
Lithium Disilikat Presskeramik - ceramay.de · Das ökonomische Konzept der stapelbaren 2g und 3g...
48
DENTAL CERAMIC Lithium Disilikat Presskeramik
Transcript of Lithium Disilikat Presskeramik - ceramay.de · Das ökonomische Konzept der stapelbaren 2g und 3g...

DEN
TAL
CER
AM
ICLit
hium
Disi
likat
Pre
sske
ram
ik


3
Inhaltsverzeichnis
Produktinformation Seite 5
Systemkomponenten Seite 7
Rohlingskonzept und Portfolio Seite 8
Präparation Seite 10
Parameter zur richtigen Rohlingsauswahl Seite 12
Modellherstellung Seite 13
Allgemeine Tipps für die Modellation manuell oder digital Seite 14
Anstiften und Einbetten Seite 20
Vorwärmen Seite 23
Pressen Seite 24
Ausbetten und Reaktionsschicht entfernen Seite 26
Ausarbeiten Seite 28
keramisches Beschichten Seite 29
Malfarben und Glanzbrand Seite 30
Eingliederung von conceptPress Restaurationen Seite 34
3D Farbzuordnung Seite 37
Farbkombinationstabellen Seite 38
Press und Brennparameter Seite 40
Nachjustieren der Presstemperaturen Seite 42
FAQ Seite 46 Seite

4
DC Ceram conceptPress ist eine Lithium Disilikat Glaskeramik, die in der Presstechnik verarbeitet wird. Mittels ihrer hohen Festigkeit (420MPa), der im System enthaltenen verschie-denen Opazitäten und Einfärbungen, sowie kompatiblen Keramiksystemen aus der DC Ceram Produktfamilie, lassen sich nahezu sämtliche festsitzenden Indikationen vom Inlay bis zur 3 gliedrigen Brücke abdecken. Das ökonomische Konzept der stapelbaren 2g und 3g Rohlinge, ein ausgeprägter Chamäleon-Effekt, sowie die naturgetreuen Floureszenzeigenschaften in allen Press- rohlingstypen (verschiedenen Opazitäten) grenzen conceptPress von vergleichbaren Produkten ab und wissen zu überzeugen.Zusammen mit den Universalmalfarbensystem conceptArt und der kompatiblen Zirkonverblendkeramik DC Ceram 9.2 sind den gestalterischen Spielräumen zum Herstellen von hochästhetischem Zahnersatz keine Grenzen gesetzt.Die speziell zum Verpressen von Lithium Disilikat entwickelte Einbettmasse conceptVest sorgt für eine ausgezeichnete Detailwiedergabe. Die Passung Ihrer Modellation steht für höchste Oberflächenqualität des gepressten Zahnersatzes.conceptPress lässt keine Wünsche offen!
Seite
5
Das internationale Journal für die Zahntechnik
Lithium-Disilikat x 2 Klinische Begutachtung der Versorgung einesPatientenfalls aus zwei unterschiedlichen Lithium-Disilikat-Presskeramiken
Ein Beitrag von Marlis Eichberger, Christine Keul und Bogna Stawarczyk
Sonderdruck
überreicht durch
conceptPress - die alternative Lithium Disilikat Keramik
Produktinformationen
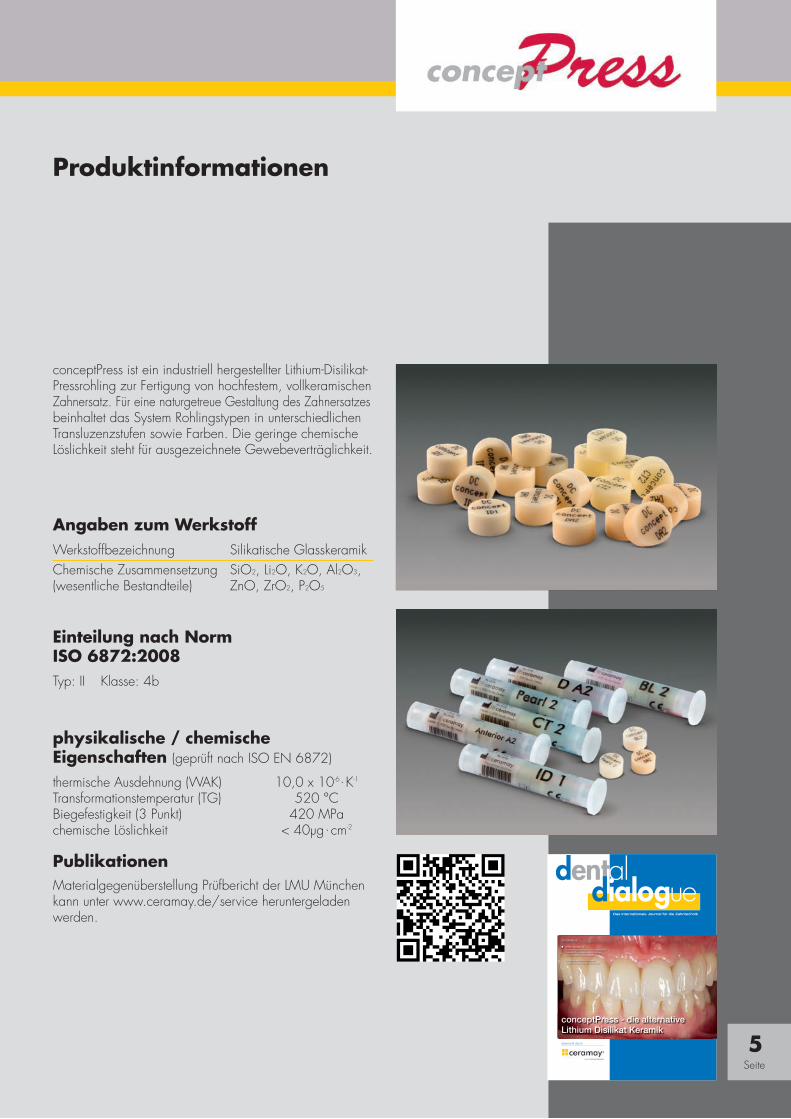
conceptPress ist ein industriell hergestellter Lithium-Disilikat-Pressrohling zur Fertigung von hochfestem, vollkeramischen Zahnersatz. Für eine naturgetreue Gestaltung des Zahnersatzes beinhaltet das System Rohlingstypen in unterschiedlichen Transluzenzstufen sowie Farben. Die geringe chemische Löslichkeit steht für ausgezeichnete Gewebeverträglichkeit.
Angaben zum WerkstoffWerkstoffbezeichnung Silikatische GlasskeramikChemische Zusammensetzung SiO2, Li2O, K2O, Al2O3, (wesentliche Bestandteile) ZnO, ZrO2, P2O5
Einteilung nach Norm ISO 6872:2008Typ: II Klasse: 4b
physikalische / chemische Eigenschaften (geprüft nach ISO EN 6872)
thermische Ausdehnung (WAK) 10,0 x 10-6.K-1
Transformationstemperatur (TG) 520 °CBiegefestigkeit (3 Punkt) 420 MPachemische Löslichkeit < 40µg.cm-2
PublikationenMaterialgegenüberstellung Prüfbericht der LMU München kann unter www.ceramay.de/service heruntergeladen werden.
Seite

6
Indiziert für:n Thin Veneers (Non Präp. Veneer)n Veneersn Inlaysn Onlaysn Table topsn Teilkronenn Vollkronenn 3-gliedrige Brücken im Front und Seitenzahnbreich
bis zum 2. Praemolar.n Hybrid Abutments im Front- oder Seitenzahngebietn Hybridabutmentkronen mit Direktverschraubung
im Front oder Seitenzahngebiet
Kontraindiziert für:n Seitenzahnbrücken, die den Molarenbereich
miteinbeziehenn Freiendbrückenn Inlaybrücken / Marylandbrückenn Brücken mit mehr als 3 Gliedern bei Bruxismusn sehr tiefer, subgingivaler Präparationn bei stark reduziertem Restgebissn Unterschreitung der Verbinderquerschnitte sowie Min-
destwandstärken bei temporärer Eingliederungn alle Anwendungen, die nicht unter Indikationen aufge-
führt sindn Restaurationen aus conceptPress, die mit Materialien
anderer Hersteller fertigestellt wurdenn bei bekannter Unverträglichkeit auf ein oder mehrere
Bestandteile der conceptPress Keramik
Seite

7
Systemkomponenten
n conceptPress Rohlingen Muffelsysteme 100 und 200gn Einbettmasse conceptVestn Einwegpressstempeln DC Ceram 9.2 (niedrigschmelzende Glaskeramik
mit Feldspatanteilen zum Verblenden von Zirkonoxyd und Lithiumdisilikat)
n conceptArt Malfarben
Seite

8
Rohlingskonzept und Portfolio
DC conceptPress CT (coloured Transpa):
Erhältlich in 3 Farben CT1 – CT3 und in den Rohlingsgrößen 2g und 3g. Durch die hohe Transluzenz ideal zur Herstel-lung von kleinen Restaurationen wie klassischen MOD Inlays, Onlays oder Veneers mit moderater Schichtstärke. Durch die hohe Transluzenz und natürliche Einfärbung besitzt der Rohling einen ausgeprägten Chamäleoneffekt, der die Restauration unsichtbar mit dem Restzahnbestand verschmelzen lässt.
DC conceptPress Pearl (opalizierend):
Erhältlich in drei Abstufungen Pearl1 – Pearl3 und in den Rohlingsgrößen 2g und 3g. Durch die natürliche Opaleszenz ideal zur Herstellung von miniminal invasiv präparierten bzw. non präp Veneers oder klassischen Veneers zur Reproduktion von Zahnfarben mit hohem Value auch im Bleachbereich.
DC conceptPress DentinErhältlich in allen 16 vita Farben A1-D4 plus 3 Bleach-farben Bl1- Bl3 und in den Rohlingsgrößen 2g und 3g. Dieser Rohlingstyp weist eine mittlere Transluzenz auf, die für die Herstellung von Vollkronen, 3 gliedrigen Brücken sowie Onlays und Teilkronen in der Mal- und Cut-Back-Technik prädestiniert ist. Die enthaltene Fluoreszenz verhindert dabei ein Vergrauen im Mund und sorgt für ein natürliches Erscheinungsbild.
Selbst leichte Verfärbungen können bei entsprechenden Schichtstärken abgedeckt werden.
DC
conc
eptP
ress
CT
DC
conc
eptP
ress
Pea
rlD
C co
ncep
tPre
ss D
entin
Seite

