
Klaus Herfurth, Solingen Gusseisen-Strangguss für eine ... · PDF fileEN 10002-1, 10045-1...
16
Prof. Dr.-Ing. habil Klaus Herfurth, Solingen, Koordinator der ad-hoc-DGV-Arbeitsgruppe „Strangguss“ Klaus Herfurth, Solingen Gusseisen-Strangguss für eine innovative Teilefertigung Es gibt zahlreiche Beispiele für den technisch vorteilhaften und wirtschaftlich günstigen Einsatz von Gusseisen mit Lamellengraphit (GJL) und von Guss- eisen mit Kugelgraphit (GJS). Die Vorteile dieser Gusseisenwerkstoffe wurden vor allem für den Formguss beschrieben. In den folgenden Ausführungen wird auf den Strangguss als gegossenes Halbzeug, aus dem Bauteile für die verschiedensten Anwendung gefertigt werden, eingegangen. Strangguss aus Gusseisen ist derzeit nicht genormt. Vier europäische Stranggießereien erfass- ten deshalb auf Initiative des Deutschen Gießereiverbandes (DGV), Düsseldorf den derzeitigen Entwicklungsstand des Gusseisen-Stranggusses, der nach- folgend beschrieben wird. 1 Einleitung Bei der Herstellung von Gusseisen-Strang- guss beginnt die Erstarrung in einer was- sergekühlten Durchlaufkokille. Infolge ande- rer wärmephysikalischer Bedingungen als beim Sandguss ergibt sich eine höhere Er- starrungsgeschwindigkeit. Verfahrensbe- dingt entstehen dadurch vom Sandguss abweichende Eigenschaften und ein be- sonders feinkörniges und dichtes Werk- stoffgefüge. Strangguss aus Gusseisen zeichnet sich durch eine sehr hohe Druck- dichtheit gegenüber Flüssigkeiten und Ga- sen aus [1, 2]. Für diesen Strangguss existieren keine internationalen (ISO), europäischen (EN) oder nationalen Normen. Vertreter der fol- genden vier Firmen erfassten deshalb den gegenwärtigen Stand der Produktion von Gusseisen-Strangguss und erarbeiteten einen ersten Vorschlag für eine spätere Normung: - ACO Guss, Kaiserslautern (D), - Contifonte Groupe Kuhn, Saverne (F), - Gontermann-Peipers, Siegen (D), - TASSO, Odense (DK). Bild 1: Schematische Darstellung des horizontalen Stranggusses, 1 – Ziehgefäß, 2 – Durchlaufkokille, 3 – Stützrollen, 4 – Vorschubeinheit, 5 – Trennscheibe, 6 – Brechgerät, 7 – abgebrochene Strangabschnitte 2 Das Strangguss- Prinzip Strangguss aus Gusseisen mit Lamellen- graphit und Gusseisen mit Kugelgraphit wird nach dem horizontalen Stranggießver- fahren hergestellt. Im Bild 1 sind die drei wichtigen Baugruppen der horizontalen Stranggießanlage dargestellt: Ziehgefäß mit angeflanschter, schnell auswechsel- barer, wassergekühlter Durchlaufkokille; Treib- und Ziehvorrichtung mit elektroni- scher Steuerung; sowie Trenn- und Ab- drückvorrichtung. Die Durchlaufkokille als wichtigste Baugruppe bestimmt im wesent- lichen die Oberflächenqualität der gegos- senen Stränge, Fehlerfreiheit, Gefügeaus- bildung und Gießgeschwindigkeit. Sie be- steht aus Graphit und wird von einem was- sergekühlten Mantel umschlossen. Der Nutzinhalt des Ziehgefäßes, auch Ziehofen genannt, richtet sich nach der Produktionsleistung der Stranggießanlage und dem Bereitstellungszyklus der Guss- eisenschmelze. Während des Stranggieß- vorgangs wird das Ziehgefäß in regelmä- ßigen Zeitabständen mit Gusseisen- schmelze nachgefüllt, so dass ein kontinu- ierlicher Gießprozess entsteht. Die Gusseisenschmelze wird nach dem Abstich aus dem Schmelzofen noch nach- behandelt (Magnesiumbehandlung, Imp- fen) und anschließend in das Ziehgefäß gegossen. Je nach Strangabmessung und Gießgeschwindigkeit wiederholt sich dieser Vorgang alle 15 bis 30 Minuten. In Abhängigkeit von den herzustellenden Strangabmessungen liegt die Temperatur der Gusseisenschmelze im Warmhalte- ofen zwischen 1180 und 1300 °C. Wegen der Wärmebilanz muss die Überhitzungs- temperatur um so höher liegen, je dünner der zu gießende Strang ist. Während der ersten Abkühlungsphase des Gusseisens in der Durchlaufkokille – der Primärkühlung – bildet sich die äußere stützende, feste Randschicht des Strangs. Es schließt sich die Sekundärkühlung an, in der die Stränge an ruhender Luft abküh- len. Nach Austritt des Stranges aus der Durchlaufkokille ist die Erstarrung über dem ganzen Querschnitt noch nicht abge- schlossen. Im Kern ist der Strang noch einige Zeit flüssig. Die Stranggusskokille, vorwiegend aus Elektrographit hergestellt, erfüllt die Aufgabe der Formgebung und stellt infolge ihrer physikalischen Eigen- schaften und der Kühlintensität die Abküh- lungsgeschwindigkeit des Stranges auf ein gewünschtes Maß ein. Die Wasser- kühlung der Durchlaufkokille ist regelbar. Damit kann die Kühlintensität variiert wer- den. Durch die Schmierwirkung des Gra- phits wird die Reibung zwischen Strang- gusskokille und Strang vermindert. Die ferrostatische Höhe der Schmelze im Warmhalteofen übt auf den Strang die Wirkung eines Speisers aus. Die Flüssig- und Erstarrungskontraktion des Werk- stoffs wird durch das ständige Nachflie- ßen der Schmelze ausgeglichen. Gleich- zeitig wirkt die durch die Graphitausschei- dung während der Erstarrung auftretende Expansion des Werkstoffs einer Lunker- bildung entgegen. Dadurch entsteht beim
Transcript of Klaus Herfurth, Solingen Gusseisen-Strangguss für eine ... · PDF fileEN 10002-1, 10045-1...

Prof. Dr.-Ing. habil Klaus Herfurth, Solingen,Koordinator der ad-hoc-DGV-Arbeitsgruppe„Strangguss“
Klaus Herfurth, Solingen
Gusseisen-Strangguss für eineinnovative TeilefertigungEs gibt zahlreiche Beispiele für den technisch vorteilhaften und wirtschaftlichgünstigen Einsatz von Gusseisen mit Lamellengraphit (GJL) und von Guss-eisen mit Kugelgraphit (GJS). Die Vorteile dieser Gusseisenwerkstoffe wurdenvor allem für den Formguss beschrieben. In den folgenden Ausführungen wirdauf den Strangguss als gegossenes Halbzeug, aus dem Bauteile für dieverschiedensten Anwendung gefertigt werden, eingegangen. Strangguss ausGusseisen ist derzeit nicht genormt. Vier europäische Stranggießereien erfass-ten deshalb auf Initiative des Deutschen Gießereiverbandes (DGV), Düsseldorfden derzeitigen Entwicklungsstand des Gusseisen-Stranggusses, der nach-folgend beschrieben wird.
1 EinleitungBei der Herstellung von Gusseisen-Strang-guss beginnt die Erstarrung in einer was-sergekühlten Durchlaufkokille. Infolge ande-rer wärmephysikalischer Bedingungen alsbeim Sandguss ergibt sich eine höhere Er-starrungsgeschwindigkeit. Verfahrensbe-dingt entstehen dadurch vom Sandgussabweichende Eigenschaften und ein be-sonders feinkörniges und dichtes Werk-stoffgefüge. Strangguss aus Gusseisenzeichnet sich durch eine sehr hohe Druck-dichtheit gegenüber Flüssigkeiten und Ga-sen aus [1, 2].
Für diesen Strangguss existieren keineinternationalen (ISO), europäischen (EN)oder nationalen Normen. Vertreter der fol-genden vier Firmen erfassten deshalb dengegenwärtigen Stand der Produktion vonGusseisen-Strangguss und erarbeiteteneinen ersten Vorschlag für eine spätereNormung:
- ACO Guss, Kaiserslautern (D),- Contifonte Groupe Kuhn, Saverne (F),- Gontermann-Peipers, Siegen (D),- TASSO, Odense (DK).
Bild 1: Schematische Darstellung des horizontalen Stranggusses,1 – Ziehgefäß, 2 – Durchlaufkokille, 3 – Stützrollen, 4 – Vorschubeinheit, 5 –Trennscheibe, 6 – Brechgerät, 7 – abgebrochene Strangabschnitte
2 Das Strangguss-PrinzipStrangguss aus Gusseisen mit Lamellen-graphit und Gusseisen mit Kugelgraphitwird nach dem horizontalen Stranggießver-fahren hergestellt. Im Bild 1 sind die dreiwichtigen Baugruppen der horizontalenStranggießanlage dargestellt: Ziehgefäßmit angeflanschter, schnell auswechsel-barer, wassergekühlter Durchlaufkokille;Treib- und Ziehvorrichtung mit elektroni-scher Steuerung; sowie Trenn- und Ab-drückvorrichtung. Die Durchlaufkokille alswichtigste Baugruppe bestimmt im wesent-lichen die Oberflächenqualität der gegos-senen Stränge, Fehlerfreiheit, Gefügeaus-bildung und Gießgeschwindigkeit. Sie be-steht aus Graphit und wird von einem was-sergekühlten Mantel umschlossen.
Der Nutzinhalt des Ziehgefäßes, auchZiehofen genannt, richtet sich nach derProduktionsleistung der Stranggießanlageund dem Bereitstellungszyklus der Guss-eisenschmelze. Während des Stranggieß-vorgangs wird das Ziehgefäß in regelmä-ßigen Zeitabständen mit Gusseisen-schmelze nachgefüllt, so dass ein kontinu-ierlicher Gießprozess entsteht.
Die Gusseisenschmelze wird nach demAbstich aus dem Schmelzofen noch nach-
behandelt (Magnesiumbehandlung, Imp-fen) und anschließend in das Ziehgefäßgegossen. Je nach Strangabmessungund Gießgeschwindigkeit wiederholt sichdieser Vorgang alle 15 bis 30 Minuten. InAbhängigkeit von den herzustellendenStrangabmessungen liegt die Temperaturder Gusseisenschmelze im Warmhalte-ofen zwischen 1180 und 1300 °C. Wegender Wärmebilanz muss die Überhitzungs-temperatur um so höher liegen, je dünnerder zu gießende Strang ist.
Während der ersten Abkühlungsphase desGusseisens in der Durchlaufkokille – derPrimärkühlung – bildet sich die äußerestützende, feste Randschicht des Strangs.Es schließt sich die Sekundärkühlung an,in der die Stränge an ruhender Luft abküh-len. Nach Austritt des Stranges aus derDurchlaufkokille ist die Erstarrung überdem ganzen Querschnitt noch nicht abge-schlossen. Im Kern ist der Strang nocheinige Zeit flüssig. Die Stranggusskokille,vorwiegend aus Elektrographit hergestellt,erfüllt die Aufgabe der Formgebung undstellt infolge ihrer physikalischen Eigen-schaften und der Kühlintensität die Abküh-lungsgeschwindigkeit des Stranges aufein gewünschtes Maß ein. Die Wasser-kühlung der Durchlaufkokille ist regelbar.Damit kann die Kühlintensität variiert wer-den. Durch die Schmierwirkung des Gra-phits wird die Reibung zwischen Strang-gusskokille und Strang vermindert. Dieferrostatische Höhe der Schmelze imWarmhalteofen übt auf den Strang dieWirkung eines Speisers aus. Die Flüssig-und Erstarrungskontraktion des Werk-stoffs wird durch das ständige Nachflie-ßen der Schmelze ausgeglichen. Gleich-zeitig wirkt die durch die Graphitausschei-dung während der Erstarrung auftretendeExpansion des Werkstoffs einer Lunker-bildung entgegen. Dadurch entsteht beim

Strangguss ein lunker- und porenfreies,besonders dichtes und homogenes Gefüge.
