Mit TPM Veränderungen beherrschen - ipih.de · Unterstützung von TPM bei Veränderungen •Die...
31
Oliver Kösterke Fraunhofer-Institut für Materialfluss und Logistik IML Mit TPM Veränderungen beherrschen 22.-23. März 2013
Transcript of Mit TPM Veränderungen beherrschen - ipih.de · Unterstützung von TPM bei Veränderungen •Die...

copy Fraunhofer IML 24 Januar 2013
Folie 0
Oliver Koumlsterke
Fraunhofer-Institut fuumlr Materialfluss und
Logistik IML
Mit TPM Veraumlnderungen
beherrschen
22-23 Maumlrz 2013
copy Fraunhofer IML 24 Januar 2013
Folie 1
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 2
Weltweit groumlszligte
Logistikforschungseinrichtung
Gegruumlndet 1981
Uumlber 200 Mitarbeiter-innen
19 Mio euro Umsatz davon 50 aus
Projekten mit Industrie Handel und
Dienstleistung
copy Fraunhofer IML 24 Januar 2013
Folie 3
Das Fraunhofer IML
Schwarmlogistik
Forschungshalle fuumlr Zellulare Foumlrdertechnik
copy Fraunhofer IML 24 Januar 2013
Folie 4
Das Fraunhofer IML
openID-center
Visualisierung eines RFID-unterstuumltzten Materialflusses
copy Fraunhofer IML 24 Januar 2013
Folie 5
Die Abteilung
Anlagen- und Servicemanagement
copy Fraunhofer IML 24 Januar 2013
Folie 6
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 7
TPM ist ein Konzept zur
umfassenden kontinuierlichen Optimierung der
Prozesse in Produktion und Instandhaltung uumlber die
gesamte Lebensdauer der Anlagen
unter aktiver Beteiligung aller Mitarbeiter
TPM aus Sicht des Fraunhofer IML
copy Fraunhofer IML 24 Januar 2013
Folie 8
Das TPM-Saumlulenmodell aus Sicht des
Fraunhofer IML
Vollstaumlndige
Aufnahme der IST-
Prozessablaumlufe
Integration aller
Mitarbeiter
Arbeitsgruppen
Transparenz uumlber
Vorgehensweisen
und Maszlignahmen
durch
Saumlule 1
Kontinuierliche
Verbesserung
Saumlule 2
Gemeinschaftliche
Instandhaltung
Saumlule 3
Vorbeugende
Instandhaltung
Saumlule 4
Schulung und
Training
Saumlule 5
Qualitaumlts-
management
Saumlule 6
(Neu-) Anlagen-
management
Klar beschriebene
Vorgehensweisen
Zuordnung der
Verantwortlichen zu
jedem Teilprozess
Visuelles
Management
Bedienerwartung
Aufbau einer
hierarchischen
Anlagenstruktur
Ermittlung von
Fehlern und
Haumlufigkeiten
Zuordnung von
sinnvollen
Instandhaltungs-
strategien
Schulungskonzept
Systematische
Erfassung
durchgefuumlhrter und
durch-zufuumlhrender
Schulungen
Wissens-
management
Methodik Technik
Sozialkompetenz
Identifikation und
Entwicklung von
Messgroumlszligen zur
Qualitaumltsdefinition
Prozessorientiertes
Kennzahlenwesen
Aufdecken von
Verlusten in der
Produktion und
Verwaltung
Lebenszyklus-
betrachtung
Bereichsuumlber-
greifende Planung
Erfahrungen der
Produktion und
Instandhaltung
nutzen
Ersatzteilwesen
Ruumlstworkshops
durch durch durch durch durch
copy Fraunhofer IML 24 Januar 2013
Folie 9
Prozessaufnahme
Alle relevanten Prozesse werden in Gespraumlchen mit
Mitarbeitern und Fuumlhrungskraumlften in Kleingruppen
aufgenommen
Die Visualisierung erfolgt direkt mit Hilfe von
Packpapier und Karteikarten
Im Nachgang werden die aufgenommenen Prozesse
digitalisiert in Microsoftreg Visioreg dargestellt
Die ausgedruckten Prozesskettenplaumlne werden
ausgehaumlngt und koumlnnen von den Mitarbeitern validiert
werden
Die Prozessaufnahme bildet die Basis fuumlr die
Integration der Mitarbeiter in den Change-Prozess
Im Masterplan werden alle ermittelten Schwachstellen
aufgenommen und verwaltet
Saumlule 1
Kontinuierliche Verbesserung
copy Fraunhofer IML 24 Januar 2013
Folie 10
Saumlule 1
Kontinuierliche Verbesserung
Arbeitsgruppen
Die Loumlsung komplexer Aufgaben erfolgt
gemeinsam in interdisziplinaumlren Teams
Erarbeitung von Loumlsungsvorschlaumlgen
Messung des Nutzens
Bewertung der Wirtschaftlichkeit
Umsetzung im Betrieb
Praumlsentation der Ergebnisse an
Arbeitsgruppentafeln
Ergebnisse
Monitoring der
aufgenommenen
Werte und
Prognose
Team Aufgabe
Eignung von Sensorik
zur Abschaumltzung der
Rest-lebensdauer von
Pumpen Loumlsungsvorschlag
Schwingungs-
sensoren zum
Aufdecken von
Aumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 11
Saumlule 2
Gemeinschaftliche Instandhaltung
Grundinspektion zur Herstellung
des Optimalzustands
Durch eine umfassende Inspektion und
Reinigung werden alle Maumlngel an einer
Anlage aufgedeckt
Maumlngel werden erst nach Saumluberung der
Anlagen deutlich
Die Ursachen der Verschmutzung
koumlnnen identifiziert werden
Durch das Reinigen einer Anlage werden
zudem Stillstaumlnde waumlhrend des Betriebs
reduziert
Maumlngel werden mit roten Maumlngelkarten
markiert
Maumlngel sind fuumlr jeden unmittelbar
sichtbar
copy Fraunhofer IML 24 Januar 2013
Folie 12
Saumlule 2
Gemeinschaftliche Instandhaltung
Ergebnis der Grundinspektion
Erkannte Maumlngel werden beseitigt
Sofortige Behebung kleiner Maumlngel
Fixe Terminierung der Behebung groumlszligerer Maumlngel
Anzeigen werden mit Sollbereichen gekennzeichnet
Ein Wartungsplan wird erstellt
Vermeidung neuer Verschmutzung
Verstaumlndliche Ein-Punkt-Lektionen
Ausfaumllle werden vermieden
copy Fraunhofer IML 24 Januar 2013
Folie 13
Saumlule 3
Vorbeugende Instandhaltung
Aufteilung des Wartungsplans zwischen
Mitarbeitern aus Produktion und Instandhaltung
Einfache regelmaumlszligig wiederkehrende Taumltigkeiten
durch die Mitarbeiter der Produktion
Verstaumlndliche Ein-Punkt-Lektionen
Benoumltigte Werkzeuge sind vorhanden
Komplizierte sicherheitskritische Taumltigkeiten durch
Mitarbeiter der Instandhaltung
Direkte Vorteile
Keine ungleichmaumlszligige Auslastung der Mitarbeiter
Schnellere Durchfuumlhrung vieler Taumltigkeiten
Konzentration der Instandhalter auf die wesentlichen
Aufgaben
Langfristige Vorteile
Erhoumlhung der Verfuumlgbarkeit durch schnellere Reaktion
Exakte Verfuumlgbarkeit auf Maschinenebene ermoumlglicht
gezielte Investitionen
Daten bilden die Grundlage fuumlr die
richtige Auswahl der vorbeugenden
Maszlignahmen
copy Fraunhofer IML 24 Januar 2013
Folie 14
Saumlule 4
Schulung und Training
Methoden-kompetenz
Fach-kompetenz
Sozial-kompetenz
Erarbeitung von
Maszlignahmen in
Arbeitsgruppe
Methodenkompetenzen
middot Beherrschen von Techniken zur
- Ursachenanalyse
- Problemloumlsung
middot Organisationsfaumlhigkeit
Sozialkompetenzen
middot Kommunikationsfaumlhigkeit
middot Teamfaumlhigkeit
middot Motivation
Fachkompetenzen
middot Maschinenfunktionen
middot Ruumlsten und Einstellen
middot Ersatzteilbeschaffung
Bestimmung der benoumltigten
Mitarbeiterkompetenzen
copy Fraunhofer IML 24 Januar 2013
Folie 15
Saumlule 4
Schulung und Training
Ziel
Planung
Umsetzung
Kontrolle
Projekt-
management
Praumlsentations-
technikenMS-Office
Kosten-
rechnungFMEA
Prozess-
ketten-
management
Outsouring After SalesErsatzteil-
management
Total Process
Management
aktuell durch interne
Fortbildungen
erreichbarer Status
4 3 4 1 3 4 3 2 4 4
Mitarbeiter
Koffler Stephan 4 3 3 1 3 4 3 2 4 2
Meier Heinrich 2 3 3 1 2 4 1 0 3 1
Menge Thomas 3 1 3 1 3 3 1 2 4 2
Muumlller Ingo 4 3 2 0 3 1 2 1 2 1
Otto Inga 1 0 1 0 1 3 0 0 1 0
Sieger Ernst 1 2 1 0 0 2 0 0 0 0
Schulze Silke 2 3 4 1 0 2 0 0 1 1
Wecker Tiffy 3 3 4 0 0 4 3 0 1 0
Legende
Mitarbeiter-
fuumlhrung
Konflikt-
management
Teamfaumlhig-
keit
Mitarbeiter-
gespraumlchEnglisch Franzoumlsisch Spanisch keine Kenntnisse (0)
aktuell durch interne
Fortbildungen
erreichbarer Status
4 3 4 3 4 2 1 Grundkenntnisse (1)
Mitarbeiter Fortgeschritten (2)
Koffler Stephan 4 3 4 3 4 0 0 Profi (3)
Meier Heinrich 2 2 4 3 2 0 0 Experte (4)
Menge Thomas 1 2 3 2 3 0 1
Muumlller Ingo 0 2 2 3 0 4 0
Otto Inga 0 1 4 1 0 1 0
Sieger Ernst 0 0 4 0 4 0 0
Schulze Silke 0 0 3 1 1 0 0
Wecker Tiffy 1 2 1 1 3 1 0
Soziale Kompetenz Spraschkenntnisse
Methodische Kompetenz Fachliche Kompetenz
copy Fraunhofer IML 24 Januar 2013
Folie 16
Saumlule 5
Qualitaumltsmanagement
Gesamtanlageneffektivitaumlt (GAE)
Kalenderzeit
Betriebszeit
Laufzeit
Reduzierte
Geschwin-
digkeit
Ist-Menge
Ist-Menge
Gut-Menge Ausschuss
Ze
itL
eis
tun
gQ
ua
litauml
t
Geplante
Nicht-
Produktion
Stillstaumlnde
Moumlgliche Menge
A
B
C
D
E
F
GAE = BA x DC x FE
Zeitfaktor Leistungsfaktor Qualitaumltsfaktor
Potenzialeableitbare
Aussage bei
Werten lt 100 Stillstaumlnde
reduzieren
Betriebszeit
verlaumlngern
Geschwindigkei
t erhoumlhen
Kapazitaumlt
erhoumlhen
Ausschuss
reduzieren
Ist-Menge
erhoumlhen
copy Fraunhofer IML 24 Januar 2013
Folie 17
Saumlule 5
Qualitaumltsmanagement
bdquoNur was ich
messen kann
kann ich auch
verbessernldquo
Darstellung der
aktuellen
Themen an der
Anlage bildet
eine Basis fuumlr
erfolgreiches
Shop-floor
management
copy Fraunhofer IML 24 Januar 2013
Folie 18
Saumlule 6
(Neu-) Anlagenmanagement
Durchfuumlhrung von Ruumlstworkshops
bull Waumlhrend des Ruumlstens laumluft die
Anlage nicht sie ist also nicht
produktiv
bull Immer mehr Produkte werden in
kleineren Mengen produziert und
fuumlhren zu einem houmlheren Anteil der
Ruumlstzeiten an der Gesamtzeit
Ziele des Ruumlstworkshops
bull Erhoumlhung der Flexibilitaumlt
(kostenneutraler Loswechsel)
bull Erhoumlhung der Auslastung der
Maschinen
bull Reduzierung der Lagerbestaumlnde
Folie 18
Produktions
-planung
und
Steuerung
Produktions
-
technologie
Arbeits-
organisatio
n
Einflussgroumlszligen der Produktwechselzeit
Komplexitaumlt der Maszlignahmen
Parameteroptimierung
Technologiewechsel
Sequenzierung
Operations Research
Ruumlstprozesse
SMED
copy Fraunhofer IML 24 Januar 2013
Folie 19
Saumlule 6
(Neu-) Anlagenmanagement
Ergebnisse des Ruumlstworkshops
Was tut der Einrichter
Genutztes Werkzeug
Informationen fuumlr die Durchfuumlhrung
Zuruumlckgelegte Laufwege
Welche offensichtlichen Probleme treten auf
Wo gibt es VerzoumlgerungenWartezeiten
Naumlchste Schritte
Reorganisation der Taumltigkeiten
Eliminieren
Kombinieren
Umstrukturieren
Vereinfachen
Erstellen einer Ruumlstmatrix mit Zeiten zur Ermittlung der optimalen Produktionsreihenfolge
A B C hellip
A X 15min 15min hellip
B 5min X 5min hellip
C 10min 10min X hellip
hellip hellip hellip hellip X
copy Fraunhofer IML 24 Januar 2013
Folie 20
Vorteile der Lebenszykluskostenbetrachtung
Ganzheitliche Betrachtung aller durch die Anlage
verursachten Kosten
Ggf Entscheidungsgrundlage fuumlr die Anschaffung
einer Anlage mit houmlherem Kaufpreis aber
niedrigeren Einrichtungs- und Betriebskosten
Einfachere Linienintegration zB durch
Modulbauweise
Niedrigere Energiekosten durch bessere
Isolierung sparsame Motoren
Geringerer Aufwand durch einfachere
Bedienung Ruumlsten
Saumlule 6
(Neu-) Anlagenmanagement
copy Fraunhofer IML 24 Januar 2013
Folie 21
Voraussetzungen fuumlr erfolgreiches
Total Productive Management
Optimale
Prozesse
Anlagen-
verfuumlgbarkeit
Engagierte
qualifizierte
Mitarbeiter
ZIELE BASIS
Prozessketten-Instrumentarium
ganzheitlich
prozessorientiert
raquobottom-uplaquo
METHODEN
Arbeitsgruppen
Ziele
Kennzahlen
Qualifikations-Datenbank
Wissensmanagement
Verbesserungswesen
copy Fraunhofer IML 24 Januar 2013
Folie 22
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 23
TPM in Unternehmen
Typische Probleme bei der TPM-Einfuumlhrung
Keine Uumlbereinstimmung zwischen der Zielvorstellungen des Managements und der Mitarbeiter
Geringe Beruumlcksichtigung individueller Prozessanforderungen
Ungenuumlgende Bereitstellung der erforderlichen Ressourcen
Oftmals fehlende oder einseitige Motivation der Mitarbeiter bei
der Einfuumlhrung von TPM
Fuumlhrungsstrategie nicht mit TPM-Zielen vereinbar
httpdefotoliacomid32823525
copy Fraunhofer IML 24 Januar 2013
Folie 24
Moumlgliche Folgen
Unverstaumlndnis gegenuumlber Nutzen des neu
eingefuumlhrten Konzepts
Mitarbeiter sind nicht bereit ihre alten
Arbeitsgewohnheiten abzulegen
Boykott
Demotivation
Geringes Verantwortungsbewusstsein
Mitarbeiter nehmen das in Schulungen
vermittelte Wissen schlechter auf und
wenden dieses oftmals nicht an
Fall aus dem System
bdquoKonfrontation statt Kooperationldquo
httpdefotoliacomid27604676
copy Fraunhofer IML 24 Januar 2013
Folie 25
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 26
Haumlufige vorhandene Fuumlhrungsstrategie
in Unternehmen
Ausfuumlhrung
PlanungUumlberwachung
Entscheidungsfindung Management
Projektleiter
Produktions-personal
Instandhaltungs-personal
Entscheidungsfindung durch die Fuumlhrungskraumlfte
Entscheidungen und Vorgaben werden an die unteren Hierarchieebenen weitergegeben
Unteren Ebenen fuumlhren Maszlignahmen entsprechend der Vorgaben des Managements aus
Integriert in Entscheidungen und Umsetzung
Legende
Nur bdquoBefehls-empfaumlngerldquo
copy Fraunhofer IML 24 Januar 2013
Folie 27
Unterstuumltzung von TPM bei
Veraumlnderungen
bull Die Idee etwas zu aumlndern kommt von den Mitarbeitern selbst
bull Es entsteht die Bereitschaft etwas zu aumlndern so dass keine groszlige Vorbereitung notwendig ist
Auftauen
bull Die Verbesserungen werden von den Mitarbeitern selbst erarbeitet
bull Neue Ablaumlufe koumlnnen von den Mitarbeitern so gestaltet werden dass sie praktikabel umsetzbar sind
Bewegen
bull Die entwickelte Loumlsung stammt von den Mitarbeitern selbst
bull Schulungen oder eine lange Einfuumlhrungsphase sind nicht erforderlich
Einfrieren
Quelle 3-Phasen-Modell von K Lewin
copy Fraunhofer IML 24 Januar 2013
Folie 28
Aufgaben der Fuumlhrungskraumlfte im
Veraumlnderungsprozess
Durchfuumlhrung der Prozessaufnahmen und Aufnahme
der ermittelten Schwachstellen
Unterstuumltzung der Arbeit der Arbeitsgruppen
Ermittlung der Schulungsbedarfe der Mitglieder
Hilfestellung bei der Bewertung von Problemen und
Loumlsungen
Ggf Lenkungsfunktion
Koordination der unterschiedlichen Projekte
Abstimmung von Terminen
Kontrolle von Ergebnissen
Dokumentation nach Auszligen
Information der Mitarbeiter
Vorstellung besonderer Projekte
copy Fraunhofer IML 24 Januar 2013
Folie 29
Zu guter Letzthellip
bdquoWenn Du ein Schiff bauen willst so trommle
nicht Maumlnner zusammen
um Holz zu beschaffen Werkzeuge
vorzubereiten Aufgaben zu vergeben
und die Arbeit einzuteilen sondern lehre den
Maumlnnern die Sehnsucht
nach dem weiten endlosen Meerldquo
Antoine de Saint-Exupeacutery
Bildquelle Pictuma pixeliode
copy Fraunhofer IML 24 Januar 2013
Folie 30
Vielen Dank fuumlr Ihre
Aufmerksamkeit
Oliver Koumlsterke Dipl-Logist
Anlagen- und Servicemanagement
Fraunhofer-Institut fuumlr Materialfluss und Logistik IML
Joseph-von-Fraunhofer-Str 2-4 l 44227 Dortmund
Telefon +49 231 9743-455 l Mobil +49 152 54503929
oliverkoesterkeimlfraunhoferde l wwwimlfraunhoferde
copy Fraunhofer IML 24 Januar 2013
Folie 1
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 2
Weltweit groumlszligte
Logistikforschungseinrichtung
Gegruumlndet 1981
Uumlber 200 Mitarbeiter-innen
19 Mio euro Umsatz davon 50 aus
Projekten mit Industrie Handel und
Dienstleistung
copy Fraunhofer IML 24 Januar 2013
Folie 3
Das Fraunhofer IML
Schwarmlogistik
Forschungshalle fuumlr Zellulare Foumlrdertechnik
copy Fraunhofer IML 24 Januar 2013
Folie 4
Das Fraunhofer IML
openID-center
Visualisierung eines RFID-unterstuumltzten Materialflusses
copy Fraunhofer IML 24 Januar 2013
Folie 5
Die Abteilung
Anlagen- und Servicemanagement
copy Fraunhofer IML 24 Januar 2013
Folie 6
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 7
TPM ist ein Konzept zur
umfassenden kontinuierlichen Optimierung der
Prozesse in Produktion und Instandhaltung uumlber die
gesamte Lebensdauer der Anlagen
unter aktiver Beteiligung aller Mitarbeiter
TPM aus Sicht des Fraunhofer IML
copy Fraunhofer IML 24 Januar 2013
Folie 8
Das TPM-Saumlulenmodell aus Sicht des
Fraunhofer IML
Vollstaumlndige
Aufnahme der IST-
Prozessablaumlufe
Integration aller
Mitarbeiter
Arbeitsgruppen
Transparenz uumlber
Vorgehensweisen
und Maszlignahmen
durch
Saumlule 1
Kontinuierliche
Verbesserung
Saumlule 2
Gemeinschaftliche
Instandhaltung
Saumlule 3
Vorbeugende
Instandhaltung
Saumlule 4
Schulung und
Training
Saumlule 5
Qualitaumlts-
management
Saumlule 6
(Neu-) Anlagen-
management
Klar beschriebene
Vorgehensweisen
Zuordnung der
Verantwortlichen zu
jedem Teilprozess
Visuelles
Management
Bedienerwartung
Aufbau einer
hierarchischen
Anlagenstruktur
Ermittlung von
Fehlern und
Haumlufigkeiten
Zuordnung von
sinnvollen
Instandhaltungs-
strategien
Schulungskonzept
Systematische
Erfassung
durchgefuumlhrter und
durch-zufuumlhrender
Schulungen
Wissens-
management
Methodik Technik
Sozialkompetenz
Identifikation und
Entwicklung von
Messgroumlszligen zur
Qualitaumltsdefinition
Prozessorientiertes
Kennzahlenwesen
Aufdecken von
Verlusten in der
Produktion und
Verwaltung
Lebenszyklus-
betrachtung
Bereichsuumlber-
greifende Planung
Erfahrungen der
Produktion und
Instandhaltung
nutzen
Ersatzteilwesen
Ruumlstworkshops
durch durch durch durch durch
copy Fraunhofer IML 24 Januar 2013
Folie 9
Prozessaufnahme
Alle relevanten Prozesse werden in Gespraumlchen mit
Mitarbeitern und Fuumlhrungskraumlften in Kleingruppen
aufgenommen
Die Visualisierung erfolgt direkt mit Hilfe von
Packpapier und Karteikarten
Im Nachgang werden die aufgenommenen Prozesse
digitalisiert in Microsoftreg Visioreg dargestellt
Die ausgedruckten Prozesskettenplaumlne werden
ausgehaumlngt und koumlnnen von den Mitarbeitern validiert
werden
Die Prozessaufnahme bildet die Basis fuumlr die
Integration der Mitarbeiter in den Change-Prozess
Im Masterplan werden alle ermittelten Schwachstellen
aufgenommen und verwaltet
Saumlule 1
Kontinuierliche Verbesserung
copy Fraunhofer IML 24 Januar 2013
Folie 10
Saumlule 1
Kontinuierliche Verbesserung
Arbeitsgruppen
Die Loumlsung komplexer Aufgaben erfolgt
gemeinsam in interdisziplinaumlren Teams
Erarbeitung von Loumlsungsvorschlaumlgen
Messung des Nutzens
Bewertung der Wirtschaftlichkeit
Umsetzung im Betrieb
Praumlsentation der Ergebnisse an
Arbeitsgruppentafeln
Ergebnisse
Monitoring der
aufgenommenen
Werte und
Prognose
Team Aufgabe
Eignung von Sensorik
zur Abschaumltzung der
Rest-lebensdauer von
Pumpen Loumlsungsvorschlag
Schwingungs-
sensoren zum
Aufdecken von
Aumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 11
Saumlule 2
Gemeinschaftliche Instandhaltung
Grundinspektion zur Herstellung
des Optimalzustands
Durch eine umfassende Inspektion und
Reinigung werden alle Maumlngel an einer
Anlage aufgedeckt
Maumlngel werden erst nach Saumluberung der
Anlagen deutlich
Die Ursachen der Verschmutzung
koumlnnen identifiziert werden
Durch das Reinigen einer Anlage werden
zudem Stillstaumlnde waumlhrend des Betriebs
reduziert
Maumlngel werden mit roten Maumlngelkarten
markiert
Maumlngel sind fuumlr jeden unmittelbar
sichtbar
copy Fraunhofer IML 24 Januar 2013
Folie 12
Saumlule 2
Gemeinschaftliche Instandhaltung
Ergebnis der Grundinspektion
Erkannte Maumlngel werden beseitigt
Sofortige Behebung kleiner Maumlngel
Fixe Terminierung der Behebung groumlszligerer Maumlngel
Anzeigen werden mit Sollbereichen gekennzeichnet
Ein Wartungsplan wird erstellt
Vermeidung neuer Verschmutzung
Verstaumlndliche Ein-Punkt-Lektionen
Ausfaumllle werden vermieden
copy Fraunhofer IML 24 Januar 2013
Folie 13
Saumlule 3
Vorbeugende Instandhaltung
Aufteilung des Wartungsplans zwischen
Mitarbeitern aus Produktion und Instandhaltung
Einfache regelmaumlszligig wiederkehrende Taumltigkeiten
durch die Mitarbeiter der Produktion
Verstaumlndliche Ein-Punkt-Lektionen
Benoumltigte Werkzeuge sind vorhanden
Komplizierte sicherheitskritische Taumltigkeiten durch
Mitarbeiter der Instandhaltung
Direkte Vorteile
Keine ungleichmaumlszligige Auslastung der Mitarbeiter
Schnellere Durchfuumlhrung vieler Taumltigkeiten
Konzentration der Instandhalter auf die wesentlichen
Aufgaben
Langfristige Vorteile
Erhoumlhung der Verfuumlgbarkeit durch schnellere Reaktion
Exakte Verfuumlgbarkeit auf Maschinenebene ermoumlglicht
gezielte Investitionen
Daten bilden die Grundlage fuumlr die
richtige Auswahl der vorbeugenden
Maszlignahmen
copy Fraunhofer IML 24 Januar 2013
Folie 14
Saumlule 4
Schulung und Training
Methoden-kompetenz
Fach-kompetenz
Sozial-kompetenz
Erarbeitung von
Maszlignahmen in
Arbeitsgruppe
Methodenkompetenzen
middot Beherrschen von Techniken zur
- Ursachenanalyse
- Problemloumlsung
middot Organisationsfaumlhigkeit
Sozialkompetenzen
middot Kommunikationsfaumlhigkeit
middot Teamfaumlhigkeit
middot Motivation
Fachkompetenzen
middot Maschinenfunktionen
middot Ruumlsten und Einstellen
middot Ersatzteilbeschaffung
Bestimmung der benoumltigten
Mitarbeiterkompetenzen
copy Fraunhofer IML 24 Januar 2013
Folie 15
Saumlule 4
Schulung und Training
Ziel
Planung
Umsetzung
Kontrolle
Projekt-
management
Praumlsentations-
technikenMS-Office
Kosten-
rechnungFMEA
Prozess-
ketten-
management
Outsouring After SalesErsatzteil-
management
Total Process
Management
aktuell durch interne
Fortbildungen
erreichbarer Status
4 3 4 1 3 4 3 2 4 4
Mitarbeiter
Koffler Stephan 4 3 3 1 3 4 3 2 4 2
Meier Heinrich 2 3 3 1 2 4 1 0 3 1
Menge Thomas 3 1 3 1 3 3 1 2 4 2
Muumlller Ingo 4 3 2 0 3 1 2 1 2 1
Otto Inga 1 0 1 0 1 3 0 0 1 0
Sieger Ernst 1 2 1 0 0 2 0 0 0 0
Schulze Silke 2 3 4 1 0 2 0 0 1 1
Wecker Tiffy 3 3 4 0 0 4 3 0 1 0
Legende
Mitarbeiter-
fuumlhrung
Konflikt-
management
Teamfaumlhig-
keit
Mitarbeiter-
gespraumlchEnglisch Franzoumlsisch Spanisch keine Kenntnisse (0)
aktuell durch interne
Fortbildungen
erreichbarer Status
4 3 4 3 4 2 1 Grundkenntnisse (1)
Mitarbeiter Fortgeschritten (2)
Koffler Stephan 4 3 4 3 4 0 0 Profi (3)
Meier Heinrich 2 2 4 3 2 0 0 Experte (4)
Menge Thomas 1 2 3 2 3 0 1
Muumlller Ingo 0 2 2 3 0 4 0
Otto Inga 0 1 4 1 0 1 0
Sieger Ernst 0 0 4 0 4 0 0
Schulze Silke 0 0 3 1 1 0 0
Wecker Tiffy 1 2 1 1 3 1 0
Soziale Kompetenz Spraschkenntnisse
Methodische Kompetenz Fachliche Kompetenz
copy Fraunhofer IML 24 Januar 2013
Folie 16
Saumlule 5
Qualitaumltsmanagement
Gesamtanlageneffektivitaumlt (GAE)
Kalenderzeit
Betriebszeit
Laufzeit
Reduzierte
Geschwin-
digkeit
Ist-Menge
Ist-Menge
Gut-Menge Ausschuss
Ze
itL
eis
tun
gQ
ua
litauml
t
Geplante
Nicht-
Produktion
Stillstaumlnde
Moumlgliche Menge
A
B
C
D
E
F
GAE = BA x DC x FE
Zeitfaktor Leistungsfaktor Qualitaumltsfaktor
Potenzialeableitbare
Aussage bei
Werten lt 100 Stillstaumlnde
reduzieren
Betriebszeit
verlaumlngern
Geschwindigkei
t erhoumlhen
Kapazitaumlt
erhoumlhen
Ausschuss
reduzieren
Ist-Menge
erhoumlhen
copy Fraunhofer IML 24 Januar 2013
Folie 17
Saumlule 5
Qualitaumltsmanagement
bdquoNur was ich
messen kann
kann ich auch
verbessernldquo
Darstellung der
aktuellen
Themen an der
Anlage bildet
eine Basis fuumlr
erfolgreiches
Shop-floor
management
copy Fraunhofer IML 24 Januar 2013
Folie 18
Saumlule 6
(Neu-) Anlagenmanagement
Durchfuumlhrung von Ruumlstworkshops
bull Waumlhrend des Ruumlstens laumluft die
Anlage nicht sie ist also nicht
produktiv
bull Immer mehr Produkte werden in
kleineren Mengen produziert und
fuumlhren zu einem houmlheren Anteil der
Ruumlstzeiten an der Gesamtzeit
Ziele des Ruumlstworkshops
bull Erhoumlhung der Flexibilitaumlt
(kostenneutraler Loswechsel)
bull Erhoumlhung der Auslastung der
Maschinen
bull Reduzierung der Lagerbestaumlnde
Folie 18
Produktions
-planung
und
Steuerung
Produktions
-
technologie
Arbeits-
organisatio
n
Einflussgroumlszligen der Produktwechselzeit
Komplexitaumlt der Maszlignahmen
Parameteroptimierung
Technologiewechsel
Sequenzierung
Operations Research
Ruumlstprozesse
SMED
copy Fraunhofer IML 24 Januar 2013
Folie 19
Saumlule 6
(Neu-) Anlagenmanagement
Ergebnisse des Ruumlstworkshops
Was tut der Einrichter
Genutztes Werkzeug
Informationen fuumlr die Durchfuumlhrung
Zuruumlckgelegte Laufwege
Welche offensichtlichen Probleme treten auf
Wo gibt es VerzoumlgerungenWartezeiten
Naumlchste Schritte
Reorganisation der Taumltigkeiten
Eliminieren
Kombinieren
Umstrukturieren
Vereinfachen
Erstellen einer Ruumlstmatrix mit Zeiten zur Ermittlung der optimalen Produktionsreihenfolge
A B C hellip
A X 15min 15min hellip
B 5min X 5min hellip
C 10min 10min X hellip
hellip hellip hellip hellip X
copy Fraunhofer IML 24 Januar 2013
Folie 20
Vorteile der Lebenszykluskostenbetrachtung
Ganzheitliche Betrachtung aller durch die Anlage
verursachten Kosten
Ggf Entscheidungsgrundlage fuumlr die Anschaffung
einer Anlage mit houmlherem Kaufpreis aber
niedrigeren Einrichtungs- und Betriebskosten
Einfachere Linienintegration zB durch
Modulbauweise
Niedrigere Energiekosten durch bessere
Isolierung sparsame Motoren
Geringerer Aufwand durch einfachere
Bedienung Ruumlsten
Saumlule 6
(Neu-) Anlagenmanagement
copy Fraunhofer IML 24 Januar 2013
Folie 21
Voraussetzungen fuumlr erfolgreiches
Total Productive Management
Optimale
Prozesse
Anlagen-
verfuumlgbarkeit
Engagierte
qualifizierte
Mitarbeiter
ZIELE BASIS
Prozessketten-Instrumentarium
ganzheitlich
prozessorientiert
raquobottom-uplaquo
METHODEN
Arbeitsgruppen
Ziele
Kennzahlen
Qualifikations-Datenbank
Wissensmanagement
Verbesserungswesen
copy Fraunhofer IML 24 Januar 2013
Folie 22
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 23
TPM in Unternehmen
Typische Probleme bei der TPM-Einfuumlhrung
Keine Uumlbereinstimmung zwischen der Zielvorstellungen des Managements und der Mitarbeiter
Geringe Beruumlcksichtigung individueller Prozessanforderungen
Ungenuumlgende Bereitstellung der erforderlichen Ressourcen
Oftmals fehlende oder einseitige Motivation der Mitarbeiter bei
der Einfuumlhrung von TPM
Fuumlhrungsstrategie nicht mit TPM-Zielen vereinbar
httpdefotoliacomid32823525
copy Fraunhofer IML 24 Januar 2013
Folie 24
Moumlgliche Folgen
Unverstaumlndnis gegenuumlber Nutzen des neu
eingefuumlhrten Konzepts
Mitarbeiter sind nicht bereit ihre alten
Arbeitsgewohnheiten abzulegen
Boykott
Demotivation
Geringes Verantwortungsbewusstsein
Mitarbeiter nehmen das in Schulungen
vermittelte Wissen schlechter auf und
wenden dieses oftmals nicht an
Fall aus dem System
bdquoKonfrontation statt Kooperationldquo
httpdefotoliacomid27604676
copy Fraunhofer IML 24 Januar 2013
Folie 25
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 26
Haumlufige vorhandene Fuumlhrungsstrategie
in Unternehmen
Ausfuumlhrung
PlanungUumlberwachung
Entscheidungsfindung Management
Projektleiter
Produktions-personal
Instandhaltungs-personal
Entscheidungsfindung durch die Fuumlhrungskraumlfte
Entscheidungen und Vorgaben werden an die unteren Hierarchieebenen weitergegeben
Unteren Ebenen fuumlhren Maszlignahmen entsprechend der Vorgaben des Managements aus
Integriert in Entscheidungen und Umsetzung
Legende
Nur bdquoBefehls-empfaumlngerldquo
copy Fraunhofer IML 24 Januar 2013
Folie 27
Unterstuumltzung von TPM bei
Veraumlnderungen
bull Die Idee etwas zu aumlndern kommt von den Mitarbeitern selbst
bull Es entsteht die Bereitschaft etwas zu aumlndern so dass keine groszlige Vorbereitung notwendig ist
Auftauen
bull Die Verbesserungen werden von den Mitarbeitern selbst erarbeitet
bull Neue Ablaumlufe koumlnnen von den Mitarbeitern so gestaltet werden dass sie praktikabel umsetzbar sind
Bewegen
bull Die entwickelte Loumlsung stammt von den Mitarbeitern selbst
bull Schulungen oder eine lange Einfuumlhrungsphase sind nicht erforderlich
Einfrieren
Quelle 3-Phasen-Modell von K Lewin
copy Fraunhofer IML 24 Januar 2013
Folie 28
Aufgaben der Fuumlhrungskraumlfte im
Veraumlnderungsprozess
Durchfuumlhrung der Prozessaufnahmen und Aufnahme
der ermittelten Schwachstellen
Unterstuumltzung der Arbeit der Arbeitsgruppen
Ermittlung der Schulungsbedarfe der Mitglieder
Hilfestellung bei der Bewertung von Problemen und
Loumlsungen
Ggf Lenkungsfunktion
Koordination der unterschiedlichen Projekte
Abstimmung von Terminen
Kontrolle von Ergebnissen
Dokumentation nach Auszligen
Information der Mitarbeiter
Vorstellung besonderer Projekte
copy Fraunhofer IML 24 Januar 2013
Folie 29
Zu guter Letzthellip
bdquoWenn Du ein Schiff bauen willst so trommle
nicht Maumlnner zusammen
um Holz zu beschaffen Werkzeuge
vorzubereiten Aufgaben zu vergeben
und die Arbeit einzuteilen sondern lehre den
Maumlnnern die Sehnsucht
nach dem weiten endlosen Meerldquo
Antoine de Saint-Exupeacutery
Bildquelle Pictuma pixeliode
copy Fraunhofer IML 24 Januar 2013
Folie 30
Vielen Dank fuumlr Ihre
Aufmerksamkeit
Oliver Koumlsterke Dipl-Logist
Anlagen- und Servicemanagement
Fraunhofer-Institut fuumlr Materialfluss und Logistik IML
Joseph-von-Fraunhofer-Str 2-4 l 44227 Dortmund
Telefon +49 231 9743-455 l Mobil +49 152 54503929
oliverkoesterkeimlfraunhoferde l wwwimlfraunhoferde

