MAPAL Kompetenz– MAPALKompetenz– · Großbritannien MAPAL Ltd. in Rugby Indien MAPAL INDIA...
80
MAPAL Kompetenz – Reiben und Feinbohren Hochleistungsreibahlen
Transcript of MAPAL Kompetenz– MAPALKompetenz– · Großbritannien MAPAL Ltd. in Rugby Indien MAPAL INDIA...

MAPAL Kompetenz –Reiben und Feinbohren
Die gesamte MAPAL Kompetenz im Überblick
MAPAL Präzisionswerkzeuge Dr. Kress KG
Postfach 1520 • D-73405 AalenTelefon (0 73 61) 5 85-0 • Telefax (0 73 61) 5 85-1 [email protected] • www.mapal.com
REI-
D-01
-015
-021
3-VV
AG
edru
ckt i
n De
utsc
hlan
d/Än
deru
ngen
der
Pro
dukt
e un
d te
chni
sche
n Da
ten
vorb
ehal
ten!
H o c h l e i s t u n g s r e i b a h l e n
MAP
AL K
ompe
tenz
– R
eibe
n un
d Fe
inbo
hren
Reiben und FeinbohrenVon der breiten Palette an MAPAL Ein- und Zweischneiden-Reibahlen sowie Feinbohrwerk -zeugen mit Führungsleisten und WP- oder HX-Schneiden, bis zu den HPR Hochleistungs -reibahlen in Kombination mit dem MAPAL HFS® – Wechselkopfsystem für exakte Rundlauf- und Wechselgenauigkeiten – Sie erhalten einen Gesamtüberblick über unser Know-how für die Feinbearbeitung von Bohrungen.
PKD-WerkzeugeFür die Vor- und Fertigbearbeitung bietet MAPAL zudem ein umfangreiches Programm anPräzisionswerkzeugen mit festen PKD-Schneiden (polykristalliner Diamant). Es umfasstPräzisionsaufbohrer sowie Zirkular- und Schaftfräser. Das Programm an Planfräsmesserköpfen der PowerMill und EcoMill Baureihe zeichnet sich durch einfachen, robusten Aufbau undschnelle, exakte Einstellung der Schneiden aus.
ISO-WerkzeugeDieser Kompetenzbereich von MAPAL beinhaltet Sonderwerkzeuge mit ISO-Elementen zumAufbohren und Fräsen. Dazu gehören präzisionsgeschliffene Schneiden in verschiedenstenSchneidstoff- und Beschichtungsvarianten. Die Verwendung der bewährten MAPAL Justierunggarantiert dabei die exakte Abstimmung der Schneiden. Ein besonderes Know-how bietetMAPAL in der Tangentialtechnologie.
AussteuernAussteuerwerkzeuge stellen auf Sondermaschinen und Bearbeitungszentren ein hohes Ratio na-lisierungs- und Optimierungspotenzial dar. MAPAL bietet dazu neben den konventionellen Plan-drehköpfen EAT und LAT auch leistungsstarke Antriebseinheiten für Aussteuerwerkzeuge an. DieMAPAL TOOLTRONIC® – Werkzeuge zeichnen sich dabei durch ihre außergewöhnliche Funk -tionalität aus.
BohrenEine weitere Sparte bietet das Produktprogramm zum Bohren. Ob für die Bearbeitung von Alu,Stahl oder Guss, die Hart- oder Trockenbearbeitung sowie für den Einsatz im HSC-Bereich – für jede Aufgabe bietet MAPAL das prozesssichere Werkzeugkonzept. Speziell entwickelte Be -schichtungen sowie die Bestückung mit PKD-Schneiden ergänzen das breite Produktprogrammzum Bohren.
SpannsystemeDie modernen Spannsysteme von MAPAL garantieren in Verbindung mit den bewährten MAPALReib- und Feinbohrwerkzeugen höchste Produktivität und Wirtschaftlichkeit. Ob HSK, SK oderHFS® – diese hochpräzisen Schnitt- und Trennstellen bringen in der modernen Fertigung die geforderten Rundlauf- und Wechselgenauigkeiten.
DienstleistungenProjektieren, Instandhalten, Managen und Optimieren – das komplette MAPAL CTS® Dienst -leistungspaket begleitet Sie von der Prozessauslegung bis zur permanenten Prozessoptimierungund sichert Ihnen den optimalen und kostensparenden Werkzeugeinsatz bei bestmöglichenResultaten.
V2.0.0
Umschlag 07_2009_Umschlag.qxd 26.02.13 16:38 Seite 1
MAPAL Kompetenz –Reiben und Feinbohren
Die gesamte MAPAL Kompetenz im Überblick
MAPAL Präzisionswerkzeuge Dr. Kress KG
Postfach 1520 • D-73405 AalenTelefon (0 73 61) 5 85-0 • Telefax (0 73 61) 5 85-1 [email protected] • www.mapal.com
REI-
D-01
-015
-021
3-VV
AG
edru
ckt i
n De
utsc
hlan
d/Än
deru
ngen
der
Pro
dukt
e un
d te
chni
sche
n Da
ten
vorb
ehal
ten!
H o c h l e i s t u n g s r e i b a h l e n
MAP
AL K
ompe
tenz
– R
eibe
n un
d Fe
inbo
hren
Reiben und FeinbohrenVon der breiten Palette an MAPAL Ein- und Zweischneiden-Reibahlen sowie Feinbohrwerk -zeugen mit Führungsleisten und WP- oder HX-Schneiden, bis zu den HPR Hochleistungs -reibahlen in Kombination mit dem MAPAL HFS® – Wechselkopfsystem für exakte Rundlauf- und Wechselgenauigkeiten – Sie erhalten einen Gesamtüberblick über unser Know-how für die Feinbearbeitung von Bohrungen.
PKD-WerkzeugeFür die Vor- und Fertigbearbeitung bietet MAPAL zudem ein umfangreiches Programm anPräzisionswerkzeugen mit festen PKD-Schneiden (polykristalliner Diamant). Es umfasstPräzisionsaufbohrer sowie Zirkular- und Schaftfräser. Das Programm an Planfräsmesserköpfen der PowerMill und EcoMill Baureihe zeichnet sich durch einfachen, robusten Aufbau undschnelle, exakte Einstellung der Schneiden aus.
ISO-WerkzeugeDieser Kompetenzbereich von MAPAL beinhaltet Sonderwerkzeuge mit ISO-Elementen zumAufbohren und Fräsen. Dazu gehören präzisionsgeschliffene Schneiden in verschiedenstenSchneidstoff- und Beschichtungsvarianten. Die Verwendung der bewährten MAPAL Justierunggarantiert dabei die exakte Abstimmung der Schneiden. Ein besonderes Know-how bietetMAPAL in der Tangentialtechnologie.
AussteuernAussteuerwerkzeuge stellen auf Sondermaschinen und Bearbeitungszentren ein hohes Ratio na-lisierungs- und Optimierungspotenzial dar. MAPAL bietet dazu neben den konventionellen Plan-drehköpfen EAT und LAT auch leistungsstarke Antriebseinheiten für Aussteuerwerkzeuge an. DieMAPAL TOOLTRONIC® – Werkzeuge zeichnen sich dabei durch ihre außergewöhnliche Funk -tionalität aus.
BohrenEine weitere Sparte bietet das Produktprogramm zum Bohren. Ob für die Bearbeitung von Alu,Stahl oder Guss, die Hart- oder Trockenbearbeitung sowie für den Einsatz im HSC-Bereich – für jede Aufgabe bietet MAPAL das prozesssichere Werkzeugkonzept. Speziell entwickelte Be -schichtungen sowie die Bestückung mit PKD-Schneiden ergänzen das breite Produktprogrammzum Bohren.
SpannsystemeDie modernen Spannsysteme von MAPAL garantieren in Verbindung mit den bewährten MAPALReib- und Feinbohrwerkzeugen höchste Produktivität und Wirtschaftlichkeit. Ob HSK, SK oderHFS® – diese hochpräzisen Schnitt- und Trennstellen bringen in der modernen Fertigung die geforderten Rundlauf- und Wechselgenauigkeiten.
DienstleistungenProjektieren, Instandhalten, Managen und Optimieren – das komplette MAPAL CTS® Dienst -leistungspaket begleitet Sie von der Prozessauslegung bis zur permanenten Prozessoptimierungund sichert Ihnen den optimalen und kostensparenden Werkzeugeinsatz bei bestmöglichenResultaten.
V2.0.0
Umschlag 07_2009_Umschlag.qxd 26.02.13 16:38 Seite 1
MAPAL Kompetenz –Reiben und Feinbohren
Die gesamte MAPAL Kompetenz im Überblick
MAPAL Präzisionswerkzeuge Dr. Kress KG
Postfach 1520 • D-73405 AalenTelefon (0 73 61) 5 85-0 • Telefax (0 73 61) 5 85-1 [email protected] • www.mapal.com
REI
-D-0
1-0
15-0
213-V
VA
Ged
ruck
t in
Deu
tsch
land/Ä
nder
ungen
der
Pro
dukt
e und t
echnis
chen
Dat
en v
orb
ehal
ten!
H o c h l e i s t u n g s r e i b a h l e n
MA
PAL
Kom
pet
enz
– R
eibe
n u
nd F
einbo
hre
n
Reiben und FeinbohrenVon der breiten Palette an MAPAL Ein- und Zweischneiden-Reibahlen sowie Feinbohrwerk -zeugen mit Führungsleisten und WP- oder HX-Schneiden, bis zu den HPR Hochleistungs -reibahlen in Kombination mit dem MAPAL HFS® – Wechselkopfsystem für exakte Rundlauf- und Wechselgenauigkeiten – Sie erhalten einen Gesamtüberblick über unser Know-how für die Feinbearbeitung von Bohrungen.
PKD-WerkzeugeFür die Vor- und Fertigbearbeitung bietet MAPAL zudem ein umfangreiches Programm anPräzisionswerkzeugen mit festen PKD-Schneiden (polykristalliner Diamant). Es umfasstPräzisionsaufbohrer sowie Zirkular- und Schaftfräser. Das Programm an Planfräsmesserköpfen der PowerMill und EcoMill Baureihe zeichnet sich durch einfachen, robusten Aufbau undschnelle, exakte Einstellung der Schneiden aus.
ISO-WerkzeugeDieser Kompetenzbereich von MAPAL beinhaltet Sonderwerkzeuge mit ISO-Elementen zumAufbohren und Fräsen. Dazu gehören präzisionsgeschliffene Schneiden in verschiedenstenSchneidstoff- und Beschichtungsvarianten. Die Verwendung der bewährten MAPAL Justierunggarantiert dabei die exakte Abstimmung der Schneiden. Ein besonderes Know-how bietetMAPAL in der Tangentialtechnologie.
AussteuernAussteuerwerkzeuge stellen auf Sondermaschinen und Bearbeitungszentren ein hohes Ratio na-lisierungs- und Optimierungspotenzial dar. MAPAL bietet dazu neben den konventionellen Plan-drehköpfen EAT und LAT auch leistungsstarke Antriebseinheiten für Aussteuerwerkzeuge an. DieMAPAL TOOLTRONIC® – Werkzeuge zeichnen sich dabei durch ihre außergewöhnliche Funk -tionalität aus.
BohrenEine weitere Sparte bietet das Produktprogramm zum Bohren. Ob für die Bearbeitung von Alu,Stahl oder Guss, die Hart- oder Trockenbearbeitung sowie für den Einsatz im HSC-Bereich – für jede Aufgabe bietet MAPAL das prozesssichere Werkzeugkonzept. Speziell entwickelte Be -schichtungen sowie die Bestückung mit PKD-Schneiden ergänzen das breite Produktprogrammzum Bohren.
SpannsystemeDie modernen Spannsysteme von MAPAL garantieren in Verbindung mit den bewährten MAPALReib- und Feinbohrwerkzeugen höchste Produktivität und Wirtschaftlichkeit. Ob HSK, SK oderHFS® – diese hochpräzisen Schnitt- und Trennstellen bringen in der modernen Fertigung die geforderten Rundlauf- und Wechselgenauigkeiten.
DienstleistungenProjektieren, Instandhalten, Managen und Optimieren – das komplette MAPAL CTS® Dienst -leistungspaket begleitet Sie von der Prozessauslegung bis zur permanenten Prozessoptimierungund sichert Ihnen den optimalen und kostensparenden Werkzeugeinsatz bei bestmöglichenResultaten.
V2.0.0
Umschlag 07_2009_Umschlag.qxd 26.02.13 16:38 Seite 1

Kompetenz in Reiben und Feinbohren
Um als zuverlässiger Partner in der heutigen Indus trie welt dauerhaft bestehen zu können, kommt es ganz wesentlich darauf an, mit innova -tiven Produkten und Dienst leistungen, mit großer Sach- und Fachkenntnis wichtige Kompetenz felder konsequent auszubauen und zu besetzen. Nur dann kann der Kunde und Geschäftspartner auf Dauer sicher sein, für seine immer komplizierter werdenden Aufgaben in modernen Pro duktions prozessen – auch weltweit – an der richtigen Adresse zu sein.
MAPAL hat eine ganze Reihe solcher Kompetenz felder auf-gebaut – im Dialog mit und zum Nutzen für den Kunden. Ein zentrales und wichtiges Mitglied unserer „Kompetenz-Teams“ stellen wir Ihnen zum Thema Reiben und Feinbohren mit dieser Drucksache vor.
Dr. Dieter Kress
Die Standorte der MAPAL Gruppe
Qualität, enger Kundenkontakt, frühzeitige Hinweise auf Entwicklungen und Anforderungen des Marktes sind Kernziele vonMAPAL. Mehr als 3.400 Mitarbeiter in der MAPAL Gruppe erarbeiten jeden Tag neue und passende Lösungen für dieBearbeitungsaufgaben unserer Kunden.
Durch die ständige Aus- und Weiterbildung der Mitarbeiter und den permanenten Erfahrungsaustausch sichert MAPAL weltweitdie hohen Technologiestandards und garantiert die sprichwörtliche MAPAL Qualität.
Deutschland
MAPAL Dr. Kress KG in AalenMAPAL WWS GmbH in PforzheimMAPAL ISOTOOL GmbH in SinsheimMILLER GmbH in AltenstadtRudolf Strom GmbH in Vaihingen/EnzAugust Beck GmbH & Co. KG in WinterlingenWTE Präzisionstechnik GmbH in Kempten
Australien Valcor Australia Sales Pty. Ltd.in Ballarat, Victoria
Brasilien MAPAL do Brasil – Ferramentas de preçis ão Ltda. in Belo Horizonte
China MAPAL China Production und Trading Ltd. in Shanghai
Frankreich MAPAL France S.A.S. inLe Chambon Feugerolles MAPAL France – Bureau Villepinte in Paris
Großbritannien MAPAL Ltd. in Rugby
Indien MAPAL INDIA Private Ltd. in Bangalore
Italien MAPAL Italia S.R.L. in Gessate/MI
Japan MAPAL KK in Tokyo
Korea MAPAL HTT Co. Ltd. in Kyunggi-Do
Malaysia MAPAL Malaysia Sdn. Bhd. in Selangor Darul Ehsan
Mexiko MAPAL FRHENOSA S.A. de C.V.in Monterrey
Polen MAPAL Narzedzia Precyzyjne Spólka z o.o. in Posen
Singapur MAPAL Sales Office South East Asia
Südafrika MAPAL SPECTRA Carbide ToolingTechnology in Port Elizabeth
Taiwan MAPAL Precision Tool System Co.Ltd.
in Tainan
Thailand MAPAL THAILAND Co. Ltd. in Bangkok
Tschechien MAPAL CZ s.r.o. in Dlouhá Lhota
USA MAPAL Inc. in Port Huron MI
MAPAL – immer nahe am Kunden, überall.
Umschlag 07_2009_Umschlag.qxd 26.02.13 16:38 Seite 2
Kompetenz in Reiben und Feinbohren
Um als zuverlässiger Partner in der heutigen Indus trie welt dauerhaft bestehen zu können, kommt es ganz wesentlich darauf an, mit innova -tiven Produkten und Dienst leistungen, mit großer Sach- und Fachkenntnis wichtige Kompetenz felder konsequent auszubauen und zu besetzen. Nur dann kann der Kunde und Geschäftspartner auf Dauer sicher sein, für seine immer komplizierter werdenden Aufgaben in modernen Pro duktions prozessen – auch weltweit – an der richtigen Adresse zu sein.
MAPAL hat eine ganze Reihe solcher Kompetenz felder auf-gebaut – im Dialog mit und zum Nutzen für den Kunden. Ein zentrales und wichtiges Mitglied unserer „Kompetenz-Teams“ stellen wir Ihnen zum Thema Reiben und Feinbohren mit dieser Drucksache vor.
Dr. Dieter Kress
Die Standorte der MAPAL Gruppe
Qualität, enger Kundenkontakt, frühzeitige Hinweise auf Entwicklungen und Anforderungen des Marktes sind Kernziele vonMAPAL. Mehr als 3.400 Mitarbeiter in der MAPAL Gruppe erarbeiten jeden Tag neue und passende Lösungen für dieBearbeitungsaufgaben unserer Kunden.
Durch die ständige Aus- und Weiterbildung der Mitarbeiter und den permanenten Erfahrungsaustausch sichert MAPAL weltweitdie hohen Technologiestandards und garantiert die sprichwörtliche MAPAL Qualität.
Deutschland
MAPAL Dr. Kress KG in AalenMAPAL WWS GmbH in PforzheimMAPAL ISOTOOL GmbH in SinsheimMILLER GmbH in AltenstadtRudolf Strom GmbH in Vaihingen/EnzAugust Beck GmbH & Co. KG in WinterlingenWTE Präzisionstechnik GmbH in Kempten
Australien Valcor Australia Sales Pty. Ltd.in Ballarat, Victoria
Brasilien MAPAL do Brasil – Ferramentas de preçis ão Ltda. in Belo Horizonte
China MAPAL China Production und Trading Ltd. in Shanghai
Frankreich MAPAL France S.A.S. inLe Chambon Feugerolles MAPAL France – Bureau Villepinte in Paris
Großbritannien MAPAL Ltd. in Rugby
Indien MAPAL INDIA Private Ltd. in Bangalore
Italien MAPAL Italia S.R.L. in Gessate/MI
Japan MAPAL KK in Tokyo
Korea MAPAL HTT Co. Ltd. in Kyunggi-Do
Malaysia MAPAL Malaysia Sdn. Bhd. in Selangor Darul Ehsan
Mexiko MAPAL FRHENOSA S.A. de C.V.in Monterrey
Polen MAPAL Narzedzia Precyzyjne Spólka z o.o. in Posen
Singapur MAPAL Sales Office South East Asia
Südafrika MAPAL SPECTRA Carbide ToolingTechnology in Port Elizabeth
Taiwan MAPAL Precision Tool System Co.Ltd.
in Tainan
Thailand MAPAL THAILAND Co. Ltd. in Bangkok
Tschechien MAPAL CZ s.r.o. in Dlouhá Lhota
USA MAPAL Inc. in Port Huron MI
MAPAL – immer nahe am Kunden, überall.
Umschlag 07_2009_Umschlag.qxd 26.02.13 16:38 Seite 2

3
Index
Einfüh
rung
Werkzeu
g-lösung
enMAP
ALEinsch
neider
MAP
AL
Zweischn
eide
rMAP
AL
Wen
deplatten
Kompe
tenz
in der Praxis
Kompetenz, Zuverlässigkeit und Qualität:Mit MAPAL zur besten Bohrung 4
Erfolgreiche Werkzeuglösungen:Feinindex 5Optimale Werkzeugkonzepte für jeden Werkstoff 10Programmübersicht 16
Das MAPAL Prinzip:Bewährtes Original in Vielfalt und Standard 22
Die MAPAL Zweischneider:Mehr Leistung durch zwei Schneiden 50
Die MAPAL Präzisionswendeplatten:Anschnitte, Schneidstoffe, Einsatzgebiete 70
Beispiele aus der Praxis – für die Praxis 76
s001_021 07_2009_s001_021.qxd 27.02.13 12:09 Seite 3

4
Technologie
Weltweit
Das beste Produkt, das opti-malste Werkzeug und derfachgerechte, schnelle Servicenutzen nichts, wenn sie nichtdort angeboten werden undständig präsent sind, wo derKunde sie wirklich und täglichbraucht. Deshalb hat MAPALseit vielen Jahren nach derDevise gehandelt, „Wo derKunde ist, da ist auch MAPAL“. Im Sinne dieser Firmenpolitiksind weltweit mehr als 20 pro-duzierende MAPAL Tochterge-sellschaften und Service-Stationen etabliert wordenund stehen an allen wichtigenIndustriestandorten der Weltden Kunden voll funktionsfähigim täglichen Geschäft mitallen MAPAL Produkten undneuen Dienstleistungen zur Verfügung.
Engineering
Von der Prozessprojektierung biszur –optimierung stehen ver-schiedene Service- Bausteineunter dem Begriff CTS® –Complete Tooling Services – zurVerfü-gung. Die kompetentetechnische Beratung von derersten Anfrage bis zum laufend-en Fertigungsprozess ist fürMAPAL ein Selbst verständnis.Erfahrene, spezialisierte ToolExperten arbeiten den opti-malen Prozess für Ihr Werkstückaus. Nach der Auslieferung derWerkzeuge bietet MAPALjegliche Unterstützung beimEin fahren ebenso wie beimHandling der Werkzeuge.
Produkte
Die innovativen Werkzeug-konzepte der MAPALProduktlinien umfassen dengesamten Bereich der Präzisi-onsbe arbeitung. Feinbearbei-tungswerkzeuge wie Reib-ahlen, Feinbohrwerkzeuge,Auf bohrwerkzeuge, Sonder-werkzeuge mit ISO-Elemen-ten, Aussteuerwerkzeuge, ferner PKD Aufbohr- undZirkularfräs werkzeuge,Messerköpfe und Fräswerk -zeuge mit Tangentialschneidensowie das gesamte Programmder hochpräzisen HSK Spann -technik – MAPAL bietet vomStandard werkzeug bis zur spe-zifischen Sonderlösung dasexakt passende Produkt aufIhre Bearbeitungsaufgabe.
Technologie
MAPAL greift neue und aktuel-le Ferti gungs konzepte aktivauf, entwickelt diese zielstre-big weiter, erprobt sie in einerumfangreichen Prüfphase undsetzt sie in kundenorientierteLösungen um. Ausgehend vomBearbeitungsfall wird dann inengem Dialog mit dem Kunden das für ihn am besten geeig-nete Konzept erarbeitet undkontinuierlich weiterent-wickelt.
Engineering ProdukteWeltweit
s001_021 07_2009_s001_021.qxd 27.02.13 12:09 Seite 4

5
11
I n d e x
Bohrung
Für Durchgangsbohrungen
Für Grundbohrungen
MAPAL Einschneiden-Reibahlen 18 - 49MAPAL WP-Einschneiden-Reibahlen 20 - 33MN 2000 Morsekonusschaft (MK) 20 - 21MN 2001 Zylinderschaft mit Spannfläche 21 - 23MN 2002/MN 2003 Zylinderschaft mit Spannfläche 24 - 27MN 2004/MN 2034 Zylinderschaft mit Spannfläche 28 - 29MN 2023/MN 2024 Zylinderschaft mit NC-Spannfläche 30 - 31MN 2043/MN 2044 Zylinderschaft glatt 31 - 33
MAPAL HX-Einschneiden-Reibahlen 34 - 41MN 6023/MN 6024 Zylinderschaft mit NC-Spannfläche 34 - 35MN 6043/MN 6044 Zylinderschaft glatt 36 - 37MN 6123/MN 6124 Zylinderschaft mit NC-Spannfläche 38 - 39MN 6143/MN 6144 Zylinderschaft glatt 40 - 41Arbeitswerte MAPAL Einschneiden-Reibahlen 41 - 45Einstellhinweise MAPAL Einschneiden-Reibahlen 46 - 48MAPAL Einstellgeräte 49
MAPAL Zweischneiden-Reibahlen 50 - 69MAPAL WP-Zweischneiden-Reibahlen 52 - 56MN 2200 Morsekonusschaft (MK) 52MN 2223 Zylinderschaft mit NC-Spannfläche 53MN 2243 Zylinderschaft glatt 54MN 2225 HSK-A 55MN 2227 HSK-C 56
MAPAL HX-Zweischneiden-Reibahlen 57 - 61MN 6200 Morsekonusschaft (MK) 57MN 6223 Zylinderschaft mit NC-Spannfläche 58MN 6243 Zylinderschaft glatt 59MN 6225 HSK-A 60MN 6227 HSK-C 61Arbeitswerte MAPAL Zweischneiden-Reibahlen 62 - 65Einstellhinweise MAPAL Zweischneiden-Reibahlen 66 - 67Zubehör für Spannfutter HSK-A 63 68Schraubendreher für MAPAL Ein- und Zweischneiden-Reibahlen 68Bestellbeispiel MAPAL Ein- und Zweischneiden-Reibahlen 69
MAPAL Schneiden 70 - 75WP-Wendeplatten 72 - 73HX-Wendeplatten 74 - 75
Kompetenz in der Praxis 76 - 78
SystemeMAPALEinschneiden-Reibahlen
MAPALZweischneiden-Reibahlen
SchneidenWP-Wendeplatte
HX-Wendeplatte
KühlmittelInnere Kühlmittel zufuhr für Durchgangsbohrung
Innere Kühlmittelzufuhr für Grundbohrung
Äußere Kühlmittelzufuhr
AufnahmenMorsekonusschaft (MK)
Zylinderschaft mitSpannfläche
Zylinderschaft mit NC-Spannfläche
Zylinderschaft glatt
HSK-A
HSK-C
Modul
Mit diesen Symbolen schnell zum richtigen Werkzeug:
Einfüh
rung
s001_021 07_2009_s001_021.qxd 01.03.13 07:13 Seite 5

11
6
MAPAL Kompetenz – komplett durch Vielfalt der Produkte und Technologien
Reiben und Feinbohren sindheute die gebräuchlichstenVerfahren zum Feinbearbeitenvon Bohrungen. Dabei werdendie präzisesten Bear beitungs -ergebnisse mit hoher Wirt -schaftlichkeit über die gesamteMaterialpalette mit leistenge-führten Reib- und Feinbohr -werk zeugen und mit festenMehrschneiden-Reibahlenerreicht.
MAPAL Werkzeuge mit Wende -platten und Führungsleisten – ständig weiterentwickelt und oftTrend setter – sind heute in viel-fältigen Aus füh rungen in derWelt im Einsatz. Je nach Be ar -beitungs auf gabe erzielen dieseWerk zeuge Bohrungs geo metrienund Ober flächen, die es häufigmöglich machen, früher not-wendige Nach bearbeitungs ver -fahren wie Schleifen oder Honen einzusparen.
MAPAL WP-Einschneider
Die MAPAL Einschneiden-Reibahlen sind im bewährtenMAPAL Prinzip aufgebaut. DasZerspanen des Werk stoffes unddas Führen der Reibahle in derBohrung übernehmen Wende -platten mit Präzisions schliff undFührungsleisten an den geome-trisch günstigsten Positionen.Spezielle Anschnitte und exakteJustierbarkeit im Durchmesserund der Verjüngung, zeichnendas WP-System aus. Das perfektabgestimmte Justier- undSpannsystem der Wendeplattegarantiert den optimalen, spiel-freien Sitz der Platten und dar-aus resultierend, die hohenStandzeiten.
Zweischn
eiden-
Reibah
leEinschne
iden
-Reibahle
s001_021 07_2009_s001_021.qxd 27.02.13 12:09 Seite 6

7
Einfüh
rung
MAPAL HX-Einschneider
Aufgebaut im selben Prinzipwie der WP-Einschneider bie-ten die HX-Wendeplatten mitihren sechs Schneidkantengroße Vorteile bei der Guss-und Stahlbearbeitung. Die HXSchneidengeometrie ist speziellfür optimalen Spänefluss undkurze Späne ausgelegt. In denStandardbaureihen als NC-Reib ahlen und bei den Sonder -werk zeugen kommen besondersdie wirtschaftlichen Vorteileder HX-Wendeplatten zumTragen.
Eine bedeutende Weiter ent -wick lung des Einschneiden -prinzips ist die Ergänzung desSystems durch eine weitereSchneide zum MAPAL Zwei -schneider. Die spezielle An ord -nung der beiden Schneiden
organisiert eine Mikro - zerspa nung mit der ausge-zeichnete Oberflächen und hervorragende Stand zeiten erreicht werden.
MAPAL WP-Zweischneider
Die besonderen Leistungs -merkmale der WP-Zwei -schneider resultieren aus derPosition der beiden Wende -platten zueinander. Aus demradialen und axialen Versatzergibt sich, dass die nacheilen-de Schneide nur eine sehrgeringe Spandicke bearbeitet.Dadurch entstehen be achtlicheLeistungssteigerungen, dienicht nur verdoppelt werden,sondern bis zum Fünffachenreichen.
MAPAL HX-Zweischneider
Die Kombination des HX-Systems mit den besonderenEigenschaften der Mikro -zerspanung eröffnet völlig neueMöglichkeiten der Be arbeitung.Durch den Einsatz der Super -schneidstoffe PKB und PKD beider Hartbearbeitung und beider Gusszerspanung werdenOber flächengüten und Wirt -schaftlich keiten erreicht, dienoch vor kurzem undenkbarerschienen. Selbst Hon- undSchleifqualitäten werden mitdiesem wirtschaftlich meistüberlegenen Verfahren erreichtund machen diese Bearbei -tungs schritte überflüssig.
s001_021 07_2009_s001_021.qxd 27.02.13 12:09 Seite 7

8
MAPAL Kompetenz – komplett durch Vielfalt der Produkte und Technologien
MAPAL Sonderwerkzeuge
MAPAL Werkzeuge werden über-wiegend in der Produktiongroßer Serien eingesetzt. Oftbringt dann der Einsatz einesspeziell angepassten Sonder -werkzeuges die wirtschaftlichsteLösung.
Durch das komplette Programm an Schneidsystemen kann dasWerkzeug so ausgelegt werden,dass die optimalste Lösung ge -funden wird und beste Ergeb -nisse erreicht werden. AuchKombinationen von Systemenmit modernen Schneidstoffenkönnen gute Lösungen für kom-plexe Aufgabenstellungen sein.
MAPAL Schneiden undSchneidstoffe
Neben der richtigen Wahl undAuslegung des Werkzeugaufbausist auch die Entscheidung fürden richtigen Schneidstoff fürdie Qualität und die Wirt -schaftlichkeit einer spanendenBearbeitung von großerBedeutung. MAPAL bietet hiereine breite Auswahl an Schneid -stoffen. Speziell entwickeltespanformende und spanbrechen-de Strukturen schaffen den opti-malen Spanfluss. In verschiede-nen Hartmetallen und Cermetsin unbeschichteter oder be -schichteter Ausführung, sowieeiner Vielzahl an Sorten vonPKB und PKD, werden optimaleGeometrien zur Spankontrolleabgebildet.
s001_021 07_2009_s001_021.qxd 27.02.13 12:09 Seite 8

9
MAPAL Spannsysteme
Die konsequente Anwendungder modernen Spannsystemevon MAPAL für hochpräziseund perfekte Schnitt- undTrennstellen bringen diegeforderten Rund lauf- undWechselgenauigkeiten in dermodernen Fertigung. Ob HSKoder HFS®, beide Systemegarantieren durch die kon-struktiven Merkmale desKegels und der Planfläche dieerforderliche Prä zision undSteifigkeit. Einfach, präziseund schnell sowie flexibel,sicher und wirtschaftlich, dassind die Forderungen an Sys -teme in der modernen Ferti -gungs technik. In Verbindungmit den bewährten MAPALReib- und Feinbohrwerk -zeugen werden diese Forde -rungen in hohem Maßeerfüllt und garantieren demAnwender höchste Produk -tivität und messbare wirt-schaftliche Vorteile.
MAPAL HSK-Spanntechnik
Mit der ständig wachsendenVerbreitung des Hohlschaft -kegels in allen Bereichen dermodernen Fertigungstechnikhat MAPAL ein komplettesSpannzeugsystem entwickelt.Die Palette der Ein satzgebieteder MAPAL HSK-Spannzeugereichen von Sonder maschinenund Transfereinheiten überBearbeitungszentren bis hinzu modernen Drehzentren. Obfür die Großserienproduktionoder für den Einsatz in klei-nen und mittleren Betrieben.Neben den HSK-Spannzeugenbietet MAPAL ein breitesSpektrum an Ver län gerungenund Reduzierungen sowieAdaptern und Flansch auf -nahmen.
Damit kann die Kombi nationaus den präzisen und leis -tungsstarken MAPAL HSK-Spannzeugen mit den Präzi -sions-Reib- und Feinbohr -werkzeugen von MAPALjedem Maschinen typen ange -passt werden. Detai llierteInformationen zur MAPALHSK-Spanntechnik erhaltensie in unserem separat erhält-lichen Spezial-Katalog.
Einfüh
rung
s001_021 07_2009_s001_021.qxd 27.02.13 12:09 Seite 9

10
MAPAL Kompetenz – Aluminiumbearbeitung
Im Automobilbau hat Alumin i umals Werk stoff für viele Bauteileauf Grund seines geringen Ge -wichtes seine besondere Bedeu -tung. Die meist im Druckguss -verfahren urgeformten Teile ver-langen oft komplexe Bohrungenmit mehreren Stufen, Fasen undPlanflächen. Die Produktion findet überwiegend auf Bearbei -tungszentren statt.
Ziel ist es deshalb, alle Bearbei -tun gen, die sich konzentrisch zurSpindel achse befinden, miteinem Werkzeug durchzuführen.Das führt gerade bei der Alu mi -nium bearbeitung verstärkt zumEinsatz von Sonder werkzeugen.Das MAPAL System mit Wende -platten bietet für diese Anforde -r ungen besondere Vorteile. Durchdie individuelle Gestaltung und
Anordnung der Führungs leistenkönnen bei unterbrochenen Boh -r ungen höchste, produzier bareGenauigkeiten erzielt werden.
Führungsleisten aus PKD mitsorgfältig angepassten Kühl-mittelkanälen ermöglichen denEinsatz der MAPAL Werk zeuge auf modernen Hoch-geschwindig keits -
s001_021 07_2009_s001_021.qxd 27.02.13 12:09 Seite 10

11
maschinen und ebenfalls sehrerfolgreich bei der Minimal -mengen schmierung.
Die hohen Anforderungen anOberflächen güten und Stand -zeiten werden durch PKD-Schneiden erreicht. Durch dieNutzung entsprechender Tech -nologien ist es auch bei diesemsuperharten Schneidstoff mög-lich, Geo metrien zur Span -formgebung an der Schneid -kante einzubringen.
Besonders wirtschaftlich ist dieKombination von festen PKD-bestückten Feinbohrwerkzeugenzur Vorbearbeitung auch viel-fach gestufter Bohrungen undMAPAL WP-Feinbearbeitungs -werkzeugen zur Finish-Bearbei -tung. MAPAL bietet ein breitesProgramm von PKD-Werk -zeugen zum Präzisions-Auf -bohren, Zir kularfräsen undFräsen in vielfältigen Sonder -aus füh ru n gen.
Die Erfolge von Technologienwie HSC und MMS hängen mitdiesen innovativen Werk zeug -ent wick lungen unabdingbarzusammen.
Der Anteil der Kosten für Kühl -mittel bei Pro duk tions-Prozes-sen ist ca. drei bis vier mal sohoch wie die anteiligen Werk -zeug kosten. Das führt zu demWunsch, immer mehr Werk -stücke mit Minimal mengen -schmie rung zu bearbeiten.
Werkzeu
glösun
gen
s001_021 07_2009_s001_021.qxd 27.02.13 12:10 Seite 11

12
MAPAL Kompetenz – Gussbearbeitung
Während bei der Alumi nium be ar -beitung Schnittgeschwindigkeitenvon mehreren 1.000 m/min mög-lich sind, wird die „Höchst ge -schwin digkeit“ bei Guss material-bedingt begrenzt. Um auch beidiesem Material einen wirtschaft-lichen Produktionsprozess zu er -reichen, werden neben den Ein -schnei den-Reibahlen auch Werk -zeuge mit mehreren Schneideneingesetzt. Dazu bieten sich ins-besondere die MAPAL Zweischnei -der und die HPR Hoch leistungs -reibahlen an. Realisiert werden
damit Vorschübe im Bereich von0,5 bis 2 mm/U. Durch das starkabrasive Verhalten der Gusswerk -stoffe sind bei diesem Einsatz diebesonders verschleißfesten PKD-Füh rungs leisten eine optimaleLösung. Extrem resistente, vonMAPAL entwickelte CVD-Be -schich tungen, bieten einen gutenVerschleißschutz für die Schnei -den.
Spezielle Anforderungen an Geo -metrie und Finish stellen Boh -rungen, in denen sich Kolben oder
Zylinder bewegen müssen. Dasständige Streben, Ober flächen - güten unter Ra 0,5 µm im Grau -guss zu erreichen, führte zu einerweiteren MAPAL Innovation. DieseNeuerung ist durch die Kom bina -tion des Prinzips der Mikro zer -spanung mit PKD als Schneidstoffmöglich geworden. Dabei werdenOber flächen von Ra 0,3 µm pro-zesssicher er reicht. Die entschei-dende Rolle bei dieser Technologiespielt die Tempera tur an derSchneid kante. Durch konstruktiveMaß nahmen bei der Kühlmittel -
s001_021 07_2009_s001_021.qxd 27.02.13 12:10 Seite 12

