Qualitätssicherung durch Schweißprozeßsimulation mit SimWeld · 1 Dr.-Ing. Tobias Loose 23.05.13...
32
1 Dr.-Ing. Tobias Loose 23.05.13 Aachen, Workshop Anwendungsnahe Schweißsimulation Qualitätssicherung durch Schweißprozeßsimulation mit SimWeld Bewertungsgruppen zielsicher einhalten Herdweg 13, D-75045 Wössingen Lkr. Karlsruhe Courriel: [email protected] Web: www.tl-ing.de, www.loose.at Mobil: +49 (0) 176 6126 8671 Tel: +49 (0) 7203 329 023 Fax: +49 (0) 7203 329 025
Transcript of Qualitätssicherung durch Schweißprozeßsimulation mit SimWeld · 1 Dr.-Ing. Tobias Loose 23.05.13...

1
Dr.-Ing. Tobias Loose23.05.13 Aachen, Workshop Anwendungsnahe Schweißsimulation
Qualitätssicherung durch Schweißprozeßsimulation mit SimWeld
Bewertungsgruppen zielsicher einhalten
Herdweg 13, D-75045 Wössingen Lkr. KarlsruheCourriel: [email protected] Web: www.tl-ing.de, www.loose.at
Mobil: +49 (0) 176 6126 8671 Tel: +49 (0) 7203 329 023 Fax: +49 (0) 7203 329 025

2
Numerische Simulationen fürSchweißen und Wärmebehandlung
Dienstleistung - Schulung - SupportVertrieb von Software für die Schweißsimulation
und Wärmebehandlungssimulation
Schweißsimulationen seit 2004Berechnung von Verzug und Eigenspannungenan großen Baugruppen
2. Vorsitzender FA I2 des DVS2. Vorsitzender FördervereinWärmebehandlung und Schweißenunsere Partner
