RapportPFE Airbus QuirinoBarbosa 210108
108
Part 1: Understanding the Supply Chain Management best practices in the Aerospace industry Janvier 2008 English version Entreprise de référence: Tuteur industriel : M. Emmanuel Soler International Supply Manager – Airbus France Tuteur enseignant : Dr. Samuel Bassetto Maître de Conférences, Laboratoire G-SCOP, ENSGI-INPG Projet de Fin d’Etude présenté pour obtenir le grade d’Ingénieur en Génie Industriel par Quirino BARBOSA Analyse des risques de la chaîne d’approvisionnements Supply Network risks analysis
Transcript of RapportPFE Airbus QuirinoBarbosa 210108
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 1/129
Part 1:
Understanding the Supply Chain Management best
practices in the Aerospace
industry
Tuteur industriel : M. Emmanuel Soler International Supply Manager – Airbus France
Tuteur enseignant : Dr. Samuel Bassetto
Projet de Fin d’Etudeprésenté pour obtenir le grade
d’Ingénieur en Génie Industrielpar
Quirino BARBOSA
Analyse des risques de la chaîne d’approvisionnements
Supply Network risks analysis
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 2/129
December 2007
Description
The purpose of this project was to implement tools and frameworks to manage supply
network risks at Airbus France procurement division.
We succeed to describe a common supply chain framework based on the MRP II1 philosophy
and to provide a risk management tool: a FMEA2. This procurement division is moving from
a reactive suppliers’ management philosophy to a proactive suppliers’ managementphilosophy.
Key words:
Supply Chain Management
Risk Management
FMEA
MRPII
Lean and Agile Management
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 3/129
December 2007
Table of contents
1. ACKNOWLEDGEMENTS...................................................... ............................................................... ... 6
2. RECOMMANDATIONS.......................................................... ............................................................... ... 7
Chapter1: Understanding the Supply Chain Management best practices in the Aerospaceindustry 3. INTRODUCTION.......................................................... ............................................................... .............. 9
4. INDUSTRY ANALYSIS.......................................................... ................................................................ . 10
4.1. INDUSTRY ANALYSIS: A COMPETITIVE DUOPOLY .......................................................... ...................... 10 4.1.1. Major players in the commercial aircraft industry ........................................................... ............ 10
4.1.2. Industry character istics........................... ................................................................ ...................... 11 4.2. INDUSTRY DYNAMICS ........................................................ ................................................................ . 12 4.2.1. Description of the main product innovations.......................................................... ...................... 12 4.2.2. Theoretical approach of innovation.............................................................. ................................ 14
5. COMPARATIVE ANALYSIS OF SUPPLY CHAIN MANAGEMENT STRATEGIES................... 19
5.1. SUPPLY CHAIN FRAMEWORK THROUGHOUT THE MAIN STAKEHOLDERS PERSPECTIVE........................ 19 5.1.1. Suppliers’ network in the aerospace industry ......................................................... ...................... 20 5.1.2. Original Equipment Manufacturer.......................................... ...................................................... 20
5.1.3. Customers...................................................................... .............................................................. .. 24 5.2. COMPARATIVE ANALYSIS BETWEEN AIRBUS AND BOEING’S SUPPLY CHAIN AND TRENDS IN THE
AEROSPACE INDUSTRY ........................................................... ............................................................... ............ 26 5.2.1. Similar Supply Chain Management Practices.................................... ........................................... 26 5.2.2. Supply Chain comparison of the A380 and the 787 programs........................................ .............. 26 5.2.3. Outsourcing strategy............................................................... ...................................................... 28 5.2.4. New trends in Supply Chain Management .............................................................. ...................... 28
6. CONCLUSION............................................................... ................................................................ ........... 30
Chapter 2 State of the art: Building tools and frameworks to manage Supply Chain Risks
7. INTRODUCTION.......................................................... ............................................................... ............ 32
8. SUPPLY CHAIN MANAGEMENT ............................................................. ........................................... 33
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 4/129
December 20079.3.1. Overview of risk management definitions ............................................................... ...................... 45 9.3.2. Risk Management processes............................................................................................... ........... 46
9.4. AN ONGOING DEBATE: SUBJECTIVE VS. OBJECTIVE RISK ......................................................... ........... 50 10. SUPPLY CHAIN RISK MANAGEMENT (SCRM) .............................................................. ........... 51
10.1. WHY SUPPLY CHAIN RISK MANAGEMENT IS BECOMING AN IMPORTANT ISSUE? ................................ 51 10.2. STATE OF THE ART SCRM DEFINITIONS............................................................. ................................. 52
10.2.1. Origin of the SCRM theory.................. ............................................................... ...................... 52 10.2.2. Some definitions….............................................................................................. ...................... 53
10.3. SUPPLY CHAIN RISK MANAGEMENT PROCESSES .......................................................... ...................... 55 10.3.1. Supply Chain Risk Sources and Risk consequences ...................................................... ........... 55 10.3.2.
Supply Chain Risk Drivers and Risk Mitigating Strategies ...................................................... 57
11. HOW DO LEAN, AGILE AND “LEAGILE” SUPPLY CHAIN STRATEGIES AFFECTSUPPLY CHAIN RISK MANAGEMENT?.......................................................... ........................................... 59
11.1. LITERATURE REVIEW......................................................... ................................................................ . 59 11.1.1. Lean philosophy ....................................................... ............................................................... . 59 11.1.2. Agile philosophy ....................................................... ............................................................... . 65 11.1.3. Leagile philosophy ............................................................. ...................................................... 65
11.2. WHAT ARE THE IMPLICATIONS OF THE SUBJECTIVE-OBJECTIVE DEBATE REGARDING THE NATURE FOR
DEVELOPMENT OF TOOLS AND FRAMEWORKS FOR (LEAN, AGILE AND LEAGILE) SUPPLY CHAIN RISK
MANAGEMENT?........................................................... ................................................................ ...................... 66
12. CONCLUSION .......................................................... ................................................................ ........... 69
Chapter 3: Case Study: Building tools and Frameworks to manage Supply Chain Risks at anaircraft manufacturer: Implementation of a FMEA
13. INTRODUCTION ............................................................... ................................................................ . 71
14. A PROJECT TO IMPLEMENT PROACTIVE MANAGEMENT PRACTICES ......................... 71
14.1. A380 PROJECT DELAYS: AN EVIDENCE OF THE NECESSITY TO BUILD A PROACTIVESUPPLY CHAIN
MANAGEMENT PHILOSOPHY ............................................................ ................................................................ . 72 14.2. A TEAM FOCUSED ON BUILDING STRONG SUPPLIER RELATIONSHIPS: THE SUPPLIER DEVELOPMENT
TEAM 73 14.3. OBJECTIVE: BUILDING TOOLS AND FRAMEWORKS TO MANAGE SUPPLY CHAIN RISKS........................ 74
15. METHODOLOGY ............................................................... ............................................................... . 75
15.1. INTEGRATION PHASE INTO THESUPPLIER DEVELOPMENTTEAM ................................................... ..... 75 15.1.1. Supplier Development processes............................................................. ................................. 76 15.1.2. An example of an industrial Diagnosis.................................................................................... . 77
15.2. UNDERSTANDING THE CLIENTS NEEDS OF THE PROJECT........................................................... ........... 77 15.3. THEORETICAL APPROACH TO HAVE A DEEP UNDERSTANDING OF THE PROJECT................................... 77
15.3.1. Theoretical approach ......................................................... ...................................................... 78 15.3.2. Define a common supply chain framework ........................................................ ...................... 79

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 5/129
December 200720.1. APPENDIX 1: STATE OF THE ART DEFINITIONS............................................................... ...................... 93
APPENDIX 1....................................................... ............................................................... ................................. 95
20.2. APPENDIX: SUPPLY CHAIN FRAMEWORK. IDEF MODEL.......................................................... ........... 99
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 6/129
December 2007
1. Acknowledgements
First, I would like to thank all the Supplier Development Team: Myriam BARATTE-
AREMON, who spent time with me to share relevant knowledge about risk management
issues and also who convince me during the world-cup that rugby is a fascinating sport;
Marion SMEYERS, who gave me constantly good directions to conduct my project and who
made several jokes per day; Emmanuel SOLER, who helps me to get a highly-structuredvision on supplier relationships management and who gives me strong insights in civil
engineering too! The experience of working with this team has been tremendously
educational and inspiring.
I would like to thank also Laure FUENTES, Marie-christine SEMPE-RAUFAST, Marcel
BEI, Daniel TROY, Jean-claude BOIJOUT, Stephanie COROND, Jean-marc CASTERA,Jacques MILLON, Christelle OLALDE, Sebastien DARNIS and Guillaume VAYSSE.
Finally, I would like to thank Samuel BASSETTO, who helps me a lot concerning research
topics. Thanks to his generosity and trust, I have had the opportunity to conduct an interesting
research project. Unfortunately, when he came to visit me at Toulouse, we hadn’t succeededto find time to visit this beautiful city. Next time…
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 7/129
December 2007
2. Recommandations
Risk management is not an easy task. The key of this project is that risk management issues
must be strongly supported by an operation management philosophy based on proactive
approaches. Lean manufacturing is the best practice that the organization must implement in
order to be competitive and proactive.
However, as always in such an important industrial firm, the biggest difficulties doesn’t stem
from technical difficulties but rather from communication and cultural difficulties.
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 8/129
December 2007
Part 1:
Understanding the Supply Chain Management best
practices in the Aerospace
industry

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 9/129
December 2007
3. Introduction
The aim of this part is to provide a brief description of the civil aircraft industry. This industry
is presented as a duopoly where Airbus and Boeing are the main players. The purpose is to
put forth a static picture of the aircraft industry and then to study its evolution through an
innovation perspective. This evolutionary vision enables to present some of the challenges
that this duopoly has to cope with.Supply chain management is getting the cornerstone of the strategies used by Airbus and
Boeing. Therefore we will provide a comparison of the supply chain strategies used for the
last programs, the A380 program (Airbus) and the 787 program (Boeing).
The results are that the aerospace industry is getting more focused on its core competenciesand thus it has adopted a risk sharing partnership within the entire supplier network in order to
reduce costs and to enhance flexibility not only at one point of the supply chain but rather on
the entire supply network.
Moreover we tried to bring out trends in this industry based on a kind of benchmarking study.
Indeed the automotive industry is getting the reference for the supply chain management.Thus we have presented some of the methods used in the automotive industry that can be
applied in the aerospace industry.

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 10/129
December 2007
4. Industry analysis4.1. Industry analysis: a competitive duopoly
Nowadays, the industry can be characterized by a duopoly between Airbus Industry and the
Boeing Company. Historically, Boeing has dominated the industry since the beginning of the
aircraft industry development, thanks to a series of successful models. At that time this
industry was characterized by a monopoly. In the 1990s, the industry underwent a
transformation from primarily a monopoly by Boeing, to a competitive duopoly. In 2004,
Airbus attained the n°1 position market and delivered 35 more aircrafts than Boeing,
accounting for 53% of total deliveries that year.
4.1.1. Major players in the commercial aircraft industry
• Airbus
Headquartered in Toulouse, France and with its main aircraft assembly operations in the
same city, Airbus Industry is the largest commercial aircraft producer in Europe. Airbus
was formally established in 1970 as a consortium of French (Aérospatiale), German
(Deutsche Airbus GmbH), and later Spanish (CASA: Constructiones Aeronauticas SA)
and U.K. (BAE: British Aerospace) companies. In 2001, Airbus officially became a single
integrated company. Its major stakeholders include European Aeronautic Defense and
Space (EADS) Company with 80 percent shares of stock and BAE system with 20 percent
shares of stock. Its total revenue was about 22.3 billion euros in 2005 and 26 billion in
2006.
The main purposes of this industrial companies grouping were:
Ö To enhance their industrial strengths
Ö T b d th i t

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 11/129
December 2007
Washington (747, 767, 777 and 787) and Renton, Washington (737). Its total revenue was
about 61.5 billion dollars in 2006 (29.1 billion for BCA and 32.4 for IDS).
It is important to bring out the fact that we cannot compare the strategy of Airbus and the
strategy of the entire Boeing Group. Indeed we have to compare the Boeing Commercial
Airplanes division with the Airbus group, owing to the fact that Defense markets and
Commercial markets do not evolve in the same environments.
4.1.2. Industry characteristics
Before understanding the industry dynamics, it is necessary to emphasize key characteristics
of the industry as Product & Market, Cost Structure and Technology.
• Product & Market
Airlines have different needs for different routes and schedules. They also have varied
preferences for features, as well as the degree of flexibility and capability for
customization. Moreover, aircraft-manufacturing industry is constrained by long lead
times that can be very costly. The long lead-time in current production is a result of thecomplexity of manufacturing processes and highly customizable parts, which in turn stem
from a fairly heterogeneous demand.
Purchase decisions by airlines are more often impacted by the existing maintenance crew
and flight crew, as any training costs incurred often represent a significant percentage of
the operating costs. Hence, the cost of switching from one airplane manufacturer to
another can be prohibitively high, depending on the customer’s existing fleet composition.
• Cost Structure
The cost structure of commercial aircraft manufacturing can be characterized by high
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 12/129
December 2007
of the manufacturer’s domain, such as avionics and flight control systems. Over the past
few years, manufacturers have tried to differentiate themselves by leveraging more
significant technological advances, for instance, Boeing’s composite building materials
for its new 787 model and Airbus’ “double deck” design for its A380 and also the new
A350 composite aircraft. In the next section we will be more focused on supply chain
innovation.
4.2. Industry dynamics
In the following section we will have a theoretical approach to describe the main product
innovation conducted in this industry in the past few years. In the next section (1.3) we will
be more focused on supply chain innovation.
4.2.1. Description of the main product innovations
In order to have a good understanding of the aircraft industry evolution, we can assess the
way this duopoly manage its innovation and technology. In this part we will describe the main
product trends that exist in the aerospace industry:
Ö Airbus A380 key characteristics
Ö Airbus A350 key characteristics
Ö Boeing 787 key characteristics
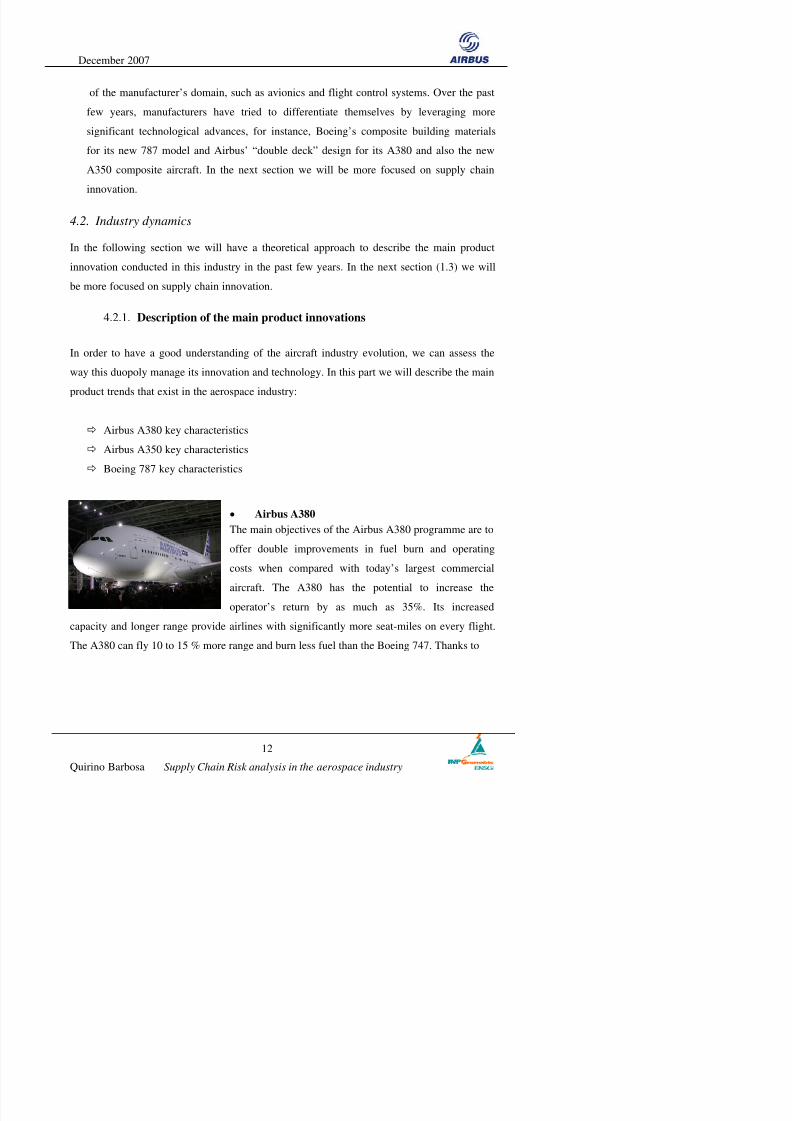
• Airbus A380
The main objectives of the Airbus A380 programme are to
offer double improvements in fuel burn and operating

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 13/129
December 2007
several technological improvements, the A380 will provide a direct operating cost per seat
which is 15-20 per cent lower than the competitor.4
The A380 has been positioned as a desirable solution to help airlines cope with the rising air
traffic demands and enable them to improve the utilization and efficiency of their fleets
without increasing the number of flights.
• Airbus A350 Xtra Wide Body
The A350 XWB is the Airbus’ response to market demand
for a medium capacity long range wide-body family.
Available from 2013, the A350 is made of more than 60
per cent new materials and in particular, its innovative use
of all-new Carbon Fibre Reinforced Plastic (CPRF).
Moreover thanks to an improved aerodynamic design and to new efficient engines, the A350
provide a greater fuel economy in all flight regimes.
The investments for the A350 program amounts today to 10 billion euros. This investment
was initially estimated to half of this amount.
• Boeing 787
The Boeing 787 is Boeing’s newest aircraft type. It is a
mid-size widebody aircraft for medium to long ranges,
intended as the successor of the Boeing 767 and to
compete with the Airbus A330 and the future A350. The
objective of the company is to build a very fuel-efficient,
silent and clean aircraft, with maximum use of new technology.
The Rolls-Royce and General Electric turbofans will be much more fuel efficient than the
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 14/129
December 2007
report maintenance information to computer systems on the ground. This must help to reduce
maintenance costs 30 per cent compared to current airliners 5.
In contrast with the A380 capacity, which is designed for a “hub-and-spoke” airline route
system, the 787 is targeted at rapid, direct, point-to-point connections with capacity of 250
passengers.
To conclude, nowadays there are two main fields of improvement in the commercial aircraft
industry:
Ö Reducing acoustic nuisances
Ö Reducing fuel consumption
4.2.2. Theoretical approach of innovation
A key feature of invention is the degree of newness that the developed product will involve.
It’s not the purpose of this paper to list here all the inventions that appeared these recent years
in the aerospace industry. However we will try to analyse here two “macro” inventions that
will affect and have already affected the commercial aerospace industry:
Ö Material innovation: Key decisions in the material area concern the choice between
the uses of composite or metallic parts. Moreover the Titanium plays a prominent
place in the aerospace environment. Therefore there is also an important choice to do
between a metal alloy and a titanium alloy.
In order to take a relevant decision the main criteria are: Technological criteria
(resistance, rigidity, mechanical fatigue, corrosion) but also Design criteria
(compactness, encumbrance, procurement & manufacturing effectiveness).
Ö Ai f hi Th i f hi l i l i h i f

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 15/129
December 2007
achieve this objective, on the one hand we will clarify the main differences between
innovation and invention. On the other hand we will use a dynamic theory as the moving
equilibrium theory.
• Innovation vs. Invention
In this part we will describe the main innovations that affect the commercial aircraft industry.
To do this, we will use a theoretical approach developed by David Smith6. In his book
“Exploring Innovation”, he gives us a relevant framework to describe the main steps of the
“innovation” process. The three main steps are the following: Invention, Commercialization
and Diffusion. “Innovation is about commercialization of invention” in order to make them
relevant to business.
Invention Commercialization Diffusion
Innovation
Carbon Fibre
Reinforced Plastic
Titanium Technology Very Large Airlines
Figure n° 1: Difference between Invention and Innovation
Carbon Fibre Reinforced Plastic
A prominent use of Carbon Fibre Reinforced Plastic in the aerospace industry enables a gain
of weight. Therefore it enables to reduce fuel consumption. The Carbon Fibre Reinforced
Plastic material was only used in the civil aerospace industry for secondary elements as
interior fittings and so on7. This material was seldom used for the manufacturing of wings
i i diffi l i

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 16/129
December 2007
However, thanks to many R&D efforts led by the industry ( Advanced Composite Technology
Programme-NASA, Boeing, but also British Aerospace, Daimler Benz, Dassault, Eurocopter
and Airbus) , the aerospace industry get more capabilities to use the composite to manufacture
aircraft elements and in particular wings. It seems obvious that the knowledge on the
composite technology will be the cornerstone of the intensive competition between EADS and
Boeing. Between 1998 and 2000, EADS has registered 37 patents whereas Boeing has
registered 56 patents9. The composite is a potential game changer in an industry saddled with
high fuel costs.
Moreover there are several industrial challenges when considering Supply Chain and
Operation Management issues for the composite. Here, we have a “macro” flowchart of the
Supply Chain between the end customer and the Tier 1. This Supply Chain is described
toward an energy perspective10.
Supplier Raw Materials Production Products Transportation
Distribution
Warehouse
Customer EndUser
ProductDevelopment
Production
Energy
Emissions Waste
Recycle
Wastes
Emissions
Wastes
Energy
Emissions
Wastes
Emissions Energy
Emissions
Recycle
Wastes
Energy
Emissions
Global Effects
Fate and Persistence Emissions

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 17/129
December 2007
Here we have some of the Supply Chain and Operations Management challenges:
Ö Procurement Challenges: Obviously a new material strategy has a strong impact on
the Supplier Panel and Network. The use of composites is changing the procurement
organization’s focus, increasing buyer interactions with engineering and restructuring
the Supply Chain11. Boeing was the first company that has taken the initiative to
integrate more the procurement activities into the company’ strategy. The integrated
Supply Chain Management is now an important issue for this company. Now the
design team and the procurement team work closely together in order to employ new
supply chain tactics such as:
- ESI: Early Supplier Involvement in the aircraft design
- Advanced sourcing practices for key raw materials
- Outsourcing of entire systems to suppliers
Ö Operation Management Challenges: According to several industrial diagnoses
realized at the Procurement Department of Airbus, the bottleneck operations are often
operations that compel a discontinuous flow (thermal heat treating, oven and so on). In
that case, lot sizing problems must be seriously considered and solved. Owing to the
physical characteristics of the composite material, manufacturing activities should take
these constraints into consideration. Indeed composite materials should be stocked at a
low temperature and a controlled atmosphere12. After that the destocking operations
will play also a prominent place into the manufacturing process. Indeed the
temperature of the material plays here an important place.

