
LuK Kupplungskurs DE 140612 - schmettau-fuchs.de · Leistung und damit Drehmoment abzugeben,...
52
LuK Kupplungs-Kurs Einführung in die Kupplungstechnik für Personenkraftwagen
Transcript of LuK Kupplungskurs DE 140612 - schmettau-fuchs.de · Leistung und damit Drehmoment abzugeben,...

LuK Kupplungs-Kurs Einführung in die Kupplungstechnik für Personenkraftwagen

Der Inhalt dieser Broschüre ist rechtlich unverbindlich
und ausschließlich zu Informationszwecken bestimmt.
Soweit rechtlich zulässig, ist die Haftung der Schaeffl er
Automotive Aftermarket GmbH & Co. KG aus oder im
Zusammenhang mit dieser Broschüre ausgeschlossen.
Alle Rechte vorbehalten. Jede Vervielfältigung, Verbrei-
tung, Wiedergabe, öffentliche Zugänglichmachung oder
sonstige Veröffentlichung dieser Broschüre ganz oder
auch nur auszugsweise ohne die vorherige schriftliche
Zustimmung der Schaeffl er Automotive Aftermarket
GmbH & Co. KG ist nicht gestattet.
Copyright ©
Schaeffl er Automotive Aftermarket GmbH & Co. KG
Mai 2012

Inhalt
Inhalt
3
1 Entwicklungsgeschichte der Kupplungstechnik 4
2 Die Kupplung zwischen Motor und Getriebe – Funktionsschema, Bauteile 13
3 Die Kupplungsscheibe: das zentrale Verbindungselement der Kupplung 16
4 Die Kupplungsdruckplatte: Bauarten und Kennlinien 20
5 Das ZMS: effektive Torsionsdämpfung zwischen Motor und Getriebe 28
6 Hydraulische Ausrücksysteme 32
7 Automatisierte Schaltgetriebe (ASG) für mehr Komfort 36
8 Doppelkupplungsgetriebe bieten Dynamik und Effi zienz 38
9 CVT-Getriebe: stufenlos komfortabel 42
10 Drehmomentwandler: mit robusten Systemen und weniger Kraftstoff immer weiter fahren 48
Schlusswort 50
Seite

1 Entwicklungsgeschichte der Kupplungstechnik
1 Entwicklungsgeschichte der Kupplungstechnik
4
Fast alle Bauteile haben in der über 100-jährigen Ge-
schichte des Automobils eine enorme technische Ent-
wicklung erfahren. Zuverlässigkeit, Produktionskos ten
und Wartungsfreundlichkeit sowie neuerdings Umwelt-
verträglichkeit waren und sind dabei Faktoren, die die
Fahrzeugkonstrukteure zu immer neuen und besseren
Lösungen kommen ließen. Die Grundkonstruktionen
waren in den meisten Fällen schon seit den Anfängen
bekannt, jedoch ließen erst neue Materialien und Bear-
beitungsverfahren deren Realisierung zu.
Es dauerte bis zum Ende des ersten Jahrzehnts unseres
Jahrhunderts, dass sich der Verbrennungsmotor unter
den konkurrierenden Antriebskonzepten für Fahrzeuge
gegenüber Dampf- und Elektroantrieben endgültig auf
breiter Front durchsetzte. 1902 konnte ein Fahrzeug mit
Ottomotor erstmals den absoluten Geschwindigkeits-
rekord an sich reißen: Bis dahin hatten Dampf- und
Elektrofahrzeuge dominiert, und auch noch während des
ersten Jahrzehnts stritten sich die Verfechter der drei An-
triebskonzeptionen um den absoluten Geschwindigkeits-
rekord. Dampf- und Elektroantriebe hatten gegenüber
den Motorwagen für fl üssige Brennstoffe – wie sie damals
noch hießen – einen entscheidenden Vorteil: Durch den
fast idealen Drehmomentverlauf benötigten sie weder
Kupplung noch Getriebe und waren dadurch weitaus
einfacher zu bedienen, weniger störanfällig und wartungs-
freundlicher. Da der Verbrennungsmotor Leistung nur über
Drehzahl abgibt, muss er folglich über eine Trennmöglich-
keit zwischen Motor und Getriebe verfügen. Das dreh-
zahlabhängige Antriebsprinzip des Ottomotors kommt
nicht ohne mechanische Hilfe beim Anfahren aus, um den
Nachteil, erst ab einer bestimmten Drehzahl genügend
Leistung und damit Drehmoment abzugeben, auszuglei-
chen. Neben dieser Funktion als Anfahrkupplung ist aber
jene der Trennkupplung genauso wichtig, um während
der Fahrt ohne Last schalten zu können. Aufgrund der
Komplexität der dabei zu lösenden Probleme besaßen in
den Anfängen des Automobilbaus viele, vor allem kleinere
Fahrzeuge, keine Anfahrkupplung. Der Motorwagen muss-
te angeschoben werden.
Das Funktionsprinzip der ersten Kupplungen stammt aus
den Maschinenhallen der aufstre benden Industrie. Wie
bei den dort verwen deten Transmissionsriemen wurden
auch bei den Motorwagen lederne Flachrie men einge-
setzt. Durch das Spannen des Riemens über eine Spann-
rolle wurde die Antriebsleistung der Motor-Riemenscheibe
auf die Antriebsräder übertragen. Durch Lockern rutschte
er durch, es war ausgekuppelt. Die ses Verfahren ließ den
Lederriemen jedoch schnell verschleißen. So ging man
bald da zu über, neben die Antriebsriemenscheibe eine
ebenso große, leerlaufende Scheibe zu installieren. Per
Hebelbewegung ließ sich der Transmissionsriemen von
der Los- auf die Treibscheibe umlenken. Schon der Benz-
Patent-Motorwagen von 1886 (Abbildung 1), mit dem
Bertha Benz die erste, in die Au tomobilgeschichte ein-
gegangene, Langstreckenfahrt von Mannheim nach
Pforzheim unternommen hatte, besaß diese Kupplungs-
lösung.
Die Nachteile des Riemenantriebs einerseits, wie schlech-
ter Wirkungsgrad, hohe Verschleißanfälligkeit und un-
genügende Laufeigenschaften, speziell bei Regenwetter,
sowie die Notwendigkeit von Wechselgetrieben für die
allmählich steigenden Motorleistungen andererseits,
ließen die Konstrukteure nach besseren Lösungen als
die der Transmissionsriemenkupplung suchen.
Abb. 1) Transmissionsriemenkupplung beim Benz-
Patent-Motorwagen von 1886
Abb. 2) Grundprinzip der Reibungskupplung: Die angetrie-
bene Scheibe wird bis zum Kraftschluss auf die antreibende
Scheibe gepresst
5
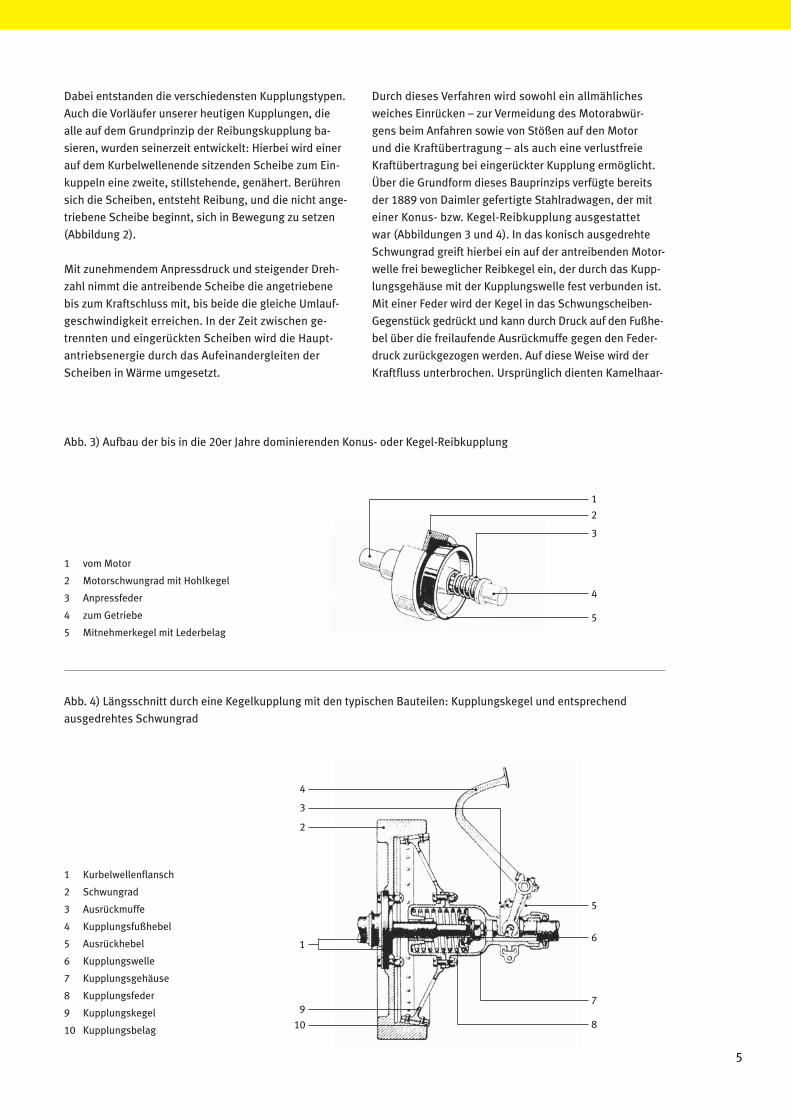
Abb. 3) Aufbau der bis in die 20er Jahre dominierenden Konus- oder Kegel-Reibkupplung
Abb. 4) Längsschnitt durch eine Kegelkupplung mit den typischen Bauteilen: Kupplungskegel und entsprechend
ausgedrehtes Schwungrad
Dabei entstanden die verschiedensten Kupp lungstypen.
Auch die Vorläufer unserer heu tigen Kupplungen, die
alle auf dem Grundprinzip der Reibungskupplung ba-
sieren, wur den seinerzeit entwickelt: Hierbei wird einer
auf dem Kurbelwellenende sitzenden Scheibe zum Ein-
kuppeln eine zweite, stillstehen de, genähert. Berühren
sich die Schei ben, entsteht Reibung, und die nicht ange-
trie be ne Scheibe beginnt, sich in Bewegung zu setzen
(Abbildung 2).
Mit zunehmendem Anpressdruck und steigender Dreh-
zahl nimmt die antreibende Scheibe die angetriebene
bis zum Kraftschluss mit, bis beide die gleiche Umlauf-
geschwindigkeit erreichen. In der Zeit zwischen ge-
trenn ten und eingerückten Scheiben wird die Haupt-
antriebsenergie durch das Aufeinandergleiten der
Scheiben in Wärme umgesetzt.
Durch dieses Verfahren wird sowohl ein allmähliches
weiches Einrücken – zur Vermeidung des Motorabwür-
gens beim Anfahren sowie von Stößen auf den Motor
und die Kraftübertragung – als auch eine verlustfreie
Kraftübertragung bei eingerückter Kupplung ermöglicht.
Über die Grundform dieses Bauprinzips verfügte bereits
der 1889 von Daimler gefertigte Stahlradwagen, der mit
einer Konus- bzw. Kegel-Reibkupplung ausgestattet
war (Abbildungen 3 und 4). In das konisch ausgedrehte
Schwungrad greift hier bei ein auf der antreibenden Motor-
welle frei beweglicher Reibkegel ein, der durch das Kupp-
lungsgehäuse mit der Kupplungswelle fest verbunden ist.
Mit einer Feder wird der Kegel in das Schwungscheiben-
Gegenstück gedrückt und kann durch Druck auf den Fußhe-
bel über die freilaufende Ausrück muffe gegen den Feder-
druck zurückge zogen werden. Auf diese Weise wird der
Kraft fl uss unterbrochen. Ursprünglich dienten Kamelhaar-
1 vom Motor
2 Motorschwungrad mit Hohlkegel
3 Anpressfeder
4 zum Getriebe
5 Mitnehmerkegel mit Lederbelag
1 Kurbelwellenfl ansch
2 Schwungrad
3 Ausrückmuffe
4 Kupplungsfußhebel
5 Ausrückhebel
6 Kupplungswelle
7 Kupplungsgehäuse
8 Kupplungsfeder
9 Kupplungskegel
10 Kupplungsbelag
1
9
10
2
1
2
5
3
4
4
3
8
7
6
5

6
Abb. 5) Kegelkupplung mit federndem Lederbelag Abb. 6) Erleichterung der Wartung: NAG-Kupplung mit
zweigeteiltem Hohlkegelring
riemen als Reibbelag auf der Kegelfl äche. Die se wur den
aber bald von Lederriemen ab gelöst, die zum Schutz ge-
gen Feuchtigkeit, Fett und Öl zuvor in Rizinusöl getränkt
wurden (Abbildung 5).
Zwar hatte dieses Verfahren den Vorteil, selbstnachstellend
zu sein und die Achs- bzw. Getriebewelle nicht zu belasten.
Jedoch überwogen die Nachteile: Der Reibbelag verschliss
schnell – und seine Erneuerung war aufwändig. Deshalb
ging man bald zu Konstruktionen mit federnden Stiften
oder Blattfedern unter dem Lederbelag über. Ein weiterer
Nachteil war, dass die Schwungscheibe und der Kupplungs-
kegel sehr massiv ausfi elen und beim Auskuppeln, auf-
grund des großen Massenträgheits mo mentes des Kupp-
lungsteils, zu langsam zum Stehen kamen. Da die Getrie-
be aber noch nicht synchronisiert waren, sollte der Kupp-
lungsteil nach dem Ausrücken zum Schalten schnell zum
Stillstand kommen.
Um diesem Manko zu begegnen, baute man etwa ab 1910
eine zusätzliche Kupplungs- bzw. Getriebebremse an, die
über einen zweiten Fußhebel – meist in Kombination mit
dem Kupplungspedal und mit diesem auf einer gemein-
samen Pedalwelle laufend – bedient werden musste. Aus
Bequemlichkeit verzichteten viele Chauffeure seinerzeit
auf das Schalten und ließen stattdessen lie ber die Kupp-
lung schleifen, um die Geschwin digkeit des Fahrzeugs zu
regulieren. Diese Anwendung erhitzte das Schwungrad
jedoch stärker als den durch den isolierenden Lederbe-
lag thermisch geschützten Reibkegel. So stellte sich das
Problem, dass der Konus nach einem solchen Parforceritt
tiefer in das durch die Erwärmung ausgedehnte Schwung-
rad eingreifen konnte und sich nach dem Erkalten darin
festklemmte. Siehe dazu Abbildung 7.
So setzten sich bereits nach dem Ersten Welt krieg immer
stärker metallische Reibbeläge durch. Doch parallel wur-
den auch andere Va rianten erprobt: So verbaute die Neue
Au to mobil-Gesellschaft (NGA) eine Kupplung (Abbildung 6),
die mit einem aus Blech gestanzten und zur Kühlung mit
ventilatorartigen Flügeln versehenen Ke gel mit Kamel-
haarbelag ausge stattet war, der in einen in das Schwung-
rad eingeschraubten, zweiteiligen Ring mit Lederbelag
eingriff. Durch die Zweiteilung konnte der Ring problem-
los demontiert werden. Dies vereinfachte die Wartung
und reduzierte die Zahl der Kupplungsklemmer.
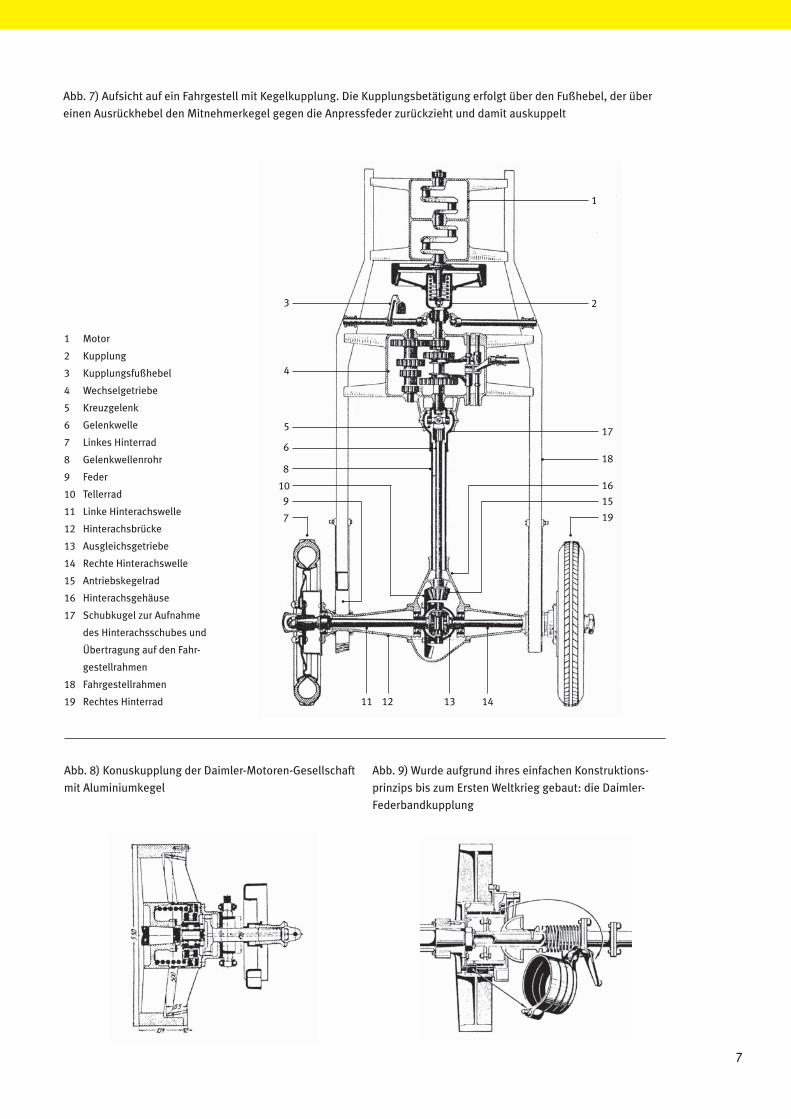
Von der Daimler-Motoren-Gesellschaft stamm te eine
offene Reibkupplung mit blan kem Aluminiumkegel
(Abbildung 8). Zum weichen Einrücken musste in regel-
mäßigen Intervallen Öl auf die Reibfl ächen tropfen.
Aufgrund ihrer Einfachheit hielten sich Konuskupplungen
bis in die 20er Jahre auf breiter Front. Metallische Kupp-
lungen mit zylindrischen Reibfl ächen konnten sich wegen
ihrer schlechten Dosierbarkeit nicht durchsetzen. Einzig
die von Daimler seit der Jahrhundertwende in den Mer-
cedes-Wagen eingebaute Federbandkupplung, eine Ab art
der zylindrischen Kupplungsform, konnte sich durch ihre
genial einfache Kons truktions lösung bis etwa zum Ersten
Weltkrieg behaupten.
Bei der Federbandkupplung saß in einer Aussparung
der Schwungscheibe ein starkes, spiralförmiges Feder-
band, in dem der trommelförmige Ansatz der Übertra-
gungswelle lief. Das eine Ende der Spiralfeder war mit
der Schwungscheibe verbunden, das an dere war am
Deckel des Federgehäuses befestigt. Die Betätigung
des Kupp lungsfußhebels spannte das Federband und
es schlang sich (selbstverstärkend) immer fes ter um die
Trommel, die Getriebewelle wurde mitgenommen – es
wurde eingekuppelt. Das Anspannen der Feder bedurfte
nur geringer Kräfte und bewirkte ein weiches Einkup-
peln (Abbildung 9).
1 Entwicklungsgeschichte der Kupplungstechnik
7
Abb. 7) Aufsicht auf ein Fahrgestell mit Kegelkupplung. Die Kupplungsbetätigung erfolgt über den Fußhebel, der über
einen Ausrückhebel den Mitnehmerkegel gegen die Anpressfeder zurückzieht und damit auskuppelt
1 Motor
2 Kupplung
3 Kupplungsfußhebel
4 Wechselgetriebe
5 Kreuzgelenk
6 Gelenkwelle
7 Linkes Hinterrad
8 Gelenkwellenrohr
9 Feder
10 Tellerrad
11 Linke Hinterachswelle
12 Hinterachsbrücke
13 Ausgleichsgetriebe
14 Rechte Hinterachswelle
15 Antriebskegelrad
16 Hinterachsgehäuse
17 Schubkugel zur Aufnahme
des Hinterachsschubes und
Übertragung auf den Fahr-
gestellrahmen
18 Fahrgestellrahmen
19 Rechtes Hinterrad
3
4
5
6
11
7
9
1412 13
15
16
17
18
19
Abb. 9) Wurde aufgrund ihres einfachen Konstruktions-
prinzips bis zum Ersten Weltkrieg gebaut: die Daimler-
Federbandkupplung
Abb. 8) Konuskupplung der Daimler-Motoren-Gesellschaft
mit Aluminiumkegel
2
1
8
10
8
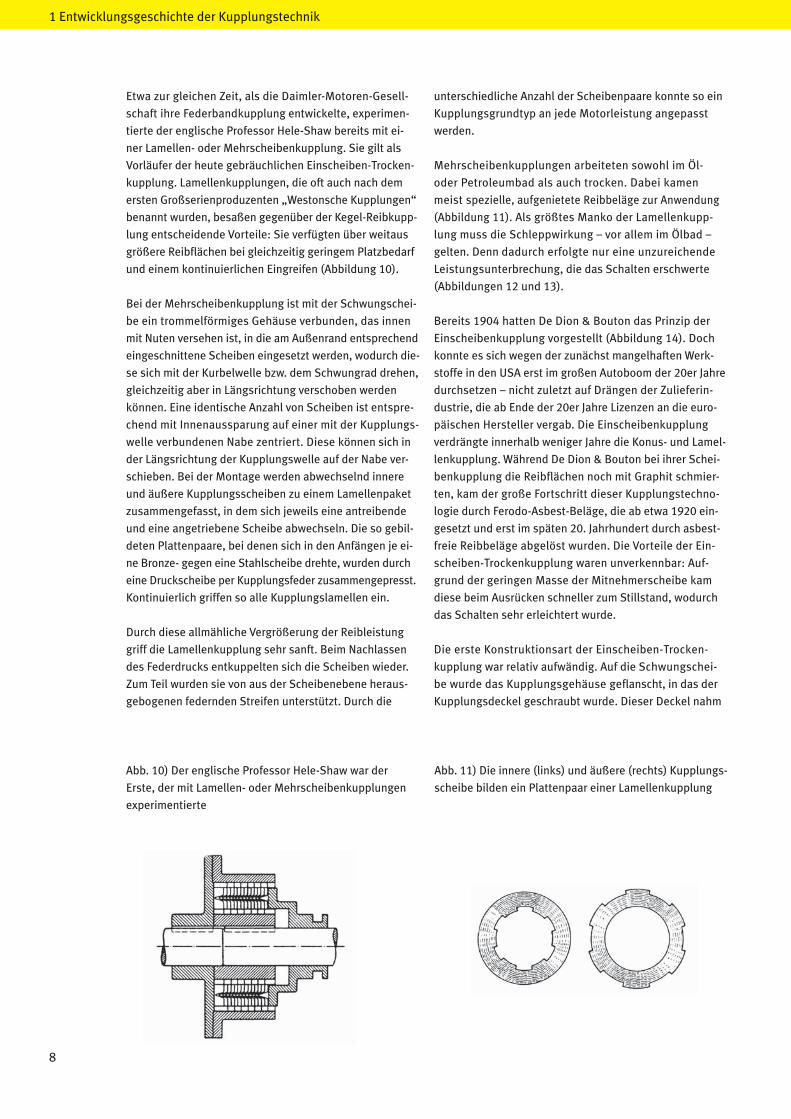
Abb. 10) Der englische Professor Hele-Shaw war der
Erste, der mit Lamellen- oder Mehrscheibenkupplungen
experimentierte
Abb. 11) Die innere (links) und äußere (rechts) Kupplungs-
scheibe bilden ein Plattenpaar einer Lamellenkupplung
Etwa zur gleichen Zeit, als die Daimler-Motoren-Gesell-
schaft ihre Federbandkupplung entwickelte, experimen-
tierte der englische Professor Hele-Shaw bereits mit ei-
ner Lamellen- oder Mehrscheibenkupplung. Sie gilt als
Vorläufer der heute gebräuchlichen Einscheiben-Trocken-
kupplung. Lamellenkupplungen, die oft auch nach dem
ersten Großserienproduzenten „Westonsche Kupplungen“
benannt wurden, besaßen gegenüber der Kegel-Reibkupp-
lung entscheidende Vorteile: Sie verfügten über weitaus
größere Reibfl ächen bei gleichzeitig geringem Platzbedarf
und einem kontinuierlichen Eingreifen (Abbildung 10).
Bei der Mehrscheibenkupplung ist mit der Schwungschei-
be ein trommelförmiges Gehäuse verbunden, das innen
mit Nuten verse hen ist, in die am Außenrand entsprechend
eingeschnittene Scheiben eingesetzt werden, wodurch die-
se sich mit der Kurbelwelle bzw. dem Schwungrad drehen,
gleichzeitig aber in Längsrichtung verschoben werden
können. Eine identische Anzahl von Scheiben ist entspre-
chend mit Innenaussparung auf einer mit der Kupplungs-
welle verbundenen Nabe zentriert. Diese können sich in
der Längs richtung der Kupplungswelle auf der Nabe ver-
schieben. Bei der Montage werden abwechselnd innere
und äußere Kupplungsscheiben zu einem Lamellenpaket
zusammen gefasst, in dem sich jeweils eine antreibende
und eine angetriebene Scheibe abwechseln. Die so gebil-
deten Plattenpaare, bei denen sich in den Anfängen je ei-
ne Bronze- gegen eine Stahlscheibe drehte, wurden durch
eine Druckscheibe per Kupplungsfeder zusammengepresst.
Kontinuierlich griffen so alle Kupplungslamellen ein.
Durch diese allmähliche Vergrößerung der Reibleistung
griff die Lamellenkupplung sehr sanft. Beim Nachlassen
des Federdrucks entkuppelten sich die Scheiben wieder.
Zum Teil wurden sie von aus der Scheibenebene heraus-
gebogenen federnden Streifen unterstützt. Durch die
unterschiedliche Anzahl der Scheibenpaare konn te so ein
Kupplungsgrundtyp an jede Motorleistung angepasst
werden.
Mehrscheibenkupplungen arbeiteten sowohl im Öl-
oder Petroleumbad als auch trocken. Dabei kamen
meist spezielle, aufgenietete Reibbeläge zur Anwendung
(Abbildung 11). Als größtes Manko der Lamellenkupp-
lung muss die Schleppwirkung – vor allem im Ölbad –
gelten. Denn dadurch erfolgte nur eine unzureichende
Leistungsunterbrechung, die das Schalten erschwerte
(Abbildungen 12 und 13).
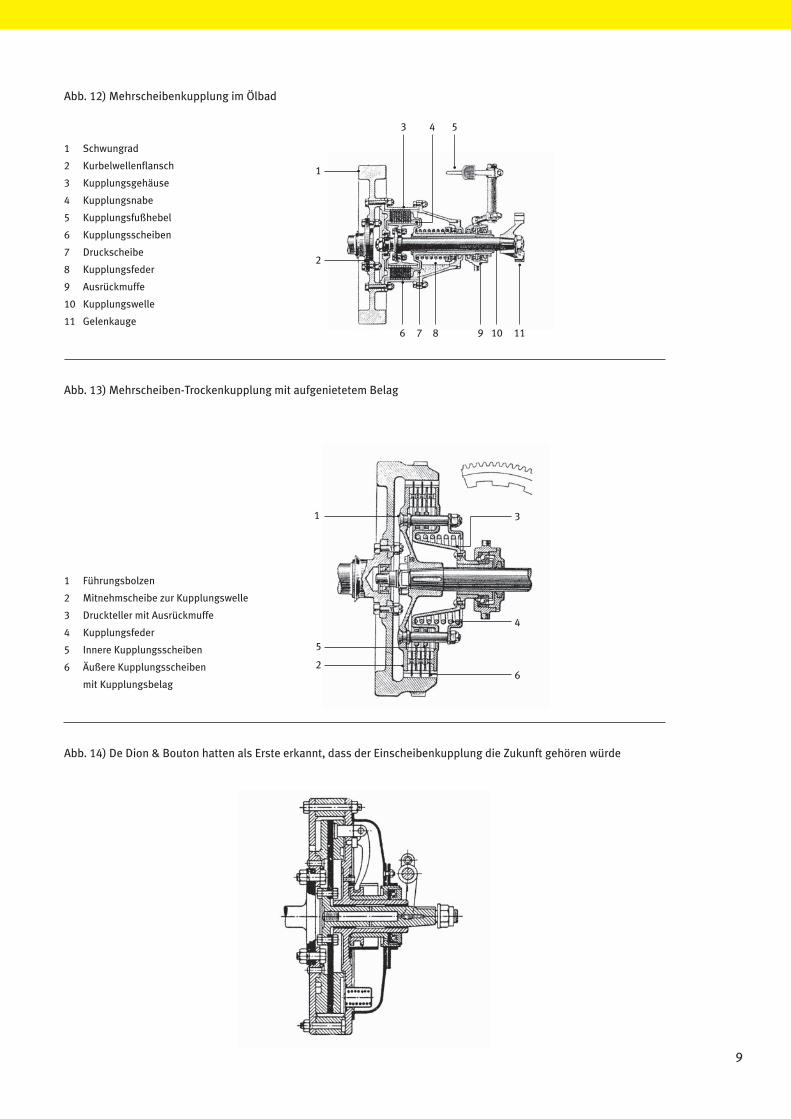
Bereits 1904 hatten De Dion & Bouton das Prinzip der
Einscheibenkupplung vorgestellt (Abbildung 14). Doch
konnte es sich wegen der zunächst mangelhaften Werk-
stoffe in den USA erst im großen Autoboom der 20er Jahre
durchsetzen – nicht zuletzt auf Drängen der Zulieferin-
dustrie, die ab Ende der 20er Jahre Lizenzen an die euro-
päischen Herstel ler vergab. Die Einscheibenkupplung
verdrängte innerhalb weniger Jahre die Konus- und Lamel-
lenkupplung. Während De Dion & Bouton bei ihrer Schei-
benkupplung die Reibfl ächen noch mit Graphit schmier-
ten, kam der große Fortschritt dieser Kupplungstechno-
logie durch Ferodo-Asbest-Be läge, die ab etwa 1920 ein-
gesetzt und erst im späten 20. Jahrhundert durch asbest-
freie Reibbeläge abgelöst wurden. Die Vorteile der Ein-
scheiben-Trockenkupplung waren unverkennbar: Auf-
grund der gerin gen Masse der Mitnehmerscheibe kam
diese beim Ausrücken schneller zum Stillstand, wo durch
das Schalten sehr erleichtert wurde.
Die erste Konstruktionsart der Einscheiben-Trocken-
kupplung war relativ aufwändig. Auf die Schwungschei-
be wurde das Kupplungsgehäuse gefl anscht, in das der
Kupplungsdeckel geschraubt wurde. Dieser Deckel nahm
1 Entwicklungsgeschichte der Kupplungstechnik
9
Abb. 12) Mehrscheibenkupplung im Ölbad
Abb. 13) Mehrscheiben-Trockenkupplung mit aufgenietetem Belag
Abb. 14) De Dion & Bouton hatten als Erste erkannt, dass der Einscheibenkupplung die Zukunft gehören würde
1 Schwungrad
2 Kurbelwellenfl ansch
3 Kupplungsgehäuse
4 Kupplungsnabe
5 Kupplungsfußhebel
6 Kupplungsscheiben
7 Druckscheibe
8 Kupplungsfeder
9 Ausrückmuffe
10 Kupplungswelle
11 Gelenkauge
1 Führungsbolzen
2 Mitnehmscheibe zur Kupplungswelle
3 Druckteller mit Ausrückmuffe
4 Kupplungsfeder
5 Innere Kupplungsscheiben
6 Äußere Kupplungsscheiben
mit Kupplungsbelag
2
3 4 5
6 7 8 9 10
1
11
1
2
3
4
5
6
10
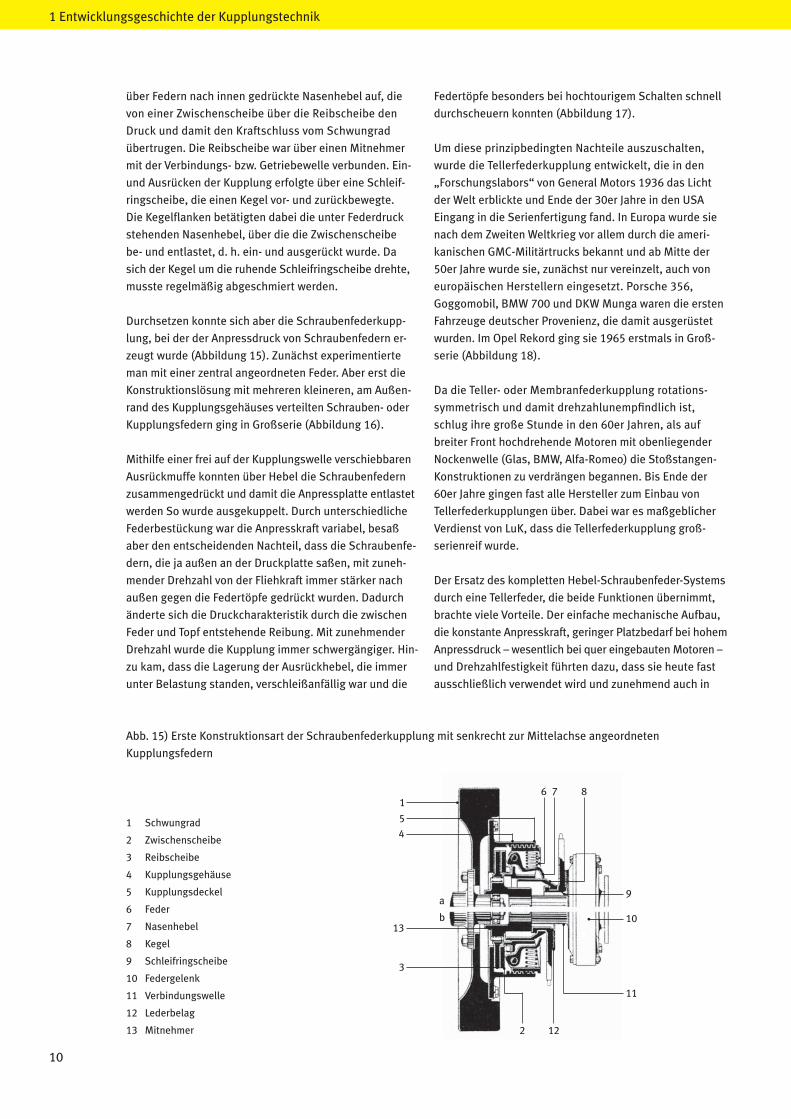
über Federn nach innen gedrückte Nasenhebel auf, die
von einer Zwischenscheibe über die Reibscheibe den
Druck und damit den Kraftschluss vom Schwungrad
übertrugen. Die Reibscheibe war über einen Mitnehmer
mit der Verbindungs- bzw. Getriebewelle verbunden. Ein-
und Ausrücken der Kupplung erfolgte über eine Schleif-
ringscheibe, die einen Kegel vor- und zurückbewegte.
Die Kegelfl anken betätigten dabei die unter Federdruck
ste henden Nasenhebel, über die die Zwischenscheibe
be- und entlastet, d. h. ein- und ausgerückt wurde. Da
sich der Kegel um die ruhende Schleifringscheibe drehte,
musste regelmäßig abgeschmiert werden.
Durchsetzen konnte sich aber die Schraubenfederkupp-
lung, bei der der Anpressdruck von Schraubenfedern er-
zeugt wurde (Abbildung 15). Zunächst experimentierte
man mit einer zentral angeordneten Feder. Aber erst die
Konstruktionslösung mit mehreren kleineren, am Außen-
rand des Kupplungsgehäuses verteilten Schrauben- oder
Kupplungsfedern ging in Großserie (Abbildung 16).
Mithilfe einer frei auf der Kupplungswelle verschiebbaren
Ausrückmuffe konnten über Hebel die Schraubenfedern
zusammengedrückt und damit die Anpressplatte entlastet
werden So wurde ausgekuppelt. Durch unterschiedliche
Federbestückung war die Anpresskraft variabel, besaß
aber den entscheidenden Nachteil, dass die Schraubenfe-
dern, die ja außen an der Druckplatte saßen, mit zuneh-
mender Drehzahl von der Fliehkraft immer stärker nach
außen gegen die Federtöpfe gedrückt wurden. Dadurch
änderte sich die Druckcharakteristik durch die zwischen
Feder und Topf entstehende Reibung. Mit zunehmender
Drehzahl wurde die Kupplung immer schwergängiger. Hin-
zu kam, dass die Lagerung der Ausrückhebel, die immer
unter Belastung standen, verschleißanfällig war und die
Federtöpfe besonders bei hochtourigem Schalten schnell
durchscheuern konnten (Abbildung 17).
Um diese prinzipbedingten Nachteile auszuschalten,
wurde die Tellerfederkupplung entwickelt, die in den
„Forschungslabors“ von General Motors 1936 das Licht
der Welt erblickte und Ende der 30er Jahre in den USA
Eingang in die Serienfertigung fand. In Europa wurde sie
nach dem Zweiten Weltkrieg vor allem durch die ameri -
ka ni schen GMC-Militärtrucks bekannt und ab Mitte der
50er Jahre wurde sie, zunächst nur vereinzelt, auch von
europäischen Herstellern eingesetzt. Porsche 356,
Goggomobil, BMW 700 und DKW Munga waren die ersten
Fahrzeuge deutscher Provenienz, die damit ausgerüstet
wurden. Im Opel Rekord ging sie 1965 erstmals in Groß-
serie (Abbildung 18).
Da die Teller- oder Membranfederkupplung rotations-
symmetrisch und damit dreh zahlun empfi ndlich ist,
schlug ihre große Stunde in den 60er Jahren, als auf
breiter Front hochdrehende Motoren mit obenliegender
Nockenwelle (Glas, BMW, Alfa-Romeo) die Stoßstangen-
Konstruktionen zu verdrängen begannen. Bis Ende der
60er Jahre gingen fast alle Hersteller zum Einbau von
Tellerfederkupplungen über. Dabei war es maßgeblicher
Verdienst von LuK, dass die Tellerfederkupplung groß-
serienreif wurde.
Der Ersatz des kompletten Hebel-Schraubenfeder-Systems
durch eine Tellerfeder, die beide Funktionen übernimmt,
brachte viele Vorteile. Der einfache mechanische Aufbau,
die konstante Anpresskraft, geringer Platzbedarf bei hohem
Anpressdruck – wesentlich bei quer eingebauten Motoren –
und Drehzahlfestigkeit führten dazu, dass sie heute fast
ausschließlich verwendet wird und zunehmend auch in
1 Entwicklungsgeschichte der Kupplungstechnik
Abb. 15) Erste Konstruktionsart der Schraubenfederkupplung mit senkrecht zur Mittelachse angeordneten
Kupplungsfedern
1 Schwungrad
2 Zwischenscheibe
3 Reibscheibe
4 Kupplungsgehäuse
5 Kupplungsdeckel
6 Feder
7 Nasenhebel
8 Kegel
9 Schleifringscheibe
10 Federgelenk
11 Verbindungswelle
12 Lederbelag
13 Mitnehmer
1
a
b
2
3
4
5
6 7 8
9
10
11
12
13
11
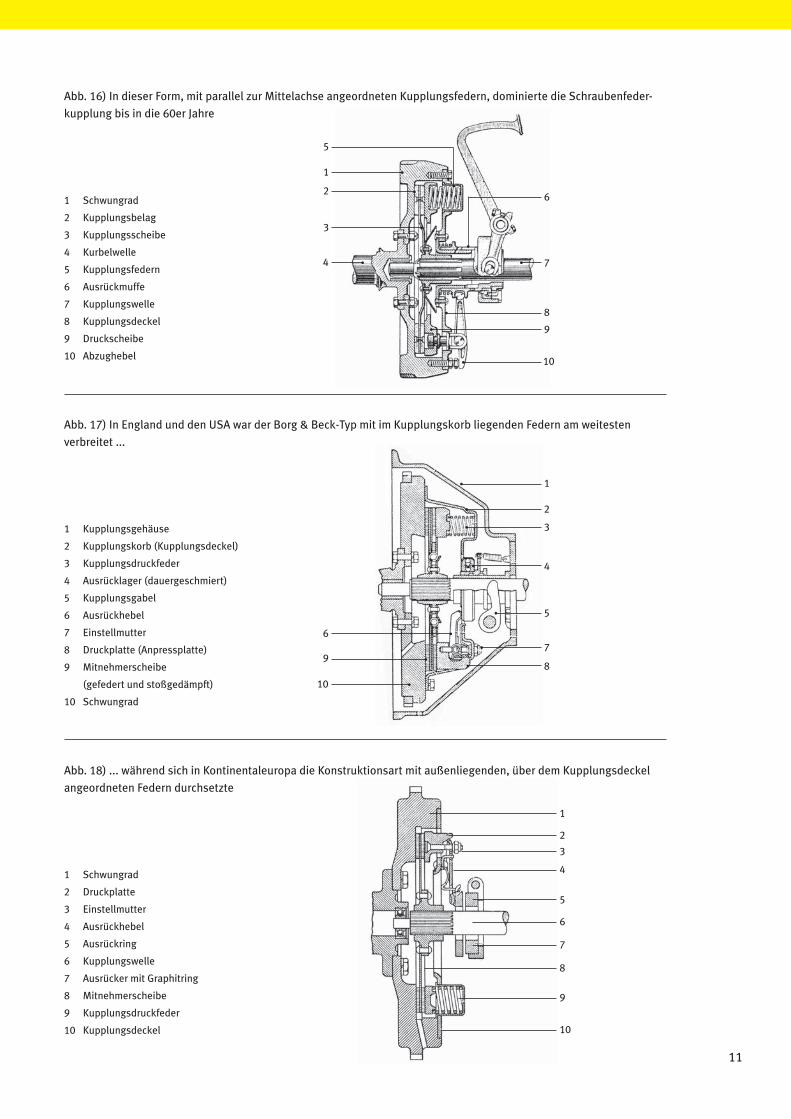
Abb. 18) ... während sich in Kontinentaleuropa die Konstruktionsart mit außenliegenden, über dem Kupplungsdeckel
angeordneten Federn durchsetzte
Abb. 16) In dieser Form, mit parallel zur Mittelachse an geordneten Kupplungsfedern, dominierte die Schraubenfeder-
kupplung bis in die 60er Jahre
Abb. 17) In England und den USA war der Borg & Beck-Typ mit im Kupplungskorb liegenden Federn am weitesten
verbreitet ...
1 Schwungrad
2 Kupplungsbelag
3 Kupplungsscheibe
4 Kurbelwelle
5 Kupplungsfedern
6 Ausrückmuffe
7 Kupplungswelle
8 Kupplungsdeckel
9 Druckscheibe
10 Abzughebel
1 Kupplungsgehäuse
2 Kupplungskorb (Kupplungsdeckel)
3 Kupplungsdruckfeder
4 Ausrücklager (dauergeschmiert)
5 Kupplungsgabel
6 Ausrückhebel
7 Einstellmutter
8 Druckplatte (Anpressplatte)
9 Mitnehmerscheibe
(gefedert und stoßgedämpft)
10 Schwungrad
4
1
62
3
5
7
8
9
10
1
2
3
4
5
7
8
6
9
10
1 Schwungrad
2 Druckplatte
3 Einstellmutter
4 Ausrückhebel
5 Ausrückring
6 Kupplungswelle
7 Ausrücker mit Graphitring
8 Mitnehmerscheibe
9 Kupplungsdruckfeder
10 Kupplungsdeckel
1
2
3
4
5
8
9
6
7
10