Herdweg 13, D-75045 Wössingen Lkr. KarlsruheE-Post: [email protected] Web: www.tl-ing.de, www.loose.at
Mobil: +49 (0) 176 6126 8671 Tel: +49 (0) 7203 329 023 Fax: +49 (0) 7203 329 025
Internet:DEeutsch: www.loose.atENglisch: www.tl-ing.euESpanol: www.loose.es

3
Software für die Schweißsimulation

4
SimWeldSchweißprozeßsimulation
Berechnung des Schmelzbades
5
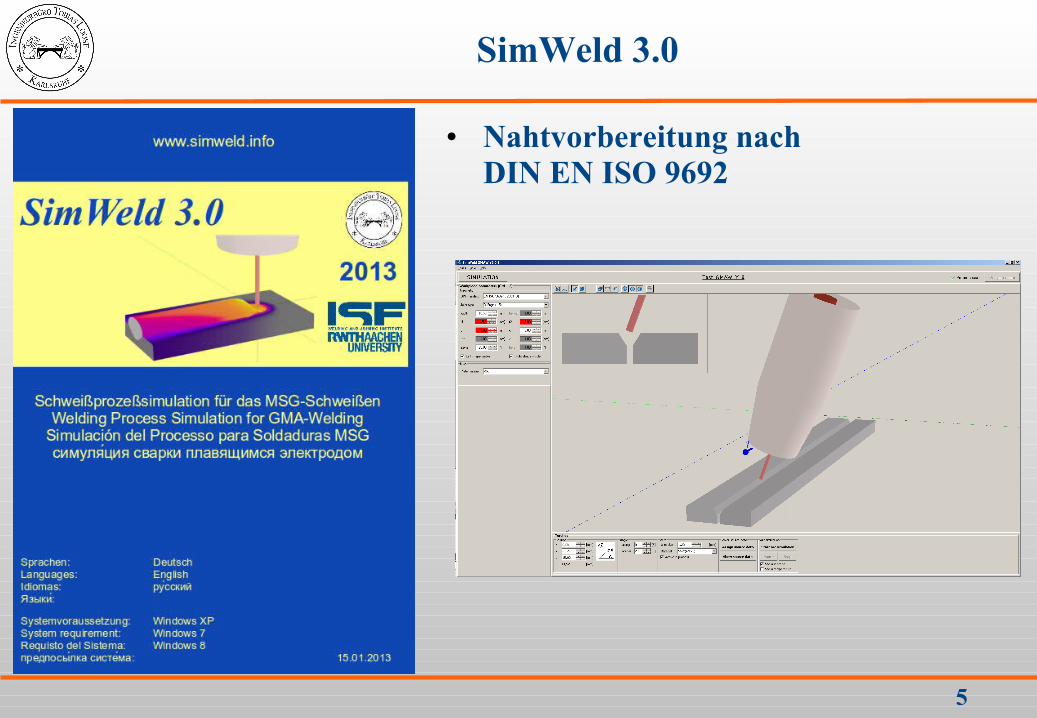
SimWeld 3.0
• Nahtvorbereitung nach DIN EN ISO 9692
6
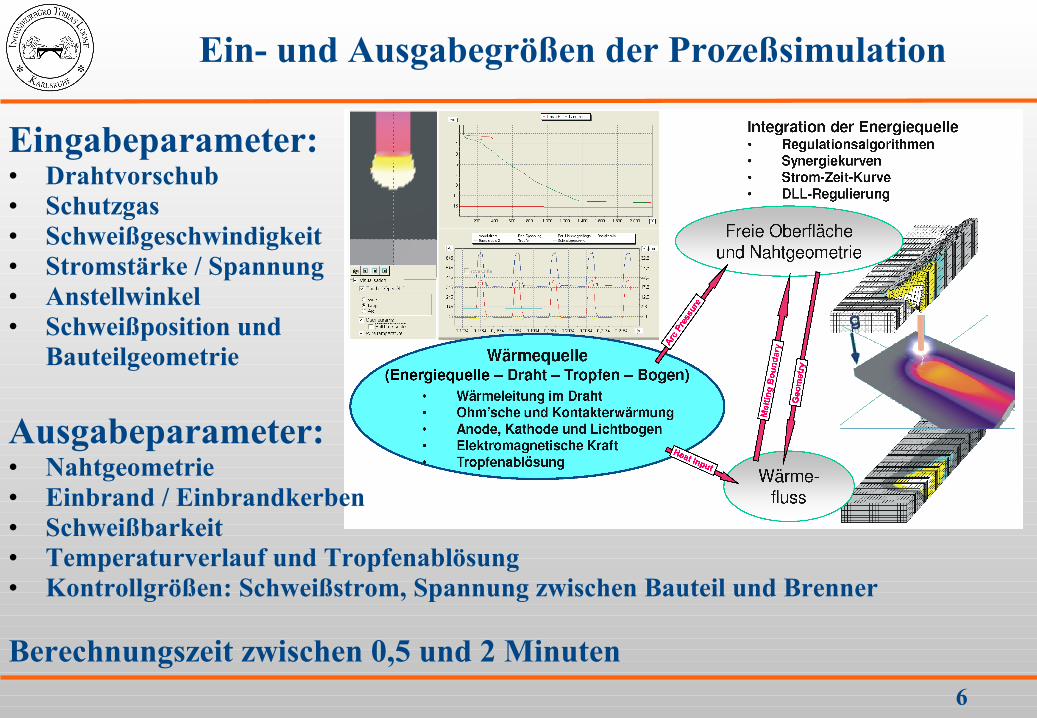
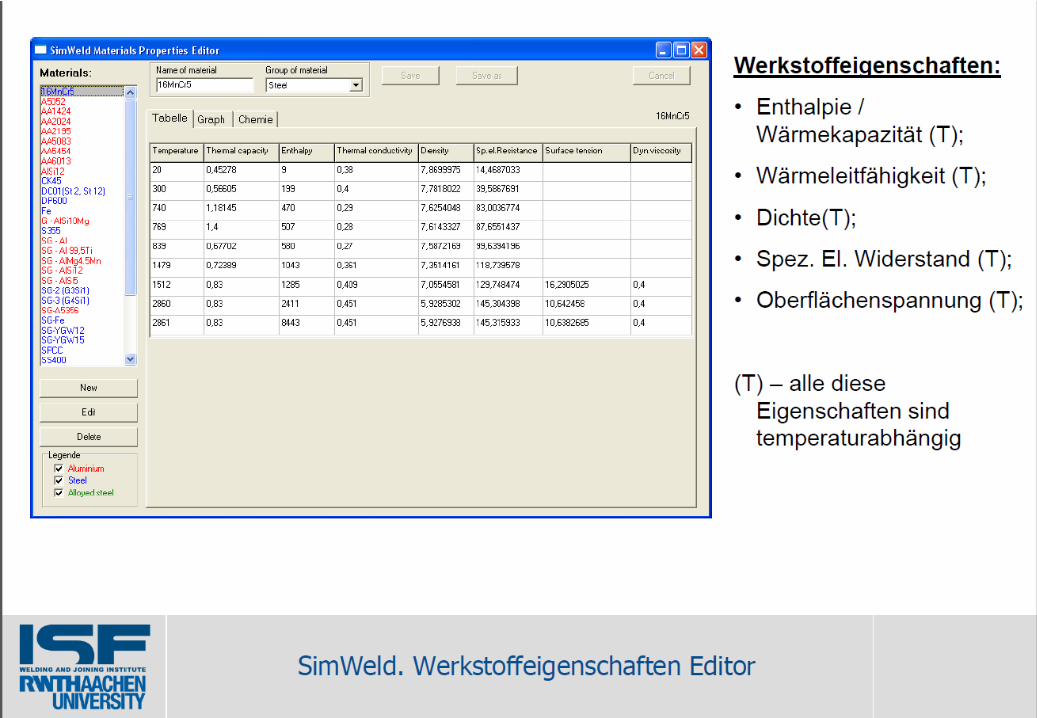
Ein- und Ausgabegrößen der Prozeßsimulation
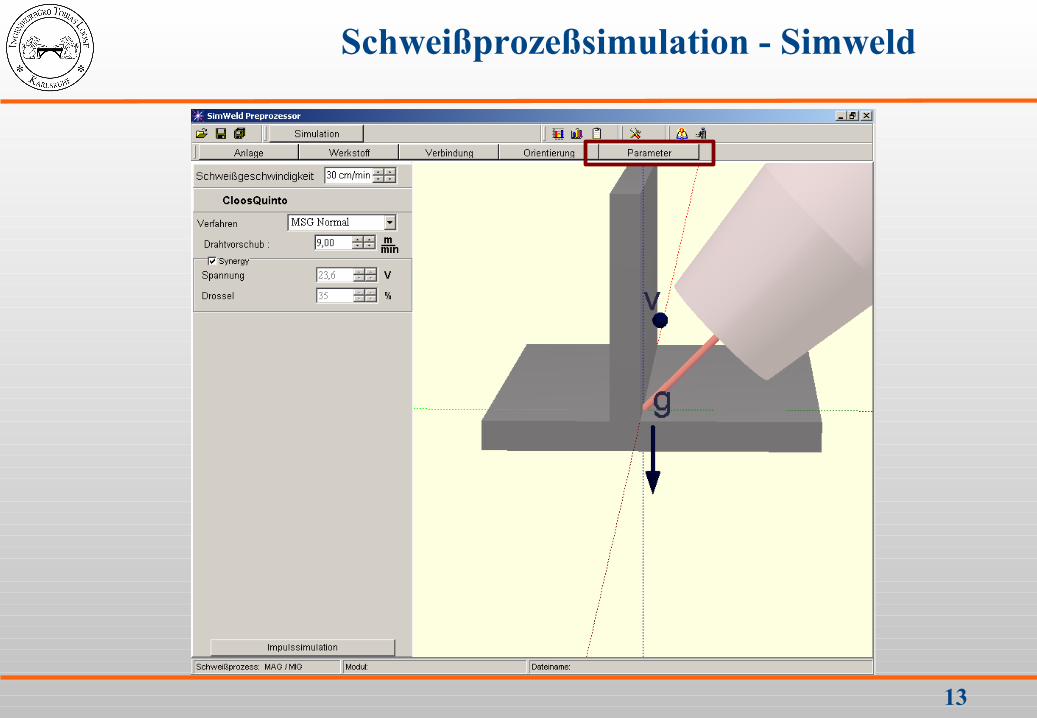
