
MAPAL Competence Outils recessing et têtes à dresser fr · Exemple d’outils recessing ... Pour...
36
Outils recessing Compétence MAPAL – Outils recessing et têtes à dresser
Transcript of MAPAL Competence Outils recessing et têtes à dresser fr · Exemple d’outils recessing ... Pour...
O u t i l s r e c e s s i n g
Compétence MAPAL –Outils recessing et têtes à dresser
AST_neues Layout 02_2008_1.qxd:MAPAL_Aussteuerwerkzeuge_01 27.05.2009 7:25 Uhr Seite 1
AST_neues Layout 02_2008_1.qxd:MAPAL_Aussteuerwerkzeuge_01 27.05.2009 7:25 Uhr Seite 2

3
Centre de compétences MAPAL ISOTOOL à Sinsheim
Le groupe MAPAL développe et distribue dans le monde entierdes outils de précision pour l’usinage du métal. Le supporttechnique et le conseil sur place sont les bases de la satisfac-tion clients sur tous les marchés.
Afin de répondre au besoin d’une gamme complète d’outils,depuis le début des années 90, MAPAL a intégré les outilsrecessing complexes et les têtes à dresser dans sa gamme deproduits.
Les outils recessing de la société MAPAL ISOTOOL à Sinsheimoffrent un important potentiel de rationalisation et d’optimi-sation de différentes productions en grandes série. Que ce soitsur des machines spéciales ou sur des centres d’usinages flexi-bles, MAPAL propose la solution adaptée pour réaliser des pro-fils complexes, des diamètres variés, des faces ou des gorgesavec un seul outil. L’équipe d’ingénierie expérimentée et hau-tement spécialisée met au point en accord avec le client lasolution idéale pour son application d’usinage.
Les mécanismes élaborés et la quantité importante des com-posants de qualité d’un outil recessing requièrent la plus gran-de précision et le plus grand soin à chaque étape de sa fabri-cation. Cette précision élevée est garantie chez MAPAL ISO-TOOL par une fabrication exclusivement artisanale.
AST_neues Layout 02_2008_1.qxd:MAPAL_Aussteuerwerkzeuge_01 27.05.2009 7:25 Uhr Seite 3
4
+ =
MAPAL garantit le fonctionnement des outils recessing développés et fabriqués. Deplus, le développement des outils pour des applications critiques est défini et validéavec le client ou par des essais. Afin de mettre en route les outils chez le client dansles plus brefs délais, les outils recessing fabriqués sont toujours soumis à des testscomplets en conditions réelles et à des charges extrêmes. La mise en route chez leclient se fait ensuite par un technicien spécialisé MAPAL.
MAPAL vous présente dans les pages qui suivent une sélection typique d’outilsrecessing complexes ainsi que sa gamme de têtes à dresser standard en applicationdans le monde entier.
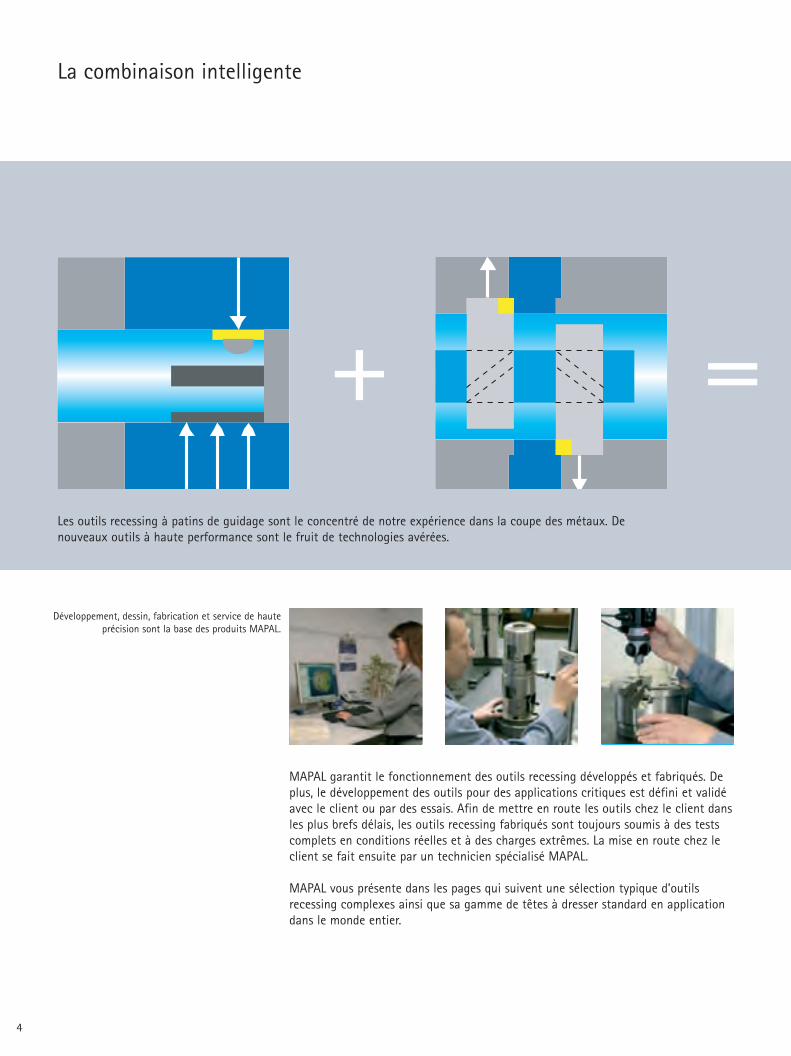
La combinaison intelligente
Les outils recessing à patins de guidage sont le concentré de notre expérience dans la coupe des métaux. Denouveaux outils à haute performance sont le fruit de technologies avérées.
Développement, dessin, fabrication et service de hauteprécision sont la base des produits MAPAL.
AST_neues Layout 02_2008_1.qxd:MAPAL_Aussteuerwerkzeuge_01 27.05.2009 7:26 Uhr Seite 4
5
+
=
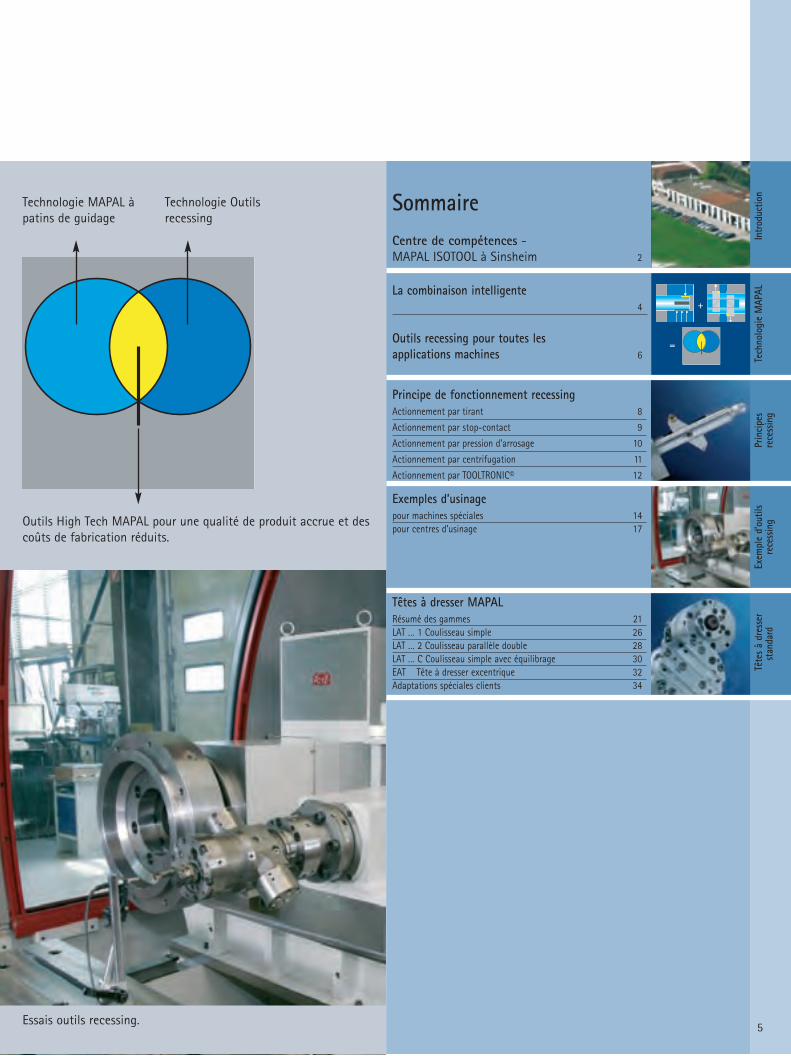
Outils High Tech MAPAL pour une qualité de produit accrue et descoûts de fabrication réduits.
Intr
oduc
tion
Tech
nolo
gie
MAP
ALPr
inci
pes
rece
ssin
g Tê
tes
à dr
esse
r st
anda
rdEx
empl
e d’
outil
s re
cess
ing
Technologie MAPAL àpatins de guidage
Technologie Outilsrecessing
La combinaison intelligente4
Outils recessing pour toutes lesapplications machines 6
SommaireCentre de compétences - MAPAL ISOTOOL à Sinsheim 2
Principe de fonctionnement recessingActionnement par tirant 8
Actionnement par stop-contact 9
Actionnement par pression d’arrosage 10
Actionnement par centrifugation 11
Actionnement par TOOLTRONIC© 12
Exemples d’usinagepour machines spéciales 14pour centres d’usinage 17
Têtes à dresser MAPALRésumé des gammes 21LAT … 1 Coulisseau simple 26LAT … 2 Coulisseau parallèle double 28LAT … C Coulisseau simple avec équilibrage 30EAT Tête à dresser excentrique 32Adaptations spéciales clients 34
Essais outils recessing.
AST_neues Layout 02_2008_1.qxd:MAPAL_Aussteuerwerkzeuge_01 27.05.2009 7:26 Uhr Seite 5

6
AST_neues Layout 02_2008_1.qxd:MAPAL_Aussteuerwerkzeuge_01 27.05.2009 7:26 Uhr Seite 6

7
Outils recessing MAPAL
MAPAL propose des concepts performants pour toutes lesapplications. La gamme englobe les outils actionnés partirant, pour machines spéciales et les outils pour centresd’usinages actionné sans unité d’avance extérieure. Il s’agitdes outils actionnés par liquide de coupe, les outils actionnéspar vitesse de rotation, par force centrifuge ou stop-contact.Pour les outils ayant un porte-à-faux important, le principeéprouvé des patins de guidage MAPAL est utilisé.Les têtes à dresser LAT et EAT font partie de la gamme stan-dard.
Les outils à actionnement électronique MAPAL TOOLTRONIC©représentent le dernier développement de la gamme avecleur importante fonctionnalité et flexibilité.
Informations générales sur les têtes à dresserMAPAL
Les têtes à dresser sont principalement utilisées pour réaliserdes faces, gorges, profils CN principalement dans la produc-tion en séries sur machines spéciales. L’actionnement de cesoutils recessing et la commande des corps d’outils et desparties coupantes se fait par une unité CN. Cette unité sesitue sur l’entraînement de broche ou sur l’arrière de l’unitéd’avance et agit directement à travers la broche machine.L’opération d’usinage haute performance économiquerequiert pour chaque sorte de machine le type de tête àdresser spécialement adapté ou l’outil recessing spéciale-ment conçu.Pour l’usinage de la fonte et de l’acier, la gamme LAT estprincipalement utilisée, et pour l’usinage des non ferreux(alu) la gamme EAT est utilisée.
MAPAL propose 2 lignes de produits pour les têtesà dresser :
1. Ligne LAT :Têtes à dresser à actionnement par coulisseau linéaire pourbasses et moyenne vitesses
2. Ligne EAT :Têtes recessing à actionnement par coulisseau excentriquepour des petites courses et des vitesses de rotation élevées(supérieures à 3500tr/mn).
Outils recessing toutes lesapplications MAPAL
Tech
nolo
gie
MAP
AL
AST_neues Layout 02_2008_1.qxd:MAPAL_Aussteuerwerkzeuge_01 27.05.2009 7:26 Uhr Seite 7
8
F
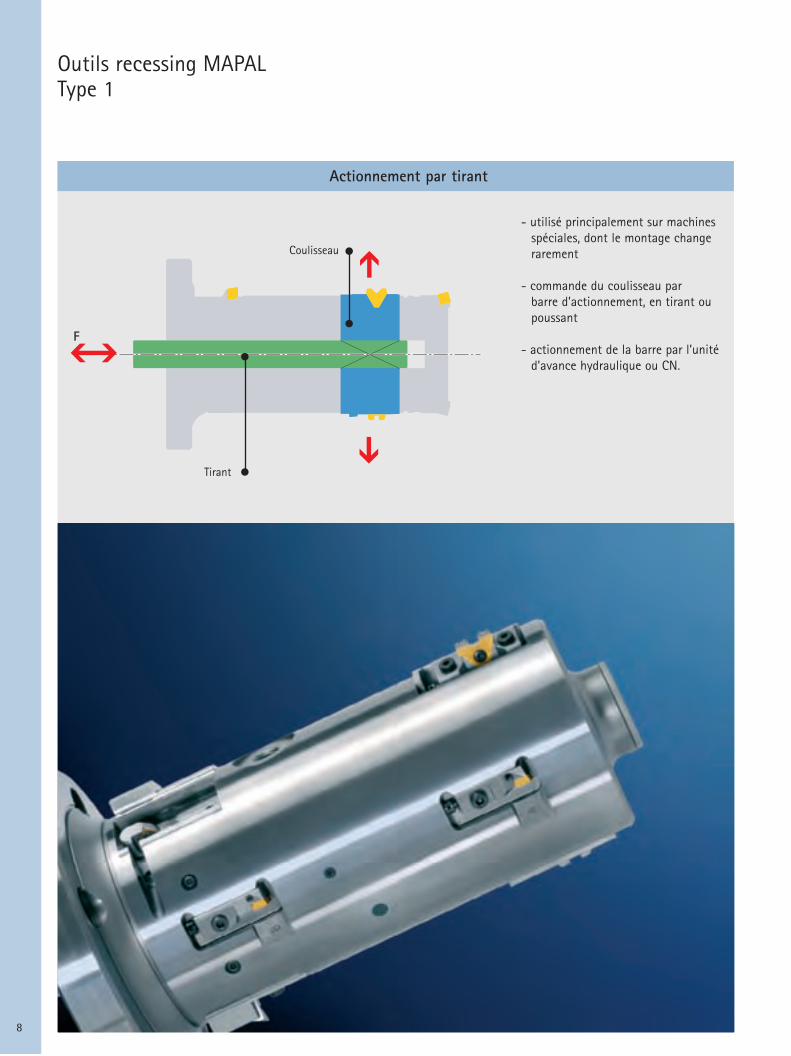
Actionnement par tirant
- utilisé principalement sur machines spéciales, dont le montage change rarement
- commande du coulisseau parbarre d’actionnement, en tirant ou poussant
- actionnement de la barre par l’unité d’avance hydraulique ou CN.