13
führung und der Schneidengeo -metrie gelang es, die für denPKD kritische Tem pe ratur von700° nicht zu überschreiten.
Wichtig für die wirtschaftlicheFeinbearbeitung bei der Gusszer -spanung ist gerade die Grobbe -ar bei tung. Basierend auf demEin satz von ISO-Wende plattenhat MAPAL eine Reihe vonStandard- und Speziallö sungenvon Vorbe arbeitungs werk zeugenentwickelt. Interessant ist dabeidie hohe Präzision der Zuord -
nung der Schneiden. Das ermög-licht in vielen Fällen bereits dieFertig bear beitung von Fasen,Plan flächen und Übergängen.Damit wird die Fertigbearbeitungwesent lich vereinfacht.
Neuerdings lassen sich auchneue Guss werkstoffe wie GGVmit MAPAL Werk zeugen wirt-schaftlich bearbeiten. Eine dergrößten Herausforde rungenstellt die Bearbeitung derZylinder bohr ungen im Kurbel -ge häuse dar.
Neben den Werkzeug konzeptenmit Mess steuerung und Schnei-den kompen sation, bietet sich fürdiese Aufgabe wieder das Prinzipder Mikro zerspanung an. Durchden großen Durch messer dieserBohrungen kommen mehrSchnei den zum Einsatz.Insgesamt sechs Schneiden, vierzur Vor- und zwei zur Mikro zer -spanung, erledigen erfolgreichdiese Arbeit. Dabei sind Stand -zeiten von 1.300 Bohrungen fürdiese Bearbeitungs auf gabe beiGGV durchaus Spitzenklasse.
Werkzeu
glösun
gen
s001_021 07_2009_s001_021.qxd 27.02.13 12:10 Seite 13

14
MAPAL Kompetenz – Stahlbearbeitung
Ähnlich wie bei der Guss be arbei -tung gibt es beim Stahl eine Be grenzung der maximal mög -lichen Schnitt geschwin dig keit.MAPAL bietet für jeden Stahl dasgeeignete Konzept. Vom Bau -stahl bis zum hochlegiertenEdelstahl stehen Lösungen zurVerfügung. Sowohl aus dem Be -reich der leistengeführten Ein-und Zwei schneider, als auch beiden mehrschneidigen Reib ahlen.
Geschmiedete Stähle, wie zumBei spiel beim Pleuel oder Rad -trä ger, werden äußerst erfolg-reich mit MAPAL HX-Zwei -schnei dern bearbeitet.
Auch Kegelreibahlen und Form -reibahlen zur Bearbeitung vonKugelkalotten finden in Stahl -teilen häufige Anwen dungen.Durch die exakt justierbarenWendeplatten und Führungs -
leisten können die für diese An wendungen wichtigen Trag -an teile von über 90 % in derSerien fertigung erreicht werden.
Um die besonderen Vorteile desMAPAL Prinzips auch für dieBearbeitung von Wellen nutzenzu können, entwickelte MAPALdie Außen bear bei tungs werk -zeuge. Wendeplatten und Führ -ungs leis ten garantieren auch bei
s001_021 07_2009_s001_021.qxd 27.02.13 12:10 Seite 14

15
diesem innovativen Werk zeug kon -zept, dass Schleifqualitäten er -reicht werden. Obwohl sehr vieleAnwen dungen im Stahl bereich liegen, werden diese speziellenWerk zeuge selbstverständlich auch bei anderen Ma-te rialien ein ge setzt.
MAPAL Innovationen sind in erster Linie für die Be -arbei tung gehärteter Stähle von großem Vorteil. Bei leistengeführten Werk -zeugen überzeugt der Zwei -schneider mit HX-Wende -platten aus PKB.
Drei bis vierfache Stand zeiten imVer gleich zum herkömmlichenAus drehen werden zum Bei spielbei der Bearbeitung der Bohrungenin Zahn rädern erzielt. Feste, ge -lötete mit PKB bestückte HPR
Werkzeuge haben ihren großen Effekt bei der Hart bearbei tung über- wiegend bei der Bear -beitung kleiner Bohr- ungen.
Auch bei der Stahl bear -beitung bietet MAPAL die passenden Vorbear bei -
tungswerkzeuge mit ISO Elemen -ten an. Um optimale Arbeitswertezu erreichen, werden möglichstmehrschneidige Werkzeuge einge-setzt. Verschiedene Einbau- undJustiermöglichkeiten für die ISOWendeschneidplatten garantiereneinen exakten Rundlauf derSchnei den und damit maximaleStandzeiten.
Werkzeu
glösun
gen
s001_021 07_2009_s001_021.qxd 27.02.13 12:10 Seite 15

11 11
16
MAPAL Kompetenz – Reiben und FeinbohrenEinmalig. Für alle Aufgaben die passende Technologie.
Werkzeu
glösun
gen MAPAL WP-Einschneiden-Reibahlen MAPAL HX-Einschneiden-Reibahlen
MN 2000Seite 20-21
MN 2001Seite 22-23
MN 2002Seite 24-25
MN 2003Seite 26-27
MN 2004Seite 28
MN 2034Seite 29
MN 2023Seite 30
MN 2024Seite 31
MN 2043Seite 32
MN 2044Seite 33
MN 6023Seite 34
MN 6024Seite 35
MN 6043Seite 36
MN 6044Seite 37
MN 6123Seite 38
• Morsekonusschaft• Äußere Kühlmittelzufuhr
• Zylinderschaft mit Spannfläche
• Äußere Kühlmittelzufuhr
• Zylinderschaft mit Spannfläche
• Äußere Kühlmittelzufuhr
• Zylinderschaft mit Spannfläche
• Innere Kühlmittelzufuhr
• Zylinderschaft mit Spannfläche
• Innere Kühlmittelzufuhr
• Zylinderschaft mit Spannfläche
• Innere Kühlmittelzufuhr
• Zylinderschaft mit NC-Spannfläche
• Innere Kühlmittelzufuhr
• Zylinderschaft mit NC-Spannfläche
• Innere Kühlmittelzufuhr
• Zylinderschaft glatt • Innere Kühlmittelzufuhr
• Zylinderschaft glatt • Innere Kühlmittelzufuhr
• Zylinderschaft mit NC-Spann fläche
• Innere Kühlmittelzufuhr
• Zylinderschaft mit NC-Spannfläche
• Innere Kühlmittelzufuhr
• Zylinderschaft glatt • Innere Kühlmittelzufuhr
• Zylinderschaft glatt • Innere Kühlmittelzufuhr
• Zylinderschaft mit NC-Spannfläche
• Innere Kühlmittelzufuhr
s001_021 07_2009_s001_021.qxd 27.02.13 12:10 Seite 16

11
17
MN 6144Seite 41
MN 2243Seite 54
MN 2225Seite 55
MN 2227Seite 56
MN 6243Seite 59
MN 6225Seite 60
MN 6227Seite 61
• Zylinderschaft glatt • Innere Kühlmittelzufuhr
• Zylinderschaft glatt • Innere Kühlmittelzufuhr
• HSK-A • Innere Kühlmittelzufuhr
• HSK-C • Innere Kühlmittelzufuhr
• Zylinderschaft glatt • Innere Kühlmittelzufuhr
• HSK-A • Innere Kühlmittelzufuhr
• HSK-C • Innere Kühlmittelzufuhr
MN 6124Seite 39
MN 6143Seite 40
MN 2200Seite 52
MN 2223Seite 53
MN 6200Seite 57
MN 6223Seite 58
• Zylinderschaft mit NC-Spannfläche
• Innere Kühlmittelzufuhr
• Zylinderschaft glatt • Innere Kühlmittelzufuhr
• Morsekonusschaft• Äußere Kühlmittelzufuhr
• Zylinderschaft mit NC-Spannfläche
• Innere Kühlmittelzufuhr
• Morsekonusschaft• Äußere Kühlmittelzufuhr
• Zylinderschaft mit NC-Spannfläche
• Innere Kühlmittelzufuhr
MAPAL HX-Einschneiden-Reibahlen MAPAL WP-Zweischneiden-Reibahlen MAPAL HX-Zweischneiden-Reibahlen
Wer
kzeu
glös
unge
n
s001_021 07_2009_s001_021.qxd 01.03.13 07:14 Seite 17

s022_053_07_2009_neu_s022_053.qxd 27.02.13 11:22 Seite 22

19
11
Die ständige Weiterentwicklung des unverwechsel barenMAPAL Prinzips ist die Grundlage für den großen Erfolg der MAPAL Werkzeuge. Neben der Schneide, mit demPräzisions schliff für eine minimale Rauhtiefe, tragen be -sonders die Führungsleisten zum Erreichen eines exaktenBearbeitungs ergebnisses bei. Durch Nutzung des fein -fühligen Justier systems werden die gewünschten Durch -messer µm-genau ab dem ersten Teil produziert.
Kennzeichen der MAPAL WP-Einschnei der ist die Wende -platte mit zwei Schneid kanten. Die zum Reiben erforder -lichen Anschnitte haben einen Doppel an schnitt mit einemflachen Schlichtanteil. Durch die justierbare Verjüngung der Schneide kann der Ein fluss der Nebenschneide der je -weil igen Bear beitungs aufgabe angepasst werden. Der Ein -satz der in dieser Drucksache dargestellten Baureihen er -folgt maschinenabhängig im Pendelhalter oder direkt ineiner starren Auf nahme. Die Stan dard werkzeuge sind grund -sätzlich mit Führungs leisten aus Hartmetall bestückt.
Bei der Stahl- und Gussbearbeitung sind vorrangig dieMAPAL HX-Werkzeuge im Einsatz. Die sechs Schneid kantender HX-Wendeplatten garantieren eine hervorragende Wirt -schaft lichkeit. Die Anordnung von Schneide und Führ ungs -leisten entspricht der Ausführung mit Wende platten. Ver -schiedene Spann- und Justier systeme bieten vielfältigeEinsatz möglich keiten. Beim einen System wird die HX-Wendeplatte über eine schwenkbare Spannpratze gehaltenund ist über eine Justier schraube auf den exakten Durch -messer einstellbar; beim anderen wird die HX-Wendeplattein einer Kassette gelagert. Zwei Justier elemente erlauben,dass auch die Ver jüngung einstellbar ist. Die Führungsleistender HX-Standard reibahlen sind aus Cermet.
MAPAL Einschneiden-Reibahlen
MAP
AL Einschn
eider
s022_053_07_2009_neu_s022_053.qxd 27.02.13 11:22 Seite 23

20
11
5,00-5,29 126** 62 60,5 15 1 64 (SP) 81 10036776 30026285 10036736 30026239(M1,6x3,9) (GR-1YN) (M2x1,8) (GR-06)
5,30-5,49 126** 62 60,5 15 1 64 (SP) 81 10036778 30026285 10036737 30026239(M1,6x4,4) (GR-1YN) (M2x2) (GR-06)
5,50-6,19 126** 62 60,5 15 1 64 (SP) 81 10036780 30026286 10036737 30026260(M2x4) (GR-1X) (M2x2) (GR-07)
6,20-6,90 126** 62 60,5 15 1 64 (SP) 81 10036781 30026286 10036738 30026260(M2x5) (GR-1X) (M2x2,5) (GR-07)
6,91-7,49 136** 62 70,5 15 1 74 90 10036783 30026287 10036730 30026261(M2,5x4,8) (GR-1W) (M2,5x2,2) (GR-08)
7,50-7,79 136** 62 70,5 15 1 74 90 10036784 30026287 10036731 30026262(M2,5x5,2) (GR-1W) (M2,5x2,5) (GR-09)
7,80-7,99 155 62 89,5 30 1 93 90 10036711 30026288 10036743 30026238(M3LH/RHx5) (GR-0F) (M3x2,5) (GR-0)
8,00-8,79 155 62 89,5 30 1 93 90 10036711 30026288 10036743 30026238(M3LH/RHx5) (GR-0F) (M3x2,5) (GR-0)
8,80-9,29 160 62 94,5 30 1 98 90 10036722 30026289 10036744 30026238(M3LH/RHx6) (GR-0N) (M3x3) (GR-0)
9,30-9,79 170 62 104,5 30 1 108 91 10036722 30026292 10036744 30026238(M3LH/RHx6) (GR-1N) (M3x3) (GR-0)
9,80-11,29 170 62 104,5 30 1 108 91 10036722 30026292 10036744 30026263(M3LH/RHx6) (GR-1N) (M3x3) (GR-1)
11,30-11,79 170 62 104,5 30 1 108 92 10036724 30026294 10036751 30026266(M4x0,5LH/RHx6,5) (GR-2F) (M4x3) (GR-2)
11,80-12,29 170 62 104,5 30 1 108 92 10036724 30026294 10036751 30026266(M4x0,5LH/RHx6,5) (GR-2F) (M4x3) (GR-2)
12,30-13,29 180 62 114,5 30 1 118 92 10036724 30026294 10036752 30026266(M4x0,5LH/RHx6,5) (GR-2F) (M4x4) (GR-2)
13,30-14,29 180 62 114,5 30 1 118 92 10036725 30026296 10036753 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x5) (GR-2)
14,30-15,29 180 62 114,5 30 1 118 92 10036725 30026296 10036753 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x5) (GR-2)
15,30-16,29 200 75 120 30 2 125 92 10036725 30026296 10036753 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x5) (GR-2)
16,30-18,29 210 75 130 30 2 135 92 10036725 30026296 10036753 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x5) (GR-2)
L2L1
L3
L4
d 1
A
Maßangaben in mm.
SP = Schneidplatte, nicht wendbar.Die passenden Pendelhalter finden Sie in unserem speziellen Katalog »MAPAL Kompetenz – Spannen«.Einstellhinweise und Einbau der Zubehörteile siehe Seite 46.Bestellbeispiel siehe Seite 69.*Werte geben nicht den Verstellbereich an, sondern die Baugrößen zu verschiedenen Durchmessern (verstellbar nur innerhalb eines Toleranzfeldes).**Mit 2,5 mm langem Zentrierzapfen bei d1 kleiner 7,8 mm.
Gewindespindel M
N 618
Torx-Schraube
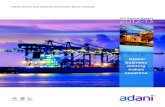
MAPAL WP-Einschneiden-ReibahleMN 2000
Torx-Schraube/ Gewindestift JustierkeilBau- Wende- Gewindespindel Spannplatte MN 620 MN 619länge platte Bestell-Nr. Bestell-Nr. Bestell-Nr. Bestell-Nr.
ø d1* L1 L2 L3 L4 MK A Größe (Größe) (Größe) (Größe) (Größe)
Baumaße Zubehör
Spannen Justieren
MK
MAP
AL Einschn
eider
s022_053_07_2009_neu_s022_053.qxd 27.02.13 11:22 Seite 24
21
11
18,30-20,29 220 75 140 30 2 145 92 10036725 30026296 10036755 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x8) (GR-2)
20,30-22,29 230 75 150 30 2 155 92 10036725 30026296 10036755 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x8) (GR-2)
22,30-23,29 240 75 160 30 2 165 92 10036725 30026296 10036755 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x8) (GR-2)
23,30-26,29 260 94 161 30 3 166 92 10036725 30026296 10036755 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x8) (GR-2)
26,30-28,29 270 94 171 30 3 176 92 10036725 30026296 10036755 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x8) (GR-2)
28,30-29,29 280 94 181 30 3 186 92 10036725 30026296 10036755 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x8) (GR-2)
29,30-32,29 290 94 191 30 3 196 92 10036725 30026296 10036755 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x8) (GR-2)
32,30-35,29 290 117,5 166 30 4 172,5 92 10036725 30026296 10036755 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x8) (GR-2)
35,30-40,29 310 117,5 186 30 4 192,5 92 10036725 30026296 10036755 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x8) (GR-2)
40,30-48,29 325 117,5 201 30 4 207,5 93 10036725 30026298 10036764 30026279(M4x0,5LH/RHx9) (GR-3N) (M6x15) (GR-4)
48,30-59,79 340 117,5 216 30 4 222,5 93 10036725 30026298 10036764 30026279(M4x0,5LH/RHx9) (GR-3N) (M6x15) (GR-4)
59,80-79,79 340 117,5 216 45 4 222,5 93 10036725 30026298 10036764 30026279(M4x0,5LH/RHx9) (GR-3N) (M6x15) (GR-4)
79,80- 340 149,5 184 45 5 190,5 93 10036725 30026298 10036764 30026279(M4x0,5LH/RHx9) (GR-3N) (M6x15) (GR-4)
L2L1
L3
L4
d 1
A
Die passenden Pendelhalter finden Sie in unserem speziellen Katalog »MAPAL Kompetenz – Spannen«.Einstellhinweise und Einbau der Zubehörteile siehe Seite 46.Bestellbeispiel siehe Seite 69.*Werte geben nicht den Verstellbereich an, sondern die Baugrößen zu verschiedenen Durchmessern (verstellbar nur innerhalb eines Toleranzfeldes).Bei Bestellung gewünschte Führungsleistenqualität (HM, Cermet oder PKD) angeben. Ohne Angabe werden die Führungsleisten in HM-Qualität ausgeführt.Auswahl Wendeplatten siehe Seite 72.
Maßangaben in mm.
Gewindespindel Gewindestift JustierkeilBau- Wende- MN 618 Spannplatte MN 620 MN 619länge platte Bestell-Nr. Bestell-Nr. Bestell-Nr. Bestell-Nr.
ø d1* L1 L2 L3 L4 MK A Größe (Größe) (Größe) (Größe) (Größe)
Baumaße Zubehör
Spannen Justieren
MAPAL WP-Einschneiden-ReibahleMN 2000
MK
MAP
AL Einschn
eider
s022_053_07_2009_neu_s022_053.qxd 27.02.13 11:22 Seite 25

22
5,00-5,29 5 85** 25 60 15 - (SP) 81 10036776 30026285 10036736 30026239(M1,6x3,9) (GR-1YN) (M2x1,8) (GR-06)
5,30-5,49 5 85** 25 60 15 - (SP) 81 10036778 30026285 10036737 30026239(M1,6x4,4) (GR-1YN) (M2x2) (GR-06)
5,50-6,19 5 85** 25 60 15 - (SP) 81 10036780 30026286 10036737 30026260(M2x4) (GR-1X) (M2x2) (GR-07)
6,20-6,90 6 85** 25 60 15 - (SP) 81 10036781 30026286 10036738 30026260(M2x5) (GR-1X) (M2x2,5) (GR-07)
6,91-7,49 7 100** 28 72 15 - 90 10036783 30026287 10036730 30026261(M2,5x4,8) (GR-1W) (M2,5x2,2) (GR-08)
7,50-7,79 7 100** 28 72 15 - 90 10036784 30026287 10036731 30026262(M2,5x5,2) (1W) (M2,5x2,5) (GR-09)
7,80-7,99 8 120 28 92 30 - 90 10036711 30026288 10036743 30026238(M3LH/RHx5) (GR-0F) (M3x2,5) (GR-0)
8,00-8,29 8 120 28 92 30 - 90 10036711 30026288 10036743 30026238(M3LH/RHx5) (GR-0F) (M3x2,5) (GR-0)
8,30-8,79 9 130 30 100 30 - 90 10036711 30026288 10036744 30026238(M3LH/RHx5) (GR-0F) (M3x3) (GR-0)
8,80-9,29 9 130 30 100 30 - 90 10036722 30026289 10036744 30026238(M3LH/RHx6) (GR-0N) (M3x3) (GR-0)
9,30-9,79 10 140 32 108 30 - 91 10036722 30026292 10036744 30026238(M3LH/RHx6) (GR-1N) (M3x3) (GR-0)
9,80-10,29 10 140 32 108 30 - 91 10036722 30026292 10036744 30026263(M3LH/RHx6) (GR-1N) (M3x3) (GR-1)
10,30-11,29 9 145 36 109 30 7 91 10036722 30026292 10036744 30026263(M3LH/RHx6) (GR-1N) (M3x3) (GR-1)
11,30-12,29 10 155 40 115 30 8 92 10036724 30026294 10036751 30026266(M4x0,5LH/RHx6,5) (GR-2F) (M4x3) (GR-2)
12,30-13,29 11 160 45 115 30 9 92 10036724 30026294 10036752 30026266(M4x0,5LH/RHx6,5) (GR-2F) (M4x4) (GR-2)
13,30-14,29 11 170 45 125 30 9 92 10036725 30026296 10036753 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x5) (GR-2)
14,30-15,29 13 175 45 130 30 10 92 10036725 30026296 10036753 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x5) (GR-2)
15,30-16,29 13 180 50 130 30 10 92 10036725 30026296 10036753 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x5) (GR-2)
L2L1
L3
L4
d 1d 2
K
11
Maßangaben in mm.
SP = Schneidplatte, nicht wendbar.Die passenden Pendelhalter finden Sie in unserem speziellen Katalog »MAPAL Kompetenz – Spannen«.Einstellhinweise und Einbau der Zubehörteile siehe Seite 46.Bestellbeispiel siehe Seite 69.*Werte geben nicht den Verstellbereich an, sondern die Baugrößen zu verschiedenen Durchmessern (verstellbar nur innerhalb eines Toleranzfeldes).**Mit 2,5 mm langem Zentrierzapfen bei d1 kleiner 7,8 mm.
Gewindespindel M
N 618
Torx-Schraube
MAPAL WP-Einschneiden-ReibahleMN 2001
Torx-Schraube/ Gewindestift JustierkeilWende- Gewindespindel Spannplatte MN 620 MN 619platte Bestell-Nr. Bestell-Nr. Bestell-Nr. Bestell-Nr.
ø d1* ø d2 h9 L1 L2 L3 L4 Kh12 Größe (Größe) (Größe) (Größe) (Größe)
Baumaße Zubehör
Spannen JustierenMAP
AL Einschn
eider
s022_053_07_2009_neu_s022_053.qxd 27.02.13 11:22 Seite 26

23
16,30-17,29 14 190 50 140 30 11 92 10036725 30026296 10036753 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x5) (GR-2)
17,30-18,29 14 195 50 145 30 11 92 10036725 30026296 10036753 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x5) (GR-2)
18,30-19,29 16 205 56 149 30 12 92 10036725 30026296 10036755 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x8) (GR-2)
19,30-20,29 16 210 56 154 30 12 92 10036725 30026296 10036755 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x8) (GR-2)
20,30-21,29 18 215 56 159 30 14,5 92 10036725 30026296 10036755 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x8) (GR-2)
21,30-22,29 18 225 63 162 30 14,5 92 10036725 30026296 10036755 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x8) (GR-2)
22,30-23,29 18 230 63 167 30 14,5 92 10036725 30026296 10036755 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x8) (GR-2)
23,30-24,29 20 240 63 177 30 16 92 10036725 30026296 10036755 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x8) (GR-2)
24,30-25,29 20 245 63 182 30 16 92 10036725 30026296 10036755 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x8) (GR-2)
25,30-26,29 20 250 70 180 30 16 92 10036725 30026296 10036755 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x8) (GR-2)
26,30-27,29 22 260 70 190 30 18 92 10036725 30026296 10036755 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x8) (GR-2)
27,30-29,29 22 270 70 200 30 18 92 10036725 30026296 10036755 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x8) (GR-2)
29,30-30,29 24 280 80 200 30 18 92 10036725 30026296 10036755 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x8) (GR-2)
30,30-32,29 24 290 80 210 30 18 92 10036725 30026296 10036755 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x8) (GR-2)
L2L1
L3
L4
d 1d 2
K
11
Die passenden Pendelhalter finden Sie in unserem speziellen Katalog »MAPAL Kompetenz – Spannen«.Einstellhinweise und Einbau der Zubehörteile siehe Seite 46.Bestellbeispiel siehe Seite 69.*Werte geben nicht den Verstellbereich an, sondern die Baugrößen zu verschiedenen Durchmessern (verstellbar nur innerhalb eines Toleranzfeldes).Bei Bestellung gewünschte Führungsleistenqualität (HM, Cermet oder PKD) angeben. Ohne Angabe werden die Führungsleisten in HM-Qualität ausgeführt.Auswahl Wendeplatten siehe Seite 72.
Maßangaben in mm.
MAPAL WP-Einschneiden-ReibahleMN 2001
Gewindespindel Gewindestift JustierkeilWende- MN 618 Spannplatte MN 620 MN 619platte Bestell-Nr. Bestell-Nr. Bestell-Nr. Bestell-Nr.
ø d1* ø d2 h9 L1 L2 L3 L4 Kh12 Größe (Größe) (Größe) (Größe) (Größe)
Baumaße Zubehör
Spannen Justieren MAP
AL Einschn
eider
s022_053_07_2009_neu_s022_053.qxd 27.02.13 11:22 Seite 27

24
L2L1
L3
L4
d 1d 2
5,00-5,29 10 90** 30 60 15 (SP) 81 10036776 30026285 10036736 30026239(M1,6x3,9) (GR-1YN) (M2x1,8) (GR-06)
5,30-5,49 10 90** 30 60 15 (SP) 81 10036778 30026285 10036737 30026239(M1,6x4,4) (GR-1YN) (M2x2) (GR-06)
5,50-6,19 10 90** 30 60 15 (SP) 81 10036780 30026286 10036737 30026260(M2x4) (GR-1X) (M2x2) (GR-07)
6,20-6,90 10 90** 30 60 15 (SP) 81 10036781 30026286 10036738 30026260(M2x5) (GR-1X) (M2x2,5) (GR-07)
6,91-7,49 10 100** 30 70 15 90 10036783 30026287 10036730 30026261(M2,5x4,8) (GR-1W) (M2,5x2,2) (GR-08)
7,50-7,79 10 100** 30 70 15 90 10036784 30026287 10036731 30026262(M2,5x5,2) (GR-1W) (M2,5x2,5) (GR-09)
7,80-8,29 16 120 45 75 30 90 10036711 30026288 10036743 30026238(M3LH/RHx5) (GR-0F) (M3x2,5) (GR-0)
8,30-8,79 16 120 45 75 30 90 10036711 30026288 10036744 30026238(M3LH/RHx5) (GR-0F) (M3x3) (GR-0)
8,80-9,29 16 120 45 75 30 90 10036722 30026289 10036744 30026238(M3LH/RHx6) (GR-0N) (M3x3) (GR-0)
9,30-9,79 16 120 45 75 30 91 10036722 30026292 10036744 30026238(M3LH/RHx6) (GR-1N) (M3x3) (GR-0)
9,80-11,29 16 120 45 75 30 91 10036722 30026292 10036744 30026263(M3LH/RHx6) (GR-1N) (M3x3) (GR-1)
11,30-11,79 16 120 45 75 30 92 10036724 30026294 10036751 30026266(M4x0,5LH/RHx6,5) (GR-2F) (M4x3) (GR-2)
11,80-12,29 16 120 45 75 30 92 10036724 30026294 10036751 30026266(M4x0,5LH/RHx6,5) (GR-2F) (M4x3) (GR-2)
12,30-13,29 16 120 45 75 30 92 10036724 30026294 10036752 30026266(M4x0,5LH/RHx6,5) (GR-2F) (M4x4) (GR-2)
11
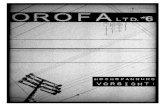
SP = Schneidplatte, nicht wendbar.Die passenden Pendelhalter finden Sie in unserem speziellen Katalog »MAPAL Kompetenz – Spannen«.Einstellhinweise und Einbau der Zubehörteile siehe Seite 46.Bestellbeispiel siehe Seite 69.*Werte geben nicht den Verstellbereich an, sondern die Baugrößen zu verschiedenen Durchmessern (verstellbar nur innerhalb eines Toleranzfeldes).**Mit 2,5 mm langem Zentrierzapfen bei d1 kleiner 7,8 mm.Bei Bestellung gewünschte Führungsleistenqualität (HM, Cermet oder PKD) angeben. Ohne Angabe werden die Führungsleisten in HM-Qualität ausgeführt.Auswahl Wendeplatten siehe Seite 72.
Maßangaben in mm.
Gewindespindel M
N 618
Torx-Schraube
MAPAL WP-Einschneiden-ReibahleMN 2002
Torx-Schraube/ Gewindestift JustierkeilWende- Gewindespindel Spannplatte MN 620 MN 619platte Bestell-Nr. Bestell-Nr. Bestell-Nr. Bestell-Nr.
ø d1* ø d2 h7 L1 L2 L3 L4 Größe (Größe) (Größe) (Größe) (Größe)
Baumaße Zubehör
Spannen JustierenMAP
AL Einschn
eider
s022_053_07_2009_neu_s022_053.qxd 27.02.13 11:22 Seite 28

25
L2L1
L3
L4
d 1d 2
13,30-14,29 16 120 45 75 30 92 10036725 30026296 10036753 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x5) (GR-2)
14,30-18,29 20 130 55 75 30 92 10036725 30026296 10036753 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x5) (GR-2)
18,30-19,79 20 130 55 75 30 92 10036725 30026296 10036755 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x8) (GR-2)
19,80-20,29 20 150 55 95 30 92 10036725 30026296 10036755 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x8) (GR-2)
20,30-26,29 20 150 55 95 30 92 10036725 30026296 10036755 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x8) (GR-2)
26,30-40,29 25 160 65 95 30 92 10036725 30026296 10036755 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x8) (GR-2)
40,30-59,79 25 180 65 115 30 93 10036725 30026298 10036764 30026279(M4x0,5LH/RHx9) (GR-3N) (M6x15) (GR-4)
59,80- 25 180 65 115 45 93 10036725 30026298 10036764 30026279(M4x0,5LH/RHx9) (GR-3N) (M6x15) (GR-4)
11
Die passenden Pendelhalter finden Sie in unserem speziellen Katalog »MAPAL Kompetenz – Spannen«.Einstellhinweise und Einbau der Zubehörteile siehe Seite 46.Bestellbeispiel siehe Seite 69.*Werte geben nicht den Verstellbereich an, sondern die Baugrößen zu verschiedenen Durchmessern (verstellbar nur innerhalb eines Toleranzfeldes).Bei Bestellung gewünschte Führungsleistenqualität (HM, Cermet oder PKD) angeben. Ohne Angabe werden die Führungsleisten in HM-Qualität ausgeführt.Auswahl Wendeplatten siehe Seite 72.
Maßangaben in mm.
MAPAL WP-Einschneiden-ReibahleMN 2002
Gewindespindel Gewindestift JustierkeilWende- MN 618 Spannplatte MN 620 MN 619platte Bestell-Nr. Bestell-Nr. Bestell-Nr. Bestell-Nr.
ø d1* ø d2 h7 L1 L2 L3 L4 Größe (Größe) (Größe) (Größe) (Größe)
Baumaße Zubehör
Spannen Justieren MAP
AL Einschn
eider
s022_053_07_2009_neu_s022_053.qxd 27.02.13 11:22 Seite 29
26
5,00-5,29 10 90** 30 60 15 (SP) 81 10036776 30026285 10036736 30026239(M1,6x3,9) (GR-1YN) (M2x1,8) (GR-06)
5,30-5,49 10 90** 30 60 15 (SP) 81 10036778 30026285 10036737 30026239(M1,6x4,4) (GR-1YN) (M2x2) (GR-06)
5,50-6,19 10 90** 30 60 15 (SP) 81 10036780 30026286 10036737 30026260(M2x4) (GR-1X) (M2x2) (GR-07)
6,20-6,90 10 90** 30 60 15 (SP) 81 10036781 30026286 10036738 30026260(M2x5) (GR-1X) (M2x2,5) (GR-07)
6,91-7,49 10 100** 30 70 15 90 10036783 30026287 10036730 30026261(M2,5x4,8) (GR-1W) (M2,5x2,2) (GR-08)
7,50-7,79 10 100** 30 70 15 90 10036784 30026287 10036731 30026262(M2,5x5,2) (GR-1W) (M2,5x2,5) (GR-09)
7,80-8,29 16 120 45 75 30 90 10036711 30026288 10036743 30026238(M3LH/RHx5) (GR-0F) (M3x2,5) (GR-0)
8,30-8,79 16 120 45 75 30 90 10036711 30026288 10036744 30026238(M3LH/RHx5) (GR-0F) (M3x3) (GR-0)
8,80-9,29 16 120 45 75 30 90 10036722 30026289 10036744 30026238(M3LH/RHx6) (GR-0N) (M3x3) (GR-0)
9,30-9,79 16 120 45 75 30 91 10036722 30026292 10036744 30026238(M3LH/RHx6) (GR-1N) (M3x3) (GR-0)
9,80-11,29 16 120 45 75 30 91 10036722 30026292 10036744 30026263(M3LH/RHx6) (GR-1N) (M3x3) (GR-1)
11,30-11,79 16 120 45 75 30 92 10036724 30026294 10036751 30026266(M4x0,5LH/RHx6,5) (GR-2F) (M4x3) (GR-2)
11,80-12,29 16 120 45 75 30 92 10036724 30026294 10036751 30026266(M4x0,5LH/RHx6,5) (GR-2F) (M4x3) (GR-2)
12,30-13,29 16 120 45 75 30 92 10036724 30026294 10036752 30026266(M4x0,5LH/RHx6,5) (GR-2F) (M4x4) (GR-2)
L2L1
L3
L4
d 1d 2
11
Gewindespindel M
N 618
Torx-Schraube
MAPAL WP-Einschneiden-ReibahleMN 2003
Torx-Schraube/ Gewindestift JustierkeilWende- Gewindespindel Spannplatte MN 620 MN 619platte Bestell-Nr. Bestell-Nr. Bestell-Nr. Bestell-Nr.
ø d1* ø d2 h7 L1 L2 L3 L4 Größe (Größe) (Größe) (Größe) (Größe)
Baumaße Zubehör
Spannen Justieren
SP = Schneidplatte, nicht wendbar.Die passenden Pendelhalter finden Sie in unserem speziellen Katalog »MAPAL Kompetenz – Spannen«.Einstellhinweise und Einbau der Zubehörteile siehe Seite 46.Bestellbeispiel siehe Seite 69.*Werte geben nicht den Verstellbereich an, sondern die Baugrößen zu verschiedenen Durchmessern (verstellbar nur innerhalb eines Toleranzfeldes).**Mit 2,5 mm langem Zentrierzapfen bei d1 kleiner 7,8 mm.Bei Bestellung gewünschte Führungsleistenqualität (HM, Cermet oder PKD) angeben. Ohne Angabe werden die Führungsleisten in HM-Qualität ausgeführt.Auswahl Wendeplatten siehe Seite 72.
Maßangaben in mm.
MAP
AL Einschn
eider
s022_053_07_2009_neu_s022_053.qxd 27.02.13 11:22 Seite 30

