Kapitel 2 Vorgehensweise beim Fertigen mit CNC-Maschinen · Notizen Vorgehensweise beim Fertigen...
15
Notizen Vorgehensweise beim Fertigen mit CNC-Maschinen 2 35 Lernsituation 1 Vorgehens- weise beim Fertigen mit CNC- Maschinen 01 Gleiches sys- tematisches Vorgehen für alle Werk- stücke, egal wie komplex. 02 Ausführliche Beschreibung der einzel- nen Schritte in Lern- situation 1. Lernsituation durchblättern und auf die einzelnen Schritte hin- weisen. 03 Vor Programmerstellung muss ein Arbeitsablaufplan erstellt werden, um die Bearbeitungsschritte und deren Reihenfolge festzulegen. Anschließend werden die Bearbeitungsschritte mit geometrischen und technologischen Informationen hinterlegt. Hierbei wird die Bearbeitungsaufgabe in einzelne Arbeitsablaufschritte zerlegt und dann in die Programmiersprache übersetzt. Die Gesamtheit aller Arbeitsschritte zur Erstellung eines CNC-Programms lässt sich in der gezeigten systematischen Vorgehensweise gliedern. Kapitel 2 Vorgehensweise beim Fertigen mit CNC-Maschinen Notizen Vorgehensweise beim Programmieren 2 21 Lernsituation 1 2.1 Grundsätzliche Vorgehens- weise Erstellen Sie ein CNC-Programm zur Fertigung der Pos. 3 in erster Aufspan- nung. Nutzen Sie hierfür die nachfol- gend beschriebenen sieben Schritte der grundsätzlichen Vorgehensweise beim Programmieren. 1. Schritt: Werkstücknullpunkt wählen und festlegen (abhängig von der Werkstückform und dessen Bemaßung) 2. Schritt: Koordinaten bestimmen bzw. der Zeichnung entnehmen. 3. Schritt: Arbeitsablaufplan erstellen • Arbeitsschritte ermitteln und in sinnvolle Reihenfolge bringen • Werkzeuge zuordnen • Schnittdaten berechnen (Spindeldrehzahl, Vorschübe) 4. Schritt: Programm schreiben, d. h. Übersetzung der Arbeitsschritte in die Programmiersprache Programmeingabe in den PC bzw. in die Steuerung an der Maschine 5. Schritt: Programm testen bzw. kontrollieren • Grafische Simulation • Testlauf, Grafik • Fehlerüberprüfung • Optimierung 6. Schritt: Abarbeiten des Programms an der Werkzeugmaschine ggf. Programmübertragung • Einrichten • Werkzeuge verrechnen und bereitstellen • Nullpunkt setzen • Abarbeiten des Programms 7. Schritt: Dokumentation des Programms und aller Fertigungs- unterlagen Archivierung auf Datenträger C-SFS-91056-2040 • Vorgehensweise beim Programmieren Kapitel 2 Vorgehensweise beim Programmieren Die einzelnen Ablaufschritte beschrei- ben die jeweilige Aktion (Bewegung) der CNC-Maschine.
Transcript of Kapitel 2 Vorgehensweise beim Fertigen mit CNC-Maschinen · Notizen Vorgehensweise beim Fertigen...