copy Fraunhofer IML 24 Januar 2013
Folie 2
Weltweit groumlszligte
Logistikforschungseinrichtung
Gegruumlndet 1981
Uumlber 200 Mitarbeiter-innen
19 Mio euro Umsatz davon 50 aus
Projekten mit Industrie Handel und
Dienstleistung
copy Fraunhofer IML 24 Januar 2013
Folie 3
Das Fraunhofer IML
Schwarmlogistik
Forschungshalle fuumlr Zellulare Foumlrdertechnik
copy Fraunhofer IML 24 Januar 2013
Folie 4
Das Fraunhofer IML
openID-center
Visualisierung eines RFID-unterstuumltzten Materialflusses
copy Fraunhofer IML 24 Januar 2013
Folie 5
Die Abteilung
Anlagen- und Servicemanagement
copy Fraunhofer IML 24 Januar 2013
Folie 6
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 7
TPM ist ein Konzept zur
umfassenden kontinuierlichen Optimierung der
Prozesse in Produktion und Instandhaltung uumlber die
gesamte Lebensdauer der Anlagen
unter aktiver Beteiligung aller Mitarbeiter
TPM aus Sicht des Fraunhofer IML
copy Fraunhofer IML 24 Januar 2013
Folie 8
Das TPM-Saumlulenmodell aus Sicht des
Fraunhofer IML
Vollstaumlndige
Aufnahme der IST-
Prozessablaumlufe
Integration aller
Mitarbeiter
Arbeitsgruppen
Transparenz uumlber
Vorgehensweisen
und Maszlignahmen
durch
Saumlule 1
Kontinuierliche
Verbesserung
Saumlule 2
Gemeinschaftliche
Instandhaltung
Saumlule 3
Vorbeugende
Instandhaltung
Saumlule 4
Schulung und
Training
Saumlule 5
Qualitaumlts-
management
Saumlule 6
(Neu-) Anlagen-
management
Klar beschriebene
Vorgehensweisen
Zuordnung der
Verantwortlichen zu
jedem Teilprozess
Visuelles
Management
Bedienerwartung
Aufbau einer
hierarchischen
Anlagenstruktur
Ermittlung von
Fehlern und
Haumlufigkeiten
Zuordnung von
sinnvollen
Instandhaltungs-
strategien
Schulungskonzept
Systematische
Erfassung
durchgefuumlhrter und
durch-zufuumlhrender
Schulungen
Wissens-
management
Methodik Technik
Sozialkompetenz
Identifikation und
Entwicklung von
Messgroumlszligen zur
Qualitaumltsdefinition
Prozessorientiertes
Kennzahlenwesen
Aufdecken von
Verlusten in der
Produktion und
Verwaltung
Lebenszyklus-
betrachtung
Bereichsuumlber-
greifende Planung
Erfahrungen der
Produktion und
Instandhaltung
nutzen
Ersatzteilwesen
Ruumlstworkshops
durch durch durch durch durch
copy Fraunhofer IML 24 Januar 2013
Folie 9
Prozessaufnahme
Alle relevanten Prozesse werden in Gespraumlchen mit
Mitarbeitern und Fuumlhrungskraumlften in Kleingruppen
aufgenommen
Die Visualisierung erfolgt direkt mit Hilfe von
Packpapier und Karteikarten
Im Nachgang werden die aufgenommenen Prozesse
digitalisiert in Microsoftreg Visioreg dargestellt
Die ausgedruckten Prozesskettenplaumlne werden
ausgehaumlngt und koumlnnen von den Mitarbeitern validiert
werden
Die Prozessaufnahme bildet die Basis fuumlr die
Integration der Mitarbeiter in den Change-Prozess
Im Masterplan werden alle ermittelten Schwachstellen
aufgenommen und verwaltet
Saumlule 1
Kontinuierliche Verbesserung
copy Fraunhofer IML 24 Januar 2013
Folie 10
Saumlule 1
Kontinuierliche Verbesserung
Arbeitsgruppen
Die Loumlsung komplexer Aufgaben erfolgt
gemeinsam in interdisziplinaumlren Teams
Erarbeitung von Loumlsungsvorschlaumlgen
Messung des Nutzens
Bewertung der Wirtschaftlichkeit
Umsetzung im Betrieb
Praumlsentation der Ergebnisse an
Arbeitsgruppentafeln
Ergebnisse
Monitoring der
aufgenommenen
Werte und
Prognose
Team Aufgabe
Eignung von Sensorik
zur Abschaumltzung der
Rest-lebensdauer von
Pumpen Loumlsungsvorschlag
Schwingungs-
sensoren zum
Aufdecken von
Aumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 11
Saumlule 2
Gemeinschaftliche Instandhaltung
Grundinspektion zur Herstellung
des Optimalzustands
Durch eine umfassende Inspektion und
Reinigung werden alle Maumlngel an einer
Anlage aufgedeckt
Maumlngel werden erst nach Saumluberung der
Anlagen deutlich
Die Ursachen der Verschmutzung
koumlnnen identifiziert werden
Durch das Reinigen einer Anlage werden
zudem Stillstaumlnde waumlhrend des Betriebs
reduziert
Maumlngel werden mit roten Maumlngelkarten
markiert
Maumlngel sind fuumlr jeden unmittelbar
sichtbar
copy Fraunhofer IML 24 Januar 2013
Folie 12
Saumlule 2
Gemeinschaftliche Instandhaltung
Ergebnis der Grundinspektion
Erkannte Maumlngel werden beseitigt
Sofortige Behebung kleiner Maumlngel
Fixe Terminierung der Behebung groumlszligerer Maumlngel
Anzeigen werden mit Sollbereichen gekennzeichnet
Ein Wartungsplan wird erstellt
Vermeidung neuer Verschmutzung
Verstaumlndliche Ein-Punkt-Lektionen
Ausfaumllle werden vermieden
copy Fraunhofer IML 24 Januar 2013
Folie 13
Saumlule 3
Vorbeugende Instandhaltung
Aufteilung des Wartungsplans zwischen
Mitarbeitern aus Produktion und Instandhaltung
Einfache regelmaumlszligig wiederkehrende Taumltigkeiten
durch die Mitarbeiter der Produktion
Verstaumlndliche Ein-Punkt-Lektionen
Benoumltigte Werkzeuge sind vorhanden
Komplizierte sicherheitskritische Taumltigkeiten durch
Mitarbeiter der Instandhaltung
Direkte Vorteile
Keine ungleichmaumlszligige Auslastung der Mitarbeiter
Schnellere Durchfuumlhrung vieler Taumltigkeiten
Konzentration der Instandhalter auf die wesentlichen
Aufgaben
Langfristige Vorteile
Erhoumlhung der Verfuumlgbarkeit durch schnellere Reaktion
Exakte Verfuumlgbarkeit auf Maschinenebene ermoumlglicht
gezielte Investitionen
Daten bilden die Grundlage fuumlr die
richtige Auswahl der vorbeugenden
Maszlignahmen
copy Fraunhofer IML 24 Januar 2013
Folie 14
Saumlule 4
Schulung und Training
Methoden-kompetenz
Fach-kompetenz
Sozial-kompetenz
Erarbeitung von
Maszlignahmen in
Arbeitsgruppe
Methodenkompetenzen
middot Beherrschen von Techniken zur
- Ursachenanalyse
- Problemloumlsung
middot Organisationsfaumlhigkeit
Sozialkompetenzen
middot Kommunikationsfaumlhigkeit
middot Teamfaumlhigkeit
middot Motivation
Fachkompetenzen
middot Maschinenfunktionen
middot Ruumlsten und Einstellen
middot Ersatzteilbeschaffung
Bestimmung der benoumltigten
Mitarbeiterkompetenzen
copy Fraunhofer IML 24 Januar 2013
Folie 15
Saumlule 4
Schulung und Training
Ziel
Planung
Umsetzung
Kontrolle
Projekt-
management
Praumlsentations-
technikenMS-Office
Kosten-
rechnungFMEA
Prozess-
ketten-
management
Outsouring After SalesErsatzteil-
management
Total Process
Management
aktuell durch interne
Fortbildungen
erreichbarer Status
4 3 4 1 3 4 3 2 4 4
Mitarbeiter
Koffler Stephan 4 3 3 1 3 4 3 2 4 2
Meier Heinrich 2 3 3 1 2 4 1 0 3 1
Menge Thomas 3 1 3 1 3 3 1 2 4 2
Muumlller Ingo 4 3 2 0 3 1 2 1 2 1
Otto Inga 1 0 1 0 1 3 0 0 1 0
Sieger Ernst 1 2 1 0 0 2 0 0 0 0
Schulze Silke 2 3 4 1 0 2 0 0 1 1
Wecker Tiffy 3 3 4 0 0 4 3 0 1 0
Legende
Mitarbeiter-
fuumlhrung
Konflikt-
management
Teamfaumlhig-
keit
Mitarbeiter-
gespraumlchEnglisch Franzoumlsisch Spanisch keine Kenntnisse (0)
aktuell durch interne
Fortbildungen
erreichbarer Status
4 3 4 3 4 2 1 Grundkenntnisse (1)
Mitarbeiter Fortgeschritten (2)
Koffler Stephan 4 3 4 3 4 0 0 Profi (3)
Meier Heinrich 2 2 4 3 2 0 0 Experte (4)
Menge Thomas 1 2 3 2 3 0 1
Muumlller Ingo 0 2 2 3 0 4 0
Otto Inga 0 1 4 1 0 1 0
Sieger Ernst 0 0 4 0 4 0 0
Schulze Silke 0 0 3 1 1 0 0
Wecker Tiffy 1 2 1 1 3 1 0
Soziale Kompetenz Spraschkenntnisse
Methodische Kompetenz Fachliche Kompetenz
copy Fraunhofer IML 24 Januar 2013
Folie 16
Saumlule 5
Qualitaumltsmanagement
Gesamtanlageneffektivitaumlt (GAE)
Kalenderzeit
Betriebszeit
Laufzeit
Reduzierte
Geschwin-
digkeit
Ist-Menge
Ist-Menge
Gut-Menge Ausschuss
Ze
itL
eis
tun
gQ
ua
litauml
t
Geplante
Nicht-
Produktion
Stillstaumlnde
Moumlgliche Menge
A
B
C
D
E
F
GAE = BA x DC x FE
Zeitfaktor Leistungsfaktor Qualitaumltsfaktor
Potenzialeableitbare
Aussage bei
Werten lt 100 Stillstaumlnde
reduzieren
Betriebszeit
verlaumlngern
Geschwindigkei
t erhoumlhen
Kapazitaumlt
erhoumlhen
Ausschuss
reduzieren
Ist-Menge
erhoumlhen
copy Fraunhofer IML 24 Januar 2013
Folie 17
Saumlule 5
Qualitaumltsmanagement
bdquoNur was ich
messen kann
kann ich auch
verbessernldquo
Darstellung der
aktuellen
Themen an der
Anlage bildet
eine Basis fuumlr
erfolgreiches
Shop-floor
management
copy Fraunhofer IML 24 Januar 2013
Folie 18
Saumlule 6
(Neu-) Anlagenmanagement
Durchfuumlhrung von Ruumlstworkshops
bull Waumlhrend des Ruumlstens laumluft die
Anlage nicht sie ist also nicht
produktiv
bull Immer mehr Produkte werden in
kleineren Mengen produziert und
fuumlhren zu einem houmlheren Anteil der
Ruumlstzeiten an der Gesamtzeit
Ziele des Ruumlstworkshops
bull Erhoumlhung der Flexibilitaumlt
(kostenneutraler Loswechsel)
bull Erhoumlhung der Auslastung der
Maschinen
bull Reduzierung der Lagerbestaumlnde
Folie 18
Produktions
-planung
und
Steuerung
Produktions
-
technologie
Arbeits-
organisatio
n
Einflussgroumlszligen der Produktwechselzeit
Komplexitaumlt der Maszlignahmen
Parameteroptimierung
Technologiewechsel
Sequenzierung
Operations Research
Ruumlstprozesse
SMED
copy Fraunhofer IML 24 Januar 2013
Folie 19
Saumlule 6
(Neu-) Anlagenmanagement
Ergebnisse des Ruumlstworkshops
Was tut der Einrichter
Genutztes Werkzeug
Informationen fuumlr die Durchfuumlhrung
Zuruumlckgelegte Laufwege
Welche offensichtlichen Probleme treten auf
Wo gibt es VerzoumlgerungenWartezeiten
Naumlchste Schritte
Reorganisation der Taumltigkeiten
Eliminieren
Kombinieren
Umstrukturieren
Vereinfachen
Erstellen einer Ruumlstmatrix mit Zeiten zur Ermittlung der optimalen Produktionsreihenfolge
A B C hellip
A X 15min 15min hellip
B 5min X 5min hellip
C 10min 10min X hellip
hellip hellip hellip hellip X
copy Fraunhofer IML 24 Januar 2013
Folie 20
Vorteile der Lebenszykluskostenbetrachtung
Ganzheitliche Betrachtung aller durch die Anlage
verursachten Kosten
Ggf Entscheidungsgrundlage fuumlr die Anschaffung
einer Anlage mit houmlherem Kaufpreis aber
niedrigeren Einrichtungs- und Betriebskosten
Einfachere Linienintegration zB durch
Modulbauweise
Niedrigere Energiekosten durch bessere
Isolierung sparsame Motoren
Geringerer Aufwand durch einfachere
Bedienung Ruumlsten
Saumlule 6
(Neu-) Anlagenmanagement
copy Fraunhofer IML 24 Januar 2013
Folie 21
Voraussetzungen fuumlr erfolgreiches
Total Productive Management
Optimale
Prozesse
Anlagen-
verfuumlgbarkeit
Engagierte
qualifizierte
Mitarbeiter
ZIELE BASIS
Prozessketten-Instrumentarium
ganzheitlich
prozessorientiert
raquobottom-uplaquo
METHODEN
Arbeitsgruppen
Ziele
Kennzahlen
Qualifikations-Datenbank
Wissensmanagement
Verbesserungswesen
copy Fraunhofer IML 24 Januar 2013
Folie 22
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 23
TPM in Unternehmen
Typische Probleme bei der TPM-Einfuumlhrung
Keine Uumlbereinstimmung zwischen der Zielvorstellungen des Managements und der Mitarbeiter
Geringe Beruumlcksichtigung individueller Prozessanforderungen
Ungenuumlgende Bereitstellung der erforderlichen Ressourcen
Oftmals fehlende oder einseitige Motivation der Mitarbeiter bei
der Einfuumlhrung von TPM
Fuumlhrungsstrategie nicht mit TPM-Zielen vereinbar
httpdefotoliacomid32823525
copy Fraunhofer IML 24 Januar 2013
Folie 24
Moumlgliche Folgen
Unverstaumlndnis gegenuumlber Nutzen des neu
eingefuumlhrten Konzepts
Mitarbeiter sind nicht bereit ihre alten
Arbeitsgewohnheiten abzulegen
Boykott
Demotivation
Geringes Verantwortungsbewusstsein
Mitarbeiter nehmen das in Schulungen
vermittelte Wissen schlechter auf und
wenden dieses oftmals nicht an
Fall aus dem System
bdquoKonfrontation statt Kooperationldquo
httpdefotoliacomid27604676
copy Fraunhofer IML 24 Januar 2013
Folie 25
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 26
Haumlufige vorhandene Fuumlhrungsstrategie
in Unternehmen
Ausfuumlhrung
PlanungUumlberwachung
Entscheidungsfindung Management
Projektleiter
Produktions-personal
Instandhaltungs-personal
Entscheidungsfindung durch die Fuumlhrungskraumlfte
Entscheidungen und Vorgaben werden an die unteren Hierarchieebenen weitergegeben
Unteren Ebenen fuumlhren Maszlignahmen entsprechend der Vorgaben des Managements aus
Integriert in Entscheidungen und Umsetzung
Legende
Nur bdquoBefehls-empfaumlngerldquo
copy Fraunhofer IML 24 Januar 2013
Folie 27
Unterstuumltzung von TPM bei
Veraumlnderungen
bull Die Idee etwas zu aumlndern kommt von den Mitarbeitern selbst
bull Es entsteht die Bereitschaft etwas zu aumlndern so dass keine groszlige Vorbereitung notwendig ist
Auftauen
bull Die Verbesserungen werden von den Mitarbeitern selbst erarbeitet
bull Neue Ablaumlufe koumlnnen von den Mitarbeitern so gestaltet werden dass sie praktikabel umsetzbar sind
Bewegen
bull Die entwickelte Loumlsung stammt von den Mitarbeitern selbst
bull Schulungen oder eine lange Einfuumlhrungsphase sind nicht erforderlich
Einfrieren
Quelle 3-Phasen-Modell von K Lewin
copy Fraunhofer IML 24 Januar 2013
Folie 28
Aufgaben der Fuumlhrungskraumlfte im
Veraumlnderungsprozess
Durchfuumlhrung der Prozessaufnahmen und Aufnahme
der ermittelten Schwachstellen
Unterstuumltzung der Arbeit der Arbeitsgruppen
Ermittlung der Schulungsbedarfe der Mitglieder
Hilfestellung bei der Bewertung von Problemen und
Loumlsungen
Ggf Lenkungsfunktion
Koordination der unterschiedlichen Projekte
Abstimmung von Terminen
Kontrolle von Ergebnissen
Dokumentation nach Auszligen
Information der Mitarbeiter
Vorstellung besonderer Projekte
copy Fraunhofer IML 24 Januar 2013
Folie 29
Zu guter Letzthellip
bdquoWenn Du ein Schiff bauen willst so trommle
nicht Maumlnner zusammen
um Holz zu beschaffen Werkzeuge
vorzubereiten Aufgaben zu vergeben
und die Arbeit einzuteilen sondern lehre den
Maumlnnern die Sehnsucht
nach dem weiten endlosen Meerldquo
Antoine de Saint-Exupeacutery
Bildquelle Pictuma pixeliode
copy Fraunhofer IML 24 Januar 2013
Folie 30
Vielen Dank fuumlr Ihre
Aufmerksamkeit
Oliver Koumlsterke Dipl-Logist
Anlagen- und Servicemanagement
Fraunhofer-Institut fuumlr Materialfluss und Logistik IML
Joseph-von-Fraunhofer-Str 2-4 l 44227 Dortmund
Telefon +49 231 9743-455 l Mobil +49 152 54503929
oliverkoesterkeimlfraunhoferde l wwwimlfraunhoferde

copy Fraunhofer IML 24 Januar 2013
Folie 3
Das Fraunhofer IML
Schwarmlogistik
Forschungshalle fuumlr Zellulare Foumlrdertechnik
copy Fraunhofer IML 24 Januar 2013
Folie 4
Das Fraunhofer IML
openID-center
Visualisierung eines RFID-unterstuumltzten Materialflusses
copy Fraunhofer IML 24 Januar 2013
Folie 5
Die Abteilung
Anlagen- und Servicemanagement
copy Fraunhofer IML 24 Januar 2013
Folie 6
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 7
TPM ist ein Konzept zur
umfassenden kontinuierlichen Optimierung der
Prozesse in Produktion und Instandhaltung uumlber die
gesamte Lebensdauer der Anlagen
unter aktiver Beteiligung aller Mitarbeiter
TPM aus Sicht des Fraunhofer IML
copy Fraunhofer IML 24 Januar 2013
Folie 8
Das TPM-Saumlulenmodell aus Sicht des
Fraunhofer IML
Vollstaumlndige
Aufnahme der IST-
Prozessablaumlufe
Integration aller
Mitarbeiter
Arbeitsgruppen
Transparenz uumlber
Vorgehensweisen
und Maszlignahmen
durch
Saumlule 1
Kontinuierliche
Verbesserung
Saumlule 2
Gemeinschaftliche
Instandhaltung
Saumlule 3
Vorbeugende
Instandhaltung
Saumlule 4
Schulung und
Training
Saumlule 5
Qualitaumlts-
management
Saumlule 6
(Neu-) Anlagen-
management
Klar beschriebene
Vorgehensweisen
Zuordnung der
Verantwortlichen zu
jedem Teilprozess
Visuelles
Management
Bedienerwartung
Aufbau einer
hierarchischen
Anlagenstruktur
Ermittlung von
Fehlern und
Haumlufigkeiten
Zuordnung von
sinnvollen
Instandhaltungs-
strategien
Schulungskonzept
Systematische
Erfassung
durchgefuumlhrter und
durch-zufuumlhrender
Schulungen
Wissens-
management
Methodik Technik
Sozialkompetenz
Identifikation und
Entwicklung von
Messgroumlszligen zur
Qualitaumltsdefinition
Prozessorientiertes
Kennzahlenwesen
Aufdecken von
Verlusten in der
Produktion und
Verwaltung
Lebenszyklus-
betrachtung
Bereichsuumlber-
greifende Planung
Erfahrungen der
Produktion und
Instandhaltung
nutzen
Ersatzteilwesen
Ruumlstworkshops
durch durch durch durch durch
copy Fraunhofer IML 24 Januar 2013
Folie 9
Prozessaufnahme
Alle relevanten Prozesse werden in Gespraumlchen mit
Mitarbeitern und Fuumlhrungskraumlften in Kleingruppen
aufgenommen
Die Visualisierung erfolgt direkt mit Hilfe von
Packpapier und Karteikarten
Im Nachgang werden die aufgenommenen Prozesse
digitalisiert in Microsoftreg Visioreg dargestellt
Die ausgedruckten Prozesskettenplaumlne werden
ausgehaumlngt und koumlnnen von den Mitarbeitern validiert
werden
Die Prozessaufnahme bildet die Basis fuumlr die
Integration der Mitarbeiter in den Change-Prozess
Im Masterplan werden alle ermittelten Schwachstellen
aufgenommen und verwaltet
Saumlule 1
Kontinuierliche Verbesserung
copy Fraunhofer IML 24 Januar 2013
Folie 10
Saumlule 1
Kontinuierliche Verbesserung
Arbeitsgruppen
Die Loumlsung komplexer Aufgaben erfolgt
gemeinsam in interdisziplinaumlren Teams
Erarbeitung von Loumlsungsvorschlaumlgen
Messung des Nutzens
Bewertung der Wirtschaftlichkeit
Umsetzung im Betrieb
Praumlsentation der Ergebnisse an
Arbeitsgruppentafeln
Ergebnisse
Monitoring der
aufgenommenen
Werte und
Prognose
Team Aufgabe
Eignung von Sensorik
zur Abschaumltzung der
Rest-lebensdauer von
Pumpen Loumlsungsvorschlag
Schwingungs-
sensoren zum
Aufdecken von
Aumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 11
Saumlule 2
Gemeinschaftliche Instandhaltung
Grundinspektion zur Herstellung
des Optimalzustands
Durch eine umfassende Inspektion und
Reinigung werden alle Maumlngel an einer
Anlage aufgedeckt
Maumlngel werden erst nach Saumluberung der
Anlagen deutlich
Die Ursachen der Verschmutzung
koumlnnen identifiziert werden
Durch das Reinigen einer Anlage werden
zudem Stillstaumlnde waumlhrend des Betriebs
reduziert
Maumlngel werden mit roten Maumlngelkarten
markiert
Maumlngel sind fuumlr jeden unmittelbar
sichtbar
copy Fraunhofer IML 24 Januar 2013
Folie 12
Saumlule 2
Gemeinschaftliche Instandhaltung
Ergebnis der Grundinspektion
Erkannte Maumlngel werden beseitigt
Sofortige Behebung kleiner Maumlngel
Fixe Terminierung der Behebung groumlszligerer Maumlngel
Anzeigen werden mit Sollbereichen gekennzeichnet
Ein Wartungsplan wird erstellt
Vermeidung neuer Verschmutzung
Verstaumlndliche Ein-Punkt-Lektionen
Ausfaumllle werden vermieden
copy Fraunhofer IML 24 Januar 2013
Folie 13
Saumlule 3
Vorbeugende Instandhaltung
Aufteilung des Wartungsplans zwischen
Mitarbeitern aus Produktion und Instandhaltung
Einfache regelmaumlszligig wiederkehrende Taumltigkeiten
durch die Mitarbeiter der Produktion
Verstaumlndliche Ein-Punkt-Lektionen
Benoumltigte Werkzeuge sind vorhanden
Komplizierte sicherheitskritische Taumltigkeiten durch
Mitarbeiter der Instandhaltung
Direkte Vorteile
Keine ungleichmaumlszligige Auslastung der Mitarbeiter
Schnellere Durchfuumlhrung vieler Taumltigkeiten
Konzentration der Instandhalter auf die wesentlichen
Aufgaben
Langfristige Vorteile
Erhoumlhung der Verfuumlgbarkeit durch schnellere Reaktion
Exakte Verfuumlgbarkeit auf Maschinenebene ermoumlglicht
gezielte Investitionen
Daten bilden die Grundlage fuumlr die
richtige Auswahl der vorbeugenden
Maszlignahmen
copy Fraunhofer IML 24 Januar 2013
Folie 14
Saumlule 4
Schulung und Training
Methoden-kompetenz
Fach-kompetenz
Sozial-kompetenz
Erarbeitung von
Maszlignahmen in
Arbeitsgruppe
Methodenkompetenzen
middot Beherrschen von Techniken zur
- Ursachenanalyse
- Problemloumlsung
middot Organisationsfaumlhigkeit
Sozialkompetenzen
middot Kommunikationsfaumlhigkeit
middot Teamfaumlhigkeit
middot Motivation
Fachkompetenzen
middot Maschinenfunktionen
middot Ruumlsten und Einstellen
middot Ersatzteilbeschaffung
Bestimmung der benoumltigten
Mitarbeiterkompetenzen
copy Fraunhofer IML 24 Januar 2013
Folie 15
Saumlule 4
Schulung und Training
Ziel
Planung
Umsetzung
Kontrolle
Projekt-
management
Praumlsentations-
technikenMS-Office
Kosten-
rechnungFMEA
Prozess-
ketten-
management
Outsouring After SalesErsatzteil-
management
Total Process
Management
aktuell durch interne
Fortbildungen
erreichbarer Status
4 3 4 1 3 4 3 2 4 4
Mitarbeiter
Koffler Stephan 4 3 3 1 3 4 3 2 4 2
Meier Heinrich 2 3 3 1 2 4 1 0 3 1
Menge Thomas 3 1 3 1 3 3 1 2 4 2
Muumlller Ingo 4 3 2 0 3 1 2 1 2 1
Otto Inga 1 0 1 0 1 3 0 0 1 0
Sieger Ernst 1 2 1 0 0 2 0 0 0 0
Schulze Silke 2 3 4 1 0 2 0 0 1 1
Wecker Tiffy 3 3 4 0 0 4 3 0 1 0
Legende
Mitarbeiter-
fuumlhrung
Konflikt-
management
Teamfaumlhig-
keit
Mitarbeiter-
gespraumlchEnglisch Franzoumlsisch Spanisch keine Kenntnisse (0)
aktuell durch interne
Fortbildungen
erreichbarer Status
4 3 4 3 4 2 1 Grundkenntnisse (1)
Mitarbeiter Fortgeschritten (2)
Koffler Stephan 4 3 4 3 4 0 0 Profi (3)
Meier Heinrich 2 2 4 3 2 0 0 Experte (4)
Menge Thomas 1 2 3 2 3 0 1
Muumlller Ingo 0 2 2 3 0 4 0
Otto Inga 0 1 4 1 0 1 0
Sieger Ernst 0 0 4 0 4 0 0
Schulze Silke 0 0 3 1 1 0 0
Wecker Tiffy 1 2 1 1 3 1 0
Soziale Kompetenz Spraschkenntnisse
Methodische Kompetenz Fachliche Kompetenz
copy Fraunhofer IML 24 Januar 2013
Folie 16
Saumlule 5
Qualitaumltsmanagement
Gesamtanlageneffektivitaumlt (GAE)
Kalenderzeit
Betriebszeit
Laufzeit
Reduzierte
Geschwin-
digkeit
Ist-Menge
Ist-Menge
Gut-Menge Ausschuss
Ze
itL
eis
tun
gQ
ua
litauml
t
Geplante
Nicht-
Produktion
Stillstaumlnde
Moumlgliche Menge
A
B
C
D
E
F
GAE = BA x DC x FE
Zeitfaktor Leistungsfaktor Qualitaumltsfaktor
Potenzialeableitbare
Aussage bei
Werten lt 100 Stillstaumlnde
reduzieren
Betriebszeit
verlaumlngern
Geschwindigkei
t erhoumlhen
Kapazitaumlt
erhoumlhen
Ausschuss
reduzieren
Ist-Menge
erhoumlhen
copy Fraunhofer IML 24 Januar 2013
Folie 17
Saumlule 5
Qualitaumltsmanagement
bdquoNur was ich
messen kann
kann ich auch
verbessernldquo
Darstellung der
aktuellen
Themen an der
Anlage bildet
eine Basis fuumlr
erfolgreiches
Shop-floor
management
copy Fraunhofer IML 24 Januar 2013
Folie 18
Saumlule 6
(Neu-) Anlagenmanagement
Durchfuumlhrung von Ruumlstworkshops
bull Waumlhrend des Ruumlstens laumluft die
Anlage nicht sie ist also nicht
produktiv
bull Immer mehr Produkte werden in
kleineren Mengen produziert und
fuumlhren zu einem houmlheren Anteil der
Ruumlstzeiten an der Gesamtzeit
Ziele des Ruumlstworkshops
bull Erhoumlhung der Flexibilitaumlt
(kostenneutraler Loswechsel)
bull Erhoumlhung der Auslastung der
Maschinen
bull Reduzierung der Lagerbestaumlnde
Folie 18
Produktions
-planung
und
Steuerung
Produktions
-
technologie
Arbeits-
organisatio
n
Einflussgroumlszligen der Produktwechselzeit
Komplexitaumlt der Maszlignahmen
Parameteroptimierung
Technologiewechsel
Sequenzierung
Operations Research
Ruumlstprozesse
SMED
copy Fraunhofer IML 24 Januar 2013
Folie 19
Saumlule 6
(Neu-) Anlagenmanagement
Ergebnisse des Ruumlstworkshops
Was tut der Einrichter
Genutztes Werkzeug
Informationen fuumlr die Durchfuumlhrung
Zuruumlckgelegte Laufwege
Welche offensichtlichen Probleme treten auf
Wo gibt es VerzoumlgerungenWartezeiten
Naumlchste Schritte
Reorganisation der Taumltigkeiten
Eliminieren
Kombinieren
Umstrukturieren
Vereinfachen
Erstellen einer Ruumlstmatrix mit Zeiten zur Ermittlung der optimalen Produktionsreihenfolge
A B C hellip
A X 15min 15min hellip
B 5min X 5min hellip
C 10min 10min X hellip
hellip hellip hellip hellip X
copy Fraunhofer IML 24 Januar 2013
Folie 20
Vorteile der Lebenszykluskostenbetrachtung
Ganzheitliche Betrachtung aller durch die Anlage
verursachten Kosten
Ggf Entscheidungsgrundlage fuumlr die Anschaffung
einer Anlage mit houmlherem Kaufpreis aber
niedrigeren Einrichtungs- und Betriebskosten
Einfachere Linienintegration zB durch
Modulbauweise
Niedrigere Energiekosten durch bessere
Isolierung sparsame Motoren
Geringerer Aufwand durch einfachere
Bedienung Ruumlsten
Saumlule 6
(Neu-) Anlagenmanagement
copy Fraunhofer IML 24 Januar 2013
Folie 21
Voraussetzungen fuumlr erfolgreiches
Total Productive Management
Optimale
Prozesse
Anlagen-
verfuumlgbarkeit
Engagierte
qualifizierte
Mitarbeiter
ZIELE BASIS
Prozessketten-Instrumentarium
ganzheitlich
prozessorientiert
raquobottom-uplaquo
METHODEN
Arbeitsgruppen
Ziele
Kennzahlen
Qualifikations-Datenbank
Wissensmanagement
Verbesserungswesen
copy Fraunhofer IML 24 Januar 2013
Folie 22
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 23
TPM in Unternehmen
Typische Probleme bei der TPM-Einfuumlhrung
Keine Uumlbereinstimmung zwischen der Zielvorstellungen des Managements und der Mitarbeiter
Geringe Beruumlcksichtigung individueller Prozessanforderungen
Ungenuumlgende Bereitstellung der erforderlichen Ressourcen
Oftmals fehlende oder einseitige Motivation der Mitarbeiter bei
der Einfuumlhrung von TPM
Fuumlhrungsstrategie nicht mit TPM-Zielen vereinbar
httpdefotoliacomid32823525
copy Fraunhofer IML 24 Januar 2013
Folie 24
Moumlgliche Folgen
Unverstaumlndnis gegenuumlber Nutzen des neu
eingefuumlhrten Konzepts
Mitarbeiter sind nicht bereit ihre alten
Arbeitsgewohnheiten abzulegen
Boykott
Demotivation
Geringes Verantwortungsbewusstsein
Mitarbeiter nehmen das in Schulungen
vermittelte Wissen schlechter auf und
wenden dieses oftmals nicht an
Fall aus dem System
bdquoKonfrontation statt Kooperationldquo
httpdefotoliacomid27604676
copy Fraunhofer IML 24 Januar 2013
Folie 25
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 26
Haumlufige vorhandene Fuumlhrungsstrategie
in Unternehmen
Ausfuumlhrung
PlanungUumlberwachung
Entscheidungsfindung Management
Projektleiter
Produktions-personal
Instandhaltungs-personal
Entscheidungsfindung durch die Fuumlhrungskraumlfte
Entscheidungen und Vorgaben werden an die unteren Hierarchieebenen weitergegeben
Unteren Ebenen fuumlhren Maszlignahmen entsprechend der Vorgaben des Managements aus
Integriert in Entscheidungen und Umsetzung
Legende
Nur bdquoBefehls-empfaumlngerldquo
copy Fraunhofer IML 24 Januar 2013
Folie 27
Unterstuumltzung von TPM bei
Veraumlnderungen
bull Die Idee etwas zu aumlndern kommt von den Mitarbeitern selbst
bull Es entsteht die Bereitschaft etwas zu aumlndern so dass keine groszlige Vorbereitung notwendig ist
Auftauen
bull Die Verbesserungen werden von den Mitarbeitern selbst erarbeitet
bull Neue Ablaumlufe koumlnnen von den Mitarbeitern so gestaltet werden dass sie praktikabel umsetzbar sind
Bewegen
bull Die entwickelte Loumlsung stammt von den Mitarbeitern selbst
bull Schulungen oder eine lange Einfuumlhrungsphase sind nicht erforderlich
Einfrieren
Quelle 3-Phasen-Modell von K Lewin
copy Fraunhofer IML 24 Januar 2013
Folie 28
Aufgaben der Fuumlhrungskraumlfte im
Veraumlnderungsprozess
Durchfuumlhrung der Prozessaufnahmen und Aufnahme
der ermittelten Schwachstellen
Unterstuumltzung der Arbeit der Arbeitsgruppen
Ermittlung der Schulungsbedarfe der Mitglieder
Hilfestellung bei der Bewertung von Problemen und
Loumlsungen
Ggf Lenkungsfunktion
Koordination der unterschiedlichen Projekte
Abstimmung von Terminen
Kontrolle von Ergebnissen
Dokumentation nach Auszligen
Information der Mitarbeiter
Vorstellung besonderer Projekte
copy Fraunhofer IML 24 Januar 2013
Folie 29
Zu guter Letzthellip
bdquoWenn Du ein Schiff bauen willst so trommle
nicht Maumlnner zusammen
um Holz zu beschaffen Werkzeuge
vorzubereiten Aufgaben zu vergeben
und die Arbeit einzuteilen sondern lehre den
Maumlnnern die Sehnsucht
nach dem weiten endlosen Meerldquo
Antoine de Saint-Exupeacutery
Bildquelle Pictuma pixeliode
copy Fraunhofer IML 24 Januar 2013
Folie 30
Vielen Dank fuumlr Ihre
Aufmerksamkeit
Oliver Koumlsterke Dipl-Logist
Anlagen- und Servicemanagement
Fraunhofer-Institut fuumlr Materialfluss und Logistik IML
Joseph-von-Fraunhofer-Str 2-4 l 44227 Dortmund
Telefon +49 231 9743-455 l Mobil +49 152 54503929
oliverkoesterkeimlfraunhoferde l wwwimlfraunhoferde

