches Patent EP0779 259
[5] W.C. Buttermann, W.R. Foster, The American Mineralogist 52 (1967),880-885
Literatur

228
(228)
[6] T. Mori, M. Hoshino, H. Yamamura,H. Kobayashi, T. Mitamura, J. Ceram. Soc. Japan, Int.Ed. 98(1990), 1023-1028
[7] Ullmanns Enzyklopädie derTechnischen Chemie, 4. Auflage,Band 24, S. 696, VCH Weinheim,1984
[8] E. Klose, J. R. Binder, H.-J. Ritzhaupt-Kleissl, J. Haußelt, Symposium D4: „Biomaterials:Mechanical Properties, Degradationand Interface to the Biosystem“,Materials Week 2001, München.
[9] S. Ray, J.R. Binder, Symposium K2: Ceramic FoilMaterials and Systems for theMicrosystem-Technology, Materials Week 2001, München.
[10] R. Lenk, cfi/Ber. DKG 72 (1995), 636-642
[11] W. Bauer, R. Knitter,NACHRICHTEN – Forschungs-zentrum Karlsruhe 30 (1998), 243-250
[12] R. Knitter, D. Göhring, H.-J. Ritzhaupt-Kleissl, J. Haußelt,Keram. Z. 51 (1999), 1064-1069
[13] H.-J. Ritzhaupt-Kleissl, W. Bauer,R. Knitter, V. Piotter, R. Ruprecht,J. Haußelt, Tagungsband 4. StatuskolloquiumMikrosystemtechnik, FZKA-Bericht6423, ForschungszentrumKarlsruhe 2000, 37-42
[14] K. Honnef, Dissertation Universität Freiburg,2002
[15] J.R. Binder, H.-J. Ritzhaupt-Kleissl,J. Haußelt, dental dialogue 6 (2001), 684-686
[16] G. Hoffmann, Quintessenz Zahntech. 27 (2001),1050-1053

Bei der Entwicklung von Mikro-systemen spielt die Nutzung von spezifischen Materialeigen-schaften vielfach noch eine un-tergeordnete Rolle. Die in derMikrotechnik verfügbare Werk-stoffpalette wird daher wesent-lich durch den Stand der Ent-wicklung der Formgebungsver-fahren bestimmt. Hierbei werdenzumeist Fertigungstechnikeneingesetzt, bei denen bereits einumfangreiches Know-how exi-stiert (z.B. Ätzen von Silizium)oder die eine Anpassung kon-ventioneller Formgebungsver-fahren an Mikrodimensionen er-lauben (z.B. Spritzgießen vonKunststoffen, galvanische Ab-scheidung von Metallen). DiePalette der eingesetzten Werk-stoffe ist darin stark einge-schränkt. Sie umfasst im we-sentlichen Silizium, die Material-klasse Kunststoff sowie einigeausgewählte Metalle.
Durch die Verwendung von ke-ramischen Werkstoffen könnensich den Mikrosystemen zahlrei-che neue Einsatzmöglichkeiteneröffnen, die mit metallischenoder polymeren Materialiennicht oder nur unzureichend zurealisieren sind. Besondersdann, wenn gute mechanischeund tribologische Eigenschaf-ten, chemische und thermischeBeständigkeit, geringe thermi-sche Ausdehnung oder speziellefunktionelle Eigenschaften, z. B.piezoelektrisches Verhalten, ge-fordert werden, bietet sich derEinsatz von Keramiken an oderkann sogar unverzichtbar wer-den. Keramische Mikrobauteilekönnen als passive Stütz- oder
Trägerelemente unter aggressi-ven thermischen oder korrosi-ven Bedingungen eingesetztwerden, bei denen Kunststoffeoder Metalle nach kürzester Zeitversagen würden. In der Mikro-mechanik ermöglichen sie er-höhte Standzeiten durch diegute Abrasionsbeständigkeit. Inder Mikrooptik bieten sie sichaufgrund der niedrigen thermi-schen Ausdehnungskoeffizien-ten an, weil sie z. B. für eineausreichende Betriebsstabilitätoptischer Bauelemente bei ei-nem Einsatz im Outdoor-Be-reich sorgen. In der Mikroreak-tionstechnik eröffnen sie dieMöglichkeit, Reaktionen mit ag-gressiven Medien oder bei sehrhohen Temperaturen durch-führen zu können [1]. Weitereaktive Bauelemente, die für die Mikrosystemtechnik vongroßem Interesse sind, beste-hen aus piezokeramischen Ma-terialien, die als Aktoren oderSensoren wichtige Wandlerfunk-tionen übernehmen können(Abb. 1).
Trotz zahlreicher Vorzüge stehteinem stärkeren Einsatz von ke-ramischen Werkstoffen eine auf-wendige Prozesstechnik entge-gen, die besonders bei der Mikro-strukturierung in Kauf genommenwerden muss. In den vergange-nen Jahren wurden bereits eineReihe von Strukturierungsverfah-ren für keramische Mikrobauteileentwickelt [2, 3], die aber hin-sichtlich Designfreiheit oder Auto-matisierbarkeit nur eingeschränkteinsetzbar sind.
Bei der Fertigung komplexer ma-kroskopischer Bauteile hat sichdas keramischen Spritzgießen(Ceramic Injection Molding, CIM)als Standardverfahren etabliert.Um gegenüber dem Kunst-stoffspritzgießen durch Pulver-spritzgießen Keramikteile zu er-halten, wird eine Formmasse ver-wendet, die zu mindestens 50Vol.-% aus Keramikpulver be-steht. Durch einen Binderanteil,der das restliche Volumen ein-nimmt, ist die Formmasse ther-moplastisch verarbeitbar. ImSpritzgießvorgang erfolgt dieFormgebung zum so genanntenGrünling. Danach erfolgt zur Ent-fernung des Polymeranteils dasEntbindern zum Braunling. Ab-schließend wird der Braunling imOfen unter Schwindung zumdichten Mikrobauteil gesintert.Der Sinterschrumpf wird durchMaßvorhalt im Werkzeug berück-sichtigt.
Es ist daher naheliegend, dieseTechnik auch zur Herstellung vonmikrostrukturierten keramischen
Besonderheiten desSpritzgießens vonkeramischen Mikro-bauteilen
Einleitung
229
(229)
Pulverspritzgießen keramischer Mikrobauteile –Entwicklung von Prototypen- und Massen-fertigungsverfahrenW. Bauer, R. Knitter, V. Piotter, R. Ruprecht, IMF
NACHRICHTEN - Forschungszentrum Karlsruhe Jahrg. 34 2-3/2002 S. 229-235
Abb. 1: Keramischer Grund-körper für einen Ultraschall-wandler aus Blei-Zirkonat-Titanat (PZT-Keramik), rea-lisiert durch Niederdruck-Keramik-Spritzgießen (LP-CIM).

Bauteilen zu verwenden, wozu al-lerdings eine Reihe von Anpassun-gen und Erweiterungen hinsicht-lich der Formmasseeigenschaften,der Werkzeuggestaltung und derProzesstechnik erforderlich sind,die den speziellen Anforderungenvon Mikrobauteilen Rechnung tra-gen müssen. Die Besonderheitendes Spritzgießens von Mikrobau-teilen wurden zuerst an polymerenWerkstoffen entwickelt [4, 5]. Inseinen Grundzügen ist die Abfor-mung einer keramikgefülltenFormmasse, des sogenanntenFeedstocks, mit dem Mikrospritz-gießen von ungefüllten Kunststof-fen vergleichbar [6]. Allerdingswerden durch die Pulverbeladungdie mechanischen und thermi-schen Eigenschaften des Feed-stocks spürbar verändert. Auf-grund der erhöhten Wärmeleit-fähigkeit des Feedstocks bestehtz.B. bei den geringen Querschnit-ten von Mikrostrukturen leicht dieGefahr einer zu frühen Erstarrungder Formmasse. Für ein vollstän-dig gefülltes Bauteil ist daher einesehr exakte Temperierung desWerkzeuges erforderlich. WeitereBesonderheiten sind ein:
Evakuieren des Werkzeuges,um eine vollständige Füllungvon sacklochartigen Mikrostruk-turen im Werkzeug zu erzielenund um Defekte zu verhindern,die durch Kompression und Er-hitzung von Luft verbunden mitder Zerstörung von Kunststoff-anteilen vergleichbar der Ver-brennung in Dieselmotoren ver-ursacht werden;
Temperieren des Werkzeugesmit einem Variotherm-Zyklus,das heißt, zu Beginn des Zyk-lus eine hohe Werkzeugtem-peratur einstellen, um entlang
des gesamten Fließweges derFormmasse eine niedrigereFormmasseviskosität und da-mit eine gute Formfüllung desWerkzeuges zu erhalten, unddanach das Werkzeug solan-ge kühlen, dass nach Erstar-ren der Formmasse eine aus-reichende mechanische Fes-tigkeit für eine sichere Entfor-mung gewährleistet ist;
Öffnen des Werkzeuges undAuswerfen der Mikrobauteilemit sehr niedriger und gleich-förmiger Geschwindigkeit, umein beschädigungsfreies Ent-formen der Mikrostrukturen si-cherzustellen.
Als eine wesentliche Folge sinddie Abformzeiten beim Mikro-spritzgießen deutlich länger alsbeim konventionellen Spritz-gießen. Da der Zykluszeit eineentscheidende wirtschaftlicheBedeutung zukommt, wurden inden letzten Jahren Anstrengun-gen unternommen, die zu einersignifikanten Reduzierung deranfänglichen Zeiten geführt ha-ben. Aktuell ist von Zykluszeitenim Minutenbereich auszugehen.Zudem lassen sich durch gleich-zeitige Formgebung von mehre-ren Mikroteilen in einem Zyklushohe Ausstoßzahlen erzielen.
Das Spritzgießen von kerami-schen Materialien kann in zweiVarianten durchgeführt werden,dem mit einem hohen industriel-len Durchdringungsgrad gekenn-zeichneten Hochdruck- und demweniger verbreiteten Nieder-druck-Keramik-Spritzgießen. Die
grundlegende Gemeinsamkeitbeider Verfahren besteht darin,dass ein keramisches Pulver miteinem thermoplastischen Bindervermischt und dadurch in einenfließfähigen Zustand gebrachtwird. Die Unterschiede ergebensich aus der Art der verwendetenBinder, die zu deutlich unter-schiedlichen Einspritzdrückenund -temperaturen führen. DieUnterscheidungsmerkmale be-schränken sich aber nicht nur aufdie Abformbedingungen, sondernerfordern eine unterschiedlicheFeedstock-Aufbereitung und von-einander abweichenden apparati-ven Aufwand. Dies führt letztlichdazu, dass beide Verfahren in un-terschiedlichen Anwendungsfel-dern zum Einsatz kommen.Während das Hochdruck-Spritz-gießen die Möglichkeiten einerwirtschaftlichen Serienproduktionbesitzt, ist das Niederdruck-Spritzgießen prädestiniert für dieschnelle Fertigung von Prototy-pen und Kleinserien [7].
Hochdruck-Keramik-Spritzgießen (HP-CIM)
Beim Hochdruck-Keramik-Spritz-gießen (High Pressure CeramicInjection Molding, HP-CIM), wer-den thermoplastische Kunststoffeals Bindermaterialien verwendet(Polyolefine, Polyacetale usw.)[7, 8]. Voraussetzung für die Ab-formung von Mikrobauteilen isteine möglichst hohe Festigkeitund Steifigkeit der verwendetenBinder, um Probleme beim Ent-formen der Teile zu vermeiden.Kommerziell verfügbare Binder,die diese Kriterien am ehesten er-füllen, sind z.B. Hostamont Bin-der der Clariant GmbH (ehemals
Vergleich von Hoch-druck- und Niederdruck-Keramik-Spritzgießen
230
(230)

Hoechst AG) oder Catamold Bin-der der BASF AG.
Maschinenseitig stützt sich dasMikrospritzgießen auf modifizierteEinheiten, die auch in der industri-ell weit verbreiteten konventionel-len Spritzgießtechnik eingesetztwerden. Es stehen somit nicht nurdie Spritzgießmaschinen sondernauch Peripheriegeräte und Hand-habungseinrichtungen, die ledig-lich für die spezifischen Belangeder Mikrofertigung modifiziertwerden müssen, kostengünstigzur Verfügung (Abb. 2).
Um die sehr kleinen Formteilka-vitäten befüllen zu können undum den Werkzeugverschleißmöglichst gering zu halten, wer-den während des Einspritzens re-lativ hohe Werkzeugtemperatu-ren eingestellt. Damit kann eineausreichende Fließfähigkeit derFormmasse ohne die Gefahr vonderen Überhitzung gewährleistetund eine Wiederverwendung vonAngüssen oder Produktionsabfäl-len ermöglicht werden [8]. Außer-dem liegen die Verarbeitungsfen-ster der Feedstocks oftmals nied-riger als bei ungefüllten Kunst-stoffen, was die thermische Be-lastung der mikrostrukturiertenFormeinsätze reduziert. So liegtdie Formmassetemperatur hierüblicherweise bei 100 – 200°C,gegenüber z.B. 230°C für PMMA.Die spezifischen Einspritzdrückeliegen beim Mikropulverspritz-gießen in Bereichen, wie sie fürdie gesamte Spritzgießtechniküblich sind, d.h. zwischen 500und 1000 bar. Dies kann zu ho-hen Einspritzgeschwindigkeitenund somit kurzen Zykluszeitenführen, birgt aber die Gefahr derEntstehung von Entmischungenin den Formmassen in sich. Es ist
deshalb besonders auf eine strö-mungsgerechte Auslegung desWerkzeugs zu achten. Wenn esdas Design des Bauteils erlaubt,sollten scharfe Kanten und Eckenim Werkzeug bzw. Formeinsatzdurch abgerundete Radien er-setzt werden. Verengungen imBauteil, sogenannte Fließbrem-sen, führen zur Entmischungdurch Freistrahlbildung und häu-fig zu vorzeitigem Einfrieren derMasse. Sie sollten daher eben-falls durch eine Änderung derBauteilgeometrie umgangen wer-den. Eine Auswahl typischer Mi-krobauteile ist in den Abb. 3, 4und 5 (links) dargestellt.
Die aufwendigere Formgestal-tung und Temperierung beim Mi-krospritzgießen erfordert einesehr sorgfältige und daher kos-tenintensive Auslegung desWerkzeuges und des Formein-satzes. Es ist deshalb sinnvoll,bereits die Planungsphase durcheine Finite-Element Simulationdes Einspritz- und Formbildungs-
231
(231)
Abb. 2: Anlage für das Hochdruck-Keramik-Spritzgießen (HP-CIM): Spritz-gießmaschine Battenfeld Microsystem 50 (links) mit Spritzgießwerkzeug(rechts): Standfläche ca. 2 m 2, Schließkraft 50 kN.
Abb. 3: Prüfkörper mit minimalem Quer-schnitt von 200 µm x 200 µm für Mikro-Zug- (links) und -Biege-Versuche (rechts),hergestellt durch Hochdruck-Keramik-Spritzgießen (HP-CIM) aus ZrO 2-Keramik.
Abb. 4: Mikro-Zahnrad-Form aus ZrO 2-Ke-ramik, 500 µm hoch, hergestellt durchHochdruck-Keramik-Spritzgießen (HP-CIM): der Zahnkopfdurchmesser beträgt480 µm, die minimale Zahnbreite ca. 70 µm.

