
Mess- und Prüfsysteme für die Metallindustrie · 4 Funktionsprinzip Dickenmessung Beim Prinzip...
20
Mess- und Prüfsysteme für die Metallindustrie
Transcript of Mess- und Prüfsysteme für die Metallindustrie · 4 Funktionsprinzip Dickenmessung Beim Prinzip...
Mess- und Prüfsysteme für die Metallindustrie

2
R e f e r e n z e n ( A u s z u g )
Innovative LaserlinieBerührungslose Dickenmessung mit bis zu 1280 diskreten Datenpunkten pro Messung
Laterale Mikrometer-AuflösungMessung von schmalen Bändern bis zum Rand bei gleichzeitig großem Messbereich
AlFeCu
AlFeCu
Hochdynamische Messung128.000 Messpunkte / Sek. liefern hohe Präzision, auch für strukturiertes Material wie Warzen-, Tropfen- und Riffelblech
Keine Legierungskompensation erforderlichEchte geometrische, materialunabhängige Dickenmessung
AlFeCu
AlFeCu
Günstiges Service-Lifecycle-ManagementInnovative Mess-Technologie ist frei von Isotopen- oder Röntgenstrahlung, daher geringe Folgekosten
I n n o v a t i v e L a s e r l i n i e n - M e s s u n g
Erkennung und Kompensation von Verkippungen des Bandes besonders geeignet für den Einsatz in Längsteilscheren

3
Leistungsfähige C-Rahmen bei schwierigen Bedingungen thicknessCONTROL MTS 8202.LLT
Seite 8 - 9
C-Rahmen zur Dickenmessung in Warmwalzwerken thicknessCONTROL MTS 9202.LLT
Seite 10 - 11
C-Rahmensysteme für höchste Präzision auf glänzenden Oberflächen thicknessCONTROL MTS 8202.K
Seite 12 - 13
Metalldickenmessung für unkritische Umgebungsbedingungen thicknessCONTROL MTS 7202.T/8202.T
Seite 6 - 7
Dynamische Breitenmessung mit diskreter Laserlinien-Technik thicknessCONTROL MWS 8201.LLT
Seite 18 - 19
Spezielle Systeme für besondere Einsatzgebiete thicknessCONTROL MTS 9201.LLT
Seite 16 - 17
O-Rahmensysteme zur Profildickenmessung thicknessCONTROL MTS 8201.LLT
Seite 14 - 15
Übersicht
Messgrößen Dicke Mittendicke Edgedrop Dickenprofil Keil und Bombierung Breite

4
Funktionsprinzip DickenmessungBeim Prinzip der dimensionellen, geometrischen Dickenmessung wird auf jeder Seite des Materials ein optischer Abstandssensor angeordnet. Der Abstand (= Arbeitsbereich) der beiden Sensoren wird in einem Kalibriervorgang bestimmt. Die Basis der Kalibrierung ist zertifiziertes Messnormal, zu dessen Dicke die Summe der Sensorsignale addiert wird, um den aktuellen Arbeitsbereich zu bestimmen. Bei der Verwendung von 2D-Sensoren wird nicht nur ein Messpunkt pro Sensor verarbeitet.In diesem Fall werden beim oben beschriebenen Kalibriervorgang die Koordinatensysteme der Sensoren im Ober- und Untergurt synchronisiert. Zur Dickenmessung während der Produktion wird die Differenz aus der Summe der Abstandssignale und dem Wert des Arbeitsbereichs gebildet. Mechanisch sind die Systeme als C- oder O-Rahmen aufgebaut. Für eine präzise Dickenmessung müssen die beiden Laser deckungsgleich auf die Ober- und Unterseite des Materials projiziert werden. Um dies zu gewährleisten, werden die Sensoren im Werk mit einem opto-elektronischen Werkzeug genau justiert und mit einem patentierten Verfahren kalibriert, d.h. die Linearitätsabweichung über den gesamten Arbeitsbereich wird erfasst und eine Korrekturfunktion ermittelt.
Mehr Präzision.
thicknessCONTROL MTS
Innovation „diskrete Laserlinie“Bei der optischen Dickenmessung sind herkömmliche Laser-Punkt-Sensoren, konfokal-chromatische Punkt-Sensoren und Laser-Linien-Sensoren (= Profilsensoren bzw. Laser-Scanner) zu unterscheiden. Im Gegensatz zu Punktsensoren nutzen Laser-Linien-Sensoren eine statische Laserlinie, die auf die Messobjektoberfläche projiziert wird. Eine hochwertige Empfangsoptik bildet das diffus reflektierte Licht dieser Laserlinie auf einer hochempfindlichen Sensormatrix ab, die in einer Messung je nach Sensor ein Profil mit 640 bzw. 1280 einzelnen Messpunkten zu einem Zeitpunkt erfasst. Der integrierte Controller berechnet aus diesem Matrixbild neben den Abstandsinformationen (z-Achse) auch die Position entlang der Laserlinie (x-Achse) in einem zweidimensionalen Koordinatensystem.
C-Rahmen bei der Messung auf Riffelblech
Diagramme der Punktewolken zweier Laserlinien-Sensoren
Einsatzbereiche Warmwalzwerke
Kaltwalzwerke
Prozessanlagen
Servicecenter
Abweichung der Linearität (Genauigkeit) vor und nach der Kalibration im Werk

