
MCS 100 E HW/PD/CD Mehrkomponenten-Analysensystem · Durchflussmesser. Sein Prinzip basiert auf der...
10
Analyzers and Process Instrumentation MCS 100 E HW/PD/CD Mehrkomponenten-Analysensystem Analytik für die kontinuierliche Rauchgasüberwachung Auf Ihre Bedürfnisse zugeschnitten PRODUKTINFORMATION
-
Upload
trankhuong -
Category
Documents
-
view
213 -
download
0
Transcript of MCS 100 E HW/PD/CD Mehrkomponenten-Analysensystem · Durchflussmesser. Sein Prinzip basiert auf der...
Analyzers and Process Instrumentation
MCS 100 E HW/PD/CD Mehrkomponenten-Analysensystem
Analytik für die kontinuierliche RauchgasüberwachungAuf Ihre Bedürfnisse zugeschnitten
P R o D u k t I n f o R M At I o n

Analytik für die Rauchgasüberwachung
Beispiel eines Systemschranks MCS 100 E HW
Kontinuierliche Rauchgasüberwachung auf Ihre Bedürfnisse zugeschnitten
In Industrieanlagen – auf der Rohgasseite, bei der
Prozesskontrolle oder Abluftüberwachung: Zuverlässige
und wirtschaftliche Messsysteme sind die Basis für den
rationellen Betrieb Ihrer Anlage.
Die Messsysteme MCS 100 E HW, MCS 100 E PD und MCS 100 E CD erfüllen diese Anforderungen auf besondere Art und Weise. Diese Systeme basieren auf dem RauchgasAnalysator MCS 100 E und lösen durch applikationsspezifische Adaption unterschiedliche Aufgaben bei der kontinuierlichen Rauchgasüberwachung. Darüber hinaus projektiert SICK MAIHAK auch komplette RauchgasAnalysenanlagen bis hin zu fertig installierten begehbaren Analysencontainern.
Solide Plattform als Basis angepasster Messtechnik
Störsichere SchnittstellenOptional können Messwerte und Statussignale auf Modulboxen abgegriffen werden. Dies sind z. B. digitale und analoge Ein/Ausgänge, die sich zum Anschluss externer Analysatoren (wie z. B. GesamtC, Staub, Hg) eignen. Darüber hinaus können Datenerfassungsrechner, Drucker oder Modem angeschlossen werden. Das Modbusprotokoll wird unterstützt; auf Anfrage auch PROFIBUS und Foundation Fieldbus.
Vollständige Beheizung und Temperaturüberwachung
Standardmäßig überwachen die MCS 100 ESysteme Sonde, Filter, Messgasleitung und alle internen beheizten Komponenten.
Bewährte ExtraktivMesstechnik
Die Messsysteme MCS 100 E HW/PD/CD arbeiten extraktiv, d. h. dem Rauchgas wird ein Teilstrom entnommen und dem Analysator MCS 100 E zugeleitet. Ein hoher Messgasdurchfluss von > 400 l/h sorgt für schnelle Reaktionszeiten und minimiert Memoryeffekte und Verschleppungen. Die Probenahmeeinrichtung ist den jeweiligen Bedingungen der Entnahmestelle angepasst.
Zuverlässige, flexible SystemeDie Systeme bestehen aus Systemschrank, Analysator, Messgaskühler oder Permeationstrockner, Messgaspumpe sowie der kompletten Temperaturüberwachung inkl. der externen Komponenten. Sie sind selbstüberwachend, führen automatisch den Null und optional den Kalibrierabgleich durch und geben entsprechende Statussignale aus. Bei einer Störung wechselt das System selbsttätig in den StandbyZustand und spült automatisch Probenahme und Küvette von korrosivem Rauchgas frei.
Applikationsfelder
Kraftwerke
Müllverbrennungsanlagen
Stahlerzeugung
Zementindustrie
Industrieabluft
Barometrische KorrekturOptional können die Systeme um einen Drucksensor erweitert werden, mit dessen Hilfe das Messergebnis gegenüber Schwankungen des Außenluftdrucks korrigiert wird.