Outils recessing MAPAL Type 1
Tirant
Coulisseau
AST_neues Layout 02_2008_1.qxd:MAPAL_Aussteuerwerkzeuge_01 27.05.2009 7:26 Uhr Seite 8
9
F
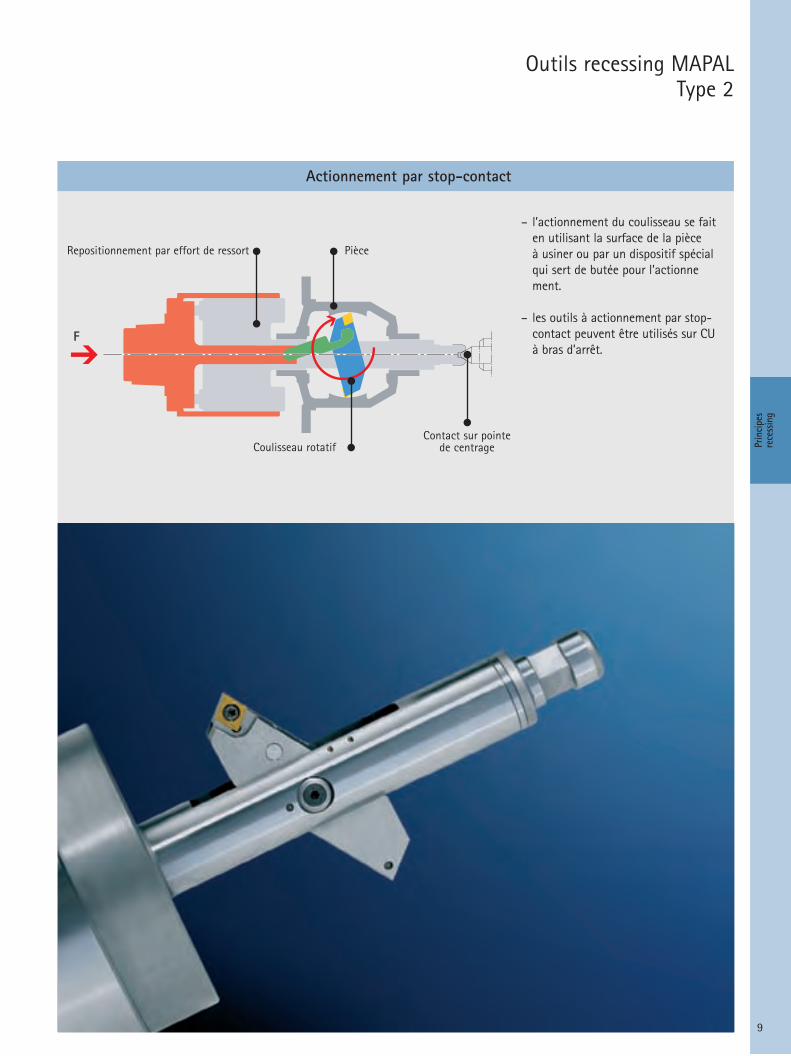
Actionnement par stop-contact
– l’actionnement du coulisseau se faiten utilisant la surface de la pièceà usiner ou par un dispositif spécialqui sert de butée pour l’actionnement.
– les outils à actionnement par stop-contact peuvent être utilisés sur CUà bras d’arrêt.
Outils recessing MAPALType 2
Repositionnement par effort de ressort Pièce
Coulisseau rotatif Prin
cipe
s re
cess
ing
Contact sur pointede centrage
AST_neues Layout 02_2008_1.qxd:MAPAL_Aussteuerwerkzeuge_01 27.05.2009 7:26 Uhr Seite 9
10
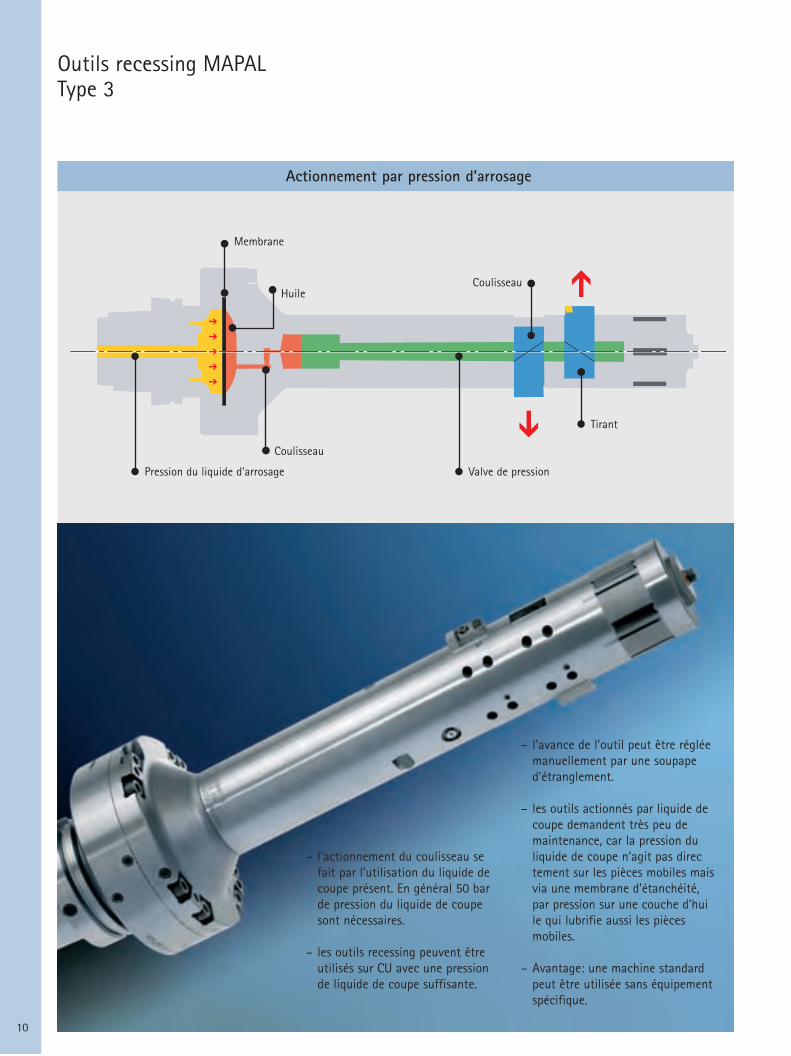
Actionnement par pression d’arrosage
– l’avance de l’outil peut être réglée manuellement par une soupape d’étranglement.
– les outils actionnés par liquide de coupe demandent très peu de maintenance, car la pression du liquide de coupe n’agit pas directement sur les pièces mobiles maisvia une membrane d’étanchéité, par pression sur une couche d’huile qui lubrifie aussi les pièces mobiles.
– Avantage: une machine standard peut être utilisée sans équipement spécifique.
– l’actionnement du coulisseau se fait par l’utilisation du liquide de coupe présent. En général 50 bar de pression du liquide de coupe sont nécessaires.
– les outils recessing peuvent être utilisés sur CU avec une pression de liquide de coupe suffisante.
Outils recessing MAPALType 3
Tirant
Membrane
Coulisseau
Valve de pressionPression du liquide d’arrosage
Coulisseau
Huile
AST_neues Layout 02_2008_1.qxd:MAPAL_Aussteuerwerkzeuge_01 27.05.2009 7:26 Uhr Seite 10
11
F
FZ
FZ
Prin
cipe
sre
cess
ing
Outils recessing MAPALType 4
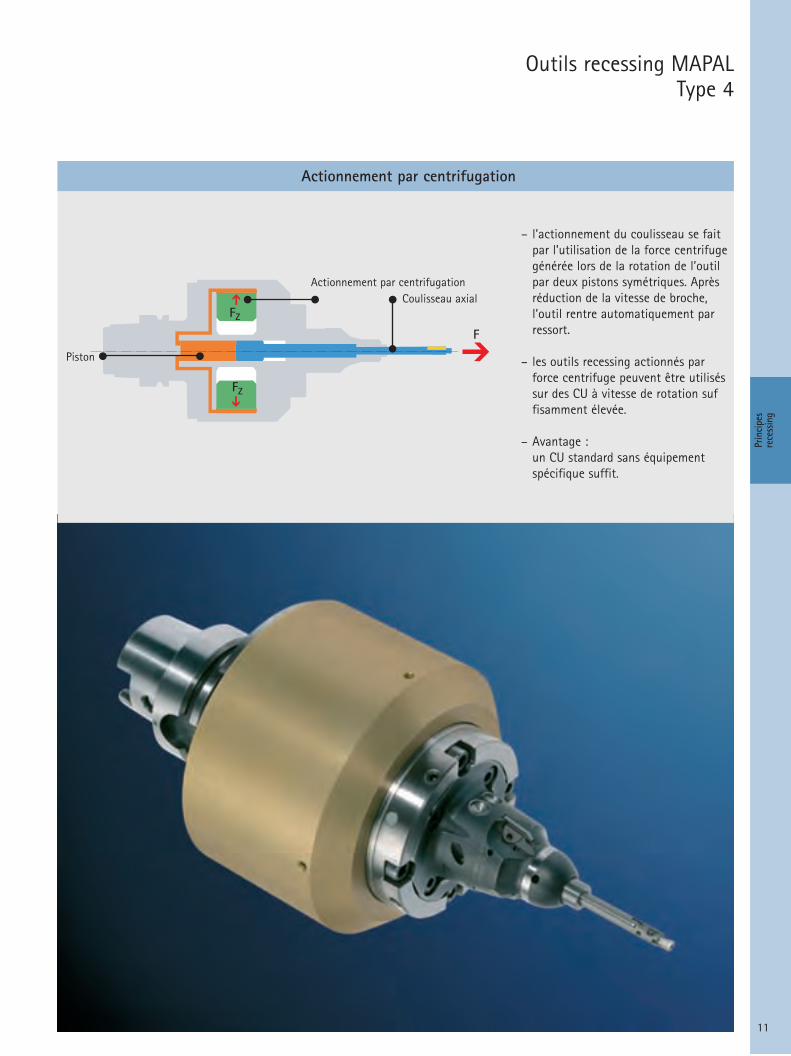
Actionnement par centrifugation
– l’actionnement du coulisseau se fait par l’utilisation de la force centrifugegénérée lors de la rotation de l’outil par deux pistons symétriques. Après réduction de la vitesse de broche, l’outil rentre automatiquement par ressort.
– les outils recessing actionnés par force centrifuge peuvent être utilisés sur des CU à vitesse de rotation suffisamment élevée.
– Avantage : un CU standard sans équipement spécifique suffit.
Coulisseau axial Actionnement par centrifugation
Piston
AST_neues Layout 02_2008_1.qxd:MAPAL_Aussteuerwerkzeuge_01 27.05.2009 7:26 Uhr Seite 11
12
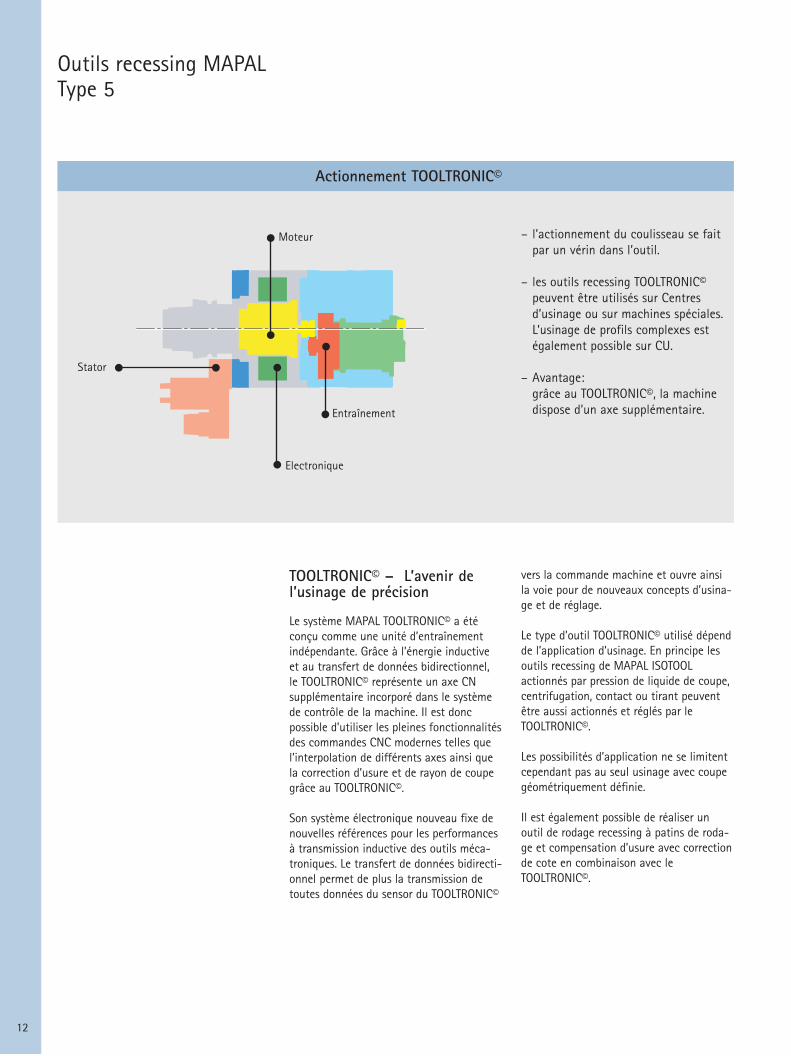
Actionnement TOOLTRONIC©
– l’actionnement du coulisseau se fait par un vérin dans l’outil.