Eingabeparameter:• Drahtvorschub• Schutzgas• Schweißgeschwindigkeit• Stromstärke / Spannung• Anstellwinkel• Schweißposition und
Bauteilgeometrie
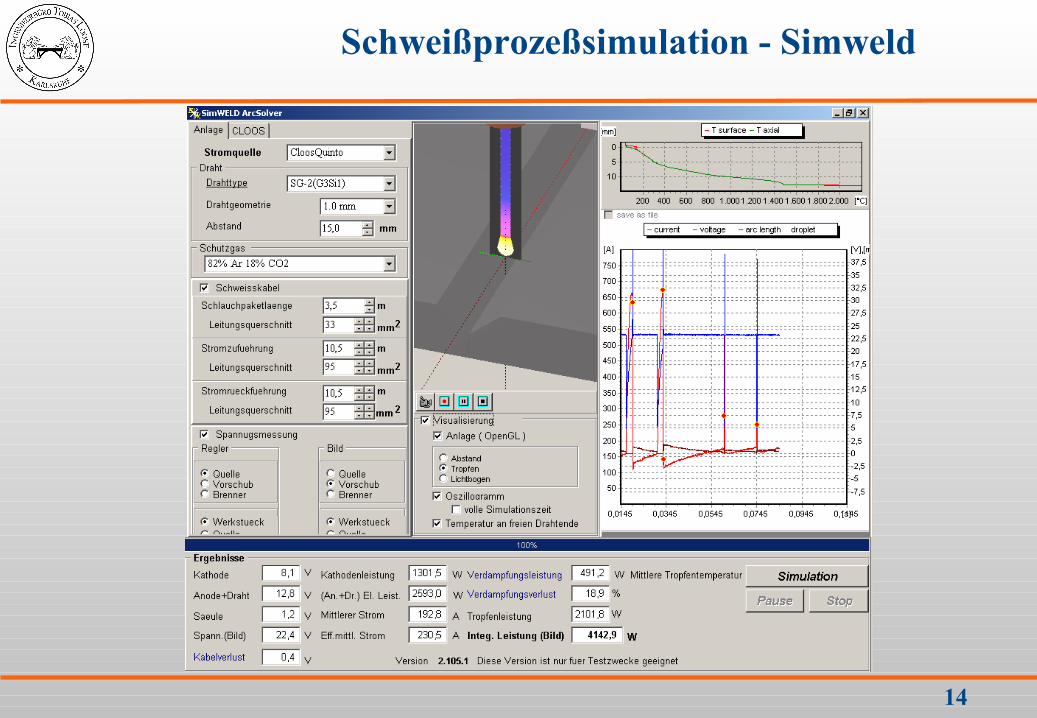
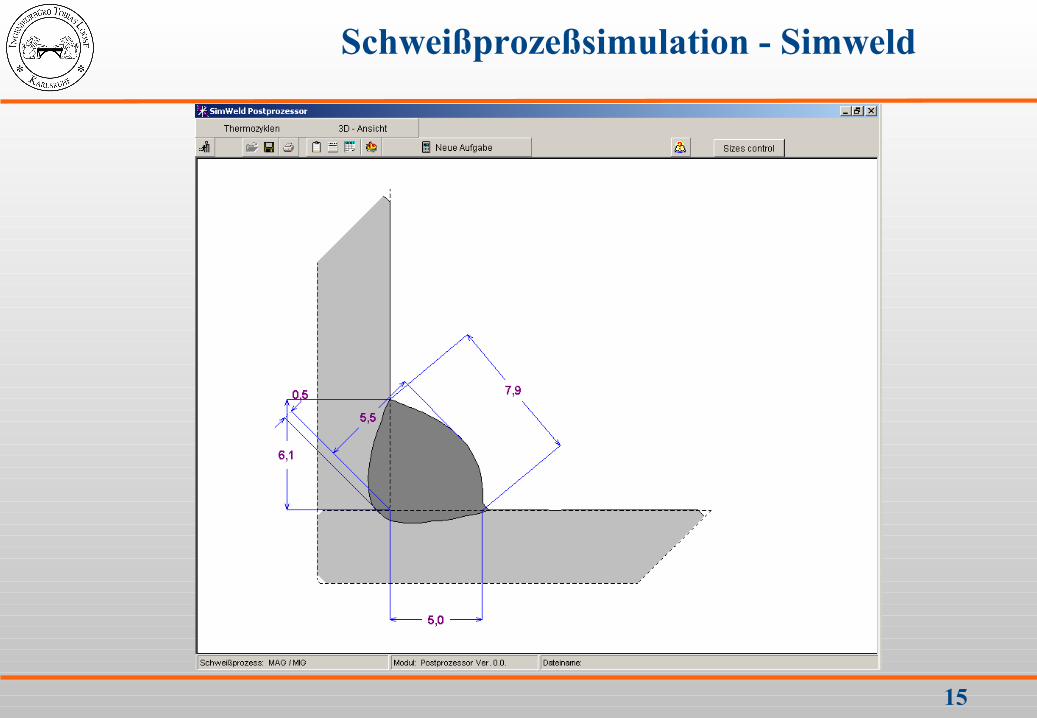
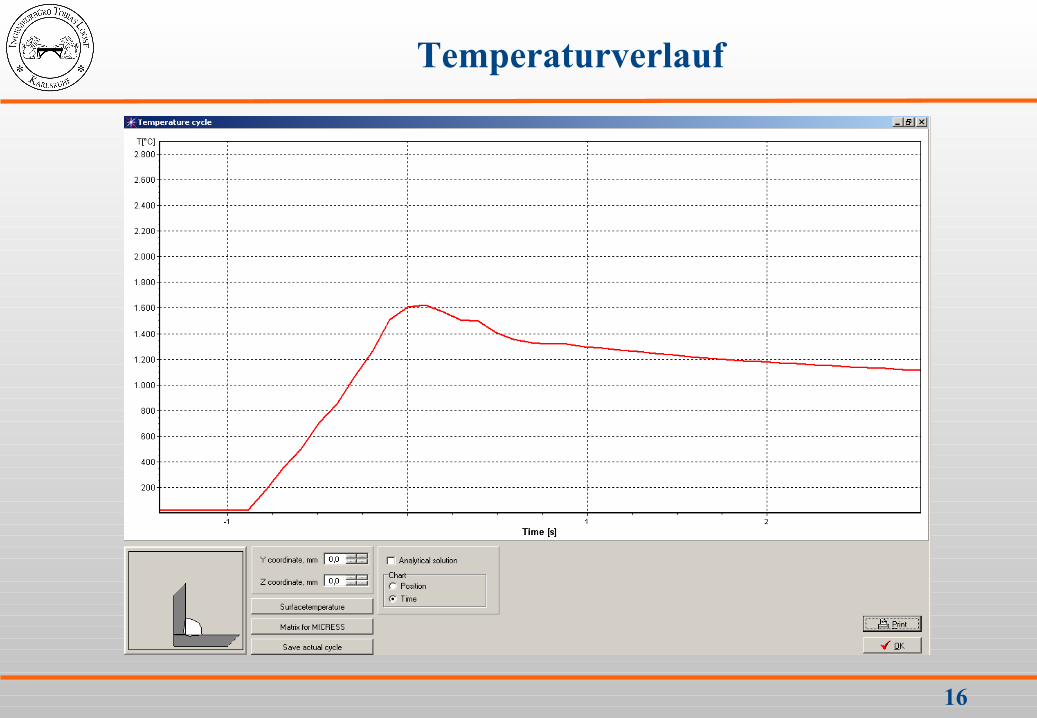
Ausgabeparameter:• Nahtgeometrie• Einbrand / Einbrandkerben• Schweißbarkeit• Temperaturverlauf und Tropfenablösung• Kontrollgrößen: Schweißstrom, Spannung zwischen Bauteil und Brenner
Berechnungszeit zwischen 0,5 und 2 Minuten
7
8
9
10
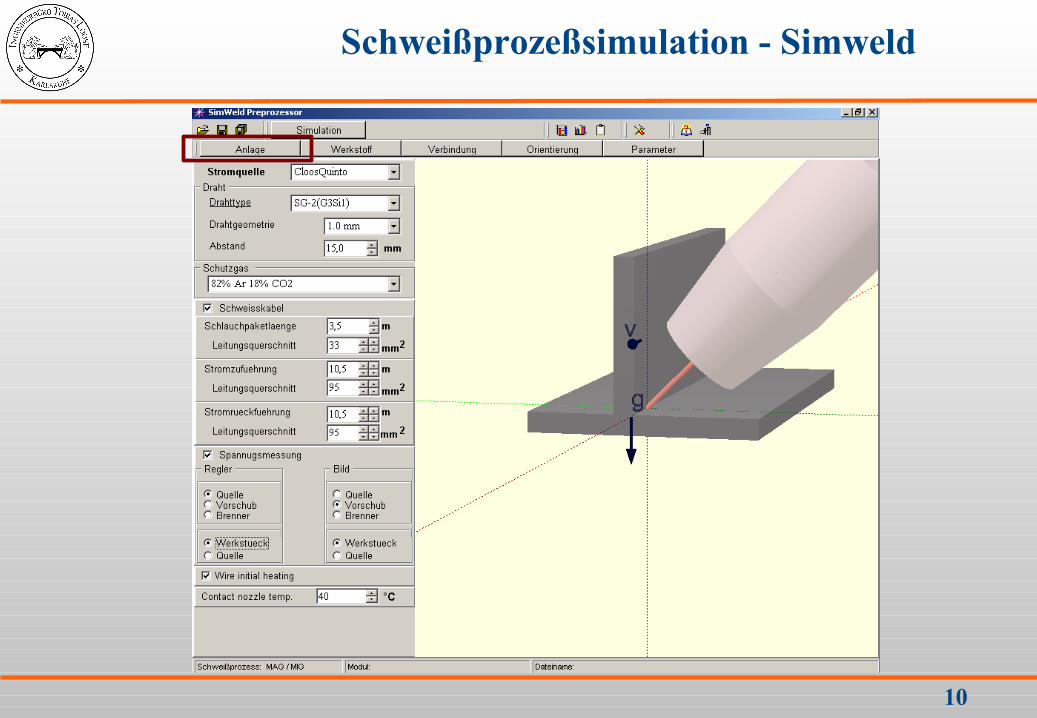
Schweißprozeßsimulation - Simweld
11
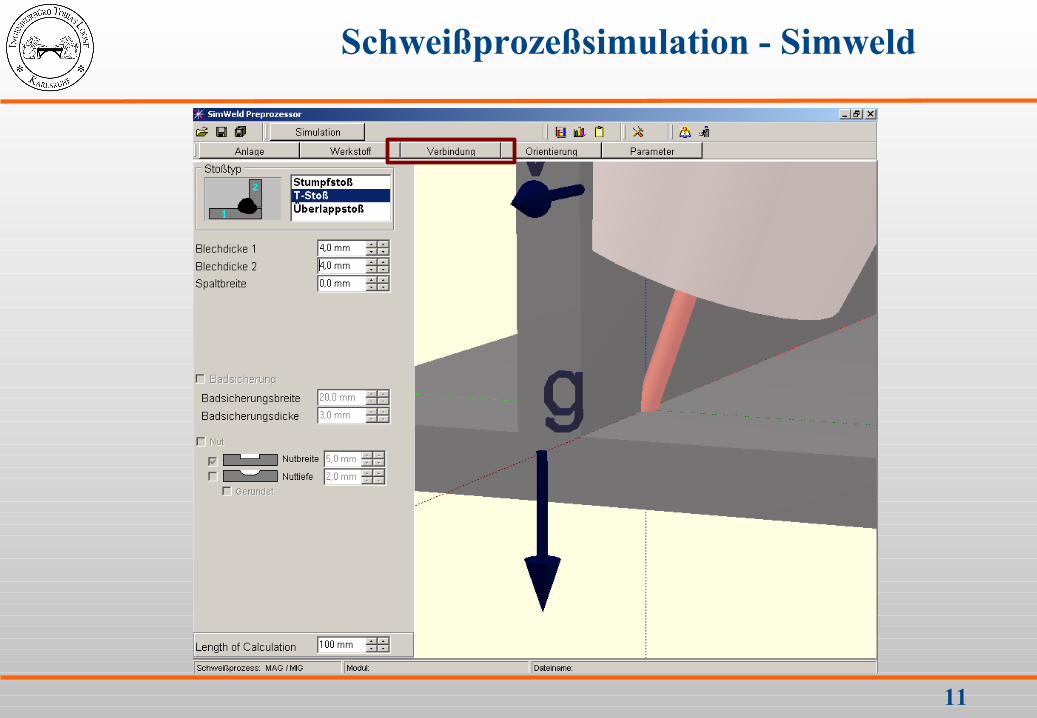