5
Auflösung und MessbereichWährend bei Punkt-Sensoren die Auflösung die kleinste messbare Dickenänderung darstellt, ist es bei der Laserlinien-Triangulation komplexer. Hier wird zur Bestimmung der Auflösung nicht ein einzelner Punkt ausgewertet, sondern mehrere Punkte bzw. ein ganzes Profil herangezogen und eine Referenzgerade in die Punktewolke eingepasst (Best Fit). Die Auflösung ist somit die kleinste messbare Dickenänderung zwischen zwei entsprechenden Referenzgeraden und auf diese Weise ein Vielfaches höher als bei der Punkttriangulation mit gleicher Optik, sprich gleichem Messbereich. Mit diesem Effekt stellt thicknessCONTROL MTS 820X.LLT bei höchster Auflösung einen großen Messbereich zur Verfügung, der vor allem bei Applikationen in Spalt- und Schneideanlagen überzeugt.
Robust in schwierigem IndustrieumfeldDurch die hohe Datenrate erweist sich der Einsatz der Laserlinien-Sensoren auch bei widrigen Bedingungen als sehr stabil. Bei einem Ausfall von bis zu 50% der Messpunkte aufgrund von z.B. Dampf, Restkontamination mit Walzemulsion oder Spiegelungen auf glänzenden Oberflächen, erzeugt die Referenzgerade der nutzbaren Punktewolke trotzdem einen sehr stabilen Messwert und ist damit der Technologie der Laserpunktmessung überlegen.
Kompensation von BandbewegungDie Messung mit Laserlinien-Triangulation bietet im Vergleich zu Laserpunktsensoren eine erhöhte Genauigkeit und Stabilität. Die in der Metallindustrie in vielen Prozessen auftretenden Verkippungen, Verwerfungen und Verbiegungen des zu messenden Materials können mithilfe der Profilsensoren erkannt und im Messergebnis berücksichtigt werden. Damit ermöglicht thicknessCONTROL MTS 820X.LLT auch bei der Messung von mehreren Millimetern starken, im Messbereich verkippten Blechen eine qualitativ hochwertige Dickenmessung mit Präzision im Mikrometer-Bereich.
Abweichung des Dickenwertes bei Bandverkippung mit Laserpunkt bzw. diskreter Laserlinie
Dick
enab
wei
chun
g [m
m]
0
0,02
0,04
0,06
0,08
0,1
0 3 6 9 12 15 18
tilt [°]
Messung mit Laserlinie
Messung mit Laserpunkt Laserpunkt Laserlinie
reale Dicke
gemesseneDicke
Die vollautomatische Kalibrierung ermöglicht langzeitstabile Messungen.
Berechnung des Messwertes mithilfe einer Referenzgeraden
Automatische Kalibrierung & TemperaturkompensationDie thicknessCONTROL MTS Systeme sind mit einer In-Situ-Kalibration ausgestattet, um z.B. temperaturvariante Effekte zu kompensieren. Bei dieser Kalibration kann je nach Applikation entweder das Referenz- bzw. Kalibrierteil oder der C-Rahmen positioniert werden. Ferner kann mit der In-Situ-Kalibration die einwandfreie Funktion des Systems jederzeit und zyklisch nachgewiesen werden. Mithilfe der Analysesoft-ware ist damit eine einfache und schnelle Prüf-mittelfähigkeitsüberwachung durchzuführen, deren Automation applikationsspezifisch mög-lich ist.
Best Fit

6
Die Dickenmessanlage thicknessCONTROL MTS 7202.T überzeugt bei einfachen Applikati-onen durch ihr hervorragendes Preis-Leistungs-Verhältnis. Sie ist als C-Rahmen konzipiert und in zwei verschiedenen Leistungsklassen verfüg-bar. Beide arbeiten mit optoNCDT LL Linien-Triangulationssensoren mit optimiertem Verhält-nis zwischen Präzision und Messbereich. Das bedeutet, dass der untere Sensor einen kleine-ren Bereich hat, da die Materialstärke nur nach oben zunimmt.
Der integrierte Controller des thicknessCON-TROL MTS 7202.T berechnet und visualisiert die Messwerte. Das Display ist mit mehrfarbi-ger Hintergrundbeleuchtung ausgestattet und wechselt die Farbe bei Grenzwertüberschrei-tungen. Alle vom Bediener selektierbaren Cont-roller-Funktionen können über einen Webbrow-ser ohne zusätzliche Software angezeigt und gespeichert werden.
optoNCDT LL Laserlinien-TechnologieDie C-Rahmen der Familie thicknessCONTROL MTS 7202.T/8202.T sind mit optoNCDT LL La-serlinien-Technologie ausgestattet. Im Gegen-satz zu herkömmlichen Laser-Punktsensoren erzeugt die LL-Technologie einen ovalen Licht-fleck, dessen Durchschnittswert algorithmisch ermittelt wird. Aufgrund der Filterwirkung sind diese Sensoren unempfindlich gegenüber In-terferenzen bei spiegelnden Oberflächen und daher hervorragend für den Einsatz in der Me-tallindustrie geeignet.
Metalldickenmessung für unkritische Umgebungsbedingungen
Besonderheiten: Einfache Befestigung Einsatz auch ohne IPC Modular erweiterbar Controllerzugriff über Internetbrowser
Controller für Dickenmessung Dickenmessung in einer Formanlage
thicknessCONTROL MTS 7202.T ist auf einer Linearachse installiert, die eine halbautomati-sche Kalibrierung sowie eine manuelle Einstel-lung der Messposition zulässt. Für eine vollauto-matische Kalibrierung und Positionierung an drei manuell einstellbaren Positionen kann die Line-arachse mit einem DC-Motor erweitert werden.
Höhere Präzision und mehr FunktionalitätDie Variante thicknessCONTROL 8202.T unter-scheidet sich von der Einstiegsversion thick-nessCONTROL MTS 7202.T durch präzisere Sensoren. Ferner verfügt sie über einen IPC mit einem umfangreichen Softwarepaket zur Analy-se der Messdaten. thicknessCONTROL 8202.T kann mit zwei unterschiedlichen Antriebsvari-anten aufgerüstet werden. In der Gleichstrom-Motor-Ausführung kann jede beliebige Position für eine Festspurmessung angefahren, mit dem positionsgeregeltem Servoantrieb kann eine Querprofilmessung realisiert werden.
thicknessCONTROL MTS 7202.T / 8202.T

