kaltzaehe_Staehle (1)
69
Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR „Legierte Stähle für die TT „Legierte Stähle für die TT - - Technik“ Technik“ 1 1. Allgemeines 2. Stahlgruppen 3. Schweißen
Transcript of kaltzaehe_Staehle (1)

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“1
1. Allgemeines
2. Stahlgruppen
3. Schweißen

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“2
Werkstoffe in der Tieftemperaturtechnik
•Austenitische Stähle
•Nickelbasislegierungen
•Aluminiumlegierungen
•Kupferlegierungen
Welche für den Einsatz im Kalten charakteristische Eigenschaft haben diese Werkstoffgruppen gemeinsam ?

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“3
Zeichnen Sie eine kfz EZ!
Zeichnen Sie Gleitebenen und Gleitrichtungen ein!

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“4
Einsatzgebiete:• Schiffbau
• Pipelinebau
• Offshoretechnik
• kalten Klimazonen
• Behälterbau, Rohrleitungen für flüssige Gase

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“5
GasVerflüssigungs-
temperatur[°C]
Stahlgruppe
1 %-Nickel-Stähle
3,5 %-Nickel-St.
5 %-Nickel-Stähle
9 %-Nickel-Stähle
Austeniti-sche St.
Ammoniak -33,4 x x
Propan -42,1 x x x
Kohlendisulfid -50,2 x x x
Kohlendioxid -78,5 x x x
Acetylen -84,0 x x x
Ethylen (LEG) -103,8 x x x x
Krypton -151,0 x x x
Methan (LNG) -163,0 x x
Sauerstoff -182,9 x x
Argon -185,9 x x
Stickstoff -195,8 x x
Neon -246,1 x
Wasserstoff -252,8 x
Helium -268,9 x

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“6
1.1. Definition1.1. DefinitionStähle, die bei tiefen Temperaturen verwendet werden, heißen kalStähle, die bei tiefen Temperaturen verwendet werden, heißen kaltzähe tzähe oder Tieftemperaturoder Tieftemperatur--Stähle. Stähle. Ihre wichtigste Eigenschaft ist eine Ihre wichtigste Eigenschaft ist eine ausreichende Zähigkeit bei tiefen Temperaturen.ausreichende Zähigkeit bei tiefen Temperaturen. Der Nachweis der Der Nachweis der Zähigkeit erfolgt über den Nachweis eines Mindestwertes für die Zähigkeit erfolgt über den Nachweis eines Mindestwertes für die Kerbschlagarbeit, der in Normen festgehalten istKerbschlagarbeit, der in Normen festgehalten ist.
1.2. lt. aktuellem Regelwerk gilt:SEW 680: < -10 °C, mind. 27 JDIN EN ISO 10028 T.4 v.2003: -60 °CDIN EN 10025 T.3,4 v. 2005: -50°C 27/16DIN EN 10025 T.6 v.2005: -40 bzw. -60 °C** Normenkontrolle am 21.10.2007 durchgeführt!
1. Allgemeines1. Allgemeines

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“7
1.3. Zähigkeit und Duktilität1.3. Zähigkeit und DuktilitätAls Als SynonymeSynonyme für den Begriff Zähigkeit werden häufig folgende für den Begriff Zähigkeit werden häufig folgende Begriffe verwendet:Begriffe verwendet:
-- DuktilitätDuktilität-- PlastizitätPlastizität-- VerformungsvermögenVerformungsvermögen-- plastisches Verhalten.plastisches Verhalten.
Als Als AntonymAntonym wird der Begriff Sprödigkeit verwendet.wird der Begriff Sprödigkeit verwendet.
1.3.1. Definition1.3.1. DefinitionUnter Unter Duktilität Duktilität sollen reine Verformungskenngrößen, wie Bruchdehnung sollen reine Verformungskenngrößen, wie Bruchdehnung und Brucheinschnürung (Verformungsvermögen) verstanden werden. und Brucheinschnürung (Verformungsvermögen) verstanden werden. Die Duktilität ist eine Die Duktilität ist eine eindimensionale Größeeindimensionale Größe..
Unter Unter ZähigkeitZähigkeit wird dagegen das wird dagegen das Integral aus Festigkeit und DuktilitätIntegral aus Festigkeit und Duktilität, , die Bruchdie Bruch-- oder Schlagarbeit verstanden. oder Schlagarbeit verstanden. Sie ist eine Sie ist eine zweidimensionale Größezweidimensionale Größe..

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“8
Zeichnen Sie ein Spannungs-Dehnungs-Diagramm für einen allgemeinen Baustahl S235 sowie für einen austenitischen 18-10 Cr-Ni-Stahl!
Erläutern Sie die aus dem Diagramm erkennbaren Kenngrößen!
Wie würden Sie hier die Zähigkeit zuordnen?