Gezogen wird der Strang durch ein Treib-aggregat, das zusammen mit der elektronischen Steuerung das intermittieren-de Abziehen des Strangs bei ortsfesterDurchlaufkokille übernimmt. Der Abzieh-zyklus setzt sich in der Regel aus einerBewegungs- und einer Ruhephase (War-tezeit) zusammen. Die Strangbewegung,die sich aus einer Folge von Zieh- undRuhephasen zusammensetzt, ist beimStranggießen von Gusseisen sehr ausge-prägt. Die Ziehlänge kann in Abhängigkeitvon Strangabmessung und Gusseisensortezwischen 30 und 80 mm liegen. Vor Beginndes Gießprozesses ist die Strangguss-
Bild 2: Verschiedene Stranggießanlagen
a) Stranggießanlage für einen Strang mit Füllung des Gießgefäßes im Hintergrund (Bild: Contifonte, Saverne (F))b) Stranggießanlage für einen Strang (Bild: TASSO, Odense (DK))c) Stranggießanlage für zwei Stränge (Bild: Contifonte, Saverne (F))d) Stranggießanlage für vier Stränge (Bild: TASSO, Odense (DK))
Bild 3: Ein Stranggusslager mit einer Vielzahl vorgehaltener verschiedener Profile, Größenund Längen (Bild: K. Vollrath, Rees)

a) b)
c) d)
Bild 4: Fertigungsfolgen bei der Teileherstellung aus Gusseisen-Strangguss
kokille auf der Austrittsseite durch einenAnfahrstrang verschlossen. Dem Treib-aggregat sind Einrichtungen zum Zerteilendes Stranges in einzelne Strangabschnittenachgeschaltet. Der sich bewegendeStrang wird mit einer Trenneinrichtung(Säge oder Brennschneidvorrichtung), diesich parallel zum Strang bewegt, teilweisedurchtrennt. Der entstehende Strangab-schnitt wird anschließend mit einer Ab-drückeinrichtung abgebrochen.
Im Bild 2 werden Ansichten von Strang-gießanlagen im Betrieb mit Gießgefäß,Stranggießkokille und dem Austritt voneinem, zwei und vier Strängen gezeigt.
Oft wird Gusseisen-Stranggussmaterialsehr kurzfristig angefordert. Vom Liefe-ranten muss deshalb der Kunde oderZwischenhändler eine hohe Lieferbereit-schaft und schnelle, termingerechte An-lieferung des Materials einfordern. Umtrotz der Vielzahl von Gusseisensorten undStrangabmessungen immer lieferfähigzu sein, unterhalten die Gießereien einständiges Präsenzlager (Bild 3). DerStrangquerschnitt ist vorwiegend kreis-förmig, quadratisch oder rechteckig. Esentstehen so Rundstangen, Vierkantstan-gen und Flachstangen, die in verschie-denen Abmessungen und Längen angebo-ten werden.
Der Fertigungsablauf beim Gusseisen-Strangguss ist im Bild 4 in zwei verschie-denen Varianten dargestellt. Die Vari-ante 1 stellt den bisher häufigsten Falldar: Die Gießerei liefert den Strangab-schnitt in den geforderten Abmessungenund mit bestimmten mechanischen Eigen-schaften an den Besteller, der die Teile-fertigung durch spanendes Bearbeitenrealisiert. Auf eine weitere Verbesserung derWerkstoffeigenschaften und der Ge-brauchseigenschaften des Bauteils wirddabei verzichtet.
Bild 5 zeigt links den Fertigungsablauf derVariante 1 nochmals in optischer Darstel-lung. Dabei ist eine Wärmebehandlung
Bild 5: Fertigungsfolge beim Gusseisen-Stranggießen (Bild: Gontermann-Peipers, Siegen (D))

nach dem Stranggießen mit einbezogen,die in einigen Fällen auch erforderlich seinkann. Eine umfassende Qualitätskontrolleam Ende des gießereitechnischen Ferti-gungsablaufs ist in heutiger Zeit eineSelbstverständlichkeit. Während des gan-zen Produktionsprozesses erfolgt eine um-fangreiche Prozesskontrolle.
Bei der Variante 2 (Bild 4, rechts) wird da-gegen nach dem spanenden Vorbearbeiteneine Verbesserung der Werkstoffeigenschaf-ten in Richtung höherer Festigkeiten undanderer Gebrauchseigenschaften durchgezielte Wärmebehandlungsverfahren unddurch Beschichten oder Oberflächenum-formen angestrebt und realisiert.
In der Tabelle 1 sind die verschiedenenPrüfverfahren für die Qualitätskontrolle beiden Herstellern von Gusseisen-Stranggussangeführt. Zu diesen Prüfverfahren gehörenSicht- und Maßprüfungen, eine Bewertungdes Mikrogefüges, das Bestimmen derchemischen Analyse, das Ermitteln dermechanischen Eigenschaften mit dem
Bild 6: Vorbearbeitung der Stranggussabschnitte als Dienst-leistung für den Kunden (Bild: ACO Guss, Kaiserslautern (D))
Bild 7: Bei den auf Außenmaß vorbearbeiteten Blöcken kann sofort mitder Feinbearbeitung begonnen werden. (Bild: K. Vollrath, Rees)
Zugversuch und der Härteprüfung nachBrinell und die zerstörungsfreien Prü-fungen: Farbeindringprüfung, Ultraschall-prüfung, Magnetpulverprüfung.
Stranggussabschnitte (auch Strangguss-Stangen genannt) bestimmter Länge wer-den traditionell entweder unbearbeitetoder bearbeitet vom Hersteller ausgeliefert.Auch eine spanende allseitige Bearbeitungauf Fertigmaße nach Kundenwünschenwird von den Herstellern angeboten (Bil-der 6 und 7). Dadurch werden zusätzlicheArbeitsgänge bei den Kunden vermieden.Bei Quadrat- und Rechteckstangen erfolgteine 6-Seiten-Bearbeitung. Ausgeführtwerden dabei Winkelgenauigkeiten von< 0,05 mm auf 100 mm, gleiche Werte fürdie Planparallelität und Längentoleran-zen von < 0,04 mm auf 100 mm.
Auch Haltebohrungen oder genaue Vor-zentrierungen der Bohrpositionen sindlieferbar. Rundstangen können genau aufein gewünschtes Maß spanend bearbeitetwerden [2].
Bild 8: Ein interessanter und bedeutenderAnwendungsbereich für Strangguss istder Glasformenbau. (Bild: ACO Guss, Kai-serslautern (D))
Tabelle 1: Ausgewählte Prüfverfahren bei Gusseisen-Strangguss
Prüfverfahren
Sicht-Prüfung
Maß-Prüfung
Härte-Prüfung
Gefüge
Analyse
Mechanische Kennwerte
FE-Prüfung
US-Prüfung
MP-Prüfung
Bearbeitungs- zustand
rohbearbeitetrohbearbeitetrohbearbeitetrohbearbeitetrohbearbeitetrohbearbeitetrohbearbeitetrohbearbeitetrohbearbeitet
Gusseisensorte
GJL
xxxxxxxxxxxx-x---x
GJS
xxxxxxxxxxxx-x-x-x
Normen
DIN EN 1559-1, 1559-3DIN EN 1559-1, 1559-3DIN ISO 8062
EN 10003-1EN 10003-1EN ISO 945EN ISO 945
EN 10002-1, 10045-1EN 10002-1, 10045-1in Anlehnung an DIN-EN 571-1DIN-EN 571-1in Anlehnung an DIN-EN 583DIN-EN 583-1
DIN EN 1561, 1563, 13835DIN EN 1561, 1563, 13835
DIN EN 1561, 1563, 13835DIN EN 1561, 1563, 13835in Anlehnung an DIN EN 1371-1DIN EN 1371-1in Anlehnung an DIN EN 12680-3DIN EN 12680-3
DIN EN 1369
3 Die Gusseisen-werkstoffeDie Gusswerkstoffe umfassen mehrereGusseisen-Gruppen. Zu diesen Guss-eisenwerkstoffen gehören:
- das Gusseisen mit Lamellengraphit –GJL (DIN EN 1561) [3],
- das Gusseisen mit Vermiculargraphit GJV(VDG-Merkblatt W 50, März 2002) [4],
- das Gusseisen mit Kugelgraphit – GJS(DIN EN 1563) [5],
- das Bainitische Gusseisen (DIN EN1564) - international als ADI (Austem-pered Ductile Iron) bekannt [6, 7, 8], inZukunft wahrscheinlich als austeni-tisch-ferritisches (ausferritisches) Guss-eisen mit Kugelgraphit bezeichnet,
- der Temperguss - GJMB/GJMW (DINEN 1562) [9],
- das austenitische Gusseisen – GJLA-X/GJSA-X (DIN EN 13835) [10, 11],
- das verschleißbeständige Gusseisen –GJN (DIN EN 12513) [12].
In der angegebenen Fachliteratur [3 bis 13]werden die für die Gusseisenwerkstoffewichtigen metallkundlichen Grundlagen, dieEigenschaften, die Werkstoffnormung unddie Anwendungsgebiete detailliert beschrie-ben.
Die Unterscheidung der Werkstoffe erfolgtdabei nach der Form der ausgeschiedenenGraphitkristalle, nach der Ausbildung einesspeziellen Grundgefüges durch Legierenoder Wärmebehandeln oder nach der Aus-scheidung des Graphits durch Wärmebe-handlung aus dem weißerstarrten Gefügebeim Temperguss.
Die nachfolgenden Ausführungen beziehensich nur auf das Gusseisen mit Lamel-lengraphit und das Gusseisen mit Kugel-
Bild 9: Fe-C-Si-Diagramm (quasibinärer Schnitt bei 2,4 % Silicium) [13]
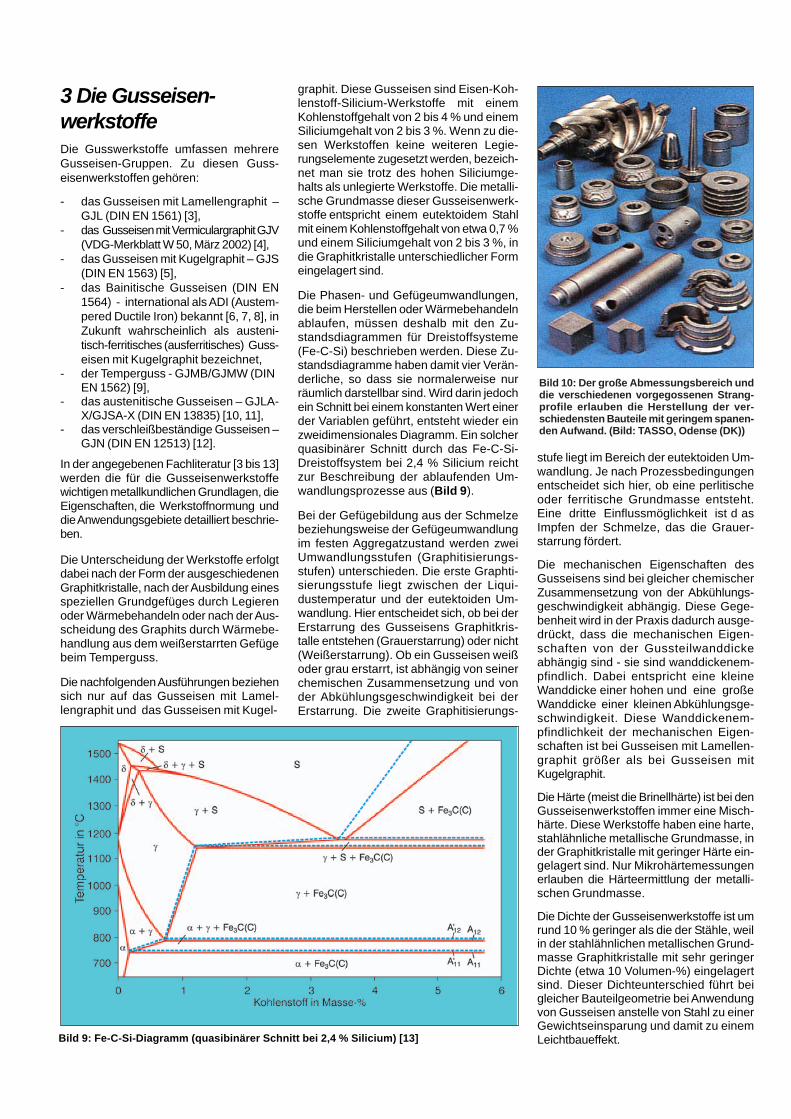
graphit. Diese Gusseisen sind Eisen-Koh-lenstoff-Silicium-Werkstoffe mit einemKohlenstoffgehalt von 2 bis 4 % und einemSiliciumgehalt von 2 bis 3 %. Wenn zu die-sen Werkstoffen keine weiteren Legie-rungselemente zugesetzt werden, bezeich-net man sie trotz des hohen Siliciumge-halts als unlegierte Werkstoffe. Die metalli-sche Grundmasse dieser Gusseisenwerk-stoffe entspricht einem eutektoidem Stahlmit einem Kohlenstoffgehalt von etwa 0,7 %und einem Siliciumgehalt von 2 bis 3 %, indie Graphitkristalle unterschiedlicher Formeingelagert sind.