27
L2L1
L3
L4
d 1d 2
13,30-14,29 16 120 45 75 30 92 10036725 30026296 10036753 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x5) (GR-2)
14,30-18,29 20 130 55 75 30 92 10036725 30026296 10036753 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x5) (GR-2)
18,30-19,79 20 130 55 75 30 92 10036725 30026296 10036755 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x8) (GR-2)
19,80-20,29 20 150 55 95 30 92 10036725 30026296 10036755 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x8) (GR-2)
20,30-26,29 20 150 55 95 30 92 10036725 30026296 10036755 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x8) (GR-2)
26,30-40,29 25 160 65 95 30 92 10036725 30026296 10036755 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x8) (GR-2)
40,30-59,79 25 180 65 115 30 93 10036725 30026298 10036764 30026279(M4x0,5LH/RHx9) (GR-3N) (M6x15) (GR-4)
59,80- 25 180 65 115 45 93 10036725 30026298 10036764 30026279(M4x0,5LH/RHx9) (GR-3N) (M6x15) (GR-4)
11
MAPAL WP-Einschneiden-ReibahleMN 2003
Gewindespindel Gewindestift JustierkeilWende- MN 618 Spannplatte MN 620 MN 619platte Bestell-Nr. Bestell-Nr. Bestell-Nr. Bestell-Nr.
ø d1* ø d2 h7 L1 L2 L3 L4 Größe (Größe) (Größe) (Größe) (Größe)
Baumaße Zubehör
Spannen Justieren
Die passenden Pendelhalter finden Sie in unserem speziellen Katalog »MAPAL Kompetenz – Spannen«.Einstellhinweise und Einbau der Zubehörteile siehe Seite 46.Bestellbeispiel siehe Seite 69.*Werte geben nicht den Verstellbereich an, sondern die Baugrößen zu verschiedenen Durchmessern (verstellbar nur innerhalb eines Toleranzfeldes).Bei Bestellung gewünschte Führungsleistenqualität (HM, Cermet oder PKD) angeben. Ohne Angabe werden die Führungsleisten in HM-Qualität ausgeführt.Auswahl Wendeplatten siehe Seite 72.
Maßangaben in mm.
MAP
AL Einschn
eider
s022_053_07_2009_neu_s022_053.qxd 27.02.13 11:22 Seite 31
L2L1
L3
L4
d 1d 2
11
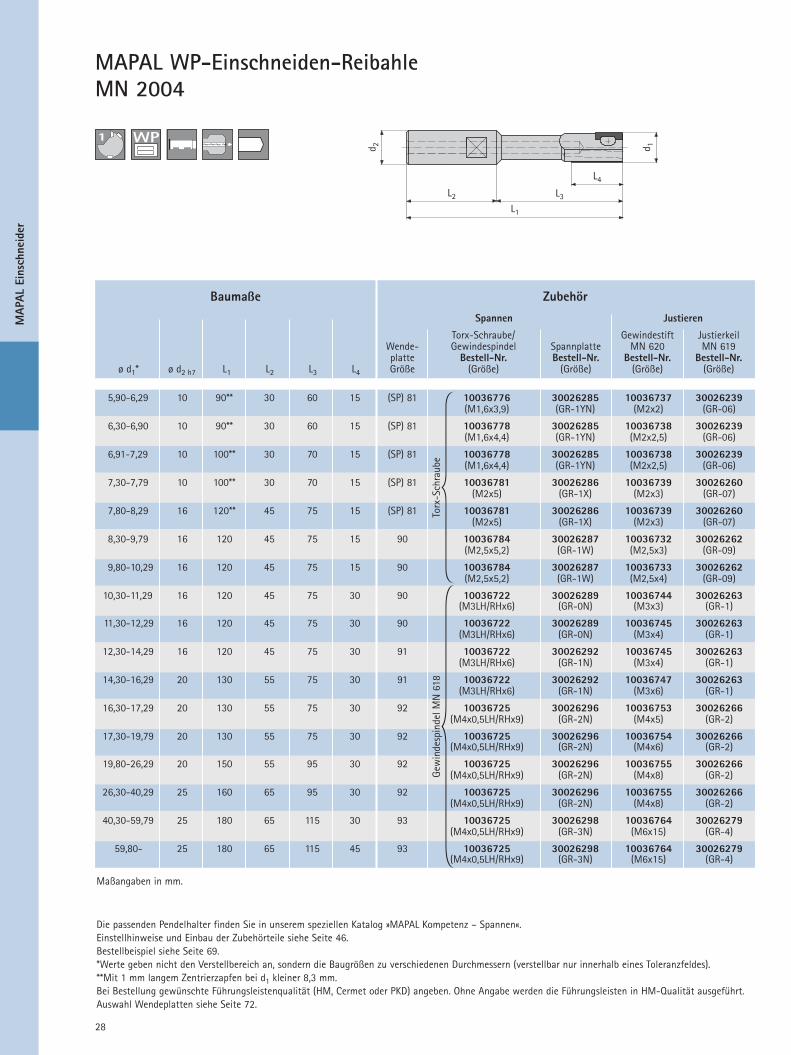
5,90-6,29 10 90** 30 60 15 (SP) 81 10036776 30026285 10036737 30026239(M1,6x3,9) (GR-1YN) (M2x2) (GR-06)
6,30-6,90 10 90** 30 60 15 (SP) 81 10036778 30026285 10036738 30026239(M1,6x4,4) (GR-1YN) (M2x2,5) (GR-06)
6,91-7,29 10 100** 30 70 15 (SP) 81 10036778 30026285 10036738 30026239(M1,6x4,4) (GR-1YN) (M2x2,5) (GR-06)
7,30-7,79 10 100** 30 70 15 (SP) 81 10036781 30026286 10036739 30026260(M2x5) (GR-1X) (M2x3) (GR-07)
7,80-8,29 16 120** 45 75 15 (SP) 81 10036781 30026286 10036739 30026260(M2x5) (GR-1X) (M2x3) (GR-07)
8,30-9,79 16 120 45 75 15 90 10036784 30026287 10036732 30026262(M2,5x5,2) (GR-1W) (M2,5x3) (GR-09)
9,80-10,29 16 120 45 75 15 90 10036784 30026287 10036733 30026262(M2,5x5,2) (GR-1W) (M2,5x4) (GR-09)
10,30-11,29 16 120 45 75 30 90 10036722 30026289 10036744 30026263(M3LH/RHx6) (GR-0N) (M3x3) (GR-1)
11,30-12,29 16 120 45 75 30 90 10036722 30026289 10036745 30026263(M3LH/RHx6) (GR-0N) (M3x4) (GR-1)
12,30-14,29 16 120 45 75 30 91 10036722 30026292 10036745 30026263(M3LH/RHx6) (GR-1N) (M3x4) (GR-1)
14,30-16,29 20 130 55 75 30 91 10036722 30026292 10036747 30026263(M3LH/RHx6) (GR-1N) (M3x6) (GR-1)
16,30-17,29 20 130 55 75 30 92 10036725 30026296 10036753 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x5) (GR-2)
17,30-19,79 20 130 55 75 30 92 10036725 30026296 10036754 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x6) (GR-2)
19,80-26,29 20 150 55 95 30 92 10036725 30026296 10036755 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x8) (GR-2)
26,30-40,29 25 160 65 95 30 92 10036725 30026296 10036755 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x8) (GR-2)
40,30-59,79 25 180 65 115 30 93 10036725 30026298 10036764 30026279(M4x0,5LH/RHx9) (GR-3N) (M6x15) (GR-4)
59,80- 25 180 65 115 45 93 10036725 30026298 10036764 30026279(M4x0,5LH/RHx9) (GR-3N) (M6x15) (GR-4)
28
Die passenden Pendelhalter finden Sie in unserem speziellen Katalog »MAPAL Kompetenz – Spannen«.Einstellhinweise und Einbau der Zubehörteile siehe Seite 46.Bestellbeispiel siehe Seite 69.*Werte geben nicht den Verstellbereich an, sondern die Baugrößen zu verschiedenen Durchmessern (verstellbar nur innerhalb eines Toleranzfeldes).**Mit 1 mm langem Zentrierzapfen bei d1 kleiner 8,3 mm.Bei Bestellung gewünschte Führungsleistenqualität (HM, Cermet oder PKD) angeben. Ohne Angabe werden die Führungsleisten in HM-Qualität ausgeführt.Auswahl Wendeplatten siehe Seite 72.
Maßangaben in mm.
Torx-Schraube
Gewindespindel M
N 618
MAPAL WP-Einschneiden-ReibahleMN 2004
Torx-Schraube/ Gewindestift JustierkeilWende- Gewindespindel Spannplatte MN 620 MN 619platte Bestell-Nr. Bestell-Nr. Bestell-Nr. Bestell-Nr.
ø d1* ø d2 h7 L1 L2 L3 L4 Größe (Größe) (Größe) (Größe) (Größe)
Baumaße Zubehör
Spannen JustierenMAP
AL Einschn
eider
s022_053_07_2009_neu_s022_053.qxd 27.02.13 11:22 Seite 32
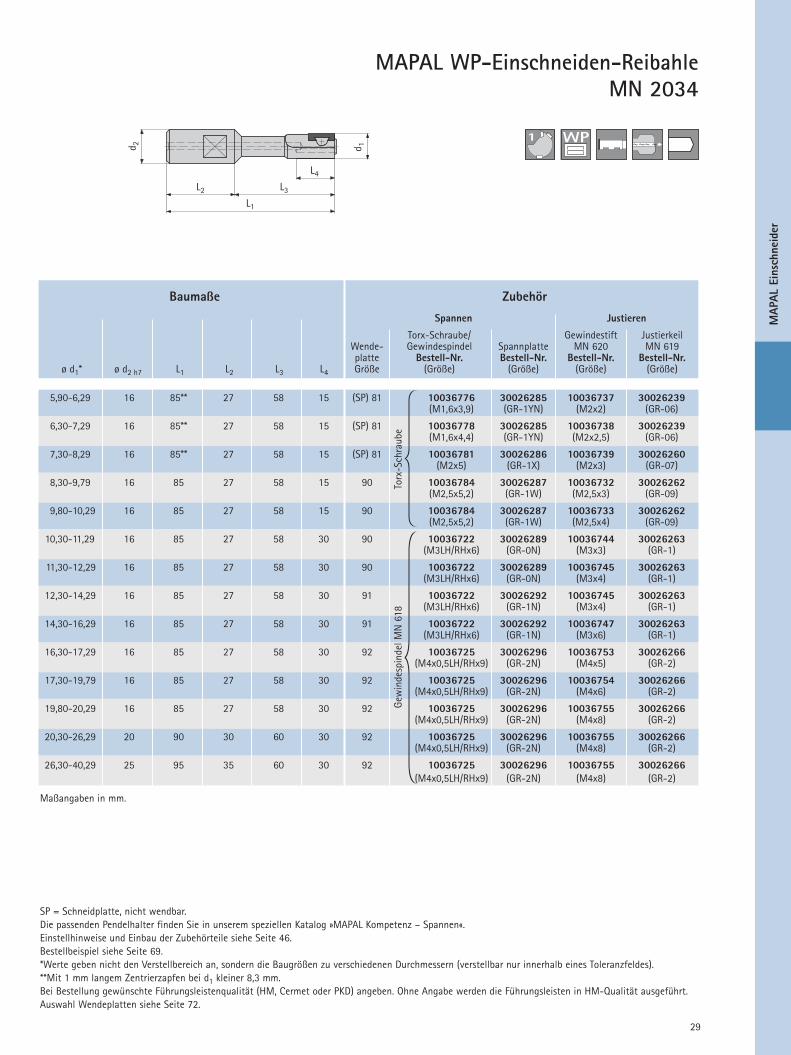
29
5,90-6,29 16 85** 27 58 15 (SP) 81 10036776 30026285 10036737 30026239(M1,6x3,9) (GR-1YN) (M2x2) (GR-06)
6,30-7,29 16 85** 27 58 15 (SP) 81 10036778 30026285 10036738 30026239(M1,6x4,4) (GR-1YN) (M2x2,5) (GR-06)
7,30-8,29 16 85** 27 58 15 (SP) 81 10036781 30026286 10036739 30026260(M2x5) (GR-1X) (M2x3) (GR-07)
8,30-9,79 16 85 27 58 15 90 10036784 30026287 10036732 30026262(M2,5x5,2) (GR-1W) (M2,5x3) (GR-09)
9,80-10,29 16 85 27 58 15 90 10036784 30026287 10036733 30026262(M2,5x5,2) (GR-1W) (M2,5x4) (GR-09)
10,30-11,29 16 85 27 58 30 90 10036722 30026289 10036744 30026263(M3LH/RHx6) (GR-0N) (M3x3) (GR-1)
11,30-12,29 16 85 27 58 30 90 10036722 30026289 10036745 30026263(M3LH/RHx6) (GR-0N) (M3x4) (GR-1)
12,30-14,29 16 85 27 58 30 91 10036722 30026292 10036745 30026263(M3LH/RHx6) (GR-1N) (M3x4) (GR-1)
14,30-16,29 16 85 27 58 30 91 10036722 30026292 10036747 30026263(M3LH/RHx6) (GR-1N) (M3x6) (GR-1)
16,30-17,29 16 85 27 58 30 92 10036725 30026296 10036753 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x5) (GR-2)
17,30-19,79 16 85 27 58 30 92 10036725 30026296 10036754 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x6) (GR-2)
19,80-20,29 16 85 27 58 30 92 10036725 30026296 10036755 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x8) (GR-2)
20,30-26,29 20 90 30 60 30 92 10036725 30026296 10036755 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x8) (GR-2)
26,30-40,29 25 95 35 60 30 92 10036725 30026296 10036755 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x8) (GR-2)
L2L1
L3
L4
d 1d 211
SP = Schneidplatte, nicht wendbar.Die passenden Pendelhalter finden Sie in unserem speziellen Katalog »MAPAL Kompetenz – Spannen«.Einstellhinweise und Einbau der Zubehörteile siehe Seite 46.Bestellbeispiel siehe Seite 69.*Werte geben nicht den Verstellbereich an, sondern die Baugrößen zu verschiedenen Durchmessern (verstellbar nur innerhalb eines Toleranzfeldes).**Mit 1 mm langem Zentrierzapfen bei d1 kleiner 8,3 mm.Bei Bestellung gewünschte Führungsleistenqualität (HM, Cermet oder PKD) angeben. Ohne Angabe werden die Führungsleisten in HM-Qualität ausgeführt.Auswahl Wendeplatten siehe Seite 72.
Maßangaben in mm.
Gewindespindel M
N 618
Torx-Schraube
MAPAL WP-Einschneiden-ReibahleMN 2034
Torx-Schraube/ Gewindestift JustierkeilWende- Gewindespindel Spannplatte MN 620 MN 619platte Bestell-Nr. Bestell-Nr. Bestell-Nr. Bestell-Nr.
ø d1* ø d2 h7 L1 L2 L3 L4 Größe (Größe) (Größe) (Größe) (Größe)
Baumaße Zubehör
Spannen Justieren MAP
AL Einschn
eider
s022_053_07_2009_neu_s022_053.qxd 27.02.13 11:22 Seite 33

30
7,80-8,29 16 133 48 85 30 90 10036711 30026288 10036743 30026238(M3LH/RHx5) (GR-0F) (M3x2,5) (GR-0)
8,30-8,79 16 133 48 85 30 90 10036711 30026288 10036744 30026238(M3LH/RHx5) (GR-0F) (M3x3) (GR-0)
8,80-9,29 16 133 48 85 30 90 10036711 30026289 10036744 30026238(M3LH/RHx5) (GR-0N) (M3x3) (GR-0)
9,30-11,29 16 133 48 85 30 91 10036722 30026292 10036744 30026263(M3LH/RHx6) (GR-1N) (M3x3) (GR-1)
11,30-11,79 16 133 48 85 30 92 10036724 30026294 10036751 30026266(M4x0,5LH/RHx6,5) (GR-2F) (M4x3) (GR-2)
11,80-12,29 16 168 48 120 30 92 10036724 30026294 10036751 30026266(M4x0,5LH/RHx6,5) (GR-2F) (M4x3) (GR-2)
12,30-13,29 16 168 48 120 30 92 10036724 30026294 10036752 30026266(M4x0,5LH/RHx6,5) (GR-2F) (M4x4) (GR-2)
13,30-14,29 16 168 48 120 30 92 10036725 30026296 10036753 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x5) (GR-2)
14,30-15,79 20 170 50 120 30 92 10036725 30026296 10036753 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x5) (GR-2)
15,80-17,79 20 170 50 120 30 92 10036725 30026296 10036753 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x5) (GR-2)
17,80-18,29 20 170 50 120 30 92 10036725 30026296 10036753 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x5) (GR-2)
18,30-19,79 20 170 50 120 30 92 10036725 30026296 10036754 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x6) (GR-2)
19,80-24,79 20 170 50 120 30 92 10036725 30026296 10036755 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x8) (GR-2)
24,80-28,79 20 170 50 120 30 93 10036725 30026298 10036761 30026279(M4x0,5LH/RHx9) (GR-3N) (M6x10) (GR-4)
28,80-31,79 20 170 50 120 30 93 10036725 30026298 10036762 30026279(M4x0,5LH/RHx9) (GR-3N) (M6x12) (GR-4)
31,80-37,79 20 170 50 120 30 93 10036725 30026298 10036764 30026279(M4x0,5LH/RHx9) (GR-3N) (M6x15) (GR-4)
37,80-50,29 25 176 56 120 30 93 10036725 30026298 10036764 30026279(M4x0,5LH/RHx9) (GR-3N) (M6x15) (GR-4)
50,30-80,29 40 190 70 120 30 93 10036725 30026298 10036764 30026279(M4x0,5LH/RHx9) (GR-3N) (M6x15) (GR-4)
L2L1
L3
L4
d 1d 2
11
MAPAL WP-Einschneiden-ReibahleMN 2023NC-Bauform
Gewindespindel Gewindestift JustierkeilWende- MN 618 Spannplatte MN 620 MN 619platte Bestell-Nr. Bestell-Nr. Bestell-Nr. Bestell-Nr.
ø d1* ø d2(-0,003) L1 L2 L3 L4 Größe (Größe) (Größe) (Größe) (Größe)
Baumaße Zubehör
Spannen Justieren
Einstellhinweise und Einbau der Zubehörteile siehe Seite 46.Bestellbeispiel siehe Seite 69.*Werte geben nicht den Verstellbereich an, sondern die Baugrößen zu verschiedenen Durchmessern (verstellbar nur innerhalb eines Toleranzfeldes).Bei Bestellung gewünschte Führungsleistenqualität (HM, Cermet oder PKD) angeben. Ohne Angabe werden die Führungsleisten in HM-Qualität ausgeführt.Auswahl Wendeplatten siehe Seite 72.
Maßangaben in mm.
MAP
AL Einschn
eider
s022_053_07_2009_neu_s022_053.qxd 27.02.13 11:22 Seite 34

31
7,80-8,29 16 133 48 85 30 90 10036711 30026291 10036743 30026238(M3LH/RHx5) (GR-0Z) (M3x2,5) (GR-0)
8,30-8,79 16 133 48 85 30 90 10036711 30026291 10036744 30026238(M3LH/RHx5) (GR-0Z) (M3x3) (GR-0)
8,80-9,29 16 133 48 85 30 90 10036711 30026291 10036744 30026238(M3LH/RHx5) (GR-0Z) (M3x3) (GR-0)
9,30-11,29 16 133 48 85 30 90 10036722 30026289 10036744 30026263(M3LH/RHx6) (GR-0N) (M3x3) (GR-1)
11,30-11,79 16 133 48 85 30 90 10036722 30026289 10036745 30026263(M3LH/RHx6) (GR-0N) (M3x4) (GR-1)
11,80-12,29 16 168 48 120 30 90 10036722 30026289 10036745 30026263(M3LH/RHx6) (GR-0N) (M3x4) (GR-1)
12,30-14,29 16 168 48 120 30 91 10036722 30026292 10036745 30026263(M3LH/RHx6) (GR-1N) (M3x4) (GR-1)
14,30-16,29 20 170 50 120 30 91 10036722 30026292 10036747 30026263(M3LH/RHx6) (GR-1N) (M3x6) (GR-1)
16,30-17,29 20 170 50 120 30 92 10036725 30026296 10036753 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x5) (GR-2)
17,30-19,79 20 170 50 120 30 92 10036725 30026296 10036754 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x6) (GR-2)
19,80-24,79 20 170 50 120 30 92 10036725 30026296 10036755 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x8) (GR-2)
24,80-27,79 20 170 50 120 30 93 10036725 30026298 10036761 30026279(M4x0,5LH/RHx9) (GR-3N) (M6x10) (GR-4)
27,80-28,79 20 170 50 120 30 93 10036725 30026298 10036761 30026279(M4x0,5LH/RHx9) (GR-3N) (M6x10) (GR-4)
28,80-31,79 20 170 50 120 30 93 10036725 30026298 10036762 30026279(M4x0,5LH/RHx9) (GR-3N) (M6x12) (GR-4)
31,80-37,79 20 170 50 120 30 93 10036725 30026298 10036764 30026279(M4x0,5LH/RHx9) (GR-3N) (M6x15) (GR-4)
37,80-50,29 25 176 56 120 30 93 10036725 30026298 10036764 30026279(M4x0,5LH/RHx9) (GR-3N) (M6x15) (GR-4)
L2L1
L3
L4
d 1d 2
11
MAPAL WP-Einschneiden-ReibahleMN 2024NC-Bauform
Gewindespindel Gewindestift JustierkeilWende- MN 618 Spannplatte MN 620 MN 619platte Bestell-Nr. Bestell-Nr. Bestell-Nr. Bestell-Nr.
ø d1* ø d2(-0,003) L1 L2 L3 L4 Größe (Größe) (Größe) (Größe) (Größe)
Baumaße Zubehör
Spannen Justieren
Einstellhinweise und Einbau der Zubehörteile siehe Seite 46.Bestellbeispiel siehe Seite 69.*Werte geben nicht den Verstellbereich an, sondern die Baugrößen zu verschiedenen Durchmessern (verstellbar nur innerhalb eines Toleranzfeldes).Bei Bestellung gewünschte Führungsleistenqualität (HM, Cermet oder PKD) angeben. Ohne Angabe werden die Führungsleisten in HM-Qualität ausgeführt.Auswahl Wendeplatten siehe Seite 72.
Maßangaben in mm.
MAP
AL Einschn
eider
s022_053_07_2009_neu_s022_053.qxd 27.02.13 11:22 Seite 35

32
7,80-8,29 16 133 48 85 30 90 10036711 30026288 10036743 30026238(M3LH/RHx5) (GR-0F) (M3x2,5) (GR-0)
8,30-8,79 16 133 48 85 30 90 10036711 30026288 10036744 30026238(M3LH/RHx5) (GR-0F) (M3x3) (GR-0)
8,80-9,29 16 133 48 85 30 90 10036711 30026289 10036744 30026238(M3LH/RHx5) (GR-0N) (M3x3) (GR-0)
9,30-11,29 16 133 48 85 30 91 10036722 30026292 10036744 30026263(M3LH/RHx6) (GR-1N) (M3x3) (GR-1)
11,30-11,79 16 133 48 85 30 92 10036724 30026294 10036751 30026266(M4x0,5LH/RHx6,5) (GR-2F) (M4x3) (GR-2)
11,80-12,29 16 168 48 120 30 92 10036724 30026294 10036751 30026266(M4x0,5LH/RHx6,5) (GR-2F) (M4x3) (GR-2)
12,30-13,29 16 168 48 120 30 92 10036724 30026294 10036752 30026266(M4x0,5LH/RHx6,5) (GR-2F) (M4x4) (GR-2)
13,30-14,29 16 168 48 120 30 92 10036725 30026296 10036753 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x5) (GR-2)
14,30-15,79 20 170 50 120 30 92 10036725 30026296 10036753 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x5) (GR-2)
15,80-17,79 20 170 50 120 30 92 10036725 30026296 10036753 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x5) (GR-2)
17,80-18,29 20 170 50 120 30 92 10036725 30026296 10036753 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x5) (GR-2)
18,30-19,79 20 170 50 120 30 92 10036725 30026296 10036754 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x6) (GR-2)
19,80-24,79 20 170 50 120 30 92 10036725 30026296 10036755 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x8) (GR-2)
24,80-28,79 20 170 50 120 30 93 10036725 30026298 10036761 30026279(M4x0,5LH/RHx9) (GR-3N) (M6x10) (GR-4)
28,80-31,79 20 170 50 120 30 93 10036725 30026298 10036762 30026279(M4x0,5LH/RHx9) (GR-3N) (M6x12) (GR-4)
31,80-37,79 20 170 50 120 30 93 10036725 30026298 10036764 30026279(M4x0,5LH/RHx9) (GR-3N) (M6x15) (GR-4)
37,80-50,29 25 176 56 120 30 93 10036725 30026298 10036764 30026279(M4x0,5LH/RHx9) (GR-3N) (M6x15) (GR-4)
50,30-80,29 40 190 70 120 30 93 10036725 30026298 10036764 30026279(M4x0,5LH/RHx9) (GR-3N) (M6x15) (GR-4)
L2L1
L3
L4
d 1d 2
11
MAPAL WP-Einschneiden-ReibahleMN 2043NC-Bauform
Gewindespindel Gewindestift JustierkeilWende- MN 618 Spannplatte MN 620 MN 619platte Bestell-Nr. Bestell-Nr. Bestell-Nr. Bestell-Nr.
ø d1* ø d2 h6 L1 L2 L3 L4 Größe (Größe) (Größe) (Größe) (Größe)
Baumaße Zubehör
Spannen Justieren
Einstellhinweise und Einbau der Zubehörteile siehe Seite 46.Bestellbeispiel siehe Seite 69.*Werte geben nicht den Verstellbereich an, sondern die Baugrößen zu verschiedenen Durchmessern (verstellbar nur innerhalb eines Toleranzfeldes).Bei Bestellung gewünschte Führungsleistenqualität (HM, Cermet oder PKD) angeben. Ohne Angabe werden die Führungsleisten in HM-Qualität ausgeführt.Auswahl Wendeplatten siehe Seite 72.
Maßangaben in mm.
MAP
AL Einschn
eider
s022_053_07_2009_neu_s022_053.qxd 27.02.13 11:22 Seite 36

33
7,80-8,29 16 133 48 85 30 90 10036711 30026291 10036743 30026238(M3LH/RHx5) (GR-0Z) (M3x2,5) (GR-0)
8,30-8,79 16 133 48 85 30 90 10036711 30026291 10036744 30026238(M3LH/RHx5) (GR-0Z) (M3x3) (GR-0)
8,80-9,29 16 133 48 85 30 90 10036711 30026291 10036744 30026238(M3LH/RHx5) (GR-0Z) (M3x3) (GR-0)
9,30-11,29 16 133 48 85 30 90 10036722 30026289 10036744 30026263(M3LH/RHx6) (GR-0N) (M3x3) (GR-1)
11,30-11,79 16 133 48 85 30 90 10036722 30026289 10036745 30026263(M3LH/RHx6) (GR-0N) (M3x4) (GR-1)
11,80-12,29 16 168 48 120 30 90 10036722 30026289 10036745 30026263(M3LH/RHx6) (GR-0N) (M3x4) (GR-1)
12,30-14,29 16 168 48 120 30 91 10036722 30026292 10036745 30026263(M3LH/RHx6) (GR-1N) (M3x4) (GR-1)
14,30-16,29 20 170 50 120 30 91 10036722 30026292 10036747 30026263(M3LH/RHx6) (GR-1N) (M3x6) (GR-1)
16,30-17,29 20 170 50 120 30 92 10036725 30026296 10036753 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x5) (GR-2)
17,30-19,79 20 170 50 120 30 92 10036725 30026296 10036754 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x6) (GR-2)
19,80-24,79 20 170 50 120 30 92 10036725 30026296 10036755 30026266(M4x0,5LH/RHx9) (GR-2N) (M4x8) (GR-2)
24,80-27,79 20 170 50 120 30 93 10036725 30026298 10036761 30026279(M4x0,5LH/RHx9) (GR-3N) (M6x10) (GR-4)
27,80-28,79 20 170 50 120 30 93 10036725 30026298 10036761 30026279(M4x0,5LH/RHx9) (GR-3N) (M6x10) (GR-4)
28,80-31,79 20 170 50 120 30 93 10036725 30026298 10036762 30026279(M4x0,5LH/RHx9) (GR-3N) (M6x12) (GR-4)
31,80-37,79 20 170 50 120 30 93 10036725 30026298 10036764 30026279(M4x0,5LH/RHx9) (GR-3N) (M6x15) (GR-4)
37,80-50,29 25 176 56 120 30 93 10036725 30026298 10036764 30026279(M4x0,5LH/RHx9) (GR-3N) (M6x15) (GR-4)
L2L1
L3
L4
d 1d 2
11
Einstellhinweise und Einbau der Zubehörteile siehe Seite 46.Bestellbeispiel siehe Seite 69.*Werte geben nicht den Verstellbereich an, sondern die Baugrößen zu verschiedenen Durchmessern (verstellbar nur innerhalb eines Toleranzfeldes).Bei Bestellung gewünschte Führungsleistenqualität (HM, Cermet oder PKD) angeben. Ohne Angabe werden die Führungsleisten in HM-Qualität ausgeführt.Auswahl Wendeplatten siehe Seite 72.
Maßangaben in mm.
MAPAL WP-Einschneiden-ReibahleMN 2044NC-Bauform
Gewindespindel Gewindestift JustierkeilWende- MN 618 Spannplatte MN 620 MN 619platte Bestell-Nr. Bestell-Nr. Bestell-Nr. Bestell-Nr.
ø d1* ø d2 h6 L1 L2 L3 L4 Größe (Größe) (Größe) (Größe) (Größe)
Baumaße Zubehör
Spannen Justieren MAP
AL Einschn
eider
s022_053_07_2009_neu_s022_053.qxd 27.02.13 11:22 Seite 37
34
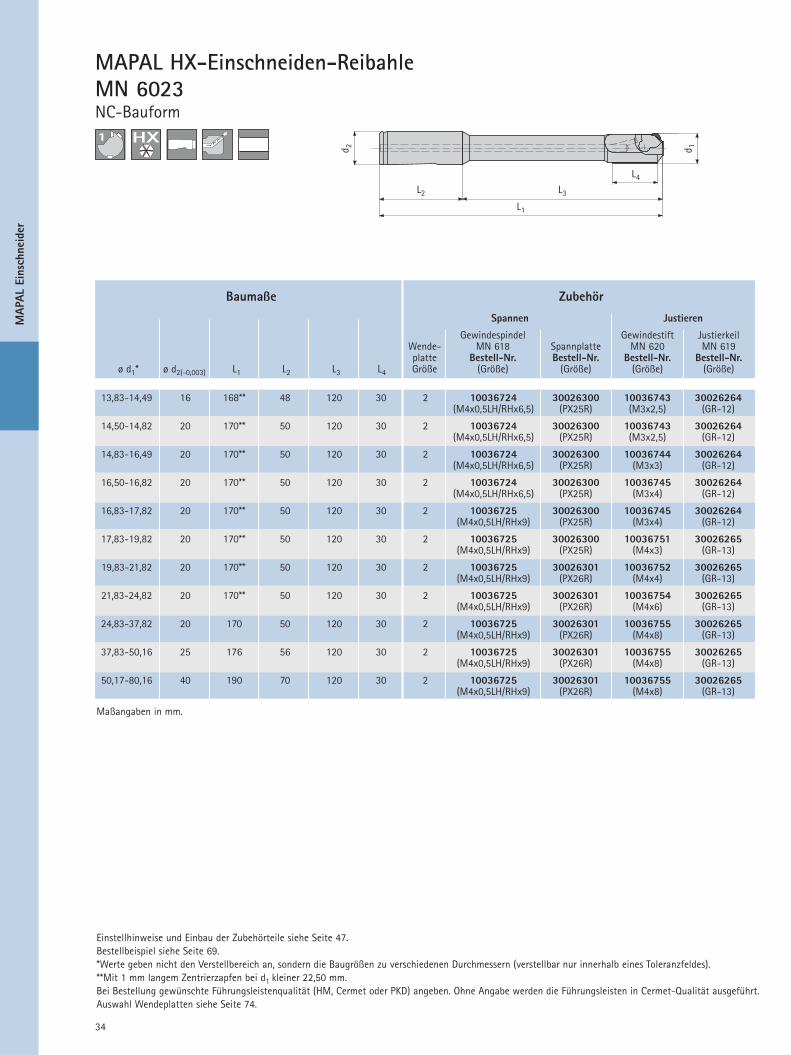
13,83-14,49 16 168** 48 120 30 2 10036724 30026300 10036743 30026264(M4x0,5LH/RHx6,5) (PX25R) (M3x2,5) (GR-12)
14,50-14,82 20 170** 50 120 30 2 10036724 30026300 10036743 30026264(M4x0,5LH/RHx6,5) (PX25R) (M3x2,5) (GR-12)
14,83-16,49 20 170** 50 120 30 2 10036724 30026300 10036744 30026264(M4x0,5LH/RHx6,5) (PX25R) (M3x3) (GR-12)
16,50-16,82 20 170** 50 120 30 2 10036724 30026300 10036745 30026264(M4x0,5LH/RHx6,5) (PX25R) (M3x4) (GR-12)
16,83-17,82 20 170** 50 120 30 2 10036725 30026300 10036745 30026264(M4x0,5LH/RHx9) (PX25R) (M3x4) (GR-12)
17,83-19,82 20 170** 50 120 30 2 10036725 30026300 10036751 30026265(M4x0,5LH/RHx9) (PX25R) (M4x3) (GR-13)
19,83-21,82 20 170** 50 120 30 2 10036725 30026301 10036752 30026265(M4x0,5LH/RHx9) (PX26R) (M4x4) (GR-13)
21,83-24,82 20 170** 50 120 30 2 10036725 30026301 10036754 30026265(M4x0,5LH/RHx9) (PX26R) (M4x6) (GR-13)
24,83-37,82 20 170 50 120 30 2 10036725 30026301 10036755 30026265(M4x0,5LH/RHx9) (PX26R) (M4x8) (GR-13)
37,83-50,16 25 176 56 120 30 2 10036725 30026301 10036755 30026265(M4x0,5LH/RHx9) (PX26R) (M4x8) (GR-13)
50,17-80,16 40 190 70 120 30 2 10036725 30026301 10036755 30026265(M4x0,5LH/RHx9) (PX26R) (M4x8) (GR-13)
L2L1
L3
L4
d 1d 2
11
MAPAL HX-Einschneiden-ReibahleMN 6023NC-Bauform
Gewindespindel Gewindestift JustierkeilWende- MN 618 Spannplatte MN 620 MN 619platte Bestell-Nr. Bestell-Nr. Bestell-Nr. Bestell-Nr.
ø d1* ø d2(-0,003) L1 L2 L3 L4 Größe (Größe) (Größe) (Größe) (Größe)
Baumaße Zubehör
Spannen Justieren
Einstellhinweise und Einbau der Zubehörteile siehe Seite 47.Bestellbeispiel siehe Seite 69.*Werte geben nicht den Verstellbereich an, sondern die Baugrößen zu verschiedenen Durchmessern (verstellbar nur innerhalb eines Toleranzfeldes).**Mit 1 mm langem Zentrierzapfen bei d1 kleiner 22,50 mm.Bei Bestellung gewünschte Führungsleistenqualität (HM, Cermet oder PKD) angeben. Ohne Angabe werden die Führungsleisten in Cermet-Qualität ausgeführt.Auswahl Wendeplatten siehe Seite 74.
Maßangaben in mm.
MAP
AL Einschn
eider
s022_053_07_2009_neu_s022_053.qxd 27.02.13 11:22 Seite 38

35
L2L1
L3
L4
d 1d 2
14,83-16,49 20 170** 50 120 30 2 10036724 30026300 10036744 30026264(M4x0,5LH/RHx6,5) (PX25R) (M3x3) (GR-12)
16,50-16,82 20 170** 50 120 30 2 10036724 30026300 10036745 30026264(M4x0,5LH/RHx6,5) (PX25R) (M3x4) (GR-12)
16,83-17,82 20 170** 50 120 30 2 10036725 30026300 10036745 30026264(M4x0,5LH/RHx9) (PX25R) (M3x4) (GR-12)
17,83-19,82 20 170** 50 120 30 2 10036725 30026300 10036751 30026265(M4x0,5LH/RHx9) (PX25R) (M4x3) (GR-13)
19,83-21,82 20 170** 50 120 30 2 10036725 30026301 10036752 30026265(M4x0,5LH/RHx9) (PX26R) (M4x4) (GR-13)
21,83-24,82 20 170** 50 120 30 2 10036725 30026301 10036754 30026265(M4x0,5LH/RHx9) (PX26R) (M4x6) (GR-13)
24,83-37,82 20 170 50 120 30 2 10036725 30026301 10036755 30026265(M4x0,5LH/RHx9) (PX26R) (M4x8) (GR-13)
37,83-50,16 25 176 56 120 30 2 10036725 30026301 10036755 30026265(M4x0,5LH/RHx9) (PX26R) (M4x8) (GR-13)
50,17-80,16 40 190 70 120 30 2 10036725 30026301 10036755 30026265(M4x0,5LH/RHx9) (PX26R) (M4x8) (GR-13)
11
MAPAL HX-Einschneiden-ReibahleMN 6024NC-Bauform
Gewindespindel Gewindestift JustierkeilWende- MN 618 Spannplatte MN 620 MN 619platte Bestell-Nr. Bestell-Nr. Bestell-Nr. Bestell-Nr.
ø d1* ø d2(-0,003) L1 L2 L3 L4 Größe (Größe) (Größe) (Größe) (Größe)
Baumaße Zubehör
Spannen Justieren
Qualität der Führungsleisten: CermetEinstellhinweise und Einbau der Zubehörteile siehe Seite 57.Bestellbeispiel siehe Seite 69.*Werte geben nicht den Verstellbereich an, sondern die Baugrößen zu verschiedenen Durchmessern (verstellbar nur innerhalb eines Toleranzfeldes).**Mit 1 mm langem Zentrierzapfen bei d1 kleiner 22,50 mm.Auswahl Wendeplatten siehe Seite 72.
Maßangaben in mm.
MAP
AL Einschn
eider
s022_053_07_2009_neu_s022_053.qxd 27.02.13 11:22 Seite 39

36
L2L1
L3
L4
d 1d 2
11
13,83-14,49 16 168** 48 120 30 2 10036724 30026300 10036743 30026264(M4x0,5LH/RHx6,5) (PX25R) (M3x2,5) (GR-12)
14,50-14,82 20 170** 50 120 30 2 10036724 30026300 10036743 30026264(M4x0,5LH/RHx6,5) (PX25R) (M3x2,5) (GR-12)
14,83-16,49 20 170** 50 120 30 2 10036724 30026300 10036744 30026264(M4x0,5LH/RHx6,5) (PX25R) (M3x3) (GR-12)
16,50-16,82 20 170** 50 120 30 2 10036724 30026300 10036745 30026264(M4x0,5LH/RHx6,5) (PX25R) (M3x4) (GR-12)
16,83-17,82 20 170** 50 120 30 2 10036725 30026300 10036745 30026264(M4x0,5LH/RHx9) (PX25R) (M3x4) (GR-12)
17,83-19,82 20 170** 50 120 30 2 10036725 30026300 10036751 30026265(M4x0,5LH/RHx9) (PX25R) (M4x3) (GR-13)
19,83-21,82 20 170** 50 120 30 2 10036725 30026301 10036752 30026265(M4x0,5LH/RHx9) (PX26R) (M4x4) (GR-13)
21,83-24,82 20 170** 50 120 30 2 10036725 30026301 10036754 30026265(M4x0,5LH/RHx9) (PX26R) (M4x6) (GR-13)
24,83-37,82 20 170 50 120 30 2 10036725 30026301 10036755 30026265(M4x0,5LH/RHx9) (PX26R) (M4x8) (GR-13)
37,83-50,16 25 176 56 120 30 2 10036725 30026301 10036755 30026265(M4x0,5LH/RHx9) (PX26R) (M4x8) (GR-13)
50,17-80,16 40 190 70 120 30 2 10036725 30026301 10036755 30026265(M4x0,5LH/RHx9) (PX26R) (M4x8) (GR-13)
Einstellhinweise und Einbau der Zubehörteile siehe Seite 47.Bestellbeispiel siehe Seite 69.*Werte geben nicht den Verstellbereich an, sondern die Baugrößen zu verschiedenen Durchmessern (verstellbar nur innerhalb eines Toleranzfeldes).**Mit 1 mm langem Zentrierzapfen bei d1 kleiner 22,50 mm.Bei Bestellung gewünschte Führungsleistenqualität (HM, Cermet oder PKD) angeben. Ohne Angabe werden die Führungsleisten in Cermet-Qualität ausgeführt.Auswahl Wendeplatten siehe Seite 74.
MAPAL HX-Einschneiden-ReibahleMN 6043NC-Bauform
Gewindespindel Gewindestift JustierkeilWende- MN 618 Spannplatte MN 620 MN 619platte Bestell-Nr. Bestell-Nr. Bestell-Nr. Bestell-Nr.
ø d1* ø d2 h6 L1 L2 L3 L4 Größe (Größe) (Größe) (Größe) (Größe)
Baumaße Zubehör
Spannen Justieren
Maßangaben in mm.
MAP
AL Einschn
eider
s022_053_07_2009_neu_s022_053.qxd 27.02.13 11:22 Seite 40