vorganges zu unterstützen, umFehler möglichst frühzeitig ver-meiden zu können. Heutige Soft-waretools erlauben zwar eine Si-mulation der Formfüllung, diequalitativ mit dem Experimentrecht gut übereinstimmt. Für einequantitative Berechnung sind je-doch noch umfangreiche Ent-wicklungs- und Validierungsar-beiten für geeignete Simulati-onstools notwendig, um mikro-spezifische Effekte wie Ober-flächenspannung zum Werkzeugoder die Pulver-Binder-Wechsel-wirkung im Feedstock zu berück-sichtigen.
Niederdruck-Keramik-Spritzgießen (LP-CIM)
Niederdruck-Keramik-Spritz-gießen (Low Pressure CeramicInjection Molding, LP-CIM), auchNiederdruck-Warmspritzen oderHeißgießen genannt, verwendetzur Plastifizierung der kerami-schen Pulver keine Thermoplas-te, sondern niedrigschmelzendeParaffine und Wachse. Dieseschmelzen üblicherweise bei 60– 70°C und bilden Schmelzen,deren Viskosität nur etwas höher
ist, als die von Wasser. Mit Hilfegeeigneter oberflächenaktiverSubstanzen lassen sich sofließfähige Feedstocks mit Fest-stoffgehalten von über 70 Volu-menprozent herstellen. Dies hatzur Konsequenz, dass eineFormgebung in sehr kompaktenAnlagen (Abb. 6) bereits bei sehrniedrigen Drücken und Tempera-turen durchführbar ist. ÜblicheVerarbeitungsbedingungen lie-
gen bei 70 – 100°C und bei Ein-spritzdrücken deutlich unterhalbvon 5 MPa. Im Vergleich zumHochdruck-Spritzgießen lassensich daraus einige interessanteAspekte ableiten:
Die Anfertigung des Spritz-gießwerkzeugs ist aufgrundder geringeren Anforderungenwesentlich einfacher und kos-tengünstiger, so dass Nieder-druck-Spritzgießen bereits fürkleine und mittlere Serien wirt-schaftlich sein kann.
Durch den geringen Einspritz-druck ergibt sich ein verringer-ter Verschleiß, und es könnenauch Werkzeuge aus weichenWerkstoffen für größere Seri-en verwendet werden, z. B. diegut zu mikrostrukturierendenMetalle Messing oder Nickel.
Geringe Einspritzgeschwindig-keiten reduzieren die Gefahrvon Entmischungen in denkomplexen Designs und en-
232
(232)
Abb. 5: Spritzgegossene Labormuster von Mikro-Zahnrädern: links aus Al 2O3
(Hochdruck-Keramik-Spritzgießen (HP-CIM)); rechts aus ZrO 2 (Niederdruck-Keramik-Spritzgießen (LP-CIM)).
Abb. 6: Anlagen für das Niederdruck-Keramik-Spritzgießen (LP-CIM): links GOCERAM GC-MPIM-2-MA-X, rechts Peltsman MIGL-33.

gen Fließwegen von Mikro-bauteilen.
Diesen Vorzügen steht aber diegeringe mechanische Festigkeitvon Paraffin gegenüber. Sie führtspeziell bei Mikrobauteilen dazu,dass kompliziert geformte Struk-turen, die eine starke Verzahnungmit dem Werkzeug aufweisen,beim Entformen leicht abreißenkönnen. Eine zuverlässige Abfor-mung ist mit dem Verfahren da-her üblicherweise nur bei gerin-ger Komplexität der Mikrobauteilemöglich.
Um das Potenzial des Nieder-druck-Keramik-Spritzgießens beider Herstellung von Prototypenund kleinen Serien besser nutzenzu können, wurde eine Rapid-Prototyping-Methode (schnelleProduktmusterfertigung) ent-wickelt, mit der sich auch komplexgeformte Mikrobauteile schnellund kostengünstig fertigen lassen[1, 9, 10]. Erreicht wird dies, in-
dem die verwendete Spritzgieß-Hohlform nicht aus Metall, son-dern aus Silikonkautschuk gefer-tigt wird. Der weiche Silikonkau-tschuk ermöglicht eine gute Ent-formbarkeit auch bei fragilen De-tails (Abb. 5 (rechts) und 7). Darü-ber hinaus lassen sich mit Silikon-kautschuk Hinterschneidungenentformen, ohne das aufwendigeWerkzeugkonstruktionen einge-setzt werden müssen. Mittels Nie-derdruck-Spritzgießen können Si-likonkautschukformen verzer-rungsfrei abgeformt werden,wenn der Einspritzdruck hinrei-chend gering, d.h. kleiner als0,5 MPa ist. Ein derart niedrigerDruck lässt sich mit zahlreichenkommerziell erhältlichen Pulvernerreichen, so dass die Methodefür vielfältige keramische Materia-len und Bauteile verwendet wer-den kann. Die Fertigung von um-fangreicheren Losgrößen verliertallerdings an Wirtschaftlichkeit,da die Entformung nicht automa-tisch, sondern manuell erfolgt.
Die Herstellung der Silikonkaut-schukformen erfolgt durch Ab-gießen eines Urmodells. Dieseskann aus einem beliebigen Werk-
stoff bestehen, so dass auf leichtzu bearbeitende Materialienzurückgegriffen werden kann.Besonders vorteilhaft ist hierbeieine Rapid-Prototyping-Prozess-kette, d.h. die Verwendung vonRapid-Prototyping-Bauteilen alsUrmodelle. Diese sind schnellund einfach herzustellen, da sieunmittelbar aus den dreidimen-sionalen CAD-Daten gefertigtwerden. Rapid-Prototyping-Ver-fahren sind kommerziell in vielfäl-tigen Ausführungen erhältlich,wobei sich vor allem die Stereo-lithographie durch eine hohe Prä-zision auszeichnet (Abb. 8). MitHilfe der Mikro-Stereolithogra-phie [11] lassen sich sogar Auflö-sungen im Mikrometerbereich er-zielen, so dass auf diese Weiseauch filigrane und stark miniaturi-sierte Bauteile gefertigt werdenkönnen. Die durch die Rapid-Prototyping-Prozesskette gefer-tigten Teile stellen im Gegensatzzu den Rapid-Prototyping-Model-len Funktionsmuster aus demgleichen Werkstoff und mit dengleichen Eigenschaften wie dasspätere Serienprodukt aus Kera-mik dar.
Fertigung von Mikro-bauteilen durch eine Rapid-Prototyping-Prozesskette
233
(233)
Abb. 7: Turbinengehäuse ausZrO2-Keramik, hergestellt durchNiederdruck-Keramik-Spritz-gießen (LP-CIM).
Abb. 8: ZrO 2-Keramik-Replikate, erzeugt durch Niederdruck-Keramik-Spritz-gießen (LP-CIM) aus Stereolithographie-Modellen (Modelle aus kommerziel-len Stereolithographie-Anlagen: links Standardauflösung; rechts: hohe Auf-lösung).

Im Rahmen der Entwicklungender CIM-Prozesstechnik wurdenzahlreiche geometrische und me-chanische Eigenschaften an La-bormustern oder Demonstrator-komponenten bestimmt. Die inden nachfolgenden Tabellen 1 – 3genannten Werte spiegeln denaktuellen Stand der Entwicklungwieder. Sie besitzen meist nochVerbesserungspotenzial, da auf-grund der Vielzahl von Prozess-parametern und Bauteilgestaltun-gen eine umfassende Optimie-rung sehr zeitaufwendig ist.
Keramische Pulverspritzgießver-fahren kommen in zwei unter-schiedlichen Ausprägungen zurAnwendung, als Hochdruck-Ke-ramik-Spritzgießen und als Nie-derdruck-Keramik-Spritzgießen.Die Verwendung von Thermo-plasten mit hoher mechanischerFestigkeit als Binder in den Pul-ver-gefüllten Formmassen erfor-dert beim Hochdruck-Spritz-gießen hohe Temperaturen undhohe Einspritzdrücke zur voll-ständigen Formfüllung. Hierzu isteine belastbare und abrasions-beständige Werkzeugtechnik er-forderlich. Der Prozess bietet
aber die Möglichkeit zur Automa-tisierung, und ermöglicht somiteine preisgünstige Massenferti-gung. Durch niedrigschmelzendeParaffine kann im Niederdruck-Spritzgießen bei deutlich niedri-geren Temperaturen und Drü-cken gearbeitet werden. DieWerkzeuge, die beim Nieder-druck-Spritzgießen eingesetztwerden, lassen sich daherschnell und kostengünstig anfer-tigen. Die geringe Festigkeit derParaffine erfordert aber eine ma-nuelle Entformung. Das Verfah-ren ist aus diesen Gründen prä-destiniert für die schnelle Ferti-gung von Produktmustern undKleinserien.
ZusammenfassungEigenschaften vonmikrostrukturiertenKeramikbauteilen
234
(234)
Eigenschaft Stückzahl Werkzeug Geometrie- Automatisier- Verfügbarkeit freiheitsgrad barkeit
Hoch- serien- Metall; 2,5 D gut erreichbar abhängig von druck- tauglich in Lieferzeit für Keramik- Investition Sonderfällen: Anlagentechnik Werkzeug Spritzgießen 3 D verfügbar (HP-PIM)
Niederdruck- Prototypen Silikon- 2,5 D beanspruchungs- schnelle Keramik- kautschuk; auch arme Hand- Werkzeug-Spritzgießen Hinterschnitte entformung fertigung (LP-PIM) low-cost möglich durch
Rapid Prototyping
Tab. 1: Vergleich der Stärken der Varianten des Keramik-Spritzgießens bei der Fertigung von kera-mischen Mikrobauteilen
Geometrische min. min. Aspekt- max. Rauheit MittenrauheitEigenschaft Strukturbreite Strukturdetails verhältnis Rt oder Rz Ra
[µm] [µm] (Höhe/Breite) [µm] [nm]
HP-PIM 20 > 2 > 10 möglich > 2 < 400
LP-PIM 30 > 2 > 10 möglich > 2 < 500
Tab. 2: Vergleich der geometrischen Bauteileigenschaften von Mikroteilen zwischen Hochdruck-(HP-CIM) und Niederdruck-Keramikspritzgießen (LP-CIM)

Beide Pulverspritzgießverfahrenwurden in den letzten Jahren amIMF III parallel für die Mikroform-gebung weiterentwickelt, um dieMaterialpalette für die Mikrotech-nik um Struktur- und Funktions-keramiken zu erweitern. Sie er-gänzen sich in idealer Weise underlauben eine wirtschaftliche Fer-tigung von Mikroteilen aus Kera-mik für Anwendungen z.B. in derMikrooptik, Medizintechnik oderMikroverfahrenstechnik vom ein-zelnen Prototypen bis zur Mas-senfertigung.
Die Autoren danken allen Kolle-ginnen und Kollegen, insbeson-dere den Herren G. Bartelt, T.Gietzelt, T. Greiner, L. Merz, K.Plewa und S. Rath für ihre wert-vollen Beiträge bei der Durch-führung der Arbeiten, T. Fett, IMFII sowie M. Auhorn und T. Beck(iwk1, Universität Karlsruhe) fürdie Ermittlung und Bereitstellungder Mikrofestigkeitskennwerte.Die Arbeiten wurden dankens-werterweise unterstützt vom
BMBF im Rahmen des HGF-Stra-tegiefondsprojekts MALVE undvor allem von der Deutschen For-schungsgemeinschaft, aktuell imRahmen des Sonderforschungs-bereichs SFB 499 in Kooperationmit der Universität Karlsruhe.
Danksagung
235
(235)
Werkstoff- Typische Dichte Korngröße Biegefestigkeit Weibull-eigenschaften [th. D.] [µm] [MPa] Koeffizient
HP-PIM 99 % 0,3 – 0,7 840 – 2100 3,5 – 10
LP-PIM 98 % 0,3 – 0,7 900 – 3000 5,6 – 11,1
Tab. 3: Vergleich von bauteilspezifischen Werkstoffeigenschaften zwischen Hochdruck- (HP-CIM)und Niederdruck-Keramikspritzgießen (LP-CIM), ermittelt an Mikroprobekörpern aus ZrO 2 (1 mm x0,2 mm x 0,2 mm).
[1] R. Knitter, D. Göhring, P. Risthaus,Keramische Reaktoren für denEinsatz in der Mikroreaktionstechnik.FZKA-Nachrichten, diese Ausgabe.
[2] R. Knitter, E. Günther, U. Maciejewski, C. Odemer.cfi/Ber. DKG 71 (1994) [9], S. 549-556.
[3] W. Bauer, H.-J. Ritzhaupt-Kleissl,Keramische Zeitung 6 (1998) [50], S. 411-415.
[4] V. Piotter, T. Hanemann, R. Ruprecht,J. Haußelt, A. Thies, SPIE Conference Micromachiningand Microfabrication, Vol. 3223,Austin TX (1997), pp 91 ff.
[5] A. Spennemann, W. Michaeli,A. Rogalla,Process Analysis of the InjectionMolding of Microstructures;Proceedings of Micro SystemTechnologies (1998), VDE-Verlag GmbH, pp. 331-337.
[6] G. Baumeister, M. Guttmann,A. Haefele, N. Holstein, V. Piotter,R. Ruprecht, G. Schanz, F. Winkler,Mikrospritzgießen von ungefülltenKunststoffen. FZKA-Nachrichten, diese Ausgabe.
[7] V. Piotter, W. Bauer, T. Benzler,A. Emde,Microsystem Technologies, 7 (2001),S. 99-102.
[8] V. Piotter, T. Gietzelt, K. Mueller,R. Ruprecht, J. Hausselt,Proceedings of PM 2000 WorldCongress & Exhibition; Kyoto (2000),pp. 1652-1655.
[9] R. Knitter, W. Bauer, D. Göhring,J. Haußelt, Advanced Engineering Materials, 3(2001) [1-2], S. 49-54.
[10] W. Bauer, R. Knitter, G. Bartelt,P. Risthaus,in: R. Meyer [Hrsg.] Rapid 2001:Internat.User’s Conf.on RapidPrototyping and Rapid Tooling andRapid Manufacturing Proc. S.504-509 Fraunhofer Allianz RapidPrototyping (2001).
[11] R. Götzen,F&M, 106 (1998), [3], S. 134-136.
Literatur

In dem Vorwort zu einer Gemein-schaftstagung der VDI/VDE-Ge-sellschaft Feinwerktechnik, VDI-Gesellschaft Werkstofftechnik,VDE/VDI-Gesellschaft Mikroelek-tronik und der Deutschen Gesell-schaft für Metallkunde im Jahr1989 findet man folgende Aussa-ge „Für die Erschließung des An-wendungspotentials der Mikro-technik ist es von entscheidenderBedeutung, dass eine breite Pa-lette von funktionsspezifischenWerkstoffen zur Verfügung steht“[1]. Dies unterstreicht die Wichtig-keit der Materialforschung in derMikrosystemtechnik für die Reali-sierung visionärer Ideen, Ent-wicklung und Optimierung neuerProdukte, Miniaturisierung vonKomponenten und Systemen so-wie die Sicherstellung ihrer Zu-verlässigkeit und hinreichendenLebensdauer. Das hohe Potentialder Mikrosystemtechnik in Bezugauf intelligente, mobile und minia-turisierte Produkte ist unstrittig [2]
und ebenso, dass seine volleAusschöpfung nur durch die Nut-zung der in den Basistechnologi-en (Halbleiter-, Material-, Mikro-strukturierungs-, Nano-, Biotech-nologie etc.) erzielten Inventio-nen in Kombination mit einer in-telligenten Systemintegration(Entwurfsmethodik, Simulations-technik, Mikrofertigungstechnik,Aufbau- und Verbindungstechnik)möglich ist. An den bisher er-reichten Erfolgen mikrotechni-scher Systemlösungen hat dieMaterialforschung als eine wichti-ge Basistechnologie einen be-deutenden Anteil.
Mikrosysteme sind heute in vie-len Schlüsselindustrien im Ein-satz und erschließen sich ständigneue Anwendungsfelder u.a. inder Umwelt-, Sicherheits-, Medi-zin- und Bio-, Kommunikations-,Verkehrs-, Fertigungs-, Verfah-rens-, Haushalts- und chemi-schen Mikroverfahrenstechnik.Die Verfügbarkeit fortschrittlicher,auf die Anforderungen der Mikro-
technik zugeschnittener Materia-lien und Prozesstechniken kannüber einzelne spezifische Syste-me hinaus ein weites Feld neuerAnwendungen eröffnen. Entspre-chend der Breite des Einsatzpo-tenzials von Mikrosystemen sinddie Anforderungen u.a. an funkti-onsspezifische chemische, di-elektrische, elektronische/elektri-sche, magnetische, mechani-sche, optische, thermophysikali-sche oder tribologische Eigen-schaften der Materialien äußerstvielfältig. Hieraus und bei Berück-sichtigung der strukturellen Ab-messungen von Mikrokomponen-ten oder relevanten Wechselwir-kungsmechanismen in Dimensio-nen von Mikro-, Submikro- bis zuNanometern ergibt sich sowohlein breiter grundlagenorientierterals auch systemspezifischer For-schungsbedarf. Dieser beziehtsich auf die Entwicklung und Pro-zesstechnik, Strukturierung undModifizierung sowie Prüfung undModellierung von Werkstoffen(Abb. 1).
Einleitung
236
(236)
Materialforschung für die MikrosystemtechnikK.-H. Zum Gahr, IMF
NACHRICHTEN - Forschungszentrum Karlsruhe Jahrg. 34 2-3/2002 S. 236-246
Abb. 1: Schwerpunkte der Materialforschung für Mikrosysteme.
Werkstoffstrukturierung und Werkstoffmodifizierung Werkstoffprüfung
und Werkstoff-modellierung
Werkstoffentwicklung und Werkstoff-prozesstechnik