9
DC conceptPress ID (intensive Dentin):
Erhältlich in den Farben ID1 – ID5 und in den Rohlings-größen 2g und 3g. Durch die hohe Opazität ideal zum Herstellen von Gerüsten auf mittel bis stark verfärbten Stümpfen. Die Modellation sollte in einer reduzierten Zahnform gestaltet werden, welche anschließend mit Keramikmassen der DC Ceram 9.2 fertigzustellen ist. Ebenfalls zur Herstellung individueller Abutments zum Verkleben auf einer Titanbasis geeignet.
Anmerkung:
Im DC Ceram conceptPress System können, je nach Roh-lingsgröße, bis zu 3 Rohlinge gestapelt verpresst werden. Durch die Kombination von 2 und 3g Rohlingsgrößen ergibt sich dabei die Möglichkeit, das Wachsgewicht immer perfekt in die benötigte Keramikmenge umzusetzen und unnötige, teure Pressreste zu vermeiden. Hierbei lassen sich Materialeinsparungen von 50% realisieren.
Zur Ermittlung der benötigten Keramikmenge im Verhältnis zum vorhandenen Wachsgewicht benutzen Sie bitte die Tabelle auf Seite 24.
DC conceptPress Anterior Erhältlich in den Farben A1, A2, A3, B1, B2, C1, D2 aus- schließlich in der Rohlingsgröße 2g. Dieser Rohlingstyp weist im Vergleich zum Dentinrohling eine höhere Opazität bei gleicher Farbsättigung auf. Wie sein Name schon sagt eignet sich der Anterior Rohling besonders zur Herstellung von Frontzahnkronen in der Cut-Back-Technik. Er wird besonders den Anforderungen zur Erzielung eines hohen Values im Frontzahnbereich gerecht. Dies verhindert ein im Vergleich zum Restzahnbestand zu graues Erscheinungsbild des Zahnersatzes.
DC
conc
eptP
ress
IDD
C co
ncep
tPre
ss A
nter
ior
Seite
10
Präparation
Um einen langlebigen, qualitativ hochwertigen Zahnersatz herzustellen sollten bereits bei der Präparation folgende Grundvoraussetzungen geschaffen werden:n Grundsätzlich sollten bei der Präparation Ecken und
Kanten vermieden werdenn Es sollte möglichst gleichmäßig präpariert werden,
um eine möglichst gleichmäßige Schichtstärke beim Zahnersatz realisieren zu können
n Eine Stufenpräparation ist in jedem Fall erforderlich. Diese sollte als Hohlkehle gestaltet sein (abgerundete Innenkante der Stufe)
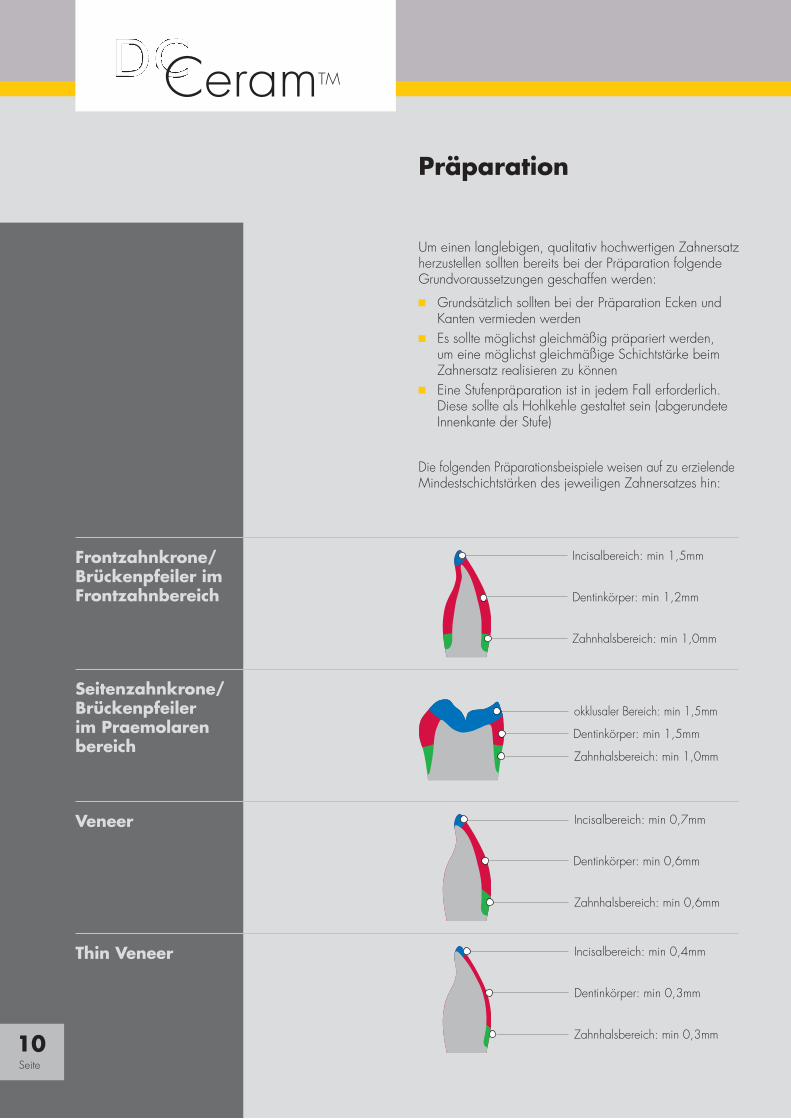
Die folgenden Präparationsbeispiele weisen auf zu erzielende Mindestschichtstärken des jeweiligen Zahnersatzes hin:
Frontzahnkrone/Brückenpfeiler im Frontzahnbereich
Incisalbereich: min 1,5mm
Dentinkörper: min 1,2mm
Zahnhalsbereich: min 1,0mm
Seitenzahnkrone/Brückenpfeilerim Praemolaren bereich
okklusaler Bereich: min 1,5mm
Dentinkörper: min 1,5mm
Zahnhalsbereich: min 1,0mm
Veneer Incisalbereich: min 0,7mm
Dentinkörper: min 0,6mm
Zahnhalsbereich: min 0,6mm
Thin Veneer Incisalbereich: min 0,4mm
Dentinkörper: min 0,3mm
Zahnhalsbereich: min 0,3mm
Seite

11
Inlay
Isthmustiefe min 1,0mm
Isthmusbreite min 1,0mm
Onlay
Teilkroneokklusaler Bereich: min 1,0mm
Dentinkörper: min 1,0mm
Zahnhalsbereich: min 1,0mm
Table Topokklusaler Bereich: min 1,0mm
Dentinkörper: min 1,0mm
min 1,0mm
min 1,0mm
Achtung:Wenn in der Schicht oder Cut-Back-Technik gearbeitet wird, muss der gepresste Anteil des Zahnersatzes mindestens 50% betragen. Wird der Anteil des Schichtmaterials zu Lasten des gepressten Anteils erhöht, hat das eine empfindliche Reduzierung der Festigkeit des Zahnersatzes zur Folge. Generell gilt: je höher der Anteil der gepressten Keramik, desto größer ist die Festigkeit der Restauration.Es sollte daher auch gerade bei der Schichttechnik das gepresste Gerüst zahnformunterstützend modelliert werden.
Seite

12
Parameter zur richtigen Rohlingsauswahl
Basis zur Erstellung eines natürlich wirkenden Zahnersatzes ist die korrekte Wahl des Pressrohlings. Dieser sollte anhand der beim Patienten vorliegenden Gegebenheiten ausgewählt werden.Dazu benötigt der Zahntechniker vom Behandler folgende Informationen:
n Farbe des natürlichen Zahnstumpfesn Die mit dem Zahnersatz zu erzielende Farbe, dem
Restgebiss des Patienten entsprechendn Farbe des Befestigungsmaterials
Die Farbe des „Untergrundes“, auf dem der Zahnersatz befestigt wird, spielt bei der finalen Farbwirkung im Mund des Patienten eine erhebliche Rolle.
Grundsätzlich gilt:Je dünner die Restauration und je transluzenter der ver-wendete Pressrohling, umso mehr kommt die Farbe des „Untergrundes“ (Stumpffarbe, Farbe des Zementes bzw. Klebers) zum tragen.
Zusätzlich zu den Informationen vom Behandler muss der Zahntechniker bei der Pressrohlingsauswahl folgende Faktoren berücksichtigen:
n die Art der Restauration (Frontzahnkrone, Seitenzahn-krone, Inlay, Onlay, etc.)
n die zu erwartende Schichtstärke des Zahnersatzes (größere Schichtstärken erfordern eine gewisse Opazität, um im Mund nicht zu Vergrauen)
n der zu erzielende Helligkeitswert (je mehr Value erzielt werden soll, umso mehr Opazität ist nötig, speziell bei größeren Schichtstärken)
n liegt die Präparationsgrenze im sichtbaren Bereich wie z.B. bei Inlays und Teilkronen, sollte, sofern keine Verfärbungen kaschiert werden müssen, ein Rohling mit hoher Transluzenz gewählt werden (CT)
Das farbliche Gesamterscheinungsbild des Zahnersatzes im Mund des Patienten entsteht erst nach dem Einsetzen!
Seite

13
Modellherstellung
Es empfi ehlt sich die Herstellung eines Sägeschnittmodells. Um beim Fertigstellen der Restauration die Farbwirkung besser beurteilen zu können, sollten Distanzlacke in der jeweiligen Zahnfarbe verwendet werden.Diese werden von verschiedenen Herstellern angeboten.
Je nach verwendetem Distanzlack entsteht ein Auftrag von ca 10 µm pro Schicht.Bei Kronen, Teilkronen, Thin Veneers, Veneers und Table Tops sollten zwei Schichten bis ca 1 mm vor der Präparations-grenze aufgetragen werden.
Bei Inlays und Onlays sind bis zu 3 Schichten aufzutragen. Hier sollte der Distanzlack bis knapp vor der Präparations-grenze reichen und zu ihr dünn auslaufen. Lediglich in der Kavität sollten drei Schichten aufgetragen werden.
Bei einer 3 gliedrigen Brückenkonstruktion sollten, wie bei der Einzelkrone, zwei Schichten bis ca 1 mm vor der Präparationsgrenze aufgetragen werden. Darüberhinaus hat es sich als vorteilhaft erwiesen, interdental am Verbinder eine 3. Schicht Distanzlack aufzutragen, um eine Klemm-wirkung in diesem Bereich beim Aufpassen zu vermeiden.
Seite

14
Manuell:n Sorgen Sie für einen sauberen Arbeitsplatz; sollten Verunreinigungen (z.B Legierungssplitter) mit der Wachsmodellation
in Kontakt kommen, werden diese wahrscheinlich später auch in dem gepressten Objekt zu finden sein (als kleine schwarze oder kobaldblaue Punkte je nach Legierungstyp).
n Vor Beginn der Modellation das Gipsmodell gut isolieren.n Überschüssige Isolierflüssigkeit vorsichtig mittels Druckluft vom Modell entfernen.n Es müssen rückstandsfrei verbrennbare Wachse zur Modellation verwendet werden.n Mindestschichtstärken und Verbinderquerschnitte beachten.n Eine möglichst exakte Modellation spart erheblich Ausarbeitungszeit.n Es ist sehr hilfreich, die Oberfläche der Wachsmodellation zu glätten. Das sorgt für ein schöneres Pressergebnis und
spart Ausarbeitungszeit.n Nach Abschluß der Modellation Ränder überprüfen und gegebenenfalls nachwachsen.
Digital:n Beim Hohllegen beachten Sie bitte die Angaben von
Seite 13 „Modellherstellung“.n Die Verwendung des richtigen Fräßwachses ist der
Schlüssel zur Präzision und Qualität Ihrer Pressungen. Es sollte ein Fräßwachs sein, welches präzise zu fräsen ist (nicht schmiert) und dennoch gut ausbrennbar ist (das bedeutet keine Pressfahnen an den Pressobjekten bzw. kein Aufreißen der Pressmuffel). Wir empfehlen die Verwendung von DC Milling Wax Press+Cast.
n Nach Abschluß des Fräßvorgangs die Wachsobjekte mit einem Skalpell aus dem Wachsblank herauslösen.
n Modellation speziell Ränder, Kontaktpunkte auf dem Gipsmodell überprüfen, gegebenenfalls mit Modellier-wachs korrigieren.
Allgemeine Tips für die Modellation manuell oder digital
Detailierte Angaben zu den zu erzielenden Mindestschichtstärken entnehmen Sie bitte den Grafiken auf Seite 15 bis 19.
Seite