7
Beispiel zur Veranschaulichung der Dimensionen
thicknessCONTROL MTS 7202.T
Beschreibung -2/250 -10/250 -20/250 -40/250 -2/500 -10/500 -20/500 -40/500
Artikel-Nr. 4350127.11 4350127.12 4350127.13 4350127.14 4350127.15 4350127.16 4350127.17 4350127.18
Messbreite 250 mm 500 mm
Arbeitsbereich komplett 30 mm 44 mm 70 mm 235 mm 30 mm 44 mm 70 mm 235 mm
Arbeitsbereich (bis Passline) 1) 14 mm 20 mm 40 mm 205 mm 14 mm 20 mm 40 mm 205 mm
Messbereich 2 mm 10 mm 20 mm 40 mm 2 mm 10 mm 20 mm 40 mm
Auflösung 0,2 µm 0,6 µm 2 µm 5,5 µm 0,2 µm 0,6 µm 2 µm 5,5 µm
Genauigkeit 2) ± 2 µm ± 3,5 µm ± 6 µm ± 12 µm ± 2 µm ± 3,5 µm ± 6 µm ± 12 µm
Reproduzierbarkeit 2) ± 0,4 µm ± 0,8 µm ± 1,6 µm ± 2,4 µm ± 0,4 µm ± 0,8 µm ± 1,6 µm ± 2,4 µm
Materialtemperatur 3) bis 40 °C
1) vom Obergurt 2) 2σ3) ohne zusätzliche Kühlmaßnahmen
thicknessCONTROL MTS 8202.T
Beschreibung -2/250 -10/250 -20/250 -50/250 -2/500 -10/500 -20/500 -40/500
Artikel-Nr. 4350127.01 4350127.02 4350127.03 4350127.04 4350127.05 4350127.06 4350127.07 4350127.08
Messbreite 250 mm 500 mm
Arbeitsbereich komplett 30 mm 44 mm 70 mm 235 mm 30 mm 44 mm 70 mm 235 mm
Arbeitsbereich (bis Passline) 1) 14 mm 20 mm 40 mm 75 mm 14 mm 20 mm 40 mm 75 mm
Messbereich 2 mm 10 mm 20 mm 50 mm 2 mm 10 mm 20 mm 40 mm
Auflösung 0,06 µm 0,18 µm 0,45 µm 1,1 µm 0,06 µm 0,18 µm 0,45 µm 1,1 µm
Genauigkeit 2) ± 0,5 µm ± 0,9 µm ± 3 µm ± 4 µm ± 0,5 µm ± 0,9 µm ± 3 µm ± 4 µm
Reproduzierbarkeit 2) ± 0,1 µm ± 0,2 µm ± 0,4 µm ± 0,6 µm ± 0,1 µm ± 0,2 µm ± 0,4 µm ± 0,6 µm
Materialtemperatur 3) bis 40 °C1) vom Obergurt 2) 2σ3) ohne zusätzliche Kühlmaßnahmen
Messbreite
Arbe
itsbe
reic
h (k
ompl
ett)
Arbe
itsbe
reic
h (b
is P
assl
ine)
Mes
sber
eich

8
Bildschirmmaske mit Kombination aus Querprofil und Längstrend
Diskrete Laserlinie auf Warzenblech
Profil der Ober- und Unterseite von Warzenblech
Messung des Dickenprofils im Warmwalzwerk
Die C-Rahmen-Anlagen der Serie thickness-CONTROL MTS 8202.LLT sind mit diskreter La-serlinien-Technologie ausgerüstet. Sie sind für schwierige Umgebungen und komplexe (hoch- glänzende) Oberflächen bestens geeignet. Die Redundanz der hohen Datenrate liefert auch bei Störungseinflüssen wie Dampf, Emulsion und hochglänzenden Oberflächen zuverlässige Messergebnisse.
Die Steuer- und Analysesoftware von thickness-CONTROL MTS 8202.LLT ist multitouchfähig und verfügt über umfangreiche Visualisierungs-möglichkeiten, die sich mit entsprechenden Wischgesten auf einfachste Weise bedienen lassen. Es können unterschiedliche Arbeitsmo-di ausgewählt werden. Unter anderem ist ein vollautomatisches Prüfmittelfähigkeitsmanage-ment integriert.
Besonderheiten: Großes Spektrum verschiedenster Mess-bereiche für applikationsoptimale Auswahl Erprobte Schutz- und Reinigungskonzepte für raue Umgebungsbedingungen Steuerung und Auswertung von zwei C-Rahmen mittels IPC
Auch die Bedienung zweier C-Rahmen mit ei-nem Computer ist problemlos möglich. thick-nessCONTROL kann mit bewegungssgesteu-ertem Servoantrieb ausgerüstet werden, um den C-Rahmen vollautomatisch zu positionie-ren oder eine Querprofilmessung zu realisieren.
Messung von ProfileigenschaftenDer hohe Informationsgehalt der diskreten Laserlinie kann neben der Steigerung der Ro-bustheit der Anlage auch zur Messung von Profilinformationen genutzt werden. Die Tech-nologie ist derzeit als einzige in der Lage, die Innen- und Gesamtdicke bei der Fertigung von Riffel- oder Warzenblechen präzise zu messen. Ferner erlaubt die hohe laterale Auflösung der Linien eine hochgenaue Betrachtung der Dicke an den Kanten.
thicknessCONTROL MTS 8202.LLT
Leistungsfähige C-Rahmen bei schwierigen Bedingungen

9
Beispiel zur Veranschaulichung der Dimensionen
thicknessCONTROL MTS 8202.LLT-60
Beschreibung -60/250 -60/500 -60/1000 -60/1500 -60/2000 -60/2500
Artikel-Nr. 4350127.21 4350127.23 4350127.71 4350127.326 4350127.318 4350127.343
Messbreite 250 mm 500 mm 1000 mm 1500 mm 2000 mm 2500 mm
Arbeitsbereich komplett 170 mm 138 mm
Arbeitsbereich (bis Passline) 1) 85 mm 71 mm
Messbereich 60 mm
Auflösung 0,2 µm
Genauigkeit 2) ± 2 µm
Reproduzierbarkeit 2) ± 0,5 µm
Materialtemperatur 3) bis 40 °C
thicknessCONTROL MTS 8202.LLT-400
Beschreibung -400/250 -400/500 -400/1000 -400/1500 -400/2000 -400/2500
Artikel-Nr. 4350127.22 4350127.24 4350127.72 4350127.344 4350127.345 4350127.346
Messbreite 250 mm 500 mm 1000 mm 1500 mm 2000 mm 2500 mm
Arbeitsbereich komplett 771 mm
Arbeitsbereich (bis Passline) 1) 673 mm
Messbereich 1 100 mm (Passline bis (Passline + 100 mm))
Auflösung 1 0,5 µm
Genauigkeit 1 2) ± 5 µm
Reproduzierbarkeit 1 2) ± 1 µm
Messbereich 2 300 mm ((Passline + 100 mm) bis (Passline + 400 mm))
Auflösung 2 2 µm
Genauigkeit 2 2) ± 20 µm
Reproduzierbarkeit 2 2) ± 5 µm
Materialtemperatur 3) bis 40 °C1) vom Obergurt 2) 2σ3) ohne zusätzliche Kühlmaßnahmen
Messbreite
Arbe
itsbe
reic
h (k
ompl
ett)
Arbe
itsbe
reic
h (b
is P
assl
ine)
Mes
sber
eich