– les outils recessing TOOLTRONIC© peuvent être utilisés sur Centres d’usinage ou sur machines spéciales.L’usinage de profils complexes est également possible sur CU.
– Avantage: grâce au TOOLTRONIC©, la machine dispose d’un axe supplémentaire.
Outils recessing MAPALType 5
TOOLTRONIC© – L’avenir del’usinage de précision
Le système MAPAL TOOLTRONIC© a étéconçu comme une unité d’entraînementindépendante. Grâce à l’énergie inductiveet au transfert de données bidirectionnel, le TOOLTRONIC© représente un axe CN supplémentaire incorporé dans le systèmede contrôle de la machine. Il est donc possible d’utiliser les pleines fonctionnalitésdes commandes CNC modernes telles quel’interpolation de différents axes ainsi quela correction d’usure et de rayon de coupegrâce au TOOLTRONIC©.
Son système électronique nouveau fixe denouvelles références pour les performancesà transmission inductive des outils méca-troniques. Le transfert de données bidirecti-onnel permet de plus la transmission detoutes données du sensor du TOOLTRONIC©
vers la commande machine et ouvre ainsila voie pour de nouveaux concepts d’usina-ge et de réglage.
Le type d’outil TOOLTRONIC© utilisé dépendde l’application d’usinage. En principe lesoutils recessing de MAPAL ISOTOOLactionnés par pression de liquide de coupe,centrifugation, contact ou tirant peuventêtre aussi actionnés et réglés par le TOOLTRONIC©.
Les possibilités d’application ne se limitentcependant pas au seul usinage avec coupegéométriquement définie.
Il est également possible de réaliser unoutil de rodage recessing à patins de roda-ge et compensation d’usure avec correctionde cote en combinaison avec le TOOLTRONIC©.
Stator
Moteur
Electronique
Entraînement
AST_neues Layout 02_2008_1.qxd:MAPAL_Aussteuerwerkzeuge_01 27.05.2009 7:26 Uhr Seite 12

13
Usinage de profils avec leTOOLTRONIC© MAPAL
Tête EAT avec outilrecessing pour tourna-ge de contours
Alésage guide de soupapeet chariotage des siègesde soupapes avec tête EAT
Outils de rodage à patinsde rodage recessing pourfûts de cylindres
Tête à compensation decoupes pour fûts decylindres
Tête de dressage LAT àgrande course radiale
Prin
cipe
sre
cess
ing
AST_neues Layout 02_2008_1.qxd:MAPAL_Aussteuerwerkzeuge_01 27.05.2009 7:26 Uhr Seite 13
14
ø8 H
7
201.5
120
HSK 40
ø32
ø144
90
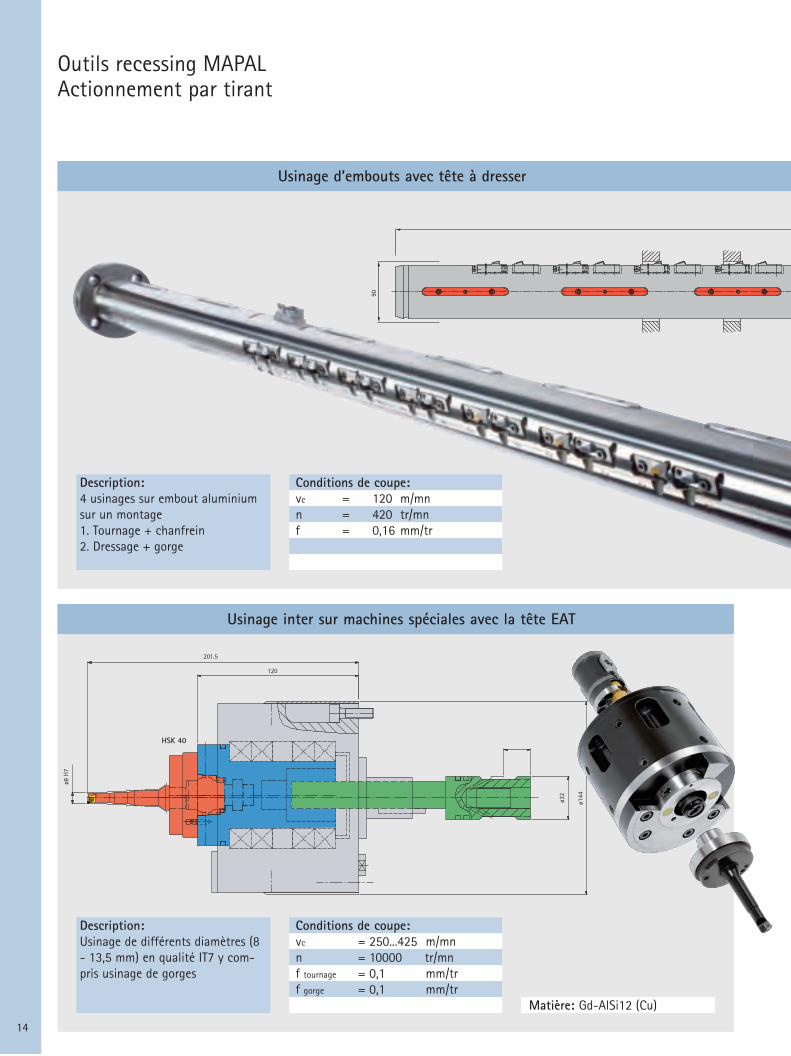
Usinage inter sur machines spéciales avec la tête EAT
Conditions de coupe:vc = 250...425 m/mnn = 10000 tr/mnf tournage = 0,1 mm/trf gorge = 0,1 mm/tr
Description:Usinage de différents diamètres (8- 13,5 mm) en qualité IT7 y com-pris usinage de gorges
Matière: Gd-AlSi12 (Cu)
Outils recessing MAPALActionnement par tirant
Conditions de coupe:vc = 120 m/mnn = 420 tr/mnf = 0,16 mm/tr
Description:4 usinages sur embout aluminiumsur un montage1. Tournage + chanfrein2. Dressage + gorge
Usinage d’embouts avec tête à dresser
AST_neues Layout 02_2008_1.qxd:MAPAL_Aussteuerwerkzeuge_01 27.05.2009 7:27 Uhr Seite 14
15
ø232ø6
0
745
1530
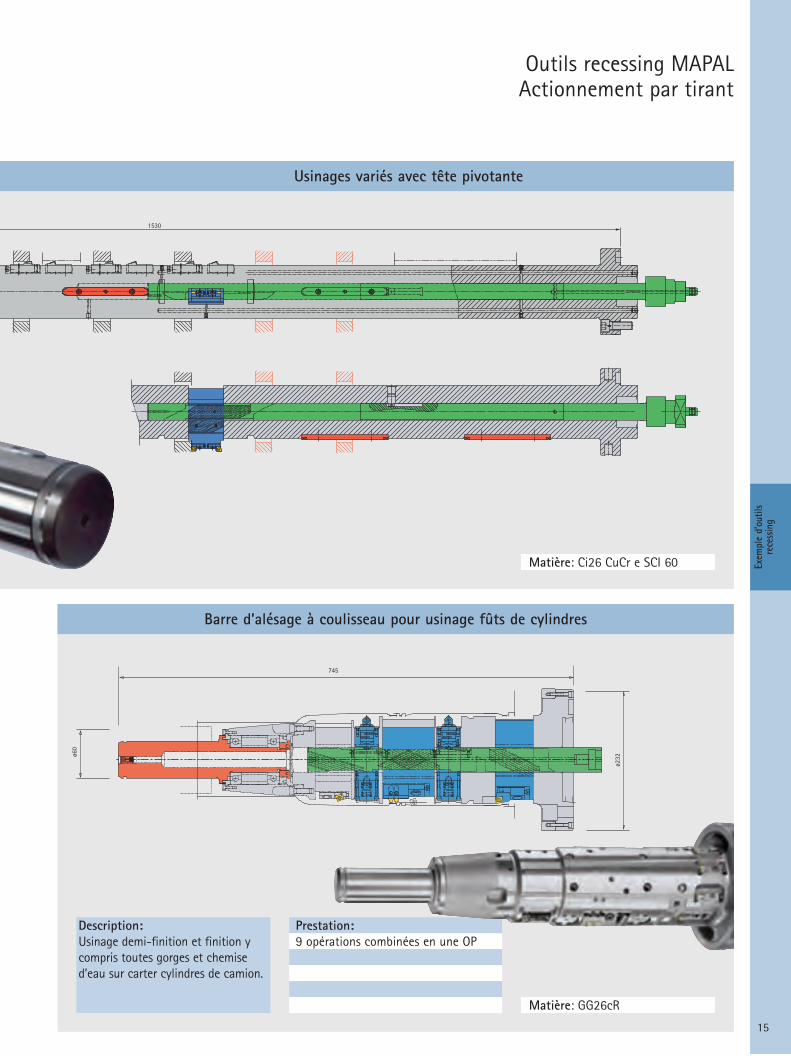
Barre d’alésage à coulisseau pour usinage fûts de cylindres
Prestation:9 opérations combinées en une OP
Description:Usinage demi-finition et finition ycompris toutes gorges et chemised’eau sur carter cylindres de camion.
Matière: GG26cR
Exem
ple
d’ou
tils
rece
ssin
g
Outils recessing MAPALActionnement par tirant
Usinages variés avec tête pivotante
Matière: Ci26 CuCr e SCI 60
AST_neues Layout 02_2008_1.qxd:MAPAL_Aussteuerwerkzeuge_01 27.05.2009 7:28 Uhr Seite 15
16
ø83
212
ø176
125
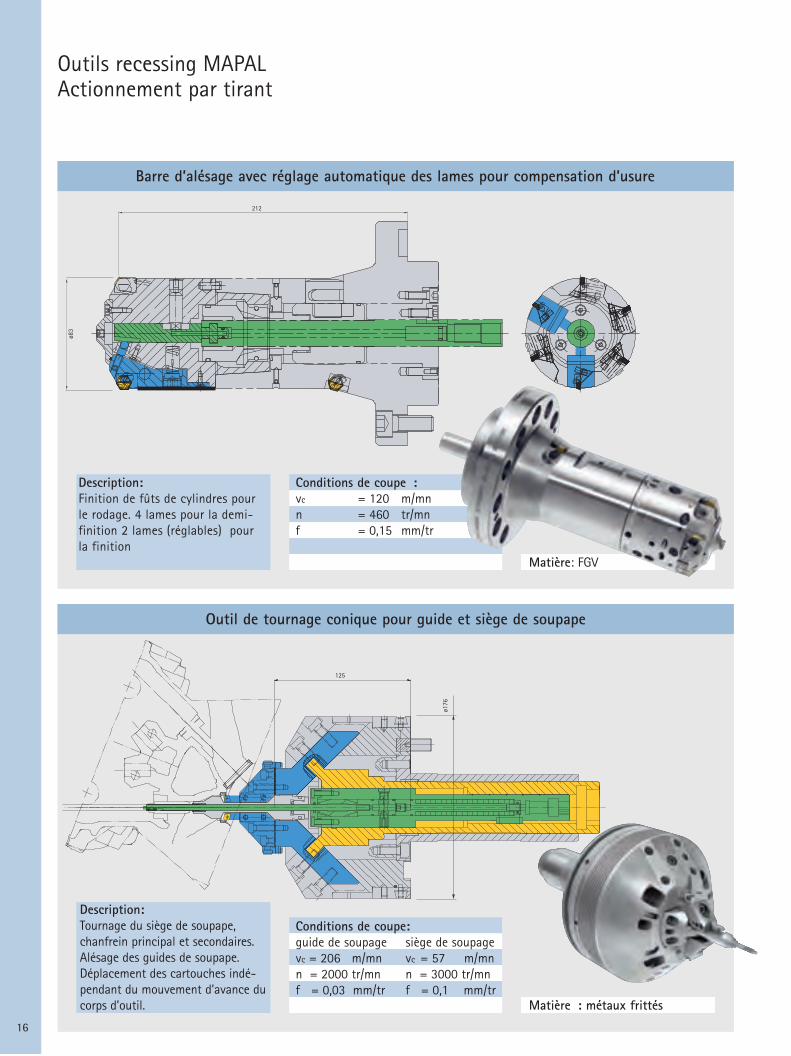
Barre d’alésage avec réglage automatique des lames pour compensation d’usure
Outil de tournage conique pour guide et siège de soupape
Outils recessing MAPALActionnement par tirant
Conditions de coupe :vc = 120 m/mnn = 460 tr/mnf = 0,15 mm/tr
Description:Finition de fûts de cylindres pourle rodage. 4 lames pour la demi-finition 2 lames (réglables) pourla finition
Matière: FGV
Conditions de coupe:guide de soupage siège de soupagevc = 206 m/mn vc = 57 m/mnn = 2000 tr/mn n = 3000 tr/mnf = 0,03 mm/tr f = 0,1 mm/tr
Description:Tournage du siège de soupape,chanfrein principal et secondaires.Alésage des guides de soupape.Déplacement des cartouches indé-pendant du mouvement d’avance ducorps d’outil. Matière : métaux frittés
AST_neues Layout 02_2008_1.qxd:MAPAL_Aussteuerwerkzeuge_01 27.05.2009 7:28 Uhr Seite 16
17
ø29
ø29
314
200
ø120
ø120
178
75°
22Hub
EM#1
EM#2
ø12
3
ø128
.31
EM 71.23
235 ± 0.01
300
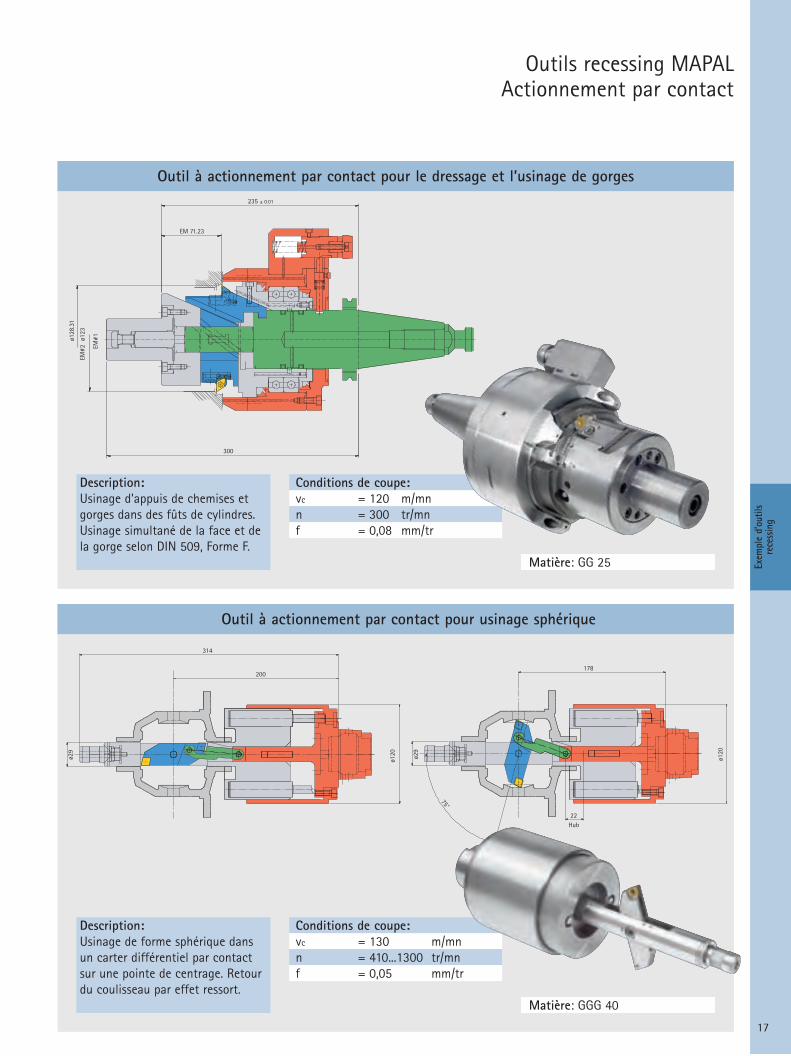
Outil à actionnement par contact pour le dressage et l’usinage de gorges
Outil à actionnement par contact pour usinage sphérique
Outils recessing MAPALActionnement par contact
Conditions de coupe:vc = 120 m/mnn = 300 tr/mnf = 0,08 mm/tr
Description:Usinage d’appuis de chemises etgorges dans des fûts de cylindres.Usinage simultané de la face et dela gorge selon DIN 509, Forme F.