15
Modellation Maltechnik:n Vollanatomische Modellation der Restauration. Möglichst
glatte Oberfl ächen generieren, um Ausarbeitungszeit zu sparen. Kontaktpunkte schwach ausgeprägt anlegen, da es durch die Malfarbe und Glasur zu einer geringen Volumensvergrößerung kommt.
Gepresster Anteil:
Gepresster Anteil: min 1,5mm
min 1,5mm
min 1,2mm
Seite

16
Modellation Cut- Back- Technik
geschichteter Anteil: min 0,7mm
gepresster Anteil
n Zunächst vollanatomisches Modellieren der Restauration.n Zur besseren Beurteilung der Platzverhältnisse empfi ehlt
es sich, einen Silikonvorwall vor dem Cut-Back anzufertigen.
n Das Cut-Back in Wachs unter Berücksichtigung der Mindeststärken im incisalen/okklusalen Drittel zurückschneiden.
n Im Frontzahnbereich können Mamelons leicht ange-legt werden. Dabei sollte auf Spitze, Grate und tiefe Kavitäten verzichtet werden, da ansonsten die Gefahr von Einbettmasseneinschlüssen im Pressobjekt besteht. Bei Bedarf können die Mamelons beim Ausarbeiten deutlicher hervorgehoben werden.
gepresster Anteil
geschichteter Anteil: min 0,7mm
min 0,8mm
min 1,2mm
min 0,8mm
min 1,5mm
Seite

17
gepresster Anteil
Modellation Schichttechnik:
n Die Modellation der Gerüste sollte Zahnform unter-stützend sein, um eine gleichmäßige Schichtstärke der Schichtkeramik zu erzielen.
n das Gerüst ist so zu gestalten, dass die fertige Restau-ration mindestens aus 50% gepressten Anteil besteht.
geschichteter Anteil
gepresster Anteil
geschichteter Anteil
min 0,7mm
min 0,8mm
min 0,6mm
min 0,6mm
min 0,7mm
min 0,8mm
min 0,6mm
min 0,6mm
Seite

18
Modellation Brücke im Front oder Seitenzahnbereich
n Bezüglich der zu erzielenden Schichtstärken der Brücken-pfeiler orientieren Sie sich bitte an den Angaben zur Modellation der Einzelkrone in der Mal- bzw. Schicht-technik auf den Seiten 15 bzw. 17.
n Die maximale Brückenzwischengliedbreite sowie An-gaben zur ausreichenden Dimensionierung der Verbinder entnehmen Sie bitte den folgenden Schaubildern:
max 11mm
Frontzahnbereich
Seite

19
max 9mm
min 16mm2
Prämolar- und Eckzahnbereich
Der Verbindungs-querschnitt ist vorzugsweise in vertikaler Richtung auszudehnen
Seite

20
Anstiften und Einbetten
Bitte beachten Sie beim Anstiften Ihrer Pressobjekte folgende Hinweise:
Allgemeine Hinweise:n Stellen Sie bitte sicher, dass der Presskanalformer der
verwendeten Muffelbasis den richtigen Durchmesser hat. Der Presskanal muß, den Pressrohlingen entsprechend, einen Durchmesser von 13 mm haben! Bei Pressmuffel-systemen der Firma Zubler lässt sich dies an der grauen Farbe der Muffelbasis erkennen.
n Bei Verwendung der 100g Muffel beachten Sie bitte, dass ausschließlich 1 Pressrohling verpresst werden darf. Bitte kalkulieren Sie entsprechend das Wachsge-wicht.
n Von der Verwendung von Oberfl ächenentspannern ist abzuraten. Diese können, sollte die Einbettmasse genug absorbieren, das Abbinden der Einbettmasse negativ beeinfl ussen und somit für Einbettmassenein-schlüsse im Pressobjekt verantwortlich sein.
n Bitte beachten Sie die Hinweise Ihres Einbettmassen-herstellers zur Verarbeitung Ihrer Einbettmasse (Rühr-dauer und Geschwindigkeit, Lagerungstemperatur, Reaktionzeit).
Seite

21
n Je nach Größe des Wachsobjekts wählen Sie einen Gusskanaldurchmesser von 2.5mm-3mm.
n Die Länge des Gusskanals sollte 5-8mm betragen.n Wachsen sie immer an der dicksten Stelle Ihres
Pressobjektes in Flussrichtung an. Es empfi ehlt sich im Seitenzahnbereich Höckerspitzen zum Anwachsen zu wählen, sowie im Frontzahnbereich incisal anzustiften.
n Achten Sie auf ein sauberes Verwachsen des Press-kanals. Unterschnitte in diesem Bereich können Einbett-masseneinschlüsse im Pressobjekt verursachen.
n Die Gesamthöhe von Pressobjekt und Presskanal sollte 16 mm nicht übersteigen.
n Halten Sie einen Mindestabstand der Modellationen untereinander von 3mm, sowie einen Abstand von 10mm zum Silikonring ein.
n Stiften Sie Ihre Pressobjekte am Rand des Presskanal-formers in einem 45° Winkel an. Auch hierbei bitte auf ein sauberes, unterschnittfreies Verwachsen achten.
n Wenn Kronen auf Stümpfen mit kleinem Durchmesser gepresst werden, wählen Sie Ihre Anstiftung so, dass der Stumpf beim Pressen möglichst axial belastet wird (incisal anstiften bei Frontzahnen). Sie vermeiden dadurch ein Wegbrechen des Einbettmassenstumpfes beim Pressvorgang. Sollte das wie bei Seitenzähnen (auf Implantat-aufbauten) nicht möglich sein, stiften Sie bitte das Wachsobjekt von zwei Seiten an, und zwar so, dass sich seitliche Schubkräfte gegen den Einbett-massenstumpf möglichst aufheben.
n Brücken bitte nur an Ihren Pfeilern anstiften, nicht am Zwischenglied!
n Brücken dürfen nur in der 200g Muffel verpresst werden.
Anstiftenn Zur Bestimmung des Wachsgewichts wiegen Sie bitte
die Muffelbasis bevor Sie mit der Anstiftung beginnen und notieren das Gewicht am Boden (Wert B) der Muffelbasis. Nach Abschluß der Anstiftung wiegen Sie die Muffelbasis inklusive angestifteter Objekte erneut (Wert A). Nun ziehen Sie das Gewicht der Muffelbasis vom Gewicht der Muffelbasis inklusiv der angestifteten Wachsobjekte ab und erhalten das benötigte Netto-wachsgewicht. ( Wert A – Wert B = Wachsgewicht). Die entsprechende Keramikmenge, basierend auf den ermittelten Wachsgewicht, entnehmen Sie bitte der Tabelle auf Seite 24.
Seite

22
Einbetten:n Verarbeiten Sie die von Ihnen verwendete Einbettmasse
nach Angaben des Herstellers. Achten Sie dabei besonders auf die Einhaltung der Parameter Rührdauer, Rührgeschwindigkeit, Dauer der Reaktionszeit sowie Lagerungsbedingungen Ihrer Einbettmasse.
n Die Einbettmasse auf dem Rüttler mittels leichter Vibra-tion in die Pressmuffel einfüllen bis die Wachsobjekte vollständig mit Einbettmasse bedeckt sind. Danach die Muffel ohne Vibration vollständig bis zur Markierung auffüllen.
n Zum Aufsetzen der Muffellehre (Muffeldeckel) ziehen Sie bitte den oberen Rand des Silikonrings mit einer Hand zur Seite und setzen Sie mit der anderen Hand die Muffellehre schräg auf die Pressmuffel auf. Auf diese Weise kann Luft entweichen und Sie vermeiden Blasenbildung auf der Standfläche der Muffel.
n Die Einbettmasse muß nach dem Befüllen der Muffel erschütterungsfrei abbinden.
Seite