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 18/129
December 2007
Titanium Alloy Technology
These recent years the annual consumption of titanium alloy is constantly increasing. The
aerospace industry plays an important role in this phenomenon. The commercial aerospace
industry represents approximately 35% of the annual consumption. This trend has a major
impact on the procurement strategy. Indeed the titanium has to be considered as a scarce raw
material that is strongly affected by the raw market fluctuations. As another scarce raw
material, Airbus and Boeing have to integrate these variations into their procurement strategy
in order to get the best prices and also to assess procurement risks to balance efficiently the
offer and the demand.
To do this, both companies have to:
Ö Manage scraps; that means trying to sell the scraps back to the demand market
Ö Improve inventory management throughout the supply chain
Ö Realize economies of scale by having a procurement strategy not only for their
companies but for the all Supply Network
Ö To manage supply risks; that means having a clear vision of the worldwide demand
and offer in order to implement the best procurement strategy (multi-sourcing vs.
strong partnership with a unique supplier, …)
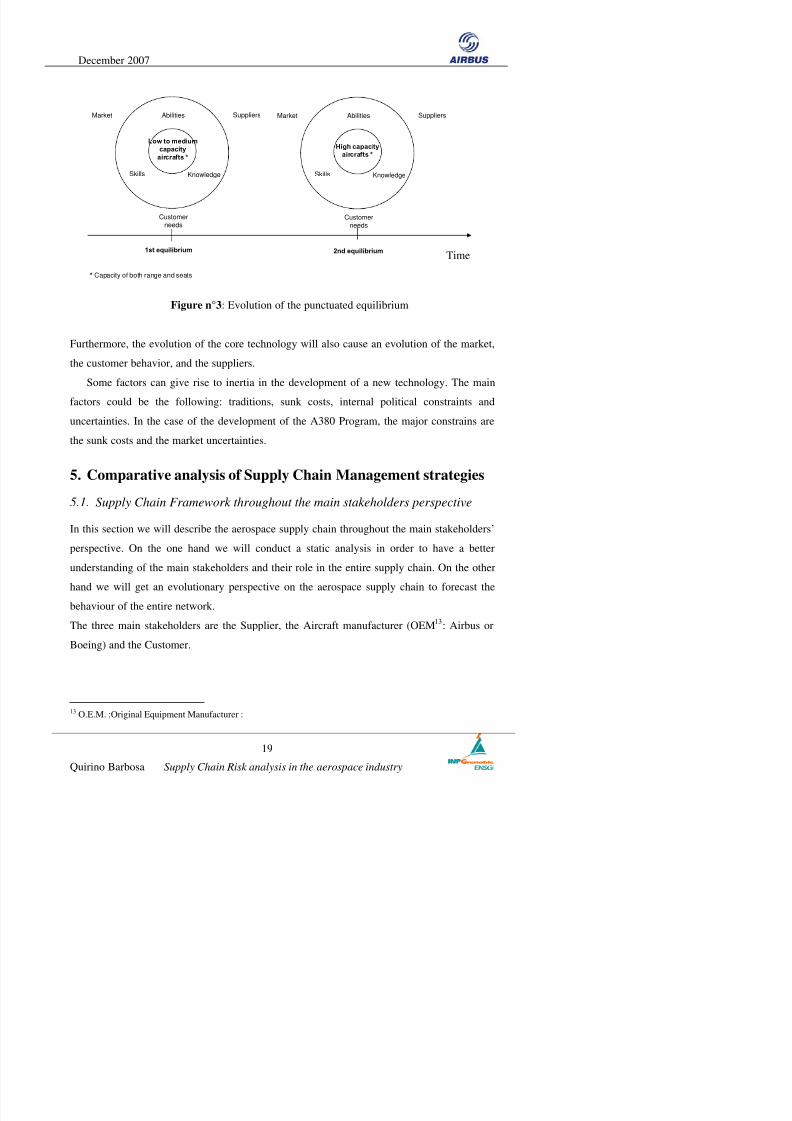
• Punctuated equilibrium
The second theoretical approach is the “Punctuated equilibrium”. The main notion behind this
theory is that the technology evolves not a “on a smooth continuous basis, but via a
succession of fits and starts”. Airbus has developed a double-deck aircraft to improve the
seat-miles ratio. This project involved several technological challenges and it represents the
future of the entire Airbus Company. Moreover the evolution of this program will affect the
behaviour of the EADS group too.
Thi h id l i i h i h f h i bl d ib hi
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 19/129
December 2007
5.
1st equilibrium 2nd equilibrium
Market
Skills Knowledge
Abilities Suppliers
Customer
needs
Market
Skills Knowledge
Abilities Suppliers
Customer
needs
Low to medium
capacity
aircrafts *
High capacity
aircrafts *
* Capacity of both range and seats
Time
Figure n°3: Evolution of the punctuated equilibrium
Furthermore, the evolution of the core technology will also cause an evolution of the market,
the customer behavior, and the suppliers.
Some factors can give rise to inertia in the development of a new technology. The main
factors could be the following: traditions, sunk costs, internal political constraints and
uncertainties. In the case of the development of the A380 Program, the major constrains are
the sunk costs and the market uncertainties.
Comparative analysis of Supply Chain Management strategies
5.1. Supply Chain Framework throughout the main stakeholders perspective
In this section we will describe the aerospace supply chain throughout the main stakeholders’
perspective. On the one hand we will conduct a static analysis in order to have a better
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 20/129
December 2007
5.1.1. Suppliers’ network in the aerospace industry
The civil aerospace industry is characterized by an extensive, deep and multi-tiered supplier
network. The OEMs were playing a prominent role in this network. They were controlling all
the decision processes in this industry. Since few years, this industry has evolved from a
“build to print” subcontractor relationship to a turnkey “design to build” risk-sharing
partnership (MacPherson and Pritchard, 2005).
The major first-tier suppliers can be segmented as followed: aerostructures (including
fuselages, wings, landing gears and generally work packages), equipments (interior cabin
systems, engines …), material (titanium, steel…).
The aerospace industry has very high entry barriers owing to high sunk cost and high
requirements of technological maturity and capabilities. Thus, the number of qualified first-
tier suppliers, is limited. In this industry, it is common that different OEM purchase parts or
components from the same supplier.
5.1.2. Original Equipment Manufacturer
To describe the tasks of the OEMs, we can use the SCOR model at the level 1. There are four
activities: Plan, Source, Make, and Deliver.
• Plan
The most important here is probably to know exactly the environment that will be affected by
the planning decisions. Indeed too many planning decisions are not taken in accordance with
the suitable level of granularity. The first task in “Plan” is to define the strategic objectives
and then associate these objectives to the most suitable horizon plan in order to get the most
efficient multi-tiered vision.

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 21/129
December 2007
Strategic levelStrategic level
Portfolio management
Program ProgramProgram
Strategic levelStrategic level
Portfolio management
Program ProgramProgram
Strategic levelStrategic level
Portfolio management
Program ProgramProgram
v
vv
Project
Level of granularity
Figure n°4: Plan: Having a multi-level vision throughout the organization
Concerning the planning activity of the industrial systems, there are several concepts that
depend on two factors: time and cost to realize the products.
In terms of time, the most interesting parameter is the ratio between the production cycle of
the products and commercial cycle.
In terms of cost, the most interesting parameter is the degree of customization of the end
product.
These two parameters define the place where the demand occurs in the OEM process. That is
the decoupling point.
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 22/129
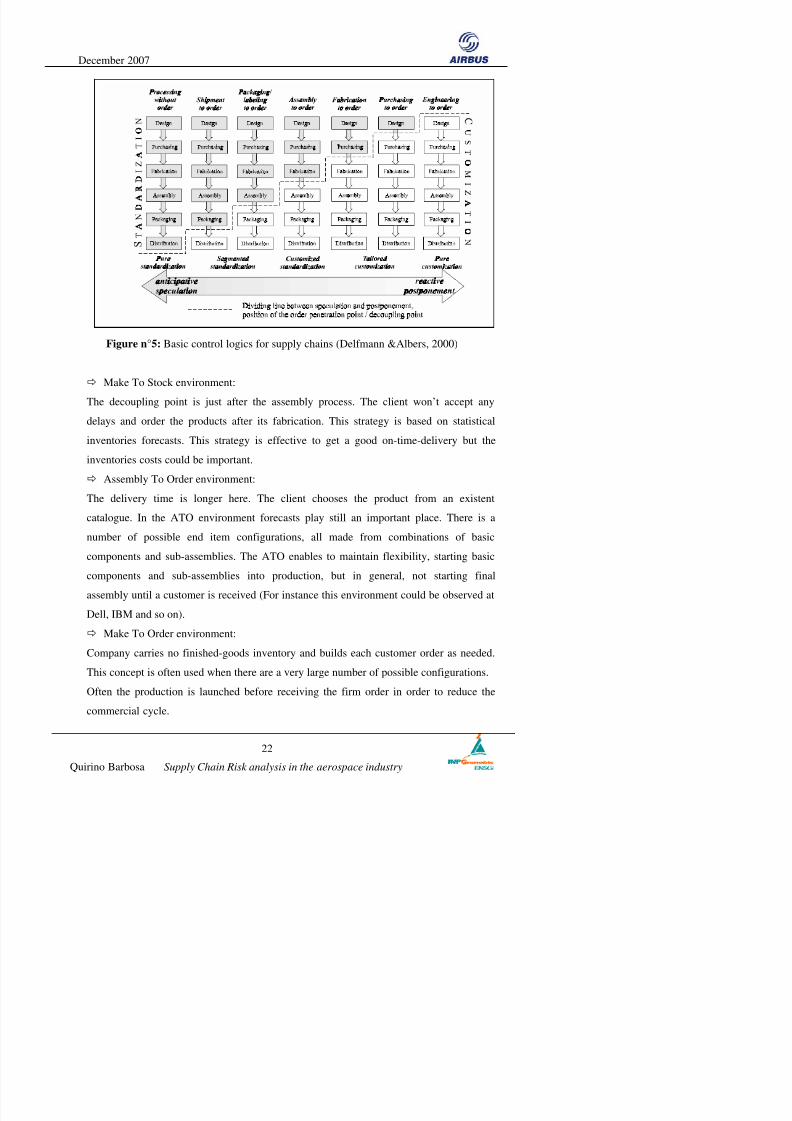
December 2007
Figure n°5: Basic control logics for supply chains (Delfmann &Albers, 2000)
Ö Make To Stock environment:
The decoupling point is just after the assembly process. The client won’t accept any
delays and order the products after its fabrication. This strategy is based on statistical
inventories forecasts. This strategy is effective to get a good on-time-delivery but the
inventories costs could be important.
Ö Assembly To Order environment:
The delivery time is longer here. The client chooses the product from an existent
catalogue. In the ATO environment forecasts play still an important place. There is a
number of possible end item configurations, all made from combinations of basic
components and sub assemblies The ATO enables to maintain flexibility starting basic
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 23/129
December 2007Ö Engineering To Order environment:
In that environment the product is highly customised and often produced in small
quantities. This environment requires the highest degree of collaboration between OEM
and the supplier.
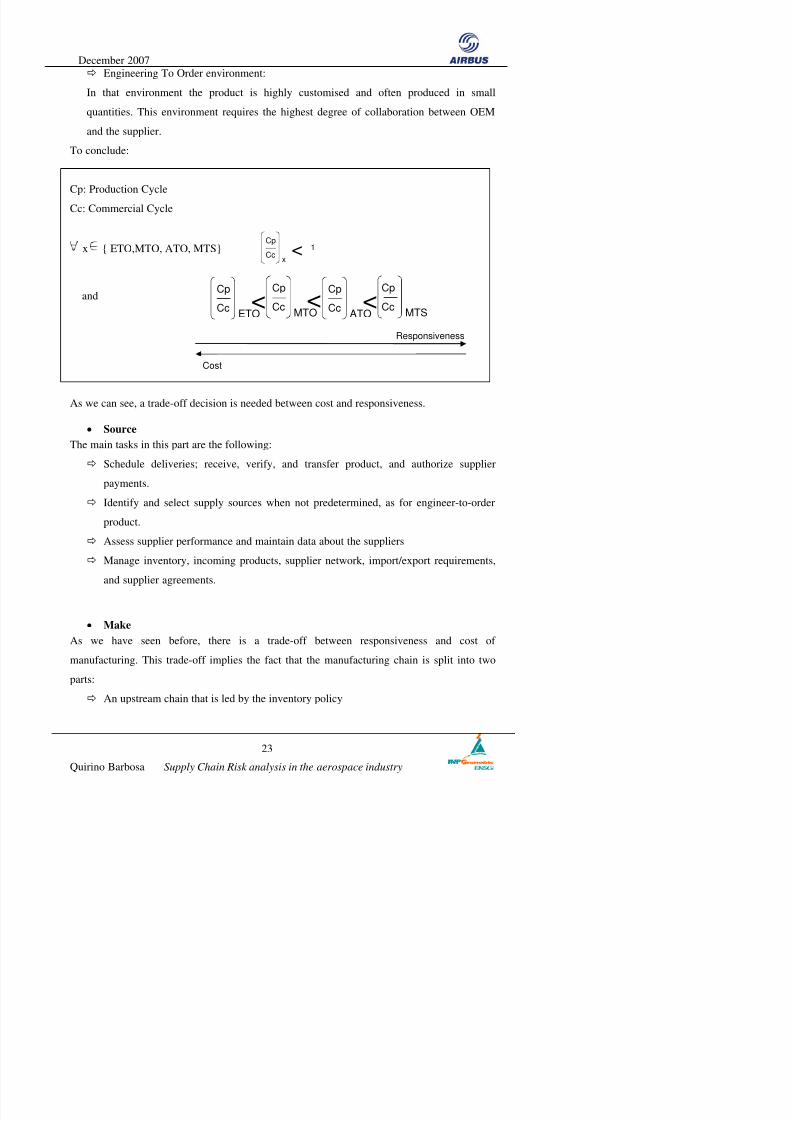
To conclude:
Cp: Production Cycle
Cc: Commercial Cycle
x { ETO,MTO, ATO, MTS}Cp
Ccx< 1
Cp
CcETO<
Cp
CcMTO<
Cp
CcATO<
Cp
CcMTS
Responsiveness
Cost
and
As we can see, a trade-off decision is needed between cost and responsiveness.
• Source
The main tasks in this part are the following:
Ö Schedule deliveries; receive, verify, and transfer product, and authorize supplier
payments.
Ö Identify and select supply sources when not predetermined, as for engineer-to-order
product.
Ö Assess supplier performance and maintain data about the suppliers

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 24/129
December 2007Ö A downstream chain that is led by the customer’s order
Therefore the most difficult is to define the point in the manufacturing chain where we change
from a Make-To-Stock environment to a Make-To-Order environment.
Manufacturing based on
forecasts
Manufacturing based on
orders
Figure n°6: The bound between the MTS and the MTO environment
The main tasks in this part are the following:
Ö Schedule production activities, produce and test, package, release product to deliver
Ö Finalize engineer for engineering-to-order product
Ö Manage in-process products (WIP), equipment and facilities, production network,
regulatory compliance for production.
• Deliver
To summarize the main tasks in delivery encompass the following activities:
Ö Warehouse management from receiving and picking product to load and ship product
Ö Receive and verify product at customer site
Ö Invoicing customer
Ö Manage deliver business rules, performance, information, finished product
inventories, transportation, product life cycle, and import/export requirements.
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 25/129
December 2007Leasing companies are those companies that purchase aircraft directly from manufacturers or
from the second-hand market and then lease them to airline companies. Since leasing
companies handle most of the asset holding costs for the airline companies, their role as the
source of new aircraft orders becomes even more important during business turndowns in the
airline industry.
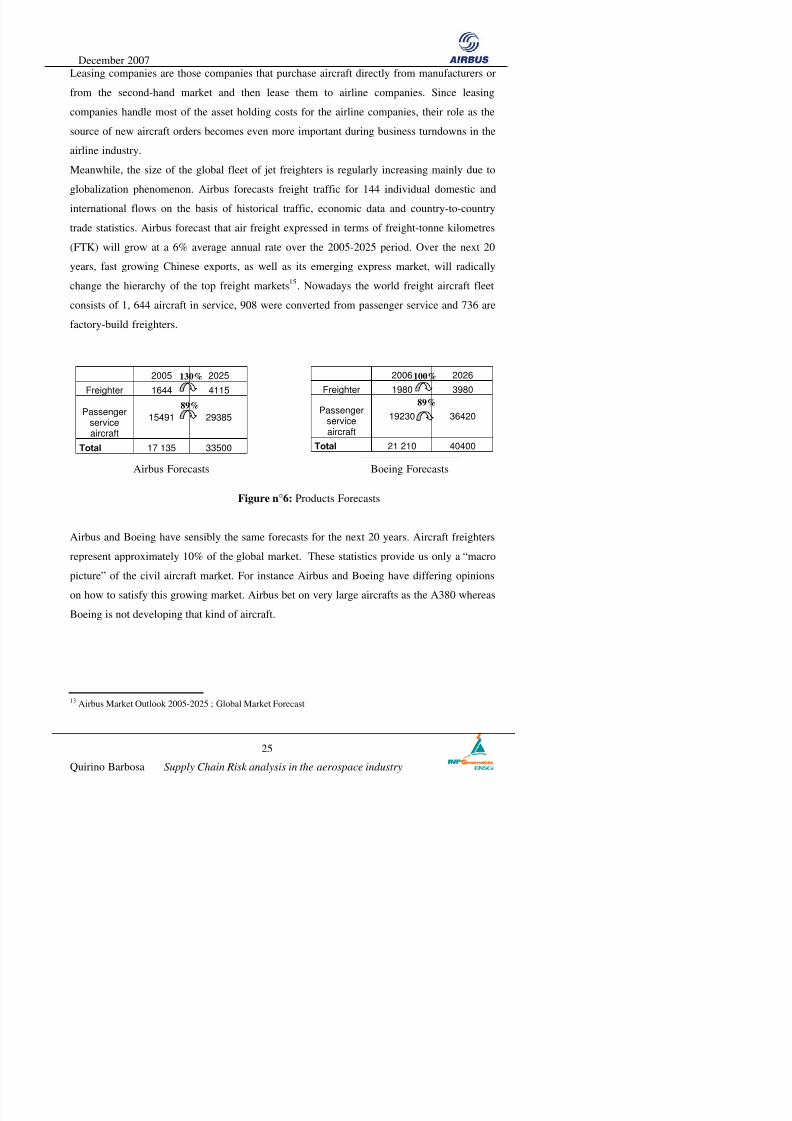
Meanwhile, the size of the global fleet of jet freighters is regularly increasing mainly due to
globalization phenomenon. Airbus forecasts freight traffic for 144 individual domestic and
international flows on the basis of historical traffic, economic data and country-to-country
trade statistics. Airbus forecast that air freight expressed in terms of freight-tonne kilometres
(FTK) will grow at a 6% average annual rate over the 2005-2025 period. Over the next 20
years, fast growing Chinese exports, as well as its emerging express market, will radically
change the hierarchy of the top freight markets15. Nowadays the world freight aircraft fleet
consists of 1, 644 aircraft in service, 908 were converted from passenger service and 736 are
factory-build freighters.
Airbus Forecasts
2005 2025
Freighter 1644 4115
Passengerserviceaircraft
15491 29385
Total 17 135 33500
130%
89%
2006 2026
Freighter 1980 3980
Passengerserviceaircraft
19230 36420
Total 21 210 40400
89%
100%
Boeing Forecasts
Figure n°6: Products Forecasts
Airbus and Boeing have sensibly the same forecasts for the next 20 years. Aircraft freighters
represent approximately 10% of the global market These statistics provide us only a “macro

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 26/129
December 2007
5.2. Comparative analysis between Airbus and Boeing’s supply chain and
trends in the aerospace industry
5.2.1. Similar Supply Chain Management Practices
If we look roughly at the supply chain management practices’ “picture” between Airbus and
Boeing, we can easily find some similarities.
Indeed both have major suppliers that participate early in design and development process.
Moreover they are both reducing their supplier base. This is a good way to simplify the
supplier’s network and to improve the informational flows.
Both tried to commit to long-term, mutually beneficial, reliable and stable relationships with
key suppliers. Building strong relationships throughout the entire supplier’s networks is the
cornerstone of supply chain management success. However it is difficult to reach a reliable
relationship in the suppliers’ network. Therefore trust plays an important place here.
Electronic links with suppliers via supplier portals have been created (request for
quotes/proposal, order placement, technical data interchange, such as technical specifications,
engineering drawings, facilitating virtual collaboration with global collaboration with global
partnering suppliers).
Moreover RFID initiatives have been developed by both the companies16
. They have worked
together to reach for consensus regarding standards for using global RFID technology on
commercial airplanes.
5.2.2. Supply Chain comparison of the A380 and the 787 programs
Due to an increasing market pressure, aircraft manufacturers are forced to lower their prices,
while offering better products, in order to attract customers.
Under this pressure, aircraft manufactures have adopted a risk sharing partnership within the
entire supplier network in order to reduce costs not only at one point of the supply chain but

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 27/129
December 2007
more than 30 of its major suppliers (Alenia, Eurocopter, Fokker, Labinal, and Saab), that will
cover about 25 percent (US$ 3 billion) of the project’s non-recurring costs 17.
Boeing has asked all its partnering suppliers to carry all the non-recurring costs, but in return
gives back to the suppliers the intellectual property rights on the components and systems
they provide, which indicates a reversal of earlier practices.
The most significant transition is that suppliers are taking up much more responsibilities in
product design, development and manufacturing than ever.
Airbus has just discovered its partnership architecture and modular outsourcing strategies.
However Boeing is reaching the next level in the 787 program. Indeed, Boeing is fast
adopting a revolutionary business model similar to the so-called “system integration” model,
involving its risk sharing partners throughout the design, development and manufacturing
processes for all the major components and subassemblies.
With the 787 program, Boeing delegates the major responsibilities of the development and
manufacturing to its first-tier suppliers and assumes the central role of system integrator. This
indicates the first time for Boeing to outsource the entire wing design and manufacturing to
external suppliers.
In order to reduce final assembly cycle times, Boeing has adopted a higher-level of
integration at the supplier level, by significantly reducing the number of parts and
components, subassemblies or sections that go into the final assembly stage. This means that
the first-tier suppliers are moving upward in the value chain and assuming more the role of
the system integrator. First tier suppliers, therefore, can offer more integrated and
interconnected solutions, decreasing the number of the components comprising the airplane.
The first tier partnering suppliers are also given full control of their own lower tier supplier