Im folgenden werden einigeBeiträge des Instituts für Material-forschung mit seinen Teilinstitu-ten Werkstoffphysik (IMF I),Werkstoffmechanik (IMF II) undWerkstoffprozesstechnik (IMF III)zur Mikrosystemtechnik vorge-stellt.
Die ersten mikrosystemtechni-schen Produkte wurden auf derGrundlage der photolithographi-schen Technologien der Mikro-elektronik mit entsprechendenModifikationen realisiert. Dies be-deutete zugleich den Einsatz vonSilizium als Basismaterial mitdem Vorteil der guten Kompatibi-lität zu mikroelektronischen Kom-ponenten. Als wesentlicher Un-terschied zu den zweidimensio-nalen Strukturen der Mikroelek-tronik sind in der Mikrosystem-technik jedoch häufig dreidimen-sionale Strukturen erforderlich,wodurch die Fertigungsprozessewesentlich komplizierter werden.
Obwohl die Silizium-Mikromecha-nik in zahlreichen Anwendungs-feldern erfolgreiche Produkte rea-lisiert hat, kann die Materialbe-grenzung auf Silizium eine deutli-che Einschränkung für die Ent-wicklung neuer mikrosystemtech-nischer Produkte oder die Er-schließung neuer Einsatzberei-che darstellen. Durch die Verfüg-barkeit anderer primärer Mikro-strukturierungstechniken wie dasLIGA-Verfahren, die mechani-sche spanabhebende Mikroferti-gung oder die Laser-Mikrostruk-turierung und die nachfolgendesekundäre Strukturierung durchReplikationstechniken wie das
Mikro-Spritzgießen, Mikro-Prä-gen oder Mikro-Gießen wird dieMaterialpalette auf Metalle, Kera-miken und Polymere erweitert.
Neben den systemspezifischenAnforderungen, z.B. an aktori-sche oder sensorische Fähigkei-ten (Signalwandlung), Bioverträg-lichkeit oder Korrosionsbestän-digkeit, müssen die einzusetzen-den Materialien die mit denprimären oder sekundären Struk-turierungs-, Aufbau- und Verbin-dungstechniken verbundenenfertigungstechnischen Anforde-rungen erfüllen. Materialien fürBauteile mit Strukturabmessun-gen im Mikro- bzw. Submikrome-terbereich müssen Korngrößendeutlich kleiner als die Strukturenaufweisen, um Anisotropieeffektebei Annäherung der Struktur-wandstärke an die mittlere Korn-größe zu vermeiden. Ebensomuss in der Größe der Struktur-abmessungen die Gefügehomo-genität und die Wirkung der Sig-nalwandlerfähigkeit sowie diemechanische oder thermischeStabilität während der Strukturie-rungsprozesse oder im späterenEinsatz gewährleistet sein. Mitzunehmender Miniaturisierungund Strukturierungsfeinheit steigtdas Verhältnis von Oberfläche zuVolumen der Mikroteile und damitder Umgebungs-, Oberflächento-pographie- und Fertigungsein-fluss, was zu extremen Eigen-schaftsänderungen der Materiali-en führen kann. Schon diese we-nigen Beispiele zeigen, dass inmakroskopischen Abmessungenbewährte Materialien nicht odernur sehr eingeschränkt in Mikro-systemen einsetzbar sind. Wei-terhin geht die Trennung zwi-schen Halbzeug und Fertigteil
verloren, d.h. die Materialeigen-schaften der Mikroteile werdenvom Fertigungsprozess stark be-einflusst und sind damit Bauteilei-genschaften. Kleiner, leichter,preisgünstiger und effektiver soformulieren Anwender ihre Wün-sche an Mikrosysteme, was zu ei-ner erheblichen Herausforderungfür die Materialforschung führt.
Nachfolgend werden Beispielezur aktuellen Materialforschungfür Hochleistungsbauteile in mi-krotechnischen Systemen mitelektronischen bzw. magneti-schen, mechanischen, thermi-schen, tribologischen und chemi-schen Anforderungen vorgestellt.
Materialien inDünnschichttechnik
Dünnschichttechnologien, wiedas Magnetronkathodenzerstäu-ben (PVD-Verfahren, physical va-pour deposition), bieten vielfältigeMöglichkeiten multifunktionaleSensoren oder Aktoren, u.a. aufder Basis magneto- oder elektro-striktiver, piezoelektrischer, Bime-tall- oder Formgedächtniseffekte,zu realisieren. Hierbei lassen sichFunktions-, Hilfs- und Schutz-schichten selektiv aufbringen undin komplexer Form kombinieren.
Die PVD-Dünnschichttechnologiebietet die Möglichkeit des nano-skaligen Designs von Gefüge undSchichtaufbau und damit einenhohen Freiheitsgrad in der Realisierung unterschiedlichsterSchichtkonzepte im Submikro-meter-Maßstab [3]. Die Entwick-lungen beinhalten u.a. Viellagen-,Komposit-, Mischkristall-, Über-gitter-Schichten mit modulierterZusammensetzung und Struktur,superharte Multifunktions-, Gradi-
Werkstoffentwicklungund -prozesstechnik
237
(237)

enten- und metastabile Schicht-materialien. Innere Grenzflächenwie Phasen-, Korn- oder Sub-korngrenzen in kristallinen Ein-zelschichten und Grenzflächenzwischen amorphen und/oder kri-stallinen Einzellagen beeinflus-sen stark die mechanischen Ei-genschaften eines Schichtver-bundes. Abb. 2 zeigt verschiede-ne Eigenschaften (Härte, Zähig-keit, Eigenspannungen und Ver-schleißwiderstand) von Viella-genschichten in Abhängigkeit vondem Volumen innerer Grenz-flächen, d.h. Zahl der Schicht-grenzflächen, Korn- und Sub-korngrenzen multipliziert mit derDicke des Übergangsbereichs,und das Bruchbild einer 100 lagi-gen Schicht mit einer Gesamt-dicke von 5µm. Der stufenförmi-ge Bruchverlauf weist auf dieZähigkeitssteigerung durch dieGrenzflächen zwischen den Ein-zellagen in Folge energieverzeh-render Mechanismen wie Rissab-
lenkung und Grenzflächendela-mination hin. Zwei aktuelle For-schungsschwerpunkte in der Mi-krosystemtechnik liegen auf Kohlenstoff-Stoffverbunden bzw.weichmagnetischen Materialienin Dünnschichttechnik.
Kohlenstoffschichten [4] wurdenmit guter Haftfestigkeit auf Koh-lenstoff- oder Al2O3-Substratensowie Polymeren abgeschieden,wobei die Haftfestigkeit durch ge-eignete Zwischenschichten weitererhöht werden kann. Harte, amor-phe Kohlenstoffschichten bieteneine hohe chemische Resistenzsowie Bioverträglichkeit und sindelektrisch leitfähig. Hierdurcheröffnen sich interessante Anwen-dungsfelder zum Beispiel in derBio- oder Medizintechnik. Unter-suchungen in Hinblick auf denEinsatz in Systemen mit tribologi-scher Beanspruchung ergabenniedrige Werte der Gleitreibungs-zahl in Paarung mit Stahl. Durch
gezieltes Gefügedesign in Rich-tung von Nanokompositschichtenlassen sich die tribologischen Ei-genschaften weiter verbessern.
Hochfrequenztaugliche weich-magnetische Materialien werdenin Dünnschichttechnik für Mikro-induktoren mit der Integrations-fähigkeit in Fertigungstechnologi-en der Mikroelektronik entwickelt.Mikroinduktoren als Induktions-spulen in elektrischen Hochfre-quenzschaltkreisen sind von be-sonderem Interesse als Anpas-sungsnetzwerke im 1 bis 4 GHz-Bereich für die mobile Telekom-munikation oder als Mikrotrans-formatoren. Heutige Mikroinduk-toren werden als planare Luftspu-len, ohne oder mit magnetischemKern, in Dünnschichttechnik mit re-lativ kleinen Güten (Q < 20, wobeiQ = 2π ⋅ f ⋅ L/R mit f = Frequenz, L = Induktivität und R = Induktor-widerstand) hergestellt. Zukünfti-ge Anforderungen, z. B. für Fre-
238
(238)
Abb. 2: Schematische Darstellung der Eigenschaften nanostrukturierter Viellagenschichten in Abhängigkeitvom Anteil an inneren Grenzflächen (a) sowie die Bruchfläche eines 100-lagigen TiC/SiC-Dünnschichtsystemsmit einer Gesamtdicke von 5 µm (b).
Optimierte Schutzschichten für Zerspanwerkzeugez.B. 100-200 Einzellagen mit 50 nm TiN und TiAlN
Zähigkeit
günst. tribo.Verhalten
Warmhärte
Inneres Grenzflächenvolumen Schichtgrenzflächen (Zahl der Einzelschichten) Korngrenzen Subkorngrenzen
Härte
Eigenspannungen
güns
tiges
tribo
. Ver
halte
nEig
ensp
annu
ngen
Zähig
keit
Härte
War
mhä
rte
ba

quenzfilter in Mobiltelefonen, dieaufgrund der hohen Dichte desMobilfunknetzes hohe Gütewerteaufweisen müssen, setzen hierwesentliche Leistungssteigerun-gen voraus. Für derartige Anwen-dungen werden ferromagneti-sche Dünnschichten [5] undgleichzeitig ein neuartiges Mikro-induktordesign [6] zur Verbesse-rung der Hochfrequenzeigen-schaften, insbesondere in Hin-blick auf hohe Güten und niedrigeVerluste bis zu Frequenzen von4 GHz, entwickelt. Abb. 3 zeigteinen Mikroinduktor mit zwei ma-gnetischen Kernen. Die weich-magnetischen Schichten mit ho-her Sättigungsmagnetisierungund Erhalt der Permeabilität biszu hohen Grenzfrequenzen wur-den auf Basis von Fe-Co oderFe-Co-B-Si mit Hilfe des Magne-tronsputterns auf oxidierten(100)-Siliziumsubstraten abge-schieden, wobei die Schichtkon-zeption (Viellagen- oder Einla-genschicht bzw. die Art der ferro-magnetischen Legierung) auf dasInduktordesign abgestimmt wird.Durch FEM-Modellierung konntedas I-Induktordesign mit theoreti-schen Gütewerten von über 100entwickelt werden. Die weiterenArbeiten konzentrieren sich aufdie Entwicklung temperaturstabi-ler weichmagnetischer Schichtenin Hinblick auf die Fertigungspro-zesse von Mikroinduktoren unddie Anpassung des Induktordesi-gns an die entstehenden magne-tischen Materialeigenschaften.
Mikro-Pulverspritzgießen mitMetall oder Keramik
Die fortschreitende Miniaturisie-rung in vielen Produktbereichenführt zu steigenden Anforderun-
gen an mikromechanische Kom-ponenten und die notwendigenWerkzeuge für ihre Herstellung.Zur Erzielung der Funktionssi-cherheit und ausreichenden Le-bensdauer müssen Werkstoffemit hinreichendem Verschleiß-und Korrosionswiderstand ent-wickelt werden. Derzeit einge-setzte Werkstoffe, wie Silizium,Polymere oder einige galvanischabscheidbare Metalle (Ni oder Cuz.B. im LIGA-Verfahren) stoßenschnell an ihre Leistungsgrenzen.Keramische Werkstoffe oderhärtbare Stähle versprechen hierdeutliche Verbesserungen. Wäh-rend das Mikrospritzgießen oderandere Replikationstechnikenvon Polymeren schon Eingang indie Herstellung von Produktengefunden haben, befindet sichder Fertigungsprozess für Metalleoder Keramiken noch im Entwick-lungsstadium.
Aktuelle Forschungsarbeiten [7,8]beziehen sich daher auf die Ent-wicklung der Rohstoffe und Re-plikationstechnik für Mikroteileauf der Basis von Stählen (wie1.4542, X5CrNiCuNb16-4) undTechnischer Keramik (Al2O3,ZrO2) oder Ingenieurkeramik ge-nannt, wobei als Demonstratorenu.a. Komponenten einer Mikro-Zahnringpumpe und mikrostruk-turierte Formeinsätze gewähltwurden. Das Herstellen von Bau-teilen durch Mikropulverspritz-gießen umfasst als Teilschrittedas Einspritzen von Formmas-sen, bestehend aus Pulver plusorganischem Binder, in Form-einsätze als strukturierte Negativ-form des abzuformenden Mikro-teils, die anschließende Ent-formung und die Entfernung derBinderkomponente sowie das ab-
schließende Sintern zum dichtenMikrobauteil. Ausgehend von derEntwicklung der spezifischen Pul-veraufbereitung, dem Prozessdes Mikropulverspritzgießens,numerischer Simulationstoolsund mikrotechnischer Prüfverfah-ren wurden Mikrobauteile undFormeinsätze erfolgreich reali-siert. Abb. 4 zeigt beispielhaft ke-ramische Teile für eine Mikro-Zahnringpumpe. Die damit ver-bundenen Anforderungen sindz.B. Stahlpulver mit einer Parti-kelgröße unter 5 µm, um Struk-turdetails von 50 µm zu errei-chen. Bei Keramiken stehenkommerzielle Formmassen mitmittleren Partikelgrößen der Pul-ver von ca. 0,5 µm (Al2O3) bzw.0,35 µm (ZrO2) auf Polyacetal-basis zur Verfügung, mit denenStrukturdetails durch Mikro-Pul-verspritzgießen von 20 µm undWandstärken von ca. 100 µm beieinem Aspektverhältnis von 10abgeformt werden können.
239
(239)
Abb. 3: Lichtmikroskopische Aufnahme ei-nes I-Induktors mit zwei magnetischenKernen.