10
Messbereich 1
AbstandPass line - Obergurt
Pass line
Messbereich 2
thicknessCONTROL MTS 9202.LLTDie neue Generation der Dickenmessanlagen thicknessCONTROL 9202.LLT steht für außer-gewöhnliche Performanz und meistert die He-rausforderungen einer der schwierigsten Appli-kationen für die optische Dickenmessung. Die C-rahmenförmigen Systeme sind für den Ein-satz in Warmwalzwerken konzipiert. Sie sind in der Lage, den Widrigkeiten Stand zu halten und liefern in den unterschiedlichen Betriebsarten Ergebnisse mit höchster Präzision.
Patentierte Blue-Laser-Technologie für den WarmwalzbereichDie Messung mit Blue-Laser-Scannern auf rot-glühende Metalle über 700 °C ist patentiert und nur mit Messsystemen von Micro-Epsilon zulässig.
Intelligente Messmechanik für hohe TemperaturenDie Mechanik der Serie MTS9202.LLT ist so auf-gebaut, dass sie durch Temperaturgradienten induzierte Änderungen teilweise selbst kom-pensieren kann. Darüber hinaus kontrolliert ein Netz von Temperatursensoren den Zustand und stabilisiert mit Hilfe leistungsfähiger Signalver-arbeitung den Messbereich. Ein zusätzliches, geregeltes Kühlregister und Abweisbleche er-lauben sogar den Einsatz im Stahlwarmwalz-werk bei Materialtemperaturen von 1200 °C.
thicknessCONTROL MTS 9202.LLT
Dickenmessung für den Warmwalzbereich
Sequentielle Messbereiche für mehr Präzision und Prozess-SicherheitDie Modelle thicknessCONTROL MTS 9202.LLT-400/xxx verfügen im Obergurt über einen speziellen Blue Laser Triangulationssensor, der zwei sequentielle Messbereiche realisiert. Damit wird die hohe Variation der Dicke des Walzguts so abgedeckt, dass bei dünnerem Material genauer gemessen werden kann. Ferner erlaubt dieser innovative Ansatz einen sehr großen Abstand von Passline zu Obergurt, und sorgt so für eine deutlich höhere Prozess-Sicherheit.
11
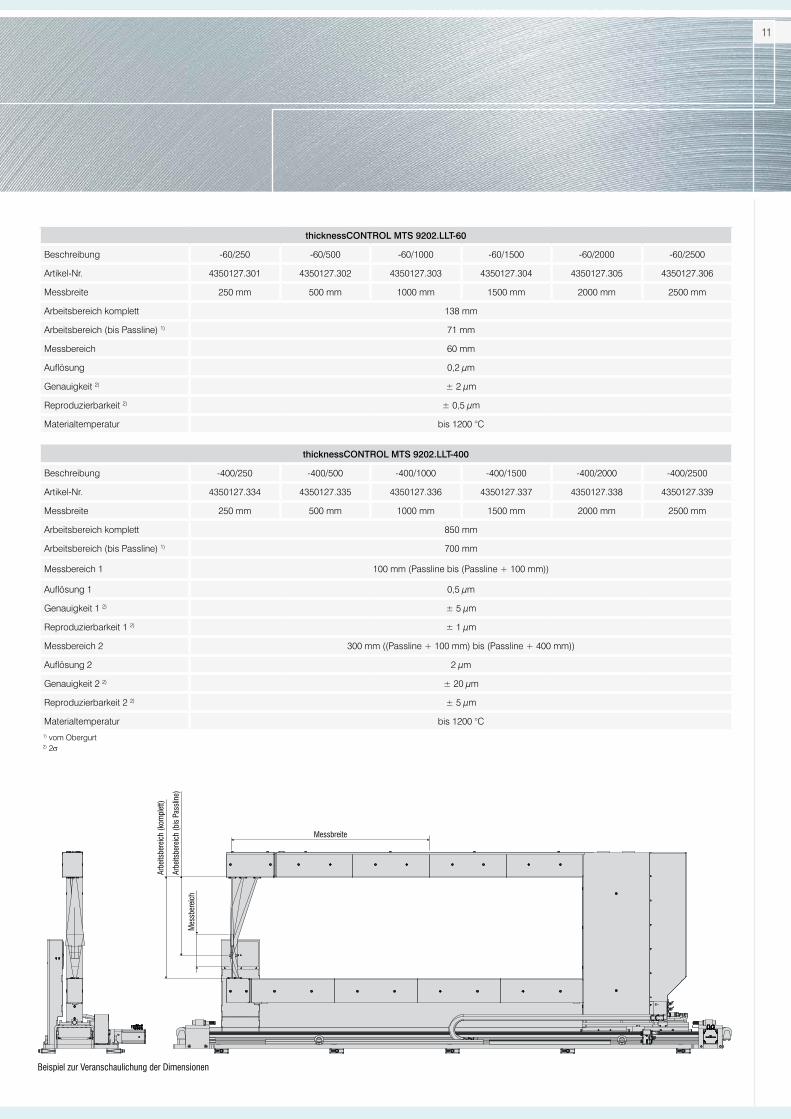
Beispiel zur Veranschaulichung der Dimensionen
thicknessCONTROL MTS 9202.LLT-60
Beschreibung -60/250 -60/500 -60/1000 -60/1500 -60/2000 -60/2500
Artikel-Nr. 4350127.301 4350127.302 4350127.303 4350127.304 4350127.305 4350127.306
Messbreite 250 mm 500 mm 1000 mm 1500 mm 2000 mm 2500 mm
Arbeitsbereich komplett 138 mm
Arbeitsbereich (bis Passline) 1) 71 mm
Messbereich 60 mm
Auflösung 0,2 µm
Genauigkeit 2) ± 2 µm
Reproduzierbarkeit 2) ± 0,5 µm
Materialtemperatur bis 1200 °C
thicknessCONTROL MTS 9202.LLT-400
Beschreibung -400/250 -400/500 -400/1000 -400/1500 -400/2000 -400/2500
Artikel-Nr. 4350127.334 4350127.335 4350127.336 4350127.337 4350127.338 4350127.339
Messbreite 250 mm 500 mm 1000 mm 1500 mm 2000 mm 2500 mm
Arbeitsbereich komplett 850 mm
Arbeitsbereich (bis Passline) 1) 700 mm
Messbereich 1 100 mm (Passline bis (Passline + 100 mm))
Auflösung 1 0,5 µm
Genauigkeit 1 2) ± 5 µm
Reproduzierbarkeit 1 2) ± 1 µm
Messbereich 2 300 mm ((Passline + 100 mm) bis (Passline + 400 mm))
Auflösung 2 2 µm
Genauigkeit 2 2) ± 20 µm
Reproduzierbarkeit 2 2) ± 5 µm
Materialtemperatur bis 1200 °C1) vom Obergurt 2) 2σ
Arbe
itsbe
reic
h (k
ompl
ett)
Arbe
itsbe
reic
h (b
is P
assl
ine)
Mes
sber
eich
Messbreite

