
MIG/MAG-Schweißanlagen · Beim Schweißen entsteht ein Stromkreis über den Brenner, das...
27
_______________________________________________________________________________________ MIG/MAG-Schweißanlagen MAG 2500 MAG 3000 mit 4-Rollen-Drahtvorschub _______________________________________________________________________________________ Betriebsanleitung
Transcript of MIG/MAG-Schweißanlagen · Beim Schweißen entsteht ein Stromkreis über den Brenner, das...

_______________________________________________________________________________________
MIG/MAG-Schweißanlagen
MAG 2500
MAG 3000
mit 4-Rollen-Drahtvorschub _______________________________________________________________________________________
Betriebsanleitung

Diese Betriebsanleitung soll Sie dabei unterstützen, mit der MAG 2500 bzw. MAG 3000 effektiv und sicher zu arbeiten. Bitte lesen Sie die Anleitung vor Inbetriebnahme der Anlage gründlich durch. Die Informationen dieser Betriebsanleitung müssen dem Bedienungspersonal zugänglich gemacht werden. Die Anleitung sollte als Nachschlagewerk immer griffbereit in der Nähe der Anlage sein.

KONFORMITÄTSERKLÄRUNG
Hersteller: SCHWEISSRING Handels GmbH Einsteinstr. 12 - 14 68169 Mannheim
HIERMIT BESTÄTIGEN WIR, DAß DIE MIG / MAG SCHWEIßANALGEN
MAG 2500 / 3000
DEN SICHERHEITSANFORDERUNGEN DER EG-RICHTLINIEN ENTSPRICHEN.
Einschlägige EG-Richtlinien: EMV – Richtlinie 89/336/EWG, geändert durch Richtlinie 92/31/EWG Niederspannungsrichtlinie 73/23/EWG geändert durch Richtlinie 93/68/EWG
Angewandte harmonisierte Normen: EN 50 199 EMV Produktnorm für Lichtbogenschweißeinrichtungen
insbesondere: EN 60 974-1 Lichtbogenschweißeinrichtungen / Schweißstromquellen
Der Geschäftsführer:
H. Belau
MAG 2500/3000
Inhalt Inhaltsverzeichnis: Seite 1. Kurzbeschreibung ......................................................................................................1 2. Technische Daten ......................................................................................................2 3. Sicherheitshinweise ...................................................................................................3 4. Bedienelemente .......................................................................................................10 5. Drahtvorschub..........................................................................................................13 6. Inbetriebnahme ........................................................................................................14 7. Schweißen ...............................................................................................................15 8. Pflege und Wartung .................................................................................................15 9. Störungen, Fehler, Ursache und Beseitigung ..........................................................16 10. Ersatzteile ................................................................................................................18 11. Schaltpläne ..............................................................................................................22 Abbildungsverzeichnis: Abbildung 4.1 Bedienelemente ..........................................................................................10 Abbildung 5.1 Drahtvorschubeinheit ..................................................................................13 Abbildung 10.1 Frontansicht MAG 2500 / 3000 .................................................................18 Abbildung 10.2 Seitenansichten MAG 2500 / 3000 ...........................................................19 Abbildung 10.3 Drahtvorschubeinheit (Ersatzteile) ............................................................21 Schaltplan MAG 2500........................................................................................................22 Schaltplan MAG 3000........................................................................................................23 Irrtümer und technische Änderungen vorbehalten BA – Nr.: 700.058.001 Version 1.01 September 2002
MAG 2500/3000
Betriebsanleitung Seite 1
1. Kurzbeschreibung Die MIG/MAG-Schweißanlage MAG 2500 wurde für umfangreiche Schweißarbeiten in der Karosseriewerkstatt, im Handwerk und beim Dünnblechschweißen in der Industrie ausgelegt. Die MIG/MAG-Schweißanlage MAG 3000 eignet sich zum Schweißen von Dünnblech (Kfz) bis zu dicksten Materialien. Beim Schweißen von Edelstahl und Aluminium werden auch sehr gute Ergebnisse erzielt. Schweißstufeneinstellung
MAG 2500: 8-Stufen-Schalter
MAG 3000: 12-Stufen-Schalter Steuerungsfunktionen
MAG 2500: Drahtvorschub und Punktzeit einstellbar
MAG 3000: Drahtvorschub und Punktzeit einstellbar, Wahlschalter 2-Takt / 4-Takt / Punkten
(Funktionsbeschreibung siehe Kapitel 4. Bedienelemente) Drahtvorschub mit 4-Rollenantrieb Kühlung der Stromquelle durch geräuscharmen Ventilator. Der Ventilator wird über einen Thermostat eingeschaltet und läuft erst, wenn sich die Stromquelle erwärmt hat. In den Schweißpausen schaltet der Ventilator ab, sobald die Stromquelle wieder abgekühlt ist. Thermischer Überlastschutz Sollte durch extrem hohe Belastung oder Umgebungstemperatur die zulässige Betriebs-temperatur überschritten werden, schaltet ein eingebauter Thermoschalter den Schweiß-strom ab. Zentralanschlußbuchse Die Zentralanschlußbuchse ermöglicht ein schnelles An- und Abkoppeln des Schweiß- brenners. Zeichen S besagt, daß die Anlage auch für das Schweißen unter erhöhter elektrischer Gefährdung nach Euronorm EN 60 974-1 verwendet werden kann.