240
(240)
Abb. 4: Komponenten einer Mikro-Zahnringpumpe aus Oxidkera-mik mit minimalen Wandstärken von 100 µm und einer Struktur-höhe von 300 µm.
SchwindungsfreieOxidkeramik
Keramische Mikrostrukturen las-sen sich über eine Prozesskettemit Synthese-, Formgebungs-und Verdichtungsverfahren her-stellen [9]. Hierbei erzeugt manausgehend von keramischen Pul-vern durch Zumischen von Additi-ven stabile Suspensionen, diedurch Formgebungsverfahrenwie Foliengießen und Prägenoder durch Schlickerpressen zumikrostrukturierten Rohlingen(Grünlinge) verarbeitet werden.Anschließend wird der poröseRohling durch Sintern bei hohenTemperaturen verdichtet und er-hält damit die notwendige Festig-keit und Steifigkeit. Die Abnahmeder Porosität des Formkörperswährend des Sinterns ist verbun-den mit einem Schrumpfen vonca. 15 bis 20 Vol.%. DiesesSchrumpfen in den geometri-schen Abmessungen des Form-körpers wird bei der Herstellungder Ausgangsformen (Modelle)berücksichtigt. Häufig erfolgt je-
doch die Schwindung nichtgleichmäßig, wodurch eine ko-stenintensive Nachbearbeitungnotwendig wird, sofern sie über-haupt in den Mikrodimensionenund bei komplizierten Geometri-en möglich ist. Hier setzt die Ma-terial- und Prozessentwicklungzur schrumpfungsfreien Herstel-lung keramischer Mikroteile ein.Mit der Zugabe von metallischenVerbindungen wie Zirkoniumdisi-licid (ZrSi2) zu Zirkoniumdioxid(ZrO2) als Ausgangspulver lassensich durch ein Reaktionssinternbei etwa 1600 oC dichte ZrSiO4-Keramiken schwindungsfrei ferti-gen [10]. Während des reaktivenSinterns kommt es durch die Oxi-dation des ZrSi2 zu einer Volu-menzunahme, die bei exakter Ab-stimmung von Art und Menge derreaktiven Verbindung sowie derPorosität von Grünling und Kera-mik die durch das Sintern beding-te Schwindung kompensiert. Fürdiese keramischen Werkstoffe er-geben sich interessante Anwen-dungen u.a. in der Dentaltechnik.
Laser- Mikrostrukturierenvon Metallen, Keramikenund Polymeren
Die dreidimensionale Lasermate-rialbearbeitung [11-13] ermöglichtsowohl die primäre Strukturie-rung von mikrotechnischen Bau-teilen, u.a. für mikrofluidische,medizin- oder biotechnische An-wendungen, als auch die Ferti-gung von metallischen, kerami-schen oder polymeren Form-einsätzen als Werkzeuge für dieAbformung größerer Stückzahlenvon Mikroteilen durch Replika-tionstechniken wie das Mikro-spritzgießen. Alternative Verfah-ren der Herstellung von Form-einsätzen wie das LIGA-Verfah-ren, die Ultrapräzionszerspanungoder das Mikrofunkenerodierensind jeweils auf bestimmte Werk-stoffgruppen beschränkt. LIGA-Formeinsätze werden aus galva-nisch abscheidbaren Metallen,z.B. Nickel, mit Strukturabmes-sungen von ca. 0,2 µm und Rau-tiefen Ra= 0,04 µm, hohen Aspekt-verhältnissen und hoher Form-treue im Mikrobereich mit einemallerdings relativ großen Zeitauf-wand hergestellt. Ultrapräzisions-zerspanen ist auf weiche bis mit-telharte Werkstoffe und Mikrofun-kenerodieren auf elektrisch leit-fähige Materialien begrenzt, wo-bei in beiden Fällen die minimalerreichbaren Strukturen undOberflächenqualitäten deutlichgröber als beim LIGA-Verfahrensind.
Das Laserstrukturieren lässt sichmit minimalen Strukturabmes-sungen von derzeit ca. 20 µm
Werkstoffstrukturierungund -modifizierung

und Rautiefen Ra von 0,2 µm (beigehärteten Stählen) sowohl fürweiche als auch harte, für elek-trisch leitfähige und nicht leicht-fähige Metalle, Keramiken oderPolymere einsetzen. Besondersdurch die prozesstechnische Ent-wicklung des Lasermikrospanens[12, 13] konnte die Ober-flächengüte stark verbessert wer-den. Bei der Anwendung des Ver-fahrens zur Herstellung vonStahl-Formeinsätzen reagiert dasdurch Laserstrahlung (Nd:YAG-Laser im kontinuierlichen Modemit λ = 1064 nm Wellenlänge) er-zeugte lokale Schmelzbad mitSauerstoff als Reaktivgas und er-zeugt einen Oxidspan, der sichbeim Erstarren aufgrund induzier-ter Spannungen vom Grundmate-rial ablöst und auf diese Weisezum lokalen Formabtrag bzw. zurStrukturierung führt.
Je nach Bearbeitungsziel undMaterial werden unterschiedlicheLaserstrahlquellen (KrF-Excimermit λ =193 nm bis frequenzver-vielfachte Nd:YAG-Kurzpulslasermit einer Pulsdauer im Picose-kundenbereich bei λ =266 nm)eingesetzt. Wichtige Poly-merwerkstoffe wie Polypropy-len (PP), Polyetheretherketon(PEEK), Polysulfon (PS) oder Po-lyimid (PI) absorbieren die Laser-strahlung im Spektralbereichλ =157 bis 353 nm stark. Die pho-tochemische Dekomposition, beider molekulare Bindungen im Be-reich der optischen Eindringtiefeaufgebrochen werden und esdurch den entstehenden Dampf-druck zu Ablation kommt, ist hier-bei der dominierende Abtragsme-chanismus. Zur Erzielung einerStrukturierung mit guter Form-treue und geringer Redeposition
des verdampften oder aufge-schmolzenen Materials solltendie thermischen Effekte mög-lichst klein sein. Abb. 5 zeigt dieStrukturierung mit dem Excimer-Laser, den aus Polyimid struktu-rierten Formeinsatz sowie diedurch UV-Reaktions-Mikrospritz-gießen (UV-RIM, UV-light-indu-ced reaction injection molding) inPolymethylmetacrylat (PMMA)abgeformte Struktur mit einerStegbreite von 10 µm und einemAspektverhältnis (Höhe zur Breiteder Struktur) von etwa 10 [13].
Lokale lasergestützteRandschichtmodifizierungfür Leitpfade
Die feinskalige lasergestützteStrukturierung elektrischer undthermischer Eigenschaften aufder Oberfläche von Funktionske-ramiken stellt auf Grund ihrer ho-hen Flexibilität, durch Verzicht aufdie aufwendige Maskentechnik,eine interessante Alternative zuVerfahren der Dickschichttechnikdar. Hierbei werden Leiterbahnendurch lokales Umschmelzen der
241
(241)
Abb. 5: Mikrostrukturierung mit (a) Excimer-Laserstrahlung eines (b) Form-einsatzes und (c) die damit durch UV-RIM in PMMA abgeformte Struktur miteinem Aspektverhältnis von ca. 10.
a
cb

Randschicht mit Hilfe von CO2-oder Nd:YAG-Laserstrahlung un-ter gleichzeitigem Einbringen vonZusatzstoffen auf der Oberflächeoxidkeramischer Substrate er-zeugt [14]. Durch das Laserein-dispergieren von Wolfram in dieRandschicht von Cordierit konntein den Leitpfaden die Wärmeleit-
fähigkeit um den Faktor 10 vergli-chen zum Substrat erhöht undspezifisch elektrische Widerstän-de von 10-5 bis 10-6 Ωm erreichtwerden. Ein Beispiel einer Heiz-leiterstruktur hergestellt durch dielokale lasergestützte Rand-schichtmodifizierung ist in derAbb. 6 wiedergegeben. Als mini-
male Breite des einzelnen Leit-pfades werden derzeit je nachWellenlänge λ der Laserstrah-lung ca. 50 µm oder 200 µm beiλ = 1,06 µm bzw. 10,6 µm er-reicht.
Rapid Prototyping fürkeramische Mikrostrukturen
Die Mikroreaktionstechnik stellt inder chemischen Verfahrenstech-nik ein sich schnell entwickelndesGebiet dar, weil sie durch Syste-me, wie Mikromischer, Mikrowär-meübertrager oder Mikroreaktormit inneren Strukturen im Milli-bis Mikrometerbereich, einenschnellen Masse- und Wärme-transport aufgrund des großenVerhältnisses von Oberfläche zuVolumen sowie definierte Ver-weilzeiten der Prozessgase er-laubt und dadurch eine Steige-rung von Umsatz und Selektivitätverspricht. Derzeitig werden Ma-terialien wie Gläser, Metalle, Sili-zium oder Polymere verwendet,deren innere Strukturen bei me-tallischen Mikroreaktoren [15]durch spanabhebende Bearbei-tung mit hochgenau profiliertenWerkzeugen erzeugt werden.
Durch Technische Keramik, ins-besondere auf Basis von Al2O3,lassen sich die Einsatzmöglich-keiten von Kompaktreaktorenauch auf Anwendungen mit hoherkorrosiver und thermischer Bean-spruchung erweitern. Erstmaligwurde ein vollkeramischer, modu-lar aufgebauter Mikroreaktor fürProzesstemperaturen bis 1100 oCund sehr korrosiven Einsatzbe-dingungen entwickelt [16-18].Durch den modularen Aufbau(Abb. 7) mit variabler Geometrieder Reaktionszone, dem mögli-chen schnellen Austausch von
242
(242)
Abb. 6: Heizleiter hergestellt durch lokale lasergestützte Randschichtmodifi-zierung (a) lichtmikroskopische Aufnahme des Wolfram-Leitpfades auf Cor-dierit und (b) Wärmebild des Heizleiters.
Abb. 7: Mikrostrukturierte Einlegeteile eines modular aufgebauten Kompakt-reaktors aus Al 2O3-Keramik.
10 mm
a b

Katalysatorträger und anderenFunktionselementen sowie derschnellen Anpassung an speziel-le Reaktionsbedingungen bietensich Anwendungen u.a. für dasKatalysatorscreening oder fürHochtemperatur-Gasphasen-reaktionen an. Ein wichtiger ma-terialspezifischer Forschungs-schwerpunkt lag hierbei in derEntwicklung einer keramikge-rechten Mikrostrukturierungs-technik sowie in der Aufbau- undVerbindungstechnik. Die präziseFertigung mikrostrukturierterKomponenten erfolgte über eineRapid Prototyping Prozesskette[17]. Hierbei geht man von einemdreidimensionalen CAD-Modellaus, das in ein stereolithogra-phisch erzeugtes Urmodell um-gesetzt und danach in Silikonfor-men umkopiert wird. Diese wer-den als Abformwerkzeuge im Nie-derdruck-Spritzguss zur Herstel-lung der keramischen Mikrokom-ponente verwendet.
Eine auf die Dimensionen undMaterialien der Mikrosystemtech-nik zugeschnittene Prüftechnikund geeignete Simulationstoolssind wesentliche Elemente in derAuslegungs- und Herstellungs-kette sowie in der Qualitätssiche-rung von Mikroteilen und Sys-temen [19, 20]. Sie liefern Ei-genschaftskennwerte auf derGrößenskala von Mikro- oderSubmikrometer, charakterisierendie für die Funktionssicherheit re-levanten Einflussfaktoren undWechselwirkungsmechanismenbei der Systemintegration, zeigenStrategien für die Bauteil- oder
Systemoptimierung auf, analysie-ren Schädigungsmechanismenund schätzen die Lebensdauersowie die Zuverlässigkeit von Mi-kroteilen und Systemen ab. Dieeingesetzten Prüfmethoden er-mitteln z.B. mikroanalytische,physikalische (elektrische, elek-tronische, dielektrische, magneti-sche, optische), mechanische,thermische, tribologische undkorrosive Eigenschaftsmerkmale.Die Forschungsarbeiten sind so-wohl grundlagen- als auch an-wendungsorientiert und werdendaher an Modellsystemen, Mikro-bauteilen und/oder Mikrosyste-men durchgeführt. Sie beinhaltenweiterhin die Entwicklung vonneuen anwendungsspezifischenPrüfmethoden, Prüfeinrichtungenund Simulationstools.
MikrotribologischeCharakterisierung
Die Untersuchung tribologischerEigenschaften, insbesondereReibung und Verschleiß, von Mi-krokomponenten bzw. Mikrosy-stemen muss die Systemabhän-gigkeit und damit eine Fülle vonEinflussfaktoren berücksichtigen[21]. Reibung führt zu Energie-verlusten und Verschleiß zuOberflächenveränderungen undMaterialverlusten, deren Folgeder Ausfall von Mikrosystemensein kann. In der Fertigungskettevon Mikrokomponenten spielendie Replikationstechniken wiedas Mikropulverspritzgießen oderPrägetechniken zur Abformungeine wichtige Rolle. Hierbei wirdvon den Abformwerkzeugen einehohe Standzeit erwartet, diedurch die tribologischen Wech-selwirkungen mit den Formmas-sen bestimmt wird. Mit fortschrei-
tender Miniaturisierung und zu-nehmenden Anforderungen andie mechanische, thermische, tri-bologische oder korrosive Belast-barkeit von Mikrokomponentenmüssen verschleißbeständigereMaterialien verwendet werden.Der dadurch bedingte Einsatzverschleißfördernder Formmas-sen beim Pulverspritzgießen vonMikroteilen auf Basis von gefüll-ten Polymeren, Metallen oder Ke-ramiken führt zu einer deutlichhöheren tribologischen Bean-spruchung der Formeinsätze imVergleich zur Fertigung mit unge-füllten Polymeren.
Die Funktionsfähigkeit und Le-bensdauer von Systemen wie Mi-kromotoren, Mikroturbinen oderMikrozahnradpumpen, in denenKomponenten miteinander immechanischen Gleit- oder Wälz-kontakt stehen, werden von dentribologischen Eigenschaften ent-scheidend bestimmt. Abb. 8 zeigtschematisch einen mikrotribologi-schen Modellprüfstand mit demReibungs- und Verschleißmes-sungen unter den für mikrome-chanische Systeme relevantenBeanspruchungen mit Kräften imMilli-Newton-Bereich durchge-führt werden. Untersuchungen aneiner superelastischen Formge-dächtnislegierung NiTi sowie anhochreinem Nickel und Titan er-gaben Grenzbelastungen, ober-halb derer durch die Zerstörungoxidischer Oberflächenschichtenschwerer Verschleiß und hoheReibungszahlen auftraten [22].
Abhängig von den Systembedin-gungen können Schutzschichten,aufgebracht durch PVD-Dünn-schichttechnik, sehr effektiv so-wohl die Reibung als auch denVerschleiß in Mikrosystemen re-
Werkstoffprüfung und -modellierung
243
(243)

duzieren. In Hinblick auf biomedi-zinische Anwendungen werdenzum Beispiel spezielle Dünn-schichten auf Kohlenstoffbasis[4], die eine hohe Biokompatibi-lität aufweisen, auf Substratmate-rialien wie Polymere, Oxidkera-mik oder Glaskohlenstoff abge-schieden. Abb. 9 zeigt den Ein-fluss einer 2,9 µm dicken amor-phen Kohlenstoffschicht, mit ei-ner Vickershärte von 900 HV 0,05abgeschieden durch Magne-tronsputtern (PVD-Verfahren) aufdem Stahl X5CrNiCuNb 16-4(Härte von 450 HV 0,5), auf dieReibungszahl und den Ver-schleißbetrag in Gleitpaarung ge-gen Al2O3-Keramik und unterSchmierung durch destilliertesWasser [23]. Im Vergleich zumunbeschichteten Stahl wurde so-wohl die Reibung als auch derVerschleiß wesentlich reduziert.
Struktur- undBelastungsanalysen
Simulationsrechnungen sindwichtige Werkzeuge sowohl zurOptimierung der Auslegung, desDesigns und der Fertigungsstra-tegie als auch der Abschätzungvon Zuverlässigkeit und Lebens-dauer von Mikrobauteilen. Mikro-zahnringpumpen [24] sind Ver-drängerpumpen mit einemaußenverzahnten Innenrotor undeinem innenverzahnten Außenro-tor, die leicht exzentrisch zuein-ander gelagert sind. Mit Hilfe vonFinite-Elemente-Simulationen mitdem Programm ABAQUS-Explicitwurden Kontaktkräfte, Kontakt-spannungen sowie die Zug- undDruckspannungsbereiche für Ro-toren aus Keramik (Al2O3, Zr2O3)ermittelt [25]. Die bei einer Dreh-zahl von 20000 min-1 mit hoher
244
(244)
Abb. 9: Amorphe Kohlenstoff-Dünnschicht (PVD) auf dem Stahl X5CrNi-CuNb 16 4 (1.4542) sowie der Vergleich von Reibungszahl und linearem Ver-schleißbetrag des unbeschichteten mit dem mit Kohlenstoff (C) beschichte-tem Stahl in Gleitpaarung mit Al 2O3-Keramik unter Wasserschmierung.
0,50
0,40
0,30
0,20
Reibu
ngsz
ahl µ
Lin. V
ersc
hleißb
etrag
[µm
]
0,10
0,00
10,0
Dest. H2O
2,9 µ
m FN = 50 mN
Al2O3
v = 50 mm/ss = 200 m
Stahlstiftø 1,2 mm
8,0
6,0
4,0
2,0
0,01.4542 1.4542 +C-Schicht
1.4542 1.4542 +C-Schicht
Abb. 8: Mikrotribometer zur Reibungs- und Verschleißmessung, Gefüge undVerschleißerscheinungsformen einer NiTi-Formgedächtnislegierung sowiedie schematische Darstellung der Reibungszahl und des linearen Ver-schleißbetrages als Funktion des Gleitweges.
100 µm
100 µmGleitweg s
Reib
ungs
zahl
µ
Vers
chle
iß W
l
µ
Wl
50 µm

