Lösung für die CNC – Übung 1 (Fräsen) · PDF fileLösung...
6
Lösung für die CNC – Übung 1 (Fräsen) Rohmaterial des Werkstücks ist S235 siehe Zeichnung ⇒ Leg. Stahl R m = bis 750 N/mm 2 Zeichnung: Werkzeug 1: Werkzeugtyp: Schruppfräser d=10 mm mit 4 Schneiden Werkzeugposition: 1 Material des Werkzeugs: Schnellarbeitsstahl Werkzeugdurchmesser: d = 10 mm Maximale Schnittiefe: a P = 15 mm Maximale seitliche Zustellung: a e = 5 mm Schnittgeschwindigkeit v c : v c = 35 m/min Drehzahl n: n = 1114 U/min Vorschub f z : f z = 0,1 mm/Fräszahn Zähnezahl z: z = 4 Vorschub v f : v f = 445 mm/min
-
Upload
truongtuong -
Category
Documents
-
view
536 -
download
18
Transcript of Lösung für die CNC – Übung 1 (Fräsen) · PDF fileLösung...
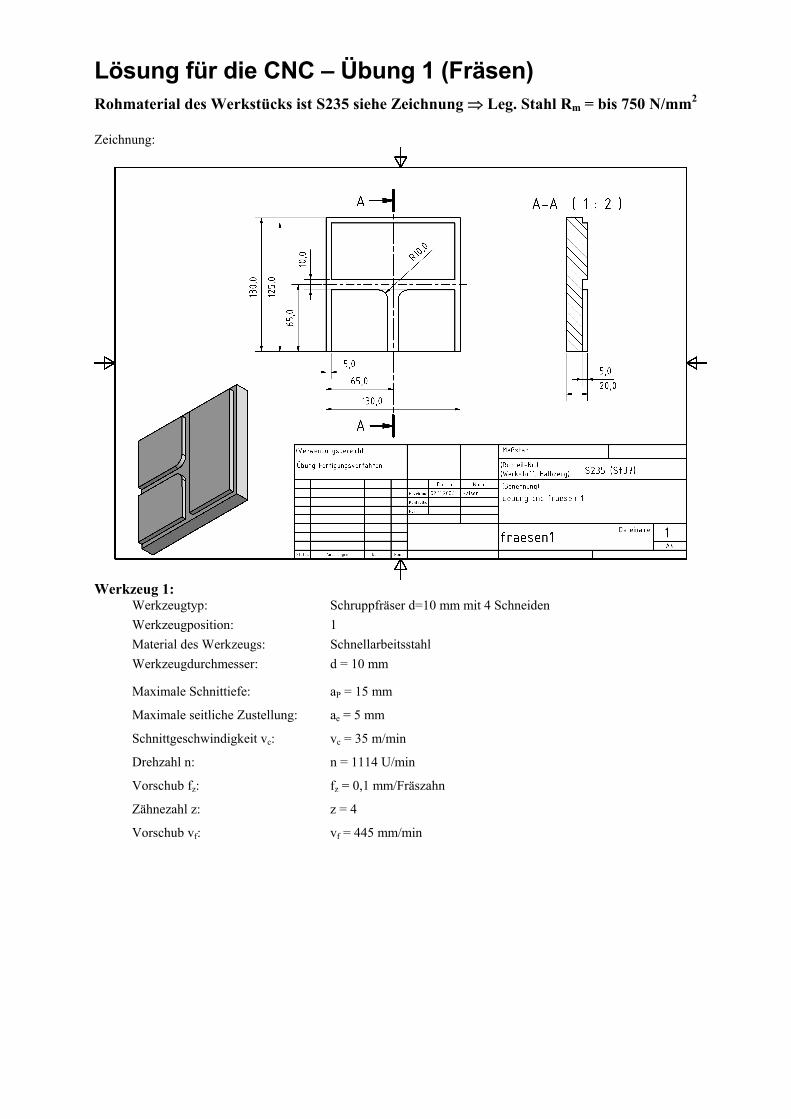
Lösung für die CNC – Übung 1 (Fräsen) Rohmaterial des Werkstücks ist S235 siehe Zeichnung ⇒ Leg. Stahl Rm = bis 750 N/mm2 Zeichnung:
Werkzeug 1:
Werkzeugtyp: Schruppfräser d=10 mm mit 4 Schneiden Werkzeugposition: 1 Material des Werkzeugs: Schnellarbeitsstahl Werkzeugdurchmesser: d = 10 mm
Maximale Schnittiefe: aP = 15 mm
Maximale seitliche Zustellung: ae = 5 mm
Schnittgeschwindigkeit vc: vc = 35 m/min
Drehzahl n: n = 1114 U/min
Vorschub fz: fz = 0,1 mm/Fräszahn
Zähnezahl z: z = 4
Vorschub vf: vf = 445 mm/min
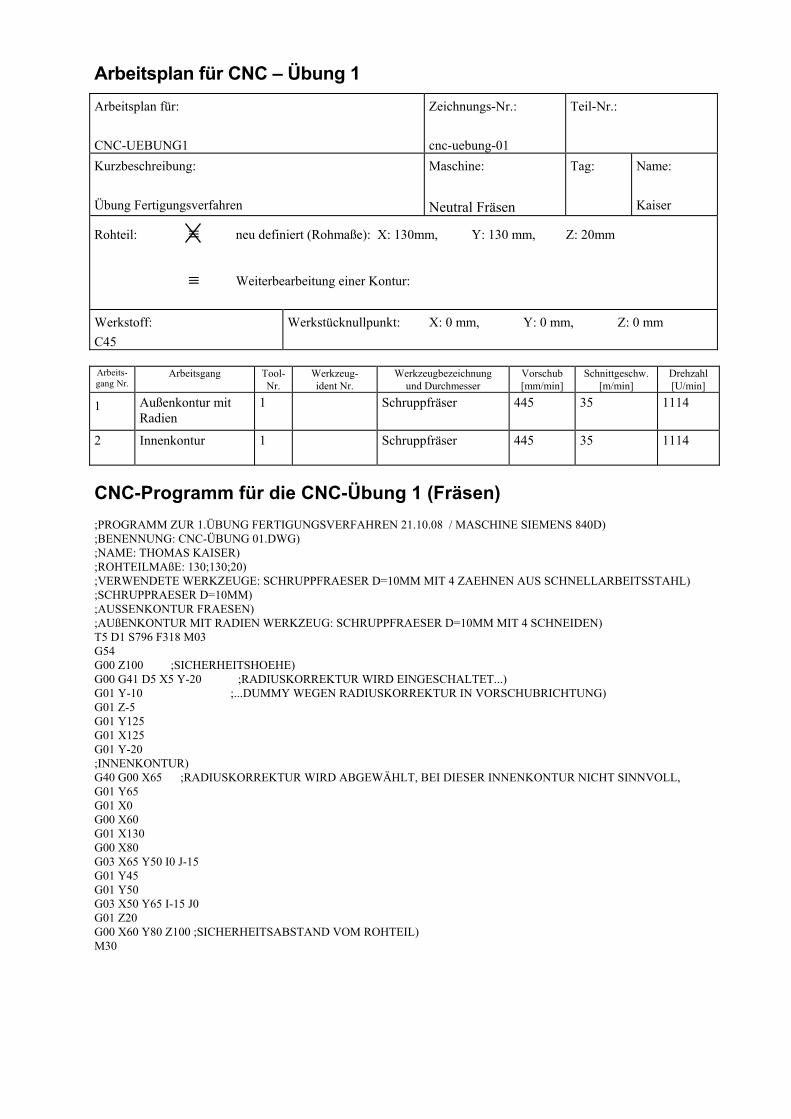
Arbeitsplan für CNC – Übung 1 Arbeitsplan für: CNC-UEBUNG1
Zeichnungs-Nr.: cnc-uebung-01
Teil-Nr.:
Kurzbeschreibung: Übung Fertigungsverfahren
Maschine: Neutral Fräsen
Tag:
Name: Kaiser
Rohteil: ≡ neu definiert (Rohmaße): X: 130mm, Y: 130 mm, Z: 20mm
≡ Weiterbearbeitung einer Kontur: Werkstoff: C45
Werkstücknullpunkt: X: 0 mm, Y: 0 mm, Z: 0 mm
Arbeits-gang Nr.
