Prüfungsablauf für die Lehrabschlussprüfungen ... · PDF fileGewindefreistich...
20
Prüfungsablauf Prüfungsablauf für die Lehrabschlussprüfungen Metalltechnik und Metallbearbeiter Ort WIFI Innsbruck Egger‐ Lienz‐ Straße 120 Metallwerkstätte Raum: W020/W040 Zeit: 08:00 Termin: wird von der Lehrlingsstelle bekanntgegeben. Prüfungsablauf Arbeitszeit: 7,5 Stunden Pausen: 1x 30 min. 2x 10min. Dauer: 08:00 bis ca. 16:30 ‐ Begrüßung, Vorlage eines amtlichen Dokumentes (Ausweis), Maschinen‐ und Sicherheitsunterweisung, Ausgabe der Prüfungsunterlagen. ‐ Bearbeiten eines schriftlichen Arbeitsauftrages. ‐ Pause ‐ Praktische Arbeit. ‐ Mittagspause ‐ Praktische Arbeit. ‐ Pause ‐ Praktische Arbeit. ‐ Reinigung der Maschinen und der Werkstätten. ‐ Verabschiedung. Weitere wichtige Informationen unter: www.tirol‐pruefung.at (Prüfungsablauf, Arbeitsauftrag ‐Arbeitsplanung, Arbeitsauftrag –Fertigung) Werkzeuge, Mess- und Arbeitsmittel sind anhand der Zeichnungen zu ermitteln und zur Prüfung mitzunehmen. Die Werkzeuge für die Arbeiten an den CNC-Maschinen werden zur Verfügung gestellt. Die Verwendung von Wendeplattenwerkzeugen (Planmesserkopf, Eckmesserkopf) auf den konventionellen Fräsmaschinen ist nicht erlaubt.
Transcript of Prüfungsablauf für die Lehrabschlussprüfungen ... · PDF fileGewindefreistich...

Prüfungsablauf
Prüfungsablauf für die Lehrabschlussprüfungen Metalltechnik und Metallbearbeiter
Ort WIFI Innsbruck
Egger‐ Lienz‐ Straße 120
Metallwerkstätte
Raum: W020/W040
Zeit: 08:00
Termin: wird von der Lehrlingsstelle bekanntgegeben.
Prüfungsablauf
Arbeitszeit: 7,5 Stunden
Pausen: 1x 30 min. 2x 10min.
Dauer: 08:00 bis ca. 16:30
‐ Begrüßung, Vorlage eines amtlichen Dokumentes (Ausweis), Maschinen‐ und
Sicherheitsunterweisung, Ausgabe der Prüfungsunterlagen.
‐ Bearbeiten eines schriftlichen Arbeitsauftrages.
‐ Pause
‐ Praktische Arbeit.
‐ Mittagspause
‐ Praktische Arbeit.
‐ Pause
‐ Praktische Arbeit.
‐ Reinigung der Maschinen und der Werkstätten.
‐ Verabschiedung.
Weitere wichtige Informationen unter: www.tirol‐pruefung.at
(Prüfungsablauf, Arbeitsauftrag ‐Arbeitsplanung, Arbeitsauftrag –Fertigung)
Werkzeuge, Mess- und Arbeitsmittel sind anhand der Zeichnungen zu ermitteln und zur Prüfung
mitzunehmen. Die Werkzeuge für die Arbeiten an den CNC-Maschinen werden zur Verfügung
gestellt.
Die Verwendung von Wendeplattenwerkzeugen (Planmesserkopf, Eckmesserkopf) auf den
konventionellen Fräsmaschinen ist nicht erlaubt.

Arbeitsplanung
Kennnummer Vor‐ und Zuname Datum
Lehrabschlussprüfung Metalltechnik H1 Maschinenbautechnik
Projekt: Maschinenschraubstock
Betrieblicher Arbeitsauftrag Arbeitsplanung Vorgabezeit: 20 min