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 28/129
December 2007
has remained essentially unchanged in the development of the recent Airbus aircraft platforms
despite the fact that it has been increasing its outsourcing contents in recent years.
Airbus has to continue the development of this “risk-sharing partnership” strategy and the
harmonization of the methods and tools in the airbus group as a first step and then to the
entire airbus’ suppliers network as a second step. For instance Airbus is facing several
difficulties, as:
• A lack of harmonization of the IT systems and particularly a lack of standardization of
the CAD softwares.
• A lower-level of integration at the supplier level. Airbus has to significantly reduce the
number of parts and components, subassemblies or sections that go into the final
assembly stage.
5.2.3. Outsourcing strategy
The differences between Airbus’ and Boeing’s outsourcing activities mainly echo the quite
different difference overall outsourcing philosophy of these two companies. Taking the
position of the 787 program, Boeing had delegated the entire responsibility for wing design
and production to its Japanese partners, while it has also assigned a significantly greater share
of the work to the Chinese suppliers. In contrast, Airbus, while it also engages in industrial
offset agreements, it has typically elected to do so in connection with the older Airbus aircraft
models. This is a main reason explaining why Airbus seems to be facing many more
difficulties in Japan than in China. Decades of technology development through extensive
involvement in Boeing’s projects have helped the Japanese companies to establish a
leadership position in wing design and composite technology. All of this financed by Japanese
government.
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 29/129
December 2007approach aiming to subdivide a system into smaller parts (modules) that can be independently
created and used in different systems or programs to drive multiple functionalities. This
method enables to reduce costs due to less customization, and less learning time and it offers
more flexibility in design.
This method has not only changed the design strategies but also the entire industrial
organization that is not more organized by products but rather by modules. Therefore the
manufacturing activities are often based on postponement principles19. The design and the
fabrication of the modules can be led by an important tier 1. These tiers 1 are thus in charge
all the suppliers’ network associated with this module.
This strategy enables to realize important economies of scale mainly due to a standardization
of the components.
The trend for the OEM is to design the module and to ask a tier 1 to manufacture an entire
module and manage its supplier’s network.
• Rationalization of Tiers two suppliers’ panel
Nowadays the trend is to rationalize the Tier 2 supplier’s panel. The prime manufactures ask
the suppliers to merge in order to be able to respond to an increasing demand in terms of
products’ variety and ramp-up of production.
• Lean Manufacturing
The concept of Lean Manufacturing has been developed by Toyota20. The OEMs and the
major suppliers of the aerospace industry have tried to apply the Lean manufacturing best
practices in order to be more efficient. The next step is to apply these practices to the entire
suppliers’ network. This situation can create a disconnection between the lean manufacturers
and “conventional” manufactures that may result in inefficiencies, such as excess inventory,
excessive lead times, quality non conformance and late deliveries. The present situation is that
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 30/129
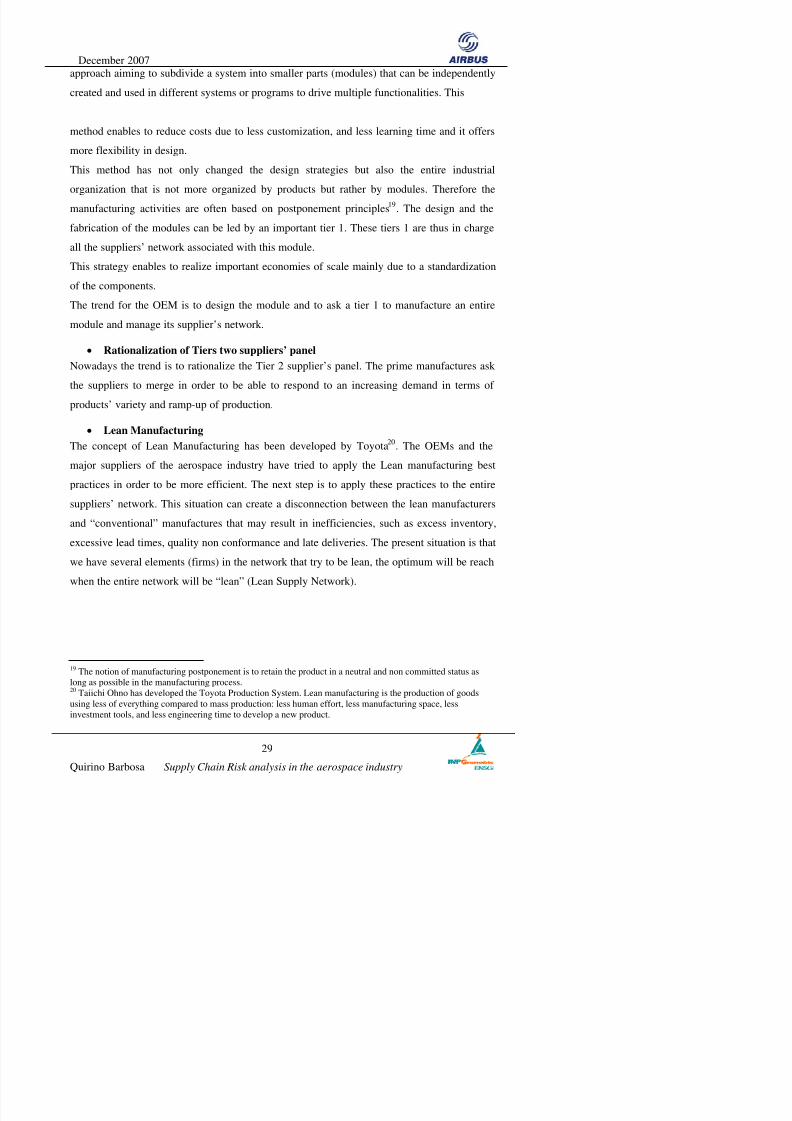
December 2007
Past Emerging Future
Platformassembly
Large scaleintegration
Small scaleintegration
Value-added partsand assemblies
Raw material procurementstrategy
Risk Management: Proactive
philosophy
OEMsSystem
integrator
Systemintegrator
Supplier’snetwork
Supplier’snetwork
Supplier’snetwork
Individual Individual/common Common
-
+ + +Modular Design
+ + +
-
Figure n°7: Evolution of the Aerospace industry
6. ConclusionAirlines’ expectations are higher than before. There is a cost consciousness of the overall
industry. Prime manufacturers are trying to face to ramp-up challenges. Moreover the
intensive competition between Airbus and Boeing is improving the industry efficiency by
using most of the methods used few years ago in the automotive industry.
But before trying to use new supply chain best practices, there are still many difficulties
owing to cultural barriers and a lack of harmonization throughout the entire organization.
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 31/129
December 2007
Part 2:
State of the art:
Building tools and
frameworks to manage Supply
Chain Risks

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 32/129
December 2007
7. Introduction
Supply Chain Risk Management is of growing importance, as the vulnerability of supply
chain increases. Many industries put efforts in order to implement proactive management
practices. Risk management and particularly supply chain risk management is therefore
playing an important role. Supply chain risk management practices must be supported by
effective operations strategies. One of the current fads in operations management practices is
to apply lean, agile and “leagile” methods. Consequently we will show how we can build
relevant tools and frameworks to manage supply chain risks in a lean, agile or leagile context.
Firstly we have presented the state of the art concerning Supply Chain Management, Risk
Management and Supply Chain Risk Management practices (Appendix 1). We tried to
identify further research areas and we conclude that there is a lack of understanding of the
nature of risks among many supply chain researchers and practitioners. Therefore we decided
to answer the following question: What are the implications of the subjective-objective debate
regarding the nature for development of tools and frameworks for (lean, agile and leagile)
supply chain risk management? We have found that this debate between objective and
subjective risks plays an important place in the risk identification and estimation process.
Moreover this part enables us to get a theoretical background before presenting the case study
where we will present tools and frameworks to manage risks in a supply chain.

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 33/129
December 2007
8. Supply Chain Management
Since more than ten years almost all the companies have understood that trying to compete
alone in an environment characterized by:
Ö An increasing market pressure
Ö Procurement globalization phenomenon
Ö A high demanding market concerning delays and quality
Ö A growing uncertainty
Ö A fast evolution of innovation and technology
Ö ...
is not the efficient way. Companies have now set up the partnership as the cornerstone of their
strategies and tactics. Therefore having a good understanding of the interrelationships
between separate company functions and between the company and its markets, its industry
and the national economy is becoming a real competitive advantage.
Supply chain management is thus presented as the best solution to reach this new partnership
optimum.
8.1. Emergence of supply chain management practices
The term supply chain management has risen to prominence over the past ten years (Cooper
et al. 1997). For instance, at the 1995 Annual Conference of the Council of Logistics
Management, 13, 5 % of the concurrent session titles contained the words “supply chain”. At
the 1997 conference, just two years later, the number of sessions containing the term rose to
22,4 %.
Corporations have turned increasingly to global sources for their supplies. This globalization
of supply has forced companies to look for more effective ways to coordinate the flow of
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 34/129
December 2007
Therefore managing the several supply chains related to a company represent obviously the
key success to compete in that environment.
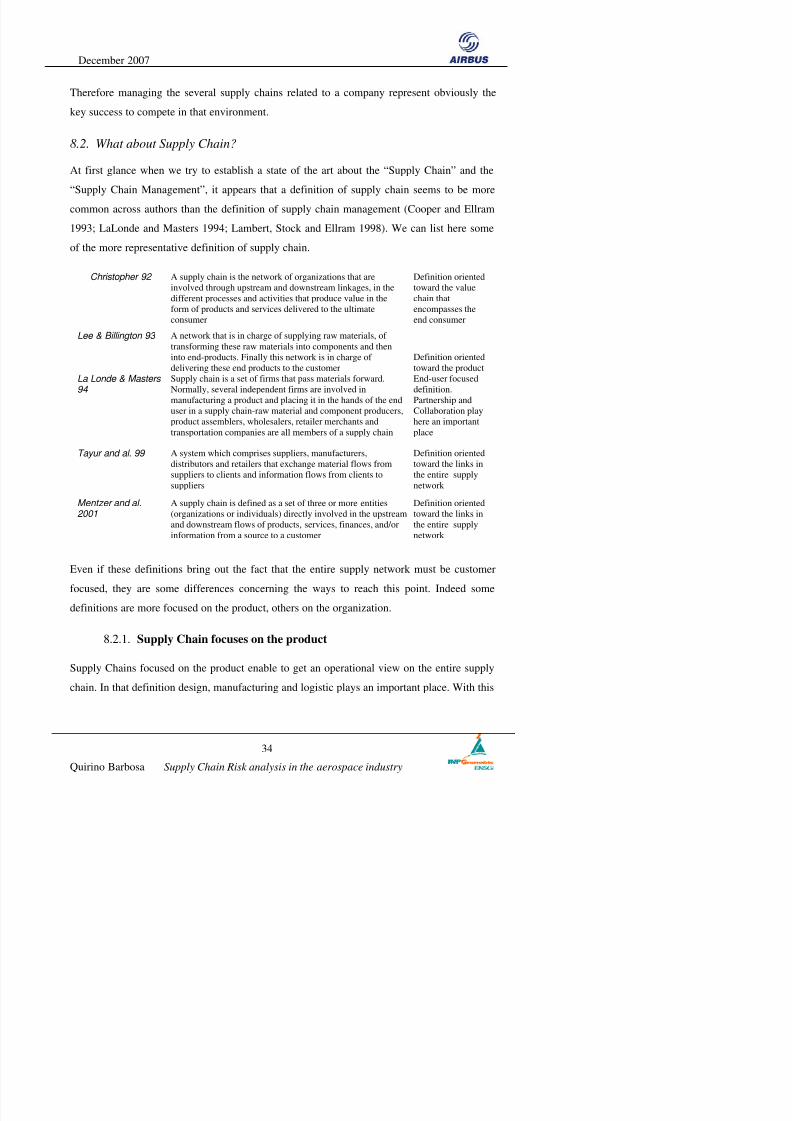
8.2. What about Supply Chain?
At first glance when we try to establish a state of the art about the “Supply Chain” and the
“Supply Chain Management”, it appears that a definition of supply chain seems to be more
common across authors than the definition of supply chain management (Cooper and Ellram
1993; LaLonde and Masters 1994; Lambert, Stock and Ellram 1998). We can list here some
of the more representative definition of supply chain.
Christopher 92 A supply chain is the network of organizations that areinvolved through upstream and downstream linkages, in the
different processes and activities that produce value in theform of products and services delivered to the ultimateconsumer
Definition orientedtoward the value
chain thatencompasses theend consumer
Lee & Billington 93 A network that is in charge of supplying raw materials, of transforming these raw materials into components and theninto end-products. Finally this network is in charge of delivering these end products to the customer
Definition orientedtoward the product
La Londe & Masters 94
Supply chain is a set of firms that pass materials forward.Normally, several independent firms are involved in
manufacturing a product and placing it in the hands of the enduser in a supply chain-raw material and component producers,product assemblers, wholesalers, retailer merchants andtransportation companies are all members of a supply chain
End-user focuseddefinition.
Partnership andCollaboration playhere an importantplace
Tayur and al. 99 A system which comprises suppliers, manufacturers,distributors and retailers that exchange material flows fromsuppliers to clients and information flows from clients tosuppliers
Definition orientedtoward the links inthe entire supplynetwork
Mentzer and al.2001
A supply chain is defined as a set of three or more entities(organizations or individuals) directly involved in the upstreamand downstream flows of products, services, finances, and/orinformation from a source to a customer
Definition orientedtoward the links inthe entire supplynetwork
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 35/129
December 2007definition it is easier to understand the main challenges that every department has to face
with, from the shop floor to a more cross-functional level of the organization.
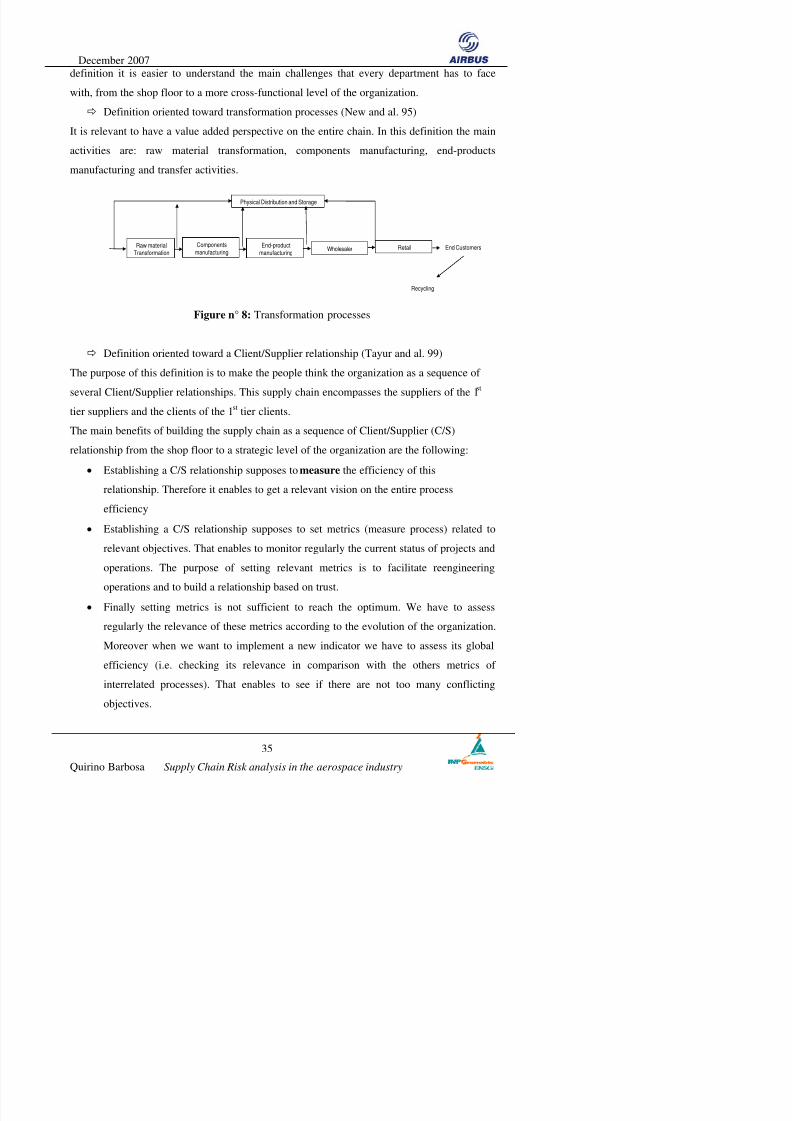
Ö Definition oriented toward transformation processes (New and al. 95)
It is relevant to have a value added perspective on the entire chain. In this definition the main
activities are: raw material transformation, components manufacturing, end-products
manufacturing and transfer activities.
Raw materialTransformation
Componentsmanufacturing
End-productmanufacturing
Wholesaler Retail End Customers
Recycling
Physical Distribution and Storage
Figure n° 8: Transformation processes
Ö Definition oriented toward a Client/Supplier relationship (Tayur and al. 99)
The purpose of this definition is to make the people think the organization as a sequence of
several Client/Supplier relationships. This supply chain encompasses the suppliers of the 1st
tier suppliers and the clients of the 1st tier clients.
The main benefits of building the supply chain as a sequence of Client/Supplier (C/S)
relationship from the shop floor to a strategic level of the organization are the following:
• Establishing a C/S relationship supposes to measure the efficiency of this
relationship. Therefore it enables to get a relevant vision on the entire process
efficiency
• Establishing a C/S relationship supposes to set metrics (measure process) related to
relevant objectives. That enables to monitor regularly the current status of projects and

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 36/129
December 2007
8.2.2. Supply Chain focuses on the organization
There is another definition of supply chain focusedon the organization. In this definition, the difficulty
is to define the scope of the supply chain. Owing to
(Mentzer, 2001) there are three types of supply
chain complexity: a “direct supply chain”, an
“extended supply chain” and an “ultimatesupply chain”.
Source Make Deliver
Plan
S u p p l i e r
S u p p l i e r
C l i e n t
C l i e n t
SCOR model: Supply Chain Framework oriented
toward the organization
Ö A direct Supply Chain -a- consists of a company, a supplier, and a customer
involved in the upstream and/or downstream flows of products, services, finances,
and/or information.
Ö
A extended Supply Chain -b- includes suppliers of the immediate supplier andcustomers of the immediate customer, all involved in the upstream and/or downstream
flows of products, services, finances, and/or information
Ö An ultimate Supply Chain -c- includes all the organizations involved in all the
upstream and downstream flows of products, services, finances, and information from
the ultimate supplier to the ultimate customer.
Supplier
Organization
.
.
.
Ultimate
supplier
c
Financial
provider
Supplier
a b
.
Supplier
Organization
.
.
Supplier’s
supplier

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 37/129
December 2007
8.3. What about Supply Chain Management (SCM)?
Tacitly there is always, at least, one supply chain in an organization. This supply chain can be
voluntarily managed or not. Therefore there is a clear distinction between supply chain and
supply chain management. As we noticed before in section 1.2 definitions of SCM differ
across authors. At first glance SCM can be defined as the way of managing several partnering
relationships inside and outside the organization. Therefore we will first try to explain the
nature of these different partnering relationships. Next, we will notice that these definitions
can be classified into three main categories: Thinking the SCM as a management philosophy,
as the implementation of a management philosophy and as a set of management processes
(Mentzer and al.,2001)
8.3.1. Nature of the partnering relationships
As stated above, SCM can be defined as the way of managing several partnering relationships
inside and outside the organization. Therefore it is relevant to clarify the nature of these
relations in order to get a better understanding of SCM.
In order to be more focused on their core competencies, many companies have first
outsourced the logistic activities (Third-Party Logistics). This is in that context that the
partnering relationships have appeared. According to (Bowersox, 1990), partners work in an
extended organization that evolves with its own objectives, rules and values. Thus there is a
difference between a continuous partnering relationships and a discontinuous subcontracting
relation where transactions cost is the most used indicator.
(Lambert and al., 1996) proposed a definition of the partnering relationships. Indeed
according to them a partnering relationship is a custom-built relation based on mutual
confidence open-mindedness risks and rewards sharing The objective is to reach a
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 38/129
December 2007
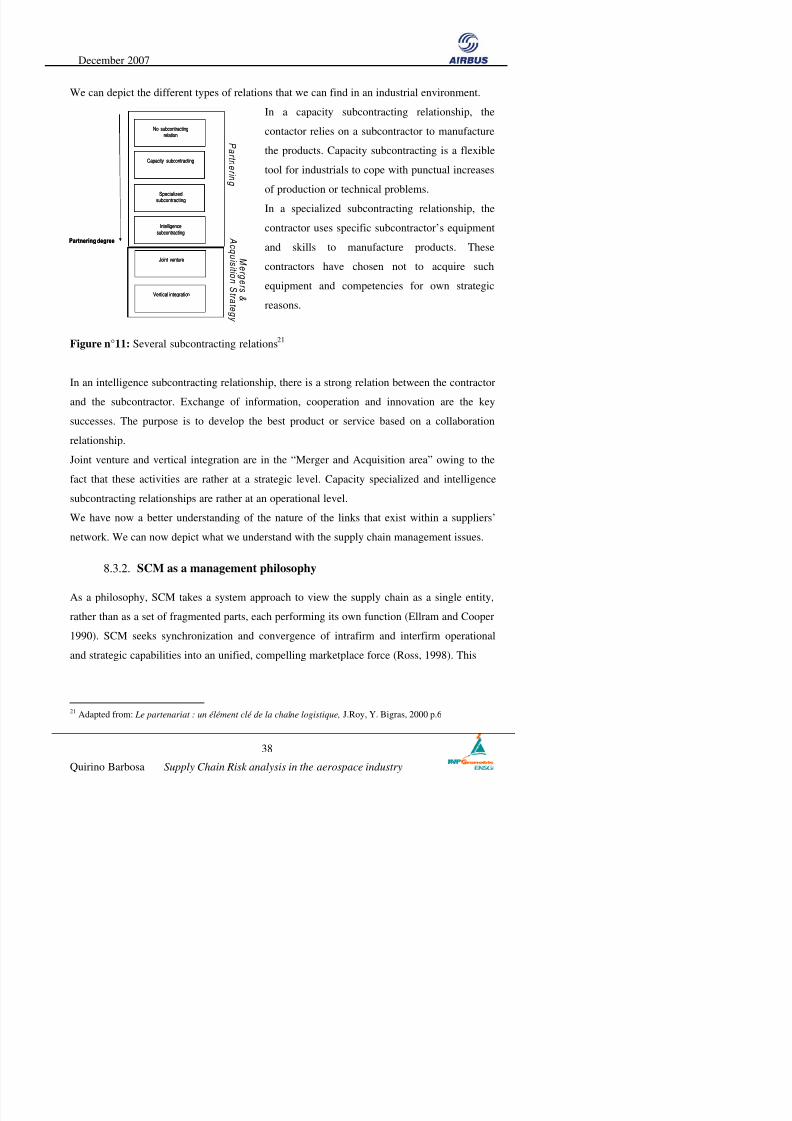
We can depict the different types of relations that we can find in an industrial environment.
In a capacity subcontracting relationship, the
contactor relies on a subcontractor to manufacture
the products. Capacity subcontracting is a flexible
tool for industrials to cope with punctual increases
of production or technical problems.
No subcontractingrelation
No subcontractingrelation
Capacity subcontractingCapacity subcontracting
Specializedsubcontracting
Specializedsubcontracting
Intelligencesubcontracting
Intelligencesubcontracting
Joint ventureJoint venture
Vertical integrationVertical integration
Partnering degreePartnering degree
P a r t n e r i n g
M e r g e r s
&
A c q u i s i t i o n S t r a t e g y
In a specialized subcontracting relationship, the
contractor uses specific subcontractor’s equipment
and skills to manufacture products. These
contractors have chosen not to acquire such
equipment and competencies for own strategic
reasons.
Figure n°11: Several subcontracting relations21
In an intelligence subcontracting relationship, there is a strong relation between the contractor
and the subcontractor. Exchange of information, cooperation and innovation are the key
successes. The purpose is to develop the best product or service based on a collaboration
relationship.
Joint venture and vertical integration are in the “Merger and Acquisition area” owing to the
fact that these activities are rather at a strategic level. Capacity specialized and intelligence
subcontracting relationships are rather at an operational level.
We have now a better understanding of the nature of the links that exist within a suppliers’
network. We can now depict what we understand with the supply chain management issues.