Schweißprozeßsimulation - Simweld

12
Schweißprozeßsimulation - Simweld
13
Schweißprozeßsimulation - Simweld
14
Schweißprozeßsimulation - Simweld
15
Schweißprozeßsimulation - Simweld
16
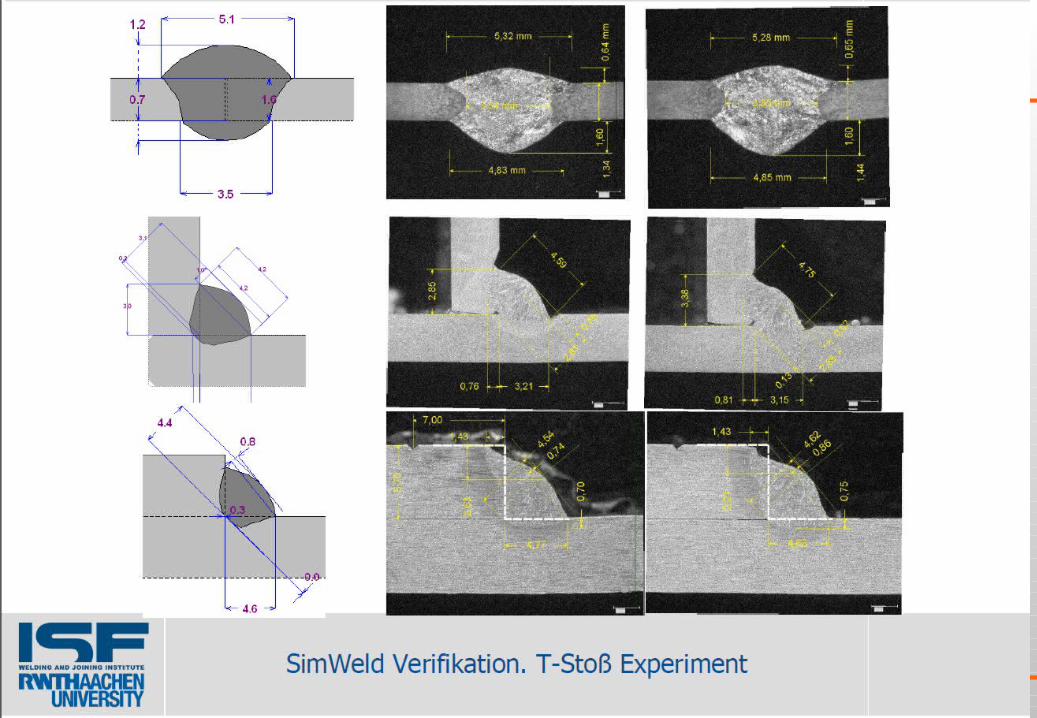
Temperaturverlauf
17
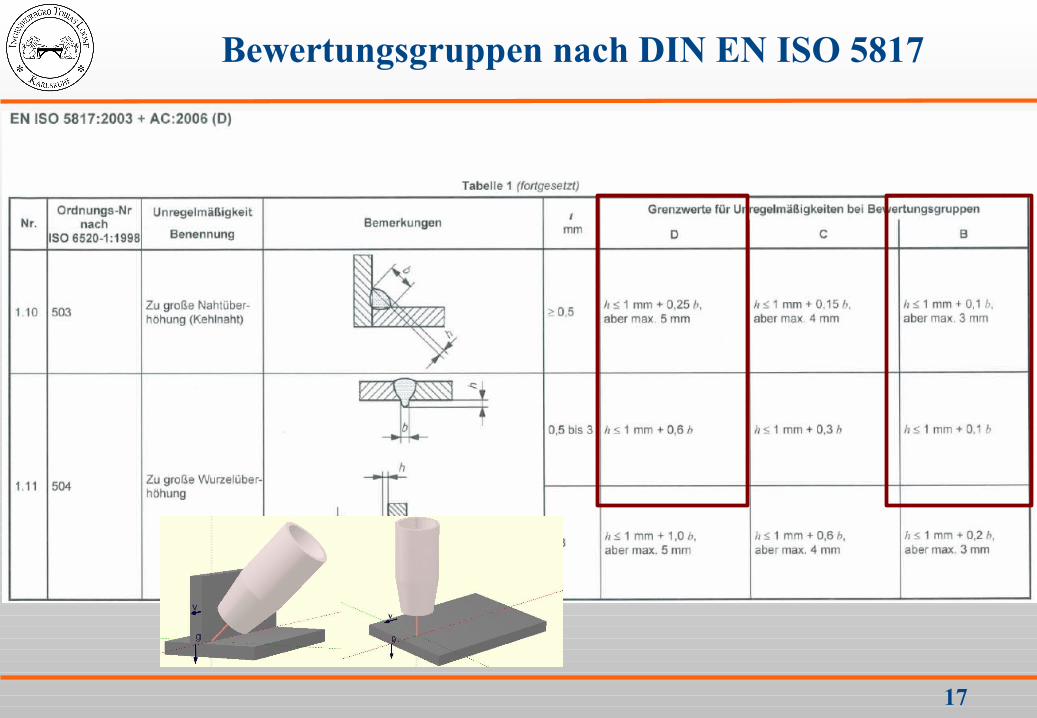
Bewertungsgruppen nach DIN EN ISO 5817
18
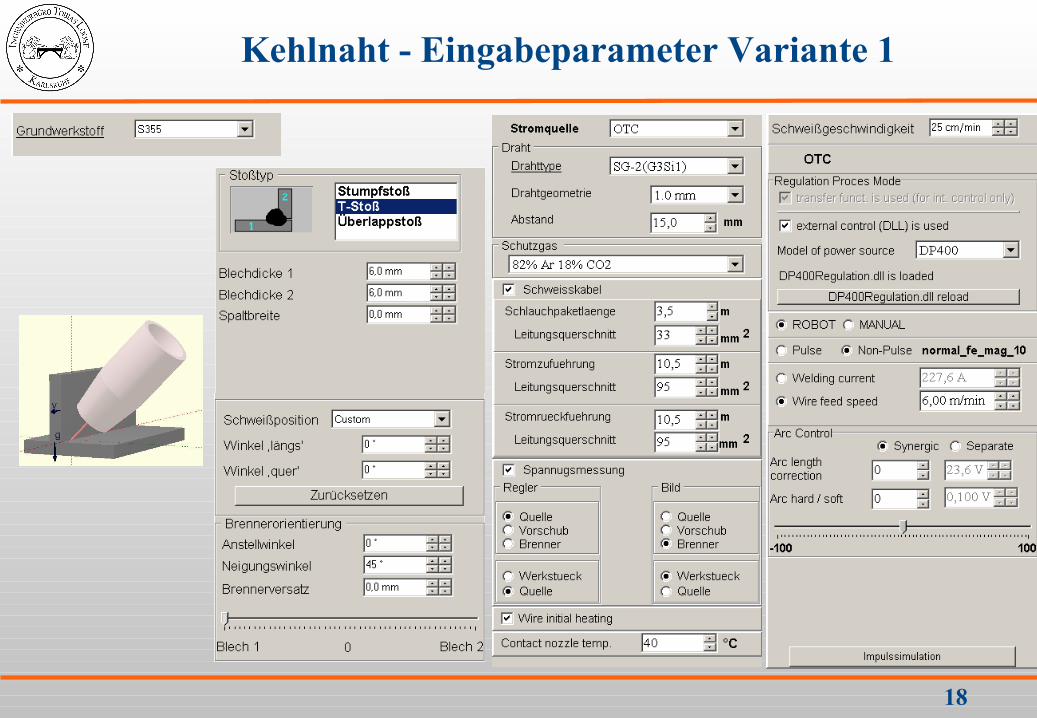
Kehlnaht - Eingabeparameter Variante 1
19
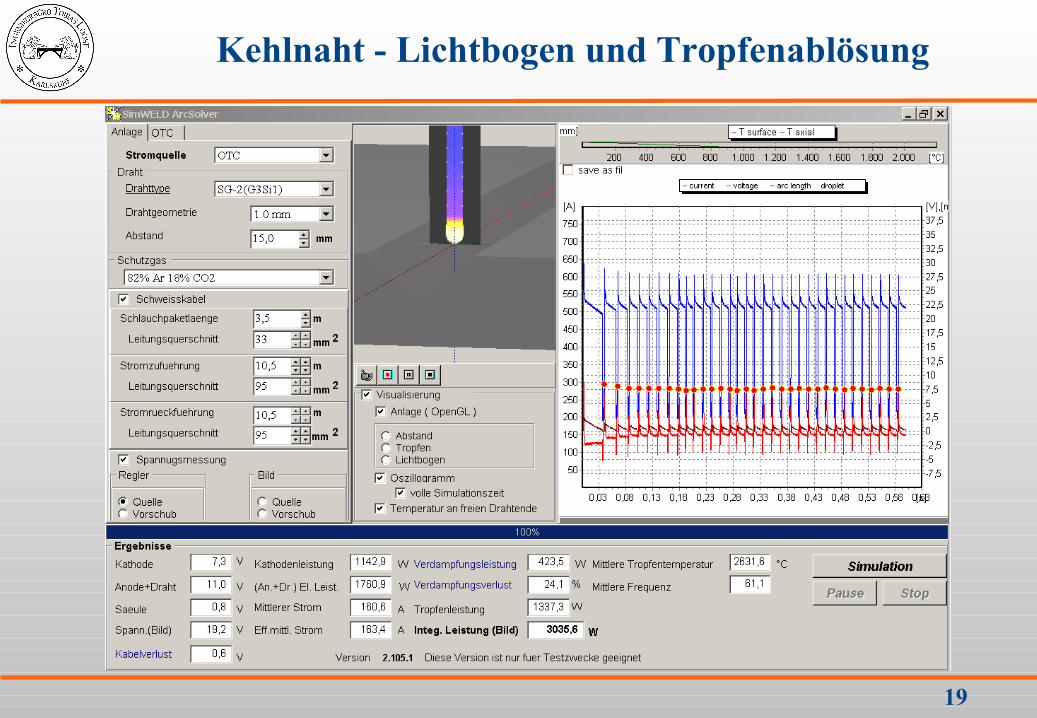
Kehlnaht - Lichtbogen und Tropfenablösung
20
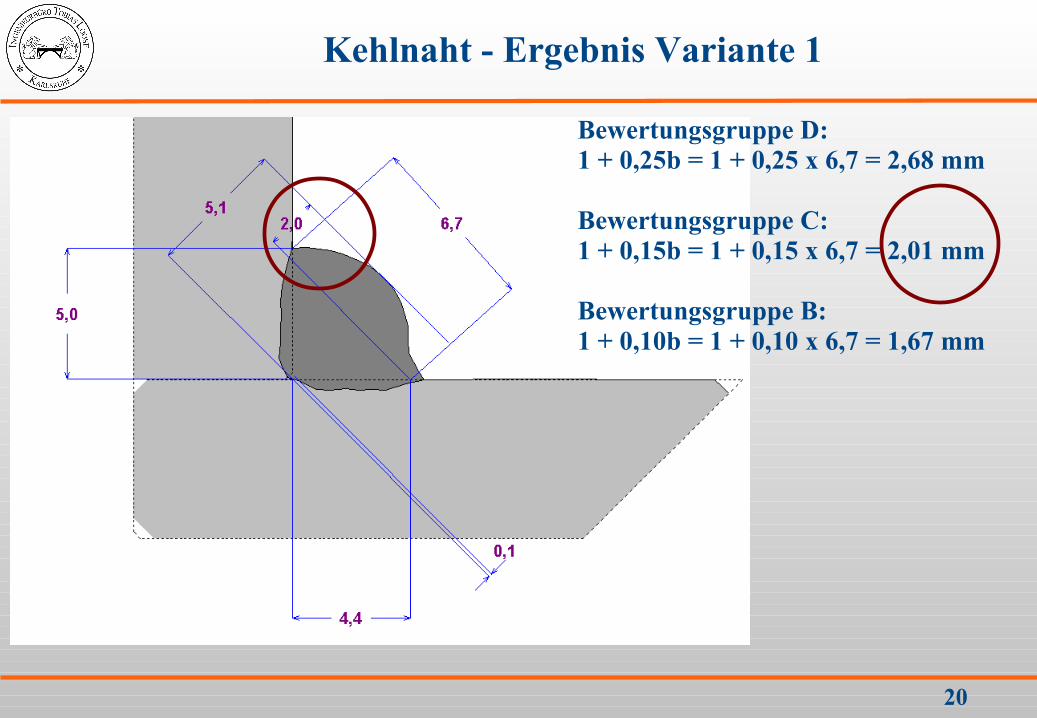
Kehlnaht - Ergebnis Variante 1
Bewertungsgruppe D:1 + 0,25b = 1 + 0,25 x 6,7 = 2,68 mm