Komfortable Bedienung und einfache Wartung
Der Betriebszustand wird optisch durch 3 Kontrolllampen (Betrieb, Störung, Wartung) auf der Fronttür signalisiert. Dort befinden sich auch ein Wartungsschalter und der Hauptschalter. Das TÜVgeprüfte Wartungsintervall der Systeme beträgt 3 Monate.

3
01
.2
74
58
ENTER
3ESC
69
F8
F3
F2
F1 F3
F3
F3
F3
MCS 100 E
Gaseingang
Der Analysator MCS 100 E: Viel Leistung auf wenig Raum
Intelligenter Analysator Der Analysator MCS 100 E beinhaltet Fotometer, Küvette, Steuerrechner und die Benutzerschnittstelle mit Tastatur und Bildschirm. Ein integrierter Durchflussmesser überwacht den Messgasdurchfluss. Optional kann eine Sauerstoffsonde (ZrO) installiert werden. Alle vom Messgas berührten Teile sind hoch beheizbar, um eine Taupunktunterschreitung zu verhindern. Das MCS 100 E steuert und überwacht die Rauchgasmessung. Die erhaltenen Messwerte werden am Bildschirm dargestellt, im Rechner gespeichert und über Lichtleiter zu den im Systemschrank integrierten Schnittstellen geleitet.
Fotometer: viele Komponenten, Kalibrierfilter optional
Das Fotometer ist ein EinstrahlInfrarotfilterfotometer, das den gleichzeitigen Einsatz von Bifrequenz und Gasfilterkorrelationsverfahren erlaubt. Die Lichtquelle – ein Infrarotstrahler – zeichnet sich durch eine hohe Ener gieabgabe und eine lange Lebensdauer aus. Das gesendete Licht durchläuft das Chopperrad, die Küvette, die Filterräder mit den Interferenz bzw. Gasfiltern und trifft auf einen pyroelektrischen Detektor. Der optionale Einsatz einer Kalibriereinheit erlaubt die schnelle Kontrolle der eingestellten Empfindlichkeit.
Küvette: große optische Weglänge, kleines Volumen, einstellbare Temperatur
Die optische Weglänge der Küvette ist fest über in die Stirnseiten eingefräste Spiegel eingestellt, sie beträgt 3 bzw. 6 m. Die Küvette ist auf geringes Volumen und schnellen Gasaustausch hin optimiert. Sie kann auf Temperaturen bis 00 °C (optional bis 5 °C) eingestellt werden. Im Gaseingang befindet sich ein Schutzfilter.
Integrierter DurchflussmesserDie Strömungsüberwachung des Messgases gewährleistet ein integrierter Durchflussmesser. Sein Prinzip basiert auf der TemperaturDifferenzmessung zwischen „ruhendem“ und strömendem Gas. Bei Unterschreitung eines einstellbaren Grenzwertes erfolgt ein Alarm.
Integrierte O2Messung mit hoher Stabilität und langer Lebensdauer
Optional kann der MCS 100 E eine Sauerstoffmessung enthalten. Dazu wird ein Teil des Rauchgases am Küvettenausgang entnommen und einer
Zirkoniumoxidsonde (ZrO) im Bypass zugeführt. Als Referenzgas dient Umgebungsluft. Die Auswertung des elektrischen Signals findet im Rechner statt. Die Vorteile der ZrOSonde sind: hohe Stabilität und lange Lebensdauer.