Arbeitsgang Tool- Nr.
Werkzeug- ident Nr.
Werkzeugbezeichnung und Durchmesser
Vorschub [mm/min]
Schnittgeschw. [m/min]
Drehzahl [U/min]
1
Außenkontur mit Radien
1 Schruppfräser 445 35 1114
2
Innenkontur 1 Schruppfräser 445 35 1114
CNC-Programm für die CNC-Übung 1 (Fräsen) ;PROGRAMM ZUR 1.ÜBUNG FERTIGUNGSVERFAHREN 21.10.08 / MASCHINE SIEMENS 840D) ;BENENNUNG: CNC-ÜBUNG 01.DWG) ;NAME: THOMAS KAISER) ;ROHTEILMAßE: 130;130;20) ;VERWENDETE WERKZEUGE: SCHRUPPFRAESER D=10MM MIT 4 ZAEHNEN AUS SCHNELLARBEITSSTAHL) ;SCHRUPPRAESER D=10MM) ;AUSSENKONTUR FRAESEN) ;AUßENKONTUR MIT RADIEN WERKZEUG: SCHRUPPFRAESER D=10MM MIT 4 SCHNEIDEN) T5 D1 S796 F318 M03 G54 G00 Z100 ;SICHERHEITSHOEHE) G00 G41 D5 X5 Y-20 ;RADIUSKORREKTUR WIRD EINGESCHALTET...) G01 Y-10 ;...DUMMY WEGEN RADIUSKORREKTUR IN VORSCHUBRICHTUNG) G01 Z-5 G01 Y125 G01 X125 G01 Y-20 ;INNENKONTUR) G40 G00 X65 ;RADIUSKORREKTUR WIRD ABGEWÄHLT, BEI DIESER INNENKONTUR NICHT SINNVOLL, G01 Y65 G01 X0 G00 X60 G01 X130 G00 X80 G03 X65 Y50 I0 J-15 G01 Y45 G01 Y50 G03 X50 Y65 I-15 J0 G01 Z20 G00 X60 Y80 Z100 ;SICHERHEITSABSTAND VOM ROHTEIL)M30