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 39/129
December 2007
definition supposes to think about its several key flows within the organization and its relation
with other organizations with a broad vision (operational and strategic view).
SCM as a management philosophy has the following characteristics:
Ö A system approach to view the supply chain as a whole, and to manage the total flow
of goods inventory from the supplier to the ultimate customer
Ö A strategic orientation toward cooperative efforts to synchronize and converge
intrafirm and interfirm operational and strategic capabilities into a unified whole
Ö A customer focus to create unique and individualized sources of customer value,
leading to customer satisfaction
8.3.3. SCM as the implementation of a management philosophy
Having a SCM philosophy in the organization is necessary to face to the main challenges.
However, this condition is not sufficient and thus the implementation of this philosophy plays
an important place. The implementation of this management philosophy can be structured
with the following six activities. This set of activities represents a coordinated effort between
the supply chain partners in order to respond to the needs of the end customer.
a. Integrated behaviour: Firms must expand their integrated behaviour to incorporate
customers and suppliers.
b. Mutually sharing information: Sharing information throughout all the supply chain is
necessary to implement a SCM philosophy, especially for planning activities(forecasts’ exchange between all the entities of a value chain) and monitoring
activities (from an operational perspective (quality and delay) to a strategic
perspective (sharing strategic visions to get a proactive attitude)).
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 40/129
December 2007f. Integration of processes. This activity can be divided into 4 main steps: Understand
the chain of fragmented operations within the individual company, Be focused on cost
reduction, Understand purchasing activities through a tactical focus with a proactive
approach with customers and suppliers, Extend the scope of integration outside the
company.
g. Partners to build and maintain long-term relationships
8.3.4. SCM as a set of management processes
Owing to (La Londe and al., 1994), SCM is the process of managing relationships,
information, and materials flow across enterprise borders to deliver enhanced customer
service and economic value through synchronized management of the flow of physical goods
and associated information from sourcing to consumption.
Owing to (Mentzer, 2001), the literature is trying to define two concepts with one term, i.e.
Supply Chain Management. The idea of viewing the coordination of a supply chain from an
overall system perspective, with each of the tactical activities of distribution flows seen within
a broader strategic context (what has been called SCM as a management philosophy) is more
accurately called a Supply Chain Orientation. The actual implementation of this orientation,
across various companies in the supply chain, is more appropriately called Supply Chain
Management.
Ö Supply Chain Orientation is recognized by an organization of the systemic, strategic
implications of the tactical activities involved in managing the various flows in a
supply chain.
Ö Supply Chain Management is the implementation of this Supply Chain Orientation
across all the firms in one of the supply chains.
These definitions can be inconsistent with what we stated above about the fact that SCM is a
hil h I h SC O i i i h hil h d

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 41/129
December 2007
problematic? Often there are two main approaches: 1/ we can be only focused on the
OEM22. 2/ we can be focused on a collaborative supply chain. The first approach is
limited owing to the fact that it is almost always necessary to have a partnering supply
chain vision. However the first approach can be sometimes useful.
Ö What is the scope? There are four main approaches to define the scope. 1/ A parcelled
out approach that suppose to be focused on one activity as procurement, production or
distribution. 2/ An internal approach. 3/ An internal multi-site approach: In this
approach we analyse the relationships between different industrial sites of one
company. 4/ An integrated approach: In this approach we analyse the behaviour of one
company within its several supply chain from the upstream to the downstream flows.
5/ A global approach: This approach encompasses all the actors from the upstream to
the downstream products, services, finances, information flows.
To conclude we can bring out three more SCM definitions in order to get a deeper
understanding.
Cooper and al. (1997) Supply Chain management is " …an integrative philosophy tomanage the total flow of a distribution channel from supplierto the ultimate user
La Londe and Masters (1994)
Supply chain strategy includes: "…two or more firms in asupply chain entering into a long-term agreement; …thedevelopment of trust and commitment to the relationship;…the integration of logitics activities involving the sharing ofdemand and sales data;
Faisal, Banwet, Shankar
(2006)
The key issues in SCM are the formation of the supply chain
and its efficient coordination with objectives of customersatisfaction and sustaining competency. This requirescomplex flow of information, materials, and funds acrossmultiple functional areas both within and among companies.

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 42/129
December 2007
The purpose of this part is to review the general literature on risk and then in part 3 to proceed
to examine the literature on supply chain risk and its management. We will also bring out
ongoing debates in order to try to deepen our knowledge in these new risk management areas.
9.1. What is risk?
The environment in which firms evolve is characterized by shorter delays, better quality,
shorter production cycles, shorter commercial cycles and an increasing competitiveness
between actors that are linked to a value chain. This phenomenon is caused by a more top-
level change in general business conditions. In that context, companies are constantly
evolving. Therefore change management is becoming an important issue. However it doesn’t
enable to get a relevant proactive management tool. Change management enables to succeed
the implementation of proactive decisions, but it doesn’t enable to make the right choice.
(Bernstein, 1996) maintains that risk is about choice. Risk management is a good making-
decision tool that enables to reach a proactive behaviour. Although its significance for modern
business is widely acknowledged, risk management is still an emerging discipline that is
under continuous development and change.
We can first analyse some state-of-the-art definitions. Risk, related to project management, is
an uncertain event or condition that, if it occurs, has a positive or negative effect on at least
one project objective, such as time, cost, scope or quality. (PMI PMBOK 2004). Moreover
(Moore, 1983) notes that risk encompasses both the possibility of loss and the hope of gain.
Nevertheless, in looking at how organizations perceive risk, it is the negative connation of
risk-loss rather than gain-which seem to preoccupy managers (Hood and Young, 2005; March
and Shapira, 1987). It is often the case that risk is understood to have only unfavourable or
negative connotation. In that case risk management includes only hedging against
unfavourable events only However as stated in the definition above we have to consider
D b 2007
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 43/129
December 2007
interesting owing to the fact that it brings out three important terms: objectives, occurrence
and effects.
Ö Objectives: Before trying to define what the risks that surround an organization are,
we have to know, first, where this organization wants to go. Thus defining relevant
objectives plays an important place here.
Ö Occurrence: it enables to measure the probability that an event occurs.
Ö Effects: it measures the impact dimensions of an event
Occurrence and effect represent the two dimensions of risk. In general, the expected value
derived by multiplying the impact the probability is important in decision making.
However, the attitude on risk cannot be explicitly based on considerations of the expected
value only. Indeed we can consider the following example.
In that case two events have the same mean values, but their probability and impact are
different.
0.01 * 20000€ = 200€
0.00001 * 20000000 €= 200€
In that case, the actions taken to mitigate these risks have to be different even if their expected
values are different.
Many other authors have also stressed the negative side and the two dimensions of risk:
Ö (Lowrance, 1980) describes risk as a measure of the probability and severity of
adverse effects.
Ö (Rowe, 1980) defines risk as the potential for unwanted negative consequences to
arise from an event or activity.
Ö (Simon and al., 1997) perceive risk in terms of the likelihood of an uncertain event or
set of circumstances occurring which would have an adverse effect on the
achievement of a project’s objectives
December 2007

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 44/129
December 2007
are specific risks that are associated with financial arrangements. For instance, hedging
against fluctuations in currency rates can be arranged via forward rate agreements with banks
and financial institutions. Business risk can usually be managed by project management
procedures. Examples of business risks are the following:
Complex technical solutions, or technical problems, or causes of inexperience
Scope changes, changes in design
Schedule delays
Problem in work performance
Regulations, requirements of authorities
Lacking information needed in planning and decision-making
Conflicting objectives between the customer and the contractor
In part three, we will deal with a case study in order to analyse risks in an important aircraft
manufacturer. For sure we will be focused on business risks. Political risks and country
risks are risks that are related to certain geographical areas of project operations. The impacts
of political and country risks are to be analysed at project portfolio level (Kähkönen, 2007).
9.2. Risk vs. Uncertainty
In the literature we can often find some confusion between risk and uncertainty. Thus it
becomes useful to clarify the differences between these two terms before analysing risks in a
real industrial context. There are several state-of-the art definitions.
Indeed (Knight, 1921) made the simple distinction between risk and uncertainty: risk is
something measurable in the sense that estimates can be made of the probabilities of
outcomes are not known On the other hand uncertainty is not quantifiable and the
December 2007

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 45/129
December 2007
(Slack and Lewis, 20
Risk = {Prospective outcomes} = {f1 (probability1 ; impact); f2 (p2 ; i); ………; fx (px ; i)}
If there is at least one pi that is not measurable
Therefore Risk ≠0
{f1 (p1 ; i); f2 (p2 ; i); ………; fx (px ; i)}
2 is not known: Uncertaint
Yates and Stone
Risk exists when one of the probabilities of theseveral outcomes (Pi) is not measurable.
The uncertainty defines the cardinal of the set of outcomes.
Knight
Risk exists when Pi is known
Uncertainty exists when Pi is not known
p 1 is known: Risk
01) encompass both viewpoints. They describe uncertainty as a key driver of risk through the
development of prevention, mitigation and recovery strategies. Whilst these do not eliminate
uncertainty, they do enable managers to reduce this risks which might arise from uncertainty.
9.3. What is risk management?
9.3.1. Overview of risk management definitions
The purpose of this part is to explain how we can implement a proactive management of a
supply chain within an organization by using risk management. Indeed proactive supply
management is qualitatively different from reactive supply management. Also, it is more than
integrative procurement management and more than strategic purchasing management.
Proactive supply management is concerned with a significant additional issue: risk
management (Smeltzer and Siferd, 1998).
It seems to have a general agreement on what the risk management process should be. In fact,
December 2007

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 46/129
December 2007
get a proactive vision on the organization and thus to know what we need in advance. The
definition used by the Royal Society goes against our argumentation.
Most professional bodies which deal with risk take the view that: Risk management should
be a continuous and developing process which runs throughout the organisation’s strategy and
the implementation of that strategy. It should address methodically all the risks surrounding
the organisation’s activities past, present and in particular, future. It must be integrated into
culture of the organization with an effective policy and programme led by the most senior
management. It must translate the strategy into tactical and operational objectives, assigning
responsibility throughout the organisation with each manager and employee responsible for
the management of risk as part of their job description. (IRM/AIRMIC/ALARM, 2002, p.2).
Moreover Tchankova (2002) maintains that “risk management has become a main part of the
organisation’s activities and its main aim is to help all other management activities to achieve
the organisation’s activities and its main aim is to help all other management activities to
achieve the organisation’s aims directly and efficiently”. This definition is relevant owing to
the fact that it brings out the fact that risk management is not another function that the
organization has to cope with. Risk management is rather a support function that helps
managers at every level of the organization in their day-to-day making decision process.
9.3.2. Risk Management processes
Risk management is generally defined as stages or processes including risk identification, risk
estimation, risk response development and risk control (see ISO 10006, 1997).
(Kähkönen and al., 2007) have defined risk management as an eight steps process. The
content is in accordance with existing risk management theory, literature, and standards (see
e.g. ISO 10006, 1997 and PMBOK 1996).
Th d fi d Ri k Id ifi i Ri k E i i d Ri k R
December 2007
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 47/129
December 2007Ö Control techniques: These seek to respond to identified risk in order to minimise risk
exposure.
• Risk Identification:
Risk Identification is probably the most important step in risk management processes owing
to the fact that this part of the core processes illustrates the objectives of the project. It
consists in determining which risks are likely to affect the project and in documenting the
characteristics of each. (Haywood M.M. and Peck H., 2003) put forth an eight steps method to
identify and assess risks.
Ö Brainstorm possible risks
Ö Consider what has gone wrong in similar projects previously
Ö Cluster into related topics
Ö Weight according to seriousness and probability
Ö Focus on the very serious and highly probable
Ö Define the project type and review typical risks
Ö Plan how to run the project with the risk in mind. Highlight where in the project the
risks will be most critical-normally along a project’s “critical path”.
Ö Decide how to reduce the risks so that the chances and consequences of failure are
minimised.
The most important here is that some risks are objectives others are subjectives. The purpose
is to reduce the proportion of subjectives risks. We will try in the next sections to present a
solution in order to face this problem.
• Risk Estimation
It consists in evaluating risks and risk interactions to assess the range of possible project
outcomes. This step is aiming for providing further understanding over the identified risks.
Qualitative and quantitative risk analyses are the main approaches for studying the potential
December 2007

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 48/129
situation and hold contingency reserves); Contingency planning – supporting all of the five
strategies.
Parallel to risk management is the issue of how to mitigate the consequences of an accident if
it does happen: to deal with the situation in a way that minimizes business impact. This is
normally referred to as business continuity management (BCM) and relates to those
management disciplines, processes and techniques, which seek to provide the means for
continuous operations of essential functions under all circumstances (Hiles and Barnes, 2001,
P.379). Business Continuity Management (BCM) is defined as the development of strategies,
plans and actions which provide protection or alternative modes of operation for those
activities or business process which, if they were to be interrupted, might otherwise bring
about a seriously damaging or potentially fatal loss to the enterprise.
The first activities in developing business continuity plans are identifying the risks and
assessing their probability and impact – the steps are hence identical to risk management. Part
of this is to understand what will be affected (damage potential analysis). Then, strategies and
recovery plans should be developed that could be implemented both before the incident
(similar to risk management strategies) and after the incident.
Concerning the accessory processes:
• Risk Management Planning
It consists in preparing and deciding the appropriate risk and opportunity management
approach, tasks and resources for the situation in question.
• Risk communication
It consists in providing shared starting point and understanding or risks and opportunities
• Risk ownership development
December 2007
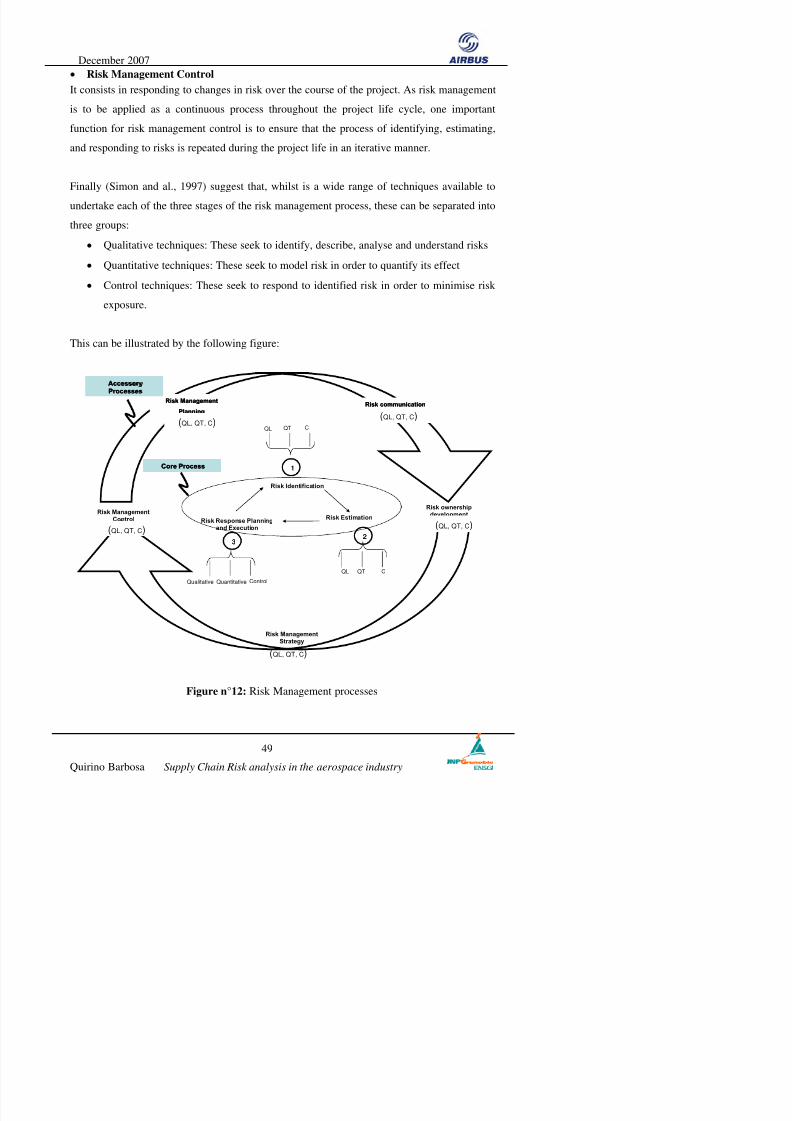
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 49/129
• Risk Management Control
It consists in responding to changes in risk over the course of the project. As risk management
is to be applied as a continuous process throughout the project life cycle, one important
function for risk management control is to ensure that the process of identifying, estimating,
and responding to risks is repeated during the project life in an iterative manner.
Finally (Simon and al., 1997) suggest that, whilst is a wide range of techniques available to
undertake each of the three stages of the risk management process, these can be separated into
three groups:
• Qualitative techniques: These seek to identify, describe, analyse and understand risks
• Quantitative techniques: These seek to model risk in order to quantify its effect
• Control techniques: These seek to respond to identified risk in order to minimise risk
exposure.
This can be illustrated by the following figure:
Risk Identification
Risk EstimationRisk Response Planning
and Execution
22
11
33
QL QT C
CoreCore ProcessProcess
Risk ownershipdevelopmentRisk Management
Control
RiskRisk ManagementManagement
PlanningPlanningRiskRisk communicationcommunication
AccessoryAccessory
ProcessesProcesses
(QL, QT, C)(QL, QT, C)
(QL, QT, C)(QL, QT, C)
December 2007

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 50/129
To conclude (Zsidisin and al., 2000) did a comparison between several industries to identify
their risk management best practices. Concerning the aerospace industry, they found that it is
using both quantitative and qualitative risk assessment method, using formal models. In order
to mitigate risk on strategic parts, they work with suppliers to find ways to mitigate risk.
Finally contingency plans are implemented by a cross-functional team.
9.4. An ongoing debate: subjective VS. objective risk
Making a clear distinction between objective and subjective risks is an important issue in the
risk identification process. Owing to (Khan O. and Burnes B., 2007) there is a long-standing
debate between those who see risk as objective and those who argue that risk is subjective
(Bernstein, 1996; Frosdick, 1997; Moore, 1983; Spira and Page, 2002; Yates and Stone,
1992).
During the risk identification process there are two main steps: The first one consists in
identifying what has gone wrong in similar projects previously. This step refers rather to
objective risks. The second one consists in identifying what could be the “new” risks. This
refers rather to subjective risks. (Lupton, 1999) observed that views of risk range between the
technico-scientific perspective, which sees risk as objective and measurable, to the social
constructionist perspective, which sees it as being determined by the social, political and
historical viewpoints of those concerned. (Yates and Stone, 1992) argue that risk is a
subjective construct because it represents an interaction between the alternative and the risk
taker. The Royal Society (1992) argues that a particular risk or hazard means different things
to different people in different contexts and risk is socially constructed.
(Kähkönen and al., 2007) argue that the uniqueness of projects and associated lack of
appropriate statistically derived frequencies for deriving probabilities implies that a subjective
approach must be adopted to estimate risks Subjective estimates refer here to the fact that
December 2007
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 51/129
removing the element of human judgement from decision making by disguising underlying
assumptions with mathematical formulae (White, 1995).
Nevertheless, the issue of whether risk is a subjective or objective construct does not appear
to be acknowledged in the supply chain literature. Therefore we will try to consider this issue
in our risks analysis of an aerospace supply chain.
10. Supply Chain Risk Management (SCRM)
10.1. Why Supply Chain Risk Management is becoming an important issue?
In order to cope efficiently with the increasing variability of the environment in which
companies evolve, proactive management tools are necessary. In industry, especially those
industries moving towards longer supply chains (e.g. due to outsourcing) and facing
increasingly uncertain demand as well as supply, the issue of risk handling and risk sharing
along the supply chain is an important topic (Norrman A., Jansson U., (2004)). As (Hendricks
and Singhal, 2005) showed, not only can the failure to mange supply chain risks effectively
lead to a sharp downturn in an organisation’s share price, which can be slow to recover, but it
can also generate conflict amongst the organisation’s stakeholders. (Cousins and al., 2004)
identify the wider consequences of a failure to manage risks effectively. These includes not
just only financial losses but also reduction in product quality, damage to property and
equipment, loss of reputation in the eyes of customers, suppliers and the wider public, and
delivery delays.
There are several trends that increase the vulnerability to risks in supply chains:
Ö Shorter product life cycles and compressed time-to-market
Ö Increased demand for on-time deliveries in shorter time windows, and shorter lead
times
December 2007
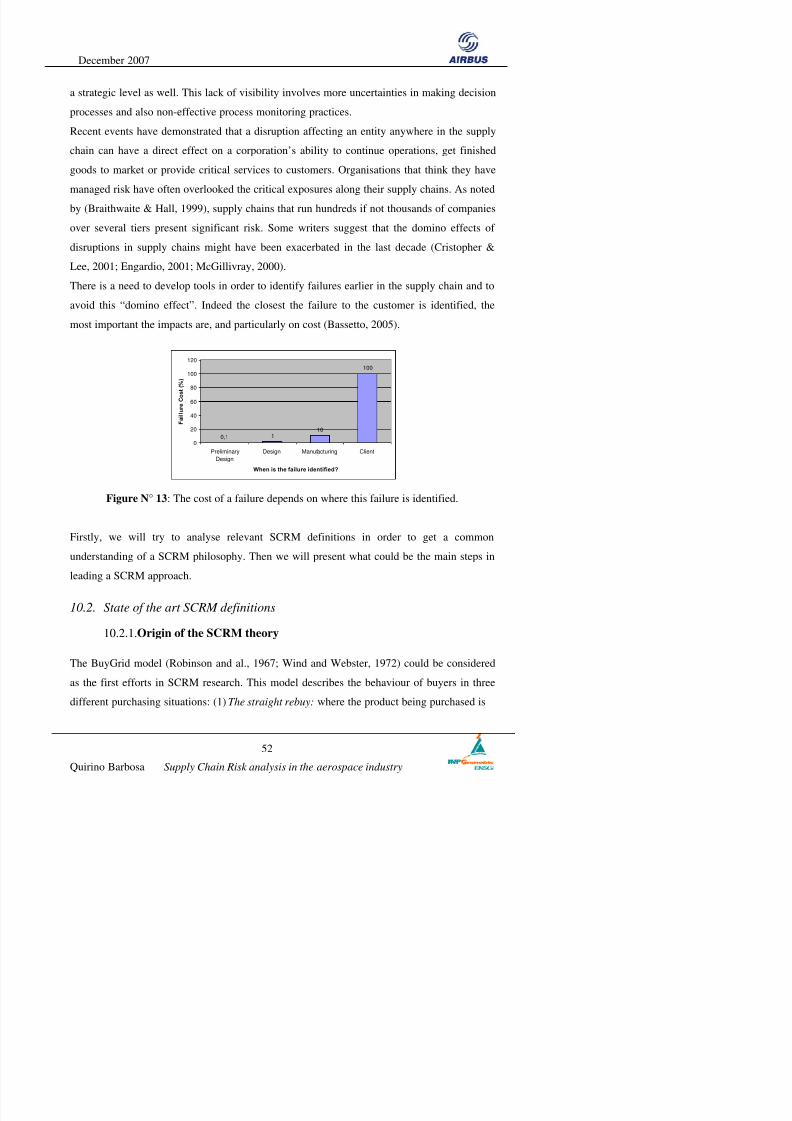
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 52/129
a strategic level as well. This lack of visibility involves more uncertainties in making decision
processes and also non-effective process monitoring practices.
Recent events have demonstrated that a disruption affecting an entity anywhere in the supply
chain can have a direct effect on a corporation’s ability to continue operations, get finished
goods to market or provide critical services to customers. Organisations that think they have
managed risk have often overlooked the critical exposures along their supply chains. As noted
by (Braithwaite & Hall, 1999), supply chains that run hundreds if not thousands of companies
over several tiers present significant risk. Some writers suggest that the domino effects of
disruptions in supply chains might have been exacerbated in the last decade (Cristopher &
Lee, 2001; Engardio, 2001; McGillivray, 2000).
There is a need to develop tools in order to identify failures earlier in the supply chain and to
avoid this “domino effect”. Indeed the closest the failure to the customer is identified, the
most important the impacts are, and particularly on cost (Bassetto, 2005).
0,1 110
100
0
20
40
60
80
100
120
Preliminary
Design
Design Manufacturing Client
When is the failure identified?
F a i l l u r e C o s t ( % )
Figure N° 13: The cost of a failure depends on where this failure is identified.
Firstly, we will try to analyse relevant SCRM definitions in order to get a common
understanding of a SCRM philosophy Then we will present what could be the main steps in
December 2007