MAG 2500/3000
Betriebsanleitung Seite 2
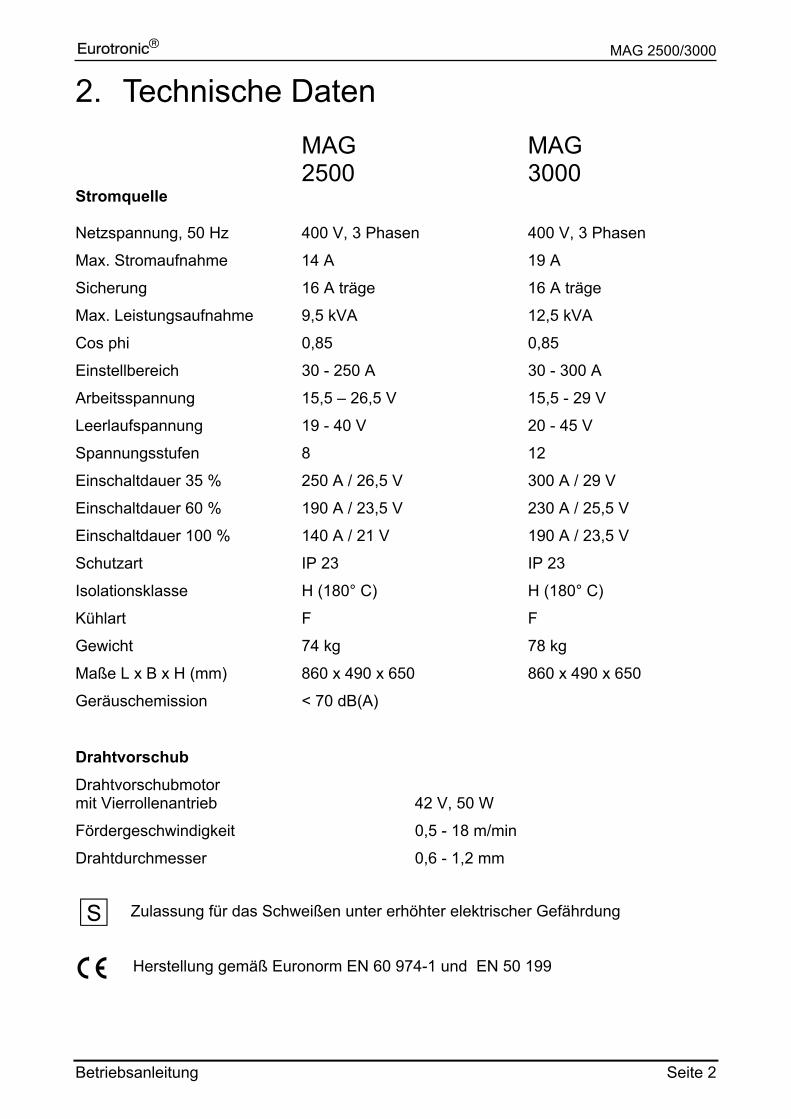
2. Technische Daten MAG MAG 2500 3000 Stromquelle Netzspannung, 50 Hz 400 V, 3 Phasen 400 V, 3 Phasen
Max. Stromaufnahme 14 A 19 A
Sicherung 16 A träge 16 A träge
Max. Leistungsaufnahme 9,5 kVA 12,5 kVA
Cos phi 0,85 0,85
Einstellbereich 30 - 250 A 30 - 300 A
Arbeitsspannung 15,5 – 26,5 V 15,5 - 29 V
Leerlaufspannung 19 - 40 V 20 - 45 V
Spannungsstufen 8 12
Einschaltdauer 35 % 250 A / 26,5 V 300 A / 29 V
Einschaltdauer 60 % 190 A / 23,5 V 230 A / 25,5 V
Einschaltdauer 100 % 140 A / 21 V 190 A / 23,5 V
Schutzart IP 23 IP 23
Isolationsklasse H (180° C) H (180° C)
Kühlart F F
Gewicht 74 kg 78 kg
Maße L x B x H (mm) 860 x 490 x 650 860 x 490 x 650
Geräuschemission < 70 dB(A)
Drahtvorschub
Drahtvorschubmotor mit Vierrollenantrieb 42 V, 50 W
Fördergeschwindigkeit 0,5 - 18 m/min
Drahtdurchmesser 0,6 - 1,2 mm
Zulassung für das Schweißen unter erhöhter elektrischer Gefährdung
Herstellung gemäß Euronorm EN 60 974-1 und EN 50 199
MAG 2500/3000
Betriebsanleitung Seite 3
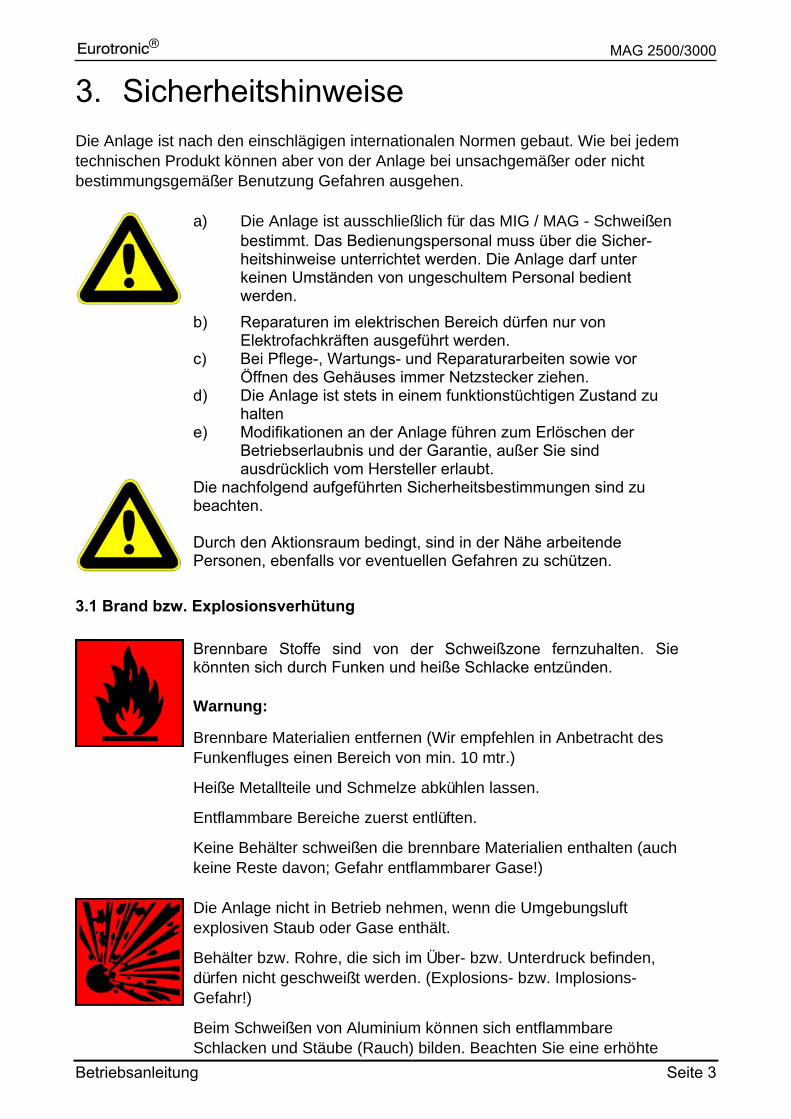
3. Sicherheitshinweise Die Anlage ist nach den einschlägigen internationalen Normen gebaut. Wie bei jedem technischen Produkt können aber von der Anlage bei unsachgemäßer oder nicht bestimmungsgemäßer Benutzung Gefahren ausgehen.
a) Die Anlage ist ausschließlich für das MIG / MAG - Schweißen bestimmt. Das Bedienungspersonal muss über die Sicher- heitshinweise unterrichtet werden. Die Anlage darf unter keinen Umständen von ungeschultem Personal bedient werden.
b) Reparaturen im elektrischen Bereich dürfen nur von Elektrofachkräften ausgeführt werden.
c) Bei Pflege-, Wartungs- und Reparaturarbeiten sowie vor Öffnen des Gehäuses immer Netzstecker ziehen.
d) Die Anlage ist stets in einem funktionstüchtigen Zustand zu halten
e) Modifikationen an der Anlage führen zum Erlöschen der Betriebserlaubnis und der Garantie, außer Sie sind ausdrücklich vom Hersteller erlaubt.
Die nachfolgend aufgeführten Sicherheitsbestimmungen sind zu beachten. Durch den Aktionsraum bedingt, sind in der Nähe arbeitende Personen, ebenfalls vor eventuellen Gefahren zu schützen.
3.1 Brand bzw. Explosionsverhütung
Brennbare Stoffe sind von der Schweißzone fernzuhalten. Sie könnten sich durch Funken und heiße Schlacke entzünden. Warnung:
Brennbare Materialien entfernen (Wir empfehlen in Anbetracht des Funkenfluges einen Bereich von min. 10 mtr.)
Heiße Metallteile und Schmelze abkühlen lassen.
Entflammbare Bereiche zuerst entlüften.
Keine Behälter schweißen die brennbare Materialien enthalten (auch keine Reste davon; Gefahr entflammbarer Gase!)
Die Anlage nicht in Betrieb nehmen, wenn die Umgebungsluft explosiven Staub oder Gase enthält.
Behälter bzw. Rohre, die sich im Über- bzw. Unterdruck befinden, dürfen nicht geschweißt werden. (Explosions- bzw. Implosions-Gefahr!)
Beim Schweißen von Aluminium können sich entflammbare Schlacken und Stäube (Rauch) bilden. Beachten Sie eine erhöhte

MAG 2500/3000
Betriebsanleitung Seite 4
Brand- bzw. Explosionsgefahr.
MAG 2500/3000
Betriebsanleitung Seite 5
3.2 Verhütung von elektrischen Schlägen
Warnung: Das Berühren stromführender Teile kann tödliche elektrische Schläge oder schwere Verbrennungen verursachen. Beim Schweißen entsteht ein Stromkreis über den Brenner, das Werkstück (alle damit verbundenen Teile) und das Massekabel, zurück in die Anlage. Dieser Stromkreis darf während des Schneidens nicht direkt berührt bzw. unterbrochen werden. Die Massezange muss mit einwandfreien metallischem Kontakt am Werkstück angebracht sein, im Nahbereich des zu schweißenden Teils. Der Schweißstrom muss vom Brenner über das Werkstück durch das Massekabel zurück in die Anlage fließen. Bei falscher Kontaktierung des Werkstück- bzw. Massekabels kann der Schweißstrom über eine indirekte Verbindung fließen und dort zu Schaden führen, z.B. über die Schutzleiter-Installation (PE, Erde). Da der Bediener bei unsachgemäßem Gebrauch bzw. einem einfachen Defekt in Berührung kommen könnte, gelten erweiterte Sicherheitsmaßnahmen. Handschuhe und Schuhe sind zu tragen, die ausreichende Iso-lierung bieten. Die gesamte Kleidung ist trocken zu halten. Erhöhte Vorsicht gilt in einer Umgebung mit hoher Feuchtigkeit! Alle an der Anlage angeschlossenen elektrischen Leitungen sind auf einwandfreien Zustand zu überprüfen. Warnung: Blanke Stellen ohne bzw. mit schadhafter Isolierung sind lebens-gefährlich. Beschädigte Kabel bzw. Schlauchpakete sofort ersetzen! Beim Wechsel der Brennerteile die Anlage am Hauptschalter außer Betrieb setzen. Vor öffnen des Anlagengehäuses Netzstecker ziehen. Die Anlagen sind in regelmäßigen Abständen auf Ihren einwand-freien Zustand zu prüfen, hierfür gilt: DIN VDE 0544-207 Wiederholungsprüfung an Lichtbogen-Schweißeinrichtungen

MAG 2500/3000
Betriebsanleitung Seite 6
Achtung: DIN VDE 701, 702 ist nicht ausreichend!