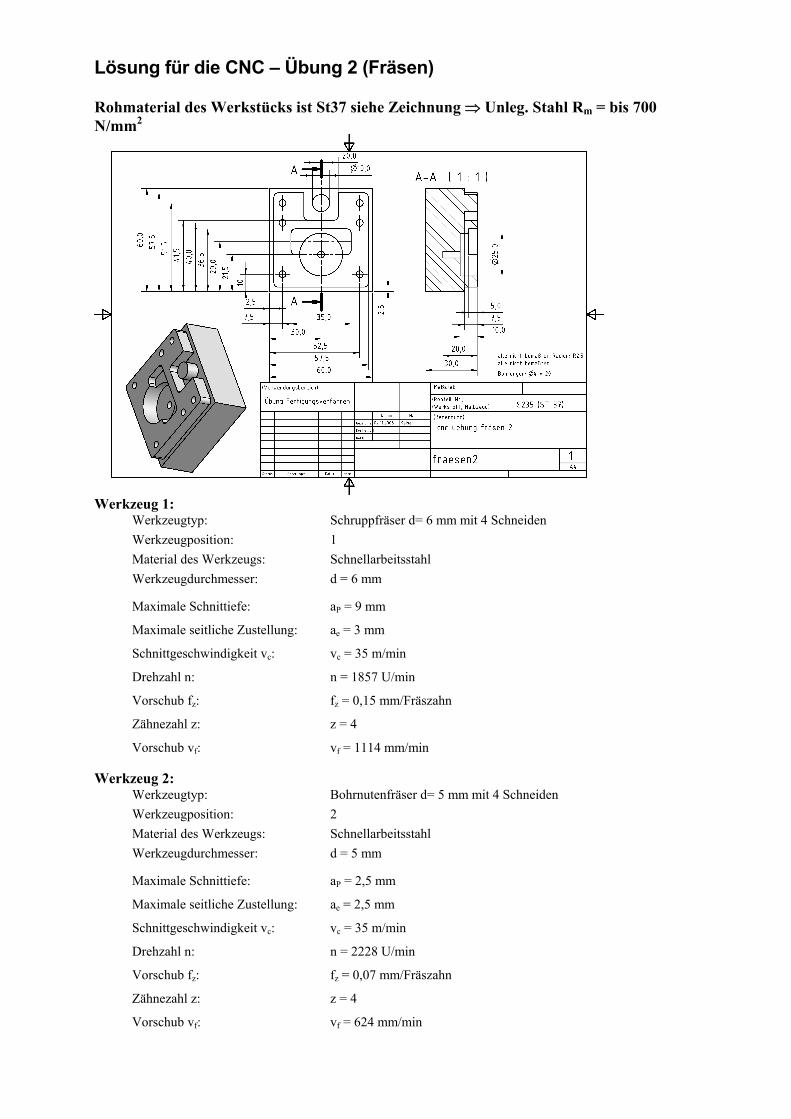
Lösung für die CNC – Übung 2 (Fräsen) Rohmaterial des Werkstücks ist St37 siehe Zeichnung ⇒ Unleg. Stahl Rm = bis 700 N/mm2
Werkzeug 1:
Werkzeugtyp: Schruppfräser d= 6 mm mit 4 Schneiden Werkzeugposition: 1 Material des Werkzeugs: Schnellarbeitsstahl Werkzeugdurchmesser: d = 6 mm
Maximale Schnittiefe: aP = 9 mm
Maximale seitliche Zustellung: ae = 3 mm
Schnittgeschwindigkeit vc: vc = 35 m/min
Drehzahl n: n = 1857 U/min
Vorschub fz: fz = 0,15 mm/Fräszahn
Zähnezahl z: z = 4
Vorschub vf: vf = 1114 mm/min
Werkzeug 2: Werkzeugtyp: Bohrnutenfräser d= 5 mm mit 4 Schneiden Werkzeugposition: 2 Material des Werkzeugs: Schnellarbeitsstahl Werkzeugdurchmesser: d = 5 mm
Maximale Schnittiefe: aP = 2,5 mm
Maximale seitliche Zustellung: ae = 2,5 mm
Schnittgeschwindigkeit vc: vc = 35 m/min