Geschwindigkeit aufeinander ab-gleitenden keramischen Zahnrin-ge unterliegen der bremsendenund dämpfenden Wirkung desFördermediums. Modelliert wur-de die Kinematik der ineinandergreifenden Teile unter Berück-sichtigung dynamischer Effekteund der Fluidwirkung währendder Rotation. Abb. 10 zeigt die Fi-nite-Elemente-Netze von Außen-und Innenrotor einer Mikrozahn-ringpumpe zur Förderung vonFluiden und die Bereiche größterZug- bzw. Druckspannung. Dieermittelten maximalen Zugspan-nungen liegen um den Faktor 1,5unter der Dauerfestigkeit der Ke-ramik, so dass sowohl eine Si-cherheit gegen das Auftreten ei-nes Gewalt- als auch Ermü-dungsbruches gegeben ist.
5 .
Exemplarisch wurden einige For-schungsthemen aus den ver-schiedenen Arbeitsfeldern derWerkstoffforschung für die Mikro-systemtechnik vorgestellt, die amInstitut für Materialforschung inden drei Teilinstituten Werkstoff-physik (IMF I), Werkstoffmecha-nik (IMF II) und Werkstoffpro-zesstechnik (IMF III) bearbeitetwerden. Die Forschungsarbeiten
sind zum einen grundlagenorien-tiert und mittelfristig angelegt undschaffen damit die unverzichtba-re Basis für die Materialien bzw.Komponenten zukünftiger Mikro-systeme. Zum anderen sind siedirekt auf die Entwicklung derzeitaktueller Mikrosysteme ausge-richtet und dadurch eng verknüpftmit den gemeinsamen For-schungszielen aller kooperieren-
den Institute des Forschungszen-trums Karlsruhe auf dem Gebietder Mikrosystemtechnik. Darüberhinaus werden zahlreiche For-schungsarbeiten in Kooperationmit Industriefirmen und univer-sitären oder nichtuniversitären In-stituten durchgeführt.
Zusammenfassung
245
(245)
Abb. 10: Finite-Elemente-Analyse der Beanspruchungen zwi-schen Innen- und Außenrotor einer Mikrozahnringpumpe mit denhöchsten Zug- (rot) bzw. Druckspannungen (blau).
[1] N.N.,Werkstoffe der Mikrotechnik-Basis fürneue Produkte. VDI-Berichte 796,Düsseldorf 1989.
[2] A.Botthof, W. Claußen, A. Schütze,H. Sturm,Innovation durch Mikrointegration-Intelligente Produkte überSystemintegration von Mikro-, Bio-und Nanotechniken. VDI/VDE-Technologiezentrum, Teltow 1998.
[3] H. Holleck, H. Leiste, M. Stüber,S. Ulrich,FZK-Nachrichten 31 (1) (1999) 13-20.
[4] M. Stüber, S. Ulrich, H. Leiste,A. Kratzsch, H. Holleck,Surface and Coatings Technology116-119 (1999) 591-598.
[5] K. Seemann,Wissenschaftliche Berichte FZKA6662, Karlsruhe 2001, S.7-17.
[6] A. von der Weth, J. Aktaa,Wissenschaftliche Berichte FZKA6662, Karlsruhe 2001, S.25-34.
[7] R. Ruprecht, Th. Gietzelt, J. Haußelt,Wissenschaftliche Berichte FZKA6662, Karlsruhe 2001, S.47-54.
[8] V. Piotter, T. Gietzelt, K. Müller,R. Ruprecht,Keramische Zeitschrift 5 (2001) 394-398
Literatur

246
(246)
[9] H.-J. Ritzhaupt-Kleissl, J. Haußelt,Cfi/Ber. DKG 76 (9) (1999) D 16-D 20.
[10] J. Haußelt, V.D. Hennige, H.-J. Ritzhaupt-Kleissl,Spektrum der Wissenschaft 4(1999) 95-97.
[11] W. Pfleging, LaserOpto 31(5) (1999) 54-57.
[12] T. Hanemann, W. Pfleging,J. Haußelt, K.-H. Zum Gahr,Microsystem Technologies 7 (2001)209-214.
[13] W. Pfleging, T. Hanemann,W. Bernauer, M. Torge,in: Laser Applications inMicroelectronic and OptoelectronicManufacturing VI, M.C. Gower,H. Helvajian, K. Sugioka,J. J. Dubowski, (eds.) Proc. of SPIE Vol. 4274 (2001) 331-345.
[14] S. Rüdiger, H. Gruhn, R. Heidinger,M. Rohde, J. Schneider, K.-H. Zum Gahr,Laser induced surface modificationof cordierite. Euromat 99, Vol. 11,Surface Engineering, H. Dimigen(ed.), Wiley-VCH Verlag, Weinheim2000, pp. 510-515.
[15] K. Schubert, W. Bier, J. Brandner,M. Fichtner, C. Franz, G. Lindner,Realization and testing ofmicrostructure reactors, micro heatexchangers and micromixers forindustrial applications in chemicalengineering. IMRET 2, New Orleans1998, Topical Conference Preprints(1998) pp.88-95.
[16] R. Knitter, W. Bauer, B. Linner-Krcmar, E. Hansjosten,Rapid manufacturing of ceramicmicrocomponents, in Ceramics-Processing, Reliability, Tribologyand Wear, G. Müller (ed.),EUROMAT 99, Vol.12, Wiley-VCH,Weinheim 2000, S. 75-80.
[17] R. Knitter, D. Göhring, P. Risthaus,J. Haußelt,Microsystem Technologies 7 (2001)85-90.
[18] R. Knitter,Wissenschaftliche Berichte FZKA6662, Karlsruhe 2001, S.101-107.
[19] C. Adelhelm, J. Aktaa, M. Rohde,H. Zimmermann, K.-H. Zum Gahr,K.Feit,FZK Nachrichten 30 (3-4) (1998) 215-222.
[20] C. Adelhelm, J. Aktaa, K. Feit,M. Rohde, H. Zimmermann, K.-H. Zum Gahr,Galvanotechnik 91 (1) (2000) 192-199.
[21] K.-H. Zum Gahr,Tribological aspects ofmicrosystems, in Micro MechanicalSystems – Principles andTechnology, T. Fukuda, W. Menz(eds.), Elsevier, Amsterdam 1998,pp. 83-113.
[22] G. Kolbe, K.-H. Zum Gahr,Z. Metallkunde 89, 5 (1998) 343-350.
[23] H. Leiste, M. Rohde, J. Schneider,T. Fett,Wissenschaftliche Berichte FZKA6662, Karlsruhe 2001, S.69-78.
[24] Th. Weisener, G. Vögele,H. Christmann,Wissenschaftliche Berichte FZKA6528, Karlsruhe 2000, S.49-50.
[25] N. Huber, J. Aktaa,Wissenschaftliche Berichte FZKA6662, Karlsruhe 2001, S.89-92.

Mikrosysteme bestehen im Allge-meinen aus mikromechanischen,mikrooptischen oder mikrochemi-schen Komponenten und einerAnsteuer- und Auswerteelektro-nik. Die Steuer- und Regelelek-tronik ist zusammen mit der Mi-krokomponente zumeist Be-standteil eines größeren Systems(eines Fahrzeugs beispielsweise)und wird als eingebettetes Sys-tem (Embedded System) be-zeichnet. Eingebettete Systemebeinhalten zumeist programmier-bare elektronische Bausteine,welche einerseits Mikro-Senso-ren auslesen, deren Informatio-nen bewerten und andererseitsauch Mikro-Aktoren ansteuern,siehe Abb. 1.
Die Aufbau- und Verbindungs-technik (AVT) spielt für Mikrosys-teme eine signifikante Rolle. Da-bei sind zwei Bereiche der AVTzu unterscheiden: Zum einensind Technologien zum Aufbaudes Mikrosystems (Sensor, Aktor)selbst zu entwickeln, zum ande-ren müssen neuartige Verfahrenerarbeitet werden, um das Mikro-system zu häusen. Die Vielfaltder Arten von Mikrosystemen er-fordert oft einen hybriden Aufbau(Einsatz unterschiedlicher Werk-stoffe), der sehr kostenintensivund aufwendig ist. Die Gehäuse-technologien, die für das Packa-ging von Siliziumchips entwickeltwurden, sind nur bedingt tauglich,um Mikrosysteme zu verpacken.Besonders effizient bezüglichÖkonomie, Funktion und weiterer
Miniaturisierung werden dieseMikrosysteme, wenn Aufbau- undVerbindungstechnik und Funktioneine Synergie eingehen. Wir wer-den im Folgenden einige Beispie-le kennen lernen, an denen dassehr gut demonstriert wird.
Ein im Institut für Prozessdaten-verarbeitung und Elektronik (IPE)entwickelter Mikrovibrations-schalter, der zur automatischenEin- bzw. Abschaltung von Fahr-radrücklichtern dient, soll einigeAspekte der Aufbau- und Verbin-dungstechnik für Mikrosysteme
Bedeutung der Aufbau-und Verbindungstechnikfür Mikrosysteme amBeispiel eines Mikro-vibrationsschalters
Einleitung
247
(247)
Von der Aufbau- und Verbindungstechnik zum MikrosystemT. Blank, H. Gemmeke, IPE
NACHRICHTEN - Forschungszentrum Karlsruhe Jahrg. 34 2-3/2002 S. 247-252
Abb. 1: Genereller Aufbau von Mikrosystemen – der horizontale Zweig bestimmt die Funktion (Mikrosensortyp,Art der elektronischen Auswertung und Steuerung). Der vertikale Zweig bestimmt, in welcher Art die einzelnenFunktionsbausteine fertigungstechnisch miteinander verbunden (Kleben, Drahtbonden, Löten, Schrauben, op-tische Ankopplung) und welche Techniken zum Schutz der z.T. sehr empfindlichen Systeme verwendet werden(Häusen, „Packaging“).
elektronischeSignal-
aufbereitung/Umwandlung
Informations- und Materialfluss,Funktionsebene
Aufbau- und VerbindungstechnikFertigungstechnik
Qualitäts-Sicherung
Benutzer-schnittstelle,
Netzwerk-anbindung
Embedded System
elektronischeSignalverarbetiung
und Steuerung Mikrokontroller
aktorischeSignal-
aufbereitung/Umwandlung
mechanischoptisch
bio-chemischfluidisch
thermisch Mikr
o-Se
nsor
ik
mechanischoptisch
bio-chemischfluidisch
thermisch
Mikr
o-Ak
torik
Allgemeiner Aufbau von Mikrosystemen

beleuchten. Hintergrund der Ent-wicklung von Mikrovibrations-schaltern für Fahrradrückleuch-ten (Abb. 2) war die Anfrage ei-nes Kleinunternehmers, der nacheiner preiswerten Alternative für Quecksilberschalter suchte.Die Quecksilberschalter gebenSchaltimpulse ab, solange das
Fahrrad bewegt wird. Kommt dasFahrrad zum Stillstand, bleibendie Impulse aus, und nach einerkurzen zeitlichen Verzögerungvon ca. einer Minute wird dasRücklicht durch eine Elektronikausgeschaltet. Der Kostendruckdurch Billiganbieter aus Fernost,aber auch eine EU-Richtlinie,nach der Quecksilber in elektroni-schen Systemen ab dem Jahr2007 nicht mehr verwendet wer-den darf, veranlasste das Unter-nehmen, eine spezielle Auswer-teschaltung in ein ASIC (Chip) zuintegrieren und den vom FZK ent-wickelten Vibrationsschalter inRücklichter einzubauen.
Die Funktion des Mikro-Vibra-tionsschalters besteht wie beidem Quecksilberschalter in derDetektion von Bewegungen. DerSchalter ist durch die nachge-schaltete Elektronik in der Lage,eine Leuchtdiode ein- oder aus-zuschalten. Die Funktion von Be-wegungsschaltern beruht auf ei-ner beweglichen Quecksilberper-
le oder Kugel, die zwei festste-hende, normalerweise elektrischisolierte Elektroden, leitfähig mit-einander verbindet, siehe Abb. 3.
Der im Institut für Prozessdaten-verarbeitung und Elektronik ent-wickelte Schalter benutzt eine Mi-krokugel, die in einer Leiterplattevollständig eingekapselt ist undbei Bewegung zwei Elektrodenleitfähig miteinander verbindet.
Bei der Entwicklung standen be-reits in der ersten Projektphasefertigungstechnische Belange imMittelpunkt der Arbeiten und be-einflussten das spätere Layoutmaßgeblich. Darüber hinaus wa-ren die kommerziellen Vorgabendes Auftraggebers unbedingt ein-zuhalten. Der Schalter, sieheAbb. 4, sollte auf industrieübli-chen Bestückungsautomatenverarbeitbar sowie wesentlichpreisgünstiger als der Quecksil-berschalter sein.
Der technische Aufbau des Sen-sors wurde zunächst mit kerami-
248
(248)
Abb. 2: vollautomatisches Fahrradrück-licht mit FZK-Mikrovibrationsschalter.
Abb. 3: Prinzipieller Aufbau von Bewe-gungsschaltern. Wenn die Kugel beideElektroden berührt, ist der Übergang vonder Elektrode 1 zur Elektrode 2 nieder-ohmig, elektrischer Strom kann fließen.
Deckel
Elektrode 1
Elektrode 2
Kugel
Abb. 4: FZK-Schalter neben einer Füllfederhalterspitze. DieSchaltfunktion wird hier durch eine Metallkugel realisiert.

schen und metallischen, struktu-rierten Platten als Träger für denKugelschalter evaluiert. Aus öko-nomischen Gründen wählte manzur Produktion glasfaserverstärk-tes Epoxydharz mit Kupferbah-nen (Leiterplatten der elektroni-schen Schaltungstechnik) aus.Die Verwendung derartiger Werk-stoffe erleichterte die Verlage-rung eines Teils der Fertigungvom Forschungszentrum zu ei-nem Dienstleister der Leiterplat-tenbranche. Die anfänglichenSchwierigkeiten mit der Fertigungder Schaltergruppen mit denstrengen Anforderungen anOberflächenreinheit, Dichte derEinkapselung und Sauberkeit derKlebung konnten mit Hilfe einesengagierten Leiterplattenherstel-lers in Norddeutschland und derim FIF [1] organisierten Instituteim FZK gelöst werden. Die Schal-ter werden gegenwärtig industri-ell im Leiterplattenverbund von1000 Schaltern gefertigt und imFZK/IPE auf einem eigens fürdiesen Zweck entwickelten Test-
platz gleichzeitig getestet undqualifiziert, siehe Abb. 5. Auf demTestplatz wird das Schaltverhal-ten der bewegten Mikroschaltergemessen und auf einem Rech-ner abgespeichert.
Nach dem Test wird die Leiter-platte durch Sägen mit einer Prä-zisionssäge in die Mikro-Vibrati-onsschalter vereinzelt. DieserFertigungsschritt zog erheblicheEntwicklungsarbeiten nach sich.Die Säge und die Klebefolie, wel-che die Leiterplatte und die be-reits vereinzelten Sensorenwährend des Sägens fixiert, sindfür das Sägen von Siliziumwafernoptimiert. Für das hier gewählteLeiterplattenmaterial musste einegeeignete Sägeblatt-Folien-Kom-bination für eine hinreichendgroße Standzeit der Sägeblättergefunden werden.
Das Datenfile des automatischenTests dient nach der Vereinze-lung der Leiterplatte zur Steue-rung des Roboters, der die ein-zelnen Schalter von der Leiter-
platte in die eigens für die Vibrati-onsschalter entwickelten Bautei-leträger umfüllt, falls sie einer be-stimmten Güteklasse entspre-chen, siehe Abb. 6.
Inzwischen sind schon mehr als100000 Sensoren erfolgreich ge-fertigt worden. Der Schalter befin-det sich in der Qualifizierung undder Vermessung der Langzeit-Sensitivität. Hierfür wird das imRahmen des BMBF-Verbundpro-jekt KOMET im IPE entwickelteInertialsensorsystem als Refe-renz zur Erfassung dreidimensio-naler Beschleunigungs- undDrehwerte eingesetzt [2].
Der Erfolg des Vibrationssensorsberuht auf fünf wichtigen Grund-lagen: 1. der Weiterentwicklungeiner gut bekannten Standard-technik für Leiterplatten hin zuhöherer Präzision, 2. der hinrei-chenden Erfahrung mit Klebe-techniken aus der Mikrosystem-technik, 3. des guten „Know-how“
249
(249)
Abb. 5: Schematischer Aufbau des Test-platzes.
Abb. 6: Umsortieren der vereinzelten Schalter von der Leiterplat-te in den Transportbehälter.