Matière: GG 25
Conditions de coupe:vc = 130 m/mnn = 410...1300 tr/mnf = 0,05 mm/tr
Description:Usinage de forme sphérique dansun carter différentiel par contactsur une pointe de centrage. Retourdu coulisseau par effet ressort.
Matière: GGG 40
Exem
ple
d’ou
tils
rece
ssin
g
AST_neues Layout 02_2008_1.qxd:MAPAL_Aussteuerwerkzeuge_01 27.05.2009 7:28 Uhr Seite 17
18
ø70
725
ø69
H7
364
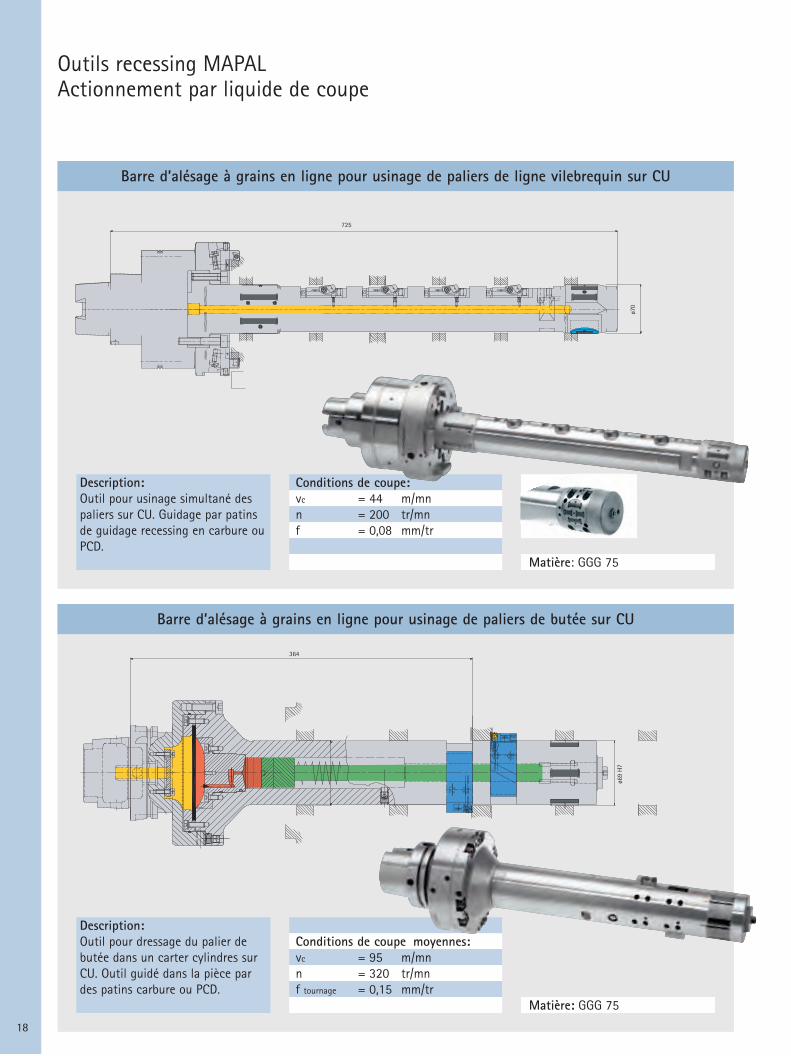
Barre d’alésage à grains en ligne pour usinage de paliers de butée sur CU
Barre d’alésage à grains en ligne pour usinage de paliers de ligne vilebrequin sur CU
Outils recessing MAPALActionnement par liquide de coupe
Conditions de coupe:vc = 44 m/mnn = 200 tr/mnf = 0,08 mm/tr
Description:Outil pour usinage simultané despaliers sur CU. Guidage par patinsde guidage recessing en carbure ouPCD.
Matière: GGG 75
Conditions de coupe moyennes:vc = 95 m/mnn = 320 tr/mnf tournage = 0,15 mm/tr
Description:Outil pour dressage du palier debutée dans un carter cylindres surCU. Outil guidé dans la pièce pardes patins carbure ou PCD.
Matière: GGG 75
AST_neues Layout 02_2008_1.qxd:MAPAL_Aussteuerwerkzeuge_01 27.05.2009 7:29 Uhr Seite 18
19
333.42
230
76 45.5
27.3 ± 0.1
ø20
9.52
7283
°
+ 0.
084
ø125
ø125
218 270
Position de départ
Chanfreinage sursiège de soupape(jusqu’à 3 chan-freins)
Position finale
Usinage guide de soupapeD = 4...9mm
52 Course 52 Course
Ress
ort
àga
z
Ress
ort
àga
z
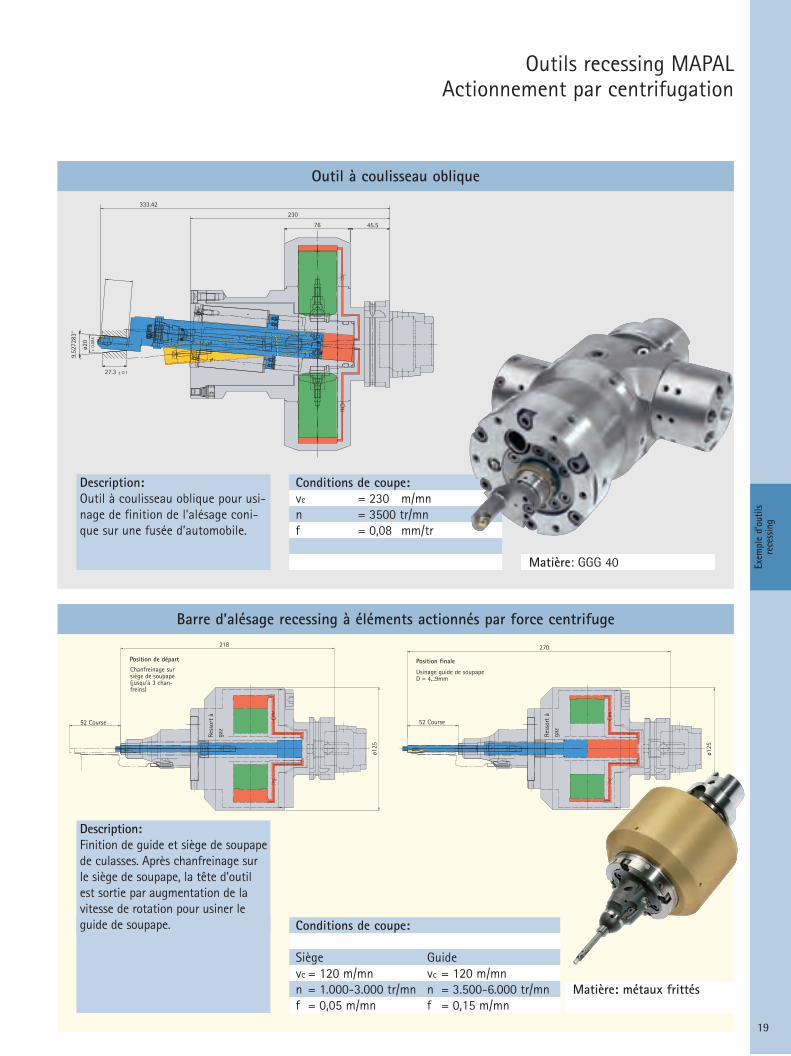
Outil à coulisseau oblique
Barre d’alésage recessing à éléments actionnés par force centrifuge
Outils recessing MAPALActionnement par centrifugation
Conditions de coupe:vc = 230 m/mnn = 3500 tr/mnf = 0,08 mm/tr
Description:Outil à coulisseau oblique pour usi-nage de finition de l’alésage coni-que sur une fusée d’automobile.
Matière: GGG 40
Conditions de coupe:
Siège Guidevc = 120 m/mn vc = 120 m/mnn = 1.000-3.000 tr/mn n = 3.500-6.000 tr/mnf = 0,05 m/mn f = 0,15 m/mn
Description:Finition de guide et siège de soupapede culasses. Après chanfreinage surle siège de soupape, la tête d’outilest sortie par augmentation de lavitesse de rotation pour usiner leguide de soupape.
Exem
ple
d’ou
tils
rece
ssin
g
Matière: métaux frittés
AST_neues Layout 02_2008_1.qxd:MAPAL_Aussteuerwerkzeuge_01 27.05.2009 7:29 Uhr Seite 19
20
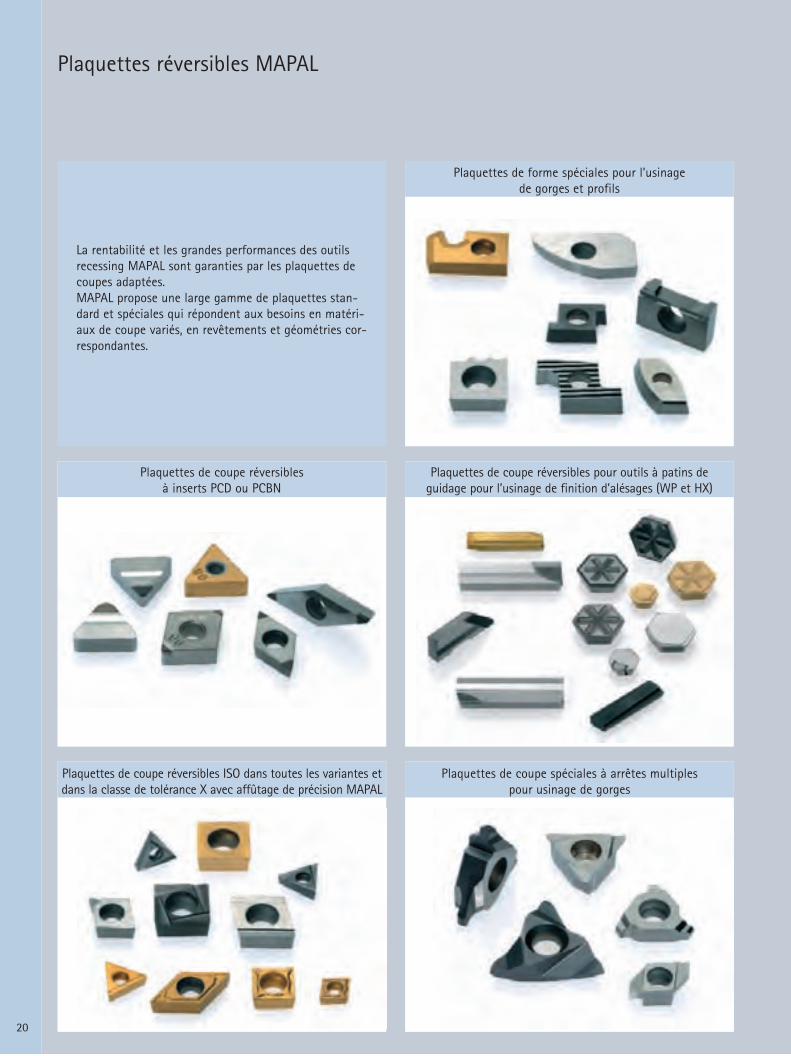
Plaquettes réversibles MAPAL
La rentabilité et les grandes performances des outilsrecessing MAPAL sont garanties par les plaquettes decoupes adaptées. MAPAL propose une large gamme de plaquettes stan-dard et spéciales qui répondent aux besoins en matéri-aux de coupe variés, en revêtements et géométries cor-respondantes.