MAG 2500/3000
Betriebsanleitung Seite 7
3.3 Strahlung
Die Strahlung des Lichtbogens kann zu Augenschä-den und Hautverbrennungen führen. Deshalb sollte zum Schutz der Augen ein Schweißschild oder ein Schutzhelm verwendet werden. Die Haut muss durch geeignete Schutzbekleidung (Schweißerhandschuhe, Lederschürze, Sicherheits-schuhe) geschützt werden. In der Nähe arbeitende Personen sind ebenfalls vor der Lichtbogenstrahlung zu schützen.
3.4 Schutz vor Lärm
Beim Gebrauch des Schweißgerätes entsteht sehr großer Lärm, der auf Dauer das Gehör schädigt! Im Dauereinsatz ist ein ausreichender Gehörschutz zu tragen. In der Nähe arbeitende Personen sind ebenfalls vor Lärm zu schützen.
MAG 2500/3000
Betriebsanleitung Seite 8
3.5 Rauchgas
Beim Schweißen entstehen Rauchgase bzw. toxische Dämpfe. Deshalb darf die Schweißanlage nur in gut belüfteten Hallen, im Freien oder in geschlossenen Räumen mit starker Absaugung (am besten unterhalb der Schweißzone absaugen) verwendet werden. Der Schweißbereich des Werkstücks muss von Lösungs- und Entfettungsmitteln gereinigt werden, um die Bildung von Giftgasen zu vermeiden bzw. zu vermindern. Schweißen von Blei, auch in Form von Überzügen, verzinkten Teilen, Kadmium, "kadmierten Schrauben", Beryllium (meist als Legierungsbestandteil, z.B. Beryllium-Kupfer) und andere Metalle, die beim Schweißen giftige Dämpfe entwickeln, ist nur mit Atemschutzmaske und -gerät, sowie scharfer Absaugung und Filterung der giftigen Gase und Dämpfe erlaubt. Erhöhte Vorsicht gilt beim Schweißen von Behältern, diese zuvor entleeren und sauber reinigen. Warnung: Entstehung von Rauchgasen bzw. toxischen Dämpfen kann zu Sauerstoffmangel in der Atemluft führen. Immer für ausreichend Frischluft sorgen! (oder zugelassenes Atmungsgerät)
3.6 Gasdruckausrüstung
Gasflaschen stehen unter hohem Druck und stellen eine Gefahren-quelle dar. Der richtige Umgang mit ihnen ist unbedingt beim Gaslieferanten zu erfragen. Beispielsweise müssen die Flaschen auf jeden Fall vor direkter Sonneneinstrahlung, vor offenem Feuer und starken temperatur-schwankungen, z. B. sehr tiefen Temperaturen geschützt werden. Gasbehälter und –zubehör sind in einwandfreiem Zustand zu halten. Achten Sie darauf, dass nur zugelassene Teile, wie Schläuche, Kupplungen, Druckminderer usw. eingesetzt werden. Achtung: Anschlüsse dürfen nicht mit Öl bzw. Fett geschmiert werden.
MAG 2500/3000
Betriebsanleitung Seite 9
3.7 Weitere Vorschriften Neben den Hinweisen in dieser Betriebsanleitung sind die allgemeingültigen Sicherheitsvorschriften zu beachten, insbesondere die Unfallverhütungsvorschriften BGV A2 (Elektrische Anlagen und Betriebsmittel) und BGV D1 (Schweißen, Schneiden und verwandte Arbeitsverfahren), zu beziehen bei: Carl Heymanns-Verlag KG Luxemburgerstraße 449 50939 Köln Außerdem weisen wir darauf hin, dass die Anlage in bestimmten Einsatzbereichen trotz eingehaltener Aussendungsgrenzwerte elektromagnetische Störungen verursachen kann und dass diese Störungen im Verantwortungsbereich des Anwenders liegen.
Personen, die Herzschrittmacher oder Hörgeräte tragen, sollten sich vor Arbeiten in der Nähe der Maschinen, von einem Arzt beraten lassen. Achtung: Es ist möglich, dass im Bereich eines Krankenhauses oder ähn-lichem durch den Betrieb der Anlage elektromedizinische, infor-mationstechnische oder auch andere Geräte (EKG,PC, ...) in ihrer Funktion beeinträchtigt werden können.
Vor Inbetriebnahme der Anlage ist daher sicherzustellen, dass Betreiber, die solche oder ähnliche Geräte betreiben, vorher informiert werden. Für die Anmeldung einer gesonderten Genehmigung nach EMVG §3 Abs.4 (Gesetz über die elektromagnetische Verträglichkeit von Geräten) über den Einsatz des Schweißgerätes an o.g. Orten, wenden Sie sich bitte an: Bundesamt für Post und Telekommunikation (BAPT) Zentralstelle Mainz Postfach 8001 55003 Mainz Auch bei der Verwendung der Anlage im häuslichen Bereich sind besondere Vorkehrungen erforderlich. Entsprechende Hilfen zur Bewertung des Einsatzbereichs und zur Minimierung von elektromagnetischen Störungen (z.B. Gebrauch abgeschirmter Leitungen) sind der EMV-Produktnorm für Lichtbogenschweißeinrichtungen zu entnehmen: EN 50 199, Anhang A1 und A2, zu beziehen bei: Beuth-Verlag GmbH Burggrafenstraße 6 10787 Berlin
MAG 2500/3000
Betriebsanleitung Seite 10
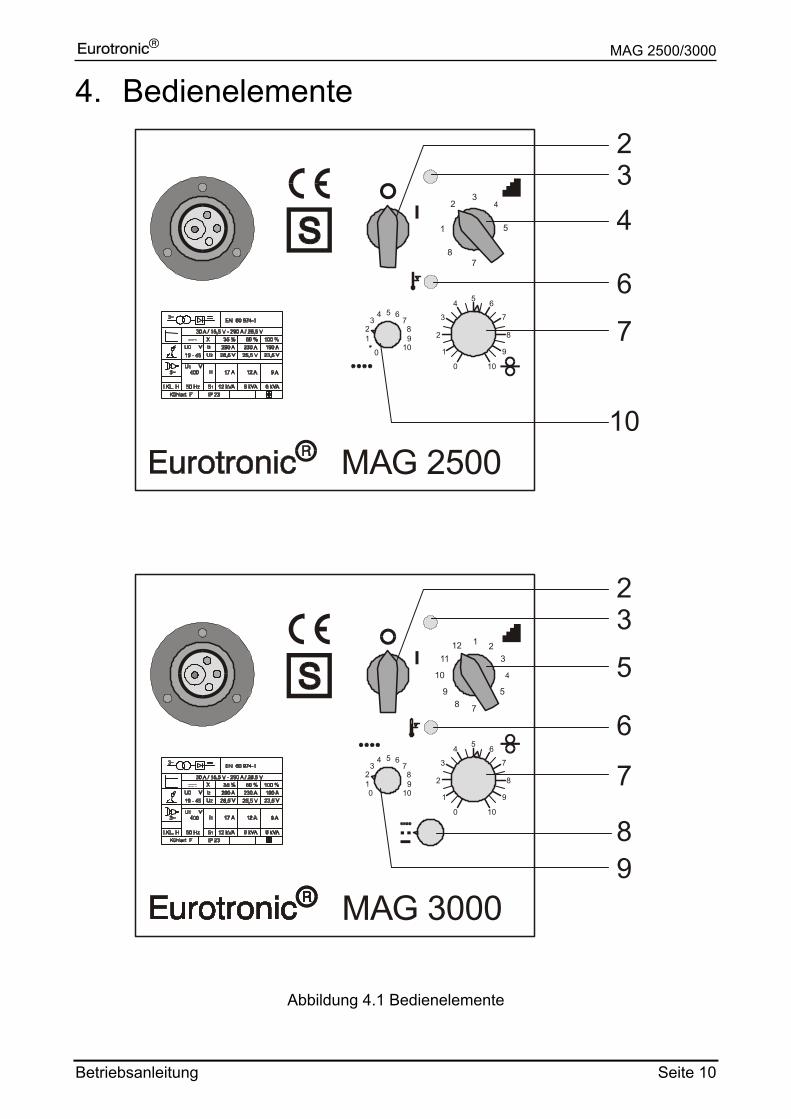
4. Bedienelemente
Abbildung 4.1 Bedienelemente
MAG 3000
1 23
4
5678
9
10
1112
0
2
4 6
8
10
012
34 5 6
789
10 1
3
5
7
9
1
23
4
5
678
0
2
4 6
8
10
0
12
34 5 6
789
10 1
3
5
7
9
23
9
5
6
7
8
10
234
6
7
MAG 2500
MAG 2500/3000
Betriebsanleitung Seite 11
2 Hauptschalter Stellung „0“: Anlage ausgeschaltet. Stellung „I“: Anlage eingeschaltet, Kontrolleuchte Netz leuchtet. 3 Kontrolleuchte Netz 4 Schweißstufenschalter, 8 Stufen 5 Schweißstufenschalter, 12 Stufen 6 Störungsleuchte Temperatur Leuchtet auf bei thermischer Überlastung der Anlage. Der Schweißvorgang läßt sich durch den Brennertaster nicht mehr starten. Die Anlage ist bei laufendem Ventilator nach ca. 5 Minuten wieder betriebsbereit. 7 Poti-Drehknopf Drahtvorschubgeschwindigkeit Zur stufenlosen Einstellung der gewünschten Drahtvorschubgeschwindigkeit von 0,5 bis 18 m/min. 8 Wahlschalter 2-Takt / 4-Takt / Punkten Zur Auswahl des Brennertasterprogramms zwischen 2-Takt-Betrieb, 4-Takt-Betrieb und Punkten.