Arbeitsplanung
Arbeitshinweise
1. Vor Beginn der Bearbeitung tragen Sie auf der Titelseite dieses
Aufgabenheftes Ihre Kennnummer, Ihren Vor‐ und Zunamen und das
Datum ein.
2. Hilfsmittel: Tabellenbuch, Taschenrechner
3. Ausfüllen mit Kugelschreiber oder Füllfeder (Bleistift nur für
pneumatische Aufgabe)
Arbeitsauftrag
Zum sicheren Spannen von verschiedensten Werkstücken wurde diese von
Hand zu betätigender Maschinenschraubstock für einen Kunden entworfen. Sie
erhalten den Auftrag, diese Baugruppe nach beiliegenden Fertigungsunterlagen
unter Berücksichtigung von Maßnahmen zur Sicherheit und Gesundheit beim
Arbeiten, Maßnahmen zum Umweltschutz und zur Qualitätskontrolle
herzustellen.
Arbeiten Sie sich in die Unterlagen ein und beantworten Sie nachfolgende
Planungsaufgaben.
Für die Sicherheit und Gesundheit beim Arbeiten,
Umweltschutz Aufgabe
Für die Arbeitsplanung allgemein Aufgabe
Für die Arbeitsplanung Projektbezogen Aufgabe

Arbeitsplanung
Sicherheit und Gesundheit beim Arbeiten, Umweltschutz‐ Aufgabe 1
Zählen Sie mindestens 6 Maßnahmen beim Arbeiten an einer konventionellen Drehmaschine auf.
Punkte
Sicherheit und Gesundheit beim Arbeiten, Umweltschutz‐ Aufgabe 2
Zählen Sie mindestens 6 Maßnahmen beim Arbeiten an einer Ständerbohrmaschine auf.
Punkte

Arbeitsplanung
Sicherheit und Gesundheit beim Arbeiten, Umweltschutz‐ Aufgabe 3
Zählen Sie mindestens 6 Maßnahmen beim Arbeiten an einer Autogenschweißanlage auf.
Punkte
Sicherheit und Gesundheit beim Arbeiten, Umweltschutz‐ Aufgabe 4
Zählen Sie mindestens 6 Maßnahmen beim Arbeiten mit Klebstoffen in geschlossenen Räumen auf.
Punkte

Arbeitsplanung
Arbeitsplanung allgemein‐ Aufgabe 1
Aufgabenstellung:
In der Ausgangsposition sind beide Zylinder in der hinteren Endlage. Nach der Betätigung
der Zwei‐Hand‐Taster fährt der erste Zylinder (1A1) aus und nach dem Erreichen der
Endposition fährt der zweite Zylinder (2A1) aus und der Zylinder (1A1) fährt gedrosselt in
die hintere Endlage. Beim Erreichen der hinteren Endlage fährt der Zylinder (2A1) in die
Ausgangsstellung zurück.
Aufgabe a) Zeichne die fehlenden Anschlüsse und Graphischen Symbole der Komponenten ein
3 Pkt.
Aufgabe b) Benenne die einzelnen Komponenten 3 Pkt.

Arbeitsplanung
Arbeitsplanung allgemein‐ Aufgabe 2
Aufgabenstellung:
In der Ausgangsposition sind beide Zylinder in der hinteren Endlage. Nach der Betätigung
der Zwei‐Hand‐Taster fährt der erste Zylinder (1A1) aus und nach dem Erreichen der
Endposition fährt der zweite Zylinder (2A1) aus. Nach einer Zeitverzögerung von ca. 5sec.
fährt der Zylinder (1A1) in die Ausgangsstellung zurück und danach auch der Zylinder
(2A1).
Aufgabe a) Zeichne die fehlenden Anschlüsse und Graphischen Symbole der Komponenten ein
3 Pkt.
Aufgabe b) Benenne die einzelnen Komponenten 3 Pkt.

Arbeitsplanung
Arbeitsplanung allgemein‐ Aufgabe 3
Aufgabenstellung:
In der Ausgangsposition ist der Zylinder (1A1) ausgefahren und der Zylinder (2A1) auf
Endlage eingefahren. Nach der Betätigung der Zwei‐Hand‐Taster fährt der erste Zylinder
(1A1) ein und nach dem Erreichen der Position müssen ca.5 sec. vergehen. Dann fahren
der Zylinder (1A1) und der Zylinder (2A1) aus. Sobald der Zylinder (1A1) ausgefahren ist,
soll der Zylinder (2A1) zurück fahren.
Aufgabe a) Zeichne die fehlenden Anschlüsse und Graphischen Symbole der Komponenten ein
3 Pkt.
Aufgabe b) Benenne die einzelnen Komponenten 3 Pkt.