Drehzahl n: n = 2228 U/min
Vorschub fz: fz = 0,07 mm/Fräszahn
Zähnezahl z: z = 4
Vorschub vf: vf = 624 mm/min
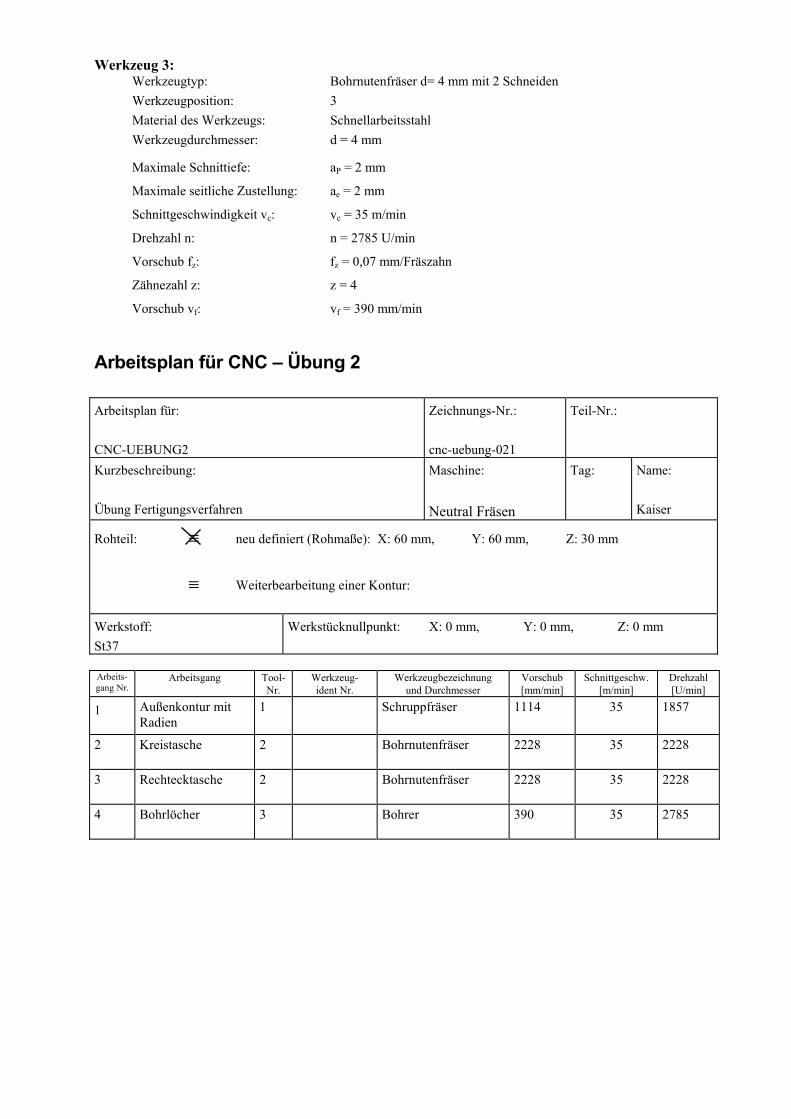
Werkzeug 3: Werkzeugtyp: Bohrnutenfräser d= 4 mm mit 2 Schneiden Werkzeugposition: 3 Material des Werkzeugs: Schnellarbeitsstahl Werkzeugdurchmesser: d = 4 mm
Maximale Schnittiefe: aP = 2 mm
Maximale seitliche Zustellung: ae = 2 mm
Schnittgeschwindigkeit vc: vc = 35 m/min
Drehzahl n: n = 2785 U/min
Vorschub fz: fz = 0,07 mm/Fräszahn
Zähnezahl z: z = 4
Vorschub vf: vf = 390 mm/min
Arbeitsplan für CNC – Übung 2 Arbeitsplan für: CNC-UEBUNG2
Zeichnungs-Nr.: cnc-uebung-021
Teil-Nr.:
Kurzbeschreibung: Übung Fertigungsverfahren
Maschine: Neutral Fräsen
Tag:
Name: Kaiser
Rohteil: ≡ neu definiert (Rohmaße): X: 60 mm, Y: 60 mm, Z: 30 mm
≡ Weiterbearbeitung einer Kontur: Werkstoff: St37
Werkstücknullpunkt: X: 0 mm, Y: 0 mm, Z: 0 mm
Arbeits-gang Nr.
Arbeitsgang Tool- Nr.
Werkzeug- ident Nr.