Die Phasen- und Gefügeumwandlungen,die beim Herstellen oder Wärmebehandelnablaufen, müssen deshalb mit den Zu-standsdiagrammen für Dreistoffsysteme(Fe-C-Si) beschrieben werden. Diese Zu-standsdiagramme haben damit vier Verän-derliche, so dass sie normalerweise nurräumlich darstellbar sind. Wird darin jedochein Schnitt bei einem konstanten Wert einerder Variablen geführt, entsteht wieder einzweidimensionales Diagramm. Ein solcherquasibinärer Schnitt durch das Fe-C-Si-Dreistoffsystem bei 2,4 % Silicium reichtzur Beschreibung der ablaufenden Um-wandlungsprozesse aus (Bild 9).
Bei der Gefügebildung aus der Schmelzebeziehungsweise der Gefügeumwandlungim festen Aggregatzustand werden zweiUmwandlungsstufen (Graphitisierungs-stufen) unterschieden. Die erste Graphti-sierungsstufe liegt zwischen der Liqui-dustemperatur und der eutektoiden Um-wandlung. Hier entscheidet sich, ob bei derErstarrung des Gusseisens Graphitkris-talle entstehen (Grauerstarrung) oder nicht(Weißerstarrung). Ob ein Gusseisen weißoder grau erstarrt, ist abhängig von seinerchemischen Zusammensetzung und vonder Abkühlungsgeschwindigkeit bei derErstarrung. Die zweite Graphitisierungs-
stufe liegt im Bereich der eutektoiden Um-wandlung. Je nach Prozessbedingungenentscheidet sich hier, ob eine perlitischeoder ferritische Grundmasse entsteht.Eine dritte Einflussmöglichkeit ist d asImpfen der Schmelze, das die Grauer-starrung fördert.
Die mechanischen Eigenschaften desGusseisens sind bei gleicher chemischerZusammensetzung von der Abkühlungs-geschwindigkeit abhängig. Diese Gege-benheit wird in der Praxis dadurch ausge-drückt, dass die mechanischen Eigen-schaften von der Gussteilwanddickeabhängig sind - sie sind wanddickenem-pfindlich. Dabei entspricht eine kleineWanddicke einer hohen und eine großeWanddicke einer kleinen Abkühlungsge-schwindigkeit. Diese Wanddickenem-pfindlichkeit der mechanischen Eigen-schaften ist bei Gusseisen mit Lamellen-graphit größer als bei Gusseisen mitKugelgraphit.
Die Härte (meist die Brinellhärte) ist bei denGusseisenwerkstoffen immer eine Misch-härte. Diese Werkstoffe haben eine harte,stahlähnliche metallische Grundmasse, inder Graphitkristalle mit geringer Härte ein-gelagert sind. Nur Mikrohärtemessungenerlauben die Härteermittlung der metalli-schen Grundmasse.
Die Dichte der Gusseisenwerkstoffe ist umrund 10 % geringer als die der Stähle, weilin der stahlähnlichen metallischen Grund-masse Graphitkristalle mit sehr geringerDichte (etwa 10 Volumen-%) eingelagertsind. Dieser Dichteunterschied führt beigleicher Bauteilgeometrie bei Anwendungvon Gusseisen anstelle von Stahl zu einerGewichtseinsparung und damit zu einemLeichtbaueffekt.
Bild 10: Der große Abmessungsbereich unddie verschiedenen vorgegossenen Strang-profile erlauben die Herstellung der ver-schiedensten Bauteile mit geringem spanen-den Aufwand. (Bild: TASSO, Odense (DK))

3.1 Gusseisen mitLamellengraphit (GJL)Der traditionelle Werkstoff Gusseisen mitLamellengraphit (GJL) ist auch heute nochsehr erfolgreich: Seine Jahresproduktion istweltweit größer als die aller anderen Guss-werkstoffe zusammen. Nach wie vor ist dieWirtschaftlichkeit als Summe der Werk-stoff-, Herstell-, Betriebs- und Entsorgungs-kosten sehr günstig. Hervorzuheben sinddie guten mechanischen, physikalischenund technologischen sowie auch gieß-technischen Eigenschaften.
Gusseisen mit Lamellengraphit ist nachEN 1561 ein Eisen-Kohlenstoff-Gusswerk-stoff, in welchem der freie Kohlenstoff alsGraphit im Wesentlichen in lamellarerForm (Lamellengraphit) vorliegt. Die Werk-stoffbezeichnung ist GJL (EN 1560). FürSandguss werden in der genannten NormWerkstoffsorten mit Zugfestigkeiten von100 bis 350 N/mm2 und Brinellhärten von155 bis 265 Einheiten angeboten.
Die Graphitlamellen bilden in einer eutek-tischen Zelle ein zusammenhängendesGebilde aus blattartigen Bestandteilen(Bild 11). Die Anordnung der Graphitlamel-len kann mannigfaltig sein. Sie hängt abvon der chemischen Zusammensetzungdes Gusseisens, von den Abkühlungsbe-dingungen und im starken Maße auch vomKeimhaushalt der Schmelze, der durchImpfen stark beeinflusst werden kann. Beientsprechender Zusammensetzung und andas Gießverfahren angepasster Impfungentsteht Lamellengraphit mit einer gleich-mäßigen Anordnung nach Typ A der Ge-fügerichtreihe (EN ISO 945). Beim Guss-eisen-Strangguss entsteht verfahrensbe-dingt nicht nur A-Graphit, sondern es trittauch B-Graphit auf.
Menge und Art der Graphitlamellen bestim-men beim Gusseisen mit Lamellengraphitmaßgeblich die mechanischen Eigen-schaften. Die Art der an sich stahlähnlichenmetallischen Grundmasse kommt nur ein-
Die Zerspanbarkeit der Gusseisenwerk-stoffe ist besser als die der Stähle. Es sindbeim Gusseisen höhere Schnittgeschwin-digkeiten und größere Vorschübe oderhöhere Werkzeugstandzeiten möglich. DieGraphitkristalle im Gusseisen wirken so-wohl als Spanbrecher wie auch alsSchmierstoff. Die Ausbildungsform desGraphits und dessen Menge sind dabei vonuntergeordneter Bedeutung. Wichtiger isthier die Art der metallischen Grundmasse.Ferritische Sorten lassen sich besser be-arbeiten als perlitische Sorten.
Für Gleit- und Wälzverschleiß, also fürVerschleißbeanspruchungen die bei sichgegeneinander bewegenden Maschinen-elementen auftreten, sind Gusseisenwerk-stoffe gut geeignet. Die Graphitkristalledienen als zusätzliches Schmiermittel.Durch das Herausreißen von Graphitkris-tallen in der Randschicht entstehen kleine„Taschen“, in denen sich Schmiermittelsammelt. Dadurch entstehen gute Notlauf-eigenschaften. Den relativ besten Ver-schleißwiderstand haben bei den Normal-sorten Gusseisensorten mit einer perliti-schen Grundmasse. Der Verschleißwider-stand kann durch ein Oberflächenhärten,ein thermochemisches Behandeln oder einisothermisches Austenitumwandeln we-sentlich erhöht werden.
Zunehmende Bedeutung gewinnen die Ar-gumente einer ökologisch sinnvollen unddamit nachhaltigen Produktion. Die Guss-eisenwerkstoffe werden aus Gusseisen-schrott, Stahlschrott und Roheisen herge-stellt. Der Anteil des Roheisens, zu dessenHerstellung viel Energie gebraucht wird,lag in Deutschland im Jahr 2003 bei 8,7 %der verwendeten Gesamtmenge der ge-nannten Einsatzstoffe. Damit stammenüber 90 % dieser metallischen Einsatzstof-fe aus dem Sekundärkreislauf. Gusseisen-werkstoffe sind demnach Sekundärwerk-stoffe und Gusseisen-Strangguss ist einSekundärprodukt. Die Gusseisen sind alsWerkstoffe unter diesem Aspekt nahezuunschlagbar. Sie sind auch in der Her-stellung und Anwendung umweltverträglich.Eine nahezu vollständige und rückstand-lose Wiederverwendbarkeit ist gegeben.Die Recyclingrate ist seit vielen Jahr-zehnten sehr hoch und kann kaum nochgesteigert werden. Produktions- und Pro-duktabfall wurden schon immer demWerkstoffkreislauf wieder zugeführt. Estritt bei der Wiederverwendung keineMinderung der Qualität auf - das heißt, esgibt kein Down-Cycling. Aber eine Ver-besserung der Qualität, ein Up-Cycling, istohne Schwierigkeiten möglich. So kannzum Beispiel aus Schrott eines Guss-eisens mit Lamellengraphit mit einer Fes-tigkeit von 150 N/mm2 ein Gusseisen mitLamellengraphit mit einer Festigkeit von200 oder 250 N/mm2 hergestellt werden.
geschränkt zur Geltung. Die Graphitlamel-len schwächen den tragenden Quer-schnitt und bewirken eine Spannungskon-zentration an den Graphitlamellenspitzen,die wie innere Kerben wirken. Diese beidenSachverhalte sind Ursache für die relativgeringen Festigkeitswerte und die geringePlastizität.
Die mechanischen Eigenschaften vonGusseisen mit Lamellengraphit sind deut-lich von der Abkühlungsgeschwindigkeit -für praktische Verhältnisse von der Guss-teilwanddicke - abhängig. Diese Wand-dickenabhängigkeit der mechanischenEigenschaften ist in EN 1561 enthalten undmuss bei der Werkstoffwahl berücksichtigtwerden.
Gusseisen mit Lamellengraphit hat ein ho-hes Dämpfungsvermögen, das heißt dieFähigkeit, von außen aufgezwungene me-chanische Schwingungen abzubauen. Diemechanischen Schwingungen klingenschnell ab. Die Abklingzeit einer Schwin-gung bei Gusseisen mit Lamellengraphitverglichen mit der von Stahl verhält sich wie1:4,3.
Eine ausführliche Beschreibung der Ei-genschaften von Gusseisen mit Lamel-lengraphit mit Angaben zu den mechani-schen Eigenschaften bei zyklischer Be-anspruchung, zu den mechanischen Ei-genschaften bei erhöhten und bei nied-rigen Temperaturen, zu den bruchmecha-nischen Eigenschaften, zu den physikali-schen Eigenschaften (Dichte, thermischerLängenausdehnungskoeffizient, Wärme-leitfähigkeit, spezifische Wärmekapazität,Koerzitivfeldstärke, Hystereseverluste,spezifischer elektrischer Widerstand) undzu den tribologischen Eigenschaften (Rei-bung und Verschleiß) ist in [3] enthalten.