Notizen
Vo
rge
he
nsw
eis
e b
eim
Fe
rtig
en
mit
CN
C-M
asc
hin
en
235
Lernsituation 1
Vorgehens- weise beim Fertigen mit CNC-Maschinen
01
Gleiches sy ste mati sches Vor gehen für alle Werkstücke, egal wie komplex.
02
Ausführliche Beschreibung der einzelnen Schritte in Lernsituation 1.Lern situation durchblättern und auf die einzelnen Schritte hinweisen.
03
Vor Programmerstellung muss ein Arbeitsablaufplan erstellt werden, um die Bearbeitungsschritte und deren Reihenfolge festzulegen. Anschließend werden die Bearbeitungsschritte mit geometrischen und technologischen Informationen hinterlegt.
Hierbei wird die Bearbeitungsaufgabe in einzelne Arbeitsablaufschritte zerlegt und dann in die Programmiersprache übersetzt.
Die Gesamtheit aller Arbeitsschritte zur Erstellung eines CNCProgramms lässt sich in der gezeigten systematischen Vorgehensweise gliedern.
Kapitel 2
Vorgehensweise beim Fertigen mit CNC-Maschinen
Notizen
Vo
rge
he
nsw
eis
e b
eim
Pro
gra
mm
iere
n
221
Lernsituation 1
2.1 Grundsätzliche Vorgehens-weise
Erstellen Sie ein CNC-Programm zur Fertigung der Pos. 3 in erster Auf span-nung. Nutzen Sie hierfür die nachfol-gend beschriebenen sieben Schritte der grundsätzlichen Vorgehensweise beim Programmieren.
1. Schritt: Werkstücknullpunkt wählen und festlegen (abhängig von der Werkstückform und dessen Bemaßung)
2. Schritt: Koordinaten bestimmen bzw. der Zeichnung entnehmen.
3. Schritt: Arbeitsablaufplan erstellen• Arbeitsschritte ermitteln und in sinnvolle Reihenfolge bringen• Werkzeuge zuordnen• Schnittdaten berechnen (Spindeldrehzahl, Vorschübe)
4. Schritt: Programm schreiben, d. h. Übersetzung der Arbeitsschritte in die Programmiersprache
Programmeingabe in den PC bzw. in die Steuerung an der Maschine
5. Schritt: Programm testen bzw. kontrollieren • Grafische Simulation • Testlauf, Grafik • Fehlerüberprüfung • Optimierung
6. Schritt: Abarbeiten des Programms an der Werkzeugmaschine ggf. Programmübertragung
• Einrichten • Werkzeuge verrechnen und bereitstellen • Nullpunkt setzen • Abarbeiten des Programms
7. Schritt: Dokumentation des Programms und aller Fertigungs-unterlagen
Archivierung auf Datenträger
C-SFS-91056-2040
• Vorgehensweise beim Programmieren
Kapitel 2
Vorgehensweise beim Programmieren
Die einzelnen Ablaufschritte beschreiben die jeweilige Aktion (Bewegung) der CNCMaschine.

Notizen
36 2 | Vorgehensweise beim Programmieren
HandlungszieleDie Schülerinnen und Schüler wenden die systematische Vorgehensweise zum Lösen von Bearbeitungsaufgaben an.
Lösung
Notizenspalte der SchülerSchritte werden in Lernsituation 1 ausführlich beschrieben.
Alternative Vorgehensweisen
Zusatzinformationen•Beispielprogramm zeigen•Unterschiedliche Programmbeispiele
verschiedener Steuerungen zeigen•Simulation für vorhandene oder
andere Werkstücke demonstrieren
Beispiele/Übungen/ReflexionDie Schülerinnen und Schüler reflektieren die grundlegende Bedeutung der systematischen Vorgehensweise beim Programmieren für Ihre konkrete Aufgabenstellung und weiteren Aufgaben.

