Qualitaetskarten
9
Click here to load reader
description
Beschreibung ueber die Regelkarten und die Fehlersammelkarten.
Transcript of Qualitaetskarten

Präsentation im Rahmen der Lehrveranstaltung
PS „Qualitätsmanagement“ WS 2005/06
Eingereicht am
Institut für Innovations- und Umweltmanagement
bei Univ. - Doz. Dr. Stefan Vorbach
vorgelegt von
Christina Grillitsch 0111529

Qualitätsregelkarten, Fehlersammelkarten Christina Grillitsch 0111529
2
Inhaltsverzeichnis
1. Einleitung..........................................................................................................3
2. Qualitätsregelkarten……………………...…………………………………...3
3. Anwendung von Qualitätsregelkarten......……………………………………4
4. Design und Führung einer Qualitätsregelkarte….......………………………..5
5. Aufgaben einer Qualitätsregelkarte……….......……………...……………....5
6. Klassifikation für Regelkarten..........................................................................6
7. Fehlersammelkarten.........................................................................................7

Qualitätsregelkarten, Fehlersammelkarten Christina Grillitsch 0111529
3
1. Einführung Um heutzutage am Markt konkurrenzfähig bleiben zu können, ist es unerlässlich, seine
Produktion ganz im Sinne der Qualitätssicherung auszurichten.
„Unter dem Begriff Qualitätssicherung subsumiert man alle Maßnahmen zur Erreichung von
Qualität, also nicht nur Aktionen zur möglichst frühen Aufdeckung von Qualitätssicherung.“1
Man konzentriert sich aber heute mehr denn je auf den Prozess der Produktion an sich und
versucht, Fehler schon während der Entwicklung zu erfassen. Dies geschieht häufig anhand
von Stichprobenergebnissen, und sollten diese unbefriedigend sein, ist es möglich, durch
steuernde Eingriffe entgegenzuwirken.
Qualitätsregelkarten und Fehlersammelkarten sind solche Instrumente der
Fertigungsüberwachung.
2. Qualitätsregelkarten Die Idee einer solchen Regelkarte hatte bereits 1924 der Amerikaner Walter Andrew
Shewhart, der 7 Jahre später mit der Veröffentlichung seines Buches „Economic Control of
Quality of Manufactured Product“ seinen Ansatz durchsetzte. Qualitätsregelkarten sind auf
alle Arten von Merkmalen (z.B. Länge, Gewicht, Anzahl Kundenkontakte, Wartezeit) und
damit auch auf alle Arten von Prozessen (zum Beispiel in Industrie, Verwaltung,
Dienstleistung,...) anwendbar, wenn die in den entsprechenden Abschnitten genannten
Bedingungen hinsichtlich der Verteilung der Merkmalswerte erfüllt sind.
Qualitätsregelkarten (QRK) sind graphische Darstellungen, die heute meist anhand von
Computerprogrammen erstellt werden, und „dienen dem Zweck, ein Qualitätsmerkmal
während der laufenden Produktion zu verfolgen und Störungen bzw. unerwünschte
Entwicklungen bei den Qualitätsdaten, möglichst frühzeitig aufzudecken“.2
Bei QRK muss man aber unbedingt zwischen kontrollierbaren Faktoren und nicht-
kontrollierbaren Faktoren unterscheiden.
Kontrollierbare Faktoren sind die eigentlichen Parameter der Produktqualität, wie zum
Beispiel Beschaffenheit, Art und Zustand oder Ausbildungsstand. Unter nicht-
kontrollierbaren Faktoren versteht man die natürlichen Schwankungen - Streuung, die auch
1 Mittag, H.J., 1993, Qualitätsregelkarten, München, S.3 2 Mittag, H.J., 1993, Qualitätsregelkarten, München, S.23