- - - 2-Takt-Betrieb für kurze Schweißnähte und Heftarbeiten. Der Schweißvorgang läuft, solange der Brennertaster gedrückt wird.
4-Takt-Betrieb für lange Schweißnähte. Der Schweißvorgang wird beim ersten Drücken des Brennertasters be- gonnen und beim zweiten Drücken des Brennertasters beendet.
Punkten (siehe Pos. 9) 9 Poti-Drehknopf Punktzeit Zur stufenlosen Einstellung der Punktzeit von 0,5 bis 5 Sekunden.
Beim Punktschweißen können mit einer speziellen Gasdüse zwei überlappende dünne Bleche aneinandergedrückt und punktartig durchgeschweißt werden. Um flache Schweißpunkte zu erhalten, ist für die entsprechende Blechdicke eine hohe Schweißspannung zu wählen.
Der Schweißvorgang beginnt mit dem Drücken des Brennertasters und endet nach der am Poti „Punktzeit“ eingestellten Zeit. Der nächste Schweißvorgang wird durch ein erneutes Drücken des Brennertasters ausgelöst. Bei vorzeitigem Loslassen des Brennertasters wird der Schweißvorgang sofort abgebrochen. 10 Drehschalter-Poti Punktzeit wie Pos. 9
Für Normalschweißbetrieb muß der Drehknopf auf Stellung „O“ (Linksanschlag) stehen.
MAG 2500/3000
Betriebsanleitung Seite 12
11 Poti-Drehknopf Drahtrückbrand (Abb. 5.1, Pos. 11, Seite 8) Zur stufenlosen Einstellung der Drahtrückbrandzeit am Ende der Schweißung. Entgegen dem Uhrzeigersinn: kleinere Drahtrückbrandzeit, d.h. Draht brennt nicht so weit zurück. Bei zu kurzer Drahtrückbrandzeit bleibt das Drahtende im erstarrten Schweißbad hängen. Im Uhrzeigersinn: größere Drahtrückbrandzeit, d.h. Draht brennt weiter zur Strom- düse zurück.
Der Draht darf nicht bis in die Stromdüse zurückbrennen, da der Draht sonst in der Stromdüse festbrennt.
MAG 2500/3000
Betriebsanleitung Seite 13
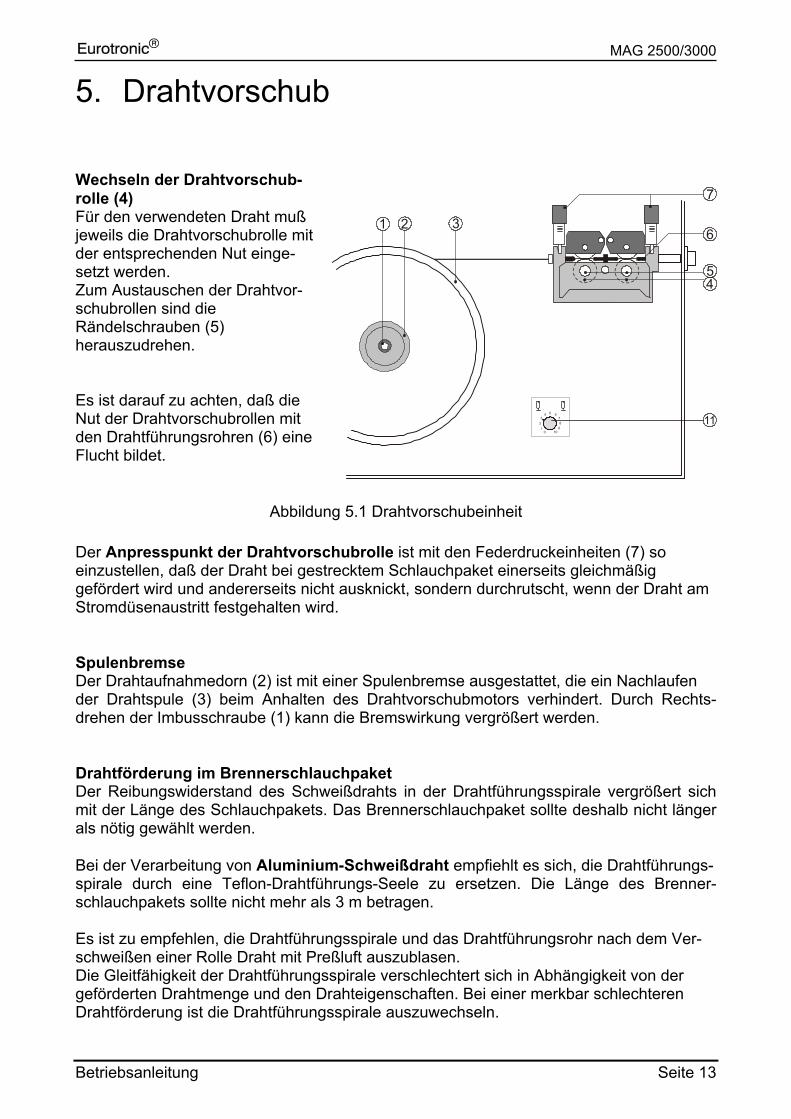
5. Drahtvorschub Wechseln der Drahtvorschub-rolle (4) Für den verwendeten Draht muß jeweils die Drahtvorschubrolle mit der entsprechenden Nut einge-setzt werden. Zum Austauschen der Drahtvor-schubrollen sind die Rändelschrauben (5) herauszudrehen. Es ist darauf zu achten, daß die Nut der Drahtvorschubrollen mit den Drahtführungsrohren (6) eine Flucht bildet.
Abbildung 5.1 Drahtvorschubeinheit Der Anpresspunkt der Drahtvorschubrolle ist mit den Federdruckeinheiten (7) so einzustellen, daß der Draht bei gestrecktem Schlauchpaket einerseits gleichmäßig gefördert wird und andererseits nicht ausknickt, sondern durchrutscht, wenn der Draht am Stromdüsenaustritt festgehalten wird.