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“9
1.3.2. Definition „spröder Bruch“1.3.2. Definition „spröder Bruch“
Mit sinkender TemperaturMit sinkender Temperatur steigt die Festigkeit der Werkstoffe steigt die Festigkeit der Werkstoffe an, ihre Zähigkeit jedoch nicht immer. an, ihre Zähigkeit jedoch nicht immer. Soll auch bei tiefen Temperaturen kein Sprödbruch auftreten, Soll auch bei tiefen Temperaturen kein Sprödbruch auftreten, so muss der Werkstoff im atomaren Bereich gleiten können.so muss der Werkstoff im atomaren Bereich gleiten können.
Die Aufspaltung der Körner (Spaltbruch = Sprödbruch) ist nicht Die Aufspaltung der Körner (Spaltbruch = Sprödbruch) ist nicht als spontanes Lösen aller im Bruchquerschnitt bestehenden als spontanes Lösen aller im Bruchquerschnitt bestehenden Bindungen zu verstehen, sondern als ein sich instabil Bindungen zu verstehen, sondern als ein sich instabil ausbreitender Riss.ausbreitender Riss.

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“10
Tafel: instrumentierter Schlag-Zug-Versuch
Erläuterung: Unterschied zum quasistatischen Versuch,
3 Kurventypen

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“11
1.3.2. Definition „spröder Bruch“1.3.2. Definition „spröder Bruch“
→→ Eine Eine Behinderung des „atomaren Gleitens“Behinderung des „atomaren Gleitens“ kann z.B. durch kann z.B. durch eineeine
„Nahordnung“ von substituierten Atomen oder von „Nahordnung“ von substituierten Atomen oder von “Konzentrationswolken“ aus interstitiell “Konzentrationswolken“ aus interstitiell eingelagerten Atomeneingelagerten Atomenim Kristall erfolgen.im Kristall erfolgen.
→→ Mit sinkender Temperatur wird die Blockierung durch die Mit sinkender Temperatur wird die Blockierung durch die abnehmende Diffusionsgeschwindigkeitabnehmende Diffusionsgeschwindigkeit größer. größer.
→→ Aufstauende VersetzungenAufstauende Versetzungen können nicht mehr abgleiten, es können nicht mehr abgleiten, es kommt kommt
zur Aufspaltung des Korns. zur Aufspaltung des Korns.
→→ Bei groben Körnern entstehen infolge der langen Bei groben Körnern entstehen infolge der langen Versetzungswege Versetzungswege
größere Anrisse als bei feinen Körnern.größere Anrisse als bei feinen Körnern.

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“12
1.3.3. Sprödbruchfördernde Faktoren1.3.3. Sprödbruchfördernde Faktoren
-- dicke Bauteiledicke Bauteile-- scharfe Kerbenscharfe Kerben-- hohe Eigenspannungszuständehohe Eigenspannungszustände-- UngleichgewichtsgefügeUngleichgewichtsgefüge-- nm Einschlüsse (GGL, nm Einschlüsse (GGL, MnSMnS))-- grobe Körnergrobe Körner-- hoher Choher C--GehaltGehalt-- tiefe Temperaturentiefe Temperaturen-- schnelle Beanspruchungschnelle Beanspruchung-- versprödende Ausscheidungenversprödende Ausscheidungen

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“13
1.3.4. Definition „duktiler Bruch“1.3.4. Definition „duktiler Bruch“
Wird das Fließen eines Werkstoffes als Wird das Fließen eines Werkstoffes als Gleiten der KristallebenenGleiten der Kristallebenenaufeinander und damit als das Durchlaufen von Versetzungen angesaufeinander und damit als das Durchlaufen von Versetzungen angesehen,ehen,so kann der Rissbeginn durch das Zusammenlaufen von Versetzungenso kann der Rissbeginn durch das Zusammenlaufen von Versetzungen ananKorngrenzen oder Phasengrenzen und dadurch bedingte örtliche Korngrenzen oder Phasengrenzen und dadurch bedingte örtliche Spannungskonzentrationen erklärt werden. Spannungskonzentrationen erklärt werden. Der Bruch ist dann normalerweise mit Der Bruch ist dann normalerweise mit starken örtlichen Deformationenstarken örtlichen Deformationenverbunden (verbunden (makroskopischmakroskopisch:: starke Einschnürung, starke Einschnürung, mikroskopisch: mikroskopisch: Wabenbruch).Wabenbruch).