12
Funktionsprinzip DickenmessungIm C-Rahmen thicknessCONTROL MTS 8202.K sind zwei konfokal-chromatische Sensoren in-tegriert. Die Sensoren fokussieren polychroma-tisches Licht (Weißlicht) durch eine mehrlinsige Optik auf die Messobjektoberfläche. Die Linsen sind so angeordnet, dass durch kontrollierte chromatische Abweichung das Licht in seine monochromatischen Wellenlängen zerlegt wird. Mittels werkseitiger Kalibrierung wird jeder Wel-lenlänge ein bestimmter Abstandspunkt zum Messobjekt zugeordnet. Die Lichtwelle, die sich exakt auf dem Messobjekt fokussiert, wird schließlich im Sensorsystem zur Messung her-angezogen. Das von diesem Punkt reflektierte Licht wird über eine optische Anordnung auf ein
lichtempfindliches Sensorelement abgebildet, auf der die zugehörige Spektralfarbe erkannt und ausgewertet wird. Die beiden konfokalen Sensoren werden bei der In-Situ-Kalibration miteinander synchroni-siert, damit die Dicke des zu messenden Ma-terials nach dem Differenzprinzip (Differenz aus der Summe der Sensorsignale und der Maul-weite) erfasst werden kann. Für eine präzise Dickenmessung müssen die beiden Lichtkegel deckungsgleich auf die Ober- und Unterseite des Materials projiziert werden. Um dies zu ge-währleisten werden sie im Werk mit einem op-toelektronischen Werkzeug genau justiert und kalibriert.
BesonderheitenDie Messung erfolgt auch auf spiegelnden und glänzenden Oberflächen wie z.B. Kupferband, beschichtetem Metall sowie hochglänzend poliertem Metall. Aufgrund der Belichtungs-zeitregelung der konfokalen Sensoren kann die Messung auch auf wechselnden Oberflächen zuverlässig durchgeführt werden. Die Messung erfolgt berührungslos und damit rückwirkungs-frei, so dass auch empfindliche Materialien mit dem thicknessCONTROL MTS 8X02.K sicher vermessen werden können. Dank der hohen Messrate können auch dynamische Prozesse zuverlässig erfasst werden.
Dickenmessung
thicknessCONTROL MTS 8202.K
C-Rahmensysteme für höchste Präzision auf glänzenden Oberflächen

13
Mes
sber
eich
Arbe
itsbe
reic
h
Messbreite
Mes
sber
eich
Arbe
itsbe
reic
h
Messbreite
SchnittstellenAnalyse- und SteuersoftwareDie Datenerfassungs- und Analysesoftware thicknessCONTROL MTS bietet mit folgenden Features eine vollautomatisierte Dokumentation und Steuerung des Fertigungsprozesses:- Artikeldatenbank- Produktionsarchiv- Statistische Auswertungen- Grenzwertüberwachung mit Rückführung in die Produktion (Feldbusschnittstellen optional)
Der C-Rahmen verfügt über ein multitouchfähiges Softwarepaket zur Analyse, Darstellung und Archivierung der überwachten Produktionsdaten. Es ermöglicht unterschiedliche Messmodi, wie z.B. Festspur-Dickenmessung an beliebigen Positionen, Messung des Dickenprofils, Messung von mehreren Längstrends, ein SPC-Paket sowie eine automatisierte Prüfmittelfähigkeitsüberwachung.
thicknessCONTROL MTS 8202.K
Beschreibung -3/250 -10/250 -30/250 -3/500 -10/500 -30/500 -10/800 -30/800
Artikel-Nr. 4350127.410 4350127.41 4350127.44 4350127.411 4350127.42 4350127.45 4350127.43 4350127.46
Messbreite 250 mm 500 mm 800 mm
Arbeitsbereich komplett 43 mm 110 mm 230 mm 43 mm 110 mm 230 mm 110 mm 230 mm
Arbeitsbereich (bis Passline) 1) 21,5 mm 55 mm 115 mm 21,5 mm 55 mm 115 mm 55 mm 115 mm
Messbereich 3 mm 10 mm 30 mm 3 mm 10 mm 30 mm 10 mm 30 mm
Auflösung 0,07 µm 0,12 µm 0,36 µm 0,07 µm 0,12 µm 0,36 µm 0,12 µm 0,36 µm
Genauigkeit 2) ± 0,4 µm ± 0,7 µm ± 2,5 µm ± 0,4 µm ± 0,7 µm ± 2,5 µm ± 0,7 µm ± 2,5 µm
Reproduzierbarkeit 2) ± 0,3 µm ± 0,5 µm ± 2 µm ± 0,3 µm ± 0,5 µm ± 2 µm ± 0,5 µm ± 2 µm
Materialtemperatur 3) bis 40 °C1) vom Obergurt 2) 2σ3) ohne zusätzliche Kühlmaßnahmen