Bewertungsgruppe C:1 + 0,15b = 1 + 0,15 x 6,7 = 2,01 mm
Bewertungsgruppe B:1 + 0,10b = 1 + 0,10 x 6,7 = 1,67 mm
21
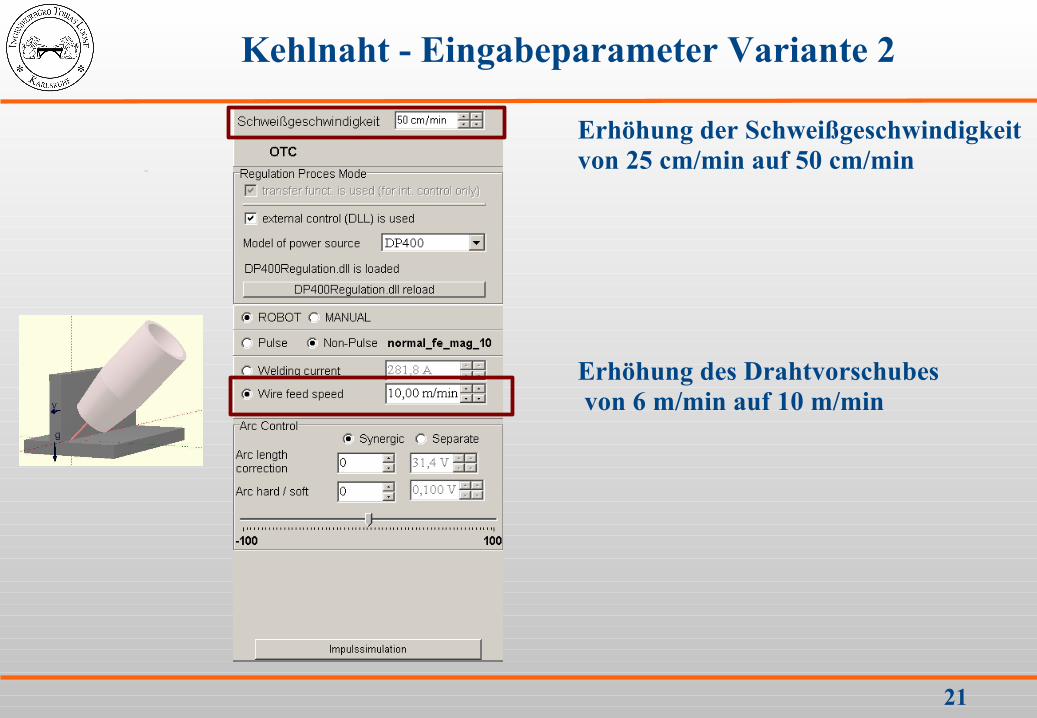
Kehlnaht - Eingabeparameter Variante 2
Erhöhung der Schweißgeschwindigkeit von 25 cm/min auf 50 cm/min
Erhöhung des Drahtvorschubes von 6 m/min auf 10 m/min
22
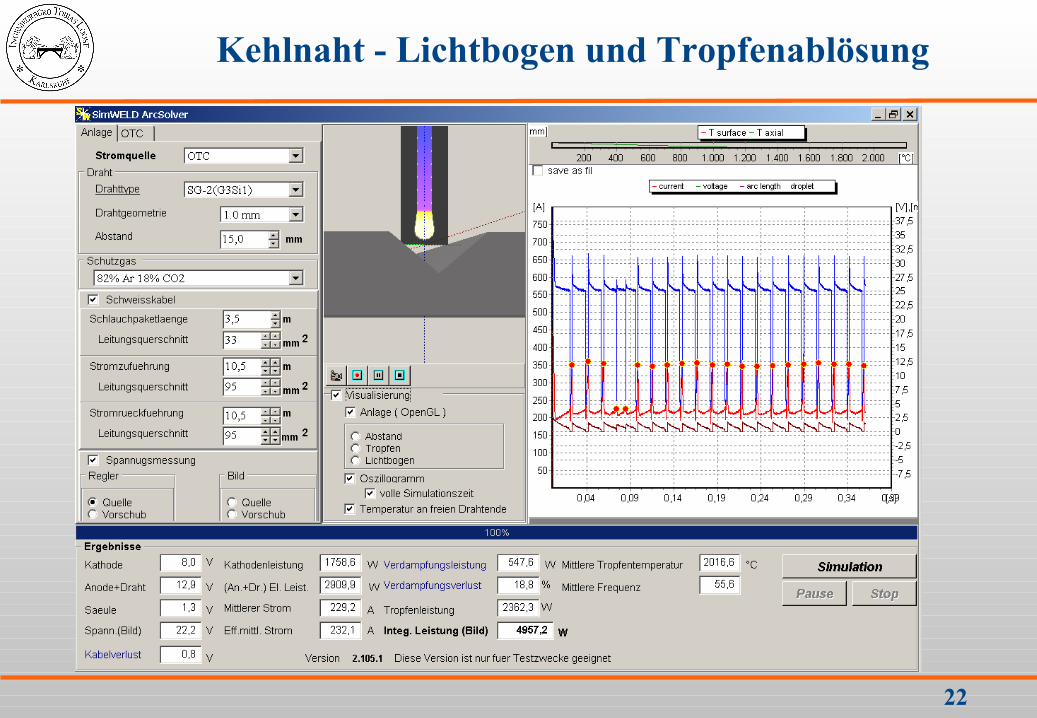
Kehlnaht - Lichtbogen und Tropfenablösung
23
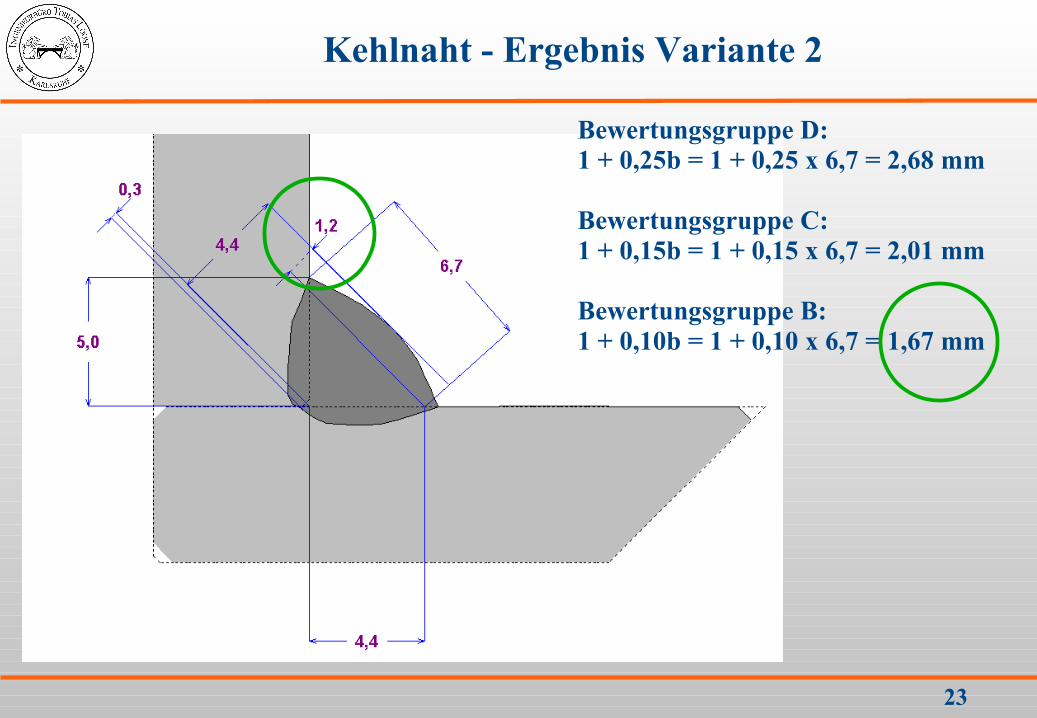
Kehlnaht - Ergebnis Variante 2
Bewertungsgruppe D:1 + 0,25b = 1 + 0,25 x 6,7 = 2,68 mm
Bewertungsgruppe C:1 + 0,15b = 1 + 0,15 x 6,7 = 2,01 mm
Bewertungsgruppe B:1 + 0,10b = 1 + 0,10 x 6,7 = 1,67 mm
24
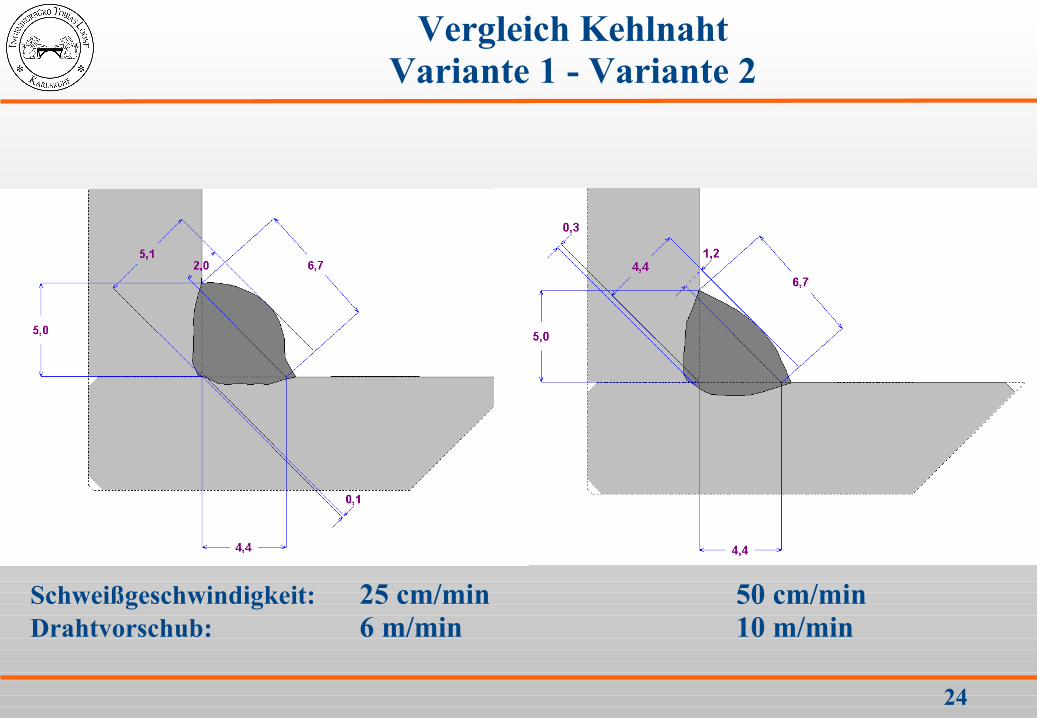