37
L2
L1
L3
L4
d 1d 2
11
14,83-16,49 20 170** 50 120 30 2 10036724 30026300 10036744 30026264(M4x0,5LH/RHx6,5) (PX25R) (M3x3) (GR-12)
16,50-16,82 20 170** 50 120 30 2 10036724 30026300 10036745 30026264(M4x0,5LH/RHx6,5) (PX25R) (M3x4) (GR-12)
16,83-17,82 20 170** 50 120 30 2 10036725 30026300 10036745 30026264(M4x0,5LH/RHx9) (PX25R) (M3x4) (GR-12)
17,83-19,82 20 170** 50 120 30 2 10036725 30026300 10036751 30026265(M4x0,5LH/RHx9) (PX25R) (M4x3) (GR-13)
19,83-21,82 20 170** 50 120 30 2 10036725 30026301 10036752 30026265(M4x0,5LH/RHx9) (PX26R) (M4x4) (GR-13)
21,83-24,82 20 170** 50 120 30 2 10036725 30026301 10036754 30026265(M4x0,5LH/RHx9) (PX26R) (M4x6) (GR-13)
24,83-37,82 20 170 50 120 30 2 10036725 30026301 10036755 30026265(M4x0,5LH/RHx9) (PX26R) (M4x8) (GR-13)
37,83-50,16 25 176 56 120 30 2 10036725 30026301 10036755 30026265(M4x0,5LH/RHx9) (PX26R) (M4x8) (GR-13)
50,17-80,16 40 190 70 120 30 2 10036725 30026301 10036755 30026265(M4x0,5LH/RHx9) (PX26R) (M4x8) (GR-13)
MAPAL HX-Einschneiden-ReibahleMN 6044NC-Bauform
Gewindespindel Gewindestift JustierkeilWende- MN 618 Spannplatte MN 620 MN 619platte Bestell-Nr. Bestell-Nr. Bestell-Nr. Bestell-Nr.
ø d1* ø d2 h6 L1 L2 L3 L4 Größe (Größe) (Größe) (Größe) (Größe)
Baumaße Zubehör
Spannen Justieren
Qualität der Führungsleisten: Cermet Einstellhinweise und Einbau der Zubehörteile siehe Seite 47.Bestellbeispiel siehe Seite 69.*Werte geben nicht den Verstellbereich an, sondern die Baugrößen zu verschiedenen Durchmessern (verstellbar nur innerhalb eines Toleranzfeldes).**Mit 1 mm langem Zentrierzapfen bei d1 kleiner 22,50 mm.Auswahl Wendeplatten siehe Seite 74.
Maßangaben in mm.
MAP
AL Einschn
eider
s022_053_07_2009_neu_s022_053.qxd 27.02.13 11:22 Seite 41
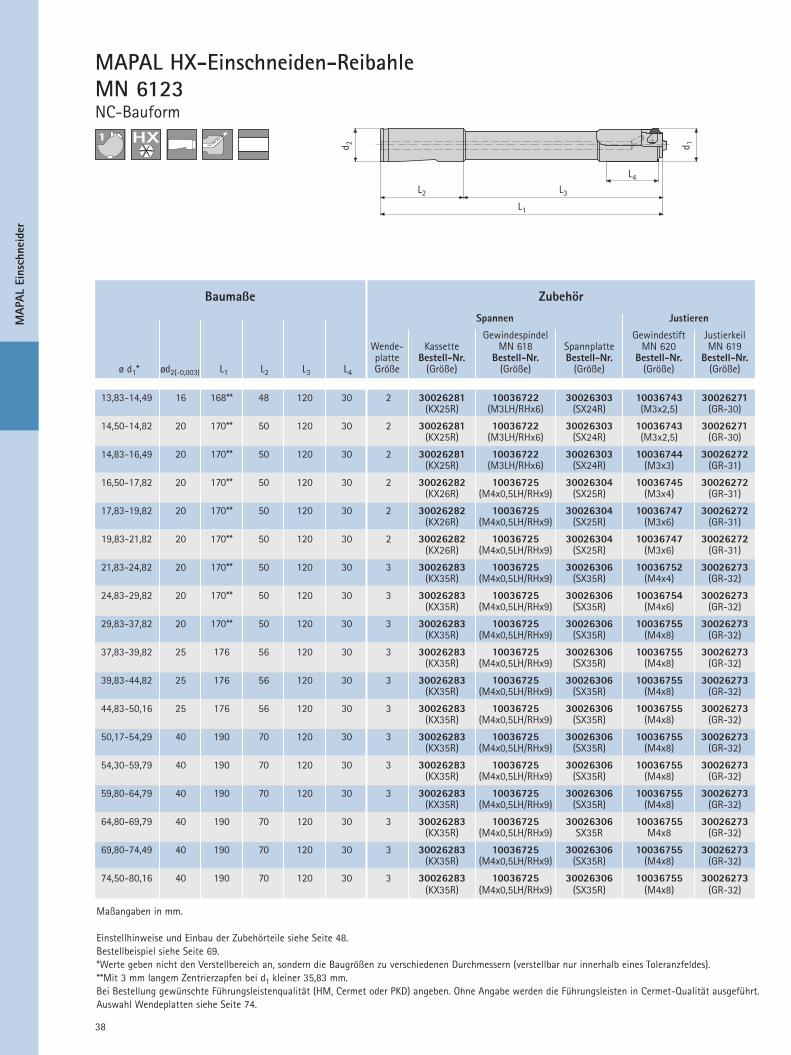
38
L2L1
L3
L4
d 1d 2
11
13,83-14,49 16 168** 48 120 30 2 30026281 10036722 30026303 10036743 30026271(KX25R) (M3LH/RHx6) (SX24R) (M3x2,5) (GR-30)
14,50-14,82 20 170** 50 120 30 2 30026281 10036722 30026303 10036743 30026271(KX25R) (M3LH/RHx6) (SX24R) (M3x2,5) (GR-30)
14,83-16,49 20 170** 50 120 30 2 30026281 10036722 30026303 10036744 30026272(KX25R) (M3LH/RHx6) (SX24R) (M3x3) (GR-31)
16,50-17,82 20 170** 50 120 30 2 30026282 10036725 30026304 10036745 30026272(KX26R) (M4x0,5LH/RHx9) (SX25R) (M3x4) (GR-31)
17,83-19,82 20 170** 50 120 30 2 30026282 10036725 30026304 10036747 30026272(KX26R) (M4x0,5LH/RHx9) (SX25R) (M3x6) (GR-31)
19,83-21,82 20 170** 50 120 30 2 30026282 10036725 30026304 10036747 30026272(KX26R) (M4x0,5LH/RHx9) (SX25R) (M3x6) (GR-31)
21,83-24,82 20 170** 50 120 30 3 30026283 10036725 30026306 10036752 30026273(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x4) (GR-32)
24,83-29,82 20 170** 50 120 30 3 30026283 10036725 30026306 10036754 30026273(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x6) (GR-32)
29,83-37,82 20 170** 50 120 30 3 30026283 10036725 30026306 10036755 30026273(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x8) (GR-32)
37,83-39,82 25 176 56 120 30 3 30026283 10036725 30026306 10036755 30026273(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x8) (GR-32)
39,83-44,82 25 176 56 120 30 3 30026283 10036725 30026306 10036755 30026273(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x8) (GR-32)
44,83-50,16 25 176 56 120 30 3 30026283 10036725 30026306 10036755 30026273(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x8) (GR-32)
50,17-54,29 40 190 70 120 30 3 30026283 10036725 30026306 10036755 30026273(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x8) (GR-32)
54,30-59,79 40 190 70 120 30 3 30026283 10036725 30026306 10036755 30026273(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x8) (GR-32)
59,80-64,79 40 190 70 120 30 3 30026283 10036725 30026306 10036755 30026273(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x8) (GR-32)
64,80-69,79 40 190 70 120 30 3 30026283 10036725 30026306 10036755 30026273(KX35R) (M4x0,5LH/RHx9) SX35R M4x8 (GR-32)
69,80-74,49 40 190 70 120 30 3 30026283 10036725 30026306 10036755 30026273(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x8) (GR-32)
74,50-80,16 40 190 70 120 30 3 30026283 10036725 30026306 10036755 30026273(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x8) (GR-32)
MAPAL HX-Einschneiden-ReibahleMN 6123NC-Bauform
Gewindespindel Gewindestift JustierkeilWende- Kassette MN 618 Spannplatte MN 620 MN 619platte Bestell-Nr. Bestell-Nr. Bestell-Nr. Bestell-Nr. Bestell-Nr.
ø d1* ød2(-0,003) L1 L2 L3 L4 Größe (Größe) (Größe) (Größe) (Größe) (Größe)
Zubehör
Spannen Justieren
Baumaße
Maßangaben in mm.
Einstellhinweise und Einbau der Zubehörteile siehe Seite 48.Bestellbeispiel siehe Seite 69.*Werte geben nicht den Verstellbereich an, sondern die Baugrößen zu verschiedenen Durchmessern (verstellbar nur innerhalb eines Toleranzfeldes).**Mit 3 mm langem Zentrierzapfen bei d1 kleiner 35,83 mm.Bei Bestellung gewünschte Führungsleistenqualität (HM, Cermet oder PKD) angeben. Ohne Angabe werden die Führungsleisten in Cermet-Qualität ausgeführt.Auswahl Wendeplatten siehe Seite 74.
MAP
AL Einschn
eider
s022_053_07_2009_neu_s022_053.qxd 27.02.13 11:22 Seite 42

39
L2L1
L3
L4
d 1d 2
14,83 - 16,49 3
16,50 - 17,82 2,5
17,83 - 21,82 1,5
21,83 - 25,82 3
25,83 - 27,82 2,5
27,83 - 37,82 1,5
11
14,83-16,49 20 170 50 120 30 2 30026281 10036722 30026303 10036744 30026272(KX25R) (M3LH/RHx6) (SX24R) (M3x3) (GR-31)
16,50-17,82 20 170 50 120 30 2 30026282 10036725 30026304 10036745 30026272(KX26R) (M4x0,5LH/RHx9) (SX25R) (M3x4) (GR-31)
17,83-19,82 20 170 50 120 30 2 30026282 10036725 30026304 10036747 30026272(KX26R) (M4x0,5LH/RHx9) (SX25R) (M3x6) (GR-31)
19,83-21,82 20 170 50 120 30 2 30026282 10036725 30026304 10036747 30026272(KX26R) (M4x0,5LH/RHx9) (SX25R) (M3x6) (GR-31)
21,83-24,82 20 170 50 120 30 3 30026283 10036725 30026306 10036752 30026273(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x4) (GR-32)
24,83-29,82 20 170 50 120 30 3 30026283 10036725 30026306 10036754 30026273(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x6) (GR-32)
29,83-37,82 20 170 50 120 30 3 30026283 10036725 30026306 10036755 30026273(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x8) (GR-32)
37,83-50,16 25 176 56 120 30 3 30026283 10036725 30026306 10036755 30026273(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x8) (GR-32)
50,17-80,16 40 190 70 120 30 3 30026283 10036725 30026306 10036755 30026273(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x8) (GR-32)
ø d1 ZapfenlängeAchtung:Durchmesserbereich d1von 14,83 - 37,82 mm mit Zentrierzapfen:
MAPAL HX-Einschneiden-ReibahleMN 6124NC-Bauform
Gewindespindel Gewindestift JustierkeilWende- Kassette MN 618 Spannplatte MN 620 MN 619platte Bestell-Nr. Bestell-Nr. Bestell-Nr. Bestell-Nr. Bestell-Nr.
ø d1* ød2(-0,003) L1 L2 L3 L4 Größe (Größe) (Größe) (Größe) (Größe) (Größe)
Baumaße Zubehör
Spannen Justieren
Einstellhinweise und Einbau der Zubehörteile siehe Seite 48.Bestellbeispiel siehe Seite 69.*Werte geben nicht den Verstellbereich an, sondern die Baugrößen zu verschiedenen Durchmessern (verstellbar nur innerhalb eines Toleranzfeldes).Bei Bestellung gewünschte Führungsleistenqualität (HM, Cermet oder PKD) angeben.Ohne Angabe werden die Führungsleisten in Cermet-Qualität ausgeführt.Auswahl Wendeplatten siehe Seite 74.
Maßangaben in mm.
MAP
AL Einschn
eider
s022_053_07_2009_neu_s022_053.qxd 27.02.13 11:22 Seite 43

40
L2L1
L3
L4
d 1d 2
13,83-14,49 16 168** 48 120 30 2 30026281 10036722 30026303 10036743 30026271(KX25R) (M3LH/RHx6) (SX24R) (M3x2,5) (GR-30)
14,50-14,82 20 170** 50 120 30 2 30026281 10036722 30026303 10036743 30026271(KX25R) (M3LH/RHx6) (SX24R) (M3x2,5) (GR-30)
14,83-16,49 20 170** 50 120 30 2 30026281 10036722 30026303 10036744 30026272(KX25R) (M3LH/RHx6) (SX24R) (M3x3) (GR-31)
16,50-17,82 20 170** 50 120 30 2 30026282 10036725 30026304 10036745 30026272(KX26R) (M4x0,5LH/RHx9) (SX25R) (M3x4) (GR-31)
17,83-19,82 20 170** 50 120 30 2 30026282 10036725 30026304 10036747 30026272(KX26R) (M4x0,5LH/RHx9) (SX25R) (M3x6) (GR-31)
19,83-21,82 20 170** 50 120 30 2 30026282 10036725 30026304 10036747 30026272(KX26R) (M4x0,5LH/RHx9) (SX25R) (M3x6) (GR-31)
21,83-24,82 20 170** 50 120 30 3 30026283 10036725 30026306 10036752 30026273(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x4) (GR-32)
24,83-29,82 20 170** 50 120 30 3 30026283 10036725 30026306 10036754 30026273(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x6) (GR-32)
29,83-37,82 20 170** 50 120 30 3 30026283 10036725 30026306 10036755 30026273(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x8) (GR-32)
37,83-39,82 25 176 56 120 30 3 30026283 10036725 30026306 10036755 30026273(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x8) (GR-32)
39,83-44,82 25 176 56 120 30 3 30026283 10036725 30026306 10036755 30026273(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x8) (GR-32)
44,83-50,16 25 176 56 120 30 3 30026283 10036725 30026306 10036755 30026273(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x8) (GR-32)
50,17-54,29 40 190 70 120 30 3 30026283 10036725 30026306 10036755 30026273(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x8) (GR-32)
54,30-59,79 40 190 70 120 30 3 30026283 10036725 30026306 10036755 30026273(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x8) (GR-32)
59,80-64,79 40 190 70 120 30 3 30026283 10036725 30026306 10036755 30026273(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x8) (GR-32)
64,80-69,79 40 190 70 120 30 3 30026283 10036725 30026306 10036755 30026273(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x8) (GR-32)
69,80-74,49 40 190 70 120 30 3 30026283 10036725 30026306 10036755 30026273(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x8) (GR-32)
74,50-80,16 40 190 70 120 30 3 30026283 10036725 30026306 10036755 30026273(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x8) (GR-32)
11
Maßangaben in mm.
Einstellhinweise und Einbau der Zubehörteile siehe Seite 47.Bestellbeispiel siehe Seite 69.*Werte geben nicht den Verstellbereich an, sondern die Baugrößen zu verschiedenen Durchmessern (verstellbar nur innerhalb eines Toleranzfeldes).**Mit 3 mm langem Zentrierzapfen bei d1 kleiner 35,83 mm.Bei Bestellung gewünschte Führungsleistenqualität (HM, Cermet oder PKD) angeben. Ohne Angabe werden die Führungsleisten in Cermet-Qualität ausgeführt.Auswahl Wendeplatten siehe Seite 74.
MAPAL HX-Einschneiden-ReibahleMN 6143NC-Bauform
Gewindespindel Gewindestift JustierkeilWende- Kassette MN 618 Spannplatte MN 620 MN 619platte Bestell-Nr. Bestell-Nr. Bestell-Nr. Bestell-Nr. Bestell-Nr.
ø d1* ø d2 h6 L1 L2 L3 L4 Größe (Größe) (Größe) (Größe) (Größe) (Größe)
Baumaße Zubehör
Spannen JustierenMAP
AL Einschn
eider
s022_053_07_2009_neu_s022_053.qxd 27.02.13 11:22 Seite 44

41
L2L1
L3
L4
d 1d 2
11
14,83-16,49 20 170 50 120 30 2 30026281 10036722 30026303 10036744 30026272(KX25R) (M3LH/RHx6) (SX24R) (M3x3) (GR-31)
16,50-17,82 20 170 50 120 30 2 30026282 10036725 30026304 10036745 30026272(KX26R) (M4x0,5LH/RHx9) (SX25R) (M3x4) (GR-31)
17,83-19,82 20 170 50 120 30 2 30026282 10036725 30026304 10036747 30026272(KX26R) (M4x0,5LH/RHx9) (SX25R) (M3x6) (GR-31)
19,83-21,82 20 170 50 120 30 2 30026282 10036725 30026304 10036747 30026272(KX26R) (M4x0,5LH/RHx9) (SX25R) (M3x6) (GR-31)
21,83-24,82 20 170 50 120 30 3 30026283 10036725 30026306 10036752 30026273(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x4) (GR-32)
24,83-29,82 20 170 50 120 30 3 30026283 10036725 30026306 10036754 30026273(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x6) (GR-32)
29,83-37,82 20 170 50 120 30 3 30026283 10036725 30026306 10036755 30026273(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x8) (GR-32)
37,83-50,16 25 176 56 120 30 3 30026283 10036725 30026306 10036755 30026273(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x8) (GR-32)
50,17-80,16 40 190 70 120 30 3 30026283 10036725 30026306 10036755 30026273(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x8) (GR-32)
14,83 - 16,49 3
16,50 - 17,82 2,5
17,83 - 21,82 1,5
21,83 - 25,82 3
25,83 - 27,82 2,5
27,83 - 37,82 1,5
ø d1 Zapfenlänge
Maßangaben in mm.
Achtung: Durchmesserbereich d1von 14,83 - 37,82 mm mit Zentrierzapfen:
Einstellhinweise und Einbau der Zubehörteile siehe Seite 48.Bestellbeispiel siehe Seite 69.*Werte geben nicht den Verstellbereich an, sondern die Baugrößen zu verschiedenen Durchmessern (verstellbar nur innerhalb eines Toleranzfeldes).Bei Bestellung gewünschte Führungsleistenqualität (HM, Cermet oder PKD) angeben.Ohne Angabe werden die Führungsleisten in Cermet-Qualität ausgeführt.Auswahl Wendeplatten siehe Seite 74.
MAPAL HX-Einschneiden-ReibahleMN 6144NC-Bauform
Gewindespindel Gewindestift JustierkeilWende- Kassette MN 618 Spannplatte MN 620 MN 619platte Bestell-Nr. Bestell-Nr. Bestell-Nr. Bestell-Nr. Bestell-Nr.
ø d1* ø d2 h6 L1 L2 L3 L4 Größe (Größe) (Größe) (Größe) (Größe) (Größe)
Baumaße Zubehör
Spannen Justieren MAP
AL Einschn
eider
s022_053_07_2009_neu_s022_053.qxd 27.02.13 11:22 Seite 45

42
RmN/mm2
< 500
500 - 900
> 900
< 600
> 600
> 750
< 600
> 600
11
43212 431
0,1 - 0,4 • • 20-40 20-40 30-50 < 60 < 60
0,1 - 0,4 • • 20-40 20-40 30-50 < 60 < 60
0,1 - 0,4 • • 20-40 20-40 30-50 < 60 < 60
0,1 - 0,4 • • 20-40 20-40 30-50 < 60 < 60
0,1 - 0,4 • • 20-30 20-30 20-40 < 50 < 50
0,1 - 0,3 • • 20-30 20-30 20-40 < 60 < 60
0,1 - 0,3 • • 20-30 20-30 20-40 < 60 < 60
0,1 - 0,3 • • 20-30 20-30 20-40 < 60 < 60
0,2 - 0,4 • • 30-40 30-40 40-50
0,1 - 0,3 • • 30-41 30- 41 40-50
0,1 - 0,3 • • 30-42 30-42 40-50
0,1 - 0,3 • • 30-43 30-43 40-50
0,1 - 0,3 • • 30-44 30-44 40- 50
0,08 - 0,2 • • 20-40 20-40 < 40
0,1 - 0,25 • • 30-40 30-40 < 60
0,1 - 0,3 • • 30-40 30-40 < 60
0,1 - 0,3 • 30-40 30-40 < 60
0,1 - 0,3 • • 30-40 30-40 < 60
0,1 - 0,3 • • 30-40 30-40 < 60
0,1 - 0,4 • • 40-60 40-60 60-100 110-160110-160
0,1 - 0,4 • • 40-60 40-60 60-100 110-160110-160
0,1 - 0,4 • • 40-60 40-60 60-100 110-160110-160
0,1 - 0,4 • • 40-60 40-60 60-100 110-160110-160
0,1 - 0,4 • • 20-40 20-40 < 60 < 60 < 60
0,1 - 0,3 • • 20-40 20-40 60 60 60
0,1 - 0,3 • • 20-40 20-40 60 60 60
0,1 - 0,3 • • 20-40 20-40 60 60 60
0,1 - 0,4 • • 40-60 40-60 60-100
0,1 - 0,3 • • 40-60 40-60 60-100
0,1 - 0,3 • • 40-60 40-60 60-100
0,1 - 0,3 • • 40-60 40-60 60-100
0,1 - 0,3 • • 40-60 40-60 60-100
0,08 - 0,2 • • < 30 < 30 <40
0,1 - 0,25 • • 80-100 80-100
0,1 - 0,3 • • 80-100 80-100
160-180160-180
0,1 - 0,3 • • 160-180160-180
0,1 - 0,3 • • 180-230180-230
8 - 12 10 - 15 10 - 3012 - 15 15 - 30 10 - 2015 - 20 20 - 40 10 - 1520 - 30 30 - 60 5 - 1030 - 50 50 - 200 3 - 850 - 100 150 - 300 3 - 6
HU615 HU612 HC416 HP426 CU140 CP140 PU620 FU801 FU802HU615 HU612 HC416 HP426 CU140 CP140
Baureihen mit innerer KühlmittelzufuhrAnschnittform AD
Schnitttiefe 0,05 - 0,25 mm
Vor- Span- Schnittgeschwindigkeitschub winkel für Schneidstofff*
(mm/U) 0° 6° 12°
Nicht empfohlen
Baureihen mit äußerer KühlmittelzufuhrAnschnittform AD + ASSchnitttiefe 0,05 - 0,25 mm
Vor- Span- Schnittgeschwindigkeitschub winkel für Schneidstofff*
(mm/U) 0° 6° 12°
Bitte Rücksprache
Bitte Rücksprache
Bitte Rücksprache
Bitte Rücksprache
Bitte Rücksprache
Bitte Rücksprache
Material
Unlegierte StähleBau-, Einsatz-, Automatenstahl, Stahlguss
Unlegierte/niedriglegierte StähleBau-, Einsatz-, Vergütungs-, Werkzeugstahl, Stahlguss
Bleilegierte Automatenstähle
Unlegierte/niedriglegierte Stählewarmfeste Bau-, Vergütungs-, Nitrier-, Werkzeugstähle
Hochlegierte StähleWerkzeugstähle
Sonderlegierungen, Sinterwerkstoffe
Rostfreie Stähle
Rostfreie Stähle
Rostfreie hitzebeständige Stähle
Grauguss
Legierter Grauguss
Sphäroguss ferritisch/perlitisch; TempergussGGG40-GGG55, GTW35-GTW55, GTS35-GTS55
Sphäroguss perlitisch/TempergussGGG60-GGG80, GTW65, GTS65-GTS70
Legierter Sphäroguss
Titan, Titanlegierungen
Kupferlegierungen, Messing, BleilegierteBronze, Bleibronze langspanend
Kupfer, Kupferlegierungen, Alu-, Mangan-, Phosphorbronze kurzspanend
Aluminium-KnetlegierungMagnesium-Knetlegierung
Alugusslegierung Si-Gehalt < 10 %, Magnesium-Legierungen
Alugusslegierung Si-Gehalt > 10 %, Magnesium-Legierungen
Kunststoffe
Kunststoffe verstärkt
Arbeitswerte für MAPAL WP-Einschneiden-Reibahlen
Die angegebenen Arbeits wer te sindRichtwerte. Die für den jeweiligen Bear bei tungs fall optimalen Daten sollten im Versuch oder während derBear beitung ermittelt werden.
Die Standardqualitäten der Führungs -leisten bei MAPAL Reibahlen sindHartmetall oder Cermet. Diese benöti-gen einen ausreichenden Schmier film.Durch den Einsatz von PKD-Führungs -leisten kann die Ober flächen güte unddie Stand zeit der Lei sten erheblich ver-bessert werden.
MinimalmengenschmierungAuf Anfrage sind MAPAL Re ib ahlen mitspezieller Ausle gung für die Minimal -mengen schmier ung erhältlich.
KühlmittelFür den Einsatz von MAPAL Reibahlensind alle handelsüblichen Emulsionenim Mi sch ungs verhältnis 1: 9 ge eignet.Bei der Verwendung von PKD-Füh -rungs leisten kann der Emulsionsanteilreduziert werden. Beste Standzeitenwerden mit mineralölhaltigen Emul -sionen erreicht.
Richtwerte für Kühlmittel druck und -menge für Reib ahlen mit innerer Kühl mittelzufuhrø- Menge Druck
Bereich l/min bar
MAP
AL Einschn
eider
s022_053_07_2009_neu_s022_053.qxd 27.02.13 11:22 Seite 46
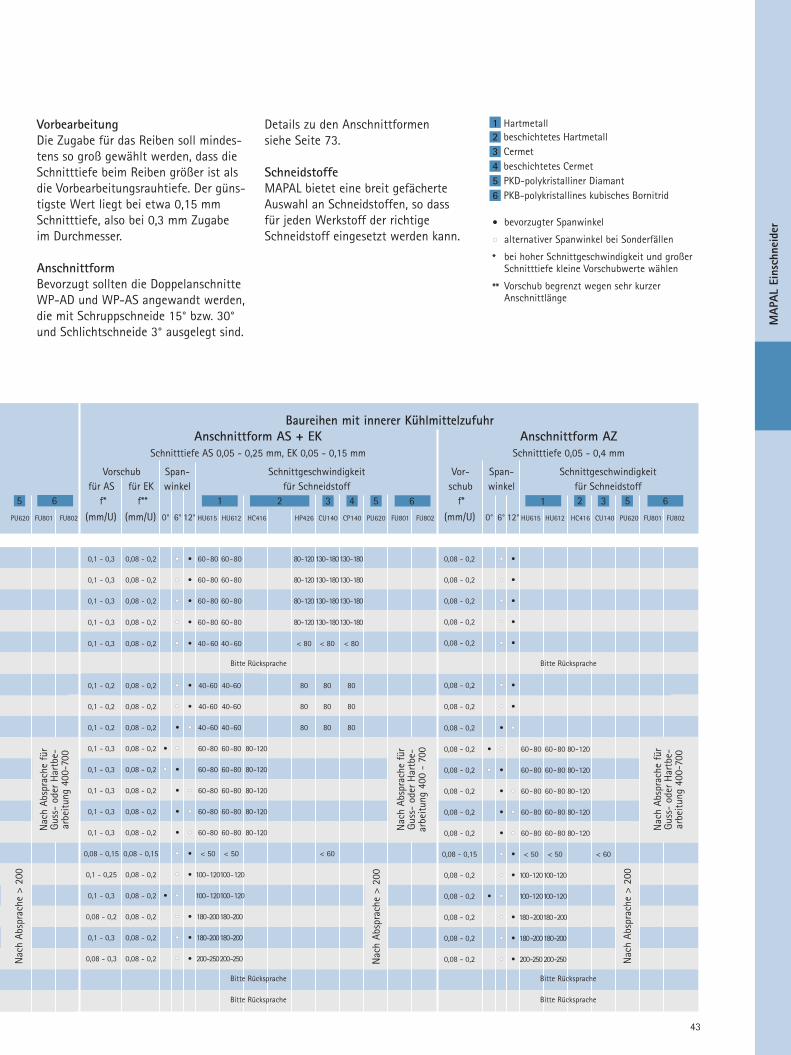
43
1 62 3 565432165
0,1 - 0,3 0,08 - 0,2 • • 60-80 60-80 80-120130-180130-180
0,1 - 0,3 0,08 - 0,2 • • 60-80 60-80 80-120130-180130-180
0,1 - 0,3 0,08 - 0,2 • • 60-80 60-80 80-120130-180130-180
0,1 - 0,3 0,08 - 0,2 • • 60-80 60-80 80-120130-180130-180
0,1 - 0,3 0,08 - 0,2 • • 40-60 40-60 < 80 < 80 < 80
0,1 - 0,2 0,08 - 0,2 • • 40-60 40-60 80 80 80
0,1 - 0,2 0,08 - 0,2 • • 40-60 40-60 80 80 80
0,1 - 0,2 0,08 - 0,2 • • 40-60 40-60 80 80 80
0,1 - 0,3 0,08 - 0,2 • • 60-80 60-80 80-120
0,1 - 0,3 0,08 - 0,2 • • 60-80 60-80 80-120
0,1 - 0,3 0,08 - 0,2 • • 60-80 60-80 80-120
0,1 - 0,3 0,08 - 0,2 • • 60-80 60-80 80-120
0,1 - 0,3 0,08 - 0,2 • • 60-80 60-80 80-120
0,08 - 0,15 0,08 - 0,15 • • < 50 < 50 < 60
0,1 - 0,25 0,08 - 0,2 • • 100-120100-120
0,1 - 0,3 0,08 - 0,2 • • 100-120100-120
0,08 - 0,2 0,08 - 0,2 • • 180-200180-200
0,1 - 0,3 0,08 - 0,2 • • 180-200180-200
0,08 - 0,3 0,08 - 0,2 • • 200-250200-250
0,08 - 0,2 • •
0,08 - 0,2 • •
0,08 - 0,2 • •
0,08 - 0,2 • •
0,08 - 0,2 • •
0,08 - 0,2 • •
0,08 - 0,2 • •
0,08 - 0,2 • •
0,08 - 0,2 • • 60-80 60-80 80-120
0,08 - 0,2 • • 60-80 60-80 80-120
0,08 - 0,2 • • 60-80 60-80 80-120
0,08 - 0,2 • • 60-80 60-80 80-120
0,08 - 0,2 • • 60-80 60-80 80-120
0,08 - 0,15 • • < 50 < 50 < 60
0,08 - 0,2 • • 100-120100-120
0,08 - 0,2 • • 100-120100-120
0,08 - 0,2 • • 180-200180-200
0,08 - 0,2 • • 180-200180-200
0,08 - 0,2 • • 200-250200-250
0,1 - 0,4 • • 40-60 40-60 60-100 110-160110-160
0,1 - 0,4 • • 40-60 40-60 60-100 110-160110-160
0,1 - 0,4 • • 40-60 40-60 60-100 110-160110-160
0,1 - 0,4 • • 40-60 40-60 60-100 110-160110-160
0,1 - 0,4 • • 20-40 20-40 < 60 < 60 < 60
0,1 - 0,3 • • 20-40 20-40 60 60 60
0,1 - 0,3 • • 20-40 20-40 60 60 60
0,1 - 0,3 • • 20-40 20-40 60 60 60
0,1 - 0,4 • • 40-60 40-60 60-100
0,1 - 0,3 • • 40-60 40-60 60-100
0,1 - 0,3 • • 40-60 40-60 60-100
0,1 - 0,3 • • 40-60 40-60 60-100
0,1 - 0,3 • • 40-60 40-60 60-100
0,08 - 0,2 • • < 30 < 30 <40
0,1 - 0,25 • • 80-100 80-100
0,1 - 0,3 • • 80-100 80-100
160-180160-180
0,1 - 0,3 • • 160-180160-180
0,1 - 0,3 • • 180-230180-230
HU615 HU612 HC416 CU140 PU620 FU801 FU802HU615 HU612 HC416 HP426 CU140 CP140 PU620 FU801 FU802HU615 HU612 HC416 HP426 CU140 CP140 PU620 FU801 FU802
Anschnittform AZSchnitttiefe 0,05 - 0,4 mm
Vor- Span- Schnittgeschwindigkeitschub winkel für Schneidstofff*
(mm/U) 0° 6° 12°
Nach Absprache für
Guss- oder Hartbe -
arbeitung 400-700
Nach Absprache > 200
Anschnittform AS + EKSchnitttiefe AS 0,05 - 0,25 mm, EK 0,05 - 0,15 mm
Vorschub Span- Schnittgeschwindigkeitfür AS für EK winkel für Schneidstofff* f**
(mm/U) (mm/U) 0° 6° 12°
Baureihen mit innerer Kühlmittelzufuhr
Nach Absprache für
Guss- oder Hartbe -
arbeitung 400 - 700
Nach Absprache > 200
Nach Absprache für
Guss- oder Hartbe -
arbeitung 400-700
Nach Absprache > 200
Baureihen mit innerer KühlmittelzufuhrAnschnittform AD
Schnitttiefe 0,05 - 0,25 mm
Vor- Span- Schnittgeschwindigkeitschub winkel für Schneidstofff*
(mm/U) 0° 6° 12°
Bitte Rücksprache Bitte Rücksprache Bitte Rücksprache
Bitte Rücksprache
Bitte Rücksprache
Bitte Rücksprache
Bitte Rücksprache
Bitte Rücksprache
Bitte Rücksprache
VorbearbeitungDie Zugabe für das Reiben soll mindes -tens so groß gewählt werden, dass dieSchnitttiefe beim Reiben größer ist alsdie Vorbear beitungs rauhtiefe. Der güns -tigste Wert liegt bei etwa 0,15 mmSchnitttiefe, also bei 0,3 mm Zugabeim Durch messer.
AnschnittformBevorzugt sollten die Doppel anschnitteWP-AD und WP-AS angewandt werden,die mit Schruppschneide 15° bzw. 30°und Schlicht schneide 3° ausgelegt sind.
Details zu den Anschnitt formen siehe Seite 73.
SchneidstoffeMAPAL bietet eine breit ge fächerteAuswahl an Schneid stoffen, so dassfür jeden Werkstoff der richtigeSchneid stoff eingesetzt werden kann.
1 Hartmetall2 beschichtetes Hartmetall3 Cermet4 beschichtetes Cermet5 PKD-polykristalliner Diamant6 PKB-polykristallines kubisches Bornitrid
• bevorzugter Spanwinkel
• alternativer Spanwinkel bei Sonderfällen
* bei hoher Schnittge schwindig keit und großer Schnitttiefe kleine Vor schubwerte wählen
** Vorschub begrenzt wegen sehr kurzer Anschnittlänge
MAP
AL Einschn
eider
s022_053_07_2009_neu_s022_053.qxd 27.02.13 11:22 Seite 47
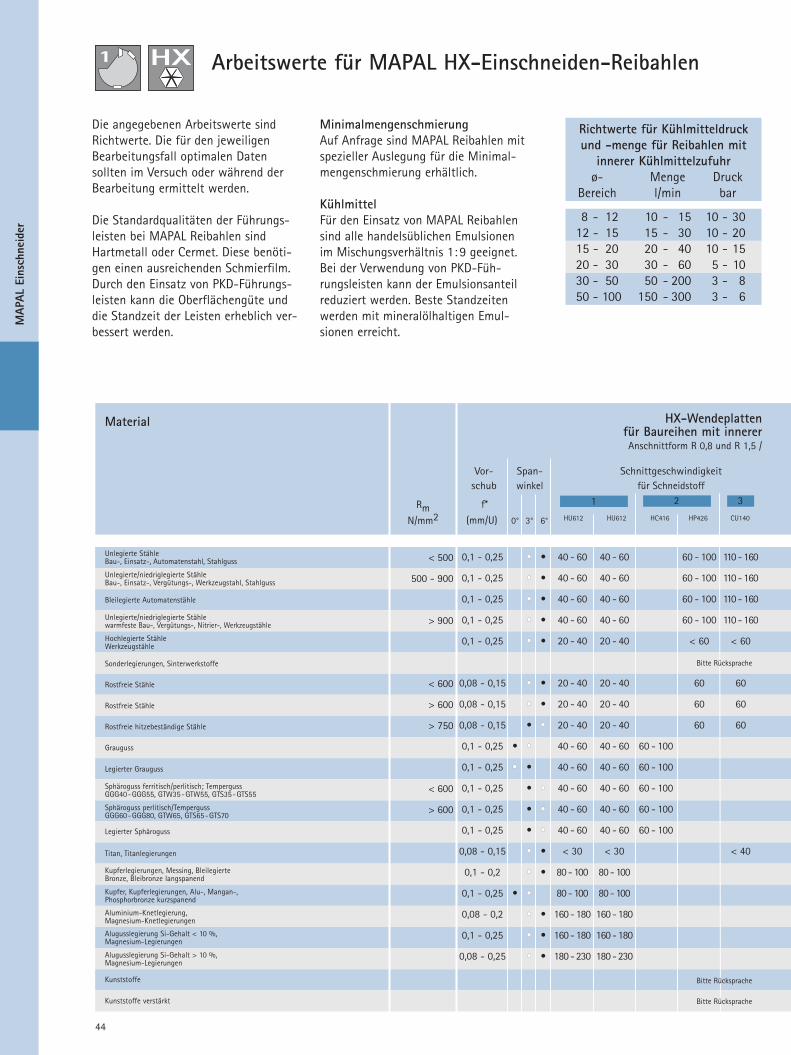
44
8 - 12 10 - 15 10 - 3012 - 15 15 - 30 10 - 2015 - 20 20 - 40 10 - 1520 - 30 30 - 60 5 - 1030 - 50 50 - 200 3 - 850 - 100 150 - 300 3 - 6
11
RmN/mm2
< 500
500 - 900
> 900
< 600
> 600
> 750
< 600
> 600
0,1 - 0,25 • • 40 - 60 40 - 60 60 - 100 110-160 110-160
0,1 - 0,25 • • 40 - 60 40 - 60 60 - 100 110-160 110-160
0,1 - 0,25 • • 40 - 60 40 - 60 60 - 100 110-160 110-160
0,1 - 0,25 • • 40 - 60 40 - 60 60 - 100 110-160 110-160
0,1 - 0,25 • • 20 - 40 20 - 40 < 60 < 60 < 60
0,08 - 0,15 • • 20 - 40 20 - 40 60 60 60
0,08 - 0,15 • • 20 - 40 20 - 40 60 60 60
0,08 - 0,15 • • 20 - 40 20 - 40 60 60 60
0,1 - 0,25 • • 40 - 60 40 - 60 60 - 100
0,1 - 0,25 • • 40 - 60 40 - 60 60 - 100
0,1 - 0,25 • • 40 - 60 40 - 60 60 - 100
0,1 - 0,25 • • 40 - 60 40 - 60 60 - 100
0,1 - 0,25 • • 40 - 60 40 - 60 60 - 100
0,08 - 0,15 • • < 30 < 30 < 40
0,1 - 0,2 • • 80-100 80-100
0,1 - 0,25 • • 80-100 80-100
0,08 - 0,2 • • 160-180 160-180
0,1 - 0,25 • • 160-180 160-180
0,08 - 0,25 • • 180-230 180-230
1 2 3
HU612 HU612 HC416 HP426 CU140 CP140 PU620 FU801 FU802
Bitte Rücksprache
Bitte Rücksprache
Bitte Rücksprache
HX-Wendeplatten ohne Spannkerbefür Baureihen mit innerer KühlmittelzufuhrAnschnittform R 0,8 und R 1,5 / Schnitttiefe 0,05 - 0,25 mm
Vor- Span- Schnittgeschwindigkeit Schnittgeschwindigkeitschub winkel für Schneidstoff für Schneidstoff
f*
(mm/U) 0° 3° 6°
Richtwerte für Kühlmittel druck und -menge für Reib ahlen mit innerer Kühl mittelzufuhrø- Menge Druck
Bereich l/min bar
Arbeitswerte für MAPAL HX-Einschneiden-Reibahlen
Die angegebenen Arbeits wer te sindRichtwerte. Die für den jeweiligenBear bei tungs fall optimalen Daten sollten im Versuch oder während derBearbeitung ermittelt werden.
Die Standardqualitäten der Führungs -leisten bei MAPAL Reibahlen sindHartmetall oder Cermet. Diese benöti-gen einen ausreichenden Schmier film.Durch den Einsatz von PKD-Führungs -leisten kann die Ober flächen güte unddie Stand zeit der Lei sten erheblich ver-bessert werden.
MinimalmengenschmierungAuf Anfrage sind MAPAL Re ib ahlen mitspezieller Ausle gung für die Minimal -mengen schmier ung erhältlich.
KühlmittelFür den Einsatz von MAPAL Reibahlensind alle handelsüblichen Emulsionenim Mi sch ungs verhältnis 1: 9 ge eignet.Bei der Verwendung von PKD-Füh -rungs leisten kann der Emulsionsanteilreduziert werden. Beste Standzeitenwerden mit mineralölhaltigen Emul -sionen erreicht.
Material
Unlegierte StähleBau-, Einsatz-, Automatenstahl, Stahlguss
Unlegierte/niedriglegierte StähleBau-, Einsatz-, Vergütungs-, Werkzeugstahl, Stahlguss
Bleilegierte Automatenstähle
Unlegierte/niedriglegierte Stählewarmfeste Bau-, Vergütungs-, Nitrier-, Werkzeugstähle
Hochlegierte StähleWerkzeugstähle
Sonderlegierungen, Sinterwerkstoffe
Rostfreie Stähle
Rostfreie Stähle
Rostfreie hitzebeständige Stähle
Grauguss
Legierter Grauguss
Sphäroguss ferritisch/perlitisch; TempergussGGG40-GGG55, GTW35-GTW55, GTS35-GTS55
Sphäroguss perlitisch/TempergussGGG60-GGG80, GTW65, GTS65-GTS70
Legierter Sphäroguss
Titan, Titanlegierungen
Kupferlegierungen, Messing, BleilegierteBronze, Bleibronze langspanend
Kupfer, Kupferlegierungen, Alu-, Mangan-, Phosphorbronze kurzspanend
Aluminium-Knetlegierung, Magnesium-Knetlegierungen
Alugusslegierung Si-Gehalt < 10 %, Magnesium-Legierungen
Alugusslegierung Si-Gehalt > 10 %, Magnesium-Legierungen
Kunststoffe
Kunststoffe verstärkt
MAP
AL Einschn
eider
s022_053_07_2009_neu_s022_053.qxd 27.02.13 11:22 Seite 48
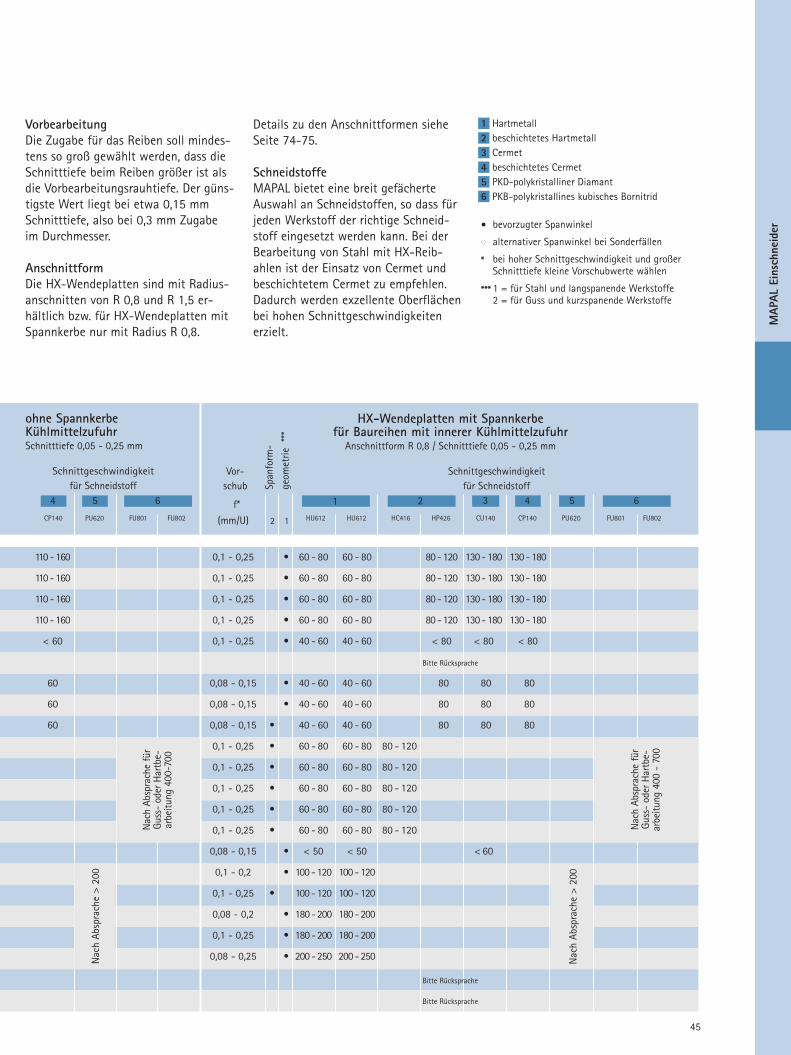
45
0,1 - 0,25 • • 40 - 60 40 - 60 60 - 100 110-160 110-160
0,1 - 0,25 • • 40 - 60 40 - 60 60 - 100 110-160 110-160
0,1 - 0,25 • • 40 - 60 40 - 60 60 - 100 110-160 110-160
0,1 - 0,25 • • 40 - 60 40 - 60 60 - 100 110-160 110-160
0,1 - 0,25 • • 20 - 40 20 - 40 < 60 < 60 < 60
0,08 - 0,15 • • 20 - 40 20 - 40 60 60 60
0,08 - 0,15 • • 20 - 40 20 - 40 60 60 60
0,08 - 0,15 • • 20 - 40 20 - 40 60 60 60
0,1 - 0,25 • • 40 - 60 40 - 60 60 - 100
0,1 - 0,25 • • 40 - 60 40 - 60 60 - 100
0,1 - 0,25 • • 40 - 60 40 - 60 60 - 100
0,1 - 0,25 • • 40 - 60 40 - 60 60 - 100
0,1 - 0,25 • • 40 - 60 40 - 60 60 - 100
0,08 - 0,15 • • < 30 < 30 < 40
0,1 - 0,2 • • 80-100 80-100
0,1 - 0,25 • • 80-100 80-100
0,08 - 0,2 • • 160-180 160-180
0,1 - 0,25 • • 160-180 160-180
0,08 - 0,25 • • 180-230 180-230
0,1 - 0,25 • 60 - 80 60 - 80 80-120 130-180 130-180
0,1 - 0,25 • 60 - 80 60 - 80 80-120 130-180 130-180
0,1 - 0,25 • 60 - 80 60 - 80 80-120 130-180 130-180
0,1 - 0,25 • 60 - 80 60 - 80 80-120 130-180 130-180
0,1 - 0,25 • 40 - 60 40 - 60 < 80 < 80 < 80
0,08 - 0,15 • 40 - 60 40 - 60 80 80 80
0,08 - 0,15 • 40 - 60 40 - 60 80 80 80
0,08 - 0,15 • 40 - 60 40 - 60 80 80 80
0,1 - 0,25 • 60 - 80 60 - 80 80 - 120
0,1 - 0,25 • 60 - 80 60 - 80 80 - 120
0,1 - 0,25 • 60 - 80 60 - 80 80 - 120
0,1 - 0,25 • 60 - 80 60 - 80 80 - 120
0,1 - 0,25 • 60 - 80 60 - 80 80 - 120
0,08 - 0,15 • < 50 < 50 < 60
0,1 - 0,2 • 100-120 100-120
0,1 - 0,25 • 100-120 100-120
0,08 - 0,2 • 180-200 180-200
0,1 - 0,25 • 180-200 180-200
0,08 - 0,25 • 200-250 200-250
654 1 2 3 654
HU612 HU612 HC416 HP426 CU140 CP140 PU620 FU801 FU802HU612 HU612 HC416 HP426 CU140 CP140 PU620 FU801 FU802
Nach Absprache für
Guss- oder Hartbe -
arbeitung 400 - 700
Nach Absprache > 200
HX-Wendeplatten mit Spannkerbefür Baureihen mit innerer KühlmittelzufuhrAnschnittform R 0,8 / Schnitttiefe 0,05 - 0,25 mm
Vor- Schnittgeschwindigkeitschub für Schneidstoff
f*
(mm/U) 2 1
Spanform-
geom
etrie ***
Nach Absprache für
Guss- oder Hartbe -
arbeitung 400-700
Nach Absprache > 200
Bitte Rücksprache
Bitte Rücksprache
Bitte Rücksprache
Bitte Rücksprache
Bitte Rücksprache Bitte Rücksprache
HX-Wendeplatten ohne Spannkerbefür Baureihen mit innerer KühlmittelzufuhrAnschnittform R 0,8 und R 1,5 / Schnitttiefe 0,05 - 0,25 mm
Vor- Span- Schnittgeschwindigkeit Schnittgeschwindigkeitschub winkel für Schneidstoff für Schneidstoff
f*
(mm/U) 0° 3° 6°
VorbearbeitungDie Zugabe für das Reiben soll mindes -tens so groß gewählt werden, dass dieSchnitttiefe beim Reiben größer ist alsdie Vorbear beitungs rauh tiefe. Der güns -tigste Wert liegt bei etwa 0,15 mmSchnitttiefe, also bei 0,3 mm Zugabeim Durch messer.
AnschnittformDie HX-Wendeplatten sind mit Radius -anschnitten von R 0,8 und R 1,5 er -hältlich bzw. für HX-Wendeplatten mitSpann kerbe nur mit Radius R 0,8.
De tails zu den Anschnitt formen sieheSeite 74-75.
SchneidstoffeMAPAL bietet eine breit ge fächerteAus wahl an Schneid stoffen, so dass fürje den Werkstoff der richtige Schneid -stoff eingesetzt werden kann. Bei derBear beitung von Stahl mit HX-Reib -ahlen ist der Einsatz von Cermet undbeschich tetem Cermet zu empfehlen.Da durch werden exzellente Ober flächenbei hohen Schnittge schwindigkeitenerzielt.
1 Hartmetall2 beschichtetes Hartmetall3 Cermet4 beschichtetes Cermet5 PKD-polykristalliner Diamant6 PKB-polykristallines kubisches Bornitrid
• bevorzugter Spanwinkel
• alternativer Spanwinkel bei Sonderfällen
* bei hoher Schnittge schwindig keit und großer Schnitttiefe kleine Vor schubwerte wählen
*** 1 = für Stahl und langspanende Werkstoffe2 = für Guss und kurzspanende Werkstoffe
MAP
AL Einschn
eider
s022_053_07_2009_neu_s022_053.qxd 27.02.13 11:22 Seite 49