12
Nutzfahrzeugen – noch lange eine Domäne der Schrau-
benfederkupplung – zum Einbau gelangt (Abbildung 19).
Parallel zu dieser Entwicklung wurde auch die Kupplungs-
scheibe optimiert. Die ständig wechselnde Drehzahl und das
Schwanken des Drehmoments eines Verbrennungs motors
erzeugen Schwingungen, die von Kurbelwelle, Kupplung
und Getriebeeingangswelle auf das Getriebe übertragen
werden. Geräuschentwicklung und hoher Zahnfl ankenver-
schleiß sind die Folge. Verringerte Schwungmasse und
Leichtbau bei modernen Fahrzeugen verstärken diesen
Effekt. Aus diesem Grund stattete man Kupplungsschei-
ben mit Torsionsdämpfern und Belagfederung aus. Wäh-
rend das Kuppeln lange Zeit kräftige Waden erforderte, da
die Fußkraft über Gestänge und Wellen übertragen wurde,
erhöhten seit den 30er Jahren Seilzüge und seit den 50ern
hydraulische Betätigungen den Komfort.
Der Bedienungsfreundlichkeit sollten auch alle Versuche
dienen, den Kupplungsvorgang zu automatisieren. 1918
kamen von Wolseley die ersten Ideen einer elektromag-
netischen Kupplung. Anfang der 30er Jahre baute die
französische Firma Cotal ihr Vorwahlgetriebe mit elektro-
magnetischer Kupplung, das in einigen Luxusautomobilen
eingebaut wurde.
Am bekanntesten wurden Fliehkraftkupplungen, die ihren
Anpressdruck drehzahlabhängig durch die Zentrifugalkraft
regeln, und automatische Kupplungen wie Saxomat (Fich-
tel & Sachs), LuKomat (LuK), Manumatik (Borg & Beck)
und Ferlec (Ferodo). Keine davon konnte sich durchsetzen.
Die Konkurrenz der manuellen und automatischen Getrie-
be mit Drehmomentwandler war zu groß.
Abb. 19) Bei der von Chevrolet entwickelten Lamellenkupplung wurden die Druckfedern durch eine Tellerfeder ersetzt.
Deshalb trägt diese Kupplungsart auch den Namen Chevrolet- bzw. Inland-Kupplung
1 Vorderes Führungslager der
Kupplungswelle
2 Haltefeder mit Schraube
3 Teller- oder Membranfeder mit den
fi ngerförmigen Ausrücklamellen
4 Ausrücker
5 Haltefeder
6 Kugelbolzen zur Lagerung
der Kupplungsgabel
7 Schwungrad
8 Mitnehmerscheibe
9 Druckplatte
10 Innerer Führungsring
11 Äußerer Führungsring
12 Kupplungskorb
13 Kupplungsgabel
14 Rückzugsfeder der
Kupplungsgabel
1
7 8 9 10 11 12 13 14
2 3 4 5 6
1 Entwicklungsgeschichte der Kupplungstechnik
Mit freundlicher Genehmigung der Zeitschrift „Markt für klassische Automobile und Motorräder“
13
2 Die Kupplung zwischen Motor und Getriebe – Funktionsschema, Bauteile
2 Die Kupplung zwischen Motor und Getriebe – Funktionsschema, Bauteile
Verbrennungsmotoren geben nur in einem bestimmten
Drehzahlbereich nutzbare Leis tung ab. Um diesen Dreh-
zahlbereich für verschiedene Fahrzustände nutzen zu
kön nen, benötigen Kraftfahrzeuge ein Schaltgetriebe.
Es wird heute in der Regel durch Einscheiben-Trocken-
kupplungen mit dem Motor verbunden. Aufgrund ge-
stiegener Anforderungen an Betätigungskräfte und zu
übertragende Motormomente kommen trockenlaufende
Zweischeibenkupplungen außer in Sport- oder schweren
Lastkraftwagen auch in normalen Personenkraftwagen
zum Einsatz. Im Gegensatz zu trocken, also im Medium
Luft arbeitenden Kupplungen arbeiten nasslaufende Kupp-
lungen im Öl bad oder im Ölnebel. Sie werden hauptsäch-
lich verwendet als Lamellenkupplungen in automatischen
Getrieben, in Bau maschinen, Sonderfahrzeugen und
überwiegend in Motorrädern.
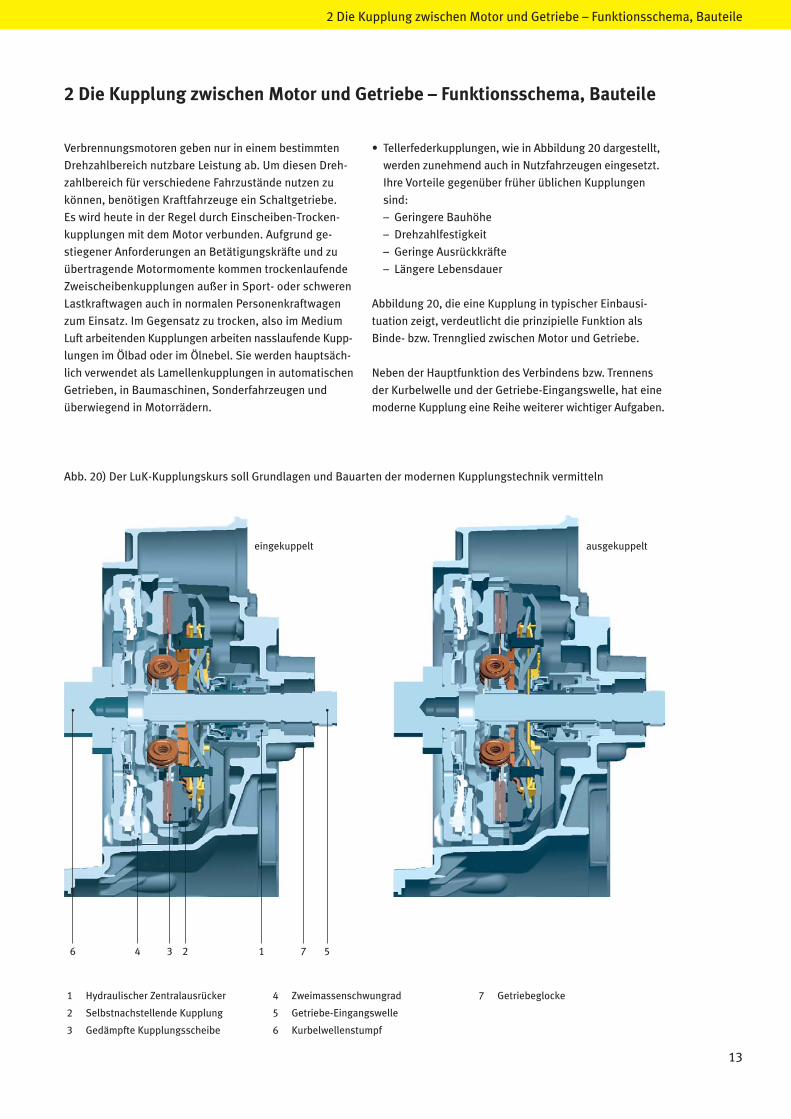
• Tellerfederkupplungen, wie in Abbildung 20 dargestellt,
werden zunehmend auch in Nutzfahrzeugen eingesetzt.
Ihre Vorteile ge genüber früher üblichen Kupplungen
sind:
– Geringere Bauhöhe
– Drehzahlfestigkeit
– Geringe Ausrückkräfte
– Längere Lebensdauer
Abbildung 20, die eine Kupplung in typi scher Einbausi-
tuation zeigt, verdeutlicht die prinzipielle Funktion als
Binde- bzw. Trennglied zwischen Motor und Getriebe.
Neben der Hauptfunktion des Verbindens bzw. Trennens
der Kurbelwelle und der Getriebe-Eingangswelle, hat eine
moderne Kupplung eine Reihe weiterer wichtiger Aufgaben.
6 4 3 2 1 7 5
eingekuppelt ausgekuppelt
1 Hydraulischer Zentralausrücker
2 Selbstnachstellende Kupplung
3 Gedämpfte Kupplungsscheibe
4 Zweimassenschwungrad
5 Getriebe-Eingangswelle
6 Kurbelwellenstumpf
7 Getriebeglocke
Abb. 20) Der LuK-Kupplungskurs soll Grundlagen und Bauarten der modernen Kupplungstechnik vermitteln