Analysator MCS 100 E im Überblick
Bedieneroberfläche
MCS 100 EAnalysatorkomponenten
Detektor
Lichtquelle
Chopperrad
Küvette
Filter
Spiegel
Gasausgang
OSensor (optional)
Rechnereinheit
Durchflussmesser
Filterrad
Filterrad 1
Optische Schnittstellen
Kalibriereinheit
4
Analysator, Rechner und Bedienung auf höchstem Niveau
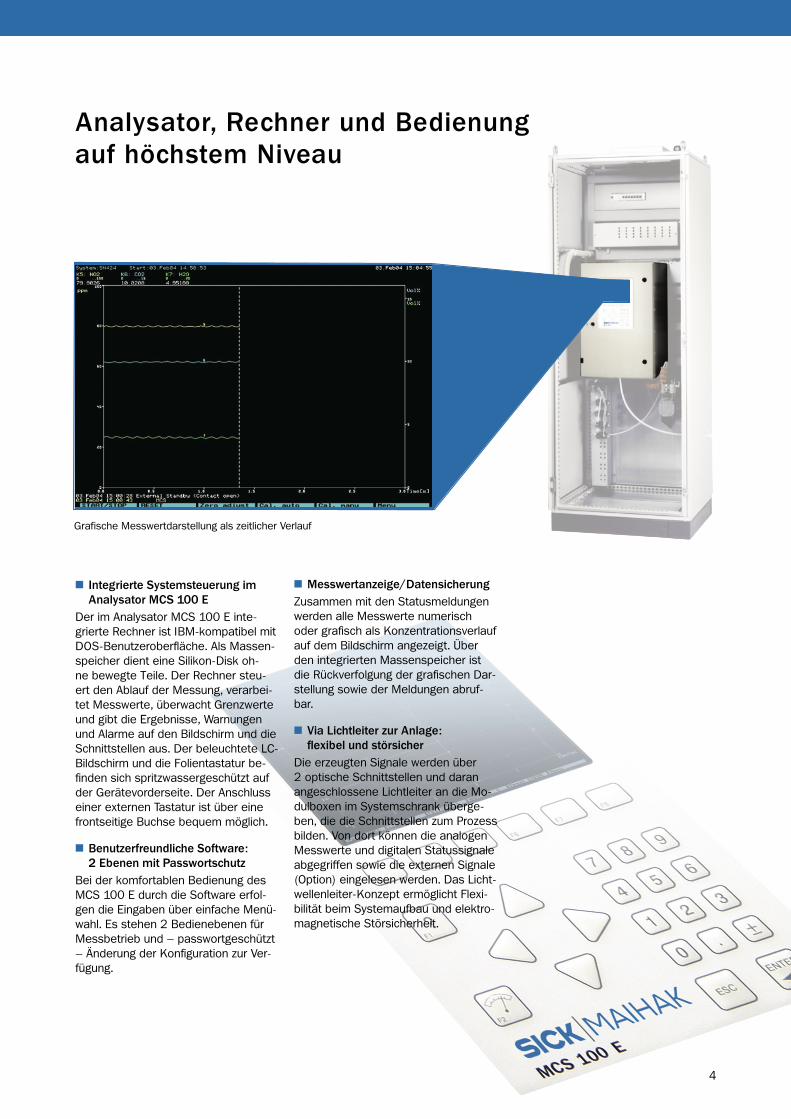
Messwertanzeige/Datensicherung Zusammen mit den Statusmeldungen werden alle Messwerte numerisch oder grafisch als Konzentrationsverlauf auf dem Bildschirm angezeigt. Über den integrierten Massenspeicher ist die Rückverfolgung der grafischen Darstellung sowie der Meldungen abrufbar.
Via Lichtleiter zur Anlage: flexibel und störsicher
Die erzeugten Signale werden über optische Schnittstellen und daran angeschlossene Lichtleiter an die Modulboxen im Systemschrank übergeben, die die Schnittstellen zum Prozess bilden. Von dort können die analogen Messwerte und digitalen Statussignale abgegriffen sowie die externen Signale (Option) eingelesen werden. Das LichtwellenleiterKonzept ermöglicht Flexibilität beim Systemaufbau und elektromagnetische Störsicherheit.
Integrierte Systemsteuerung im Analysator MCS 100 E
Der im Analysator MCS 100 E integrierte Rechner ist IBMkompatibel mit DOSBenutzeroberfläche. Als Massenspeicher dient eine SilikonDisk ohne bewegte Teile. Der Rechner steuert den Ablauf der Messung, verarbeitet Messwerte, überwacht Grenzwerte und gibt die Ergebnisse, Warnungen und Alarme auf den Bildschirm und die Schnittstellen aus. Der beleuchtete LCBildschirm und die Folientastatur befinden sich spritzwassergeschützt auf der Gerätevorderseite. Der Anschluss einer externen Tastatur ist über eine frontseitige Buchse bequem möglich.
Benutzerfreundliche Software: 2 Ebenen mit Passwortschutz
Bei der komfortablen Bedienung des MCS 100 E durch die Software erfolgen die Eingaben über einfache Menüwahl. Es stehen Bedienebenen für Messbetrieb und – passwortgeschützt – Änderung der Konfiguration zur Verfügung.