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“14
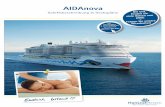
Die Kennwerte des Kerbschlagbiegeversuches sind für einige WerksDie Kennwerte des Kerbschlagbiegeversuches sind für einige Werkstoffe toffe temperaturabhängig.temperaturabhängig.
Man unterscheidet das Werkstoffverhalten bei tiefen TemperaturenMan unterscheidet das Werkstoffverhalten bei tiefen Temperaturen ininAbhängigkeit von der KristallstrukturAbhängigkeit von der Kristallstruktur..
W
T
1
2
3
Abb.1:
1 Kfz Werkstoffe
2 krz/hex Werkstoffe
3 spröde Werkstoffe
-100°C - 50°C

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“15
Abb.2:x1 Tieflagex2 Übergangstemperaturbereichx3 Hochlage
In der Technik hat es sich als notwendig erwiesen, das ZähigkeitIn der Technik hat es sich als notwendig erwiesen, das Zähigkeitsverhalten vonsverhalten vonProben oder Bauteilen in Abhängigkeit:Proben oder Bauteilen in Abhängigkeit:
-- vom Verformungsverhalten (A, Z),vom Verformungsverhalten (A, Z),-- Risseinleitungsverhalten (1. Anriss),Risseinleitungsverhalten (1. Anriss),-- Rissausbreitungsverhalten (BMRissausbreitungsverhalten (BM--Risszähigkeit),Risszähigkeit),-- Rissauffangvermögen (Stoppen eines laufenden Risses) und derRissauffangvermögen (Stoppen eines laufenden Risses) und der-- Brucharbeit (TBrucharbeit (TÜÜ)) zu betrachten.
Versch. Tü-Konzepte

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“16
Welche Übergangstemperaturkonzepte kennen Sie?
Beschreiben Sie, wie Sie für einen Werkstoff (z.B. S235) die Übergangstemperatur bestimmen!
Proben zeigen!

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“17
Abb.3: Modell zum Verständnis der Übergangstemperatur TAbb.3: Modell zum Verständnis der Übergangstemperatur TÜÜ bei bei krzkrz/hex. Metallen./hex. Metallen.
R
TTTÜ
Re
Rmspröde
zäh
Fallgewichtsversuch nach Fallgewichtsversuch nach PelliniPellini→→ NDTNDT--TemperaturTemperatur

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“18
2.1. 2.1. Unlegierte StähleUnlegierte Stähle nach DIN EN 10025 T. 3, 4, 6nach DIN EN 10025 T. 3, 4, 6(FK(FK--Stähle, TMStähle, TM--Stähle und höherfeste vergütete St.) Stähle und höherfeste vergütete St.)
2.2. 2.2. legierte Vergütungsstählelegierte Vergütungsstähle nach DIN EN 10028 T. 4, nach DIN EN 10028 T. 4, SEW 680, 685 SEW 680, 685 (1(1--9 % Ni)9 % Ni)
2.3. 2.3. austenitischeaustenitische StähleStähle nach DIN EN 10028 T.7 [v. 01/00])nach DIN EN 10028 T.7 [v. 01/00])
!Achtung! !Achtung! →→ typische kaltztypische kaltzäähe Sthe Stäähle sind Nihle sind Ni--StStäählehle→→ Einsatz begann in fEinsatz begann in füünfziger Jahrennfziger Jahren
2. Stahlgruppen kaltzäher Stähle2. Stahlgruppen kaltzäher Stähle

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“19
2.1. für die unlegierten Stähle gilt:2.1. für die unlegierten Stähle gilt:
-- DIN EN 10025 T.3 (FKDIN EN 10025 T.3 (FK--Stähle) regelt für:Stähle) regelt für:z.B. S275 Nz.B. S275 NL L die Kerbschlagarbeit für Längsproben muss bei die Kerbschlagarbeit für Längsproben muss bei --50°C 50°C
mindestens 27J (quer 16J) betragen!mindestens 27J (quer 16J) betragen!
-- DIN EN 10025 T.4 (TMDIN EN 10025 T.4 (TM--Stähle) regelt für:Stähle) regelt für:
z.B. S275 Mz.B. S275 ML L die Kerbschlagarbeit für Längsproben muss bei die Kerbschlagarbeit für Längsproben muss bei --50°C 50°C mindestens 27J (quer 16J) betragen!mindestens 27J (quer 16J) betragen!

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“20
2.1. für die unlegierten Stähle gilt:2.1. für die unlegierten Stähle gilt:
-- DIN EN 10025 T.6 (höherfeste vergütete Stähle) regelt für:DIN EN 10025 T.6 (höherfeste vergütete Stähle) regelt für:
z.B. S460 Qz.B. S460 QL L die Kerbschlagarbeit für Längsproben muss bei die Kerbschlagarbeit für Längsproben muss bei --40°C 40°C mindestens 30J (quer 27J) betragen!mindestens 30J (quer 27J) betragen!
z.B. S460 Qz.B. S460 QL1L1 die Kerbschlagarbeit für Längsproben muss bei die Kerbschlagarbeit für Längsproben muss bei --60°C 60°C mindestens 30J (quer 27J) betragen!mindestens 30J (quer 27J) betragen!
Warum werden quer und längs andere Werte gefordert ?