Bild 11: Räumliche Ausbildung von Lamel-lengraphit [13]
Bild 12: Aus den auf Kundenmaß in derGießerei vorbearbeiteten Stangen (oben) kön-nen beim Kundenwirtschaftlich und schnelldie Endprodukte (unten) gefertigt werden.(Bild: K.Vollrath, Rees)

Tabelle 2: Die Trümpfe des Gusseisens mit Kugelgraphit im Vergleich zu Stahl
3.2 Gusseisen mitKugelgraphit (GJS)Gussteile aus Gusseisen mit Kugelgraphit(GJS) werden seit 60 Jahren industriellhergestellt. Im Vergleich zum Gusseisenmit Lamellengraphit handelt es sich beimGusseisen mit Kugelgraphit um einen re-lativ „jungen“ Werkstoff. Weltweit beobach-tete man erstmalig 1937 im Gießerei-Institutder RWTH Aachen im Gusseisen Gra-phitkugeln. Etwa zeitgleich gelang amBritish Cast Iron Research Institute dieHerstellung von Gusseisen mit Kugelgra-phit durch den Zusatz von Cer zur Guss-eisenschmelze. Aber erst mit der Ent-deckung durch die International Nickel Inc.in den USA, dass durch Zusatz einerNickel-Magnesium-Vorlegierung Guss-eisen mit Kugelgraphit entsteht, war derGrundstein für die industrielle Produktiondieser Werkstoffgruppe gelegt. Damit be-gann der Siegeszug des stahlähnlichenGusseisens mit Kugelgraphit. In der Folge-zeit gab es deshalb zahlreiche, wirtschaft-lich erfolgreiche Substitutionen von Stahlund Stahlguss durch Gusseisen mit Kugel-graphit. Dieser Substitutionsprozess istauch gegenwärtig noch nicht abgeschlos-sen.
Gusseisen mit Kugelgraphit ist nach EN1563 und EN 1564 ein Eisen-Kohlenstoff-Werkstoff, in welchem der freie Kohlenstoffüberwiegend in kugeliger Form (Kugel-graphit) entsprechend der Form V und VInach EN ISO 945 vorliegt (Bild 13). DieWerkstoffbezeichnung ist GJS (EN 1569).Für Sandguss sind in den EuropäischenNormen die mechanischen Eigenschaftenwie folgt festgelegt:
- Normalsorten: Zugfestigkeit 350 bis900 N/mm2, 0,2 %-Dehngrenze 220 bis600 N/mm2, Bruchdehnung 2 bis 22 %,Brinellhärte 130 bis 330 Einheiten.
- Hochfeste Sorten: Zugfestigkeit 800bis 1400 N/mm2, 0,2 %-Dehngrenze500 bis 1000 N/mm2, Bruchdehnung1 bis 8 %, Brinellhärte 130 bis 330 Ein-heiten.
Die hochfesten Sorten heißen nach EN1564 noch „Bainitisches Gusseisen“. Siewerden in Zukunft aber als „Austenitisch-ferritisches (ausferritisches) Gusseisenmit Kugelgraphit“ bezeichnet werden.
Durch das Vorliegen von Graphitkugeln ineiner stahlähnlichen metallischen Grund-masse entfällt die geschilderte innereKerbwirkung der Graphitlamellen, und dieUnterbrechung der metallischen Grund-masse wurde minimiert. Die Eigenschaf-ten der metallischen Grundmasse kom-men wie beim Stahl voll zur Geltung. DasStreckgrenzen/Zugfestigkeits-Verhältnis
und von Gusseisen mit Kugelgraphit wardie Bruchdehung der verwendeten Guss-eisensorte um eine Größenordnung kleinerals die der Stahlsorte (3 % statt 20 %). Heu-te fahren über 90 % aller PKW und Klein-transporter mit Kurbelwellen aus Guss-eisen mit Kugelgraphit, die völlig aus-reichende Dauerfestigkeiten für Biegungund Torsion aufweisen.
Die Bruchdehnung beschreibt in erster Nä-herung das Umformverhalten (zum Bei-spiel die Schmiedbarkeit) und ist damiteher eine Verarbeitungs- als Gebrauchs-eigenschaft. Da Gussteile direkt nach demErstarren und Abkühlen endkonturnah ent-stehen, ist kein Umformprozess notwen-dig. Ungefähr 90 % der Bruchschäden anMaschinenelementen sind Dauerbrücheinfolge einer Werkstoffermüdung. DerRestbruch bei Dauerbrüchen ist immer einSprödbruch, auch bei Stählen mit sehrhohen Bruchdehnungen.
Die Dauerfestigkeit (Biegewechselfestig-keit) bei ungekerbter Probe liegt beimGusseisen mit Kugelgraphit, einschließlichdes Bainitischen Gusseisens, im Bereichvon 180 bis 320 N/mm2. Gusseisen mitKugelgraphit ist weniger kerbempfindlichals Stahl. Hinsichtlich des Dämpfungsver-mögens für mechanische Schwingungenliegt das Gusseisen mit Kugelgraphit zwi-schen den Werten für Stahl und Gusseisenmit Lamellengraphit. Die Vorteile gegen-über Stahl sind in der Tabelle 2 zusam-mengefasst.
Informationen über weitere statische me-chanische Eigenschaften, die Dauerfestig-keit, die Eigenschaften bei höheren undtieferen Temperaturen, die spanende Be-arbeitung, das Schweißen und das Ver-schleißverhalten sind in [5] enthalten.
Bild 13: Räumliche Ausbildung von Kugel-graphit [13]
Die Festigkeiten (Zugfestigkeit, Dehngrenze) reichen weit in das Gebiet des Stahls.Das Streckgrenzen/Zugfestigkeits-Verhältnis ist besser als bei Stahl.Die geringere Bruchdehnung (Brucheinschnürung) ist kein Nachteil.Die Härte genügt vielen Ansprüchen.Die Dauerfestigkeiten reichen weit in das Gebiet des Stahls.Die Dichte ist um etwa 10 % geringer.Das Festigkeits-/Gewichts-Verhältnis ist höher.Mit Gusseisen ist Leichtbau möglich.Das Dämpfungsvermögen für mechanische Schwingungen ist besser.Die Zerspanbarkeit ist besser.Die tribologischen Eigenschaften sind günstig.Die Wiederverwertung (Recycling) ist fast vollständig.Gusseisen ist ein Recycling-Werkstoff - Gusseisenteile sind Recyclingprodukte.Es gibt kein Down-Cycling, aber Up-Cycling ist jederzeit möglich.Der Energieaufwand zum Schmelzen ist kleiner.Gusseisen ist nicht giftig.Der Einsatz von Gusseisen anstelle von Stahl führt zu Kosteneinsparungen.
ist bei Gusseisen mit Kugelgraphit meistgünstiger als bei den Stählen. Dieses Ver-hältnis liegt bei den Stählen bei 0,44 bis 0,53,bei Gusseisen mit Kugelgraphit dagegenbei 0,6 bis 0,7. Seit mehr als 60 Jahren wirdGusseisen mit Kugelgraphit nun schon mitwirtschaftlichem Vorteil anstelle von Stahl(Stahlguss, Schmiedestahl, Walzstahl) ein-gesetzt, und dieser Trend setzt sich weiterfort.
Bei den Stählen ist bei vergleichbar hoherFestigkeit die Bruchdehnung höher alsbeim Gusseisen mit Kugelgraphit. Das istjedoch, wie sich in zahlreichen Fällen ge-zeigt hat, kein Nachteil für diese Guss-eisensorten. In diesem Zusammenhangsei auf ein Beispiel aus der Vergangenheit,auf die PKW-Kurbelwelle, hingewiesen. Inden sechziger Jahren begann die Umstel-lung dieser Kurbelwellen von Schmiede-stahl zu Gusseisen mit Kugelgraphit. Beigleicher Zugfestigkeit und gleicher Streck-grenze (Dehngrenze) von Schmiedestahl

4 Gusseisen-StranggussFür den Gusseisen-Strangguss sind im Ver-gleich zum Sandguss einige Besonder-heiten zu beachten, auf die im Folgendennäher eingegangen wird.
4.1 Mechanische Eigen-schaften von Gusseisen-Strangguss
Die mechanischen Eigenschaften vonGusseisen mit Lamellengraphit (GJL) undGusseisen mit Kugelgraphit (GJS) könnenentsprechend den Europäischen Normen(EN 1561, EN 1563 und EN 1564 für Sand-guss) entweder nach der kennzeichnendenEigenschaft Zugfestigkeit oder nach derkennzeichnenden Eigenschaft Härte (Bri-nellhärte) bestellt werden. Die Verfahren
gibt es seit langer Zeit eine Reihe vonFestlegungen, die sich auch in den Eu-ropäischen Normen (EN 1561, EN 1563und EN 1564) widerspiegeln. Für die Be-schreibung der mechanischen Eigenschaf-ten von Gusseisen-Strangguss, die vondenen des Gusseisen-Sandgusses verfah-rensbedingt aber abweichen, werden inAnlehnung an die Europäischen Normenfür Gusseisen-Sandguss traditionelle Fest-legungen übernommen und an die verfah-rensbedingten Besonderheiten wie folgtangepasst:
- Die Bezeichnung der Sorten des Guss-eisen-Stranggusses erfolgt nach EN1560.
- Beim Gusseisen mit Kugelgraphitmuss die Graphitausbildung überwie-gend der Form V und VI nach EN ISO945 entsprechen.
- Die Verfahren zum Herstellen vonGusseisen mit Lamellengraphit und vonGusseisen mit Kugelgraphit, deren
Bild 14: Mikrogefüge von Stranggusslegierungen (Bilder: Gontermann-Peipers, Siegen (D))a) GJL-150C b) GJL-250C c) GJL-300Cd) GJS-400-15C e) GJS-500-7C f) GJS-600-3C
a) b) c)
d) e) f)
zum Herstellen der einzelnen Gusseisen-sorten, deren chemische Zusammenset-zung, die Art der Schmelzebehandlung unddie Wärmebehandlungsverfahren liegen,sofern der Käufer nichts anderes festgelegthat, im Ermessen des Herstellers.
In der Tabelle 3 werden zur Informa-tion chemische Analysen für Gusseisen-Strangguss angegeben. Diese Analysen-werte haben aber keinen verbindlichenCharakter, denn für Gusseisen-Stranggussgibt es gegenwärtig keine nationalen Norm,keine Europäische Norm (EN) und keineinternationale Norm (ISO). Die mechani-schen Eigenschaften von Gusseisen-Strangguss werden von den lieferndenGießereien in Firmenprospekten ange-boten. Die metallische Grundmasse kannferritisch, ferritisch-perlitisch und perli-tisch eingestellt werden (Bild 14).
In der Normung von Gusseisen mit Lamel-lengraphit und Gusseisen mit Kugelgraphit

Einheiten. Beim Gusseisen mit Kugelgra-phit umfassen die vier angebotenen Sorteneinen Zugfestigkeitsbereich von 370 bis600 N/mm2. Die Zugfestigkeit, Dehngrenze,Bruchdehnung und Härte sind vom Strang-durchmesser beziehungsweise der maß-gebenden Wanddicke abhängig. DieseWanddickenabhängigkeit der mechani-schen Eigenschaften ist beim Gusseisenmit Lamellengraphit deutlicher ausgeprägtals beim Gusseisen mit Kugelgraphit.
In der Tabelle 8 wurden für die genanntenGusseisensorten mit den an die Europä-ische Normung angeglichenen Werkstoff-bezeichnungen die bisherigen Strangguss-Gusseisenwerkstoffe der vier beteiligtenFirmen (Firmenbezeichnungen, eingetra-gene Handelsnamen) gegenübergestellt.Damit haben die Kunden eine Orientie-rungsmöglichkeit, die im Markt bekanntenbisherigen Bezeichnungen gehen nichtverloren und die Rechte der Hersteller sindgewahrt. Aus Bild 15 ist die Lage der demStrang entnommenen Probestücke für ei-nen kreisförmigen, quadratischen undrechteckigen Strangquerschnitt ersichtlich.