Notizen
We
rkst
üc
kn
ullp
un
kt
wä
hle
n
337
Lernsituation 1
Nullpunkte
01
Erklärung einiger Nullpunkte (siehe unten).
02 Wahl des Werkstücknullpunktes besprechen.
Zu Null- und Bezugspunkten 01
Symbol Bedeutung Beschreibung
W
Werkstück
nullpunkt
Der Ausgangspunkt für das Werkstück koordinatensystem ist
der Werkstücknullpunkt. Er kann frei gewählt werden und sollte
fertigungstechnisch sinnvoll angeordnet werden. Seine Lage ist
durch die Abstände (X,Y,Z) zum Maschinen nullpunkt definiert.
M
Maschinen
nullpunkt
Der Maschinennullpunkt ist der Ursprung des Maschinenko
ordinatensystems, auf den sich alle (abgeleiteten) Maßsysteme
zurückführen lassen. Er ist damit der Ausgangspunkt für alle
weiteren Koordinatensysteme.
R
Maschinen
referenzpunkt
Der Referenzpunkt ist ein vom Maschinenhersteller festgelegter
Punkt mit einem festgelegten Abstand zum Maschinennull
punkt. Beim Anfahren des Referenzpunktes (inkrementale
Messsysteme) wird die Positionsanzeige der Steuerung mit
dem Maschinenkoordinatensystem abgeglichen.
Kapitel 3
Werkstücknullpunkt wählen
Notizen
22 3 | Werkstücknullpunkt wählen
1. Schritt: Werkstücknullpunkt wählen und festlegen
Aus dem vorangegangenen Kapitel kennen Sie bereits die Achs definitio-nen in den unterschiedlichen Koor-dinatensystemen. Lernen Sie in die-sem Kapitel zusätzlich das Arbeiten mit der Rechten-Hand-Regel und erarbeiten Sie sich die Informationen zu den Drehungen um die einzelnen Achsen.
Nutzen Sie die nachfolgenden allgemeinen Informationen zur Fest-legung des Werkstück null punktes in Ihrer Fertigungszeichnung.
Prägen Sie sich die folgenden Definitionen ein.
• Der Werkstücknullpunkt ist derUrsprung des Werkstückkoordi-natensystems und wird vom Programmierer nach bema-ßungs- und fertigungstechnischen Gesichtspunkten festgelegt.
• Das Symbol zur Darstellung des Werkstücknullpunktes besteht aus zwei konzentrischen Kreisen mit Mittellinien, bei dem das innere untere rechte Viertel geschwärzt ist.
Kapitel 3
Werkstücknullpunkt wählen
Tabellenbuch Metall

Notizen
38 3 | Werkstücknullpunkt wählen
Rechte-Hand- Regel
01
Regel üben an unterschiedlichen Werk zeugmaschinen (siehe Anhang).
02
Beispiel: Gegenüberstellung der Koordinatenangaben bei Lage eines Werkstücks in den 4 Quadranten.
03
Bezug der RechteHandRegel zu• Maschine• Werkstück• Nullpunkt
Notizen
Lernsituation 1
323
We
rkst
üc
kn
ullp
unk
t w
äh
len
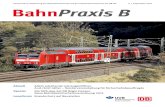
3.1 Rechte-Hand-Regel Arbeiten Sie mit der Rechten-Hand-
Regel. Nach DIN 66217 ist ein rechtwinkliges Koordinatensystem folgendermaßen beschrieben:
• Die Koordinatenachsen X, Y und Z stehen senkrecht aufeinander.Eine Zuordnung kann durch Dau men (positive X-Achse), Zeigefinger (positive Y-Achse) und Mittel finger (positive Z-Achse) der rechten Hand darge stellt werden.
3.2 Das kartesische Koordina-tensystem in der Ebene
Das kartesische Koordinatensystem (hier aufgespannt durch die Achsen X und Y in der Ebene) besteht aus vier Quadranten.
• Die Zuordnung der Vorzeichen zeigt für den ersten Quadranten positive Vorzeichen.
• In der technischen Kommunika-tion werden Werkstücke im Allgemeinen von soge-nannten Maßbezugsebenen bemaßt, die ebenfalls mit den Koordinatenachsen zusammen-fallen.
3.3 Festlegungsmöglichkeiten
Die Festlegung des Werkstücknull-punktes ist beliebig.
Q X Y
I + +
II – +
III – –
IV + –
Vorzeichentabelle
X
Y
I. QuadrantII. Quadrant
III. Quadrant IV. Quadrant
C-FSL-91056-2000
Info Abbildung RechteHandRegel