Grafische Messwertdarstellung als zeitlicher Verlauf

5
Die Systeme im Überblick
Systeme zur maßgeschneiderten Lösung für verschiedene Messaufgaben
Die Systemversionen des MCS 100 E
MCS 100 E HW mit Heißmesstechnik – Standardanwendung in Müllverbrennungsanlagen
MCS 100 E PD mit Permeationstrockner – für besonders kleine Messbereiche von SO und HCl in Kraftwerken und Müllverbrennungsanlagen
MCS 100 E CD mit Gaskühler – die spezielle Lösung für Applikationen in Kraftwerken
Leistungsmerkmale
Kontinuierliche Überwachung von bis zu 8 Gaskomponenten plus O
Komfortable Bedienung, sehr zuverlässig und robust
Automatische Nullüberwachung
Automatische Prüfgasaufgabe (teilweise optional)
Interner Kalibrierstandard (Option)
Wartungsarm
System MCS 100 E HW (Heißmesstechnik) PD (Permeationstrockner) CD (Gaskühler)
Einsatzgebiete Kraftwerke Müllverbrennungsanlagen Stahlerzeugung Zementwerke Industrieabluft
Für Anlagen nach 13. und 17. BImSchV und für Rohgasanwendungen
Kraftwerke Müllverbrennungsanlagen Stahlerzeugung Krematorien Industrieabluft
Auch mit über 13. und 17. BImSchV hinausgehenden Anforderungen
Kraftwerke Stahlerzeugung Zementwerke Krematorien Industrieabluft
Emissionsüberwachung
Eigenschaften Standardsystem für Roh und Reingasüberwachung
Temperaturüberwachung aller beheizten Bauteile
Minimale Ad und Desorptionseffekte
Messstellenumschaltung opt. Korrosionsgeschützte Mess
gaszelle aufgrund hoher Temperatur (185 … 0 °C)
Sehr kleine Messbereiche Überwachung von Garan
tiewerten Minimale Ad und Desorpti
onseffekte Korrosionsgeschützte Mess
gaszelle aufgrund hoher Temperatur (185 … 0 °C)
Standardmesstechnik Sehr kleine Messbereiche,
sehr unterschiedliche Messbereiche
NOMessung ohne Katalysator
Korrosionsgeschützte Messgaszelle aufgrund hoher Temperatur (185 … 0 °C)
Komponenten HCl, SO, CO, NO, NH3, HO, CO, O und weitere IRaktive Gase
HCl, SO, CO, NO, NO, CO, O und weitere IRaktive Gase
SO, CO, NO, NO, CO, O, NO, CH4 und weitere IRaktive Gase
Zulassungen TA Luft, 13. BImSchV, 17. BImSchV, EPA, GOST, MCert
TA Luft, 13. BImSchV, 17. BImSchV, MCert
GOST

6
MCS 100 ESysteme
Nullgas
Steuern
Rückspülen
Instrumentenluft:
Analysator
Analysenschrank MCS 100 E HW
Beheizter Entnahmefilter
Beheizte Messgaspumpe
Sonde
Prüfgas (weitere optional)
Beheizte Messgasleitung
MCS 100 E
Messgasausgang
Das MCS 100 E HW mit Heißmesstechnik ist die Standardlösung für:
– die Rauchgasüberwachung an Müllverbrennungsanlagen nach 17. BImSchV
– eine betriebssichere Lösung bei Anwendungen in Müllverbrennungsanlagen und Kraftwerken mit hohem Säuretaupunkt
Es wird sowohl auf der Rohgasseite zur Prozessüberwachung als auch auf der Reingasseite zur Emissionsüberwachung eingesetzt.