46
F
H I J
E G
K
A B C D
Vorderen und hinteren Gewinde-stift eine 1/2 Um drehung nach links drehen.
Torx-Schraube bzw. Gewinde spindelvon oben nach links und von untennach rechts drehen. Zum Öffnenmüssen zwei Schlüssel verwendetwerden (wie abgebildet). Spann -platte gelöst.
1. Wendeplatte herausnehmen. 2. Wende platte und Wendeplatten-sitz reinigen (keine Pressluft ver-wenden, Justierkeile beachten).
3. Wendeplatte wenden bzw. neue Wende platte einsetzen.
Zur Grobeinstellung vorderen undhinteren Gewindestift wieder eine1/4 Umdrehung nach rechts drehen.
1. Zum Messen und Feineinstellen empfehlen wir ein Feinzeigermikrometer. 2. Vorderes und hinteres Ein stellmaß in wechselnden Intervallen mit den Gewinde stiften einstellen. Verjüngung nach hinten ca. 0,01 bis 0,015 mm.
MAPAL MASTERSET mit Ein stell -dorn (muss separat bestellt wer-den) eichen. Einstelldorn hatKleinstmaß der Bohrung.
Vorderes und hinteres Einstellmaß in wechselnden Intervallen mit den Ge windestiften einstellen. Verjüngung nach hinten ca. 0,01 bis 0,015 mm.
Detaillierte Einstellhinweise können Sie der Bedienungsanleitung des Gerätes entnehmen.Hinweis: Einstellung im Überstandsverfahren siehe WP-Zweischneiden-Reibahlen Seite 66.
MAPAL UNISET: Zur komfortablenEinstellung der Reibahlen bietetMAPAL elektronische Einstellgerätein vertikaler und horizontaler Aus-führung an. Fordern Sie hierfürunseren speziellen Prospekt „Einstellgeräte“ an.
Für einfachste Handhabung und garantierte Einstellsicherheit empfehlen wir die Ver wendung eines MAPAL Einstellgerätes.
Wendeplattenwechsel und Einstellung
1. Wendeplatte gegen hinteren An- schlag und Justierkeil drücken.
2. Torx-Schraube bzw. Gewinde-spindel von oben nach rechts und von unten nach links drehen und anziehen. Zwei Schlüssel verwen-den (wie abgebildet). Spannplatte angezogen.
WP-Wendeplatte
Justierkeil
Gewindestift
Spannplatte
Gewindespindel
Einstellhinweise fürMAPAL WP-Einschneiden-Reibahlen:MN 2000 bis MN 2004MN 2023, MN 2024MN 2034, MN 2043MN 2044
Zubehör
Wendeplatte Torx-Schraube/ Spannplatte Gewindestift JustierkeilGewindespindel MN 618 MN 620 MN 619
1 Stück 1 Stück 1 Stück 2 Stück 2 StückMAP
AL Einschn
eider
s022_053_07_2009_neu_s022_053.qxd 27.02.13 11:22 Seite 50

47
A B C D
E F
G H I
1. Wendeplatte fest in Wende- platten sitz drücken.
2. Gewindespindel von oben nach rechts und von unten nach links drehen und anziehen. Zwei Schlüs sel verwenden (wie abge-bildet). Spannplatte angezogen.
Gewünschtes Einstellmaß durchdrehen des Gewindestiftes nachrechts einstellen.
Gewindestift eine 1/2 Umdrehungnach links drehen.
Gewinde spindel von oben nachlinks und von unten nach rechtsdrehen. Zum Öffnen müssen zweiSchlüssel verwendet werden (wieabgebildet). Spann platte gelöst.
1. Wendeplatte herausnehmen. 2. Wendeplatte und Wendeplatten-sitz reinigen (keine Pressluft ver-wenden, Justierkeil beachten).
3. Wendeplatte um 60° weiterdrehen bzw. neue Wende platte einsetzen.
Zur Grobeinstellung Gewindestiftwieder eine 1/4 Umdrehung nachrechts drehen.
1. Zum Messen und Feineinstellen empfehlen wir ein Feinzeigermikrometer.
2. Gewünschtes Einstellmaß durch drehen des Gewindestiftes nach rechts einstellen.
MAPAL MASTERSET mit Einstell -dorn (muss separat bestellt wer-den) eichen. Einstelldorn hatKleinstmaß der Bohrung.
MAPAL UNISET: Zur komfortablen Einstellung der Reibahlen bietetMAPAL elektronische Einstellgeräte in vertikaler und horizontalerAusführung an. Fordern Sie hierfür unseren speziellen Prospekt„Einstellgeräte“ an.
Wendeplattenwechsel und Einstellung
Für einfachste Handhabung und garantierte Einstellsicherheit empfehlen wir die Ver wendung eines MAPAL Einstellgerätes.
Detaillierte Einstellhinweise können Sie der Bedienungsanleitung des Gerätes entnehmen.Hinweis: Einstellung im Überstandsverfahren siehe WP-Zweischneiden-Reibahlen Seite 66.
Einstellhinweise für MAPALHX-Einschneiden-Reibahlen:
MN 6023, MN 6024MN 6043, MN 6044
HX-Wendeplatte
Justierkeil
Gewindestift
Spannplatte
Gewindespindel
Zubehör
Wendeplatte Gewindespindel Spannplatte Gewindestift JustierkeilMN 618 MN 620 MN 619
1 Stück 1 Stück 1 Stück 1 Stück 1 Stück
Justierkeil
MAP
AL Einschn
eider
s022_053_07_2009_neu_s022_053.qxd 27.02.13 11:22 Seite 51

48
A B C D
E
F G H
MAPAL MASTERSET mit Einstell-dorn (muss separat bestellt wer-den) eichen. Einstelldorn hatKleinstmaß der Bohrung.
Vorderes und hinteres Einstellmaß in wechselnden Intervallen mit denGewindestiften einstellen. Verjüngungnach hinten ca. 0,005 bis 0,010 mm.
MAPAL UNISET: Zur komfortablen Einstellung der Reibahlen bietetMAPAL elektronische Einstellgeräte in vertikaler und horizontalerAusführung an. Fordern Sie hierfür unseren speziellen Prospekt„Einstellgeräte“ an.
Für einfachste Handhabung und garantierte Einstellsicherheit empfehlen wir die Ver wendung eines MAPAL Einstellgerätes.
Detaillierte Einstellhinweise können Sie der Bedienungsanleitung des Gerätes entnehmen.Hinweis: Einstellung im Überstandsverfahren siehe WP-Zweischneiden-Reibahlen Seite 66.
Vorderen und hinteren Gewinde -stift eine 1/2 Umdrehung nachlinks drehen.
Gewindespindel von oben nachlinks und von unten nach rechtsdrehen. Zum Öffnen müssen zweiSchlüssel verwendet werden (wieabgebildet). Spannplatte undKassette gelöst.
1. Wendeplatte und Kassette herausnehmen.
2. Wendeplatte, Kassette und Wendeplattensitz reinigen (keine Pressluft verwenden, Justierkeile beachten).
3. Wendeplatte um 60° weiterdrehen bzw. neue Wendeplatte in Kassette einsetzen.
4. Kassette wieder einbauen.
1. Wendeplatte und Kassette gegen hinteren Anschlag und Justier -keil drücken.
2. Gewindespindel von oben nach rechts und von unten nach links drehen und anziehen. Zwei Schlüs-sel verwenden (wie abge bildet). Spannplatte angezogen.
Zur Grobeinstellung vorderen und hinteren Gewindestift wieder eine 1/4 Umdrehung nach rechts drehen.
Wendeplattenwechsel und Einstellung
Einstellhinweise fürMAPAL HX-Einschneiden-ReibahlenGröße 2 und Größe 3:MN 6123, MN 6124MN 6143, MN 6144
HX-Wendeplatte
Kassette
Justierkeil
Gewindestift
Spannplatte
Gewinde-spindel
Zubehör
Wendeplatte Kassette Gewindespindel Spannplatte Gewindestift JustierkeilMN 618 MN 620 MN 619
1 Stück 1 Stück 1 Stück 1 Stück 2 Stück 2 StückMAP
AL Einschn
eider
s022_053_07_2009_neu_s022_053.qxd 27.02.13 11:22 Seite 52

49
MAPAL UNISETDie Einstellgeräte aus der MAPAL UNISET-Serie zeichnen sichdurch we sentliche Vorteile im Hin blick auf den universellen Einsatz aus. Neben Präzisions werkzeugen für die Bohrungs -bearbeitung können auch Fräs werkzeuge justiert und vermes-sen werden. Basisausstattung dieser Geräte sind zwei hoch -genaue Tastsysteme, mit denen die Werkzeuge mit einer absoluten Messsicherheit von +/- 1 µm eingestellt werden.
MAPAL UNISET-HDas MAPAL UNISET-H ist die horizontale Bauform der UNISET-Einstellgeräte. In der Basisversion mit 600 oder 900 mmSpitzenweite, garantieren diese Einstellgeräte ein µm-genauesund sicheres Einstellen der Präzisions werkzeuge. OptionaleAusstattung, wie Spindelstock und Projektor, ermöglichen auchden Einsatz für eine breitere Werkzeugpalette. Über einenDrucker können die Messwerte der Achsen protokolliert werden.
MAPAL UNISET-VDie vertikale Ausführung MAPAL UNISET-V verfügt über mehrEinsatzmöglichkeiten und viel Komfort. Neben der Tatsache,dass Werkzeuge mit hohem Gewicht am günstigsten vertikalaufgenommen werden, bietet diese Anordnung einen optimalenZugang an die Justierelemente und die Schneiden. ZurStandardausstattung gehören neben einer wälzgelagertenPräzisionsspindel für SK- und HSK-Schäfte auch ein Projektormit 20-facher Vergrößerung und zwei motorisch verfahrbareMessschlitten.
Weitere Optionen wie eine umfangreiche Messsoftware undeine Werkzeugdatenverwaltung erhöhen zusätzlich den Be -dienungskomfort an den Geräten.
MAPAL MASTERSETDieses mechanische Einstellgerät ist für das Einstellenvon Standard- und einfachen Sonderwerkzeugen ausgelegt. Durch den modularen Aufbau kann das Basisgerät mit vielen optionalen Baugruppen ergänzt werden. Mit wenigenHandgriffen wird das MAPAL MASTERSET in einem Vertikal ständer zum Senk rechtgerät umfunktioniert.Die Vorteile liegen dann bei der Aufnahme von schweren und langen Werkzeugen sowie bei der Möglichkeit, Werkzeuge direkt im HSK aufzunehmen.
MAPAL Einstellgeräte - Einstellen mit höchster Präzision!
MAPAL MASTERSET
MAPAL UNISET-H
MAPAL UNISET-V
Um die beschriebenen Einstell vor gänge einfach, schnell und hochgenau durchführen zu können, hat MAPAL eine Reihe von Einstell -geräten in seinem Programm. Vom mechanischen bis zum elektronischen Gerät mit Werkzeugverwaltung bieten diese Einstell geräte die jeweils optimale Lösung für das präzise Einstellen der Werkzeuge.
MAP
AL E
insc
hnei
der
s022_053_07_2009_neu_s022_053.qxd 27.02.13 13:15 Seite 53

s054_073 _07_2009_s054_073.qxd 27.02.13 11:31 Seite 54

51
Die MAPAL Zweischneider in WP und HX Ausführung habenals Basis eine Entwicklung, die Bewährtes beibehält und neueElemente hinzufügt. Das Bewährte ist das MAPAL Einschnei-denprinzip, das Neue ist die zweite Wendeplatte, die in einerganz bestimmten Position am Werkzeugkopf angeordnet ist.
Beide Wendeplatten sind in höchster Präzision geschliffen,beide sind geklemmt und feinfühlig justierbar. Die Schneidensind jedoch nicht in gleicher Position angeordnet, sondernaxial und radial zueinander versetzt. Daraus ergibt sich, dassdie nacheilende Schneide nur eine sehr geringe Spandickebearbeitet. So wird eine Mikrozerspanung möglich, die aus-gezeichnete Oberflächengüten und hervorragende Stand-längen garantiert. Speziell bei der Bearbeitung von Guss- undStahlwerkstoffen erzielen diese Werk zeuge oft noch bessereErgebnisse als die Einschneiden-Reibahlen.
Das Prinzip der Mikrozerspanung ist für das Erreichen guter,wirtschaftlicher Ergebnisse unter bestimmten Bedingungenoft vorteilhaft. So werden mit MAPAL Zweischneidern undmit PKB bestückten Schneiden ge härtete Stähle mit großemErfolg bearbeitet. Bei dieser Bearbeitungsaufgabe ist es rat-sam, die Werkzeuge mit PKD-Führungsleisten auszustatten.
MAPAL Zweischneiden-Reibahlen
MAPAL Zweischneider
s054_073 _07_2009_s054_073.qxd 27.02.13 11:31 Seite 55
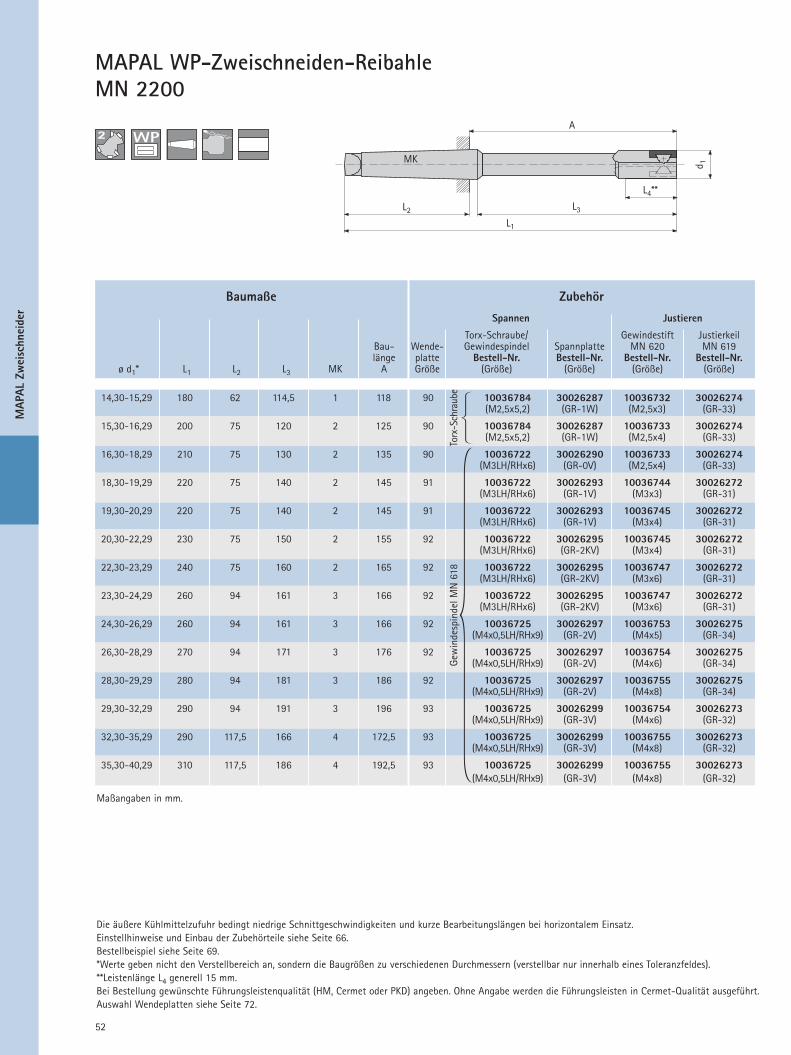
L2
L1
L3
L4**
d 1
A
14,30-15,29 180 62 114,5 1 118 90 10036784 30026287 10036732 30026274(M2,5x5,2) (GR-1W) (M2,5x3) (GR-33)
15,30-16,29 200 75 120 2 125 90 10036784 30026287 10036733 30026274(M2,5x5,2) (GR-1W) (M2,5x4) (GR-33)
16,30-18,29 210 75 130 2 135 90 10036722 30026290 10036733 30026274(M3LH/RHx6) (GR-0V) (M2,5x4) (GR-33)
18,30-19,29 220 75 140 2 145 91 10036722 30026293 10036744 30026272(M3LH/RHx6) (GR-1V) (M3x3) (GR-31)
19,30-20,29 220 75 140 2 145 91 10036722 30026293 10036745 30026272(M3LH/RHx6) (GR-1V) (M3x4) (GR-31)
20,30-22,29 230 75 150 2 155 92 10036722 30026295 10036745 30026272(M3LH/RHx6) (GR-2KV) (M3x4) (GR-31)
22,30-23,29 240 75 160 2 165 92 10036722 30026295 10036747 30026272(M3LH/RHx6) (GR-2KV) (M3x6) (GR-31)
23,30-24,29 260 94 161 3 166 92 10036722 30026295 10036747 30026272(M3LH/RHx6) (GR-2KV) (M3x6) (GR-31)
24,30-26,29 260 94 161 3 166 92 10036725 30026297 10036753 30026275(M4x0,5LH/RHx9) (GR-2V) (M4x5) (GR-34)
26,30-28,29 270 94 171 3 176 92 10036725 30026297 10036754 30026275(M4x0,5LH/RHx9) (GR-2V) (M4x6) (GR-34)
28,30-29,29 280 94 181 3 186 92 10036725 30026297 10036755 30026275(M4x0,5LH/RHx9) (GR-2V) (M4x8) (GR-34)
29,30-32,29 290 94 191 3 196 93 10036725 30026299 10036754 30026273(M4x0,5LH/RHx9) (GR-3V) (M4x6) (GR-32)
32,30-35,29 290 117,5 166 4 172,5 93 10036725 30026299 10036755 30026273(M4x0,5LH/RHx9) (GR-3V) (M4x8) (GR-32)
35,30-40,29 310 117,5 186 4 192,5 93 10036725 30026299 10036755 30026273(M4x0,5LH/RHx9) (GR-3V) (M4x8) (GR-32)
52
Torx
-Sch
raub
eG
ewin
desp
inde
l MN
618
MAPAL WP-Zweischneiden-ReibahleMN 2200
Torx-Schraube/ Gewindestift JustierkeilBau- Wende- Gewindespindel Spannplatte MN 620 MN 619länge platte Bestell-Nr. Bestell-Nr. Bestell-Nr. Bestell-Nr.
ø d1* L1 L2 L3 MK A Größe (Größe) (Größe) (Größe) (Größe)
Baumaße Zubehör
Spannen Justieren
MK
Die äußere Kühlmittelzufuhr bedingt niedrige Schnittgeschwindigkeiten und kurze Bearbeitungslängen bei horizontalem Einsatz.Einstellhinweise und Einbau der Zubehörteile siehe Seite 66.Bestellbeispiel siehe Seite 69.*Werte geben nicht den Verstellbereich an, sondern die Baugrößen zu verschiedenen Durchmessern (verstellbar nur innerhalb eines Toleranzfeldes).**Leistenlänge L4 generell 15 mm.Bei Bestellung gewünschte Führungsleistenqualität (HM, Cermet oder PKD) angeben. Ohne Angabe werden die Führungsleisten in Cermet-Qualität ausgeführt.Auswahl Wendeplatten siehe Seite 72.
Maßangaben in mm.
MAPAL Zweischneider
s054_073 _07_2009_s054_073.qxd 27.02.13 11:31 Seite 56

53
L2
L1
L3
L4**
d 1d 2
14,30-15,29 20 170 50 120 90 10036784 30026287 10036732 30026274(M2,5x5,2) (GR-1W) (M2,5x3) (GR-33)
15,30-16,29 20 170 50 120 90 10036784 30026287 10036733 30026274(M2,5x5,2) (GR-1W) (M2,5x4) (GR-33)
16,30-18,29 20 170 50 120 90 10036722 30026290 10036733 30026274(M3LH/RHx6) (GR-0V) (M2,5x4) (GR-33)
18,30-19,29 20 170 50 120 91 10036722 30026293 10036744 30026272(M3LH/RHx6) (GR-1V) (M3x3) (GR-31)
19,30-20,29 20 170 50 120 91 10036722 30026293 10036745 30026272(M3LH/RHx6) (GR-1V) (M3x4) (GR-31)
20,30-22,29 20 170 50 120 92 10036722 30026295 10036745 30026272(M3LH/RHx6) (GR-2KV) (M3x4) (GR-31)
22,30-24,29 20 170 50 120 92 10036722 30026295 10036747 30026272(M3LH/RHx6) (GR-2KV) (M3x6) (GR-31)
24,30-26,29 20 170 50 120 92 10036725 30026297 10036753 30026275(M4x0,5LH/RHx9) (GR-2V) (M4x5) (GR-34)
26,30-28,29 20 170 50 120 92 10036725 30026297 10036754 30026275(M4x0,5LH/RHx9) (GR-2V) (M4x6) (GR-34)
28,30-29,29 20 170 50 120 92 10036725 30026297 10036755 30026275(M4x0,5LH/RHx9) (GR-2V) (M4x8) (GR-34)
29,30-32,29 20 170 50 120 93 10036725 30026299 10036754 30026273(M4x0,5LH/RHx9) (GR-3V) (M4x6) (GR-32)
32,30-37,79 20 170 50 120 93 10036725 30026299 10036755 30026273(M4x0,5LH/RHx9) (GR-3V) (M4x8) (GR-32)
37,80-40,29 25 176 56 120 93 10036725 30026299 10036755 30026273(M4x0,5LH/RHx9) (GR-3V) (M4x8) (GR-32)
Torx
-Sch
raub
eG
ewin
desp
inde
l MN
618
MAPAL WP-Zweischneiden-ReibahleMN 2223NC-Bauform
Torx-Schraube/ Gewindestift JustierkeilWende- Gewindespindel Spannplatte MN 620 MN 619platte Bestell-Nr. Bestell-Nr. Bestell-Nr. Bestell-Nr.
ø d1* ø d2(-0,003) L1 L2 L3 Größe (Größe) (Größe) (Größe) (Größe)
Baumaße Zubehör
Spannen Justieren
Einstellhinweise und Einbau der Zubehörteile siehe Seite 66.Bestellbeispiel siehe Seite 69.*Werte geben nicht den Verstellbereich an, sondern die Baugrößen zu verschiedenen Durchmessern (verstellbar nur innerhalb eines Toleranzfeldes).**Leistenlänge L4 generell 15 mm.Bei Bestellung gewünschte Führungsleistenqualität (HM, Cermet oder PKD) angeben. Ohne Angabe werden die Führungsleisten in Cermet-Qualität ausgeführt.Auswahl Wendeplatten siehe Seite 72.
Maßangaben in mm.
MAPAL Zweischneider
s054_073 _07_2009_s054_073.qxd 27.02.13 11:31 Seite 57
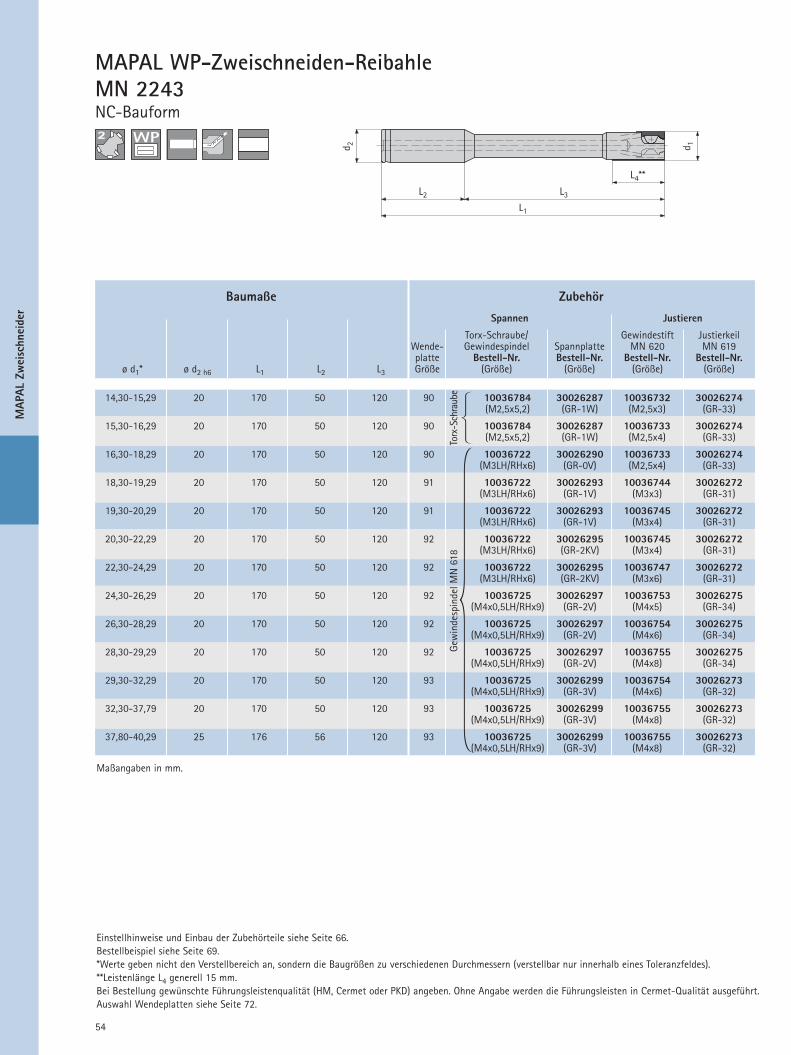
54
L2
L1
L3
L4**
d 1d 2
14,30-15,29 20 170 50 120 90 10036784 30026287 10036732 30026274(M2,5x5,2) (GR-1W) (M2,5x3) (GR-33)
15,30-16,29 20 170 50 120 90 10036784 30026287 10036733 30026274(M2,5x5,2) (GR-1W) (M2,5x4) (GR-33)
16,30-18,29 20 170 50 120 90 10036722 30026290 10036733 30026274(M3LH/RHx6) (GR-0V) (M2,5x4) (GR-33)
18,30-19,29 20 170 50 120 91 10036722 30026293 10036744 30026272(M3LH/RHx6) (GR-1V) (M3x3) (GR-31)
19,30-20,29 20 170 50 120 91 10036722 30026293 10036745 30026272(M3LH/RHx6) (GR-1V) (M3x4) (GR-31)
20,30-22,29 20 170 50 120 92 10036722 30026295 10036745 30026272(M3LH/RHx6) (GR-2KV) (M3x4) (GR-31)
22,30-24,29 20 170 50 120 92 10036722 30026295 10036747 30026272(M3LH/RHx6) (GR-2KV) (M3x6) (GR-31)
24,30-26,29 20 170 50 120 92 10036725 30026297 10036753 30026275(M4x0,5LH/RHx9) (GR-2V) (M4x5) (GR-34)
26,30-28,29 20 170 50 120 92 10036725 30026297 10036754 30026275(M4x0,5LH/RHx9) (GR-2V) (M4x6) (GR-34)
28,30-29,29 20 170 50 120 92 10036725 30026297 10036755 30026275(M4x0,5LH/RHx9) (GR-2V) (M4x8) (GR-34)
29,30-32,29 20 170 50 120 93 10036725 30026299 10036754 30026273(M4x0,5LH/RHx9) (GR-3V) (M4x6) (GR-32)
32,30-37,79 20 170 50 120 93 10036725 30026299 10036755 30026273(M4x0,5LH/RHx9) (GR-3V) (M4x8) (GR-32)
37,80-40,29 25 176 56 120 93 10036725 30026299 10036755 30026273(M4x0,5LH/RHx9) (GR-3V) (M4x8) (GR-32)
Gew
inde
spin
del M
N 6
18To
rx-S
chra
ube
MAPAL WP-Zweischneiden-ReibahleMN 2243NC-Bauform
Torx-Schraube/ Gewindestift JustierkeilWende- Gewindespindel Spannplatte MN 620 MN 619platte Bestell-Nr. Bestell-Nr. Bestell-Nr. Bestell-Nr.
ø d1* ø d2 h6 L1 L2 L3 Größe (Größe) (Größe) (Größe) (Größe)
Baumaße Zubehör
Spannen Justieren
Einstellhinweise und Einbau der Zubehörteile siehe Seite 66.Bestellbeispiel siehe Seite 69.*Werte geben nicht den Verstellbereich an, sondern die Baugrößen zu verschiedenen Durchmessern (verstellbar nur innerhalb eines Toleranzfeldes).**Leistenlänge L4 generell 15 mm.Bei Bestellung gewünschte Führungsleistenqualität (HM, Cermet oder PKD) angeben. Ohne Angabe werden die Führungsleisten in Cermet-Qualität ausgeführt.Auswahl Wendeplatten siehe Seite 72.
Maßangaben in mm.
MAPAL Zweischneider
s054_073 _07_2009_s054_073.qxd 27.02.13 11:31 Seite 58