Verfahrensbedingte Besonderheiten lie-gen beim Gusseisen mit Lamellengraphitin der Randschicht vor. Durch den Einflussder wassergekühlten Durchlaufkokille tritteine sehr hohe Abkühlungsgeschwindigkeitbei der Erstarrung der Randschicht auf.Dadurch entsteht ein Gusseisen mit Lame-llengraphit mit der Graphitanordnung TypD sowie teilweise auch Typ E nach EN ISO945. Durch diesen sehr fein verästelten,interdendritisch angeordneten Graphit er-gibt sich infolge sehr kurzer Diffusions-wege eine rein ferritische metallischeGrundmasse (Bild 16). Die Dicke derRandschicht mit den GraphitanordnungenTyp D und Typ E ist vom Strangdurch-messer abhängig und beträgt bei 25 bis 50mm über 25 %, über 50 bis 200 mm etwa15 % und bei über 200 bis 350 mm etwa10 %. Diese Angaben zur Dicke dieserRandschicht sind nicht verbindlich, siedienen nur zur Orientierung. Auch freieCarbide sind in dieser Randschicht vor-handen.
Schmelzebehandlung, chemische Zu-sammensetzung und Wärmebehand-lung liegen im Ermessen des Herstel-lers. Für Gusseisen mit Lamellengraphitund für Gusseisen mit Kugelgraphit sindin der Tabelle 4 chemische Analysenangegeben, die allerdings nicht ge-normt und damit nicht verbindlich sind.
- Die Gusseisensorten können sowohlnach den kennzeichnenden Eigen-schaften Zugfestigkeit oder Härte be-stellt werden.
- Die mechanischen Eigenschaften wer-den nach der maßgebenden Wand-dicke gegliedert. Die maßgebendeWanddicke beträgt das Doppelte desModuls oder des Verhältnisses Volu-men/Oberfläche. Für eine vereinfachteÜbersicht werden die mechanischenEigenschaften für Gusseisen-Strang-guss auch noch in Abhängigkeit vomDurchmesser des Stranggusses beiRundstangen angegeben.
- Bei der Probenahme gibt es traditionelldrei Varianten:• Getrennt gegossene Probestücke (Kennzeichnung S),• angegossene Probestücke (Kenn- zeichnung U),• aus dem Gussstück entnommene Probestücke (Kennzeichnung C).Diese Kennzeichnungen sind in EN1560 festgelegt. Getrennt gegosseneProbestücke werden beim Gusseisen-Strangguss in der Praxis nicht verwen-det. Angegossene Probestücke sindverfahrensbedingt nicht möglich. BeimGusseisen-Strangguss werden des-halb die Probestücke aus dem Strangentnommen und für die mechanischenEigenschaften folgerichtig die Erwar-tungswerte im Gussstück (Strang) alsGrundlage genommen.
- Für den Zugversuch, die Härteprüfungund Wiederholungsprüfungen geltendie Festlegungen in EN 1561, EN 1563und EN 1564.
Um reale Werte für die mechanischen Ei-genschaften beim Gusseisen-Stranggussfestzulegen, wurden von den vier betei-ligten Firmen umfangreiche statistischeUntersuchungen durchgeführt (siehe An-hang). Im Ergebnis dieser statistischenErfassung konnten die erwähnten Erwar-tungswerte als Mindestwerte der Zugfes-tigkeit beziehungsweise der Brinellhärteausgewiesen werden.
Die mechanischen Eigenschaften für Guss-eisen-Strangguss sind in den Tabellen 4bis 7 festgelegt. Für Gusseisen mit Lamel-lengraphit werden vier Gusseisensortenangeboten, die einen Bereich der Zugfes-tigkeit von 80 bis 220 N/mm2 abdecken. DieBrinellhärte liegt im Bereich von 110 bis 290
Bei Gusseisen mit Kugelgraphit führt diesehohe Abkühlungsgeschwindigkeit in derRandschicht zu einer deutlich erhöhtenKugelzahl im Vergleich zur der im Zentrumeines Gusseisen-Stranges (Bild 17). Y. S.Lerner [14] gibt für eine als Stranggusshergestellte Rundstange mit einemDurchmesser von 110 mm aus Gusseisenmit Kugelgraphit die Verteilung der Ku-gelzahl über dem Querschnitt an (Bild 18).Die Kugelzahl in der Nähe der Oberflächevon 450/mm2 verringert sich in RichtungStrangmitte. Sie erreicht bei etwa 30 mmAbstand von der Oberfläche den Wert von115/mm2 und bleibt bis zur Strangmittekonstant.
Bild 15: Lage der Probestücke beim Guss-eisen-Strangguss
Tabelle 3: Chemische Zusammensetzung von Gusseisen-Strangguss, Anhaltswerte
ChemischesElement
CSiMnPSCrCuNiMg
Gusseisen mit LamellengraphitGJL [%]
2,80 – 3,702,25 – 3,990,40 – 1,000,08 – 0,25
> 0,030,05 – 0,500,05 – 0,600,05 – 0,80
Gusseisen mit KugelgraphitGJS [%]
3,00 – 3,852,00 – 3,000,10 – 0,80
< 0,04< 0,01< 0,01
0,05 – 1,200,05 – 1,00
0,025 – 0,080

Tabelle 5: Gusseisen-Strangguss, GJS, kennzeichnende Eigenschaft: Zugfestigkeit
vorgeschlagen. Die Bilder 19 und 20 er-läutern die Bearbeitungszugaben und dieGeradheit.
4.2 Bearbeitungszugaben,Durchbiegung
Für der Herstellung von Formguss nachden Sandformverfahren sind die Allgemein-toleranzen und die Bearbeitungszugabenin Abhängigkeit von den Längenmaßen fürGusseisen mit Lamellengraphit und Guss-eisen mit Kugelgraphit genormt (vergleicheDIN 1685-1 und DIN ISO 8062). Für denGusseisen-Strangguss gibt es eine solcheNormung bis heute nicht.
Die an dieser Ausarbeitung beteiligtenFirmen haben für die Bearbeitungszugabenund für die Geradheit der Strangabschnittein Abhängigkeit von den Strangabmes-
sungen für Gusseisen mit Lamellengraphitund für Gusseisen mit Kugelgraphit die inden Tabellen 9 und 10 enthaltenen Werte
C - einem Gussstück entnommenes Probestück (DIN EN 1560)
1 Diese Werkstoffsorte enthält verfahrensbedingt kleinere Mengen freier Carbide, die durch eineWärmebehandlung besietigt werden könnenC - einem Gussstück entnommenes Probestück (DIN EN 1560)
Strangdurch-messer[mm]
30 - > 40 40 - > 160160 - > 300
30 - > 40 40 - > 160160 - > 300
30 - > 40 40 - > 160160 - > 300
30 - > 40 40 - > 160160 - > 300
Tabelle 4: Gusseisen-Strangguss, GJL, kennzeichnende Eigenschaft: Zugfestigkeit
maßgebendeWanddicke
[mm]
15 - > 2020 - > 8080 - > 150
15 - > 2020 - > 8080 - > 150
15 - > 2020 - > 8080 - > 150
15 - > 2020 - > 8080 - > 100
GJL-250C, ferritisch-perlitisch
GJL-300C, vorwiegend perlitisch
ZugfestigkeitRichtwert
mind. [N/mm²]
110 95 80
155130115
195170155
220200185
GJL-150C, ferritisch, geglüht
GJL-200C, vorwiegend ferritisch
Brinell-härte
[Einheiten]
110 - 180
140 - 210
170 - 240
220 - 290
Tabelle 6: Gusseisen-Strangguss, GJL, kenn-zeichnende Eigenschaft: Härte
GJL-HB255C, vorwiegend perlitisch
GJL-HB145C, ferritisch geglüht
GJL-HB175C, vorwiegend ferritisch
GJL-HB205C, ferritisch-perlitisch
Strangdurch-messer[mm]
30 - > 40 40 - > 160160 - > 300
30 - > 40 40 - > 160160 - > 300
30 - > 40 40 - > 160160 - > 300
30 - > 40 40 - > 160
160 - > 300
maßgebendeWanddicke
[mm]
15 - > 2020 - > 8080 - > 150
15 - > 2020 - > 8080 - > 150
15 - > 2020 - > 8080 - > 150
15 - > 2020 - > 8080 - > 150
Strangdurch-messer[mm]
30 - > 60 60 - > 200200 - > 370
30 - > 60 60 - > 200200 - > 400
30 - > 60 60 - > 200200 - > 400
30 - > 60 60 - > 200200 - > 400
maßgebendeWanddicke
[mm]
15 - > 30 30 - > 100100 - > 200
15 - > 30 30 - > 100100 - > 200
15 - > 30 30 - > 100100 - > 200
15 - > 30 30 - > 100100 - > 200
GJS-500-7C, perlitisch-ferritisch
GJS-600-3C, vorwiegend perlitisch
Zugfestigkeitmind.
[N/mm²]
400 390 370
400390370
500450420
600550550
Dehngrenzemind.
[N/mm²]
250250240
250250240
320300290
360340340
GJS-400-15C, ferritisch, geglüht
GJS-400-7C, ferritisch-perlitisch 1
Bruchdehungmind.
[%]
181512
7711
775
311
Strangdurch-messer[mm]
30 - > 60 60 - > 200200 - > 370
30 - > 60 60 - > 200200 - > 400
30 - > 60 60 - > 200200 - > 400
30 - > 60 60 - > 200200 - > 400
Tabelle 7: Gusseisen-Strangguss: GJS, kenn-zeichnende Eigenschaft: Härte
GJS-HB245, vorwiegend perlitisch
GJS-HB155C, ferritisch geglüht
GJS-HB160C, ferritisch-perlitisch
GJS-HB205C, perlitisch-ferritisch
maßgebendeWanddicke
[mm]
15 - > 30 30 - > 100100 - > 200
15 - > 30 30 - > 100100 - > 200
15 - > 30 30 - > 100 100 - > 200
15 - > 30 30 - > 100100 - > 200
C - einem Gussstück entnommenes Probestück (DIN EN 1560)
Brinell-härte
[Einheiten]
130 - 180
130 - 190
170 - 240
200 - 290
C - einem Gussstück entnommenes Probestück (DIN EN 1560)
GJL-150C ACO Eurobar® GG-F CONTIFONTE® CF 15 TASSO GG-F-SchwarzGJL-200C CONTIFONTE® CF 20 TASSO GG-FFP-GrünGJL-250C ACO Eurobar® GG-FP CONTIFONTE® CF 25 TASSO GG-FP-RotGJL-300C ACO Eurobar® GG-P CONTIFONTE® CFP TASSO GG-P-Gelb
GJS-400-15C ACO Eurobar® GGG-40 CONTIFONTE® CFS 40 TASSO GJS-400-15GJS-400-7C ACO Eurobar® GGG-40/50GJS-500-7C ACO Eurobar® GGG-50 CONTIFONTE® CFS 50 TASSO GJS-500-7GJS-600-3C ACO Eurobar® GGG-60 CONTIFONTE® CFS 60 TASSO GJS-600-3
Tabelle 8: Gegenüberstellung der Strangguss-Sorten mit den Firmenbezeichnungen
Gusseisen mit Lamellengraphit
Gusseisen mit Kugelgraphit

-
a) b)
5 Wärmebehandlungvon GusseisenDie Wärmebehandlung metallischer Werk-stoffe gliedert sich in die- thermische Behandlung,- thermochemische Behandlung,- thermomechanische Behandlung.
Mit den thermischen und thermochemi-schen Wärmebehandlungsverfahren kön-nen beim Gusseisen die Eigenschaften ineinem weiten Bereich positiv beeinflusstwerden. Thermomechanische Behandlun-gen haben beim Gusseisen keine Bedeu-tung, weil mit Ausnahme des Oberflächen-umformens ein Umformen nicht zur Ferti-gungsfolge gehört.