copy Fraunhofer IML 24 Januar 2013
Folie 4
Das Fraunhofer IML
openID-center
Visualisierung eines RFID-unterstuumltzten Materialflusses
copy Fraunhofer IML 24 Januar 2013
Folie 5
Die Abteilung
Anlagen- und Servicemanagement
copy Fraunhofer IML 24 Januar 2013
Folie 6
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 7
TPM ist ein Konzept zur
umfassenden kontinuierlichen Optimierung der
Prozesse in Produktion und Instandhaltung uumlber die
gesamte Lebensdauer der Anlagen
unter aktiver Beteiligung aller Mitarbeiter
TPM aus Sicht des Fraunhofer IML
copy Fraunhofer IML 24 Januar 2013
Folie 8
Das TPM-Saumlulenmodell aus Sicht des
Fraunhofer IML
Vollstaumlndige
Aufnahme der IST-
Prozessablaumlufe
Integration aller
Mitarbeiter
Arbeitsgruppen
Transparenz uumlber
Vorgehensweisen
und Maszlignahmen
durch
Saumlule 1
Kontinuierliche
Verbesserung
Saumlule 2
Gemeinschaftliche
Instandhaltung
Saumlule 3
Vorbeugende
Instandhaltung
Saumlule 4
Schulung und
Training
Saumlule 5
Qualitaumlts-
management
Saumlule 6
(Neu-) Anlagen-
management
Klar beschriebene
Vorgehensweisen
Zuordnung der
Verantwortlichen zu
jedem Teilprozess
Visuelles
Management
Bedienerwartung
Aufbau einer
hierarchischen
Anlagenstruktur
Ermittlung von
Fehlern und
Haumlufigkeiten
Zuordnung von
sinnvollen
Instandhaltungs-
strategien
Schulungskonzept
Systematische
Erfassung
durchgefuumlhrter und
durch-zufuumlhrender
Schulungen
Wissens-
management
Methodik Technik
Sozialkompetenz
Identifikation und
Entwicklung von
Messgroumlszligen zur
Qualitaumltsdefinition
Prozessorientiertes
Kennzahlenwesen
Aufdecken von
Verlusten in der
Produktion und
Verwaltung
Lebenszyklus-
betrachtung
Bereichsuumlber-
greifende Planung
Erfahrungen der
Produktion und
Instandhaltung
nutzen
Ersatzteilwesen
Ruumlstworkshops
durch durch durch durch durch
copy Fraunhofer IML 24 Januar 2013
Folie 9
Prozessaufnahme
Alle relevanten Prozesse werden in Gespraumlchen mit
Mitarbeitern und Fuumlhrungskraumlften in Kleingruppen
aufgenommen
Die Visualisierung erfolgt direkt mit Hilfe von
Packpapier und Karteikarten
Im Nachgang werden die aufgenommenen Prozesse
digitalisiert in Microsoftreg Visioreg dargestellt
Die ausgedruckten Prozesskettenplaumlne werden
ausgehaumlngt und koumlnnen von den Mitarbeitern validiert
werden
Die Prozessaufnahme bildet die Basis fuumlr die
Integration der Mitarbeiter in den Change-Prozess
Im Masterplan werden alle ermittelten Schwachstellen
aufgenommen und verwaltet
Saumlule 1
Kontinuierliche Verbesserung
copy Fraunhofer IML 24 Januar 2013
Folie 10
Saumlule 1
Kontinuierliche Verbesserung
Arbeitsgruppen
Die Loumlsung komplexer Aufgaben erfolgt
gemeinsam in interdisziplinaumlren Teams
Erarbeitung von Loumlsungsvorschlaumlgen
Messung des Nutzens
Bewertung der Wirtschaftlichkeit
Umsetzung im Betrieb
Praumlsentation der Ergebnisse an
Arbeitsgruppentafeln
Ergebnisse
Monitoring der
aufgenommenen
Werte und
Prognose
Team Aufgabe
Eignung von Sensorik
zur Abschaumltzung der
Rest-lebensdauer von
Pumpen Loumlsungsvorschlag
Schwingungs-
sensoren zum
Aufdecken von
Aumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 11
Saumlule 2
Gemeinschaftliche Instandhaltung
Grundinspektion zur Herstellung
des Optimalzustands
Durch eine umfassende Inspektion und
Reinigung werden alle Maumlngel an einer
Anlage aufgedeckt
Maumlngel werden erst nach Saumluberung der
Anlagen deutlich
Die Ursachen der Verschmutzung
koumlnnen identifiziert werden
Durch das Reinigen einer Anlage werden
zudem Stillstaumlnde waumlhrend des Betriebs
reduziert
Maumlngel werden mit roten Maumlngelkarten
markiert
Maumlngel sind fuumlr jeden unmittelbar
sichtbar
copy Fraunhofer IML 24 Januar 2013
Folie 12
Saumlule 2
Gemeinschaftliche Instandhaltung
Ergebnis der Grundinspektion
Erkannte Maumlngel werden beseitigt
Sofortige Behebung kleiner Maumlngel
Fixe Terminierung der Behebung groumlszligerer Maumlngel
Anzeigen werden mit Sollbereichen gekennzeichnet
Ein Wartungsplan wird erstellt
Vermeidung neuer Verschmutzung
Verstaumlndliche Ein-Punkt-Lektionen
Ausfaumllle werden vermieden
copy Fraunhofer IML 24 Januar 2013
Folie 13
Saumlule 3
Vorbeugende Instandhaltung
Aufteilung des Wartungsplans zwischen
Mitarbeitern aus Produktion und Instandhaltung
Einfache regelmaumlszligig wiederkehrende Taumltigkeiten
durch die Mitarbeiter der Produktion
Verstaumlndliche Ein-Punkt-Lektionen
Benoumltigte Werkzeuge sind vorhanden
Komplizierte sicherheitskritische Taumltigkeiten durch
Mitarbeiter der Instandhaltung
Direkte Vorteile
Keine ungleichmaumlszligige Auslastung der Mitarbeiter
Schnellere Durchfuumlhrung vieler Taumltigkeiten
Konzentration der Instandhalter auf die wesentlichen
Aufgaben
Langfristige Vorteile
Erhoumlhung der Verfuumlgbarkeit durch schnellere Reaktion
Exakte Verfuumlgbarkeit auf Maschinenebene ermoumlglicht
gezielte Investitionen
Daten bilden die Grundlage fuumlr die
richtige Auswahl der vorbeugenden
Maszlignahmen
copy Fraunhofer IML 24 Januar 2013
Folie 14
Saumlule 4
Schulung und Training
Methoden-kompetenz
Fach-kompetenz
Sozial-kompetenz
Erarbeitung von
Maszlignahmen in
Arbeitsgruppe
Methodenkompetenzen
middot Beherrschen von Techniken zur
- Ursachenanalyse
- Problemloumlsung
middot Organisationsfaumlhigkeit
Sozialkompetenzen
middot Kommunikationsfaumlhigkeit
middot Teamfaumlhigkeit
middot Motivation
Fachkompetenzen
middot Maschinenfunktionen
middot Ruumlsten und Einstellen
middot Ersatzteilbeschaffung
Bestimmung der benoumltigten
Mitarbeiterkompetenzen
copy Fraunhofer IML 24 Januar 2013
Folie 15
Saumlule 4
Schulung und Training
Ziel
Planung
Umsetzung
Kontrolle
Projekt-
management
Praumlsentations-
technikenMS-Office
Kosten-
rechnungFMEA
Prozess-
ketten-
management
Outsouring After SalesErsatzteil-
management
Total Process
Management
aktuell durch interne
Fortbildungen
erreichbarer Status
4 3 4 1 3 4 3 2 4 4
Mitarbeiter
Koffler Stephan 4 3 3 1 3 4 3 2 4 2
Meier Heinrich 2 3 3 1 2 4 1 0 3 1
Menge Thomas 3 1 3 1 3 3 1 2 4 2
Muumlller Ingo 4 3 2 0 3 1 2 1 2 1
Otto Inga 1 0 1 0 1 3 0 0 1 0
Sieger Ernst 1 2 1 0 0 2 0 0 0 0
Schulze Silke 2 3 4 1 0 2 0 0 1 1
Wecker Tiffy 3 3 4 0 0 4 3 0 1 0
Legende
Mitarbeiter-
fuumlhrung
Konflikt-
management
Teamfaumlhig-
keit
Mitarbeiter-
gespraumlchEnglisch Franzoumlsisch Spanisch keine Kenntnisse (0)
aktuell durch interne
Fortbildungen
erreichbarer Status
4 3 4 3 4 2 1 Grundkenntnisse (1)
Mitarbeiter Fortgeschritten (2)
Koffler Stephan 4 3 4 3 4 0 0 Profi (3)
Meier Heinrich 2 2 4 3 2 0 0 Experte (4)
Menge Thomas 1 2 3 2 3 0 1
Muumlller Ingo 0 2 2 3 0 4 0
Otto Inga 0 1 4 1 0 1 0
Sieger Ernst 0 0 4 0 4 0 0
Schulze Silke 0 0 3 1 1 0 0
Wecker Tiffy 1 2 1 1 3 1 0
Soziale Kompetenz Spraschkenntnisse
Methodische Kompetenz Fachliche Kompetenz
copy Fraunhofer IML 24 Januar 2013
Folie 16
Saumlule 5
Qualitaumltsmanagement
Gesamtanlageneffektivitaumlt (GAE)
Kalenderzeit
Betriebszeit
Laufzeit
Reduzierte
Geschwin-
digkeit
Ist-Menge
Ist-Menge
Gut-Menge Ausschuss
Ze
itL
eis
tun
gQ
ua
litauml
t
Geplante
Nicht-
Produktion
Stillstaumlnde
Moumlgliche Menge
A
B
C
D
E
F
GAE = BA x DC x FE
Zeitfaktor Leistungsfaktor Qualitaumltsfaktor
Potenzialeableitbare
Aussage bei
Werten lt 100 Stillstaumlnde
reduzieren
Betriebszeit
verlaumlngern
Geschwindigkei
t erhoumlhen
Kapazitaumlt
erhoumlhen
Ausschuss
reduzieren
Ist-Menge
erhoumlhen
copy Fraunhofer IML 24 Januar 2013
Folie 17
Saumlule 5
Qualitaumltsmanagement
bdquoNur was ich
messen kann
kann ich auch
verbessernldquo
Darstellung der
aktuellen
Themen an der
Anlage bildet
eine Basis fuumlr
erfolgreiches
Shop-floor
management
copy Fraunhofer IML 24 Januar 2013
Folie 18
Saumlule 6
(Neu-) Anlagenmanagement
Durchfuumlhrung von Ruumlstworkshops
bull Waumlhrend des Ruumlstens laumluft die
Anlage nicht sie ist also nicht
produktiv
bull Immer mehr Produkte werden in
kleineren Mengen produziert und
fuumlhren zu einem houmlheren Anteil der
Ruumlstzeiten an der Gesamtzeit
Ziele des Ruumlstworkshops
bull Erhoumlhung der Flexibilitaumlt
(kostenneutraler Loswechsel)
bull Erhoumlhung der Auslastung der
Maschinen
bull Reduzierung der Lagerbestaumlnde
Folie 18
Produktions
-planung
und
Steuerung
Produktions
-
technologie
Arbeits-
organisatio
n
Einflussgroumlszligen der Produktwechselzeit
Komplexitaumlt der Maszlignahmen
Parameteroptimierung
Technologiewechsel
Sequenzierung
Operations Research
Ruumlstprozesse
SMED
copy Fraunhofer IML 24 Januar 2013
Folie 19
Saumlule 6
(Neu-) Anlagenmanagement
Ergebnisse des Ruumlstworkshops
Was tut der Einrichter
Genutztes Werkzeug
Informationen fuumlr die Durchfuumlhrung
Zuruumlckgelegte Laufwege
Welche offensichtlichen Probleme treten auf
Wo gibt es VerzoumlgerungenWartezeiten
Naumlchste Schritte
Reorganisation der Taumltigkeiten
Eliminieren
Kombinieren
Umstrukturieren
Vereinfachen
Erstellen einer Ruumlstmatrix mit Zeiten zur Ermittlung der optimalen Produktionsreihenfolge
A B C hellip
A X 15min 15min hellip
B 5min X 5min hellip
C 10min 10min X hellip
hellip hellip hellip hellip X
copy Fraunhofer IML 24 Januar 2013
Folie 20
Vorteile der Lebenszykluskostenbetrachtung
Ganzheitliche Betrachtung aller durch die Anlage
verursachten Kosten
Ggf Entscheidungsgrundlage fuumlr die Anschaffung
einer Anlage mit houmlherem Kaufpreis aber
niedrigeren Einrichtungs- und Betriebskosten
Einfachere Linienintegration zB durch
Modulbauweise
Niedrigere Energiekosten durch bessere
Isolierung sparsame Motoren
Geringerer Aufwand durch einfachere
Bedienung Ruumlsten
Saumlule 6
(Neu-) Anlagenmanagement
copy Fraunhofer IML 24 Januar 2013
Folie 21
Voraussetzungen fuumlr erfolgreiches
Total Productive Management
Optimale
Prozesse
Anlagen-
verfuumlgbarkeit
Engagierte
qualifizierte
Mitarbeiter
ZIELE BASIS
Prozessketten-Instrumentarium
ganzheitlich
prozessorientiert
raquobottom-uplaquo
METHODEN
Arbeitsgruppen
Ziele
Kennzahlen
Qualifikations-Datenbank
Wissensmanagement
Verbesserungswesen
copy Fraunhofer IML 24 Januar 2013
Folie 22
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 23
TPM in Unternehmen
Typische Probleme bei der TPM-Einfuumlhrung
Keine Uumlbereinstimmung zwischen der Zielvorstellungen des Managements und der Mitarbeiter
Geringe Beruumlcksichtigung individueller Prozessanforderungen
Ungenuumlgende Bereitstellung der erforderlichen Ressourcen
Oftmals fehlende oder einseitige Motivation der Mitarbeiter bei
der Einfuumlhrung von TPM
Fuumlhrungsstrategie nicht mit TPM-Zielen vereinbar
httpdefotoliacomid32823525
copy Fraunhofer IML 24 Januar 2013
Folie 24
Moumlgliche Folgen
Unverstaumlndnis gegenuumlber Nutzen des neu
eingefuumlhrten Konzepts
Mitarbeiter sind nicht bereit ihre alten
Arbeitsgewohnheiten abzulegen
Boykott
Demotivation
Geringes Verantwortungsbewusstsein
Mitarbeiter nehmen das in Schulungen
vermittelte Wissen schlechter auf und
wenden dieses oftmals nicht an
Fall aus dem System
bdquoKonfrontation statt Kooperationldquo
httpdefotoliacomid27604676
copy Fraunhofer IML 24 Januar 2013
Folie 25
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 26
Haumlufige vorhandene Fuumlhrungsstrategie
in Unternehmen
Ausfuumlhrung
PlanungUumlberwachung
Entscheidungsfindung Management
Projektleiter
Produktions-personal
Instandhaltungs-personal
Entscheidungsfindung durch die Fuumlhrungskraumlfte
Entscheidungen und Vorgaben werden an die unteren Hierarchieebenen weitergegeben
Unteren Ebenen fuumlhren Maszlignahmen entsprechend der Vorgaben des Managements aus
Integriert in Entscheidungen und Umsetzung
Legende
Nur bdquoBefehls-empfaumlngerldquo
copy Fraunhofer IML 24 Januar 2013
Folie 27
Unterstuumltzung von TPM bei
Veraumlnderungen
bull Die Idee etwas zu aumlndern kommt von den Mitarbeitern selbst
bull Es entsteht die Bereitschaft etwas zu aumlndern so dass keine groszlige Vorbereitung notwendig ist
Auftauen
bull Die Verbesserungen werden von den Mitarbeitern selbst erarbeitet
bull Neue Ablaumlufe koumlnnen von den Mitarbeitern so gestaltet werden dass sie praktikabel umsetzbar sind
Bewegen
bull Die entwickelte Loumlsung stammt von den Mitarbeitern selbst
bull Schulungen oder eine lange Einfuumlhrungsphase sind nicht erforderlich
Einfrieren
Quelle 3-Phasen-Modell von K Lewin
copy Fraunhofer IML 24 Januar 2013
Folie 28
Aufgaben der Fuumlhrungskraumlfte im
Veraumlnderungsprozess
Durchfuumlhrung der Prozessaufnahmen und Aufnahme
der ermittelten Schwachstellen
Unterstuumltzung der Arbeit der Arbeitsgruppen
Ermittlung der Schulungsbedarfe der Mitglieder
Hilfestellung bei der Bewertung von Problemen und
Loumlsungen
Ggf Lenkungsfunktion
Koordination der unterschiedlichen Projekte
Abstimmung von Terminen
Kontrolle von Ergebnissen
Dokumentation nach Auszligen
Information der Mitarbeiter
Vorstellung besonderer Projekte
copy Fraunhofer IML 24 Januar 2013
Folie 29
Zu guter Letzthellip
bdquoWenn Du ein Schiff bauen willst so trommle
nicht Maumlnner zusammen
um Holz zu beschaffen Werkzeuge
vorzubereiten Aufgaben zu vergeben
und die Arbeit einzuteilen sondern lehre den
Maumlnnern die Sehnsucht
nach dem weiten endlosen Meerldquo
Antoine de Saint-Exupeacutery
Bildquelle Pictuma pixeliode
copy Fraunhofer IML 24 Januar 2013
Folie 30
Vielen Dank fuumlr Ihre
Aufmerksamkeit
Oliver Koumlsterke Dipl-Logist
Anlagen- und Servicemanagement
Fraunhofer-Institut fuumlr Materialfluss und Logistik IML
Joseph-von-Fraunhofer-Str 2-4 l 44227 Dortmund
Telefon +49 231 9743-455 l Mobil +49 152 54503929
oliverkoesterkeimlfraunhoferde l wwwimlfraunhoferde

copy Fraunhofer IML 24 Januar 2013
Folie 5
Die Abteilung
Anlagen- und Servicemanagement
copy Fraunhofer IML 24 Januar 2013
Folie 6
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 7
TPM ist ein Konzept zur
umfassenden kontinuierlichen Optimierung der
Prozesse in Produktion und Instandhaltung uumlber die
gesamte Lebensdauer der Anlagen
unter aktiver Beteiligung aller Mitarbeiter
TPM aus Sicht des Fraunhofer IML
copy Fraunhofer IML 24 Januar 2013
Folie 8
Das TPM-Saumlulenmodell aus Sicht des
Fraunhofer IML
Vollstaumlndige
Aufnahme der IST-
Prozessablaumlufe
Integration aller
Mitarbeiter
Arbeitsgruppen
Transparenz uumlber
Vorgehensweisen
und Maszlignahmen
durch
Saumlule 1
Kontinuierliche
Verbesserung
Saumlule 2
Gemeinschaftliche
Instandhaltung
Saumlule 3
Vorbeugende
Instandhaltung
Saumlule 4
Schulung und
Training
Saumlule 5
Qualitaumlts-
management
Saumlule 6
(Neu-) Anlagen-
management
Klar beschriebene
Vorgehensweisen
Zuordnung der
Verantwortlichen zu
jedem Teilprozess
Visuelles
Management
Bedienerwartung
Aufbau einer
hierarchischen
Anlagenstruktur
Ermittlung von
Fehlern und
Haumlufigkeiten
Zuordnung von
sinnvollen
Instandhaltungs-
strategien
Schulungskonzept
Systematische
Erfassung
durchgefuumlhrter und
durch-zufuumlhrender
Schulungen
Wissens-
management
Methodik Technik
Sozialkompetenz
Identifikation und
Entwicklung von
Messgroumlszligen zur
Qualitaumltsdefinition
Prozessorientiertes
Kennzahlenwesen
Aufdecken von
Verlusten in der
Produktion und
Verwaltung
Lebenszyklus-
betrachtung
Bereichsuumlber-
greifende Planung
Erfahrungen der
Produktion und
Instandhaltung
nutzen
Ersatzteilwesen
Ruumlstworkshops
durch durch durch durch durch
copy Fraunhofer IML 24 Januar 2013
Folie 9
Prozessaufnahme
Alle relevanten Prozesse werden in Gespraumlchen mit
Mitarbeitern und Fuumlhrungskraumlften in Kleingruppen
aufgenommen
Die Visualisierung erfolgt direkt mit Hilfe von
Packpapier und Karteikarten
Im Nachgang werden die aufgenommenen Prozesse
digitalisiert in Microsoftreg Visioreg dargestellt
Die ausgedruckten Prozesskettenplaumlne werden
ausgehaumlngt und koumlnnen von den Mitarbeitern validiert
werden
Die Prozessaufnahme bildet die Basis fuumlr die
Integration der Mitarbeiter in den Change-Prozess
Im Masterplan werden alle ermittelten Schwachstellen
aufgenommen und verwaltet
Saumlule 1
Kontinuierliche Verbesserung
copy Fraunhofer IML 24 Januar 2013
Folie 10
Saumlule 1
Kontinuierliche Verbesserung
Arbeitsgruppen
Die Loumlsung komplexer Aufgaben erfolgt
gemeinsam in interdisziplinaumlren Teams
Erarbeitung von Loumlsungsvorschlaumlgen
Messung des Nutzens
Bewertung der Wirtschaftlichkeit
Umsetzung im Betrieb
Praumlsentation der Ergebnisse an
Arbeitsgruppentafeln
Ergebnisse
Monitoring der
aufgenommenen
Werte und
Prognose
Team Aufgabe
Eignung von Sensorik
zur Abschaumltzung der
Rest-lebensdauer von
Pumpen Loumlsungsvorschlag
Schwingungs-
sensoren zum
Aufdecken von
Aumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 11
Saumlule 2
Gemeinschaftliche Instandhaltung
Grundinspektion zur Herstellung
des Optimalzustands
Durch eine umfassende Inspektion und
Reinigung werden alle Maumlngel an einer
Anlage aufgedeckt
Maumlngel werden erst nach Saumluberung der
Anlagen deutlich
Die Ursachen der Verschmutzung
koumlnnen identifiziert werden
Durch das Reinigen einer Anlage werden
zudem Stillstaumlnde waumlhrend des Betriebs
reduziert
Maumlngel werden mit roten Maumlngelkarten
markiert
Maumlngel sind fuumlr jeden unmittelbar
sichtbar
copy Fraunhofer IML 24 Januar 2013
Folie 12
Saumlule 2
Gemeinschaftliche Instandhaltung
Ergebnis der Grundinspektion
Erkannte Maumlngel werden beseitigt
Sofortige Behebung kleiner Maumlngel
Fixe Terminierung der Behebung groumlszligerer Maumlngel
Anzeigen werden mit Sollbereichen gekennzeichnet
Ein Wartungsplan wird erstellt
Vermeidung neuer Verschmutzung
Verstaumlndliche Ein-Punkt-Lektionen
Ausfaumllle werden vermieden
copy Fraunhofer IML 24 Januar 2013
Folie 13
Saumlule 3
Vorbeugende Instandhaltung
Aufteilung des Wartungsplans zwischen
Mitarbeitern aus Produktion und Instandhaltung
Einfache regelmaumlszligig wiederkehrende Taumltigkeiten
durch die Mitarbeiter der Produktion
Verstaumlndliche Ein-Punkt-Lektionen
Benoumltigte Werkzeuge sind vorhanden
Komplizierte sicherheitskritische Taumltigkeiten durch
Mitarbeiter der Instandhaltung
Direkte Vorteile
Keine ungleichmaumlszligige Auslastung der Mitarbeiter
Schnellere Durchfuumlhrung vieler Taumltigkeiten
Konzentration der Instandhalter auf die wesentlichen
Aufgaben
Langfristige Vorteile
Erhoumlhung der Verfuumlgbarkeit durch schnellere Reaktion
Exakte Verfuumlgbarkeit auf Maschinenebene ermoumlglicht
gezielte Investitionen
Daten bilden die Grundlage fuumlr die
richtige Auswahl der vorbeugenden
Maszlignahmen
copy Fraunhofer IML 24 Januar 2013
Folie 14
Saumlule 4
Schulung und Training
Methoden-kompetenz
Fach-kompetenz
Sozial-kompetenz
Erarbeitung von
Maszlignahmen in
Arbeitsgruppe
Methodenkompetenzen
middot Beherrschen von Techniken zur
- Ursachenanalyse
- Problemloumlsung
middot Organisationsfaumlhigkeit
Sozialkompetenzen
middot Kommunikationsfaumlhigkeit
middot Teamfaumlhigkeit
middot Motivation
Fachkompetenzen
middot Maschinenfunktionen
middot Ruumlsten und Einstellen
middot Ersatzteilbeschaffung
Bestimmung der benoumltigten
Mitarbeiterkompetenzen
copy Fraunhofer IML 24 Januar 2013
Folie 15
Saumlule 4
Schulung und Training
Ziel
Planung
Umsetzung
Kontrolle
Projekt-
management
Praumlsentations-
technikenMS-Office
Kosten-
rechnungFMEA
Prozess-
ketten-
management
Outsouring After SalesErsatzteil-
management
Total Process
Management
aktuell durch interne
Fortbildungen
erreichbarer Status
4 3 4 1 3 4 3 2 4 4
Mitarbeiter
Koffler Stephan 4 3 3 1 3 4 3 2 4 2
Meier Heinrich 2 3 3 1 2 4 1 0 3 1
Menge Thomas 3 1 3 1 3 3 1 2 4 2
Muumlller Ingo 4 3 2 0 3 1 2 1 2 1
Otto Inga 1 0 1 0 1 3 0 0 1 0
Sieger Ernst 1 2 1 0 0 2 0 0 0 0
Schulze Silke 2 3 4 1 0 2 0 0 1 1
Wecker Tiffy 3 3 4 0 0 4 3 0 1 0
Legende
Mitarbeiter-
fuumlhrung
Konflikt-
management
Teamfaumlhig-
keit
Mitarbeiter-
gespraumlchEnglisch Franzoumlsisch Spanisch keine Kenntnisse (0)
aktuell durch interne
Fortbildungen
erreichbarer Status
4 3 4 3 4 2 1 Grundkenntnisse (1)
Mitarbeiter Fortgeschritten (2)
Koffler Stephan 4 3 4 3 4 0 0 Profi (3)
Meier Heinrich 2 2 4 3 2 0 0 Experte (4)
Menge Thomas 1 2 3 2 3 0 1
Muumlller Ingo 0 2 2 3 0 4 0
Otto Inga 0 1 4 1 0 1 0
Sieger Ernst 0 0 4 0 4 0 0
Schulze Silke 0 0 3 1 1 0 0
Wecker Tiffy 1 2 1 1 3 1 0
Soziale Kompetenz Spraschkenntnisse
Methodische Kompetenz Fachliche Kompetenz
copy Fraunhofer IML 24 Januar 2013
Folie 16
Saumlule 5
Qualitaumltsmanagement
Gesamtanlageneffektivitaumlt (GAE)
Kalenderzeit
Betriebszeit
Laufzeit
Reduzierte
Geschwin-
digkeit
Ist-Menge
Ist-Menge
Gut-Menge Ausschuss
Ze
itL
eis
tun
gQ
ua
litauml
t
Geplante
Nicht-
Produktion
Stillstaumlnde
Moumlgliche Menge
A
B
C
D
E
F
GAE = BA x DC x FE
Zeitfaktor Leistungsfaktor Qualitaumltsfaktor
Potenzialeableitbare
Aussage bei
Werten lt 100 Stillstaumlnde
reduzieren
Betriebszeit
verlaumlngern
Geschwindigkei
t erhoumlhen
Kapazitaumlt
erhoumlhen
Ausschuss
reduzieren
Ist-Menge
erhoumlhen
copy Fraunhofer IML 24 Januar 2013
Folie 17
Saumlule 5
Qualitaumltsmanagement
bdquoNur was ich
messen kann
kann ich auch
verbessernldquo
Darstellung der
aktuellen
Themen an der
Anlage bildet
eine Basis fuumlr
erfolgreiches
Shop-floor
management
copy Fraunhofer IML 24 Januar 2013
Folie 18
Saumlule 6
(Neu-) Anlagenmanagement
Durchfuumlhrung von Ruumlstworkshops
bull Waumlhrend des Ruumlstens laumluft die
Anlage nicht sie ist also nicht
produktiv
bull Immer mehr Produkte werden in
kleineren Mengen produziert und
fuumlhren zu einem houmlheren Anteil der
Ruumlstzeiten an der Gesamtzeit
Ziele des Ruumlstworkshops
bull Erhoumlhung der Flexibilitaumlt
(kostenneutraler Loswechsel)
bull Erhoumlhung der Auslastung der
Maschinen
bull Reduzierung der Lagerbestaumlnde
Folie 18
Produktions
-planung
und
Steuerung
Produktions
-
technologie
Arbeits-
organisatio
n
Einflussgroumlszligen der Produktwechselzeit
Komplexitaumlt der Maszlignahmen
Parameteroptimierung
Technologiewechsel
Sequenzierung
Operations Research
Ruumlstprozesse
SMED
copy Fraunhofer IML 24 Januar 2013
Folie 19
Saumlule 6
(Neu-) Anlagenmanagement
Ergebnisse des Ruumlstworkshops
Was tut der Einrichter
Genutztes Werkzeug
Informationen fuumlr die Durchfuumlhrung
Zuruumlckgelegte Laufwege
Welche offensichtlichen Probleme treten auf
Wo gibt es VerzoumlgerungenWartezeiten
Naumlchste Schritte
Reorganisation der Taumltigkeiten
Eliminieren
Kombinieren
Umstrukturieren
Vereinfachen
Erstellen einer Ruumlstmatrix mit Zeiten zur Ermittlung der optimalen Produktionsreihenfolge
A B C hellip
A X 15min 15min hellip
B 5min X 5min hellip
C 10min 10min X hellip
hellip hellip hellip hellip X
copy Fraunhofer IML 24 Januar 2013
Folie 20
Vorteile der Lebenszykluskostenbetrachtung
Ganzheitliche Betrachtung aller durch die Anlage
verursachten Kosten
Ggf Entscheidungsgrundlage fuumlr die Anschaffung
einer Anlage mit houmlherem Kaufpreis aber
niedrigeren Einrichtungs- und Betriebskosten
Einfachere Linienintegration zB durch
Modulbauweise
Niedrigere Energiekosten durch bessere
Isolierung sparsame Motoren
Geringerer Aufwand durch einfachere
Bedienung Ruumlsten
Saumlule 6
(Neu-) Anlagenmanagement
copy Fraunhofer IML 24 Januar 2013
Folie 21
Voraussetzungen fuumlr erfolgreiches
Total Productive Management
Optimale
Prozesse
Anlagen-
verfuumlgbarkeit
Engagierte
qualifizierte
Mitarbeiter
ZIELE BASIS
Prozessketten-Instrumentarium
ganzheitlich
prozessorientiert
raquobottom-uplaquo
METHODEN
Arbeitsgruppen
Ziele
Kennzahlen
Qualifikations-Datenbank
Wissensmanagement
Verbesserungswesen
copy Fraunhofer IML 24 Januar 2013
Folie 22
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 23
TPM in Unternehmen
Typische Probleme bei der TPM-Einfuumlhrung
Keine Uumlbereinstimmung zwischen der Zielvorstellungen des Managements und der Mitarbeiter
Geringe Beruumlcksichtigung individueller Prozessanforderungen
Ungenuumlgende Bereitstellung der erforderlichen Ressourcen
Oftmals fehlende oder einseitige Motivation der Mitarbeiter bei
der Einfuumlhrung von TPM
Fuumlhrungsstrategie nicht mit TPM-Zielen vereinbar
httpdefotoliacomid32823525
copy Fraunhofer IML 24 Januar 2013
Folie 24
Moumlgliche Folgen
Unverstaumlndnis gegenuumlber Nutzen des neu
eingefuumlhrten Konzepts
Mitarbeiter sind nicht bereit ihre alten
Arbeitsgewohnheiten abzulegen
Boykott
Demotivation
Geringes Verantwortungsbewusstsein
Mitarbeiter nehmen das in Schulungen
vermittelte Wissen schlechter auf und
wenden dieses oftmals nicht an
Fall aus dem System
bdquoKonfrontation statt Kooperationldquo
httpdefotoliacomid27604676
copy Fraunhofer IML 24 Januar 2013
Folie 25
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 26
Haumlufige vorhandene Fuumlhrungsstrategie
in Unternehmen
Ausfuumlhrung
PlanungUumlberwachung
Entscheidungsfindung Management
Projektleiter
Produktions-personal
Instandhaltungs-personal
Entscheidungsfindung durch die Fuumlhrungskraumlfte
Entscheidungen und Vorgaben werden an die unteren Hierarchieebenen weitergegeben
Unteren Ebenen fuumlhren Maszlignahmen entsprechend der Vorgaben des Managements aus
Integriert in Entscheidungen und Umsetzung
Legende
Nur bdquoBefehls-empfaumlngerldquo
copy Fraunhofer IML 24 Januar 2013
Folie 27
Unterstuumltzung von TPM bei
Veraumlnderungen
bull Die Idee etwas zu aumlndern kommt von den Mitarbeitern selbst
bull Es entsteht die Bereitschaft etwas zu aumlndern so dass keine groszlige Vorbereitung notwendig ist
Auftauen
bull Die Verbesserungen werden von den Mitarbeitern selbst erarbeitet
bull Neue Ablaumlufe koumlnnen von den Mitarbeitern so gestaltet werden dass sie praktikabel umsetzbar sind
Bewegen
bull Die entwickelte Loumlsung stammt von den Mitarbeitern selbst
bull Schulungen oder eine lange Einfuumlhrungsphase sind nicht erforderlich
Einfrieren
Quelle 3-Phasen-Modell von K Lewin
copy Fraunhofer IML 24 Januar 2013
Folie 28
Aufgaben der Fuumlhrungskraumlfte im
Veraumlnderungsprozess
Durchfuumlhrung der Prozessaufnahmen und Aufnahme
der ermittelten Schwachstellen
Unterstuumltzung der Arbeit der Arbeitsgruppen
Ermittlung der Schulungsbedarfe der Mitglieder
Hilfestellung bei der Bewertung von Problemen und
Loumlsungen
Ggf Lenkungsfunktion
Koordination der unterschiedlichen Projekte
Abstimmung von Terminen
Kontrolle von Ergebnissen
Dokumentation nach Auszligen
Information der Mitarbeiter
Vorstellung besonderer Projekte
copy Fraunhofer IML 24 Januar 2013
Folie 29
Zu guter Letzthellip
bdquoWenn Du ein Schiff bauen willst so trommle
nicht Maumlnner zusammen
um Holz zu beschaffen Werkzeuge
vorzubereiten Aufgaben zu vergeben
und die Arbeit einzuteilen sondern lehre den
Maumlnnern die Sehnsucht
nach dem weiten endlosen Meerldquo
Antoine de Saint-Exupeacutery
Bildquelle Pictuma pixeliode
copy Fraunhofer IML 24 Januar 2013
Folie 30
Vielen Dank fuumlr Ihre
Aufmerksamkeit
Oliver Koumlsterke Dipl-Logist
Anlagen- und Servicemanagement
Fraunhofer-Institut fuumlr Materialfluss und Logistik IML
Joseph-von-Fraunhofer-Str 2-4 l 44227 Dortmund
Telefon +49 231 9743-455 l Mobil +49 152 54503929
oliverkoesterkeimlfraunhoferde l wwwimlfraunhoferde
copy Fraunhofer IML 24 Januar 2013
Folie 6
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 7
TPM ist ein Konzept zur
umfassenden kontinuierlichen Optimierung der
Prozesse in Produktion und Instandhaltung uumlber die
gesamte Lebensdauer der Anlagen
unter aktiver Beteiligung aller Mitarbeiter
TPM aus Sicht des Fraunhofer IML
copy Fraunhofer IML 24 Januar 2013
Folie 8
Das TPM-Saumlulenmodell aus Sicht des
Fraunhofer IML
Vollstaumlndige
Aufnahme der IST-
Prozessablaumlufe
Integration aller
Mitarbeiter
Arbeitsgruppen
Transparenz uumlber
Vorgehensweisen
und Maszlignahmen
durch
Saumlule 1
Kontinuierliche
Verbesserung
Saumlule 2
Gemeinschaftliche
Instandhaltung
Saumlule 3
Vorbeugende
Instandhaltung
Saumlule 4
Schulung und
Training
Saumlule 5
Qualitaumlts-
management
Saumlule 6
(Neu-) Anlagen-
management
Klar beschriebene
Vorgehensweisen
Zuordnung der
Verantwortlichen zu
jedem Teilprozess
Visuelles
Management
Bedienerwartung
Aufbau einer
hierarchischen
Anlagenstruktur
Ermittlung von
Fehlern und
Haumlufigkeiten
Zuordnung von
sinnvollen
Instandhaltungs-
strategien
Schulungskonzept
Systematische
Erfassung
durchgefuumlhrter und
durch-zufuumlhrender
Schulungen
Wissens-
management
Methodik Technik
Sozialkompetenz
Identifikation und
Entwicklung von
Messgroumlszligen zur
Qualitaumltsdefinition
Prozessorientiertes
Kennzahlenwesen
Aufdecken von
Verlusten in der
Produktion und
Verwaltung
Lebenszyklus-
betrachtung
Bereichsuumlber-
greifende Planung
Erfahrungen der
Produktion und
Instandhaltung
nutzen
Ersatzteilwesen
Ruumlstworkshops
durch durch durch durch durch
copy Fraunhofer IML 24 Januar 2013
Folie 9
Prozessaufnahme
Alle relevanten Prozesse werden in Gespraumlchen mit
Mitarbeitern und Fuumlhrungskraumlften in Kleingruppen
aufgenommen
Die Visualisierung erfolgt direkt mit Hilfe von
Packpapier und Karteikarten
Im Nachgang werden die aufgenommenen Prozesse
digitalisiert in Microsoftreg Visioreg dargestellt
Die ausgedruckten Prozesskettenplaumlne werden
ausgehaumlngt und koumlnnen von den Mitarbeitern validiert
werden
Die Prozessaufnahme bildet die Basis fuumlr die
Integration der Mitarbeiter in den Change-Prozess
Im Masterplan werden alle ermittelten Schwachstellen
aufgenommen und verwaltet
Saumlule 1
Kontinuierliche Verbesserung
copy Fraunhofer IML 24 Januar 2013
Folie 10
Saumlule 1
Kontinuierliche Verbesserung
Arbeitsgruppen
Die Loumlsung komplexer Aufgaben erfolgt
gemeinsam in interdisziplinaumlren Teams
Erarbeitung von Loumlsungsvorschlaumlgen
Messung des Nutzens
Bewertung der Wirtschaftlichkeit
Umsetzung im Betrieb
Praumlsentation der Ergebnisse an
Arbeitsgruppentafeln
Ergebnisse
Monitoring der
aufgenommenen
Werte und
Prognose
Team Aufgabe
Eignung von Sensorik
zur Abschaumltzung der
Rest-lebensdauer von
Pumpen Loumlsungsvorschlag
Schwingungs-
sensoren zum
Aufdecken von
Aumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 11
Saumlule 2
Gemeinschaftliche Instandhaltung
Grundinspektion zur Herstellung
des Optimalzustands
Durch eine umfassende Inspektion und
Reinigung werden alle Maumlngel an einer
Anlage aufgedeckt
Maumlngel werden erst nach Saumluberung der
Anlagen deutlich
Die Ursachen der Verschmutzung
koumlnnen identifiziert werden
Durch das Reinigen einer Anlage werden
zudem Stillstaumlnde waumlhrend des Betriebs
reduziert
Maumlngel werden mit roten Maumlngelkarten
markiert
Maumlngel sind fuumlr jeden unmittelbar
sichtbar
copy Fraunhofer IML 24 Januar 2013
Folie 12
Saumlule 2
Gemeinschaftliche Instandhaltung
Ergebnis der Grundinspektion
Erkannte Maumlngel werden beseitigt
Sofortige Behebung kleiner Maumlngel
Fixe Terminierung der Behebung groumlszligerer Maumlngel
Anzeigen werden mit Sollbereichen gekennzeichnet
Ein Wartungsplan wird erstellt
Vermeidung neuer Verschmutzung
Verstaumlndliche Ein-Punkt-Lektionen
Ausfaumllle werden vermieden
copy Fraunhofer IML 24 Januar 2013
Folie 13
Saumlule 3
Vorbeugende Instandhaltung
Aufteilung des Wartungsplans zwischen
Mitarbeitern aus Produktion und Instandhaltung
Einfache regelmaumlszligig wiederkehrende Taumltigkeiten
durch die Mitarbeiter der Produktion
Verstaumlndliche Ein-Punkt-Lektionen
Benoumltigte Werkzeuge sind vorhanden
Komplizierte sicherheitskritische Taumltigkeiten durch
Mitarbeiter der Instandhaltung
Direkte Vorteile
Keine ungleichmaumlszligige Auslastung der Mitarbeiter
Schnellere Durchfuumlhrung vieler Taumltigkeiten
Konzentration der Instandhalter auf die wesentlichen
Aufgaben
Langfristige Vorteile
Erhoumlhung der Verfuumlgbarkeit durch schnellere Reaktion
Exakte Verfuumlgbarkeit auf Maschinenebene ermoumlglicht
gezielte Investitionen
Daten bilden die Grundlage fuumlr die
richtige Auswahl der vorbeugenden
Maszlignahmen
copy Fraunhofer IML 24 Januar 2013
Folie 14
Saumlule 4
Schulung und Training
Methoden-kompetenz
Fach-kompetenz
Sozial-kompetenz
Erarbeitung von
Maszlignahmen in
Arbeitsgruppe
Methodenkompetenzen
middot Beherrschen von Techniken zur
- Ursachenanalyse
- Problemloumlsung
middot Organisationsfaumlhigkeit
Sozialkompetenzen
middot Kommunikationsfaumlhigkeit
middot Teamfaumlhigkeit
middot Motivation
Fachkompetenzen
middot Maschinenfunktionen
middot Ruumlsten und Einstellen
middot Ersatzteilbeschaffung
Bestimmung der benoumltigten
Mitarbeiterkompetenzen
copy Fraunhofer IML 24 Januar 2013
Folie 15
Saumlule 4
Schulung und Training
Ziel
Planung
Umsetzung
Kontrolle
Projekt-
management
Praumlsentations-
technikenMS-Office
Kosten-
rechnungFMEA
Prozess-
ketten-
management
Outsouring After SalesErsatzteil-
management
Total Process
Management
aktuell durch interne
Fortbildungen
erreichbarer Status
4 3 4 1 3 4 3 2 4 4
Mitarbeiter
Koffler Stephan 4 3 3 1 3 4 3 2 4 2
Meier Heinrich 2 3 3 1 2 4 1 0 3 1
Menge Thomas 3 1 3 1 3 3 1 2 4 2
Muumlller Ingo 4 3 2 0 3 1 2 1 2 1
Otto Inga 1 0 1 0 1 3 0 0 1 0
Sieger Ernst 1 2 1 0 0 2 0 0 0 0
Schulze Silke 2 3 4 1 0 2 0 0 1 1
Wecker Tiffy 3 3 4 0 0 4 3 0 1 0
Legende
Mitarbeiter-
fuumlhrung
Konflikt-
management
Teamfaumlhig-
keit
Mitarbeiter-
gespraumlchEnglisch Franzoumlsisch Spanisch keine Kenntnisse (0)
aktuell durch interne
Fortbildungen
erreichbarer Status
4 3 4 3 4 2 1 Grundkenntnisse (1)
Mitarbeiter Fortgeschritten (2)
Koffler Stephan 4 3 4 3 4 0 0 Profi (3)
Meier Heinrich 2 2 4 3 2 0 0 Experte (4)
Menge Thomas 1 2 3 2 3 0 1
Muumlller Ingo 0 2 2 3 0 4 0
Otto Inga 0 1 4 1 0 1 0
Sieger Ernst 0 0 4 0 4 0 0
Schulze Silke 0 0 3 1 1 0 0
Wecker Tiffy 1 2 1 1 3 1 0
Soziale Kompetenz Spraschkenntnisse
Methodische Kompetenz Fachliche Kompetenz
copy Fraunhofer IML 24 Januar 2013
Folie 16
Saumlule 5
Qualitaumltsmanagement
Gesamtanlageneffektivitaumlt (GAE)
Kalenderzeit
Betriebszeit
Laufzeit
Reduzierte
Geschwin-
digkeit
Ist-Menge
Ist-Menge
Gut-Menge Ausschuss
Ze
itL
eis
tun
gQ
ua
litauml
t
Geplante
Nicht-
Produktion
Stillstaumlnde
Moumlgliche Menge
A
B
C
D
E
F
GAE = BA x DC x FE
Zeitfaktor Leistungsfaktor Qualitaumltsfaktor
Potenzialeableitbare
Aussage bei
Werten lt 100 Stillstaumlnde
reduzieren
Betriebszeit
verlaumlngern
Geschwindigkei
t erhoumlhen
Kapazitaumlt
erhoumlhen
Ausschuss
reduzieren
Ist-Menge
erhoumlhen
copy Fraunhofer IML 24 Januar 2013
Folie 17
Saumlule 5
Qualitaumltsmanagement
bdquoNur was ich
messen kann
kann ich auch
verbessernldquo
Darstellung der
aktuellen
Themen an der
Anlage bildet
eine Basis fuumlr
erfolgreiches
Shop-floor
management
copy Fraunhofer IML 24 Januar 2013
Folie 18
Saumlule 6
(Neu-) Anlagenmanagement
Durchfuumlhrung von Ruumlstworkshops
bull Waumlhrend des Ruumlstens laumluft die
Anlage nicht sie ist also nicht
produktiv
bull Immer mehr Produkte werden in
kleineren Mengen produziert und
fuumlhren zu einem houmlheren Anteil der
Ruumlstzeiten an der Gesamtzeit
Ziele des Ruumlstworkshops
bull Erhoumlhung der Flexibilitaumlt
(kostenneutraler Loswechsel)
bull Erhoumlhung der Auslastung der
Maschinen
bull Reduzierung der Lagerbestaumlnde
Folie 18
Produktions
-planung
und
Steuerung
Produktions
-
technologie
Arbeits-
organisatio
n
Einflussgroumlszligen der Produktwechselzeit
Komplexitaumlt der Maszlignahmen
Parameteroptimierung
Technologiewechsel
Sequenzierung
Operations Research
Ruumlstprozesse
SMED
copy Fraunhofer IML 24 Januar 2013
Folie 19
Saumlule 6
(Neu-) Anlagenmanagement
Ergebnisse des Ruumlstworkshops
Was tut der Einrichter
Genutztes Werkzeug
Informationen fuumlr die Durchfuumlhrung
Zuruumlckgelegte Laufwege
Welche offensichtlichen Probleme treten auf
Wo gibt es VerzoumlgerungenWartezeiten
Naumlchste Schritte
Reorganisation der Taumltigkeiten
Eliminieren
Kombinieren
Umstrukturieren
Vereinfachen
Erstellen einer Ruumlstmatrix mit Zeiten zur Ermittlung der optimalen Produktionsreihenfolge
A B C hellip
A X 15min 15min hellip
B 5min X 5min hellip
C 10min 10min X hellip
hellip hellip hellip hellip X
copy Fraunhofer IML 24 Januar 2013
Folie 20
Vorteile der Lebenszykluskostenbetrachtung
Ganzheitliche Betrachtung aller durch die Anlage
verursachten Kosten
Ggf Entscheidungsgrundlage fuumlr die Anschaffung
einer Anlage mit houmlherem Kaufpreis aber
niedrigeren Einrichtungs- und Betriebskosten
Einfachere Linienintegration zB durch
Modulbauweise
Niedrigere Energiekosten durch bessere
Isolierung sparsame Motoren
Geringerer Aufwand durch einfachere
Bedienung Ruumlsten
Saumlule 6
(Neu-) Anlagenmanagement
copy Fraunhofer IML 24 Januar 2013
Folie 21
Voraussetzungen fuumlr erfolgreiches
Total Productive Management
Optimale
Prozesse
Anlagen-
verfuumlgbarkeit
Engagierte
qualifizierte
Mitarbeiter
ZIELE BASIS
Prozessketten-Instrumentarium
ganzheitlich
prozessorientiert
raquobottom-uplaquo
METHODEN
Arbeitsgruppen
Ziele
Kennzahlen
Qualifikations-Datenbank
Wissensmanagement
Verbesserungswesen
copy Fraunhofer IML 24 Januar 2013
Folie 22
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 23
TPM in Unternehmen
Typische Probleme bei der TPM-Einfuumlhrung
Keine Uumlbereinstimmung zwischen der Zielvorstellungen des Managements und der Mitarbeiter
Geringe Beruumlcksichtigung individueller Prozessanforderungen
Ungenuumlgende Bereitstellung der erforderlichen Ressourcen
Oftmals fehlende oder einseitige Motivation der Mitarbeiter bei
der Einfuumlhrung von TPM
Fuumlhrungsstrategie nicht mit TPM-Zielen vereinbar
httpdefotoliacomid32823525
copy Fraunhofer IML 24 Januar 2013
Folie 24
Moumlgliche Folgen
Unverstaumlndnis gegenuumlber Nutzen des neu
eingefuumlhrten Konzepts
Mitarbeiter sind nicht bereit ihre alten
Arbeitsgewohnheiten abzulegen
Boykott
Demotivation
Geringes Verantwortungsbewusstsein
Mitarbeiter nehmen das in Schulungen
vermittelte Wissen schlechter auf und
wenden dieses oftmals nicht an
Fall aus dem System
bdquoKonfrontation statt Kooperationldquo
httpdefotoliacomid27604676
copy Fraunhofer IML 24 Januar 2013
Folie 25
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 26
Haumlufige vorhandene Fuumlhrungsstrategie
in Unternehmen
Ausfuumlhrung
PlanungUumlberwachung
Entscheidungsfindung Management
Projektleiter
Produktions-personal
Instandhaltungs-personal
Entscheidungsfindung durch die Fuumlhrungskraumlfte
Entscheidungen und Vorgaben werden an die unteren Hierarchieebenen weitergegeben
Unteren Ebenen fuumlhren Maszlignahmen entsprechend der Vorgaben des Managements aus
Integriert in Entscheidungen und Umsetzung
Legende
Nur bdquoBefehls-empfaumlngerldquo
copy Fraunhofer IML 24 Januar 2013
Folie 27
Unterstuumltzung von TPM bei
Veraumlnderungen
bull Die Idee etwas zu aumlndern kommt von den Mitarbeitern selbst
bull Es entsteht die Bereitschaft etwas zu aumlndern so dass keine groszlige Vorbereitung notwendig ist
Auftauen
bull Die Verbesserungen werden von den Mitarbeitern selbst erarbeitet
bull Neue Ablaumlufe koumlnnen von den Mitarbeitern so gestaltet werden dass sie praktikabel umsetzbar sind
Bewegen
bull Die entwickelte Loumlsung stammt von den Mitarbeitern selbst
bull Schulungen oder eine lange Einfuumlhrungsphase sind nicht erforderlich
Einfrieren
Quelle 3-Phasen-Modell von K Lewin
copy Fraunhofer IML 24 Januar 2013
Folie 28
Aufgaben der Fuumlhrungskraumlfte im
Veraumlnderungsprozess
Durchfuumlhrung der Prozessaufnahmen und Aufnahme
der ermittelten Schwachstellen
Unterstuumltzung der Arbeit der Arbeitsgruppen
Ermittlung der Schulungsbedarfe der Mitglieder
Hilfestellung bei der Bewertung von Problemen und
Loumlsungen
Ggf Lenkungsfunktion
Koordination der unterschiedlichen Projekte
Abstimmung von Terminen
Kontrolle von Ergebnissen
Dokumentation nach Auszligen
Information der Mitarbeiter
Vorstellung besonderer Projekte
copy Fraunhofer IML 24 Januar 2013
Folie 29
Zu guter Letzthellip
bdquoWenn Du ein Schiff bauen willst so trommle
nicht Maumlnner zusammen
um Holz zu beschaffen Werkzeuge
vorzubereiten Aufgaben zu vergeben
und die Arbeit einzuteilen sondern lehre den
Maumlnnern die Sehnsucht
nach dem weiten endlosen Meerldquo
Antoine de Saint-Exupeacutery
Bildquelle Pictuma pixeliode
copy Fraunhofer IML 24 Januar 2013
Folie 30
Vielen Dank fuumlr Ihre
Aufmerksamkeit
Oliver Koumlsterke Dipl-Logist
Anlagen- und Servicemanagement
Fraunhofer-Institut fuumlr Materialfluss und Logistik IML
Joseph-von-Fraunhofer-Str 2-4 l 44227 Dortmund
Telefon +49 231 9743-455 l Mobil +49 152 54503929
oliverkoesterkeimlfraunhoferde l wwwimlfraunhoferde