Spulenbremse Der Drahtaufnahmedorn (2) ist mit einer Spulenbremse ausgestattet, die ein Nachlaufen der Drahtspule (3) beim Anhalten des Drahtvorschubmotors verhindert. Durch Rechts-drehen der Imbusschraube (1) kann die Bremswirkung vergrößert werden. Drahtförderung im Brennerschlauchpaket Der Reibungswiderstand des Schweißdrahts in der Drahtführungsspirale vergrößert sich mit der Länge des Schlauchpakets. Das Brennerschlauchpaket sollte deshalb nicht länger als nötig gewählt werden. Bei der Verarbeitung von Aluminium-Schweißdraht empfiehlt es sich, die Drahtführungs- spirale durch eine Teflon-Drahtführungs-Seele zu ersetzen. Die Länge des Brenner-schlauchpakets sollte nicht mehr als 3 m betragen. Es ist zu empfehlen, die Drahtführungsspirale und das Drahtführungsrohr nach dem Ver- schweißen einer Rolle Draht mit Preßluft auszublasen. Die Gleitfähigkeit der Drahtführungsspirale verschlechtert sich in Abhängigkeit von der geförderten Drahtmenge und den Drahteigenschaften. Bei einer merkbar schlechteren Drahtförderung ist die Drahtführungsspirale auszuwechseln.
23
4 5 678
10
910
6
54
11
321
7
MAG 2500/3000
Betriebsanleitung Seite 14
6. Inbetriebnahme
Anlage aufstellen Achten Sie bei der Aufstellung auf ausreichenden Platz für Eintritt und Austritt der Kühlluft, damit die angegebene Einschaltdauer erreicht werden kann. Die Anlage sollte nach Möglichkeit nicht Nässe, Schweißspritzern und dem direkten Funkenstrahl bei Schleifarbeiten ausgesetzt werden.
Netzstecker anschließen
Nur von Elektrofachkraft auszuführen.
Netzstecker entsprechend den Angaben auf dem Leistungsschild an das Netzkabel an- schließen. Die gelb-grüne Ader ist für den Schutzleiteranschluß PE vorgesehen. Die drei Phasen (schwarz, braun und blau) können beliebig an L1, L2 und L3 angeschlossen werden.
Schutzgasflasche anschließen Schutzgasflasche hinten auf die Schutzgasschweißanlage setzen und mit der Kette sichern. Flaschendruckminderer anschließen und Anschlüsse auf Dichtheit prüfen.
Schweißbrenner-Schlauchpaket anschließen Schlauchpaket am Zentralanschluß anschließen.
Bei allen Verbindungen im Schweißstromkreis wie Werkstückanschluß, Brenneranschluß und Stromdüse ist für guten Kontakt zu sorgen. Ein schlechter Kontakt bewirkt einen hohen Übergangswiderstand, der zur Erwärmung und zu
schlechten Schweißeigenschaften führt.
Werkstückkabel anschließen Werkstückklemme am Werkstück gut leitend, d.h. nicht auf Farbe, Rost u.ä. anklemmen.
MAG 2500/3000
Betriebsanleitung Seite 15
7. Schweißen Um eine hochwertige Schweißung zu erreichen, ist es wichtig, die richtige Spannungs-stufe und dazu die optimale Drahtvorschubgeschwindigkeit und Gasmenge zu wählen.
Flaschendruckminderer einstellen Erforderliche Schutzgasmenge am Flaschendruckminderer einstellen (6-18 l/min). Die einzustellende Gasmenge hängt hauptsächlich von der Schweißstromstärke ab.
Schweißdraht einlegen Schweißdraht entsprechend dem zu verarbeitenden Material auswählen. Zum Schweiß- draht passende Stromdüse und Drahtvorschubrolle einsetzen. Näheres siehe Kapitel 5. Drahtvorschub.
Schweißstufe mittels Schweißstufenschalter auswählen. Um Schäden am Stufenschalter zu vermeiden, nicht während dem Schweißen schalten.
Drahtvorschubgeschwindigkeit einstellen
Die Drahtvorschubgeschwindigkeit ist von der Spannungsstufe, dem Werkstoff, dem Schweißdrahtdurchmesser und der Schutzgasart abhängig.