Die möglichen Gefügeumwandlungendurch eine Wärmebehandlung und die da-mit verbundenen Eigenschaftsänderun-gen sind bei den Gusseisenwerkstoffenumfangreicher und vielfältiger als bei denStählen. So wird zum Beispiel durch denin den unlegierten Werkstoffsorten immervorhandenen höheren Siliciumgehalt von2,0 bis 3,5 % die eutektoide Temperatur imFe-C-Diagramm zu einem eutektoiden Be-reich im Fe-C-Si-Diagramm. Naturgemäßist eine „innere“ Kohlenstoffquelle durch dieGraphitkristalle vorhanden, die immer einAufkohlen des Austenits bis zur Sättigungmit Kohlenstoff erlaubt. Das vorhandeneSilicium verzögert wie beim Erstarren dasEntstehen von Eisencarbiden. Zudem kön-nen die Wechselwirkungen zwischen demstabilen und metastabilen Fe-C-Si gutausgenutzt werden.
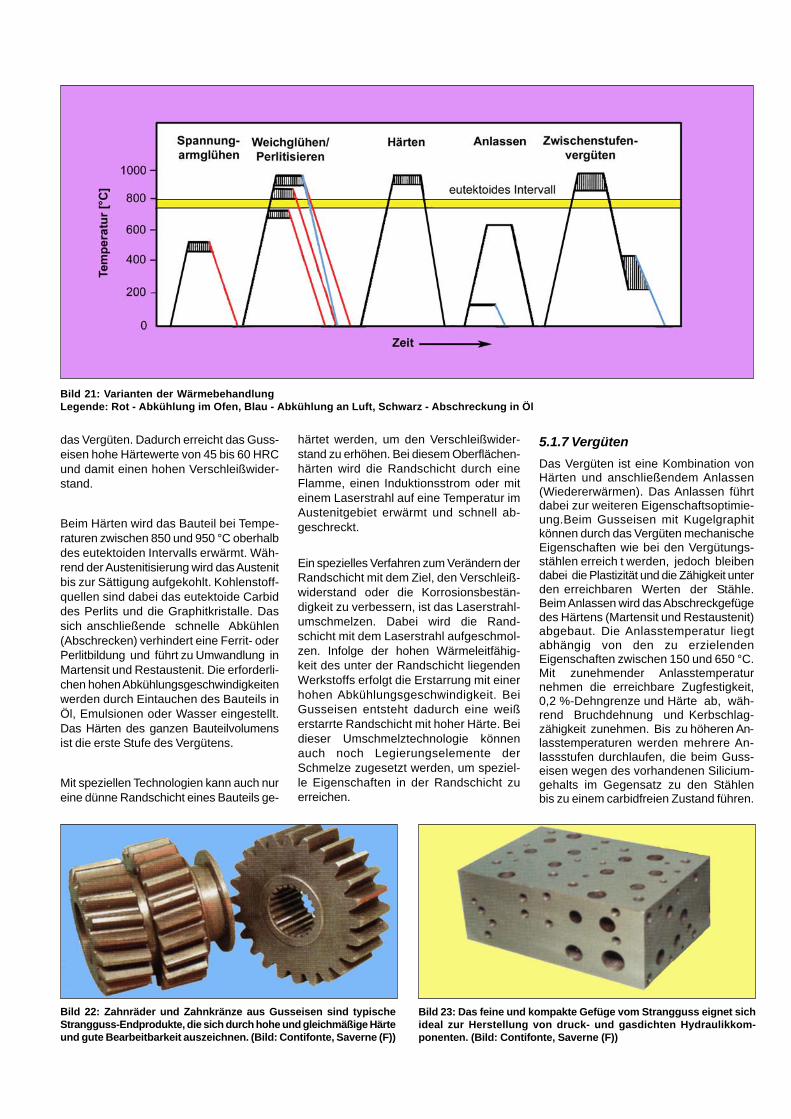
5.1 Thermische BehandlungenMit den thermischen Wärmebehandlungenkönnen grundlegende Veränderungen desMikrogefüges und damit verbunden derEigenschaften erreicht werden. Im Bild 21sind die Temperatur-Zeit-Folgen wichtigerWärmebehandlungsvarianten schema-tisch dargestellt.
5.1.1 Spannungsarmglühen
Ein gegossenes Produkt ohne innere Span-nungen (Eigenspannungen) herzustellen,ist wegen der unterschiedlichen Abküh-lungsgeschwindigkeiten innerhalb desProduktes praktisch nicht möglich. Die Hö-he und Richtung dieser Eigenspannungensind von der Geometrie der gegossenenBauteile, ihrer Konstruktion und von den
Verfahrensbedingungen beim Gießen ab-hängig. Das Spannungsarmglühen ist eineWärmebehandlung, die gezielt zum Abbauder inneren Spannungen eingesetzt wird.Die Glühtemperaturen zwischen 500 und550 °C liegen unter dem Bereich dereutektoiden Umwandlung, wodurch eineunerwünschte Gefügeänderung und damiteine Änderung der mechanischen Eigen-schaften während des Glühprozesses ver-mieden wird. Um zu verhindern, dass neueEigenspannungen beim Spannungsarm-glühen durch das Aufheizen und Abküh-len entstehen, müssen Aufheizgeschwin-digkeiten zwischen 10 und 50 K/h und Ab-kühlungsgeschwindigkeiten zwischen 25und 35 K/h bis auf mindestens 300 °C ein-gehalten werden. Beim Gusseisen-Strang-guss wird ein Spannungsarmglühen nur inspeziellen Fällen durchgeführt.
Bild 17: Kugelzahl bei GJS-Strangguss (Bild: ACO Guss, Kaiserslautern (D))a) - in der Randzone b) - im Zentrum
a) b) c)
Bild 16: Mikrogefüge von GJL in der Randzone (Bild: Gontermann-Peipers, Siegen)a) feiner D-Graphit, außen b) Übergang von D- zum E-Graphit c) überwiegend E-Graphit innen

5.1.2 Weichglühenbei hoher TemperaturGegossene Teile aus grau erstarrtemGusseisen dürfen zur Gewährleistung ih-rer typischen mechanischen Eigenschaf-ten in der Regel keine weiß erstarrtenGefügeanteile aufweisen. Liegen beimGießen und Erstarren Anteile von eutek-tischen (ledeburitischen) Carbiden odergar Primärcarbide vor, so muss zu derenBeseitigung eine Glühtemperatur deutlichoberhalb des eutektoiden Intervalls zwi-schen 900 und 950 °C gewählt werden. DieWahl der Abkühlungsgeschwindigkeit istdavon abhängig, ob ein perlitisches oderferritisches Grundgefüge erreicht werdensoll.
5.1.3 Weichglühenbei niedriger TemperaturDiese Wärmebehandlung dient demUmwandeln von Perlit in Ferrit. Währendbeim Weichglühen von Stahl nur einEinformen des streifigen Perlits im kör-nigen Perlit erreicht werden kann, führtdas Weichglühen von Gusseisen zu einemrein ferritischen Grundgefüge ohne Anteilevon eutektoidem Eisencarbid. Die Glüh-temperatur liegt dabei knapp unterhalbdes eutektoiden Intervalls bei etwa 700 °C.Abgekühlt wird mit einer Geschwindigkeitum 50 K/h. Beim Herstellen der Gusseisen-Stranggusssorten GJL-150C und GJS-400-15C ist die Wärmebehandlung in der RegelBestandteil der Fertigungskette in der Gie-ßerei.
5.1.4 Zweistufiges WeichglühenSind beim Gusseisen mit Kugelgraphithöchste Zähigkeitsanforderungen zu er-füllen, können die gewünschten Eigen-
Bild 18: Variation der Kugelzahl bei GJSüber dem Querschnitt eines Strangs [14]
Tabelle 9: Bearbeitungszugaben für Gusseisen-Strangguss
Bild 20: Durchbiegung beim Gusseisen-Strangguss
Bild 19: Bearbeitungszugabe für Gusseisen-Strangguss
Legende Bild links: do – größter bearbeiteter Durchmesser am Fertigteilz – BearbeitungszugabedR – theoretischer Rohteildurchmesser DR = d0 + z
Legende Bild Mitte: a0 – größte bearbeitete Kantenlänge am Fertigteilz – BearbeitungszugabeaR – theoretische Rohteilkantenlänge aR = a0 + 2z
Legende Bild rechts: b0, s0 – größte bearbeitete Breite bzw. Dicke am Fertigteilz– BearbeitungszugabebR, sR – theoretische Rohteilbreite bzw. Dicke bR = b0 + z, sR = s0 + z
schaften bei unlegierten Sorten nur durcheine zweistufige Wärmebehandlung erfülltwerden. Sie besteht aus einem Austeniti-sieren bei 850 bis 920 °C, anschließendemAbkühlen im Ofen oder an Luft und nach-folgendem Halten (5 bis 10 h) am eutektoi-den Intervall zwischen 650 und 740 °C. Nachdem Abschrecken folgt ein Anlassen in einemKühlmittel.
5.1.5 Perlitglühen
Ziel des Perlitglühens ist es, ein voll- oderteilperlitisches Gefüge einzustellen, um be-stimmte Festigkeitseigenschaften zu erzie-len oder das Gefüge in unterschiedli-chen Wanddickenbereichen zu vergleich-mäßigen. In Anlehnung an die Wärmebe-handlung von Stahl wird diese auch alsNormalisieren oder Perlitisieren bezeich-net. Beim Perlitglühen wird das Bauteil
auf Temperaturen zwischen 900 und920 °C aufgeheizt, wodurch das Auste-nitgebiet oberhalb des eutektoiden Inter-valls erreicht wird. Anschließend erfolgteine beschleunigte Abkühlung, um eineFerritbildung zu unterdrücken. Die opti-male Abkühlungsgeschwindigkeit wird jenach Bauteilgröße mit Hilfe ruhender Luftoder durch Wassersprühnebel eingestellt.Diese Wärmebehandlungvariante kommtauch beim Gusseisen-Strangguss in derFetrigungskette Gießerei zur Anwendung.
5.1.6 Härten
Als Eisen-Kohlenstoff-Silicium-Werkstoffkann Gusseisen ebenso gehärtet werdenwie Stahl. Das Härten von Gusseisen zieltentweder auf die Bildung einer verschleiß-beständigen Randschicht (Oberflächen-härten) ab, oder es dient als Vorstufe für
Gusseisen mitKugelgraphit
GJS
654
Tabelle 10: Geradheit (Abweichung von der Geraden) für Gusseisen-Strangguss
Abmessung[mm]
30 – 100> 100 – 200> 200 – 440
ungeglüht
433
Abweichung von der Geraden [mm/1000 mm]
Gusseisen mit Lamellengraphit GJL
geglüht
654
Format
Rundstangen
Quadratstangen
Strangabmessung[mm]
30 – 100> 100 – 200> 200 – 440
40 – 60> 60 – 150> 150 – 200> 200 – 300
Gusseisen mitLamellengraphit GJL
81216
8101216
Bearbeitungszugabe z [mm]
Gusseisen mitKugelgraphit GJS
101418
10121618
das Vergüten. Dadurch erreicht das Guss-eisen hohe Härtewerte von 45 bis 60 HRCund damit einen hohen Verschleißwider-stand.
Beim Härten wird das Bauteil bei Tempe-raturen zwischen 850 und 950 °C oberhalbdes eutektoiden Intervalls erwärmt. Wäh-rend der Austenitisierung wird das Austenitbis zur Sättigung aufgekohlt. Kohlenstoff-quellen sind dabei das eutektoide Carbiddes Perlits und die Graphitkristalle. Dassich anschließende schnelle Abkühlen(Abschrecken) verhindert eine Ferrit- oderPerlitbildung und führt zu Umwandlung inMartensit und Restaustenit. Die erforderli-chen hohen Abkühlungsgeschwindigkeitenwerden durch Eintauchen des Bauteils inÖl, Emulsionen oder Wasser eingestellt.Das Härten des ganzen Bauteilvolumensist die erste Stufe des Vergütens.