55
AL1
L3
HSK
L4**
d 1
14,30-15,29 122 50 63 90 90 10036784 30026287 10036732 30026274(M2,5x5,2) (GR-1W) (M2,5x3) (GR-33)
15,30-16,29 132 60 63 100 90 10036784 30026287 10036733 30026274(M2,5x5,2) (GR-1W) (M2,5x4) (GR-33)
16,30-18,29 142 70 63 110 90 10036722 30026290 10036733 30026274(M3LH/RHx6) (GR-0V) (M2,5x4) (GR-33)
18,30-19,29 147 75 63 115 91 10036722 30026293 10036744 30026272(M3LH/RHx6) (GR-1V) (M3x3) (GR-31)
19,30-20,29 152 80 63 120 91 10036722 30026293 10036745 30026272(M3LH/RHx6) (GR-1V) (M3x4) (GR-31)
20,30-22,29 157 85 63 125 92 10036722 30026295 10036745 30026272(M3LH/RHx6) (GR-2KV) (M3x4) (GR-31)
22,30-24,29 157 85 63 125 92 10036722 30026295 10036747 30026272(M3LH/RHx6) (GR-2KV) (M3x6) (GR-31)
24,30-25,29 162 90 63 130 92 10036725 30026297 10036753 30026275(M4x0,5LH/RHx9) (GR-2V) (M4x5) (GR-34)
25,30-26,29 167 95 63 135 92 10036725 30026297 10036753 30026275(M4x0,5LH/RHx9) (GR-2V) (M4x5) (GR-34)
26,30-27,29 167 95 63 135 92 10036725 30026297 10036754 30026275(M4x0,5LH/RHx9) (GR-2V) (M4x6) (GR-34)
27,30-28,29 172 100 63 140 92 10036725 30026297 10036754 30026275(M4x0,5LH/RHx9) (GR-2V) (M4x6) (GR-34)
28,30-29,29 172 100 63 140 92 10036725 30026297 10036755 30026275(M4x0,5LH/RHx9) (GR-2V) (M4x8) (GR-34)
29,30-31,29 177 105 63 145 93 10036725 30026299 10036754 30026273(M4x0,5LH/RHx9) (GR-3V) (M4x6) (GR-32)
31,30-32,29 187 110 63 155 93 10036725 30026299 10036754 30026273(M4x0,5LH/RHx9) (GR-3V) (M4x6) (GR-32)
32,30-37,29 187 110 63 155 93 10036725 30026299 10036755 30026273(M4x0,5LH/RHx9) (GR-3V) (M4x8) (GR-32)
37,30-40,29 192 115 63 160 93 10036725 30026299 10036755 30026273(M4x0,5LH/RHx9) (GR-3V) (M4x8) (GR-32)
Torx-Schraube/ Gewindestift JustierkeilBau- Wende- Gewindespindel Spannplatte MN 620 MN 619
HSK-A länge platte Bestell-Nr. Bestell-Nr. Bestell-Nr. Bestell-Nr.ø d1* L1 L3 Größe A Größe (Größe) (Größe) (Größe) (Größe)
Gew
inde
spin
del M
N 6
18To
rx-S
chra
ube
MAPAL WP-Zweischneiden-ReibahleMN 2225
Baumaße Zubehör
Spannen Justieren
Einstellhinweise und Einbau der Zubehörteile siehe Seite 66.Bestellbeispiel siehe Seite 69.Kühlmittelrohr und Montageschlüssel siehe Seite 72 (nicht im Lieferumfang enthalten).*Werte geben nicht den Verstellbereich an, sondern die Baugrößen zu verschiedenen Durchmessern (verstellbar nur innerhalb eines Toleranzfeldes).**Leistenlänge L4 generell 15 mm.Bei Bestellung gewünschte Führungsleistenqualität (HM, Cermet oder PKD) angeben. Ohne Angabe werden die Führungsleisten in Cermet-Qualität ausgeführt.Auswahl Wendeplatten siehe Seite 72.
Maßangaben in mm.
MAPAL Zweischneider
s054_073 _07_2009_s054_073.qxd 27.02.13 11:31 Seite 59

56
AL1
L3
L4**
d 1HSK
14,30-15,29 95 50 40 75 90 10036784 30026287 10036732 30026274(M2,5x5,2) (GR-1W) (M2,5x3) (GR-33)
15,30-16,29 105 60 40 85 90 10036784 30026287 10036733 30026274(M2,5x5,2) (GR-1W) (M2,5x4) (GR-33)
16,30-18,29 115 70 40 95 90 10036722 30026290 10036733 30026274(M3LH/RHx6) (GR-0V) (M2,5x4) (GR-33)
18,30-19,29 120 75 40 100 91 10036722 30026293 10036744 30026272(M3LH/RHx6) (GR-1V) (M3x3) (GR-31)
19,30-20,29 125 80 40 105 91 10036722 30026293 10036745 30026272(M3LH/RHx6) (GR-1V) (M3x4) (GR-31)
20,30-22,29 140 85 50 115 92 10036722 30026295 10036745 30026272(M3LH/RHx6) (GR-2KV) (M3x4) (GR-31)
22,30-24,29 140 85 50 115 92 10036722 30026295 10036747 30026272(M3LH/RHx6) (GR-2KV) (M3x6) (GR-31)
24,30-25,29 145 90 50 120 92 10036725 30026297 10036753 30026275(M4x0,5LH/RHx9) (GR-2V) (M4x5) (GR-34)
25,30-26,29 150 95 50 125 92 10036725 30026297 10036753 30026275(M4x0,5LH/RHx9) (GR-2V) (M4x5) (GR-34)
26,30-27,29 150 95 50 125 92 10036725 30026297 10036754 30026275(M4x0,5LH/RHx9) (GR-2V) (M4x6) (GR-34)
27,30-28,29 155 100 50 130 92 10036725 30026297 10036754 30026275(M4x0,5LH/RHx9) (GR-2V) (M4x6) (GR-34)
28,30-29,29 172 100 50 130 92 10036725 30026297 10036755 30026275(M4x0,5LH/RHx9) (GR-2V) (M4x8) (GR-34)
29,30-31,29 160 105 50 135 93 10036725 30026299 10036754 30026273(M4x0,5LH/RHx9) (GR-3V) (M4x6) (GR-32)
31,30-32,29 172 110 63 140 93 10036725 30026299 10036754 30026273(M4x0,5LH/RHx9) (GR-3V) (M4x6) (GR-32)
32,30-37,29 172 110 63 140 93 10036725 30026299 10036755 30026273(M4x0,5LH/RHx9) (GR-3V) (M4x8) (GR-32)
37,30-40,29 177 115 63 145 93 10036725 30026299 10036755 30026273(M4x0,5LH/RHx9) (GR-3V) (M4x8) (GR-32)
Gew
inde
spin
del M
N 6
18To
rx-S
chra
ube
MAPAL WP-Zweischneiden-ReibahleMN 2227
Torx-Schraube/ Gewindestift JustierkeilBau- Wende- Gewindespindel Spannplatte MN 620 MN 619
HSK-C länge platte Bestell-Nr. Bestell-Nr. Bestell-Nr. Bestell-Nr.ø d1* L1 L3 Größe A Größe (Größe) (Größe) (Größe) (Größe)
Baumaße Zubehör
Spannen Justieren
Einstellhinweise und Einbau der Zubehörteile siehe Seite 66.Bestellbeispiel siehe Seite 69.*Werte geben nicht den Verstellbereich an, sondern die Baugrößen zu verschiedenen Durchmessern (verstellbar nur innerhalb eines Toleranzfeldes).**Leistenlänge L4 generell 15 mm.Bei Bestellung gewünschte Führungsleistenqualität (HM, Cermet oder PKD) angeben. Ohne Angabe werden die Führungsleisten in Cermet-Qualität ausgeführt.Auswahl Wendeplatten siehe Seite 72.
Maßangaben in mm.
MAPAL Zweischneider
s054_073 _07_2009_s054_073.qxd 27.02.13 11:31 Seite 60

A
L1
L3
L4***
L2
d 1
S1
S2
X
Reibahle Zubehörteile zum Reibahlenkopf
21,83-23,82 240** 75 160 2 165 2 30026280 10036722 30026302 10036744 30026276(KX24R) (M3LH/RHx6) (SX22R) (M3x3) (GR-35/S2)
30026278(GR-37/S1)
23,83-25,82 260** 94 161 3 166 2 30026280 10036722 30026302 10036744 30026276(KX24R) (M3LH/RHx6) (SX22R) (M3x3) (GR-35/S2)
30026278(GR-37/S1)
25,83-26,82 260** 94 161 3 166 2 30026282 10036722 30026303 10036744 30026276(KX26R) (M3LH/RHx6) (SX24R) (M3x3) (GR-35)
26,83-28,82 270** 94 171 3 176 2 30026282 10036722 30026303 10036745 30026276(KX26R) (M3LH/RHx6) (SX24R) (M3x4) (GR-35)
28,83-29,82 280** 94 181 3 186 2 30026282 10036725 30026305 10036745 30026276(KX26R) (M4x0,5LH/RHx9) (SX26R) (M3x4) (GR-35)
29,83-31,82 290** 94 191 3 196 2 30026282 10036725 30026305 10036747 30026276(KX26R) (M4x0,5LH/RHx9) (SX26R) (M3x6) (GR-35)
31,83-32,82 290** 94 191 3 196 2 30026282 10036725 30026305 10036747 30026276(KX26R) (M4x0,5LH/RHx9) (SX26R) (M3x6) (GR-35)
32,83-35,82 290** 117,5 166 4 172,5 2 30026282 10036725 30026305 10036747 30026276(KX26R) (M4x0,5LH/RHx9) (SX26R) (M3x6) (GR-35)
35,83-37,82 310** 117,5 186 4 192,5 2 30026282 10036725 30026305 10036747 30026276(KX26R) (M4x0,5LH/RHx9) (SX26R) (M3x6) (GR-35)
37,83-39,82 310 117,5 186 4 192,5 3 30026283 10036725 30026306 10036753 30026277(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x5) (GR-36)
39,83-42,82 325 117,5 201 4 207,5 3 30026283 10036725 30026306 10036754 30026277(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x6) (GR-36)
42,83-47,82 325 117,5 201 4 207,5 3 30026283 10036725 30026306 10036755 30026277(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x8) (GR-36)
57
Im Durchmesserbereich von 21,83 mm bis 25,82 mm nur bedingt bei kurzen Bohrungen einsetzbar. Alternativ: Werkzeug mit innerer Kühlmittelzufuhr in Sonderausführung.Einstellhinweise und Einbau der Zubehörteile siehe Seite 67.Bestellbeispiel siehe Seite 69.*Werte geben nicht den Verstellbereich an, sondern die Baugrößen zu verschiedenen Durchmessern (verstellbar nur innerhalb eines Toleranzfeldes).**Mit 1,5 mm langem Zentrierzapfen bei d1 kleiner 37,83 mm.***Leistenlänge L4 generell 15 mm.Bei Bestellung gewünschte Führungsleistenqualität (HM, Cermet oder PKD) angeben. Ohne Angabe werden die Führungsleisten in Cermet-Qualität ausgeführt.Auswahl Wendeplatten siehe Seite 74.
Maßangaben in mm.
Gewindespindel Gewindestift JustierkeilBau- Wende- Kassette MN 618 Spannplatte MN 620 MN 619länge platte Bestell-Nr. Bestell-Nr. Bestell-Nr. Bestell-Nr. Bestell-Nr.
ø d1* L1 L2 L3 MK A Größe (Größe) (Größe) (Größe) (Größe) (Größe)
Baumaße Zubehör
Spannen Justieren
MAPAL HX-Zweischneiden-ReibahleMN 6200
Ansicht X:
MK
MAPAL Zweischneider
s054_073 _07_2009_s054_073.qxd 27.02.13 11:31 Seite 61
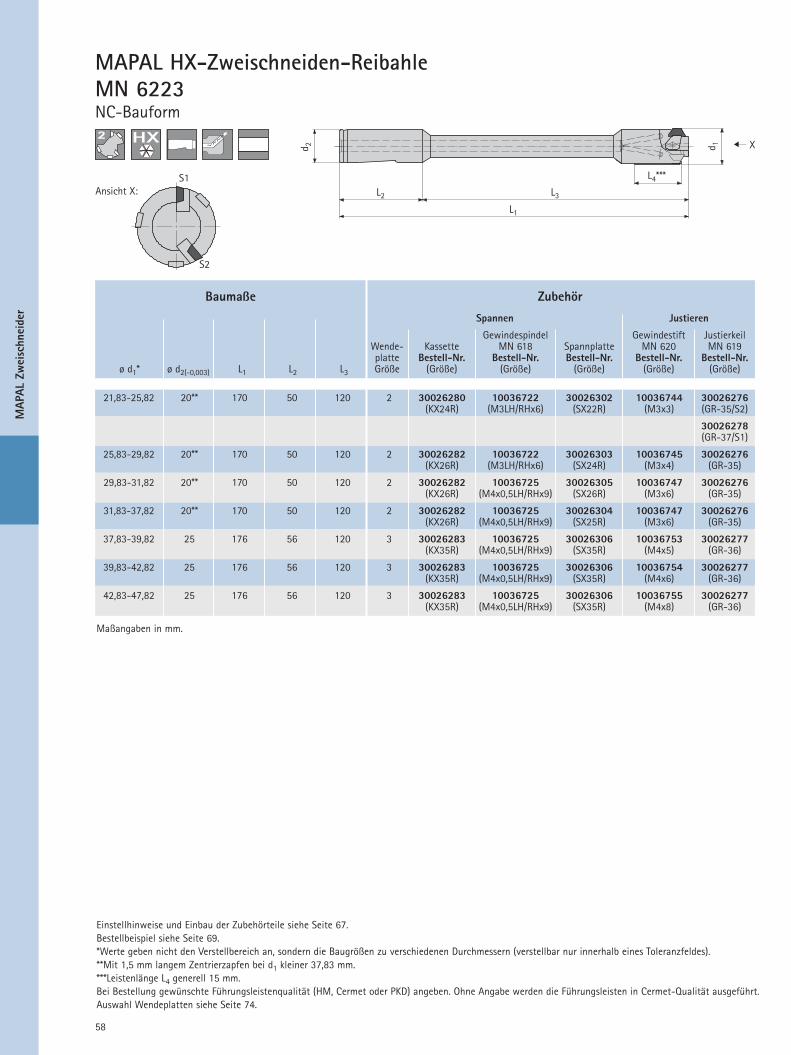
L1
L3L2
L4***
d 1d 2Reibahle Zubehörteile zum Reibahlenkopf
S1
S2
X
21,83-25,82 20** 170 50 120 2 30026280 10036722 30026302 10036744 30026276(KX24R) (M3LH/RHx6) (SX22R) (M3x3) (GR-35/S2)
30026278(GR-37/S1)
25,83-29,82 20** 170 50 120 2 30026282 10036722 30026303 10036745 30026276(KX26R) (M3LH/RHx6) (SX24R) (M3x4) (GR-35)
29,83-31,82 20** 170 50 120 2 30026282 10036725 30026305 10036747 30026276(KX26R) (M4x0,5LH/RHx9) (SX26R) (M3x6) (GR-35)
31,83-37,82 20** 170 50 120 2 30026282 10036725 30026304 10036747 30026276(KX26R) (M4x0,5LH/RHx9) (SX25R) (M3x6) (GR-35)
37,83-39,82 25 176 56 120 3 30026283 10036725 30026306 10036753 30026277(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x5) (GR-36)
39,83-42,82 25 176 56 120 3 30026283 10036725 30026306 10036754 30026277(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x6) (GR-36)
42,83-47,82 25 176 56 120 3 30026283 10036725 30026306 10036755 30026277(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x8) (GR-36)
58
MAPAL HX-Zweischneiden-ReibahleMN 6223NC-Bauform
Gewindespindel Gewindestift JustierkeilWende- Kassette MN 618 Spannplatte MN 620 MN 619platte Bestell-Nr. Bestell-Nr. Bestell-Nr. Bestell-Nr. Bestell-Nr.
ø d1* ø d2(-0,003) L1 L2 L3 Größe (Größe) (Größe) (Größe) (Größe) (Größe)
Baumaße Zubehör
Spannen Justieren
Ansicht X:
Einstellhinweise und Einbau der Zubehörteile siehe Seite 67.Bestellbeispiel siehe Seite 69.*Werte geben nicht den Verstellbereich an, sondern die Baugrößen zu verschiedenen Durchmessern (verstellbar nur innerhalb eines Toleranzfeldes).**Mit 1,5 mm langem Zentrierzapfen bei d1 kleiner 37,83 mm.***Leistenlänge L4 generell 15 mm.Bei Bestellung gewünschte Führungsleistenqualität (HM, Cermet oder PKD) angeben. Ohne Angabe werden die Führungsleisten in Cermet-Qualität ausgeführt.Auswahl Wendeplatten siehe Seite 74.
Maßangaben in mm.
MAPAL Zweischneider
s054_073 _07_2009_s054_073.qxd 27.02.13 11:31 Seite 62

L1
L3L2
L4***
d 1d 2
Reibahle Zubehörteile zum Reibahlenkopf
S2
X
21,83-25,82 20** 170 50 120 2 30026280 10036722 30026302 10036744 30026276(KX24R) (M3LH/RHx6) (SX22R) (M3x3) (GR-35/S2)
30026278(GR-37/S1)
25,83-29,82 20** 170 50 120 2 30026282 10036722 30026303 10036745 30026276(KX26R) (M3LH/RHx6) (SX24R) (M3x4) (GR-35)
29,83-31,82 20** 170 50 120 2 30026282 10036725 30026305 10036747 30026276(KX26R) (M4x0,5LH/RHx9) (SX26R) (M3x6) (GR-35)
31,83-37,82 20** 170 50 120 2 30026282 10036725 30026304 10036747 30026276(KX26R) (M4x0,5LH/RHx9) (SX25R) (M3x6) (GR-35)
37,83-39,82 25 176 56 120 3 30026283 10036725 30026306 10036753 30026277(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x5) (GR-36)
39,83-42,82 25 176 56 120 3 30026283 10036725 30026306 10036754 30026277(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x6) (GR-36)
42,83-47,82 25 176 56 120 3 30026283 10036725 30026306 10036755 30026277(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x8) (GR-36)
59
S1
MAPAL HX-Zweischneiden-ReibahleMN 6243NC-Bauform
Gewindespindel Gewindestift JustierkeilWende- Kassette MN 618 Spannplatte MN 620 MN 619platte Bestell-Nr. Bestell-Nr. Bestell-Nr. Bestell-Nr. Bestell-Nr.
ø d1* ø d2 h6 L1 L2 L3 Größe (Größe) (Größe) (Größe) (Größe) (Größe)
Baumaße Zubehör
Spannen Justieren
Einstellhinweise und Einbau der Zubehörteile siehe Seite 67.Bestellbeispiel siehe Seite 69.*Werte geben nicht den Verstellbereich an, sondern die Baugrößen zu verschiedenen Durchmessern (verstellbar nur innerhalb eines Toleranzfeldes).**Mit 1,5 mm langem Zentrierzapfen bei d1 kleiner 37,83 mm.***Leistenlänge L4 generell 15 mm.Bei Bestellung gewünschte Führungsleistenqualität (HM, Cermet oder PKD) angeben. Ohne Angabe werden die Führungsleisten in Cermet-Qualität ausgeführt.Auswahl Wendeplatten siehe Seite 74.
Maßangaben in mm.
Ansicht X:
MAPAL Zweischneider
s054_073 _07_2009_s054_073.qxd 27.02.13 11:31 Seite 63

L1
L3
A
L4***
d 1HSK
Reibahle Zubehörteile zum Reibahlenkopf
S1
S2
X
21,83-24,82 157** 85 63 125 2 30026280 10036722 30026302 10036744 30026276(KX24R) (M3LH/RHx6) (SX22R) (M3x3) (GR-35/S2)
30026278(GR-37/S1)
24,83-25,82 162** 90 63 130 2 30026280 10036722 30026302 10036744 30026276(KX24R) (M3LH/RHx6) (SX22R) (M3x3) (GR-35/S2)
30026278(GR-37/S1)
25,83-27,82 167** 95 63 135 2 30026282 10036722 30026303 10036745 30026276(KX26R) (M3LH/RHx6) (SX24R) (M3x4) (GR-35)
27,83-29,82 172** 100 63 140 2 30026282 10036722 30026303 10036745 30026276(KX26R) (M3LH/RHx6) (Sx24R) (M3x4) (GR-35)
29,83-31,82 177** 105 63 145 2 30026282 10036725 30026305 10036747 30026276(KX26R) (M4x0,5LH/RHx9) (SX26R) (M3x6) (GR-35)
31,83-37,82 187** 110 63 155 2 30026282 10036725 30026304 10036747 30026276(KX26R) (M4x0,5LH/RHx9) (SX25R) (M3x6) (GR-35)
37,83-39,82 192 115 63 160 3 30026283 10036725 30026306 10036753 30026277(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x5) (GR-36)
39,83-42,82 197 120 63 165 3 30026283 10036725 30026306 10036754 30026277(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x6) (GR-36)
42,83-47,82 202 130 63 170 3 30026283 10036725 30026306 10036755 30026277(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x8) (GR-36)
60
MAPAL HX-Zweischneiden-ReibahleMN 6225
Gewindespindel Gewindestift JustierkeilBau- Wende- Kassette MN 618 Spannplatte MN 620 MN 619
HSK-A länge platte Bestell-Nr. Bestell-Nr. Bestell-Nr. Bestell-Nr. Bestell-Nr.ø d1* L1 L3 Größe A Größe (Größe) (Größe) (Größe) (Größe) (Größe)
Baumaße Zubehör
Spannen Justieren
Ansicht X:
Einstellhinweise und Einbau der Zubehörteile siehe Seite 67.Bestellbeispiel siehe Seite 69.Kühlmittelrohr und Montageschlüssel siehe Seite 72 (nicht im Lieferumfang enthalten).*Werte geben nicht den Verstellbereich an, sondern die Baugrößen zu verschiedenen Durchmessern (verstellbar nur innerhalb eines Toleranzfeldes).**Mit 1,5 mm langem Zentrierzapfen bei d1 kleiner 37,83 mm.***Leistenlänge L4 generell 15 mm.Bei Bestellung gewünschte Führungsleistenqualität (HM, Cermet oder PKD) angeben. Ohne Angabe werden die Führungsleisten in Cermet-Qualität ausgeführt.Auswahl Wendeplatten siehe Seite 74.
Maßangaben in mm.
MAPAL Zweischneider
s054_073 _07_2009_s054_073.qxd 27.02.13 11:31 Seite 64

61
L1
L3
A
L4***
d 1HSK
Reibahle Zubehörteile zum Reibahlenkopf
X
21,83-24,82 140** 85 50 115 2 30026280 10036722 30026302 10036744 30026276(KX24R) (M3LH/RHx6) (SX22R) (M3x3) (GR-35/S2)
30026278(GR-37/S1)
24,83-25,82 145** 90 50 120 2 30026280 10036722 30026302 10036744 30026276(KX24R) (M3LH/RHx6) (SX22R) (M3x3) (GR-35/S2)
30026278(GR-37/S1)
25,83-27,82 150** 95 50 125 2 30026282 10036722 30026303 10036745 30026276(KX26R) (M3LH/RHx6) (SX24R) (M3x4) (GR-35)
27,83-29,82 155** 100 50 130 2 30026282 10036722 30026303 10036745 30026276(KX26R) (M3LH/RHx6) (SX24R) (M3x4) (GR-35)
29,83-31,82 160** 105 50 135 2 30026282 10036725 30026305 10036747 30026276(KX26R) (M4x0,5LH/RHx9) (SX26R) (M3x6) (GR-35)
31,83-37,82 172** 110 63 140 3 30026282 10036725 30026304 10036747 30026276(KX26R) (M4x0,5LH/RHx9) (SX25R) (M3x6) (GR-35)
37,83-39,82 177 115 63 145 3 30026283 10036725 30026306 10036753 30026277(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x5) (GR-36)
39,83-42,82 182 120 63 150 3 30026283 10036725 30026306 10036754 30026277(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x6) (GR-36)
42,83-47,82 187 128 63 155 3 30026283 10036725 30026306 10036755 30026277(KX35R) (M4x0,5LH/RHx9) (SX35R) (M4x8) (GR-36)
S2
S1
MAPAL HX-Zweischneiden-ReibahleMN 6227
Gewindespindel Gewindestift JustierkeilBau- Wende- Kassette MN 618 Spannplatte MN 620 MN 619
HSK-C länge platte Bestell-Nr. Bestell-Nr. Bestell-Nr. Bestell-Nr. Bestell-Nr.ø d1* L1 L3 Größe A Größe (Größe) (Größe) (Größe) (Größe) (Größe)
Baumaße Zubehör
Spannen Justieren
Ansicht X:
Einstellhinweise und Einbau der Zubehörteile siehe Seite 67.Bestellbeispiel siehe Seite 69.*Werte geben nicht den Verstellbereich an, sondern die Baugrößen zu verschiedenen Durchmessern (verstellbar nur innerhalb eines Toleranzfeldes).**Mit 1,5 mm langem Zentrierzapfen bei d1 kleiner 37,83 mm.***Leistenlänge L4 generell 15 mm.Bei Bestellung gewünschte Führungsleistenqualität (HM, Cermet oder PKD) angeben. Ohne Angabe werden die Führungsleisten in Cermet-Qualität ausgeführt.Auswahl Wendeplatten siehe Seite 74.
Maßangaben in mm.
MAPAL Zweischneider
s054_073 _07_2009_s054_073.qxd 27.02.13 11:31 Seite 65

RmN/mm2
< 500
500-900
> 900
< 600
> 600
> 750
< 600
> 600
62
0,2 - 0,6 • • 20 - 40 20 - 40 30 - 50 < 60 <60
0,2 - 0,6 • • 20 - 40 20 - 40 30 - 50 < 60 <60
0,2 - 0,6 • • 20 - 40 20 - 40 30 - 50 < 60 <60
0,2 - 0,6 • • 20 - 40 20 - 40 30 - 50 < 60 <60
0,2 - 0,45 • • 20 - 30 20 - 30 20 - 40 < 50 <50
0,2 - 0,6 • • 20 - 30 20 - 30 20 - 40 < 60 < 60
0,2 - 0,6 • • 20 - 30 20 - 30 20 - 40 < 60 < 60
0,2 - 0,6 • • 20 - 30 20 - 30 20 - 40 < 60 < 60
0,3 - 0,75 • • 30 - 40 30 - 40 40 - 50
0,25 - 0,6 • • 30 - 41 30 - 41 40 - 50
0,25 - 0,6 • • 30 - 42 30 - 42 40 - 50
0,25 - 0,6 • • 30 - 43 30 - 43 40 - 50
0,25 - 0,6 • • 30 - 44 30 - 44 40 - 50
0,15 - 0,4 • • 20 - 40 20 - 40 < 40
0,2 - 0,5 • • 30 - 40 30 - 40 < 60
0,15 - 0,6 • • 30 - 40 30 - 40 < 60
0,2 - 0,5 • 30 - 40 30 - 40 < 60
0,25 - 0,6 • • 30 - 40 30 - 40 < 60
0,25 - 0,6 • • 30 - 40 30 - 40 < 60
0,2 - 0,6 • • 40 - 60 40 - 60 60 -100110 -160110 -160
0,2 - 0,6 • • 40 - 60 40 - 60 60 -100110 -160110 -160
0,2 - 0,6 • • 40 - 60 40 - 60 60 -100110 -160110 -160
0,2 - 0,6 • • 40 - 60 40 - 60 60 -100110 -160110 -160
0,2 - 0,45 • • 20 - 40 20 - 40 < 60 < 60 < 60
0,2 - 0,6 • • 20 - 40 20 - 40 60 60 60
0,2 - 0,6 • • 20 - 40 20 - 40 60 60 60
0,2 - 0,6 • • 20 - 40 20 - 40 60 60 60
0,3 - 0,75 • • 40 - 60 40 - 60 60 - 100
0,25 - 0,6 • • 40 - 60 40 - 60 60 - 100
0,25 - 0,6 • • 40 - 60 40 - 60 60 - 100
0,25 - 0,6 • • 40 - 60 40 - 60 60 - 100
0,25 - 0,6 • • 40 - 60 40 - 60 60 - 100
0,15 - 0,4 • • < 30 < 30 < 40
0,2 - 0,5 • • 80 - 10080-100
0,15 - 0,6 • • 80 - 10080-100
160- 180160- 180
0,25 - 0,6 • • 160-180160-180
0,25 - 0,6 • • 180-230180 -230
43214321
HU615 HU612 HC416 HP426 CU140 CP140 HU615 HU612 HC416 HP426 CU140 CP140 PU620 FU801 FU802CU134 CP132
Baureihen mit innerer KühlmittelzufuhrAnschnittform AD
Schnitttiefe 0,05 - 0,25 mm
Vor- Span- Schnittgeschwindigkeitschub winkel für Schneidstoff
f*(mm/U) 0° 6° 12°
Material
Unlegierte StähleBau-, Einsatz-, Automatenstahl, Stahlguss
Unlegierte/niedriglegierte StähleBau-, Einsatz-, Vergütungs-, Werkzeugstahl, Stahlguss
Bleilegierte Automatenstähle
Unlegierte/niedriglegierte Stählewarmfeste Bau-, Vergütungs-, Nitrier-, Werkzeugstähle
Hochlegierte StähleWerkzeugstähle
Sonderlegierungen, Sinterwerkstoffe
Rostfreie Stähle
Rostfreie Stähle
Rostfreie hitzebeständige Stähle
Grauguss
Legierter Grauguss
Sphäroguss ferritisch/perlitisch; TempergussGGG40-GGG55, GTW35-GTW55, GTS35-GTS55
Sphäroguss perlitisch / TempergussGGG60-GGG80, GTW65, GTS65-GTS70
Legierter Sphäroguss
Titan, Titanlegierungen
Kupferlegierungen, Messing, BleilegierteBronze, Bleibronze langspanend
Kupfer, Kupferlegierungen, Alu-, Mangan-, Phosphorbronze kurzspanend
Aluminium-Knetlegierung, Magnesium-Knetlegierungen
Alugusslegierung Si-Gehalt < 10 %, Magnesium-Legierungen
Alugusslegierung Si-Gehalt > 10 %, Magnesium-Legierungen
Kunststoffe
Kunststoffe verstärkt
Die angegebenen Arbeits wer te sindRichtwerte. Die für den jeweiligenBearbeitungs fall optimalen Daten sollten im Versuch oder während der Bearbeit ung ermittelt werden.
Für die exakte Festlegung der Wertesind verschiedene Faktoren entschei-dend:– Steifigkeit des Gesamtsys tems
Maschine, Werk zeug und Aufnahme– Steifigkeit des Bauteils und der
Werk stückspannung besonders bei hohen Vor schüben
– Die an das fertige Werk stück gestellten Qualitäts anforderungen
– Die Ausführung der Führungsleisten: Hart metall, Cermet oder PKD.
Bei optimalen Verhältnissen können inStahl und Grau guss Vorschubwerte vonbis zu 1,0 mm erzielt werden. Grund - sätzlich ergeben kleinere Vorschübeeine Ober flächen ver besserung, währendgrößere Vorschübe eventuell auftre ten -de Vi brationen verringern. Bei derVariation der Schnitt ge schwindigkeitkann bei einer Erhöhung die Ober - flä chen güte verbessert werden,
während bei einer Re du zierung dieSpan bildung und der Ver schleiß po sitivbeein flusst werden können.
Eine Änderung des Span bruches kannauch über eine Variation der Schnitt -tiefe erreicht werden.
Die Zugabe für das Reiben soll mindes -tens so groß ge wählt werden, dass dieSchnitt tiefe beim Reiben größer ist alsdie Vorbe ar bei tungs rauh tiefe. Der güns -tigste Wert liegt bei etwa 0,15 mmSchnitttiefe, also bei 0,3 mm Zugabe imDurch messer.
Arbeitswerte für MAPAL WP-Zweischneiden-Reibahlen
Bitte Rücksprache
Bitte Rücksprache
Bitte Rücksprache
Bitte Rücksprache
Bitte Rücksprache
Bitte Rücksprache
Nac
h Ab
spra
che
> 20
0
Nicht empfohlen
Baureihen mit äußerer KühlmittelzufuhrAnschnittform AD + AS
Schnitttiefe 0,05 - 0,25 mm
Vor- Span- Schnittgeschwindigkeitschub winkel für Schneidstoff
f*(mm/U) 0° 6° 12°
MAPAL Zweischneider
s054_073 _07_2009_s054_073.qxd 27.02.13 11:31 Seite 66