Plaquettes de forme spéciales pour l’usinage de gorges et profils
Plaquettes de coupe réversibles pour outils à patins de guidage pour l’usinage de finition d’alésages (WP et HX)
Plaquettes de coupe réversibles à inserts PCD ou PCBN
Plaquettes de coupe spéciales à arrêtes multiplespour usinage de gorges
Plaquettes de coupe réversibles ISO dans toutes les variantes etdans la classe de tolérance X avec affûtage de précision MAPAL
AST_neues Layout 02_2008_1.qxd:MAPAL_Aussteuerwerkzeuge_01 27.05.2009 7:29 Uhr Seite 20

21
Tête
s à
dres
ser
stan
dard
Têtes à dresser MAPAL
AST_neues Layout 02_2008_1.qxd:MAPAL_Aussteuerwerkzeuge_01 27.05.2009 7:29 Uhr Seite 21
22
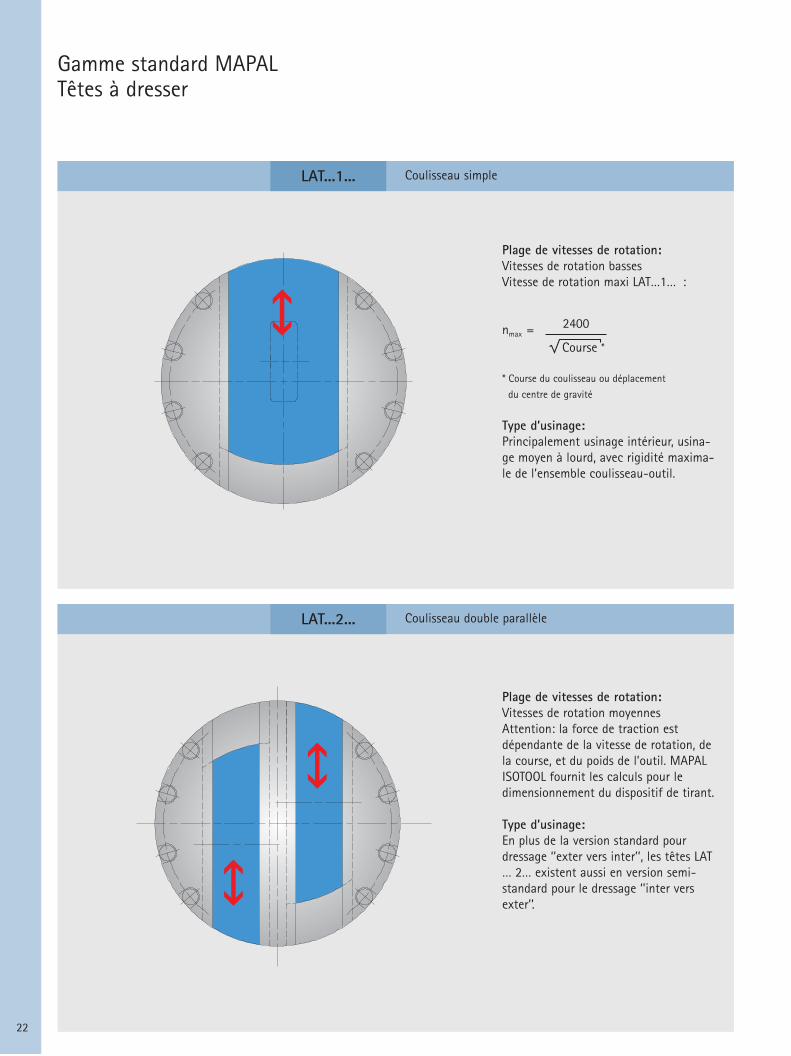
Coulisseau simple
Coulisseau double parallèle
Gamme standard MAPALTêtes à dresser
LAT...1...
LAT...2...
Plage de vitesses de rotation:Vitesses de rotation bassesVitesse de rotation maxi LAT…1… :
2400nmax =Course *
* Course du coulisseau ou déplacement
du centre de gravité
Type d’usinage:Principalement usinage intérieur, usina-ge moyen à lourd, avec rigidité maxima-le de l’ensemble coulisseau-outil.
Plage de vitesses de rotation:Vitesses de rotation moyennesAttention: la force de traction estdépendante de la vitesse de rotation, dela course, et du poids de l’outil. MAPALISOTOOL fournit les calculs pour ledimensionnement du dispositif de tirant.
Type d’usinage:En plus de la version standard pourdressage ‘’exter vers inter’’, les têtes LAT… 2… existent aussi en version semi-standard pour le dressage ‘’inter versexter’’.
AST_neues Layout 02_2008_1.qxd:MAPAL_Aussteuerwerkzeuge_01 27.05.2009 7:29 Uhr Seite 22
23
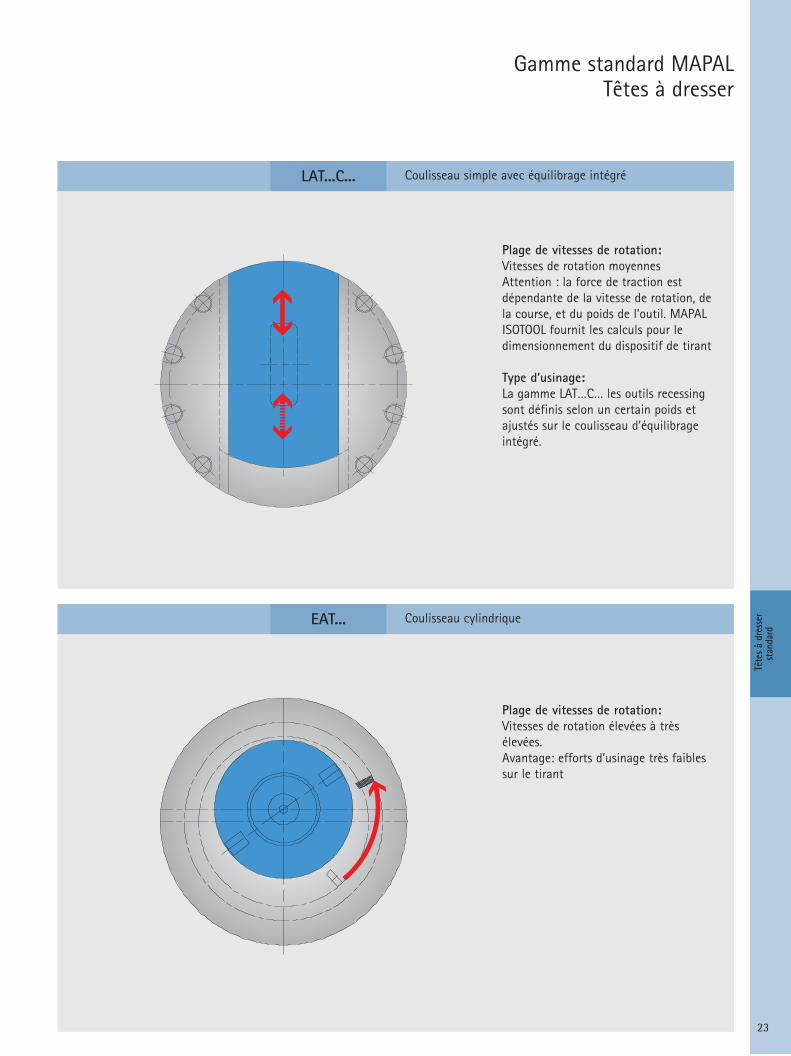
Coulisseau simple avec équilibrage intégré
Coulisseau cylindrique
Gamme standard MAPALTêtes à dresser
LAT...C...
EAT...
Plage de vitesses de rotation:Vitesses de rotation moyennesAttention : la force de traction estdépendante de la vitesse de rotation, dela course, et du poids de l’outil. MAPALISOTOOL fournit les calculs pour ledimensionnement du dispositif de tirant
Type d’usinage:La gamme LAT…C… les outils recessingsont définis selon un certain poids etajustés sur le coulisseau d’équilibrageintégré.
Plage de vitesses de rotation:Vitesses de rotation élevées à très élevées.Avantage: efforts d’usinage très faiblessur le tirant
Tête
s à
dres
ser
stan
dard
AST_neues Layout 02_2008_1.qxd:MAPAL_Aussteuerwerkzeuge_01 27.05.2009 7:29 Uhr Seite 23
24
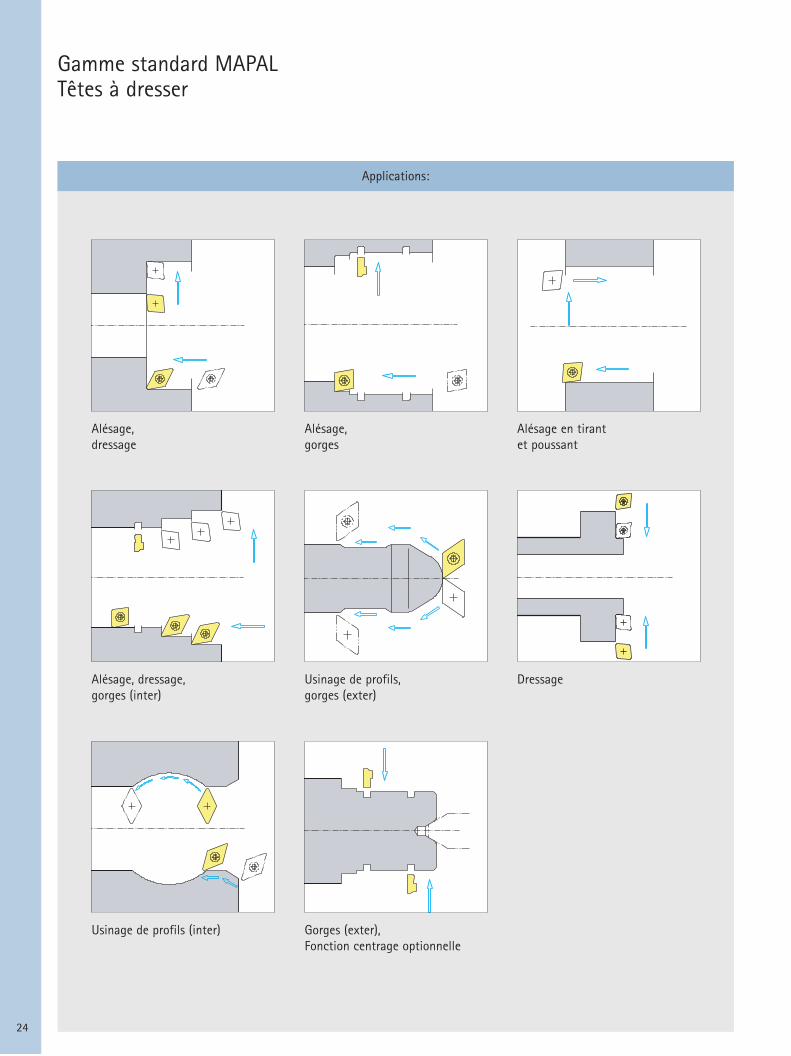
Applications:
Gamme standard MAPALTêtes à dresser
Alésage, dressage
Alésage, gorges
Alésage en tirant et poussant
Alésage, dressage, gorges (inter)
Usinage de profils, gorges (exter)
Dressage
Usinage de profils (inter) Gorges (exter), Fonction centrage optionnelle
AST_neues Layout 02_2008_1.qxd:MAPAL_Aussteuerwerkzeuge_01 27.05.2009 7:30 Uhr Seite 24

25
Gamme standard MAPALTêtes à dresser
Têtes à dresser LAT
Têtes recessing EAT
Tête
s à
dres
ser
stan
dardLe mouvement de translation du systè-
me de tirant est transformé dans la têteEAT en un mouvement de rotation viaun mécanisme à cames et provoque,grâce au coulisseau cylindrique excen-tré, la course de pivotement nécessaire.Par rapport à la conception LAT, lestêtes recessing EAT, en situation cinéti-que dynamique et constante, nécessi-tent relativement peu d’efforts d’action-nement et peu de puissance d’entraîne-ment et sont donc particulièrementadaptées à l’usinage Grande Vitesse.
Le mouvement de translation du systè-me de tirant est ici transformé par lamécanique des entraînements de coulis-seau en un mouvement recessing radialou oblique.
Les conditions d’utilisation dépendentde l’application, en particulier la vitessede coupe, et produisent un effet dyna-mique grâce à la vitesse de rotation éle-vée. Comme l’effort de traction estdépendant de la vitesse de rotation etde la course, les dimensions du systèmede tirant doivent être correctementdimensionnées. MAPAL ISOTOOL offredans ce cas le support technique et lescalculs adaptés.