Notizen
We
rkst
üc
kn
ullp
un
kt
wä
hle
n
339
Lernsituation 1
Nullpunkt
01
Nullpunkt links unten ergibt nur positive Werte in XYFräsebene.
02
Nullpunkt auf Symmetrie linie ergibt gleiche Zahlenwerte mit umgekehrten Vorzeichen.
03
Nullpunkt im Zentrum ergibt gleiche Zahlenwerte mit wechselnden Vorzeichen, siehe Quadranten.
04
Hinweis auf weitere Möglichkeiten der Nullpunktlage, bezogen auf die Rohteilmaße und unter fertigungstechnischen Gesichtspunkten, bezogen auf den Schraubstock oder auf den Arbeitstisch.
Hinweis auf Auswirkung der Nullpunktlage auf die Programmierung
Notizen
24 3 | Werkstücknullpunkt wählen
Z0-Ebene In der Z-Achse sollte der Werk stück-nullpunkt auf der Oberfläche des Fertigteils liegen. So können Sie in der Z-Achse antas ten. Auf diese Weise erkennt man im Listing eines CNC-Programms an negativen Z-Werten, dass sich das Werkzeug (meistens) im Material befindet.
Nicht symmetrisches Werkstück Bei nicht symmetrischen Teilen sollte der Werkstücknullpunkt an die linke untere und obere Ecke des Werkstückes gelegt werden. Generell sollte der Werkstücknullpunkt in den Ursprung der Bemaßung gelegt wer-den, damit der Programmierer die Maße nicht umrechnen muss.
Werkstück um eine Achsesymmetrisch Bei Werkstücken, die um eine Achse spiegelsymmetrisch sind, sollte der Werk stücknullpunkt auf die Symme-trie linie, auf eine Seitenfläche und auf die Oberfläche des Fertigteils gelegt werden. Die Seitenfläche sollte so gewählt werden, dass sich positive Koordinatenwerte ergeben.
Werkstück um zwei Achsen symmetrisch Bei Werkstücken, die um zwei Achsen spiegelsymmetrisch sind, sollte der Werk stücknullpunkt auf den Schnitt-punkt der Symmetrielinien und auf die Oberfläche des Fertigteils gelegt werden.
Übung Legen Sie, auch mit Hilfe der
Rechten-Hand-Regel, den Null-punkt und die einzelnen Achsen für unterschiedliche Werkstücke fest.

Notizen
40 3 | Werkstücknullpunkt wählen
HandlungszieleDie Schülerinnen und Schüler bestimmen die Werkstücknullpunkte an unterschiedlichen Werkstücken und legendem Werkstücknullpunkt für das zu fertigende Bauteil begründet fest.
Lösung
Notizenspalte der SchülerSkizzen und Symbole einiger Bezugspunkte.
Alternative VorgehensweisenWeitere Möglichkeiten der Nullpunktlage unter fertigungstechnischen Gesichtspunkten:Schraubstock, Arbeitstisch, Vorrichtung, Bezugspunkte.
Zusatzinformationen
Beispiele/Übungen/ReflexionEintragen der Nullpunkte in die Fertigungszeichnung. Bezug zum Einrichteblatt und zur Nullpunkttabelle in der Steuerung.
Die Schülerinnen und Schüler reflektieren die grundlegende Bedeutung der systematischen Vorgehensweise beim Programmieren für Ihre konkrete Aufgabenstellung und weiteren Aufgaben.
B-FSL-91056-1025
Zeichnungen Nullpunktbestimmung

Notizen
Ko
ord
ina
ten
be
stim
me
n b
zw. d
er
Ze
ich
nu
ng
en
tne
hm
en
441
Lernsituation 1
01
2. Schritt der systematischen Vorgehensweise.
02
Übungen zeigen den Zusammenhang zwischen Zeichnung und Koordinatentabelle.
03
Weitere Übungen finden Sie in der Knowledge Base.
Kapitel 4
Koordinaten bestimmen bzw. der Zeichnung entnehmen
Notizen
Ko
ord
ina
ten
be
stim
me
n b
zw. d
er
Ze
ich
nu
ng
en
tne
hm
en
425
Lernsituation 1
Koordinaten bestimmen bzw. der Zeichnung entnehmen 2. Schritt: Die Koordinaten bestimmen bzw. der Zeichnung entnehmen. Üben Sie die Koordinatenbestimmung an den folgenden Beispielen. Sie benö tigen diese zur Bestimmung der Koordinaten in Ihrem CNC-Programm.
Entnehmen Sie der Zeichnung die Koordinaten und tragen Sie diese in die nebenstehende Tabelle ein.
Y
X
P1
P2
P3
P4
P5
Rasterabstand 10x10Punkt X-Achse Y-Achse
P1
P2
P3
P4
P5
Übertragen Sie die Werte aus der Tabelle in die Zeichnung. (Die Punkte ergeben keine Kontur).
Y
X
Rasterabstand 10x10Punkt X-Achse Y-Achse
P1 120 0
P2 30 -20
P3 -20 0
P4 0 85
P5 -45 -15
Rasterabstand 10x10Punkt X-Achse Y-Achse
P1 20 130
P2 130 20
P3 70 0
P4 105 60
P5 0 75
Wählen Sie eine sinnvolle Nullpunktlage.
Kapitel 4
Koordinaten bestimmen bzw. der Zeichnung entnehmen
C-SFS-91056-2050
• Übungen zur Koordinatenbestimmung