23
n Wir empfehlen generell im Speedverfahren die Muffel vorzuwärmen. Tests haben ergeben, dass im Vergleich zum konventionellem Verfahren die Reaktionsschicht tendenziell geringer ausfällt.
n Richten Sie Ihren Vorwärmofen auf 850°C ein.n Spätestens eine Minute vor Ablauf der Reaktionszeit
die Muffel vorsichtig aus der Silikonform herauslösen, wenn nötig entgraten, sowie den Überschuss, der sich an dem Austrittsloch des Muffeldeckels gebildet hat, mit einen Gipsmesser entfernen. Im Anschluß die Muffel zum Ausdünsten bis zum Ablauf der Reaktionszeit außerhalb des Vorwärmofens stehen lassen, dann in den 850°C heißen Ofen aufsetzen.
n Platzieren Sie Ihre Pressmuffeln immer möglichst zentral im Vorwärmofen.
n Sollten Sie mehrere Muffeln aufsetzen, achten Sie bitte auf einen Mindestabstand von 2 cm der Muffeln unter- einander sowie zur Isolierwandung Ihres Vorwärmofens
n Halten Sie bitte einen Mindestabstand von 5 cm zur Ofentür Ihres Vorwärmofens ein.
n Unterschreiten Sie niemals die notwendigen Haltezeiten im Vorwärmofen. Eine 100g Muffel muß mindestens 45 Minuten auf Endtemperatur (850°C) und eine 200g Muffel mindestens 60 Minuten auf Endtemperatur gehalten werden, bevor mit dem Pressvorgang begonnen werden kann.
n Sollten weitere Muffeln in den Vorwärmofen gestellt werden, verlängert sich die Haltzeit um 10 Minuten für jede ergänzte Muffel.
n Pressstempel und Presspellets nicht vorwärmen! Diese werden kalt bestückt.
Vorwärmen
Der Vorwärmprozess spielt bei der Verarbei-tung von Presskeramik eine erhebliche Rolle. Es wird hierbei nicht nur das Wachs ausge-brannt sondern Sie generieren bereits im Vor-wärmofen eine bestimmte Muffelkern- temperatur, auf der Ihr Pressofen aufbaut.Daher sollte der Vorwärmprozess möglichst präzise eingehalten werden sowie eine ge-wisse Qualität der Gerätschaften garantiert sein (Sauberkeit im Vorwärmofen und seine Instandhaltung).
Seite
24
3 g 6 g5 g4 g2 g
bis max. 0,6 g Wachsgewicht
bis max. 0,9 g Wachsgewicht
bis max. 1,3 g Wachsgewicht
bis max. 1,6 g Wachsgewicht
bis max. 2,0 g Wachsgewicht
2 g Rohling 3 g Rohling 2 g Rohling
2 g Rohling
2 g Rohling
3 g Rohling
3 g Rohling
3 g Rohling
n Stellen Sie sicher das Ihr Pressofen gut durchwärmt ist. Wenn nötig, lassen Sie ein Vorwärm bzw. Brenn-programm durchlaufen.
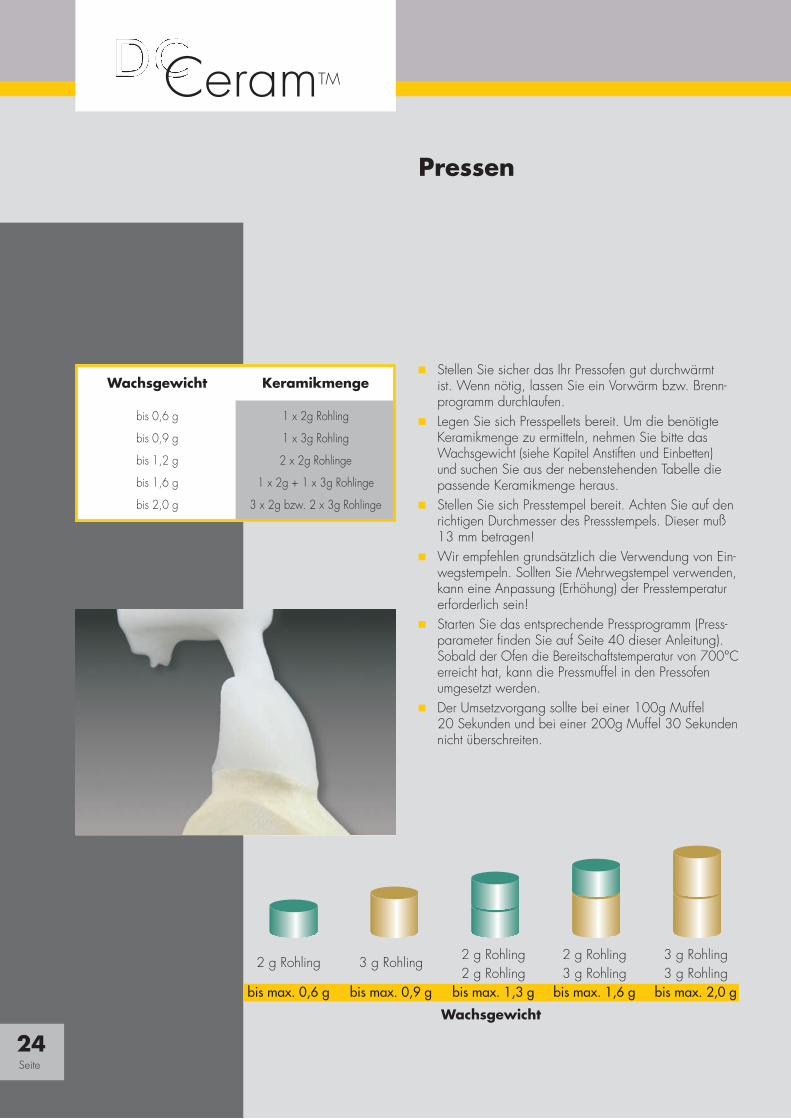
n Legen Sie sich Presspellets bereit. Um die benötigte Keramikmenge zu ermitteln, nehmen Sie bitte das Wachsgewicht (siehe Kapitel Anstiften und Einbetten) und suchen Sie aus der nebenstehenden Tabelle die passende Keramikmenge heraus.
n Stellen Sie sich Presstempel bereit. Achten Sie auf den richtigen Durchmesser des Pressstempels. Dieser muß 13 mm betragen!
n Wir empfehlen grundsätzlich die Verwendung von Ein-wegstempeln. Sollten Sie Mehrwegstempel verwenden, kann eine Anpassung (Erhöhung) der Presstemperatur erforderlich sein!
n Starten Sie das entsprechende Pressprogramm (Press-parameter finden Sie auf Seite 40 dieser Anleitung). Sobald der Ofen die Bereitschaftstemperatur von 700°C erreicht hat, kann die Pressmuffel in den Pressofen umgesetzt werden.
n Der Umsetzvorgang sollte bei einer 100g Muffel 20 Sekunden und bei einer 200g Muffel 30 Sekunden nicht überschreiten.
2 g Rohling 3 g Rohling 2 g Rohling 2 g Rohling 3 g Rohling 2 g Rohling 3 g Rohling 3 g Rohling bis max. 0,6 g bis max. 0,9 g bis max. 1,3 g bis max. 1,6 g bis max. 2,0 g
Wachsgewicht
Pressen
Seite
Wachsgewicht Keramikmenge
bis 0,6 g 1 x 2g Rohling
bis 0,9 g 1 x 3g Rohling
bis 1,2 g 2 x 2g Rohlinge
bis 1,6 g 1 x 2g + 1 x 3g Rohlinge
bis 2,0 g 3 x 2g bzw. 2 x 3g Rohlinge

25
n Die Muffel während des Umsetzens auf keinen Fall Zug-luft aussetzen (gegebenenfalls Fenster schließen, Klima-anlagen abstellen).
n Die Muffel mit dem Presskanal nach unten in der Muffel-zange transportieren, um ein Einströmen von Zugluft in den Presskanal zu vermeiden.
n Öffnen Sie die Kammer Ihres Pressofens und bestücken Sie während der Ofen öffnet die Muffel mit Presspellets sowie dem Pressstempel.
n Die Presspellets haben auf der unbedruckten Seite einen Radius. Bitte legen Sie das Pellet mit dem Radius nach unten in die Muffel.
n Die Pressstempel (Zubler Einwegstempel) sind auf einer Seite mit einem Punkt markiert. Diese Seite hat keinen Kontakt zum Presspellet.
n Achten Sie beim Einsetzen der Muffel in Ihren Pressofen darauf, dass die Muffel zentriert in einer senkrechten Position zum Sockel Ihres Pressofens schaukelfrei platziert wird. Steht die Muffel schräg oder sie schaukelt, hat das eine gravierende Fehlpressung zur Folge!
n Nach Beendigung des Pressprogramms entnehmen Sie die Muffel dem Ofen und lassen Sie die Muffel vor Zugluft geschützt bei Raumtemperatur abkühlen. Es ist möglich, dass beim Abkühlen Risse auf der Oberfl äche der Pressmuffel erscheinen. Dies ist ohne Bedeutung, dadie Einbettmasse im Außenbereich der Muffel sehr schnell auf Raumtemperatur abkühlt.
n Verwenden Sie immer nur neue Pressrohlinge zum Pressen. Das Verpressen von Pressresten führt zu einer WAK Änderung, einer Veränderung der Farbe und vor allem zu einem eklatanten Verlust der Biegefestigkeit (ca 60%-70% Einbuße).
n Presspellets sowie Pressstempel sind nicht vorzuwärmen!!
Seite

26
Ausbetten und Reaktionsschicht entfernen
Ausbettenn Trennen Sie mit einer Trennscheibe die Muffel entlang
der waagerechten Markierung auf.n Legen Sie mit 50µm Perlablast (Glanzperlen) die
Objekte frei. Tipp: Strahlen Sie um den Pressrest herum. Anhand der
freigelegten Gusskanäle sehen Sie, wo sich die Ob-jekte in der Muffel befinden.
Die Grobausbettung kann bei bis zu 4 bar Strahldruck erfolgen. Die Feinausbettung (entfernen der Einbett-masse vom Pressobjekt) sollte bei 2-3 bar durchgeführt werden.
n Halten Sie immer einen Abstand von ca. 5 -10cm vom Strahlgriffel zum Pressobjekt ein und vermeiden Sie punktuelles Strahlen.
Seite

27
Entfernen der Reaktionsschichtn Nachdem die Einbettmasse vollständig vom Pressobjekt
entfernt wurde, ist eine weiße Schicht auf der Ober- fläche der Restauration sichtbar. Hierbei handelt es sich um eine Reaktionsschicht die mit 50-100µm Aluminium-oxyd zu entfernen ist.
n Von der Verwendung von Flusssäure (auch in sehr niedriger Konzentration) ist abzuraten.
n Die Reaktionsschicht bitte mit 50-100 µm bei einem Strahldruck von 3 bar von den Außenflächen der Restauration entfernen. Dabei halten Sie einen Abstand von 5-10 cm mit dem Strahlgriffel zum Pressobjekt ein und vermeiden Sie punktuelles Strahlen.
n Zum Entfernen der Reaktionsschicht im Kavitätsbereich des Stumpfes reduzieren Sie bitte den Strahldruck auf 2 bar.
n Nachdem die Reaktionsschicht komplett entfernt wurde, sollte die Restauration auf den Gipsstumpf passen, vorausgesetzt der Stumpf ist frei von Unterschnitten.
Seite

28
Ausarbeiten
Verwenden Sie zum Ausarbeiten und Abtrennen nur geeignete Schleifi nstrumente. Unsere Empfehlungen hierzu sind:n Zum Abtrennen des Gusskanals: durchgesinterte
Diamanttrennscheibe.n Verschleifen des Gusskanals: Schleifstein für
Keramik (Rad) mit grober Körnung.n Ausarbeiten: Diamantschleifer (blau und rote Kodierung)
oder für das Bearbeiten von Keramik geeignete Schleif-steine mit entsprechender Körnung, Sandpapier (ca 100-120iger Körnung) zum Konditionieren der Oberfl äche vor dem Glanz bzw. Glasurbrand.
Wir empfehlen bei der Ausarbeitung Ihrer gepressten Restaurationen folgende Punkte zu beachten:n Gestalten Sie Ihre Wachsmodellation so, dass möglichst
wenig Schleifarbeiten notwendig sind.n Beim Zurückschleifen bzw Verschleifen des Presskanals
achten Sie darauf, dass Mindestschichtstärken nicht unterschritten werden.
n Vermeiden Sie eine Überhitzung der Keramik. Gege-benenfalls mit Wasser kühlen (dazu Objekt mit Wasser benetzen oder Schleifkörper mit Wasser benetzen).
n Bei Brückenrestaurationen die Verbinder nicht nachseparieren.
n Beim Cut-Back-Verfahren Strukturen für Mamelons möglichst „weich“ gestalten.
n Zur Gestaltung von Oberfl ächen Texturen (z.B. Periky-matien) empfi ehlt es sich Schleifsteine anstelle von Diamanten zu verwenden. Diese erzeugen eine „weichere Zeichnung“
n Beim Anpassen der Ränder verwenden Sie Schleifkörper mit feiner Körnung bzw Gummipolierer und arbeiten Sie mit wenig Druck und Drehzahl, um Ausbrüche zu vermeiden.
n Je glatter Sie die Oberfl äche der Restauration ge-stalten, desto leichter erzielen Sie den gewünschten Glanzgrad nach dem Glasurbrand.
n Bevor weiterführende Brände durchgeführt werden, reinigen Sie die Oberfl äche der Restauration zuerst mit 50-100my Aluminiumoxyd bei ca 1 bar Druck. Anschließend gut abdampfen, dabei Überhitzung vermeiden.
Seite