Vergleich KehlnahtVariante 1 - Variante 2
Schweißgeschwindigkeit: 25 cm/min 50 cm/minDrahtvorschub: 6 m/min 10 m/min
25
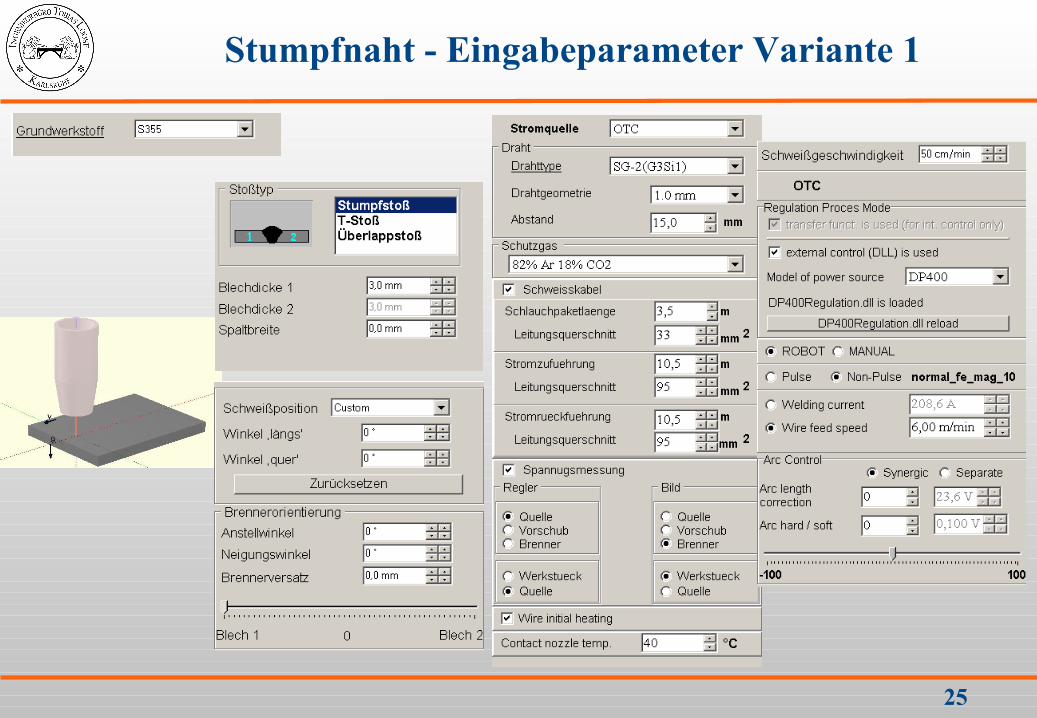
Stumpfnaht - Eingabeparameter Variante 1
26
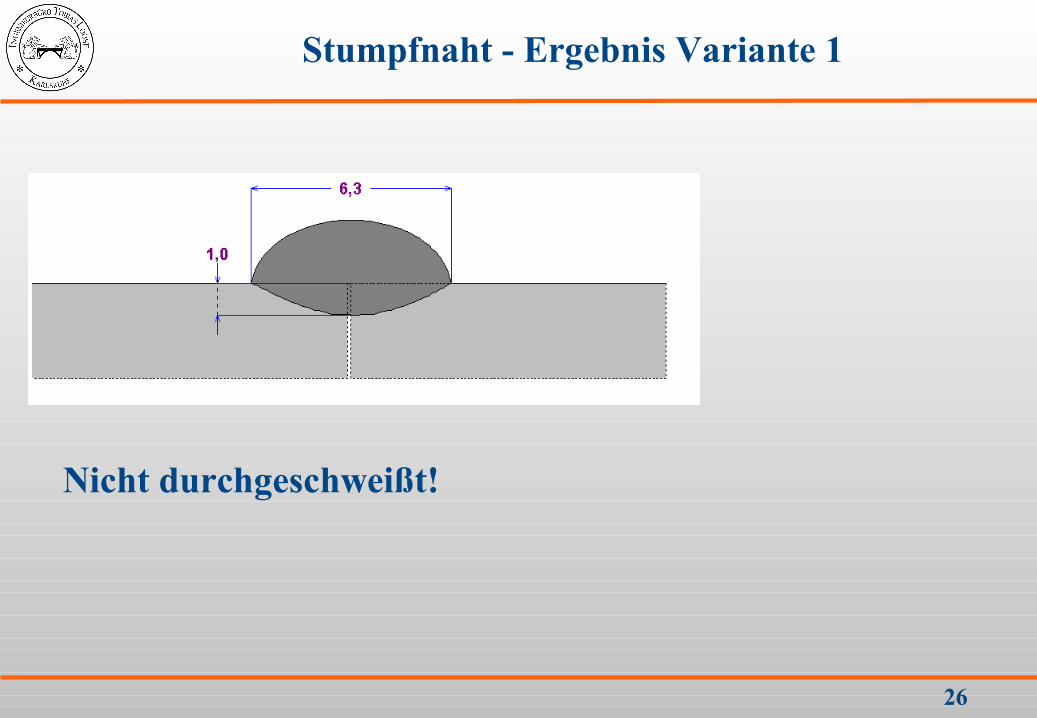
Stumpfnaht - Ergebnis Variante 1
Nicht durchgeschweißt!
27
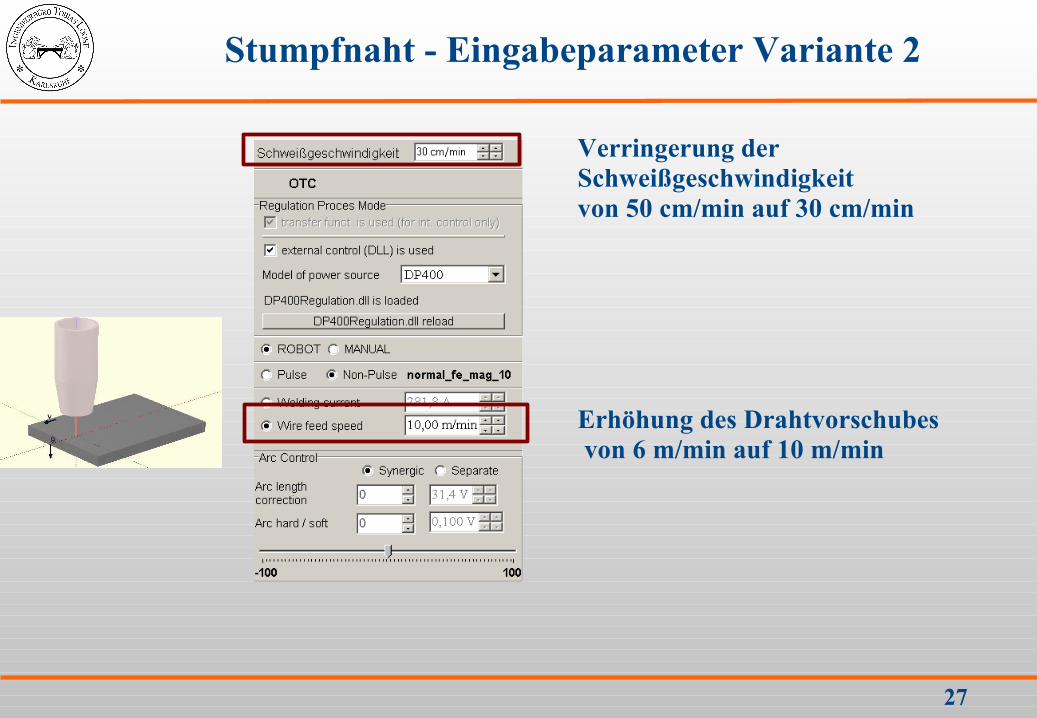
Stumpfnaht - Eingabeparameter Variante 2
Verringerung der Schweißgeschwindigkeit von 50 cm/min auf 30 cm/min
Erhöhung des Drahtvorschubes von 6 m/min auf 10 m/min
28
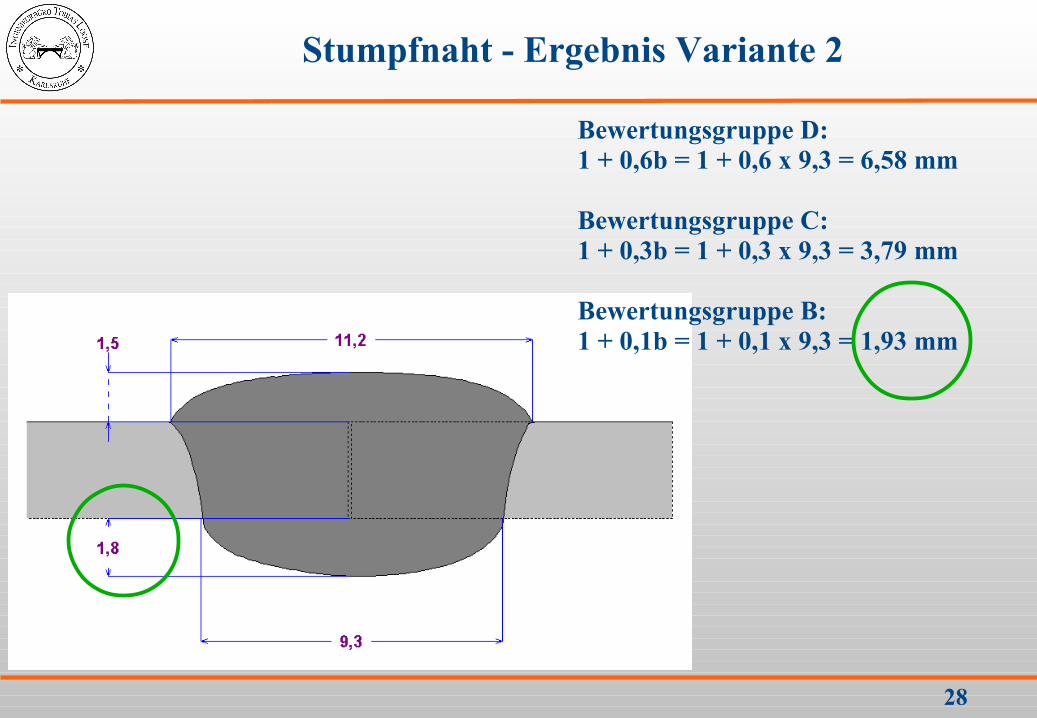
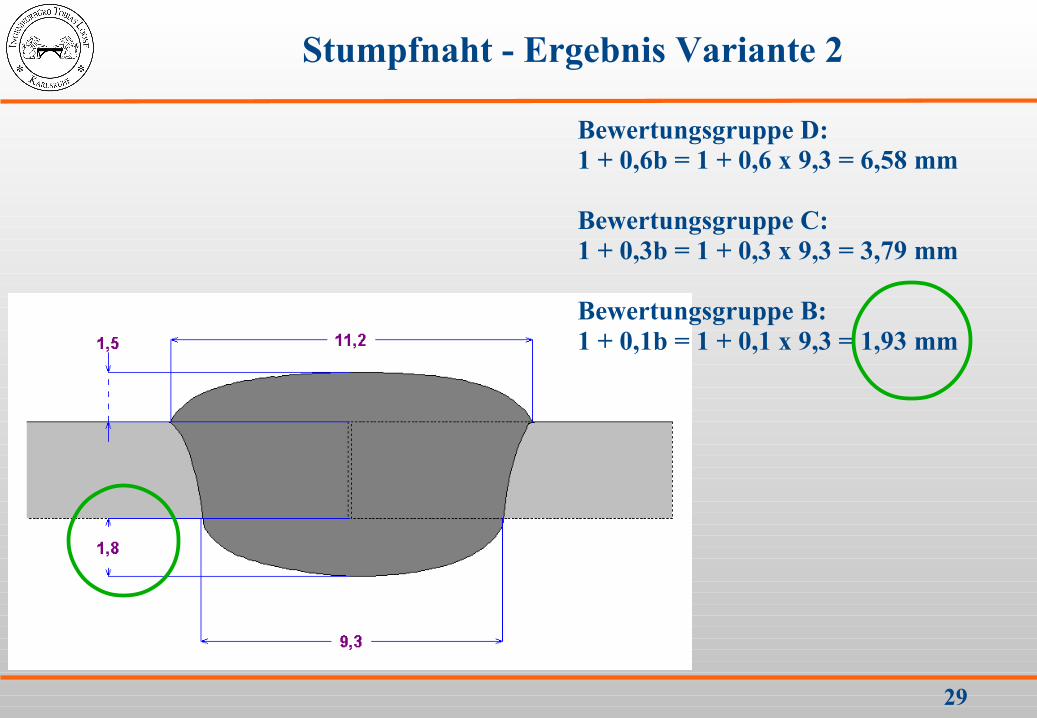
Stumpfnaht - Ergebnis Variante 2