Werkzeugbezeichnung und Durchmesser
Vorschub [mm/min]
Schnittgeschw. [m/min]
Drehzahl [U/min]
1
Außenkontur mit Radien
1 Schruppfräser 1114 35 1857
2
Kreistasche 2 Bohrnutenfräser 2228 35 2228
3
Rechtecktasche 2 Bohrnutenfräser 2228 35 2228
4
Bohrlöcher 3 Bohrer 390 35 2785
CNC-Programm für die CNC-Übung 2 (Fräsen) ;PROGRAMM ZUR 2.ÜBUNG FERTIGUNGSVERFAHREN 21.10.08 / MASCHINENSTEUERUNG SIEMENS 840D) ;BENENNUNG: CNC-ÜBUNG 02.DWG) ;ROHTEILMAßE: 60;60;30) ;VERWENDETE WERKZEUGE: SCHRUPPFRAESER D=6MM; BOHRNUTENFRAESER D=5MM BOHRER D=4MM) ;ALLE FRAESER AUS SCHNELLARBEITSSTAHL) ;AUßENKONTUR MIT RADIEN FRAESEN) ;WERKZEUG: SCHRUPPFRAESER T3 D=6MM MIT 4 SCHNEIDEN) N10 T3 D1 S1857 F1114 M03 N20 G54 N30 G00 Z100 N40 G00 G41 D3 X0 Y-10 N50 G00 Z10 N60 G00 X2.5 Y-5 N70 G01 Z-7.5 N80 G01 Y55 N90 G02 X5 Y57.5 I2.5 J0 N100 G01 X55 N110 G02 X57.5 Y55 I0 J-2.5 N120 G01 Y5 N130 G02 X55 Y2.5 I-2.5 J0 N140 G01 X5 N150 G02 X2.5 Y5 I0 J2.5 N160 G00 Z20 N170 G00 X60 Y80 Z100 N180 G40 ;WERKZEUGWECHSEL (BOHRNUTENFRAESER T2 D=5MM MIT 4 SCHNEIDEN) N190 T2 D1 S2228 F624 M03 N200 G00 Z100 ; KREISTASCHE) N210 POCKET2(2,0,1,-10,,12.5,30,21,300,300,2,3,,0,2.5,,) ;RECHTECKTASCHE) N220 POCKET1(2,0,1,-5,0,30,15,5,30,29,0,300,300,6,3,,0,2.5,,) ;INNENKONTUR) N230 G00 X20 N240 G00 Y62 N250 G01 X22.5 Y60 Z-7.5 N260 G01 Y44 N270 G01 X37.5 N280 G01 Y59 N290 G01 X30 N300 G03 X30 Y59 I0 J-7.5 N310 G01 Z20 N320 G00 X60 Y80 Z100 ; WERKZEUGWECHSEL BOHRER D=4MM MIT 2 SCHNEIDEN) ; BOHRLOECHER) N330 T3 D1 S2785 F390 M03 N340 G00 