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“21
Tab.2: chemische Zusammensetzung von normalgeglühten Stählen Tab.2: chemische Zusammensetzung von normalgeglühten Stählen (Schmelzanalyse) nach DIN EN 10025 T. 3 v. 02(Schmelzanalyse) nach DIN EN 10025 T. 3 v. 02--20052005
S
0,5
0,5
0,5
0,5
0,55
0,55
0,55
0,55
0,030 0,025
0,025 0,020
0,030 0,025
0,025 0,020
0,030 0,025
0,025 0,020
0,030 0,025
0,025 0,020

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“22
Welche Elemente gehören zur 6-er Analyse und warum?
Wie wird die WB N durchgeführt?
Welches ist das Zielgefüge?

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“23
Tab.3: Mindestwert der Kerbschlagarbeit an SpitzkerbTab.3: Mindestwert der Kerbschlagarbeit an Spitzkerb--Längsproben Längsproben für normalgeglühte Stähle (aus DIN EN 10025 T. 3 v. 02für normalgeglühte Stähle (aus DIN EN 10025 T. 3 v. 02--2005)2005)

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“24
Tab.4: Mindestwert der Kerbschlagarbeit an SpitzkerbTab.4: Mindestwert der Kerbschlagarbeit an Spitzkerb--Querproben Querproben für normalgeglühte Stähle für normalgeglühte Stähle (aus (aus DIN EN 10025 T. 3 v. 02DIN EN 10025 T. 3 v. 02--2005)2005)
34

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“25
Tab.5: Chemische Zusammensetzung der thermomechanisch Tab.5: Chemische Zusammensetzung der thermomechanisch gewalzten Stähle (aus DIN EN 10025 T. 4 v. 02gewalzten Stähle (aus DIN EN 10025 T. 4 v. 02--2005)2005)
SchmelzenanalyseSchmelzenanalyse
0,03 0,025
0,025 0,02
0,03 0,025
0,025 0,02
0,03 0,025
0,025 0,02
0,03 0,025
0,025 0,02
0,5
0,8
0,8
0,1
0.1
0,025

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“26
Was versteht man unter einer TMB?

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“27
Tab.6.: Mindestwert der Kerbschlagarbeit an SpitzkerbTab.6.: Mindestwert der Kerbschlagarbeit an Spitzkerb--Längsproben für thermomechanisch gewalzte Stähle Längsproben für thermomechanisch gewalzte Stähle (aus (aus DIN DIN
EN 10025EN 10025 T. 4 v. 02T. 4 v. 02--2005)2005)

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“28
Tab.7: Mindestwert der Kerbschlagarbeit an SpitzkerbTab.7: Mindestwert der Kerbschlagarbeit an Spitzkerb--Querproben Querproben für thermomechanisch gewalzte Stähle (aus DIN 10025 T. 4 v. 02für thermomechanisch gewalzte Stähle (aus DIN 10025 T. 4 v. 02--
2005)2005)

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“29
Tab.8: Chemische Zusammensetzung der höherfesten vergüteten Tab.8: Chemische Zusammensetzung der höherfesten vergüteten Stähle (aus DIN EN 10025 T. 6 v. 02Stähle (aus DIN EN 10025 T. 6 v. 02--2005)2005)
SchmelzenanalyseSchmelzenanalyse

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“30
Wie kann die WB Q durchgeführt werden?
Welches ist das Zielgefüge?

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“31
Tab.9: Kohlenstoffäquivalent der höherfesten vergüteten Stähle Tab.9: Kohlenstoffäquivalent der höherfesten vergüteten Stähle (aus DIN EN 10025 T. 6 v. 02(aus DIN EN 10025 T. 6 v. 02--2005)2005)

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“32
Tab.10.: Mindestwert der Kerbschlagarbeit an SpitzkerbTab.10.: Mindestwert der Kerbschlagarbeit an Spitzkerb--Längsproben für höherfeste vergütete Stähle Längsproben für höherfeste vergütete Stähle (aus (aus DIN EN 10025DIN EN 10025
T. 6 v. 02T. 6 v. 02--2005)2005)

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“33
Tab.11: Mindestwert der Kerbschlagarbeit an SpitzkerbTab.11: Mindestwert der Kerbschlagarbeit an Spitzkerb--Querproben Querproben für höherfeste vergütete Stähle (aus DIN 10025 T. 6 v. 02für höherfeste vergütete Stähle (aus DIN 10025 T. 6 v. 02--2005)2005)

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“34
Tab.12: Mechanische und technologische Eigenschaften für Tab.12: Mechanische und technologische Eigenschaften für normalfeste Schiffbaunormalfeste Schiffbau--Stähle mit Erzeugnisdicken bis 50mm Stähle mit Erzeugnisdicken bis 50mm
(aus Regelwerk des GL)(aus Regelwerk des GL)