14
thicknessCONTROL MTS 8201.LLT eignet sich durch die O-Rahmenbauweise für große Breiten bzw. Umgebungen, die keinen Platz besitzen, um einen C-Rahmen neben der Produktions-linie zu parken. Sowohl im Ober- als auch im Untergurt ist eine Linearachse integriert, auf der ein Sensor mit Laserlinien-Technologie installiert ist. Die beiden Achsen sind mechanisch gekop-pelt und bewegen die Sensoren quer zur Band-laufrichtung, um das Dickenprofil zu messen. Vor allem für Längsteilanlagen ist die Messan-lage ideal geeignet.
Die hohe laterale Auflösung der Laserlinie er-möglicht eine präzise Dickenmessung jedes einzelnen Streifens bis an die Kante. So kann jeder produzierte Ring auch bei geringsten Brei-ten bewertet und dokumentiert werden.
Der große Arbeitsbereich, den thicknessCON-TROL MTS 8201.LLT bei höchster Präzision bietet, ist gerade bei der Messung nach der Messerwelle wichtig, da durch den Schneide-vorgang vertikale Bewegungen des Metalls initiiert werden. Bei den hier nötigen Messbe-reichen ist mit punktförmigen Sensoren eine hochpräzise Messung nicht mehr möglich.
Von den verschiedenen Messverfahren, die auf Lasertriangulation basieren, ist die Technologie der diskreten Laserlinie die einzige, die eine Kompensation von Winkelfehlern zulässt. Die-se Eigenschaft ist ein weiterer entscheidender
Baustein für die herausragende Genauigkeit des Systems in solchen Applikationen. Auch bei Messungen vor dem Messer kann bei einer Übergabe der Messerposition die Bewertung und Dokumentation einzelner Streifen realisiert werden.
Industrie 4.0 für komplexe Temperaturanforderungen thicknessCONTROL MTS 8201.LLT besitzt eine patentierte Temperaturkompensation. Dazu ist in der Maschine ein spezieller, temperaturstabi-ler Rahmen als Referenz integriert. Mit zusätzli-cher Sensorik werden die durch Temperaturgra-dienten hervorgerufenen Veränderungen des Messrahmens gemessen und anschließend algorithmisch kompensiert. Damit wird der Ar-beitsbereich der Anlage, dessen reale, tempe-raturbedingte geometrische Veränderung eine Dickenänderung vortäuscht, virtuell konstant gehalten. Diese, der Philosophie von Industrie 4.0 folgende Vorgehensweise ist eine von meh-reren Maßnahmen, die thicknessCONTROL MTS 8201.LLT zu einer äußerst zuverlässigen und robusten Messanlage machen.
Besonderheiten: Patentierte Kompensation parasitärer Temperatureinflüsse Variable Positionierung des HMI (integriert - stand alone) Bis zu 60 m/min Traversiergeschwindigkeit für hohe Breiten
Bildschirmmaske Trend in Falschfarbendarstellung
Dickenmessung in einer Fräslinie
thicknessCONTROL MTS 8201.LLT
O-Rahmensystemezur Profildickenmessung

15
Messbreite
Arbe
itsbe
reic
h
Mes
sber
eich
thicknessCONTROL MTS 8201.LLT-60
Beschreibung -60/500 -60/1000 -60/1500 -60/2000 -60/2500 -60/3000
Artikel-Nr. 4350006.10 4350006.12 4350006.14 4350006.16 4350006.32 4350006.43
Messbreite 500 mm 1000 mm 1500 mm 2000 mm 2500 mm 3000 mm
Einfädelspalt 400 mm
Arbeitsbereich komplett 190 mm
Arbeitsbereich (bis Passline) 1) 110 mm
Messbereich 60 mm
Auflösung 0,2 µm
Genauigkeit 2) ± 2 µm
Reproduzierbarkeit 2) ± 0,5 µm
Materialtemperatur 3) bis 40 °C
thicknessCONTROL MTS 8201.LLT-400
Beschreibung -400/500 -400/1000 -400/1500 -400/2000 -400/2500 -400/3000
Artikel-Nr. 4350006.11 4350006.13 4350006.15 4350006.17 4350006.33 4350006.35
Messbreite 500 mm 1000 mm 1500 mm 2000 mm 2500 mm 3000 mm
Einfädelspalt 1060 mm
Arbeitsbereich komplett 850 mm
Arbeitsbereich (bis Passline) 1) 700 mm
Messbereich 1 100 mm (Passline bis (Passline + 100 mm))
Auflösung 1 0,5 µm
Genauigkeit 1 2) ± 5 µm
Reproduzierbarkeit 1 2) ± 1 µm
Messbereich 2 300 mm ((Passline + 100 mm) bis (Passline + 400 mm))
Auflösung 2 2 µm
Genauigkeit 2 2) ± 20 µm
Reproduzierbarkeit 2 2) ± 5 µm
Materialtemperatur 3) bis 40 °C1) vom Obergurt 2) 2σ3) ohne zusätzliche Kühlmaßnahmen
Beispiel zur Veranschaulichung der Dimensionen