Notizen
42 4 | Koordinaten bestimmen bzw. der Zeichnung entnehmen
01
Übung mit dreidimensionalem Koordinatensystem.
02
Je nach Festlegung des Werkstücknullpunktesergeben sich unterschiedliche Ergebnisse.
03
Weitere Übungen finden Sie in der Knowledge Base.
Notizen
26 4 | Koordinaten bestimmen bzw. der Zeichnung entnehmen
Für das Erstellen eines Fräs-programms ist das räumliche Denken, d. h. das Bestimmen der Koordinaten X, Y und Z eines Punktes im Raum von großer Bedeutung.
Bestimmen Sie für die nebenste-hende Zeichnung eine sinnvolle Lage des Werkstücknullpunktes (Beachten Sie dabei die Vorgaben aus Kap. 3).
• Zeichnen Sie das Koordinaten-system mit dem Symbol für den Werkstücknullpunkt in die Zeichnung ein.
• Bestimmen Sie die Koordinaten der angegebenen Punkte und tragen Sie diese dann in die Koordinatentabelle ein.
1018
70
1530
40
1248
P3P4P5
P6P1
P2
P7
P8
Punkt X-Achse Y-Achse Z-Achse
P1
P2
P3
P4
P5
P6
P7
P8
B-FSL-91056-1035
Übungen Koordinatenbestimmen

Notizen
Ko
ord
ina
ten
be
stim
me
n b
zw. d
er
Ze
ich
nu
ng
en
tne
hm
en
443
Lernsituation 1
01
Mit dieser Übung wird der Unterschied zwischen absoluter und inkrementaler Programmierung erarbeitet.
02
Bei der inkrementalen Programmierung ist der Koordinatenendpunkt des zuvor programmierten Elementes der Ursprung für die nächste Koordinateneingabe.
Notizen
Ko
ord
ina
ten
be
stim
me
n b
zw. d
er
Ze
ich
nu
ng
en
tne
hm
en
427
Lernsituation 1
Bestimmen Sie die Koordinaten der angegebenen Punkte der beiden Werkstückbeispiele und tragen Sie diese dann absolut und als inkre-mentale Kette von Punkt zu Punkt in die Koordinatentabellen ein.
Legen Sie zunächst wieder einen sinn-vollen Werkstücknullpunkt fest.
Punktabsolut inkremental
X Y X Y
P1
P2
P3
P4
P5
P6
P7
P8
70
65
5012
3556
2249
3444
6
P1
P2 P3
P4
P8
P7
P6
P5
t=5
C-SFS-91056-2050
• Übungen Koordinatenbestimmung
Punktabsolut inkremental
X Y X Y
P1
P2
P3
P4
P5
P6
P7
P8
70
21
51
R16
R14
37
3537
20
5060
70
P8
P7
P6
P5
P4
P3P2
P1
t=5