29
keramisches Beschichten
Sämtliche Rohlingstypen aus dem conceptPress Sytem sind natürlich auch in der Schicht- oder Kombitechnik fertig-zustellen. Die DC Ceram 9.2, unsere niedrig schmelzende Keramik für Zirkongerüste und Lithiumdisilikat bietet Ihnen hierzu eine vielseitige Auswahl an Schichtmassen. Des-weiteren zeichnet sie sich durch ihre einfache, anwender-freundliche Verarbeitung aus.
Bitte beachten Sie folgende Punkte, wenn Sie conceptPress Restaurationen beschichten:
n Verwenden Sie ausschließlich Schichtmassen aus dem DC Ceram 9.2 System.
n Vor dem Auftragen der eigentlichen Schichtung führen Sie bitte einen Washbrand durch. Verwenden Sie dazu eine Dentin oder Schneidemasse Ihrer Wahl und applizieren Sie diese in einer dünnen, gleich-mäßigen Schicht auf den zu beschichtenden Bereich der gepresste Restauration. Dies lässt sich sehr gut mit einem Glasinstrument zum Auftragen von Pulveropaker realisieren. Stellen Sie dazu mit der Schichtmasse und Built up Liquid eine Konsistenz her wie Sie es bei der Verwendung von Pulveropakern gewohnt sind.
n Nach dem Washbrand ergänzen Sie mittels Schicht-massen die Zahnform.
n Falls gewünscht können vor der Schichtung (auf den gebrannten Washbrand) mit den conceptArt Malfarben dezente Individualisierungen am gepressten Gerüst/Krone vorgenommen werden (beim Fixierbrand beachten Sie bitte die entsprechende Brenntemperatur für keramisch beschichtete Pressrestaurationen).
Seite

30
Malfarben und Glanzbrand
Zum Individualisieren und Glänzen steht Ihnen eine Glasur-paste und diverse flureszierende Malfarben des conceptArt Malfarbensystems zur Verfügung. Das System kann darüber hinaus auch zum Fertigstellen von monolithischen Zirkon-restaurationen verwendet werden.Angaben hierzu entnehmen Sie bitte der separat erhältlichen Verarbeitungsanleitung des conceptArt Malfarbensystems. Bitte beachten Sie bei diesem abschließenden Arbeitsschritt folgende Punkte:n Malfarben und Glasurpaste vor der Verarbeitung gut
durchrühren. Bei entsprechender Lagerungsdauer kann sich Glasur bzw Malfarbenpaste am Boden der Um-verpackung absetzen.
n Der Auftrag von Malfarben oder Glasur darf nur auf sauberen Oberflächen erfolgen. Diese sollten schmutz- und fettfrei sein (siehe Beschreibung zum Ausarbeiten).
n Kontaktpunkte sowie Oberflächen sollten entsprechend konditioniert sein.
n Die Konsistenz der Malfarben entsprechend der Art der Anwendung mittels Glaze/Stain Liquid gegebenenfalls anpassen.
n Vermeiden Sie ein zu dickes Auftragen der Malfarbe. Dies führt zu „Fleckbildung“ nach dem Brennen. Intensi-vere Farbgestaltung erreichen Sie durch wiederholtes Bemalen und Brennen.
n Die Glasur muß in der richtigen Konsistenz und Stärke aufgetragen werden. Wird diese zu dick appliziert entstehen beim Brennen Risse in der Glasur, bzw die Glasur läuft in die Kavitäten und wird weiß.
n Die Konsistenz der Glasur ist so einzustellen, dass sich mittels eines Pinsels eine dünne gleichmäßige Schicht auftragen lässt, ohne dass die Glasur in Fissuren oder am Kronenrand der Restauration zusammenläuft.
Seite
31
n Wir empfehlen Malfarben- und Glasurbrand separat durchzuführen. Es ist allerdings möglich, beide Ar-beitsschritte kombiniert durchzuführen und zu brennen. Dazu applizieren Sie zuerst die Glasur und tragen die Malfarbe direkt in die ungebrannte Glasur auf. Diese Technik erfordert allerdings etwas Übung, da bei falscher Konsistenz der Malfarbe oder Glasur diese beim Brennen verlaufen und ein unbefriedigendes Ergebnis erzeugen.
n Weitere Mal- oder Glanzbrände können mit den gleichen Brennparametern durchgeführt werden. Ein Herabsenken der Brenntemperatur oder Haltezeit ist nicht nötig.
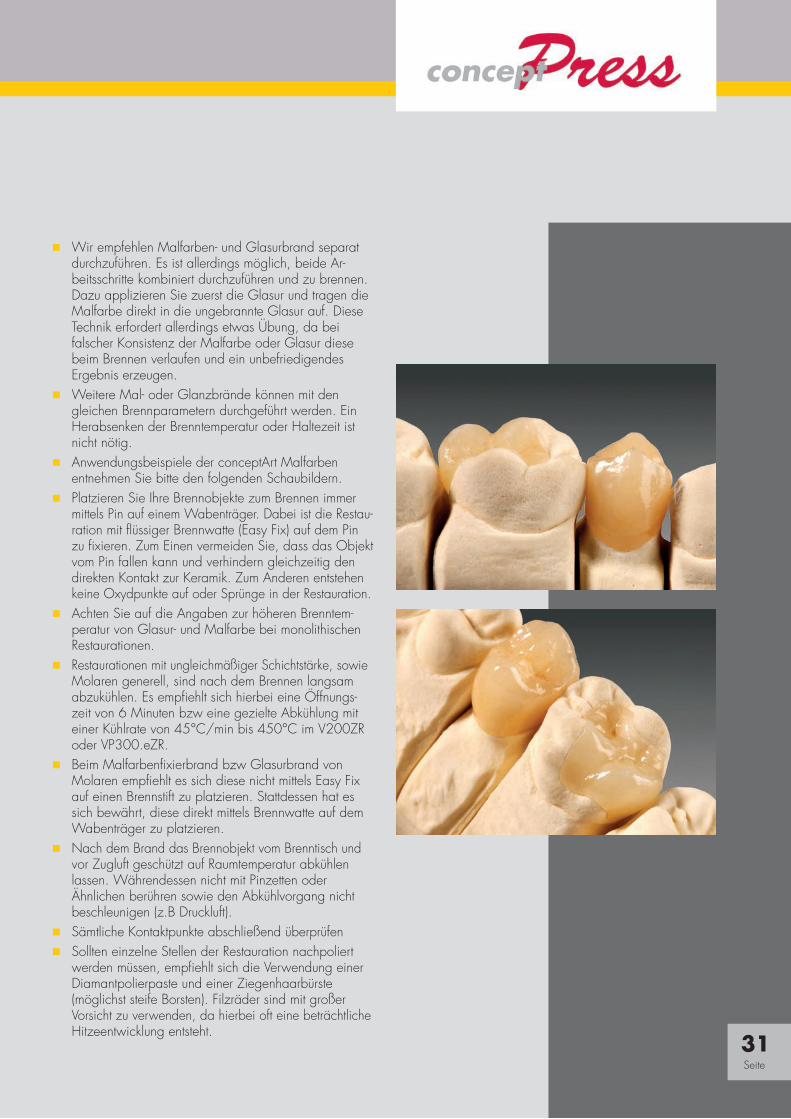
n Anwendungsbeispiele der conceptArt Malfarben entnehmen Sie bitte den folgenden Schaubildern.
n Platzieren Sie Ihre Brennobjekte zum Brennen immer mittels Pin auf einem Wabenträger. Dabei ist die Restau-ration mit fl üssiger Brennwatte (Easy Fix) auf dem Pin zu fi xieren. Zum Einen vermeiden Sie, dass das Objekt vom Pin fallen kann und verhindern gleichzeitig den direkten Kontakt zur Keramik. Zum Anderen entstehen keine Oxydpunkte auf oder Sprünge in der Restauration.
n Achten Sie auf die Angaben zur höheren Brenntem-peratur von Glasur- und Malfarbe bei monolithischen Restaurationen.
n Restaurationen mit ungleichmäßiger Schichtstärke, sowie Molaren generell, sind nach dem Brennen langsam abzukühlen. Es empfi ehlt sich hierbei eine Öffnungs-zeit von 6 Minuten bzw eine gezielte Abkühlung mit einer Kühlrate von 45°C/min bis 450°C im V200ZR oder VP300.eZR.
n Beim Malfarbenfi xierbrand bzw Glasurbrand von Molaren empfi ehlt es sich diese nicht mittels Easy Fix auf einen Brennstift zu platzieren. Stattdessen hat es sich bewährt, diese direkt mittels Brennwatte auf dem Wabenträger zu platzieren.
n Nach dem Brand das Brennobjekt vom Brenntisch und vor Zugluft geschützt auf Raumtemperatur abkühlenlassen. Währendessen nicht mit Pinzetten oder Ähnlichen berühren sowie den Abkühlvorgang nicht beschleunigen (z.B Druckluft).
n Sämtliche Kontaktpunkte abschließend überprüfenn Sollten einzelne Stellen der Restauration nachpoliert
werden müssen, empfi ehlt sich die Verwendung einer Diamantpolierpaste und einer Ziegenhaarbürste (möglichst steife Borsten). Filzräder sind mit großer Vorsicht zu verwenden, da hierbei oft eine beträchtliche Hitzeentwicklung entsteht.
Seite

32 Seite
violet oder smoke zur optischen Steigerrung der Transparenz(dünne Konsistenz)
grey blue (dünne Konzistenz, annähernd wässrig)
white Nachbildung Halo (dicke Konsistenz)
black Nachbildung von Transpa Clear Keilen (sehr dünne Konsistenz)
jeweilige Shade (A, B, C, D) (mittlere Konsistenz) cervical aufl egen und nach incisal ausstreichen (mittlere Konsistenz)
violet oder smoke zur optischen Steigerrung der Transparenz (dünne Konsistenz)
white Nachbildung Halo (dicke Konsistenz)
grey blue (dünne Konsistenz)
jeweilige Shade (A, B, C, D) cervical aufl egen und nach incisal auslaufen lassen (mittlere Konsistenz)
orange (mittlere Konsistenz)
dark brown Nachbildungvon Palatinalen Verfärbung (dicke Konsistenz)

33 Seite
violet oder smoke(dünne Konsistenz)
white als Highlight für die Höckerspitzen(dicke Konsistenz)
grey blue (dünne Konsistenz)
jeweilige Shade (A, B, C, D)(mittlere Konsistenz)
dark brown(dicke Konsistenz)
violet oder smoke(dünne Konsistenz)
white als Highlight für die Höckerspitzen(dicke Konsistenz)
grey blue (dünne Konsistenz)
jeweilige Shade (A, B, C, D)im cervical Bereich aufl egen
nach mastikal auslaufen lassen(mittlere Konsistenz)
dark brownzum Absetzen des Zahnhalses
(optisches Verkürzen der Zahnkrone)(dicke Konsistenz)

34
Eingliederung von conceptPress Restaurationen
Befestigungsmethode nach Art der Restauration
Zum Befestigen von conceptPress Restaurationen empfehlen wir die adhäsive Verklebung.Die genaue Verarbeitungsweise entnehmen Sie bitte der Verarbeitungsanleitung des zur Anwendung kommenden Befestigungsmaterials.Folgende Darstellungen sollen Ihnen eine grobe Übersicht über die einzelnen Schritte einer adhäsiven Befestigungs-methode gewähren.
Vorbereiten der Restauration1. Einprobe mit Try-in Gel2. Try-in Gel unter fließenden Wasser auswaschen – mit
Luft trocknen3. HF-Gel (6 – 9%-ig) auf die Innenflächen der Restauration
auftragen und 20 Sekunden ätzen4. HF-Gel gründlich entfernen - unter fließendem Wasser
gut ausspülen - absprühen – mit Luft trocknen5. Drying-Agent (hochprozentiger Alkohol) auftragen –
gründlich mit Luft trocknen6. Silan auftragen – einwirken lassen – mit Luft trocknen
(40-60s)7. Primer/Adhäsiv auftragen – vorsichtig mit Luft verblasen
– nicht lichthärten!
Seite
Adhäsiv Selbstadhäsiv Konventionell zementiert
Veneer, Non Präp Veneer, indiziert nicht indiziert nicht indiziertInlay, Onlay, Teilkrone
Vollkronen,3-gliedrige Brücken bis indiziert indiziert indiziertzum Praemolar