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“35
Tab.13: Mechanische und technologische Eigenschaften für Tab.13: Mechanische und technologische Eigenschaften für höherfeste Schiffbauhöherfeste Schiffbau--Stähle mit Erzeugnisdicken bis 50mmStähle mit Erzeugnisdicken bis 50mm
(aus Regelwerk des GL) (aus Regelwerk des GL)

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“36
Zusammenfassung unlegierte Zusammenfassung unlegierte TTTT--StStäähle:hle:
1.) Al1.) Al--Zulegierung (0,02%); Zugabe von Karbidbildnern Zulegierung (0,02%); Zugabe von Karbidbildnern (Feink(Feinköörnigkeit)rnigkeit)
2.) Normalgl2.) Normalglüühen, TMhen, TM--Behandeln, VergBehandeln, Vergüüten (Feinkten (Feinköörnigkeit)rnigkeit)
3.) Verbesserung der Reinheit (P,S3.) Verbesserung der Reinheit (P,S↓↓))
4.) Ni4.) Ni--Gehalt angehoben, CGehalt angehoben, C--Gehalt reduziert Gehalt reduziert
→→ dadurch Verschiebung des Steilabfalls in Kernschlagarbeit dadurch Verschiebung des Steilabfalls in Kernschlagarbeit –– TT TT ––Kurve nach links!Kurve nach links!

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“37
Zeichnen Sie eine Schlagarbeits-T-Kurve für die Stähle: S460Q, S460QL und S460QL1!

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“38
2.2. Legierte Vergütungsstähle nach EN 10028 T.42.2. Legierte Vergütungsstähle nach EN 10028 T.4
Tab.14: Chemische Zusammensetzung (Schmelzenanalyse) entspr. Tab.14: Chemische Zusammensetzung (Schmelzenanalyse) entspr. GSIGSI--Tab.2Tab.2
X12Ni5 0,08 0,25 0,5 0,008 0,002 5

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“39
•• Stahl 13MnNi 6Stahl 13MnNi 6--3 bis 3 bis --80°C einsetzbar80°C einsetzbar•• Stahl 12Ni14, X12Ni5 bis Stahl 12Ni14, X12Ni5 bis --120°C einsetzbar120°C einsetzbar•• Stahl X8Ni9 bis Stahl X8Ni9 bis ––196 °C einsetzbar 196 °C einsetzbar
→→diese Stdiese Stäähle sind in hle sind in NN-- oder Q+Toder Q+T-- Zustand einsetzbarZustand einsetzbar→→Ausnahme : Ausnahme : N+N+TN+N+T ( X8 Ni9)( X8 Ni9)
Warum wird zweimal normalisiert?

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“40
Tab.15: Wärmebehandlung für Nickelstähle.Tab.15: Wärmebehandlung für Nickelstähle.a Luft
w Wasser
o Öl
N normalge-glüht
Q abge-schreckt
T ange-lassen
Neu:NT640, QT680

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“41
Tab.16a: Mechanische Eigenschaften bei Raumtemperatur.Tab.16a: Mechanische Eigenschaften bei Raumtemperatur.

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“42
Tab.16b: Mechanische Eigenschaften bei Raumtemperatur.Tab.16b: Mechanische Eigenschaften bei Raumtemperatur.
HT alt (neu: NT, QT = auf Zielzugfestigkeit vergütet! Vergütungsschaubild besprechen!
Spannungsdehnungs-Diagramm für X8Ni9 und 13MnNi6-3 zeichnen!

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“43
Tab.17: Mindestwerte der Kerbschlagarbeit Tab.17: Mindestwerte der Kerbschlagarbeit (gültig für Spitzkerbproben).(gültig für Spitzkerbproben).

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“44
Abb.4: Einfluss einer ManganAbb.4: Einfluss einer Mangan--Zulegierung bis ca. 1.5 ... 2% auf die Zulegierung bis ca. 1.5 ... 2% auf die TTÜÜ

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“45
Abb.5: ZTUAbb.5: ZTU--Schaubild für die kontinuierliche Abkühlung des StahlsSchaubild für die kontinuierliche Abkühlung des Stahls13 13 MnNiMnNi 63 63
0,046%Al
0,69%Ni
0,004%S
0,011%P
1,59%Mn
0,34%Si
0,15%C

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“46
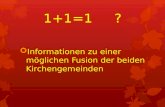
Abb. 6: Einfluss des Nickelgehalts auf die Kerbschlagarbeit Abb. 6: Einfluss des Nickelgehalts auf die Kerbschlagarbeit (ISO(ISO--VV--Proben nach EBERT).Proben nach EBERT).
Der Einfluss des Kohlenstoffs ist gegenläufig Der Einfluss des Kohlenstoffs ist gegenläufig skizzieren !skizzieren !
-200 -160 -120 -80 -40 0 40
250
200
150
100
50
0
JK
erbs
chla
garb
eit
(IS
O-V
)
Temperatur
13%Ni
3,5%Ni 2%Ni 0%Ni
8,5%Ni5%Ni