copy Fraunhofer IML 24 Januar 2013
Folie 7
TPM ist ein Konzept zur
umfassenden kontinuierlichen Optimierung der
Prozesse in Produktion und Instandhaltung uumlber die
gesamte Lebensdauer der Anlagen
unter aktiver Beteiligung aller Mitarbeiter
TPM aus Sicht des Fraunhofer IML
copy Fraunhofer IML 24 Januar 2013
Folie 8
Das TPM-Saumlulenmodell aus Sicht des
Fraunhofer IML
Vollstaumlndige
Aufnahme der IST-
Prozessablaumlufe
Integration aller
Mitarbeiter
Arbeitsgruppen
Transparenz uumlber
Vorgehensweisen
und Maszlignahmen
durch
Saumlule 1
Kontinuierliche
Verbesserung
Saumlule 2
Gemeinschaftliche
Instandhaltung
Saumlule 3
Vorbeugende
Instandhaltung
Saumlule 4
Schulung und
Training
Saumlule 5
Qualitaumlts-
management
Saumlule 6
(Neu-) Anlagen-
management
Klar beschriebene
Vorgehensweisen
Zuordnung der
Verantwortlichen zu
jedem Teilprozess
Visuelles
Management
Bedienerwartung
Aufbau einer
hierarchischen
Anlagenstruktur
Ermittlung von
Fehlern und
Haumlufigkeiten
Zuordnung von
sinnvollen
Instandhaltungs-
strategien
Schulungskonzept
Systematische
Erfassung
durchgefuumlhrter und
durch-zufuumlhrender
Schulungen
Wissens-
management
Methodik Technik
Sozialkompetenz
Identifikation und
Entwicklung von
Messgroumlszligen zur
Qualitaumltsdefinition
Prozessorientiertes
Kennzahlenwesen
Aufdecken von
Verlusten in der
Produktion und
Verwaltung
Lebenszyklus-
betrachtung
Bereichsuumlber-
greifende Planung
Erfahrungen der
Produktion und
Instandhaltung
nutzen
Ersatzteilwesen
Ruumlstworkshops
durch durch durch durch durch
copy Fraunhofer IML 24 Januar 2013
Folie 9
Prozessaufnahme
Alle relevanten Prozesse werden in Gespraumlchen mit
Mitarbeitern und Fuumlhrungskraumlften in Kleingruppen
aufgenommen
Die Visualisierung erfolgt direkt mit Hilfe von
Packpapier und Karteikarten
Im Nachgang werden die aufgenommenen Prozesse
digitalisiert in Microsoftreg Visioreg dargestellt
Die ausgedruckten Prozesskettenplaumlne werden
ausgehaumlngt und koumlnnen von den Mitarbeitern validiert
werden
Die Prozessaufnahme bildet die Basis fuumlr die
Integration der Mitarbeiter in den Change-Prozess
Im Masterplan werden alle ermittelten Schwachstellen
aufgenommen und verwaltet
Saumlule 1
Kontinuierliche Verbesserung
copy Fraunhofer IML 24 Januar 2013
Folie 10
Saumlule 1
Kontinuierliche Verbesserung
Arbeitsgruppen
Die Loumlsung komplexer Aufgaben erfolgt
gemeinsam in interdisziplinaumlren Teams
Erarbeitung von Loumlsungsvorschlaumlgen
Messung des Nutzens
Bewertung der Wirtschaftlichkeit
Umsetzung im Betrieb
Praumlsentation der Ergebnisse an
Arbeitsgruppentafeln
Ergebnisse
Monitoring der
aufgenommenen
Werte und
Prognose
Team Aufgabe
Eignung von Sensorik
zur Abschaumltzung der
Rest-lebensdauer von
Pumpen Loumlsungsvorschlag
Schwingungs-
sensoren zum
Aufdecken von
Aumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 11
Saumlule 2
Gemeinschaftliche Instandhaltung
Grundinspektion zur Herstellung
des Optimalzustands
Durch eine umfassende Inspektion und
Reinigung werden alle Maumlngel an einer
Anlage aufgedeckt
Maumlngel werden erst nach Saumluberung der
Anlagen deutlich
Die Ursachen der Verschmutzung
koumlnnen identifiziert werden
Durch das Reinigen einer Anlage werden
zudem Stillstaumlnde waumlhrend des Betriebs
reduziert
Maumlngel werden mit roten Maumlngelkarten
markiert
Maumlngel sind fuumlr jeden unmittelbar
sichtbar
copy Fraunhofer IML 24 Januar 2013
Folie 12
Saumlule 2
Gemeinschaftliche Instandhaltung
Ergebnis der Grundinspektion
Erkannte Maumlngel werden beseitigt
Sofortige Behebung kleiner Maumlngel
Fixe Terminierung der Behebung groumlszligerer Maumlngel
Anzeigen werden mit Sollbereichen gekennzeichnet
Ein Wartungsplan wird erstellt
Vermeidung neuer Verschmutzung
Verstaumlndliche Ein-Punkt-Lektionen
Ausfaumllle werden vermieden
copy Fraunhofer IML 24 Januar 2013
Folie 13
Saumlule 3
Vorbeugende Instandhaltung
Aufteilung des Wartungsplans zwischen
Mitarbeitern aus Produktion und Instandhaltung
Einfache regelmaumlszligig wiederkehrende Taumltigkeiten
durch die Mitarbeiter der Produktion
Verstaumlndliche Ein-Punkt-Lektionen
Benoumltigte Werkzeuge sind vorhanden
Komplizierte sicherheitskritische Taumltigkeiten durch
Mitarbeiter der Instandhaltung
Direkte Vorteile
Keine ungleichmaumlszligige Auslastung der Mitarbeiter
Schnellere Durchfuumlhrung vieler Taumltigkeiten
Konzentration der Instandhalter auf die wesentlichen
Aufgaben
Langfristige Vorteile
Erhoumlhung der Verfuumlgbarkeit durch schnellere Reaktion
Exakte Verfuumlgbarkeit auf Maschinenebene ermoumlglicht
gezielte Investitionen
Daten bilden die Grundlage fuumlr die
richtige Auswahl der vorbeugenden
Maszlignahmen
copy Fraunhofer IML 24 Januar 2013
Folie 14
Saumlule 4
Schulung und Training
Methoden-kompetenz
Fach-kompetenz
Sozial-kompetenz
Erarbeitung von
Maszlignahmen in
Arbeitsgruppe
Methodenkompetenzen
middot Beherrschen von Techniken zur
- Ursachenanalyse
- Problemloumlsung
middot Organisationsfaumlhigkeit
Sozialkompetenzen
middot Kommunikationsfaumlhigkeit
middot Teamfaumlhigkeit
middot Motivation
Fachkompetenzen
middot Maschinenfunktionen
middot Ruumlsten und Einstellen
middot Ersatzteilbeschaffung
Bestimmung der benoumltigten
Mitarbeiterkompetenzen
copy Fraunhofer IML 24 Januar 2013
Folie 15
Saumlule 4
Schulung und Training
Ziel
Planung
Umsetzung
Kontrolle
Projekt-
management
Praumlsentations-
technikenMS-Office
Kosten-
rechnungFMEA
Prozess-
ketten-
management
Outsouring After SalesErsatzteil-
management
Total Process
Management
aktuell durch interne
Fortbildungen
erreichbarer Status
4 3 4 1 3 4 3 2 4 4
Mitarbeiter
Koffler Stephan 4 3 3 1 3 4 3 2 4 2
Meier Heinrich 2 3 3 1 2 4 1 0 3 1
Menge Thomas 3 1 3 1 3 3 1 2 4 2
Muumlller Ingo 4 3 2 0 3 1 2 1 2 1
Otto Inga 1 0 1 0 1 3 0 0 1 0
Sieger Ernst 1 2 1 0 0 2 0 0 0 0
Schulze Silke 2 3 4 1 0 2 0 0 1 1
Wecker Tiffy 3 3 4 0 0 4 3 0 1 0
Legende
Mitarbeiter-
fuumlhrung
Konflikt-
management
Teamfaumlhig-
keit
Mitarbeiter-
gespraumlchEnglisch Franzoumlsisch Spanisch keine Kenntnisse (0)
aktuell durch interne
Fortbildungen
erreichbarer Status
4 3 4 3 4 2 1 Grundkenntnisse (1)
Mitarbeiter Fortgeschritten (2)
Koffler Stephan 4 3 4 3 4 0 0 Profi (3)
Meier Heinrich 2 2 4 3 2 0 0 Experte (4)
Menge Thomas 1 2 3 2 3 0 1
Muumlller Ingo 0 2 2 3 0 4 0
Otto Inga 0 1 4 1 0 1 0
Sieger Ernst 0 0 4 0 4 0 0
Schulze Silke 0 0 3 1 1 0 0
Wecker Tiffy 1 2 1 1 3 1 0
Soziale Kompetenz Spraschkenntnisse
Methodische Kompetenz Fachliche Kompetenz
copy Fraunhofer IML 24 Januar 2013
Folie 16
Saumlule 5
Qualitaumltsmanagement
Gesamtanlageneffektivitaumlt (GAE)
Kalenderzeit
Betriebszeit
Laufzeit
Reduzierte
Geschwin-
digkeit
Ist-Menge
Ist-Menge
Gut-Menge Ausschuss
Ze
itL
eis
tun
gQ
ua
litauml
t
Geplante
Nicht-
Produktion
Stillstaumlnde
Moumlgliche Menge
A
B
C
D
E
F
GAE = BA x DC x FE
Zeitfaktor Leistungsfaktor Qualitaumltsfaktor
Potenzialeableitbare
Aussage bei
Werten lt 100 Stillstaumlnde
reduzieren
Betriebszeit
verlaumlngern
Geschwindigkei
t erhoumlhen
Kapazitaumlt
erhoumlhen
Ausschuss
reduzieren
Ist-Menge
erhoumlhen
copy Fraunhofer IML 24 Januar 2013
Folie 17
Saumlule 5
Qualitaumltsmanagement
bdquoNur was ich
messen kann
kann ich auch
verbessernldquo
Darstellung der
aktuellen
Themen an der
Anlage bildet
eine Basis fuumlr
erfolgreiches
Shop-floor
management
copy Fraunhofer IML 24 Januar 2013
Folie 18
Saumlule 6
(Neu-) Anlagenmanagement
Durchfuumlhrung von Ruumlstworkshops
bull Waumlhrend des Ruumlstens laumluft die
Anlage nicht sie ist also nicht
produktiv
bull Immer mehr Produkte werden in
kleineren Mengen produziert und
fuumlhren zu einem houmlheren Anteil der
Ruumlstzeiten an der Gesamtzeit
Ziele des Ruumlstworkshops
bull Erhoumlhung der Flexibilitaumlt
(kostenneutraler Loswechsel)
bull Erhoumlhung der Auslastung der
Maschinen
bull Reduzierung der Lagerbestaumlnde
Folie 18
Produktions
-planung
und
Steuerung
Produktions
-
technologie
Arbeits-
organisatio
n
Einflussgroumlszligen der Produktwechselzeit
Komplexitaumlt der Maszlignahmen
Parameteroptimierung
Technologiewechsel
Sequenzierung
Operations Research
Ruumlstprozesse
SMED
copy Fraunhofer IML 24 Januar 2013
Folie 19
Saumlule 6
(Neu-) Anlagenmanagement
Ergebnisse des Ruumlstworkshops
Was tut der Einrichter
Genutztes Werkzeug
Informationen fuumlr die Durchfuumlhrung
Zuruumlckgelegte Laufwege
Welche offensichtlichen Probleme treten auf
Wo gibt es VerzoumlgerungenWartezeiten
Naumlchste Schritte
Reorganisation der Taumltigkeiten
Eliminieren
Kombinieren
Umstrukturieren
Vereinfachen
Erstellen einer Ruumlstmatrix mit Zeiten zur Ermittlung der optimalen Produktionsreihenfolge
A B C hellip
A X 15min 15min hellip
B 5min X 5min hellip
C 10min 10min X hellip
hellip hellip hellip hellip X
copy Fraunhofer IML 24 Januar 2013
Folie 20
Vorteile der Lebenszykluskostenbetrachtung
Ganzheitliche Betrachtung aller durch die Anlage
verursachten Kosten
Ggf Entscheidungsgrundlage fuumlr die Anschaffung
einer Anlage mit houmlherem Kaufpreis aber
niedrigeren Einrichtungs- und Betriebskosten
Einfachere Linienintegration zB durch
Modulbauweise
Niedrigere Energiekosten durch bessere
Isolierung sparsame Motoren
Geringerer Aufwand durch einfachere
Bedienung Ruumlsten
Saumlule 6
(Neu-) Anlagenmanagement
copy Fraunhofer IML 24 Januar 2013
Folie 21
Voraussetzungen fuumlr erfolgreiches
Total Productive Management
Optimale
Prozesse
Anlagen-
verfuumlgbarkeit
Engagierte
qualifizierte
Mitarbeiter
ZIELE BASIS
Prozessketten-Instrumentarium
ganzheitlich
prozessorientiert
raquobottom-uplaquo
METHODEN
Arbeitsgruppen
Ziele
Kennzahlen
Qualifikations-Datenbank
Wissensmanagement
Verbesserungswesen
copy Fraunhofer IML 24 Januar 2013
Folie 22
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 23
TPM in Unternehmen
Typische Probleme bei der TPM-Einfuumlhrung
Keine Uumlbereinstimmung zwischen der Zielvorstellungen des Managements und der Mitarbeiter
Geringe Beruumlcksichtigung individueller Prozessanforderungen
Ungenuumlgende Bereitstellung der erforderlichen Ressourcen
Oftmals fehlende oder einseitige Motivation der Mitarbeiter bei
der Einfuumlhrung von TPM
Fuumlhrungsstrategie nicht mit TPM-Zielen vereinbar
httpdefotoliacomid32823525
copy Fraunhofer IML 24 Januar 2013
Folie 24
Moumlgliche Folgen
Unverstaumlndnis gegenuumlber Nutzen des neu
eingefuumlhrten Konzepts
Mitarbeiter sind nicht bereit ihre alten
Arbeitsgewohnheiten abzulegen
Boykott
Demotivation
Geringes Verantwortungsbewusstsein
Mitarbeiter nehmen das in Schulungen
vermittelte Wissen schlechter auf und
wenden dieses oftmals nicht an
Fall aus dem System
bdquoKonfrontation statt Kooperationldquo
httpdefotoliacomid27604676
copy Fraunhofer IML 24 Januar 2013
Folie 25
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 26
Haumlufige vorhandene Fuumlhrungsstrategie
in Unternehmen
Ausfuumlhrung
PlanungUumlberwachung
Entscheidungsfindung Management
Projektleiter
Produktions-personal
Instandhaltungs-personal
Entscheidungsfindung durch die Fuumlhrungskraumlfte
Entscheidungen und Vorgaben werden an die unteren Hierarchieebenen weitergegeben
Unteren Ebenen fuumlhren Maszlignahmen entsprechend der Vorgaben des Managements aus
Integriert in Entscheidungen und Umsetzung
Legende
Nur bdquoBefehls-empfaumlngerldquo
copy Fraunhofer IML 24 Januar 2013
Folie 27
Unterstuumltzung von TPM bei
Veraumlnderungen
bull Die Idee etwas zu aumlndern kommt von den Mitarbeitern selbst
bull Es entsteht die Bereitschaft etwas zu aumlndern so dass keine groszlige Vorbereitung notwendig ist
Auftauen
bull Die Verbesserungen werden von den Mitarbeitern selbst erarbeitet
bull Neue Ablaumlufe koumlnnen von den Mitarbeitern so gestaltet werden dass sie praktikabel umsetzbar sind
Bewegen
bull Die entwickelte Loumlsung stammt von den Mitarbeitern selbst
bull Schulungen oder eine lange Einfuumlhrungsphase sind nicht erforderlich
Einfrieren
Quelle 3-Phasen-Modell von K Lewin
copy Fraunhofer IML 24 Januar 2013
Folie 28
Aufgaben der Fuumlhrungskraumlfte im
Veraumlnderungsprozess
Durchfuumlhrung der Prozessaufnahmen und Aufnahme
der ermittelten Schwachstellen
Unterstuumltzung der Arbeit der Arbeitsgruppen
Ermittlung der Schulungsbedarfe der Mitglieder
Hilfestellung bei der Bewertung von Problemen und
Loumlsungen
Ggf Lenkungsfunktion
Koordination der unterschiedlichen Projekte
Abstimmung von Terminen
Kontrolle von Ergebnissen
Dokumentation nach Auszligen
Information der Mitarbeiter
Vorstellung besonderer Projekte
copy Fraunhofer IML 24 Januar 2013
Folie 29
Zu guter Letzthellip
bdquoWenn Du ein Schiff bauen willst so trommle
nicht Maumlnner zusammen
um Holz zu beschaffen Werkzeuge
vorzubereiten Aufgaben zu vergeben
und die Arbeit einzuteilen sondern lehre den
Maumlnnern die Sehnsucht
nach dem weiten endlosen Meerldquo
Antoine de Saint-Exupeacutery
Bildquelle Pictuma pixeliode
copy Fraunhofer IML 24 Januar 2013
Folie 30
Vielen Dank fuumlr Ihre
Aufmerksamkeit
Oliver Koumlsterke Dipl-Logist
Anlagen- und Servicemanagement
Fraunhofer-Institut fuumlr Materialfluss und Logistik IML
Joseph-von-Fraunhofer-Str 2-4 l 44227 Dortmund
Telefon +49 231 9743-455 l Mobil +49 152 54503929
oliverkoesterkeimlfraunhoferde l wwwimlfraunhoferde

copy Fraunhofer IML 24 Januar 2013
Folie 8
Das TPM-Saumlulenmodell aus Sicht des
Fraunhofer IML
Vollstaumlndige
Aufnahme der IST-
Prozessablaumlufe
Integration aller
Mitarbeiter
Arbeitsgruppen
Transparenz uumlber
Vorgehensweisen
und Maszlignahmen
durch
Saumlule 1
Kontinuierliche
Verbesserung
Saumlule 2
Gemeinschaftliche
Instandhaltung
Saumlule 3
Vorbeugende
Instandhaltung
Saumlule 4
Schulung und
Training
Saumlule 5
Qualitaumlts-
management
Saumlule 6
(Neu-) Anlagen-
management
Klar beschriebene
Vorgehensweisen
Zuordnung der
Verantwortlichen zu
jedem Teilprozess
Visuelles
Management
Bedienerwartung
Aufbau einer
hierarchischen
Anlagenstruktur
Ermittlung von
Fehlern und
Haumlufigkeiten
Zuordnung von
sinnvollen
Instandhaltungs-
strategien
Schulungskonzept
Systematische
Erfassung
durchgefuumlhrter und
durch-zufuumlhrender
Schulungen
Wissens-
management
Methodik Technik
Sozialkompetenz
Identifikation und
Entwicklung von
Messgroumlszligen zur
Qualitaumltsdefinition
Prozessorientiertes
Kennzahlenwesen
Aufdecken von
Verlusten in der
Produktion und
Verwaltung
Lebenszyklus-
betrachtung
Bereichsuumlber-
greifende Planung
Erfahrungen der
Produktion und
Instandhaltung
nutzen
Ersatzteilwesen
Ruumlstworkshops
durch durch durch durch durch
copy Fraunhofer IML 24 Januar 2013
Folie 9
Prozessaufnahme
Alle relevanten Prozesse werden in Gespraumlchen mit
Mitarbeitern und Fuumlhrungskraumlften in Kleingruppen
aufgenommen
Die Visualisierung erfolgt direkt mit Hilfe von
Packpapier und Karteikarten
Im Nachgang werden die aufgenommenen Prozesse
digitalisiert in Microsoftreg Visioreg dargestellt
Die ausgedruckten Prozesskettenplaumlne werden
ausgehaumlngt und koumlnnen von den Mitarbeitern validiert
werden
Die Prozessaufnahme bildet die Basis fuumlr die
Integration der Mitarbeiter in den Change-Prozess
Im Masterplan werden alle ermittelten Schwachstellen
aufgenommen und verwaltet
Saumlule 1
Kontinuierliche Verbesserung
copy Fraunhofer IML 24 Januar 2013
Folie 10
Saumlule 1
Kontinuierliche Verbesserung
Arbeitsgruppen
Die Loumlsung komplexer Aufgaben erfolgt
gemeinsam in interdisziplinaumlren Teams
Erarbeitung von Loumlsungsvorschlaumlgen
Messung des Nutzens
Bewertung der Wirtschaftlichkeit
Umsetzung im Betrieb
Praumlsentation der Ergebnisse an
Arbeitsgruppentafeln
Ergebnisse
Monitoring der
aufgenommenen
Werte und
Prognose
Team Aufgabe
Eignung von Sensorik
zur Abschaumltzung der
Rest-lebensdauer von
Pumpen Loumlsungsvorschlag
Schwingungs-
sensoren zum
Aufdecken von
Aumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 11
Saumlule 2
Gemeinschaftliche Instandhaltung
Grundinspektion zur Herstellung
des Optimalzustands
Durch eine umfassende Inspektion und
Reinigung werden alle Maumlngel an einer
Anlage aufgedeckt
Maumlngel werden erst nach Saumluberung der
Anlagen deutlich
Die Ursachen der Verschmutzung
koumlnnen identifiziert werden
Durch das Reinigen einer Anlage werden
zudem Stillstaumlnde waumlhrend des Betriebs
reduziert
Maumlngel werden mit roten Maumlngelkarten
markiert
Maumlngel sind fuumlr jeden unmittelbar
sichtbar
copy Fraunhofer IML 24 Januar 2013
Folie 12
Saumlule 2
Gemeinschaftliche Instandhaltung
Ergebnis der Grundinspektion
Erkannte Maumlngel werden beseitigt
Sofortige Behebung kleiner Maumlngel
Fixe Terminierung der Behebung groumlszligerer Maumlngel
Anzeigen werden mit Sollbereichen gekennzeichnet
Ein Wartungsplan wird erstellt
Vermeidung neuer Verschmutzung
Verstaumlndliche Ein-Punkt-Lektionen
Ausfaumllle werden vermieden
copy Fraunhofer IML 24 Januar 2013
Folie 13
Saumlule 3
Vorbeugende Instandhaltung
Aufteilung des Wartungsplans zwischen
Mitarbeitern aus Produktion und Instandhaltung
Einfache regelmaumlszligig wiederkehrende Taumltigkeiten
durch die Mitarbeiter der Produktion
Verstaumlndliche Ein-Punkt-Lektionen
Benoumltigte Werkzeuge sind vorhanden
Komplizierte sicherheitskritische Taumltigkeiten durch
Mitarbeiter der Instandhaltung
Direkte Vorteile
Keine ungleichmaumlszligige Auslastung der Mitarbeiter
Schnellere Durchfuumlhrung vieler Taumltigkeiten
Konzentration der Instandhalter auf die wesentlichen
Aufgaben
Langfristige Vorteile
Erhoumlhung der Verfuumlgbarkeit durch schnellere Reaktion
Exakte Verfuumlgbarkeit auf Maschinenebene ermoumlglicht
gezielte Investitionen
Daten bilden die Grundlage fuumlr die
richtige Auswahl der vorbeugenden
Maszlignahmen
copy Fraunhofer IML 24 Januar 2013
Folie 14
Saumlule 4
Schulung und Training
Methoden-kompetenz
Fach-kompetenz
Sozial-kompetenz
Erarbeitung von
Maszlignahmen in
Arbeitsgruppe
Methodenkompetenzen
middot Beherrschen von Techniken zur
- Ursachenanalyse
- Problemloumlsung
middot Organisationsfaumlhigkeit
Sozialkompetenzen
middot Kommunikationsfaumlhigkeit
middot Teamfaumlhigkeit
middot Motivation
Fachkompetenzen
middot Maschinenfunktionen
middot Ruumlsten und Einstellen
middot Ersatzteilbeschaffung
Bestimmung der benoumltigten
Mitarbeiterkompetenzen
copy Fraunhofer IML 24 Januar 2013
Folie 15
Saumlule 4
Schulung und Training
Ziel
Planung
Umsetzung
Kontrolle
Projekt-
management
Praumlsentations-
technikenMS-Office
Kosten-
rechnungFMEA
Prozess-
ketten-
management
Outsouring After SalesErsatzteil-
management
Total Process
Management
aktuell durch interne
Fortbildungen
erreichbarer Status
4 3 4 1 3 4 3 2 4 4
Mitarbeiter
Koffler Stephan 4 3 3 1 3 4 3 2 4 2
Meier Heinrich 2 3 3 1 2 4 1 0 3 1
Menge Thomas 3 1 3 1 3 3 1 2 4 2
Muumlller Ingo 4 3 2 0 3 1 2 1 2 1
Otto Inga 1 0 1 0 1 3 0 0 1 0
Sieger Ernst 1 2 1 0 0 2 0 0 0 0
Schulze Silke 2 3 4 1 0 2 0 0 1 1
Wecker Tiffy 3 3 4 0 0 4 3 0 1 0
Legende
Mitarbeiter-
fuumlhrung
Konflikt-
management
Teamfaumlhig-
keit
Mitarbeiter-
gespraumlchEnglisch Franzoumlsisch Spanisch keine Kenntnisse (0)
aktuell durch interne
Fortbildungen
erreichbarer Status
4 3 4 3 4 2 1 Grundkenntnisse (1)
Mitarbeiter Fortgeschritten (2)
Koffler Stephan 4 3 4 3 4 0 0 Profi (3)
Meier Heinrich 2 2 4 3 2 0 0 Experte (4)
Menge Thomas 1 2 3 2 3 0 1
Muumlller Ingo 0 2 2 3 0 4 0
Otto Inga 0 1 4 1 0 1 0
Sieger Ernst 0 0 4 0 4 0 0
Schulze Silke 0 0 3 1 1 0 0
Wecker Tiffy 1 2 1 1 3 1 0
Soziale Kompetenz Spraschkenntnisse
Methodische Kompetenz Fachliche Kompetenz
copy Fraunhofer IML 24 Januar 2013
Folie 16
Saumlule 5
Qualitaumltsmanagement
Gesamtanlageneffektivitaumlt (GAE)
Kalenderzeit
Betriebszeit
Laufzeit
Reduzierte
Geschwin-
digkeit
Ist-Menge
Ist-Menge
Gut-Menge Ausschuss
Ze
itL
eis
tun
gQ
ua
litauml
t
Geplante
Nicht-
Produktion
Stillstaumlnde
Moumlgliche Menge
A
B
C
D
E
F
GAE = BA x DC x FE
Zeitfaktor Leistungsfaktor Qualitaumltsfaktor
Potenzialeableitbare
Aussage bei
Werten lt 100 Stillstaumlnde
reduzieren
Betriebszeit
verlaumlngern
Geschwindigkei
t erhoumlhen
Kapazitaumlt
erhoumlhen
Ausschuss
reduzieren
Ist-Menge
erhoumlhen
copy Fraunhofer IML 24 Januar 2013
Folie 17
Saumlule 5
Qualitaumltsmanagement
bdquoNur was ich
messen kann
kann ich auch
verbessernldquo
Darstellung der
aktuellen
Themen an der
Anlage bildet
eine Basis fuumlr
erfolgreiches
Shop-floor
management
copy Fraunhofer IML 24 Januar 2013
Folie 18
Saumlule 6
(Neu-) Anlagenmanagement
Durchfuumlhrung von Ruumlstworkshops
bull Waumlhrend des Ruumlstens laumluft die
Anlage nicht sie ist also nicht
produktiv
bull Immer mehr Produkte werden in
kleineren Mengen produziert und
fuumlhren zu einem houmlheren Anteil der
Ruumlstzeiten an der Gesamtzeit
Ziele des Ruumlstworkshops
bull Erhoumlhung der Flexibilitaumlt
(kostenneutraler Loswechsel)
bull Erhoumlhung der Auslastung der
Maschinen
bull Reduzierung der Lagerbestaumlnde
Folie 18
Produktions
-planung
und
Steuerung
Produktions
-
technologie
Arbeits-
organisatio
n
Einflussgroumlszligen der Produktwechselzeit
Komplexitaumlt der Maszlignahmen
Parameteroptimierung
Technologiewechsel
Sequenzierung
Operations Research
Ruumlstprozesse
SMED
copy Fraunhofer IML 24 Januar 2013
Folie 19
Saumlule 6
(Neu-) Anlagenmanagement
Ergebnisse des Ruumlstworkshops
Was tut der Einrichter
Genutztes Werkzeug
Informationen fuumlr die Durchfuumlhrung
Zuruumlckgelegte Laufwege
Welche offensichtlichen Probleme treten auf
Wo gibt es VerzoumlgerungenWartezeiten
Naumlchste Schritte
Reorganisation der Taumltigkeiten
Eliminieren
Kombinieren
Umstrukturieren
Vereinfachen
Erstellen einer Ruumlstmatrix mit Zeiten zur Ermittlung der optimalen Produktionsreihenfolge
A B C hellip
A X 15min 15min hellip
B 5min X 5min hellip
C 10min 10min X hellip
hellip hellip hellip hellip X
copy Fraunhofer IML 24 Januar 2013
Folie 20
Vorteile der Lebenszykluskostenbetrachtung
Ganzheitliche Betrachtung aller durch die Anlage
verursachten Kosten
Ggf Entscheidungsgrundlage fuumlr die Anschaffung
einer Anlage mit houmlherem Kaufpreis aber
niedrigeren Einrichtungs- und Betriebskosten
Einfachere Linienintegration zB durch
Modulbauweise
Niedrigere Energiekosten durch bessere
Isolierung sparsame Motoren
Geringerer Aufwand durch einfachere
Bedienung Ruumlsten
Saumlule 6
(Neu-) Anlagenmanagement
copy Fraunhofer IML 24 Januar 2013
Folie 21
Voraussetzungen fuumlr erfolgreiches
Total Productive Management
Optimale
Prozesse
Anlagen-
verfuumlgbarkeit
Engagierte
qualifizierte
Mitarbeiter
ZIELE BASIS
Prozessketten-Instrumentarium
ganzheitlich
prozessorientiert
raquobottom-uplaquo
METHODEN
Arbeitsgruppen
Ziele
Kennzahlen
Qualifikations-Datenbank
Wissensmanagement
Verbesserungswesen
copy Fraunhofer IML 24 Januar 2013
Folie 22
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 23
TPM in Unternehmen
Typische Probleme bei der TPM-Einfuumlhrung
Keine Uumlbereinstimmung zwischen der Zielvorstellungen des Managements und der Mitarbeiter
Geringe Beruumlcksichtigung individueller Prozessanforderungen
Ungenuumlgende Bereitstellung der erforderlichen Ressourcen
Oftmals fehlende oder einseitige Motivation der Mitarbeiter bei
der Einfuumlhrung von TPM
Fuumlhrungsstrategie nicht mit TPM-Zielen vereinbar
httpdefotoliacomid32823525
copy Fraunhofer IML 24 Januar 2013
Folie 24
Moumlgliche Folgen
Unverstaumlndnis gegenuumlber Nutzen des neu
eingefuumlhrten Konzepts
Mitarbeiter sind nicht bereit ihre alten
Arbeitsgewohnheiten abzulegen
Boykott
Demotivation
Geringes Verantwortungsbewusstsein
Mitarbeiter nehmen das in Schulungen
vermittelte Wissen schlechter auf und
wenden dieses oftmals nicht an
Fall aus dem System
bdquoKonfrontation statt Kooperationldquo
httpdefotoliacomid27604676
copy Fraunhofer IML 24 Januar 2013
Folie 25
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 26
Haumlufige vorhandene Fuumlhrungsstrategie
in Unternehmen
Ausfuumlhrung
PlanungUumlberwachung
Entscheidungsfindung Management
Projektleiter
Produktions-personal
Instandhaltungs-personal
Entscheidungsfindung durch die Fuumlhrungskraumlfte
Entscheidungen und Vorgaben werden an die unteren Hierarchieebenen weitergegeben
Unteren Ebenen fuumlhren Maszlignahmen entsprechend der Vorgaben des Managements aus
Integriert in Entscheidungen und Umsetzung
Legende
Nur bdquoBefehls-empfaumlngerldquo
copy Fraunhofer IML 24 Januar 2013
Folie 27
Unterstuumltzung von TPM bei
Veraumlnderungen
bull Die Idee etwas zu aumlndern kommt von den Mitarbeitern selbst
bull Es entsteht die Bereitschaft etwas zu aumlndern so dass keine groszlige Vorbereitung notwendig ist
Auftauen
bull Die Verbesserungen werden von den Mitarbeitern selbst erarbeitet
bull Neue Ablaumlufe koumlnnen von den Mitarbeitern so gestaltet werden dass sie praktikabel umsetzbar sind
Bewegen
bull Die entwickelte Loumlsung stammt von den Mitarbeitern selbst
bull Schulungen oder eine lange Einfuumlhrungsphase sind nicht erforderlich
Einfrieren
Quelle 3-Phasen-Modell von K Lewin
copy Fraunhofer IML 24 Januar 2013
Folie 28
Aufgaben der Fuumlhrungskraumlfte im
Veraumlnderungsprozess
Durchfuumlhrung der Prozessaufnahmen und Aufnahme
der ermittelten Schwachstellen
Unterstuumltzung der Arbeit der Arbeitsgruppen
Ermittlung der Schulungsbedarfe der Mitglieder
Hilfestellung bei der Bewertung von Problemen und
Loumlsungen
Ggf Lenkungsfunktion
Koordination der unterschiedlichen Projekte
Abstimmung von Terminen
Kontrolle von Ergebnissen
Dokumentation nach Auszligen
Information der Mitarbeiter
Vorstellung besonderer Projekte
copy Fraunhofer IML 24 Januar 2013
Folie 29
Zu guter Letzthellip
bdquoWenn Du ein Schiff bauen willst so trommle
nicht Maumlnner zusammen
um Holz zu beschaffen Werkzeuge
vorzubereiten Aufgaben zu vergeben
und die Arbeit einzuteilen sondern lehre den
Maumlnnern die Sehnsucht
nach dem weiten endlosen Meerldquo
Antoine de Saint-Exupeacutery
Bildquelle Pictuma pixeliode
copy Fraunhofer IML 24 Januar 2013
Folie 30
Vielen Dank fuumlr Ihre
Aufmerksamkeit
Oliver Koumlsterke Dipl-Logist
Anlagen- und Servicemanagement
Fraunhofer-Institut fuumlr Materialfluss und Logistik IML
Joseph-von-Fraunhofer-Str 2-4 l 44227 Dortmund
Telefon +49 231 9743-455 l Mobil +49 152 54503929
oliverkoesterkeimlfraunhoferde l wwwimlfraunhoferde
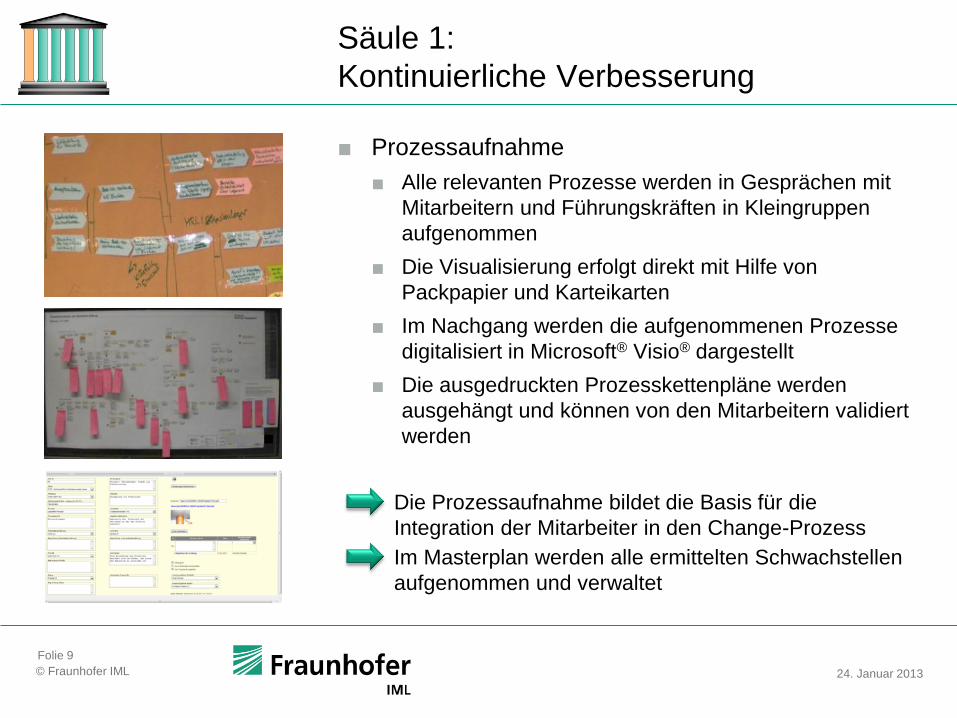
copy Fraunhofer IML 24 Januar 2013
Folie 9
Prozessaufnahme
Alle relevanten Prozesse werden in Gespraumlchen mit
Mitarbeitern und Fuumlhrungskraumlften in Kleingruppen
aufgenommen
Die Visualisierung erfolgt direkt mit Hilfe von
Packpapier und Karteikarten
Im Nachgang werden die aufgenommenen Prozesse
digitalisiert in Microsoftreg Visioreg dargestellt
Die ausgedruckten Prozesskettenplaumlne werden
ausgehaumlngt und koumlnnen von den Mitarbeitern validiert
werden
Die Prozessaufnahme bildet die Basis fuumlr die
Integration der Mitarbeiter in den Change-Prozess
Im Masterplan werden alle ermittelten Schwachstellen
aufgenommen und verwaltet
Saumlule 1
Kontinuierliche Verbesserung
copy Fraunhofer IML 24 Januar 2013
Folie 10
Saumlule 1
Kontinuierliche Verbesserung
Arbeitsgruppen
Die Loumlsung komplexer Aufgaben erfolgt
gemeinsam in interdisziplinaumlren Teams
Erarbeitung von Loumlsungsvorschlaumlgen
Messung des Nutzens
Bewertung der Wirtschaftlichkeit
Umsetzung im Betrieb
Praumlsentation der Ergebnisse an
Arbeitsgruppentafeln
Ergebnisse
Monitoring der
aufgenommenen
Werte und
Prognose
Team Aufgabe
Eignung von Sensorik
zur Abschaumltzung der
Rest-lebensdauer von
Pumpen Loumlsungsvorschlag
Schwingungs-
sensoren zum
Aufdecken von
Aumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 11
Saumlule 2
Gemeinschaftliche Instandhaltung
Grundinspektion zur Herstellung
des Optimalzustands
Durch eine umfassende Inspektion und
Reinigung werden alle Maumlngel an einer
Anlage aufgedeckt
Maumlngel werden erst nach Saumluberung der
Anlagen deutlich
Die Ursachen der Verschmutzung
koumlnnen identifiziert werden
Durch das Reinigen einer Anlage werden
zudem Stillstaumlnde waumlhrend des Betriebs
reduziert
Maumlngel werden mit roten Maumlngelkarten
markiert
Maumlngel sind fuumlr jeden unmittelbar
sichtbar
copy Fraunhofer IML 24 Januar 2013
Folie 12
Saumlule 2
Gemeinschaftliche Instandhaltung
Ergebnis der Grundinspektion
Erkannte Maumlngel werden beseitigt
Sofortige Behebung kleiner Maumlngel
Fixe Terminierung der Behebung groumlszligerer Maumlngel
Anzeigen werden mit Sollbereichen gekennzeichnet
Ein Wartungsplan wird erstellt
Vermeidung neuer Verschmutzung
Verstaumlndliche Ein-Punkt-Lektionen
Ausfaumllle werden vermieden
copy Fraunhofer IML 24 Januar 2013
Folie 13
Saumlule 3
Vorbeugende Instandhaltung
Aufteilung des Wartungsplans zwischen
Mitarbeitern aus Produktion und Instandhaltung
Einfache regelmaumlszligig wiederkehrende Taumltigkeiten
durch die Mitarbeiter der Produktion
Verstaumlndliche Ein-Punkt-Lektionen
Benoumltigte Werkzeuge sind vorhanden
Komplizierte sicherheitskritische Taumltigkeiten durch
Mitarbeiter der Instandhaltung
Direkte Vorteile
Keine ungleichmaumlszligige Auslastung der Mitarbeiter
Schnellere Durchfuumlhrung vieler Taumltigkeiten
Konzentration der Instandhalter auf die wesentlichen
Aufgaben
Langfristige Vorteile
Erhoumlhung der Verfuumlgbarkeit durch schnellere Reaktion
Exakte Verfuumlgbarkeit auf Maschinenebene ermoumlglicht
gezielte Investitionen
Daten bilden die Grundlage fuumlr die
richtige Auswahl der vorbeugenden
Maszlignahmen
copy Fraunhofer IML 24 Januar 2013
Folie 14
Saumlule 4
Schulung und Training
Methoden-kompetenz
Fach-kompetenz
Sozial-kompetenz
Erarbeitung von
Maszlignahmen in
Arbeitsgruppe
Methodenkompetenzen
middot Beherrschen von Techniken zur
- Ursachenanalyse
- Problemloumlsung
middot Organisationsfaumlhigkeit
Sozialkompetenzen
middot Kommunikationsfaumlhigkeit
middot Teamfaumlhigkeit
middot Motivation
Fachkompetenzen
middot Maschinenfunktionen
middot Ruumlsten und Einstellen
middot Ersatzteilbeschaffung
Bestimmung der benoumltigten
Mitarbeiterkompetenzen
copy Fraunhofer IML 24 Januar 2013
Folie 15
Saumlule 4
Schulung und Training
Ziel
Planung
Umsetzung
Kontrolle
Projekt-
management
Praumlsentations-
technikenMS-Office
Kosten-
rechnungFMEA
Prozess-
ketten-
management
Outsouring After SalesErsatzteil-
management
Total Process
Management
aktuell durch interne
Fortbildungen
erreichbarer Status
4 3 4 1 3 4 3 2 4 4
Mitarbeiter
Koffler Stephan 4 3 3 1 3 4 3 2 4 2
Meier Heinrich 2 3 3 1 2 4 1 0 3 1
Menge Thomas 3 1 3 1 3 3 1 2 4 2
Muumlller Ingo 4 3 2 0 3 1 2 1 2 1
Otto Inga 1 0 1 0 1 3 0 0 1 0
Sieger Ernst 1 2 1 0 0 2 0 0 0 0
Schulze Silke 2 3 4 1 0 2 0 0 1 1
Wecker Tiffy 3 3 4 0 0 4 3 0 1 0
Legende
Mitarbeiter-
fuumlhrung
Konflikt-
management
Teamfaumlhig-
keit
Mitarbeiter-
gespraumlchEnglisch Franzoumlsisch Spanisch keine Kenntnisse (0)
aktuell durch interne
Fortbildungen
erreichbarer Status
4 3 4 3 4 2 1 Grundkenntnisse (1)
Mitarbeiter Fortgeschritten (2)
Koffler Stephan 4 3 4 3 4 0 0 Profi (3)
Meier Heinrich 2 2 4 3 2 0 0 Experte (4)
Menge Thomas 1 2 3 2 3 0 1
Muumlller Ingo 0 2 2 3 0 4 0
Otto Inga 0 1 4 1 0 1 0
Sieger Ernst 0 0 4 0 4 0 0
Schulze Silke 0 0 3 1 1 0 0
Wecker Tiffy 1 2 1 1 3 1 0
Soziale Kompetenz Spraschkenntnisse
Methodische Kompetenz Fachliche Kompetenz
copy Fraunhofer IML 24 Januar 2013
Folie 16
Saumlule 5
Qualitaumltsmanagement
Gesamtanlageneffektivitaumlt (GAE)
Kalenderzeit
Betriebszeit
Laufzeit
Reduzierte
Geschwin-
digkeit
Ist-Menge
Ist-Menge
Gut-Menge Ausschuss
Ze
itL
eis
tun
gQ
ua
litauml
t
Geplante
Nicht-
Produktion
Stillstaumlnde
Moumlgliche Menge
A
B
C
D
E
F
GAE = BA x DC x FE
Zeitfaktor Leistungsfaktor Qualitaumltsfaktor
Potenzialeableitbare
Aussage bei
Werten lt 100 Stillstaumlnde
reduzieren
Betriebszeit
verlaumlngern
Geschwindigkei
t erhoumlhen
Kapazitaumlt
erhoumlhen
Ausschuss
reduzieren
Ist-Menge
erhoumlhen
copy Fraunhofer IML 24 Januar 2013
Folie 17
Saumlule 5
Qualitaumltsmanagement
bdquoNur was ich
messen kann
kann ich auch
verbessernldquo
Darstellung der
aktuellen
Themen an der
Anlage bildet
eine Basis fuumlr
erfolgreiches
Shop-floor
management
copy Fraunhofer IML 24 Januar 2013
Folie 18
Saumlule 6
(Neu-) Anlagenmanagement
Durchfuumlhrung von Ruumlstworkshops
bull Waumlhrend des Ruumlstens laumluft die
Anlage nicht sie ist also nicht
produktiv
bull Immer mehr Produkte werden in
kleineren Mengen produziert und
fuumlhren zu einem houmlheren Anteil der
Ruumlstzeiten an der Gesamtzeit
Ziele des Ruumlstworkshops
bull Erhoumlhung der Flexibilitaumlt
(kostenneutraler Loswechsel)
bull Erhoumlhung der Auslastung der
Maschinen
bull Reduzierung der Lagerbestaumlnde
Folie 18
Produktions
-planung
und
Steuerung
Produktions
-
technologie
Arbeits-
organisatio
n
Einflussgroumlszligen der Produktwechselzeit
Komplexitaumlt der Maszlignahmen
Parameteroptimierung
Technologiewechsel
Sequenzierung
Operations Research
Ruumlstprozesse
SMED
copy Fraunhofer IML 24 Januar 2013
Folie 19
Saumlule 6
(Neu-) Anlagenmanagement
Ergebnisse des Ruumlstworkshops
Was tut der Einrichter
Genutztes Werkzeug
Informationen fuumlr die Durchfuumlhrung
Zuruumlckgelegte Laufwege
Welche offensichtlichen Probleme treten auf
Wo gibt es VerzoumlgerungenWartezeiten
Naumlchste Schritte
Reorganisation der Taumltigkeiten
Eliminieren
Kombinieren
Umstrukturieren
Vereinfachen
Erstellen einer Ruumlstmatrix mit Zeiten zur Ermittlung der optimalen Produktionsreihenfolge
A B C hellip
A X 15min 15min hellip
B 5min X 5min hellip
C 10min 10min X hellip
hellip hellip hellip hellip X
copy Fraunhofer IML 24 Januar 2013
Folie 20
Vorteile der Lebenszykluskostenbetrachtung
Ganzheitliche Betrachtung aller durch die Anlage
verursachten Kosten
Ggf Entscheidungsgrundlage fuumlr die Anschaffung
einer Anlage mit houmlherem Kaufpreis aber
niedrigeren Einrichtungs- und Betriebskosten
Einfachere Linienintegration zB durch
Modulbauweise
Niedrigere Energiekosten durch bessere
Isolierung sparsame Motoren
Geringerer Aufwand durch einfachere
Bedienung Ruumlsten
Saumlule 6
(Neu-) Anlagenmanagement
copy Fraunhofer IML 24 Januar 2013
Folie 21
Voraussetzungen fuumlr erfolgreiches
Total Productive Management
Optimale
Prozesse
Anlagen-
verfuumlgbarkeit
Engagierte
qualifizierte
Mitarbeiter
ZIELE BASIS
Prozessketten-Instrumentarium
ganzheitlich
prozessorientiert
raquobottom-uplaquo
METHODEN
Arbeitsgruppen
Ziele
Kennzahlen
Qualifikations-Datenbank
Wissensmanagement
Verbesserungswesen
copy Fraunhofer IML 24 Januar 2013
Folie 22
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 23
TPM in Unternehmen
Typische Probleme bei der TPM-Einfuumlhrung
Keine Uumlbereinstimmung zwischen der Zielvorstellungen des Managements und der Mitarbeiter
Geringe Beruumlcksichtigung individueller Prozessanforderungen
Ungenuumlgende Bereitstellung der erforderlichen Ressourcen
Oftmals fehlende oder einseitige Motivation der Mitarbeiter bei
der Einfuumlhrung von TPM
Fuumlhrungsstrategie nicht mit TPM-Zielen vereinbar
httpdefotoliacomid32823525
copy Fraunhofer IML 24 Januar 2013
Folie 24
Moumlgliche Folgen
Unverstaumlndnis gegenuumlber Nutzen des neu
eingefuumlhrten Konzepts
Mitarbeiter sind nicht bereit ihre alten
Arbeitsgewohnheiten abzulegen
Boykott
Demotivation
Geringes Verantwortungsbewusstsein
Mitarbeiter nehmen das in Schulungen
vermittelte Wissen schlechter auf und
wenden dieses oftmals nicht an
Fall aus dem System
bdquoKonfrontation statt Kooperationldquo
httpdefotoliacomid27604676
copy Fraunhofer IML 24 Januar 2013
Folie 25
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 26
Haumlufige vorhandene Fuumlhrungsstrategie
in Unternehmen
Ausfuumlhrung
PlanungUumlberwachung
Entscheidungsfindung Management
Projektleiter
Produktions-personal
Instandhaltungs-personal
Entscheidungsfindung durch die Fuumlhrungskraumlfte
Entscheidungen und Vorgaben werden an die unteren Hierarchieebenen weitergegeben
Unteren Ebenen fuumlhren Maszlignahmen entsprechend der Vorgaben des Managements aus
Integriert in Entscheidungen und Umsetzung
Legende
Nur bdquoBefehls-empfaumlngerldquo
copy Fraunhofer IML 24 Januar 2013
Folie 27
Unterstuumltzung von TPM bei
Veraumlnderungen
bull Die Idee etwas zu aumlndern kommt von den Mitarbeitern selbst
bull Es entsteht die Bereitschaft etwas zu aumlndern so dass keine groszlige Vorbereitung notwendig ist
Auftauen
bull Die Verbesserungen werden von den Mitarbeitern selbst erarbeitet
bull Neue Ablaumlufe koumlnnen von den Mitarbeitern so gestaltet werden dass sie praktikabel umsetzbar sind
Bewegen
bull Die entwickelte Loumlsung stammt von den Mitarbeitern selbst
bull Schulungen oder eine lange Einfuumlhrungsphase sind nicht erforderlich
Einfrieren
Quelle 3-Phasen-Modell von K Lewin
copy Fraunhofer IML 24 Januar 2013
Folie 28
Aufgaben der Fuumlhrungskraumlfte im
Veraumlnderungsprozess
Durchfuumlhrung der Prozessaufnahmen und Aufnahme
der ermittelten Schwachstellen
Unterstuumltzung der Arbeit der Arbeitsgruppen
Ermittlung der Schulungsbedarfe der Mitglieder
Hilfestellung bei der Bewertung von Problemen und
Loumlsungen
Ggf Lenkungsfunktion
Koordination der unterschiedlichen Projekte
Abstimmung von Terminen
Kontrolle von Ergebnissen
Dokumentation nach Auszligen
Information der Mitarbeiter
Vorstellung besonderer Projekte
copy Fraunhofer IML 24 Januar 2013
Folie 29
Zu guter Letzthellip
bdquoWenn Du ein Schiff bauen willst so trommle
nicht Maumlnner zusammen
um Holz zu beschaffen Werkzeuge
vorzubereiten Aufgaben zu vergeben
und die Arbeit einzuteilen sondern lehre den
Maumlnnern die Sehnsucht
nach dem weiten endlosen Meerldquo
Antoine de Saint-Exupeacutery
Bildquelle Pictuma pixeliode
copy Fraunhofer IML 24 Januar 2013
Folie 30
Vielen Dank fuumlr Ihre
Aufmerksamkeit
Oliver Koumlsterke Dipl-Logist
Anlagen- und Servicemanagement
Fraunhofer-Institut fuumlr Materialfluss und Logistik IML
Joseph-von-Fraunhofer-Str 2-4 l 44227 Dortmund
Telefon +49 231 9743-455 l Mobil +49 152 54503929
oliverkoesterkeimlfraunhoferde l wwwimlfraunhoferde