in Oberflächentechnologien inder Materialforschung im FZK, 4.der Synthese von funktionellenund elektrischen Verbindungs-techniken und 5. der frühzeitigenQualitätskontrolle – schon in derEntwicklungsphase – mit einemvollautomatischen Testmess-platz.
Der Erfolg des automatischenRücklichts als Ganzes beruht ne-ben der Verwendung des Mikro-Vibrationsschalters auf der Ent-wicklung eines ASICs (Applicati-on Specific Integrated Circuit). Indem ASIC werden viele diskreteelektronische Komponenten aufeiner deutlich reduzierten Flächein einem Chip zusammengeführt.Dadurch konnten die Energieauf-nahme, die Kosten und die Sys-temgröße deutlich reduziert wer-den. Die Verwendung von ASICsist ein Weg, elektronische Syste-me zu verkleinern. Eine andereMöglichkeit zur Reduzierung derSystemgröße besteht in der Inte-gration ungehäuster Chips direktauf der Leiterplatte (Chip On Bo-ard – COB).
Viele Forschungsvorhaben in derMikrosystemtechnik lassen sichnur dann realisieren, wenn dasGesamtsystem äußerst klein ist.Ein Beispiel dafür ist die Durch-führung gassensorischer Mes-sungen mit der KAMINA (Karlsru-her Mikro Nase) beim Bohren vonLöchern in kontaminierten Bö-den, wofür die Größe des Ge-samtsystems um ca. 75% redu-ziert werden muss. Dazu werdenim IPE Gehäuse für Chips ent-wickelt, die den besonderen An-forderungen der Kleinserie undder Wartungsfreundlichkeit ent-gegenkommen. Selbst spezielle,extrem kleine Gehäusevariantenfür den Gas-Sensor-Chip (sieheAbb. 7) sowie der Einsatz mo-dernster elektronischer Baustei-ne, deren Gehäuseabmessungenunwesentlich größer als der Chipsind, sind nicht ausreichend, umdie geforderten Größenvorgabeneinhalten zu können. In die Aus-werteelektronik müssen un-gehäuste Chips direkt auf dasBoard (Chip on Board) integriertwerden. Im IPE stehen zur Her-stellung derartiger Systeme alletechnische Fertigungs- und Prüf-systeme zur Verfügung.
Das Know-How in der Verarbei-tung ungehäuster Chips, in derMiniaturisierung elektronischerSysteme und der Entwicklungneuartiger Gehäusevarianten fürMikrosysteme eröffnet überauspositive Perspektiven für derenWeiterentwicklung. Ein Beispielhierfür ist das SAW-(SurfaceAcoustic Wave) basierte Gasana-lyse-System (SAGAS), das aus
der Zusammenarbeit zwischendem Institut für InstrumentelleAnalytik (IFIA) und dem IPE ent-standen ist.
Das SAGAS-System ist ein ex-emplarischer Vertreter eineskomplexen Mikrosystems mit Mi-kro-Sensorik und -Aktorik, unter-schiedlichen fluidischen und ther-mischen Komponenten, intelli-genter Steuer- und Regelelektro-nik sowie einer Bedienerschnitt-stelle. Das GasanalysesystemSAGAS besteht aus einem Feldvon 8 Sensoren und kann die un-terschiedlichsten Gerüche unter-scheiden, siehe Ergebnisse in [3].
Die Aufgaben der Elektronik be-stehen in der Steuerung und Re-gelung der sensorischen und ak-torischen Komponenten, der Da-tenerfassung, der Datenauswer-tung sowie in der Auswertung derBediener-Informationen, sieheAbb. 8. Die Schnittstelle zum Be-nutzer wird mittels einer Tastaturund einem LCD-Display herge-stellt. Das SAGAS System stelltsomit eine intelligente Einheit dar,die vollständig autark arbeitenkann. Neben dem Betrieb als ein-zelne Messstation kann das Gas-Sensorsystem auch in einemNetzwerk mit anderen SAGAS-Einheiten zusammen betriebenwerden, so dass eine flächigeÜberwachung von Produktions-stätten oder Räumen in einfacherWeise durchgeführt werdenkann. Die ganze SAGAS-Elektro-nik ist damit ein typisches einge-bettetes System.
Neue Perspektivendurch die AVT für das GasanalysesystemSAGAS
Weitere Miniaturisierungder AVT durch Chip On Board (COB)
250
(250)
Abb. 7: Prototyp eines mit Golddraht ge-bondeten keramischen Metalloxid-Gas-Sensor-Chips für die Ka rlsruher Mi kro Na -se (KAMINA).
1 mm

Die gewachsene Komplexität ein-gebetteter Systeme erfordertnicht nur Arbeiten auf dem Gebietder Aufbau- und Verbindungs-technik, in besonderem Maßemüssen auch die Techniken zurEntwicklung des Gesamtsystemsvorangetrieben werden. Zur Un-terstützung der Systementwick-lung wird im IPE eine spezielleKomponentensoftware unter JA-VA entworfen. Einzelne Kompo-nenten ergänzen eine universelleSoftwareplattform, die Grund-funktionen wie Datenvisualisie-rung, Datenarchivierung, Benut-zerschnittstelle und Netzanbin-dung zur Verfügung stellt. DieKomponenten bestehen vor-nehmlich aus Steuer- und Aus-wertemodule, die für unterschied-liche Anwendungen verwendetwerden können. Bisher wurdenKomponenten für die Bildverar-beitung, die Datenauswertung mitneuronalen Netzen sowie zurSignalkonditionierung und Merk-malsextraktion entwickelt.
Parallel mit der Erweiterung deseingebetteten Systems hin zukomplexen Anwendungen und In-ternetanbindung wurden die sen-sorischen Eigenschaften mit Hilfeder Aufbau- und Verbindungs-technik verbessert. WichtigsteZiele bei der Weiterentwicklungdes Sensorkopfes waren die Ver-kleinerung des Probevolumens,die Vermeidung von gasabsorbie-renden Substanzen im Probevo-
lumen sowie die Vereinfachungder Fertigungstechnik. Damitkonnten sowohl wirtschaftlicheals auch funktionale Aspekte ver-bessert werden. Gelöst wurdenalle diese Aufgaben durch einespeziell entwickelte keramischeund inzwischen Epoxydharz-Lei-terplatte (Abb. 9), die sowohl Trä-ger für die elektrischen Signale istals auch chemisch inert das Gaszu den Sensoren führt.
251
(251)
Abb. 8: Mikrokontrollergesteuertes SAGAS-System mit Fluidik, Sensorkopf, Thermostatisierung,Bedienerschnittstelle und Steuer- und Regelelektronik.
GasanreicherungµTrap
Gas-Sensoren
Pumpe,Ventile
Embedded System
Thermo-statisierung
elektronischeSignalaufbereitung,Datenverarbeitung
und Steuerung
Benutzer-schnittstelle
Abb. 9: 3 Einzelresonatoren sind als Flip Chip in die Leiterplatteintegriert. Die Leiterplatte übernimmt sowohl den Gastransportals auch die Verteilung elektrischer Signale.

Während in konventionellen elek-tronischen Systemen die Aufbau-und Verbindungstechnik bzw. dieFertigungstechnik lediglich dieAufgabe hatte, elektrische Signa-le von einer Stelle zur nächstenzu leiten, übernehmen in moder-nen Systemen die klassischenmechanischen Komponenten im-mer stärker funktionale Aufga-ben, wie am Beispiel des SA-GAS-Sensorkopfes deutlich zuerkennen ist. Den letzten Standder Entwicklung stellen dreidi-mensionale spritzgegosseneSchaltungsträger (Moulded Inter-connected Devices) dar, bei de-nen die Kunststoffgehäuse elek-tronischer Systeme Leiterplatten-funktionalität übernehmen.
Schon ganz am Anfang der Ent-wicklung von Mikrosystemenspielt die Aufbau- und Verbin-dungstechnik eine entscheidendeRolle. Welche Baugröße darf dasGesamtsystem haben, welchenUmweltbedingungen wird das Sys-tem ausgesetzt, wie hoch ist diemaximale Leistungsaufnahme –
dies sind einige Fragen, welchedie AVT beantworten muss. DieZiele der hier geschilderten AVTim IPE sind eine Symbiose vonelektrischer und stofflicher, bzw.funktioneller Verbindungstechnik.Darüber hinaus ergeben sichneue sehr kompakte und effizien-te Sensorlösungen, die einerseitsökonomisch interessant sind undzum anderen auch die techni-schen Grenzen derartiger Senso-ren erheblich verbessern, wie dieBeispiele Vibrationssensor undelektronische Nase zeigen.
Die Systemtechnik, d.h. die Sig-nalverarbeitung, Steuerung unddas graphische und elektrischeUser-Interface ist das komplexes-te, kostenträchtigste und volu-minöseste am Mikrosystem. DieBegrenzung liegt hier in denHard- und Software-Werkzeugenund der damit verbundenen man-gelnden Wiederverwendbarkeitvon verschiedenen Soft- undHardware-Lösungen. Aber auchhieran wird im IPE, wie am Bei-spiel der elektronischen Nasen,intensiv mit der sog. Komponen-ten-Software gearbeitet.
Die Entwicklung standardisierterMaterialien und Verarbeitungs-techniken für den Aufbau von Mi-krosensoren sowie der Einsatzwiederverwendbarer Werkzeugezur Systementwicklung werdenauch in den nächsten Jahren dieForschungs- und Entwicklungsar-beiten auf dem Gebiet der Mikro-systemtechnik prägen.
Zusammenfassung
252
(252)
[1] Forschungszentrum Karlsruhe GmbHIndustrieforum Mikrofertigungstechnikfür Fragen der Fertigung vonMikrosystemenhttp://fifserver.iai.fzk.de/fif/
[2] Beschreibung von KOMET:http://www.hpe.fzk.de/projekt/mikro/komet/d_index.html
[3] M. Rapp, A. Voigt, V. Hartmann, in diesem Heft
Literatur

Die zeitnahe und wirtschaftlicheUmsetzung mikrosystemtechni-scher Entwicklungen in Produkteerfordert besonders bei kleinenund mittleren Stückzahlen flexibleWerkzeuge auf allen Ebenen derProduktentwicklung und Ferti-gung.
Bereits im frühen Stadium derProduktentwicklung können rech-nerunterstützte Entwurfs- und Si-mulationswerkzeuge sehr effizienteingesetzt werden. So könnenschon bei der Modellierung vonMikrosystemen leistungsmindern-de Einflüsse wie z.B. Systemtole-ranzen berücksichtigt werden.Dem Systementwickler wird somitbereits im Planungsstadium dieSimulation der Leistungsmerkma-le des Systems in Abhängigkeitvon Störeinflüssen und eine an-schließende Optimierung der Sys-temparameter ermöglicht.
Zur Erfassung und Strukturierungder während des Entwicklungs-und Fertigungsprozesses anfal-lenden Informationen und zur Be-reitstellung von interdisziplinäremWissen auf allen Ebenen dienenWorkflow- und Wissensdaten-banken. In der Planung und Ferti-gung komplexer Mikrosystemekönnen diese Werkzeuge we-sentlich zur Prozesssicherheitbeitragen.
Während Prozesse zur Fertigungvon Mikrokomponenten weitge-hend etabliert sind existieren inder Montage komplexer modula-rer Mikrosysteme noch Lücken.Handlungsbedarf besteht u.a. imAufbau von flexiblen Greif- undZuführsystemen für die Mikro-montage.
Digitale Bildverarbeitung ist einStandardwerkzeug in der konven-tionellen industriellen Fertigung.Dafür stehen am Markt leistungs-fähige Hard- und Softwaresyste-me zur Verfügung. Auf dem Ge-biet der Mikrosystemtechnik sindaber speziell angepasste Bild-erfassungs- und Auswertesyste-me erforderlich.
Diese komplette Werkzeugpalet-te sowie ihre Anwendung in ver-schiedenen Forschungs- und In-dustrieprojekten werden in die-sem Beitrag vorgestellt.
Der Entwurf von Mikrosystemenist trotz großer Fortschritte in denletzten Jahren geprägt durch In-tuition und Erfahrung der De-signer sowie gekennzeichnetdurch langwierige und kostenin-tensive Experimente mit Testauf-bauten. Dieser Aufwand mussdurch verstärkten, entwurfsbe-gleitenden Rechnereinsatz dra-stisch reduziert werden [1]. Simu-lation und Modellbildung auf un-terschiedlichen Abstraktionsebe-nen sind notwendige Etappen imEntwicklungsprozess hinsichtlichder Erzielung eines optimalen Sys-temverhaltens, kurzer Entwick-lungszeiten und der Vermeidungund Eliminierung von Fehlern be-reits im frühen Entwicklungssta-dium. Die Aktivitäten des For-schungszentrums im Bereich Mo-dellbildung, Simulation und Opti-mierung erstrecken sich sowohlauf den Einsatz kommerziellerEntwurfs- und Simulationswerk-zeuge als auch auf die Entwick-lung anwendungsspezifischer Si-mulationssoftware.
Ein Konstruktionsaspekt ist dieGewährleistung einer bestimmtenFunktionalität des Gesamtsys-tems, welche eng mit der Struk-turgeometrie und den Einsatzbe-dingungen verknüpft ist. Damitdie Gesamtfunktion des Mikro-systems unter den gegebenenFertigungsbedingungen und inden zu erwartenden Einsatzum-gebungen bestmöglichst erhaltenbleibt, muss der Systementwurfauf Wechselwirkungen überprüftund abgestimmt werden. Der Si-mulation der Mikrosysteme in Ab-hängigkeit leistungsmindernderEinflüsse kommt somit eine zen-trale Bedeutung zu. Im Hinblickauf eine Massenfertigung be-schreibt nicht notwendig die idea-le Anordnung der Einzelkompo-nenten auch das effektivste Sys-tem. Vielmehr müssen hier schonbei der Modellbildung leistungs-mindernde Einflüsse, wie z.B.Einfügetoleranzen oder umge-bungsinduzierte Einflüsse wiez.B. Temperaturänderungen be-rücksichtigt werden, damit derEntwurf mit dem Ziel einen robus-ten, stabilen Funktionsaufbau zuerreichen optimiert werden kann.Unter dem Begriff robust ist in die-sem Zusammenhang ein Systemzu verstehen, das unter realenEinsatzbedingungen durch defi-nierte Leistungsmerkmale cha-rakterisiert ist. Die Berücksichti-gung von Herstellungs- und Ferti-gungstoleranzen sowie von um-gebungsinduzierten Einflüssenbereits im Stadium der Modellbil-dung erlaubt die Simulation desEntwurfs unter realen Einsatzbe-dingungen. Diese Vorgehenswei-se ermöglicht eine Designopti-mierung mit dem Ziel eines robu-sten Systementwurfs.
Entwurfs- undSimulationswerkzeuge
Einleitung
253
(253)
Simulation, Wissensmanagement, Digitale Bildverarbeitungund Montagetechnologien – wichtige Werkzeuge für dieflexible Produktion von MikrosystemenM. Dickerhof, U. Gengenbach, B. Köhler, I. Sieber, IAI
NACHRICHTEN - Forschungszentrum Karlsruhe Jahrg. 34 2-3/2002 S. 253-263