14
Das übertragbare Drehmoment einer Einscheiben-
kupplung errechnet sich wie folgt:
Reibwert µ = 0,27–0,32 (bei organischen Belägen)
0,36–0,40 (bei anorganischen Belägen)
Md = (81 x 10–3 m) x 2 x 0,27 x 3.500 N
Md = 153 Nm
2 Die Kupplung zwischen Motor und Getriebe – Funktionsschema, Bauteile
Sie soll:
• ein weiches und ruckfreies Anfahren ermöglichen,
• ein schnelles Schalten des Getriebes gewährleisten,
• die Drehschwingungen des Motors vom Getriebe
fernhalten und so Rasselgeräusche und Verschleiß
vermindern,
• als Überlastschutz für den gesamten Antriebsstrang
(z. B. bei Schaltfehlern) dienen,
• verschleißarm und leicht austauschbar sein.
Die Hauptbauteile eines vollständigen Kupplungsaggre-
gates sind:
Die Kupplungsdruckplatte mit den Einzelteilen Kupp-
lungsgehäuse (auch Kupplungs deckel), Anpressplatte
als kupplungs seitiger Reibpartner der Kupplungsscheibe,
Tellerfeder zur Erzeugung der Anpresskraft, Tangentialblatt-
feder als federndes, den Abhub sicherndes Verbindungs-
element zwischen Gehäuse und Anpressplatte, Stützring
und Distanzbolzen, die Fixierung und Lagerung der Teller-
feder übernehmen.
Die Kupplungsscheibe mit den Einzelteilen Nabe, Torsions-
dämpfer mit Reibeinrichtung und Anschlagbolzen, Seg-
mente zur Belagfederung und den damit vernieteten Reib-
belägen.
Das Schwungrad mit dem Pilotlager (auch Kupplungsfüh-
rungslager). Die Ausrückvorrichtung mit Führungshülse,
Ausrücklager und Ausrückgabel.
Die Arbeitsweise der KupplungDie Funktion einer Einscheiben-Trockenkupp lung mit
Tellerfeder zeigt die Abbildung 20, Seite 13. Im ein-
gekuppelten Zustand geht der von der Kurbelwelle
kommende Kraftfluss auf das Schwungrad und die
Kupplungsdruckplatte. Die Mitnehmerscheibe leitet
den Kraftfluss formschlüssig über die Nabe auf die
Getriebe-Eingangswelle weiter. Die Tellerfeder presst
die axial bewegliche Anpressplatte gegen die Mitneh-
merscheibe und das Schwungrad. Die Verbindung
Mo tor–Getriebe ist damit hergestellt.
Soll der Kraftfl uss unterbrochen werden, wird durch Tre-
ten des Kupplungspedals über den Ausrückmechanismus
(Gestänge, Zug, Hydraulik) die Ausrückgabel und das mit
ihr verbundene Ausrücklager in Richtung Kupplung auf
die Tellerfederspitzen gedrückt. Die Spitzen haben die
Funktion eines Hebels. Bei weiterem Durchdrücken erfolgt
über die Tellerfederlagerung eine Richtungsumkehr, die
Anpressplatte wird entlastet und über die Blattfedern
von der Kupplungsscheibe abgehoben. Die Kupplungs-
scheibe kann sich frei drehen – Motor und Getriebe sind
getrennt.
Die Belagfederung sorgt durch einen gleich mäßigen Druck-
aufbau für ein weiches Eingreifen der Kupplung.
Funktionell zwar nicht notwendig, für den praktischen Ein-
satz aber von großer Bedeu tung, ist der Torsionsdämpfer
in der Kupplungsscheibe. Er glättet durch eine motorspe-
zifi sch abgestimmte Kombination von Feder- und Reibele-
menten die ungleich för migen Drehungen der Kurbelwelle
und vermindert so Rasselgeräusche, Dröhnen und vorzei-
tigen Verschleiß im Getriebe.
Das Pilotlager dient der einwandfreien Führung bzw. Lage-
rung der Getriebe-Eingangswelle.
Die Führungshülse führt das Ausrücklager mittig auf die
Kupplung.
Md = rm x n x μ x Fa
Dabei bedeuten:
rm = mittlerer Reibradius
n = Anzahl der Beläge
µ = Reibwert der Beläge
Fa = Anpresskraft
Md = übertragbares Drehmoment
Ein Beispiel
Innendurchmesser des Belags dj = 134 mm
Außendurchmesser des Belags da = 190 mm
Anpresskraft F = 3.500 N
= 81 x 10–3 m mittl. Reibradius
= = 81mm162 mm
2
dm
2
rm =
= 162 mm mittl. Reibdurchmesser
=134 mm+190 mm
2
di+da
2
dm =
Das übertragbare Moment einer Kupplung muss immer
höher als das max. Motordrehmoment sein.
15
Die Wellendichtungen an Motor und Getriebe sollen die
Kupplungsglocke ölfrei halten. Schon geringste Mengen
Fett oder Öl auf den Kupplungsbelägen verschlechtern
den Reibwert beträchtlich.
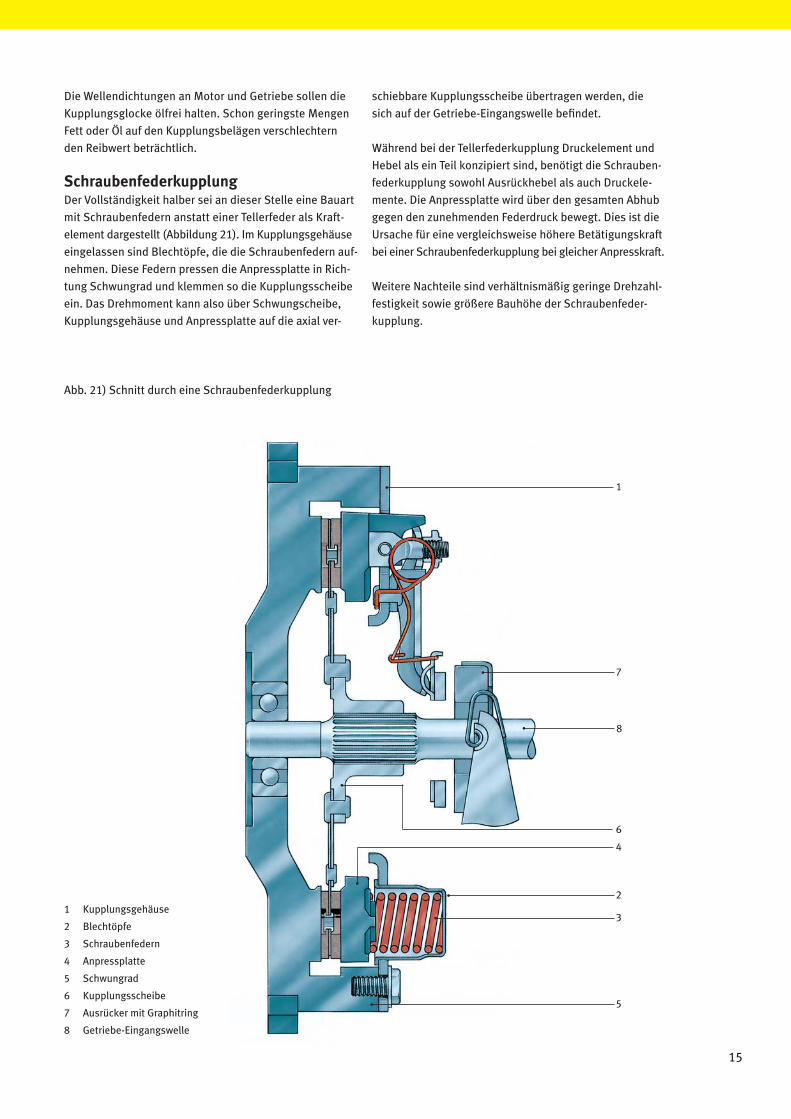
SchraubenfederkupplungDer Vollständigkeit halber sei an dieser Stelle eine Bauart
mit Schraubenfedern anstatt einer Tellerfeder als Kraft-
element dargestellt (Abbildung 21). Im Kupplungsgehäuse
eingelassen sind Blechtöpfe, die die Schraubenfedern auf-
nehmen. Diese Federn pressen die Anpressplatte in Rich-
tung Schwungrad und klemmen so die Kupplungsscheibe
ein. Das Drehmoment kann also über Schwungscheibe,
Kupplungsgehäuse und Anpressplatte auf die axial ver-
schiebbare Kupplungsscheibe übertragen werden, die
sich auf der Getriebe-Eingangswelle befi ndet.
Während bei der Tellerfederkupplung Druck element und
Hebel als ein Teil konzipiert sind, benötigt die Schrauben-
federkupplung sowohl Ausrückhebel als auch Druckele-
mente. Die Anpressplatte wird über den gesamten Ab hub
gegen den zunehmenden Federdruck bewegt. Dies ist die
Ursache für eine vergleichsweise höhe re Betätigungskraft
bei einer Schraubenfederkupplung bei gleicher Anpresskraft.
Weitere Nachteile sind verhältnismäßig geringe Drehzahl-
festigkeit sowie größere Bauhöhe der Schraubenfeder-
kupplung.
Abb. 21) Schnitt durch eine Schraubenfederkupplung
1
7
8
6
4
2
3
5
1 Kupplungsgehäuse
2 Blechtöpfe
3 Schraubenfedern
4 Anpressplatte
5 Schwungrad
6 Kupplungsscheibe
7 Ausrücker mit Graphitring
8 Getriebe-Eingangswelle
16
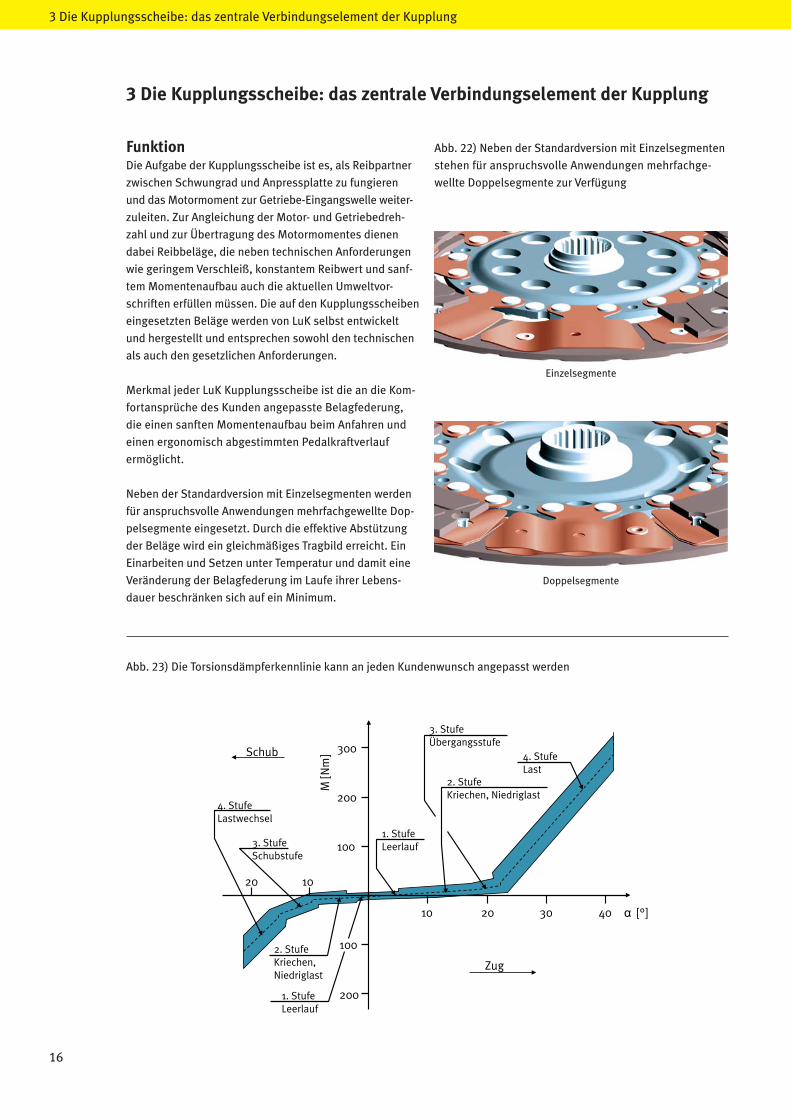
Abb. 22) Neben der Standardversion mit Einzelsegmenten
stehen für anspruchsvolle Anwendungen mehrfachge-
wellte Doppelsegmente zur Verfügung
Einzelsegmente
Doppelsegmente
3 Die Kupplungsscheibe: das zentrale Verbindungselement der Kupplung
3 Die Kupplungsscheibe: das zentrale Verbindungselement der Kupplung
FunktionDie Aufgabe der Kupplungsscheibe ist es, als Reibpartner
zwischen Schwungrad und Anpressplatte zu fungieren
und das Motormoment zur Getriebe-Eingangswelle weiter-
zuleiten. Zur Angleichung der Motor- und Getriebedreh-
zahl und zur Übertragung des Motormomentes dienen
dabei Reibbeläge, die neben technischen Anforderungen
wie geringem Ver schleiß, konstantem Reibwert und sanf-
tem Momentenaufbau auch die aktuellen Umweltvor-
schriften erfüllen müssen. Die auf den Kupplungsscheiben
ein gesetzten Beläge wer den von LuK selbst entwickelt
und hergestellt und entsprechen sowohl den technischen
als auch den gesetzlichen Anforderungen.
Merkmal jeder LuK Kupplungsscheibe ist die an die Kom-
fortansprüche des Kunden angepasste Belagfederung,
die einen sanften Momentenaufbau beim Anfahren und
einen ergonomisch abgestimmten Pedalkraftverlauf
ermöglicht.
Neben der Standardversion mit Einzelsegmenten werden
für anspruchsvolle Anwendungen mehrfachgewellte Dop-
pelsegmente eingesetzt. Durch die effektive Abstützung
der Beläge wird ein gleichmäßiges Tragbild erreicht. Ein
Einarbeiten und Setzen unter Temperatur und damit eine
Veränderung der Belagfederung im Laufe ihrer Lebens-
dauer beschränken sich auf ein Minimum.
Abb. 23) Die Torsionsdämpferkennlinie kann an jeden Kundenwunsch angepasst werden
10 20 30 40
10 20
100
200
300
100
200
4. Stufe Last
3. Stufe Übergangsstufe
1. Stufe Leerlauf
M [N
m]
4. Stufe Lastwechsel
[°]
2. Stufe Kriechen, Niedriglast
Zug
Schub
1. Stufe Leerlauf
2. Stufe Kriechen, Niedriglast
3. Stufe Schubstufe
17
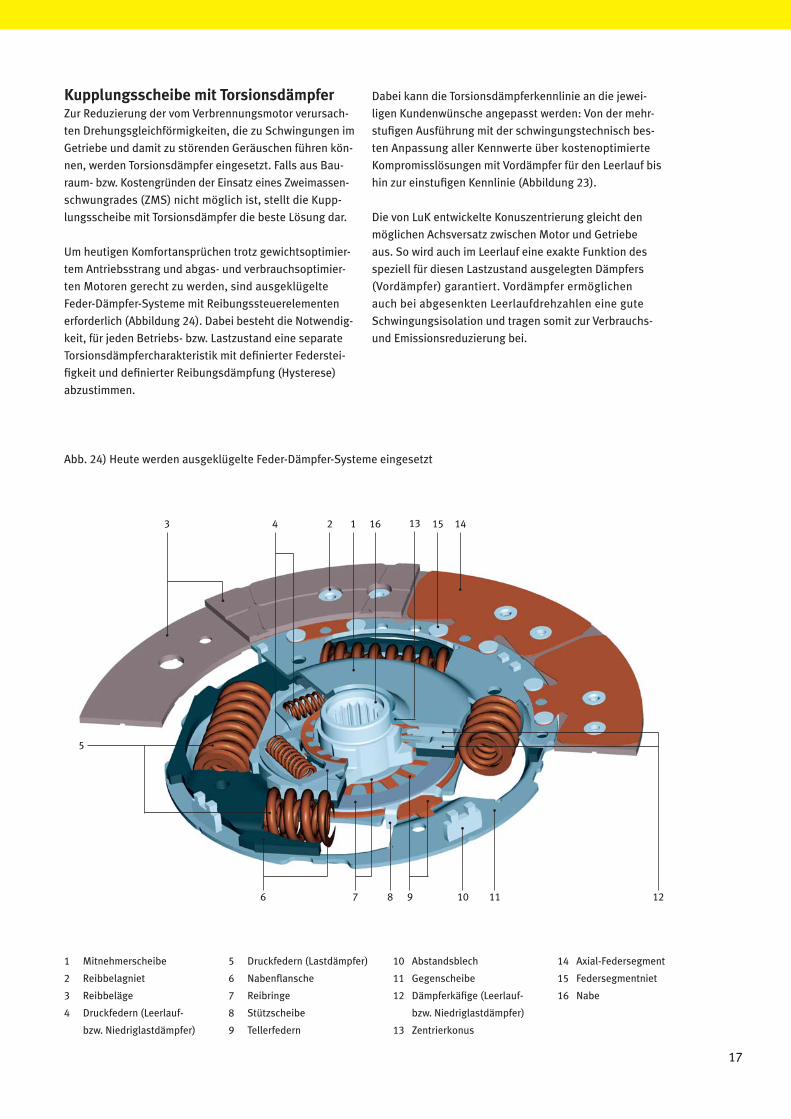
Kupplungsscheibe mit TorsionsdämpferZur Reduzierung der vom Verbrennungsmotor verursach-
ten Drehungsgleichförmigkeiten, die zu Schwingungen im
Getriebe und damit zu störenden Geräuschen führen kön-
nen, werden Torsionsdämpfer eingesetzt. Falls aus Bau-
raum- bzw. Kostengründen der Einsatz eines Zweimassen-
schwungrades (ZMS) nicht möglich ist, stellt die Kupp-
lungsscheibe mit Torsionsdämpfer die beste Lösung dar.
Um heutigen Komfortansprüchen trotz gewichtsoptimier-
tem Antriebsstrang und ab gas- und verbrauchsoptimier-
ten Motoren gerecht zu werden, sind ausgeklügelte
Feder-Dämpfer-Systeme mit Reibungssteuerelementen
erforderlich (Abbildung 24). Dabei besteht die Notwendig-
keit, für jeden Betriebs- bzw. Lastzustand eine separate
Torsionsdämpfercharakteristik mit defi nierter Federstei-
fi gkeit und defi nierter Reibungsdämpfung (Hysterese)
abzustimmen.
Dabei kann die Torsionsdämpferkennlinie an die jewei-
ligen Kundenwünsche angepasst werden: Von der mehr-
stufi gen Ausführung mit der schwingungstechnisch bes-
ten Anpassung aller Kennwerte über kostenoptimierte
Kompromisslösungen mit Vordämpfer für den Leerlauf bis
hin zur einstufi gen Kennlinie (Abbildung 23).
Die von LuK entwickelte Konuszentrierung gleicht den
möglichen Achsversatz zwischen Motor und Getriebe
aus. So wird auch im Leerlauf eine exakte Funktion des
speziell für diesen Lastzustand ausgelegten Dämpfers
(Vordämpfer) garantiert. Vordämpfer ermöglichen
auch bei abgesenkten Leer laufdrehzahlen eine gute
Schwingungsisolation und tragen somit zur Verbrauchs-
und Emissionsreduzierung bei.
Abb. 24) Heute werden ausgeklügelte Feder-Dämpfer-Systeme eingesetzt
1 Mitnehmerscheibe
2 Reibbelagniet
3 Reibbeläge
4 Druckfedern (Leerlauf-
bzw. Niedriglastdämpfer)
5 Druckfedern (Lastdämpfer)
6 Nabenfl ansche
7 Reibringe
8 Stützscheibe
9 Tellerfedern
10 Abstandsblech
11 Gegenscheibe
12 Dämpferkäfi ge (Leerlauf-
bzw. Niedriglastdämpfer)
13 Zentrierkonus
14 Axial-Federsegment
15 Federsegmentniet
16 Nabe
11
1
6 12
5
13
7 8 9 10
23 4 141516
18
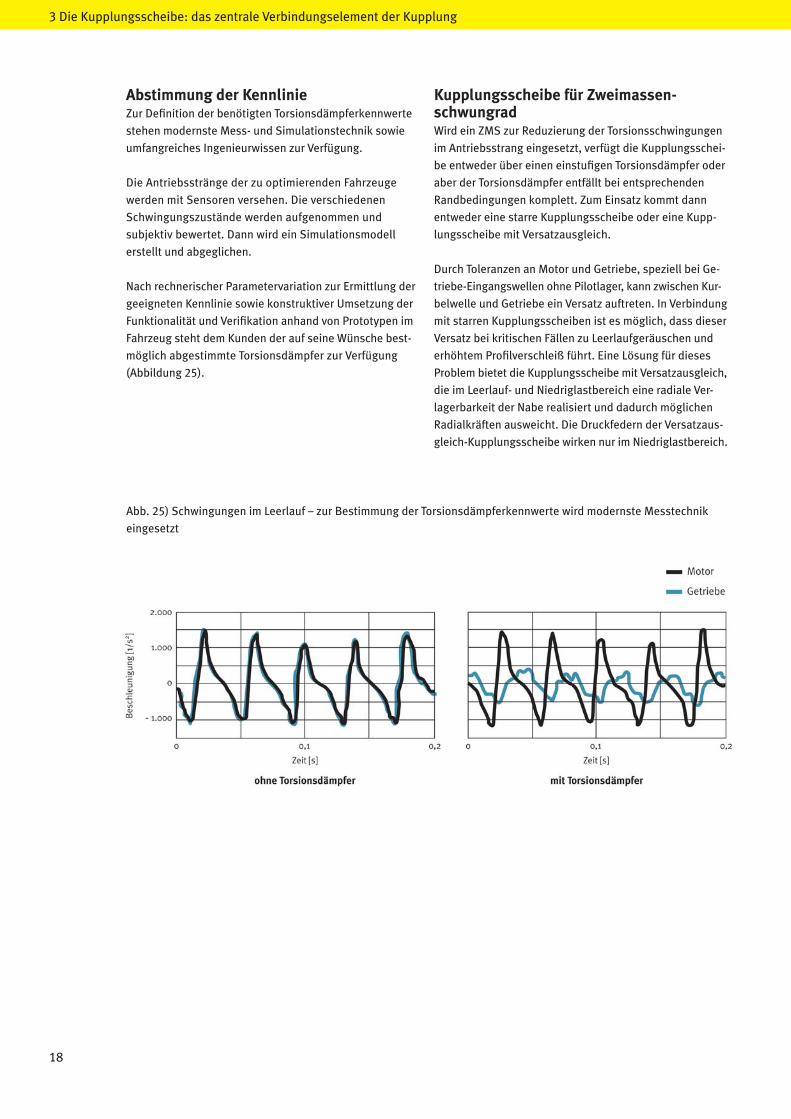
Abb. 25) Schwingungen im Leerlauf – zur Bestimmung der Torsionsdämpferkennwerte wird modernste Messtechnik
eingesetzt
3 Die Kupplungsscheibe: das zentrale Verbindungselement der Kupplung
Abstimmung der KennlinieZur Defi nition der benötigten Torsionsdäm pferkennwerte
stehen modernste Mess- und Simulationstechnik sowie
umfangreiches Ingenieurwissen zur Verfügung.
Die Antriebsstränge der zu optimierenden Fahrzeuge
werden mit Sensoren versehen. Die verschiedenen
Schwingungszustände werden aufgenommen und
subjektiv bewertet. Dann wird ein Simulationsmodell
erstellt und abgeglichen.
Nach rechnerischer Parametervariation zur Ermittlung der
geeigneten Kennlinie sowie konstruktiver Umsetzung der
Funktionalität und Verifi kation anhand von Prototypen im
Fahrzeug steht dem Kunden der auf seine Wünsche best-
möglich abgestimm te Torsionsdämpfer zur Verfügung
(Abbildung 25).
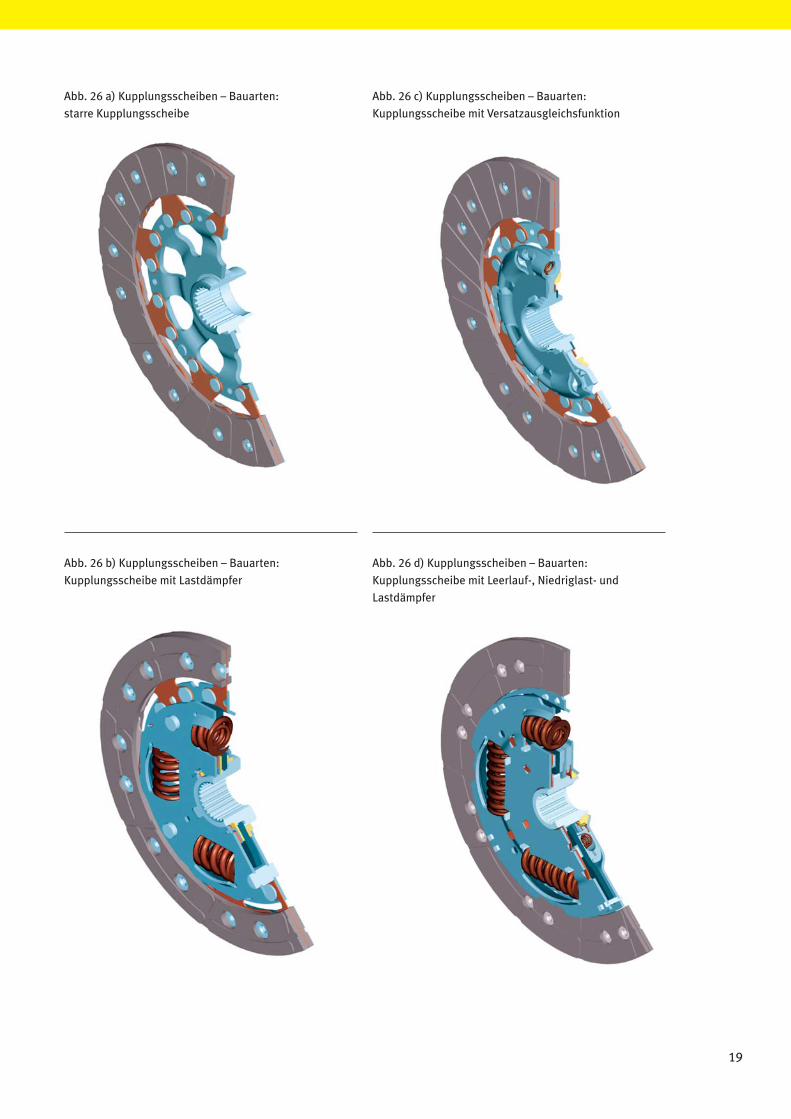
Kupplungsscheibe für Zweimassen-schwung radWird ein ZMS zur Reduzierung der Torsionsschwingungen
im Antriebsstrang eingesetzt, verfügt die Kupplungsschei-
be ent weder über einen einstufi gen Torsionsdämpfer oder
aber der Torsionsdämpfer entfällt bei entsprechenden
Randbedingungen komplett. Zum Einsatz kommt dann
entweder eine starre Kupplungsscheibe oder eine Kupp-
lungsscheibe mit Versatzausgleich.
Durch Toleranzen an Motor und Getriebe, speziell bei Ge-
triebe-Eingangswellen ohne Pilotlager, kann zwischen Kur-
belwelle und Getriebe ein Versatz auftreten. In Verbindung
mit starren Kupplungsscheiben ist es möglich, dass dieser
Versatz bei kritischen Fällen zu Leerlaufgeräuschen und
erhöhtem Profi lverschleiß führt. Eine Lösung für dieses
Problem bietet die Kupplungsscheibe mit Versatzausgleich,
die im Leerlauf- und Niedriglastbereich eine radiale Ver-
lagerbarkeit der Nabe realisiert und dadurch möglichen
Radialkräften ausweicht. Die Druckfedern der Versatzaus-
gleich-Kupplungsscheibe wirken nur im Nied riglastbereich.
19
Abb. 26 a) Kupplungsscheiben – Bauarten:
starre Kupplungsscheibe
Abb. 26 b) Kupplungsscheiben – Bauarten:
Kupplungsscheibe mit Lastdämpfer
Abb. 26 c) Kupplungsscheiben – Bauarten:
Kupplungsscheibe mit Versatzausgleichsfunktion
Abb. 26 d) Kupplungsscheiben – Bauarten:
Kupplungsscheibe mit Leerlauf-, Niedriglast- und
Lastdämpfer
20
4 Die Kupplungsdruckplatte: Bauarten und Kennlinien
4 Die Kupplungsdruckplatte: Bauarten und Kennlinien
AufgabenDie Kupplungsdruckplatte bildet mit dem Schwungrad
und der Kupplungsscheibe ein Reibsystem. Sie ist über
die Verschraubung des Gehäuses am Schwungrad be-
festigt und bewirkt die Weiterleitung des Motordreh-
moments über die Kupplungsscheibe an die Getriebe-
Eingangswelle. Eines der wichtigsten Bauelemente mo-
derner Fahrzeugkupplungen ist die Tellerfeder. Sie hat
die früher üblichen Schraubenfedern in PKW-Kupplungen
vollständig ersetzt.
Die TellerfederDas zentrale Bauelement aller aufgeführten Bauarten
ist die Tellerfeder. Sie ist wesentlich fl acher und leichter
als Schraubenfedern. Von besonderer Bedeutung ist die
Kennlinie der Tellerfeder, die sich deutlich von der linea-
ren Kennlinie einer Schraubenfeder unterscheidet.
Durch die gezielte Auslegung der Tellerfederaußen- und
-innendurchmesser, Dicke, Aufstellwinkel und Material-
härtung lässt sich ein Kennlinienverlauf erzeugen, wie er
mittels der durchgezogenen Kurve im ersten Diagramm
in Abbildung 27 dargestellt ist.
Während die erzeugte Anpresskraft bei einer Schrauben-
federkupplung durch Verschleiß bei abnehmender Be-
lagstärke linear abfällt, steigt sie hier zunächst an und
fällt dann wieder ab. Die Auslegung ist so gewählt, dass
die Kupplung vor Erreichen der Verschleißgrenze des
Belages zu rutschen beginnt. Damit wird die Notwen-
digkeit ei nes Kupplungswechsels so rechtzeitig sig-
nalisiert, dass weitergehende Schäden – beispielsweise
durch einlaufende Belagnieten – vermieden werden.
Aufgrund der Tellerfederkennlinie sind die notwendigen
Pedalkräfte zudem ge ringer als bei Schraubenfeder-
kupplungen.
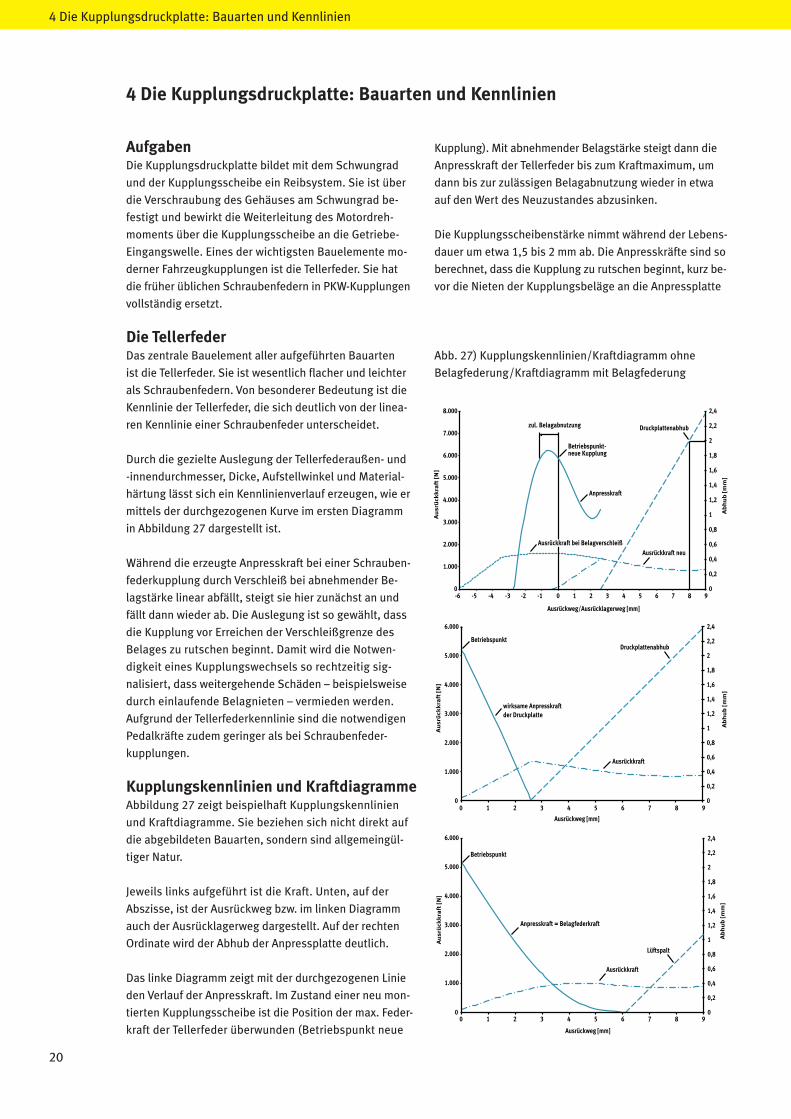
Kupplungskennlinien und KraftdiagrammeAbbildung 27 zeigt beispielhaft Kupplungskennlinien
und Kraftdiagramme. Sie beziehen sich nicht direkt auf
die abgebildeten Bauarten, sondern sind allgemeingül-
tiger Natur.
Jeweils links aufgeführt ist die Kraft. Un ten, auf der
Abszisse, ist der Ausrückweg bzw. im linken Diagramm
auch der Ausrücklager weg dargestellt. Auf der rechten
Ordinate wird der Abhub der Anpressplatte deutlich.
Das linke Diagramm zeigt mit der durchgezogenen Linie
den Verlauf der Anpresskraft. Im Zustand einer neu mon-
tierten Kupplungsscheibe ist die Position der max. Feder-
kraft der Tellerfeder überwunden (Betriebspunkt neue
Kupplung). Mit abnehmender Belagstärke steigt dann die
Anpresskraft der Tellerfeder bis zum Kraft maximum, um
dann bis zur zulässigen Belagabnutzung wieder in etwa
auf den Wert des Neuzustandes abzusinken.
Die Kupplungsscheibenstärke nimmt während der Lebens-
dauer um etwa 1,5 bis 2 mm ab. Die Anpresskräfte sind so
berechnet, dass die Kupplung zu rutschen beginnt, kurz be-
vor die Nieten der Kupplungsbeläge an die Anpressplatte
Abb. 27) Kupplungskennlinien/ Kraftdiagramm ohne
Belagfederung/Kraftdiagramm mit Belagfederung
0
0,2
0,4
0,6
0,8
1
1,2
1,4
1,6
1,8
2
2,2
2,4
0
1.000
2.000
3.000
4.000
5.000
6.000
7.000
8.000
-6 -5 -4 -3 -2 -1 0 1 2 3 4 5 6 7 8 9
Ab
hu
b [
mm
]
Au
srü
ckk
raft
[N
]
Ausrückweg/Ausrücklagerweg [mm]
Betriebspunkt- neue Kupplung
Anpresskraft
Ausrückkraft neu Ausrückkraft bei Belagverschleiß
zul. Belagabnutzung Druckplattenabhub
0
0,2
0,4
0,6
0,8
1
1,2
1,4
1,6
1,8
2
2,2
2,4
0
1.000
2.000
3.000
4.000
5.000
6.000
0 1 2 3 4 5 6 7 8 9
Ab
hu
b [
mm
]
Au
srü
ckk
raft
[N
]
Ausrückweg [mm]
Betriebspunkt
wirksame Anpresskraft der Druckplatte
Druckplattenabhub
Ausrückkraft
0
0,2
0,4
0,6
0,8
1
1,2
1,4
1,6
1,8
2
2,2
2,4
0
1.000
2.000
3.000
4.000
5.000
6.000
0 1 2 3 4 5 6 7 8 9
Ab
hu
b [
mm
]
Au
srü
ckk
raft
[N
]
Ausrückweg [mm]
Ausrückkraft
Lüftspalt
Betriebspunkt
Anpresskraft = Belagfederkraft
21
oder an das Schwungrad anlaufen und damit zusätzlichen
Schaden anrichten würden.
Die strichpunktierte Linie zeigt den Verlauf der Ausrück-
kraft, also der zum Betätigen der Kupplung notwendigen
Kraft im Neuzustand und – punktiert – nach der Belagab-
nutzung. Zunächst steigt die Ausrückkraft an, bis der
Betriebspunkt erreicht wird, um dann wieder langsam
abzusinken. Die Kurve für die Ausrückkraft bei Belagab-
nutzung wurde zur Veranschaulichung des Verhältnisses
von Anpresskraft zu Ausrück kraft nach links gerückt. Der
höheren Anpresskraft im Betriebspunkt bei verschleißen-
den Belägen stehen entsprechend hö here Ausrückkräfte
gegenüber.
Die gestrichelte Linie zeigt den Verlauf des Druckplatten-
abhubs über dem Ausrücklager weg. Hier wird die Hebel-
übersetzung in der Kupplung deutlich: 8 mm Ausrückweg
entsprechen 2 mm Abhub, also einem Übersetzungsver-
hältnis von 4:1 (ohne Berücksichtigung der Elastizitäten
in der Kupplung). Dieses Verhältnis gilt analog auch für
die oben angeführte Anpress- und Ausrückkraft.
Beim mittleren und rechten Diagramm sind Messungen an
Kupplungen ohne und mit Be rücksichtigung der Belag-
federung der Kupp lungsscheibe einander gegenüberge-
stellt. Die Vorteile einer Belagfederung sind ein weiches
Einkuppeln und ein günstigeres Ver schleißverhalten.
Ohne eine Belagfederung fällt die wirksame Anpresskraft
(durchgezogene Linie) beim Auskuppeln linear und relativ
steil ab. Umgekehrt steigt sie beim Einkuppeln genauso
steil und plötzlich an.
Im rechten Diagramm hingegen erkennt man, dass der zur
Verfügung stehende Ausrückweg, über den die Anpress-
kraft nachlässt, etwa doppelt so groß ist. Umgekehrt steigt
beim Einkuppeln die Anpresskraft langsam in einer Kurve
an, da ja zunächst die Belagfedern zusammengedrückt
werden müssen. Durch den sanfteren Auslauf bzw. An-
stieg der Anpresskraftkurve (durchgezogene Linie) wird
auch die ausgeprägte Kraftspitze bei der benötigten Aus-
rückkraft abgebaut. Solange die Anpressplatte (2) noch
auf der Kupplungsscheibe anliegt, entsprechen sich An-
presskraft und Belagfederkraft.
BauartenJe nach Aufbau bzw. Betätigungsart der Kupplung unter-
scheidet man die:
• Gedrückte Tellerfederkupplung
• Gezogene Tellerfederkupplung
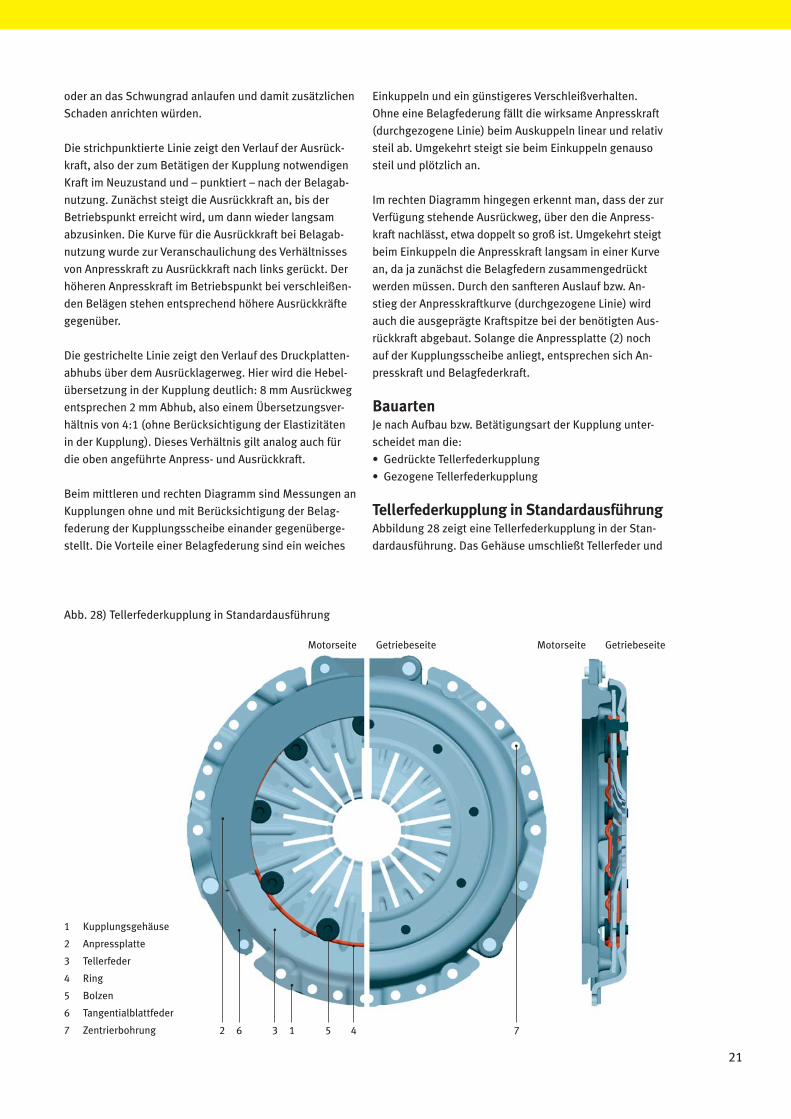
Tellerfederkupplung in StandardausführungAbbildung 28 zeigt eine Tellerfederkupplung in der Stan-
dardausführung. Das Gehäuse umschließt Tellerfeder und
Abb. 28) Tellerfederkupplung in Standardausführung
1 Kupplungsgehäuse
2 Anpressplatte
3 Tellerfeder
4 Ring
5 Bolzen
6 Tangentialblattfeder
7 Zentrierbohrung
Motorseite Getriebeseite Motorseite Getriebeseite
2 6 3 1 45 7
22
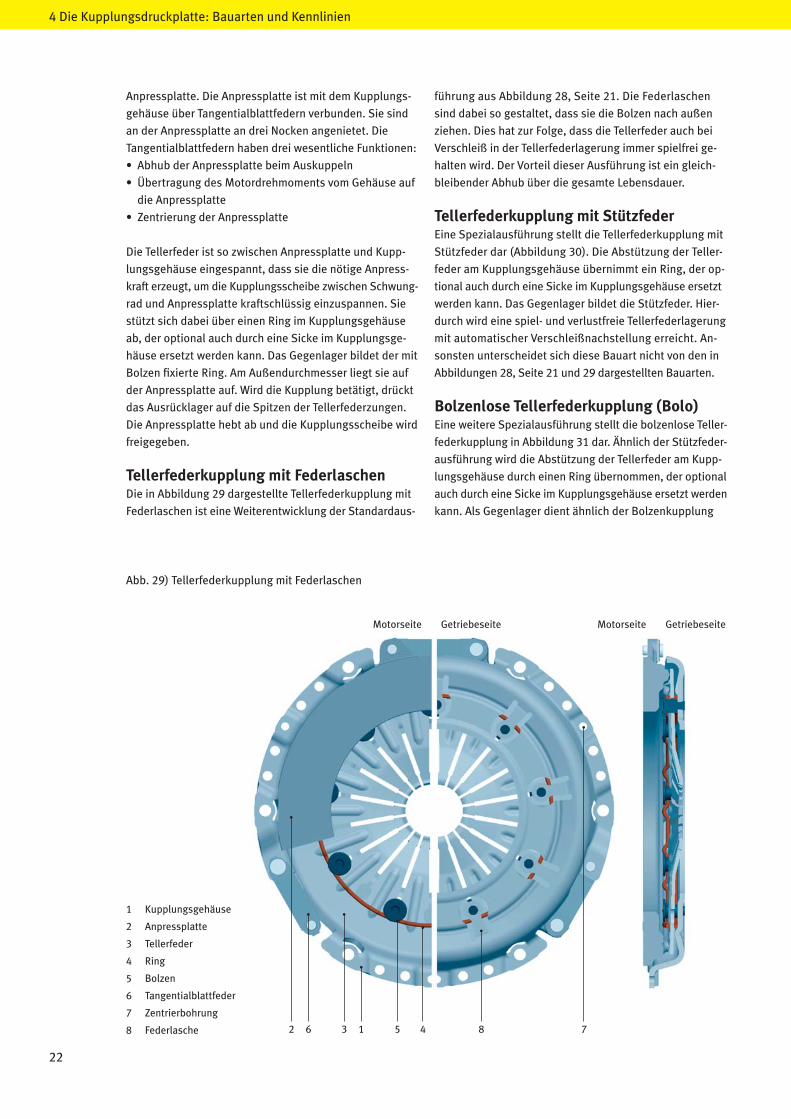
Abb. 29) Tellerfederkupplung mit Federlaschen
1 Kupplungsgehäuse
2 Anpressplatte
3 Tellerfeder
4 Ring
5 Bolzen
6 Tangentialblattfeder
7 Zentrierbohrung
8 Federlasche
Motorseite Getriebeseite Motorseite Getriebeseite
2 6 3 1 45 78
4 Die Kupplungsdruckplatte: Bauarten und Kennlinien
Anpressplatte. Die Anpressplatte ist mit dem Kupplungs-
gehäuse über Tangentialblattfedern verbunden. Sie sind
an der Anpressplatte an drei Nocken angenietet. Die
Tangentialblattfedern haben drei wesentliche Funktionen:
• Abhub der Anpressplatte beim Auskuppeln
• Übertragung des Motordrehmoments vom Gehäuse auf
die Anpressplatte
• Zentrierung der Anpressplatte
Die Tellerfeder ist so zwischen Anpressplatte und Kupp-
lungsgehäuse eingespannt, dass sie die nötige Anpress-
kraft erzeugt, um die Kupplungsscheibe zwischen Schwung-
rad und Anpressplatte kraftschlüssig einzuspannen. Sie
stützt sich dabei über einen Ring im Kupplungsgehäuse
ab, der optional auch durch eine Sicke im Kupplungsge-
häuse ersetzt werden kann. Das Gegenlager bildet der mit
Bolzen fi xierte Ring. Am Außendurchmesser liegt sie auf
der Anpressplatte auf. Wird die Kupplung betätigt, drückt
das Ausrücklager auf die Spitzen der Tellerfederzungen.
Die Anpressplatte hebt ab und die Kupplungsscheibe wird
freigegeben.
Tellerfederkupplung mit FederlaschenDie in Abbildung 29 dargestellte Tellerfederkupplung mit
Federlaschen ist eine Weiterentwicklung der Standardaus-
führung aus Abbildung 28, Seite 21. Die Federlaschen
sind dabei so gestaltet, dass sie die Bolzen nach außen
ziehen. Dies hat zur Folge, dass die Tellerfeder auch bei
Verschleiß in der Tellerfederlagerung immer spielfrei ge-
halten wird. Der Vorteil dieser Ausführung ist ein gleich-
bleibender Abhub über die gesamte Lebensdauer.
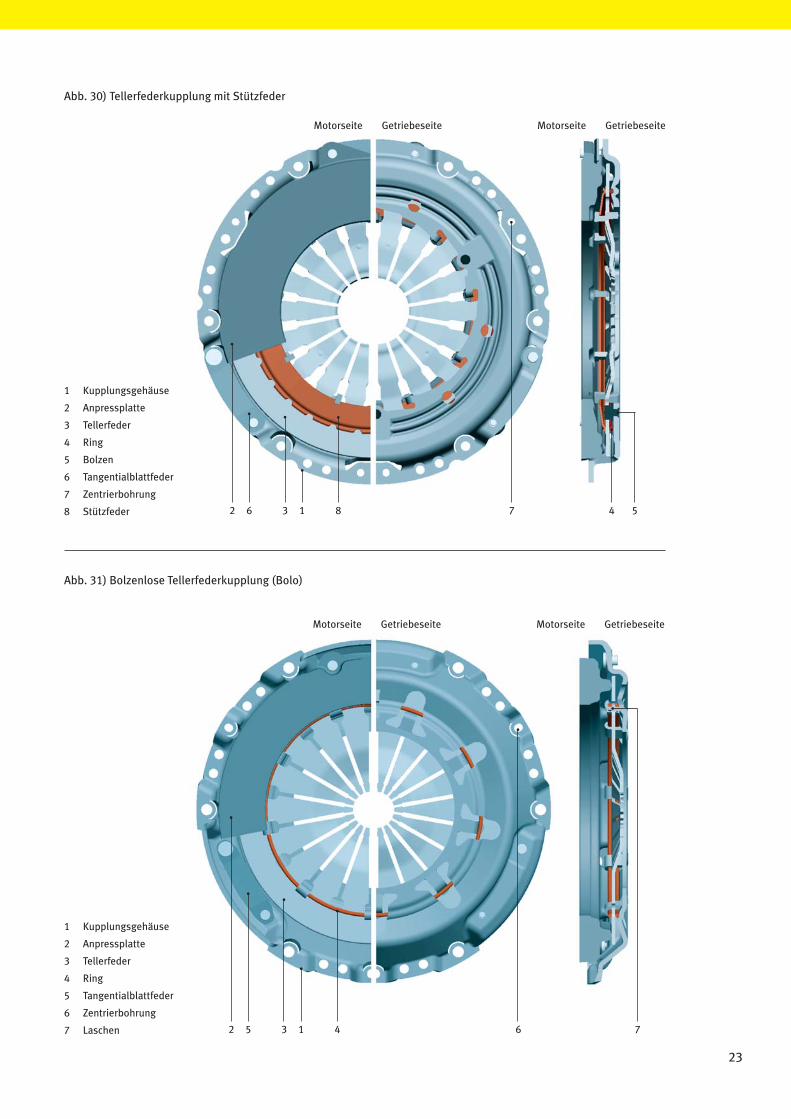
Tellerfederkupplung mit StützfederEine Spezialausführung stellt die Tellerfederkupplung mit
Stützfeder dar (Abbildung 30). Die Abstützung der Teller-
feder am Kupplungs gehäuse übernimmt ein Ring, der op-
tional auch durch eine Sicke im Kupplungsgehäuse ersetzt
werden kann. Das Gegenlager bildet die Stützfeder. Hier-
durch wird eine spiel- und verlustfreie Tellerfederlagerung
mit automatischer Verschleißnachstellung erreicht. An-
sonsten unterscheidet sich diese Bauart nicht von den in
Abbildungen 28, Seite 21 und 29 dargestellten Bauarten.
Bolzenlose Tellerfederkupplung (Bolo)Eine weitere Spezialausführung stellt die bolzenlose Teller-
federkupplung in Abbildung 31 dar. Ähnlich der Stützfeder-
ausführung wird die Abstützung der Tellerfeder am Kupp-
lungsgehäuse durch einen Ring übernommen, der optional
auch durch eine Sicke im Kupplungsgehäuse ersetzt werden
kann. Als Gegenlager dient ähnlich der Bolzenkupplung
23
Abb. 30) Tellerfederkupplung mit Stützfeder
Abb. 31) Bolzenlose Tellerfederkupplung (Bolo)
1 Kupplungsgehäuse
2 Anpressplatte
3 Tellerfeder
4 Ring
5 Bolzen
6 Tangentialblattfeder
7 Zentrierbohrung
8 Stützfeder
Motorseite Getriebeseite Motorseite Getriebeseite
2 6 3 1 58 7 4
1 Kupplungsgehäuse
2 Anpressplatte
3 Tellerfeder
4 Ring
5 Tangentialblattfeder
6 Zentrierbohrung
7 Laschen
Motorseite Getriebeseite Motorseite Getriebeseite
2 5 3 1 74 6
24
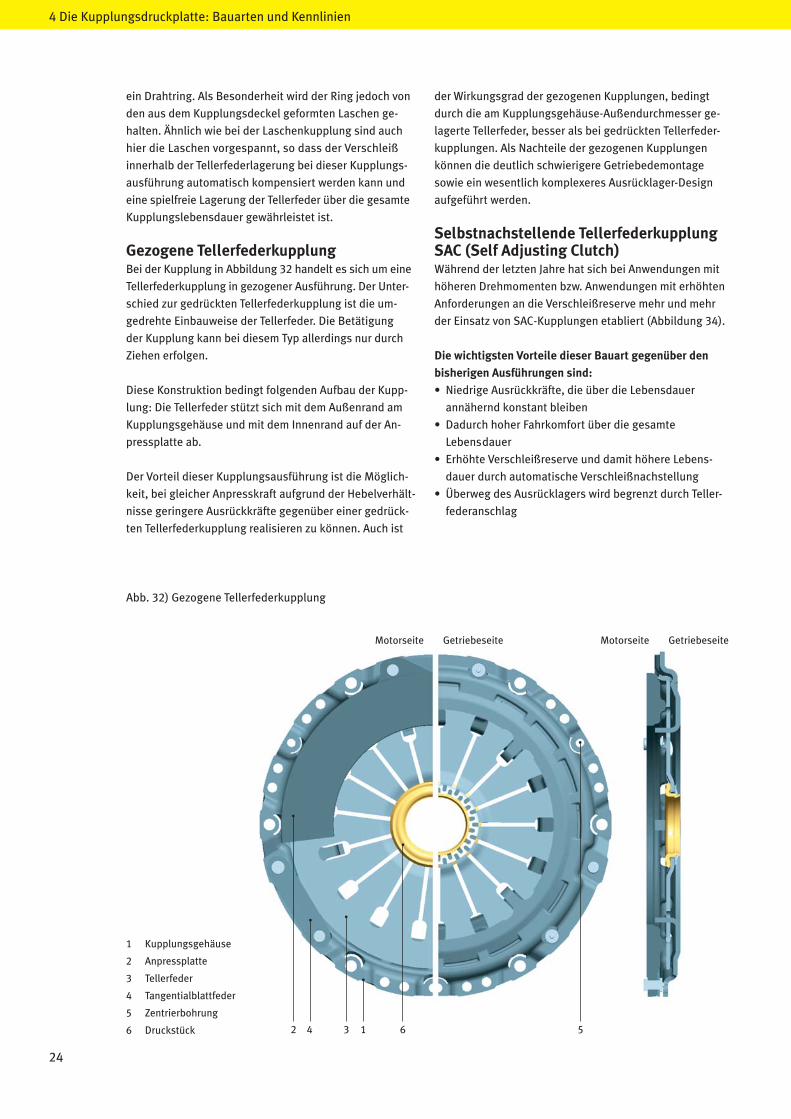
Abb. 32) Gezogene Tellerfederkupplung
1 Kupplungsgehäuse
2 Anpressplatte
3 Tellerfeder
4 Tangentialblattfeder
5 Zentrierbohrung
6 Druckstück
Motorseite Getriebeseite Motorseite Getriebeseite
2 4 3 1 6 5
ein Drahtring. Als Besonderheit wird der Ring jedoch von
den aus dem Kupplungsdeckel geformten Laschen ge-
halten. Ähnlich wie bei der Laschenkupplung sind auch
hier die Laschen vorgespannt, so dass der Verschleiß
innerhalb der Tellerfederlagerung bei dieser Kupplungs-
ausführung automatisch kompensiert werden kann und
eine spielfreie Lagerung der Tellerfeder über die gesamte
Kupplungslebensdauer gewährleistet ist.
Gezogene TellerfederkupplungBei der Kupplung in Abbildung 32 handelt es sich um eine
Tellerfederkupplung in gezoge ner Ausführung. Der Unter-
schied zur gedrückten Tellerfederkupplung ist die um-
gedrehte Einbauweise der Tellerfeder. Die Betätigung
der Kupplung kann bei diesem Typ allerdings nur durch
Ziehen erfolgen.
Diese Konstruktion bedingt folgenden Aufbau der Kupp-
lung: Die Tellerfeder stützt sich mit dem Außenrand am
Kupplungsgehäuse und mit dem Innenrand auf der An-
pressplatte ab.
Der Vorteil dieser Kupplungsausführung ist die Möglich-
keit, bei gleicher Anpresskraft aufgrund der Hebelverhält-
nisse geringere Ausrückkräfte gegenüber einer gedrück-
ten Tellerfederkupplung realisieren zu können. Auch ist
der Wirkungsgrad der gezogenen Kupplungen, bedingt
durch die am Kupplungsgehäuse-Außendurchmesser ge-
lager te Tellerfeder, besser als bei gedrückten Tellerfeder-
kupplungen. Als Nachteile der gezogenen Kupplungen
können die deutlich schwierigere Getriebedemontage
so wie ein wesentlich komplexeres Ausrücklager-Design
aufgeführt werden.
Selbstnachstellende Tellerfederkupplung SAC (Self Adjusting Clutch)Während der letzten Jahre hat sich bei Anwendungen mit
höheren Drehmomenten bzw. Anwendungen mit erhöhten
Anforderungen an die Verschleißreserve mehr und mehr
der Einsatz von SAC-Kupplungen etabliert (Abbildung 34).
Die wichtigsten Vorteile dieser Bauart gegen über den
bisherigen Ausführungen sind:
• Niedrige Ausrückkräfte, die über die Lebensdauer
annähernd konstant bleiben
• Dadurch hoher Fahrkomfort über die gesamte
Lebens dauer
• Erhöhte Verschleißreserve und damit höhere Lebens-
dauer durch automatische Verschleißnachstellung
• Überweg des Ausrücklagers wird begrenzt durch Teller-
federanschlag
4 Die Kupplungsdruckplatte: Bauarten und Kennlinien
25
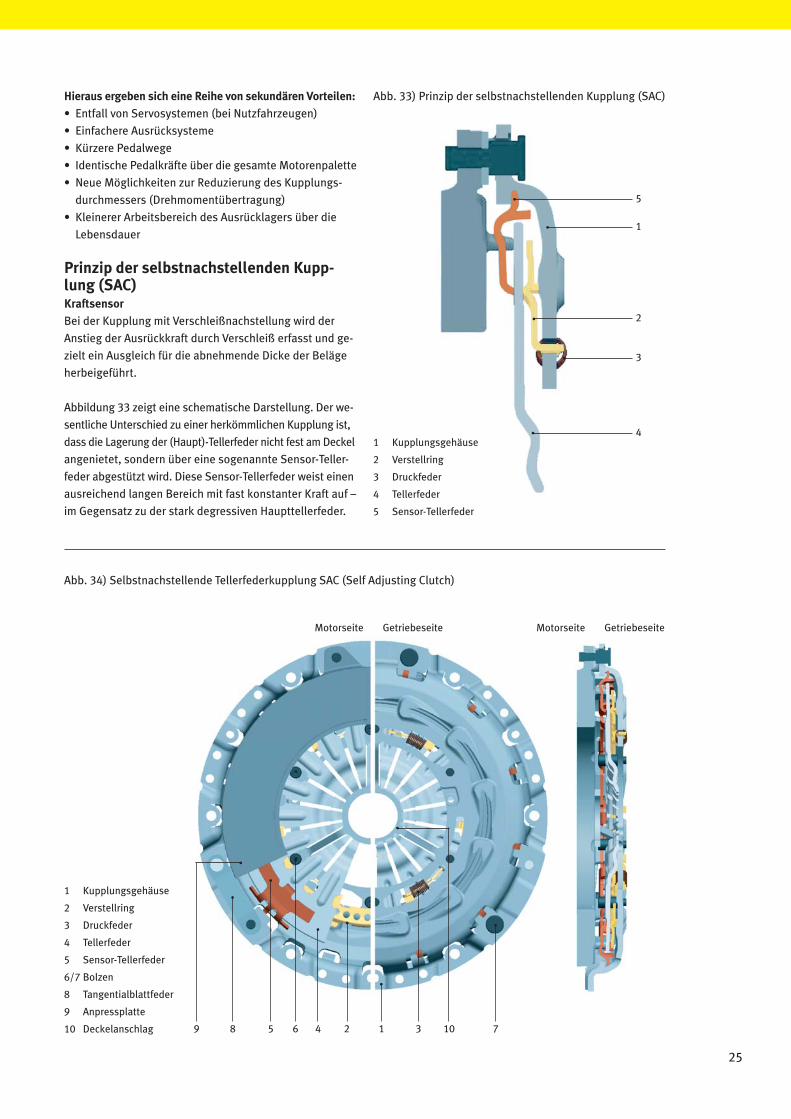
Abb. 34) Selbstnachstellende Tellerfederkupplung SAC (Self Adjusting Clutch)
1 Kupplungsgehäuse
2 Verstellring
3 Druckfeder
4 Tellerfeder
5 Sensor-Tellerfeder
6/7 Bolzen
8 Tangentialblattfeder
9 Anpressplatte
10 Deckelanschlag
Motorseite Getriebeseite Motorseite Getriebeseite
9 8 5 6 2 74 1 3 10
Abb. 33) Prinzip der selbstnachstellenden Kupplung (SAC)
5
1
2
3
4
Hieraus ergeben sich eine Reihe von sekundären Vorteilen:
• Entfall von Servosystemen (bei Nutzfahrzeugen)
• Einfachere Ausrücksysteme
• Kürzere Pedalwege
• Identische Pedalkräfte über die gesamte Motorenpalette
• Neue Möglichkeiten zur Reduzierung des Kupplungs-
durchmessers (Drehmomentübertragung)
• Kleinerer Arbeitsbereich des Ausrücklagers über die
Lebensdauer
Prinzip der selbstnachstellenden Kupp-lung (SAC)Kraftsensor
Bei der Kupplung mit Verschleißnachstellung wird der
Anstieg der Ausrückkraft durch Verschleiß erfasst und ge-
zielt ein Ausgleich für die abnehmende Dicke der Beläge
herbeigeführt.
Abbildung 33 zeigt eine schematische Darstellung. Der we-
sentliche Unterschied zu einer herkömmlichen Kupplung ist,
dass die Lagerung der (Haupt)-Tellerfeder nicht fest am Deckel
angenietet, sondern über eine sogenannte Sensor-Teller-
feder abgestützt wird. Diese Sensor-Tellerfeder weist einen
ausreichend langen Bereich mit fast konstanter Kraft auf –
im Gegensatz zu der stark degressiven Haupttellerfeder.
1 Kupplungsgehäuse
2 Verstellring
3 Druckfeder
4 Tellerfeder
5 Sensor-Tellerfeder
26
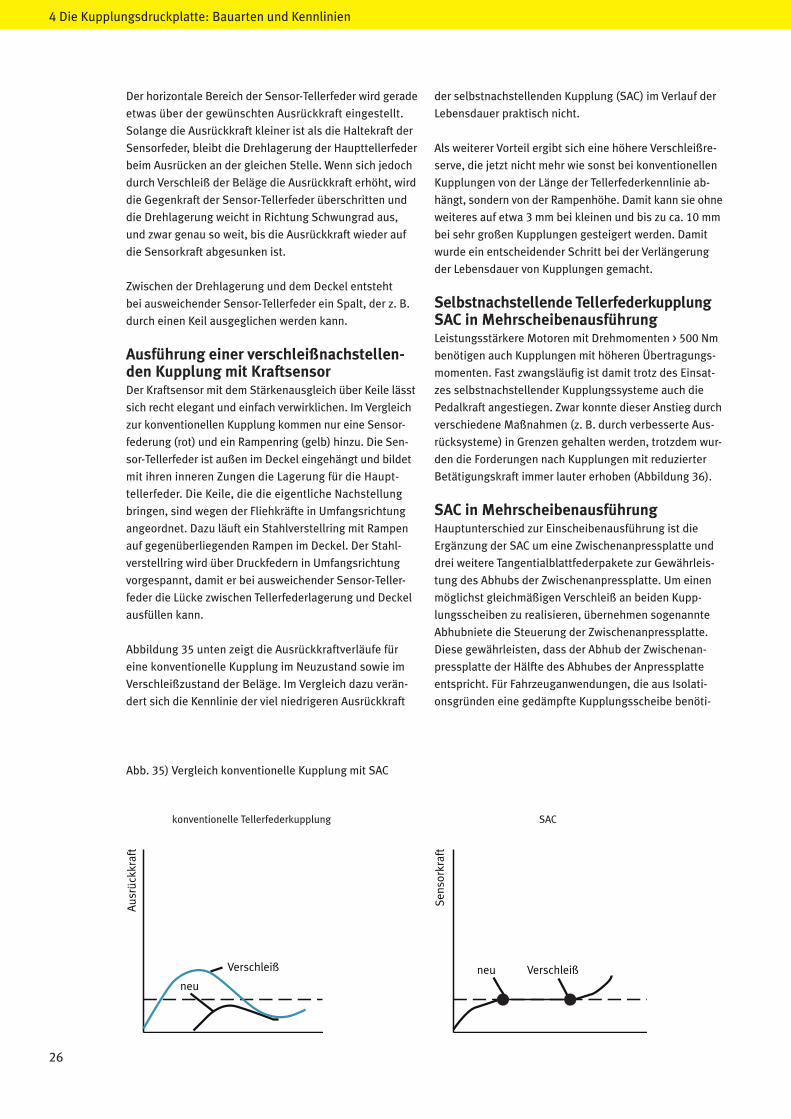
Abb. 35) Vergleich konventionelle Kupplung mit SAC
Verschleißneu
Sens
orkr
aft
neu
Verschleiß
Aus
rück
kraf
t
konventionelle Tellerfederkupplung SAC
Der horizontale Bereich der Sensor-Tellerfeder wird gerade
etwas über der gewünschten Ausrückkraft eingestellt.
Solange die Ausrückkraft kleiner ist als die Haltekraft der
Sensorfeder, bleibt die Drehlagerung der Haupttellerfeder
beim Ausrücken an der gleichen Stelle. Wenn sich jedoch
durch Verschleiß der Beläge die Ausrückkraft erhöht, wird
die Gegenkraft der Sensor-Tellerfeder überschritten und
die Drehlagerung weicht in Richtung Schwungrad aus,
und zwar genau so weit, bis die Ausrückkraft wieder auf
die Sensorkraft abgesunken ist.
Zwischen der Drehlagerung und dem Deckel entsteht
bei ausweichender Sensor-Tellerfeder ein Spalt, der z. B.
durch einen Keil ausgeglichen werden kann.
Ausführung einer verschleißnachstellen-den Kupplung mit KraftsensorDer Kraftsensor mit dem Stärkenausgleich über Keile lässt
sich recht elegant und einfach verwirklichen. Im Vergleich
zur konventionellen Kupplung kommen nur eine Sensor-
federung (rot) und ein Rampenring (gelb) hinzu. Die Sen-
sor-Tellerfeder ist außen im Deckel eingehängt und bildet
mit ihren inneren Zungen die Lagerung für die Haupt-
tellerfeder. Die Keile, die die eigentliche Nachstellung
bringen, sind wegen der Fliehkräfte in Umfangsrichtung
angeordnet. Dazu läuft ein Stahlverstellring mit Rampen
auf gegenüberliegenden Rampen im Deckel. Der Stahl-
verstellring wird über Druckfedern in Umfangsrichtung
vorgespannt, damit er bei ausweichender Sensor-Teller-
feder die Lücke zwischen Tellerfederlagerung und Deckel
ausfüllen kann.
Abbildung 35 unten zeigt die Ausrückkraftverläufe für
eine konventionelle Kupplung im Neuzustand sowie im
Verschleißzustand der Beläge. Im Vergleich dazu verän-
dert sich die Kennlinie der viel niedrigeren Ausrückkraft
der selbstnachstellenden Kupplung (SAC) im Verlauf der
Lebensdauer praktisch nicht.
Als weiterer Vorteil ergibt sich eine höhere Verschleißre-
serve, die jetzt nicht mehr wie sonst bei konventionellen
Kupplungen von der Länge der Tellerfederkennlinie ab-
hängt, sondern von der Rampenhöhe. Damit kann sie ohne
weiteres auf etwa 3 mm bei kleinen und bis zu ca. 10 mm
bei sehr großen Kupplungen gesteigert werden. Damit
wurde ein entscheidender Schritt bei der Verlängerung
der Lebensdauer von Kupplungen gemacht.
Selbstnachstellende Tellerfederkupplung SAC in MehrscheibenausführungLeistungsstärkere Motoren mit Drehmomenten > 500 Nm
benötigen auch Kupplungen mit höheren Übertragungs-
momenten. Fast zwangsläufi g ist damit trotz des Einsat-
zes selbstnachstellender Kupplungssysteme auch die
Pedalkraft angestiegen. Zwar konnte dieser Anstieg durch
verschiedene Maßnahmen (z. B. durch verbesserte Aus-
rücksysteme) in Grenzen gehalten werden, trotzdem wur-
den die Forderungen nach Kupplungen mit reduzierter
Betätigungskraft immer lauter erhoben (Abbildung 36).
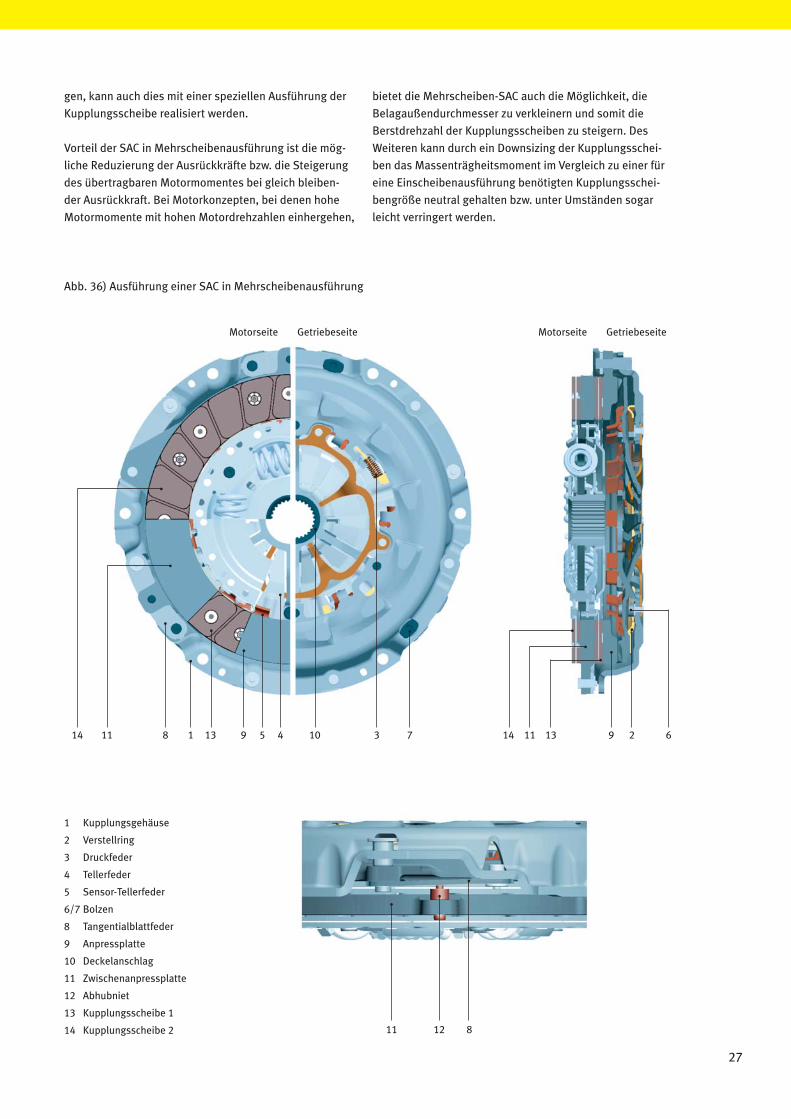
SAC in MehrscheibenausführungHauptunterschied zur Einscheibenausführung ist die
Ergänzung der SAC um eine Zwischenanpressplatte und
drei weitere Tangentialblattfederpakete zur Gewährleis-
tung des Abhubs der Zwischenanpressplatte. Um einen
möglichst gleichmäßigen Verschleiß an beiden Kupp-
lungsscheiben zu realisieren, übernehmen sogenannte
Abhubniete die Steuerung der Zwischenanpressplatte.
Diese gewährleisten, dass der Abhub der Zwischenan-
pressplatte der Hälfte des Abhubes der Anpressplatte
entspricht. Für Fahrzeuganwendungen, die aus Isolati-
onsgründen eine gedämpfte Kupplungsscheibe benöti-
4 Die Kupplungsdruckplatte: Bauarten und Kennlinien
27
Abb. 36) Ausführung einer SAC in Mehrscheibenausführung
1 Kupplungsgehäuse
2 Verstellring
3 Druckfeder
4 Tellerfeder
5 Sensor-Tellerfeder
6/7 Bolzen
8 Tangentialblattfeder
9 Anpressplatte
10 Deckelanschlag
11 Zwischenanpressplatte
12 Abhubniet
13 Kupplungsscheibe 1
14 Kupplungsscheibe 2
Motorseite Getriebeseite Motorseite Getriebeseite
14 11 8 1 9 713 4 10 35 14 11 13 29 6
11 12 8
gen, kann auch dies mit einer speziellen Ausführung der
Kupplungsscheibe realisiert werden.
Vorteil der SAC in Mehrscheibenausführung ist die mög-
liche Reduzierung der Ausrückkräfte bzw. die Steigerung
des übertragbaren Motormomentes bei gleich bleiben-
der Ausrückkraft. Bei Motorkonzepten, bei denen hohe
Motormomente mit hohen Motordrehzahlen einhergehen,
bietet die Mehrscheiben-SAC auch die Möglichkeit, die
Belagaußendurchmesser zu verkleinern und somit die
Berstdrehzahl der Kupplungsscheiben zu steigern. Des
Weiteren kann durch ein Downsizing der Kupplungsschei-
ben das Massenträgheitsmoment im Vergleich zu einer für
eine Einscheibenausführung benötigten Kupplungsschei-
bengröße neutral gehalten bzw. unter Umständen sogar
leicht verringert werden.
28
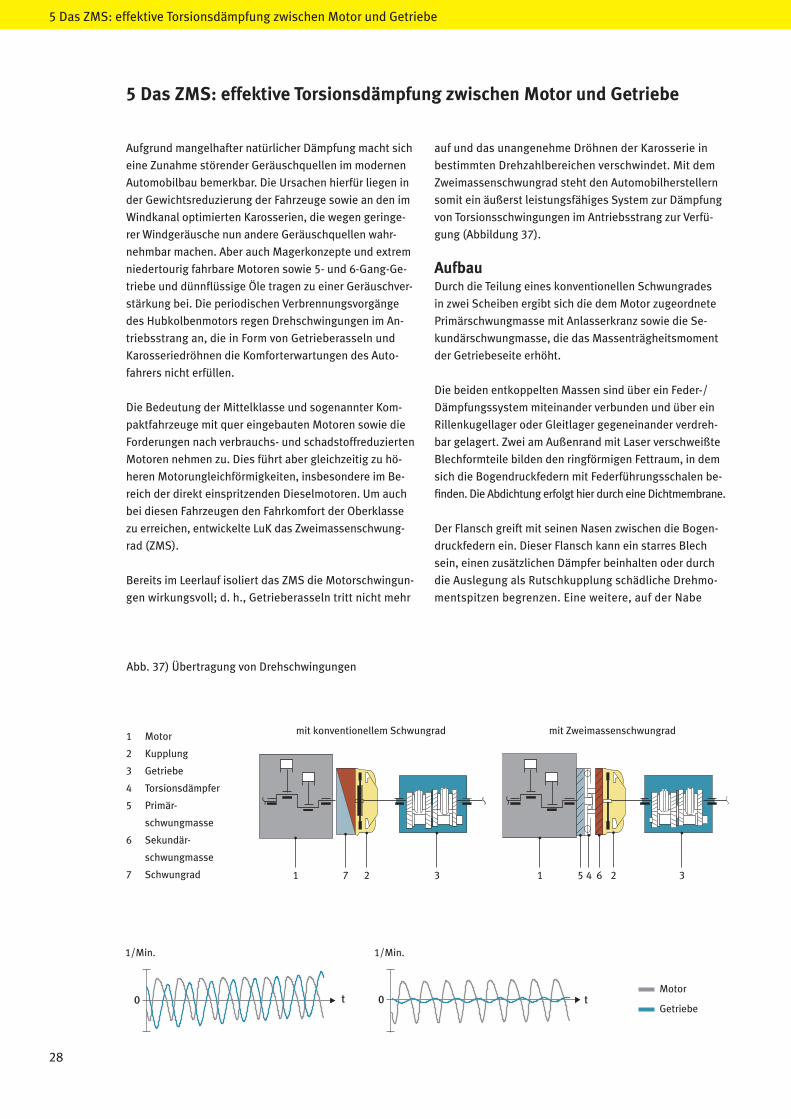
Abb. 37) Übertragung von Drehschwingungen
1 Motor
2 Kupplung
3 Getriebe
4 Torsionsdämpfer
5 Primär-
schwungmasse
6 Sekundär-
schwungmasse
7 Schwungrad
mit konventionellem Schwungrad mit Zweimassenschwungrad
1 7 2 3 1 5 4 6 2 3
Aufgrund mangelhafter natürlicher Dämpfung macht sich
eine Zunahme störender Geräuschquellen im modernen
Automobilbau bemerkbar. Die Ursachen hierfür liegen in
der Gewichtsreduzierung der Fahrzeuge sowie an den im
Windkanal optimierten Karosserien, die wegen geringe-
rer Windgeräusche nun andere Geräuschquellen wahr-
nehmbar machen. Aber auch Magerkonzepte und extrem
niedertourig fahrbare Motoren sowie 5- und 6-Gang-Ge-
triebe und dünnfl üssige Öle tragen zu einer Geräuschver-
stärkung bei. Die periodischen Verbrennungsvorgänge
des Hubkolbenmotors regen Dreh schwingungen im An-
triebsstrang an, die in Form von Getrieberasseln und
Karosseriedröhnen die Komforterwartungen des Auto-
fahrers nicht erfüllen.
Die Bedeutung der Mittelklasse und sogenannter Kom-
paktfahrzeuge mit quer eingebauten Motoren sowie die
Forderungen nach verbrauchs- und schadstoffreduzierten
Motoren nehmen zu. Dies führt aber gleichzeitig zu hö-
heren Motorungleichförmigkeiten, insbesondere im Be-
reich der direkt einspritzenden Dieselmotoren. Um auch
bei diesen Fahrzeugen den Fahrkomfort der Oberklasse
zu erreichen, entwickelte LuK das Zweimassenschwung-
rad (ZMS).
Bereits im Leerlauf isoliert das ZMS die Motorschwingun-
gen wirkungsvoll; d. h., Getrie be rasseln tritt nicht mehr
auf und das un angenehme Dröhnen der Karosserie in
bestimmten Drehzahlbereichen verschwin det. Mit dem
Zweimassenschwungrad steht den Automobilherstellern
somit ein äußerst leistungsfähiges System zur Dämpfung
von Torsionsschwin gungen im Antriebsstrang zur Verfü-
gung (Abbildung 37).
AufbauDurch die Teilung eines konventionellen Schwungrades
in zwei Scheiben ergibt sich die dem Motor zugeordnete
Primärschwungmasse mit Anlasserkranz sowie die Se-
kundärschwungmasse, die das Massenträgheitsmoment
der Getriebeseite erhöht.
Die beiden entkoppelten Massen sind über ein Feder-/
Dämpfungssystem miteinander verbunden und über ein
Rillenkugellager oder Gleitlager gegeneinander verdreh-
bar gelagert. Zwei am Außenrand mit Laser verschweißte
Blechformteile bilden den ringförmigen Fettraum, in dem
sich die Bogendruckfedern mit Federführungsschalen be-
fi nden. Die Abdichtung erfolgt hier durch eine Dichtmembrane.
Der Flansch greift mit seinen Nasen zwischen die Bogen-
druckfedern ein. Dieser Flansch kann ein starres Blech
sein, einen zusätzlichen Dämpfer beinhalten oder durch
die Auslegung als Rutschkupplung schädliche Drehmo-
mentspitzen begrenzen. Eine weitere, auf der Nabe
5 Das ZMS: effektive Torsionsdämpfung zwischen Motor und Getriebe
5 Das ZMS: effektive Torsionsdämpfung zwischen Motor und Getriebe
1/Min. 1/Min.
29
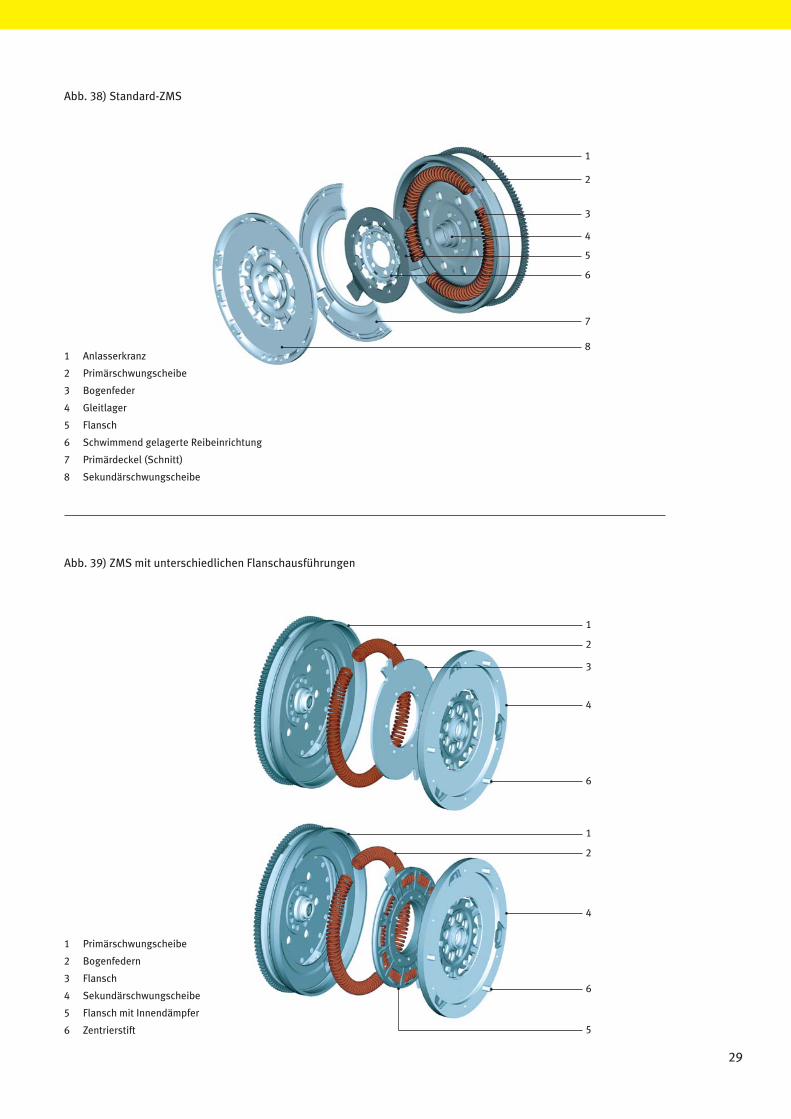
Abb. 38) Standard-ZMS
Abb. 39) ZMS mit unterschiedlichen Flanschausführungen
1
2
3
4
5
6
7
8
1 Anlasserkranz
2 Primärschwungscheibe
3 Bogenfeder
4 Gleitlager
5 Flansch
6 Schwimmend gelagerte Reibeinrichtung
7 Primärdeckel (Schnitt)
8 Sekundärschwungscheibe
1
2
3
4
5
6
1 Primärschwungscheibe
2 Bogenfedern
3 Flansch
4 Sekundärschwungscheibe
5 Flansch mit Innendämpfer
6 Zentrierstift
1
2
4
6