Notizen
44 4 | Koordinaten bestimmen bzw. der Zeichnung entnehmen
01
CNCgerechte Bemaßung wird normgerecht als steigende Bemaßung bezeichnet.
02
Regeln für die steigende Bemaßungausführlich an einem anderen Beispiel erläutern.
Zu Bemaßung 01
Definition siehe Tabellenbuch, Hoischen.
Notizen
28 4 | Koordinaten bestimmen bzw. der Zeichnung entnehmen
Übungen Diese Übung dient der norm- und
CNC-gerechten Bemaßung von Werk stücken. Bemaßen Sie die Zeich nung einmal normgerecht und einmal CNC-gerecht.
Nutzen Sie hierfür die in der Know-ledge Base in DIN A4-Größe hinter-legte Zeichnung Übung: Bemaßen.
-0,1+0,1 Allgemeintoleranz ISO 2768-m
D
E
F
C
1 2 3 4
B
A
321 5
C
D
4 6 7 8
A
B
Titel, zusätzlicher Titel
Änd. Ausgabedatum Spr. Blatt 1de
Dokumentenstatus
Genehmigt vonErstellt durchTechnische ReferenzVerantwortl. Abt.
A
VDW-NWS VDW-NWS
freigegebenFertigungszeichnungDokumentenart
Übung: Bemaßen
Bestimmen Sie alle notwendigen Koordinaten für die Fertigung der Nut des Nadelhalters und notieren Sie die Ergebnisse.
C-SFS-91056-2060
• Übung: Bemaßen
Tabellenbuch

Notizen
Ko
ord
ina
ten
be
stim
me
n b
zw. d
er
Ze
ich
nu
ng
en
tne
hm
en
445
Lernsituation 1
HandlungszieleDie Schülerinnen und Schüler bestimmen alle fertigungstechnisch relevanten Koordinaten aus der vorliegenden Fertigungszeichnung und unterscheiden dabei zwischen absoluter und CNCgerechter Bemaßung. Sie erstellen Koordinatentabellen für absolute und inkrementale Programmierung.
Lösung•Lösung zu den Übungsbeispielen•Zeichnung mit Maßangaben•Koordinatentabelle•Maßtabelle•Nullpunkt, Koordinatentabelle für
Nadelhalter
Notizenspalte der Schüler•DINNorm für Bemaßungsregeln •Definition und Unterschied
absolute und inkrementale Koordinatenangaben
Alternative VorgehensweisenBemaßung mit Koordinatenbemaßung
Zusatzinformationen
Beispiele/Übungen/ReflexionDie Schülerinnen und Schüler reflektieren den Arbeitsschritt 2 „Koordinaten bestimmen“ unter dem methodischen Aspekt der Informationsbeschaffung und deren Anwendung auf eine konkrete Aufgabe.
B-FSL-91056-1045
Lösung Bemaßen

Notizen
46 5 | Arbeitsablaufplan erstellen
Ablaufplan
01
Verfahrwege auch für •Werkzeug
holen •Werkzeug
positionieren
02
Benötigtes Werkzeug auswählen.
03
Erforderliche Technologiewerte: •Schnitt ge
schwindigkeit
•Drehzahl, •Vorschub
04
Abhängigkeit zwischen Durchmesser, Drehzahl und Schnitt ge schwindig keit besprechen.
05
Abhängig keit zwischen Zähnezahl und Vorschub besprechen.
Beispiele für Hochgeschwindigkeitsfräsen (HSC = en. = high speed cutting) zeigen. Siehe Knowlegde Base.
Kapitel 5
Arbeitsablaufplan erstellen
Notizen
Lernsituation 1
Arb
eit
sab
lau
fpla
n e
rste
llen
529
3. Schritt: Arbeitsablaufplan erstellen
Arbeitsschritte ermitteln und in eine sinnvolle Reihenfolge bringen
Werkzeuge zuordnen Schnittdaten berechnen
Wählen Sie die notwendigen Werk-zeuge und bestimmen Sie die Techno-logiedaten für Ihren Fertigungsauftrag. Das unten stehende Beispiel dient als Hilfestellung.
5.1 Berechnung der Techno-logiewerte
Drehzahlberechnung
Zur Bearbeitung von Werkstücken müssen Vorschubwerte und Spindel-drehzahlen in die Steuerung der Werkzeugmaschine eingegeben wer-den.
• Diese Werte können auf unter-schiedliche Weise ermittelt werden. Man kann sie aus Schnittwerttabellen ablesen, aber auch mit Werten, z.B. aus dem Tabellenbuch, genau berechnen.
• In einem CNC-Programm wird die Vorschubgeschwindigkeit mit der Adresse F und die Spin-deldrehzahl mit der Adresse S programmiert. Alternativ kön-nen die Technologiewerte auch als Vorschub pro Zahn (fz) und Schnittgeschwindigkeit (vc) pro-grammiert werden.
Vorschubberechnung
Mit Hilfe der Drehzahl und des Vorschubs pro Zahn bestimmen Sie die Vorschubgeschwindigkeit.
C-SFS-91056-2070
• Video HSC-Fräsvideo
C-SFS-91056-2080
• Info Schnittdatenrechner
Kapitel 5
Arbeitsablaufplan erstellen