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 53/129
the same as was ordered previously, (2) The modified rebuy: where some aspects of the
product specification have changed, e.g. price. (3) The new task: where an entirely new
product or service is being purchased. Moreover the Williamson‘s theory (1975, 1979) about
the transaction cost economics (TCE), could be also considered as the first steps in the SCRM
theory. Indeed TCE is concerned with the financial exchange and investments between a
buyer and supplier, with part of the costs being associated with managing the buyer and
supplier relationship. These costs could be very high and could expose the supplier to
considerable risk should the customer choose to go elsewhere. However, they are a cost the
supplier has to incur if they wish to do business with the customer. TCE predicts that as
investments become more specific to the buyer and supplier relationship, and as transaction
uncertainties increase, the relationship will move towards a more long-term contract in order
to safeguard the position of both parties. TCE implies that long term relationships may reduce
uncertainty and risk (Williamson, 1975, 1979).
10.2.2. Some definitions…
There are three important things to consider when dealing with Supply Chain Risk
Management issues. In fact, the first thing to do is to define the scope of the analysis. SCRM
could of course deal with risks for a single company, or even with the impact on a single
logistics activity. Often it is relevant to think about buyer-seller relationships (a dyad)
throughout the organization (both external and internal processes). Moreover the definitions
have to bring out two important dimensions: risks and uncertainties. Finally definitions have
to give an idea of the risk management process.
• Some emphasizes a broad vision of the Supply Chain
December 2007

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 54/129
Other authors emphasize the necessity to get a broad vision when leading supply chain risks
management projects. According to (Christopher and al., 2002), in order to assess supply
chain risk exposures, the company must identify not only direct risks to its operations, but
also the potential causes or sources of those risks at every significant link along the supply
chain.
Recently, a number of writers have sought to move the focus of attention away from
analysing and managing risk at level of individual customers and suppliers and towards the
understanding and management of risk at the level of the entire supply chain (Cousins and al.,
2004; Harland and al ., 2003; Lewis, 2003).
(Harland and al., 2003) recommend that risk management should focus on positioning the
organization to try to avoid such events, and to develop strategies to manage the impact of
them, should avoidance not be possible. However, their supply chain risk model is still at an
early stage of development. They argue that more and better tools are needed to assist in risk
assessment and management at the supply chain level and not just at the level of the
individual firm, though they also acknowledge that it is very difficult to develop such tools.
We will see in the case study an example of such a tool based on a FMEA in order to assist
managers in risk assessment and management.
• Some emphasizes the role of key functions in a SCRM approach
The relationship between many aspects of risk and supply chain management has been well
documented. Often the approach was focused on one component of the supply chain strategy
as “Closer working relationships with suppliers”, “Purchasing partnerships”, “Supplierquality/auditing/certification programmes”, “Supplier improvement programmes”, “Multiple
sources vs single sourcing”, “Strategic alliances” , “Communication and early involvement of
suppliers in strategic decisions”and so on.
December 2007
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 55/129
purchasing’s willingness to take risks and to effectively use current knowledge to make
decisions about the future. Carr contends that purchasing proaction includes purchasing
foresight and purchasing’s willingness to initiate change.
Similarly, Smeltzer and Siferd (1998) maintain that managing risk is central to purchasing
management. Perhaps, the most established body of work dealing with risk and industrial
purchasing comes from the work of the IMP (Industrial Marketing and Purchasing) Group
(Ford and al., 2003).
SCRM is a collaborative effort between at least a dyad within internal and external processes.
Moreover SCRM could be seen as the understanding of the short, middle and long term
evolution of every links within the partnering network.
10.3. Supply Chain Risk Management processes
In order to define SCRM processes, we based our analysis on the literature. Indeed (Jüttner
and al., 2003) suggest that it is relevant to distinguish four basic constructs: Supply Chain risk
sources, risk consequences, risk drivers and risk mitigating strategies.
10.3.1. Supply Chain Risk Sources and Risk consequences
(Jüttner and al.) emphasize the fact that among practitioner-oriented risk management
literature and the industrial world as well, the uses of the term”risk” can be confusing owing
to the fact that some associate “risk” with “the potential sources of the risk” and some
associate “risk” with “the potential consequences of this risk”. It the last case it refers to the
potential outcome indicators. In this sense, the terms “operational risks”, “human risks” or
“risks to customer service levels” are consequences of risks becoming events.
We will adopt the definition provided by (March & Shapira, 1987), they define “risk” as “the
December 2007
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 56/129
According to (Jüttner and al., 2003) supply chain-relevant risk sources fall into three
categories: Environmental risk sources, Organisational risk sources and Network-related
sources.
• Environmental risk sources
Environmental risk sources comprise any uncertainties arising from the supply chain-
environment interaction. These may be the result of accidents (e.g. fire), socio-political
actions (e.g. fuel protests or terrorist attacks) or acts of God (e.g. extreme weather or
earthquakes).
• Organisational risk sources
Organisational risk sources lie within the boundaries of the supply chain parties and range
from labour (e.g. strikes) or production uncertainties (e.g. machine failure) to IT-system
uncertainties.
• Network risk sources
Network-related risk sources arise from interactions between organisations within the supply
chain. According to (Das & Teng, 1998), environmental and organisational uncertainties are
the risk sources “to” the various links in the supply chain and network-related uncertainties
are risk sources “of” the various links. There are mainly three types of network-related risk
sources: lack of ownership, chaos and inertia (Christopher and Lee, 2001).
Ö Lack of Ownership
Lack of ownership risk sources in supply chains result from a lack of clear definition of the
boundaries between buying and supplying companies in the chain. The main causes of this
risk are outsourcing and concentration on core competencies and thus a complex network of
relationships. The main consequences are an increase of inventory costs due to product
obsolescence, markdowns.
December 2007

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 57/129
Information sharing among supply chain partners can be leveraged through collaboration
between buyers and suppliers. The objective is to build a boundaryless extended enterprise,
where information is transparent and there is a high level of trust and commitment
(Christopher, 2000).
The bullwhip effect, which describes increasing fluctuations of order patterns from
downstream to upstream supply chains, is an example of such chaos. (Lee and al., 1997)
Ö Inertia
This risk is characterized by a lack of responsiveness to changing environmental conditions
and market signal. Even if many firms try to develop responsive and flexible organization
(c.f. Lean and Agile, Leagile supply chain); the risk of inertia is still playing an important role
in the risks landscape. Flexibility is often sacrificed for cost reduction. Consequences can be
an inability to react to competitor moves, shifting customer demand or to any other
unpredicted event arising from environmental or organisational risk sources.
10.3.2. Supply Chain Risk Drivers and Risk Mitigating Strategies
Risk drivers are changes to the structure of supply chains and impact directly on network-
related risk sources. Through the trends of globalisation and outsourcing, the complexity
stages, dynamic network shapes become the reality. The supply network structure describes
lateral and horizontal inter-linkages, reverse loops or two-way exchanges encompassing the
upstream and downstream activities within and among the supply chain organisations
(Lamming and al., 2000). A supply network brings with it risks from all related network
sources, namely uncertainties due to lack of ownership, chaos and inertia (Christopher & Lee,
2001).
We can consider that most of the supply chain disruptions are caused by these drivers, or at
December 2007
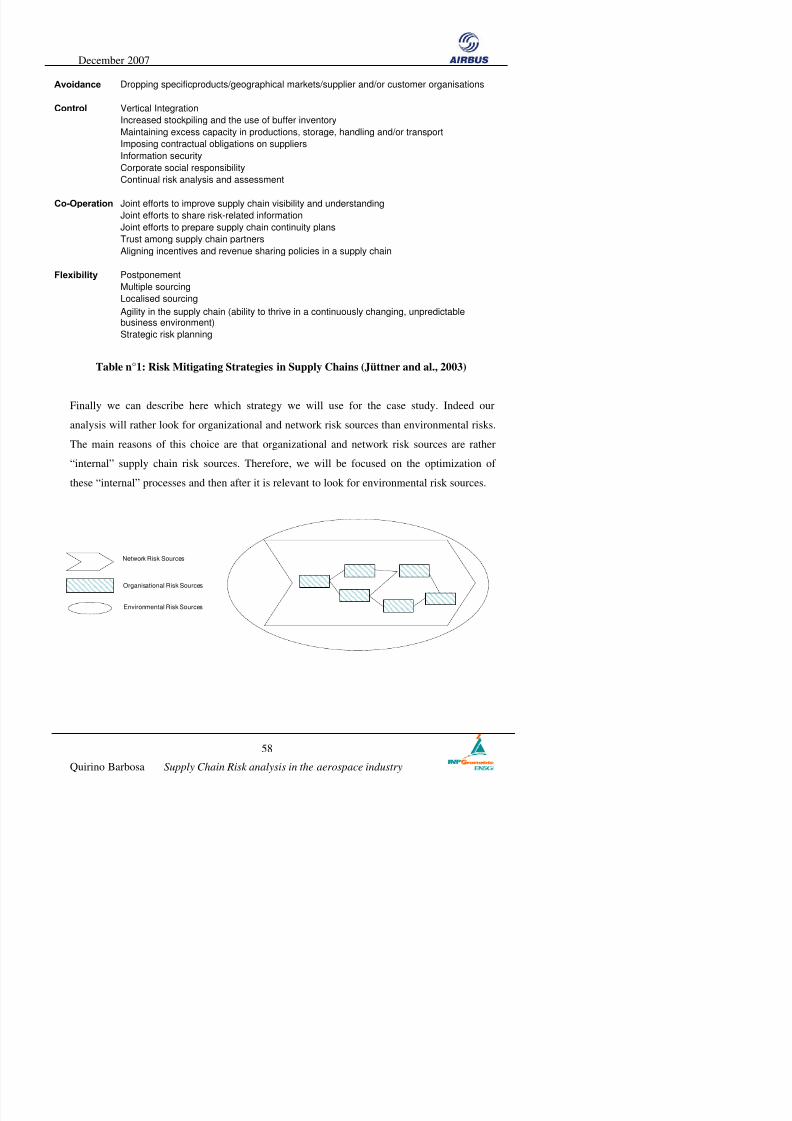
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 58/129
Avoidance Dropping specificproducts/geographical markets/supplier and/or customer organisations
Control Vertical IntegrationIncreased stockpiling and the use of buffer inventory
Maintaining excess capacity in productions, storage, handling and/or transport
Imposing contractual obligations on suppliers
Information security
Corporate social responsibility
Continual risk analysis and assessment
Co-Operation Joint efforts to improve supply chain visibility and understanding
Joint efforts to share risk-related information
Joint efforts to prepare supply chain continuity plans
Trust among supply chain partners
Aligning incentives and revenue sharing policies in a supply chain
Flexibility Postponement
Multiple sourcing
Localised sourcing
Agility in the supply chain (ability to thrive in a continuously changing, unpredictablebusiness environment)
Strategic risk planning
Table n°1: Risk Mitigating Strategies in Supply Chains (Jüttner and al., 2003)
Finally we can describe here which strategy we will use for the case study. Indeed our
analysis will rather look for organizational and network risk sources than environmental risks.
The main reasons of this choice are that organizational and network risk sources are rather
“internal” supply chain risk sources. Therefore, we will be focused on the optimization of
these “internal” processes and then after it is relevant to look for environmental risk sources.
December 2007

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 59/129
Organizational Risk Sources
Environmental Risk Sources
Network Risk Sources
Figure n°14: Diagram representing the scope of the case study
11. How do Lean, Agile and “Leagile” Supply Chain Strategiesaffect Supply Chain Risk Management?
As stated above, our goal is to get a deep understanding of organizational risk sources. In the
case study, we will look at the organization at an operational level. One of the current fads in
operations management practices is to apply “lean, agile and leagile” methods. An
unprecedented number of companies are pursuing lean management and agility to reduce
costs, improve customer service, and gain competitive advantage.
Owing to (Omera K., 2007) the failure to locate the work on supply chain risk in the wider
literature is most clearly shown by the absence of any discussion regarding its nature, such as
the subjective/objective debate (c.f. 2.4). Therefore in this part we will try to answer this
question: What are the implications of the subjective-objective debate regarding the nature for
development of tools and frameworks for (lean, agile and leagile) supply chain risk
December 2007

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 60/129
significant efforts to diffuse lean principles across their supplier networks over the past
several decades, which have fostered the evolution of a new structure of buyer-seller networks
relationships. Previous studies have shown that much of the competitive advantage enjoyed
by Japanese can be attributed to this new-supplier structure (Womack and al., 1991; Dyer and
Outchi, 1993).
Taiichi Ohno, the founder of the TPS philosophy, believed that the cornerstone of the
implementation of the Lean philosophy was the elimination of wastes. He developed in 1988
a list of seven basic forms of wastes:
1. Defects in production
2. Overproduction
3. Inventories
4. Unnecessary processing5. Unnecessary movement of people
6. Unnecessary transport of goods
7. Waiting by employees
Lean focuses on the elimination of wastes with a bias towards pulling goods through the
system based on demand. Despite the focus on pull several authors note Lean is really amake-to-stock system, reacting to demand signals that typically come from forecasts or next
tier distributors, rather than actual orders. The demand horizons are typically shorter than
non-Lean systems, but the overall supply chain still relies on finished goods inventory.
Lean principles can be compared with mass-production practices that had typically
represented both U.S. and European automotive manufacturers.The key differences between a “lean push” and “mass production push” is that lean typically
relies on a much shorter forecast horizon and an ability to adapt should production schedules
need to be changed Therefore the organization must be able to anticipate accurately the
December 2007
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 61/129
purchasing (MacDuffie and Helper, 1997), accoundting (Ahlstrom and Karlsson 1996), And
even office environments (Hyer and Wemmerlov 2002; Tapping and Shuker 2003).
In order to deepen our understanding of Lean management practices, we will conduct a
comparative analysis of different ways to manage supplier relationships and particularly the
role of suppliers’ development team between Lean practices and mass-production practices.
The interdependences that exist within the supply networks of every firm involve managing
effectively the relationships with the partners. This represents significant technical and
organizational challenges.
• Supplier relationship management in a mass-production context
To summarize, supplier relationships management in a mass-production context is a zero-sumgame, where each entity of one of the supply networks evolve independently.
In that context, firms believed that having a broad supplier base would offer the firm a
competitive advantage. Indeed they believe that it will encourage more intense competition,
thus enabling to negotiate lower costs and to achieve higher product quality and better
delivery times.
Concerning the mass-production subcontracting system, bargaining relationships are typically
driven by price. In this context, where exchanges of informational flows are sporadic,
suppliers offer a price below their actual cost, only to ask for a cost adjustment later from
their customers. They are generally unwilling to expose to their customers any information
about their own costs and profits. Moreover there is a lack of operational vision from both
parts. There is no relevant information exchanged concerning production operations and
capabilities. The information exchanged concerns mainly the prices of the components.
The buyer-seller relationships in a mass-production context could be described as
December 2007

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 62/129
knowledge on risks. Therefore, it will be necessary to ask more knowledgeable individuals in
order to draw a “relevant picture” of risk sources. Moreover these knowledgeable individuals
have only a good vision of their processes and often they have no vision on how their
processes are linked to the other ones in a given supply networks. Thus they have not a good
vision on what we call before Network risk sources.
Even if we make a special effort to identify these subjective risks, the tools and frameworks,
which we will develop to manage efficiently supply chain risks, will be less effective than
tools develop in a Lean context. Indeed Risk Management tools and frameworks must be
supported by an effective operational strategy.
• Supplier relationship management in a Lean context
In contrast with conventional mass-production manufacturers, Lean context is a win-win
game.
In a Lean context, the supply network is better organized. Each entity in the supply network
keep much smaller supplier bases and adopts single or dual sourcing purchasing policies. The
supply network is also organized throughout a multi-tiered hierarchy structure. In this multi-
tiered hierarchy structure there are, at the moment, two different entities: the first-tiers
suppliers and the other ones (2nd, 3rd …tiers suppliers). Indeed in several industries, first tiers
suppliers are getting involved in real collaboration relationships where risks and rewards are
shared throughout the entire supply network. Second and third tiers suppliers try to reach
these objectives but in many industries we are far from it.
First-tier suppliers are usually equipped with excellent technological capabilities and are
assigned full responsibilities for designing and manufacturing a whole subsystem, rather than
discrete parts that are later assembled into finished sub-products. Moreover OEMs authorize
December 2007
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 63/129
production forecasts enable to implement a relevant proactive philosophy. This clear
definition of rules and mutual assistance enable to enhance efficiency, quality and
productivity in the supply chain. Concerning a new product introduction context, suppliers are
involved in the product development at a very early stage. In order to have a better
understanding of new product introduction challenges, we can quote authors that have
develop theories concerning ESI (Early Supplier Involvement) projects (Balasubramanian&
Baumgardner, 2004; Barata 2004; Burkett (2006); Calvi & Le Dain, 2007; Fujimoto, 1995;Zsidisin & E. Smith, 2004)
Risk sharing partnership
The risk sharing partnership is mainly based on trust. Suppliers are often required to make
investments in equipment or facilities dedicated to a specific customer only. Theseinvestments can be risky for the suppliers, because they are expensive, tailored to only one
customer and sometimes of no use outside the transaction with this specific customer. That
explains closer relationship between the customer and its suppliers. Both parts can’t easily
walk away from this relationship. For instance in this type of customer/supplier relationship
there are exchanges of competences, customers have guest engineers from its suppliers andthey also transfer its own employees to supplier sites. There are also changes in the inventory
policy; many firms try to make their suppliers the owners of the stock, that’s the VMI
(Vendor Management Inventory) policy. These practices enable to share risks and to stabilize
processes within dyadic relationships (OEM/1st tiers).
Supplier Development activity: The Supply Relationship conductor
In a context where organizations have developed collaborative relationships with other
entities of a given supply chain it is necessary to dedicate resources in order:
December 2007Ö To have a better understanding of suppliers capability and processes (Human
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 64/129
Resources Management, Continuous Improvement policy, Client orientation,
Suppliers Management, (Informational & Material) Flows Management, Operations
Management, Change Management and so on).
Ö To support risk identification, risk estimation, and risk response planning and
execution activities.
However the approaches to supplier development are driven by the individual company’s
purchasing and supplier-relation management philosophy and therefore differ from company
to company. Nevertheless we can find some trends concerning this fact.
For instance Toyota philosophy is driven by a “life-long” partnership. All the partners
(suppliers and customers) are treated as part of Toyota. Thus, Toyota should make the
sufficient efforts to raise the performance of its partners. This philosophy not only established
supplier’s long-term loyalty and identities as members of the Toyota family but also laid out
the foundation of Toyota’s various supplier development processes and organizations. In this
context, risk sharing practices are built on strong relationships between the entities of a given
supply network.
Indeed developing supplier capabilities requires huge investments in time, labour, and money.
In order to avoid unnecessary waste and ensure the effectiveness of supplier development
activities, it is important that the customer company should establish its supplier development
approaches to ensure that its activities are consistent with the company’s overall supplier
management philosophy and business strategies.
There are two important things to define for the implementation of supplier development
activities:
The Role of this department
Its place within the entire organization
December 2007
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 65/129
11.1.2. Agile philosophy
Agile systems focus is on flexible, efficient response to unique customer demand. It uses a
Make-To-Order environment for manufacturing and order fulfilment. Instead of relying on
speculative notions of what might be demanded, the quantity of demand, and the location of
that demand, agility employs a “wait-and-see” approach to demand, not committing to
products until demand becomes known. Naylor, Nairn, and Berry (1997) suggest that the agile
company is one that uses market knowledge and a virtual corporation to exploit profitable
opportunities in a volatile marketplace.
Key to providing agile response is flexibility throughout the supply chain. In manufacturing,
this would call for the agility to produce in large or small batches, minimizing the efforts due
to setups and product changeovers, often cited as a critical component of lean manufacturing.
Agility might also call for a flexible workforce with members cross-trained.
Beyond the capabilities of the focal firm, the rest of the supply chain must be responsive as
well for agile market accommodation. That supposes to have open and frequent information
sharing among the partners.
11.1.3. Leagile philosophy
In many cases it is difficult to apply a pure Lean strategy or a pure Agile strategy to an
industrial environment. Hybrid strategies of the lean and agile strategy play thus an important
place. It is necessary to have a good understanding of the leagile strategy in order to develop
relevant tools and frameworks for supply chain risk management.
There are two important hybrid leagile strategies:
Ö The first hybrid approach embraces the Pareto (80/20) rule, recognizing that 80% of
a company’s revenue is generated from 20% of the products. It is suggested that the
December 2007
th d di t d t ll b t h li ith i k f t h i t
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 66/129
others are dedicated to small-batch lines with quick, frequent changeovers in support
of the slower-moving items.
This strategy consists in using a make-to-stock (lean) policy for high volume, stable
demand products, and make-to-order (agile) policy for low volume, unstable demand
products.
Ö The second one hybrid leagile strategy is based on postponement strategies. Form
postponement refers to delaying the final form of a product until an order is receivedfrom customers dictating the quantity and qualities of the goods demanded (Feitzinger
and Lee 1997; Zinn and Bowersox, 1988).
This strategy supposes to make all the departments work together, from early
design to outbound logistics activities.
11.2. What are the implications of the subjective-objective debate regarding the
nature for development of tools and frameworks for (lean, agile and
leagile) supply chain risk management?
The purpose of this part is to explain which risk management approach will be interesting to
apply according to the nature of the environment in which the scope of the analysis evolves.According to us, having a good understanding of the operation management strategy is the
key when developing tools and framework for supply chain risk management.
The aerospace industry tries to implement Lean, Agile or Leagile strategies in order to face to
ramp-up production challenges and volatile environments. Therefore it will be interesting to
know which supply chain risk management approach we have to use in each context (Lean or
Agile).
There are three important concepts that we have to consider in the early phases of a supply
chain risk management project:
December 2007
In a Lean context the environment is more stable than in an agile context Thus it will be
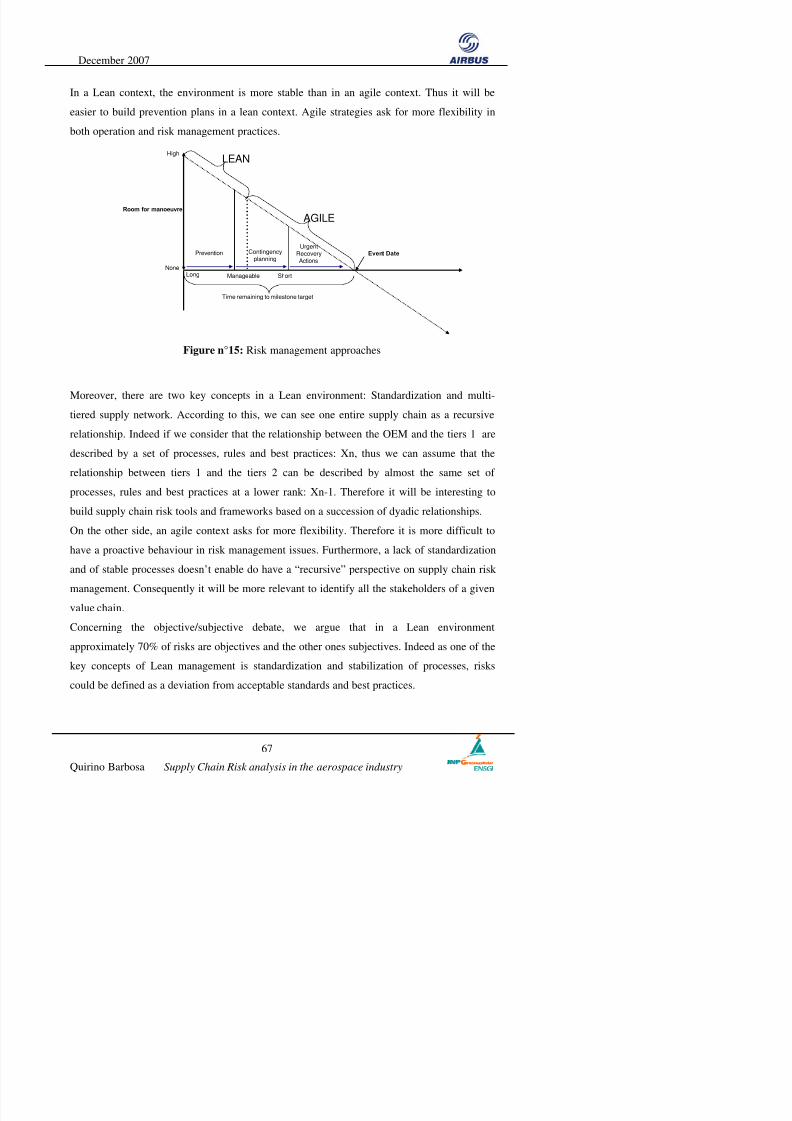
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 67/129
In a Lean context, the environment is more stable than in an agile context. Thus it will be
easier to build prevention plans in a lean context. Agile strategies ask for more flexibility inboth operation and risk management practices.
Event DatePrevention Contingencyplanning
UrgentRecoveryActions
Room for manoeuvre
High
None
Time remaining to milestone target
Long Manageable Short
LEAN
AGILE
Figure n°15: Risk management approaches
Moreover, there are two key concepts in a Lean environment: Standardization and multi-
tiered supply network. According to this, we can see one entire supply chain as a recursive
relationship. Indeed if we consider that the relationship between the OEM and the tiers 1 are
described by a set of processes, rules and best practices: Xn, thus we can assume that the
relationship between tiers 1 and the tiers 2 can be described by almost the same set of
processes, rules and best practices at a lower rank: Xn-1. Therefore it will be interesting to
build supply chain risk tools and frameworks based on a succession of dyadic relationships.
On the other side, an agile context asks for more flexibility. Therefore it is more difficult to
have a proactive behaviour in risk management issues. Furthermore, a lack of standardization
December 2007
We can describe briefly the decision diagram in order to build SCR tools regarding the
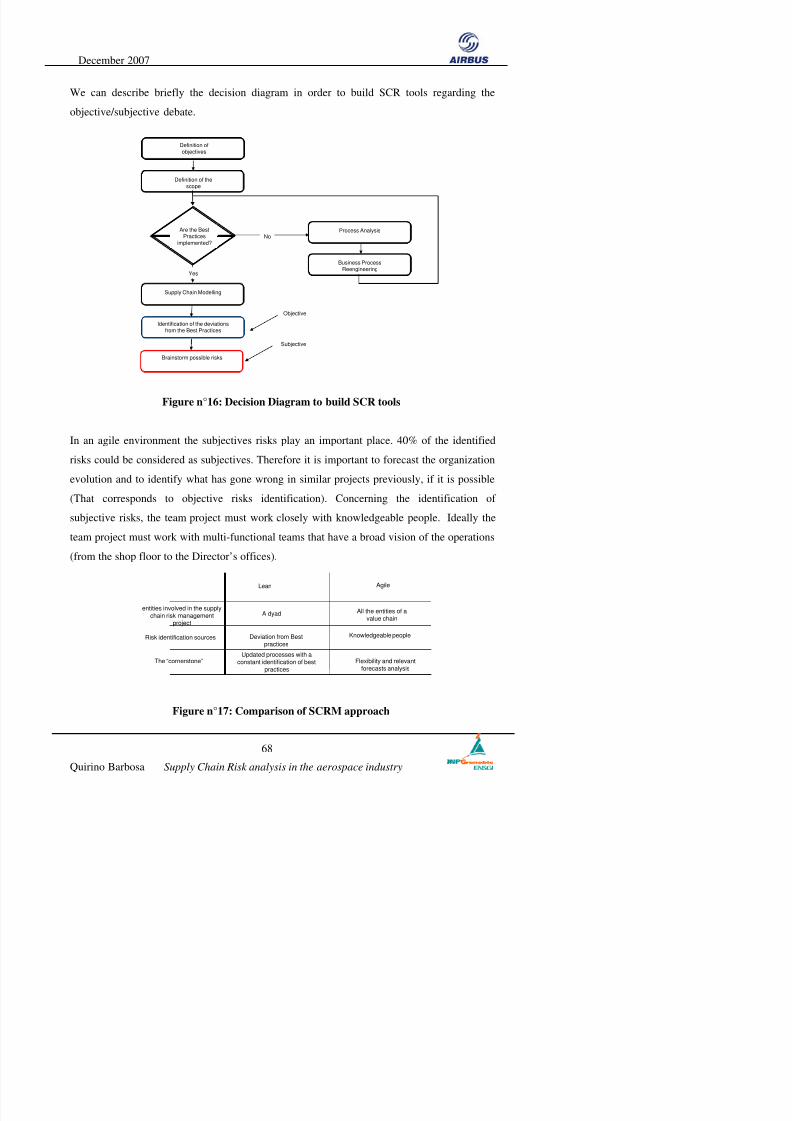
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 68/129
We can describe briefly the decision diagram in order to build SCR tools regarding the
objective/subjective debate.
Are the BestPractices
implemented?
Are the BestPractices
implemented?
Definition of thescope
Definition of thescope
Yes
No
Definition ofobjectives
Definition ofobjectives
Supply Chain ModellingSupply Chain Modelling
Process AnalysisProcess Analysis
Business ProcessReengineering
Business ProcessReengineering
Identification of the deviationsfrom the Best Practices
Brainstorm possible risks
Subjective
Objective
Figure n°16: Decision Diagram to build SCR tools
In an agile environment the subjectives risks play an important place. 40% of the identified
risks could be considered as subjectives. Therefore it is important to forecast the organization
evolution and to identify what has gone wrong in similar projects previously, if it is possible
(That corresponds to objective risks identification). Concerning the identification of subjective risks, the team project must work closely with knowledgeable people. Ideally the
team project must work with multi-functional teams that have a broad vision of the operations
(from the shop floor to the Director’s offices)
December 2007
Organizations must be focused on the “cornerstone” in order to support a supply chain risk