30
schwimmend gelagerte Reibeinrichtung, wird über Spiel
von einem der Haltebleche mitgenommen und kann bei
einem großen Verdrehwinkel die erwünschte Reibung
erzeugen.
Da das Feder-/Dämpfungssystem im Zweimassen-
schwungrad integriert ist, wird als Kupplungsscheibe
meist eine starre Ausführung ohne Torsionsdämpfer
eingesetzt. Als Kupplungsdruckplatte dient meist
eine Tellerfederkupplung, die über Zentrierstifte posi-
tioniert wird (Abbildungen 38 und 39 auf Seite 29).
FunktionPhysikalische Untersuchungen des Antriebs stranges
ergaben, dass sich der Reso nanzdreh zahlbereich durch
eine geänderte Zuordnung der Massenträgheitsmomente
verschieben lässt. Bei einer Erhöhung des Getriebe-Mas-
senträgheitsmoments sinkt die Resonanzdrehzahl, bei
der sehr laute Geräusche entstehen, unter die Leerlauf-
drehzahl und liegt somit außerhalb des Betriebsdrehzahl-
bereichs des Motors.
Mit dem ZMS gelang es LuK, ein Großserienprodukt zu
entwickeln, das dieses Prinzip realisiert und dabei die
Resonanz amplitude äußerst klein hält. Im Gegensatz zu
konventionellen Anordnungen wird beim ZMS das Mas-
senträgheitsmoment vor dem Torsionsdämpfer verringert
und dahinter erhöht. Dem Träg heitsmoment des Motors
ist nun die Primärschwungmasse des ZMS zugeordnet,
dem des Getriebes die Sekundärschwungmas se, die
Kupplungsscheibe sowie die Kupp lungs druckplatte.
Somit verschiebt sich der Resonanzdrehzahlbereich von
ursprünglich rund 1.300 min–1 auf ca. 300 min–1 und kann
sich im Fahrbetrieb nicht mehr störend bemerkbar ma-
chen, da der Motor nicht in diesem Drehzahlbereich
betrieben wird.
Bei den bisher üblichen Ausführungen mit konventio-
nellem Schwungrad und torsionsgedämpfter Kupplungs-
scheibe wur den die Drehschwingungen im Leerlaufbe-
reich weitgehend ungefi ltert an das Getriebe weitergelei-
tet und verursachten dadurch das Gegeneinanderschla-
gen der Zahnfl anken der Getrieberäder (Getrieberasseln).
Beim Einsatz eines Zweimassenschwungrades hingegen
werden die vom Motor eingeleiteten Drehschwingungen
durch den konstruktiv aufwändigen Torsionsdämpfer
herausgefi ltert, die Getriebekomponenten werden nicht
von ihnen beaufschlagt – es rasselt nicht, die Komfort-
erwartungen des Autofahrers werden in vollem Umfang
erfüllt!
BogenfederDas Feder-/Dämpfungssystem muss zwei sich wider-
sprechende Anforderungen erfüllen.
1. Im Normalbetrieb erzeugt die Ungleichförmigkeit des
Motors nur geringe Arbeitswinkel im Dämpfer. In diesem
Betriebsbe reich werden zur optimalen Schwingungs-
dämpfung niedrige Federraten, verbunden mit geringer
Dämpfung, benötigt.
2. Bei typischen Lastwechseln (z. B. Vollgasgeben) treten
Lastwechselschwingungen auf, die in hohem Maße zur
Geräuschbildung führen. Dieser Effekt kann nur mit einem
Torsionsdämpfer bekämpft werden, der eine extrem nied-
rige Federrate und gleichzeitig eine hohe Dämpfung besitzt.
Der in das ZMS integrierte Bogenfederdämpfer löst diesen
Widerspruch. Er bietet bei großen Arbeitswinkeln und zu-
gleich bei sehr niedrigen Federraten eine hohe Dämpfung.
Gleichzeitig isoliert er Schwingungen perfekt durch nied-
rige Dämpfung und geeignete Federraten im normalen
Fahrbetrieb.
Exkurs: Kompakt-ZMSDas Kompakt-ZMS ist die Lösung für den beengten Ein-
bauraum bei front-querangetriebenen Fahrzeugen. Diese
besonders platzsparende Variante des Kupplungsaggregats
integrier t ZMS, Kupplungsdruckplatte und Kupplungs-
scheibe (Abbildungen 40 und 41).
Das gesamte Modul wird bereits vormontiert geliefert und
kann als Einheit an die Kurbelwelle geschraubt werden.
Durch Öffnungen in der Tellerfeder, der Kupplungsdruck-
platte und der Kupplungsscheibe können die Kurbelwel-
lenschrauben festgezogen werden. Damit vereinfacht sich
für den Kunden auch die Verwaltung: An Stelle von drei
Einzelkomponenten und zwei Schraubensätzen gilt es
jetzt nur noch, ein Gesamtpaket zu beachten.
Die Vorteile des LuK Zweimassenschwungrades
auf einen Blick:
• Erstklassiger Fahrkomfort
• Absorbiert Vibrationen
• Isoliert Geräusche
• Kraftstoffeinsparung durch niedrige Motordrehzahlen
• Erhöhter Schaltkomfort
• Geringerer Verschleiß der Synchronisierung
• Überlastschutz für den Antriebsstrang
Auch in Hinblick auf den Umweltschutz werden
positive Folgen sichtbar:
• Durch das exzellente Geräuschverhalten bei nieder-
touriger Fahrweise wird weniger geschaltet. Die mitt-
leren Betriebsdrehzahlen sinken.
• Der Wirkungsgrad des Gesamtsystems erhöht sich
hierdurch und der Kraftstoffverbrauch und der damit
verbundene Ausstoß an Schadstoffen werden ver-
ringert.
5 Das ZMS: effektive Torsionsdämpfung zwischen Motor und Getriebe