Mit speziellen Technologien kann auch nureine dünne Randschicht eines Bauteils ge-
Bild 21: Varianten der WärmebehandlungLegende: Rot - Abkühlung im Ofen, Blau - Abkühlung an Luft, Schwarz - Abschreckung in Öl
Bild 22: Zahnräder und Zahnkränze aus Gusseisen sind typischeStrangguss-Endprodukte, die sich durch hohe und gleichmäßige Härteund gute Bearbeitbarkeit auszeichnen. (Bild: Contifonte, Saverne (F))
Bild 23: Das feine und kompakte Gefüge vom Strangguss eignet sichideal zur Herstellung von druck- und gasdichten Hydraulikkom-ponenten. (Bild: Contifonte, Saverne (F))
härtet werden, um den Verschleißwider-stand zu erhöhen. Bei diesem Oberflächen-härten wird die Randschicht durch eineFlamme, einen Induktionsstrom oder miteinem Laserstrahl auf eine Temperatur imAustenitgebiet erwärmt und schnell ab-geschreckt.
Ein spezielles Verfahren zum Verändern derRandschicht mit dem Ziel, den Verschleiß-widerstand oder die Korrosionsbestän-digkeit zu verbessern, ist das Laserstrahl-umschmelzen. Dabei wird die Rand-schicht mit dem Laserstrahl aufgeschmol-zen. Infolge der hohen Wärmeleitfähig-keit des unter der Randschicht liegendenWerkstoffs erfolgt die Erstarrung mit einerhohen Abkühlungsgeschwindigkeit. BeiGusseisen entsteht dadurch eine weißerstarrte Randschicht mit hoher Härte. Beidieser Umschmelztechnologie könnenauch noch Legierungselemente derSchmelze zugesetzt werden, um speziel-le Eigenschaften in der Randschicht zuerreichen.
5.1.7 VergütenDas Vergüten ist eine Kombination vonHärten und anschließendem Anlassen(Wiedererwärmen). Das Anlassen führtdabei zur weiteren Eigenschaftsoptimie-ung.Beim Gusseisen mit Kugelgraphitkönnen durch das Vergüten mechanischeEigenschaften wie bei den Vergütungs-stählen erreich t werden, jedoch bleibendabei die Plastizität und die Zähigkeit unterden erreichbaren Werten der Stähle.Beim Anlassen wird das Abschreckgefügedes Härtens (Martensit und Restaustenit)abgebaut. Die Anlasstemperatur liegtabhängig von den zu erzielendenEigenschaften zwischen 150 und 650 °C.Mit zunehmender Anlasstemperaturnehmen die erreichbare Zugfestigkeit,0,2 %-Dehngrenze und Härte ab, wäh-rend Bruchdehnung und Kerbschlag-zähigkeit zunehmen. Bis zu höheren An-lasstemperaturen werden mehrere An-lassstufen durchlaufen, die beim Guss-eisen wegen des vorhandenen Silicium-gehalts im Gegensatz zu den Stählenbis zu einem carbidfreien Zustand führen.
Beim Anlassen bei höheren Temperaturenwird in einem ferritischen Grundgefügeauch Sekundärgraphit gebildet.
Das Vergüten kann bei Gusseisen mit Ku-gelgraphit zur Steigerung der Festigkeits-werte in manchen Fällen sinnvoll sein. Eswerden damit aber keine sehr guten Wertefür die Plastizität und Zähigkeit erreicht.
5.1.8 IsothermischesAustenitumwandelnDas isothermische Austenitumwandeln beiTemperaturen unterhalb der Perlitstufe undoberhalb der Martensitstufe, traditionell alsZwischenstufenvergüten bezeichnet, wirdheute isothermisches Bainitumwandelngenannt (DIN 17014). Beim Gusseisen hatdiese Wärmebehandlung mit vollständigerBainitisierung nicht zu besonders gutenEigenschaften geführt. Jedoch ergab sichauf diesem Gebiet eine spezielle Wärme-behandlungsvariante mit einer unvollstän-digen isothermischen Austenitumwand-lung, die eine vorzügliche Kombination dermechanischen Eigenschaften bewirkt.
Beim isothermischen Austenitumwandelnwird das Gusseisen zunächst bei 875 bis920 °C vollständig austenitisiert. Werdendie Gusseisenteile dann schnell in einSalzbad mit Temperaturen zwischen 300und 400 °C umgesetzt, beginnt die Aus-tenitumwandlung mit der Bildung von Fer-ritnadeln und einer Sättigung der verblei-benden Austenitanteile mit Kohlenstoff, diezu einer Stabilisierung dieses Restauste-nits führen. Die Carbidbildung unterbleibtund die Austenitumwandlung kommt nahe-zu zum Stillstand. Es handelt sich um eineunvollständige isothermische Austenitum-wandlung. Nach dem Abkühlen auf Raum-temperatur liegt dann ein Grundgefüge ausnadligem Ferrit und hohem Restaustenit-anteil von bis zu 40 % vor.
Das isothermische Austenitumwandeln hatbeim Gusseisen mit Kugelgraphit an Be-deutung gewonnen. Es führt im Rahmender Teilefertigung zu hohen Festigkeits-werten bei gleichzeitig günstigen Wertenfür Plastizität und Zähigkeit [6 bis 8]. Damitwird eine Substitution von Vergütungs-stählen möglich.
5.2 ThermochemischeBehandlungenThermochemische Behandlungen sindWärmebehandlungen, bei denen die che-mische Zusammensetzung eines Werk-stoffs durch Ein- oder Ausdiffundiereneines oder mehrerer Elemente absichtlichgeändert wird. Zu diesen thermoche-mischen Behandlungen gehören das Ni-trieren, das Aluminieren, das Silicieren,das Borieren und das Chromieren, dienicht nur bei Stahl, sondern auch bei Guss-eisen zu positiven Eigenschaftsänderun-gen führen.
5.2.1 NitrierenNitrieren ist eine chemisch-thermischeBehandlung zur Diffusionssättigung derOberflächenschicht einer Stahl- oderGusseisensorte mit Stickstoff beim Er-wärmen in einem entsprechenden Medi-um. Das Nitrieren verfolgt den Zweck,durch Aufnahme von Stickstoff in dieOberfläche eines Werkstücks die Härte,den Verschleißwiderstand, die Dauer-festigkeit und auch die Korrosionsbe-ständigkeit zu erhöhen.
Die Vorgänge beim Nitrieren basieren aufdem Zustandsdiagramm Eisen-Stickstoff.Beim Nitrieren unterhalb der eutektoidenTemperatur sättigt sich zunächst der α-Mischkristall an Stickstoff. Dann bildet sichdas Nitrid Fe4N (γ´-Phase). Nach derenSättigung entsteht als weitere Phase dasNitrid Fe2N, die sogenannte ε-Phase. AlsErgebnis einer längeren Einwirkung vonatomarem Stickstoff an der Oberflächeeines Stahl- oder Gusseisenteils entste-hen vom Rand zum Kern hin also folgen-de Schichten: ε-Phase, γ´-Phase, α-Mischkristall. Wird das nitrierte Bauteillangsam auf Raumtemperatur abgekühlt,sinkt die Löslichkeit der ε- und der α-Phase an Stickstoff und es scheidet sichin diesen Schichten die γ´-Phase aus.
5.2.2 Nitrieren und andereLegierungselementeBeim Nitrieren von Eisenwerkstoffen mitLegierungselementen, die besondere Nitri-de bilden, ist der Aufbau der Nitridschichtkomplizierter. Legierungselemente, wieCr, Al, Mo oder V, die eine größere Affinitätzu Stickstoff haben, bilden sehr harte Son-dernitride. Gusseisen enthält immer hö-here Siliciumgehalte, die zu einer Härte-steigerung führen, was auf die Anwe-senheit von Aluminium im verwendetenFerrosilicium zurückgeführt wird.
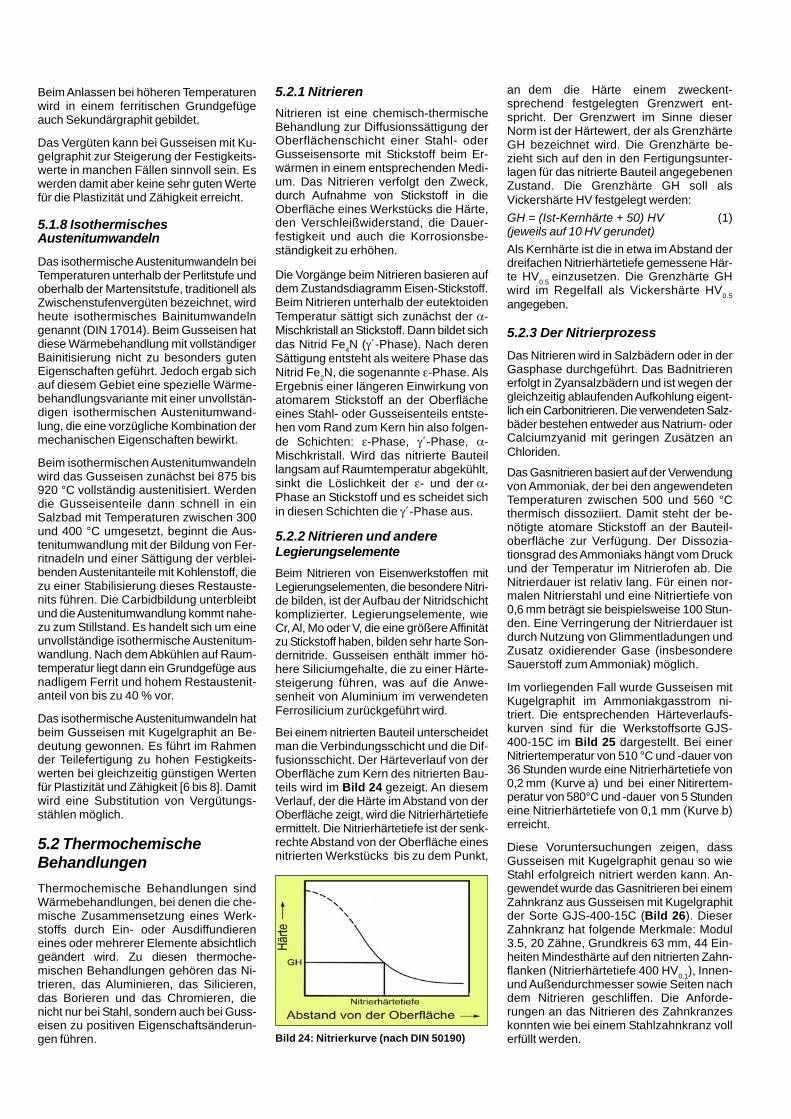
Bei einem nitrierten Bauteil unterscheidetman die Verbindungsschicht und die Dif-fusionsschicht. Der Härteverlauf von derOberfläche zum Kern des nitrierten Bau-teils wird im Bild 24 gezeigt. An diesemVerlauf, der die Härte im Abstand von derOberfläche zeigt, wird die Nitrierhärtetiefeermittelt. Die Nitrierhärtetiefe ist der senk-rechte Abstand von der Oberfläche einesnitrierten Werkstücks bis zu dem Punkt,
an dem die Härte einem zweckent-sprechend festgelegten Grenzwert ent-spricht. Der Grenzwert im Sinne dieserNorm ist der Härtewert, der als GrenzhärteGH bezeichnet wird. Die Grenzhärte be-zieht sich auf den in den Fertigungsunter-lagen für das nitrierte Bauteil angegebenenZustand. Die Grenzhärte GH soll alsVickershärte HV festgelegt werden:GH = (Ist-Kernhärte + 50) HV (1)(jeweils auf 10 HV gerundet)Als Kernhärte ist die in etwa im Abstand derdreifachen Nitrierhärtetiefe gemessene Här-te HV0.5 einzusetzen. Die Grenzhärte GHwird im Regelfall als Vickershärte HV0.5angegeben.