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 69/129
Organizations must be focused on the cornerstone in order to support a supply chain risk
management approach by effective operations practices.
12. Conclusion
The objective of this part was to establish relevant state-of-the-art definitions concerning risk
management issues applied to supply chain management projects. Moreover we bring out the
prerequisites in order to build tools and frameworks to manage supply chain risks. The
subjective/objective debate concerning supply chain risk management is an ongoing one and
it shows us that having a good understanding of the differences between these two types of
risks could help us when trying to implement supply chain risk practices in a Lean, Agile, or a
hybrid environment.
Our scope is mostly operational risks sources. We will present in the following case study, the
methodology and the frameworks used to build a supply chain risk management tool. We
have identified and estimated mainly operational risks sources that can affect quality and
delays in a given supply chain that is moving from a mass-production environment to a lean
environment.
December 2007
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 70/129
Part 3:
Case Study:
Building tools and
Frameworks to manage
Supply Chain Risks at an
aircraft manufacturer:
Implementation of a FMEA*
December 2007
13. Introduction
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 71/129
14.
In this part we will describe how we have implemented a risk management tool at the
Procurement division of Airbus France. After a brief presentation of the context, that enables
to bring out the evidence that it is necessary to implement proactive management practices,
we will present the mythology used during this supply chain risk analysis project. Finally we
will present our solutions that integrate the subjective/objective debate concerning risk
identification management.
A project to implement proactive management practices
Ramp-up production and costs reduction projects are playing an important role in the
challenges that Airbus has to deal with. In order to face to these challenges, Airbus has to put
many efforts to stabilize and standardize processes across its several entities. Airbus has, not
only, to lead these projects throughout its five main manufacturing sites (France, Germany,
U.K., Spain and recently China), but also throughout its several supply chains (the Airbus’
supply network).
Indeed approximately 80% of an Airbus’ aircraft is bought. Therefore these ramp-up and cost
reductions challenges must be solved at the supplier network level.
Nowadays suppliers’ challenges are mainly the following:
• Rationalization of the supplier’s panel (identification of the tiers 1, tiers 2, tiers 3 and
so on)
• Reducing risks when supplying products from the supplier to an Airbus factory or to a
Final Assembly Line (FAL). The objectives are to reduce delays and increase quality.
• Building strong relationships in order to implement LEAN practices throughout the
entire supply network
December 2007
14.1. A380 project delays: An evidence of the necessity to build a proactive
Supply Chain Management philosophy

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 72/129
Supply Chain Management philosophy
The recent delivery delays of the Airbus A380 are the evidence that the aircraft manufacturers
have to implement relevant industrial methods in order to perform in their industry. These
delays are only the “hidden part of the iceberg”. Indeed there are several difficulties that
Airbus has to deal with. To make it simple, these difficulties could be solved by moving from
a reactive management philosophy to a proactive management philosophy.
The main difficulties that Airbus is dealing with are the following:
• Collaborative efforts, such as conducting Business Process Reengineering operations
at the Suppliers’ place, were triggered when Airbus’ logistic, manufacturing,
purchasing or quality departments had detected problems with one supplier (That
corresponds to a reactive philosophy). Business Process reengineering efforts must
follow a proactive philosophy
• Trust is one of the keys in managing suppliers’ relationships. However it is not
sufficient to manage efficiently these relationships. Indeed relevant metrics must be
implemented in collaboration with suppliers and the several departments who need to
monitor suppliers’ performance
• Helping the suppliers to implement supply chain best practices in order to get
harmonized processes between suppliers
However, before trying to implement supply chain best practices at the suppliers’ place
and to harmonize processes within the suppliers’ panel, it is urgent to analyze what is
done “in-house”. Indeed the origin of Airbus Industry stems from an alliance of four
industrial entities (c.f. part 1). This particular organizational framework is a source of lack
December 2007
• Concerning CAD tools: There is lack of harmonization of CAD tools between
departments
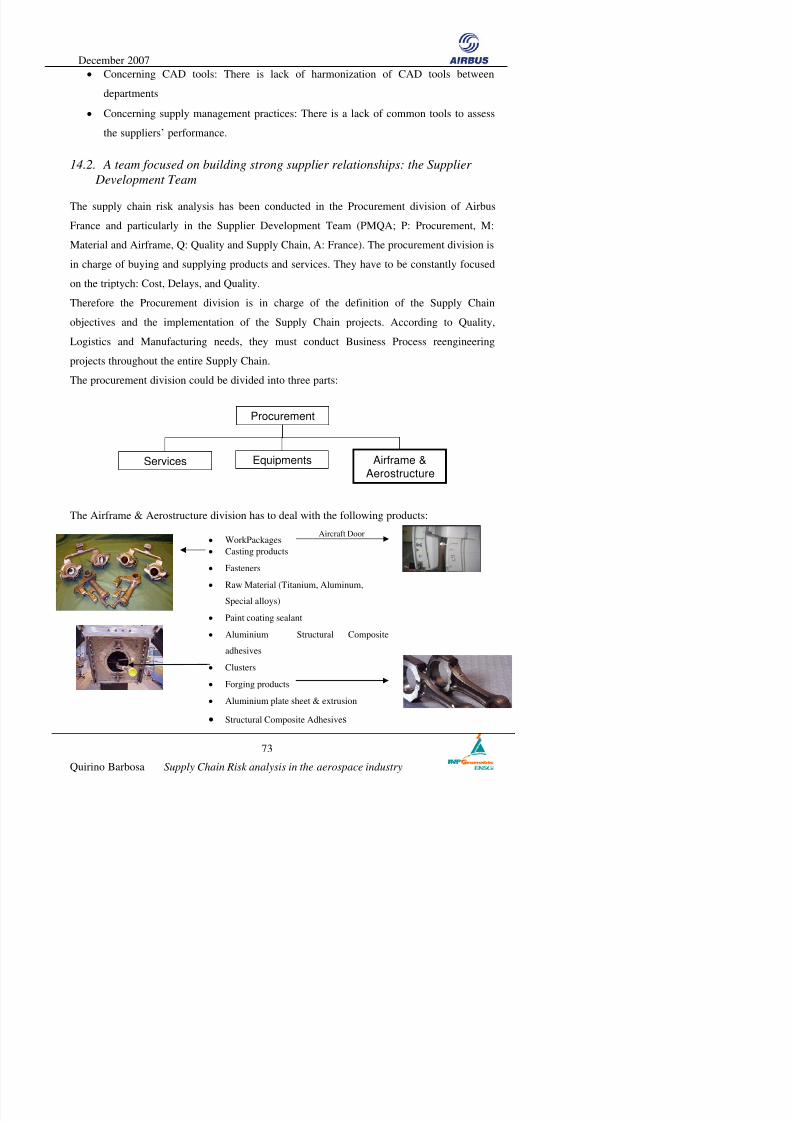
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 73/129
• Concerning supply management practices: There is a lack of common tools to assess
the suppliers’ performance.
14.2. A team focused on building strong supplier relationships: the Supplier
Development Team
The supply chain risk analysis has been conducted in the Procurement division of Airbus
France and particularly in the Supplier Development Team (PMQA; P: Procurement, M:
Material and Airframe, Q: Quality and Supply Chain, A: France). The procurement division is
in charge of buying and supplying products and services. They have to be constantly focused
on the triptych: Cost, Delays, and Quality.
Therefore the Procurement division is in charge of the definition of the Supply Chain
objectives and the implementation of the Supply Chain projects. According to Quality,
Logistics and Manufacturing needs, they must conduct Business Process reengineering
projects throughout the entire Supply Chain.
The procurement division could be divided into three parts:
Procurement
Services Equipments Airframe &Aerostructure
The Airframe & Aerostructure division has to deal with the following products:
• WorkPackages
• Casting products
Aircraft Door
December 2007
The project has been conducted in the department that was in charge of managing the
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 74/129
“Airframe& Aerostructure” area. The suppliers’ panel encompasses approximately 1200suppliers. The Supplier Development team is in charge of leading continuous improvement
projects at Airbus international strategic suppliers. The quality of the products delivered will
be thus better and the On-Time Delivery indicator will be better too. Therefore, thanks to
these costs reductions, Airbus will buy these products at a lower price. There is a Supplier
Development Team in the Equipment division (who is in charge of managing products suchas: engines, seats, electronic devices, etc…), but their way of managing suppliers
relationships are different.
A purchasing manager of one the commodities is in charge of assessing and improving the
performance of its suppliers’ panel. To do so, he/she works closely with a quality and a
logistic manager. The internal clients of the Supplier Development Team are these triptyches:Purchasing, Quality and Logistic Managers.
When one of the members of this triptych detects problems (quality or delays) he asks the
supplier development team to solve the problem. That corresponds to a reactive management
philosophy.
To improve both criteria (quality and OTD), the supplier development team conducts
industrial diagnosis at the suppliers sites. In order to conduct these industrial diagnosis, they
use a four steps methodology. First they lead a Process analysis to have a better understanding
of the current organisation status. Then a strategy is elaborated to reach new relevant
objectives. According to this strategy a Business Process Reengineering is realized thanks to
several Lean tools as Value Stream Mapping, 5S, Total Quality Management and so on.
Finally key points of the action plan must be regularly evaluated.
The objectives of these industrial diagnosis are:
T d f t i t Th t ld ti ti f i it ld
December 2007failures earlier in the supply chain and to avoid this “domino effect”. Indeed the closest the
failure to the customer is identified, the most important the impacts are, and particularly on
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 75/129
cost. Therefore it is obvious that moving from a reactive management philosophy to aproactive philosophy is the cornerstone of this supply chain risk management project.
Moreover in our analysis we have to distinguish two different environments: The Serial
Production environment where processes have already reach an interesting level of maturity
and the NPI/NPD environment (New Product Introduction and Development).
Our two main objectives are the following:• Defining accurately what we call supply chain only in a Serial Production context
• Building pragmatic tools to manage supply chain risks and thus implementing a
proactive management philosophy
15. Methodology
In the following section we will describe the methodology used to conduct this project. The
main difficulties are to define an appropriate scope, to understand the existing risk
management processes and to implement our results in a constantly evolving organization.
15.1. Integration phase into the Supplier Development Team
The first step of this project was to understand the environment in which we will conduct this
supply chain risk analysis. Therefore we have analyzed the core competencies of the Supplier
Development Team.
These are:
• A capacity to implement continuous improvement methodologies at the suppliers’
place
A it t d t B i P R i i j t
December 2007
15.1.1. Supplier Development processes
The main supplier development processes could be described by the following figure:
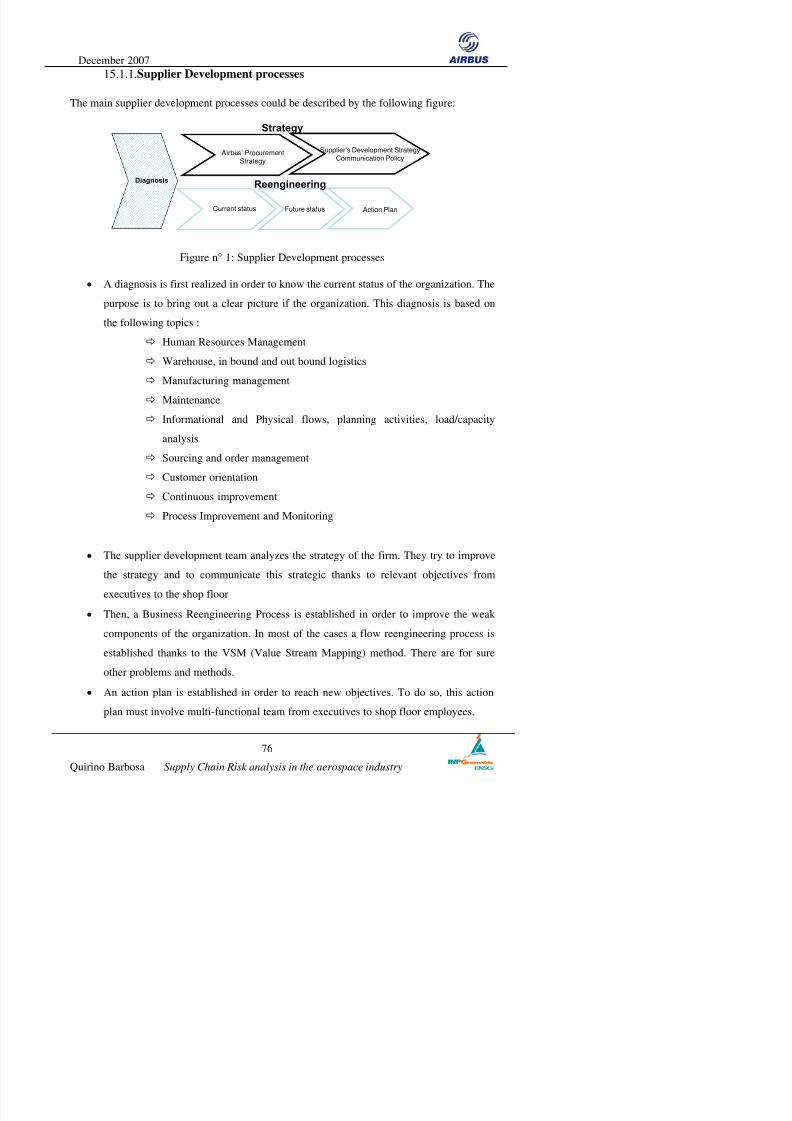
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 76/129
The main supplier development processes could be described by the following figure:
Airbus’ ProcurementStrategy
Supplier’s Development StrategyCommunication Policy
Current status Future statusAction Plan
Diagnosis
Strategy
Reengineering
Figure n° 1: Supplier Development processes
• A diagnosis is first realized in order to know the current status of the organization. The
purpose is to bring out a clear picture if the organization. This diagnosis is based on
the following topics :
Ö Human Resources Management
Ö Warehouse, in bound and out bound logistics
Ö Manufacturing management
Ö Maintenance
Ö Informational and Physical flows, planning activities, load/capacity
analysis
Ö Sourcing and order management
Ö Customer orientation
Ö Continuous improvement
Ö Process Improvement and Monitoring
• The supplier development team analyzes the strategy of the firm They try to improve
December 2007
15.1.2. An example of an industrial Diagnosis
During this project I participated in one industrial diagnosis in order to start to collaboratively
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 77/129
During this project I participated in one industrial diagnosis in order to start to collaboratively
work with one supplier and to make a first diagnosis of the organization. Our internal client
was the purchasing department that is now trying to rationalize the suppliers’ panel.
Therefore, it was necessary to get a better understanding of this interesting supplier
organization in order to know if they can work with Airbus and thus face the following
challenges:
• Ramp-up production
• Implementation of Supply Chain Best practices in collaboration with Airbus
15.2. Understanding the clients needs of the project
Our purpose is to move from a reactive supplier management philosophy to a proactive
supplier management philosophy. Indeed supplier development mission were triggered when
a supply chain risk occurred. The organization has developed a relevant reactivity. This
reactive philosophy is also a good thing in a fast evolving environment. However if we want
to reach the upper level that will enables to get a competitive advantage, a proactive
management philosophy must be implemented.
We will try to develop supply chain risk management tools and frameworks:
• To clarify the supply chain concept in order to harmonize processes
• To provide the clients’ project a simple tool that enables to prevent the organization
from supply chain risks and to work in advance with suppliers to mitigate risks
One of the biggest difficulties in this project is that the Airbus’ procurement organization is
now constantly evolving. For instance, the supplier development team will not exist in the
future organization. The executives put forth an organization were “Field Engineers” will
December 2007
• to know what have been already done concerning this project
• to communicate our solutions
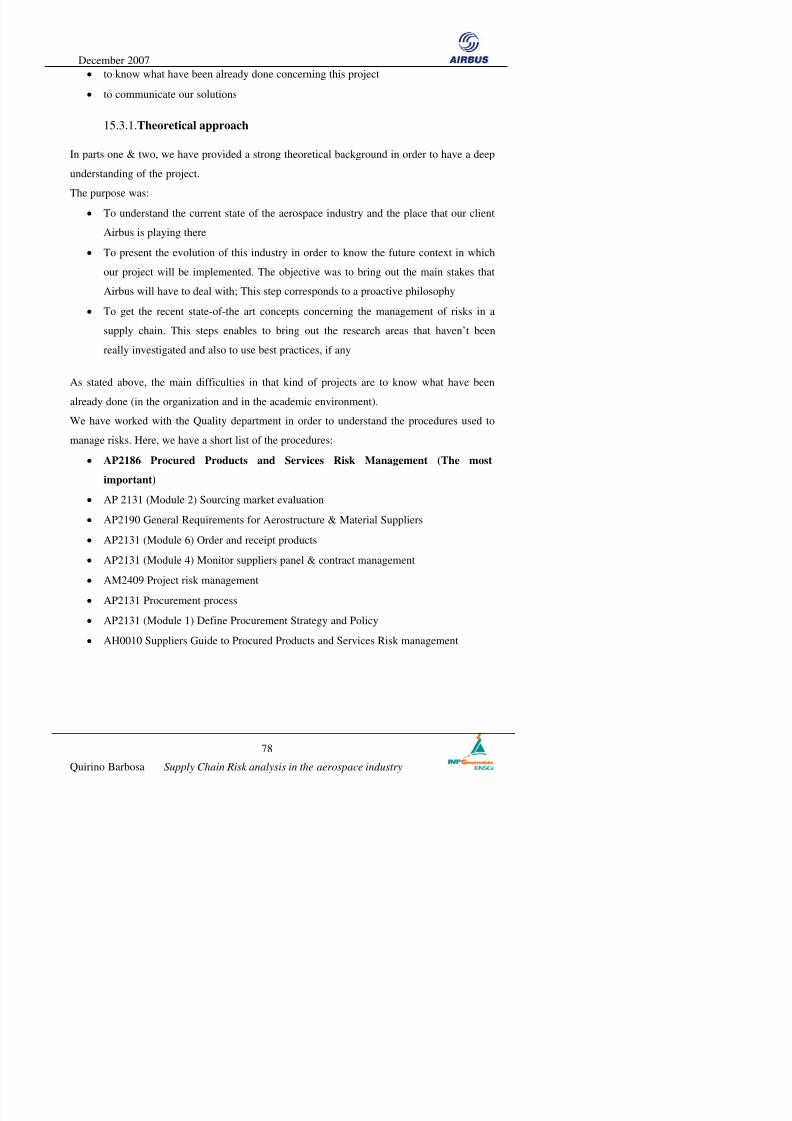
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 78/129
15.3.1. Theoretical approach
In parts one & two, we have provided a strong theoretical background in order to have a deep
understanding of the project.
The purpose was:
• To understand the current state of the aerospace industry and the place that our client
Airbus is playing there
• To present the evolution of this industry in order to know the future context in which
our project will be implemented. The objective was to bring out the main stakes that
Airbus will have to deal with; This step corresponds to a proactive philosophy
• To get the recent state-of-the art concepts concerning the management of risks in a
supply chain. This steps enables to bring out the research areas that haven’t been
really investigated and also to use best practices, if any
As stated above, the main difficulties in that kind of projects are to know what have been
already done (in the organization and in the academic environment).
We have worked with the Quality department in order to understand the procedures used to
manage risks. Here, we have a short list of the procedures:
• AP2186 Procured Products and Services Risk Management (The most
important)
• AP 2131 (Module 2) Sourcing market evaluation
• AP2190 General Requirements for Aerostructure & Material Suppliers
• AP2131 (Module 6) Order and receipt products
December 2007
Airbus procedures present how risk management could integrate a sequence of activities in
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 79/129
the purchasing process.
Risks
identification
Supplier sites auditand Risks
Risksestimation
Risk Management Activities
Risks
identification and Management
Supplieridentification RFI RFP/RFQ Shortlist
SupplierSelection
Product Designand Development
Mature productmanufacturing
1. Creation of the register andregistration of risks 2. Registration of
identified risks3. Registration ofidentified risks
4. Registration of further Risks tofuture supply
Risk Action Closure Report
Supplier review record
Risk register update
Supplier Selection process
Our scope
Figure n°2: A sequence of activities in the purchasing process
15.3.2. Define a common supply chain framework
In order to define the scope of the project and to provide a common supply chain framework
expressed in the same language, we have used a business process modeling tool: The IDEF
tool (Integrated DEFinition Modeling technique). In order to provide a common supply chain
framework, we have used the SCOR model (c.f. Part 2) and we have implemented at the same
time the MRP II philosophy (Manufacturing Resource Planning).
December 2007To model our supply chain framework we mostly used IDEF3. We can present here a generic
IDEF0 diagram.
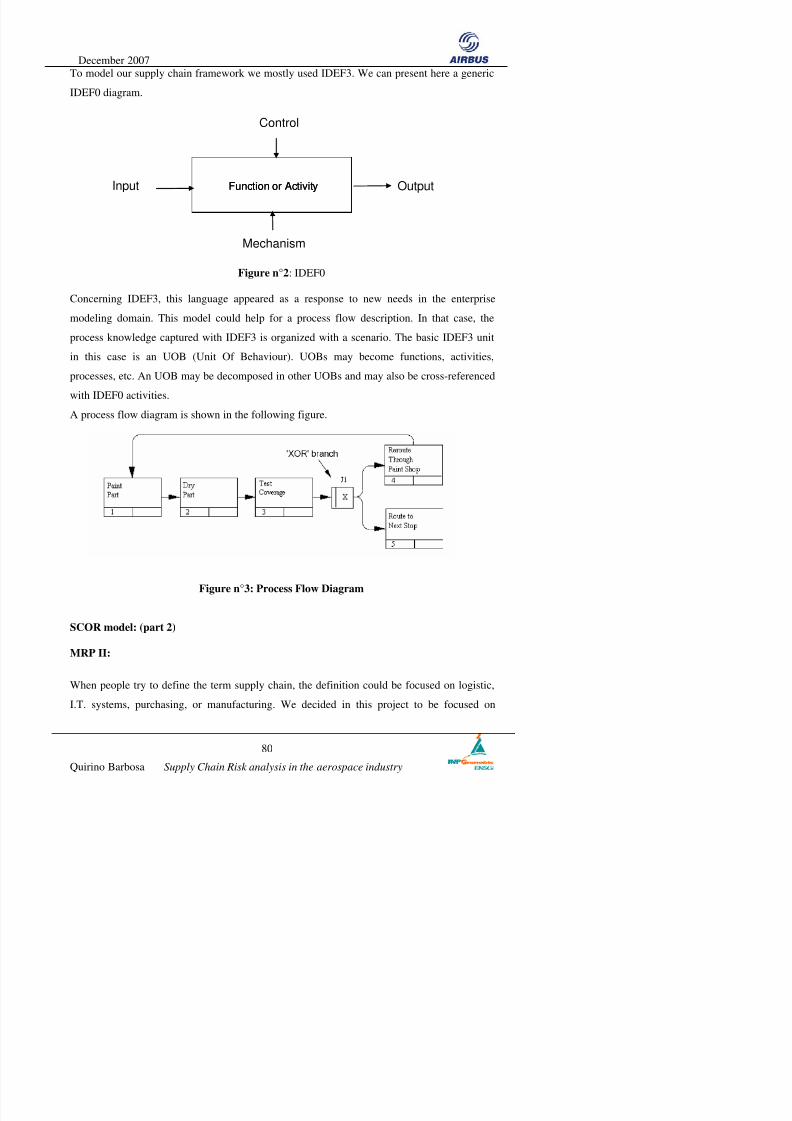
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 80/129
Function or ActivityFunction or Activity
Control
Mechanism
OutputInput
Figure n°2: IDEF0
Concerning IDEF3, this language appeared as a response to new needs in the enterprise
modeling domain. This model could help for a process flow description. In that case, the
process knowledge captured with IDEF3 is organized with a scenario. The basic IDEF3 unit
in this case is an UOB (Unit Of Behaviour). UOBs may become functions, activities,
processes, etc. An UOB may be decomposed in other UOBs and may also be cross-referenced
with IDEF0 activities.
A process flow diagram is shown in the following figure.
December 2007operations management processes. That means that our point of interest is operations
management, but we will try to describe the links between manufacturing operations with