0,2 - 0,6 0,15 - 0,4 • • 60 - 80 60 - 80 80 -120130 -180 130 -180
0,2 - 0,6 0,15 - 0,4 • • 60 - 80 60 - 80 80 -120130 -180 130 -180
0,2 - 0,6 0,15 - 0,4 • • 60 - 80 60 - 80 80 -120130 -180 130 -180
0,2 - 0,6 0,15 - 0,4 • • 60 - 80 60 - 80 80 -120130 -180 130 -180
0,2 - 0,45 0,15 - 0,4 • • 40 - 60 40 - 60 < 80 < 80 < 80
0,2 - 0,6 0,15 - 0,4 • • 40 - 60 40 - 60 80 80 80
0,2 - 0,6 0,15 - 0,4 • • 40 - 60 40 - 60 80 80 80
0,2 - 0,6 0,15 - 0,4 • • 40 - 60 40 - 60 80 80 80
0,3 - 0,75 0,15 - 0,4 • • 60 - 80 60 - 80 80 - 120
0,25 - 0,6 0,15 - 0,4 • • 60 - 80 60 - 80 80 - 120
0,25 - 0,6 0,15 - 0,4 • • 60 - 80 60 - 80 80 - 120
0,25 - 0,6 0,15 - 0,4 • • 60 - 80 60 - 80 80 - 120
0,25 - 0,6 0,15 - 0,4 • • 60 - 80 60 - 80 80 - 120
0,15 - 0,4 0,15 - 0,4 • • < 50 < 50 < 60
0,2 - 0,5 0,15 - 0,4 • • 100-120100-120
0,15 - 0,6 0,15 - 0,4 • • 100-120100-120
0,2 - 0,5 0,15 - 0,3 • • 180-200180-200
0,25 - 0,6 0,15 - 0,4 • • 180-200180-200
0,25 - 0,6 0,15 - 0,4 • • 200-250200-250
0,15 - 0,4 • •
0,15 - 0,4 • •
0,15 - 0,4 • •
0,15 - 0,4 • •
0,15 - 0,4 • •
0,15 - 0,4 • •
0,15 - 0,4 • •
0,15 - 0,4 • •
0,15 - 0,4 • • 60 - 80 60 - 80 80 - 120
0,15 - 0,4 • • 60 - 80 60 - 80 80 - 120
0,15 - 0,4 • • 60 - 80 60 - 80 80 - 120
0,15 - 0,4 • • 60 - 80 60 - 80 80 - 120
0,15 - 0,4 • • 60 - 80 60 - 80 80 - 120
0,15 - 0,4 • • < 50 < 50 < 60
0,15 - 0,4 • • 100-120100-120
0,15 - 0,4 • • 100-120100-120
0,15 - 0,3 • • 180-200180-200
0,15 - 0,4 • • 180-200180-200
0,15 - 0,4 • • 200-250200-250
63
0,2 - 0,6 • • 40 - 60 40 - 60 60 -100110 -160110 -160
0,2 - 0,6 • • 40 - 60 40 - 60 60 -100110 -160110 -160
0,2 - 0,6 • • 40 - 60 40 - 60 60 -100110 -160110 -160
0,2 - 0,6 • • 40 - 60 40 - 60 60 -100110 -160110 -160
0,2 - 0,45 • • 20 - 40 20 - 40 < 60 < 60 < 60
0,2 - 0,6 • • 20 - 40 20 - 40 60 60 60
0,2 - 0,6 • • 20 - 40 20 - 40 60 60 60
0,2 - 0,6 • • 20 - 40 20 - 40 60 60 60
0,3 - 0,75 • • 40 - 60 40 - 60 60 - 100
0,25 - 0,6 • • 40 - 60 40 - 60 60 - 100
0,25 - 0,6 • • 40 - 60 40 - 60 60 - 100
0,25 - 0,6 • • 40 - 60 40 - 60 60 - 100
0,25 - 0,6 • • 40 - 60 40 - 60 60 - 100
0,15 - 0,4 • • < 30 < 30 < 40
0,2 - 0,5 • • 80 - 10080-100
0,15 - 0,6 • • 80 - 10080-100
160- 180160- 180
0,25 - 0,6 • • 160-180160-180
0,25 - 0,6 • • 180-230180 -230
1 62 3 565 4321 5 6
HU615 HU612 HC416 HP426 CU140 CP140 PU620 FU801 FU802CU134 CP132
HU615 HU612 HC416 HP426 CU140 CP140 PU620 FU801 FU802CU134 CP132
HU615 HU612 HC416 CU140 PU620 FU801 FU802CU134
Anschnittform AZSchnitttiefe 0,05 - 0,4 mm
Vor- Span- Schnittgeschwindigkeitschub winkel für Schneidstoff
f*(mm/U) 0° 6° 12°
Anschnittform AS + EKSchnitttiefe AS 0,05 - 0,25 mm, EK 0,05 - 0,15 mm
Vorschub Span- Schnittgeschwindigkeitfür AS für EK Winkel für Schneidstoff
f* f**(mm/U) (mm/U) 0° 6° 12°
Baureihen mit innerer KühlmittelzufuhrBaureihen mit innerer KühlmittelzufuhrAnschnittform AD
Schnitttiefe 0,05 - 0,25 mm
Vor- Span- Schnittgeschwindigkeitschub winkel für Schneidstoff
f*(mm/U) 0° 6° 12°
Die zentrale Zufuhr des Schmier mittelsdurch das Werkzeug ist in jedem Fall zu empfehlen. Der Einsatz mit Minimal -mengen schmier ung sollte ausschließ-lich mit PKD-Führ ungsleisten er -folgen. Beim Einsatz der Bau formenMN 2225 und MN 2227 ist besondersauf den gu ten Rund lauf am Werk -zeugkopf zu achten. Em pfohlen wirdein Wert < 5 µm.
AnschnittformBevorzugt sollten die Doppel an schnitteWP-AD und WP-AS angewandt werden,die mit Schrupp schneide 15° bzw. 30°
und Schlicht schneide 3° ausgelegt sind.Details zu den An schnittformen siehe Seite 73.
SchneidstoffeMAPAL bietet eine breit gefächerteAuswahl an Schneid stoffen, so dass fürjeden Werk stoff der richtige Schneid -stoff eingesetzt werden kann.
1 Hartmetall2 beschichtetes Hartmetall3 Cermet4 beschichtetes Cermet5 PKD-polykristalliner Diamant6 PKB-polykristallines kubisches Bornitrid
• bevorzugter Spanwinkel
• alternativer Spanwinkel bei Sonderfällen
* bei hoher Schnittge schwindig keit und großer Schnitttiefe kleine Vor schubwerte wählen
** Vorschub begrenzt wegen sehr kurzer Anschnittlänge
Nac
h Ab
spra
che
für
Guss
- od
er H
artb
e -ar
beitu
ng 4
00 -
700
Bitte Rücksprache Bitte Rücksprache Bitte Rücksprache
Nac
h Ab
spra
che
für
Guss
- od
er H
artb
e -ar
beitu
ng 4
00 -
700
Bitte Rücksprache
Bitte Rücksprache
Bitte Rücksprache
Bitte Rücksprache
Bitte Rücksprache
Bitte Rücksprache
Nac
h Ab
spra
che
> 20
0
Nac
h Ab
spra
che
für
Guss
- od
er H
artb
e -ar
beitu
ng 4
00-7
00
Nac
h Ab
spra
che
> 20
0
MAPAL Zweischneider
s054_073 _07_2009_s054_073.qxd 27.02.13 11:31 Seite 67

RmN/mm2
< 500
500 - 900
> 900
< 600
> 600
> 750
< 600
> 600
64
0,2 - 0,6 • • 40 - 60 40 - 60 60 - 100 110 - 160 110 - 160
0,2 - 0,6 • • 40 - 60 40 - 60 60 - 100 110 - 160 110 - 160
0,2 - 0,6 • • 40 - 60 40 - 60 60 - 100 110 - 160 110 - 160
0,2 - 0,6 • • 40 - 60 40 - 60 60 - 100 110 - 160 110 - 160
0,2 - 0,45 • • 20 - 40 20 - 40 < 60 < 60 < 60
0,2 - 0,6 • • 20 - 40 20 - 40 60 60 60
0,2 - 0,6 • • 20 - 40 20 - 40 60 60 60
0,2 - 0,6 • • 20 - 40 20 - 40 60 60 60
0,3 - 0,75 • • 40 - 60 40 - 60 60 - 100
0,25 - 0,6 • • 40 - 60 40 - 60 60 - 100
0,25 - 0,6 • • 40 - 60 40 - 60 60 - 100
0,25 - 0,6 • • 40 - 60 40 - 60 60 - 100
0,25 - 0,6 • • 40 - 60 40 - 60 60 - 100
0,15 - 0,4 • • < 30 < 30 < 40
0,2 - 0,5 • • 80 - 100 80 - 100
0,15 - 0,6 • • 80 - 100 80 - 100
0,2 - 0,5 • • 160 - 180160 - 180
0,25 - 0,6 • • 160 - 180160 - 180
0,25 - 0,6 • • 180 - 230180 - 230
1 2 3
HU612 HU612 HC416 HP426 CU140 CP140 PU620 FU801 FU802
HX-Wendeplatten ohne Spannkerbefür Baureihen mit innerer KühlmittelzufuhrAnschnittform R 0,8 und R 1,5 / Schnitttiefe 0,05 - 0,25 mm
Vor- Span- Schnittgeschwindigkeit Schnittgeschwindigkeitschub winkel für Schneidstoff für Schneidstoff
f*
(mm/U) 0° 3° 6°
Material
Unlegierte StähleBau-, Einsatz-, Automatenstahl, Stahlguss
Unlegierte/niedriglegierte StähleBau-, Einsatz-, Vergütungs-, Werkzeugstahl, Stahlguss
Bleilegierte Automatenstähle
Unlegierte/niedriglegierte Stählewarmfeste Bau-, Vergütungs-, Nitrier-, Werkzeugstähle
Hochlegierte StähleWerkzeugstähle
Sonderlegierungen, Sinterwerkstoffe
Rostfreie Stähle
Rostfreie Stähle
Rostfreie hitzebeständige Stähle
Grauguss
Legierter Grauguss
Sphäroguss ferritisch/perlitisch; TempergussGGG40-GGG55, GTW35-GTW55, GTS35-GTS55
Sphäroguss perlitisch/TempergussGGG60-GGG80, GTW65, GTS65-GTS70
Legierter Sphäroguss
Titan, Titanlegierungen
Kupferlegierungen, Messing, BleilegierteBronze, Bleibronze langspanend
Kupfer, Kupferlegierungen, Alu-, Mangan-, Phosphorbronze kurzspanend
Aluminium-Knetlegierung, Magnesium-Knetlegierungen
Alugusslegierung Si-Gehalt < 10 %, Magnesium-Legierungen
Alugusslegierung Si-Gehalt > 10 %, Magnesium-Legierungen
Kunststoffe
Kunststoffe verstärkt
Die angegebenen Arbeits wer te sindRichtwerte. Die für den jeweiligenBear beit ungs fall optimalen Daten sollten im Versuch oder während der Bearbeitung ermittelt werden.
Für die exakte Festlegung der Wertesind verschiedene Faktoren entschei-dend:– Steifigkeit des Gesamt sys tems
Maschine, Werk zeug und Aufnahme– Steifigkeit des Bauteils und der
Werk stückspannung besonders bei hohen Vorschüben
– Die an das fertige Werk stück gestellten Qualitätsan for derungen
– Die Ausführung der Führungs leisten: Hartmetall, Cermet oder PKD.
Bei optimalen Verhältnissen können inStahl und Grau guss Vorschubwerte vonbis zu 1,0 mm erzielt werden. Grund - sätzlich ergeben kleinere Vorschübeeine Ober flächen ver bes serung, währendgrößere Vorschübe eventuell auftreten-de Vi bra tionen verringern. Bei derVariation der Schnitt ge schwindigkeitkann bei einer Erhöhung die Ober -flächen güte verbessert werden,
während bei einer Re du zierung dieSpan bildung und der Ver schleiß po sitivbeeinflusst werden können.
Eine Änderung des Span bruches kannauch über eine Variation der Schnitt -tiefe bzw. des Aufmaßes erreicht wer-den.
Die Zugabe für das Reiben soll mindes -tens so groß ge wählt werden, dass dieSchnitt tiefe beim Reiben größer ist alsdie Vorbe ar bei tungs rauh tiefe. Der güns -tigste Wert liegt bei etwa 0,15 mmSchnitttiefe, also bei 0,3 mm Zugabe imDurchmesser.
Arbeitswerte für MAPAL HX-Zweischneiden-Reibahlen
Bitte Rücksprache
Bitte Rücksprache
Bitte Rücksprache
MAPAL Zweischneider
s054_073 _07_2009_s054_073.qxd 27.02.13 11:31 Seite 68

65
0,2 - 0,6 • • 40 - 60 40 - 60 60 - 100 110 - 160 110 - 160
0,2 - 0,6 • • 40 - 60 40 - 60 60 - 100 110 - 160 110 - 160
0,2 - 0,6 • • 40 - 60 40 - 60 60 - 100 110 - 160 110 - 160
0,2 - 0,6 • • 40 - 60 40 - 60 60 - 100 110 - 160 110 - 160
0,2 - 0,45 • • 20 - 40 20 - 40 < 60 < 60 < 60
0,2 - 0,6 • • 20 - 40 20 - 40 60 60 60
0,2 - 0,6 • • 20 - 40 20 - 40 60 60 60
0,2 - 0,6 • • 20 - 40 20 - 40 60 60 60
0,3 - 0,75 • • 40 - 60 40 - 60 60 - 100
0,25 - 0,6 • • 40 - 60 40 - 60 60 - 100
0,25 - 0,6 • • 40 - 60 40 - 60 60 - 100
0,25 - 0,6 • • 40 - 60 40 - 60 60 - 100
0,25 - 0,6 • • 40 - 60 40 - 60 60 - 100
0,15 - 0,4 • • < 30 < 30 < 40
0,2 - 0,5 • • 80 - 100 80 - 100
0,15 - 0,6 • • 80 - 100 80 - 100
0,2 - 0,5 • • 160 - 180160 - 180
0,25 - 0,6 • • 160 - 180160 - 180
0,25 - 0,6 • • 180 - 230180 - 230
0,2 - 0,6 • 60 - 80 60 - 80 80 - 120 130 - 180130 - 180
0,2 - 0,6 • 60 - 80 60 - 80 80 - 120 130 - 180130 - 180
0,2 - 0,6 • 60 - 80 60 - 80 80 - 120 130 - 180130 - 180
0,2 - 0,6 • 60 - 80 60 - 80 80 - 120 130 - 180130 - 180
0,2 - 0,45 • 40 - 60 40 - 60 < 80 < 80 < 80
0,2 - 0,6 • 40 - 60 40 - 60 80 80 80
0,2 - 0,6 • 40 - 60 40 - 60 80 80 80
0,2 - 0,6 • 40 - 60 40 - 60 80 80 80
0,3 - 0,75 • 60 - 80 60 - 80 80 - 120
0,25 - 0,6 • 60 - 80 60 - 80 80 - 120
0,25 - 0,6 • 60 - 80 60 - 80 80 - 120
0,25 - 0,6 • 60 - 80 60 - 80 80 - 120
0,25 - 0,6 • 60 - 80 60 - 80 80 - 120
0,15 - 0,4 • < 50 < 50 < 60
0,2 - 0,5 • 100 - 120100 - 120
0,15 - 0,6 • 100 - 120100 - 120
0,2 - 0,5 • 180 - 200180 - 200
0,25 - 0,6 • 180 - 200180 - 200
0,25 - 0,6 • 200 - 250200 - 250
654 1 2 3 654
HU612 HU612 HC416 HP426 CU140 CP140 PU620 FU801 FU802 HU612 HU612 HC416 HP426 CU140 CP140 PU620 FU801 FU802
HX-Wendeplatten mit Spannkerbefür Baureihen mit innerer Kühlmittelzufuhr
Anschnittform R 0,8 / Schnitttiefe 0,05 - 0,25 mm
Vor- Schnittgeschwindigkeitschub für Schneidstoff
f*
(mm/U) 2 1
HX-Wendeplatten ohne Spannkerbefür Baureihen mit innerer KühlmittelzufuhrAnschnittform R 0,8 und R 1,5 / Schnitttiefe 0,05 - 0,25 mm
Vor- Span- Schnittgeschwindigkeit Schnittgeschwindigkeitschub winkel für Schneidstoff für Schneidstoff
f*
(mm/U) 0° 3° 6°
Span
form
-ge
omet
rie ***
Die zentrale Zufuhr des Schmier mittelsdurch das Werkzeug ist in jedem Fall zu empfehlen. Der Einsatz mit Minimal -mengen schmierung sollte ausschließ-lich mit PKD-Führ ungsleisten er - fol gen. Beim Einsatz der Bau form enMN 6225 und MN 6227 ist be sondersauf den guten Rund lauf am Werk -zeug kopf zu achten. Em pfohlen wird ein Wert < 5 µm.
AnschnittformDie HX-Wendeplatten sind mitRadiusanschnitten von R 0,8 und R 1,5erhält lich. Details siehe Seite 75.
SchneidstoffeMAPAL bietet eine breit ge fächerte Aus -wahl an Schneid stoffen, so dass für jedenWerk stoff der richtige Schneid stoff ein-gesetzt werden kann.
Bei der Bearbeitung von Stahl mit HX-Reibahlen ist der Einsatz von Cermetund beschichtetem Cermet zu empfeh-len. Dadurch werden exzellente Ober flächen bei hohen Schnitt ge -schwindig keiten erzielt.
1 Hartmetall2 beschichtetes Hartmetall3 Cermet4 beschichtetes Cermet5 PKD-polykristalliner Diamant6 PKB-polykristallines kubisches Bornitrid
• bevorzugter Spanwinkel
• alternativer Spanwinkel bei Sonderfällen
* bei hoher Schnittge schwindig keit und großer Schnitttiefe kleine Vor schubwerte wählen
*** 1 = für Stahl und langspanende Werkstoffe2 = für Guss und kurzspanende Werkstoffe
Nac
h Ab
spra
che
für
Guss
- od
er H
artb
e -ar
beitu
ng 4
00 -
700
Nac
h Ab
spra
che
> 20
0
Nac
h Ab
spra
che
für
Guss
- od
er H
artb
e -ar
beitu
ng 4
00 -
700
Nac
h Ab
spra
che
> 20
0
Bitte Rücksprache
Bitte Rücksprache
Bitte Rücksprache
Bitte Rücksprache
Bitte Rücksprache
Bitte Rücksprache
MAPAL Zweischneider
s054_073 _07_2009_s054_073.qxd 27.02.13 11:31 Seite 69

66
A B C D
E
F G H I12 – 15 µm
9 – 12 µmSchneide 1
Schneide 2
Führungsleiste
HMF gemäßZeichnung
Wendeplatte Torx-Schraube/ Spannplatte Gewindestift JustierkeilGewindespindel MN 618 MN 620 MN 619
2 Stück 2 Stück 2 Stück 4 Stück 4 Stück
Vorderen und hinteren Gewinde-stift eine 1/2 Um drehung nach links drehen.
Torx-Schraube bzw. Gewinde spindelvon oben nach links und von untennach rechts drehen. Zum Öffnenmüssen zwei Schlüssel verwendetwerden (wie abgebildet). Spann -platte gelöst.
1. Wendeplatte herausnehmen. 2. Wende platte und Wendeplatten-
sitz reinigen (keine Pressluft ver-wenden, Justierkeile beachten).
3. Wendeplatte wenden bzw. neue Wende platte einsetzen.
1. Wendeplatte gegen hinteren An - schlag und Justierkeil drücken.
2. Torx-Schraube bzw. Gewinde- spindel von oben nach rechts und von unten nach links drehen und anziehen. Zwei Schlüssel verwen -den (wie ab ge bildet). Spannplatte angezogen.
1. MAPAL MASTERSET: Abstand der Messtaster auf Wen de -platten länge einstellen.
2. Ab nullen der Messuhren an der der Wende platte nach -folgenden Führungsleiste.
Einstellen der Schneide 1: Vorderes und hinteres Einstellmaß in wechselnden Intervallen mit den Ge windestiften einstellen. Einstellmaß = Überstand der Wendeplatte zur nachfolgenden Führungsleiste gemäß Ein stellanweisung Bild H. Verjüngung nach hinten ca. 0,01 bis 0,015 mm.Einstellen der Schneide 2: Vorderes und hinteres Einstellmaß in wechselnden Intervallen mit den Gewindestiften einstellen. Einstellmaß = Unterstand der Wende platte zur nachfolgenden Führungsleiste gemäß Einstell an weisung Bild H. Verjüngung nach hinten ca. 0,01 bis 0,015 mm.
MAPAL UNISET: Zur komfortablen Einstellung der Reibahlen bietet MAPAL elektronische Einstellgeräte in vertikaler und horizontaler Aus -führung an. Fordern Sie hierfür unseren speziellen Prospekt„Einstellgeräte“ an.Detaillierte Einstellhinweise können Sie der Bedienungs-anleitung des Gerätes entnehmen.
Zur Grobeinstellung vorderen undhinteren Gewindestift wieder eine1/4 Umdrehung nach rechts drehen.
Für einfachste Handhabung und garantierte Einstellsicherheit empfehlen wir die Ver wendung eines MAPAL Einstellgerätes.
Hinweis: Die Vorgehensweise (Bild A-E) ist auch für die zweite Schneide gültig.
Wendeplattenwechsel und Einstellung
Justierkeil
Gewindestift
Spannplatte
Gewindespindel
WP-WendeplatteEinstellhinweise fürMAPAL WP-Zweischneiden-Reibahlen:MN 2200, MN 2223MN 2225, MN 2227MN 2243
Zubehör
MAPAL Zweischneider
s054_073 _07_2009_s054_073.qxd 27.02.13 11:31 Seite 70

67
A B C D
E
F G I12 – 15 µm
9 – 12 µm
H
Schneide 1
Schneide 2
Führungsleiste
HMF gemäßZeichnung
Wendeplatte Kassette Torx-Schraube/ Spannplatte Gewindestift JustierkeilGewindespindel MN 618 MN 620 MN 619
2 Stück 2 Stück 2 Stück 2 Stück 4 Stück 4 Stück
MAPAL UNISET: Zur komfortablen Einstellung der Reibahlen bietet MAPAL elektronische Einstellgeräte in vertikaler und horizontaler Aus -führung an. Fordern Sie hierfür unseren speziellen Prospekt„Einstellgeräte“ an.Detaillierte Einstellhinweise können Sie der Bedienungs-anleitung des Gerätes entnehmen.
Vorderen und hinteren Gewinde-stift eine 1/2 Um drehung nach links drehen.
Gewinde spindel von oben nachlinks und von unten nach rechtsdrehen. Zum Öffnen müssen zweiSchlüssel verwendet werden (wieabgebildet). Spann platte undKassette gelöst.
1. Wendeplatte und Kassette herausnehmen.
2. Wende platte, Kassette und Wendeplattensitz reinigen (keine Pressluft verwenden, Justierkeile beachten).
3. Wendeplatte um 60° weiterdrehen bzw. neue Wendeplatte in Kassette einsetzen.
4. Kassette wieder einbauen.
1. Wendeplatte und Kassette gegen hinteren Anschlag und Justier -keil drücken.
2. Gewindespindel von oben nach rechts und von unten nach links drehen und anziehen. Zwei Schlüs-sel verwenden (wie abge bildet).
1. MAPAL MASTERSET: Abstand der Messtaster auf Wen de -platten länge einstellen.
2. Ab nullen der Messuhren an der der Wende platte nach-folgenden Führungsleiste.
Einstellen der Schneide 1: Vorderes und hinteres Einstellmaß in wechselnden Intervallen mit den Ge windestiften einstellen. Einstellmaß = Überstand der Wendeplatte zur nachfolgenden Führungsleiste gemäß Ein stellanweisung Bild H. Verjüngung nach hinten ca. 0,005 bis 0,010 mm.Einstellen der Schneide 2: Vorderes und hinteres Einstellmaß in wechselnden Intervallen mit den Gewindestiften einstellen. Einstellmaß = Unterstand der Wende platte zur nachfolgenden Führungsleiste gemäß Einstell an weisung Bild H. Verjüngung nach hinten ca. 0,005 bis 0,010 mm.
MAPAL UNISET: Zur komfortablen Einstellung der Reibahlen bietet MAPAL elektronische Einstellgeräte in vertikaler und horizontaler Aus -führung an. Fordern Sie hierfür unseren speziellen Prospekt „Einstellgeräte“ an. Detaillierte Einstellhinweise können Sie der Bedienungs-anleitung des Gerätes entnehmen.
Zur Grobeinstellung vorderen undhinteren Gewindestift wieder eine1/4 Umdrehung nach rechts drehen.
Für einfachste Handhabung und garantierte Einstellsicherheit empfehlen wir die Ver wendung eines MAPAL Einstellgerätes.
Hinweis: Die Vorgehensweise (Bild A-E) ist auch für die zweite Schneide gültig.
Wendeplattenwechsel und Einstellung
Gewindestift
Spannplatte
Einstellhinweise für MAPALHX-Zweischneiden-Reibahlen:
MN 6200, MN 6223MN 6225, MN 6227
MN 6243
Zubehör
HX-Wendeplatte
Kassette
Gewinde-spindel
Justierkeil
MAPAL Zweischneider
s054_073 _07_2009_s054_073.qxd 27.02.13 11:31 Seite 71

68
M3LH/RHx5 ❍
M3LH/RHx6 ❍
M4x0,5LH/RHx6,5 ❍
M4x0,5LH/RHx9 ❍
M2x1,8 ❍
M2x2 ❍
M2x2,5 ❍
M2x3 ❍
M2,5x2,2 ❍
M2,5x2,5 ❍
M2,5x3 ❍
M2,5x4 ❍
M3x2,5 ❍
M3x3 ❍
M3x4 ❍
M3x6 ❍
M4x3 ❍
M4x4 ❍
M4x5 ❍
M4x6 ❍
M4x8 ❍
M6x10 ❍
M6x12 ❍
M6x15 ❍
M1,6x3,9 ❍
M1,6x4,4 ❍
M2x4 ❍
M2x5 ❍
M2,5x4,8 ❍
M2,5x5,2 ❍
63 11,5 8 M18x1 30326078
G
L
G
A
D
1°L
D
L
S
63 36,6 11,5 M18x1 12 30326006 63 182 17 10040110
Schraubendreher 6-KantGewindespindel Schlüsselweite
MN 618 SW 1,5 SW 2,0
Gewindestift Schraubendreher 6-Kant/Schlüsselweite
MN 620 SW 0,9 SW 1,3 SW 2,0 SW 3,0
Schraubendreher für MAPAL Gewindestift MN 620Schraubendreher für MAPAL Gewindespindel MN 618
Torx-SchraubendreherGröße
Torx-Schraube TX 5 TX 6 TX 7
Schraubendreher für Torx-Schraube
Schraubendreher für MAPAL Ein- und Zweischneiden-Reibahlen
Achtung: Die Schraubendreher gehören bei Bestellung der Reibahlen zum Lieferumfang.
Zubehör für HSK-A 63
HSK-A L S G Bestell-Nr.Größe
Blindschraube
HSK-A A L G D Bestell-Nr.Größe
HSK-A L D Bestell-Nr.Größe
MontageschlüsselKühlmittelrohr
Lieferumfang: Kühlmittelrohr mit zwei O-Ringen und Überwurfmutter.Ausführung: Leichtgängige Winkelbeweglichkeit 1° selbstzentrierend, axial – abgedichtet.Hinweis: Ausgeführt entsprechend DIN 69893.
Verwendung: Zur Montage und Demontage von Kühlmittelrohren.
Verwendung: Zum Verschließen der Gewindebohrung in HSK-Werkzeugschäften wenn kein Kühlmittelrohr zum Einsatzkommt.Ausführung: Mit Nylok-Einsatz zur Schraubensicherung.Werkstoff: Rostbeständiger Stahl.
MAPAL Zweischneider
s054_073 _07_2009_s054_073.qxd 27.02.13 11:31 Seite 72

69
AS 92 R 0 HU615
HX 2 5 R S 3 CU140
MN 2002 HM 12 H 6 AD
MN 6123 PKD 38 +0,009 5-0,007
Benennung Qualität der Fertigungs- Toleranz Anschnitt-Führungsleiste Ø Bezeichnung
IT od Abmaße Auswahl sieheSeite 77
Beispiel 1 Bestellangaben für MAPAL WP-Reibahlen
Bestellbeispiel für MAPAL WP- und HX-Reibahlen
Benennung Qualität der Fertigungs- Toleranz Anschnitt-Führungsleiste Ø Bezeichnung
IT od Abmaße Auswahl sieheSeite 79
Beispiel 2Bestellangaben für MAPAL HX-Reibahlen
Anschnittform Wendeplatte Schneidsinn Spanwinkel SchneidstoffGröße
Auswahl siehe Auswahl siehe Auswahl siehe Auswahl sieheSeite 76 Seite 76 Seite 77 Seite 77
Beispiel 1 Bestellangaben für MAPAL WP-Wendeplatte: AS92RON
Beispiel 2 Bestellangaben für MAPAL HX-Wendeplatte: HX25RS3CT3
Schneidenform Wendeplatte Anschnitt Schneidsinn Schneidkante Spanwinkel SchneidstoffGröße
Auswahl siehe Auswahl siehe Auswahl siehe Auswahl siehe Auswahl sieheSeite 79 Seite 79 Seite 79 Seite 79 Seite 78
Bitte geben Sie bei Ihrer Bestellung folgende Daten an:
Bestellbeispiel für MAPAL WP- und HX-Wendeplatten
Hinweis: Sollten Sie die Angaben zu Anschnitt-Bezeichnung und Spanwinkel nicht machen können, geben Sie bitte den zu bearbeitenden Werkstofftyp an.
Bitte die gewünschte Führungsleistenqualität(HM, Cermet oder PKD) angeben.
Bitte geben Sie bei Ihrer Bestellung folgende Daten an:
MAPAL Zweischneider
s054_073 _07_2009_s054_073.qxd 27.02.13 11:31 Seite 73

s074_079_07_2009_s074_079.qxd 27.02.13 11:33 Seite 74

71
MAP
AL W
ende
plat
ten
Leistengeführte MAPAL Werkzeuge zur Fein bearbei tung vonBohrungen, Reibahlen und Feinbohr werk zeuge verdankenihre hervorragende Leistungs fähigkeit der direkten Führungin der Bohrung mittels Führungsleisten und der hohen Quali -tät der MAPAL Wendeplatten. Gerade bei der Feinbearbei -tung von Bohrungen gelten außergewöhnliche Anforde -rungen an Schneid stoffe, Beschich tungen, Schneiden geomet -rien und Schliffqualität. Die eingeschränkten Platzverhält -nisse in der Bohrung erfordern, dass die Späne in ihrer Formund Länge gut zu entfernen sind. Gerade bei den neuenTechnologien, wie der Hochgeschwindigkeitsbearbeitung oderder Minimal meng en schmierung, kommt dem reibungslosenSpantransport immer mehr Bedeutung zu. MAPAL Wende -platten werden auf diese Anforderungen hin ständig weiter-entwickelt und optimiert.
Für den sicheren Halt der MAPAL Wendeplatten sorgt eineSpannkerbe, die zusammen mit der Spannplatte und Justier-elementen ein kraftschlüssiges System bildet. Diese Stabilitätist eine wichtige Voraussetzung für lange Standzeiten undverhindert Setzerschei nungen der Wendeplatten. Typisch füreine wichtige Innovation mit großer Wirkung ist die MAPALF-Fase. Diese schmale Fase, die über den ganzen Bereich desFrei win kels geht, bringt eine zusätzliche Führung und Stabi -lisierung der Werkzeuge. Außerdem vermeidet die MAPAL F-Fase den häufig auftretenden, starken An fangs verschleißund den damit verbundenen Maß verlust.
Hartmetall, Cermet, Beschichtungen, PKD und PKB, die ganzePalette moderner Schneidstoffe für jeden Werkstoff und fürjede Zerspanungsaufgabe steht bei MAPAL zur Verfügung.Modernste Fertigungs technik bei der Herstel lung der Wende-platten ermöglichen heute die Reali sierung jeglicher Span -former und Span brecher – auch bei den superharten Werk -stoffen wie PKD und PKB.
MAPALWendeplattenBasis für erfolgreiche Werkzeuge.
s074_079_07_2009_s074_079.qxd 27.02.13 11:34 Seite 75
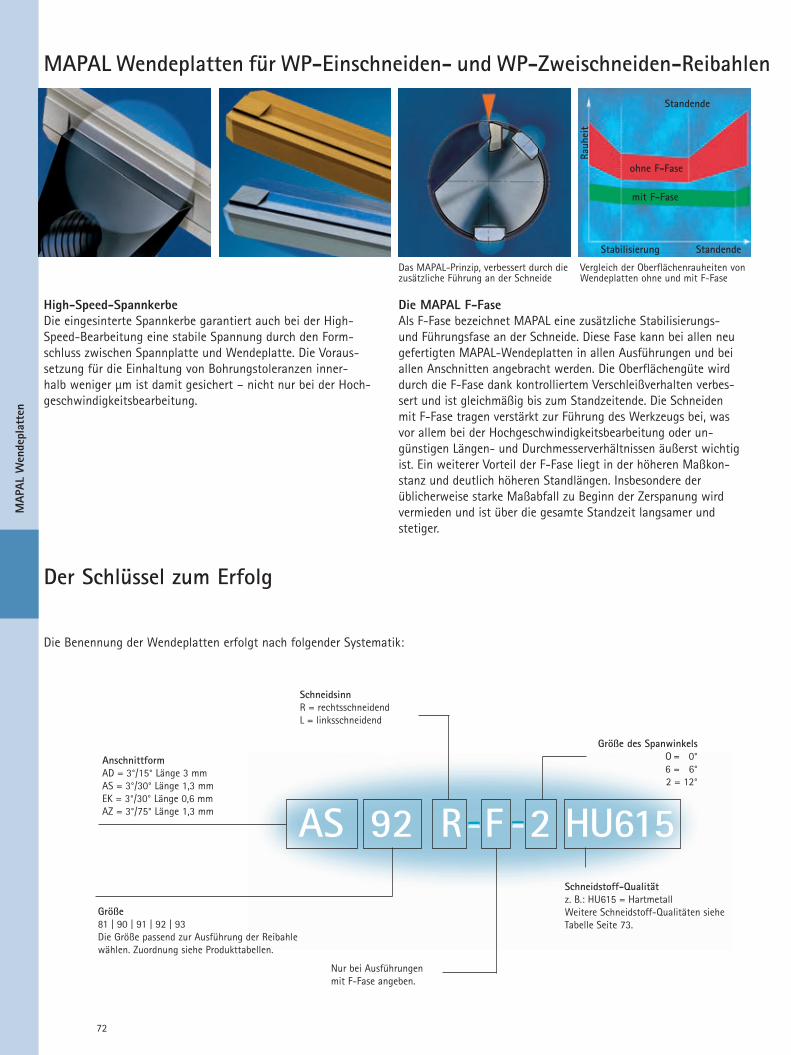
72
AS 92 R F 2 HU615
MAPAL Wendeplatten für WP-Einschneiden- und WP-Zweischneiden-Reibahlen
Das MAPAL-Prinzip, verbessert durch diezusätzliche Führung an der Schneide
Vergleich der Oberflächenrauheiten vonWendeplatten ohne und mit F-Fase
Standende
ohne F-Fase
mit F-Fase
StandendeStabilisierung
Rauheit
Der Schlüssel zum Erfolg
Die Benennung der Wendeplatten erfolgt nach folgender Systematik:
AnschnittformAD = 3°/15° Länge 3 mmAS = 3°/30° Länge 1,3 mmEK = 3°/30° Länge 0,6 mm AZ = 3°/75° Länge 1,3 mm
Größe81 | 90 | 91 | 92 | 93Die Größe passend zur Ausführung der Reibahlewählen. Zuordnung siehe Produkttabellen.
Schneidstoff-Qualitätz. B.: HU615 = HartmetallWeitere Schneidstoff-Qualitäten siehe Tabelle Seite 73.
SchneidsinnR = rechtsschneidendL = linksschneidend
Größe des SpanwinkelsO = 0°6 = 6°2 = 12°
Nur bei Ausführungenmit F-Fase angeben.
Die MAPAL F-FaseAls F-Fase bezeichnet MAPAL eine zusätzliche Stabilisierungs- und Führungsfase an der Schneide. Diese Fase kann bei allen neugefertigten MAPAL-Wendeplatten in allen Ausführungen und beiallen Anschnitten angebracht werden. Die Oberflächengüte wirddurch die F-Fase dank kontrolliertem Verschleißverhalten verbes-sert und ist gleichmäßig bis zum Standzeitende. Die Schneidenmit F-Fase tragen verstärkt zur Füh rung des Werkzeugs bei, wasvor allem bei der Hochgeschwindig keits bearbeitung oder un -günstigen Längen- und Durchmesserver hältnis sen äußerst wichtigist. Ein weiterer Vorteil der F-Fase liegt in der höheren Maßkon -stanz und deutlich höheren Standlängen. Insbe sondere der üblicherweise starke Maßabfall zu Beginn der Zerspanung wirdvermieden und ist über die gesamte Standzeit langsamer und stetiger.
High-Speed-SpannkerbeDie eingesinterte Spannkerbe garantiert auch bei der High-Speed-Bearbeitung eine stabile Spannung durch den Form-schluss zwischen Spannplatte und Wendeplatte. Die Vor aus-setzung für die Einhaltung von Bohrungs toleranzen inner -halb weniger µm ist damit gesichert – nicht nur bei der Hoch -geschwindig keitsbearbeitung.
MAP
AL W
ende
plat
ten
s074_079_07_2009_s074_079.qxd 27.02.13 11:34 Seite 76