X8.75 Y10 Z8 N350 CYCLE83(2,0,1,-20,0,,,2,,,300,0) N360 G00 X8.75 Y40 Z8 N370 CYCLE83(2,0,1,-20,0,,,2,,,300,0) N380 G00 X8.75 Y50 Z8 N390 CYCLE83(2,0,1,-20,0,,,2,,,300,0) N400 G00 X51.5 Y50 Z8 N410 CYCLE83(2,0,1,-20,0,,,2,,,300,0) N420 G00 X51.5 Y40 Z8 N430 CYCLE83(2,0,1,-20,0,,,3,,,300,0) N440 G00 X51.5 Y10 Z8 N450 CYCLE83(2,0,1,-20,0,,,3,,,300,0) N460 G00 X60 Y80 Z100 N470 M30
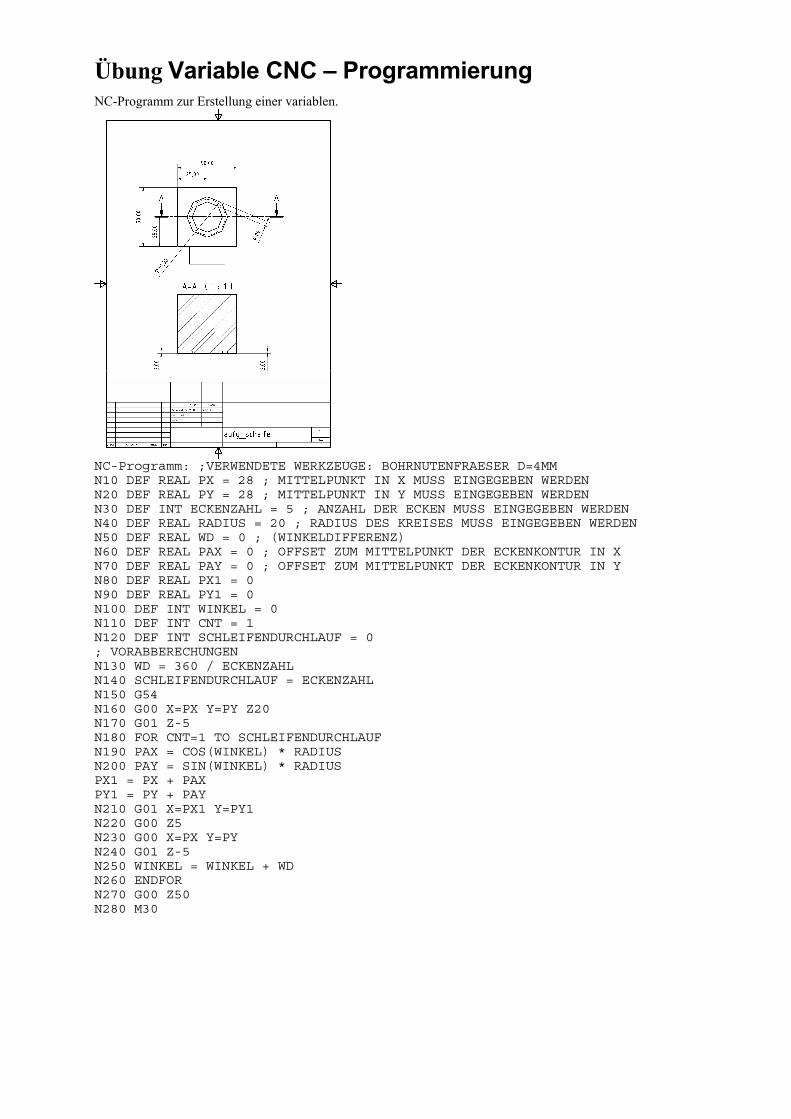
Übung Variable CNC – Programmierung NC-Programm zur Erstellung einer variablen.
NC-Programm: ;VERWENDETE WERKZEUGE: BOHRNUTENFRAESER D=4MM N10 DEF REAL PX = 28 ; MITTELPUNKT IN X MUSS EINGEGEBEN WERDEN N20 DEF REAL PY = 28 ; MITTELPUNKT IN Y MUSS EINGEGEBEN WERDEN N30 DEF INT ECKENZAHL = 5 ; ANZAHL DER ECKEN MUSS EINGEGEBEN WERDEN N40 DEF REAL RADIUS = 20 ; RADIUS DES KREISES MUSS EINGEGEBEN WERDEN N50 DEF REAL WD = 0 ; (WINKELDIFFERENZ) N60 DEF REAL PAX = 0 ; OFFSET ZUM MITTELPUNKT DER ECKENKONTUR IN X N70 DEF REAL PAY = 0 ; OFFSET ZUM MITTELPUNKT DER ECKENKONTUR IN Y N80 DEF REAL PX1 = 0 N90 DEF REAL PY1 = 0 N100 DEF INT WINKEL = 0 N110 DEF INT CNT = 1 N120 DEF INT SCHLEIFENDURCHLAUF = 0 ; VORABBERECHUNGEN N130 WD = 360 / ECKENZAHL N140 SCHLEIFENDURCHLAUF = ECKENZAHL N150 G54 N160 G00 X=PX Y=PY Z20 N170 G01 Z-5 N180 FOR CNT=1 TO SCHLEIFENDURCHLAUF N190 PAX = COS(WINKEL) * RADIUS N200 PAY = SIN(WINKEL) * RADIUS PX1 = PX + PAX PY1 = PY + PAY N210 G01 X=PX1 Y=PY1 N220 G00 Z5 N230 G00 X=PX Y=PY N240 G01 Z-5 N250 WINKEL = WINKEL + WD N260 ENDFOR N270 G00 Z50 N280 M30