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 81/129
sourcing, inbound and outbound logistics.Why have we decided to do so?
Our goal is to set up proactive management tools thanks to a risk management approach.
However a risk management approach is not sufficient. Indeed a risk management
approach must be supported by a relevant operations management philosophy that
enables to implement at both a strategic and operational levels a proactive philosophy.According to us the MRP II (Manufacturing resource Planning) is the best practice to achieve
our goals.
MRP is a calculation method
that gives what we need to
manufacture the products.
MRPII is a business approach
to decide and plan what to
produce. It’s a real decision-
making tool. The strategic
business plan incorporates the
plans of marketing, finance,
and production. Marketing
must agree that its plans are
realistic and attainable. Finance must agree that the plans are desirable from a financial point
of view, and production must agree that it can meet the required demand. The manufacturing
planning and control system, as described here, is a master game plan for all the departments
in the company This fully integrated planning and control system is called the MRPII The
Business Plan
Sales & Operations
Plan
Master Production
Schedule
Material Requirement
Planning
Production Activity
Control
Resources Requirements
Plan
Rough-Cut Capacity
Plan
Capacity Requirements
Plan
Input / Output Control
Order Entry
&
Promise
Forecasts
to suppliers
Purchase
Orders
Step by
step
planning
Step by
step
planning
Step by step
capacity
check
Step by step
capacity
check
MRP
Figure n°4: MRP II system
December 2007“There are two key concepts in a Lean environment: Standardization and multi-tiered
supply network. According to this, we can see one entire supply chain as a recursive

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 82/129
relationship. Indeed if we consider that the relationship between the OEM and the tiers 1 aredescribed by a set of processes, rules and best practices: Xn, thus we can assume that the
relationship between tiers 1 and the tiers 2 can be described by almost the same set of
processes, rules and best practices at a lower rank: Xn-1. Therefore it will be interesting to
build supply chain risk tools and frameworks based on a succession of dyadic relationships.”
Therefore in that case study, we will try to describe the dyadic relationship between the OEM(Airbus) and a tier 1.
15.3.4. Conduct interviews to identify objective and mostly subjective risks
Once, the supply chain framework has been defined thanks to many interviews. Our goal was
to identify risks.As we explained in part 2, for a given step of the process there are objectives risks and
subjectives risks. Therefore objectives risks were considered as a deviation from the best
practice.
For instance one of the process functions that we described was: “Define the vision and set a
mission statement with hierarchy of goals”. Thus we identified the objectives risks as a
deviation from this process function, as illustrated in the table below.
After that, in order to identify subjective risks, we have conducted several interviews with our
clients and knowledgeable people from:
• Quality Management
•
Purchasing Management• Logistic Management
• I.T. management
December 2007
Moreover after each diagnosis the Supplier Development Team write a report concerning one
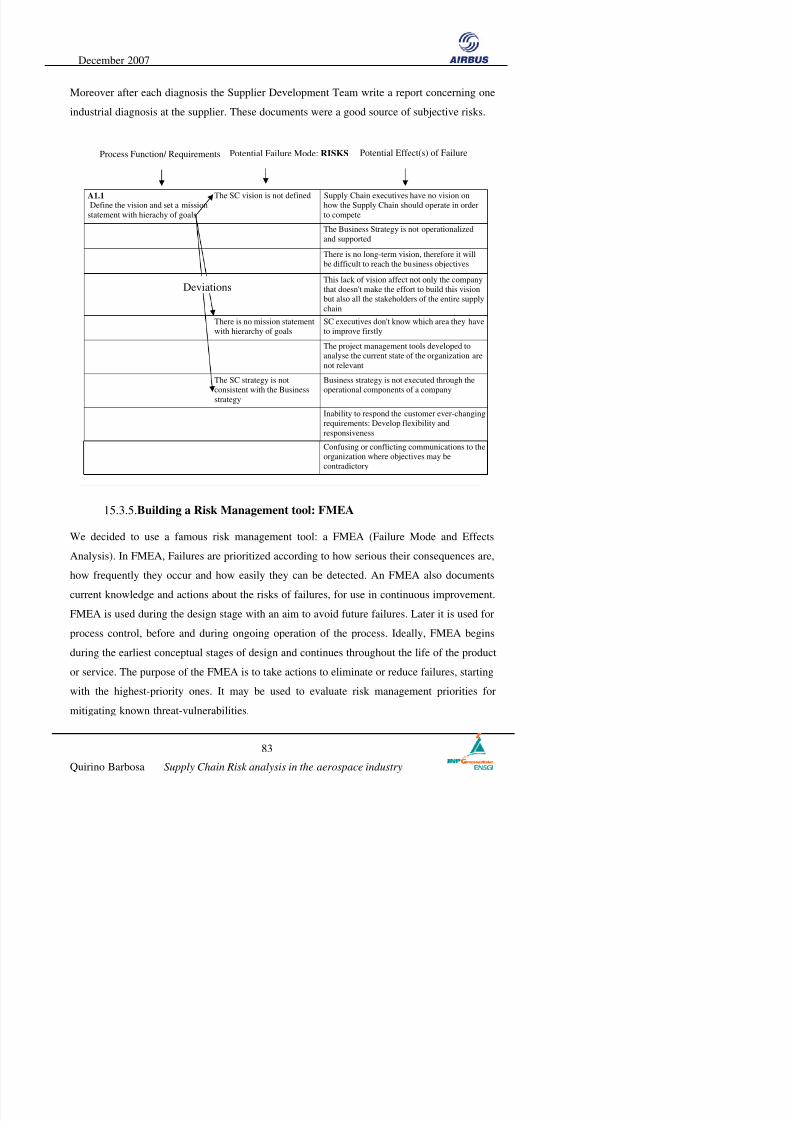
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 83/129
industrial diagnosis at the supplier. These documents were a good source of subjective risks.
Process Function/ Requirements Potential Effect(s) of FailurePotential Failure Mode: RISKS
A1.1Define the vision and set a mission
statement with hierachy of goals
The SC vision is not defined Supply Chain executives have no vision onhow the Supply Chain should operate in order
to compete
The Business Strategy is not operationalizedand supported
There is no long-term vision, therefore it willbe difficult to reach the business objectives
This lack of vision affect not only the companythat doesn't make the effort to build this visionbut also all the stakeholders of the entire supply
chainThere is no mission statementwith hierarchy of goals
SC executives don't know which area they haveto improve firstly
The project management tools developed toanalyse the current state of the organization arenot relevant
The SC strategy is notconsistent with the Businessstrategy
Business strategy is not executed through theoperational components of a company
Inability to respond the customer ever-changingrequirements: Develop flexibility andresponsiveness
Confusing or conflicting communications to theorganization where objectives may becontradictory
Deviations
15.3.5. Building a Risk Management tool: FMEA
We decided to use a famous risk management tool: a FMEA (Failure Mode and Effects
Analysis) In FMEA Failures are prioritized according to how serious their consequences are
December 2007In most formal systems, the consequences are then evaluated by three criteria and associated
risk indices:
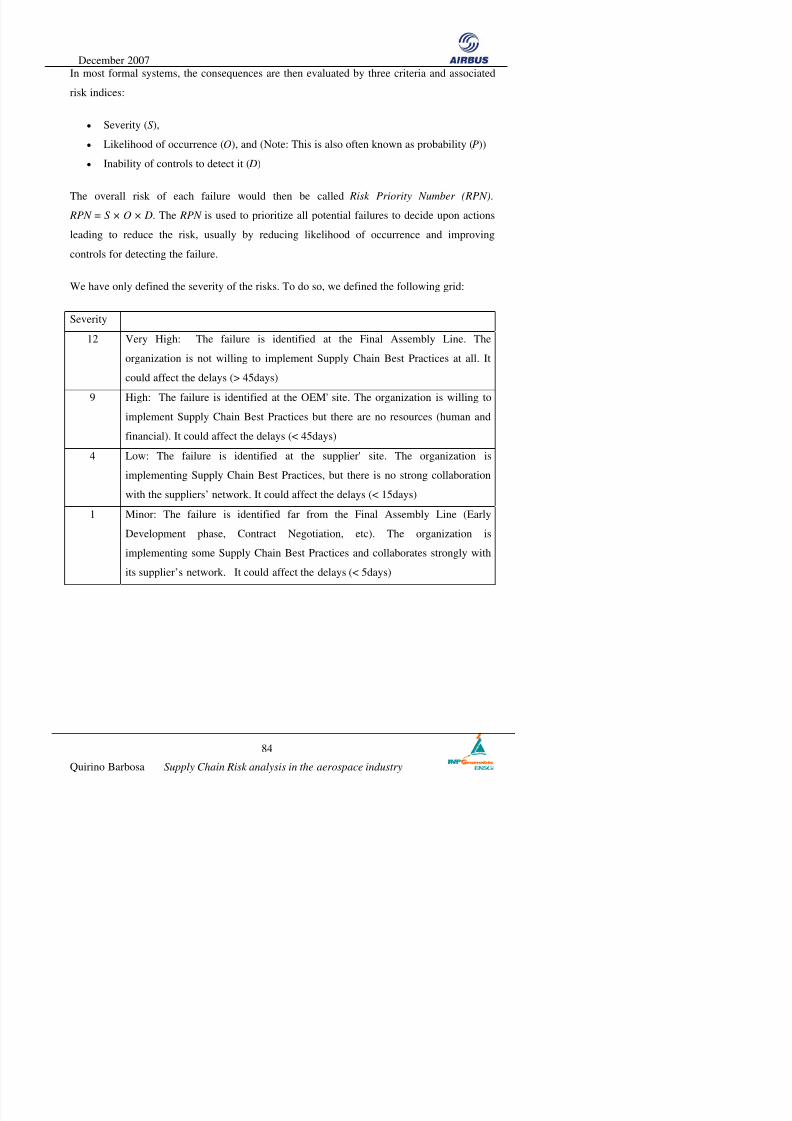
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 84/129
• Severity (S ),
• Likelihood of occurrence (O), and (Note: This is also often known as probability (P))
• Inability of controls to detect it ( D)
The overall risk of each failure would then be called Risk Priority Number (RPN).
RPN = S × O × D. The RPN is used to prioritize all potential failures to decide upon actions
leading to reduce the risk, usually by reducing likelihood of occurrence and improving
controls for detecting the failure.
We have only defined the severity of the risks. To do so, we defined the following grid:
Severity
12 Very High: The failure is identified at the Final Assembly Line. The
organization is not willing to implement Supply Chain Best Practices at all. It
could affect the delays (> 45days)
9 High: The failure is identified at the OEM' site. The organization is willing to
implement Supply Chain Best Practices but there are no resources (human and
financial). It could affect the delays (< 45days)
4 Low: The failure is identified at the supplier' site. The organization is
implementing Supply Chain Best Practices, but there is no strong collaboration
with the suppliers’ network. It could affect the delays (< 15days)
1 Minor: The failure is identified far from the Final Assembly Line (Early
Development phase, Contract Negotiation, etc). The organization is
implementing some Supply Chain Best Practices and collaborates strongly with
December 2007
16. Results
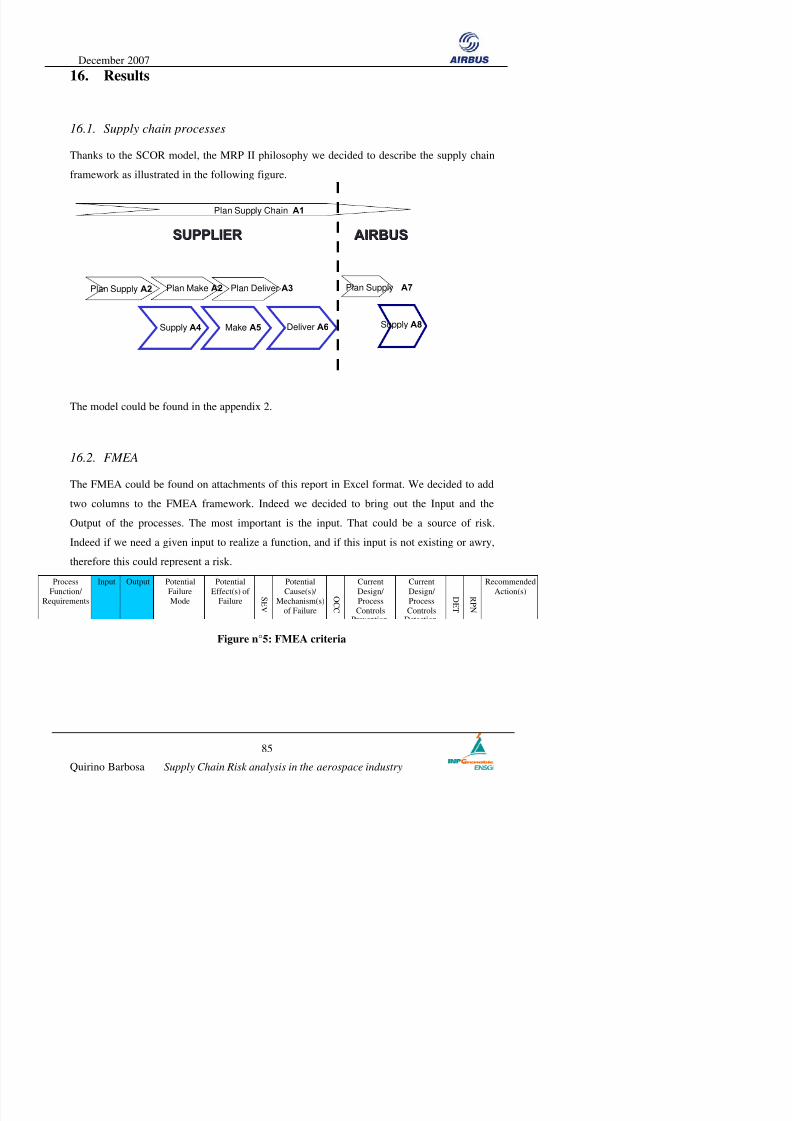
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 85/129
16.1. Supply chain processes
Thanks to the SCOR model, the MRP II philosophy we decided to describe the supply chain
framework as illustrated in the following figure.
Make A5 Deliver A6Supply A4
Plan Supply A2 Plan Make A2 Plan Deliver A3 Plan Supply A7
Plan Supply Chain A1
AIRBUSAIRBUSSUPPLIERSUPPLIER
Supply A8
The model could be found in the appendix 2.
16.2. FMEA
The FMEA could be found on attachments of this report in Excel format. We decided to add
two columns to the FMEA framework. Indeed we decided to bring out the Input and theOutput of the processes. The most important is the input. That could be a source of risk.
Indeed if we need a given input to realize a function, and if this input is not existing or awry,

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 86/129
December 2007
18. References
Ahlstrom, Par and Christer Karlsson (1996), "Change Processes towards Lean Production:
Th R l f h M A i S " I i l J l f O i d

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 87/129
The Role of the Management Accounting System," International Journal of Operations andProduction Management, Vol. 16, No. 11, pp. 42-56.Anderson, Erin and James A. Narus (1990), “A Model of Distributor Firm and Manufacturer
Firm Working Relationships,” Journal of Marketing , Vol. 54, January, pp. 42-58.
Bassetto S. (2005), Contribution à la qualification et à l’amélioration des moyens de
production, de manière opérationnelle, dynamique, en supportant les connaissances métier, Thèse de Doctorat Ph.D, CER ENSAM de METZ.
Bernstein, P. (1996), Against the Gods: The Remarkable Story of Risk, Wiley, Chichester
Bowersox, D.J. (1990), «The Strategic Benefits of Logistics Alliances», Harvard BusinessReview, July-August, pp. 36-45.
Bowersox, Donald J., Theodore P. Stank, and Patricia J. Daugherty (1999), "Lean Launch:
Managing Product Introduction Risk through Response-Based Logistics," Journal of ProductInnovation Management, Vol. 16, No. 4, pp. 557-568.
Braithwaite, T. & Thomas, H. (1990), Risky business? Critical decisions in supply chain
management (part 1&2), Supply Chain Practice (1), Part 1: 40-57, Part 2: 22-58
Carr, A.S. and Smeltzer, L.R. (1997), “An empirically based operational definition of
strategic purchasing”, European Journal of Purchasing & Supply Management, Vol. 3 No. 4,
pp. 199-207.
Christopher, Martin L. (1992), Logistics and Supply Chain Management, London: PitmanPublishing
Christopher, M. & Lee, H. (2001) Supply Chain Confidence, Working paper, CranfieldSchool of Management, UK.
Cooper, M. , Lambert, D. and Pagh, J. (1997), “Supply Chain management: more than a new
name for logistics”, The international Journal of Logistics Management, Vol.8 N°.1, pp.1-14
Cooper Martha C and Lisa M Ellram (1993) “Characteristics of Supply Chain
December 2007Delfmann W., Albers S. (2000), Supply Chain Management in the Global Context,
Arbeitbericht Nr.102-Arbeitsberichte des Seminars für Allgemeine Betriebswirtshaftslehre,Betriebswirtshaftsliche Planung un Logistik der Universität zu Köln.
Di k G (1989) k f k Wi h b