35
Herstellerangaben genau beachten!Vorbereiten des Zahnstumpfes1. Zahnoberfläche reinigen (Pulverstrahl oder Bimsstein)2. Zähne 20s mit 37%-iger Phosphorsäure ätzen3. Gründlich spülen und leicht trocknen4. Primer/Adhäsiv lt. Herstellerangaben auftragen – Adhä-
siv vorsichtig mit Luft verblasen – es entsteht eine glän-zend harzige Oberfläche – Pfützenbildung vermeiden
5. Adhäsiv an der Zahnoberfläche nicht lichthärten!Herstellerangaben genau beachten!
Seite

36
1
3 4
5 6
7
2
Überschuss entfernen Von allen Seiten 40 Sekunden lichthärten
Interdental Überschüsse mittels Epitex Streifen oder Zahnseide entfernen
Einsetzen und 3-4 Sekunden zwischenhärtenBonding auftragen (Pimer und Adhäsiv)
Seite
Klebefläche am Zahnstumpf mit 37%iger Phosphorsäure 20 Sekunden ätzen
Ätzgel gut abspülen
37
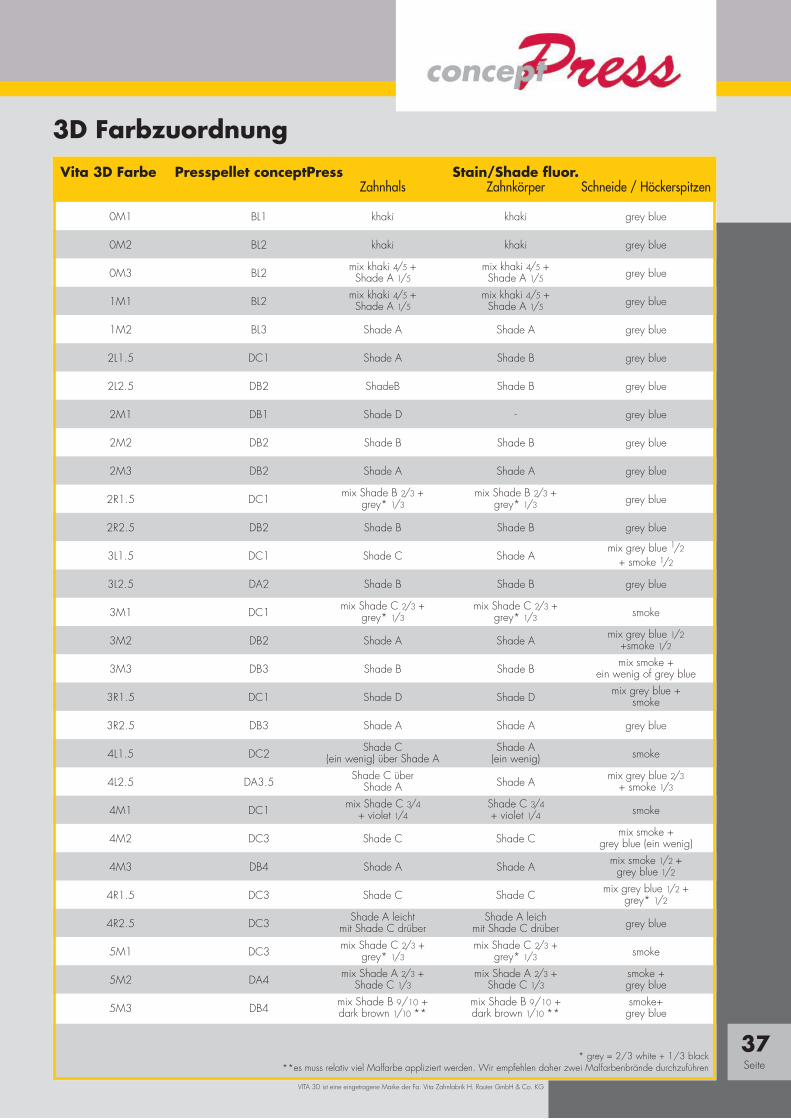
Vita 3D Farbe Presspellet conceptPress Stain/Shade fluor. Zahnhals Zahnkörper Schneide / Höckerspitzen
0M1 BL1 khaki khaki grey blue
0M2 BL2 khaki khaki grey blue
0M3 BL2 mix khaki 4/5 + mix khaki 4/5 + grey blue
Shade A 1/5 Shade A 1/5
1M1 BL2 mix khaki 4/5 + mix khaki 4 /5 + grey blue
Shade A 1/5 Shade A 1/5
1M2 BL3 Shade A Shade A grey blue
2L1.5 DC1 Shade A Shade B grey blue
2L2.5 DB2 ShadeB Shade B grey blue
2M1 DB1 Shade D - grey blue
2M2 DB2 Shade B Shade B grey blue
2M3 DB2 Shade A Shade A grey blue
2R1.5 DC1 mix Shade B 2/3 + mix Shade B 2/3 + grey blue
grey* 1/3 grey* 1/3
2R2.5 DB2 Shade B Shade B grey blue
3L1.5 DC1 Shade C Shade A mix grey blue 1/2
+ smoke 1/2
3L2.5 DA2 Shade B Shade B grey blue
3M1 DC1 mix Shade C 2/3 + mix Shade C 2/3 + smoke
grey* 1/3 grey* 1/3
3M2 DB2 Shade A Shade A mix grey blue 1/2
+smoke 1/2
3M3 DB3 Shade B Shade B mix smoke +
ein wenig of grey blue
3R1.5 DC1 Shade D Shade D mix grey blue +
smoke
3R2.5 DB3 Shade A Shade A grey blue
4L1.5 DC2 Shade C Shade A smoke
(ein wenig) über Shade A (ein wenig)
4L2.5 DA3.5 Shade C über Shade A mix grey blue 2/3
Shade A
+ smoke 1/3
4M1 DC1 mix Shade C 3/4 Shade C 3/4 smoke
+ violet 1/4 + violet 1/4
4M2 DC3 Shade C Shade C mix smoke +
grey blue (ein wenig)
4M3 DB4 Shade A Shade A mix smoke 1/2 +
grey blue 1/2
4R1.5 DC3 Shade C Shade C mix grey blue 1/2 +
grey* 1/2
4R2.5 DC3 Shade A leicht Shade A leich grey blue
mit Shade C drüber mit Shade C drüber
5M1 DC3 mix Shade C 2/3 + mix Shade C 2/3 + smoke
grey* 1/3 grey* 1/3
5M2 DA4 mix Shade A 2/3 + mix Shade A 2/3 + smoke + Shade C 1/3 Shade C 1/3 grey blue
5M3 DB4 mix Shade B 9/10 + mix Shade B 9/10 + smoke+ dark brown 1/10 ** dark brown 1/10 ** grey blue
* grey = 2/3 white + 1/3 black**es muss relativ viel Malfarbe appliziert werden. Wir empfehlen daher zwei Malfarbenbrände durchzuführen Seite
3D Farbzuordnung
VITA 3D ist eine eingetragene Marke der Fa. Vita Zahnfabrik H. Rauter GmbH & Co. KG

38
conceptPress D
conceptPress Anterior
conceptPress Bleach conceptPress Pearl
conceptPress CT conceptPress ID
A1 A2 A3 A3,5 A4 B1 B2 B3 B4
A1 A2 A3 B1 B2 C1 D2
1 2 3 1 2 3
1 2 3 1 2 3 4 5
C1 C2 C3 C4 D2 D3 D4
Seite
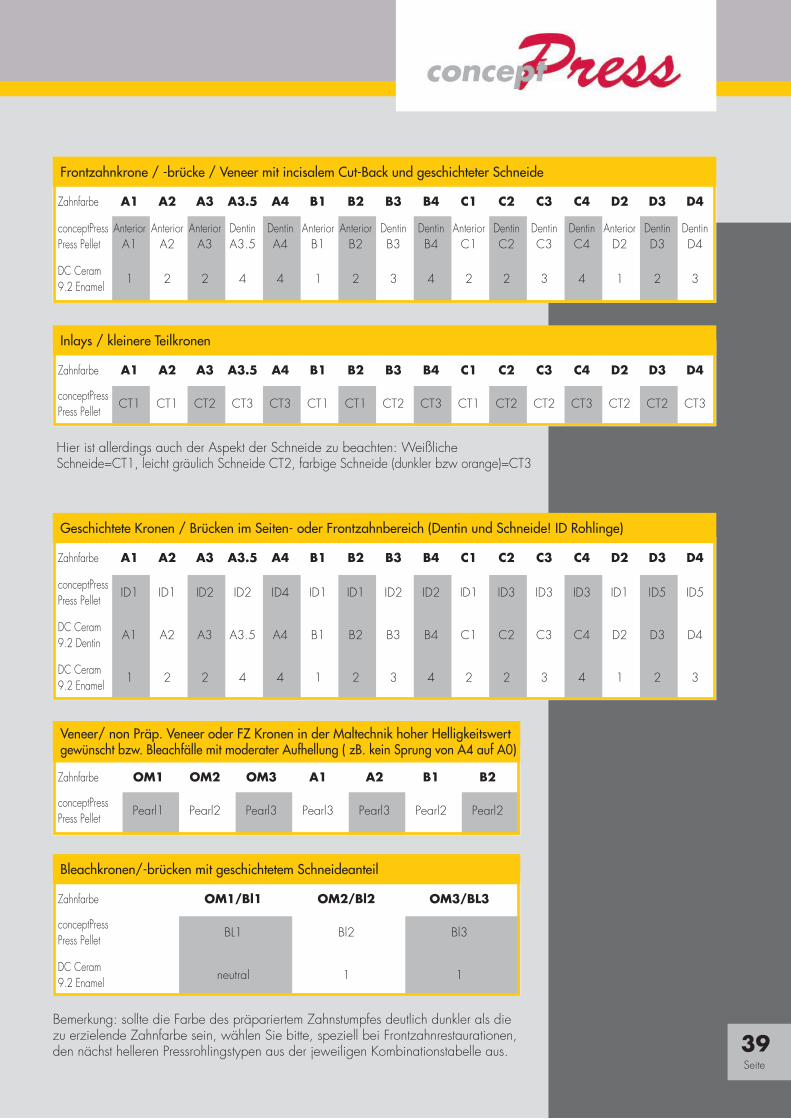
Farbkombinationstabellen
Vollanatomische Kronen / Brücken oder Teilkronen in der Maltechnik im Seitenzahnbereich (Dentin Rohlinge)
Frontzahnkrone / -brücke / Veneer in der Maltechnik
Zahnfarbe A1 A2 A3 A3.5 A4 B1 B2 B3 B4 C1 C2 C3 C4 D2 D3 D4
conceptPress DB1 DA1 DA2 DA2 DA3 DB1 DB1 DB2 DB3 DA1 DC1 DC2 DC3 DA1 DD2 DD3Press Pellet
Zahnfarbe A1 A2 A3 A3.5 A4 B1 B2 B3 B4 C1 C2 C3 C4 D2 D3 D4
conceptPress DB1 DB1 DA1 DA2 DA3 Pearl2 DB1 DB2 DB3 DA1 DA1 DC1 DC2 DA1 DD2 DD2Press Pellet
Farbabweichung sind Drucktechnisch bedingt möglich!
39 Seite
Bleachkronen/-brücken mit geschichtetem Schneideanteil
Inlays / kleinere Teilkronen
Geschichtete Kronen / Brücken im Seiten- oder Frontzahnbereich (Dentin und Schneide! ID Rohlinge)
Frontzahnkrone / -brücke / Veneer mit incisalem Cut-Back und geschichteter Schneide
Veneer/ non Präp. Veneer oder FZ Kronen in der Maltechnik hoher Helligkeitswert gewünscht bzw. Bleachfälle mit moderater Aufhellung ( zB. kein Sprung von A4 auf A0)
Zahnfarbe OM1/Bl1 OM2/Bl2 OM3/BL3
conceptPress BL1 Bl2 Bl3Press Pellet
DC Ceram neutral 1 19.2 Enamel
Zahnfarbe OM1 OM2 OM3 A1 A2 B1 B2
conceptPress Pearl1 Pearl2 Pearl3 Pearl3 Pearl3 Pearl2 Pearl2Press Pellet
Zahnfarbe A1 A2 A3 A3.5 A4 B1 B2 B3 B4 C1 C2 C3 C4 D2 D3 D4
conceptPress ID1 ID1 ID2 ID2 ID4 ID1 ID1 ID2 ID2 ID1 ID3 ID3 ID3 ID1 ID5 ID5Press Pellet
DC Ceram A1 A2 A3 A3.5 A4 B1 B2 B3 B4 C1 C2 C3 C4 D2 D3 D49.2 Dentin
DC Ceram 1 2 2 4 4 1 2 3 4 2 2 3 4 1 2 39.2 Enamel
Zahnfarbe A1 A2 A3 A3.5 A4 B1 B2 B3 B4 C1 C2 C3 C4 D2 D3 D4
conceptPress CT1 CT1 CT2 CT3 CT3 CT1 CT1 CT2 CT3 CT1 CT2 CT2 CT3 CT2 CT2 CT3Press Pellet
Zahnfarbe A1 A2 A3 A3.5 A4 B1 B2 B3 B4 C1 C2 C3 C4 D2 D3 D4
conceptPress Anterior Anterior Anterior Dentin Dentin Anterior Anterior Dentin Dentin Anterior Dentin Dentin Dentin Anterior Dentin DentinPress Pellet A1 A2 A3 A3.5 A4 B1 B2 B3 B4 C1 C2 C3 C4 D2 D3 D4
DC Ceram 1 2 2 4 4 1 2 3 4 2 2 3 4 1 2 39.2 Enamel
Bemerkung: sollte die Farbe des präpariertem Zahnstumpfes deutlich dunkler als die zu erzielende Zahnfarbe sein, wählen Sie bitte, speziell bei Frontzahnrestaurationen, den nächst helleren Pressrohlingstypen aus der jeweiligen Kombinationstabelle aus.
Hier ist allerdings auch der Aspekt der Schneide zu beachten: Weißliche Schneide=CT1, leicht gräulich Schneide CT2, farbige Schneide (dunkler bzw orange)=CT3