Abb. 40) Das Kompakt-ZMS: Einheit aus ZMS, Kupplungsscheibe und Kupplungsdruckplatte
31
Abb. 41) Das Kompakt-ZMS
Kupplungsdruckplatte
und Kupplungsscheibe
Sekundärschwungscheibe
mit Flansch
Primärschwungscheibe
32
6 Hydraulische Ausrücksysteme
FunktionIn Fahrzeugen mit fußbetätigter Trockenkupplung ist
ein Mechanismus erforderlich, der die Kraftübertragung
zwischen dem Pedal und der Kupplung ermöglicht. Die
Realisierung dieser Funktion hat die Fahrzeugentwickler
zu den unterschied lichsten Lösungen angeregt.
Ursprünglich wurden die Pedalkräfte über einen Seilzug
vom Pedal zu einem Hebelmechanismus in der Kupplungs-
glocke übertragen. Über den Hebel und ein Ausrücklager
wurde so die Kupplung betätigt. Der Marktanteil dieser
Systeme ist inzwischen verschwindend gering. Denn in
den immer enger werdenden Motorräumen wird es zu-
nehmend schwieriger, einen Seilzug in möglichst gerader
Linie zwischen dem Pedal und dem Hebel zu verlegen.
Enge Radien sind bei einem Seilzug nicht realisierbar, da
dadurch die Reibung und der Verschleiß unzulässig stark
ansteigen und der Komfort bei der Kupplungsbetätigung
beeinträchtigt wird.
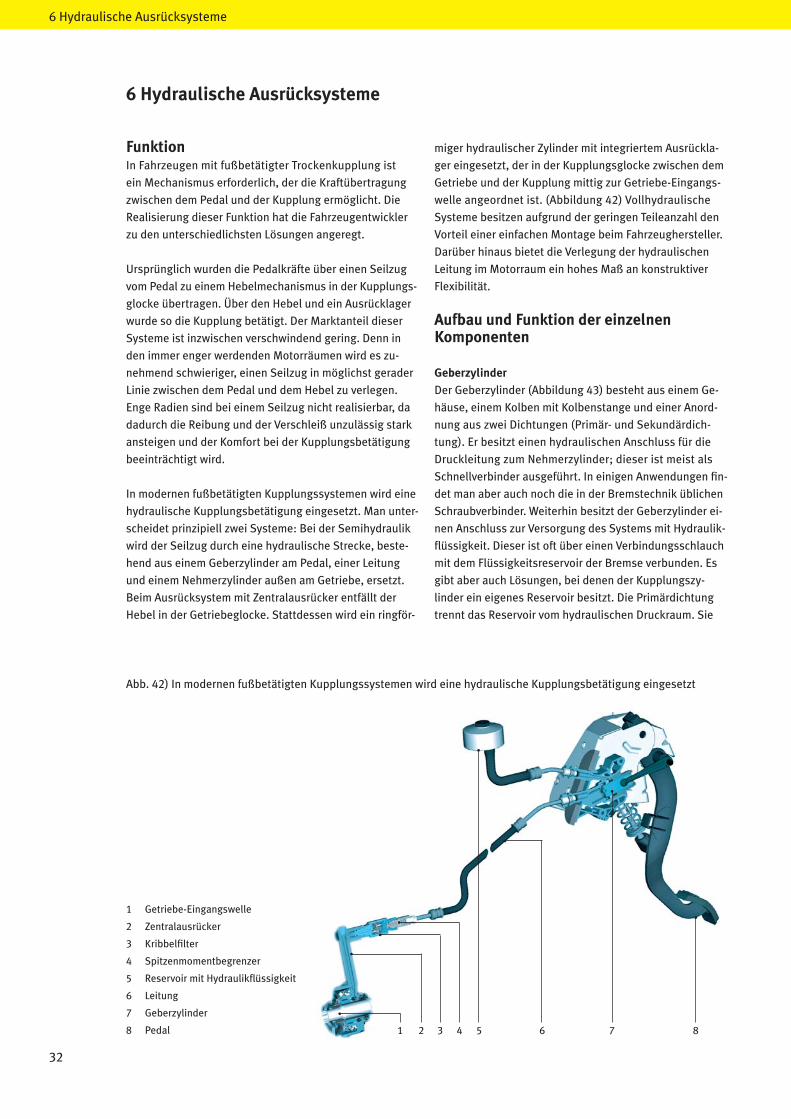
In modernen fußbetätigten Kupplungssystemen wird eine
hydraulische Kupplungsbetätigung eingesetzt. Man unter-
scheidet prinzipiell zwei Systeme: Bei der Semihydraulik
wird der Seilzug durch eine hydrauli sche Strecke, beste-
hend aus ei nem Geber zylinder am Pedal, einer Leitung
und einem Nehmerzylinder außen am Getriebe, ersetzt.
Beim Ausrücksystem mit Zentralausrücker entfällt der
Hebel in der Getriebeglocke. Stattdessen wird ein ringför-
miger hydraulischer Zylinder mit integriertem Ausrückla-
ger eingesetzt, der in der Kupplungsglocke zwischen dem
Getriebe und der Kupplung mittig zur Getriebe-Eingangs-
welle angeordnet ist. (Abbildung 42) Vollhydraulische
Systeme besitzen aufgrund der geringen Teileanzahl den
Vorteil einer einfachen Montage beim Fahrzeughersteller.
Darüber hinaus bietet die Verlegung der hydraulischen
Leitung im Motorraum ein hohes Maß an konstruktiver
Flexibilität.
Aufbau und Funktion der einzelnen Komponenten
Geberzylinder
Der Geberzylinder (Abbildung 43) besteht aus einem Ge-
häuse, einem Kolben mit Kolbenstange und einer Anord-
nung aus zwei Dichtungen (Primär- und Sekundärdich-
tung). Er besitzt einen hydraulischen Anschluss für die
Druckleitung zum Nehmerzylinder; dieser ist meist als
Schnellverbinder ausgeführt. In einigen Anwendungen fi n-
det man aber auch noch die in der Bremstechnik üblichen
Schraubverbinder. Weiterhin besitzt der Geberzylinder ei-
nen Anschluss zur Versorgung des Sys tems mit Hydraulik-
fl üssigkeit. Dieser ist oft über einen Verbindungsschlauch
mit dem Flüssigkeitsreservoir der Bremse verbunden. Es
gibt aber auch Lösungen, bei denen der Kupplungszy-
linder ein eigenes Reservoir besitzt. Die Primärdichtung
trennt das Reservoir vom hydraulischen Druckraum. Sie
6 Hydraulische Ausrücksysteme
Abb. 42) In modernen fußbetätigten Kupplungssystemen wird eine hydraulische Kupplungsbetätigung eingesetzt
1 Getriebe-Eingangswelle
2 Zentralausrücker
3 Kribbelfi lter
4 Spitzenmomentbegrenzer
5 Reservoir mit Hydraulikfl üssigkeit
6 Leitung
7 Geberzylinder
8 Pedal 65 74 8321
33
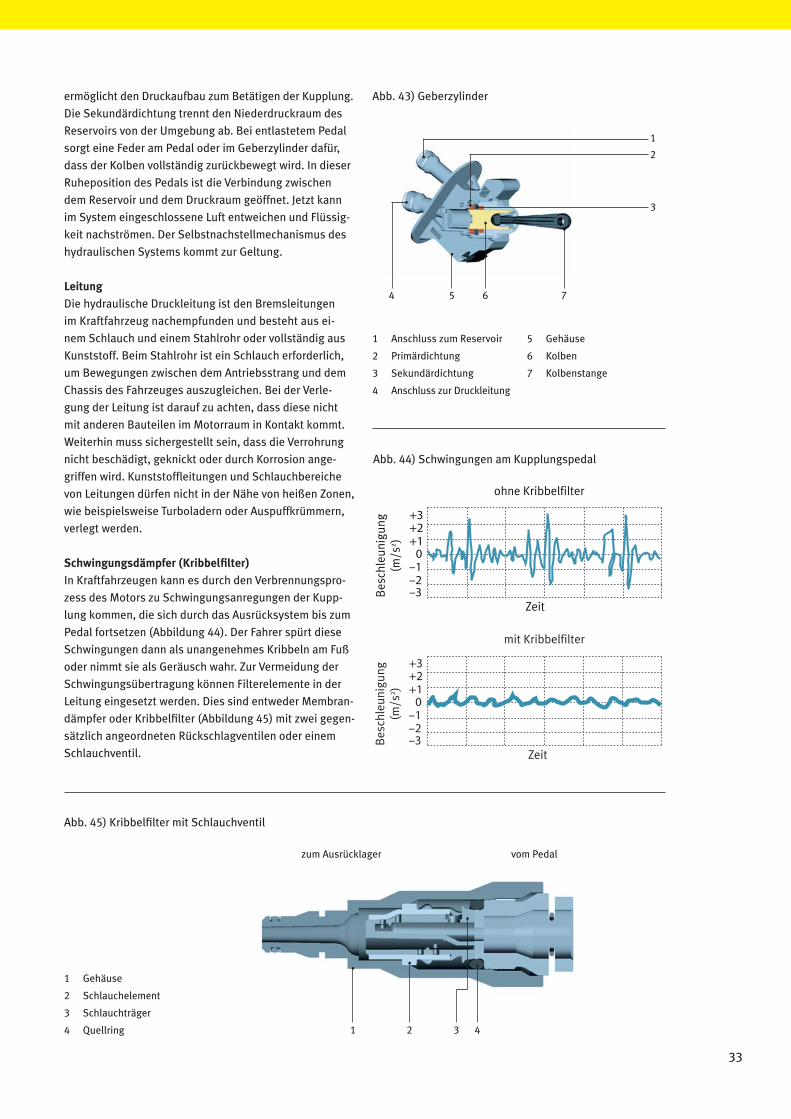
Abb. 43) Geberzylinder
1 Anschluss zum Reservoir
2 Primärdichtung
3 Sekundärdichtung
4 Anschluss zur Druckleitung
5 Gehäuse
6 Kolben
7 Kolbenstange
Abb. 44) Schwingungen am Kupplungspedal
ohne Kribbelfilter
Zeit
Bes
chle
unig
ung
(m/s
2 )
+3+2+1
–1–2–3
0
mit Kribbelfilter
Zeit
Bes
chle
unig
ung
(m/s
2 )
+3+2+1
–1–2–3
0
4
1
5 6 7
3
2
Abb. 45) Kribbelfi lter mit Schlauchventil
1 Gehäuse
2 Schlauchelement
3 Schlauchträger
4 Quellring 1 2 43
zum Ausrücklager
vom Pedal
ermöglicht den Druckaufbau zum Betätigen der Kupplung.
Die Sekundärdichtung trennt den Niederdruckraum des
Reservoirs von der Umgebung ab. Bei entlastetem Pedal
sorgt eine Feder am Pedal oder im Geberzylinder dafür,
dass der Kolben vollständig zurückbewegt wird. In dieser
Ruheposition des Pedals ist die Verbindung zwischen
dem Reservoir und dem Druckraum geöffnet. Jetzt kann
im System eingeschlossene Luft entweichen und Flüssig-
keit nachströmen. Der Selbstnachstellmechanismus des
hydraulischen Systems kommt zur Geltung.
Leitung
Die hydraulische Druckleitung ist den Bremsleitungen
im Kraftfahrzeug nachempfunden und besteht aus ei-
nem Schlauch und einem Stahlrohr oder vollständig aus
Kunststoff. Beim Stahlrohr ist ein Schlauch erforderlich,
um Bewegungen zwischen dem Antriebsstrang und dem
Chassis des Fahrzeuges auszugleichen. Bei der Verle-
gung der Leitung ist darauf zu achten, dass diese nicht
mit anderen Bauteilen im Motorraum in Kontakt kommt.
Weiterhin muss sichergestellt sein, dass die Verrohrung
nicht beschädigt, geknickt oder durch Korrosion ange-
griffen wird. Kunststoffl eitungen und Schlauchbereiche
von Leitungen dürfen nicht in der Nähe von heißen Zonen,
wie beispielsweise Turboladern oder Auspuffkrümmern,
verlegt werden.
Schwingungsdämpfer (Kribbelfi lter)
In Kraftfahrzeugen kann es durch den Verbrennungspro-
zess des Motors zu Schwingungsanregungen der Kupp-
lung kommen, die sich durch das Ausrücksystem bis zum
Pedal fortsetzen (Abbildung 44). Der Fahrer spürt diese
Schwingungen dann als unangenehmes Kribbeln am Fuß
oder nimmt sie als Geräusch wahr. Zur Vermeidung der
Schwingungsübertragung können Filterelemente in der
Leitung eingesetzt werden. Dies sind entweder Membran-
dämpfer oder Kribbelfi lter (Abbildung 45) mit zwei gegen-
sätzlich angeordneten Rückschlagventilen oder ei nem
Schlauchventil.