Heißmesstechnik, um alle Komponenten zu erfassen
Beim MCS 100 E HW sind von der Probenahme bis hin zur Küvette alle messgasberührten Bauteile beheizt und so vor Taupunktunterschreitung und damit in Verbindung stehender Korrosion geschützt. Bei der Probenahme wird das Rauchgas zwar von
Staub befreit, insgesamt in seiner Zusammensetzung aber nicht verändert. Damit können Komponenten wie HCl, SO, CO, NO, NH3, HO und CO gemessen werden. Weitere IRaktive Komponenten sind problemlos applizierbar. Die beheizte Messgaspumpe befindet sich im MCS 100 E HWSystemschrank. Sie saugt das Rauchgas über die beheizte Probenahmeeinrichtung und den beheizten Messgas
schlauch in den Systemschrank und drückt es durch den Analysator. Um die Ad bzw. Desorptionseffekte von HCl und NH3 zu minimieren, ist das gesamte Analysensystem auf einen hohen Durchfluss von ca. 600 l/h ausgelegt. Die Ausgangsleitung des Messgases ist in der Regel unbeheizt. Ein KondensatSammelbehälter mit automatischer Füllstandüberwachung wird je nach Aufstellungsort empfohlen.
Das System MSC 100 E HW mit Heißmesstechnik

7
MCS 100 E
Das System MCS 100 E PD (mit Gastrocknung durch einen Permeationstrockner ist insbesondere auf die Erfassung kleiner Messbereiche an Kraftwerken und Müllverbrennungsanlagen ausgelegt, z. B. bei besonders kleinen Grenzwerten oder bei Überwachung von Garantiewerten im Rahmen der Rauchgasreinigung. Die zugelassenen Messbereiche sind z. T. deutlich niedriger als nach 17. BImSchV erforderlich.
Das System MSC 100 E PD mit Permeationstrockner Kleine Messbereiche durch trockenes Rauchgas
Auch beim MCS 100 E PD saugt eine Messgaspumpe das Rauchgas über eine beheizte Probenahme und eine beheizte Entnahmeleitung in das Messsystem. Dort befindet sich nach der Messgaspumpe ein Permeationstrockner, in dem das Rauchgas getrocknet wird. Damit werden besonders kleine Messbereiche von SO und HClKonzentrationen sowie die Erfassung wei
Das MCS 100 E CD mit Messgaskühler ist die geeignete Lösung für Betriebsmessungen an Kraftwerken. Es entspricht der 13. BImSchV und kann weitere Komponenten wie NO ohne Konverter erfassen.
Kleine Messbereiche nach Gaskühler
Beim MCS 100 E CD saugt eine unbeheizte Messgaspumpe das Rauchgas über eine beheizte Probenahme, eine beheizte Entnahmeleitung und einen Gaskühler in das Mess system.
Das System MSC 100 E CD mit Gaskühler Im Gaskühler wird das Rauchgas getrocknet und das anfallende Kondensat abgeführt. Auch bei dieser Messtechnik können im Vergleich zur Heißmesstechnik teilweise kleinere Messbereiche erreicht und zusätzliche Komponenten, z. B. NO gemessen werden. Die Messungen von HO sowie der wasserlöslichen Komponenten
terer Komponenten, z. B. NO, möglich. Die Messungen von HO und NH3 entfallen dabei. Das MCS 100 E PD setzt relativ saubere Rauchgasbedingungen voraus. Um die Ad bzw. Desorptionseffekte zu minimieren, ist das gesamte Probenahmesystem auf einen hohen Durchfluss ausgelegt. Eine Taupunktmessung korrigiert die durch Restfeuchte entstehenden Querempfindlichkeiten und macht einen Feuchtesensor überflüssig.
HCl und NH3 entfallen dabei. Um Totzeiten zu minimieren, ist das gesamte Probenahmesystem auf einen Durchfluss von > 400 l/h ausgelegt. Eine Taupunktmessung korrigiert die durch Restfeuchte entstehenden Querempfindlichkeiten und macht einen Feuchtesensor zur Kühlerüberwachung überflüssig.
