Projekt Schneidwerkzeug Gruppe 1 Damian Demps, Marion Kock, Mathias Greiner.
24
Projekt Schneidwerkzeug Projekt Schneidwerkzeug Gruppe 1 Damian Demps, Marion Kock, Mathias Greiner
-
Upload
ermelinda-stieve -
Category
Documents
-
view
110 -
download
0
Transcript of Projekt Schneidwerkzeug Gruppe 1 Damian Demps, Marion Kock, Mathias Greiner.

Projekt SchneidwerkzeugProjekt Schneidwerkzeug
Gruppe 1Damian Demps, Marion Kock, Mathias Greiner

Gliederung unserer PräsentationGliederung unserer Präsentation
1. Vorstellung des Projektes
2. Aufbau und Konstruktion des Kopfteils
3. Schwerpunktthemen
3.1 Lage des Einspannzapfens
3.2 Werkstoffauswahl
3.3 Wärmebehandlung
4. Feedback

1.1. Vorstellung des ProjektesVorstellung des Projektes

Vorstellung des ProjektesVorstellung des Projektes
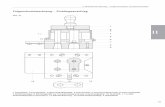
Gesamtzeichnung des Werkzeuges

FertigteilFertigteil
Das zu fertigende Fertigteilausgeschnitten ausCuZn-Blech (Messing)

2.2. Aufbau und Konstruktion Aufbau und Konstruktion des Kopfteilsdes Kopfteils

Aufbau des KopfteilsAufbau des Kopfteils
K o pfp la tte Z w isch e np la tte S te m p e lh a lte p la tte
K o p fte il

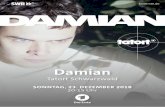
StreifenskizzeStreifenskizze

StempelhalteplatteStempelhalteplatte
A - D
A
B
C D

3.3. SchwerpunktthemenSchwerpunktthemen
3.1 Lage des Einspannzapfens
3.2 Werkstoffauswahl
3.3 Wärmebehandlung

3.13.1 Lage des EinspannzapfensLage des Einspannzapfens

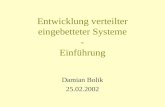
Lage des EinspannzapfensLage des Einspannzapfens

Lage des EinspannzapfensLage des Einspannzapfens
n ln in mm an in mm ln x an in mm²1 14,32 8,5 121,722 9,71 12,5 121,383 14,32 16,5 236,284 15,99 12,5 199,885 28,09 25,9 727,536 25,09 38,4 963,467 28,09 50,9 1429,788 25,09 38,4 963,46
Summe 160,7 mm 4763,47 mm²
Abstand des Kräftemittelpunktes (inkremental) 29,64 mmAbstand des Kräftemittelpunktes (absolut) 54,32 mm

3.23.2 WerkstoffauswahlWerkstoffauswahl

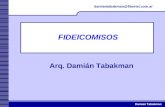
WerkstoffauswahlWerkstoffauswahl
C45W3C45W3
Kopf-, Stempelhalte-, Zwischen- und Grundplatte ,
90MnCrV890MnCrV8
Zwischenlage und Führungsleiste und
X155CrVMo12-1X155CrVMo12-1 Schneidplatte, Rechteck- und Ovalstempel

C45W3C45W3
Werkstoffnummer: 1.1730
Kohlenstoffgehalt: 0,45%
Siliciumgehalt: 0,3%
Mangangehalt: 0,7%
Festigkeit im angelieferten Zustand: max. 650N/mm²
Erodieren gut möglich.

90MnCrV890MnCrV8
Werkstoffnummer: 1.2842
Kohlenstoffgehalt: 0,9%
Mangangehalt: 2,0%
Chromgehalt: 0,4%
Vanadiumgehalt: 0,1%
Festigkeit im angelieferten Zustand: max. 770N/mm²
Erodieren für größere Drahtschnitte nicht geeignet.

X155CrVMo12-1X155CrVMo12-1
Werkstoffnummer: 1.2379
Kohlenstoffgehalt: 1,55%
Chromgehalt: 12,0%
Vanadiumgehalt: 1,0%
Molybdängehalt: 0,7%
Festigkeit im angelieferten Zustand: max. 860N/mm²

3.33.3 WärmebehandlungWärmebehandlung

Härtedaten für 90MnCrV8Härtedaten für 90MnCrV8
Härtetemperatur: 760 ...820 C°
Haltezeit: 60 min.
Abschreckmittel: Öl
Arbeitshärte in HRC: 64
Anlasstemperatur: 150 ...250 C°
Anlasszeit: 60 min.
Anlasshärte in HRC: 60

Härtedaten für X155CrVMo12-Härtedaten für X155CrVMo12-11
Härtetemperatur: 1020 ...1040 C°
Haltezeit: 60 min.
Abschreckmittel: Öl, Luft
Arbeitshärte in HRC: 62
Anlasstemperatur: 180 ...250 C°
Anlasszeit: 60 min.
Anlasshärte in HRC: 61

FeedbackFeedback