Schweißvorgang durch Drücken des Brennertasters starten.
8. Pflege und Wartung
Vor allen Pflege- und Wartungsarbeiten Netzstecker ziehen!
Die Anlage ist weitgehend wartungsfrei. Folgende Wartungsarbeiten sollten jedoch durch- geführt werden:
Stromdüse und Gasdüse regelmäßig von Schweißspritzern und Verunreinigungen säubern. Düsen nach Reinigung mit Trennmittel versehen, um die Spritzerhaftung zu verringern.
Stromdüse regelmäßig auf Abnutzung und Beschädigung prüfen, rechtzeitig wechseln.
Innenraum der Anlage - je nach Verschmutzungsgrad - mit Preßluft reinigen.
MAG 2500/3000
Betriebsanleitung Seite 16
9. Störungen, Fehler, Ursache und Beseitigung
Fehler und Defekte an der elektrischen Anlage dürfen nur von einer Elektrofach-kraft behoben werden
Störungen/Fehler Ursache Beseitigung Netz angeschlossen und Netzspannung ausgefallen Netzsicherung prüfen, Hauptschalter ein / Netzkabel prüfen Kontrolleuchte Netz leuchtet nicht Sicherung F1 auf Steuertrafo Sicherung F1 wechseln defekt (T 1,0 A / 250 V) Kontrolleuchte Netz Kontrolleuchte prüfen/ defekt wechseln Hauptschalter ein / Ventilator läuft erst, wenn sich siehe Kapitel 1. Kurzbeschrei- Ventilator läuft nicht Stromquelle erwärmt hat bung Beim Drücken des Brennertaster defekt Brennertaster prüfen Brennertasters keine Funktion Brennersteuerleitung Brennersteuerleitung prüfen (auch kein Schütz- unterbrochen schalten) vorhanden Steuerplatine defekt Steuerplatine prüfen / wechseln Störleuchte Temperatur siehe Kapitel 4. Bedienelemente leuchtet auf Drahtvorschubmotor Steuerplatine defekt Steuerplatine prüfen / wechseln läuft nicht Draht knickt zwischen Anpressdruck der siehe Kapitel 5. Drahtvorschub Drahtvorschubrolle Drahtvorschubrollen und Drahtführungsrohr zu groß aus Abstand zwischen Abstand prüfen / Drahtvorschubrolle und Drahtführungsrohr neu Führungsrohr zu groß justieren
MAG 2500/3000
Betriebsanleitung Seite 17
Störungen/Fehler Ursache Beseitigung Unregelmäßiger Draht spult schlecht von Drahtrolle prüfen / Drahtvorschub der Drahtspule ab neu einlegen Drahtaufnahmedorn läuft Aufnahmedorn überprüfen schwer falsche Drahtvorschubrolle siehe Kapitel 5. Drahtvorschub Drahtführungsrohr bzw. siehe Kapitel 5. Drahtvorschub Drahtführungsspirale verschmutzt/defekt Stromdüse verstopft / defekt Stromdüse reinigen / wechseln Schweißdraht verschmutzt / Schweißdraht wechseln angerostet Drahtführungsrohr fluchtet siehe Kapitel 5. Drahtvorschub nicht mit der Nut der Drahtvorschubrolle Poröse Schweißnaht Unsaubere Werkstück- Oberfläche reinigen oberfläche (Farbe, Rost, Öl, Fett) Kein Schutzgas (Magnet- Magnetventil prüfen / ventil öffnet nicht) wechseln Zu wenig Schutzgas Schutzgasmenge am Druckminderer prüfen Gasführung auf Gasverlust prüfen mit Gasmeßrohr Gasdüse verschmutzt Gasdüse reinigen Schweißleistung zu Eine Netzphase fehlt Netzsicherung prüfen gering Netzkabel prüfen Draht brennt bei Drahtvorschub schiebt siehe Kapitel 5. Drahtvorschub Schweißbeginn in die schlecht, Drahtvorschub- Stromdüse zurück rollen rutschen durch Draht brennt beim Drahtrückbrandzeit zu siehe Kapitel 4. Bedienelemente Abschalten in die lang eingestellt. Stromdüse zurück Draht verschweißt Drahtrückbrandzeit zu siehe Kapitel 4. Bedienelemente nach Abschalten in kurz eingestellt. der Schweißnaht