Qualitätsregelkarten, Fehlersammelkarten Christina Grillitsch 0111529
4
bei einem mit größter Sorgfalt geplanten und implementierten Produktionsprozess auftreten
und nicht auf beeinflussbare Einzelfaktoren zurückzuführen sind.
Kommen bei einem Prozess nur nicht-kontrollierbare Faktoren vor, spricht man von einem
beherrschten Produktionsprozess – die beobachteten Qualitätsmerkmale streuen nur mehr
zufällig, man sagt auch, dass der Prozess unter statistischer Kontrolle ist.
Mit Qualitätsregelkarten (Control Charts) wird somit permanent geprüft, ob der
Fertigungsprozess unter statistischer Kontrolle verläuft.
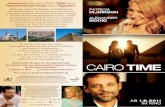
3. Anwendung von Qualitätsregelkarten Wie schon erwähnt sind QRK graphische Darstellungen, die den Qualitätsverlauf als Funktion
darstellen.
Abbildung 1: zweiseitige Qualitätsregelkarte
Es werden in regelmäßigen Abständen Stichproben von stets gleichem Umfang n entnommen
und hinsichtlich eines Qualitätsmerkmals beurteilt. Die Werte werden dann in ein
Koordinatensystem eingetragen (Klassische Shewhart-Karte), wobei auf der x-Achse des
Koordinatensystems die Nummern der Stichproben bzw. die Entnahmezeitpunkte aufgetragen
sind und auf der y-Achse die jeweils gefundenen Werte der Stichprobenfunktion.
In die Graphik werden auch bestimmte Hilfslinien als Grenzen eingezeichnet. Die Mittellinie
zeigt den idealen Qualitätsverlauf an und kann sich aus Erfahrungswerten oder gesetzten
Zielwerten ergeben.
Neben der Mittellinie werden auch ein oder zwei Grenzlinien eingezeichnet, je nachdem ob
das Qualitätsmerkmal nach oben und/oder nach unten abweichen kann (OEG und UEG).
Wird die obere Eingriffsgrenze überschritten, liegt eine Prozessstörung vor und es sollte

Qualitätsregelkarten, Fehlersammelkarten Christina Grillitsch 0111529
5
sofort eingegriffen werden. Die Unterschreitung der unteren Eingriffsgrenze ist hingegen ein
Hinweis auf Qualitätsverbesserung, aber auch ihre Ursache sollte festgestellt werden.
Zwischen den Eingriffsgrenzen und der Mittellinie liegen die unteren und/oder oberen
Warngrenzen, die lediglich erhöhte Aufmerksamkeit bedeuten.
4. Design und Führung einer Qualitätsregelkarte 3 Man unterscheidet bei der Anwendung von QRK zwei Phasen. Die erste Phase besteht aus der
Erstellung und Implementierung der QRK. Hier spielt vor allem das Design eine große Rolle,
welches die geeignete Wahl des Stichprobenumfangs und des Zeitabstandes zwischen zwei
Stichprobenentnahmen, und auch die Festlegung der Eingriffs- und Warngrenzen umfasst. In
dieser Phase ist es auch unerlässlich testtheoretische und ökonomische Überlegungen
anzustellen.
Die zweite Phase besteht aus der laufenden Führung der QRK vor Ort. Dies beinhaltet
• das Ziehen von Stichproben,
• das Feststellen von Mess- oder Zählergebnissen für Stichprobeneinheiten
• das Auswerten der Stichprobenfunktion
• das Eintragen des Funktionswertes in die QRK
• Und das Entscheiden nach den genannten Entscheidungsregeln.
In der zweiten Phase kann man zum Beispiel durch den Einsatz von Messautomaten, die die
Messwerte automatisch in digitaler Form auswerten und sie in die QRK eintragen, erhebliche
Kosten sparen.
5. Aufgaben einer Qualitätsregelkarte QRK lassen sich zur Erreichung mehrerer unterschiedlicher Ziele heranziehen.
• Erhöhung der Produktivität
Anhand von QRK wird der Ist- mit dem Sollzustand eines Fertigungsprozesses
verglichen. Durch sie wird es möglich, Störungen bzw. Fehler in der Produktion
frühzeitig zu erkennen und diesen entgegenzuwirken. Wenn die Anzahl der Fehler
reduziert werden kann, kommt es zu einer automatischen Erhöhung der Produktivität.
3 Vgl.: Rinne H./Mittag H.J., 1993, Statistische Methoden der Qualitätssicherung, München/Wien, S. 333-337