AST_neues Layout 02_2008_1.qxd:MAPAL_Aussteuerwerkzeuge_01 27.05.2009 7:30 Uhr Seite 25
26
H L1
L2
L4
L3 Z max
Z maxT 1
L6 L5
d1 d2 d3 d4d5
Q m
axD
1
G1Q
max
A
C
40°
alphabeta
B
D1
E
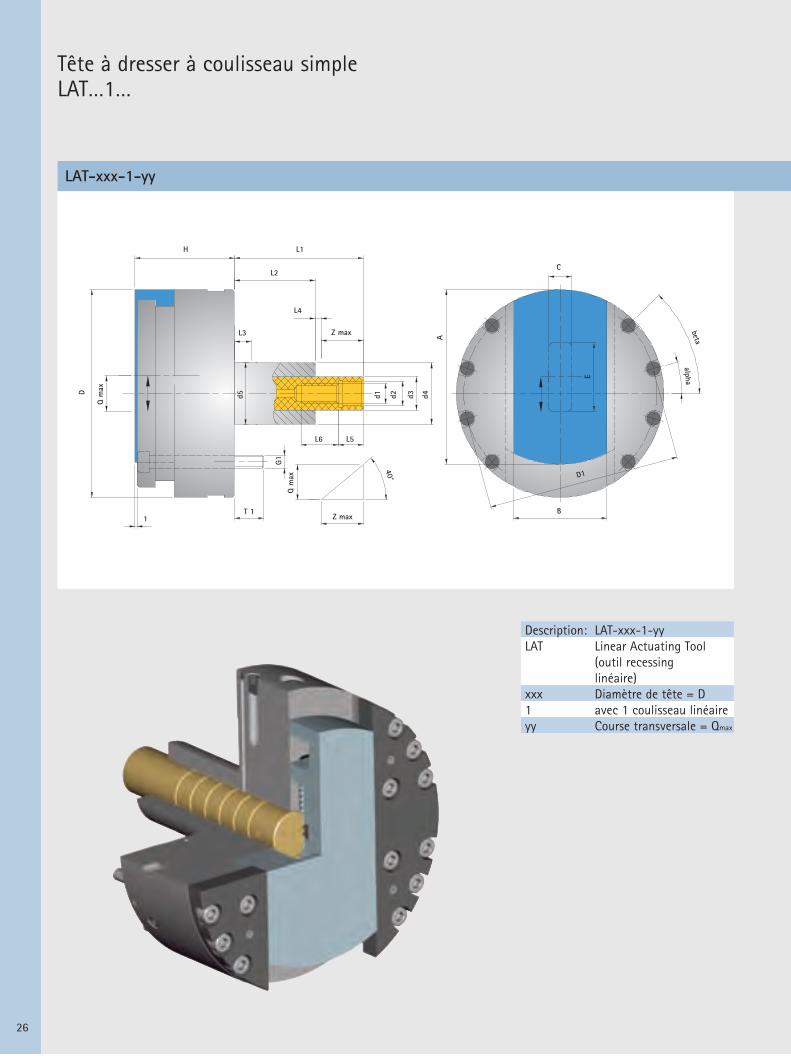
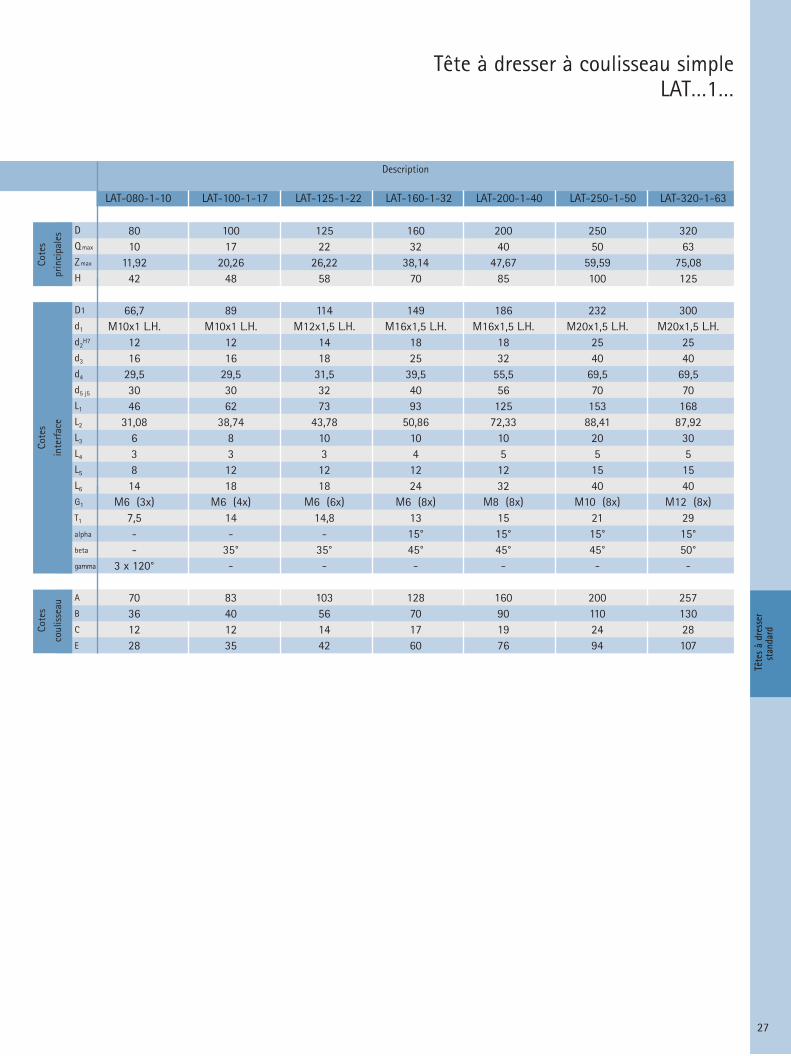
Description: LAT-xxx-1-yyLAT Linear Actuating Tool
(outil recessinglinéaire)
xxx Diamètre de tête = D1 avec 1 coulisseau linéaireyy Course transversale = Qmax
Tête à dresser à coulisseau simpleLAT…1…
LAT-xxx-1-yy
AST_neues Layout 02_2008_1.qxd:MAPAL_Aussteuerwerkzeuge_01 27.05.2009 7:30 Uhr Seite 26
27
80 100 125 160 200 250 32010 17 22 32 40 50 63
11,92 20,26 26,22 38,14 47,67 59,59 75,0842 48 58 70 85 100 125
66,7 89 114 149 186 232 300M10x1 L.H. M10x1 L.H. M12x1,5 L.H. M16x1,5 L.H. M16x1,5 L.H. M20x1,5 L.H. M20x1,5 L.H.
12 12 14 18 18 25 2516 16 18 25 32 40 40
29,5 29,5 31,5 39,5 55,5 69,5 69,530 30 32 40 56 70 7046 62 73 93 125 153 168
31,08 38,74 43,78 50,86 72,33 88,41 87,926 8 10 10 10 20 303 3 3 4 5 5 58 12 12 12 12 15 1514 18 18 24 32 40 40
M6 (3x) M6 (4x) M6 (6x) M6 (8x) M8 (8x) M10 (8x) M12 (8x)7,5 14 14,8 13 15 21 29- - - 15° 15° 15° 15°- 35° 35° 45° 45° 45° 50°
3 x 120° - - - - - -
70 83 103 128 160 200 25736 40 56 70 90 110 13012 12 14 17 19 24 2828 35 42 60 76 94 107
LAT-080-1-10 LAT-100-1-17 LAT-125-1-22 LAT-160-1-32 LAT-200-1-40 LAT-250-1-50 LAT-320-1-63
D
Qmax
Zmax
H
D1
d1
d2H7
d3
d4
d5 j5
L1
L2
L3
L4
L5
L6
G1
T1
alpha
beta
gamma
A
B
C
E
Tête
s à
dres
ser
stan
dard
Description
Tête à dresser à coulisseau simpleLAT…1…
Cote
s
prin
cipa
les
Cote
s
inte
rfac
e
Cote
s
coul
isse
au
AST_neues Layout 02_2008_1.qxd:MAPAL_Aussteuerwerkzeuge_01 27.05.2009 7:30 Uhr Seite 27
28
H L1
L2
L4
L3 Z max
Z maxT 1
L6 L5
d1 d2 d3 d4d5
Q m
axD
1
G1
Q m
ax
A1
D1
40°
alpha 1
beta 1
B1
B2
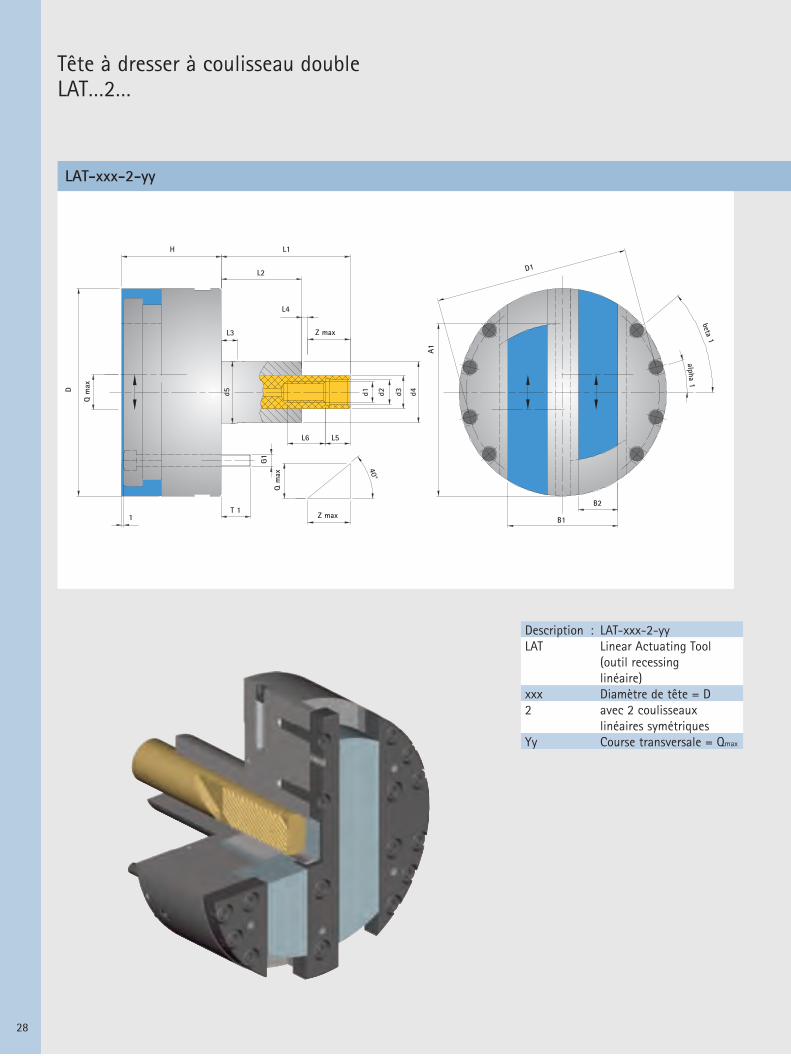
Tête à dresser à coulisseau doubleLAT…2…
Description : LAT-xxx-2-yyLAT Linear Actuating Tool
(outil recessinglinéaire)
xxx Diamètre de tête = D2 avec 2 coulisseaux
linéaires symétriquesYy Course transversale = Qmax
LAT-xxx-2-yy
AST_neues Layout 02_2008_1.qxd:MAPAL_Aussteuerwerkzeuge_01 27.05.2009 7:30 Uhr Seite 28
29
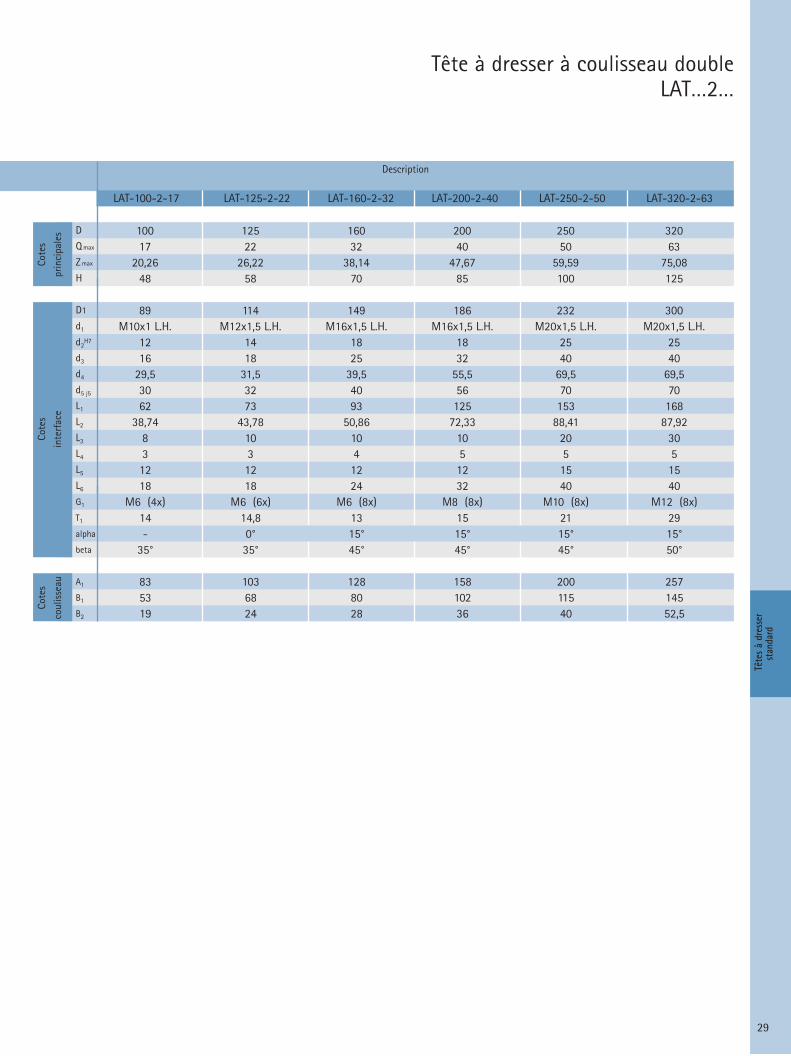
LAT-100-2-17 LAT-125-2-22 LAT-160-2-32 LAT-200-2-40 LAT-250-2-50 LAT-320-2-63
100 125 160 200 250 32017 22 32 40 50 63
20,26 26,22 38,14 47,67 59,59 75,0848 58 70 85 100 125
89 114 149 186 232 300M10x1 L.H. M12x1,5 L.H. M16x1,5 L.H. M16x1,5 L.H. M20x1,5 L.H. M20x1,5 L.H.