Notizen
Arb
eit
sab
lau
fpla
n e
rste
llen
547
Lernsituation 1
Ablaufplan
01
Verfahrwege auch für •Werkzeug
holen •Werkzeug
positionieren
02
Benötigtes Werkzeug auswählen.
03
Erforderliche Technologiewerte: •Schnitt ge
schwindigkeit
•Drehzahl, •Vorschub
04
Abhängigkeit zwischen Durchmesser, Drehzahl und Schnitt ge schwindig keit besprechen.
05
Abhängig keit zwischen Zähnezahl und Vorschub besprechen.
Beispiele für Hochgeschwindigkeitsfräsen (HSC = en. = high speed cutting) zeigen. Siehe Knowlegde Base.
Kapitel 5
Arbeitsablaufplan erstellen
Notizen
Lernsituation 1
Arb
eit
sab
lau
fpla
n e
rste
llen
529
3. Schritt: Arbeitsablaufplan erstellen
Arbeitsschritte ermitteln und in eine sinnvolle Reihenfolge bringen
Werkzeuge zuordnen Schnittdaten berechnen
Wählen Sie die notwendigen Werk-zeuge und bestimmen Sie die Techno-logiedaten für Ihren Fertigungsauftrag. Das unten stehende Beispiel dient als Hilfestellung.
5.1 Berechnung der Techno-logiewerte
Drehzahlberechnung
Zur Bearbeitung von Werkstücken müssen Vorschubwerte und Spindel-drehzahlen in die Steuerung der Werkzeugmaschine eingegeben wer-den.
• Diese Werte können auf unter-schiedliche Weise ermittelt werden. Man kann sie aus Schnittwerttabellen ablesen, aber auch mit Werten, z.B. aus dem Tabellenbuch, genau berechnen.
• In einem CNC-Programm wird die Vorschubgeschwindigkeit mit der Adresse F und die Spin-deldrehzahl mit der Adresse S programmiert. Alternativ kön-nen die Technologiewerte auch als Vorschub pro Zahn (fz) und Schnittgeschwindigkeit (vc) pro-grammiert werden.
Vorschubberechnung
Mit Hilfe der Drehzahl und des Vorschubs pro Zahn bestimmen Sie die Vorschubgeschwindigkeit.
C-SFS-91056-2070
• Video HSC-Fräsvideo
C-SFS-91056-2080
• Info Schnittdatenrechner
Kapitel 5
Arbeitsablaufplan erstellen
Technologie-werte
01
Abhängigkeit der Schnittgeschwindigkeiten von Werkstoff und Schneidstoff besprechen.
02
Unter schiedliche Maß einheiten besprechen.
03
Rundungsergebnisse begründen. In der Regel wird auf den nächsten glatten Wert abgerundet.
04
Beispiele berechnen.Ergebnisse prüfen und besprechen.
05
Hinweis auf weitere Lösungen:•Drehzahldiagramm (Tabellenbuch)•Schnitt daten rechner in der
Knowledge Base •Schnitt daten rechner der Steuerung
Notizen
30 5 | Arbeitsablaufplan erstellen
Beispielrechnung: Mit einem Bohrnutenfräser (Zwei-schneider) aus HSS Ø = 20 mm soll ein Werkstück aus einer Aluminiumlegierung gefräst werden.
Berechnen Sie Drehzahl und Vorschubgeschwindigkeit.
vc = Schnittgeschwindigkeitd = Werkzeugdurchmessern = Drehzahl
Drehzahl
Vorschubgeschwindigkeit
Ausgangsformel: vc = d · π · n
n = vc d · π
vc = 83 m/min (Herstellerangaben)d = 20 mm
n = 83 m 20 mm · min · π
Einheiten anpassen:
n = 83 m · 1000 mm 20 mm · min · π · 1 m
n = 1320,99 = 1320,99 min–1
n = 1320 min–1 gewählt
1min
Vergleichen Sie Ihre Er geb nisse mit Schnittwert-tabellen in Ihren eigenen Fach-büchern oder aus der Vorlage Ihres Lehrers.
vf = z · fz · n
z = Zähnezahlfz = Vorschub pro Zahnfz = 0,094 mm/Z Herstellerangabenn = Drehzahl
vf = 2 · 0,094 mm · 1320 min–1
vf = 248 mm/min
Tabellenbuch