MAG 2500/3000
Betriebsanleitung Seite 18
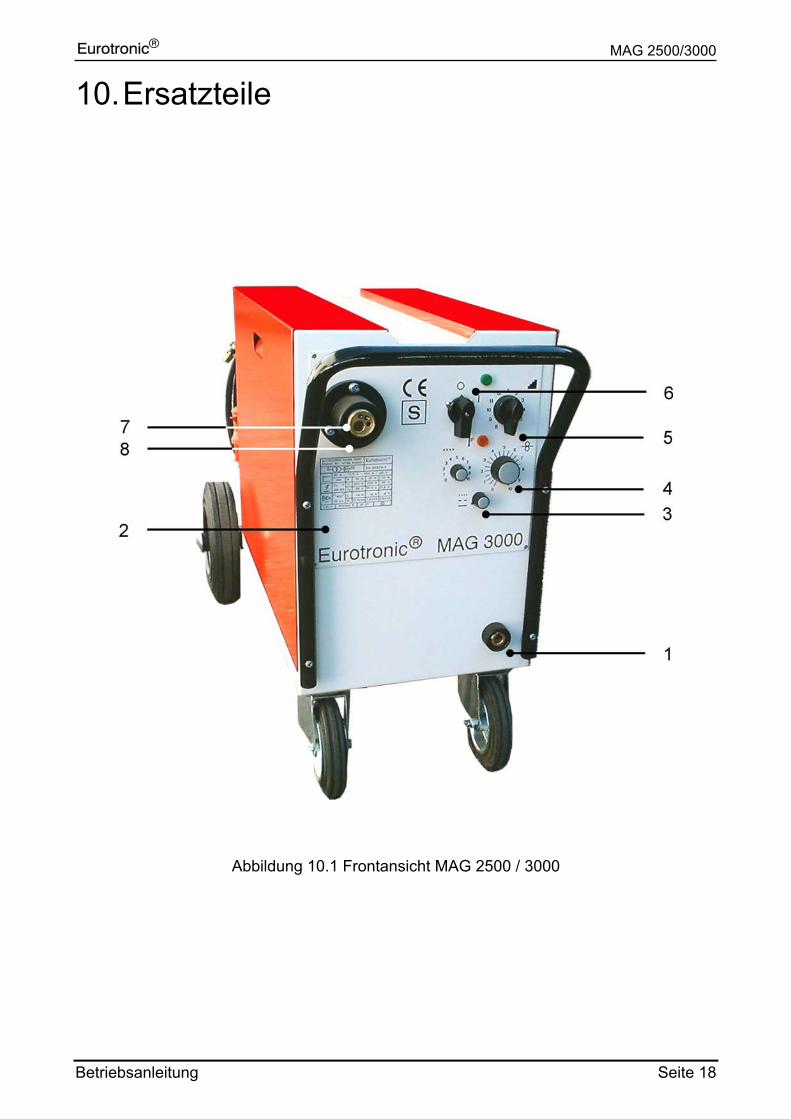
10. Ersatzteile
Abbildung 10.1 Frontansicht MAG 2500 / 3000
MAG 2500/3000
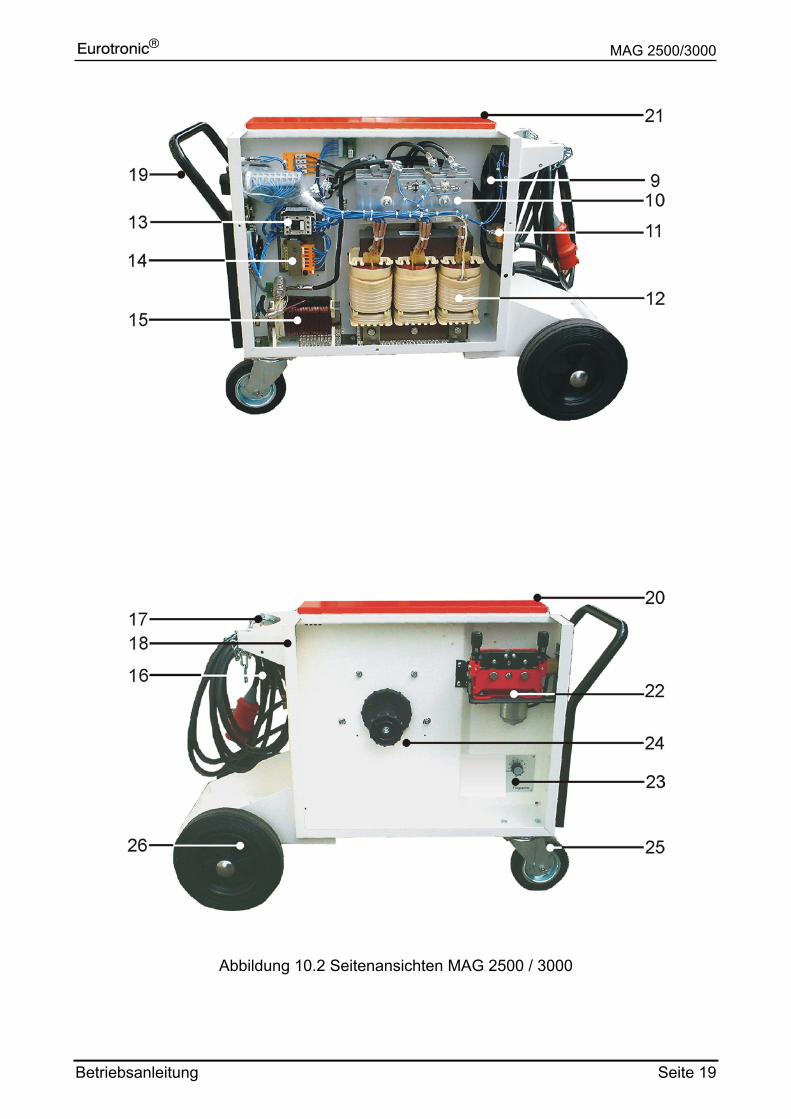
Betriebsanleitung Seite 19
Abbildung 10.2 Seitenansichten MAG 2500 / 3000
MAG 2500/3000
Betriebsanleitung Seite 20
Pos MAG 2500
MAG 3000
Bezeichnung Bestell- nummer
1 x x Einbaubuchse BEB 35-50 422.031.024 2 x Frontskalenschild MAG 2500 304.058.002 x Frontskalenschild MAG 3000 304.058.001 3 x Steuerplatine MMS 2-1 ER, 42 V 600.050.003 x Steuerplatine MMS 2-1 im Reparaturaustausch 600.050.003A x Steuerplatine MS 6-2 ER 600.058.001 x Steuerplatine MS 6-2 im Reparaturaustausch 600.058.001A x x Feinsicherung T 3,15 A f. Steuerplatine 464.031.012 4 x x Poti-Drehknopf D 20 mm 711.020.004 x x Poti-Drehknopf D 36 mm 711.036.005 5 x 8-Stufenschalter 440.308.039 x Schaltergriff, schwarz für Stufenschalter 440.890.040 x 12-Stufenschalter 440.025.103 6 x x AUS-Schalter 440.020.044 x x Schaltergriff, schwarz f. Ausschalter,12-Stufensch. 440.220.051 x x Signalleuchte grün, 42 V 712.042.006 x x Signalleuchte gelb, 42 V 712.042.005 x x Einstecklampe 42V 463.048.014 7 x x Zentralbuchse 455.042.010 8 x x Frontabdeckung SF 455.042.011 9 x x Ventilator D 130 mm, 230 V 450.130.005 x x Ventilator-Regelplatine VR 1, 42 V 600.055.001
10 x Gleichrichter 6 Platten, 4 Dioden / Platte 461.200.003 x Gleichrichter 6 Platten, 6 Dioden / Platte 461.200.016 x x Thermoschalter 90°C (Öffner) für Gleichrichter 445.080.004 x x Thermoschalter 50°C (Schließer) für Gleichrichter 445.050.005
11 x x Magnetventil NW 2,5 / 42 V, G 1/8 465.018.009 x x Gasschlauch 6 x 3 / 1,5m 709.150.003
12 x Schweißtrafo MAG 2500 kpl. m. Kabel u. Schalter 722.006.013 x Schweißtrafo MAG 3000 kpl. m. Kabel u. Schalter 722.006.004 x x Thermoschalter 170°C (Öffner) für Schweißtrafo 445.170.002 x x Thermoschalter 80°C (Schließer) für Schweißtrafo 445.080.006
13 x x Netzschütz DL 4K-10, 42 V 442.042.006 14 x x Steuertrafo 42/230/400 V, 92 VA 462.042.011 15 x x Dämpfungsdrossel kpl. mit Anschlußkabel 706.050.002 16 x x Netzkabel kpl, 4 x 2,5 qmm, 5m mit Stecker 704.025.013 17 x x Flaschenhalterkette 703.059.003 18 x x Gehäuserahmen kpl., weiß beschichtet 715.058.001 19 x x Handgriffbügel 715.058.008 20 x x Seitenblech rechts (Trafoseite) 715.058.007 21 x x Seitenblech links (Vorschubseite) 715.058.005 22 x x Drahtvorschubmotor 50W 42V 4 Rollen 0,8-1,0 455.042.101
x x Drahtvorschubrolle 0,8/1,0 für Stahl 455.030.004 x x Drahtvorschubrolle 1,0/1,2 für Stahl 455.030.005 x x Drahtvorschubrolle 1,0/1,2 für Alu 455.030.003
23 x Poti-Drehknopf D 20 mm 711.020.004 x Potentiometer 500k komplett 705.059.006
24 x x Drahtaufnahmedorn 306.050.001
MAG 2500/3000
Betriebsanleitung Seite 21
x x Mutter für Drahtaufnahmedorn 271.008.010 25 x x Lenkrolle D 140 mm 301.140.003 26 x x Vollgummirad D 250 mm m. Starlockkappe D20 720.250.021
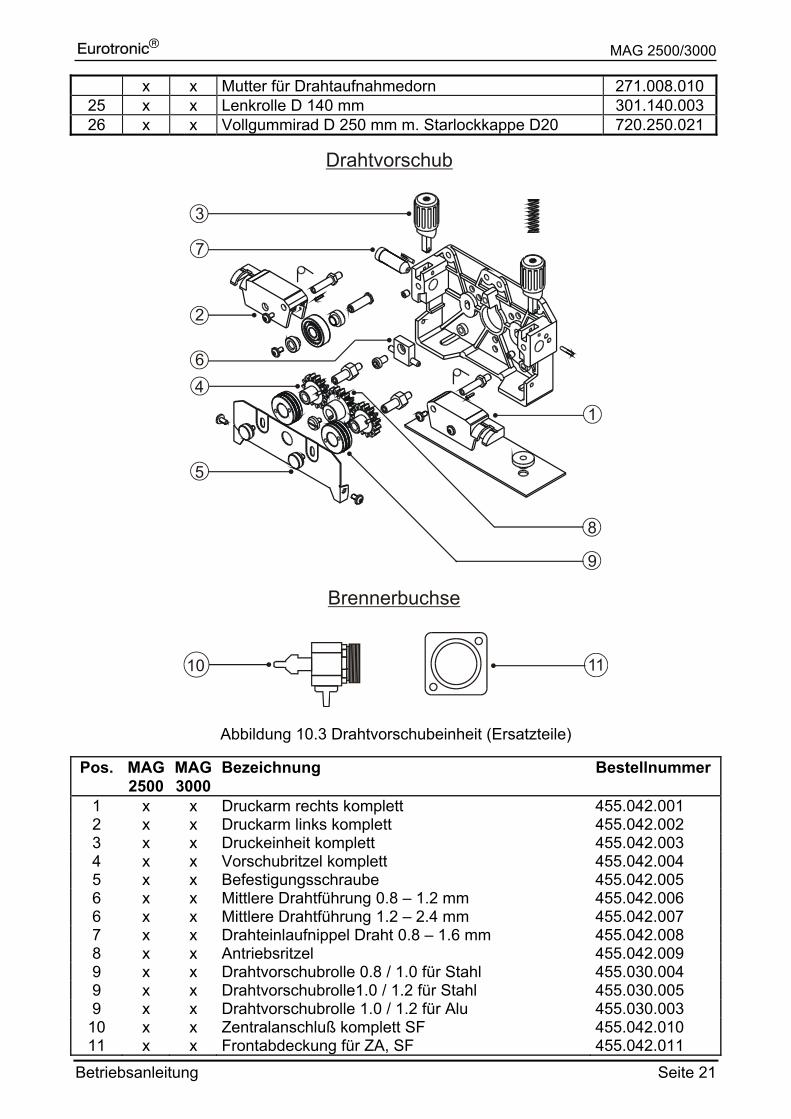
Drahtvorschub
Brennerbuchse
1
8
9
1110
5
46
2
7
3
Abbildung 10.3 Drahtvorschubeinheit (Ersatzteile)
Pos. MAG 2500
MAG 3000
Bezeichnung Bestellnummer