40
Pressprogramme conceptPress für Ivoclar Öfen EP600, EP3000, EP5000, EP3010, EP5010
Allgemeine Pressprogramme conceptPress
Muffelgröße [g] Bestückung [g] Starttemperatur [°C] Heizrate [°C/min] Endtemperatur [°C] Haltezeit [min] Presszeit [min]
100 2/3 700 60 910 18:00 3:00 200 2/3/4 700 60 915 20:00 3:00 200 5/6 700 60 920 20:00 3:00
Muffelgröße [g] Bestückung [g] B [°C] t [°C/min] T [°C] H [min] V1 [°C] V2 [°C] A [µm/min]
100 2/3 700 60 910 18:00 500 910 600 200 2/3/4 700 60 915 20:00 500 915 600 200 5/6 700 60 920 20:00 500 920 600
Für bestmögliche Pressresultate mit hoher Oberflächenqualität und satten Chroma empfeh-len wir die Verwendung eines Zubler VP300.e bzw. VP300.eZR.Die speziell auf die presstechnischen Anforderungen von Lithium-Disilikat entwickelten Advanced Pressprogramme werden von Zubler auf Wunsch werkseitig vorprogrammiert bzw. nachträglich zur Verfügung gestellt. Bitte kontaktieren Sie gegebenenfalls hierzu Ihren Händler.
Die vorliegenden Pressparameter sind als Richtwerte zu verstehen. Endtemperaturen sind gegebenenfalls anzupassen.
Pressprogramme conceptPress für Dekema Austromat 3001 press-i-dent
Muffelgröße [g] Bestückung [g]
100 2/3 L9 C700 V9 T060. C910 T1080 L95 T180 V0 L9 C0 L6 T2 200 2/3/4 L9 C700 V9 T060. C915 T1200 L95 T180 V0 L9 C0 L6 T2 200 5/6 L9 C700 V9 T060. C920 T1200 L95 T180 V0 L9 C0 L6 T2
Press- und Brennparameter
Seite

41
Allgemeine Brenntabelle DC Ceram 9.2 auf conceptPress
Starttemperatur [°C] Schließzeit [min] Heizrate [°C/min] Endtemperatur [°C] Haltezeit [min:s] Öffnungszeit [min] Vakuum
Wash 450 6 45 790 1 2 JaDentin 1 450 6 45 780 1 2 JaDentin 2 450 5 45 770 1 2 JaMalfarbe (Schichttechnik) 450 5 45 740 1 2 JaGlasur (Schichttechnik 450 6 45 750 0:30-1 2 NeinKorrektur 450 4 45 720 1 2 JaMalfarbe (monolitisch) 450 5 45 780 1 4 JaGlasur (monolitisch) 450 5 45 790 1 4 Nein
Die angegebenen Brennparameter dienen als Richtwerte und müssen gegebenenfalls angepasst werden
Brennprogramme DC Ceram 9.2 auf conceptPress im VP300e, VP300eZR, V200, V200ZR -Programmtyp Professional
Start Vortrocknen Vortrocken- Schließ- Homogenisierungs-- Heizrate Endtemp. Haltezeit Öffnungs- Öffnungs- Vakuum Vakuum Vakuum Temp. [°C] zeit [min] zeit [min] temp. [°C] Zeit [min] [°C/min] [°C] [min:s] temp. [°C] zeit [min] lösen Ende [°C]
Wash 450 ja 3 3 450 0:30 45 790 1 790 2 ja Aufheiz. 790Dentin 1 450 ja 3 3 450 0:30 45 780 1 780 2 ja Aufheiz. 780Dentin 2 450 ja 3 2 450 0:30 45 770 1 770 2 ja Aufheiz. 770Malfarbe (Schichttechnik) 450 ja 2 3 450 0:30 45 740 1 740 2 ja Aufheiz. 740Glasur (Schichttechnik) 450 ja 3 3 450 0:30 45 750 0:30-1 750 2 nein - -Korrektur 450 ja 2 2 450 0:30 45 720 1 720 2 ja Aufheiz. 720Malfarbe (monolitisch) 450 ja 2 3 450 0:30 45 780 1 780 6 ja Aufheiz. 780Glasur (monolitisch) 450 ja 2 3 450 0:30 45 790 1 790 6 nein - -
Die angegebenen Brennparameter dienen als Richtwerte und müssen gegebenenfalls angepasst werden
Press- und Brennparameter
Seite

42
Pressung ca 20°C zu kalt. Es ist gerade mal der Gusskanal plus das erste Drittel ausgepresst.
Pressung ca 15°C zu kalt. Das Inlay ist fast komplett, vom Veneer fehlt ca 50%, von der Molarenkrone fehlt ca 65%.
Nachjustieren der Presstemperaturen
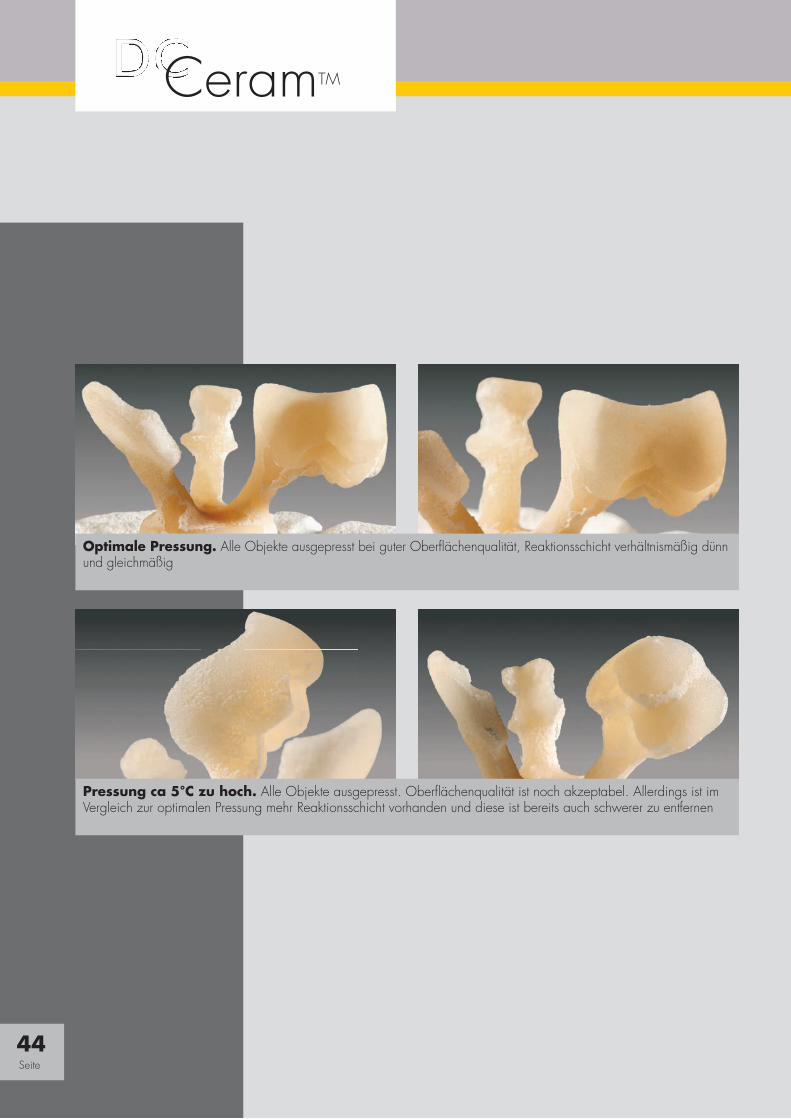
Wenn Sie Pressparameter anpassen, beschränken Sie sich bitte auf die Endtemperatur. Parameter wie Haltezeit und Presszeit sollten nicht verändert werden.Indiz zum Anpassen der Presstemperaturen ist immer das Ausmaß der Reaktionsschicht: je höher die Presstemperatur, desto mehr Reaktionsschicht ist auf dem Pressobjekt und schwieriger ist diese zu entfernen. Je niedriger hingegen die Presstemperatur ist, umso größer das Ausmaß der Fehlstelle. Je massiver das Pressobjekt, umso eher kommt es bei zu niedriger Presstemperatur zu Fehlstellen. Auf folgenden Bildern sind Pressungen mit gleichen Objek-ten bei unterschiedlichen Presstemperaturen dargestellt. Dies soll Ihnen veranschaulichen, wie das Material bei Temperaturveränderungen reagiert und in welchem Grad.
Seite