copy Fraunhofer IML 24 Januar 2013
Folie 10
Saumlule 1
Kontinuierliche Verbesserung
Arbeitsgruppen
Die Loumlsung komplexer Aufgaben erfolgt
gemeinsam in interdisziplinaumlren Teams
Erarbeitung von Loumlsungsvorschlaumlgen
Messung des Nutzens
Bewertung der Wirtschaftlichkeit
Umsetzung im Betrieb
Praumlsentation der Ergebnisse an
Arbeitsgruppentafeln
Ergebnisse
Monitoring der
aufgenommenen
Werte und
Prognose
Team Aufgabe
Eignung von Sensorik
zur Abschaumltzung der
Rest-lebensdauer von
Pumpen Loumlsungsvorschlag
Schwingungs-
sensoren zum
Aufdecken von
Aumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 11
Saumlule 2
Gemeinschaftliche Instandhaltung
Grundinspektion zur Herstellung
des Optimalzustands
Durch eine umfassende Inspektion und
Reinigung werden alle Maumlngel an einer
Anlage aufgedeckt
Maumlngel werden erst nach Saumluberung der
Anlagen deutlich
Die Ursachen der Verschmutzung
koumlnnen identifiziert werden
Durch das Reinigen einer Anlage werden
zudem Stillstaumlnde waumlhrend des Betriebs
reduziert
Maumlngel werden mit roten Maumlngelkarten
markiert
Maumlngel sind fuumlr jeden unmittelbar
sichtbar
copy Fraunhofer IML 24 Januar 2013
Folie 12
Saumlule 2
Gemeinschaftliche Instandhaltung
Ergebnis der Grundinspektion
Erkannte Maumlngel werden beseitigt
Sofortige Behebung kleiner Maumlngel
Fixe Terminierung der Behebung groumlszligerer Maumlngel
Anzeigen werden mit Sollbereichen gekennzeichnet
Ein Wartungsplan wird erstellt
Vermeidung neuer Verschmutzung
Verstaumlndliche Ein-Punkt-Lektionen
Ausfaumllle werden vermieden
copy Fraunhofer IML 24 Januar 2013
Folie 13
Saumlule 3
Vorbeugende Instandhaltung
Aufteilung des Wartungsplans zwischen
Mitarbeitern aus Produktion und Instandhaltung
Einfache regelmaumlszligig wiederkehrende Taumltigkeiten
durch die Mitarbeiter der Produktion
Verstaumlndliche Ein-Punkt-Lektionen
Benoumltigte Werkzeuge sind vorhanden
Komplizierte sicherheitskritische Taumltigkeiten durch
Mitarbeiter der Instandhaltung
Direkte Vorteile
Keine ungleichmaumlszligige Auslastung der Mitarbeiter
Schnellere Durchfuumlhrung vieler Taumltigkeiten
Konzentration der Instandhalter auf die wesentlichen
Aufgaben
Langfristige Vorteile
Erhoumlhung der Verfuumlgbarkeit durch schnellere Reaktion
Exakte Verfuumlgbarkeit auf Maschinenebene ermoumlglicht
gezielte Investitionen
Daten bilden die Grundlage fuumlr die
richtige Auswahl der vorbeugenden
Maszlignahmen
copy Fraunhofer IML 24 Januar 2013
Folie 14
Saumlule 4
Schulung und Training
Methoden-kompetenz
Fach-kompetenz
Sozial-kompetenz
Erarbeitung von
Maszlignahmen in
Arbeitsgruppe
Methodenkompetenzen
middot Beherrschen von Techniken zur
- Ursachenanalyse
- Problemloumlsung
middot Organisationsfaumlhigkeit
Sozialkompetenzen
middot Kommunikationsfaumlhigkeit
middot Teamfaumlhigkeit
middot Motivation
Fachkompetenzen
middot Maschinenfunktionen
middot Ruumlsten und Einstellen
middot Ersatzteilbeschaffung
Bestimmung der benoumltigten
Mitarbeiterkompetenzen
copy Fraunhofer IML 24 Januar 2013
Folie 15
Saumlule 4
Schulung und Training
Ziel
Planung
Umsetzung
Kontrolle
Projekt-
management
Praumlsentations-
technikenMS-Office
Kosten-
rechnungFMEA
Prozess-
ketten-
management
Outsouring After SalesErsatzteil-
management
Total Process
Management
aktuell durch interne
Fortbildungen
erreichbarer Status
4 3 4 1 3 4 3 2 4 4
Mitarbeiter
Koffler Stephan 4 3 3 1 3 4 3 2 4 2
Meier Heinrich 2 3 3 1 2 4 1 0 3 1
Menge Thomas 3 1 3 1 3 3 1 2 4 2
Muumlller Ingo 4 3 2 0 3 1 2 1 2 1
Otto Inga 1 0 1 0 1 3 0 0 1 0
Sieger Ernst 1 2 1 0 0 2 0 0 0 0
Schulze Silke 2 3 4 1 0 2 0 0 1 1
Wecker Tiffy 3 3 4 0 0 4 3 0 1 0
Legende
Mitarbeiter-
fuumlhrung
Konflikt-
management
Teamfaumlhig-
keit
Mitarbeiter-
gespraumlchEnglisch Franzoumlsisch Spanisch keine Kenntnisse (0)
aktuell durch interne
Fortbildungen
erreichbarer Status
4 3 4 3 4 2 1 Grundkenntnisse (1)
Mitarbeiter Fortgeschritten (2)
Koffler Stephan 4 3 4 3 4 0 0 Profi (3)
Meier Heinrich 2 2 4 3 2 0 0 Experte (4)
Menge Thomas 1 2 3 2 3 0 1
Muumlller Ingo 0 2 2 3 0 4 0
Otto Inga 0 1 4 1 0 1 0
Sieger Ernst 0 0 4 0 4 0 0
Schulze Silke 0 0 3 1 1 0 0
Wecker Tiffy 1 2 1 1 3 1 0
Soziale Kompetenz Spraschkenntnisse
Methodische Kompetenz Fachliche Kompetenz
copy Fraunhofer IML 24 Januar 2013
Folie 16
Saumlule 5
Qualitaumltsmanagement
Gesamtanlageneffektivitaumlt (GAE)
Kalenderzeit
Betriebszeit
Laufzeit
Reduzierte
Geschwin-
digkeit
Ist-Menge
Ist-Menge
Gut-Menge Ausschuss
Ze
itL
eis
tun
gQ
ua
litauml
t
Geplante
Nicht-
Produktion
Stillstaumlnde
Moumlgliche Menge
A
B
C
D
E
F
GAE = BA x DC x FE
Zeitfaktor Leistungsfaktor Qualitaumltsfaktor
Potenzialeableitbare
Aussage bei
Werten lt 100 Stillstaumlnde
reduzieren
Betriebszeit
verlaumlngern
Geschwindigkei
t erhoumlhen
Kapazitaumlt
erhoumlhen
Ausschuss
reduzieren
Ist-Menge
erhoumlhen
copy Fraunhofer IML 24 Januar 2013
Folie 17
Saumlule 5
Qualitaumltsmanagement
bdquoNur was ich
messen kann
kann ich auch
verbessernldquo
Darstellung der
aktuellen
Themen an der
Anlage bildet
eine Basis fuumlr
erfolgreiches
Shop-floor
management
copy Fraunhofer IML 24 Januar 2013
Folie 18
Saumlule 6
(Neu-) Anlagenmanagement
Durchfuumlhrung von Ruumlstworkshops
bull Waumlhrend des Ruumlstens laumluft die
Anlage nicht sie ist also nicht
produktiv
bull Immer mehr Produkte werden in
kleineren Mengen produziert und
fuumlhren zu einem houmlheren Anteil der
Ruumlstzeiten an der Gesamtzeit
Ziele des Ruumlstworkshops
bull Erhoumlhung der Flexibilitaumlt
(kostenneutraler Loswechsel)
bull Erhoumlhung der Auslastung der
Maschinen
bull Reduzierung der Lagerbestaumlnde
Folie 18
Produktions
-planung
und
Steuerung
Produktions
-
technologie
Arbeits-
organisatio
n
Einflussgroumlszligen der Produktwechselzeit
Komplexitaumlt der Maszlignahmen
Parameteroptimierung
Technologiewechsel
Sequenzierung
Operations Research
Ruumlstprozesse
SMED
copy Fraunhofer IML 24 Januar 2013
Folie 19
Saumlule 6
(Neu-) Anlagenmanagement
Ergebnisse des Ruumlstworkshops
Was tut der Einrichter
Genutztes Werkzeug
Informationen fuumlr die Durchfuumlhrung
Zuruumlckgelegte Laufwege
Welche offensichtlichen Probleme treten auf
Wo gibt es VerzoumlgerungenWartezeiten
Naumlchste Schritte
Reorganisation der Taumltigkeiten
Eliminieren
Kombinieren
Umstrukturieren
Vereinfachen
Erstellen einer Ruumlstmatrix mit Zeiten zur Ermittlung der optimalen Produktionsreihenfolge
A B C hellip
A X 15min 15min hellip
B 5min X 5min hellip
C 10min 10min X hellip
hellip hellip hellip hellip X
copy Fraunhofer IML 24 Januar 2013
Folie 20
Vorteile der Lebenszykluskostenbetrachtung
Ganzheitliche Betrachtung aller durch die Anlage
verursachten Kosten
Ggf Entscheidungsgrundlage fuumlr die Anschaffung
einer Anlage mit houmlherem Kaufpreis aber
niedrigeren Einrichtungs- und Betriebskosten
Einfachere Linienintegration zB durch
Modulbauweise
Niedrigere Energiekosten durch bessere
Isolierung sparsame Motoren
Geringerer Aufwand durch einfachere
Bedienung Ruumlsten
Saumlule 6
(Neu-) Anlagenmanagement
copy Fraunhofer IML 24 Januar 2013
Folie 21
Voraussetzungen fuumlr erfolgreiches
Total Productive Management
Optimale
Prozesse
Anlagen-
verfuumlgbarkeit
Engagierte
qualifizierte
Mitarbeiter
ZIELE BASIS
Prozessketten-Instrumentarium
ganzheitlich
prozessorientiert
raquobottom-uplaquo
METHODEN
Arbeitsgruppen
Ziele
Kennzahlen
Qualifikations-Datenbank
Wissensmanagement
Verbesserungswesen
copy Fraunhofer IML 24 Januar 2013
Folie 22
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 23
TPM in Unternehmen
Typische Probleme bei der TPM-Einfuumlhrung
Keine Uumlbereinstimmung zwischen der Zielvorstellungen des Managements und der Mitarbeiter
Geringe Beruumlcksichtigung individueller Prozessanforderungen
Ungenuumlgende Bereitstellung der erforderlichen Ressourcen
Oftmals fehlende oder einseitige Motivation der Mitarbeiter bei
der Einfuumlhrung von TPM
Fuumlhrungsstrategie nicht mit TPM-Zielen vereinbar
httpdefotoliacomid32823525
copy Fraunhofer IML 24 Januar 2013
Folie 24
Moumlgliche Folgen
Unverstaumlndnis gegenuumlber Nutzen des neu
eingefuumlhrten Konzepts
Mitarbeiter sind nicht bereit ihre alten
Arbeitsgewohnheiten abzulegen
Boykott
Demotivation
Geringes Verantwortungsbewusstsein
Mitarbeiter nehmen das in Schulungen
vermittelte Wissen schlechter auf und
wenden dieses oftmals nicht an
Fall aus dem System
bdquoKonfrontation statt Kooperationldquo
httpdefotoliacomid27604676
copy Fraunhofer IML 24 Januar 2013
Folie 25
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 26
Haumlufige vorhandene Fuumlhrungsstrategie
in Unternehmen
Ausfuumlhrung
PlanungUumlberwachung
Entscheidungsfindung Management
Projektleiter
Produktions-personal
Instandhaltungs-personal
Entscheidungsfindung durch die Fuumlhrungskraumlfte
Entscheidungen und Vorgaben werden an die unteren Hierarchieebenen weitergegeben
Unteren Ebenen fuumlhren Maszlignahmen entsprechend der Vorgaben des Managements aus
Integriert in Entscheidungen und Umsetzung
Legende
Nur bdquoBefehls-empfaumlngerldquo
copy Fraunhofer IML 24 Januar 2013
Folie 27
Unterstuumltzung von TPM bei
Veraumlnderungen
bull Die Idee etwas zu aumlndern kommt von den Mitarbeitern selbst
bull Es entsteht die Bereitschaft etwas zu aumlndern so dass keine groszlige Vorbereitung notwendig ist
Auftauen
bull Die Verbesserungen werden von den Mitarbeitern selbst erarbeitet
bull Neue Ablaumlufe koumlnnen von den Mitarbeitern so gestaltet werden dass sie praktikabel umsetzbar sind
Bewegen
bull Die entwickelte Loumlsung stammt von den Mitarbeitern selbst
bull Schulungen oder eine lange Einfuumlhrungsphase sind nicht erforderlich
Einfrieren
Quelle 3-Phasen-Modell von K Lewin
copy Fraunhofer IML 24 Januar 2013
Folie 28
Aufgaben der Fuumlhrungskraumlfte im
Veraumlnderungsprozess
Durchfuumlhrung der Prozessaufnahmen und Aufnahme
der ermittelten Schwachstellen
Unterstuumltzung der Arbeit der Arbeitsgruppen
Ermittlung der Schulungsbedarfe der Mitglieder
Hilfestellung bei der Bewertung von Problemen und
Loumlsungen
Ggf Lenkungsfunktion
Koordination der unterschiedlichen Projekte
Abstimmung von Terminen
Kontrolle von Ergebnissen
Dokumentation nach Auszligen
Information der Mitarbeiter
Vorstellung besonderer Projekte
copy Fraunhofer IML 24 Januar 2013
Folie 29
Zu guter Letzthellip
bdquoWenn Du ein Schiff bauen willst so trommle
nicht Maumlnner zusammen
um Holz zu beschaffen Werkzeuge
vorzubereiten Aufgaben zu vergeben
und die Arbeit einzuteilen sondern lehre den
Maumlnnern die Sehnsucht
nach dem weiten endlosen Meerldquo
Antoine de Saint-Exupeacutery
Bildquelle Pictuma pixeliode
copy Fraunhofer IML 24 Januar 2013
Folie 30
Vielen Dank fuumlr Ihre
Aufmerksamkeit
Oliver Koumlsterke Dipl-Logist
Anlagen- und Servicemanagement
Fraunhofer-Institut fuumlr Materialfluss und Logistik IML
Joseph-von-Fraunhofer-Str 2-4 l 44227 Dortmund
Telefon +49 231 9743-455 l Mobil +49 152 54503929
oliverkoesterkeimlfraunhoferde l wwwimlfraunhoferde

copy Fraunhofer IML 24 Januar 2013
Folie 11
Saumlule 2
Gemeinschaftliche Instandhaltung
Grundinspektion zur Herstellung
des Optimalzustands
Durch eine umfassende Inspektion und
Reinigung werden alle Maumlngel an einer
Anlage aufgedeckt
Maumlngel werden erst nach Saumluberung der
Anlagen deutlich
Die Ursachen der Verschmutzung
koumlnnen identifiziert werden
Durch das Reinigen einer Anlage werden
zudem Stillstaumlnde waumlhrend des Betriebs
reduziert
Maumlngel werden mit roten Maumlngelkarten
markiert
Maumlngel sind fuumlr jeden unmittelbar
sichtbar
copy Fraunhofer IML 24 Januar 2013
Folie 12
Saumlule 2
Gemeinschaftliche Instandhaltung
Ergebnis der Grundinspektion
Erkannte Maumlngel werden beseitigt
Sofortige Behebung kleiner Maumlngel
Fixe Terminierung der Behebung groumlszligerer Maumlngel
Anzeigen werden mit Sollbereichen gekennzeichnet
Ein Wartungsplan wird erstellt
Vermeidung neuer Verschmutzung
Verstaumlndliche Ein-Punkt-Lektionen
Ausfaumllle werden vermieden
copy Fraunhofer IML 24 Januar 2013
Folie 13
Saumlule 3
Vorbeugende Instandhaltung
Aufteilung des Wartungsplans zwischen
Mitarbeitern aus Produktion und Instandhaltung
Einfache regelmaumlszligig wiederkehrende Taumltigkeiten
durch die Mitarbeiter der Produktion
Verstaumlndliche Ein-Punkt-Lektionen
Benoumltigte Werkzeuge sind vorhanden
Komplizierte sicherheitskritische Taumltigkeiten durch
Mitarbeiter der Instandhaltung
Direkte Vorteile
Keine ungleichmaumlszligige Auslastung der Mitarbeiter
Schnellere Durchfuumlhrung vieler Taumltigkeiten
Konzentration der Instandhalter auf die wesentlichen
Aufgaben
Langfristige Vorteile
Erhoumlhung der Verfuumlgbarkeit durch schnellere Reaktion
Exakte Verfuumlgbarkeit auf Maschinenebene ermoumlglicht
gezielte Investitionen
Daten bilden die Grundlage fuumlr die
richtige Auswahl der vorbeugenden
Maszlignahmen
copy Fraunhofer IML 24 Januar 2013
Folie 14
Saumlule 4
Schulung und Training
Methoden-kompetenz
Fach-kompetenz
Sozial-kompetenz
Erarbeitung von
Maszlignahmen in
Arbeitsgruppe
Methodenkompetenzen
middot Beherrschen von Techniken zur
- Ursachenanalyse
- Problemloumlsung
middot Organisationsfaumlhigkeit
Sozialkompetenzen
middot Kommunikationsfaumlhigkeit
middot Teamfaumlhigkeit
middot Motivation
Fachkompetenzen
middot Maschinenfunktionen
middot Ruumlsten und Einstellen
middot Ersatzteilbeschaffung
Bestimmung der benoumltigten
Mitarbeiterkompetenzen
copy Fraunhofer IML 24 Januar 2013
Folie 15
Saumlule 4
Schulung und Training
Ziel
Planung
Umsetzung
Kontrolle
Projekt-
management
Praumlsentations-
technikenMS-Office
Kosten-
rechnungFMEA
Prozess-
ketten-
management
Outsouring After SalesErsatzteil-
management
Total Process
Management
aktuell durch interne
Fortbildungen
erreichbarer Status
4 3 4 1 3 4 3 2 4 4
Mitarbeiter
Koffler Stephan 4 3 3 1 3 4 3 2 4 2
Meier Heinrich 2 3 3 1 2 4 1 0 3 1
Menge Thomas 3 1 3 1 3 3 1 2 4 2
Muumlller Ingo 4 3 2 0 3 1 2 1 2 1
Otto Inga 1 0 1 0 1 3 0 0 1 0
Sieger Ernst 1 2 1 0 0 2 0 0 0 0
Schulze Silke 2 3 4 1 0 2 0 0 1 1
Wecker Tiffy 3 3 4 0 0 4 3 0 1 0
Legende
Mitarbeiter-
fuumlhrung
Konflikt-
management
Teamfaumlhig-
keit
Mitarbeiter-
gespraumlchEnglisch Franzoumlsisch Spanisch keine Kenntnisse (0)
aktuell durch interne
Fortbildungen
erreichbarer Status
4 3 4 3 4 2 1 Grundkenntnisse (1)
Mitarbeiter Fortgeschritten (2)
Koffler Stephan 4 3 4 3 4 0 0 Profi (3)
Meier Heinrich 2 2 4 3 2 0 0 Experte (4)
Menge Thomas 1 2 3 2 3 0 1
Muumlller Ingo 0 2 2 3 0 4 0
Otto Inga 0 1 4 1 0 1 0
Sieger Ernst 0 0 4 0 4 0 0
Schulze Silke 0 0 3 1 1 0 0
Wecker Tiffy 1 2 1 1 3 1 0
Soziale Kompetenz Spraschkenntnisse
Methodische Kompetenz Fachliche Kompetenz
copy Fraunhofer IML 24 Januar 2013
Folie 16
Saumlule 5
Qualitaumltsmanagement
Gesamtanlageneffektivitaumlt (GAE)
Kalenderzeit
Betriebszeit
Laufzeit
Reduzierte
Geschwin-
digkeit
Ist-Menge
Ist-Menge
Gut-Menge Ausschuss
Ze
itL
eis
tun
gQ
ua
litauml
t
Geplante
Nicht-
Produktion
Stillstaumlnde
Moumlgliche Menge
A
B
C
D
E
F
GAE = BA x DC x FE
Zeitfaktor Leistungsfaktor Qualitaumltsfaktor
Potenzialeableitbare
Aussage bei
Werten lt 100 Stillstaumlnde
reduzieren
Betriebszeit
verlaumlngern
Geschwindigkei
t erhoumlhen
Kapazitaumlt
erhoumlhen
Ausschuss
reduzieren
Ist-Menge
erhoumlhen
copy Fraunhofer IML 24 Januar 2013
Folie 17
Saumlule 5
Qualitaumltsmanagement
bdquoNur was ich
messen kann
kann ich auch
verbessernldquo
Darstellung der
aktuellen
Themen an der
Anlage bildet
eine Basis fuumlr
erfolgreiches
Shop-floor
management
copy Fraunhofer IML 24 Januar 2013
Folie 18
Saumlule 6
(Neu-) Anlagenmanagement
Durchfuumlhrung von Ruumlstworkshops
bull Waumlhrend des Ruumlstens laumluft die
Anlage nicht sie ist also nicht
produktiv
bull Immer mehr Produkte werden in
kleineren Mengen produziert und
fuumlhren zu einem houmlheren Anteil der
Ruumlstzeiten an der Gesamtzeit
Ziele des Ruumlstworkshops
bull Erhoumlhung der Flexibilitaumlt
(kostenneutraler Loswechsel)
bull Erhoumlhung der Auslastung der
Maschinen
bull Reduzierung der Lagerbestaumlnde
Folie 18
Produktions
-planung
und
Steuerung
Produktions
-
technologie
Arbeits-
organisatio
n
Einflussgroumlszligen der Produktwechselzeit
Komplexitaumlt der Maszlignahmen
Parameteroptimierung
Technologiewechsel
Sequenzierung
Operations Research
Ruumlstprozesse
SMED
copy Fraunhofer IML 24 Januar 2013
Folie 19
Saumlule 6
(Neu-) Anlagenmanagement
Ergebnisse des Ruumlstworkshops
Was tut der Einrichter
Genutztes Werkzeug
Informationen fuumlr die Durchfuumlhrung
Zuruumlckgelegte Laufwege
Welche offensichtlichen Probleme treten auf
Wo gibt es VerzoumlgerungenWartezeiten
Naumlchste Schritte
Reorganisation der Taumltigkeiten
Eliminieren
Kombinieren
Umstrukturieren
Vereinfachen
Erstellen einer Ruumlstmatrix mit Zeiten zur Ermittlung der optimalen Produktionsreihenfolge
A B C hellip
A X 15min 15min hellip
B 5min X 5min hellip
C 10min 10min X hellip
hellip hellip hellip hellip X
copy Fraunhofer IML 24 Januar 2013
Folie 20
Vorteile der Lebenszykluskostenbetrachtung
Ganzheitliche Betrachtung aller durch die Anlage
verursachten Kosten
Ggf Entscheidungsgrundlage fuumlr die Anschaffung
einer Anlage mit houmlherem Kaufpreis aber
niedrigeren Einrichtungs- und Betriebskosten
Einfachere Linienintegration zB durch
Modulbauweise
Niedrigere Energiekosten durch bessere
Isolierung sparsame Motoren
Geringerer Aufwand durch einfachere
Bedienung Ruumlsten
Saumlule 6
(Neu-) Anlagenmanagement
copy Fraunhofer IML 24 Januar 2013
Folie 21
Voraussetzungen fuumlr erfolgreiches
Total Productive Management
Optimale
Prozesse
Anlagen-
verfuumlgbarkeit
Engagierte
qualifizierte
Mitarbeiter
ZIELE BASIS
Prozessketten-Instrumentarium
ganzheitlich
prozessorientiert
raquobottom-uplaquo
METHODEN
Arbeitsgruppen
Ziele
Kennzahlen
Qualifikations-Datenbank
Wissensmanagement
Verbesserungswesen
copy Fraunhofer IML 24 Januar 2013
Folie 22
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 23
TPM in Unternehmen
Typische Probleme bei der TPM-Einfuumlhrung
Keine Uumlbereinstimmung zwischen der Zielvorstellungen des Managements und der Mitarbeiter
Geringe Beruumlcksichtigung individueller Prozessanforderungen
Ungenuumlgende Bereitstellung der erforderlichen Ressourcen
Oftmals fehlende oder einseitige Motivation der Mitarbeiter bei
der Einfuumlhrung von TPM
Fuumlhrungsstrategie nicht mit TPM-Zielen vereinbar
httpdefotoliacomid32823525
copy Fraunhofer IML 24 Januar 2013
Folie 24
Moumlgliche Folgen
Unverstaumlndnis gegenuumlber Nutzen des neu
eingefuumlhrten Konzepts
Mitarbeiter sind nicht bereit ihre alten
Arbeitsgewohnheiten abzulegen
Boykott
Demotivation
Geringes Verantwortungsbewusstsein
Mitarbeiter nehmen das in Schulungen
vermittelte Wissen schlechter auf und
wenden dieses oftmals nicht an
Fall aus dem System
bdquoKonfrontation statt Kooperationldquo
httpdefotoliacomid27604676
copy Fraunhofer IML 24 Januar 2013
Folie 25
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 26
Haumlufige vorhandene Fuumlhrungsstrategie
in Unternehmen
Ausfuumlhrung
PlanungUumlberwachung
Entscheidungsfindung Management
Projektleiter
Produktions-personal
Instandhaltungs-personal
Entscheidungsfindung durch die Fuumlhrungskraumlfte
Entscheidungen und Vorgaben werden an die unteren Hierarchieebenen weitergegeben
Unteren Ebenen fuumlhren Maszlignahmen entsprechend der Vorgaben des Managements aus
Integriert in Entscheidungen und Umsetzung
Legende
Nur bdquoBefehls-empfaumlngerldquo
copy Fraunhofer IML 24 Januar 2013
Folie 27
Unterstuumltzung von TPM bei
Veraumlnderungen
bull Die Idee etwas zu aumlndern kommt von den Mitarbeitern selbst
bull Es entsteht die Bereitschaft etwas zu aumlndern so dass keine groszlige Vorbereitung notwendig ist
Auftauen
bull Die Verbesserungen werden von den Mitarbeitern selbst erarbeitet
bull Neue Ablaumlufe koumlnnen von den Mitarbeitern so gestaltet werden dass sie praktikabel umsetzbar sind
Bewegen
bull Die entwickelte Loumlsung stammt von den Mitarbeitern selbst
bull Schulungen oder eine lange Einfuumlhrungsphase sind nicht erforderlich
Einfrieren
Quelle 3-Phasen-Modell von K Lewin
copy Fraunhofer IML 24 Januar 2013
Folie 28
Aufgaben der Fuumlhrungskraumlfte im
Veraumlnderungsprozess
Durchfuumlhrung der Prozessaufnahmen und Aufnahme
der ermittelten Schwachstellen
Unterstuumltzung der Arbeit der Arbeitsgruppen
Ermittlung der Schulungsbedarfe der Mitglieder
Hilfestellung bei der Bewertung von Problemen und
Loumlsungen
Ggf Lenkungsfunktion
Koordination der unterschiedlichen Projekte
Abstimmung von Terminen
Kontrolle von Ergebnissen
Dokumentation nach Auszligen
Information der Mitarbeiter
Vorstellung besonderer Projekte
copy Fraunhofer IML 24 Januar 2013
Folie 29
Zu guter Letzthellip
bdquoWenn Du ein Schiff bauen willst so trommle
nicht Maumlnner zusammen
um Holz zu beschaffen Werkzeuge
vorzubereiten Aufgaben zu vergeben
und die Arbeit einzuteilen sondern lehre den
Maumlnnern die Sehnsucht
nach dem weiten endlosen Meerldquo
Antoine de Saint-Exupeacutery
Bildquelle Pictuma pixeliode
copy Fraunhofer IML 24 Januar 2013
Folie 30
Vielen Dank fuumlr Ihre
Aufmerksamkeit
Oliver Koumlsterke Dipl-Logist
Anlagen- und Servicemanagement
Fraunhofer-Institut fuumlr Materialfluss und Logistik IML
Joseph-von-Fraunhofer-Str 2-4 l 44227 Dortmund
Telefon +49 231 9743-455 l Mobil +49 152 54503929
oliverkoesterkeimlfraunhoferde l wwwimlfraunhoferde