Die Auswirkungen von Posi-tionstoleranzen auf die Leistungs-fähigkeit eines optischen Sys-tems wird am Beispiel eines La-ser-Faser-Kopplers deutlich. Beidiesem mikrooptischen Systemmodifiziert eine Linse (hier eineKugellinse) die Laserabstrahlungso, dass eine möglichst effektiveEinkopplung des Laserstrahls in
eine Faser gelingt. Anhand diesesVersuchsaufbaus kann die Ein-koppeldämpfung in Abhängigkeitder Positionierung von Kugellinseund Single-Mode-Faser gemes-sen und mit den Simulations-ergebnissen verglichen werden.Der Vergleich zwischen Mess-ergebnissen und Simulations-rechnungen ist in Abb. 1 darge-stellt. Diese Untersuchungenberücksichtigen nur den Koppel-verlust, der durch die Lateralver-schiebung auftritt. Die von der Si-mulation berechneten Ergebnisse(rote Linien) stimmen sehr gut mitden Messwerten überein (schwar-ze Punkte). Mit Hilfe solcher Si-mulationsrechnungen kann imVorfeld der Entwurfsplanung be-reits das mikrooptische Systemcharakterisiert werden, indem dieAbhängigkeit der Leistungsmerk-male des Systems von den Posi-tionstoleranzen der einzelnen op-tischen Komponenten bestimmtwird. Ausgehend von einer be-
stimmten Fertigungstechnologieder Halte- und Positionsstruktu-ren und der damit verbundenenToleranzen kann nun die Leis-tungsfähigkeit des optischen Sys-tems bestimmt werden. Anders-herum kann aus der Vorgabe derLeistungsfähigkeit des optischenSystems auf die maximal zulässi-gen Positionstoleranzen der ein-zelnen Komponenten geschlos-sen werden. Mit diesem Ergebniskann nun die Fertigungstechnolo-gie gesucht werden, die die er-wünschte Güte garantiert.
Die Relevanz der Berücksichti-gung von Systemtoleranzen wirdauch am Beispiel des Infrarot-Gassensors (s. Abb. 2) deutlich[3]. Hierbei handelt es sich um ei-ne Anwendung aus dem BMBF-Verbundprojekt OMID (Optimie-rung von Mikrosystemen für Dia-gnose- und Überwachungsan-wendungen). Als Quelle dient einbreitbandig abstrahlendes Glüh-lämpchen, dessen Strahlung voneinem Reflektor fokussiert wird.Die Analysekammer besteht imwesentlichen aus zwei gegen-überliegenden fokussierendenSpiegeln, von denen der eine pa-raboloidisch und der anderesphärisch strukturiert ist. Messun-gen der Bestrahlungsstärke-Ver-teilung am Detektorabgang erga-ben für unterschiedliche Glüh-lämpchen als Quelle stark unter-schiedliche Ergebnisse (sieheAbb. 3). Untersuchungen derQuellen ergaben, dass die Wen-delpositionen stark variieren. Die-se Abweichungen spielen sich imBereich von ±0,5mm ab. Da essich bei dem vorgestellten Sen-sorsystem um eine Anwendungim Niedrigpreissegment handelt,möchte der Hersteller an der tole-
254
(254)
Abb. 1: Koppeldämpfung verursacht durch eine Verschiebung der Faser(links) bzw. der Kugellinse (rechts). Die schwarzen Punkte markieren dieMessergebnisse [2], die rote Linie stellt die von der Simulation vorausgesag-te Koppeldämpfung dar.
20
15
10
5
1
2
0
20
15
10
5
0–20 –10 0Laterale Verschiebung der Faser [µm]
Laterale Verschiebung der Linse [µm]
[dB]
[dB]
10 20–4 –2 0 2 42
1
2
Abb. 2: Infrarot-Gassensor mit Controller-Interface.
Detektor
Interface
Quelle

ranzbehafteten Quelle festhalten,und es ist auch zu aufwendig, je-des einzelne Teil mit einer Leis-tungsmessung zu justieren.
Die Fragestellung für das Re-De-sign der Analysekammer ist nundas Auffinden eines hinsichtlichder Positionstoleranz der Quellerobusten Entwurfs. Dazu wurdenStrahlverfolgungsuntersuchun-gen durchgeführt. Für den Ent-wurf des Sensors als Einzelgas-detektor ist nur die Strahlung rele-
vant, die auf das Detektorelementtrifft. Im Falle des ursprünglichenDesigns liegt die Ausbeute derStrahlen, die tatsächlich das De-tektorelement treffen, lediglich beica. 2,7%. Ein Re-Design der Ana-lysekammer unter Berücksichti-gung der relevanten Parameterwie Strahllaufweg in der Kammerund Strahlverlauf ermöglicht fürdas ideale, toleranzfreie Systemeine Ausbeute von 65%. Ausge-hend von diesem Re-Design wirdnun der Entwurf gesucht, der über
den gesamten Toleranzbereichdie besten Leistungsmerkmalebietet. Die Verteilung der Strahl-auftreffpunkte auf dem Detektorfür das optimierte Design sind fürdrei Quellpositionen im Toleranz-bereich in Abb. 4 dargestellt. DerStrahlanteil, der auf die Detektor-fläche trifft, liegt im Falle des mo-difizierten Entwurfs mindestensbei 12,2%. Dieser Wert wurde fürdie Wendelposition gefunden, die+ 0,5 mm von der optimalen Posi-tion liegt (Abb. 4 rechts). Bei einer
255
(255)
Abb. 3: Bestrahlungstärke-Verteilungen am Detektorabgang für zwei verschiedene Glühlämpchen derselbenHerstellungsserie.
600
500
500
400
300
200
100
0
400
300
200
100
0
R1 R1R12
Mess
reihe
n
Mess
reihe
nR15R291 21 41 61
Messpunkte Messpunkte
81 101 121
1 21 41 61 81 101 121
Abb. 4: Strahlauftreffpunkte am Detektor für eine Toleranzbereich von ± 0.5 mm.
Versatz zur optimalenQuellposition: – 0,5 mm
optimale Quellposition
Versatz zur optimalen Quellposition: + 0,5 mm

Wendelposition, die –0,5 mm vonder optimalen Position liegt, erhältman eine Strahlausbeute von ca.18,3%. Für die optimale Positionist die Strahlausbeute 31,4%, undentspricht somit ungefähr derHälfte des Wertes, der vom idea-len Design erreicht würde. Dieseverminderte Leistung muss ak-zeptiert werden, wenn man einenEntwurf möchte, der über diesengesamten Toleranzbereich robustist. Gegenüber dem ursprüngli-chen Entwurf konnte mit dem Re-Design eine Verbesserung derStrahlauftreffquote um den Faktor4,7 erreicht werden.
Die hohe Fertigungskomplexitätmikrosystemtechnischer Prozes-se erfordert entlang des Produkt-entstehungsprozesses ein hohesMaß an Wissen über die ferti-gungsschrittübergreifenden Zu-sammenhänge. Spezielle, auf dieAnforderungen der Produktionangepasste, prozess- oder ferti-gungsorientierte Workflow- undWissensmanagementsystemebieten dem Mitarbeiter in Entwick-lung und Produktion die Möglich-keit, prozessrelevante Informatio-nen zu erfassen und auf bisherigeErkenntnisse zugreifen zu kön-nen.
Auftrags- und Prozess-datenerfassung mit AdHoc-Workflowsystemen
Workflowsysteme werden heuteimmer noch vor allem für starrstrukturierte Abläufe, wie sie zumBeispiel in der Verwaltung vor-kommen, eingesetzt. Entwick-lungsprozesse – insbesondere in
der Mikrosystemtechnik – weiseneinen wesentlich geringeren Gradan Standardisierung auf. Hier hatman es in der Regel mit Kleinseri-en- oder Einzelfertigungsprozes-sen zu tun, für die sich der Auf-wand einer kompletten Standardi-sierung nicht lohnt, bzw. aufgrundder noch nicht vollständigenKenntnis der konkreten Prozess-parameter und ihrer Abhängigkei-ten, nicht möglich ist .
Eine Möglichkeit, solche Abläufedennoch zu unterstützen stellensog. „AdHoc“ Workflowmechanis-men dar, welche die einfache Pla-nung von Abläufen, die Behand-lung von Ausnahmen und Ab-brüchen, das Einfügen von neuenProzessschritten zur Laufzeit,etc. unterstützen. Zusammen mitdem IMT wurde hieraus aufbau-end für die dortige Mikrofertigungdas Softwaresystem InfoFlowentwickelt [4], das der Klasse derProjektverfolgungssysteme zuge-ordnet werden kann. Kommerzi-elle Softwaresysteme in diesemBereich orientieren sich primär ander Planung, Verfolgung und Do-kumentation von Abläufen, die aufstandardisierten Prozessen beru-hen. InfoFlow unterstützt eben-falls diese Funktionen, orientiertsich aber primär an den Anforde-rungen der Entwicklung oder Vor-serienfertigung. Die Mitarbeiter inder Planung und der Fertigungwerden durch eine flexible, einfa-che und fertigungstypbezogeneDefinition von Prozessen, sowieeine umfassende automatisierteDokumentation und Strukturie-rung der Informationen unter-stützt. Entscheidungen der Pro-zessverantwortlichen, wie sie beiDefekten, oder Abweichungenvon den Vorgaben notwendig
sind, werden durch kontextab-hängige Funktionen unterstützt.Entlang der Fertigung erfolgt da-bei zusätzlich die Erfassung derMessdaten, die dabei zur Verbes-serung der Wiederverwendbar-keit in auftrags-, prozess- undprozessschrittspezifische Para-meter aufgetrennt werden.
Sind die Roh-Informationen in dervoranstehend beschriebenen Artund Weise vorstrukturiert ist eineweitgehend projektunabhängigeAnalyse der Messdaten möglich,was neben der schon erwähntenFertigungsdokumentation Rück-schlüsse auf die Qualität der Vor-gaben oder auch auf die Qualitätder Fertigungsschritte (z.B. Ma-schinendrift) zulässt.
Strukturierung vonProzesswissen
Im Rahmen eines Unterauftragsfür das vom BMBF geförderte Pro-jekt „Kompetenzzentrum Tro-ckenbearbeitung“ wurden der In-foflow-Ansatz zur auftrags- undprozessunabhängigen Erfassungvon Parametern weiter verfeinert.Gegenstand des Projekts ist esunter anderem, eine Wissensda-tenbank für Zerspanungsverfah-ren zur Verfügung zu stellen [5].Experten, die verteilt in unter-schiedlichsten Kompetenzzentrenan den verschiedenen Bearbei-tungsschritten arbeiten, könnenso ihr Wissen zentral ablegen.
Die zugrundeliegende Methodekann dabei folgendermaßen be-schrieben werden: Bei einem Ent-wicklungs- und Fertigungspro-zess wird der Gesamtprozess imVorfeld in einzelne Prozessschrit-te aufgelöst, so dass die Abfolgebzw. Kombination der Einzelpro-
Workflow- undWissensdatenbanken
256
(256)

zessschritte den Entwicklungs-auftrag genau charakterisiert(Workflow). Dennoch sind dieProzessschritte gerade bei kom-plexen Prozessen in diesem Zu-stand oft noch so prozess- undauftragsspezifisch, dass der Pro-zessschritt nicht ohne weiteres inandere Prozessketten eingebet-tet werden kann.
Um diese Prozessabhängigkeitzu überwinden, wird der Prozess-schritt selbst weiter untersucht.So stellt sich im konkreten Fall ei-ne starke auftragsspezifische Ab-hängigkeit vom Werkstoff heraus.Der Implementierungsansatz ba-siert daher auf der Erfassung ei-nes bestimmten Prozessschrittsunter mehreren Aspekten, im kon-kreten Fall der Erfassung der Fer-tigungsverfahren und der Werk-stoffe. Allerdings ergibt sich bei ei-ner hinreichend großen Zahl vonFertigungsverfahren und Werk-stoffen eine sehr große Anzahlmöglicher Kombinationen, sodass die Möglichkeiten der Wie-derverwendbarkeit nicht sehrhoch sind. Dieses Problem wurdedurch sogenannte Generalisie-rungshierarchien gelöst, die eineZusammenfassung von Techno-logien und den damit verknüpftenEigenschaften erlauben. So wer-den beispielsweise die VerfahrenStirn-Planfräsen, Stirn-Umfangs-Planfräsen und Umfangs-Planfrä-sen auf der nächst höheren Ge-neralisierungsebene zu Planfrä-sen zusammengefasst, das dannauf der nächst höheren Ebene,zusammen mit Profil-, Wälz- undSchraubfräsen, zu Fräsen abstra-hiert wird. Die höchste Abstrak-tionsebene stellt die Wurzel desBaumes dar, die alle Verfahrenzusammenfasst.
Innerhalb des Generalisierungs-baums wird auf dem „umgekehr-ten Weg“ den einzelnen Knoten(Verfahren) eine beliebige Anzahlvon Attributen zugeordnet (z.B.Durchmesser, Vorschub), diesich innerhalb des Hierarchie-baums vererben. So besitzt dannein konkretes Verfahren alle Attri-bute, die ausgehend vom konkre-ten Verfahren über alle Generali-sierungsstufen bis zur Wurzelhinweg zugeordnet werden. In-nerhalb einer Projektanfragewerden den Attributen der ver-schiedenen Prozesse im Rah-men der Materialbearbeitung aufder untersten Ebene (Blätter)konkrete Werte zugeordnet (z.B.Durchmesser: 12 mm, oder der Vorschub beim Fräsen:22 mm/sec). Die Kombinationvon Blättern mehrerer Generali-sierungsbäumen, zusammen mitden zugeordneten Attributen, er-gibt dann „automatisch“, d.h. oh-ne Pflegeaufwand für den kon-kreten Prozess das Prozessda-tenblatt zur Erfassung der Pro-zessparameter, das abhängigvon Verfahren bzw. Werkstoffenunterschiedliche Attribute (Da-tenfelder) aufweist. Aufgrund derdamit strukturiert vorliegendenMesswerte lässt sich analysie-ren, wo und wie stark die Abhän-gigkeit der Verfahren von deneingesetzten Werkstoffen ist unddaraus Gestaltungsregeln (De-sign Rules) ableiten die für dieEntwicklungsplanung notwendigsind.
Das weiterführende Ziel der Ar-beiten auf diesem Gebiet ist dieErweiterung des Ansatzes auf diespeziell in der Mikrosystemtech-nik äußerst wichtigen prozess-schrittübergreifenden Aspekte.
Ein Großteil der am Markt verfüg-baren Mikrosysteme wird aus Sili-zium mit Prozessen der Halblei-tertechnik produziert. Dies gilt ins-besondere für Beschleunigungs-und Drehratensensoren, die ingroßen Stückzahlen in der Auto-mobilindustrie eingesetzt werden.Die Stärke der Nicht-Siliziumtech-niken, wie Laserstrukturierung,mechanische Mikrofertigung, Ab-formtechniken und LIGA liegt inder Materialvielfalt, die zum Auf-bau von Mikrosystemen zur Ver-fügung steht. Dieser Vorteil wirdzunehmend in der Bioanalytik undoptischen Telekommunikation ge-nutzt. Der „Preis“ für diese Materi-alvielfalt und die damit einherge-hende Flexibilität beim Design istdie Abkehr vom monolithischenAufbau; es entsteht nun ein er-heblicher Aufwand für die Monta-ge der Mikrosysteme.
ModularesMikromontagesystem
Da viele dieser hybriden Mikro-systeme immer noch nur in klei-neren und mittleren Stückzahlenproduziert werden, ist von denFertigungsgeräten große Flexibi-lität und leichte Umrüstbarkeit ge-fordert. Unter diesem Gesichts-punkt entwickelte das IAI zusam-men mit Fa. IEF-Werner ein Kon-zept für eine modulare Montage-maschine und realisierte diesesKonzept für die Montage von mi-krofluidischen Analysesystemen.Wesentliche Entwicklungsge-sichtspunkte waren dabei:
der Einsatz von neuentwickel-ten direktangetriebenen Line-arachssystemen des PartnersIEF-Werner,
Mikromontage
257
(257)

der Einsatz von Zuführsyste-men, die mit dem Werkstück-trägerstandard DIN 32561kompatibel sind,
der Einsatz von mehrerenpreiswerten z-Linearachssys-temen anstatt eines aufwendi-gen und fehleranfälligen auto-matischen Werkzeugwechsel-systems und
ein modularer Aufbau derSteuerungssoftware.
Für die Montage mikrofluidischerAnalysesysteme eines Industrie-partners wurde eine Montagema-schine nach diesem Konzept rea-lisiert (s. Abb. 5). Diese Maschinemuss drei unterschiedliche Mon-
tageaufgaben durchführen undmuss daher hinsichtlich Teile-bereitstellung und Montagewerk-zeugen flexibel umrüstbar sein.Da die zu montierenden Teile aufmaximal drei Werkstückträgernzugeführt und maximal vier Werk-zeuge benötigt werden, wurde ei-ne Maschine mit folgenden tech-nischen Daten aufgebaut:
eine x-Achse mit 600 mm Weg,darauf eine Vakuumspannvor-richtung für drei Werkstückträ-ger nach DIN 32561,
eine y-Achse mit 450 mm Weg,darauf montiert
vier z-Achsen mit je 35 mmWeg und 3N Traglast
Jede z-Achse wurde zur Erleich-terung des Umrüstens mit einerWerkzeugwechselschnittstelle fürmanuellen Wechsel ausgerüstet.Die grafische Bedienoberflächeder Maschine wurde in LabViewprogrammiert. Sie kommuniziertmit der Maschinensteuerung underlaubt es, Achsen zu verfahren,Greifwerkzeuge zu betätigen, Po-sitionen zu teachen und Montage-programme auszuwählen und ab-laufen zu lassen. Aufbauend aufdiesem modularen Konzept, istdie Entwicklung einer Montage-maschine für eine mikrooptischeKomponente in einem gemeinsa-men BMBF-Verbundprojekt mitdem IMT geplant.
Greiferbaukasten für dieMikromontage
Die Flexibilität einer Montagema-schine hängt u.a. auch von derFlexibilität der Teilezuführung undder Greifwerkzeuge ab. Währendauf dem Gebiet der Teilezu-führung ein Standard für die Ge-staltung von Werkstückträgern fürdie Mikrosystemtechnik geschaf-fen wurde (DIN 32561), bestehtauf dem Gebiet der Montage-werkzeuge noch Handlungsbe-darf. Daher erarbeitet das IAI zu-sammen mit vier Industriepart-nern und einem weiteren For-schungsinstitut Grundlagen underste Prototypen von modularenGreifsystemen im BMBF-Ver-bundprojekt „Greiferbaukasten“.
Ziel ist es, Greifersysteme für dieMikromontage systematisch in ei-genständige Funktionselementezu untergliedern und daraus Mo-dule mit standardisierten Schnitt-stellen zu definieren. Zur Lösungeiner bestimmten Greifaufgabesoll der dafür passende Greifer
258
(258)
Abb. 5: Realisierte Maschine zur Montage von mikrofluidischenAnalysesystemen.