Bewertungsgruppe D:1 + 0,6b = 1 + 0,6 x 9,3 = 6,58 mm
Bewertungsgruppe C:1 + 0,3b = 1 + 0,3 x 9,3 = 3,79 mm
Bewertungsgruppe B:1 + 0,1b = 1 + 0,1 x 9,3 = 1,93 mm
29
Stumpfnaht - Ergebnis Variante 2
Bewertungsgruppe D:1 + 0,6b = 1 + 0,6 x 9,3 = 6,58 mm
Bewertungsgruppe C:1 + 0,3b = 1 + 0,3 x 9,3 = 3,79 mm
Bewertungsgruppe B:1 + 0,1b = 1 + 0,1 x 9,3 = 1,93 mm
30
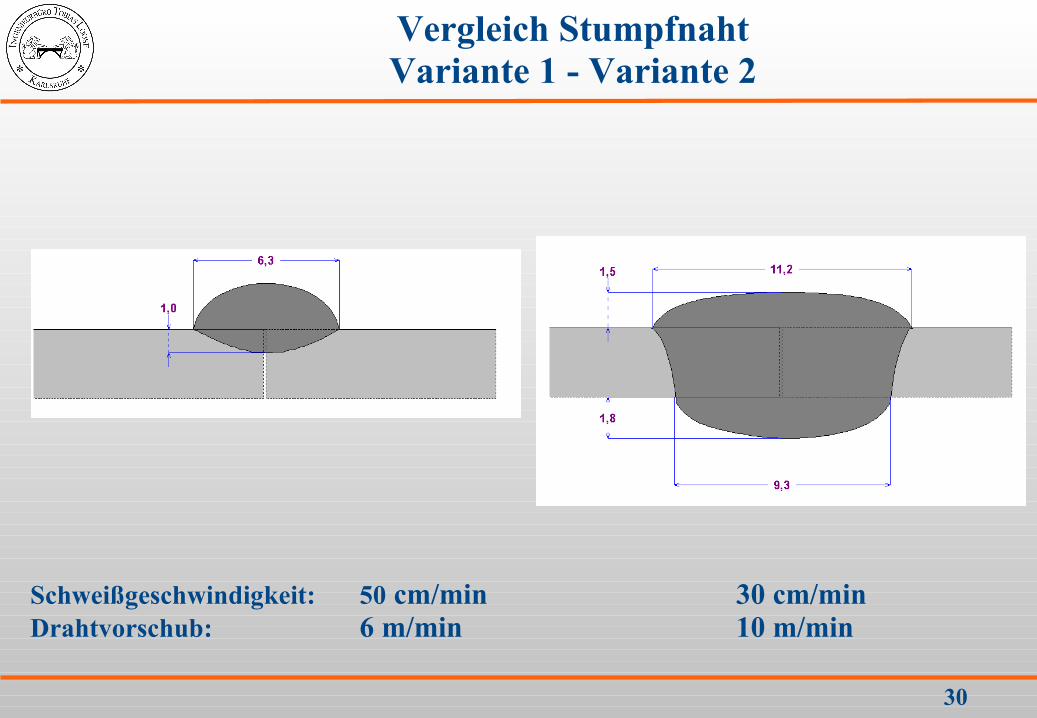
Vergleich StumpfnahtVariante 1 - Variante 2
Schweißgeschwindigkeit: 50 cm/min 30 cm/minDrahtvorschub: 6 m/min 10 m/min
31
SimWeldDemonstration der Software

32
Mit Schweißsimulation sind Sie erfolgreicher ...… und erzielen Top Qualität!