copy Fraunhofer IML 24 Januar 2013
Folie 12
Saumlule 2
Gemeinschaftliche Instandhaltung
Ergebnis der Grundinspektion
Erkannte Maumlngel werden beseitigt
Sofortige Behebung kleiner Maumlngel
Fixe Terminierung der Behebung groumlszligerer Maumlngel
Anzeigen werden mit Sollbereichen gekennzeichnet
Ein Wartungsplan wird erstellt
Vermeidung neuer Verschmutzung
Verstaumlndliche Ein-Punkt-Lektionen
Ausfaumllle werden vermieden
copy Fraunhofer IML 24 Januar 2013
Folie 13
Saumlule 3
Vorbeugende Instandhaltung
Aufteilung des Wartungsplans zwischen
Mitarbeitern aus Produktion und Instandhaltung
Einfache regelmaumlszligig wiederkehrende Taumltigkeiten
durch die Mitarbeiter der Produktion
Verstaumlndliche Ein-Punkt-Lektionen
Benoumltigte Werkzeuge sind vorhanden
Komplizierte sicherheitskritische Taumltigkeiten durch
Mitarbeiter der Instandhaltung
Direkte Vorteile
Keine ungleichmaumlszligige Auslastung der Mitarbeiter
Schnellere Durchfuumlhrung vieler Taumltigkeiten
Konzentration der Instandhalter auf die wesentlichen
Aufgaben
Langfristige Vorteile
Erhoumlhung der Verfuumlgbarkeit durch schnellere Reaktion
Exakte Verfuumlgbarkeit auf Maschinenebene ermoumlglicht
gezielte Investitionen
Daten bilden die Grundlage fuumlr die
richtige Auswahl der vorbeugenden
Maszlignahmen
copy Fraunhofer IML 24 Januar 2013
Folie 14
Saumlule 4
Schulung und Training
Methoden-kompetenz
Fach-kompetenz
Sozial-kompetenz
Erarbeitung von
Maszlignahmen in
Arbeitsgruppe
Methodenkompetenzen
middot Beherrschen von Techniken zur
- Ursachenanalyse
- Problemloumlsung
middot Organisationsfaumlhigkeit
Sozialkompetenzen
middot Kommunikationsfaumlhigkeit
middot Teamfaumlhigkeit
middot Motivation
Fachkompetenzen
middot Maschinenfunktionen
middot Ruumlsten und Einstellen
middot Ersatzteilbeschaffung
Bestimmung der benoumltigten
Mitarbeiterkompetenzen
copy Fraunhofer IML 24 Januar 2013
Folie 15
Saumlule 4
Schulung und Training
Ziel
Planung
Umsetzung
Kontrolle
Projekt-
management
Praumlsentations-
technikenMS-Office
Kosten-
rechnungFMEA
Prozess-
ketten-
management
Outsouring After SalesErsatzteil-
management
Total Process
Management
aktuell durch interne
Fortbildungen
erreichbarer Status
4 3 4 1 3 4 3 2 4 4
Mitarbeiter
Koffler Stephan 4 3 3 1 3 4 3 2 4 2
Meier Heinrich 2 3 3 1 2 4 1 0 3 1
Menge Thomas 3 1 3 1 3 3 1 2 4 2
Muumlller Ingo 4 3 2 0 3 1 2 1 2 1
Otto Inga 1 0 1 0 1 3 0 0 1 0
Sieger Ernst 1 2 1 0 0 2 0 0 0 0
Schulze Silke 2 3 4 1 0 2 0 0 1 1
Wecker Tiffy 3 3 4 0 0 4 3 0 1 0
Legende
Mitarbeiter-
fuumlhrung
Konflikt-
management
Teamfaumlhig-
keit
Mitarbeiter-
gespraumlchEnglisch Franzoumlsisch Spanisch keine Kenntnisse (0)
aktuell durch interne
Fortbildungen
erreichbarer Status
4 3 4 3 4 2 1 Grundkenntnisse (1)
Mitarbeiter Fortgeschritten (2)
Koffler Stephan 4 3 4 3 4 0 0 Profi (3)
Meier Heinrich 2 2 4 3 2 0 0 Experte (4)
Menge Thomas 1 2 3 2 3 0 1
Muumlller Ingo 0 2 2 3 0 4 0
Otto Inga 0 1 4 1 0 1 0
Sieger Ernst 0 0 4 0 4 0 0
Schulze Silke 0 0 3 1 1 0 0
Wecker Tiffy 1 2 1 1 3 1 0
Soziale Kompetenz Spraschkenntnisse
Methodische Kompetenz Fachliche Kompetenz
copy Fraunhofer IML 24 Januar 2013
Folie 16
Saumlule 5
Qualitaumltsmanagement
Gesamtanlageneffektivitaumlt (GAE)
Kalenderzeit
Betriebszeit
Laufzeit
Reduzierte
Geschwin-
digkeit
Ist-Menge
Ist-Menge
Gut-Menge Ausschuss
Ze
itL
eis
tun
gQ
ua
litauml
t
Geplante
Nicht-
Produktion
Stillstaumlnde
Moumlgliche Menge
A
B
C
D
E
F
GAE = BA x DC x FE
Zeitfaktor Leistungsfaktor Qualitaumltsfaktor
Potenzialeableitbare
Aussage bei
Werten lt 100 Stillstaumlnde
reduzieren
Betriebszeit
verlaumlngern
Geschwindigkei
t erhoumlhen
Kapazitaumlt
erhoumlhen
Ausschuss
reduzieren
Ist-Menge
erhoumlhen
copy Fraunhofer IML 24 Januar 2013
Folie 17
Saumlule 5
Qualitaumltsmanagement
bdquoNur was ich
messen kann
kann ich auch
verbessernldquo
Darstellung der
aktuellen
Themen an der
Anlage bildet
eine Basis fuumlr
erfolgreiches
Shop-floor
management
copy Fraunhofer IML 24 Januar 2013
Folie 18
Saumlule 6
(Neu-) Anlagenmanagement
Durchfuumlhrung von Ruumlstworkshops
bull Waumlhrend des Ruumlstens laumluft die
Anlage nicht sie ist also nicht
produktiv
bull Immer mehr Produkte werden in
kleineren Mengen produziert und
fuumlhren zu einem houmlheren Anteil der
Ruumlstzeiten an der Gesamtzeit
Ziele des Ruumlstworkshops
bull Erhoumlhung der Flexibilitaumlt
(kostenneutraler Loswechsel)
bull Erhoumlhung der Auslastung der
Maschinen
bull Reduzierung der Lagerbestaumlnde
Folie 18
Produktions
-planung
und
Steuerung
Produktions
-
technologie
Arbeits-
organisatio
n
Einflussgroumlszligen der Produktwechselzeit
Komplexitaumlt der Maszlignahmen
Parameteroptimierung
Technologiewechsel
Sequenzierung
Operations Research
Ruumlstprozesse
SMED
copy Fraunhofer IML 24 Januar 2013
Folie 19
Saumlule 6
(Neu-) Anlagenmanagement
Ergebnisse des Ruumlstworkshops
Was tut der Einrichter
Genutztes Werkzeug
Informationen fuumlr die Durchfuumlhrung
Zuruumlckgelegte Laufwege
Welche offensichtlichen Probleme treten auf
Wo gibt es VerzoumlgerungenWartezeiten
Naumlchste Schritte
Reorganisation der Taumltigkeiten
Eliminieren
Kombinieren
Umstrukturieren
Vereinfachen
Erstellen einer Ruumlstmatrix mit Zeiten zur Ermittlung der optimalen Produktionsreihenfolge
A B C hellip
A X 15min 15min hellip
B 5min X 5min hellip
C 10min 10min X hellip
hellip hellip hellip hellip X
copy Fraunhofer IML 24 Januar 2013
Folie 20
Vorteile der Lebenszykluskostenbetrachtung
Ganzheitliche Betrachtung aller durch die Anlage
verursachten Kosten
Ggf Entscheidungsgrundlage fuumlr die Anschaffung
einer Anlage mit houmlherem Kaufpreis aber
niedrigeren Einrichtungs- und Betriebskosten
Einfachere Linienintegration zB durch
Modulbauweise
Niedrigere Energiekosten durch bessere
Isolierung sparsame Motoren
Geringerer Aufwand durch einfachere
Bedienung Ruumlsten
Saumlule 6
(Neu-) Anlagenmanagement
copy Fraunhofer IML 24 Januar 2013
Folie 21
Voraussetzungen fuumlr erfolgreiches
Total Productive Management
Optimale
Prozesse
Anlagen-
verfuumlgbarkeit
Engagierte
qualifizierte
Mitarbeiter
ZIELE BASIS
Prozessketten-Instrumentarium
ganzheitlich
prozessorientiert
raquobottom-uplaquo
METHODEN
Arbeitsgruppen
Ziele
Kennzahlen
Qualifikations-Datenbank
Wissensmanagement
Verbesserungswesen
copy Fraunhofer IML 24 Januar 2013
Folie 22
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 23
TPM in Unternehmen
Typische Probleme bei der TPM-Einfuumlhrung
Keine Uumlbereinstimmung zwischen der Zielvorstellungen des Managements und der Mitarbeiter
Geringe Beruumlcksichtigung individueller Prozessanforderungen
Ungenuumlgende Bereitstellung der erforderlichen Ressourcen
Oftmals fehlende oder einseitige Motivation der Mitarbeiter bei
der Einfuumlhrung von TPM
Fuumlhrungsstrategie nicht mit TPM-Zielen vereinbar
httpdefotoliacomid32823525
copy Fraunhofer IML 24 Januar 2013
Folie 24
Moumlgliche Folgen
Unverstaumlndnis gegenuumlber Nutzen des neu
eingefuumlhrten Konzepts
Mitarbeiter sind nicht bereit ihre alten
Arbeitsgewohnheiten abzulegen
Boykott
Demotivation
Geringes Verantwortungsbewusstsein
Mitarbeiter nehmen das in Schulungen
vermittelte Wissen schlechter auf und
wenden dieses oftmals nicht an
Fall aus dem System
bdquoKonfrontation statt Kooperationldquo
httpdefotoliacomid27604676
copy Fraunhofer IML 24 Januar 2013
Folie 25
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 26
Haumlufige vorhandene Fuumlhrungsstrategie
in Unternehmen
Ausfuumlhrung
PlanungUumlberwachung
Entscheidungsfindung Management
Projektleiter
Produktions-personal
Instandhaltungs-personal
Entscheidungsfindung durch die Fuumlhrungskraumlfte
Entscheidungen und Vorgaben werden an die unteren Hierarchieebenen weitergegeben
Unteren Ebenen fuumlhren Maszlignahmen entsprechend der Vorgaben des Managements aus
Integriert in Entscheidungen und Umsetzung
Legende
Nur bdquoBefehls-empfaumlngerldquo
copy Fraunhofer IML 24 Januar 2013
Folie 27
Unterstuumltzung von TPM bei
Veraumlnderungen
bull Die Idee etwas zu aumlndern kommt von den Mitarbeitern selbst
bull Es entsteht die Bereitschaft etwas zu aumlndern so dass keine groszlige Vorbereitung notwendig ist
Auftauen
bull Die Verbesserungen werden von den Mitarbeitern selbst erarbeitet
bull Neue Ablaumlufe koumlnnen von den Mitarbeitern so gestaltet werden dass sie praktikabel umsetzbar sind
Bewegen
bull Die entwickelte Loumlsung stammt von den Mitarbeitern selbst
bull Schulungen oder eine lange Einfuumlhrungsphase sind nicht erforderlich
Einfrieren
Quelle 3-Phasen-Modell von K Lewin
copy Fraunhofer IML 24 Januar 2013
Folie 28
Aufgaben der Fuumlhrungskraumlfte im
Veraumlnderungsprozess
Durchfuumlhrung der Prozessaufnahmen und Aufnahme
der ermittelten Schwachstellen
Unterstuumltzung der Arbeit der Arbeitsgruppen
Ermittlung der Schulungsbedarfe der Mitglieder
Hilfestellung bei der Bewertung von Problemen und
Loumlsungen
Ggf Lenkungsfunktion
Koordination der unterschiedlichen Projekte
Abstimmung von Terminen
Kontrolle von Ergebnissen
Dokumentation nach Auszligen
Information der Mitarbeiter
Vorstellung besonderer Projekte
copy Fraunhofer IML 24 Januar 2013
Folie 29
Zu guter Letzthellip
bdquoWenn Du ein Schiff bauen willst so trommle
nicht Maumlnner zusammen
um Holz zu beschaffen Werkzeuge
vorzubereiten Aufgaben zu vergeben
und die Arbeit einzuteilen sondern lehre den
Maumlnnern die Sehnsucht
nach dem weiten endlosen Meerldquo
Antoine de Saint-Exupeacutery
Bildquelle Pictuma pixeliode
copy Fraunhofer IML 24 Januar 2013
Folie 30
Vielen Dank fuumlr Ihre
Aufmerksamkeit
Oliver Koumlsterke Dipl-Logist
Anlagen- und Servicemanagement
Fraunhofer-Institut fuumlr Materialfluss und Logistik IML
Joseph-von-Fraunhofer-Str 2-4 l 44227 Dortmund
Telefon +49 231 9743-455 l Mobil +49 152 54503929
oliverkoesterkeimlfraunhoferde l wwwimlfraunhoferde

copy Fraunhofer IML 24 Januar 2013
Folie 13
Saumlule 3
Vorbeugende Instandhaltung
Aufteilung des Wartungsplans zwischen
Mitarbeitern aus Produktion und Instandhaltung
Einfache regelmaumlszligig wiederkehrende Taumltigkeiten
durch die Mitarbeiter der Produktion
Verstaumlndliche Ein-Punkt-Lektionen
Benoumltigte Werkzeuge sind vorhanden
Komplizierte sicherheitskritische Taumltigkeiten durch
Mitarbeiter der Instandhaltung
Direkte Vorteile
Keine ungleichmaumlszligige Auslastung der Mitarbeiter
Schnellere Durchfuumlhrung vieler Taumltigkeiten
Konzentration der Instandhalter auf die wesentlichen
Aufgaben
Langfristige Vorteile
Erhoumlhung der Verfuumlgbarkeit durch schnellere Reaktion
Exakte Verfuumlgbarkeit auf Maschinenebene ermoumlglicht
gezielte Investitionen
Daten bilden die Grundlage fuumlr die
richtige Auswahl der vorbeugenden
Maszlignahmen
copy Fraunhofer IML 24 Januar 2013
Folie 14
Saumlule 4
Schulung und Training
Methoden-kompetenz
Fach-kompetenz
Sozial-kompetenz
Erarbeitung von
Maszlignahmen in
Arbeitsgruppe
Methodenkompetenzen
middot Beherrschen von Techniken zur
- Ursachenanalyse
- Problemloumlsung
middot Organisationsfaumlhigkeit
Sozialkompetenzen
middot Kommunikationsfaumlhigkeit
middot Teamfaumlhigkeit
middot Motivation
Fachkompetenzen
middot Maschinenfunktionen
middot Ruumlsten und Einstellen
middot Ersatzteilbeschaffung
Bestimmung der benoumltigten
Mitarbeiterkompetenzen
copy Fraunhofer IML 24 Januar 2013
Folie 15
Saumlule 4
Schulung und Training
Ziel
Planung
Umsetzung
Kontrolle
Projekt-
management
Praumlsentations-
technikenMS-Office
Kosten-
rechnungFMEA
Prozess-
ketten-
management
Outsouring After SalesErsatzteil-
management
Total Process
Management
aktuell durch interne
Fortbildungen
erreichbarer Status
4 3 4 1 3 4 3 2 4 4
Mitarbeiter
Koffler Stephan 4 3 3 1 3 4 3 2 4 2
Meier Heinrich 2 3 3 1 2 4 1 0 3 1
Menge Thomas 3 1 3 1 3 3 1 2 4 2
Muumlller Ingo 4 3 2 0 3 1 2 1 2 1
Otto Inga 1 0 1 0 1 3 0 0 1 0
Sieger Ernst 1 2 1 0 0 2 0 0 0 0
Schulze Silke 2 3 4 1 0 2 0 0 1 1
Wecker Tiffy 3 3 4 0 0 4 3 0 1 0
Legende
Mitarbeiter-
fuumlhrung
Konflikt-
management
Teamfaumlhig-
keit
Mitarbeiter-
gespraumlchEnglisch Franzoumlsisch Spanisch keine Kenntnisse (0)
aktuell durch interne
Fortbildungen
erreichbarer Status
4 3 4 3 4 2 1 Grundkenntnisse (1)
Mitarbeiter Fortgeschritten (2)
Koffler Stephan 4 3 4 3 4 0 0 Profi (3)
Meier Heinrich 2 2 4 3 2 0 0 Experte (4)
Menge Thomas 1 2 3 2 3 0 1
Muumlller Ingo 0 2 2 3 0 4 0
Otto Inga 0 1 4 1 0 1 0
Sieger Ernst 0 0 4 0 4 0 0
Schulze Silke 0 0 3 1 1 0 0
Wecker Tiffy 1 2 1 1 3 1 0
Soziale Kompetenz Spraschkenntnisse
Methodische Kompetenz Fachliche Kompetenz
copy Fraunhofer IML 24 Januar 2013
Folie 16
Saumlule 5
Qualitaumltsmanagement
Gesamtanlageneffektivitaumlt (GAE)
Kalenderzeit
Betriebszeit
Laufzeit
Reduzierte
Geschwin-
digkeit
Ist-Menge
Ist-Menge
Gut-Menge Ausschuss
Ze
itL
eis
tun
gQ
ua
litauml
t
Geplante
Nicht-
Produktion
Stillstaumlnde
Moumlgliche Menge
A
B
C
D
E
F
GAE = BA x DC x FE
Zeitfaktor Leistungsfaktor Qualitaumltsfaktor
Potenzialeableitbare
Aussage bei
Werten lt 100 Stillstaumlnde
reduzieren
Betriebszeit
verlaumlngern
Geschwindigkei
t erhoumlhen
Kapazitaumlt
erhoumlhen
Ausschuss
reduzieren
Ist-Menge
erhoumlhen
copy Fraunhofer IML 24 Januar 2013
Folie 17
Saumlule 5
Qualitaumltsmanagement
bdquoNur was ich
messen kann
kann ich auch
verbessernldquo
Darstellung der
aktuellen
Themen an der
Anlage bildet
eine Basis fuumlr
erfolgreiches
Shop-floor
management
copy Fraunhofer IML 24 Januar 2013
Folie 18
Saumlule 6
(Neu-) Anlagenmanagement
Durchfuumlhrung von Ruumlstworkshops
bull Waumlhrend des Ruumlstens laumluft die
Anlage nicht sie ist also nicht
produktiv
bull Immer mehr Produkte werden in
kleineren Mengen produziert und
fuumlhren zu einem houmlheren Anteil der
Ruumlstzeiten an der Gesamtzeit
Ziele des Ruumlstworkshops
bull Erhoumlhung der Flexibilitaumlt
(kostenneutraler Loswechsel)
bull Erhoumlhung der Auslastung der
Maschinen
bull Reduzierung der Lagerbestaumlnde
Folie 18
Produktions
-planung
und
Steuerung
Produktions
-
technologie
Arbeits-
organisatio
n
Einflussgroumlszligen der Produktwechselzeit
Komplexitaumlt der Maszlignahmen
Parameteroptimierung
Technologiewechsel
Sequenzierung
Operations Research
Ruumlstprozesse
SMED
copy Fraunhofer IML 24 Januar 2013
Folie 19
Saumlule 6
(Neu-) Anlagenmanagement
Ergebnisse des Ruumlstworkshops
Was tut der Einrichter
Genutztes Werkzeug
Informationen fuumlr die Durchfuumlhrung
Zuruumlckgelegte Laufwege
Welche offensichtlichen Probleme treten auf
Wo gibt es VerzoumlgerungenWartezeiten
Naumlchste Schritte
Reorganisation der Taumltigkeiten
Eliminieren
Kombinieren
Umstrukturieren
Vereinfachen
Erstellen einer Ruumlstmatrix mit Zeiten zur Ermittlung der optimalen Produktionsreihenfolge
A B C hellip
A X 15min 15min hellip
B 5min X 5min hellip
C 10min 10min X hellip
hellip hellip hellip hellip X
copy Fraunhofer IML 24 Januar 2013
Folie 20
Vorteile der Lebenszykluskostenbetrachtung
Ganzheitliche Betrachtung aller durch die Anlage
verursachten Kosten
Ggf Entscheidungsgrundlage fuumlr die Anschaffung
einer Anlage mit houmlherem Kaufpreis aber
niedrigeren Einrichtungs- und Betriebskosten
Einfachere Linienintegration zB durch
Modulbauweise
Niedrigere Energiekosten durch bessere
Isolierung sparsame Motoren
Geringerer Aufwand durch einfachere
Bedienung Ruumlsten
Saumlule 6
(Neu-) Anlagenmanagement
copy Fraunhofer IML 24 Januar 2013
Folie 21
Voraussetzungen fuumlr erfolgreiches
Total Productive Management
Optimale
Prozesse
Anlagen-
verfuumlgbarkeit
Engagierte
qualifizierte
Mitarbeiter
ZIELE BASIS
Prozessketten-Instrumentarium
ganzheitlich
prozessorientiert
raquobottom-uplaquo
METHODEN
Arbeitsgruppen
Ziele
Kennzahlen
Qualifikations-Datenbank
Wissensmanagement
Verbesserungswesen
copy Fraunhofer IML 24 Januar 2013
Folie 22
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 23
TPM in Unternehmen
Typische Probleme bei der TPM-Einfuumlhrung
Keine Uumlbereinstimmung zwischen der Zielvorstellungen des Managements und der Mitarbeiter
Geringe Beruumlcksichtigung individueller Prozessanforderungen
Ungenuumlgende Bereitstellung der erforderlichen Ressourcen
Oftmals fehlende oder einseitige Motivation der Mitarbeiter bei
der Einfuumlhrung von TPM
Fuumlhrungsstrategie nicht mit TPM-Zielen vereinbar
httpdefotoliacomid32823525
copy Fraunhofer IML 24 Januar 2013
Folie 24
Moumlgliche Folgen
Unverstaumlndnis gegenuumlber Nutzen des neu
eingefuumlhrten Konzepts
Mitarbeiter sind nicht bereit ihre alten
Arbeitsgewohnheiten abzulegen
Boykott
Demotivation
Geringes Verantwortungsbewusstsein
Mitarbeiter nehmen das in Schulungen
vermittelte Wissen schlechter auf und
wenden dieses oftmals nicht an
Fall aus dem System
bdquoKonfrontation statt Kooperationldquo
httpdefotoliacomid27604676
copy Fraunhofer IML 24 Januar 2013
Folie 25
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 26
Haumlufige vorhandene Fuumlhrungsstrategie
in Unternehmen
Ausfuumlhrung
PlanungUumlberwachung
Entscheidungsfindung Management
Projektleiter
Produktions-personal
Instandhaltungs-personal
Entscheidungsfindung durch die Fuumlhrungskraumlfte
Entscheidungen und Vorgaben werden an die unteren Hierarchieebenen weitergegeben
Unteren Ebenen fuumlhren Maszlignahmen entsprechend der Vorgaben des Managements aus
Integriert in Entscheidungen und Umsetzung
Legende
Nur bdquoBefehls-empfaumlngerldquo
copy Fraunhofer IML 24 Januar 2013
Folie 27
Unterstuumltzung von TPM bei
Veraumlnderungen
bull Die Idee etwas zu aumlndern kommt von den Mitarbeitern selbst
bull Es entsteht die Bereitschaft etwas zu aumlndern so dass keine groszlige Vorbereitung notwendig ist
Auftauen
bull Die Verbesserungen werden von den Mitarbeitern selbst erarbeitet
bull Neue Ablaumlufe koumlnnen von den Mitarbeitern so gestaltet werden dass sie praktikabel umsetzbar sind
Bewegen
bull Die entwickelte Loumlsung stammt von den Mitarbeitern selbst
bull Schulungen oder eine lange Einfuumlhrungsphase sind nicht erforderlich
Einfrieren
Quelle 3-Phasen-Modell von K Lewin
copy Fraunhofer IML 24 Januar 2013
Folie 28
Aufgaben der Fuumlhrungskraumlfte im
Veraumlnderungsprozess
Durchfuumlhrung der Prozessaufnahmen und Aufnahme
der ermittelten Schwachstellen
Unterstuumltzung der Arbeit der Arbeitsgruppen
Ermittlung der Schulungsbedarfe der Mitglieder
Hilfestellung bei der Bewertung von Problemen und
Loumlsungen
Ggf Lenkungsfunktion
Koordination der unterschiedlichen Projekte
Abstimmung von Terminen
Kontrolle von Ergebnissen
Dokumentation nach Auszligen
Information der Mitarbeiter
Vorstellung besonderer Projekte
copy Fraunhofer IML 24 Januar 2013
Folie 29
Zu guter Letzthellip
bdquoWenn Du ein Schiff bauen willst so trommle
nicht Maumlnner zusammen
um Holz zu beschaffen Werkzeuge
vorzubereiten Aufgaben zu vergeben
und die Arbeit einzuteilen sondern lehre den
Maumlnnern die Sehnsucht
nach dem weiten endlosen Meerldquo
Antoine de Saint-Exupeacutery
Bildquelle Pictuma pixeliode
copy Fraunhofer IML 24 Januar 2013
Folie 30
Vielen Dank fuumlr Ihre
Aufmerksamkeit
Oliver Koumlsterke Dipl-Logist
Anlagen- und Servicemanagement
Fraunhofer-Institut fuumlr Materialfluss und Logistik IML
Joseph-von-Fraunhofer-Str 2-4 l 44227 Dortmund
Telefon +49 231 9743-455 l Mobil +49 152 54503929
oliverkoesterkeimlfraunhoferde l wwwimlfraunhoferde
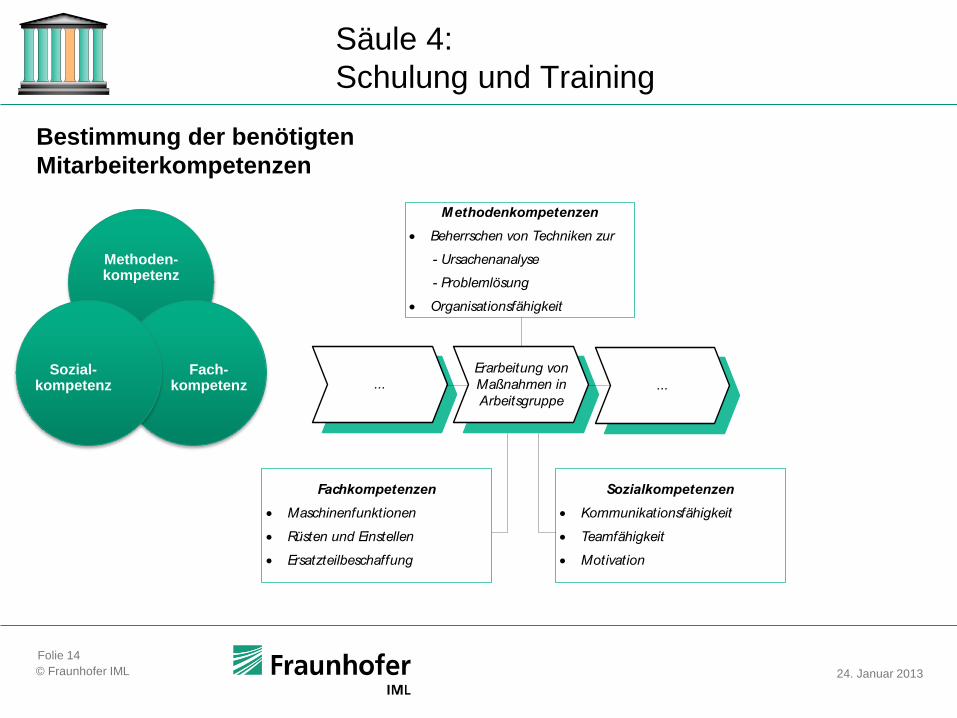
copy Fraunhofer IML 24 Januar 2013
Folie 14
Saumlule 4
Schulung und Training
Methoden-kompetenz
Fach-kompetenz
Sozial-kompetenz
Erarbeitung von
Maszlignahmen in
Arbeitsgruppe
Methodenkompetenzen
middot Beherrschen von Techniken zur
- Ursachenanalyse
- Problemloumlsung
middot Organisationsfaumlhigkeit
Sozialkompetenzen
middot Kommunikationsfaumlhigkeit
middot Teamfaumlhigkeit
middot Motivation
Fachkompetenzen
middot Maschinenfunktionen
middot Ruumlsten und Einstellen
middot Ersatzteilbeschaffung
Bestimmung der benoumltigten
Mitarbeiterkompetenzen
copy Fraunhofer IML 24 Januar 2013
Folie 15
Saumlule 4
Schulung und Training
Ziel
Planung
Umsetzung
Kontrolle
Projekt-
management
Praumlsentations-
technikenMS-Office
Kosten-
rechnungFMEA
Prozess-
ketten-
management
Outsouring After SalesErsatzteil-
management
Total Process
Management
aktuell durch interne
Fortbildungen
erreichbarer Status
4 3 4 1 3 4 3 2 4 4
Mitarbeiter
Koffler Stephan 4 3 3 1 3 4 3 2 4 2
Meier Heinrich 2 3 3 1 2 4 1 0 3 1
Menge Thomas 3 1 3 1 3 3 1 2 4 2
Muumlller Ingo 4 3 2 0 3 1 2 1 2 1
Otto Inga 1 0 1 0 1 3 0 0 1 0
Sieger Ernst 1 2 1 0 0 2 0 0 0 0
Schulze Silke 2 3 4 1 0 2 0 0 1 1
Wecker Tiffy 3 3 4 0 0 4 3 0 1 0
Legende
Mitarbeiter-
fuumlhrung
Konflikt-
management
Teamfaumlhig-
keit
Mitarbeiter-
gespraumlchEnglisch Franzoumlsisch Spanisch keine Kenntnisse (0)
aktuell durch interne
Fortbildungen
erreichbarer Status
4 3 4 3 4 2 1 Grundkenntnisse (1)
Mitarbeiter Fortgeschritten (2)
Koffler Stephan 4 3 4 3 4 0 0 Profi (3)
Meier Heinrich 2 2 4 3 2 0 0 Experte (4)
Menge Thomas 1 2 3 2 3 0 1
Muumlller Ingo 0 2 2 3 0 4 0
Otto Inga 0 1 4 1 0 1 0
Sieger Ernst 0 0 4 0 4 0 0
Schulze Silke 0 0 3 1 1 0 0
Wecker Tiffy 1 2 1 1 3 1 0
Soziale Kompetenz Spraschkenntnisse
Methodische Kompetenz Fachliche Kompetenz
copy Fraunhofer IML 24 Januar 2013
Folie 16
Saumlule 5
Qualitaumltsmanagement
Gesamtanlageneffektivitaumlt (GAE)
Kalenderzeit
Betriebszeit
Laufzeit
Reduzierte
Geschwin-
digkeit
Ist-Menge
Ist-Menge
Gut-Menge Ausschuss
Ze
itL
eis
tun
gQ
ua
litauml
t
Geplante
Nicht-
Produktion
Stillstaumlnde
Moumlgliche Menge
A
B
C
D
E
F
GAE = BA x DC x FE
Zeitfaktor Leistungsfaktor Qualitaumltsfaktor
Potenzialeableitbare
Aussage bei
Werten lt 100 Stillstaumlnde
reduzieren
Betriebszeit
verlaumlngern
Geschwindigkei
t erhoumlhen
Kapazitaumlt
erhoumlhen
Ausschuss
reduzieren
Ist-Menge
erhoumlhen
copy Fraunhofer IML 24 Januar 2013
Folie 17
Saumlule 5
Qualitaumltsmanagement
bdquoNur was ich
messen kann
kann ich auch
verbessernldquo
Darstellung der
aktuellen
Themen an der
Anlage bildet
eine Basis fuumlr
erfolgreiches
Shop-floor
management
copy Fraunhofer IML 24 Januar 2013
Folie 18
Saumlule 6
(Neu-) Anlagenmanagement
Durchfuumlhrung von Ruumlstworkshops
bull Waumlhrend des Ruumlstens laumluft die
Anlage nicht sie ist also nicht
produktiv
bull Immer mehr Produkte werden in
kleineren Mengen produziert und
fuumlhren zu einem houmlheren Anteil der
Ruumlstzeiten an der Gesamtzeit
Ziele des Ruumlstworkshops
bull Erhoumlhung der Flexibilitaumlt
(kostenneutraler Loswechsel)
bull Erhoumlhung der Auslastung der
Maschinen
bull Reduzierung der Lagerbestaumlnde
Folie 18
Produktions
-planung
und
Steuerung
Produktions
-
technologie
Arbeits-
organisatio
n
Einflussgroumlszligen der Produktwechselzeit
Komplexitaumlt der Maszlignahmen
Parameteroptimierung
Technologiewechsel
Sequenzierung
Operations Research
Ruumlstprozesse
SMED
copy Fraunhofer IML 24 Januar 2013
Folie 19
Saumlule 6
(Neu-) Anlagenmanagement
Ergebnisse des Ruumlstworkshops
Was tut der Einrichter
Genutztes Werkzeug
Informationen fuumlr die Durchfuumlhrung
Zuruumlckgelegte Laufwege
Welche offensichtlichen Probleme treten auf
Wo gibt es VerzoumlgerungenWartezeiten
Naumlchste Schritte
Reorganisation der Taumltigkeiten
Eliminieren
Kombinieren
Umstrukturieren
Vereinfachen
Erstellen einer Ruumlstmatrix mit Zeiten zur Ermittlung der optimalen Produktionsreihenfolge
A B C hellip
A X 15min 15min hellip
B 5min X 5min hellip
C 10min 10min X hellip
hellip hellip hellip hellip X
copy Fraunhofer IML 24 Januar 2013
Folie 20
Vorteile der Lebenszykluskostenbetrachtung
Ganzheitliche Betrachtung aller durch die Anlage
verursachten Kosten
Ggf Entscheidungsgrundlage fuumlr die Anschaffung
einer Anlage mit houmlherem Kaufpreis aber
niedrigeren Einrichtungs- und Betriebskosten
Einfachere Linienintegration zB durch
Modulbauweise
Niedrigere Energiekosten durch bessere
Isolierung sparsame Motoren
Geringerer Aufwand durch einfachere
Bedienung Ruumlsten
Saumlule 6
(Neu-) Anlagenmanagement
copy Fraunhofer IML 24 Januar 2013
Folie 21
Voraussetzungen fuumlr erfolgreiches
Total Productive Management
Optimale
Prozesse
Anlagen-
verfuumlgbarkeit
Engagierte
qualifizierte
Mitarbeiter
ZIELE BASIS
Prozessketten-Instrumentarium
ganzheitlich
prozessorientiert
raquobottom-uplaquo
METHODEN
Arbeitsgruppen
Ziele
Kennzahlen
Qualifikations-Datenbank
Wissensmanagement
Verbesserungswesen
copy Fraunhofer IML 24 Januar 2013
Folie 22
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 23
TPM in Unternehmen
Typische Probleme bei der TPM-Einfuumlhrung
Keine Uumlbereinstimmung zwischen der Zielvorstellungen des Managements und der Mitarbeiter
Geringe Beruumlcksichtigung individueller Prozessanforderungen
Ungenuumlgende Bereitstellung der erforderlichen Ressourcen
Oftmals fehlende oder einseitige Motivation der Mitarbeiter bei
der Einfuumlhrung von TPM
Fuumlhrungsstrategie nicht mit TPM-Zielen vereinbar
httpdefotoliacomid32823525
copy Fraunhofer IML 24 Januar 2013
Folie 24
Moumlgliche Folgen
Unverstaumlndnis gegenuumlber Nutzen des neu
eingefuumlhrten Konzepts
Mitarbeiter sind nicht bereit ihre alten
Arbeitsgewohnheiten abzulegen
Boykott
Demotivation
Geringes Verantwortungsbewusstsein
Mitarbeiter nehmen das in Schulungen
vermittelte Wissen schlechter auf und
wenden dieses oftmals nicht an
Fall aus dem System
bdquoKonfrontation statt Kooperationldquo
httpdefotoliacomid27604676
copy Fraunhofer IML 24 Januar 2013
Folie 25
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 26
Haumlufige vorhandene Fuumlhrungsstrategie
in Unternehmen
Ausfuumlhrung
PlanungUumlberwachung
Entscheidungsfindung Management
Projektleiter
Produktions-personal
Instandhaltungs-personal
Entscheidungsfindung durch die Fuumlhrungskraumlfte
Entscheidungen und Vorgaben werden an die unteren Hierarchieebenen weitergegeben
Unteren Ebenen fuumlhren Maszlignahmen entsprechend der Vorgaben des Managements aus
Integriert in Entscheidungen und Umsetzung
Legende
Nur bdquoBefehls-empfaumlngerldquo
copy Fraunhofer IML 24 Januar 2013
Folie 27
Unterstuumltzung von TPM bei
Veraumlnderungen
bull Die Idee etwas zu aumlndern kommt von den Mitarbeitern selbst
bull Es entsteht die Bereitschaft etwas zu aumlndern so dass keine groszlige Vorbereitung notwendig ist
Auftauen
bull Die Verbesserungen werden von den Mitarbeitern selbst erarbeitet
bull Neue Ablaumlufe koumlnnen von den Mitarbeitern so gestaltet werden dass sie praktikabel umsetzbar sind
Bewegen
bull Die entwickelte Loumlsung stammt von den Mitarbeitern selbst
bull Schulungen oder eine lange Einfuumlhrungsphase sind nicht erforderlich
Einfrieren
Quelle 3-Phasen-Modell von K Lewin
copy Fraunhofer IML 24 Januar 2013
Folie 28
Aufgaben der Fuumlhrungskraumlfte im
Veraumlnderungsprozess
Durchfuumlhrung der Prozessaufnahmen und Aufnahme
der ermittelten Schwachstellen
Unterstuumltzung der Arbeit der Arbeitsgruppen
Ermittlung der Schulungsbedarfe der Mitglieder
Hilfestellung bei der Bewertung von Problemen und
Loumlsungen
Ggf Lenkungsfunktion
Koordination der unterschiedlichen Projekte
Abstimmung von Terminen
Kontrolle von Ergebnissen
Dokumentation nach Auszligen
Information der Mitarbeiter
Vorstellung besonderer Projekte
copy Fraunhofer IML 24 Januar 2013
Folie 29
Zu guter Letzthellip
bdquoWenn Du ein Schiff bauen willst so trommle
nicht Maumlnner zusammen
um Holz zu beschaffen Werkzeuge
vorzubereiten Aufgaben zu vergeben
und die Arbeit einzuteilen sondern lehre den
Maumlnnern die Sehnsucht
nach dem weiten endlosen Meerldquo
Antoine de Saint-Exupeacutery
Bildquelle Pictuma pixeliode
copy Fraunhofer IML 24 Januar 2013
Folie 30
Vielen Dank fuumlr Ihre
Aufmerksamkeit
Oliver Koumlsterke Dipl-Logist
Anlagen- und Servicemanagement
Fraunhofer-Institut fuumlr Materialfluss und Logistik IML
Joseph-von-Fraunhofer-Str 2-4 l 44227 Dortmund
Telefon +49 231 9743-455 l Mobil +49 152 54503929
oliverkoesterkeimlfraunhoferde l wwwimlfraunhoferde