16
Das thicknessCONTROL MTS 9201.LLT wurde eigens für den Einsatz in rauesten Umgebungen wie z.B. Aluminium-Warmwalzwerken konzipiert.
Diese Anlagen zeichnen sich durch einen Rahmen in massiver Stahlbauweise aus. Die optischen Sensoren besitzen eine Wasserküh-lung, um ihre Langlebigkeit sicherzustellen. Der Rahmen wird mit kalter Luft gespült, so dass die integrierten elektronischen Komponenten im spezifizierten Temperaturbereich bleiben. Eine weitere Besonderheit ist die patentierte, vollautomatisierte Überwachung der Linearität in der Parkposition mithilfe eines zertifizierten Kalibriernormals. Auf diese Weise werden nicht nur die thermischen Einflüsse auf die Mechanik des Messrahmens überwacht, sondern auch die, die auf die Sensorelektronik wirken. Gege-benenfalls werden diese automatisch mit einem patentierten Linearisierungsvorgang korrigiert.
Erweiterung des Messbereichs bei gleichbleibender PräzisionAlle O-Rahmen-Anlagen, insbesondere auch die HME-Variante können mit einer vertikalen Linearachse im Obergurt ausgerüstet werden.
Damit kann der Messbereich der Maschine enorm erweitert werden, ohne den Sensor-messbereich und damit die Genauigkeit zu ver-ändern. Mit dieser Maßnahme kann beispiels-weise in Aluminium-Warmwalzapplikationen der komplette Prozess verfolgt werden.
Die Achse ist in das Temperaturkompensati-onsmanagement mit eingebunden und kann über die Schnittstelle zur Linie in Bezug auf die zu erwartende Dicke in ihrer Position geregelt werden.
Offline-Tools für umfangreiche AnalysenNeben den umfangreichen Visualisierungsmög-lichkeiten, die von den Dickenmessanlagen zur Verfügung gestellt werden, bietet thickness-CONTROL MTS ein Offline-Tool, das die detail-lierte Analyse der Produktion und deren Opti-mierung mithilfe von SPC-Funktionalität zulässt.
Bildschirmmaske Trend für Kanten- und Mittendicke
Bildschirmmaske statistische Auswertung der ProduktionDickenmessung im Aluminium-Warmwalzwerk Mittendicke & Dickenprofil im Warmwalzwerk
thicknessCONTROL MTS 9201.LLT
Sonderbauformenfür besondere Einsätze

17
Messbreite
thicknessCONTROL MTS 9201.LLT-60
Beschreibung -60/500 -60/1000 -60/1500 -60/2000 -60/2500 -60/3000
Artikel-Nr. 4350006.10 4350006.12 4350006.14 4350006.16 4350006.32 4350006.43
Messbreite 500 mm 1000 mm 1500 mm 2000 mm 2500 mm 3000 mm
Einfädelspalt 400 mm
Arbeitsbereich komplett 190 mm
Arbeitsbereich (bis Passline) 1) 110 mm
Messbereich 60 mm
Auflösung 0,2 µm
Genauigkeit 2) ± 2 µm
Reproduzierbarkeit 2) ± 0,5 µm
Materialtemperatur Stahl bis 100 °C/Aluminium bis 530 °C
thicknessCONTROL MTS 9201.LLT-400
Beschreibung -400/500 -400/1000 -400/1500 -400/2000 -400/2500 -400/3000
Artikel-Nr. 4350006.11 4350006.13 4350006.15 4350006.17 4350006.33 4350006.35
Messbreite 500 mm 1000 mm 1500 mm 2000 mm 2500 mm 3000 mm
Einfädelspalt 1060 mm
Arbeitsbereich komplett 850 mm
Arbeitsbereich (bis Passline) 1) 700 mm
Messbereich 1 100 mm (Passline bis (Passline + 100 mm))
Auflösung 1 0,5 µm
Genauigkeit 1 2) ± 5 µm
Reproduzierbarkeit 1 2) ± 1 µm
Messbereich 2 300 mm ((Passline + 100 mm) bis (Passline + 400 mm))
Auflösung 2 2 µm
Genauigkeit 2 2) ± 20 µm
Reproduzierbarkeit 2 2) ± 5 µm
Materialtemperatur Stahl bis 100 °C/Aluminium bis 530 °C1) vom Obergurt 2) 2σ
Beispiel zur Veranschaulichung der Dimensionen