34
6 Hydraulische Ausrücksysteme
Spitzenmomentbegrenzer
Spitzenmomentbegrenzer (Abbildung 46) sind bewegliche
Blenden in der hydraulischen Leitung. Sie begrenzen den
Volumenstrom nur während des Einkuppelns bei hohen
Einkuppelgeschwindigkeiten. Hierdurch soll eine Überlas-
tung des Antriebsstranges bei schlagartigem Einkuppeln,
z. B. beim Abrutschen vom Kupplungspedal, verhindert
werden. Spitzenmomentbegrenzer dürfen im Wartungs-
fall nicht aus dem hydraulischen System entfernt werden,
da es ansonsten in der Folge zu Schäden am Getriebe,
an den Antriebswellen oder am ZMS kommen kann
(Abbildung 47).
Nehmerzylinder
In einem semihydraulischen System liegt der Nehmerzy-
linder außerhalb der Getriebeglocke und dient zur Be-
tätigung der Ausrückdrehgabel (Abbildung 48). In die-
sem Fall besteht der Nehmerzylinder aus einem Gehäuse,
dem Kolben mit Abdichtung, einer Vorlastfeder und einer
Entlüfterschraube. Die Vorlastfeder sorgt für eine perma-
nente Vorlast des Ausrücklagers, damit dieses auch im
druckfreien Zustand des Ausrücksystems sicher mit der
Kupplung dreht und störende Geräusche zwischen Lager
und Tellerfederzungen ver mieden werden. Die Entlüf-
tungsschraube erleichtert das Spülen oder Befüllen des
Systems im Wartungsfall.
Zentralausrücker
In einem System mit Zentralausrücker (Abbildung 49) ist
das Ausrücklager direkt mit dem Kolben verbunden. Die
Ausrückbewegung der Kupplung wird durch den hydrau-
lischen Druck eingeleitet, beim Einrücken drückt die
Tellerfeder der Kupplung den zentralen Kolben bis in die
Ausgangslage und die Flüssigkeit strömt zurück in den
Geberzylinder. Durch den großen, konstruktiv vorgese-
henen Hub kann der Nehmerzylinder Toleranzen bei Ein-
bau und Kupplungsverschleiß ausgleichen.
Sensorik
Zunehmend werden Geber- und Nehmerzylinder mit einer
Sensorik ausgestattet, um den Betätigungsweg zu mes-
sen und an das Motor- und Getriebesteuergerät weiterzu-
leiten. Sensorbestückte Systeme sind in der Regel daran
erkennbar, dass am Geber- oder Nehmerzylinder ein klei-
nes Gehäuse mit Stecker- oder Kabelverbindung befes tigt
ist. Jeder Sensor ist individuell auf den Geber- oder Neh-
merzylinder abgestimmt und bildet daher mit diesem eine
Einheit. Sensoren dürfen nicht vom Zylinder entfernt und
an einem anderen befestigt werden. Im Fall eines Defekts
von einem der Bauteile muss stets eine neue Zylinder/
Sensor-Kombination eingebaut werden.
Hydraulikfl üssigkeit
Wenn nichts anderes vom Fahrzeughersteller angegeben
ist, arbeiten die hydraulischen Systeme mit Bremsfl üs-
sigkeit. Bei Auslieferung des Fahrzeuges ist das System
bereits werksseitig gefüllt. Durch den Einsatz im Fahrzeug
reichert sich die Bremsfl üssigkeit mit Wasser an und der
Siedepunkt sinkt ab. Im Extremfall kann es zu Dampfbla-
senbildung im Nehmerzylinder kom men. Dies kann zu
Problemen beim Aus kuppeln führen. Um das zu vermeiden,
ist es deshalb notwendig, die Bremsfl üssigkeit mindes-
tens alle zwei bis drei Jahre auszutauschen. Bei der Wahl
der Ersatzfl üssigkeit ist den Empfehlungen des jeweiligen
Fahrzeugherstellers dringend Folge zu leisten, da ansons-
ten Schäden an den Dichtungen oder eine Geräuschbil-
dung am Geberzylinder nicht auszuschließen sind.
Die Wartung eines hydraulischen Ausrücksystems be-
schränkt sich im Normalfall auf den Austausch der Brems-
fl üssigkeit. Ähnlich wie bei der Bremse geht eine Neube-
füllung durch Pumpen am Pedal und synchrones Öffnen
und Schließen der Entlüfterschraube vonstatten. Damit
der Spülvorgang möglichst vollständig erfolgt und keine
Luftblasen in das System gelangen, sollten auch in die-
sem Fall die spezifi schen Empfehlungen der Fahrzeug-
hersteller berücksichtigt werden.
Sauberkeit ist bei allen Arbeiten an einem hydraulischen
System unabdingbar. Bereits kleinste Verunreinigungen
durch Schmutzpartikel können zu Undichtigkeit und
Fehlfunktionen führen. Bei Systemen, die für Bremsfl üs-
sigkeit vorgesehen sind, darf keinesfalls Mineralöl in das
Innere gelangen. Ein Nachbefetten der Zylinder oder der
Konnektoren ist aus diesem Grund zu unterlassen. Selbst
kleinste Mengen von Mineralöl können zur Zerstörung
der Dichtungen führen. Bei Kupplungssystemen, die ein
gemeinsames Reservoir mit der Bremse haben, besteht
durchaus die Gefahr einer Verunreinigung bis in die
Bremsanlage.
Wichtig
Beim Austausch der Kupplung sollte der Zentral-
ausrücker grundsätzlich mit ausgetauscht werden.
Dieser ist nämlich speziell auf die Kupplungs-
lebensdauer angepasst und somit für kein zweites
Kupplungsleben ausgelegt. Aus diesem Grund
werden beide Komponenten fahrzeugspezifi sch
im LuK RepSetPro gemeinsam angeboten.
Vorteile der hydraulischen Ausrücksysteme:
• Flexibilität bei der Verlegung der Leitung
• Guter Betätigungskomfort durch geringe Reibung
• Vibrations- und geräuschoptimiert
• Einfache Montage und Wartung
• Integrierte Verschleißnachstellung
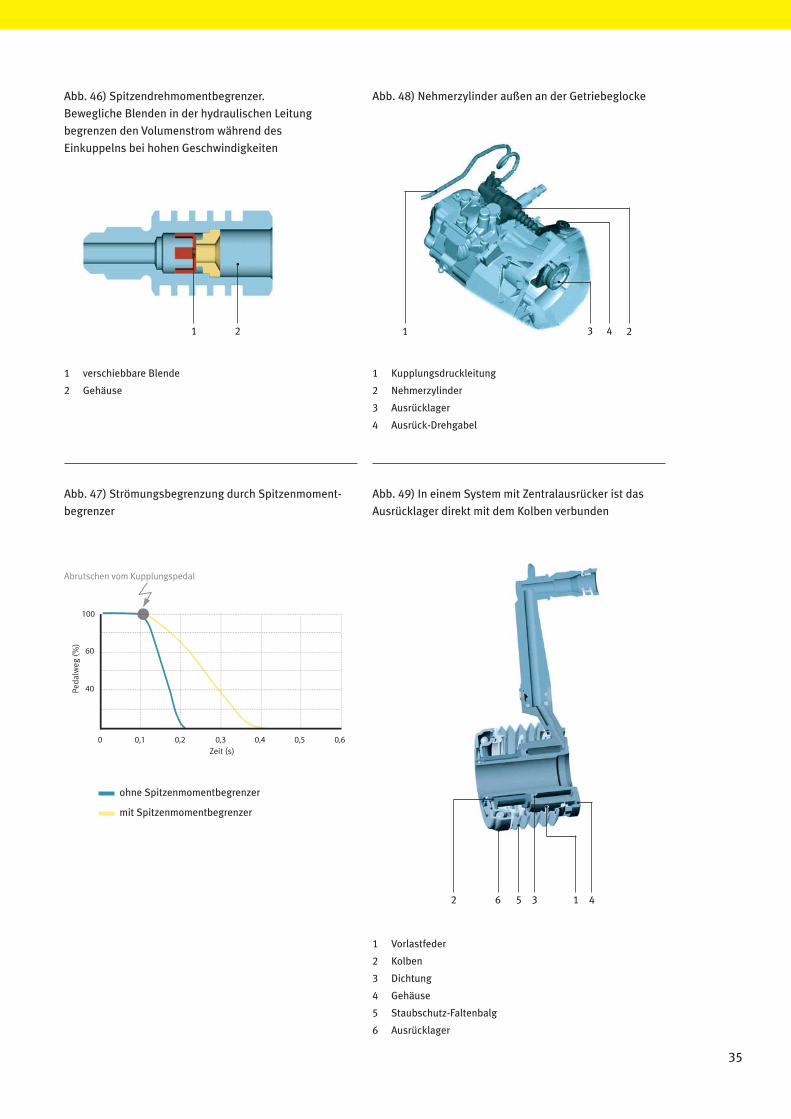
Abb. 46) Spitzendrehmomentbegrenzer.
Bewegliche Blenden in der hydraulischen Leitung
begrenzen den Volumenstrom während des
Einkuppelns bei hohen Geschwindigkeiten
1 2
1 verschiebbare Blende
2 Gehäuse
35
Abb. 47) Strömungsbegrenzung durch Spitzenmoment-
begrenzer
Abrutschen vom Kupplungspedal
Zeit (s)
Peda
lweg
(%)
100
60
40
0 0,1 0,2 0,3 0,4 0,5 0,6
Abb. 48) Nehmerzylinder außen an der Getriebeglocke
Abb. 49) In einem System mit Zentralausrücker ist das
Ausrücklager direkt mit dem Kolben verbunden
1 Vorlastfeder
2 Kolben
3 Dichtung
4 Gehäuse
5 Staubschutz-Faltenbalg
6 Ausrücklager
1 Kupplungsdruckleitung
2 Nehmerzylinder
3 Ausrücklager
4 Ausrück-Drehgabel
1 23 4
2 6 3 1 45