12 14 18 18 25 2516 18 25 32 40 40
29,5 31,5 39,5 55,5 69,5 69,530 32 40 56 70 7062 73 93 125 153 168
38,74 43,78 50,86 72,33 88,41 87,928 10 10 10 20 303 3 4 5 5 512 12 12 12 15 1518 18 24 32 40 40
M6 (4x) M6 (6x) M6 (8x) M8 (8x) M10 (8x) M12 (8x)14 14,8 13 15 21 29- 0° 15° 15° 15° 15°
35° 35° 45° 45° 45° 50°
83 103 128 158 200 25753 68 80 102 115 14519 24 28 36 40 52,5
D
Qmax
Zmax
H
D1
d1
d2H7
d3
d4
d5 j5
L1
L2
L3
L4
L5
L6
G1
T1
alpha
beta
A1
B1
B2
Tête à dresser à coulisseau doubleLAT…2…
Description
Cote
s
prin
cipa
les
Cote
s
inte
rfac
e
Cote
s
coul
isse
au
Tête
s à
dres
ser
stan
dard
AST_neues Layout 02_2008_1.qxd:MAPAL_Aussteuerwerkzeuge_01 27.05.2009 7:30 Uhr Seite 29
30
H L1
L2
L4
L3 Z max
Z max
T 1
L6 L5
d1 d2 d3 d4d5
Q m
axD
1
G1Q
max
A
D1
40°
alpha beta
C
B
E
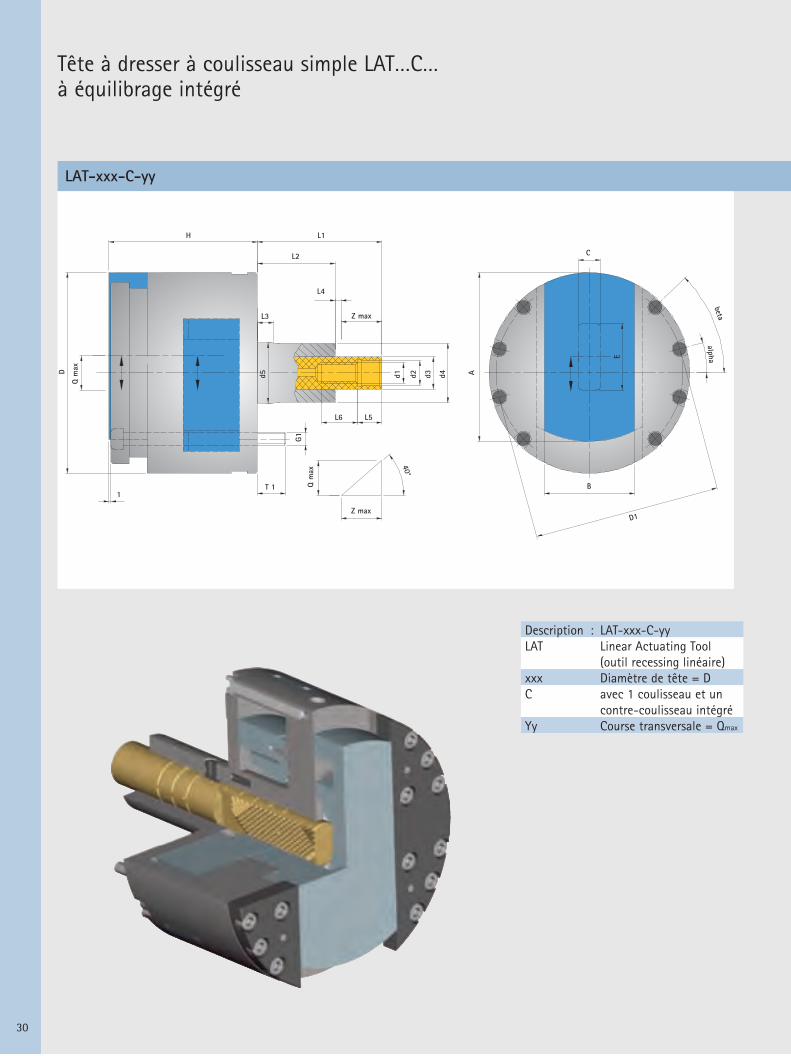
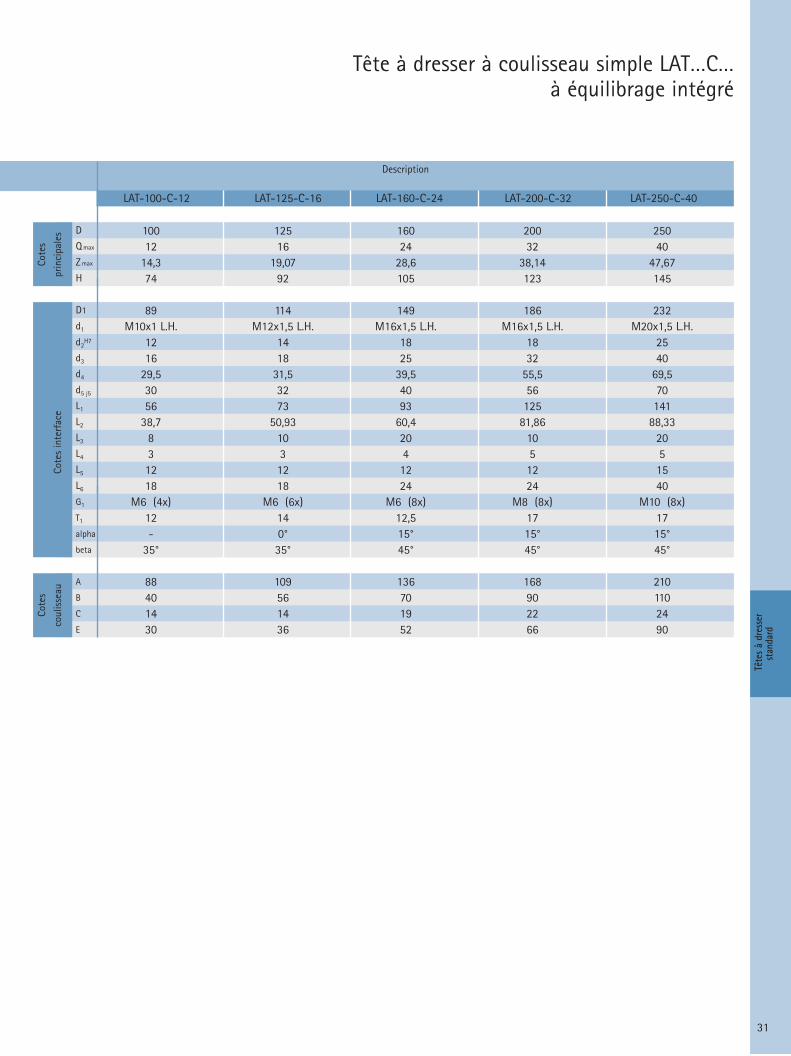
Tête à dresser à coulisseau simple LAT…C…à équilibrage intégré
Description : LAT-xxx-C-yyLAT Linear Actuating Tool
(outil recessing linéaire)xxx Diamètre de tête = DC avec 1 coulisseau et un
contre-coulisseau intégréYy Course transversale = Qmax
LAT-xxx-C-yy
AST_neues Layout 02_2008_1.qxd:MAPAL_Aussteuerwerkzeuge_01 27.05.2009 7:30 Uhr Seite 30
31
LAT-100-C-12 LAT-125-C-16 LAT-160-C-24 LAT-200-C-32 LAT-250-C-40
D
Qmax
Zmax
H
D1
d1
d2H7
d3
d4
d5 j5
L1
L2
L3
L4
L5
L6
G1
T1
alpha
beta
A
B
C
E
100 125 160 200 25012 16 24 32 40
14,3 19,07 28,6 38,14 47,6774 92 105 123 145
89 114 149 186 232M10x1 L.H. M12x1,5 L.H. M16x1,5 L.H. M16x1,5 L.H. M20x1,5 L.H.
12 14 18 18 2516 18 25 32 40
29,5 31,5 39,5 55,5 69,530 32 40 56 7056 73 93 125 141
38,7 50,93 60,4 81,86 88,338 10 20 10 203 3 4 5 512 12 12 12 1518 18 24 24 40
M6 (4x) M6 (6x) M6 (8x) M8 (8x) M10 (8x)12 14 12,5 17 17- 0° 15° 15° 15°
35° 35° 45° 45° 45°
88 109 136 168 21040 56 70 90 11014 14 19 22 2430 36 52 66 90
Tête à dresser à coulisseau simple LAT…C…à équilibrage intégré
Description
Cote
s
prin
cipa
les
Cote
s
coul
isse
auCo
tes
inte
rfac
e
Tête
s à
dres
ser
stan
dard
AST_neues Layout 02_2008_1.qxd:MAPAL_Aussteuerwerkzeuge_01 27.05.2009 7:30 Uhr Seite 31
32
MBA
MBD
NSL
BH
KH
SL
BL LH
L3
L2 L1
7
KD AD
G3
E
TK1
ZD BD
G2 D1 SD
HSKZL
NSANSA
NSB
QH
30°
SW
Lardons
Contrepoids outil recessing
Contrepoids cote d’encombrementd’entraînement
Accès clée
Entraînement HSK
Position finale
tirant rentré
Position finale
tirant sorti
0° à 36°
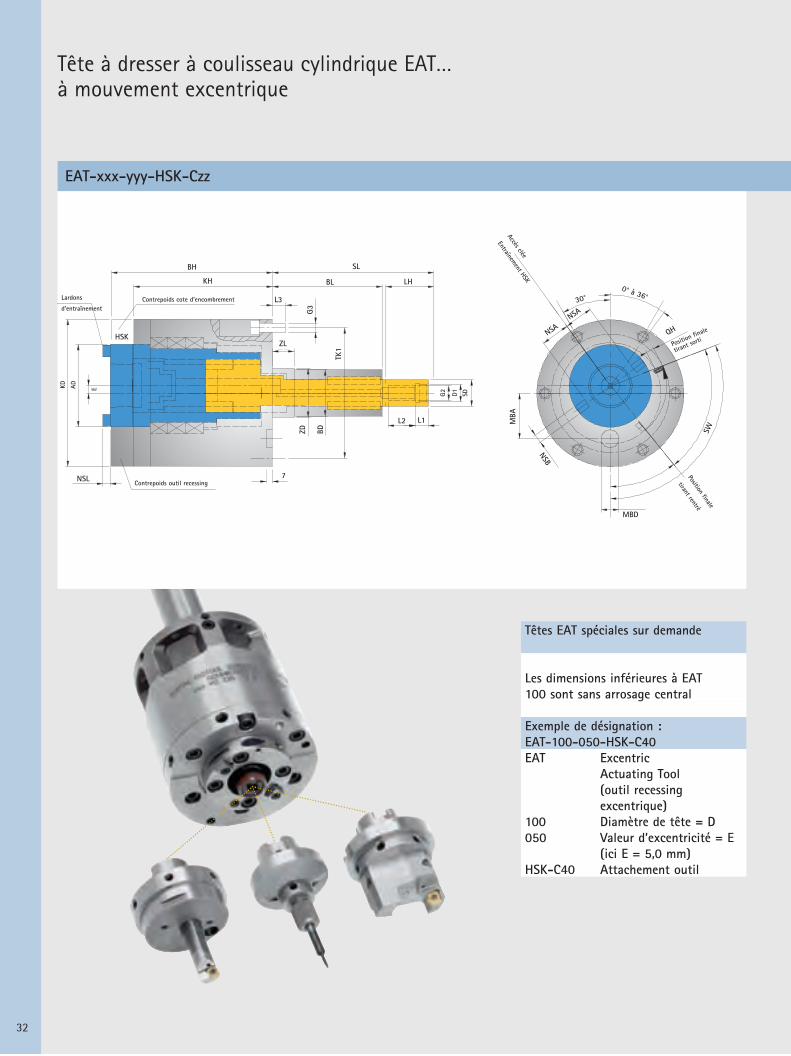
Tête à dresser à coulisseau cylindrique EAT…à mouvement excentrique
Têtes EAT spéciales sur demande
Les dimensions inférieures à EAT100 sont sans arrosage central
Exemple de désignation :EAT-100-050-HSK-C40EAT Excentric
Actuating Tool(outil recessing excentrique)
100 Diamètre de tête = D050 Valeur d’excentricité = E
(ici E = 5,0 mm)HSK-C40 Attachement outil
EAT-xxx-yyy-HSK-Czz
AST_neues Layout 02_2008_1.qxd:MAPAL_Aussteuerwerkzeuge_01 27.05.2009 7:31 Uhr Seite 32
33
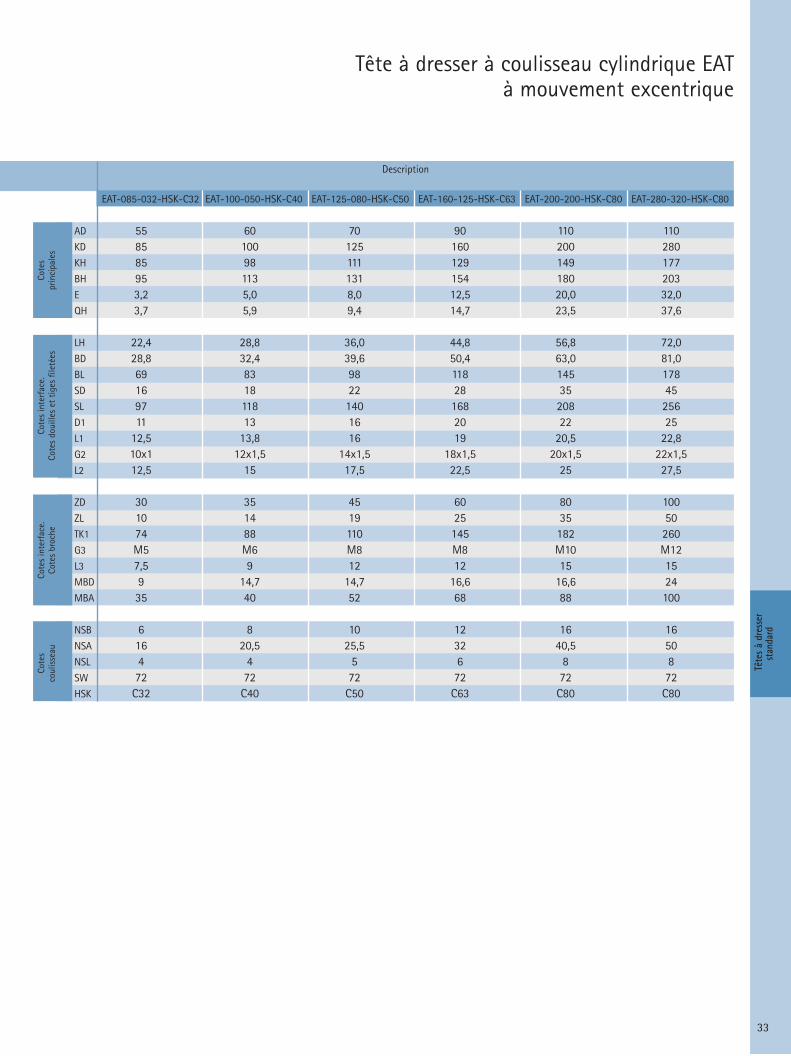
EAT-085-032-HSK-C32 EAT-100-050-HSK-C40 EAT-125-080-HSK-C50 EAT-160-125-HSK-C63 EAT-200-200-HSK-C80 EAT-280-320-HSK-C80
AD
KD
KH
BH
E
QH
LH
BD
BL
SD
SL
D1
L1
G2
L2
ZD
ZL
TK1
G3
L3
MBD
MBA
NSB
NSA
NSL
SW
HSK
55 60 70 90 110 11085 100 125 160 200 28085 98 111 129 149 17795 113 131 154 180 2033,2 5,0 8,0 12,5 20,0 32,03,7 5,9 9,4 14,7 23,5 37,6
22,4 28,8 36,0 44,8 56,8 72,028,8 32,4 39,6 50,4 63,0 81,069 83 98 118 145 17816 18 22 28 35 4597 118 140 168 208 25611 13 16 20 22 25
12,5 13,8 16 19 20,5 22,810x1 12x1,5 14x1,5 18x1,5 20x1,5 22x1,512,5 15 17,5 22,5 25 27,5
30 35 45 60 80 10010 14 19 25 35 5074 88 110 145 182 260M5 M6 M8 M8 M10 M127,5 9 12 12 15 159 14,7 14,7 16,6 16,6 2435 40 52 68 88 100
6 8 10 12 16 1616 20,5 25,5 32 40,5 504 4 5 6 8 872 72 72 72 72 72
C32 C40 C50 C63 C80 C80
Tête à dresser à coulisseau cylindrique EATà mouvement excentrique
Description
Cote
s pr
inci
pale
sCo
tes
inte
rfac
e.Co
tes
doui
lles
et t
iges
file
tées
Cote
s in
terf
ace.