HU615 – HW-K10
HC416 CVD HC-K10
HP426 PVD HC-P10
CU140 - HT-P25
CU134 - HT-P20
CP132 PVD HC-P10
CP140 PVD HC-P10
PU620 - DP-K05
FU801 - BN-K05
FU802 - BN-K05
01 05 10 15 20 25 30 35 40 45 50
P M K N S H
73
31
0,25
0,25
30°
3° 0,15
3°15°
0,6
1,3
3°30°
0,51,3
3°75°
Schneidstoffe für MAPAL WP-Wendeplatten
Schneidstoff-
bezeichnung
Beschichtung
Bezeichnung
nach ISO 513
Werkstoffgruppe Eigenschaften
Stahl
Rostfrei
Grauguss
NE-Metalle
(Al etc.)
Hoch-
warmfest
Harte
Werkstoffe
Unbeschichtete Hartmetallsorte mit breitem Anwendungs spek-trum; für allgemeine Zerspanungsaufgaben, geeignet für den Einsatz bei niedrigen bis mittleren Schnittgeschwindigkeiten.
Beschichtete Hartmetallsorte; verbessertes Verschleißverhalten gegenüber HU615-Sorte, Einsatz im mittleren bis oberen Schnitt -geschwindigkeitsbereich.
Beschichtete Hartmetallsorte; wobei Verschleißminimierung gegenüber HU615-Sorte, Einsatz im oberen bis mittleren Schnitt -geschwindigkeitsbereich.
Unbeschichtete Cermetsorte; Mindestgeschwindigkeit beachten; verbesserte Oberflächengüte durch hoheSchnittgeschwindigkeiten. Nicht mit gesinterter Spannkerbe.
Unbeschichtete Cermetsorte; Mindestgeschwindigkeit beachten; verbesserte Oberflächengüte durch hoheSchnittgeschwindigkeiten.
Beschichtete Cermetsorte; verbessertes Verschleißverhalten ge genüberCU134; Steigerung der Schnittgeschwindigkeit; Mindest -geschwindigkeit beachten.
Beschichtete Cermetsorte; verbessertes Verschleißverhalten ge genüberCU140; Steigerung der Schnittgeschwindigkeit; Mindest -geschwindigkeit beachten. Nicht mit gesinterter Spannkerbe.
PKD-Sorte zur Bearbeitung von NE-Metallen.
PKB-Sorte zur Bearbeitung von gehärtetem Stahl.
PKB-Sorte zur Bearbeitung von Guss, auch mit stark unterbrochenem Schnitt.
Verschleißfestigkeit Zähigkeit
Anwendungsbereich
Anwendungsbereich weitere AnwendungHauptanwendungSchneidstoffbezeichnung: HU615=Hartmetall; HC416, HP426 = beschichtetes Hartmetall; CU140, CU134 =Cermet;CP140/CP134 = beschichtetes Cermet; PU620 = PKD-polykristalliner Diamant;FU801, FU802 = PKB-polykristallines kubisches Bornitrid
Anschnitt ADUniverseller Anschnitt für hohe Oberflächengüte auch bei niedrigenSchnittgeschwindigkeiten; Anschnittlänge von 3 mm beachten; nicht für Aluminium geeignet.
Anschnitt AS (auch stirnschneidend lieferbar)Anschnitt geeignet für alle Materialien, hohe Oberflächengüte auch bei hohen Schnittgeschwindigkeiten; Anschnittlänge 1,3 mm.
Anschnitt AZFür hohe Schnittgeschwindigkeiten; besonders für die Aluminium -bearbeitung geeignet.
Anschnitt EK (stirnschneidend)Nur dann einsetzen, wenn geringe Anschnittlänge von 0,6 mm gefordert wird; für alle Werkstoffe; max. Vorschub von 0,2 mm/U nicht überschreiten.
Anschnitte für MAPAL WP-Wendeplatten
Max. Schnitttiefe: 0,25 mmSpanwinkel: 0°, 6°, 12°
Max. Schnitttiefe: 0,25 mmSpanwinkel: 0°, 6°, 12°
Max. Schnitttiefe: 1 mmSpanwinkel: 0°, 6°, 12°
Max. Schnitttiefe: 0,15 mmSpanwinkel: 0°, 6°, 12°
Weitere Anschnitte auf Anfrage
MAP
AL W
ende
plat
ten
s074_079_07_2009_s074_079.qxd 27.02.13 11:34 Seite 77
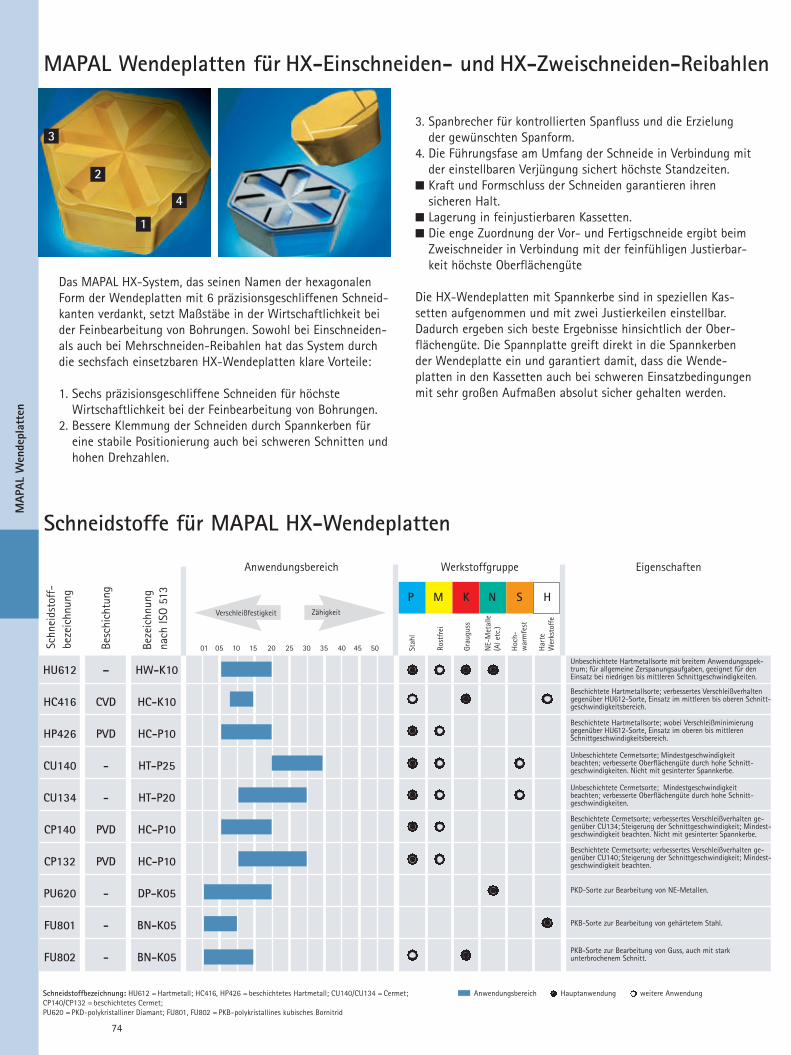
74
HU612 – HW-K10
HC416 CVD HC-K10
HP426 PVD HC-P10
CU140 - HT-P25
CU134 - HT-P20
CP140 PVD HC-P10
CP132 PVD HC-P10
PU620 - DP-K05
FU801 - BN-K05
FU802 - BN-K05
01 05 10 15 20 25 30 35 40 45 50
P M K N S H
3
1
4
2
Schneidstoffe für MAPAL HX-Wendeplatten
Schneidstoff-
bezeichnung
Beschichtung
Bezeichnung
nach ISO 513
Werkstoffgruppe Eigenschaften
Stahl
Rostfrei
Grauguss
NE-Metalle
(Al etc.)
Hoch-
warmfest
Harte
Werkstoffe
Unbeschichtete Hartmetallsorte mit breitem Anwendungs spek-trum; für allgemeine Zerspanungsaufgaben, geeignet für den Einsatz bei niedrigen bis mittleren Schnittgeschwindigkeiten.
Beschichtete Hartmetallsorte; verbessertes Verschleißverhalten gegenüber HU612-Sorte, Einsatz im mittleren bis oberen Schnitt -geschwindigkeitsbereich.
Beschichtete Hartmetallsorte; wobei Verschleißminimierung gegenüber HU612-Sorte, Einsatz im oberen bis mittlerenSchnittgeschwindigkeitsbereich.
Unbeschichtete Cermetsorte; Mindestgeschwindigkeitbeachten; verbesserte Oberflächengüte durch hohe Schnitt-geschwindigkeiten. Nicht mit gesinterter Spannkerbe.
Unbeschichtete Cermetsorte; Mindestgeschwindigkeitbeachten; verbesserte Oberflächengüte durch hohe Schnitt-geschwindigkeiten.
Beschichtete Cermetsorte; verbessertes Verschleißverhalten ge-genüber CU134; Steigerung der Schnittgeschwindigkeit; Mindest -geschwindigkeit beachten. Nicht mit gesinterter Spannkerbe.
Beschichtete Cermetsorte; verbessertes Verschleißverhalten ge-genüber CU140; Steigerung der Schnittgeschwindigkeit; Mindest -geschwindigkeit beachten.
PKD-Sorte zur Bearbeitung von NE-Metallen.
PKB-Sorte zur Bearbeitung von gehärtetem Stahl.
PKB-Sorte zur Bearbeitung von Guss, auch mit stark unterbrochenem Schnitt.
Verschleißfestigkeit Zähigkeit
Anwendungsbereich
Anwendungsbereich weitere AnwendungHauptanwendungSchneidstoffbezeichnung: HU612 =Hartmetall; HC416, HP426 = beschichtetes Hartmetall; CU140/CU134 =Cermet;CP140/CP132 = beschichtetes Cermet;PU620 = PKD-polykristalliner Diamant; FU801, FU802 = PKB-polykristallines kubisches Bornitrid
MAPAL Wendeplatten für HX-Einschneiden- und HX-Zweischneiden-Reibahlen
Das MAPAL HX-System, das seinen Namen der hexagonalen Form der Wendeplatten mit 6 präzisionsgeschliffenen Schneid -kanten verdankt, setzt Maßstäbe in der Wirtschaftlichkeit bei der Feinbearbeitung von Bohrungen. Sowohl bei Einschneiden- als auch bei Mehrschneiden-Reibahlen hat das System durch die sechsfach einsetzbaren HX-Wendeplatten klare Vorteile:
1. Sechs präzisionsgeschliffene Schneiden für höchste Wirtschaftlichkeit bei der Feinbearbeitung von Bohrungen.
2. Bessere Klemmung der Schneiden durch Spannkerben für eine stabile Positionierung auch bei schweren Schnitten und hohen Drehzahlen.
3. Spanbrecher für kontrollierten Spanfluss und die Erzielung der gewünschten Spanform.
4. Die Führungsfase am Umfang der Schneide in Verbindung mit der einstellbaren Verjüngung sichert höchste Standzeiten.
■ Kraft und Formschluss der Schneiden garantieren ihren sicheren Halt.
■ Lagerung in feinjustierbaren Kassetten.■ Die enge Zuordnung der Vor- und Fertigschneide ergibt beim Zweischneider in Verbindung mit der feinfühligen Justierbar-keit höchste Oberflächengüte
Die HX-Wendeplatten mit Spannkerbe sind in speziellen Kas -setten aufgenommen und mit zwei Justierkeilen einstellbar.Dadurch ergeben sich beste Ergebnisse hinsichtlich der Ober -flächengüte. Die Spannplatte greift direkt in die Spannkerbender Wendeplatte ein und garantiert damit, dass die Wende -platten in den Kassetten auch bei schweren Einsatzbedingungenmit sehr großen Aufmaßen absolut sicher gehalten werden.
MAP
AL W
ende
plat
ten
s074_079_07_2009_s074_079.qxd 27.02.13 11:34 Seite 78

HX 1 3 8 RL CU134
HX 2 5 R S 3 CU140
75
MAPAL HX-Wendeplatten ohne Spannkerbe
Die Benennung der Wendeplatten erfolgt nach folgender Systematik:
MAPAL HX-Wendeplatten mit Spannkerbe
Die Benennung der Wendeplatten erfolgt nach folgender Systematik:
SechskantformHexagonal
Wendeplatten Größe2 = Inkreis ø 6 mm3 = Inkreis ø 10 mm
Schneidstoff-Qualitätz. B.: CU140 = CermetWeitere Schneidstoffqualitäten siehe Tabelle Seite 74.
SchneidsinnR = rechtsschneidendL = linksschneidendRL = rechts- und linksschneidend
Größe des Spanwinkels0 = 0°3 = 3°6 = 6°
SchneidkanteS = scharfV = verrundetF = negativ angefast
nur in Verbindung mit PKB
Anschnitt5 = R 1,58 = R 0,8
SechskantformHexagonal
Spanformgeometrie1 = für Stahl und lang-
spanende Werkstoffe2 = für Guss und kurz-
spanende Werkstoffe
Schneidstoff-Qualitätz. B.: CU134 = CermetWeitere Schneidstoffqualitätensiehe Tabelle Seite 78.
Anschnitt8 = R 0,8
SchneidsinnRL = rechts- und linksschneidend
Wendeplatten Größe2 = Inkreis ø 6 mm3 = Inkreis ø 10 mm
MAP
AL W
ende
plat
ten
s074_079_07_2009_s074_079.qxd 27.02.13 11:34 Seite 79
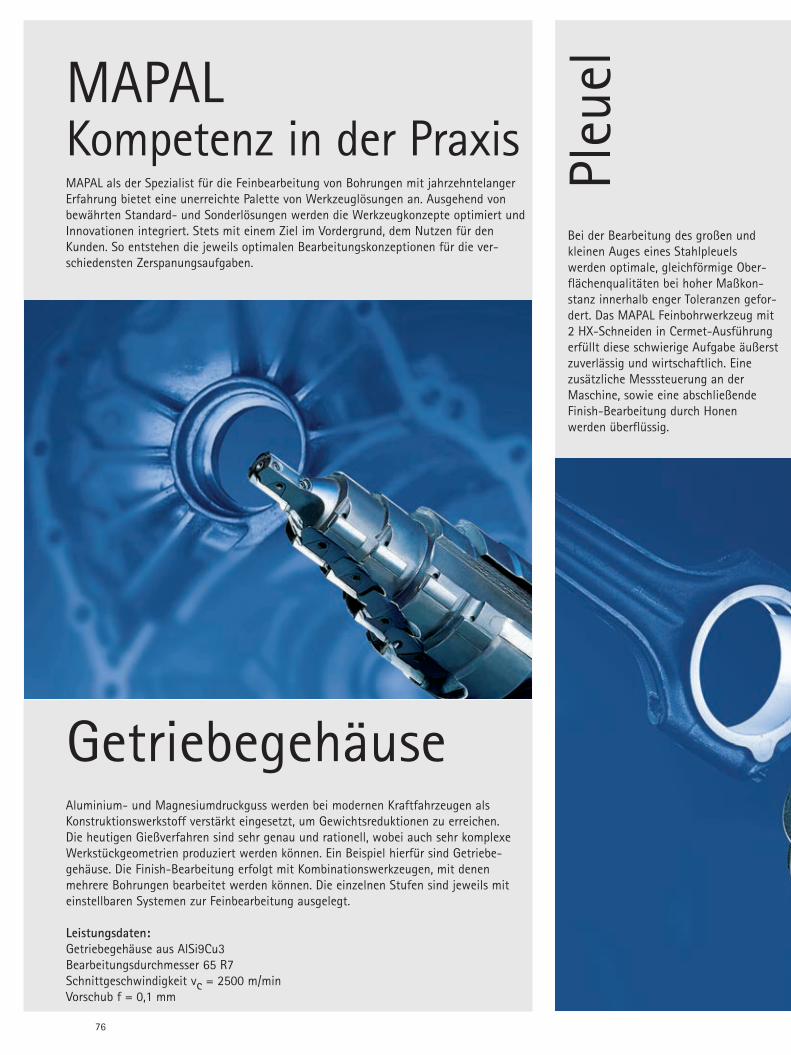
76
Aluminium- und Magnesiumdruckguss werden bei modernen Kraftfahr zeugen alsKonstruktionswerkstoff verstärkt eingesetzt, um Gewichtsreduktionen zu erreichen. Die heutigen Gießverfahren sind sehr genau und rationell, wobei auch sehr komplexeWerkstückgeometrien produziert werden können. Ein Beispiel hierfür sind Getriebe -gehäuse. Die Finish-Bearbeitung erfolgt mit Kombinationswerkzeugen, mit denenmehrere Bohrungen bearbeitet werden können. Die einzelnen Stufen sind jeweils miteinstellbaren Systemen zur Feinbearbeitung ausgelegt.
Leistungsdaten:Getriebegehäuse aus AlSi9Cu3Bearbeitungsdurchmesser 65 R7Schnittgeschwindigkeit vc = 2500 m/minVorschub f = 0,1 mm
Getriebegehäuse
PleuelMAPAL
Kompetenz in der PraxisMAPAL als der Spezialist für die Feinbearbeitung von Bohrungen mit jahrzehntelangerErfahrung bietet eine unerreichte Palette von Werkzeuglösungen an. Ausgehend vonbewährten Standard- und Sonderlösungen werden die Werkzeugkonzepte optimiert undInnovationen integriert. Stets mit einem Ziel im Vordergrund, dem Nutzen für denKunden. So entstehen die jeweils optimalen Bearbeitungskonzeptionen für die ver -schiedensten Zerspanungsaufgaben.
Bei der Bearbeitung des großen und kleinen Auges eines Stahlpleuels werden optimale, gleichförmige Ober -flächen qualitäten bei hoher Maßkon -stanz innerhalb enger Toleranzen gefor-dert. Das MAPAL Feinbohrwerkzeug mit2 HX-Schneiden in Cermet-Ausführungerfüllt diese schwierige Aufgabe äußerstzuverlässig und wirtschaftlich. Einezusätzliche Messsteuerung an derMaschine, sowie eine abschließendeFinish-Bearbeitung durch Honen werden überflüssig.
s080_126_07_2009_neu_s080_126.qxd 27.02.13 11:42 Seite 76

77
Radbremszylinder
Leistungsdaten:Schnittgeschwindigkeit vc = 400 m/minVorschub f = 0,16 mmOberflächengüte max. Ra = 0,5 µmStandmenge 800 – 1000 Teile
Die geforderten Oberflächengüten bei der Bear -beitung von Radbremszylindern sind sehr hoch,so dass eine Finish-Bearbeitung durch Honennötig wird. Eine wirtschaftlichere Alternative isthier ein MAPAL Zweischneider mit HX-Schnei -den in PKD-Ausführung. Die geforderte Ober -flächen güte von max. Ra = 0,3 µm wird überStand mengen von mehr als 1000 Teilen erreicht.Die Microstruktur der Oberfläche wird gar ver-bessert, da keinerlei Blechmantelbildung auftritt,sondern eine Ober fläche mit hohem Traganteilund eingelagerten Schmierdepots entsteht.
Leistungsdaten:Radbremszylinder aus GG25Drehzahl n = 2050 1/minSchnittgeschwindigkeit vc = 120 m/minVorschub f = 0,3 mmOberflächengüte max. Ra = 0,3 µmStandmenge > 1000 Teile
s080_126_07_2009_neu_s080_126.qxd 27.02.13 11:42 Seite 77

78
Ein Bearbeitungsbeispiel für die außerordentlichePräzision, die mit einstellbaren, leistengeführtenFeinbearbeitungswerkzeugen von MAPAL zu er -zielen ist, sind Steuerbohrungen in Schalt-schieber gehäusen und die darin laufendenSteuer kolben für Automatikgetriebe. Hier werdenRundheiten und Zylindrizitäten von ≤ 2 µmerreicht und das bei Standzeiten von 200 000Teilen pro Schneide und mehr. Die Steuerbohr-ungen werden mit mehrstufigen, einschneidigenFeinbearbeitungs werk zeugen bearbeitet, wodurchauch die Koaxialität im µm-Bereich liegt.
Für die Bearbeitung der Steuerkolben werdeneinschneidige Außenreibahlen von MAPAL einge-setzt. Bei diesen Werkzeugen ist das MAPALPrinzip von Schneide und Führungsleisten prak-tisch von Außen nach Innen gekehrt, wodurchauch bei der Außenbearbeitung eine optimaleAbstützung gewährleistet ist.
Schwenklager
SchaltschieberfürAutomatik-Getriebe
Kegelverbindungen im Maschi -nenbau stellen höchste Anfor de -rungen an Oberflächengüte,Stei gungsgenauigkeit und Rund -heits ab weichungen, um den ent-scheidenden Traganteil der Ver -bindung zu gewährleisten. Be -sonders im Fahr zeug bau, woSicherheitsteile an Lenkungenoder Fahrwerken in Massen pro -duktion hergestellt werden, müs-sen die geforderten Tole ranzenprozesssicher eingehalten wer-den. Eine Auf gabe, für dieMAPAL Kegel reibahlen durch dasauch hier verwirklichte MAPAL-Prinzip von Schneide und Führ -ungs leisten prädestiniert sind. Ein Bearbeitungsbeispiel hierfürsind Schwenklager im Fahrzeug -bau.
Leistungsdaten:Drehzahl n = 150 1/min,Vorschubgeschwindigkeit vf = 67,5 mm/min, Vorschub f = 0,45 mm,Schnittgeschwindigkeit vc = 8 m/min.
s080_126_07_2009_neu_s080_126.qxd 27.02.13 11:42 Seite 78

Kompetenz in Reiben und Feinbohren
Um als zuverlässiger Partner in der heutigen Indus trie welt dauerhaft bestehen zu können, kommt es ganz wesentlich darauf an, mit innova -tiven Produkten und Dienst leistungen, mit großer Sach- und Fachkenntnis wichtige Kompetenz felder konsequent auszubauen und zu besetzen. Nur dann kann der Kunde und Geschäftspartner auf Dauer sicher sein, für seine immer komplizierter werdenden Aufgaben in modernen Pro duktions prozessen – auch weltweit – an der richtigen Adresse zu sein.
MAPAL hat eine ganze Reihe solcher Kompetenz felder auf-gebaut – im Dialog mit und zum Nutzen für den Kunden. Ein zentrales und wichtiges Mitglied unserer „Kompetenz-Teams“ stellen wir Ihnen zum Thema Reiben und Feinbohren mit dieser Drucksache vor.
Dr. Dieter Kress
Die Standorte der MAPAL Gruppe
Qualität, enger Kundenkontakt, frühzeitige Hinweise auf Entwicklungen und Anforderungen des Marktes sind Kernziele vonMAPAL. Mehr als 3.400 Mitarbeiter in der MAPAL Gruppe erarbeiten jeden Tag neue und passende Lösungen für dieBearbeitungsaufgaben unserer Kunden.
Durch die ständige Aus- und Weiterbildung der Mitarbeiter und den permanenten Erfahrungsaustausch sichert MAPAL weltweitdie hohen Technologiestandards und garantiert die sprichwörtliche MAPAL Qualität.
Deutschland
MAPAL Dr. Kress KG in AalenMAPAL WWS GmbH in PforzheimMAPAL ISOTOOL GmbH in SinsheimMILLER GmbH in AltenstadtRudolf Strom GmbH in Vaihingen/EnzAugust Beck GmbH & Co. KG in WinterlingenWTE Präzisionstechnik GmbH in Kempten
Australien Valcor Australia Sales Pty. Ltd.in Ballarat, Victoria
Brasilien MAPAL do Brasil – Ferramentas de preçis ão Ltda. in Belo Horizonte
China MAPAL China Production und Trading Ltd. in Shanghai
Frankreich MAPAL France S.A.S. inLe Chambon Feugerolles MAPAL France – Bureau Villepinte in Paris
Großbritannien MAPAL Ltd. in Rugby
Indien MAPAL INDIA Private Ltd. in Bangalore
Italien MAPAL Italia S.R.L. in Gessate/MI
Japan MAPAL KK in Tokyo
Korea MAPAL HTT Co. Ltd. in Kyunggi-Do
Malaysia MAPAL Malaysia Sdn. Bhd. in Selangor Darul Ehsan
Mexiko MAPAL FRHENOSA S.A. de C.V.in Monterrey
Polen MAPAL Narzedzia Precyzyjne Spólka z o.o. in Posen
Singapur MAPAL Sales Office South East Asia
Südafrika MAPAL SPECTRA Carbide ToolingTechnology in Port Elizabeth
Taiwan MAPAL Precision Tool System Co.Ltd.
in Tainan
Thailand MAPAL THAILAND Co. Ltd. in Bangkok
Tschechien MAPAL CZ s.r.o. in Dlouhá Lhota
USA MAPAL Inc. in Port Huron MI
MAPAL – immer nahe am Kunden, überall.
Umschlag 07_2009_Umschlag.qxd 26.02.13 16:38 Seite 2
Kompetenz in Reiben und Feinbohren
Um als zuverlässiger Partner in der heutigen Indus trie welt dauerhaft bestehen zu können, kommt es ganz wesentlich darauf an, mit innova -tiven Produkten und Dienst leistungen, mit großer Sach- und Fachkenntnis wichtige Kompetenz felder konsequent auszubauen und zu besetzen. Nur dann kann der Kunde und Geschäftspartner auf Dauer sicher sein, für seine immer komplizierter werdenden Aufgaben in modernen Pro duktions prozessen – auch weltweit – an der richtigen Adresse zu sein.
MAPAL hat eine ganze Reihe solcher Kompetenz felder auf-gebaut – im Dialog mit und zum Nutzen für den Kunden. Ein zentrales und wichtiges Mitglied unserer „Kompetenz-Teams“ stellen wir Ihnen zum Thema Reiben und Feinbohren mit dieser Drucksache vor.
Dr. Dieter Kress
Die Standorte der MAPAL Gruppe
Qualität, enger Kundenkontakt, frühzeitige Hinweise auf Entwicklungen und Anforderungen des Marktes sind Kernziele vonMAPAL. Mehr als 3.400 Mitarbeiter in der MAPAL Gruppe erarbeiten jeden Tag neue und passende Lösungen für dieBearbeitungsaufgaben unserer Kunden.
Durch die ständige Aus- und Weiterbildung der Mitarbeiter und den permanenten Erfahrungsaustausch sichert MAPAL weltweitdie hohen Technologiestandards und garantiert die sprichwörtliche MAPAL Qualität.
Deutschland
MAPAL Dr. Kress KG in AalenMAPAL WWS GmbH in PforzheimMAPAL ISOTOOL GmbH in SinsheimMILLER GmbH in AltenstadtRudolf Strom GmbH in Vaihingen/EnzAugust Beck GmbH & Co. KG in WinterlingenWTE Präzisionstechnik GmbH in Kempten
Australien Valcor Australia Sales Pty. Ltd.in Ballarat, Victoria
Brasilien MAPAL do Brasil – Ferramentas de preçis ão Ltda. in Belo Horizonte
China MAPAL China Production und Trading Ltd. in Shanghai
Frankreich MAPAL France S.A.S. inLe Chambon Feugerolles MAPAL France – Bureau Villepinte in Paris
Großbritannien MAPAL Ltd. in Rugby
Indien MAPAL INDIA Private Ltd. in Bangalore
Italien MAPAL Italia S.R.L. in Gessate/MI
Japan MAPAL KK in Tokyo
Korea MAPAL HTT Co. Ltd. in Kyunggi-Do
Malaysia MAPAL Malaysia Sdn. Bhd. in Selangor Darul Ehsan
Mexiko MAPAL FRHENOSA S.A. de C.V.in Monterrey
Polen MAPAL Narzedzia Precyzyjne Spólka z o.o. in Posen
Singapur MAPAL Sales Office South East Asia
Südafrika MAPAL SPECTRA Carbide ToolingTechnology in Port Elizabeth
Taiwan MAPAL Precision Tool System Co.Ltd.
in Tainan
Thailand MAPAL THAILAND Co. Ltd. in Bangkok
Tschechien MAPAL CZ s.r.o. in Dlouhá Lhota
USA MAPAL Inc. in Port Huron MI
MAPAL – immer nahe am Kunden, überall.
Umschlag 07_2009_Umschlag.qxd 26.02.13 16:38 Seite 2

MAPAL Kompetenz –Reiben und Feinbohren
Die gesamte MAPAL Kompetenz im Überblick
MAPAL Präzisionswerkzeuge Dr. Kress KG
Postfach 1520 • D-73405 AalenTelefon (0 73 61) 5 85-0 • Telefax (0 73 61) 5 85-1 [email protected] • www.mapal.com
REI-
D-01
-015
-021
3-VV
AG
edru
ckt i
n De
utsc
hlan
d/Än
deru
ngen
der
Pro
dukt
e un
d te
chni
sche
n Da
ten
vorb
ehal
ten!
H o c h l e i s t u n g s r e i b a h l e n
MAP
AL K
ompe
tenz
– R
eibe
n un
d Fe
inbo
hren
Reiben und FeinbohrenVon der breiten Palette an MAPAL Ein- und Zweischneiden-Reibahlen sowie Feinbohrwerk -zeugen mit Führungsleisten und WP- oder HX-Schneiden, bis zu den HPR Hochleistungs -reibahlen in Kombination mit dem MAPAL HFS® – Wechselkopfsystem für exakte Rundlauf- und Wechselgenauigkeiten – Sie erhalten einen Gesamtüberblick über unser Know-how für die Feinbearbeitung von Bohrungen.
PKD-WerkzeugeFür die Vor- und Fertigbearbeitung bietet MAPAL zudem ein umfangreiches Programm anPräzisionswerkzeugen mit festen PKD-Schneiden (polykristalliner Diamant). Es umfasstPräzisionsaufbohrer sowie Zirkular- und Schaftfräser. Das Programm an Planfräsmesserköpfen der PowerMill und EcoMill Baureihe zeichnet sich durch einfachen, robusten Aufbau undschnelle, exakte Einstellung der Schneiden aus.
ISO-WerkzeugeDieser Kompetenzbereich von MAPAL beinhaltet Sonderwerkzeuge mit ISO-Elementen zumAufbohren und Fräsen. Dazu gehören präzisionsgeschliffene Schneiden in verschiedenstenSchneidstoff- und Beschichtungsvarianten. Die Verwendung der bewährten MAPAL Justierunggarantiert dabei die exakte Abstimmung der Schneiden. Ein besonderes Know-how bietetMAPAL in der Tangentialtechnologie.
AussteuernAussteuerwerkzeuge stellen auf Sondermaschinen und Bearbeitungszentren ein hohes Ratio na-lisierungs- und Optimierungspotenzial dar. MAPAL bietet dazu neben den konventionellen Plan-drehköpfen EAT und LAT auch leistungsstarke Antriebseinheiten für Aussteuerwerkzeuge an. DieMAPAL TOOLTRONIC® – Werkzeuge zeichnen sich dabei durch ihre außergewöhnliche Funk -tionalität aus.
BohrenEine weitere Sparte bietet das Produktprogramm zum Bohren. Ob für die Bearbeitung von Alu,Stahl oder Guss, die Hart- oder Trockenbearbeitung sowie für den Einsatz im HSC-Bereich – für jede Aufgabe bietet MAPAL das prozesssichere Werkzeugkonzept. Speziell entwickelte Be -schichtungen sowie die Bestückung mit PKD-Schneiden ergänzen das breite Produktprogrammzum Bohren.
SpannsystemeDie modernen Spannsysteme von MAPAL garantieren in Verbindung mit den bewährten MAPALReib- und Feinbohrwerkzeugen höchste Produktivität und Wirtschaftlichkeit. Ob HSK, SK oderHFS® – diese hochpräzisen Schnitt- und Trennstellen bringen in der modernen Fertigung die geforderten Rundlauf- und Wechselgenauigkeiten.
DienstleistungenProjektieren, Instandhalten, Managen und Optimieren – das komplette MAPAL CTS® Dienst -leistungspaket begleitet Sie von der Prozessauslegung bis zur permanenten Prozessoptimierungund sichert Ihnen den optimalen und kostensparenden Werkzeugeinsatz bei bestmöglichenResultaten.
V2.0.0
Umschlag 07_2009_Umschlag.qxd 26.02.13 16:38 Seite 1
MAPAL Kompetenz –Reiben und Feinbohren
Die gesamte MAPAL Kompetenz im Überblick
MAPAL Präzisionswerkzeuge Dr. Kress KG
Postfach 1520 • D-73405 AalenTelefon (0 73 61) 5 85-0 • Telefax (0 73 61) 5 85-1 [email protected] • www.mapal.com
REI-
D-01
-015
-021
3-VV
AG
edru
ckt i
n De
utsc
hlan
d/Än
deru
ngen
der
Pro
dukt
e un
d te
chni
sche
n Da
ten
vorb
ehal
ten!
H o c h l e i s t u n g s r e i b a h l e n
MAP
AL K
ompe
tenz
– R
eibe
n un
d Fe
inbo
hren
Reiben und FeinbohrenVon der breiten Palette an MAPAL Ein- und Zweischneiden-Reibahlen sowie Feinbohrwerk -zeugen mit Führungsleisten und WP- oder HX-Schneiden, bis zu den HPR Hochleistungs -reibahlen in Kombination mit dem MAPAL HFS® – Wechselkopfsystem für exakte Rundlauf- und Wechselgenauigkeiten – Sie erhalten einen Gesamtüberblick über unser Know-how für die Feinbearbeitung von Bohrungen.
PKD-WerkzeugeFür die Vor- und Fertigbearbeitung bietet MAPAL zudem ein umfangreiches Programm anPräzisionswerkzeugen mit festen PKD-Schneiden (polykristalliner Diamant). Es umfasstPräzisionsaufbohrer sowie Zirkular- und Schaftfräser. Das Programm an Planfräsmesserköpfen der PowerMill und EcoMill Baureihe zeichnet sich durch einfachen, robusten Aufbau undschnelle, exakte Einstellung der Schneiden aus.
ISO-WerkzeugeDieser Kompetenzbereich von MAPAL beinhaltet Sonderwerkzeuge mit ISO-Elementen zumAufbohren und Fräsen. Dazu gehören präzisionsgeschliffene Schneiden in verschiedenstenSchneidstoff- und Beschichtungsvarianten. Die Verwendung der bewährten MAPAL Justierunggarantiert dabei die exakte Abstimmung der Schneiden. Ein besonderes Know-how bietetMAPAL in der Tangentialtechnologie.
AussteuernAussteuerwerkzeuge stellen auf Sondermaschinen und Bearbeitungszentren ein hohes Ratio na-lisierungs- und Optimierungspotenzial dar. MAPAL bietet dazu neben den konventionellen Plan-drehköpfen EAT und LAT auch leistungsstarke Antriebseinheiten für Aussteuerwerkzeuge an. DieMAPAL TOOLTRONIC® – Werkzeuge zeichnen sich dabei durch ihre außergewöhnliche Funk -tionalität aus.
BohrenEine weitere Sparte bietet das Produktprogramm zum Bohren. Ob für die Bearbeitung von Alu,Stahl oder Guss, die Hart- oder Trockenbearbeitung sowie für den Einsatz im HSC-Bereich – für jede Aufgabe bietet MAPAL das prozesssichere Werkzeugkonzept. Speziell entwickelte Be -schichtungen sowie die Bestückung mit PKD-Schneiden ergänzen das breite Produktprogrammzum Bohren.
SpannsystemeDie modernen Spannsysteme von MAPAL garantieren in Verbindung mit den bewährten MAPALReib- und Feinbohrwerkzeugen höchste Produktivität und Wirtschaftlichkeit. Ob HSK, SK oderHFS® – diese hochpräzisen Schnitt- und Trennstellen bringen in der modernen Fertigung die geforderten Rundlauf- und Wechselgenauigkeiten.
DienstleistungenProjektieren, Instandhalten, Managen und Optimieren – das komplette MAPAL CTS® Dienst -leistungspaket begleitet Sie von der Prozessauslegung bis zur permanenten Prozessoptimierungund sichert Ihnen den optimalen und kostensparenden Werkzeugeinsatz bei bestmöglichenResultaten.
V2.0.0
Umschlag 07_2009_Umschlag.qxd 26.02.13 16:38 Seite 1
MAPAL Kompetenz –Reiben und Feinbohren
Die gesamte MAPAL Kompetenz im Überblick
MAPAL Präzisionswerkzeuge Dr. Kress KG
Postfach 1520 • D-73405 AalenTelefon (0 73 61) 5 85-0 • Telefax (0 73 61) 5 85-1 [email protected] • www.mapal.com
REI
-D-0
1-0
15-0
213-V
VA
Ged
ruck
t in
Deu
tsch
land/Ä
nder
ungen
der
Pro
dukt
e und t
echnis
chen
Dat
en v
orb
ehal
ten!
H o c h l e i s t u n g s r e i b a h l e n
MA
PAL
Kom
pet
enz
– R
eibe
n u
nd F
einbo
hre
n
Reiben und FeinbohrenVon der breiten Palette an MAPAL Ein- und Zweischneiden-Reibahlen sowie Feinbohrwerk -zeugen mit Führungsleisten und WP- oder HX-Schneiden, bis zu den HPR Hochleistungs -reibahlen in Kombination mit dem MAPAL HFS® – Wechselkopfsystem für exakte Rundlauf- und Wechselgenauigkeiten – Sie erhalten einen Gesamtüberblick über unser Know-how für die Feinbearbeitung von Bohrungen.
PKD-WerkzeugeFür die Vor- und Fertigbearbeitung bietet MAPAL zudem ein umfangreiches Programm anPräzisionswerkzeugen mit festen PKD-Schneiden (polykristalliner Diamant). Es umfasstPräzisionsaufbohrer sowie Zirkular- und Schaftfräser. Das Programm an Planfräsmesserköpfen der PowerMill und EcoMill Baureihe zeichnet sich durch einfachen, robusten Aufbau undschnelle, exakte Einstellung der Schneiden aus.
ISO-WerkzeugeDieser Kompetenzbereich von MAPAL beinhaltet Sonderwerkzeuge mit ISO-Elementen zumAufbohren und Fräsen. Dazu gehören präzisionsgeschliffene Schneiden in verschiedenstenSchneidstoff- und Beschichtungsvarianten. Die Verwendung der bewährten MAPAL Justierunggarantiert dabei die exakte Abstimmung der Schneiden. Ein besonderes Know-how bietetMAPAL in der Tangentialtechnologie.
AussteuernAussteuerwerkzeuge stellen auf Sondermaschinen und Bearbeitungszentren ein hohes Ratio na-lisierungs- und Optimierungspotenzial dar. MAPAL bietet dazu neben den konventionellen Plan-drehköpfen EAT und LAT auch leistungsstarke Antriebseinheiten für Aussteuerwerkzeuge an. DieMAPAL TOOLTRONIC® – Werkzeuge zeichnen sich dabei durch ihre außergewöhnliche Funk -tionalität aus.
BohrenEine weitere Sparte bietet das Produktprogramm zum Bohren. Ob für die Bearbeitung von Alu,Stahl oder Guss, die Hart- oder Trockenbearbeitung sowie für den Einsatz im HSC-Bereich – für jede Aufgabe bietet MAPAL das prozesssichere Werkzeugkonzept. Speziell entwickelte Be -schichtungen sowie die Bestückung mit PKD-Schneiden ergänzen das breite Produktprogrammzum Bohren.
SpannsystemeDie modernen Spannsysteme von MAPAL garantieren in Verbindung mit den bewährten MAPALReib- und Feinbohrwerkzeugen höchste Produktivität und Wirtschaftlichkeit. Ob HSK, SK oderHFS® – diese hochpräzisen Schnitt- und Trennstellen bringen in der modernen Fertigung die geforderten Rundlauf- und Wechselgenauigkeiten.
DienstleistungenProjektieren, Instandhalten, Managen und Optimieren – das komplette MAPAL CTS® Dienst -leistungspaket begleitet Sie von der Prozessauslegung bis zur permanenten Prozessoptimierungund sichert Ihnen den optimalen und kostensparenden Werkzeugeinsatz bei bestmöglichenResultaten.
V2.0.0
Umschlag 07_2009_Umschlag.qxd 26.02.13 16:38 Seite 1