43
Pressung ca 10°C zu kalt. Inlay und Veneer sind komplett ausgepresst und mit entsprechender Reaktionschicht behaftet. Beim Molar fehlt an der gegenüberliegenden Seite von der Anstiftung ein Großteil der Palatinalfl äche. Reaktionsschicht ist auf der Oberfl äche des Molaren kaum ausgebildet. Die Käufl äche ist allerdings vorhanden.
Pressung ca 5°C zu kalt. Inlay und Veneer sind komplett ausgepresst und mit entsprechender Reaktionsschicht be-haftet. Beim Molar fehlt auf der gegenüberliegenden Seite der Anstiftung ein kleiner Teil im Kronenrandbereich (ca 1-2mm).
Seite
44
Optimale Pressung. Alle Objekte ausgepresst bei guter Oberfl ächenqualität, Reaktionsschicht verhältnismäßig dünn und gleichmäßig
Pressung ca 5°C zu hoch. Alle Objekte ausgepresst. Oberfl ächenqualität ist noch akzeptabel. Allerdings ist im Vergleich zur optimalen Pressung mehr Reaktionsschicht vorhanden und diese ist bereits auch schwerer zu entfernen
Seite

45
Pressung ca 10°C zu hoch. Alle Objekte sind ausgepresst. Am Pressrest und an den Gusskanälen sind bereits deut-liche Pressfahnen zu erkennen. Kronenränder sind leicht fransig. Die Reaktionsschicht ist sehr schwer zu entfernen. Ober-fl äche der Keramik (besonders bei den kleineren, grazilen Pressobjekten) zeigt bereits „orangenhautartige“ Oberfl äche.
Pressung ca 15°C zu hoch. Alle Objekte sind ausgepresst. Am Pressrest und an den Gusskanälen sind die Press-fahnen im Vergleich zur +10°C Pressung noch ausgeprägter. Die Reaktionsschicht, besonders auf den kleinen, grazilen Pressobjekten ist kaum noch zu entfernen. Wenn diese enfernt ist, ist deutlich die orangenhautartige Oberfl äche zu erkennen. Kronenränder zeigen deutliche Fransen.
Anmerkung: bevor Sie bei Fehlpressungen das Press-programm verändern, gehen Sie bitte gedanklich noch-mal den gesamten Ablauf vom Anstiften bis zum Pressen durch. Nur wenn Sie sicher sind, dass Ihnen bei diesen Schritten kein Fehler unterlaufen ist, nehmen Sie die Nach-justierung der Presstemperatur vor.Sollten Sie Advanced Press Programme verwenden, beachten Sie bitte, dass Sie die Temperatur nur über die Kunden-spezifi sche Kalibrierung einstellen können. Hierbei müssen die Bereiche „Pressen unter 1000°C“ und „Pressen über 1000°C“ im gleichen Maß verändert werden.
Seite

46
Problembeschreibung Ursache Lösung
Pressmuffel im Vorwärmofen geplatzt
Zu viel Restfeuchtigkeit in der Pressmuffel, bevor diese aufgesetzt wurde.
- Muffel entsprechend der Verarbeitungsanlei-tung der Einbettmasse früher entformen und ausdünsten lassen,
- Liquidkonzentrationen von 100% vermeiden,- Lagerungstemperatur und Rührparameter der Einbettmasse überprüfen. Die meisten Einbett-massen erfordern eine Verarbeitungstemperatur von ca 20°C. Liquid und Pulver sind entspre-chend zu lagern. Sowie sollten Vorgaben zur Rührdauer und Rührgeschwindigkeit unbedingt beachtet werden
Pressmuffel gerissen/gespalten nach Pressvorgang bzw. deutli-che Pressfahnen am Gusskanal und / oder am Pressobjekt
- Einbettmasse zu weich- Pressdruck zu hoch- Presstemperatur viel zu hoch- zu viele Objekte in der Muffel und diese zu dicht zueinander angestiftet
- Pressobjekt zu dicht am Silikonringformer angestiftet (bei seitlicher Ausstanzung der Muffel.
- Überprüfen Sie den Pressdruck- vorgesehenes Pressprogramm verwenden- Vakuum vom Rührgerät überprüfen- Rührparameter überprüfen- Reaktionszeit der Einbettmasse beachten- Lagerungstemperatur bzw Verarbeitungs- temperatur der Einbettmasse überprüfen
- Abstand zwischen den Pressobjekten untereinander min. 3mm
- Abstand zur Silikonmanschette min. 10mm
Pressobjekt nicht vollständig ausgepresst
- Pressdruck zu niedrig- Pressstempel im Presskanal verkantet- Vorwärmzeit/-temperatur zu gering- Pressofen nicht vorgewärmt- Umsetzdauer der Muffel zu lang - Presstemperatur zu niedrig- Pressung wurde mit selbst hergestellten Pressstempeln durchgeführt
- Pressdruck überprüfen- darauf achten, dass die Pressmuffel schau-kelfrei und senkrecht zum Presssockel platziert, sowie perfekt zentriert ist
- Vorwärmtemperatur und Vorwärmzeit beachten. Siehe Punkt „Vorwärmen“ in der Verarbeitungsanleitung
- max. Umsetzdauer der Muffel beachten 100g Muffel 20 sec, 200g Muffel 30sec, Zugluft beim Umsetzen vermeiden
- Pressstempel nicht selbst herstellen- Temperatur justieren. Bitte Kapitel „Nach-justieren der Presstemperatur“ berücksich-tigen
Sehr starke Reaktionsschicht mit unschöner Oberfläche des Pressobjektes und gegebenen-falls fransigen Kronenrändern
- Presstemperatur zu hoch- Vorwärmtemperatur zu hoch- ungeeignete Einbettmasse verwendet- Modellierkunststoffe verwendet und diese im Speedverfahren ausgebrannt
- Modellationen im CAD CAM Verfahren aus ungeeignetem Wachsblank hergestellt
- Presstemperatur anpassen. Bitte Kapitel „Nach-justieren der Presstemperatur“ berücksichtigen
- geeignete Einbettmasse verwenden- bei Verwendung von Modellierkunststoffen diese gegebenenfalls bei 400°C aufsetzen und dann auf 850°C hochheizen
- geeignete CAD CAM Wachsblanks verwen-den
Weiße Einschlüsse im Press-objekt
- ungeeignetes Modellierwachs verwendet (sehr opaque)
- Oberflächenentspanner verwendet- unsaubere Verwachsung des Gusskanals- Fissuren oder Mamelons zu tief gestaltet
- für Vollkeramik geeignetes Wachs verwenden- auf Verwendung von Oberflächentspanner am besten verzichten
- auf saubere unterschnittfreie Verwachsung achten
- Mamelons und Fissuren nicht zu tief gestaltenSeite
FAQ

47
Problembeschreibung Ursache Lösung
Schwarze oder blaue Punkte im Pressobjekt
- Verunreinigung der Modellation / des Modellierwachses / des Gusskanalwachses mit Legierungssplittern
- auf sauberen Arbeitsplatz achten- für die Modellation am besten Arbeitsplatz mit Küchentüchern (Haushaltsrolle) abdecken
- auf saubere Finger beim Modellieren achten
an der Abtrennstelle des Gusskanals ist Pressobjekt andersfarbig (gräulich)
- Modellation wurde falsch angestiftet - vermeiden Sie es gegen ein Wandung zu pressen, platzieren Sie den Gusskanal so, dass Sie immer auf eine Kante pressen (Gusskanal auf Höckerspitze platzieren bzw. im Frontzahn-bereich genau auf das Incisivum setzen)
Sprung im Pressobjekt nach dem Glanzbrand
- Pressobjekt zu schnell bzw. ungleichmäßig abgekühlt
- besonders vollanatomische Molaren zeigen eine gewisse Anfälligkeit für Sprünge. Daher Molaren bei Malfarben und Glasurbränden am besten direkt auf dem Wabenträger plat-zieren und auf die Verwendung von flüssiger Brennwatte verzichten
- Ofen langsam öffnen (Öffnungszeit von ca 5 Minuten)
Malfarbe ist fleckig nach dem Fixierbrand
- zu viel Malfarbe auf einmal aufgetragen und diese nicht ausreichend auf der Oberfläche verteilt
- gegenbenenfalls mehrere Malfarben- fixierbrände durchführen
- Malfarben auf der Oberfläche gut ausstreichen- Malfarbe vor der Entnahme gut durchrühren
Objekt zeigt nicht ausreichend Glanz nach dem Glanzbrand
- Glasur nicht aufgerührt vor der Entnahme- Glasur zu stark verdünnt- Oberfläche des Pressobjektes zu rau vor dem Glasurauftrag
- Brenntemperatur des Glasurbrandes zu niedrig
- Glasur gut aufrühren vor der Entnahme- Glasur nicht zu stark verdünnen- vor dem Glasurauftrag für ausreichende Oberflächenqualität des Pressobjektes sorgen
- Glasurbrand entsprechend den Vorgaben durchführen
Glasur ist am Kronenrand und / oder in den Fissuren weißlich geworden nach dem Brand
- Glasur wurde nicht aufgerührt vor dem Auftrag- zuviel Glasur wurde aufgetragen in einer zu dicken Konsistenz
- Glasur wurde über 800°C gebrannt
- Glasur vor dem Auftrag aufrühren- Konsistenz der Glasur so einstellen, dass die Oberfläche des Pressobjektes verschlossen wird, aber eine dünne gleichmäßige Schicht appliziert werden kann
- Brenntemperatur der Glasur beachten
Risse in der Glasur nach dem Glasurbrand
- Glasur wurde in einer zu dicken Konsistenz aufgetragen
- Glasurpaste etwas verdünnen, Glasur gut aufrühren (vor der Entnahme aus der Umverpackung)
Pressobjekt zeigt graue Streifen nach dem Glanzbrand
- Rückstände von Schleifsteinen und /oder Silikonpolierer wurden vor dem Glanzbrand nicht entfernt
- Pressobjekte nach dem Ausarbeiten vor weiter-führenden Bränden erst mit Al2O3 bei wenig Druck (0.5 bar) sauberstrahlen dann gründlich abdampfen
bei unteren Frontzähnen oder Implantatkronen zum Zementie-ren ist beim Pressen der Stumpf weggebrochen (Krone basal geschlossen)
- Pressobjekt wurde falsch angestiftet
- die Anstiftung so gestalten das der Einbett- massenstumpf möglichst axial belastet wird bzw sich seitliche Schubkräfte gegen den Stumpf gegenseitig aufheben (siehe dazu Kapitel „Anstiften und Einbetten“)
Seite

CeramayLuitpoldstrasse 1189231 Neu-Ulm
Tel.: +49(0)731 - 93807770Fax: +49(0)731 - 938077717www.ceramay.dewww.zubler-group.de0483
Überreicht durch:
Erste
llt am
03.
04.1
8 Re
v. 0Hersteller:
C00090 / 04-2018
C 0 0 0 9 0


