aus Modulen des Baukastens zu-sammengesetzt werden. Die De-finition dieses Modulschemas istabgeschlossen; derzeit werdenSchnittstellen spezifiziert und er-ste Module gebaut.
Das IAI entwickelt im Rahmendes Projektes sowohl einen mo-dularen Mikrogreifer als auch inMikrogreifsysteme integrierbareBilderfassungsmodule. Nebendiesen eigenständigen Entwick-lungsarbeiten besteht eine engeZusammenarbeit mit der Fa.Schunk zur Entwicklung einerautomatischen Greiferwechsel-schnittstelle und mit der Fa. Pie-zosysteme Jena zur Realisie-rung einer Feinpositionierein-heit.
Eine automatische Greiferwech-selschnittstelle ist für Montage-systeme, die während eines Mon-tageprozesses Werkzeuge wech-seln müssen, von großer Bedeu-tung. Der Projektpartner Fa.Schunk bedient den Markt dermakroskopischen Montagerobo-ter mit automatischen Werkzeug-wechselsystemen mit Flansch-durchmessern bis herunter zu50 mm. Aus einer Umfrage erga-ben sich für die MikromontageBedarf an Wechselsystemen bisherunter zu 10 mm Flanschdurch-messer. Daher wird im Verbund-projekt eine Wechselschnittstellemit den Flanschdurchmessern30 mm, 20 mm und 10 mm ent-wickelt. Da vielfach die Anforde-rung besteht den Montagepro-zess durch die Werkzeugachseper Kamera zu beobachten, sinddiese Schnittstellen mit einer Mit-tenbohrung ausgestattet. Je nachAusführung stellen diese Schnitt-stellen bis zu 12 elektrische bzw.
fluidische Verbindungen zur Ver-fügung.
Die Flexibilität des eigentlichenGreifsystems hängt im Falle vonSauggreifern und mechanischenGreifern wesentlich von der einfa-chen Austauschbarkeit des ei-gentlichen Greiforgans, des so-genannten Wirksystems, ab. Beimakroskopischen Greifern kön-nen oft die Backen einzeln manu-ell gewechselt werden, währendbei Greifern für die Mikromontagediese Schnittstelle bisher wenigbeachtet wird. In vielen Fällenwerden Mikrogreifer sogar mono-lithisch ausgeführt, so dass bei ei-ner Änderung der Greifaufgabedas komplette Greifsystem aus-zutauschen ist. Der am IAI ent-wickelte Mikrogreifer (s. Abb. 6)trennt Greifeinheit und Aktorein-heit [6]. Die Greifeinheit ist alsmonolithisches Kunststoffteil mitFestkörpergelenken ausgeführt,das mit Abformverfahren preis-wert hergestellt werden kann.Über eine automatisch zu betäti-gende Clipverbindung wird dieGreifeinheit mit der Aktoreinheitverbunden. Die Aktoreinheit be-steht aus einem Piezostapelaktor,dessen maximale Dehnung von15 µm über ein Übersetzungsge-triebe auf 300 µm vergrößert wird.Die resultierende Bewegung wirdüber einen Stift auf die Greifein-heit übertragen und führt zu ei-nem Greifweg von 1 mm zwi-schen den Backen. Beim Prototypin Abb. 6 ist die Greifeinheit nochmit Passstiften und einer Schrau-be fixiert. Der automatisch zubetätigende Clipmechanismusbefindet sich noch in der Entwick-lung.
Für den Einsatz digitaler Bildver-arbeitungstechniken bei Mikro-strukturen wird am IAI das Bild-verarbeitungssystem DIPLOM(Digital Image Processing Libraryfor Microstructures) entwickelt [7][8]. Die DIPLOM-Software ist inC++ implementiert und kann alsBibliothek in Anwenderprogram-me integriert werden. Durch denEinsatz des DIPLOM-Systemskönnen Mikromontage-, Prüf-und Vermessungsvorgänge anMikrostrukturen automatisiertwerden.
Neben Standardfunktionen (Mus-ter suchen, Markenzentren be-rechnen, etc) enthält das DI-PLOM-System besondere Funk-tionen zur Lösung von Problemenbeim Einsatz digitaler Bildverar-
Digitale Bildverarbeitung
259
(259)
Abb. 6: Mikrogreifer mit monolithischer,wechselbarer Greifeinheit.

beitungstechniken an Mikrobautei-len. Die dafür speziell implemen-tierten Funktionen Autofokus, Kon-trastoptimierung, Bildrekonstrukti-on aus Fokusserien und Bildre-konstruktion aus Beleuchtungsse-rien sollen in den folgenden Ab-schnitten vorgestellt werden.
Autofokus
Physikalisch bedingt reduziertsich die Schärfentiefe bei opti-schen Systemen mit zunehmen-der Vergrößerung. Zur Erzeu-gung hochaufgelöster Bilder istdeshalb bei Mikroskopaufnahmeneine exakte Fokuseinstellung er-forderlich. Zur rechnergesteuer-ten automatischen Fokussierungwurde im DIPLOM-System eineAutofokusfunktion mit digitalerBildverarbeitung implementiert.Die Funktion berechnet in Echt-zeit (40 ms) einen relativenSchärfewert für das aktuelle Bild;dieser berechnete Schärfewertwird bei optimaler Fokussierungmaximal (s. Abb. 7). Basierend
auf diesen errechneten Schärfe-wert kann der Fokusantrieb auto-matisch geregelt werden.
Durch Auswahl eines Bildaus-schnittes kann die Fokussierungnur auf eine Detail ausgerichtetwerden; die übrigen Bildbereichewerden dann bei der Berechnungdes Schärfewertes und somit beider Fokussierung nicht berück-sichtigt. Mit der Autofokusfunktiondes DIPLOM-Systems ist es auchmöglich, gezielt auf ein Ebene un-terhalb einer transparenten Deck-schicht zu fokussieren.
Kontrastoptimierung
Damit bei hohen Vergrößerungenund schwach reflektierendenOberflächen noch ausreichendKontrast erzielt werden kann, sindLichtmikroskope mit leistungs-fähigen Beleuchtungssystemenausgestattet. Ist die verfügbareBeleuchtungseinrichtung für einekontrastreiche Aufnahme nichtausreichend, so kann mit der
Kontrastoptimierungsfunktiondes DIPLOM-Systems der Bild-kontrast erheblich gesteigert wer-den (s. Abb. 8).
Durch eine reine Histogramm-dehnung (Standardfunktion inden meisten Bildbearbeitungs-programmen) werden die Struk-turen für das menschliche Augebesser erkennbar (s. Abb. 8b). Eswird dadurch aber auch das vor-handene Rauschen mit verstärkt.Der Informationsgehalt in den Bil-dern 8a und 8b ist identisch; inAbb. 8b werden einige Strukturenlediglich für das menschliche Au-ge erkennbar. Mehr Informations-gehalt kann erreicht werden,wenn durch Mittelwertsbildungaus mehreren kontrastarmenEinzelaufnahmen ein neues Bildberechnet wird. Dadurch erhältman ein wesentlich kontrastrei-cheres Bild (s. Abb. 8c) bei demdeutlich mehr Konturdetails er-kennbar sind als bei der alleini-gen Histogrammdehnung in Abb.8b.
260
(260)
Abb. 7: Fokuswertberechnung für drei unterschiedliche Fokusstellungen.

Bildrekonstruktion ausFokusserien
Ist die Höhenstruktur eines zu un-tersuchenden Bauteils höher alsdie Schärfentiefe, so kann dasObjekt nicht mehr in einer Fokus-stellung als Einzelbild kompletterfasst werden. Abhängig von derFokusstellung sind jeweils unter-schiedliche Objektbereiche fo-kussiert. Damit Bauteile, derenHöhenstruktur größer ist als dieSchärfentiefe, auch mit Lichtmi-kroskopen komplett dargestelltwerden können, wurde ein geeig-netes Verfahren zur Bildrekon-struktion aus Fokusserien ent-wickelt (s. Abb. 9).
Grundlage für die Bildrekonstruk-tion ist die Aufnahme einer Fokus-serie. Der zu analysierende Fo-kussierbereich ist abhängig vonder Strukturhöhe. Die Serie wirdgestartet mit einer Fokussierung
261
(261)
Abb. 8: Beispiel für eine Kontrastoptimierung mit dem DIPLOM-Bildverarbeitungssystem;unter den Bildern ist die zugehörige Grauwertverteilung (Histogramm) grafisch dargestellt.
a) Kontrastarmes Bild wegen geringerBeleuchtung
b) Histogrammdehnung c) Kontrastoptimierung aus 50 Auf-nahmen mit Rauschunterdrückung
Abb. 9: Bildrekonstruktion eines Drahtbonds aus einer Fokusserie.
Auszug aus einerFokusserie mit40 Aufnahmen Rekonstruiertes Bild
Berechnete Höhenkarte

auf den tiefsten Bereich derStruktur. Der Fokusantrieb wirddann jeweils um ein Inkrement ∆zgeändert, bis auch die höchstenStrukturbereiche gut fokussierterfasst sind. Dabei ist zu beach-ten, dass das ∆z zwischen deneinzelnen Bildaufnahmen nichtgrößer sein darf als die Schärfen-tiefe des Objektivs.
Nach Aufnahme der Fokusseriewerden die gut fokussierten Bild-bereiche aus den einzelnen Bil-dern separiert und zu einem Bildzusammengesetzt, das in allenBereichen gut fokussiert ist (s. Abb. 9). Zusätzlich zu diesemrekonstruierten Bild liefert das DIPLOM-System auch eine dar-aus berechnete Höhenkarte.
Bildrekonstruktion ausBeleuchtungsserien
Bei der Bildaufnahme von Struk-turen, die stark unterschiedlichesReflexionsverhalten zeigen, kannin der Regel keine optimale Be-leuchtungsintensität für das kom-plette Bild eingestellt werden.Wird z.B. die Beleuchtungsstärkeso gewählt, dass die stark reflek-tierenden Bereiche nicht über-strahlt werden, so sind dieschwach reflektierenden Berei-che noch sehr dunkel und kon-trastarm (vgl. Bild 1 in Abb. 10)Wird die Beleuchtungsintensitäterhöht, so dass die schwach re-flektierenden Bildbereiche kon-trastreich dargestellt werden, sosind die stärker reflektierenden
Bildbereiche deutlich überstrahlt(vgl. Bild 4 in Abb. 10). Zur Erzeu-gung eines kontrastreichen Kom-plettbildes wurde ein Algorithmusentwickelt, der aus einer Bild-serie, aufgenommen mit unter-schiedlichen Beleuchtungsinten-sitäten, ein optimiertes Bild gene-riert (s. Abb. 10).
In den vorhergehenden Abschnit-ten sind Werkzeuge beschrieben,die auf verschiedenen Ebenender Mikrofertigung eingesetztwerden. Im allgemeinen wurdensie in Industrie- und Forschungs-projekten entwickelt, um ein be-stimmtes Problem in einem abge-grenzten Bereich des Mikroferti-gungsprozesses zu lösen. Mitdieser Vorgehensweise werdenbereits lokal Verbesserungen er-zielt. Um in Zukunft ein weitgrößere Effektivität zu erreichen,wird ein ganzheitlicher Ansatzentwickelt, der das Produkt vomSystementwurf über den Prototypbis zur Serienproduktion beglei-tet.
Der ganzheitliche Ansatz bestehtdarin, dass der Entwurf nicht nurim Hinblick auf die Umsetzungdes zur Funktionserfüllung not-wendigen physikalischen Prin-zips, sondern auch im Hinblickauf die Serienfertigung des Mikro-systems durchgeführt wird. EineVoraussetzung dafür ist, dassähnlich wie bei elektronischenSchaltkreisen, das Mikrosystemaus Grundelementen, sogenann-ten Elementarzellen entworfenwird. Diese Vorgehensweise sollam Beispiel von mikrooptischenSystemen illustriert werden. Einemikrooptische Elementarzelle be-
Ausblick
262
(262)
Abb. 10: Bildrekonstruktion aus einer Beleuchtungsserie mit insgesamt vierBildern.
Bild 4
Fusion aus Bild 1–4
Bild 1

steht z.B. aus einer einfachenHaltestruktur, bestückt mit maxi-mal einer passiven bzw. aktivenoptischen Komponente. Zu jederElementarzelle existiert das CAD-Modell, ein physikalisches Modellmit allen relevanten physikali-schen Eigenschaften und eineWissensbasis mit allen für dieFertigung relevanten Design Ru-les und Prozessparametern. Die-se Design Rules und Prozesspa-rameter werden für die gesamteProzesskette ausgehend von denMasken-, Lithografie, Galvanik-und Abformprozessen für die Her-stellung der Einzelteile bis zu denHandhabungs- und Fügeprozes-sen bei der Montage erstellt.
Durch Zusammenfügen dieserElementarzellen mit wohldefinier-ten Ein-/Ausgabebeziehungen
lassen sich komplexe mikroopti-sche Systeme aufbauen. Dabeisind noch die Wechselwirkungender Elementarzellen untereinan-der auf physikalischer Ebene undauf Prozessebene zu bestimmen.Der Einsatz einer solchen bau-steinorientierten Bibliothek er-laubt es, bereits dem Systemde-signer den Konstruktionsaufwandbeim Entwurf und den Berech-nungsaufwand bei der Simulationzu begrenzen.
Zur durchgehenden systemati-schen Erfassung und Verwaltungdieser Prozessparameter undDesign Rules werden prozessori-entierte Workflowsysteme undWissensdatenbanken eingesetzt.In der Fertigung wird auf diesesWissen zurückgegriffen, um weit-gehend automatisch die Ferti-
gungsprozessparameter und Fer-tigungsmittel, z.B. Greifwerkzeu-ge für die Montage und Bildverar-beitungsmakros für die Qualitäts-sicherung abzuleiten. Durch denEinsatz dieser vorab standar-disierten Werkzeuge könnenschnell Montagelösungen fürneue hybride mikrooptische Sys-teme realisiert werden. Damit istauch auf dieser Ebene eine we-sentliche Voraussetzung für dieschnelle Umsetzung in eine Se-rienproduktion gegeben.
263
(263)
[1] H. Eggert, Statusseminar zum VerbundprojektOMID, Seiten 1-8, 9.-10.10.2001,Bremen
[2] M. Sumida, K. Takemoto, J. Lightw. Techn., Seiten 305-311,1984
[3] I. Sieber, H. Eggert, H. Guth, K.-H. Suphan, Symposium on Design, Test,Integration, and Packaging ofMEMS/MOEMS, Seiten 272-282, 25.-27.4.2001, Cannes
[4] M. Dickerhof, A. Schmidt, P. Jakobs, HICSS 35, Waikoloa,USA , 07.-10.Januar 2002 , published on CD-ROM (2002)
[5] M. Dickerhof, P. Kohlhepp, P. Jakobs, A. Schmidt, SSGRR 6, L’Aquila, I, August 6-12,2001 Proc. on CD ROM (2001)
[6] U. Gengenbach, A. Hofmann,F. Engelhardt, R. Scharnowell,B. Köhler, SPIE Photonics Boston
[7] http://www.iai.fzk.de/diplom
[8] B. Köhler, F. Eberle,Proc. of International ConferenceMicro.tec 2000, September 25 – 27, 2000, Hannover, VDE-Verlag
Literatur