Cote
s br
oche
Cote
sco
ulis
seau
Tête
s à
dres
ser
stan
dard
AST_neues Layout 02_2008_1.qxd:MAPAL_Aussteuerwerkzeuge_01 27.05.2009 7:31 Uhr Seite 33
34
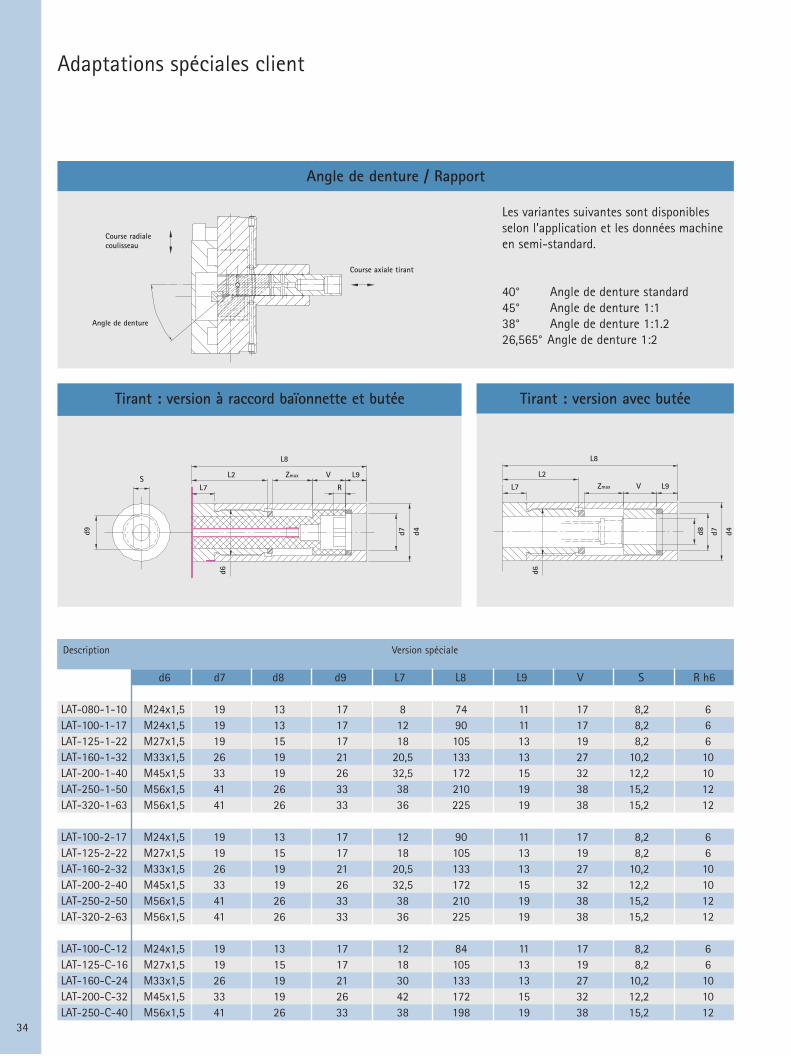
d6 d7 d8 d9 L7 L8 L9 V S R h6
S
L8
L2 Zmax L9V
L7 R
L8
L2Zmax L9VL7
d4d7d9
d6
d4d7d8
d6
M24x1,5 19 13 17 8 74 11 17 8,2 6M24x1,5 19 13 17 12 90 11 17 8,2 6M27x1,5 19 15 17 18 105 13 19 8,2 6M33x1,5 26 19 21 20,5 133 13 27 10,2 10M45x1,5 33 19 26 32,5 172 15 32 12,2 10M56x1,5 41 26 33 38 210 19 38 15,2 12M56x1,5 41 26 33 36 225 19 38 15,2 12
M24x1,5 19 13 17 12 90 11 17 8,2 6M27x1,5 19 15 17 18 105 13 19 8,2 6M33x1,5 26 19 21 20,5 133 13 27 10,2 10M45x1,5 33 19 26 32,5 172 15 32 12,2 10M56x1,5 41 26 33 38 210 19 38 15,2 12M56x1,5 41 26 33 36 225 19 38 15,2 12
M24x1,5 19 13 17 12 84 11 17 8,2 6M27x1,5 19 15 17 18 105 13 19 8,2 6M33x1,5 26 19 21 30 133 13 27 10,2 10M45x1,5 33 19 26 42 172 15 32 12,2 10M56x1,5 41 26 33 38 198 19 38 15,2 12
LAT-080-1-10LAT-100-1-17LAT-125-1-22LAT-160-1-32LAT-200-1-40LAT-250-1-50LAT-320-1-63
LAT-100-2-17LAT-125-2-22LAT-160-2-32LAT-200-2-40LAT-250-2-50LAT-320-2-63
LAT-100-C-12LAT-125-C-16LAT-160-C-24LAT-200-C-32LAT-250-C-40
Angle de denture / Rapport
Adaptations spéciales client
Tirant : version à raccord baïonnette et butée Tirant : version avec butée
Les variantes suivantes sont disponiblesselon l’application et les données machineen semi-standard.
40° Angle de denture standard45° Angle de denture 1:138° Angle de denture 1:1.226,565° Angle de denture 1:2
Description Version spéciale
Course radialecoulisseau
Course axiale tirant
Angle de denture
AST_neues Layout 02_2008_1.qxd:MAPAL_Aussteuerwerkzeuge_01 27.05.2009 7:31 Uhr Seite 34
35
B
d D
Tête
s à
dres
ser
stan
dard
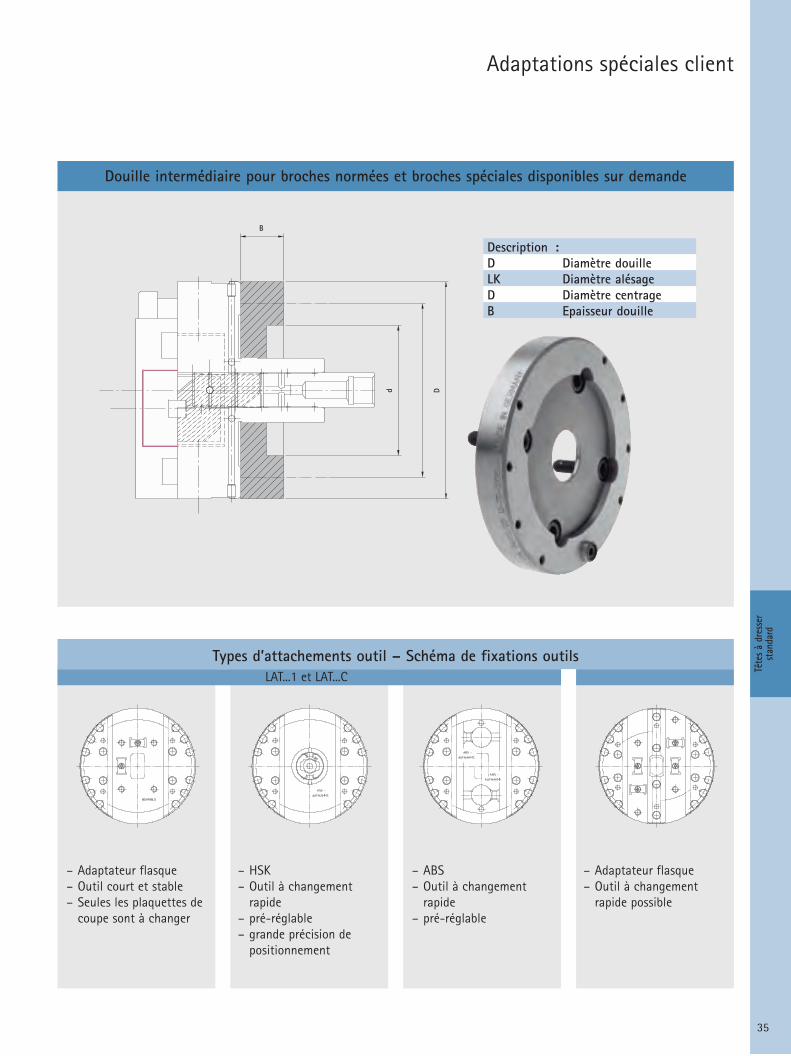
Adaptations spéciales client
Douille intermédiaire pour broches normées et broches spéciales disponibles sur demande
Types d’attachements outil – Schéma de fixations outils
– Adaptateur flasque– Outil court et stable– Seules les plaquettes de
coupe sont à changer
– HSK– Outil à changement
rapide– pré-réglable– grande précision de
positionnement
– ABS– Outil à changement
rapide– pré-réglable
– Adaptateur flasque– Outil à changement
rapide possible
Description :D Diamètre douilleLK Diamètre alésageD Diamètre centrageB Epaisseur douille
LAT...1 et LAT...C
AST_neues Layout 02_2008_1.qxd:MAPAL_Aussteuerwerkzeuge_01 27.05.2009 7:31 Uhr Seite 35
36
AST-
F-04
/05-
020-
0308
-MZ
Prin
ted
in G
erm
any/
Righ
t of
tec
hnic
al m
odifi
catio
ns r
eser
ved.
AlésageDe la vaste gamme d’alésoirs mono- et bicoupes en passant par les barres d’alésage avec patins deguidage et plaquettes de coupe réversibles ou HX, jusqu’aux alésoirs haute performance HPR combinés avec le système de tête amovible MAPAL HFS® – nous vous proposons ici un aperçu de l’ensemble de notre savoir-faire en matière d’alésage de finition.
Outils diamantPour la demi-finition et la finition, MAPAL propose une large gamme d’outils de précision avec des arêtes de coupe en diamant polycristallin brasé. Celle-ci comprend des barres d’alésage toutcomme des fraises à interpolation et à rainurer. Les gammes de corps de fraise PowerMill etEcoMill se distinguent par une conception robuste et simple, et par un réglage précis et rapide desinserts de fraisage.
Outils ISOCe domaine de compétences de MAPAL comprend des outils spéciaux avec des éléments ISO pourl’alésage et le fraisage. Des plaquettes de coupe affûtées de précision dans les nuances et avec lesrevêtements les plus divers font également partie de cette gamme. L’utilisation du principe deréglage MAPAL bien connu et reconnu permet ici une concentricité parfaite des arêtes de coupe.MAPAL propose également un savoir-faire très spécifique en technologie tangentielle.
Outils recessingSur les machines spéciales comme sur les centres d’usinage, les outils recessing représentent un grand potentiel de rationalisation et d’optimisation. Outre les têtes excentriques EAT et LAT, MAPAL propose également des unités d’entraînement performantes pour commander les outils recessing. Les outils MAPAL TOOLTRONIC® s’illustrent également par leurs fonctionnalitésexceptionnelles.
PerçageLa gamme de perçage représente un autre secteur. Que ce soit pour l’usinage de l’aluminium, de l’acier ou de la fonte, en usinage à sec ou en UGV, MAPAL propose pour chaque opération une solution fiable et compétitive. Cette gamme de perçage est complétée par des revêtementsspéciaux ainsi que des arêtes de coupe en diamant brasé.
SerrageLes systèmes de serrage modernes de MAPAL garantissent conjointement avec les outils d’alésagelargement éprouvés une productivité et une compétitivité optimales. Que ce soit en HSK, en SA ouen HFS® – ces attachements d’outils assurent la concentricité et la répétabilité exigées par les process de fabrication modernes.
Prestations de servicesGestion de projet, maintenance, gestion outils et optimisation – le package complet MAPAL CTS®vous accompagne de la définition du process jusqu’à son optimisation continue et vous assure uneproduction optimisée et économique avec les meilleurs résultats.
Toute la gamme des compétences MAPAL en un coup d’œil
MAPAL France
Siège social et bureau ccommercialZ.I. La Silardière • B.P. 107 • F-42500 Le Chambon FeugerollesTél. : +33 (0) 4 77 61 85 90 • Fax : +33 (0) 4 77 56 22 [email protected] • www.mapalfrance.com
Bureau commercial32, boulevard Ornano • F-93287 St-Denis CedexTél. : +33 (0) 1 49 33 94 33 • Fax : +33 (0) 1 49 33 94 [email protected]
AST_neues Layout 02_2008_1.qxd:MAPAL_Aussteuerwerkzeuge_01 27.05.2009 7:31 Uhr Seite 36