36
7 Automatisierte Schaltgetriebe (ASG) für mehr Komfort
EinsatzDas automatisierte Schaltgetriebe ist eine Erweiterung
des bewährten Handschaltgetriebes. Es kann bei einem
vergleichbaren Komfort zum Handschalter automatisch
schal ten und bei entsprechender Abstimmung auch den
Kraftstoffverbrauch reduzieren. Diese Eigenschaften ma-
chen die Technik interessant für kleine bis mittlere Fahr-
zeugklassen, da auch die Kosten deutlich unter einer
Vollautomatik liegen. Auch für Nutzfahrzeuge werden au-
tomatisierte Schaltgetriebe eingesetzt, im Schwerverkehr
sogar teilweise als Serienausstattung (Abbildung 50).
Beschreibung
Bedienung
Ähnlich wie das Automatikgetriebe hat der Wählhebel Po-
sitionen für die Schaltung Neutral, Rückwärts, Automatik
und Manuell. Der Wählhebel ist rein elektronisch und nicht
me chanisch mit dem Getriebe verbunden (Abbildung 51).
Da das automatisierte Schaltgetriebe auf dem Prinzip des
Handschaltgetriebes basiert, ist im Gegensatz zum Auto-
matikgetriebe keine Parkstellung vorhanden. Wie beim
Handschaltgetriebe bleibt beim Ausschalten der Zündung
der aktuelle Gang eingelegt, und die Kupplung wird auto-
matisch geschlossen.
Der Motor kann ähnlich wie das Automatikgetriebe ge-
startet werden, wenn
• der Gangwählhebel in Position „N“ ist,
• das Getriebe Neutralstellung anzeigt und
• die Fußbremse betätigt ist.
Technik
Am Getriebe werden zusätzliche Elektromotoren befestigt,
die stellvertretend für den Fahrer die Bewegungen für das
Kuppeln und Schalten übernehmen. Ein Getriebesteuerge-
rät übernimmt die Koordination und die Signalverarbeitung.
Die meisten Signale werden über den CAN-Bus eingelesen
und ausgegeben. Am CAN-Bus angeschlossen sind das Mo-
torsteuergerät, das ABS- oder ESP-Steuergerät sowie das
Cockpit-Steuergerät, das auch die Informationen über ak-
tuelle Gangwahl und den Status des Getriebes anzeigt.
Im LuK ASG ist dieses Steuergerät in einem gemeinsamen
Gehäuse mit dem Elektromotor und der Mechanik unter-
gebracht, die für die Kupplungsbetätigung sorgt. Bei einem
Tausch des Steuergerätes muss die zur Fahrzeugvariante
passende Software eingespielt sein und eine Inbetrieb-
nahme durchgeführt werden. Auch die anderen Steuer-
geräte sind auf das Getriebesteuergerät abgestimmt, wes-
halb eine Nachrüstung eines Handschaltgetriebes auf
ein automatisiertes Schaltgetriebe technisch und wirt-
schaftlich nicht sinnvoll ist. Damit die Elektromotoren
möglichst klein, leicht und reaktionsschnell ausgeführt
werden können, ist eine minimierte Betätigungskraft der
Kupplung erforderlich. Dies wird erreicht, indem eine
selbstnachstellende Kupplung (SAC) eingesetzt wird.
Für die Getriebeschaltung wird der Handschaltdom des
Handschaltgetriebes durch eine Baugruppe mit zwei Elek-
tromotoren ersetzt. Ein Elektromotor ist für die Gassen-
wahl zuständig, entsprechend der Querbewegung der
rechten Hand beim Schalten. Der zweite, größere Elektro-
motor übernimmt das Einlegen der Gänge.
Funktionen
Kriechfunktion
Beim Lösen der Bremse wird die Kupplung leicht angelegt.
Das Fahrzeug rollt auf der Ebene sanft an, ohne dass Gas
gegeben werden muss. Das Moment ist zum Schutz der
Kupplung begrenzt, bei erhöhter Kupplungs temperatur
wird das angelegte Moment reduziert.
Ermittlung des Kupplungstastpunktes
Durch Temperaturschwankungen und andere äußere Ein-
fl üsse verändert sich der Punkt, an dem die Kupplung be-
ginnt, das Mo tormoment an die Räder zu übertragen. Dieser
Punkt wird Tastpunkt genannt. Das automatisierte Schalt-
getriebe passt diesen Tastpunkt immer dann an, wenn das
Fahrzeug längere Zeit mit getretener Bremse und laufen-
dem Motor steht, z. B. vor einer Ampel.
Dabei wird die Kupplung immer wieder kurzzeitig so weit
geschlossen, bis die leichte Berührung der Druckplatte mit
der Kupplungsscheibe eine Reaktion des Motors hervorruft.
Danach öffnet die Kupplung sofort wieder. Dieser Vorgang
wird normalerweise vom Fahrer nicht wahrgenommen und
setzt einen stabilen Leerlauf des Motors voraus. Ebenfalls
wichtig für die korrekte Funktion ist, dass bei einem Aus-
tausch von Steuergerät oder Kupplung eine erfolgreiche
Inbetriebnahme mit dem Werkstattprüfgerät erfolgt ist.
Ein korrekter Tastpunkt stellt sicher, dass die Einkuppel-
vorgänge weich und trotzdem ohne lange Schlupfzeiten
an der Kupplung erfolgen.
Kupplungsschutz
Das automatisierte Schaltgetriebe erkennt, wenn die Kupp-
lung z. B. durch viele aufeinanderfolgende Anfahrten an
einer Steigung heißgefahren wird. Um den weiteren An-
stieg der Temperatur zu verlangsamen, wird die Kriech-
funktion dann schrittweise deaktiviert. Bei Anfahrten wird
die Kupplung schneller geschlossen, um lange Zeiten mit
schleifender Kupplung zu vermeiden.
7 Automatisierte Schaltgetriebe (ASG) für mehr Komfort
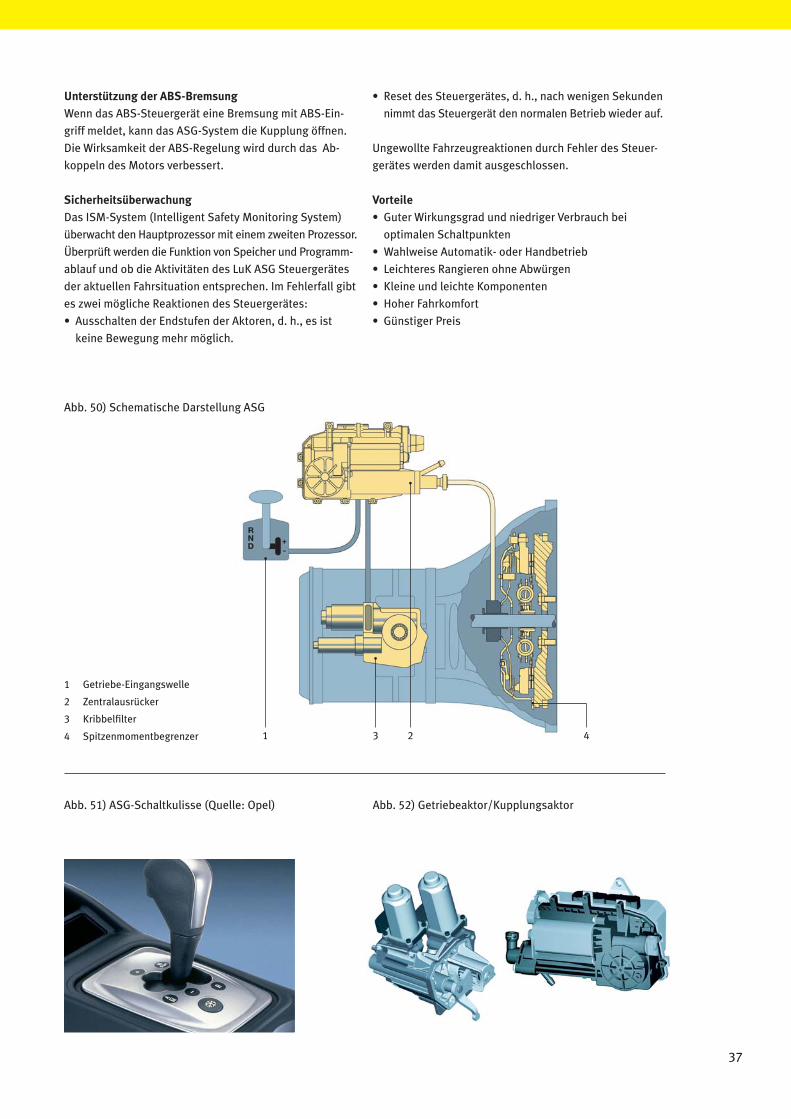
37
Abb. 50) Schematische Darstellung ASG
1 Getriebe-Eingangswelle
2 Zentralausrücker
3 Kribbelfi lter
4 Spitzenmomentbegrenzer
Abb. 51) ASG-Schaltkulisse (Quelle: Opel)
Unterstützung der ABS-Bremsung
Wenn das ABS-Steuergerät eine Bremsung mit ABS-Ein-
griff meldet, kann das ASG-System die Kupplung öffnen.
Die Wirksamkeit der ABS-Regelung wird durch das Ab-
koppeln des Motors verbessert.
Sicherheitsüberwachung
Das ISM-System (Intelligent Safety Monitoring Sys tem)
überwacht den Hauptprozessor mit einem zweiten Prozessor.
Überprüft werden die Funktion von Speicher und Programm-
ablauf und ob die Aktivitäten des LuK ASG Steuergerätes
der aktuellen Fahrsituation entsprechen. Im Fehlerfall gibt
es zwei mögliche Reaktionen des Steuergerätes:
• Ausschalten der Endstufen der Aktoren, d. h., es ist
keine Bewegung mehr möglich.
• Reset des Steuergerätes, d. h., nach wenigen Sekunden
nimmt das Steuergerät den normalen Betrieb wieder auf.
Ungewollte Fahrzeugreaktionen durch Fehler des Steuer-
gerätes werden damit ausgeschlossen.
Vorteile
• Guter Wirkungsgrad und niedriger Verbrauch bei
optimalen Schaltpunkten
• Wahlweise Automatik- oder Handbetrieb
• Leichteres Rangieren ohne Abwürgen
• Kleine und leichte Komponenten
• Hoher Fahrkomfort
• Günstiger Preis
Abb. 52) Getriebeaktor/Kupplungsaktor
1 3 2 4
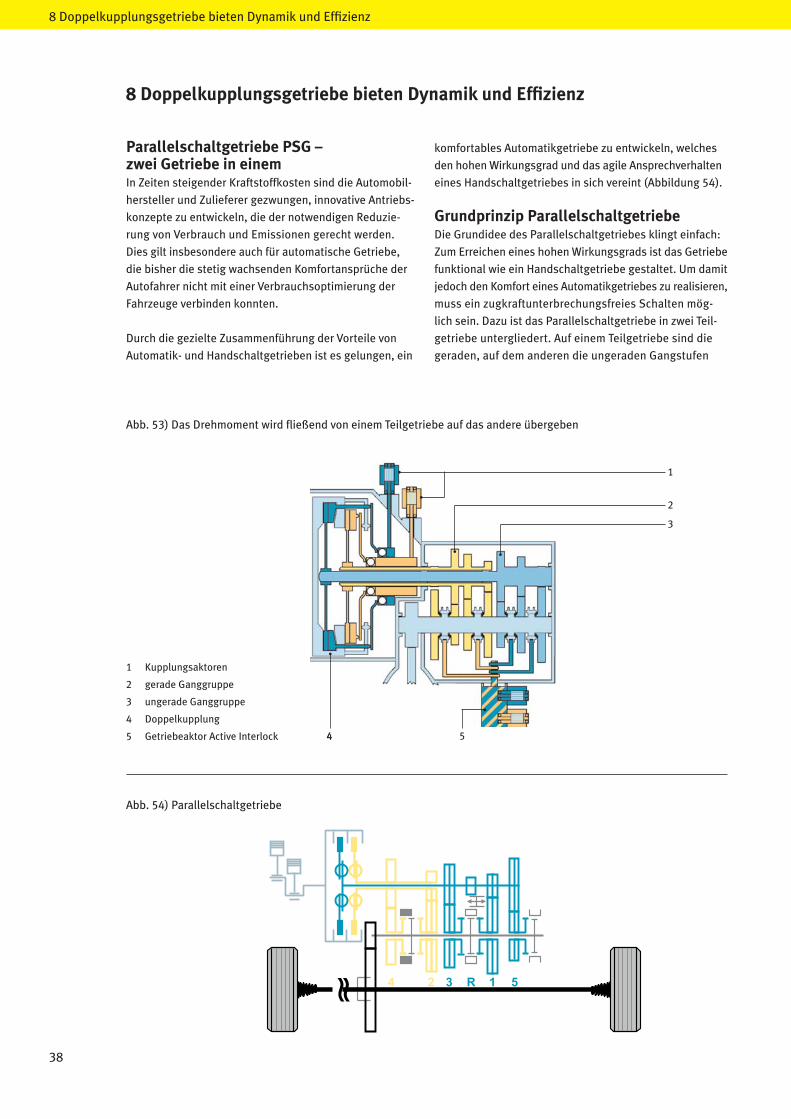
38
1 Kupplungsaktoren
2 gerade Ganggruppe
3 ungerade Ganggruppe
4 Doppelkupplung
5 Getriebeaktor Active Interlock
Abb. 53) Das Drehmoment wird fl ießend von einem Teilgetriebe auf das andere übergeben
Abb. 54) Parallelschaltgetriebe
2
3
1
4
8 Doppelkupplungsgetriebe bieten Dynamik und Effi zienz
Parallelschaltgetriebe PSG – zwei Getriebe in einemIn Zeiten steigender Kraftstoffkosten sind die Automobil-
hersteller und Zulieferer gezwungen, innovative Antriebs-
konzepte zu entwickeln, die der notwendigen Reduzie-
rung von Verbrauch und Emissionen gerecht werden.
Dies gilt insbesondere auch für automatische Getriebe,
die bisher die stetig wachsenden Komfortansprüche der
Autofahrer nicht mit einer Verbrauchsoptimierung der
Fahrzeuge verbinden konnten.
Durch die gezielte Zusammenführung der Vorteile von
Automatik- und Handschaltgetrieben ist es gelungen, ein
komfortables Automatikgetriebe zu entwickeln, welches
den hohen Wirkungsgrad und das agile Ansprechverhalten
eines Handschaltgetriebes in sich vereint (Abbildung 54).
Grundprinzip ParallelschaltgetriebeDie Grundidee des Parallelschaltgetriebes klingt einfach:
Zum Erreichen eines hohen Wirkungsgrads ist das Getriebe
funktional wie ein Handschaltgetriebe gestaltet. Um damit
jedoch den Komfort eines Automatik getriebes zu realisieren,
muss ein zugkraftunterbrechungsfreies Schalten mög-
lich sein. Dazu ist das Parallelschaltgetriebe in zwei Teil-
getriebe untergliedert. Auf einem Teilgetriebe sind die
geraden, auf dem anderen die ungeraden Gangstufen
8 Doppelkupplungsgetriebe bieten Dynamik und Effi zienz
4 5
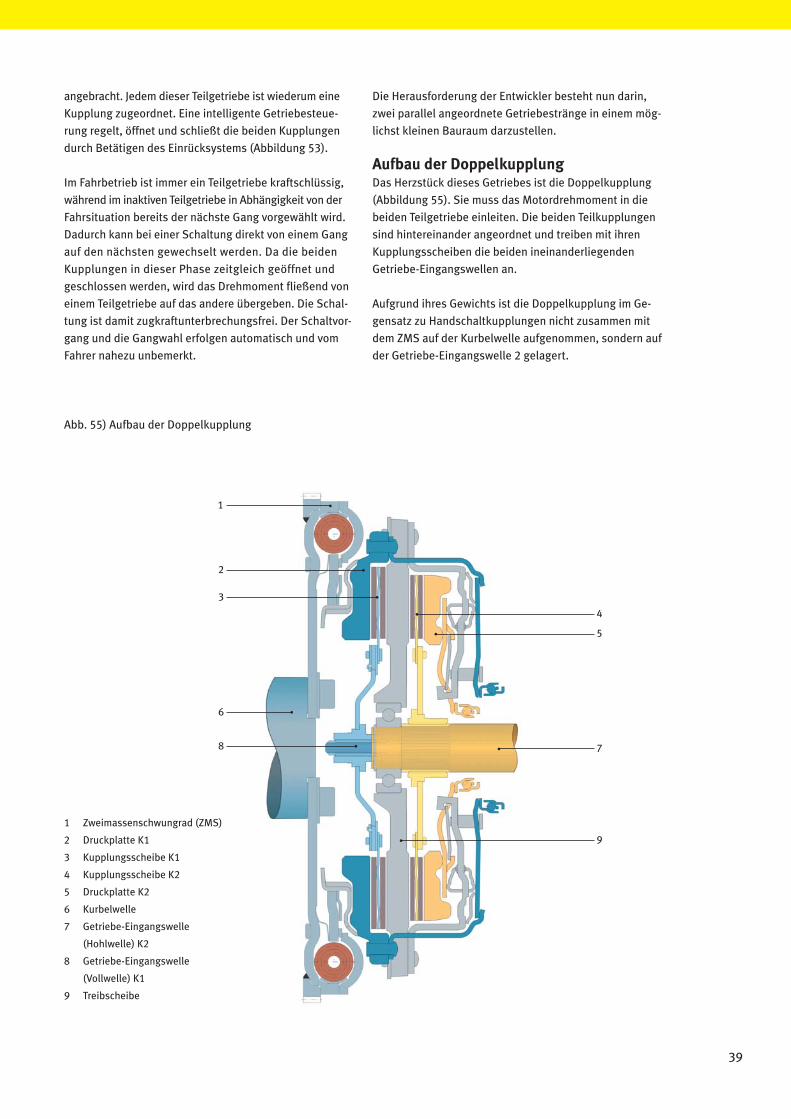
39
angebracht. Jedem dieser Teilgetriebe ist wiederum eine
Kupplung zugeordnet. Eine intelligente Getriebesteue-
rung regelt, öffnet und schließt die beiden Kupplungen
durch Betätigen des Einrücksystems (Abbildung 53).
Im Fahrbetrieb ist immer ein Teilgetriebe kraftschlüssig,
während im inaktiven Teilgetriebe in Abhängigkeit von der
Fahrsituation bereits der nächste Gang vorgewählt wird.
Dadurch kann bei einer Schaltung direkt von einem Gang
auf den nächsten gewechselt werden. Da die beiden
Kupplungen in dieser Phase zeitgleich geöffnet und
geschlossen werden, wird das Drehmoment fl ießend von
einem Teilgetriebe auf das an dere übergeben. Die Schal-
tung ist damit zugkraftunterbrechungsfrei. Der Schaltvor-
gang und die Gangwahl erfolgen automa tisch und vom
Fahrer nahezu unbemerkt.
Die Herausforderung der Entwickler besteht nun darin,
zwei parallel angeordnete Getriebestränge in einem mög-
lichst kleinen Bauraum darzustellen.
Aufbau der DoppelkupplungDas Herzstück dieses Getriebes ist die Doppelkupplung
(Abbildung 55). Sie muss das Motordrehmoment in die
beiden Teilgetriebe einleiten. Die beiden Teilkupplungen
sind hintereinander angeordnet und treiben mit ihren
Kupplungsscheiben die beiden ineinanderliegenden
Getriebe-Eingangswellen an.
Aufgrund ihres Gewichts ist die Doppelkupplung im Ge-
gensatz zu Handschaltkupplungen nicht zusammen mit
dem ZMS auf der Kurbelwelle aufgenommen, sondern auf
der Getriebe-Eingangswelle 2 gelagert.
Abb. 55) Aufbau der Doppelkupplung
1 Zweimassenschwungrad (ZMS)
2 Druckplatte K1
3 Kupplungsscheibe K1
4 Kupplungsscheibe K2
5 Druckplatte K2
6 Kurbelwelle
7 Getriebe-Eingangswelle
(Hohlwelle) K2
8 Getriebe-Eingangswelle
(Vollwelle) K1
9 Treibscheibe
1
3
7
9
2
4
5
6
8

40
Das Motordrehmoment wird über die Innen verzahnung
des ZMS in die Zentralplatte der Doppelkupplung einge-
leitet. Wird dann eine der beiden Kupplungen betätigt,
wird das Drehmoment von der Zentralplatte über die
Kupplungsscheibe auf die entsprechende Getriebe-Ein-
gangswelle übertragen (Abbildung 56).
Da beide Kupplungen von der gleichen Seite betätigt
werden, erfolgt für die Kupplung 1 eine Kraftumkehrung,
die die Druckbewegung des Einrücksystems in eine Zug-
bewegung an der Anpressplatte umwandelt. Hierdurch
wird die Kupplungsscheibe zwischen der Zentralplatte
und der Anpress platte verklemmt und das gewünsch te
Drehmoment übertragen.
Für die Kupplung 2 ist eine Kraftumkehrung nicht not-
wendig. Die Hebelfeder stützt sich am Kupplungsdeckel
ab und drückt damit die Anpressplatte in Richtung der
Zentralplatte (Abbildung 57).
Wie bereits von der LuK SAC bekannt, verfügt auch die
Doppelkupplung über einen Nachstellmechanismus, der
den Kupplungsscheibenverschleiß über Laufleistung
ausgleichen kann. Dies stellt zum einen konstant niedrige
Betätigungswege über die gesamte Lebensdauer sicher,
zum anderen bietet eine konstante Kupplungskennlinie
große Vorteile in der Steuer- und Regelbarkeit eines
solchen Systems.
Vorteile und Innovationen der Parallel-schaltgetriebeDie sicherlich größte und bedeutendste Innovation stellt
die hier gezeigte Doppelkupplung dar. Im Gegensatz zu
den bekannten Doppelkupplungsgetrieben wurde hier
erstmals eine trockene Doppelkupplung ent wickelt und
eingesetzt. Da ihre Kupplungsbeläge nicht in einem Ölbad
laufen, zeichnet sich dieses Konzept durch einen sehr
guten Wirkungsgrad aus. In Verbindung mit der hohen
Spreizung eines 7-Gang-Ge triebes ist es gelungen, den
Ver brauch und den CO2-Ausstoß signifi kant zu senken.
Sogar so weit, dass bei einigen An wen dun gen der Ver-
brauch bei Parallelschaltge trie ben unter der der Hand-
schaltvariante liegt.
Bedienung und Komfort dieser neuen Getriebegeneration
sind gleichwertig zum bekannten Automatikgetriebe. Die
Kupplungs strategie lässt das Fahrzeug im 1. und im
Rückwärtsgang auch bei nicht betätigtem Fahrpedal an-
kriechen. Damit kann das Fahren beim Rangieren oder im
Stop-and-go-Verkehr wesentlich erleichtert werden. Die
Anfahrcharakteristik hingegen erinnert an das Fahren mit
einem Handschaltgetriebe. Da die Betätigung der Kupp-
lung und das Wechseln der Gänge automatisch erfolgen,
ist das Kupplungspedal ganz entfallen und der Schalt-
hebel durch einen Wahlhebel ersetzt worden. Selbstver-
ständlich kann der Fahrer die Gänge auch manuell im
Tiptronic-Modus wechseln.
Seit Anfang 2007 wird das weltweit erste trockene Dop-
pelkupplungsgetriebe in Groß serie produziert. Mit diesem
Getriebe-/Kupplungskonzept können eindrücklich Kom-
fort, Agilität und Kraftstoffeffi zienz miteinander verbun-
den werden.
8 Doppelkupplungsgetriebe bieten Dynamik und Effi zienz
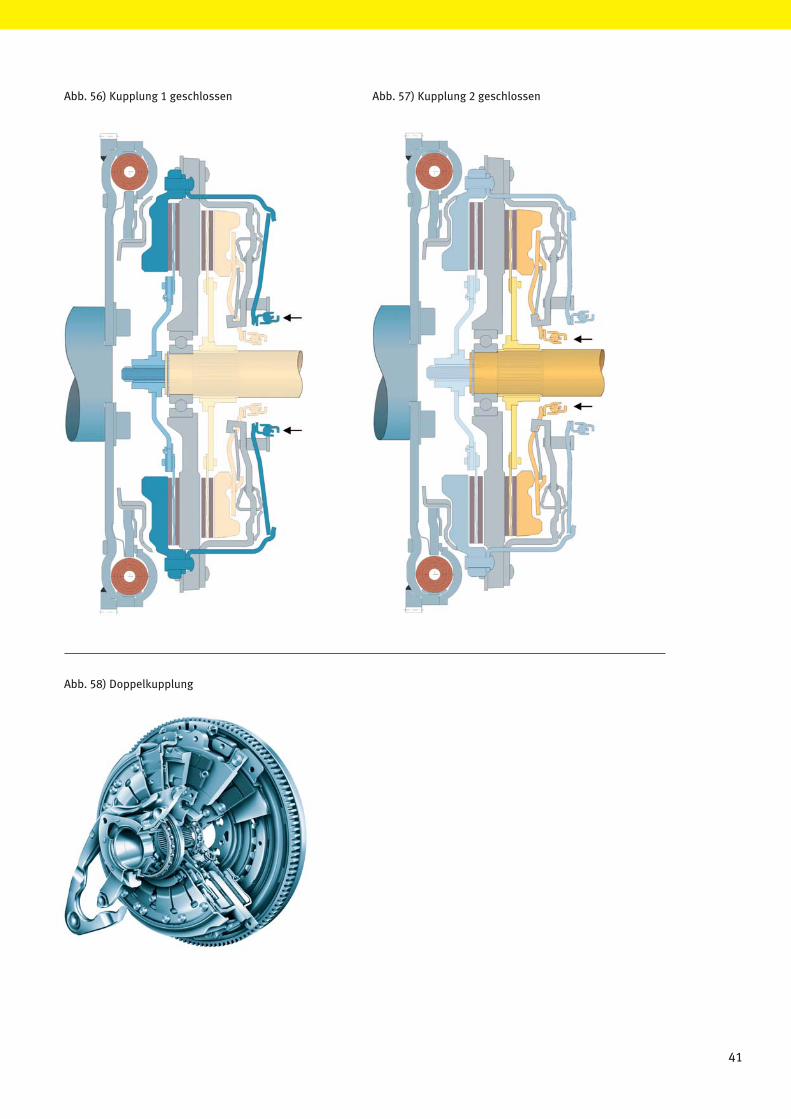
Abb. 58) Doppelkupplung
41
Abb. 56) Kupplung 1 geschlossen Abb. 57) Kupplung 2 geschlossen

42
9 CVT-Getriebe: stufenlos komfortabel
Continuously Variable Transmission CVT – stufenlos verstellbares Getriebe
Stufenautomaten und Handschaltgetriebe weisen feste
Gangstufen auf, die es nicht erlauben, den Motor immer
im optimalen Betriebsbereich zu betreiben. Dies ist nur
dann möglich, wenn es gelingt, zwischen der max. (An-
fahren) und der min. Getriebeübersetzung stufenlos zu
variieren. Mit dem Entfall der Getriebestufen ist auch
ein deutlicher Gewinn im Fahrkomfort und in den Fahr-
leistungen bei gleichzeitig reduziertem Verbrauch ver-
bunden.
LuK beschäftigt sich seit 1993 mit der Entwicklung von
Komponenten für stufenlose Getriebe nach dem soge-
nannten Umschlin gungsprinzip. Ziel der Entwicklung war
die Erreichung eines übertragbaren Motormomentes von
300 Nm, bei gleichzeitiger Verbesserung der Fahrleis-
tungen und einer Reduzierung des Kraftstoffverbrauches.
Es ist LuK damit gelungen, sich deutlich vom Wettbewerb
abzuheben.
Bei diesem Prinzip läuft die LuK Kette zwischen zwei
Kegelscheibenpaaren, die jeweils aus einer sogenannten
Fest- und ei ner Wegscheibe bestehen. Die Wegscheibe ist
axial beweglich auf der Welle gelagert und kann hydrau-
lisch axial verschoben werden. Mit der axialen Verschie-
bung der Wegscheibe ist eine Veränderung des Laufradius
der Kette und damit eine entsprechende Übersetzungsän-
derung verbunden.
Die Drehmomentübertragung erfolgt in Analogie zur Kupp-
lung durch Reibung. Es muss also sichergestellt werden,
dass die auf die Kegelscheiben wirkenden Anpresskräfte
ausreichend groß sind, um zum einen das Motormoment
sicher übertragen zu können, aber zum anderen auch rad-
seitige Drehmomentstöße übertragen zu können, ohne
dass das Umschlingungselement rutscht. Die Anpressung
und Verstellung der Scheibensätze erfolgt hydraulisch.
Aufbau eines CVT Neben der Einstellung der gewünschten Übersetzung
gibt es noch eine Reihe weiterer Funktionen, die durch
das Getriebe sichergestellt werden müssen. Dazu gehört
beispielsweise die Funktion des Anfahrens oder die Rea-
lisierung eines Rückwärtsganges. Das obige Bild zeigt
den Aufbau eines CVT-Getriebes am Beispiel der Audi
multitronic® (Abbildung 59), wie sie in Serie seit 1999 in
verschiedenen Baureihen angeboten wird.
In Abbildung 59 ist das Planetenwendegetriebe mit der
Vorwärts- und Rückwärtskupplung zu erkennen. Es han-
delt sich dabei um ei nen Doppelplanetensatz, bei dem
sich sowohl vorwärts als auch rückwärts eine glei che Über-
setzung ergibt. Auch diese Funktio nen werden neben der
Anpressung und Verstellung durch die hydraulische An-
steuerung der entsprechenden Kupplungen dargestellt.
Diese Hydraulik wiederum erhält ihre Befehle von einer
elektronischen Steuerung.
Als Anfahrelement wurde für die multitronic® eine nasse
Lamellenkupplung gewählt. Wahlweise können für CVT
aber auch hydrodynamische Drehmomentwandler oder
hydraulische Kupplungen eingesetzt werden. Über ei-
ne Zahnradstufe wird das Drehmoment zum primären
Scheibensatz übertragen. Diese Zahnradstufe erlaubt die
Anpassung der Gesamtübersetzung an unterschiedliche
Motoren. Auf dem primären Scheibensatz ist der zwei-
stufi ge Drehmomentfühler zu erkennen, dessen Funktion
noch ausführlich erläutert wird. Die Scheibensätze sind
mit dem sogenannten Doppelkolbenprinzip ausgeführt,
d. h. getrennten Zylindern für Anpress- und Verstellfunkti-
on. Zwischen den beiden Scheibensätzen ist die LuK Kette
angeordnet. Der sekundäre Scheibensatz baut direkt auf
der Ritzelwelle auf, die ihrerseits das Tellerrad antreibt.
Von dort erfolgt die Drehmomentübertragung über das
Differential zu den Flanschen auf die Antriebswellen des
Fahrzeuges. Abbildung 60 zeigt die Hydraulik (einschließ-
lich Pumpe) mit der aufgesetzten elektronischen Steu-
erung. Gut zu erkennen ist auch der Antrieb der Pumpe,
die als Innenzahnrad- oder Flügelzellenpumpe ausgeführt
werden kann.
Die stufenlose reibschlüssige Leistungs-übertragungEine stufenlose reibschlüssige Kraftübertragung ist nur
dann zuverlässig möglich, wenn in allen Betriebszustän-
den eine ausreichende Anpressung sichergestellt werden
kann. Die optimale Anpressung stellt dabei immer eine
Gratwanderung zwischen ei nem rutschenden Variator und
einem schlechten Wirkungsgrad durch Überanpressung
dar. Abbildung 61 zeigt den Zusammenhang zwi schen dem
Eingangsmoment und der erforder lichen Anpresskraft am
sekundären Schei bensatz als Funk tion der Übersetzung.
Von besonderer Bedeutung ist in diesem Zusammenhang
neben dem veränderlichen Motormoment insbesondere
die sprunghafte Drehmomenteinleitung vom Rad, z. B.
bei ABS-Bremsungen mit Eis-Asphalt-übergängen und bei
Sprüngen vom Bordstein auf die Straße mit durchdrehen-
dem Rad, die mit sehr großen Drehzahl- und Drehmoment-
gradienten verbunden sind.
LuK hat diese Probleme durch den Einsatz des hydro-
mechanischen Drehmoment fühlers gelöst.
9 CVT-Getriebe: stufenlos komfortabel
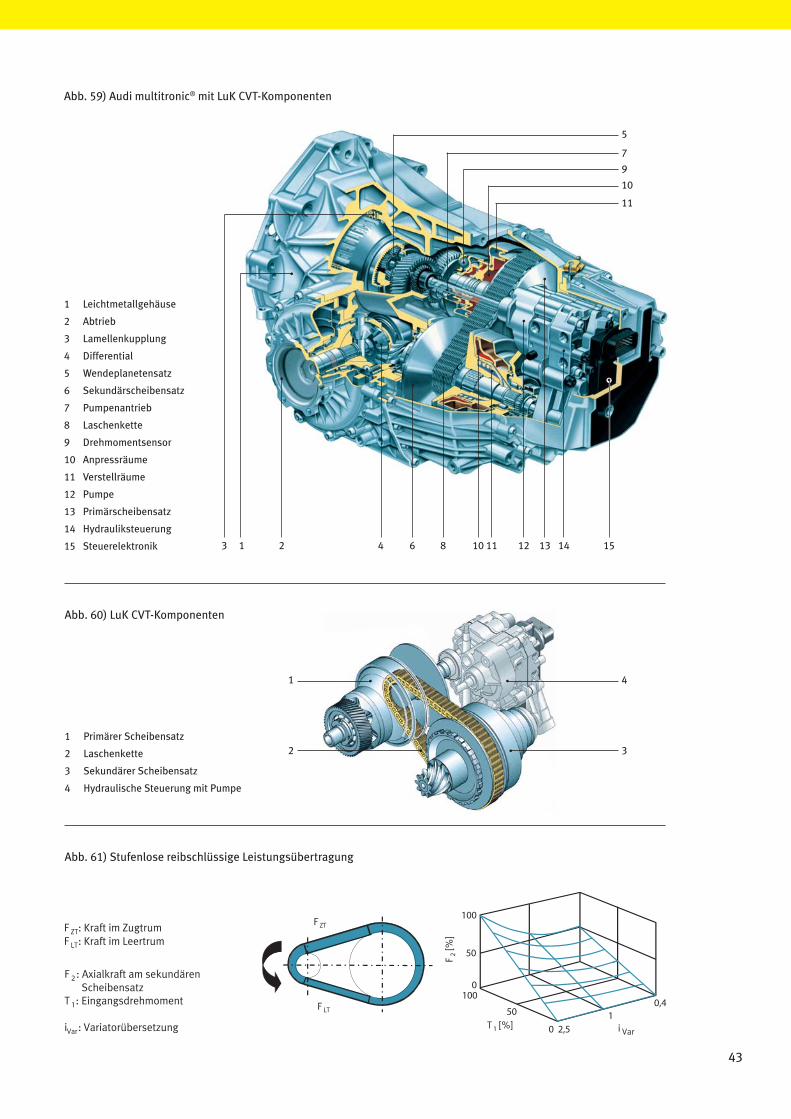
43
Abb. 59) Audi multitronic® mit LuK CVT-Komponenten
1 Leichtmetallgehäuse
2 Abtrieb
3 Lamellenkupplung
4 Differential
5 Wendeplanetensatz
6 Sekundärscheibensatz
7 Pumpenantrieb
8 Laschenkette
9 Drehmomentsensor
10 Anpressräume
11 Verstellräume
12 Pumpe
13 Primärscheibensatz
14 Hydrauliksteuerung
15 Steuerelektronik 1261 43
5
1514131110
9
8
7
2
1
i VarT 1 [%] 0 2,5
50
1000,4
100
50
0
F2 [%
]
F ZT
F LT
Abb. 60) LuK CVT-Komponenten
Abb. 61) Stufenlose reibschlüssige Leistungsübertragung
1 Primärer Scheibensatz
2 Laschenkette
3 Sekundärer Scheibensatz
4 Hydraulische Steuerung mit Pumpe
F ZT: Kraft im ZugtrumF LT: Kraft im Leertrum
F 2 : Axialkraft am sekundären Scheibensatz
T 1 : Eingangsdrehmoment
iVar : Variatorübersetzung
10
11
3
4
2
1