Analysenschrank MCS 100 E PD
Beheizter Entnahmefilter
Beheizte Messgaspumpe
Sonde
Nullgas
Steuern
Rückspülen
Instrumentenluft:
Beheizte Messgasleitung
Spülgasausgang
Messgasausgang
Permeationstrockner
AnalysatorMCS 100 E
Analysenschrank MCS 100 E CD
Beheizter Entnahmefilter
Messgaspumpe
Sonde
Nullgas
Steuern
Rückspülen
Instrumentluft:
Beheizte Messgasleitung
Kondensatausgang
Messgasausgang
Messgaskühler
Prüfgas (weitere optional)
Analysator
Prüfgas ((weitere optional)
8
EuroFID
MERCEM
Modulbox
Technik mit System
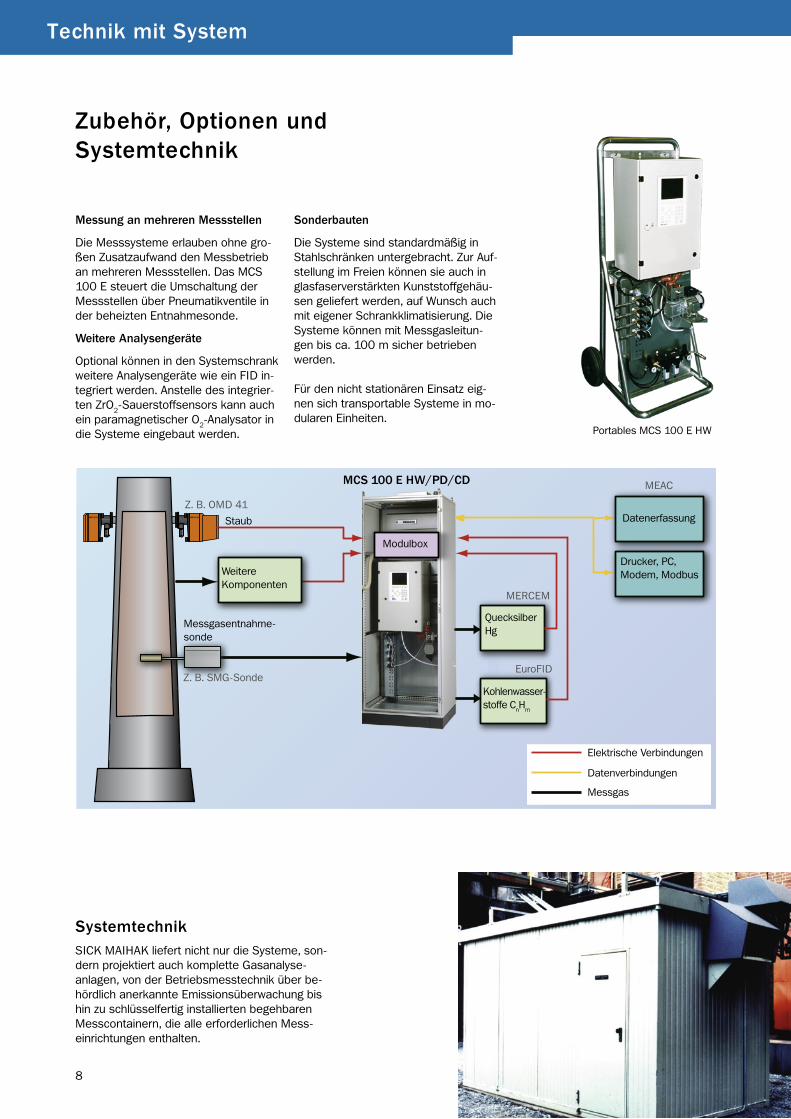
Zubehör, Optionen und Systemtechnik
Messung an mehreren Messstellen
Die Messsysteme erlauben ohne großen Zusatzaufwand den Messbetrieb an mehreren Messstellen. Das MCS 100 E steuert die Umschaltung der Messstellen über Pneumatikventile in der beheizten Entnahmesonde.
Weitere Analysengeräte
Optional können in den Systemschrank weitere Analysengeräte wie ein FID integriert werden. Anstelle des integrierten ZrOSauerstoffsensors kann auch ein paramagnetischer OAnalysator in die Systeme eingebaut werden.
Sonderbauten
Die Systeme sind standardmäßig in Stahlschränken untergebracht. Zur Aufstellung im Freien können sie auch in glasfaserverstärkten Kunststoffgehäusen geliefert werden, auf Wunsch auch mit eigener Schrankklimatisierung. Die Systeme können mit Messgasleitungen bis ca. 100 m sicher betrieben werden.
Für den nicht stationären Einsatz eignen sich transportable Systeme in modularen Einheiten.