Arbeitsplanung
Arbeitsplanung allgemein‐ Aufgabe 4
Aufgabenstellung:
In der Ausgangsposition befindet sich der Zylinder in der hinteren Endlage. Sollte sich der
Zylinder nicht in der hinteren Endlage befinden, darf bei der Betätigung der Zwei‐Hand‐
Taster der Zylinder (1A1) nicht ausfahren. War der Zylinder (1A1) dort fährt er auf
Position (1S2) vor. In dieser Stellung soll der Zylinder für ca. 5sec. gegen ein Werkstück
drücken und danach zurück auf Ruhestellung fahren. Erreicht der Zylinder (1A1) jedoch
die Position (1S3) – kein Werkstück eingelegt, soll er sofort zurück fahren.
Aufgabe a) Zeichne die fehlenden Anschlüsse und Graphischen Symbole der Komponenten ein
3 Pkt.
Aufgabe b) Benenne die einzelnen Komponenten 3 Pkt.

Arbeitsplanung
Arbeitsplanung projektbezogen‐ Aufgabe 1
Erstellen Sie einen Arbeitsplan bei der Herstellung des Maschinenschraubstocks für den „Beweglichen Backen“ Pos. 2. Tragen Sie die einzelnen Arbeitsschritte für die Aufspannung zum Fertigen des Steges 20f7 mit Tiefe 9.5 und Gewinde M6 stichwortartig in der richtigen Reihenfolge ein. Werkzeuge, Prüfmittel und Arbeitsmittel sind nur einmal zu benennen.
Werkzeuge
Arbeitsm
ittel
2 Pkt.
Messwerkzeuge
Prüfm
ittel
2 Pkt.

Arbeitsplanung
Arbeitsplanung projektbezogen‐ Aufgabe 1
Lfd. Nr.
Arbeitsschritt 4 Pkt.
Gesamte Punktezahl aus Arbeitsplanung projektbezogen Aufgabe 1

Fertigung
Kennnummer Vor‐ und Zuname Datum
Lehrabschlussprüfung Metalltechnik H1 Maschinenbautechniker
Projekt Maschinenschraubstock
Betrieblicher Arbeitsauftrag Fertigung Vorgabezeit: 5,5 Stunden

Fertigung
Arbeitshinweise
1. Vor Beginn der Bearbeitung tragen Sie auf der Titelseite dieses
Aufgabenheftes Ihre Kennnummer, Ihren Vor‐ und Zunamen und das
Datum ein.
2. Danach prüfen sie, ob die Prüfungsunterlagen vollständig sind. Sie
müssen enthalten:
2 Zeichnungen im Format A3
3 Zeichnungen im Format A4
1 Zeichnung im Format A4 CNC‐Fräsen
1 Zeichnung im Format A4 CNC‐Drehen
Sicherheitsbestimmungen und Arbeitsschutzbestimmungen in den
WIFI‐Werkstätten
Hiermit bestätige ich:
‐ dass ich über alle relevanten Sicherheitsvorschriften und Bestimmungen
zum Schutz von Menschen auf Maschinen und mit Materialien
unterwiesen wurde
‐ dass alle vorgetragenen und ausgehändigten Unfallverhütungs‐ und
Arbeitsschutzmaßnahmen verstanden und eingehalten werden
‐ dass ich nur den mir zugewiesenen Arbeitsplatz/Maschine/
Schweißgerät/Werkzeug/Materialien in der von der Prüfungsaufsicht
vorgeschriebenen Weise verwende
‐ dass ich die Sicherheitsbestimmungen und Arbeitsschutzbestimmungen
in den WIFI‐Werkstätten verstanden habe
Unterschrift _______________________________________________ Informieren Sie bei Unklarheiten sofort die Prüfungsaufsicht!
Reklamationen nach Ende der Prüfung werden nicht anerkannt.