Notizen
48 5 | Arbeitsablaufplan erstellen
Arbeitsablauf-plan
01
Material auswählen.
02
Arbeitsschritte verbal und schriftlich formulieren.
03
Werkzeugreihenfolge für die geplante Anwendung besprechen.
04
Der Arbeitsablaufplan beschreibt den Fertigungsablauf an der Werkzeugmaschine mit allen Bewegungen in ausformulierter Form. Er ist damit steuerungsneutral und dient als Grundlage für die steuerungsspezifische Programmierung.
Notizen
Lernsituation 1
Arb
eit
sab
lau
fpla
n e
rste
llen
531
5 .2 Arbeitsablaufplan
Erstellen Sie Ihren Arbeitsablaufplan unter Zuhilfenahme des Arbeits-blattes 3 aus der Knowledge Base.
Übungen Ermitteln Sie n und vf mit Hilfe Ihrer
Schnittwerttabelle für verschiedene Fräserdurchmesser (z.B. 3 mm und 4 mm).
C-SFS-91056-2090
• Info Vorlage Arbeitsablaufplan
Name: Datum:Lernsituation Klasse:
BenennungEinzelteil:
Zeichnungsnummer:
red gnubierhcseB :.rNArbeitsschritte
WerkzeugNr.:
Bemerkungen, Bewegung, Koordinaten, etc.
WerkzeugplanWerkzg.- Bezeichnung: Werkzeugko F :buhcsroV s :lhazherD :rutkerr
hwindigkeit vccsegttinhcS suidaR egnäL :eglof
Arbeitsablaufplan
Blatt: von:
Bitte Lösungen für den Nadelhalter eintragen für vf, n und d:
C-FSL-91056-1055
Lösung Arbeitsablaufplan

Notizen
Arb
eit
sab
lau
fpla
n e
rste
llen
549
Lernsituation 1
HandlungszieleDie Schülerinnen und Schüler bestimmen die notwendigen Technologiedaten zur Fertigung der Nadelhalterung (erste Aufspannung) auf der Grundlage der Werkzeugauswahl, des Werkstoffes und der Bearbeitungsart. Sie berechnen die Schnittdaten n und vf. Sie nutzen dazu auch rechnergestützte Hilfsmittel (Schnittdatenrechner).
LösungArbeitsablaufplan Knowledge Base.
Notizenspalte der SchülerDrehzahldiagramm aus Tabellen buch, Seitenzahl, Links zu Schnittdatenrechner.
Alternative Vorgehensweisen•Schnittdatenrechner aus dem
Internet•Schnittdatenrechner der Steuerung
Zusatzinformationen•Video HSC•Lösungsblatt Arbeitsablaufplan•Schnittdatenrechner
Beispiele/Übungen/ReflexionDie Schülerinnen und Schüler reflektieren die Bedeutung des Arbeitsablaufplans als absolut notwendige Grundlage für die Programmerstellung.Später wird der Arbeitsablaufplans zunehmend gedanklich (im Kopf) erstellt.
B-FSL-91056-1055
Lösung Arbeitsablaufplan