Portables MCS 100 E HW
SystemtechnikSICK MAIHAK liefert nicht nur die Systeme, sondern projektiert auch komplette Gasanalyseanlagen, von der Betriebsmesstechnik über behördlich anerkannte Emissionsüberwachung bis hin zu schlüsselfertig installierten begehbaren Messcontainern, die alle erforderlichen Messeinrichtungen enthalten.
Z. B. OMD 41
MCS 100 E HW/PD/CD
Weitere Komponenten
Quecksilber Hg
Kohlenwasserstoffe CnHm
Datenerfassung
Drucker, PC, Modem, Modbus
Elektrische Verbindungen
Datenverbindungen
Messgas
Messgasentnahmesonde
Staub
Z. B. SMGSonde
MEAC

Technik mit System
Technische Daten MCS 100 E-System
Messbereiche MCS 100 E HW MCS 100 E PD MCS 100 E CD HCl 0…15 mg/m3 1) 0…10 mg/m3 1) — CO 0…75 mg/m3 1) 0…50 mg/m3 1) 0…50 mg/m3 NO 0…00 mg/m3 1) 0…50 mg/m3 1) 0…50 mg/m3 NH3 0…0 mg/m3 1) — — NO 0…100 mg/m3 1) 0…80 mg/m3 1) 0…80 mg/m3 SO 0…75 mg/m3 1) 0…10 mg/m3 1) 0…10 mg/m3 CO 0…5 Vol.% 1) 0…5 Vol.% 1) 0…5 Vol.% O 0…1 vol.% 1) 0…1 Vol.% 1) 0…1 Vol.% HO 0…40 Vol.% 1) 0…5 Vol.% 1) 0…5 Vol.% NO 0…100 mg/m3 0…100 mg/m3 0…100 mg/m3 CH4 0…100 mg/m3 0…100 mg/m3 0…100 mg/m3
Messgaskomponenten kontinuierlich max. 8 plus O; weitere IRaktive Komp. u. andere Messbereiche auf Anfrage
Analysator MCS 100 E – in Systemschrank eingebaut
Messprinzip InfrarotFotometer, Bifrequenz und GasfilterkorrelationVerfahren; Spektralbereich von 1…16 µmKüvette optische Weglänge: 3 oder 6 m, voreingestellt; Temperatur: 185 °C, optional 5 °C
Volumen l; Gasdurchsatz: 00…600 l/h (je Applikation), Filterporenweite: 10 µm
Messbereiche je Messbereiche mit automatischer Messbereichsumschaltung, frei programmierbar
Grenzwerte je Grenzwerte als Wechsler, frei programmierbar (Option)
Nachweisgrenzen <% des jeweiligen MessbereichsEndwerts
Nulldrift automatische Nullpunktkorrektur
Temperatureinfluss <% des jeweiligen Messbereichs/10 K
Querempfindlichkeitskomp. Berücksichtigung von 4 Störgrößen, auch externen Größen möglich
Barometrische Korrektur Bereich von 0,7…1, hPa Außenluftdruck (Option)
Empfindlichkeitskontrolle Prüfgas, optional interne Kalibrierfilter
Einstellzeit T0 anlagen und komponentenspezifisch, typisch <00 s
Anzeige monochromer 7,4”LCBildschirm, 640 x 480 Pixel, beleuchtet
Tastatur numerische Folientastatur mit Pfeil und Funktionstasten; externe Tastatur anschließbar
Bedienung Bedienebenen für Anwender und Spezialist (Passwort); Ablaufprogramme frei programmierbar
Rechner; Massenspeicher IBMkompatible 686 CPU auf PC104BusBasis; 3 MB, SilikonDisk
Systemschrank
Abmessungen (H x B x T) 100 mm x 800 mm 600 mm (Höhe inkl. 100 mm Sockel)
Schrank Material: Stahlblech, Farbe: RAL 7035 (lichtgrau)
Gewicht ca. 350…500 kg (je nach Ausstattung)
Energieversorgung 3ph 30, +10/–15%; 50 Hz; opt.: 3ph 115 V, +10/–15%; 60 Hz; Sonderausführung auf Anfrage
Leistungsaufnahme Schrank: 1700 VA; beheizte Messgasleitung: 5 VA/m Gasentnahmefilter: 450 VA; beheizte Entnahmesonde: 150 VA
Umgebungsbedingungen Temperatur: +5…35 °CFeuchte: bis 80% (nicht kondensierend)