copy Fraunhofer IML 24 Januar 2013
Folie 15
Saumlule 4
Schulung und Training
Ziel
Planung
Umsetzung
Kontrolle
Projekt-
management
Praumlsentations-
technikenMS-Office
Kosten-
rechnungFMEA
Prozess-
ketten-
management
Outsouring After SalesErsatzteil-
management
Total Process
Management
aktuell durch interne
Fortbildungen
erreichbarer Status
4 3 4 1 3 4 3 2 4 4
Mitarbeiter
Koffler Stephan 4 3 3 1 3 4 3 2 4 2
Meier Heinrich 2 3 3 1 2 4 1 0 3 1
Menge Thomas 3 1 3 1 3 3 1 2 4 2
Muumlller Ingo 4 3 2 0 3 1 2 1 2 1
Otto Inga 1 0 1 0 1 3 0 0 1 0
Sieger Ernst 1 2 1 0 0 2 0 0 0 0
Schulze Silke 2 3 4 1 0 2 0 0 1 1
Wecker Tiffy 3 3 4 0 0 4 3 0 1 0
Legende
Mitarbeiter-
fuumlhrung
Konflikt-
management
Teamfaumlhig-
keit
Mitarbeiter-
gespraumlchEnglisch Franzoumlsisch Spanisch keine Kenntnisse (0)
aktuell durch interne
Fortbildungen
erreichbarer Status
4 3 4 3 4 2 1 Grundkenntnisse (1)
Mitarbeiter Fortgeschritten (2)
Koffler Stephan 4 3 4 3 4 0 0 Profi (3)
Meier Heinrich 2 2 4 3 2 0 0 Experte (4)
Menge Thomas 1 2 3 2 3 0 1
Muumlller Ingo 0 2 2 3 0 4 0
Otto Inga 0 1 4 1 0 1 0
Sieger Ernst 0 0 4 0 4 0 0
Schulze Silke 0 0 3 1 1 0 0
Wecker Tiffy 1 2 1 1 3 1 0
Soziale Kompetenz Spraschkenntnisse
Methodische Kompetenz Fachliche Kompetenz
copy Fraunhofer IML 24 Januar 2013
Folie 16
Saumlule 5
Qualitaumltsmanagement
Gesamtanlageneffektivitaumlt (GAE)
Kalenderzeit
Betriebszeit
Laufzeit
Reduzierte
Geschwin-
digkeit
Ist-Menge
Ist-Menge
Gut-Menge Ausschuss
Ze
itL
eis
tun
gQ
ua
litauml
t
Geplante
Nicht-
Produktion
Stillstaumlnde
Moumlgliche Menge
A
B
C
D
E
F
GAE = BA x DC x FE
Zeitfaktor Leistungsfaktor Qualitaumltsfaktor
Potenzialeableitbare
Aussage bei
Werten lt 100 Stillstaumlnde
reduzieren
Betriebszeit
verlaumlngern
Geschwindigkei
t erhoumlhen
Kapazitaumlt
erhoumlhen
Ausschuss
reduzieren
Ist-Menge
erhoumlhen
copy Fraunhofer IML 24 Januar 2013
Folie 17
Saumlule 5
Qualitaumltsmanagement
bdquoNur was ich
messen kann
kann ich auch
verbessernldquo
Darstellung der
aktuellen
Themen an der
Anlage bildet
eine Basis fuumlr
erfolgreiches
Shop-floor
management
copy Fraunhofer IML 24 Januar 2013
Folie 18
Saumlule 6
(Neu-) Anlagenmanagement
Durchfuumlhrung von Ruumlstworkshops
bull Waumlhrend des Ruumlstens laumluft die
Anlage nicht sie ist also nicht
produktiv
bull Immer mehr Produkte werden in
kleineren Mengen produziert und
fuumlhren zu einem houmlheren Anteil der
Ruumlstzeiten an der Gesamtzeit
Ziele des Ruumlstworkshops
bull Erhoumlhung der Flexibilitaumlt
(kostenneutraler Loswechsel)
bull Erhoumlhung der Auslastung der
Maschinen
bull Reduzierung der Lagerbestaumlnde
Folie 18
Produktions
-planung
und
Steuerung
Produktions
-
technologie
Arbeits-
organisatio
n
Einflussgroumlszligen der Produktwechselzeit
Komplexitaumlt der Maszlignahmen
Parameteroptimierung
Technologiewechsel
Sequenzierung
Operations Research
Ruumlstprozesse
SMED
copy Fraunhofer IML 24 Januar 2013
Folie 19
Saumlule 6
(Neu-) Anlagenmanagement
Ergebnisse des Ruumlstworkshops
Was tut der Einrichter
Genutztes Werkzeug
Informationen fuumlr die Durchfuumlhrung
Zuruumlckgelegte Laufwege
Welche offensichtlichen Probleme treten auf
Wo gibt es VerzoumlgerungenWartezeiten
Naumlchste Schritte
Reorganisation der Taumltigkeiten
Eliminieren
Kombinieren
Umstrukturieren
Vereinfachen
Erstellen einer Ruumlstmatrix mit Zeiten zur Ermittlung der optimalen Produktionsreihenfolge
A B C hellip
A X 15min 15min hellip
B 5min X 5min hellip
C 10min 10min X hellip
hellip hellip hellip hellip X
copy Fraunhofer IML 24 Januar 2013
Folie 20
Vorteile der Lebenszykluskostenbetrachtung
Ganzheitliche Betrachtung aller durch die Anlage
verursachten Kosten
Ggf Entscheidungsgrundlage fuumlr die Anschaffung
einer Anlage mit houmlherem Kaufpreis aber
niedrigeren Einrichtungs- und Betriebskosten
Einfachere Linienintegration zB durch
Modulbauweise
Niedrigere Energiekosten durch bessere
Isolierung sparsame Motoren
Geringerer Aufwand durch einfachere
Bedienung Ruumlsten
Saumlule 6
(Neu-) Anlagenmanagement
copy Fraunhofer IML 24 Januar 2013
Folie 21
Voraussetzungen fuumlr erfolgreiches
Total Productive Management
Optimale
Prozesse
Anlagen-
verfuumlgbarkeit
Engagierte
qualifizierte
Mitarbeiter
ZIELE BASIS
Prozessketten-Instrumentarium
ganzheitlich
prozessorientiert
raquobottom-uplaquo
METHODEN
Arbeitsgruppen
Ziele
Kennzahlen
Qualifikations-Datenbank
Wissensmanagement
Verbesserungswesen
copy Fraunhofer IML 24 Januar 2013
Folie 22
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 23
TPM in Unternehmen
Typische Probleme bei der TPM-Einfuumlhrung
Keine Uumlbereinstimmung zwischen der Zielvorstellungen des Managements und der Mitarbeiter
Geringe Beruumlcksichtigung individueller Prozessanforderungen
Ungenuumlgende Bereitstellung der erforderlichen Ressourcen
Oftmals fehlende oder einseitige Motivation der Mitarbeiter bei
der Einfuumlhrung von TPM
Fuumlhrungsstrategie nicht mit TPM-Zielen vereinbar
httpdefotoliacomid32823525
copy Fraunhofer IML 24 Januar 2013
Folie 24
Moumlgliche Folgen
Unverstaumlndnis gegenuumlber Nutzen des neu
eingefuumlhrten Konzepts
Mitarbeiter sind nicht bereit ihre alten
Arbeitsgewohnheiten abzulegen
Boykott
Demotivation
Geringes Verantwortungsbewusstsein
Mitarbeiter nehmen das in Schulungen
vermittelte Wissen schlechter auf und
wenden dieses oftmals nicht an
Fall aus dem System
bdquoKonfrontation statt Kooperationldquo
httpdefotoliacomid27604676
copy Fraunhofer IML 24 Januar 2013
Folie 25
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 26
Haumlufige vorhandene Fuumlhrungsstrategie
in Unternehmen
Ausfuumlhrung
PlanungUumlberwachung
Entscheidungsfindung Management
Projektleiter
Produktions-personal
Instandhaltungs-personal
Entscheidungsfindung durch die Fuumlhrungskraumlfte
Entscheidungen und Vorgaben werden an die unteren Hierarchieebenen weitergegeben
Unteren Ebenen fuumlhren Maszlignahmen entsprechend der Vorgaben des Managements aus
Integriert in Entscheidungen und Umsetzung
Legende
Nur bdquoBefehls-empfaumlngerldquo
copy Fraunhofer IML 24 Januar 2013
Folie 27
Unterstuumltzung von TPM bei
Veraumlnderungen
bull Die Idee etwas zu aumlndern kommt von den Mitarbeitern selbst
bull Es entsteht die Bereitschaft etwas zu aumlndern so dass keine groszlige Vorbereitung notwendig ist
Auftauen
bull Die Verbesserungen werden von den Mitarbeitern selbst erarbeitet
bull Neue Ablaumlufe koumlnnen von den Mitarbeitern so gestaltet werden dass sie praktikabel umsetzbar sind
Bewegen
bull Die entwickelte Loumlsung stammt von den Mitarbeitern selbst
bull Schulungen oder eine lange Einfuumlhrungsphase sind nicht erforderlich
Einfrieren
Quelle 3-Phasen-Modell von K Lewin
copy Fraunhofer IML 24 Januar 2013
Folie 28
Aufgaben der Fuumlhrungskraumlfte im
Veraumlnderungsprozess
Durchfuumlhrung der Prozessaufnahmen und Aufnahme
der ermittelten Schwachstellen
Unterstuumltzung der Arbeit der Arbeitsgruppen
Ermittlung der Schulungsbedarfe der Mitglieder
Hilfestellung bei der Bewertung von Problemen und
Loumlsungen
Ggf Lenkungsfunktion
Koordination der unterschiedlichen Projekte
Abstimmung von Terminen
Kontrolle von Ergebnissen
Dokumentation nach Auszligen
Information der Mitarbeiter
Vorstellung besonderer Projekte
copy Fraunhofer IML 24 Januar 2013
Folie 29
Zu guter Letzthellip
bdquoWenn Du ein Schiff bauen willst so trommle
nicht Maumlnner zusammen
um Holz zu beschaffen Werkzeuge
vorzubereiten Aufgaben zu vergeben
und die Arbeit einzuteilen sondern lehre den
Maumlnnern die Sehnsucht
nach dem weiten endlosen Meerldquo
Antoine de Saint-Exupeacutery
Bildquelle Pictuma pixeliode
copy Fraunhofer IML 24 Januar 2013
Folie 30
Vielen Dank fuumlr Ihre
Aufmerksamkeit
Oliver Koumlsterke Dipl-Logist
Anlagen- und Servicemanagement
Fraunhofer-Institut fuumlr Materialfluss und Logistik IML
Joseph-von-Fraunhofer-Str 2-4 l 44227 Dortmund
Telefon +49 231 9743-455 l Mobil +49 152 54503929
oliverkoesterkeimlfraunhoferde l wwwimlfraunhoferde

copy Fraunhofer IML 24 Januar 2013
Folie 16
Saumlule 5
Qualitaumltsmanagement
Gesamtanlageneffektivitaumlt (GAE)
Kalenderzeit
Betriebszeit
Laufzeit
Reduzierte
Geschwin-
digkeit
Ist-Menge
Ist-Menge
Gut-Menge Ausschuss
Ze
itL
eis
tun
gQ
ua
litauml
t
Geplante
Nicht-
Produktion
Stillstaumlnde
Moumlgliche Menge
A
B
C
D
E
F
GAE = BA x DC x FE
Zeitfaktor Leistungsfaktor Qualitaumltsfaktor
Potenzialeableitbare
Aussage bei
Werten lt 100 Stillstaumlnde
reduzieren
Betriebszeit
verlaumlngern
Geschwindigkei
t erhoumlhen
Kapazitaumlt
erhoumlhen
Ausschuss
reduzieren
Ist-Menge
erhoumlhen
copy Fraunhofer IML 24 Januar 2013
Folie 17
Saumlule 5
Qualitaumltsmanagement
bdquoNur was ich
messen kann
kann ich auch
verbessernldquo
Darstellung der
aktuellen
Themen an der
Anlage bildet
eine Basis fuumlr
erfolgreiches
Shop-floor
management
copy Fraunhofer IML 24 Januar 2013
Folie 18
Saumlule 6
(Neu-) Anlagenmanagement
Durchfuumlhrung von Ruumlstworkshops
bull Waumlhrend des Ruumlstens laumluft die
Anlage nicht sie ist also nicht
produktiv
bull Immer mehr Produkte werden in
kleineren Mengen produziert und
fuumlhren zu einem houmlheren Anteil der
Ruumlstzeiten an der Gesamtzeit
Ziele des Ruumlstworkshops
bull Erhoumlhung der Flexibilitaumlt
(kostenneutraler Loswechsel)
bull Erhoumlhung der Auslastung der
Maschinen
bull Reduzierung der Lagerbestaumlnde
Folie 18
Produktions
-planung
und
Steuerung
Produktions
-
technologie
Arbeits-
organisatio
n
Einflussgroumlszligen der Produktwechselzeit
Komplexitaumlt der Maszlignahmen
Parameteroptimierung
Technologiewechsel
Sequenzierung
Operations Research
Ruumlstprozesse
SMED
copy Fraunhofer IML 24 Januar 2013
Folie 19
Saumlule 6
(Neu-) Anlagenmanagement
Ergebnisse des Ruumlstworkshops
Was tut der Einrichter
Genutztes Werkzeug
Informationen fuumlr die Durchfuumlhrung
Zuruumlckgelegte Laufwege
Welche offensichtlichen Probleme treten auf
Wo gibt es VerzoumlgerungenWartezeiten
Naumlchste Schritte
Reorganisation der Taumltigkeiten
Eliminieren
Kombinieren
Umstrukturieren
Vereinfachen
Erstellen einer Ruumlstmatrix mit Zeiten zur Ermittlung der optimalen Produktionsreihenfolge
A B C hellip
A X 15min 15min hellip
B 5min X 5min hellip
C 10min 10min X hellip
hellip hellip hellip hellip X
copy Fraunhofer IML 24 Januar 2013
Folie 20
Vorteile der Lebenszykluskostenbetrachtung
Ganzheitliche Betrachtung aller durch die Anlage
verursachten Kosten
Ggf Entscheidungsgrundlage fuumlr die Anschaffung
einer Anlage mit houmlherem Kaufpreis aber
niedrigeren Einrichtungs- und Betriebskosten
Einfachere Linienintegration zB durch
Modulbauweise
Niedrigere Energiekosten durch bessere
Isolierung sparsame Motoren
Geringerer Aufwand durch einfachere
Bedienung Ruumlsten
Saumlule 6
(Neu-) Anlagenmanagement
copy Fraunhofer IML 24 Januar 2013
Folie 21
Voraussetzungen fuumlr erfolgreiches
Total Productive Management
Optimale
Prozesse
Anlagen-
verfuumlgbarkeit
Engagierte
qualifizierte
Mitarbeiter
ZIELE BASIS
Prozessketten-Instrumentarium
ganzheitlich
prozessorientiert
raquobottom-uplaquo
METHODEN
Arbeitsgruppen
Ziele
Kennzahlen
Qualifikations-Datenbank
Wissensmanagement
Verbesserungswesen
copy Fraunhofer IML 24 Januar 2013
Folie 22
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 23
TPM in Unternehmen
Typische Probleme bei der TPM-Einfuumlhrung
Keine Uumlbereinstimmung zwischen der Zielvorstellungen des Managements und der Mitarbeiter
Geringe Beruumlcksichtigung individueller Prozessanforderungen
Ungenuumlgende Bereitstellung der erforderlichen Ressourcen
Oftmals fehlende oder einseitige Motivation der Mitarbeiter bei
der Einfuumlhrung von TPM
Fuumlhrungsstrategie nicht mit TPM-Zielen vereinbar
httpdefotoliacomid32823525
copy Fraunhofer IML 24 Januar 2013
Folie 24
Moumlgliche Folgen
Unverstaumlndnis gegenuumlber Nutzen des neu
eingefuumlhrten Konzepts
Mitarbeiter sind nicht bereit ihre alten
Arbeitsgewohnheiten abzulegen
Boykott
Demotivation
Geringes Verantwortungsbewusstsein
Mitarbeiter nehmen das in Schulungen
vermittelte Wissen schlechter auf und
wenden dieses oftmals nicht an
Fall aus dem System
bdquoKonfrontation statt Kooperationldquo
httpdefotoliacomid27604676
copy Fraunhofer IML 24 Januar 2013
Folie 25
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 26
Haumlufige vorhandene Fuumlhrungsstrategie
in Unternehmen
Ausfuumlhrung
PlanungUumlberwachung
Entscheidungsfindung Management
Projektleiter
Produktions-personal
Instandhaltungs-personal
Entscheidungsfindung durch die Fuumlhrungskraumlfte
Entscheidungen und Vorgaben werden an die unteren Hierarchieebenen weitergegeben
Unteren Ebenen fuumlhren Maszlignahmen entsprechend der Vorgaben des Managements aus
Integriert in Entscheidungen und Umsetzung
Legende
Nur bdquoBefehls-empfaumlngerldquo
copy Fraunhofer IML 24 Januar 2013
Folie 27
Unterstuumltzung von TPM bei
Veraumlnderungen
bull Die Idee etwas zu aumlndern kommt von den Mitarbeitern selbst
bull Es entsteht die Bereitschaft etwas zu aumlndern so dass keine groszlige Vorbereitung notwendig ist
Auftauen
bull Die Verbesserungen werden von den Mitarbeitern selbst erarbeitet
bull Neue Ablaumlufe koumlnnen von den Mitarbeitern so gestaltet werden dass sie praktikabel umsetzbar sind
Bewegen
bull Die entwickelte Loumlsung stammt von den Mitarbeitern selbst
bull Schulungen oder eine lange Einfuumlhrungsphase sind nicht erforderlich
Einfrieren
Quelle 3-Phasen-Modell von K Lewin
copy Fraunhofer IML 24 Januar 2013
Folie 28
Aufgaben der Fuumlhrungskraumlfte im
Veraumlnderungsprozess
Durchfuumlhrung der Prozessaufnahmen und Aufnahme
der ermittelten Schwachstellen
Unterstuumltzung der Arbeit der Arbeitsgruppen
Ermittlung der Schulungsbedarfe der Mitglieder
Hilfestellung bei der Bewertung von Problemen und
Loumlsungen
Ggf Lenkungsfunktion
Koordination der unterschiedlichen Projekte
Abstimmung von Terminen
Kontrolle von Ergebnissen
Dokumentation nach Auszligen
Information der Mitarbeiter
Vorstellung besonderer Projekte
copy Fraunhofer IML 24 Januar 2013
Folie 29
Zu guter Letzthellip
bdquoWenn Du ein Schiff bauen willst so trommle
nicht Maumlnner zusammen
um Holz zu beschaffen Werkzeuge
vorzubereiten Aufgaben zu vergeben
und die Arbeit einzuteilen sondern lehre den
Maumlnnern die Sehnsucht
nach dem weiten endlosen Meerldquo
Antoine de Saint-Exupeacutery
Bildquelle Pictuma pixeliode
copy Fraunhofer IML 24 Januar 2013
Folie 30
Vielen Dank fuumlr Ihre
Aufmerksamkeit
Oliver Koumlsterke Dipl-Logist
Anlagen- und Servicemanagement
Fraunhofer-Institut fuumlr Materialfluss und Logistik IML
Joseph-von-Fraunhofer-Str 2-4 l 44227 Dortmund
Telefon +49 231 9743-455 l Mobil +49 152 54503929
oliverkoesterkeimlfraunhoferde l wwwimlfraunhoferde

copy Fraunhofer IML 24 Januar 2013
Folie 17
Saumlule 5
Qualitaumltsmanagement
bdquoNur was ich
messen kann
kann ich auch
verbessernldquo
Darstellung der
aktuellen
Themen an der
Anlage bildet
eine Basis fuumlr
erfolgreiches
Shop-floor
management
copy Fraunhofer IML 24 Januar 2013
Folie 18
Saumlule 6
(Neu-) Anlagenmanagement
Durchfuumlhrung von Ruumlstworkshops
bull Waumlhrend des Ruumlstens laumluft die
Anlage nicht sie ist also nicht
produktiv
bull Immer mehr Produkte werden in
kleineren Mengen produziert und
fuumlhren zu einem houmlheren Anteil der
Ruumlstzeiten an der Gesamtzeit
Ziele des Ruumlstworkshops
bull Erhoumlhung der Flexibilitaumlt
(kostenneutraler Loswechsel)
bull Erhoumlhung der Auslastung der
Maschinen
bull Reduzierung der Lagerbestaumlnde
Folie 18
Produktions
-planung
und
Steuerung
Produktions
-
technologie
Arbeits-
organisatio
n
Einflussgroumlszligen der Produktwechselzeit
Komplexitaumlt der Maszlignahmen
Parameteroptimierung
Technologiewechsel
Sequenzierung
Operations Research
Ruumlstprozesse
SMED
copy Fraunhofer IML 24 Januar 2013
Folie 19
Saumlule 6
(Neu-) Anlagenmanagement
Ergebnisse des Ruumlstworkshops
Was tut der Einrichter
Genutztes Werkzeug
Informationen fuumlr die Durchfuumlhrung
Zuruumlckgelegte Laufwege
Welche offensichtlichen Probleme treten auf
Wo gibt es VerzoumlgerungenWartezeiten
Naumlchste Schritte
Reorganisation der Taumltigkeiten
Eliminieren
Kombinieren
Umstrukturieren
Vereinfachen
Erstellen einer Ruumlstmatrix mit Zeiten zur Ermittlung der optimalen Produktionsreihenfolge
A B C hellip
A X 15min 15min hellip
B 5min X 5min hellip
C 10min 10min X hellip
hellip hellip hellip hellip X
copy Fraunhofer IML 24 Januar 2013
Folie 20
Vorteile der Lebenszykluskostenbetrachtung
Ganzheitliche Betrachtung aller durch die Anlage
verursachten Kosten
Ggf Entscheidungsgrundlage fuumlr die Anschaffung
einer Anlage mit houmlherem Kaufpreis aber
niedrigeren Einrichtungs- und Betriebskosten
Einfachere Linienintegration zB durch
Modulbauweise
Niedrigere Energiekosten durch bessere
Isolierung sparsame Motoren
Geringerer Aufwand durch einfachere
Bedienung Ruumlsten
Saumlule 6
(Neu-) Anlagenmanagement
copy Fraunhofer IML 24 Januar 2013
Folie 21
Voraussetzungen fuumlr erfolgreiches
Total Productive Management
Optimale
Prozesse
Anlagen-
verfuumlgbarkeit
Engagierte
qualifizierte
Mitarbeiter
ZIELE BASIS
Prozessketten-Instrumentarium
ganzheitlich
prozessorientiert
raquobottom-uplaquo
METHODEN
Arbeitsgruppen
Ziele
Kennzahlen
Qualifikations-Datenbank
Wissensmanagement
Verbesserungswesen
copy Fraunhofer IML 24 Januar 2013
Folie 22
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 23
TPM in Unternehmen
Typische Probleme bei der TPM-Einfuumlhrung
Keine Uumlbereinstimmung zwischen der Zielvorstellungen des Managements und der Mitarbeiter
Geringe Beruumlcksichtigung individueller Prozessanforderungen
Ungenuumlgende Bereitstellung der erforderlichen Ressourcen
Oftmals fehlende oder einseitige Motivation der Mitarbeiter bei
der Einfuumlhrung von TPM
Fuumlhrungsstrategie nicht mit TPM-Zielen vereinbar
httpdefotoliacomid32823525
copy Fraunhofer IML 24 Januar 2013
Folie 24
Moumlgliche Folgen
Unverstaumlndnis gegenuumlber Nutzen des neu
eingefuumlhrten Konzepts
Mitarbeiter sind nicht bereit ihre alten
Arbeitsgewohnheiten abzulegen
Boykott
Demotivation
Geringes Verantwortungsbewusstsein
Mitarbeiter nehmen das in Schulungen
vermittelte Wissen schlechter auf und
wenden dieses oftmals nicht an
Fall aus dem System
bdquoKonfrontation statt Kooperationldquo
httpdefotoliacomid27604676
copy Fraunhofer IML 24 Januar 2013
Folie 25
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 26
Haumlufige vorhandene Fuumlhrungsstrategie
in Unternehmen
Ausfuumlhrung
PlanungUumlberwachung
Entscheidungsfindung Management
Projektleiter
Produktions-personal
Instandhaltungs-personal
Entscheidungsfindung durch die Fuumlhrungskraumlfte
Entscheidungen und Vorgaben werden an die unteren Hierarchieebenen weitergegeben
Unteren Ebenen fuumlhren Maszlignahmen entsprechend der Vorgaben des Managements aus
Integriert in Entscheidungen und Umsetzung
Legende
Nur bdquoBefehls-empfaumlngerldquo
copy Fraunhofer IML 24 Januar 2013
Folie 27
Unterstuumltzung von TPM bei
Veraumlnderungen
bull Die Idee etwas zu aumlndern kommt von den Mitarbeitern selbst
bull Es entsteht die Bereitschaft etwas zu aumlndern so dass keine groszlige Vorbereitung notwendig ist
Auftauen
bull Die Verbesserungen werden von den Mitarbeitern selbst erarbeitet
bull Neue Ablaumlufe koumlnnen von den Mitarbeitern so gestaltet werden dass sie praktikabel umsetzbar sind
Bewegen
bull Die entwickelte Loumlsung stammt von den Mitarbeitern selbst
bull Schulungen oder eine lange Einfuumlhrungsphase sind nicht erforderlich
Einfrieren
Quelle 3-Phasen-Modell von K Lewin
copy Fraunhofer IML 24 Januar 2013
Folie 28
Aufgaben der Fuumlhrungskraumlfte im
Veraumlnderungsprozess
Durchfuumlhrung der Prozessaufnahmen und Aufnahme
der ermittelten Schwachstellen
Unterstuumltzung der Arbeit der Arbeitsgruppen
Ermittlung der Schulungsbedarfe der Mitglieder
Hilfestellung bei der Bewertung von Problemen und
Loumlsungen
Ggf Lenkungsfunktion
Koordination der unterschiedlichen Projekte
Abstimmung von Terminen
Kontrolle von Ergebnissen
Dokumentation nach Auszligen
Information der Mitarbeiter
Vorstellung besonderer Projekte
copy Fraunhofer IML 24 Januar 2013
Folie 29
Zu guter Letzthellip
bdquoWenn Du ein Schiff bauen willst so trommle
nicht Maumlnner zusammen
um Holz zu beschaffen Werkzeuge
vorzubereiten Aufgaben zu vergeben
und die Arbeit einzuteilen sondern lehre den
Maumlnnern die Sehnsucht
nach dem weiten endlosen Meerldquo
Antoine de Saint-Exupeacutery
Bildquelle Pictuma pixeliode
copy Fraunhofer IML 24 Januar 2013
Folie 30
Vielen Dank fuumlr Ihre
Aufmerksamkeit
Oliver Koumlsterke Dipl-Logist
Anlagen- und Servicemanagement
Fraunhofer-Institut fuumlr Materialfluss und Logistik IML
Joseph-von-Fraunhofer-Str 2-4 l 44227 Dortmund
Telefon +49 231 9743-455 l Mobil +49 152 54503929
oliverkoesterkeimlfraunhoferde l wwwimlfraunhoferde

copy Fraunhofer IML 24 Januar 2013
Folie 18
Saumlule 6
(Neu-) Anlagenmanagement
Durchfuumlhrung von Ruumlstworkshops
bull Waumlhrend des Ruumlstens laumluft die
Anlage nicht sie ist also nicht
produktiv
bull Immer mehr Produkte werden in
kleineren Mengen produziert und
fuumlhren zu einem houmlheren Anteil der
Ruumlstzeiten an der Gesamtzeit
Ziele des Ruumlstworkshops
bull Erhoumlhung der Flexibilitaumlt
(kostenneutraler Loswechsel)
bull Erhoumlhung der Auslastung der
Maschinen
bull Reduzierung der Lagerbestaumlnde
Folie 18
Produktions
-planung
und
Steuerung
Produktions
-
technologie
Arbeits-
organisatio
n
Einflussgroumlszligen der Produktwechselzeit
Komplexitaumlt der Maszlignahmen
Parameteroptimierung
Technologiewechsel
Sequenzierung
Operations Research
Ruumlstprozesse
SMED
copy Fraunhofer IML 24 Januar 2013
Folie 19
Saumlule 6
(Neu-) Anlagenmanagement
Ergebnisse des Ruumlstworkshops
Was tut der Einrichter
Genutztes Werkzeug
Informationen fuumlr die Durchfuumlhrung
Zuruumlckgelegte Laufwege
Welche offensichtlichen Probleme treten auf
Wo gibt es VerzoumlgerungenWartezeiten
Naumlchste Schritte
Reorganisation der Taumltigkeiten
Eliminieren
Kombinieren
Umstrukturieren
Vereinfachen
Erstellen einer Ruumlstmatrix mit Zeiten zur Ermittlung der optimalen Produktionsreihenfolge
A B C hellip
A X 15min 15min hellip
B 5min X 5min hellip
C 10min 10min X hellip
hellip hellip hellip hellip X
copy Fraunhofer IML 24 Januar 2013
Folie 20
Vorteile der Lebenszykluskostenbetrachtung
Ganzheitliche Betrachtung aller durch die Anlage
verursachten Kosten
Ggf Entscheidungsgrundlage fuumlr die Anschaffung
einer Anlage mit houmlherem Kaufpreis aber
niedrigeren Einrichtungs- und Betriebskosten
Einfachere Linienintegration zB durch
Modulbauweise
Niedrigere Energiekosten durch bessere
Isolierung sparsame Motoren
Geringerer Aufwand durch einfachere
Bedienung Ruumlsten
Saumlule 6
(Neu-) Anlagenmanagement
copy Fraunhofer IML 24 Januar 2013
Folie 21
Voraussetzungen fuumlr erfolgreiches
Total Productive Management
Optimale
Prozesse
Anlagen-
verfuumlgbarkeit
Engagierte
qualifizierte
Mitarbeiter
ZIELE BASIS
Prozessketten-Instrumentarium
ganzheitlich
prozessorientiert
raquobottom-uplaquo
METHODEN
Arbeitsgruppen
Ziele
Kennzahlen
Qualifikations-Datenbank
Wissensmanagement
Verbesserungswesen
copy Fraunhofer IML 24 Januar 2013
Folie 22
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 23
TPM in Unternehmen
Typische Probleme bei der TPM-Einfuumlhrung
Keine Uumlbereinstimmung zwischen der Zielvorstellungen des Managements und der Mitarbeiter
Geringe Beruumlcksichtigung individueller Prozessanforderungen
Ungenuumlgende Bereitstellung der erforderlichen Ressourcen
Oftmals fehlende oder einseitige Motivation der Mitarbeiter bei
der Einfuumlhrung von TPM
Fuumlhrungsstrategie nicht mit TPM-Zielen vereinbar
httpdefotoliacomid32823525
copy Fraunhofer IML 24 Januar 2013
Folie 24
Moumlgliche Folgen
Unverstaumlndnis gegenuumlber Nutzen des neu
eingefuumlhrten Konzepts
Mitarbeiter sind nicht bereit ihre alten
Arbeitsgewohnheiten abzulegen
Boykott
Demotivation
Geringes Verantwortungsbewusstsein
Mitarbeiter nehmen das in Schulungen
vermittelte Wissen schlechter auf und
wenden dieses oftmals nicht an
Fall aus dem System
bdquoKonfrontation statt Kooperationldquo
httpdefotoliacomid27604676
copy Fraunhofer IML 24 Januar 2013
Folie 25
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 26
Haumlufige vorhandene Fuumlhrungsstrategie
in Unternehmen
Ausfuumlhrung
PlanungUumlberwachung
Entscheidungsfindung Management
Projektleiter
Produktions-personal
Instandhaltungs-personal
Entscheidungsfindung durch die Fuumlhrungskraumlfte
Entscheidungen und Vorgaben werden an die unteren Hierarchieebenen weitergegeben
Unteren Ebenen fuumlhren Maszlignahmen entsprechend der Vorgaben des Managements aus
Integriert in Entscheidungen und Umsetzung
Legende
Nur bdquoBefehls-empfaumlngerldquo
copy Fraunhofer IML 24 Januar 2013
Folie 27
Unterstuumltzung von TPM bei
Veraumlnderungen
bull Die Idee etwas zu aumlndern kommt von den Mitarbeitern selbst
bull Es entsteht die Bereitschaft etwas zu aumlndern so dass keine groszlige Vorbereitung notwendig ist
Auftauen
bull Die Verbesserungen werden von den Mitarbeitern selbst erarbeitet
bull Neue Ablaumlufe koumlnnen von den Mitarbeitern so gestaltet werden dass sie praktikabel umsetzbar sind
Bewegen
bull Die entwickelte Loumlsung stammt von den Mitarbeitern selbst
bull Schulungen oder eine lange Einfuumlhrungsphase sind nicht erforderlich
Einfrieren
Quelle 3-Phasen-Modell von K Lewin
copy Fraunhofer IML 24 Januar 2013
Folie 28
Aufgaben der Fuumlhrungskraumlfte im
Veraumlnderungsprozess
Durchfuumlhrung der Prozessaufnahmen und Aufnahme
der ermittelten Schwachstellen
Unterstuumltzung der Arbeit der Arbeitsgruppen
Ermittlung der Schulungsbedarfe der Mitglieder
Hilfestellung bei der Bewertung von Problemen und
Loumlsungen
Ggf Lenkungsfunktion
Koordination der unterschiedlichen Projekte
Abstimmung von Terminen
Kontrolle von Ergebnissen
Dokumentation nach Auszligen
Information der Mitarbeiter
Vorstellung besonderer Projekte
copy Fraunhofer IML 24 Januar 2013
Folie 29
Zu guter Letzthellip
bdquoWenn Du ein Schiff bauen willst so trommle
nicht Maumlnner zusammen
um Holz zu beschaffen Werkzeuge
vorzubereiten Aufgaben zu vergeben
und die Arbeit einzuteilen sondern lehre den
Maumlnnern die Sehnsucht
nach dem weiten endlosen Meerldquo
Antoine de Saint-Exupeacutery
Bildquelle Pictuma pixeliode
copy Fraunhofer IML 24 Januar 2013
Folie 30
Vielen Dank fuumlr Ihre
Aufmerksamkeit
Oliver Koumlsterke Dipl-Logist
Anlagen- und Servicemanagement
Fraunhofer-Institut fuumlr Materialfluss und Logistik IML
Joseph-von-Fraunhofer-Str 2-4 l 44227 Dortmund
Telefon +49 231 9743-455 l Mobil +49 152 54503929
oliverkoesterkeimlfraunhoferde l wwwimlfraunhoferde
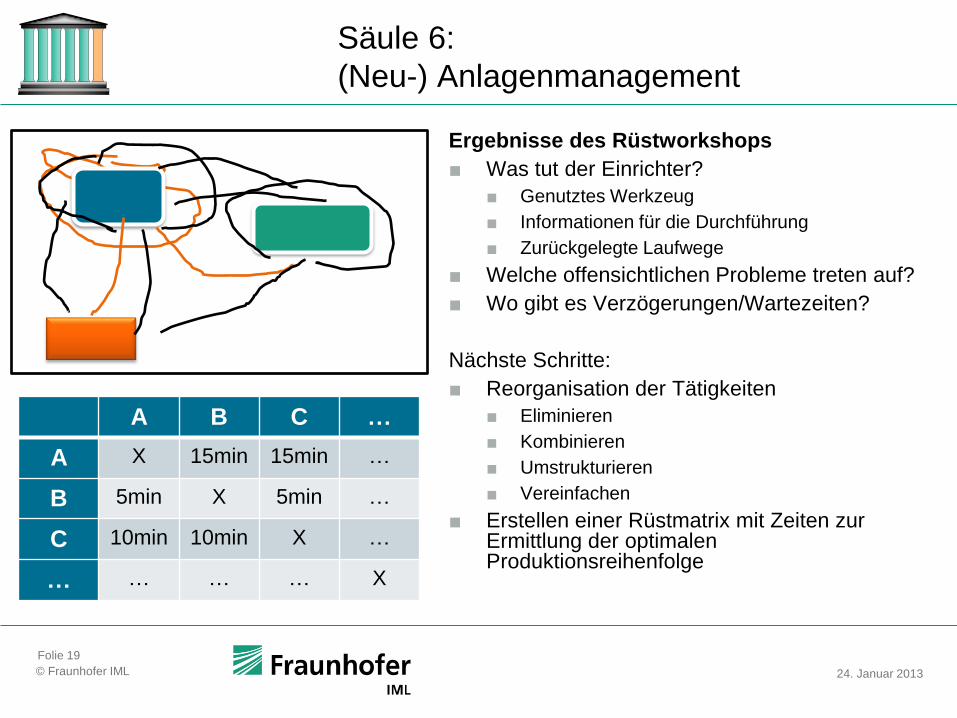
copy Fraunhofer IML 24 Januar 2013
Folie 19
Saumlule 6
(Neu-) Anlagenmanagement
Ergebnisse des Ruumlstworkshops
Was tut der Einrichter
Genutztes Werkzeug
Informationen fuumlr die Durchfuumlhrung
Zuruumlckgelegte Laufwege
Welche offensichtlichen Probleme treten auf
Wo gibt es VerzoumlgerungenWartezeiten
Naumlchste Schritte
Reorganisation der Taumltigkeiten
Eliminieren
Kombinieren
Umstrukturieren
Vereinfachen
Erstellen einer Ruumlstmatrix mit Zeiten zur Ermittlung der optimalen Produktionsreihenfolge
A B C hellip
A X 15min 15min hellip
B 5min X 5min hellip
C 10min 10min X hellip
hellip hellip hellip hellip X
copy Fraunhofer IML 24 Januar 2013
Folie 20
Vorteile der Lebenszykluskostenbetrachtung
Ganzheitliche Betrachtung aller durch die Anlage
verursachten Kosten
Ggf Entscheidungsgrundlage fuumlr die Anschaffung
einer Anlage mit houmlherem Kaufpreis aber
niedrigeren Einrichtungs- und Betriebskosten
Einfachere Linienintegration zB durch
Modulbauweise
Niedrigere Energiekosten durch bessere
Isolierung sparsame Motoren
Geringerer Aufwand durch einfachere
Bedienung Ruumlsten
Saumlule 6
(Neu-) Anlagenmanagement
copy Fraunhofer IML 24 Januar 2013
Folie 21
Voraussetzungen fuumlr erfolgreiches
Total Productive Management
Optimale
Prozesse
Anlagen-
verfuumlgbarkeit
Engagierte
qualifizierte
Mitarbeiter
ZIELE BASIS
Prozessketten-Instrumentarium
ganzheitlich
prozessorientiert
raquobottom-uplaquo
METHODEN
Arbeitsgruppen
Ziele
Kennzahlen
Qualifikations-Datenbank
Wissensmanagement
Verbesserungswesen
copy Fraunhofer IML 24 Januar 2013
Folie 22
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 23
TPM in Unternehmen
Typische Probleme bei der TPM-Einfuumlhrung
Keine Uumlbereinstimmung zwischen der Zielvorstellungen des Managements und der Mitarbeiter
Geringe Beruumlcksichtigung individueller Prozessanforderungen
Ungenuumlgende Bereitstellung der erforderlichen Ressourcen
Oftmals fehlende oder einseitige Motivation der Mitarbeiter bei
der Einfuumlhrung von TPM
Fuumlhrungsstrategie nicht mit TPM-Zielen vereinbar
httpdefotoliacomid32823525
copy Fraunhofer IML 24 Januar 2013
Folie 24
Moumlgliche Folgen
Unverstaumlndnis gegenuumlber Nutzen des neu
eingefuumlhrten Konzepts
Mitarbeiter sind nicht bereit ihre alten
Arbeitsgewohnheiten abzulegen
Boykott
Demotivation
Geringes Verantwortungsbewusstsein
Mitarbeiter nehmen das in Schulungen
vermittelte Wissen schlechter auf und
wenden dieses oftmals nicht an
Fall aus dem System
bdquoKonfrontation statt Kooperationldquo
httpdefotoliacomid27604676
copy Fraunhofer IML 24 Januar 2013
Folie 25
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 26
Haumlufige vorhandene Fuumlhrungsstrategie
in Unternehmen
Ausfuumlhrung
PlanungUumlberwachung
Entscheidungsfindung Management
Projektleiter
Produktions-personal
Instandhaltungs-personal
Entscheidungsfindung durch die Fuumlhrungskraumlfte
Entscheidungen und Vorgaben werden an die unteren Hierarchieebenen weitergegeben
Unteren Ebenen fuumlhren Maszlignahmen entsprechend der Vorgaben des Managements aus
Integriert in Entscheidungen und Umsetzung
Legende
Nur bdquoBefehls-empfaumlngerldquo
copy Fraunhofer IML 24 Januar 2013
Folie 27
Unterstuumltzung von TPM bei
Veraumlnderungen
bull Die Idee etwas zu aumlndern kommt von den Mitarbeitern selbst
bull Es entsteht die Bereitschaft etwas zu aumlndern so dass keine groszlige Vorbereitung notwendig ist
Auftauen
bull Die Verbesserungen werden von den Mitarbeitern selbst erarbeitet
bull Neue Ablaumlufe koumlnnen von den Mitarbeitern so gestaltet werden dass sie praktikabel umsetzbar sind
Bewegen
bull Die entwickelte Loumlsung stammt von den Mitarbeitern selbst
bull Schulungen oder eine lange Einfuumlhrungsphase sind nicht erforderlich
Einfrieren
Quelle 3-Phasen-Modell von K Lewin
copy Fraunhofer IML 24 Januar 2013
Folie 28
Aufgaben der Fuumlhrungskraumlfte im
Veraumlnderungsprozess
Durchfuumlhrung der Prozessaufnahmen und Aufnahme
der ermittelten Schwachstellen
Unterstuumltzung der Arbeit der Arbeitsgruppen
Ermittlung der Schulungsbedarfe der Mitglieder
Hilfestellung bei der Bewertung von Problemen und
Loumlsungen
Ggf Lenkungsfunktion
Koordination der unterschiedlichen Projekte
Abstimmung von Terminen
Kontrolle von Ergebnissen
Dokumentation nach Auszligen
Information der Mitarbeiter
Vorstellung besonderer Projekte
copy Fraunhofer IML 24 Januar 2013
Folie 29
Zu guter Letzthellip
bdquoWenn Du ein Schiff bauen willst so trommle
nicht Maumlnner zusammen
um Holz zu beschaffen Werkzeuge
vorzubereiten Aufgaben zu vergeben
und die Arbeit einzuteilen sondern lehre den
Maumlnnern die Sehnsucht
nach dem weiten endlosen Meerldquo
Antoine de Saint-Exupeacutery
Bildquelle Pictuma pixeliode
copy Fraunhofer IML 24 Januar 2013
Folie 30
Vielen Dank fuumlr Ihre
Aufmerksamkeit
Oliver Koumlsterke Dipl-Logist
Anlagen- und Servicemanagement
Fraunhofer-Institut fuumlr Materialfluss und Logistik IML
Joseph-von-Fraunhofer-Str 2-4 l 44227 Dortmund
Telefon +49 231 9743-455 l Mobil +49 152 54503929
oliverkoesterkeimlfraunhoferde l wwwimlfraunhoferde
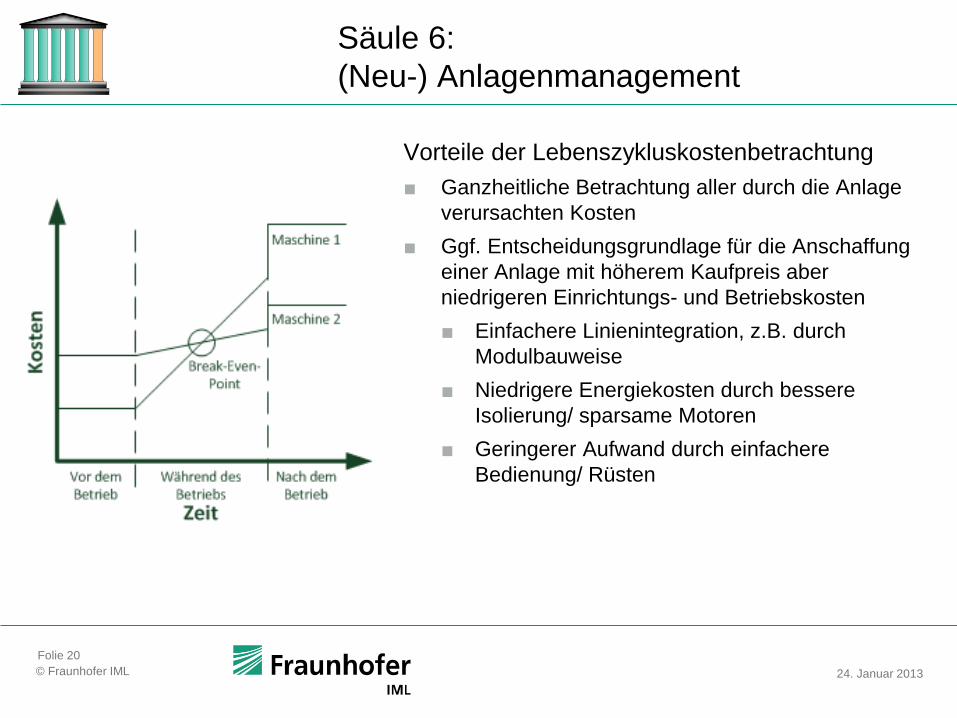
copy Fraunhofer IML 24 Januar 2013
Folie 20
Vorteile der Lebenszykluskostenbetrachtung
Ganzheitliche Betrachtung aller durch die Anlage
verursachten Kosten
Ggf Entscheidungsgrundlage fuumlr die Anschaffung
einer Anlage mit houmlherem Kaufpreis aber
niedrigeren Einrichtungs- und Betriebskosten
Einfachere Linienintegration zB durch
Modulbauweise
Niedrigere Energiekosten durch bessere
Isolierung sparsame Motoren
Geringerer Aufwand durch einfachere
Bedienung Ruumlsten
Saumlule 6
(Neu-) Anlagenmanagement
copy Fraunhofer IML 24 Januar 2013
Folie 21
Voraussetzungen fuumlr erfolgreiches
Total Productive Management
Optimale
Prozesse
Anlagen-
verfuumlgbarkeit
Engagierte
qualifizierte
Mitarbeiter
ZIELE BASIS
Prozessketten-Instrumentarium
ganzheitlich
prozessorientiert
raquobottom-uplaquo
METHODEN
Arbeitsgruppen
Ziele
Kennzahlen
Qualifikations-Datenbank
Wissensmanagement
Verbesserungswesen
copy Fraunhofer IML 24 Januar 2013
Folie 22
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 23
TPM in Unternehmen
Typische Probleme bei der TPM-Einfuumlhrung
Keine Uumlbereinstimmung zwischen der Zielvorstellungen des Managements und der Mitarbeiter
Geringe Beruumlcksichtigung individueller Prozessanforderungen
Ungenuumlgende Bereitstellung der erforderlichen Ressourcen
Oftmals fehlende oder einseitige Motivation der Mitarbeiter bei
der Einfuumlhrung von TPM
Fuumlhrungsstrategie nicht mit TPM-Zielen vereinbar
httpdefotoliacomid32823525
copy Fraunhofer IML 24 Januar 2013
Folie 24
Moumlgliche Folgen
Unverstaumlndnis gegenuumlber Nutzen des neu
eingefuumlhrten Konzepts
Mitarbeiter sind nicht bereit ihre alten
Arbeitsgewohnheiten abzulegen
Boykott
Demotivation
Geringes Verantwortungsbewusstsein
Mitarbeiter nehmen das in Schulungen
vermittelte Wissen schlechter auf und
wenden dieses oftmals nicht an
Fall aus dem System
bdquoKonfrontation statt Kooperationldquo
httpdefotoliacomid27604676
copy Fraunhofer IML 24 Januar 2013
Folie 25
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 26
Haumlufige vorhandene Fuumlhrungsstrategie
in Unternehmen
Ausfuumlhrung
PlanungUumlberwachung
Entscheidungsfindung Management
Projektleiter
Produktions-personal
Instandhaltungs-personal
Entscheidungsfindung durch die Fuumlhrungskraumlfte
Entscheidungen und Vorgaben werden an die unteren Hierarchieebenen weitergegeben
Unteren Ebenen fuumlhren Maszlignahmen entsprechend der Vorgaben des Managements aus
Integriert in Entscheidungen und Umsetzung
Legende
Nur bdquoBefehls-empfaumlngerldquo
copy Fraunhofer IML 24 Januar 2013
Folie 27
Unterstuumltzung von TPM bei
Veraumlnderungen
bull Die Idee etwas zu aumlndern kommt von den Mitarbeitern selbst
bull Es entsteht die Bereitschaft etwas zu aumlndern so dass keine groszlige Vorbereitung notwendig ist
Auftauen
bull Die Verbesserungen werden von den Mitarbeitern selbst erarbeitet
bull Neue Ablaumlufe koumlnnen von den Mitarbeitern so gestaltet werden dass sie praktikabel umsetzbar sind
Bewegen
bull Die entwickelte Loumlsung stammt von den Mitarbeitern selbst
bull Schulungen oder eine lange Einfuumlhrungsphase sind nicht erforderlich
Einfrieren
Quelle 3-Phasen-Modell von K Lewin
copy Fraunhofer IML 24 Januar 2013
Folie 28
Aufgaben der Fuumlhrungskraumlfte im
Veraumlnderungsprozess
Durchfuumlhrung der Prozessaufnahmen und Aufnahme
der ermittelten Schwachstellen
Unterstuumltzung der Arbeit der Arbeitsgruppen
Ermittlung der Schulungsbedarfe der Mitglieder
Hilfestellung bei der Bewertung von Problemen und
Loumlsungen
Ggf Lenkungsfunktion
Koordination der unterschiedlichen Projekte
Abstimmung von Terminen
Kontrolle von Ergebnissen
Dokumentation nach Auszligen
Information der Mitarbeiter
Vorstellung besonderer Projekte
copy Fraunhofer IML 24 Januar 2013
Folie 29
Zu guter Letzthellip
bdquoWenn Du ein Schiff bauen willst so trommle
nicht Maumlnner zusammen
um Holz zu beschaffen Werkzeuge
vorzubereiten Aufgaben zu vergeben
und die Arbeit einzuteilen sondern lehre den
Maumlnnern die Sehnsucht
nach dem weiten endlosen Meerldquo
Antoine de Saint-Exupeacutery
Bildquelle Pictuma pixeliode
copy Fraunhofer IML 24 Januar 2013
Folie 30
Vielen Dank fuumlr Ihre
Aufmerksamkeit
Oliver Koumlsterke Dipl-Logist
Anlagen- und Servicemanagement
Fraunhofer-Institut fuumlr Materialfluss und Logistik IML
Joseph-von-Fraunhofer-Str 2-4 l 44227 Dortmund
Telefon +49 231 9743-455 l Mobil +49 152 54503929
oliverkoesterkeimlfraunhoferde l wwwimlfraunhoferde