1 x x Druckarm rechts komplett 455.042.001 2 x x Druckarm links komplett 455.042.002 3 x x Druckeinheit komplett 455.042.003 4 x x Vorschubritzel komplett 455.042.004 5 x x Befestigungsschraube 455.042.005 6 x x Mittlere Drahtführung 0.8 – 1.2 mm 455.042.006 6 x x Mittlere Drahtführung 1.2 – 2.4 mm 455.042.007 7 x x Drahteinlaufnippel Draht 0.8 – 1.6 mm 455.042.008 8 x x Antriebsritzel 455.042.009 9 x x Drahtvorschubrolle 0.8 / 1.0 für Stahl 455.030.004 9 x x Drahtvorschubrolle1.0 / 1.2 für Stahl 455.030.005 9 x x Drahtvorschubrolle 1.0 / 1.2 für Alu 455.030.003
10 x x Zentralanschluß komplett SF 455.042.010 11 x x Frontabdeckung für ZA, SF 455.042.011
MAG 2500/3000
Betriebsanleitung Seite 22
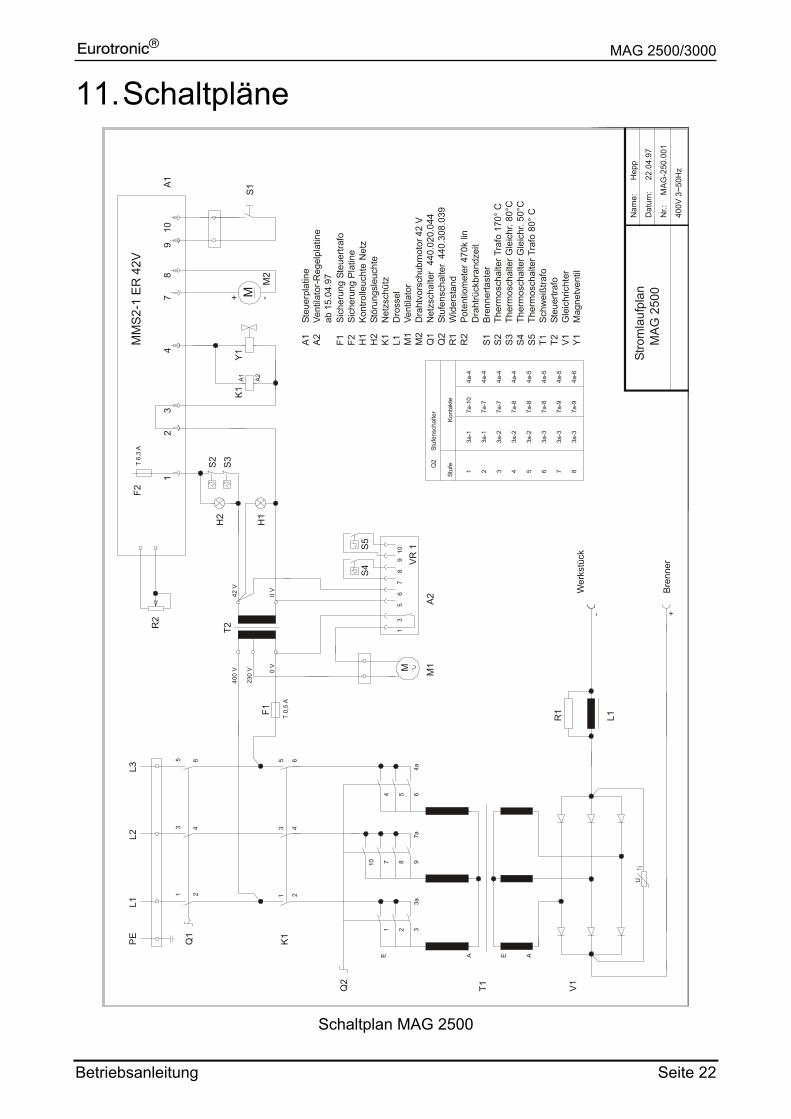
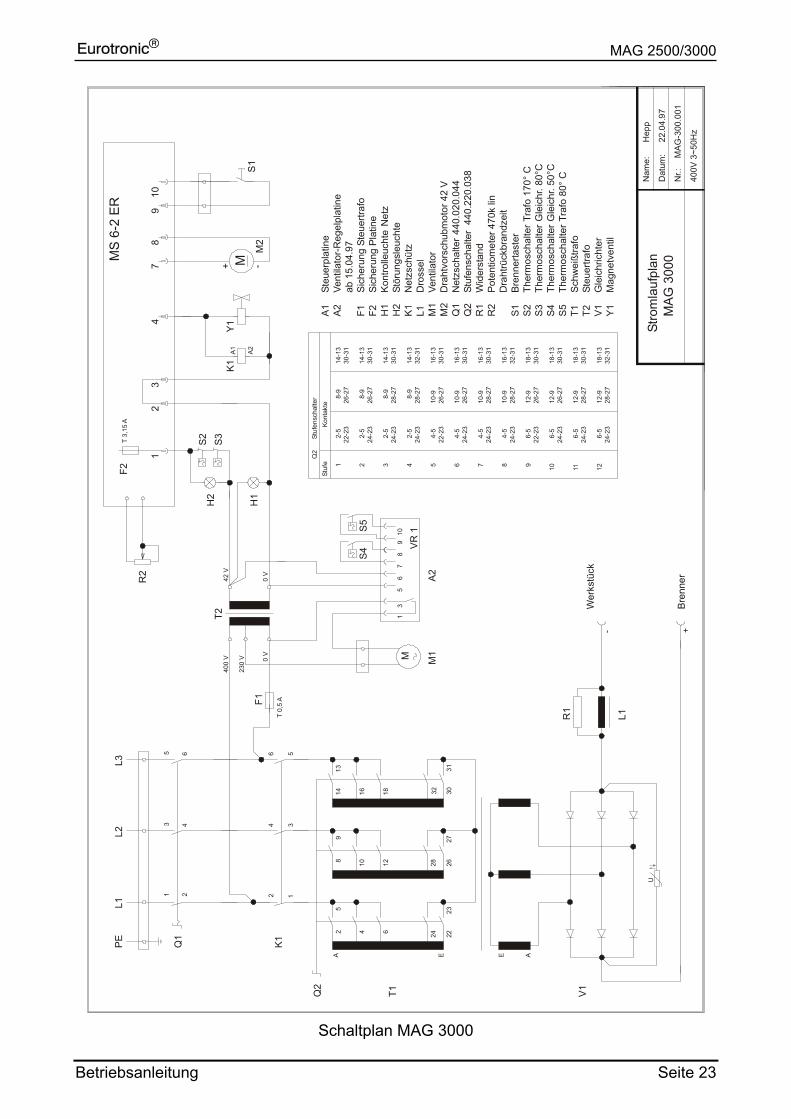
11. Schaltpläne
PE
L1L2
L3
Q1
13
5 64
2
V1
1 2 3
10 7 8 9
4 5 6
T1Q2
AE E A
4a7a
3a
K1
46
213
5
U
T 0,
5 A
T240
0 V
230
V 0 V
42 V
0 V
109
87
65
31
S4
S5
M
H2
H1
S3
S2
A1
23
1
T 6,
3 A
48
710
9
K1
A1
A2
Y1M
S1
+ -M
2
V1
Gle
ichr
icht
er
T1S
chw
eißt
rafo
S2
Ther
mos
chal
ter
S4
Traf
o 17
0° C
Ther
mos
chal
terG
leic
hr. 5
0°C
S1
Bren
nerta
ster
S3
Ther
mos
chal
terG
leic
hr. 8
0°C
S5
Ther
mos
chal
terT
rafo
80°
C
T2St
euer
trafo
Mag
netv
entil
Y1
1 2 3 4 5 6 7 8
4a-4
4a-4
4a-4
4a-4
4a-5
4a-5
4a-5
4a-6
3a-1
3a-1
3a-2
3a-2
3a-2
3a-3
3a-3
3a-3
7a-9
7a-9
7a-8
7a-8
7a-8
7a-7
7a-7
7a-1
0
Stuf
eK
onta
kte
Q2
Stuf
ensc
halte
r M
1A
2
VR
1
F1
F2
Nam
e:H
epp
Dat
um:
Nr.:
Stro
mla
ufpl
an
400V
3~5
0Hz
MA
G 2
500
MA
G-2
50.0
01
22.0
4.97
MM
S2-1
ER
42V
R2
R1
L1
Bren
ner
Wer
kstü
ck
+-
R1
Wid
erst
and
Q1
Net
zsch
alte
r44
0.02
0.04
4
M1
Vent
ilato
r
K1
Net
zsch
ütz
Kont
rolle
ucht
eN
etz
H1
F1Si
cher
ung
Steu
ertra
foF2
Sich
erun
g Pl
atin
e
H2
Stör
ungs
leuc
hte
L1D
ross
el
M2
Dra
htvo
rsch
ubm
otor
Q2
Stuf
ensc
halte
r44
0.30
8.03
9
Dra
htrü
ckbr
andz
eit
R2
Pote
ntio
met
er 4
70k
lin
A1
Steu
erpl
atin
eA
2Ve
ntila
tor-
Reg
elpl
atin
eab
15.
04.9
7
42 V
Schaltplan MAG 2500
MAG 2500/3000
Betriebsanleitung Seite 23
T1
PE
L1L2
L3
Q1
13
5 64
2
Q2
2 4 6 24 22
8 10 12 28 26
14 16 18 32 30
59
2327
3113
V1
AEA E
U
K1
A1
A2
Y1
48
710
9
M+ -M
2
23
1
H2
S1
MS
6-2
ER
K1
24
6
13
5
T 3,
15 A
H1
S3
S2
T 0,
5 A
T240
0 V
230
V 0 V
42 V
0 V
109
87
65
31
S4
S5
M
F1
F2
M1
A2
VR
1
Kont
akte
Stuf
e 1
Q2
Stuf
ensc
halte
r
2-5
8-9
22-2
326
-27
30-3
1
224
-23
8-9
26-2
730
-31
2-5
14-1
3
14-1
3
3 4 5 6
24-2
330
-31
8-9
2-5
14-1
328
-27
24-2
38-
92-
514
-13
28-2
7
30-3
1
32-3
1
4-5
10-9
16-1
322
-23
26-2
7
24-2
326
-27
30-3
1
24-2
326
-27
30-3
1
4-5
10-9
16-1
3
4-5
10-9
16-1
3
4-5
10-9
16-1
3
7 8 96-
512
-918
-13
6-5
12-9
18-1
3
6-5
12-9
18-1
3
6-5
12-9
18-1
3
24-2
330
-31
28-2
7
24-2
330
-31
28-2
7
24-2
328
-27
32-3
1
24-2
328
-27
32-3
1
30-3
122
-23
26-2
7
10 1211
V1
Gle
ichr
icht
er
T1S
chw
eißt
rafo
S2
Ther
mos
chal
ter
Dra
htrü
ckbr
andz
eit
R1
Wid
erst
and
Q1
Net
zsch
alte
r44
0.02
0.04
4
M1
Vent
ilato
r
K1
Net
zsch
ütz
Kon
trolle
ucht
eN
etz
H1
F1S
iche
rung
Ste
uertr
afo
S4
Traf
o 17
0° C
Ther
mos
chal
terG
leic
hr. 5
0°C
F2S
iche
rung
Pla
tine
H2
Stör
ungs
leuc
hte
L1D
ross
el
M2
42 V
Dra
htvo
rsch
ubm
otor
Q2
Stuf
ensc
halte
r44
0.22
0.03
8
R2
Pot
entio
met
er 4
70k
lin
S1
Bre
nner
tast
er
S3
Ther
mos
chal
terG
leic
hr. 8
0°C
S5
Ther
mos
chal
terT
rafo
80°
C
T2St
euer
trafo
Mag
netv
entil
Y1
R2
Nam
e:H
epp
Dat
um:
Nr.:
Stro
mla
ufpl
anM
AG
300
0
400V
3~5
0Hz
MA
G-3
00.0
01
22.0
4.97
R1
L1
Bre
nner
Wer
kstü
ck
+-
A1
Steu
erpl
atin
eA
2Ve
ntila
tor-
Reg
elpl
atin
eab
15.
04.9
7
Schaltplan MAG 3000


