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“47
Zustandsdiagramm FeZustandsdiagramm Fe--Ni Ni -- Ni verringert die Diffusionsgeschwindigkeit im Ni verringert die Diffusionsgeschwindigkeit im StahlStahl
theoretisches reales Zustandsdiagramm
T-Bereich mit kompl. Gefüge

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“48
Abb.7: ZTUAbb.7: ZTU--Schaubild für die kontinuierliche Abkühlung des StahlsSchaubild für die kontinuierliche Abkühlung des StahlsX 8 Ni 9 X 8 Ni 9
%Ni 9,1
0,007%N
0,01%Al
0,008%S
0,010%P
0,6%Mn
0,27%Si
0,095%C
Lufthärter

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“49
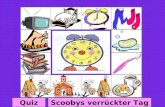
Abb.8: Einfluss verschiedener Nickelgehalte auf die Abb.8: Einfluss verschiedener Nickelgehalte auf die Umwandlungsgeschwindigkeit eines Stahles mit 0.3% C in der Umwandlungsgeschwindigkeit eines Stahles mit 0.3% C in der Perlitstufe Perlitstufe
[nach N.P. ALLEN].[nach N.P. ALLEN].
Der Ni-Martensit entsteht wie der Martensit der C-Stähle infolge einer Scher-umwandlung. Es handelt sich jedoch um einen kubischen Martensit!
Warum ist die Härte von Ni-Martensit geringer als die von C-Martensit ?

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“50
Stahl X8Ni9;Probe von 15*15*10mm von 900°C an Luft abgekühlt, grobkörniger Martensit HV385.
Stahl X8Ni9; Probe von 730°C in Wasser abgeschreckt und bei 565°C angelassen, Bainit HV270.
Abb.10Abb.10Abb.9Abb.9

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“51
Einfluss des Ni- und C-Gehaltes auf die Gefügeausbildung

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“52
Gefügeausbildung eines Stahls mit 28 % Ni
1050 °C / Wasser 1050 °C / Wasser / 2h –196 °C
metastabiler Austenit

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“53
Zusammenfassung legierte Vergütungsstähle für den Zusammenfassung legierte Vergütungsstähle für den Tieftemperatureinsatz:Tieftemperatureinsatz:
1.) 1.) MnMn--ZulegierungZulegierung ist nur ist nur bis ca. 1.5%bis ca. 1.5% sinnvollsinnvoll
2.) 2.) Ni ist das HauptlegierungselementNi ist das Hauptlegierungselement der kaltzähen Stähle, es existiert der kaltzähen Stähle, es existiert kein anderes Element, welches die Kaltzähigkeit in dem Maßekein anderes Element, welches die Kaltzähigkeit in dem Maße wie wie Nickel verbessertNickel verbessert
3.) der Stahl 3.) der Stahl X8Ni9X8Ni9 ist der ist der Hauptstahl Hauptstahl dieser Gruppedieser Gruppe
4.) legierte Vergütungsstähle weisen infolge ihres 4.) legierte Vergütungsstähle weisen infolge ihres bainitischenbainitischen GefügesGefügeseine günstige Eigenschaftskombination (hohe Festigkeit, guteine günstige Eigenschaftskombination (hohe Festigkeit, gute e Duktilität) auf.Duktilität) auf.

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“54
2.3. 2.3. AustenitischeAustenitische kaltzähe Stähle nach DIN EN 10028 T.7 kaltzähe Stähle nach DIN EN 10028 T.7
Ternäres Zustandsdiagramm Fe-Cr-Ni oder
Schnitte durch Diagramme

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“55
Tab.18a: Hinweise für die Wärmebehandlung der Erzeugnisse Tab.18a: Hinweise für die Wärmebehandlung der Erzeugnisse nach der DIN EN 10028 T.7nach der DIN EN 10028 T.7

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“56
Was bewirken die Legierungselemente Mo, N und V in austenitischen Cr-Ni-Stählen?