LAP H1 Maschinenbautechnik
Blatt1/5
Projekt: Maschinenschraubstock
Bauteil:
Baugruppe:
Position:
Rohmaß:Stück:
Werkstoff:
1
Projektion Maßstab
1:1EDV Nummer: F:\01-Metallwerkstätten\Bildungsabteilung\LAP\H1 Maschinenbautechnik\Maschinenschraubstock\Konstruktionszeichnung\ZUBA.dwg
Kandidat:
Kennnummer:
Datum Name
Gezeichnet 01.10.2014
Allgemeintoleranz ISO 2768-
Werkstückkanten ISO 13715Oberflächen DIN ISO 1302Form und Lagetoleranz DIN ISO 1101
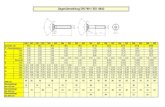
4x22 m6ISO 2338 Zylinderstift18
M4 x 3 x 2,5DIN 922 Gewindestift17
M6x16DIN 7991 Senkschraube26
1.0036+CFührungsplatte15
1.0718Spindel14
1.0718Griff13
Meusburger 1.1730Bewegliche Backe12
Meusburger 1.1730Grundkörper11
BemerkungRohmaßeNormMaterialBenennungStkPos
123 4
5 6
78

LAP H1 Maschinenbautechniker
Blatt2/5
Projekt: Maschinenschraubstock
Bauteil:
Baugruppe:
Position: 1
Rohmaß:Stück:
Werkstoff:
60x40x1421
1.1730Projektion Maßstab
1:1EDV Nummer: F:\01-Metallwerkstätten\Bildungsabteilung\LAP\H1 Maschinenbautechnik\Maschinenschraubstock\Konstruktionszeichnung\Grundkörper.dwg
Kandidat:
Kennnummer:
Datum Name
Gezeichnet 30.09.2014
Allgemeintoleranz ISO 2768- mH
Werkstückkanten ISO 13715Oberflächen DIN ISO 1302Form und Lagetoleranz DIN ISO 1101
Grundkörper
-0,5
+
80 3
140
12,5
-0,05
0,05
+
40
[]
30
31
5,5 20 H7
9,5
-0,04
0,01
-
16,5
100 0,04 A
M16
3
5x45°
1x45°1x45°1x45°
Ra1.6
Ra3.2
25
60[ ]A
ÜbersetzungstafelPassmaß Höchstmaß Mindestmaß20 H7 20,021 20,000
wwss2
Textfeld
Die Position 1 ist nicht zu machen, diese wird am Prüfungstag zur Verfügung gestellt.

LAP H1 Maschinebautechnik
Blatt3/5
Projekt: Maschinenschraubstock
Bauteil:
Baugruppe:
Position: 2
Rohmaß:Stück:
Werkstoff:
60x35x401
1.1730Projektion Maßstab
1:1EDV Nummer: F:\01-Metallwerkstätten\Bildungsabteilung\LAP\H1 Maschinenbautechnik\Maschinenschraubstock\Konstruktionszeichnung\Bewegliche Backe.dwg
Kandidat:
Kennnummer:
Datum
Gezeichnet 30.09.2014
Allgemeintoleranz ISO 2768- mH
Werkstückkanten ISO 13715Oberflächen DIN ISO 1302Form und Lagetoleranz DIN ISO 1101
Bewegliche Backe
-0,5
+
Name
15 35
[]
60[ ]
M6-10/16 tief
9,5
+0,01
0,04
+
12,5
-0,05
0,05
+ 11
6,6
9
19
6
M4
33
3
Ra1.6
Ra3.2
A
5
1 X 45°
1 X 45°
20 f7 0,04 A
34,5
ÜbersetzungstafelPassmaß Höchstmaß Mindestmaß20 f7 19,980 19,959
XXX = Kennzeichnung
XXX

LAP H1 Maschinenbautechnik
Blatt4/5
Projekt: Maschinenschraubstock
Bauteil:
Baugruppe:
Position: 3
Rohmaß:Stück:
Werkstoff:
ø50x901
1.0718Projektion Maßstab
1:1EDV Nummer: F:\01-Metallwerkstätten\Bildungsabteilung\LAP\H1 Maschinenbautechnik\Maschinenschraubstock\Konstruktionszeichnung\Griff.dwg
Kandidat:
Kennnummer:
Datum Name
Gezeichnet 30.09.2014
Allgemeintoleranz ISO 2768- mH
Werkstückkanten ISO 13715Oberflächen DIN ISO 1302Form und Lagetoleranz DIN ISO 1101
Griff
+
M16
x1.5
23 h
8
44
0,1
- 36
Ø15
25
45
5
37,5
Gewindefreistich DIN 76-1
6X 1x45°
XXX = Kennzeichnung
XXX
Ra1.6
25
0,1
+
ÜbersetzungstafelPassmaß Höchstmaß Mindestmaß23 h8 23,000 22,967
1.5x45°
15