copy Fraunhofer IML 24 Januar 2013
Folie 21
Voraussetzungen fuumlr erfolgreiches
Total Productive Management
Optimale
Prozesse
Anlagen-
verfuumlgbarkeit
Engagierte
qualifizierte
Mitarbeiter
ZIELE BASIS
Prozessketten-Instrumentarium
ganzheitlich
prozessorientiert
raquobottom-uplaquo
METHODEN
Arbeitsgruppen
Ziele
Kennzahlen
Qualifikations-Datenbank
Wissensmanagement
Verbesserungswesen
copy Fraunhofer IML 24 Januar 2013
Folie 22
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 23
TPM in Unternehmen
Typische Probleme bei der TPM-Einfuumlhrung
Keine Uumlbereinstimmung zwischen der Zielvorstellungen des Managements und der Mitarbeiter
Geringe Beruumlcksichtigung individueller Prozessanforderungen
Ungenuumlgende Bereitstellung der erforderlichen Ressourcen
Oftmals fehlende oder einseitige Motivation der Mitarbeiter bei
der Einfuumlhrung von TPM
Fuumlhrungsstrategie nicht mit TPM-Zielen vereinbar
httpdefotoliacomid32823525
copy Fraunhofer IML 24 Januar 2013
Folie 24
Moumlgliche Folgen
Unverstaumlndnis gegenuumlber Nutzen des neu
eingefuumlhrten Konzepts
Mitarbeiter sind nicht bereit ihre alten
Arbeitsgewohnheiten abzulegen
Boykott
Demotivation
Geringes Verantwortungsbewusstsein
Mitarbeiter nehmen das in Schulungen
vermittelte Wissen schlechter auf und
wenden dieses oftmals nicht an
Fall aus dem System
bdquoKonfrontation statt Kooperationldquo
httpdefotoliacomid27604676
copy Fraunhofer IML 24 Januar 2013
Folie 25
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 26
Haumlufige vorhandene Fuumlhrungsstrategie
in Unternehmen
Ausfuumlhrung
PlanungUumlberwachung
Entscheidungsfindung Management
Projektleiter
Produktions-personal
Instandhaltungs-personal
Entscheidungsfindung durch die Fuumlhrungskraumlfte
Entscheidungen und Vorgaben werden an die unteren Hierarchieebenen weitergegeben
Unteren Ebenen fuumlhren Maszlignahmen entsprechend der Vorgaben des Managements aus
Integriert in Entscheidungen und Umsetzung
Legende
Nur bdquoBefehls-empfaumlngerldquo
copy Fraunhofer IML 24 Januar 2013
Folie 27
Unterstuumltzung von TPM bei
Veraumlnderungen
bull Die Idee etwas zu aumlndern kommt von den Mitarbeitern selbst
bull Es entsteht die Bereitschaft etwas zu aumlndern so dass keine groszlige Vorbereitung notwendig ist
Auftauen
bull Die Verbesserungen werden von den Mitarbeitern selbst erarbeitet
bull Neue Ablaumlufe koumlnnen von den Mitarbeitern so gestaltet werden dass sie praktikabel umsetzbar sind
Bewegen
bull Die entwickelte Loumlsung stammt von den Mitarbeitern selbst
bull Schulungen oder eine lange Einfuumlhrungsphase sind nicht erforderlich
Einfrieren
Quelle 3-Phasen-Modell von K Lewin
copy Fraunhofer IML 24 Januar 2013
Folie 28
Aufgaben der Fuumlhrungskraumlfte im
Veraumlnderungsprozess
Durchfuumlhrung der Prozessaufnahmen und Aufnahme
der ermittelten Schwachstellen
Unterstuumltzung der Arbeit der Arbeitsgruppen
Ermittlung der Schulungsbedarfe der Mitglieder
Hilfestellung bei der Bewertung von Problemen und
Loumlsungen
Ggf Lenkungsfunktion
Koordination der unterschiedlichen Projekte
Abstimmung von Terminen
Kontrolle von Ergebnissen
Dokumentation nach Auszligen
Information der Mitarbeiter
Vorstellung besonderer Projekte
copy Fraunhofer IML 24 Januar 2013
Folie 29
Zu guter Letzthellip
bdquoWenn Du ein Schiff bauen willst so trommle
nicht Maumlnner zusammen
um Holz zu beschaffen Werkzeuge
vorzubereiten Aufgaben zu vergeben
und die Arbeit einzuteilen sondern lehre den
Maumlnnern die Sehnsucht
nach dem weiten endlosen Meerldquo
Antoine de Saint-Exupeacutery
Bildquelle Pictuma pixeliode
copy Fraunhofer IML 24 Januar 2013
Folie 30
Vielen Dank fuumlr Ihre
Aufmerksamkeit
Oliver Koumlsterke Dipl-Logist
Anlagen- und Servicemanagement
Fraunhofer-Institut fuumlr Materialfluss und Logistik IML
Joseph-von-Fraunhofer-Str 2-4 l 44227 Dortmund
Telefon +49 231 9743-455 l Mobil +49 152 54503929
oliverkoesterkeimlfraunhoferde l wwwimlfraunhoferde
copy Fraunhofer IML 24 Januar 2013
Folie 22
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 23
TPM in Unternehmen
Typische Probleme bei der TPM-Einfuumlhrung
Keine Uumlbereinstimmung zwischen der Zielvorstellungen des Managements und der Mitarbeiter
Geringe Beruumlcksichtigung individueller Prozessanforderungen
Ungenuumlgende Bereitstellung der erforderlichen Ressourcen
Oftmals fehlende oder einseitige Motivation der Mitarbeiter bei
der Einfuumlhrung von TPM
Fuumlhrungsstrategie nicht mit TPM-Zielen vereinbar
httpdefotoliacomid32823525
copy Fraunhofer IML 24 Januar 2013
Folie 24
Moumlgliche Folgen
Unverstaumlndnis gegenuumlber Nutzen des neu
eingefuumlhrten Konzepts
Mitarbeiter sind nicht bereit ihre alten
Arbeitsgewohnheiten abzulegen
Boykott
Demotivation
Geringes Verantwortungsbewusstsein
Mitarbeiter nehmen das in Schulungen
vermittelte Wissen schlechter auf und
wenden dieses oftmals nicht an
Fall aus dem System
bdquoKonfrontation statt Kooperationldquo
httpdefotoliacomid27604676
copy Fraunhofer IML 24 Januar 2013
Folie 25
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 26
Haumlufige vorhandene Fuumlhrungsstrategie
in Unternehmen
Ausfuumlhrung
PlanungUumlberwachung
Entscheidungsfindung Management
Projektleiter
Produktions-personal
Instandhaltungs-personal
Entscheidungsfindung durch die Fuumlhrungskraumlfte
Entscheidungen und Vorgaben werden an die unteren Hierarchieebenen weitergegeben
Unteren Ebenen fuumlhren Maszlignahmen entsprechend der Vorgaben des Managements aus
Integriert in Entscheidungen und Umsetzung
Legende
Nur bdquoBefehls-empfaumlngerldquo
copy Fraunhofer IML 24 Januar 2013
Folie 27
Unterstuumltzung von TPM bei
Veraumlnderungen
bull Die Idee etwas zu aumlndern kommt von den Mitarbeitern selbst
bull Es entsteht die Bereitschaft etwas zu aumlndern so dass keine groszlige Vorbereitung notwendig ist
Auftauen
bull Die Verbesserungen werden von den Mitarbeitern selbst erarbeitet
bull Neue Ablaumlufe koumlnnen von den Mitarbeitern so gestaltet werden dass sie praktikabel umsetzbar sind
Bewegen
bull Die entwickelte Loumlsung stammt von den Mitarbeitern selbst
bull Schulungen oder eine lange Einfuumlhrungsphase sind nicht erforderlich
Einfrieren
Quelle 3-Phasen-Modell von K Lewin
copy Fraunhofer IML 24 Januar 2013
Folie 28
Aufgaben der Fuumlhrungskraumlfte im
Veraumlnderungsprozess
Durchfuumlhrung der Prozessaufnahmen und Aufnahme
der ermittelten Schwachstellen
Unterstuumltzung der Arbeit der Arbeitsgruppen
Ermittlung der Schulungsbedarfe der Mitglieder
Hilfestellung bei der Bewertung von Problemen und
Loumlsungen
Ggf Lenkungsfunktion
Koordination der unterschiedlichen Projekte
Abstimmung von Terminen
Kontrolle von Ergebnissen
Dokumentation nach Auszligen
Information der Mitarbeiter
Vorstellung besonderer Projekte
copy Fraunhofer IML 24 Januar 2013
Folie 29
Zu guter Letzthellip
bdquoWenn Du ein Schiff bauen willst so trommle
nicht Maumlnner zusammen
um Holz zu beschaffen Werkzeuge
vorzubereiten Aufgaben zu vergeben
und die Arbeit einzuteilen sondern lehre den
Maumlnnern die Sehnsucht
nach dem weiten endlosen Meerldquo
Antoine de Saint-Exupeacutery
Bildquelle Pictuma pixeliode
copy Fraunhofer IML 24 Januar 2013
Folie 30
Vielen Dank fuumlr Ihre
Aufmerksamkeit
Oliver Koumlsterke Dipl-Logist
Anlagen- und Servicemanagement
Fraunhofer-Institut fuumlr Materialfluss und Logistik IML
Joseph-von-Fraunhofer-Str 2-4 l 44227 Dortmund
Telefon +49 231 9743-455 l Mobil +49 152 54503929
oliverkoesterkeimlfraunhoferde l wwwimlfraunhoferde
copy Fraunhofer IML 24 Januar 2013
Folie 23
TPM in Unternehmen
Typische Probleme bei der TPM-Einfuumlhrung
Keine Uumlbereinstimmung zwischen der Zielvorstellungen des Managements und der Mitarbeiter
Geringe Beruumlcksichtigung individueller Prozessanforderungen
Ungenuumlgende Bereitstellung der erforderlichen Ressourcen
Oftmals fehlende oder einseitige Motivation der Mitarbeiter bei
der Einfuumlhrung von TPM
Fuumlhrungsstrategie nicht mit TPM-Zielen vereinbar
httpdefotoliacomid32823525
copy Fraunhofer IML 24 Januar 2013
Folie 24
Moumlgliche Folgen
Unverstaumlndnis gegenuumlber Nutzen des neu
eingefuumlhrten Konzepts
Mitarbeiter sind nicht bereit ihre alten
Arbeitsgewohnheiten abzulegen
Boykott
Demotivation
Geringes Verantwortungsbewusstsein
Mitarbeiter nehmen das in Schulungen
vermittelte Wissen schlechter auf und
wenden dieses oftmals nicht an
Fall aus dem System
bdquoKonfrontation statt Kooperationldquo
httpdefotoliacomid27604676
copy Fraunhofer IML 24 Januar 2013
Folie 25
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 26
Haumlufige vorhandene Fuumlhrungsstrategie
in Unternehmen
Ausfuumlhrung
PlanungUumlberwachung
Entscheidungsfindung Management
Projektleiter
Produktions-personal
Instandhaltungs-personal
Entscheidungsfindung durch die Fuumlhrungskraumlfte
Entscheidungen und Vorgaben werden an die unteren Hierarchieebenen weitergegeben
Unteren Ebenen fuumlhren Maszlignahmen entsprechend der Vorgaben des Managements aus
Integriert in Entscheidungen und Umsetzung
Legende
Nur bdquoBefehls-empfaumlngerldquo
copy Fraunhofer IML 24 Januar 2013
Folie 27
Unterstuumltzung von TPM bei
Veraumlnderungen
bull Die Idee etwas zu aumlndern kommt von den Mitarbeitern selbst
bull Es entsteht die Bereitschaft etwas zu aumlndern so dass keine groszlige Vorbereitung notwendig ist
Auftauen
bull Die Verbesserungen werden von den Mitarbeitern selbst erarbeitet
bull Neue Ablaumlufe koumlnnen von den Mitarbeitern so gestaltet werden dass sie praktikabel umsetzbar sind
Bewegen
bull Die entwickelte Loumlsung stammt von den Mitarbeitern selbst
bull Schulungen oder eine lange Einfuumlhrungsphase sind nicht erforderlich
Einfrieren
Quelle 3-Phasen-Modell von K Lewin
copy Fraunhofer IML 24 Januar 2013
Folie 28
Aufgaben der Fuumlhrungskraumlfte im
Veraumlnderungsprozess
Durchfuumlhrung der Prozessaufnahmen und Aufnahme
der ermittelten Schwachstellen
Unterstuumltzung der Arbeit der Arbeitsgruppen
Ermittlung der Schulungsbedarfe der Mitglieder
Hilfestellung bei der Bewertung von Problemen und
Loumlsungen
Ggf Lenkungsfunktion
Koordination der unterschiedlichen Projekte
Abstimmung von Terminen
Kontrolle von Ergebnissen
Dokumentation nach Auszligen
Information der Mitarbeiter
Vorstellung besonderer Projekte
copy Fraunhofer IML 24 Januar 2013
Folie 29
Zu guter Letzthellip
bdquoWenn Du ein Schiff bauen willst so trommle
nicht Maumlnner zusammen
um Holz zu beschaffen Werkzeuge
vorzubereiten Aufgaben zu vergeben
und die Arbeit einzuteilen sondern lehre den
Maumlnnern die Sehnsucht
nach dem weiten endlosen Meerldquo
Antoine de Saint-Exupeacutery
Bildquelle Pictuma pixeliode
copy Fraunhofer IML 24 Januar 2013
Folie 30
Vielen Dank fuumlr Ihre
Aufmerksamkeit
Oliver Koumlsterke Dipl-Logist
Anlagen- und Servicemanagement
Fraunhofer-Institut fuumlr Materialfluss und Logistik IML
Joseph-von-Fraunhofer-Str 2-4 l 44227 Dortmund
Telefon +49 231 9743-455 l Mobil +49 152 54503929
oliverkoesterkeimlfraunhoferde l wwwimlfraunhoferde

copy Fraunhofer IML 24 Januar 2013
Folie 24
Moumlgliche Folgen
Unverstaumlndnis gegenuumlber Nutzen des neu
eingefuumlhrten Konzepts
Mitarbeiter sind nicht bereit ihre alten
Arbeitsgewohnheiten abzulegen
Boykott
Demotivation
Geringes Verantwortungsbewusstsein
Mitarbeiter nehmen das in Schulungen
vermittelte Wissen schlechter auf und
wenden dieses oftmals nicht an
Fall aus dem System
bdquoKonfrontation statt Kooperationldquo
httpdefotoliacomid27604676
copy Fraunhofer IML 24 Januar 2013
Folie 25
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 26
Haumlufige vorhandene Fuumlhrungsstrategie
in Unternehmen
Ausfuumlhrung
PlanungUumlberwachung
Entscheidungsfindung Management
Projektleiter
Produktions-personal
Instandhaltungs-personal
Entscheidungsfindung durch die Fuumlhrungskraumlfte
Entscheidungen und Vorgaben werden an die unteren Hierarchieebenen weitergegeben
Unteren Ebenen fuumlhren Maszlignahmen entsprechend der Vorgaben des Managements aus
Integriert in Entscheidungen und Umsetzung
Legende
Nur bdquoBefehls-empfaumlngerldquo
copy Fraunhofer IML 24 Januar 2013
Folie 27
Unterstuumltzung von TPM bei
Veraumlnderungen
bull Die Idee etwas zu aumlndern kommt von den Mitarbeitern selbst
bull Es entsteht die Bereitschaft etwas zu aumlndern so dass keine groszlige Vorbereitung notwendig ist
Auftauen
bull Die Verbesserungen werden von den Mitarbeitern selbst erarbeitet
bull Neue Ablaumlufe koumlnnen von den Mitarbeitern so gestaltet werden dass sie praktikabel umsetzbar sind
Bewegen
bull Die entwickelte Loumlsung stammt von den Mitarbeitern selbst
bull Schulungen oder eine lange Einfuumlhrungsphase sind nicht erforderlich
Einfrieren
Quelle 3-Phasen-Modell von K Lewin
copy Fraunhofer IML 24 Januar 2013
Folie 28
Aufgaben der Fuumlhrungskraumlfte im
Veraumlnderungsprozess
Durchfuumlhrung der Prozessaufnahmen und Aufnahme
der ermittelten Schwachstellen
Unterstuumltzung der Arbeit der Arbeitsgruppen
Ermittlung der Schulungsbedarfe der Mitglieder
Hilfestellung bei der Bewertung von Problemen und
Loumlsungen
Ggf Lenkungsfunktion
Koordination der unterschiedlichen Projekte
Abstimmung von Terminen
Kontrolle von Ergebnissen
Dokumentation nach Auszligen
Information der Mitarbeiter
Vorstellung besonderer Projekte
copy Fraunhofer IML 24 Januar 2013
Folie 29
Zu guter Letzthellip
bdquoWenn Du ein Schiff bauen willst so trommle
nicht Maumlnner zusammen
um Holz zu beschaffen Werkzeuge
vorzubereiten Aufgaben zu vergeben
und die Arbeit einzuteilen sondern lehre den
Maumlnnern die Sehnsucht
nach dem weiten endlosen Meerldquo
Antoine de Saint-Exupeacutery
Bildquelle Pictuma pixeliode
copy Fraunhofer IML 24 Januar 2013
Folie 30
Vielen Dank fuumlr Ihre
Aufmerksamkeit
Oliver Koumlsterke Dipl-Logist
Anlagen- und Servicemanagement
Fraunhofer-Institut fuumlr Materialfluss und Logistik IML
Joseph-von-Fraunhofer-Str 2-4 l 44227 Dortmund
Telefon +49 231 9743-455 l Mobil +49 152 54503929
oliverkoesterkeimlfraunhoferde l wwwimlfraunhoferde

copy Fraunhofer IML 24 Januar 2013
Folie 25
Agenda
Das Fraunhofer IML und die
Abteilung Anlagen- und Servicemanagement
Vorgehensweise fuumlr die TPM-Einfuumlhrung in
mittelstaumlndischen Unternehmen
Der Mensch im Mittelpunkt ndash der wichtigste
Faktor bei der TPM Einfuumlhrung
TPM als Unterstuumltzung bei Veraumlnderungen
copy Fraunhofer IML 24 Januar 2013
Folie 26
Haumlufige vorhandene Fuumlhrungsstrategie
in Unternehmen
Ausfuumlhrung
PlanungUumlberwachung
Entscheidungsfindung Management
Projektleiter
Produktions-personal
Instandhaltungs-personal
Entscheidungsfindung durch die Fuumlhrungskraumlfte
Entscheidungen und Vorgaben werden an die unteren Hierarchieebenen weitergegeben
Unteren Ebenen fuumlhren Maszlignahmen entsprechend der Vorgaben des Managements aus
Integriert in Entscheidungen und Umsetzung
Legende
Nur bdquoBefehls-empfaumlngerldquo
copy Fraunhofer IML 24 Januar 2013
Folie 27
Unterstuumltzung von TPM bei
Veraumlnderungen
bull Die Idee etwas zu aumlndern kommt von den Mitarbeitern selbst
bull Es entsteht die Bereitschaft etwas zu aumlndern so dass keine groszlige Vorbereitung notwendig ist
Auftauen
bull Die Verbesserungen werden von den Mitarbeitern selbst erarbeitet
bull Neue Ablaumlufe koumlnnen von den Mitarbeitern so gestaltet werden dass sie praktikabel umsetzbar sind
Bewegen
bull Die entwickelte Loumlsung stammt von den Mitarbeitern selbst
bull Schulungen oder eine lange Einfuumlhrungsphase sind nicht erforderlich
Einfrieren
Quelle 3-Phasen-Modell von K Lewin
copy Fraunhofer IML 24 Januar 2013
Folie 28
Aufgaben der Fuumlhrungskraumlfte im
Veraumlnderungsprozess
Durchfuumlhrung der Prozessaufnahmen und Aufnahme
der ermittelten Schwachstellen
Unterstuumltzung der Arbeit der Arbeitsgruppen
Ermittlung der Schulungsbedarfe der Mitglieder
Hilfestellung bei der Bewertung von Problemen und
Loumlsungen
Ggf Lenkungsfunktion
Koordination der unterschiedlichen Projekte
Abstimmung von Terminen
Kontrolle von Ergebnissen
Dokumentation nach Auszligen
Information der Mitarbeiter
Vorstellung besonderer Projekte
copy Fraunhofer IML 24 Januar 2013
Folie 29
Zu guter Letzthellip
bdquoWenn Du ein Schiff bauen willst so trommle
nicht Maumlnner zusammen
um Holz zu beschaffen Werkzeuge
vorzubereiten Aufgaben zu vergeben
und die Arbeit einzuteilen sondern lehre den
Maumlnnern die Sehnsucht
nach dem weiten endlosen Meerldquo
Antoine de Saint-Exupeacutery
Bildquelle Pictuma pixeliode
copy Fraunhofer IML 24 Januar 2013
Folie 30
Vielen Dank fuumlr Ihre
Aufmerksamkeit
Oliver Koumlsterke Dipl-Logist
Anlagen- und Servicemanagement
Fraunhofer-Institut fuumlr Materialfluss und Logistik IML
Joseph-von-Fraunhofer-Str 2-4 l 44227 Dortmund
Telefon +49 231 9743-455 l Mobil +49 152 54503929
oliverkoesterkeimlfraunhoferde l wwwimlfraunhoferde

copy Fraunhofer IML 24 Januar 2013
Folie 26
Haumlufige vorhandene Fuumlhrungsstrategie
in Unternehmen
Ausfuumlhrung
PlanungUumlberwachung
Entscheidungsfindung Management
Projektleiter
Produktions-personal
Instandhaltungs-personal
Entscheidungsfindung durch die Fuumlhrungskraumlfte
Entscheidungen und Vorgaben werden an die unteren Hierarchieebenen weitergegeben
Unteren Ebenen fuumlhren Maszlignahmen entsprechend der Vorgaben des Managements aus
Integriert in Entscheidungen und Umsetzung
Legende
Nur bdquoBefehls-empfaumlngerldquo
copy Fraunhofer IML 24 Januar 2013
Folie 27
Unterstuumltzung von TPM bei
Veraumlnderungen
bull Die Idee etwas zu aumlndern kommt von den Mitarbeitern selbst
bull Es entsteht die Bereitschaft etwas zu aumlndern so dass keine groszlige Vorbereitung notwendig ist
Auftauen
bull Die Verbesserungen werden von den Mitarbeitern selbst erarbeitet
bull Neue Ablaumlufe koumlnnen von den Mitarbeitern so gestaltet werden dass sie praktikabel umsetzbar sind
Bewegen
bull Die entwickelte Loumlsung stammt von den Mitarbeitern selbst
bull Schulungen oder eine lange Einfuumlhrungsphase sind nicht erforderlich
Einfrieren
Quelle 3-Phasen-Modell von K Lewin
copy Fraunhofer IML 24 Januar 2013
Folie 28
Aufgaben der Fuumlhrungskraumlfte im
Veraumlnderungsprozess
Durchfuumlhrung der Prozessaufnahmen und Aufnahme
der ermittelten Schwachstellen
Unterstuumltzung der Arbeit der Arbeitsgruppen
Ermittlung der Schulungsbedarfe der Mitglieder
Hilfestellung bei der Bewertung von Problemen und
Loumlsungen
Ggf Lenkungsfunktion
Koordination der unterschiedlichen Projekte
Abstimmung von Terminen
Kontrolle von Ergebnissen
Dokumentation nach Auszligen
Information der Mitarbeiter
Vorstellung besonderer Projekte
copy Fraunhofer IML 24 Januar 2013
Folie 29
Zu guter Letzthellip
bdquoWenn Du ein Schiff bauen willst so trommle
nicht Maumlnner zusammen
um Holz zu beschaffen Werkzeuge
vorzubereiten Aufgaben zu vergeben
und die Arbeit einzuteilen sondern lehre den
Maumlnnern die Sehnsucht
nach dem weiten endlosen Meerldquo
Antoine de Saint-Exupeacutery
Bildquelle Pictuma pixeliode
copy Fraunhofer IML 24 Januar 2013
Folie 30
Vielen Dank fuumlr Ihre
Aufmerksamkeit
Oliver Koumlsterke Dipl-Logist
Anlagen- und Servicemanagement
Fraunhofer-Institut fuumlr Materialfluss und Logistik IML
Joseph-von-Fraunhofer-Str 2-4 l 44227 Dortmund
Telefon +49 231 9743-455 l Mobil +49 152 54503929
oliverkoesterkeimlfraunhoferde l wwwimlfraunhoferde
copy Fraunhofer IML 24 Januar 2013
Folie 27
Unterstuumltzung von TPM bei
Veraumlnderungen
bull Die Idee etwas zu aumlndern kommt von den Mitarbeitern selbst
bull Es entsteht die Bereitschaft etwas zu aumlndern so dass keine groszlige Vorbereitung notwendig ist
Auftauen
bull Die Verbesserungen werden von den Mitarbeitern selbst erarbeitet
bull Neue Ablaumlufe koumlnnen von den Mitarbeitern so gestaltet werden dass sie praktikabel umsetzbar sind
Bewegen
bull Die entwickelte Loumlsung stammt von den Mitarbeitern selbst
bull Schulungen oder eine lange Einfuumlhrungsphase sind nicht erforderlich
Einfrieren
Quelle 3-Phasen-Modell von K Lewin
copy Fraunhofer IML 24 Januar 2013
Folie 28
Aufgaben der Fuumlhrungskraumlfte im
Veraumlnderungsprozess
Durchfuumlhrung der Prozessaufnahmen und Aufnahme
der ermittelten Schwachstellen
Unterstuumltzung der Arbeit der Arbeitsgruppen
Ermittlung der Schulungsbedarfe der Mitglieder
Hilfestellung bei der Bewertung von Problemen und
Loumlsungen
Ggf Lenkungsfunktion
Koordination der unterschiedlichen Projekte
Abstimmung von Terminen
Kontrolle von Ergebnissen
Dokumentation nach Auszligen
Information der Mitarbeiter
Vorstellung besonderer Projekte
copy Fraunhofer IML 24 Januar 2013
Folie 29
Zu guter Letzthellip
bdquoWenn Du ein Schiff bauen willst so trommle
nicht Maumlnner zusammen
um Holz zu beschaffen Werkzeuge
vorzubereiten Aufgaben zu vergeben
und die Arbeit einzuteilen sondern lehre den
Maumlnnern die Sehnsucht
nach dem weiten endlosen Meerldquo
Antoine de Saint-Exupeacutery
Bildquelle Pictuma pixeliode
copy Fraunhofer IML 24 Januar 2013
Folie 30
Vielen Dank fuumlr Ihre
Aufmerksamkeit
Oliver Koumlsterke Dipl-Logist
Anlagen- und Servicemanagement
Fraunhofer-Institut fuumlr Materialfluss und Logistik IML
Joseph-von-Fraunhofer-Str 2-4 l 44227 Dortmund
Telefon +49 231 9743-455 l Mobil +49 152 54503929
oliverkoesterkeimlfraunhoferde l wwwimlfraunhoferde

copy Fraunhofer IML 24 Januar 2013
Folie 28
Aufgaben der Fuumlhrungskraumlfte im
Veraumlnderungsprozess
Durchfuumlhrung der Prozessaufnahmen und Aufnahme
der ermittelten Schwachstellen
Unterstuumltzung der Arbeit der Arbeitsgruppen
Ermittlung der Schulungsbedarfe der Mitglieder
Hilfestellung bei der Bewertung von Problemen und
Loumlsungen
Ggf Lenkungsfunktion
Koordination der unterschiedlichen Projekte
Abstimmung von Terminen
Kontrolle von Ergebnissen
Dokumentation nach Auszligen
Information der Mitarbeiter
Vorstellung besonderer Projekte
copy Fraunhofer IML 24 Januar 2013
Folie 29
Zu guter Letzthellip
bdquoWenn Du ein Schiff bauen willst so trommle
nicht Maumlnner zusammen
um Holz zu beschaffen Werkzeuge
vorzubereiten Aufgaben zu vergeben
und die Arbeit einzuteilen sondern lehre den
Maumlnnern die Sehnsucht
nach dem weiten endlosen Meerldquo
Antoine de Saint-Exupeacutery
Bildquelle Pictuma pixeliode
copy Fraunhofer IML 24 Januar 2013
Folie 30
Vielen Dank fuumlr Ihre
Aufmerksamkeit
Oliver Koumlsterke Dipl-Logist
Anlagen- und Servicemanagement
Fraunhofer-Institut fuumlr Materialfluss und Logistik IML
Joseph-von-Fraunhofer-Str 2-4 l 44227 Dortmund
Telefon +49 231 9743-455 l Mobil +49 152 54503929
oliverkoesterkeimlfraunhoferde l wwwimlfraunhoferde

copy Fraunhofer IML 24 Januar 2013
Folie 29
Zu guter Letzthellip
bdquoWenn Du ein Schiff bauen willst so trommle
nicht Maumlnner zusammen
um Holz zu beschaffen Werkzeuge
vorzubereiten Aufgaben zu vergeben
und die Arbeit einzuteilen sondern lehre den
Maumlnnern die Sehnsucht
nach dem weiten endlosen Meerldquo
Antoine de Saint-Exupeacutery
Bildquelle Pictuma pixeliode
copy Fraunhofer IML 24 Januar 2013
Folie 30
Vielen Dank fuumlr Ihre
Aufmerksamkeit
Oliver Koumlsterke Dipl-Logist
Anlagen- und Servicemanagement
Fraunhofer-Institut fuumlr Materialfluss und Logistik IML
Joseph-von-Fraunhofer-Str 2-4 l 44227 Dortmund
Telefon +49 231 9743-455 l Mobil +49 152 54503929
oliverkoesterkeimlfraunhoferde l wwwimlfraunhoferde

copy Fraunhofer IML 24 Januar 2013
Folie 30
Vielen Dank fuumlr Ihre
Aufmerksamkeit
Oliver Koumlsterke Dipl-Logist
Anlagen- und Servicemanagement
Fraunhofer-Institut fuumlr Materialfluss und Logistik IML
Joseph-von-Fraunhofer-Str 2-4 l 44227 Dortmund
Telefon +49 231 9743-455 l Mobil +49 152 54503929
oliverkoesterkeimlfraunhoferde l wwwimlfraunhoferde











![[ÜBUNGSAUFGABEN] - Wirtschaftsinformatikfrankschuermann.info/bwl/TPM - Uebungsaufgaben.pdf · TPM [ÜBUNGSAUFGABEN] Frank Schürmann | Wintersemester 2010/2011 1 Disclaimer: © Zelewski](https://static.fdokument.com/doc/165x107/5a9e0ace7f8b9a4a238de54c/bungsaufgaben-wirtschaftsinfor-uebungsaufgabenpdftpm-bungsaufgaben-frank.jpg)