44
Der zweistufi ge DrehmomentfühlerDie Funktion des zweistufi gen Drehmomentfühlers ori-
entiert sich am nachfolgend beschriebenen Prinzip. In
der Abbildung 62 wird sowohl der einstufi ge als auch der
zweistufi ge Drehmomentfühler dargestellt.
Das Drehmoment wird über eine Rampenplatte einge-
leitet, von der der Kraftfl uss über Kugeln auf einen axial
beweglichen Fühlerkolben erfolgt, der sich gegen einen
Öldruck abstützt.
Das von der Ölpumpe kommende Öl fl ießt über eine Ab-
strömbohrung ab, deren Strömungswiderstand sich durch
die Verschiebung des Fühlerkolbens so verändert, dass
stets das Kräftegleichgewicht zwischen der Axialkraft der
Fühlerrampen und der Druckkraft hergestellt wird. Damit
wird der Druck, der direkt in den Anpresszylinder geleitet
wird, vom Drehmomentfühler streng proportional zum
anliegenden Drehmoment eingestellt.
Beim Auftreten eines Drehmomentstoßes verschließt
die bewegliche Fühlerplatte die Abströmbohrung. Bei
weiter steigendem Drehmoment schiebt die Fühlerplatte
dann aktiv das Ölvolumen aus der Drehmomentfühler-
kammer in die Scheibensätze zur Erhöhung der An-
pressung.
Dies bedeutet, dass der Drehmomentfühler dann kurzzei-
tig wie eine Pumpe wirkt. Die se Zusatzpumpe kann im Fall
eines Drehmomentstoßes kurzzeitig mehr als 30l/Min.
Förderstrom abgeben.
Zur Realisierung einer zweistufi gen Fühlerkennlinie wird
die Druckfl äche des Fühlerkolbens in zwei Teilfl ächen auf-
aufgeteilt. Im Underdrive-Bereich, wo wegen des kleinen
Wirkradius der Kette ein hoher Anpressdruck zur Über-
tragung des Drehmoments erforder lich ist, wird nur eine
Teilfl äche mit Druck beaufschlagt. Bei der durch das Dreh-
moment gegebenen Rampenkraft stellt sich zur Erfüllung
des Kräftegleichgewichts ein hoher Druck im Drehmo-
mentfühler und gleich zeitig im Anpresszylinder ein. Im
Over drive-Bereich, jenseits des Umschaltpunktes, wer den
beide Teilfl ächen mit Druck beaufschlagt. Bei gleichem
Eingangsdrehmoment stellt sich somit ein niedrigerer An-
pressdruck ein. Die Umschaltung der Kennlinie durch Zu-
bzw. Wegschaltung der zweiten Teilfl äche erfolgt direkt
durch die mit der Änderung der Übersetzung erfolgende
axiale Verschiebung der beweglichen Kegelscheibe des
primären Scheibensatzes.
Wie im Bild dargestellt, wird die zweite Teilfl äche im Under-
drive-Bereich über die rechte Umschaltbohrung mit Um-
gebungsdruck belüftet. Im Overdrive-Bereich wird diese
Bohrung verschlossen, und die linke Umschaltbohrung
stellt die Verbindung zum Anpressöl her.
Dieses System wird aktuell weiterentwickelt. Der be-
schriebene zweistufi ge Drehmomentfühler kann mittels
entsprechender Gestaltung der Rampen auch stufenlos
ausgeführt werden. Wahlweise kann aber auch eine
elektronische Anpressregelung in Kom bination mit einer
schlupfgesteuerten Anpressung (SGA) zur Anwendung
kommen.
LuK Doppelkolbensystem mitDrehmomentfühlerKonventionelle Systeme weisen jeweils ei nen Druck-
zylinder – oft auch in verschachtelter Tandemanordnung
am Antriebs- und am Abtriebsscheibensatz, wie in
Abbildung 63 dargestellt, auf. Von der Pumpe strömt
das Öl zu einer Steuereinheit, die die einzustellenden
Drücke in die beiden Zylinder leitet. Diese erfüllen im
Sinne einer Funktionsverknüpfung sowohl die Anpres-
sung als auch die Übersetzungsverstellung.
Häufi g wird die primäre Zylinderfl äche sehr viel größer
als die sekundäre ausgeführt. Der Hauptgrund dafür
ist, dass viele ausgeführte CVT-Hydrauliksysteme keine
Möglich keit bieten, am primären Zylinder einen hö he ren
Druck einzustellen als am sekundären. Für eine Schnell-
verstellung in Richtung Under drive muss die Pumpe den
ge samten Vol umenstrombedarf der sekundä ren Zylin-
der fl äche bedienen. Gleichzeitig wird Drucköl aus dem
primären Scheibensatz in den Sumpf abgelassen, was
einen Energieverlust darstellt. Analog gilt dies für die
Overdrive-Verstellung. Damit ist für die Erfüllung der
Dynamik eine Pumpe mit ei nem großen Förder vo lu men
notwendig. Dies wirkt sich un güns tig auf den Leistungs-
bedarf der Pumpe aus.
Beim LuK Doppelkolbensystem sind die Zylinderfl ächen
aufgeteilt in gelb dargestell te Teilfl ächen, die die An-
pressung sicherstellen, und in kleine, davon getrennte
Teilfl ächen (blau bzw. grün dargestellt), die die Verstel-
lung bewerkstelligen. Die Anpressung wird durch den
bereits beschriebenen zweistufi gen Drehmomentfühler
si chergestellt. Für die Ver stellung ist lediglich ein kleine-
rer Volumenstrom zur Bedienung der kleineren Verstell -
fl ächen erforderlich. Das Anpressöl selbst wird bei der
Verstellung des Variators auf ho hem Druckniveau direkt
vom einen Scheiben satz in den anderen geleitet, ohne
dass dazu ein be sonderer Energieaufwand erforderlich
wäre. Dadurch kann die Pumpe beim LuK Doppelkolben-
prinzip wesentlich kleiner aus gelegt werden als bei kon-
ventionellen Sys temen, was den Gesamtgetrie bewir-
kungs grad und damit den Kraftstoffverbrauch verbessert.
Aufbau primärer Scheibensatz Abbildung 64 zeigt beispielhaft den Aufbau des primären
Scheibensatzes mit LuK Doppelkolben und dem zweistu-
fi gen Drehmoment fühler, auf dessen Funktion im Detail
9 CVT-Getriebe: stufenlos komfortabel
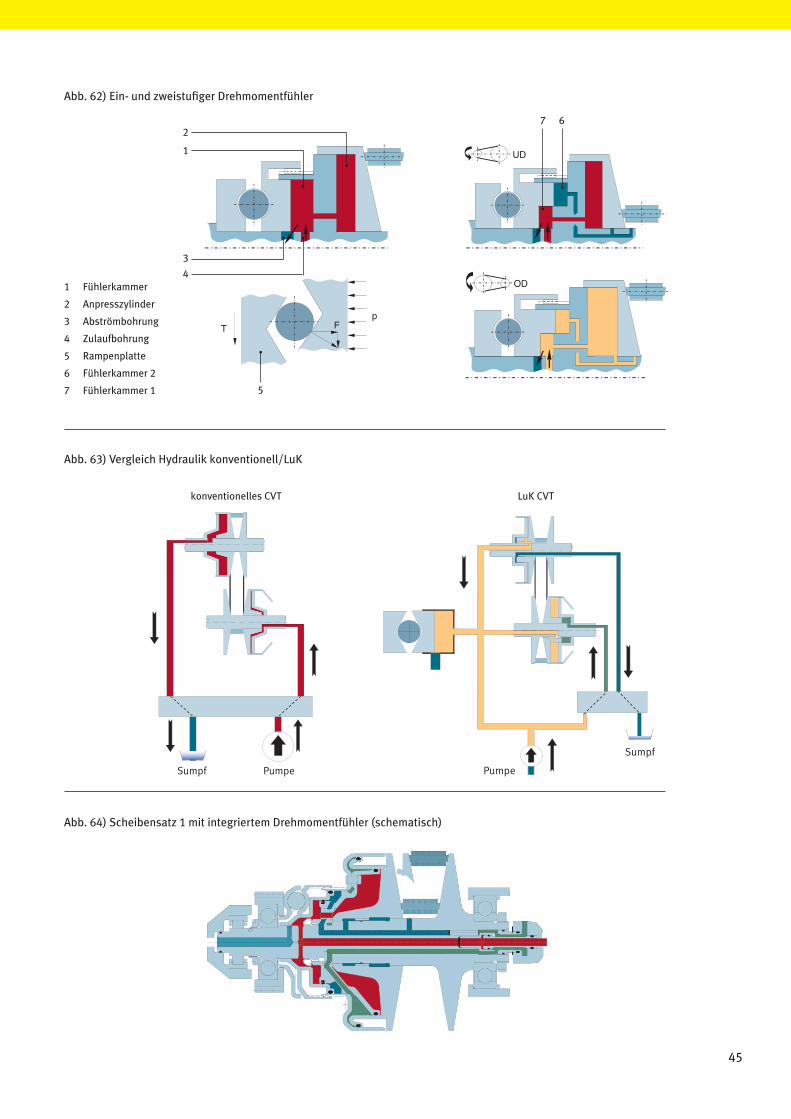
45
Abb. 62) Ein- und zweistufi ger Drehmomentfühler
1 Fühlerkammer
2 Anpresszylinder
3 Abströmbohrung
4 Zulaufbohrung
5 Rampenplatte
6 Fühlerkammer 2
7 Fühlerkammer 1
2
1
3
4
5
67
Sumpf Pumpe
Sumpf
Pumpe
Abb. 63) Vergleich Hydraulik konventionell/LuK
Abb. 64) Scheibensatz 1 mit integriertem Drehmomentfühler (schematisch)
konventionelles CVT LuK CVT

46
schon eingegangen wurde. Rot dargestellt ist die Öl füh-
rung für den Anpresszylinder, grün die Versorgung des
Ver stellzylinders. Blau unter legt ist die Kammer 2 des
Drehmomentfühlers und deren Versorgung. Die Dreh-
moment über tragung zwischen Welle und Wegschei be
erfolgt durch eine Mitnahmeverzahnung.
Die Scheibensätze können durch die Verwen dung von
Blechumformteilen kostengüns tig hergestellt werden und
LuK konnte hier auf die Erfahrungen aus dem Kupplungs-
bau zurückgreifen. Die Geometrie der Bauteile wur de
mittels FE-Berechnung konsequent optimiert und damit
konnte auch die mögli che Spreizung max. ausgenutzt
werden.
Als Dichtelemente werden Manteldichtringe für die
dynamischen Abdichtungen eingesetzt. Die statische
Abdichtung erfolgt durch O-Ringe.
Vereinfachtes HydraulikschemaCVT mit AnfahrkupplungAbbildung 65 zeigt vereinfacht das Hydrauliksche ma für
das CVT mit Anfahrkupplung. Das System wird durch eine
Pumpe mit vorgeschaltetem Saugfi lter gespeist. Es werden
das sogenannte Vorspannventil, das Übersetzungsventil
und das Kupplungsventil versorgt. Der Handschieber sorgt
dafür, dass die Vorwärts- oder Rückwärtskupplung druck-
beaufschlagt wird.
Beim Vorspannventil handelt es sich um ein Druckbegren-
zungsventil. Es hat die Aufga be, bei geringem Fühlerdruck
und hohem Über setzungsdruckbedarf am Übersetzungs-
ven til eine Druckdifferenz zur Verfügung zu stel len. Je
nach Betriebszustand ist der Druck des Momentenfühlers
bestimmend oder der Ver stelldruck an einem der beiden
Scheibensätze.
Durch einen Offset wird sichergestellt, dass der Vorsteuer-
druck immer vorhanden ist. Im vorliegenden Schema sind
die Vorsteuerleitungen nicht dargestellt. Das über die
Abströmbohrung des Momentenfühlers fl ießende Öl wird
über den Kühler geführt und zur Kühlung und Schmierung
des Systems verwendet.
Die Steuerung baut mit insgesamt nur neun Schiebern
und drei Proportionalventilen kom pakt und leicht. Bei
Volllast stellen sich Drücke von 60 Bar ein. Die Spitzen-
drücke liegen bei 100 Bar. Durch eine hohe Fertigungs-
genauigkeit werden kleine Schieberspiele und damit
geringe Leckagen erzeugt.
Die LuK Kette Auf der Basis der Wiegedruckstückkette der P. I. V. Antrieb
Werner Reimers hat LuK die CVT-Kette für die automobile
Anwendung konsequent weiterentwickelt. Schwer punk te
waren und sind dabei festigkeitssteigernde Maßnahmen
für die geforderte hohe Leis tungsdichte sowie die Opti-
mierung des akustischen Verhaltens.
Abbildung 66 zeigt die Kette für Anwendungen bis ca.
300 Nm Drehmoment. Sie besteht aus unterschiedlichen
Kettenlaschen, die den Strang bilden, den Wiegedruck-
stücken der Gelenke und den Sicherungselementen.
Folgende Eigenschaften kennzeichnen die CVT-Kette:
• Mit ihr werden niedrige Verbräuche und eine hervor-
ragende Fahrdynamik erzielt. Dies wird durch die
reibungsarme Wiegegelenk-Konstruktion der CVT-Kette
möglich, mit der kleine Laufkreise auf den Kegelschei-
ben und damit eine hohe Getriebespreizung realisiert
wird.
• Mit der CVT-Kette sind hohe Drehmomente übertragbar.
Durch entsprechende Strickmuster kann die Verteilung
der Beanspruchung in der Kette optimiert werden.
• Das Element zeichnet sich durch niedrige innere Rei-
bungsverluste durch das Abwälzen der Wiegedruck-
stücke aus und garantiert damit einen guten Getriebe-
wirkungsgrad.
• Durch ballige Stirnfl ächen der Wiegestücke und wegen
ihres gliedrigen Aufbaus ist die Kette unempfi ndlich
gegen Spurversatz. In Kombination mit gewölbten
Kegelscheiben wird die bei Verstellung zwangsläufi g
entstehende Zusatzkomponente des Spurversatzes
verringert. Weiterhin ist die CVT-Kette unempfi ndlich
gegen Scheibensatzverformungen unter Last, Winkel-
fehler und Relativverdrehungen zwischen fester und
verschiebbarer Kegelscheibe.
9 CVT-Getriebe: stufenlos komfortabel
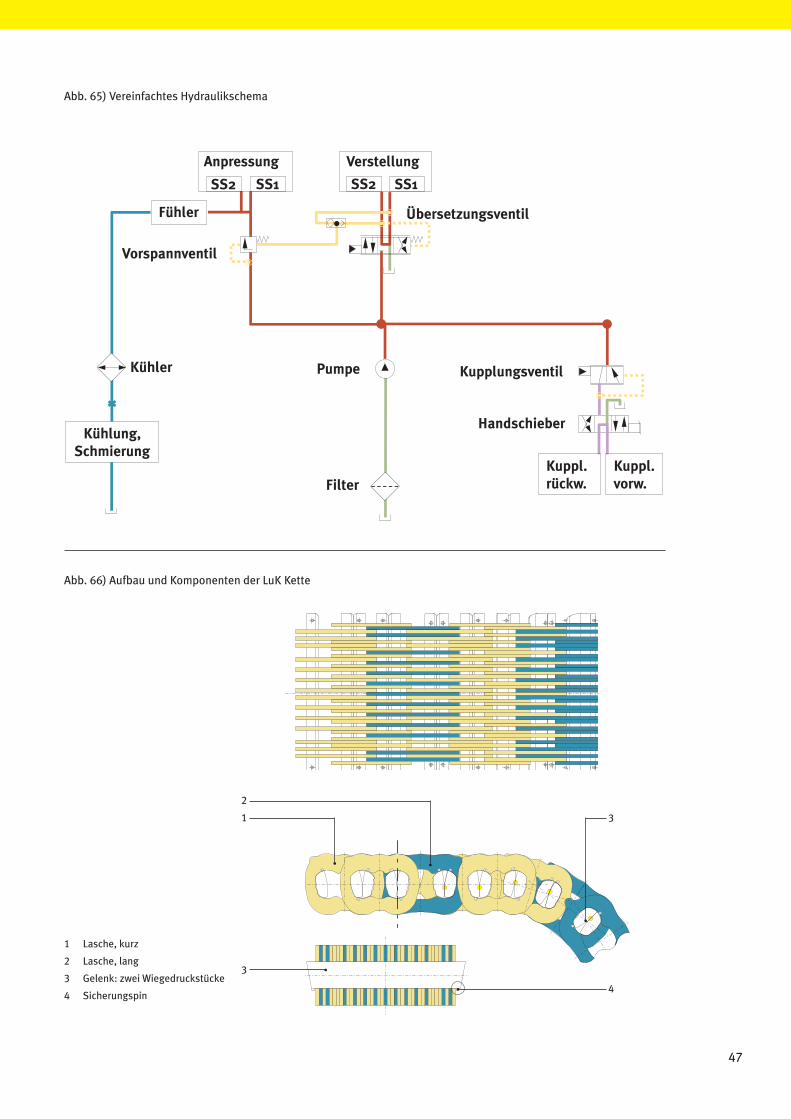
47
Abb. 65) Vereinfachtes Hydraulikschema
Anpressung
SS2 SS1
Verstellung
SS2SS1
Kühler
Kühlung,Schmierung
Vorspannventil
Fühler Übersetzungsventil
Pumpe Kupplungsventil
Handschieber
Kuppl.vorw.
Kuppl.rückw.Filter
Abb. 66) Aufbau und Komponenten der LuK Kette
1 Lasche, kurz
2 Lasche, lang
3 Gelenk: zwei Wiegedruckstücke
4 Sicherungspin
2
1
3
3
4

48
10 Drehmomentwandler: mit robusten Systemen und weniger Kraftstoff immer weiter fahren
LuK Drehmomentwandler – Vorsprung durch Optimierung Der Drehmomentwandler wird schon seit Jahrzehnten als
Anfahrelement bzw. Übertragungselement in Automatik-
getrieben verwendet. Prognosen zeigen, dass auch in
Zukunft der Drehmomentwandler nicht vollständig durch
alternative Konzepte verdrängt werden wird, da das be-
stehende System aus Wandler und Getriebe konsequent
weiterentwickelt wird (Abbildung 67).
TorsionsdämpferDa der Drehmomentwandler jedoch prinzip bedingt nur
Drehmoment bei Schlupf übertragen kann, ist sein Betrieb
immer mit einer Ver lustleistung verbunden. Ideal wäre so-
mit die Nutzung der Vorteile des Wandlers bei der An fahrt
und das nachfolgende sofortige Schließen der Überbrü-
ckungskupplung im Fahrbetrieb. Um keine Geräusche
oder Vibra tionen zu verursachen, bietet LuK speziell ab-
gestimmte, millionenfach produzierte Hochleistungstor-
sionsdämpfer an, die durch gezielte Dämpfung und Ab-
stimmung der Federraten die vorhandenen Schwingun gen
minimieren. Durch den Einsatz eines LuK Turbinentorsi-
onsdämpfers sowie durch spezielle Doppeldämpfer sys-
teme, auch in Kombination mit Fliehkraft pendeln, kann
gegenüber konventionel len Dämpfern der Schlupf, je
nach Konzept, weitestgehend vermieden werden.
Geregelter Betrieb bei geringem SchlupfEine weitere Möglichkeit, Schwingungen zu vermeiden,
ist der geregelte Betrieb bei geringem Schlupf. LuK hat
bei diesem Lösungsansatz zur Schwingungsminimierung
innovative Reibbelagkühltechnologien entwickelt. Die
Produkte von LuK heben sich deshalb durch hohe Lebens-
dauer und effi ziente Kühlung von denen der Wettbewer ber
ab. Dadurch sind einfachere Konstruktionen bei gleich-
zeitiger Verwendung von Standardbelägen möglich. Po-
sitiver Nebeneffekt ist außerdem eine ver längerte Getrie-
beöllebensdauer, die besonders den heute hoch belas-
teten Getrieben zugute kommt. Bei den Schwingungs-
optimierungen kann LuK durch jahrzehntelange Erfahrun-
gen im Antriebsstrang auf genaue Simulationstechniken
zurückgreifen, die nicht zuletzt die Projektrealisierungs-
zeiten deutlich verkürzen.
Optimierung des StrömungskreislaufsHinsichtlich Optimierung des Strömungskreislaufs wendet
LuK konsequent 3-D-Strömungssimulationsprogramme an,
die eine genaue Kennungsvorhersage zu einem frühen
Zeitpunkt ermöglichen. Dadurch können außerdem bei
gleicher Strömungsperformance der Bauraum und das
Massenträgheitsmoment reduziert werden oder bei
gleichem Bauraum kann der Wandler kraftstoffsparender
gegenüber Wettbewerbsprodukten ausgelegt werden.
Insgesamt bietet LuK somit ein innovatives und fl exibel
formbares Drehmomentwandler-Paket für Automatikge-
triebe, das deutlich macht, dass auch bei sehr ausgereif-
ten Systemen noch Performancesprünge möglich sind,
wenn Innovationen konsequent umgesetzt werden.
LuK Drehmomentwandler – die Vorteile:
• Hoher hydrodynamischer Wirkungsgrad
• Frühere Überbrückung durch innovative Dämpfer
• Neue, leistungsfähigere Belagkühlkonzepte
10 Drehmomentwandler: mit robusten Systemen und weniger Kraftstoff immer weiter fahren
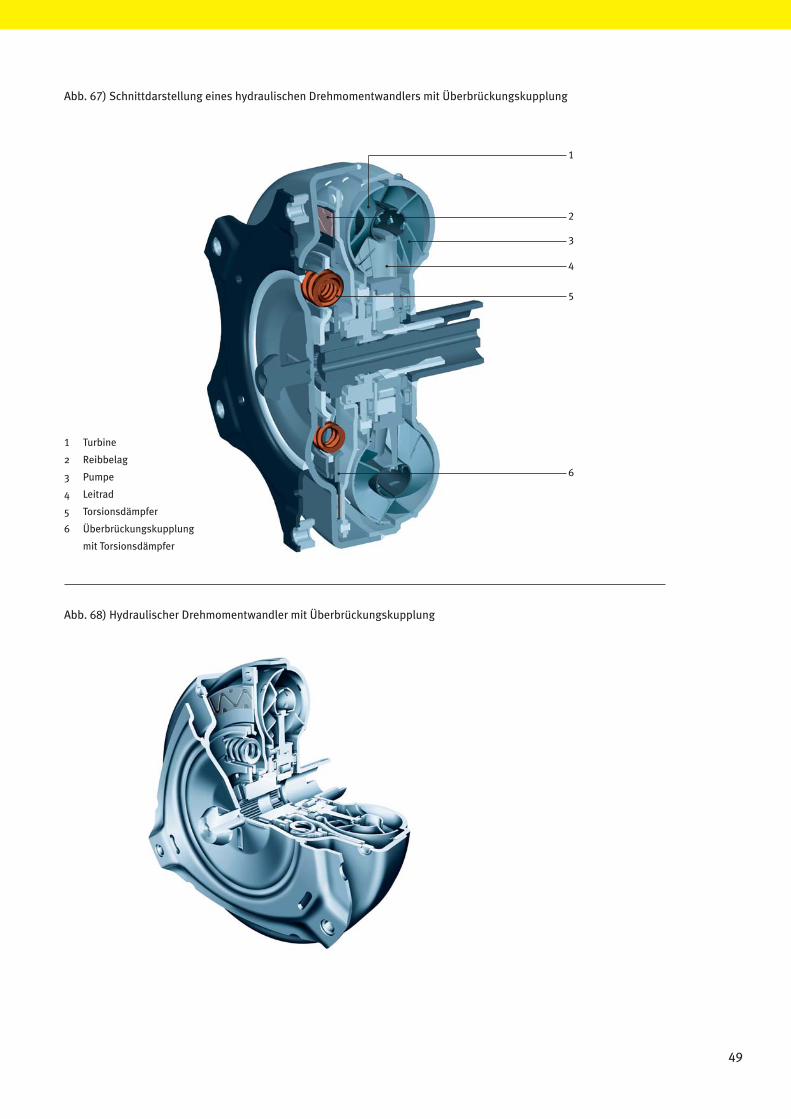
49
Abb. 67) Schnittdarstellung eines hydraulischen Drehmomentwandlers mit Überbrückungskupplung
1 Turbine
2 Reibbelag
3 Pumpe
4 Leitrad
5 Torsionsdämpfer
6 Überbrückungskupplung
mit Torsionsdämpfer
1
4
2
3
5
6
Abb. 68) Hydraulischer Drehmomentwandler mit Überbrückungskupplung

50
Schlusswort
Steigende Anforderungen an Komfort, Zuverlässigkeit,
Wirtschaftlichkeit und Umweltverträglichkeit spornen die
Fahrzeug konstrukteure zu immer neuen Entwicklungen
an. Neue Materialien und alternative Energien finden
Eingang in die aktuellen Fortbewegungsmittel. Auch
künftig wird LuK sich diesen Anforde rungen stellen und
neue zukunftsweisende Komponenten für eine moderne
Automobiltechnologie bieten.
Begleiten Sie uns auf diesem Weg!
Detaillierte Informationen zu Kupplungen fi nden
Sie im Internet unter:
www.Schaeffl er-Aftermarket.de
oder:
Schlusswort
51
Notizen

99
9 6
00
1 0
50
23
84
/2
.0/5
.20
12
/B
B-D
© 2
01
2 S
chae
ffle
r A
utom
otiv
e A
fter
mar
ket
Gm
bH &
Co.
KG
Reparatur-Hotline: +49 (0) 1801 753-111*
Tel.: +49 (0) 1801 753-333*
Fax: +49 (0) 6103 753-297
www.schaeffler-aftermarket.de
* 3,9 Cent/Min. aus dem deutschen Festnetz, für Anrufe aus Mobilfunknetzen max. 42 Cent/Min.














![103 session, Genève, mai-juin 2014 · ILC103-PR12(Rev.)-CE-[RELME-140612-3]-Fr.docx 2 3. A sa cinquième séance, la commission a désigné un groupe de rédaction chargé d’élaborer](https://static.fdokument.com/doc/165x107/5f0982857e708231d4272abc/103-session-genve-mai-juin-2014-ilc103-pr12rev-ce-relme-140612-3-frdocx.jpg)