Qualitätsregelkarten, Fehlersammelkarten Christina Grillitsch 0111529
6
• Dokumentation der intern betriebenen Qualitätssicherung
Abgeschlossene QRK geben Auskunft über die Produktionsprozesse und dienen somit
den Abnehmern, der Gewerbeaufsicht und natürlich dem Unternehmen selbst. Durch
die Information, die durch die genaue Dokumentation von QRK gegeben ist, sind
haben QRK einen sehr hohen Be- und Nachweiswert.
• Durchführung von Prozessfähigkeitsstudien
QRK helfen dem Unternehmen sogenannte Prozessfähigkeitsstudien zu entwickeln, in
denen überprüft wird, ob der Produktionsprozess die Vorgaben bezüglich der
Mittellinie und den vorgegebenen Grenzen überhaupt einhalten kann.
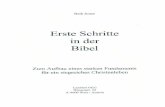
6. Klassifikation für Regelkarten Man kann Qualitätsregelkarten nach verschiedenen Kriterien unterteilen.
Wie bereits erwähnt unterscheidet man zwischen ein- und zweiseitigen QRK, je nachdem
wie viele Eingriffsgrenzen sie beinhalten.
Je nachdem, ob Grenzwerte vorgeschrieben sind oder nicht, gibt es noch QRK mit
Grenzwertvorgaben und QRK ohne Grenzwertvorgaben. Bei ersteren geht man bei der
Durchführung von einem echten Sollzustand (Sollwert) aus, während bei QRK ohne
Grenzwertvorgaben im Vorhinein keine Grenzen gegeben sind. „Der einzuhaltende
Prozesszustand kann hier ein echter Sollwert oder aber auch der bisherige und als gut
erachtete Ist-Zustand sein (Erfahrungswert, Schätzwert).“4
QRK, die aus nur einem Koordinatensystem bestehen, heißen einfache oder einspurige
QRK. Bei ihnen wird nur ein Aspekt der Fertigung (Lage oder Streuung) betrachtet und
eingetragen. Im Gegensatz dazu wird mit doppelten oder zweispurigen QRK, die aus zwei
Koordinatensystemen für zwei Stichprobenfunktionen aus jeder Stichprobe bestehen, Lage
und Streuung überwacht.
Bis jetzt wurde das Augenmerk immer nur auf ein Qualitätsmerkmal gelegt (univariate
QRK). Bei Multivariaten QRK werden hingegen mehrere Qualitätsmerkmale simultan
überwacht.
Ferner gibt es noch QRK für die zählende Fertigungsüberwachung (attributive QRK) und
QRK für die messende Fertigungsüberwachung (QRK für die Variablenprüfung). Bei einer
zählenden Prüfung steht die Anzahl fehlerhafter Stichprobeneinheiten bzw. die Anzahl der
Fehler pro Stichprobe im Vordergrund, während man bei der messenden Prüfung sowohl die
Qualitätsmerkmale als auch die Prüfgröße zur Beurteilung heranzieht.
4 Vgl.: Rinne H./Mittag H.J., 1993, Statistische Methoden der Qualitätssicherung, München/Wien, S. 338

Qualitätsregelkarten, Fehlersammelkarten Christina Grillitsch 0111529
7
Abbildung 2: Qualitätsregelkarte – Varianten,
http://www.tms-ulm.de/tms.04/images/90_faproduktion.pdf
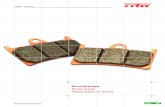
7. Fehlersammelkarten Fehlersammelkarten (Check list, Strichliste) werden durchgeführt, wenn ein Produkt auf
mehrere Fehlerarten zu prüfen ist. Die Fehlersammelkarte wirkt auf den ersten Blick sehr
simpel. Tatsächlich aber lassen sich mit dieser Weiterentwicklung der guten alten Strichliste
Mängel recht einfach aufspüren, die sonst häufig verborgen bleiben oder unterschätzt werden.
Abbildung 3: Strichliste

Qualitätsregelkarten, Fehlersammelkarten Christina Grillitsch 0111529
8
Die Fehlersammelkarte besteht aus einer Tabelle, in der je Fehlerart die Anzahl der
gefundenen Fehler eingetragen wird. Aus der Absoluten bzw. relativen Häufigkeit am Ende
der Zeilen ist ersichtlich, welche Fehlerarten am öftesten auftreten. Die Erstellung von
Fehlersammelkarten bietet somit auf einfache Art Daten für die Fehleranalyse.
Hat man nun erkannt, wo Schwachstellen in der Produktion ausgewiesen sind, und auf welche
Fehlerarten man bei der Prozesssteuerung besonders achten muss, kann man die prozentualen
Häufigkeiten nach abnehmender Größe ordnen und die anteile über der Fehlerart in ein
Koordinatensystem eintragen. Dieses Koordinatensystem nennt man Pareto-Diagramm.
Pareto-Diagramm
02468
101214
versc
hmutz
t
Lack
fehler
Montag
efehler
Kratze
rBeu
le
Sonsti
ges
Fehlerart
proz
entu
ale
Häu
figke
it
Fehlerhäufigkeit
Abbildung 4: Pareto-Diagramm

Qualitätsregelkarten, Fehlersammelkarten Christina Grillitsch 0111529
9
8. Literaturverzeichnis
Mittag, H.J.: Qualitätsregelkarten; München; 1993.
Rinne H. / Mittag H.J.:. Statistische Methoden der Qualitätssicherung. München, Wien;
1993
Timischl W.: Qualitätssicherung. Statistische Methoden; München, Wien; 2002
Gerboth Th.: Statistische Prozessregelung bei administrativen Prozessen im Rahmen
eines ganzheitlichen Prozesscontrollings, Dissertation, Berlin; 2002
9. Abbildungsverzeichnis
Abbildung 5: zweiseitige Qualitätsregelkarte 3
Abbildung 6: Qualitätsregelkarte – Varianten 6
Abbildung 7: Strichliste 6
Abbildung 8: Pareto-Diagramm 7