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“57
Tab.18b: Hinweise für die Wärmebehandlung der Erzeugnisse Tab.18b: Hinweise für die Wärmebehandlung der Erzeugnisse nach der DIN EN 10028 T.7nach der DIN EN 10028 T.7
WW warmverfestigt P kaltausgehärtet

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“58
Tab.19: Mindestwerte der Kerbschlagarbeit (in Längsrichtung) Tab.19: Mindestwerte der Kerbschlagarbeit (in Längsrichtung) bei tiefen Temperaturen. [DIN EN 10028 T.7]bei tiefen Temperaturen. [DIN EN 10028 T.7]
22

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“59
3. Schweißen von 3. Schweißen von TTTT--StStäählenhlen
- Stahlsorte
- Herstellungsverfahren und Anlieferungszustand des Stahles
- Grundwerkstoffeigenschaften (remanenter Magnetismus,
Neigung zur Blaswirkung, Wärmeleitfähigkeit und Wärmeausdehnung)
- Schweißprozess
- Schweißzusatz
- Wärmeführung und Streckenenergie beim Schweißen
- Abkühlgeschwindigkeit = f (Vorwärm- und Zwischenlagentemperatur)
Einflussfaktoren:

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“60
3. Schweißen von 3. Schweißen von TTTT--StStäählenhlen
3.1. Schweißen von Stählen mit bis 3,5% Ni3.1. Schweißen von Stählen mit bis 3,5% Ni
→→ Schweißzusatz: artgleichartgleich s.a. s.a. Tab. 3,4 GSITab. 3,4 GSI--UnterlagenUnterlagen
→→ Prozesse: Prozesse: E, UP, WIG, MAGE, UP, WIG, MAG
→→ Elektrodenumhüllung: Elektrodenumhüllung: kalkbasisch kalkbasisch ca. 2h bei 200ca. 2h bei 200--250° vortrocknen250° vortrocknen
→→Vorwärmen Vorwärmen (nicht < 100 °C)(nicht < 100 °C)→→ZwischenlagenZwischenlagen--TT <= 180 °C<= 180 °C→→ggf. Anlassen nach dem Schweißen (ggf. Anlassen nach dem Schweißen (Herstellerempfehlung Herstellerempfehlung
beachtenbeachten!)!)

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“61
Zeichnen und diskutieren Sie die Gefüge und den Härteverlauf in der WEZ einer Stumpfnaht zweier mit artgleichem ZW verschweißten Bleche aus
a) S460 TML
b) 15NiMn6 !

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“62
3.1. Schweißen legierter Stähle mit >3.5% Ni3.1. Schweißen legierter Stähle mit >3.5% Ni
Die Auswahl von SchweiDie Auswahl von Schweißßzusatzwerkstoffen fzusatzwerkstoffen füür diese r diese Stahlgruppe hStahlgruppe häängt von einer Reihe von Faktoren ab:ngt von einer Reihe von Faktoren ab:
Bauteilsicherheit:Bauteilsicherheit:Ausdehnungskoeffizient, Wasserstoffempfindlichkeit, HeiAusdehnungskoeffizient, Wasserstoffempfindlichkeit, Heißßrisssicherheit, Duktilitrisssicherheit, Duktilitäät, t, Kerbschlagarbeit, Breitung der Kerbschlagproben, Bruchdehnung deKerbschlagarbeit, Breitung der Kerbschlagproben, Bruchdehnung der Zugproben, r Zugproben, bruchmechanisches Verhaltenbruchmechanisches Verhalten
Auslegung:Auslegung:Streckgrenze, Festigkeit, Kerbschlagarbeit bei AuslegungstemperaStreckgrenze, Festigkeit, Kerbschlagarbeit bei Auslegungstemperaturtur
Wirtschaftlichkeit:Wirtschaftlichkeit:Verfahren, Abschmelzleistung, ReparaturanfVerfahren, Abschmelzleistung, Reparaturanfäälligkeit, Preis des Schweilligkeit, Preis des Schweißßzusatzeszusatzes

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“63
3.2. Schweißen legierter Stähle mit >3.5% Ni3.2. Schweißen legierter Stähle mit >3.5% Ni
artgleich, mit artgleich, mit austenausten. oder Ni. oder Ni--ElektrodenElektroden
artgleich:artgleich:→→ Vorwärmen nicht empfohlen, Vorwärmen nicht empfohlen, →→ Streckenenergie gering halten, Streckenenergie gering halten, →→ Spannungsarmglühen nach dem Schweißen empfohlen, Spannungsarmglühen nach dem Schweißen empfohlen, →→ Härtesackgefahr bei vergüteten Stählen Härtesackgefahr bei vergüteten Stählen
insbes. für Stähle mit 9 % Ni tritt remanenter Magnetismus und insbes. für Stähle mit 9 % Ni tritt remanenter Magnetismus und Blaswirkung Blaswirkung auf! auf! Bei dünnen Blechen ist das Problem gering. In allen Bei dünnen Blechen ist das Problem gering. In allen anderen anderen
Fällen ist die Vorbereitung zum Schweißen sehr sorFällen ist die Vorbereitung zum Schweißen sehr sorgfältig gfältig vorzunehmen!vorzunehmen!
Abhilfe:Abhilfe: alle Maßnahmen, die auch zur Reduzierung vonalle Maßnahmen, die auch zur Reduzierung vonSchweißeigenspannungenSchweißeigenspannungen angewandt werden.angewandt werden.