5.2.3 Der NitrierprozessDas Nitrieren wird in Salzbädern oder in derGasphase durchgeführt. Das Badnitrierenerfolgt in Zyansalzbädern und ist wegen dergleichzeitig ablaufenden Aufkohlung eigent-lich ein Carbonitrieren. Die verwendeten Salz-bäder bestehen entweder aus Natrium- oderCalciumzyanid mit geringen Zusätzen anChloriden.
Das Gasnitrieren basiert auf der Verwendungvon Ammoniak, der bei den angewendetenTemperaturen zwischen 500 und 560 °Cthermisch dissoziiert. Damit steht der be-nötigte atomare Stickstoff an der Bauteil-oberfläche zur Verfügung. Der Dissozia-tionsgrad des Ammoniaks hängt vom Druckund der Temperatur im Nitrierofen ab. DieNitrierdauer ist relativ lang. Für einen nor-malen Nitrierstahl und eine Nitriertiefe von0,6 mm beträgt sie beispielsweise 100 Stun-den. Eine Verringerung der Nitrierdauer istdurch Nutzung von Glimmentladungen undZusatz oxidierender Gase (insbesondereSauerstoff zum Ammoniak) möglich.
Im vorliegenden Fall wurde Gusseisen mitKugelgraphit im Ammoniakgasstrom ni-triert. Die entsprechenden Härteverlaufs-kurven sind für die Werkstoffsorte GJS-400-15C im Bild 25 dargestellt. Bei einerNitriertemperatur von 510 °C und -dauer von36 Stunden wurde eine Nitrierhärtetiefe von0,2 mm (Kurve a) und bei einer Nitirertem-peratur von 580°C und -dauer von 5 Stundeneine Nitrierhärtetiefe von 0,1 mm (Kurve b)erreicht.
Diese Voruntersuchungen zeigen, dassGusseisen mit Kugelgraphit genau so wieStahl erfolgreich nitriert werden kann. An-gewendet wurde das Gasnitrieren bei einemZahnkranz aus Gusseisen mit Kugelgraphitder Sorte GJS-400-15C (Bild 26). DieserZahnkranz hat folgende Merkmale: Modul3.5, 20 Zähne, Grundkreis 63 mm, 44 Ein-heiten Mindesthärte auf den nitrierten Zahn-flanken (Nitrierhärtetiefe 400 HV0.1), Innen-und Außendurchmesser sowie Seiten nachdem Nitrieren geschliffen. Die Anforde-rungen an das Nitrieren des Zahnkranzeskonnten wie bei einem Stahlzahnkranz vollerfüllt werden.Bild 24: Nitrierkurve (nach DIN 50190)

Bild 26: Zahnkranz (Bild: Bucher Maschinenbau,Klettgau (D))
Bild 25: Nitrierkurven für GJS-400-15C (Bild: Carl Gommann, Remscheid-Hasten)
8 Anwendung vonGusseisen-StranggussGusseisen-Strangguss ist im Gegensatzzum Gusseisen-Formguss, bei dem derVerwendungszweck durch die Herstellungvon endabmessungsnahen gegossenenBauteilen eindeutig feststeht, ein gegos-senes Halbzeug für die vielfältigsten An-wendungen. Gusseisen-Strangguss lässtsich deshalb außerordentlich vielseitig ein-setzen. Aus ihm können sehr unterschied-liche Bauteile für alle Industriezweige ge-fertigt werden.
Wichtige Anwendungsbereiche werdenbeispielhaft in den Bilder 8, 10, 12, 22, 23,und 27 gezeigt. Diese Bilder lassen diemögliche Vielfalt der Nutzung erkennen.
9 SchlussbemerkungVon einer ad-hoc-Arbeitsgruppe im Deut-schen Giessereiverband (DGV), Düssel-dorf, wurde der gegenwärtige Stand zurHerstellung von Gusseisen-Stranggussaus Gusseisen mit Lamellengraphit undaus Gusseisen mit Kugelgraphit erfasst unddargestellt. In diesem Zusammenhangwird auch ein erster Ansatz für eine späte-re Normung vorgestellt.
Den beteiligten Firmen sei an dieser Stellefür die fachkundige und konstruktive Zu-sammenarbeit Dank gesagt. Dieser Dankgilt insbesondere folgenden Herren: Dipl.-Ing. Klaus Reif (Leiter der ad-hoc-Arbeits-gruppe (DK)), Marco Antes und Dipl-Ing.Wolfgang Giese (ACO guss (D)), Dipl.-Ing.Christtophe Ancel, Dipl.-Ing. BernhardLindner und Dipl.-Ing. Hans Sattel (Conti-fonte (F)), Dipl.-Ing. Klaus Beute (Gonter-mann-Peipers (D)) sowie Dipl.-Ing. HerikElmkvist (TASSO (DK)).
Schrifttum[1] ACO Eurobar® - ein Qualitätsstrangguss
aus Gusseisen. konstruieren + giessen 29(2004) H. 2, S. 41 – 42.
[2] Vollrath, K.: Hydraulikguss –Zusatznutzendurch Dienstleistungen nach Maß. konstru-ieren + giessen 29 (2004) H. 3, S. 25 – 26.
[3] Werning, H., u. a.: Gusseisen mit Lamellen-graphit . konstruieren + giessen 25 (2000)H. 2, S. 1 – 82 (Sonderdruck).
[4] Steller, I.: Das neue VDG-Merkblatt W 50:Gusseisen mit Vermiculargraphit konstruie-ren + giessen 28 (2003) H. 2, S. 22 – 24.
[5] Werning, H., u. a.: Gusseisen mit Kugel-graphit. konstruieren + giessen 13 (1988)H. 1, S. 1 – 98 (Sonderdruck).
[6] Röhrig, K.: 2. Europäische ADI-Entwick-lungskonferenz – Eigenschaften, Bauteilent-wicklung und Anwendungen. konstruieren+ giessen 28 (2003) H. 1, S. 2 – 14.
[7] Herfurth, K: Austenitisch-ferritisches Guss-eisen mit Kugelgraphit, Teil 1: Austenitisierung.Giesserei-Praxis (2003) H. 3, S. 99 – 106.
[8] Herfurth, K.: Austenitisch-ferritisches Guss-eisen mit Kugelgraphit, Teil 2: Unvollständigeisothermische Austenitumwandlung. Gies-serei-Praxis (2003) H. 4, S. 137 – 142.
[9] Werning, H.: Schwarzer Temperguss – Her-stellung, Eigenschaften, Anwendungen.konstruieren + giessen 25 (2000) H. 1, S.27 – 42.
[10] Röhrig, K.: Die neue Norm für AustenitischeGusseisen. konstruieren + giessen 28(2003) Nr. 3, S. 31 – 32.
[11] Röhrig, K.: Austenitische Gusseisen. kon-struieren + giessen 29 (2004) H. 2, S. 2 – 33.
[12] Röhrig, K.: Verschleißbeständige weißeGusseisenwerkstoffe. konstruieren + gies-sen 24 (1999) H. 1 (Sonderdruck).
[13] Herfurth, K., Ketscher, N., Köhler, M.: Gies-sereitechnik kompakt - Werkstoffe, Verfah-ren, Anwendungen. Giesserei-Verlag GmbH,Düsseldorf 2003.
[14] Lerner, Y. S.: Microstructure and proper-ties of continuous cast ductile cast iron.AFS Transactions , S. 349 – 354.
6 Beschichten von StranggussteilenBeschichten ist ein bewusstes Erzeugenvon gebrauchfähigen Schichten auf vorbe-handelten Oberflächen ohne wesentlicheVeränderung der Grobgestalt des Bauteils.Zum Beschichten gehören das Aufbringenvon formlosen und folienartigen Stoffen so-wie das chemische oder elektrolytischeAufbringen von Schichten. Die zahlreichenBeschichtungsverfahren haben zum Ziel,Bauteile vor Korrosion und Verschleiß zuschützen oder eine dekorative Wirkung zuerreichen.
Auch bei Gusseisen wird das Beschichtenin vielfältiger Form angewendet. Hier sol-len nur das Anstreichen, Emaillieren, Ver-chromen und Vernickeln angeführt werden.
7 Oberflächenumfor-men (Festwalzen, Fest-rollen, Kugelstrahlen)Beim Oberflächenumformen wird mit ei-nem Kugel- oder Rollenwerkzeug, das miteiner bestimmten, senkrecht anliegendenKraft und einer definierten Geschwindigkeitüber eine Oberfläche geführt wird, oderdurch Strahlen mit einem kugeligen Strahl-mittel (Kugelstrahlen) nur die Randschichteines Bauteils verfestigt. Dadurch entste-hen Druckspannungen.
Ein solches Oberflächenumformen wurdebeispielsweise mit Erfolg an Übergangs-radien von Kurbelwellen-Gussteilen ausGusseisen mit Kugelgraphit eingesetzt.Die dabei eingebrachten Druckeigenspan-nungen erhöhten die Dauerfestigkeitspürbar.

Die an dieser Ausarbeitung beteiligtenFirmen haben für einen längeren Produk-tionszeitraum die mechanischen Eigen-schaften in Abhängigkeit vom Strang-durchmesser beziehungsweise Modulermittelt und statistisch ausgewertet.
Für Gusseisen mit Lamellengraphit wurdedie Zugfestigkeit und die Brinellhärte undfür Gusseisen mit Kugelgraphit die Zugfes-tigkeit, die 0,2-%-Dehngrenze, die Bruch-dehnung und die Brinellhärte erfasst. Deut-lich zeigt sich auch bei Gusseisen-Strang-guss die bekannte Wanddickenabhängig-keit der mechanischen Eigenschaften.Diese ist beim Gusseisen mit Lamellen-graphit deutlicher ausgeprägt als beimGusseisen mit Kugelgraphit.
Anhang: Statistische Auswertung für die mechanischen Eigenschaften
Bild 27 : Diverse Bauteile aus Gusseisenmit Lamellen- und Kugelgraphit, die dievielseitige Annwendung des Stranggussesanschaulich demonstrieren. (Bild: ACOGuss, Kaiserslautern (D))
ge ausgewählte Beispiele der statistischenAuswertung sind für die WerkstoffsortenGJL-250C und GJS-400-15C in den Bil-dern I und III bis V dargestellt.
Bild II stellt den Zusammenhang zwischenZugfestigkeit und Brinellhärte für Guss-eisen mit Lamellengraphit dar. In Anlehnungan die Prüfung der mechanischen Eigen-schaften von Gusseisen mit Lamellengra-phit, bei der beim Sandformguss meistgetrennt gegossene Probestücke (Rund-proben mit 30 mm Durchmesser) Verwen-dung finden, wurde für den Stranggussdie mögliche Zugfestigkeit bei einemStrangdurchmesser von 30 mm alsBezugsgröße festgelegt. Dabei ist zu be-achten, dass die Zugfestigkeitswerte fürProbestücke gelten, die dem Gusstückentnommen werden.
Auf der Grundlage der dabei gewonnenenErgebnisse wurden die Angaben in denTabellen 5 bis 8 zusammengestellt. Eini-
Bild I: Abhängigkeit der Zugfestigkeit vom Strangdurchmesserfür den GJL-250C, Rundstangen, Probenlage
Bild II: Abhängigkeit von Zugfestigkeit und Härte für GJL,Zugfestigkeit = f(Härte) für Probeanlage
Bild III: Abhängigkeit der Zugfestigkeit vom Strangdurchmesserfür den GJS-400-7C über Modul ( D/4), ungeglüht
Bild IV: Abhängigkeit der 0,2 %-Dehngrenze vom Strangdurch-messer für den GJS-400-7C über Modul ( ), ungeglüht
Bild V: Abhängigkeit der Bruchdehnung vom Strangdurch-messer für den GJS-400-7C über Modul ( D/4 ), ungeglüht
D/4
D/4
D/4


