18
Untergurt Traversierrahmen
Obergurt Traversierrahmen
LLT1 LLT3
LLT2
Mit Hilfe von diskreten Laser-Linien-Sensoren ermöglicht das thicknessCONTROL MWS 8201.LLT aufgrund der hohen lateralen Auflösung die Inspektion der Bandkanten. Die Breite kann mit einem Sensor an jeder Kante des Bandes gemessen werden.Die beiden Sensoren sind auf einem Portal unabhängig voneinander positionierbar auf Schlitten montiert, deren Position bzw. Abstand durch einen Linearencoder detektiert wird.
Die Anordnung der Sensoren auf den Schlitten wird in einem Kalibriervorgang ermittelt, so dass der Encoderwert zusammen mit den Sensorsignalen in X-Richtung die Breite des Bandes ergibt. Da Laserlinien-Sensoren ein zweidimensionales Signal liefern kann auch die Verkippung des Materials berücksichtigt und kompensiert werden.
Kombinierte Messtechnik für Dicke und BreitethicknessCONTROL MWS 8201.LLT vereint Di-cken- und Breitenmessung in einer O-Rahmen-anlage. Sie ist mit drei Laser-Linien-Sensoren ausgerüstet. Zwei Sensoren sind im Obergurt integriert, einer im Untergurt, wobei ein Sensor im Obergurt für beide Messaufgaben genutzt wird. Während die Sensoren kontinuierlich das Dickenprofil traversierend erfassen, wird die Breite immer dann gemessen, wenn beide Sen-soren im Obergurt je an einer Kante positioniert sind. Diese Systemarchitektur ist prädestiniert für die Überwachung und Prozessoptimierung von Langsteilanlagen, da für jeden einzelnen Ring die Dicke und Breite kontinuierlich über-wacht und dokumentiert werden kann.
Messung nach einer Längsteilschere
Funktionsprinzip der kombinierten Dicken- und Breitenmessung
Kalibrierung der SensorpositionKombinierte Dicken- und Breitenmessung
Integrierte Breitenmessung für Spaltanlagen Der dritte Laserscanner LLT3 wird unabhängig von den beiden Scannern zur Dickenmessung (LLT1 und 2) bewegt und liefert somit die exakte Breite einzelner Ringe.
thicknessCONTROL MWS 8201.LLT
Dynamische Breitenmessung mit diskreter Laserlinien-Technik
19
Messbreite
Arbe
itsbe
reic
h M
essb
erei
ch
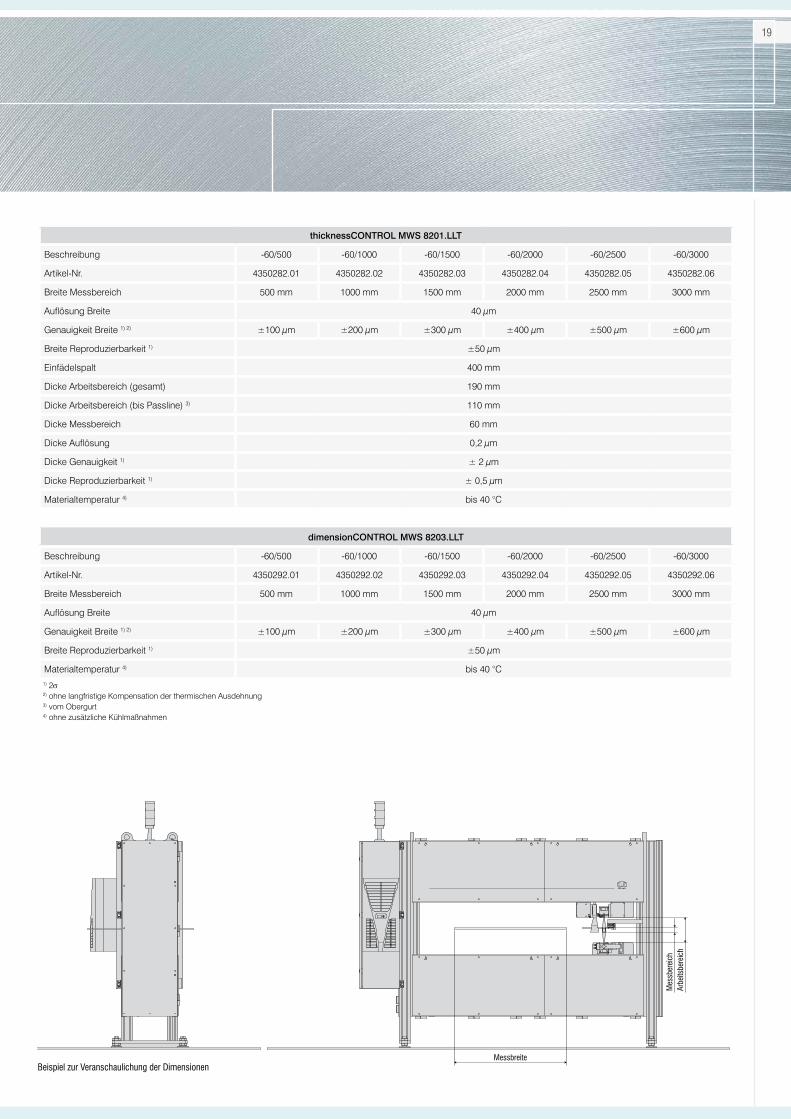
Beispiel zur Veranschaulichung der Dimensionen
thicknessCONTROL MWS 8201.LLT
Beschreibung -60/500 -60/1000 -60/1500 -60/2000 -60/2500 -60/3000
Artikel-Nr. 4350282.01 4350282.02 4350282.03 4350282.04 4350282.05 4350282.06
Breite Messbereich 500 mm 1000 mm 1500 mm 2000 mm 2500 mm 3000 mm
Auflösung Breite 40 µm
Genauigkeit Breite 1) 2) ±100 µm ±200 µm ±300 µm ±400 µm ±500 µm ±600 µm
Breite Reproduzierbarkeit 1) ±50 µm
Einfädelspalt 400 mm
Dicke Arbeitsbereich (gesamt) 190 mm
Dicke Arbeitsbereich (bis Passline) 3) 110 mm
Dicke Messbereich 60 mm
Dicke Auflösung 0,2 µm
Dicke Genauigkeit 1) ± 2 µm
Dicke Reproduzierbarkeit 1) ± 0,5 µm
Materialtemperatur 4) bis 40 °C
dimensionCONTROL MWS 8203.LLT
Beschreibung -60/500 -60/1000 -60/1500 -60/2000 -60/2500 -60/3000
Artikel-Nr. 4350292.01 4350292.02 4350292.03 4350292.04 4350292.05 4350292.06
Breite Messbereich 500 mm 1000 mm 1500 mm 2000 mm 2500 mm 3000 mm
Auflösung Breite 40 µm
Genauigkeit Breite 1) 2) ±100 µm ±200 µm ±300 µm ±400 µm ±500 µm ±600 µm
Breite Reproduzierbarkeit 1) ±50 µm
Materialtemperatur 4) bis 40 °C1) 2σ2) ohne langfristige Kompensation der thermischen Ausdehnung3) vom Obergurt4) ohne zusätzliche Kühlmaßnahmen

Erhöhte Wertschöpfung durch mehr PräzisionLeistung, Qualität, und Zuverlässigkeit von Produkten und Service zeichnen Micro-Epsilon Messtechnik GmbH & Co. KG als führenden Anbieter von optischen Dickenmessanlagen in der Metallindustrie aus. Erfolgreiche Installationen in Walzanlagen und Prozesslinien in mehr als 13 Ländern weltweit sprechen für sich. Die Entwicklung und Produktion aller benötigten Kernkomponenten wie Sensoren, Software und messtechnikspezifischem Maschinenbau innerhalb der Unternehmensgruppe ermöglichen einzigartige
Innovationen, die sich im Produktportfolio von Micro-Epsilon widerspiegeln.
MICRO-EPSILON MESSTECHNIK GmbH & Co. KGKönigbacher Str. 15 · 94496 Ortenburg / Deutschland Tel. +49 (0) 8542 / 168-0 · Fax +49 (0) 8542 / [email protected] · www.micro-epsilon.de
Ihr persönlicher Support vor Ort
MICRO-EPSILON AMERICA +1 919 787 [email protected]
MICRO-EPSILON Messtechnik Hauptsitz +49 8542 1680
ME INSPECTION +421 2 32 555 946 [email protected]
MICRO-EPSILON SENSOTEST AB +46 8564 [email protected]
MICRO-EPSILON UK Ltd. +44 151 355 6070 [email protected]
MICRO-EPSILON FRANCE S.a.r.l +33 139 102 100 [email protected]
MICRO-EPSILON INDIA LTD +91 20 2674 [email protected]
MICRO-EPSILON CHINA+86 10 [email protected]
Erfolgreiche Inbetriebnahmen in folgenden Ländern
Änd
erun
gen
vorb
ehal
ten
/ Y97
6035
4-C
0111
19S
GO


