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“64
3.2. Schweißen legierter Stähle mit >3.5% Ni3.2. Schweißen legierter Stähle mit >3.5% Ni
Vorbereitung zum Schweißen von höhernickelhaltigem Stahl (5...9 Vorbereitung zum Schweißen von höhernickelhaltigem Stahl (5...9 %) %) ––
Vermeidung der Blaswirkung:Vermeidung der Blaswirkung:
-- Teile Teile vor dem Schweißen entmagnetisierenvor dem Schweißen entmagnetisieren-- Einkauf mit Angabe der Magnetfeldstärke in Einkauf mit Angabe der Magnetfeldstärke in
PrüfbescheinigungPrüfbescheinigung(< 1600 A/m oder 20 (< 1600 A/m oder 20 OeOe))
-- bei Bebei Be-- und Verarbeitung und Verarbeitung Kontakt mit Dauermagneten Kontakt mit Dauermagneten vermeidenvermeiden!!
(Transport mit Magnetkran, Beeinflussung durch(Transport mit Magnetkran, Beeinflussung durch stromführende stromführende Kabel etc.), Anstieg der Feldstärke auf 60 Kabel etc.), Anstieg der Feldstärke auf 60 Oe Oe zulässigzulässig
-- Aufbau von Aufbau von permanenten Gegenpolenpermanenten Gegenpolen (Aufsetzen von (Aufsetzen von Permanentmagneten o.a.), Anlagern eines Streifens aus CPermanentmagneten o.a.), Anlagern eines Streifens aus C--Stahl Stahl
an an die Rückseite der Naht, um Feldlinien im Spalt und damit die Rückseite der Naht, um Feldlinien im Spalt und damit
Blaswirkung Blaswirkung zu beeinflussenzu beeinflussen
-- Schweißen mit Schweißen mit WechselstromWechselstrom

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“65
3.2. Schweißen von Stählen mit < 3,5% Ni3.2. Schweißen von Stählen mit < 3,5% Ni
Wärmeeinbringen <= 20 kJ/cm
Abb.12: Abb.12: Kerbschlagarbeit und HV10 Kerbschlagarbeit und HV10 –– Werte für die Schweißnaht Werte für die Schweißnaht eines eines
X8Ni9, geschweißt mit 3800 (links) bzw. 18100 J/cm (rX8Ni9, geschweißt mit 3800 (links) bzw. 18100 J/cm (rechts)echts)

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“66
Zeichnen und diskutieren Sie die Gefüge und den Härteverlauf in der WEZ einer Stumpfnaht zweier mit artgleichem ZW verschweißten Bleche aus X8Ni9!

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“67
→→ mit mit austenitischenaustenitischen ElektrodenElektroden vom Typ Crvom Typ Cr--Ni:Ni:VVorwärmen auf 100orwärmen auf 100--300°C empfohlen,300°C empfohlen,ZwischenlagenZwischenlagen--T auf < 150° begrenzen, T auf < 150° begrenzen, kein Nachwärmen kein Nachwärmen →→ Versprödungsgefahr!Versprödungsgefahr!
→→ SchäfflerSchäffler--Diagramm als Hilfsmittel zur Einschätzung der Diagramm als Hilfsmittel zur Einschätzung der SGSG--Zusammensetzung heranziehenZusammensetzung heranziehen
→→ durch die Diffusion von C aus den Nebennahtbereichen in das durch die Diffusion von C aus den Nebennahtbereichen in das SG kann es zur IKK oder Rissbildung kommenSG kann es zur IKK oder Rissbildung kommen
→→ durch die Diffusion von Legierungsbestandteilen (Cr, Ni, Mn, ...durch die Diffusion von Legierungsbestandteilen (Cr, Ni, Mn, ...) ) aus dem SG in die Nebennahtzone kann es zu Aufhärtungen aus dem SG in die Nebennahtzone kann es zu Aufhärtungen im im GW kommen.GW kommen.
3.2. Schweißen legierter Stähle mit >3.5% Ni3.2. Schweißen legierter Stähle mit >3.5% Ni
Warum?

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“68
→→ mit Nimit Ni--Basis ElektrodenBasis Elektroden::
Vorteile:Vorteile: -- Ausdehnungskoeffizient Ausdehnungskoeffizient äähnlich dem der hnlich dem der 8%8%--NiNi--StStäählehle
-- bessere Tbessere T--WechselbestWechselbestäändigkeitndigkeit
3.2. Schweißen legierter Stähle mit >3.5% Ni3.2. Schweißen legierter Stähle mit >3.5% Ni

Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR
„Legierte Stähle für die TT„Legierte Stähle für die TT--Technik“Technik“69
Vielen Dank für Ihre Aufmerksamkeit !