Schutzart IP 43; höhere Schutzarten auf Anfrage
Wartungsintervall 3 Monate
Normen EN 610101; EN 6136
Zulassungen/Konformität ) TA Luft, 13., 17. BImSchV, EPA, GOST, MCert, ISO 735, ISO 10 84, ISO 1 03
Schnittstellen und Signale
Schnittstellen seriell: RS 3, RS 485, Modemanschluss, ModbusProtokoll, weitere auf Anfrage; parallel: optional
Signalausgänge digital: 50 V AC/4 A; 4 V DC/4 A; 50 V DC/0,8 A für Wartung und Störung; weitere optionalanalog (Option): 0/4…0 mA, Auflösung 1 Bit, Genauigkeit 0,5%, Bürde 500 Ω
Signaleingänge Option: analog und digital
1) Eignungsgeprüft ) Gilt nicht für MCS 100 E CD
Spezifikationen und technische Daten

Analyzers and Process Instrumentation
SICK MAIHAK GmbH | Analysen- und ProzessmesstechnikNimburger Str. 11 | 79276 Reute | Deutschland | www.sick-maihak.de Tel. +49 7641 469-0 | Fax +49 7641 469-1149 | [email protected]
8010
575/
2006
-03
· DIV
03/F
D ·
Prin
ted
in G
erm
any
(200
6-03
) · Ä
nder
unge
n vo
rbeh
alte
nAn
gege
bene
Pro
dukt
eige
nsch
afte
n un
d te
chni
sche
Dat
en s
telle
n ke
ine
Gar
antie
erkl
ärun
gen
dar.
B E I u n S H A B E n S I E D I E WA H l
Wir von SICK MAIHAK bieten Ihnen eine Vielzahl an mess-technischen Möglichkeiten – von der kontinuierlichen Gasanalyse, der Staubmesstechnik bis hin zu Spezialapplikationen für die Flüssigkeits- und Wasseranalyse. In der Prozessmesstechnik bestimmen unsere Produkte den Volumenstrom von Gasen oder den Füllstand von Schüttgütern.
f ü R S I E DA – W E lt W E I t
Mit unseren weltweiten Tochterunternehmen und Ver-tretungen stehen wir Ihnen mit qualifiziertem Support da zur Verfügung, wo Sie ihn brauchen. Wir liefern die Produkte für Ihre Messaufgabe und sorgen für die Dokumentation und Schulung. Unser Service unterstützt Sie bei der Inbetriebnahme, bei Wartung und Instandhaltungsmaßnahmen.
D I E S I C k - G R u P P E
SICK MAIHAK ist das Segment Prozessautomation der SICK-Gruppe, einer der weltweit führenden Hersteller von intelligenten Sensoren und Sensorlösungen. Mit 4000 Mitarbeitern liefert SICK ein umfangreiches Portfolio von Produkten und Dienstleistungen für die Fabrikautomation. www.sick.com
I n D E R I n D u S t R I E Z u H A u S E
Aufgrund langjähriger Erfahrung in der Analysen- und Prozess-messtechnik ist SICK MAIHAK in Kraft- und Zementwerken eben-so zuhause wie in der Chemie oder Petrochemie. Ob für die Emissionsüberwachung bei der Abfallbehandlung oder für die Prozessoptimierung in Eisen- und Stahlwerken – wir liefern maß-geschneiderte Lösungen.
A n A ly S E n - u n D P R o Z E S S M E S S t E C H n I k







![Folien 16-05-2017 [Kompatibilitätsmodus] - IG KURIS · Grafik nachGrafik nach K. Kuhmann in Mehrkomponenten-Spritzgießtechnik 2000, Springer ... LEESYS Leipzig Electronic Systems](https://static.fdokument.com/doc/165x107/5f557726317aa94111006eaa/folien-16-05-2017-kompatibilittsmodus-ig-kuris-grafik-nachgrafik-nach-k-kuhmann.jpg)