LAP H1 Maschinenbautechnik
Blatt5/5
Projekt: Maschinenschraubstock
Bauteil:
Baugruppe:
Position:
Rohmaß:Stück:
Werkstoff:
Projektion Maßstab
1:1EDV Nummer: F:\01-Metallwerkstätten\Bildungsabteilung\LAP\H1 Maschinenbautechnik\Maschinenschraubstock\Konstruktionszeichnung\Spindel und Führungsplatte.dwg
Kandidat:
Kennnummer:
Datum Name
Gezeichnet 30.09.2014 MG
Allgemeintoleranz ISO 2768- mH
Werkstückkanten ISO 13715Oberflächen DIN ISO 1302Form und Lagetoleranz DIN ISO 1101
-0,2
+
35x30x5 1.0036+CFührungsplatte15
ø25x120 1.0718Spindel14
BemerkungRohmaßeNormMaterialBenennungStkPos
11
0,1
-
8Ø23
M16
x1.5
5,75
3,5
10
88
113
16
20
0.5x45°
Gewindefreistich DIN 76-11,5x45°
Ra1.6
6,6 DURCH
DIN 74 - 12,4 X 90°
4
5
15M16
1x45° 1x45°
2x45°
35
30
5
wwss2
Textfeld
Die Positionen 4 und 5 sind nicht zu machen, diese werden am Prüfungstag zur Verfügung gestellt.

LAP H1 Maschinenbautechnik
Blatt1/1
Projekt: Maschinenschraubstock
Bauteil:
Baugruppe:
Position: 2
Rohmaß:Stück:
Werkstoff:
60x35x401
1.1730Projektion Maßstab
1:1EDV Nummer: F:\01-Metallwerkstätten\Bildungsabteilung\LAP\H1 Maschinenbautechnik\Maschinenschraubstock\Konstruktionszeichnung\Bewegliche Backe CNC Fräsen.dwg
Kandidat:
Kennnummer:
Datum Name
Gezeichnet 03.11.2014
Allgemeintoleranz ISO 2768- mH
Werkstückkanten ISO 13715Oberflächen DIN ISO 1302Form und Lagetoleranz DIN ISO 1101
Bewegliche Backe CNC gefertigt
-0,5
+
ÜbersetzungstafelPassmaß Höchstmaß Mindestmaß20 f7 19,980 19,959
9,5
+0,01
0,04
+
20 f7
34,5
60[ ]
35
[]
1x45°
A
0,04 A
Ra1.6
Ra3.2
XXX
XXX = Kennzeichnung
Ø5-16tief
wwss2
Textfeld
Variante CNC Fräsen Der Rest von der Position 2 ist auf der konventionellen Fräsmaschine herzustellen.

LAP H1 Maschinenbautechnik
Blatt1/1
Projekt: Maschinenschraubstock
Bauteil:
Baugruppe:
Position: 3
Rohmaß:Stück:
Werkstoff:
ø50x901
1.0718Projektion Maßstab
1:1EDV Nummer: F:\01-Metallwerkstätten\Bildungsabteilung\LAP\H1 Maschinenbautechnik\Maschinenschraubstock\Konstruktionszeichnung\Griff CNC Drehen.dwg
Kandidat:
Kennnummer:
Datum Name
Gezeichnet 31.10.2014
Allgemeintoleranz ISO 2768- mH
Werkstückkanten ISO 13715Oberflächen DIN ISO 1302Form und Lagetoleranz DIN ISO 1101
Griff CNC gefertigt
+
M16
x1.5
44
-0,1
36
Ø 23 h
8
Gewindefreistich DIN 76-1
1,5x45°
5mal 1x45°
15
25
37,5
45
5
XXX
XXX = KennzeichnungRa1.6
ÜbersetzungstafelPassmaß Höchstmaß Mindestmaß23 h8 23,000 22,967
wwss2
Textfeld
Variante CNC Drehen Der Rest von der Position 3 ist auf der konventionellen Drehmaschine herzustellen.