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 88/129
Dickson, G. (1989), Corporate Risk Management. Institute of Risk Management , Witherby,London.
Disney, S.M., M.M. Nairn, and D.R. Towill (1997), "Dynamic Simulation Modeling for Lean
Logistics," International Journal of Physical Distribution and Logistics Management, Vol. 27,No. 3-4, pp. 174-196.Dyer, Jeffrey H. and William G. Ouchi (1993), “Japanese-style partnerships: giving
companies a competitive edge” Sloan Management Review, Fall 1993, pp. 51-63
Ellram, Lisa M. and Martha C. Cooper (1990), “Supply Chain Management, Partnerships,
and the Shipper-Third-Party Relationship,” The International Journal of LogisticsManagement,Vol. 1, No. 2, pp. 1-10.
Engardio, P. (2001), Why the supply chain broke down?, Business Week, 19 March, issue
3724, p.41.
Faisal M.N., Banwet D.K. and Shankar R. (2006) Supply Chain risk mitigation: modelling the
enablers, Business Process Management Journal, Vol. 12 N°. 4,pp.535-552
Fone, M. and Young, P. (2000), Public Sector Risk Management , Butterworth-Heinemann,
London.
Ford, D., Ha°kansson, H., Gadde, L-E. and Snehota, I. (2003), Managing Business
Relationships,2nd ed., Wiley, Chichester.
Frigeant V. and Talbot D. (2001) Proximités et logique modulaire dans l’automobile et
l’aéronautique : vers une convergence des modèles d’approvisionnement ? IIIèmes Journéesde la Proximité « Nouvelles Croissances et Territoires », Paris.
Harland, C., Brenchley, R. and Walker, H. (2003), “Risk in supply networks”, Journal of Purchasing and Supply Management, Vol. 9 No. 2, pp. 51-62.
December 2007
Hyer, Nancy L. and Urban Wemmerlov (2002), "The Office that Lean Built," IIE Solutions,Vol. 34, No. 10, pp. 37-43.Jones, Daniel T., Peter Hines, and Nick Rich (1997), "Lean Logistics," International Journalf Ph i l Di t ib ti d L i ti M t V l 27 N 3 4 153 173
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 89/129
of Physical Distribution and Logistics Management, Vol. 27, No. 3-4, pp. 153-173.
Jüttner U., Peck H. & Martin C. (2003) Supply Chain Risk Management: Outlining an Agenda
for future Research, International Journal of Logistics: Research and Applications Vol. 6, N°.4, 2003.
Kähkönen K. and al. (2007) Management of Uncertainty, VTT Technical research centre of
Finland
Kearny A.T.& The Society of British Aerospace Companies-The Emerging Airline Industry ,
2003Khan Omera and Burnes Bernard (2007), Risk and supply chain management: creating a
research agenda, The International Journal of Logitics Management , Vol.18 N°2.
Knight, F.H. (1921), Risk, Uncertainty and Profit, Houghton Mifflin, Boston, MA.
La Londe, Bernard and Masters (1994), Emerging Logistics Strategies: Blueprint for the next
century, International Journal of Physical distribution and Logistics Management, Vol24, n°7,pp35-47.
Lambert, D.M., M.A. Emmelhainz et J.T. Gardner (1996), «Developping and Implementing
Supply Chain Partenership», The International Journal of Logistics Management, vol. 7, no 2.
Lamming , R., Johnsen, T., Zheng, J. & Harland, C. (2000) An initial classification of supplynetworks, International Journal of Operations and Production Management, 20, (6), pp. 675-691.
Lee, Hau L. and Corey Billington (1992), Managing Supply Chain Inventory: Pitfalls and
Opportunities, Sloan Management Review, Spring, pp.65-73.
Lowrance, W.W. (1980), “The nature of risk”, in Schwing, R.C. and Albers, W.A. (Eds),
How Safe is Safe Enough?, Plenum Press, New York, NY.
Lupton, D. (1999), Risk, Routledge, London.
December 2007Mariotti, J. (1999), “The trust factor in supply chain management”, Supply ChainManagement Review, Vol.35 N° 2, pp 70-77.
McGillivray, G. (2000), Commercial risk under JIT, Canadian Underwriter, 67, pp.26-30

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 90/129
Mentzer T., DeWitt W., Keebler J.S., Min S., Nix N., Smith C., Zacharia Z. (2001) Defining
Supply Chain Management , Journal of Business Logistics, Vol. 22, N°2
Moore, P.G. (1983), The Business of Risk, Cambridge University Press, Cambridge.New S.J. and Payne P., (1995) Research Framework in Logistics: Three models, seven
dinners and a survey, International Journal of Physical Distribution and Logistics
management.
Norrman A., Jansson U., “Ericsson’s proactive supply chain risk management approach after
a serious sub-supplier accident” International Journal of Physical Distribution & LogisticsManagement, Vol. 34 N°. 5, 2004. pp.434-456.
PMBOK (2004), A guide to the project management body of knowledge, 3rd edition, ProjectManagement Institute, Inc., Pennsylvania, USA.
Robinson, P.J., Faris, C.W. and Wind, Y. (1967), Industrial Buying and Creative Marketing, Allyn and Bacon, Boston, MA.
Ross, David Frederick (1998), Competing Through Supply Chain Management, New York,NY: Chapman & Hall.
Rowe, W. (1980), “Risk assessment: approaches and methods”, in Conrad, J. (Ed.), Society,Technology and Risk Assessment, Academic Press, London.
Simon, P., Hillson, D. and Newland, K. (1997), Project Risk Analysis and ManagementGuide (PRAM), Association for Project Management, Norwich.
Slack N. and Lewis, M. (2001), Operations Strategy, 3rd ed., Prentice-Hall, Harlow.
Smith D.(2005), Exploring Innovation, McGraw Hill Education- Europe
Smeltzer L., Siferd S. (1998) Proactive Supply Management: The Management of Risk,
International Journal of Purchasing and Materials Management.
December 2007Tchankova, L. (2002), “Risk identification – basic stage in risk management”, EnvironmentalManagement and Health, Vol. 13 No. 3, pp. 290-7.
Williamson, O.E. (1975), Markets and Hierarchies: Analysis and Anti-trust Implications, TheFree Press New York NY

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 91/129
Free Press, New York, NY.
Williamson, O.E. (1979), Transaction Cost Economics: The Governance of Contractual
Relations, The Free Press, New York, NY.
Wind, Y. and Webster, F.E. (1972), “Industrial buying as organizational behavior: a
guideline for research strategy”, Journal of Supply Chain Management, Vol. 8 No. 3, pp. 5-
16.
Womack James P., Daniel T. Jones and Daniel Ross (1990). The Machine that Changed the
World: the Story of Lean Production. Rawson Associates, Macmillan, New-York
Wu, Yen-Chun Jim (2002), "Effective Lean Logistics Strategy for the Auto Industry," International Journal of Logistics Management, Vol. 13, No. 2, pp. 19-38.
Yates, J.F. and Stone, E. (1992), “The risk construct”, in Yates, J.F. (Ed.), Risk-takingBehaviour,Wiley, Chichester.
December 2007
19. Web links
Airbus www airbus com

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 92/129
Airbus www.airbus.com Boeing www.boeing.com Composites bring Boeing's buyers, engineers and parts suppliers closerhttp://www.purchasing.com/article/CA6419134.html Environment, Safety, and Health considerations-Composite Materials in the Aerospace
Industryhttp://ntrs.nasa.gov/archive/nasa/casi.ntrs.nasa.gov/19950016608_1995116608.pdf
La filière composite à l'Aérospatialehttp://www.w3architect.com/static/people/fgaillard/these/Aa-FiliereCompo.html
L’industrie française des matériaux compositeshttp://www.industrie.gouv.fr/biblioth/docu/dossiers/sect/pdf/rapfinal_long.pdf
December 2007
20 Appendixes
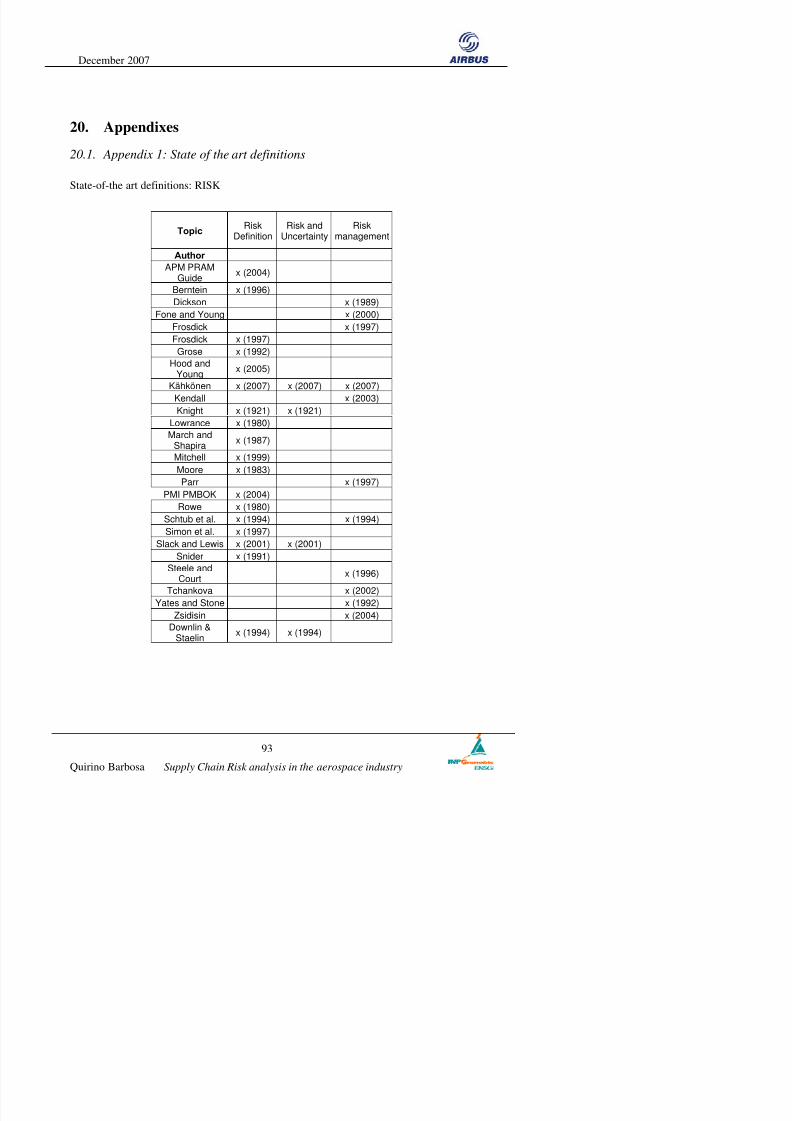
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 93/129
20. Appendixes
20.1. Appendix 1: State of the art definitions
State-of-the art definitions: RISK
TopicRisk
DefinitionRisk and
UncertaintyRisk
management
Author
APM PRAMGuide
x (2004)
Berntein x (1996)
Dickson x (1989)
Fone and Young x (2000)Frosdick x (1997)
Frosdick x (1997)
Grose x (1992)
Hood andYoung
x (2005)
Kähkönen x (2007) x (2007) x (2007)
Kendall x (2003)
Knight x (1921) x (1921)Lowrance x (1980)
March andShapira
x (1987)
Mitchell x (1999)
Moore x (1983)
Parr x (1997)
PMI PMBOK x (2004)
Rowe x (1980)Schtub et al. x (1994) x (1994)
Simon et al. x (1997)
Slack and Lewis x (2001) x (2001)
Snider x (1991)
December 2007
State of the art definitions: Supply Chain Management (1/3)
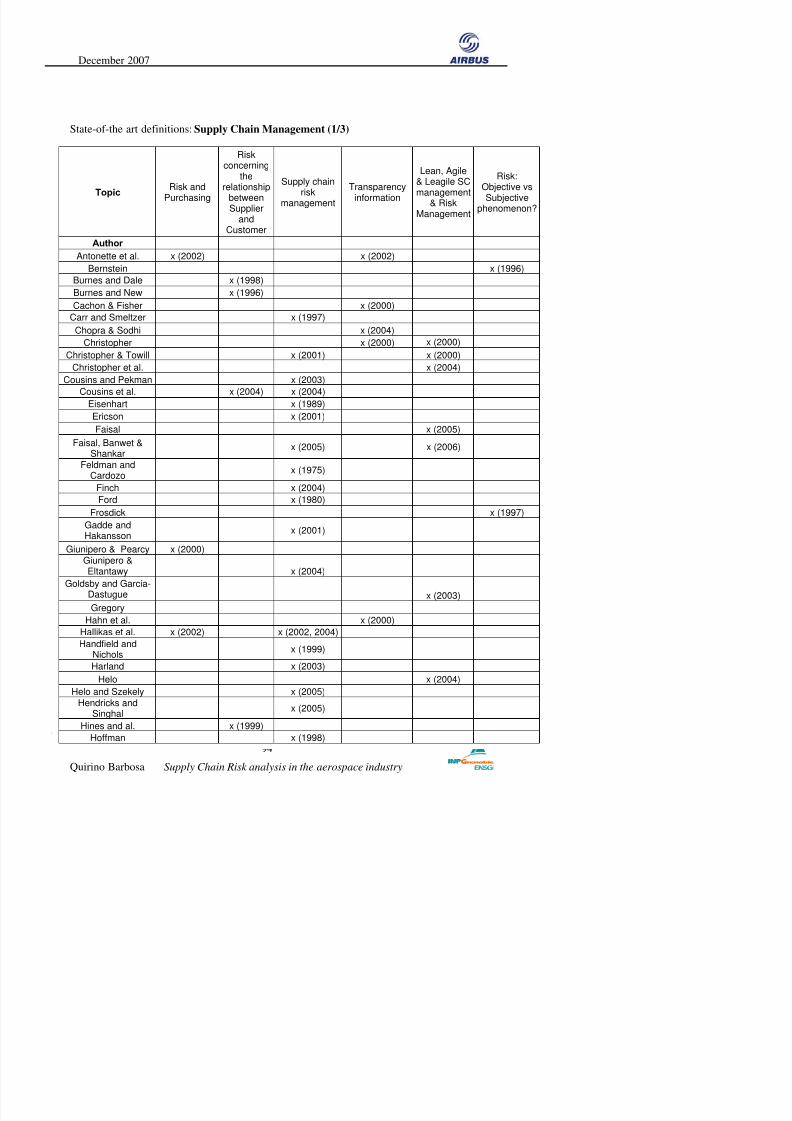
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 94/129
State-of-the art definitions: Supply Chain Management (1/3)
TopicRisk and
Purchasing
Riskconcerning
therelationship
betweenSupplier
andCustomer
Supply chainrisk
management
Transparencyinformation
Lean, Agile& Leagile SCmanagement
& Risk
Management
Risk:Objective vsSubjective
phenomenon?
Author
Antonette et al. x (2002) x (2002)
Bernstein x (1996)
Burnes and Dale x (1998)
Burnes and New x (1996)
Cachon & Fisher x (2000)
Carr and Smeltzer x (1997)
Chopra & Sodhi x (2004)
Christopher x (2000) x (2000)
Christopher & Towill x (2001) x (2000)
Christopher et al. x (2004)
Cousins and Pekman x (2003)
Cousins et al. x (2004) x (2004)
Eisenhart x (1989)
Ericson x (2001)
Faisal x (2005)
Faisal, Banwet &Shankar
x (2005) x (2006)
Feldman andCardozo
x (1975)
Finch x (2004)
Ford x (1980)
Frosdick x (1997)Gadde andHakansson
x (2001)
Giunipero & Pearcy x (2000)
December 2007
State-of-the art definitions: Supply Chain Management (2/3)
Risk
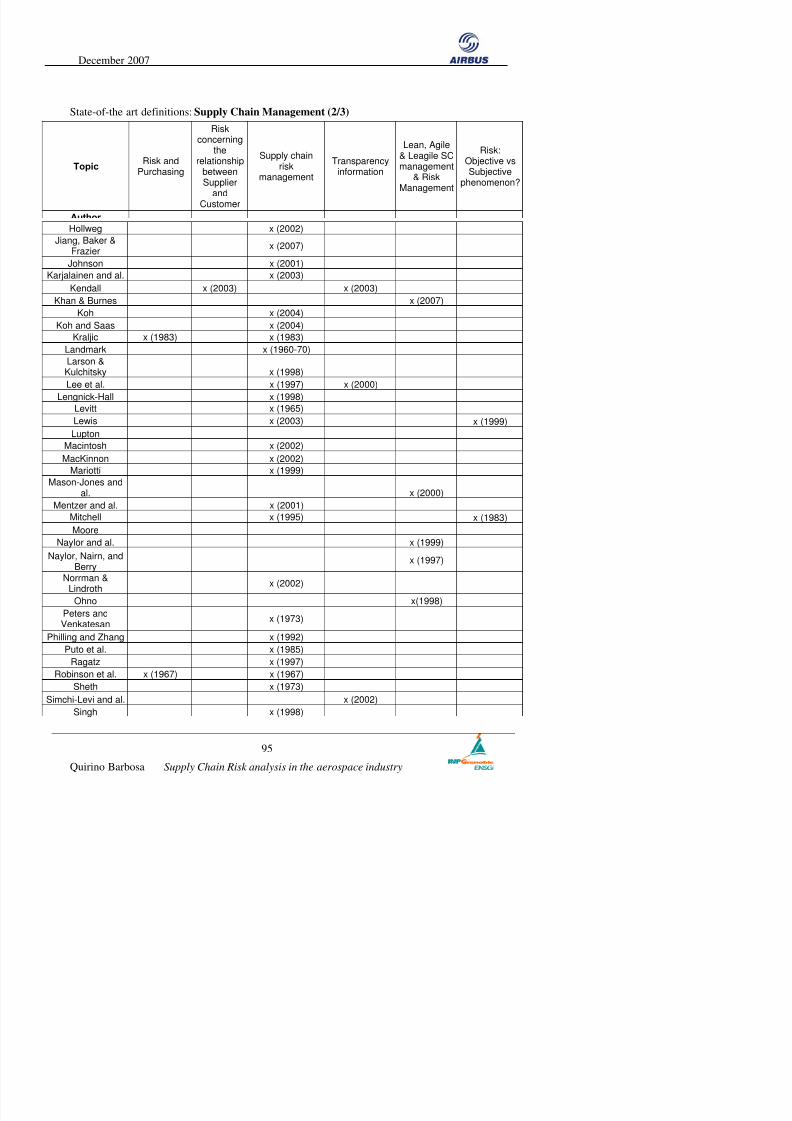
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 95/129
TopicRisk and
Purchasing
Riskconcerning
therelationship
betweenSupplier
andCustomer
Supply chainrisk
management
Transparencyinformation
Lean, Agile& Leagile SCmanagement
& RiskManagement
Risk:Objective vsSubjective
phenomenon?
Author Hollweg x (2002)
Jiang, Baker &Frazier
x (2007)
Johnson x (2001)
Karjalainen and al. x (2003)
Kendall x (2003) x (2003)
Khan & Burnes x (2007)
Koh x (2004)Koh and Saas x (2004)
Kraljic x (1983) x (1983)
Landmark x (1960-70)
Larson &Kulchitsky x (1998)
Lee et al. x (1997) x (2000)
Lengnick-Hall x (1998)
Levitt x (1965)Lewis x (2003) x (1999)
Lupton
Macintosh x (2002)
MacKinnon x (2002)
Mariotti x (1999)
Mason-Jones andal. x (2000)
Mentzer and al. x (2001)
Mitchell x (1995) x (1983)
Moore
Naylor and al. x (1999)
Naylor Nairn and
December 2007
State-of-the art definitions: Supply Chain Management (3/3)
Risk
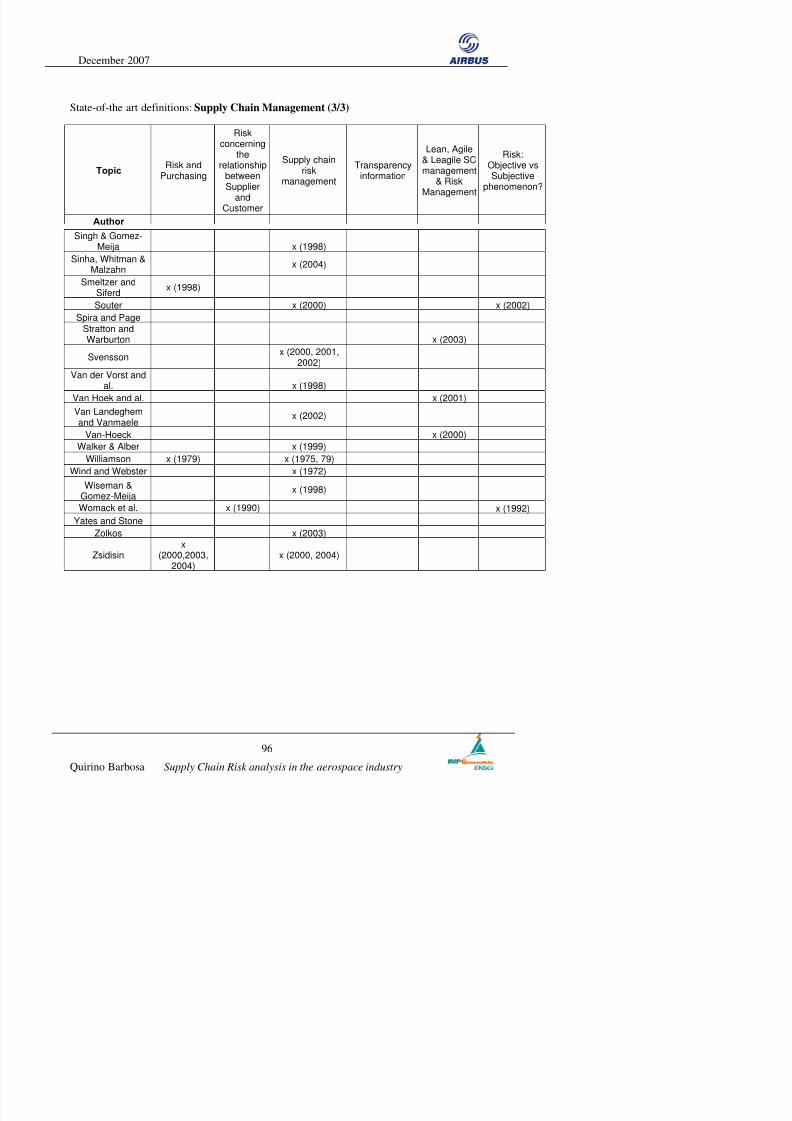
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 96/129
Riskconcerning
therelationship
betweenSupplier
andCustomer
Lean, Agile& Leagile SCmanagement
& RiskManagement
Risk:Objective vsSubjective
phenomenon?
Supply chainrisk
management
Transparencyinformation
Risk andPurchasing
Topic
Author
Singh & Gomez-Meija x (1998)
Sinha, Whitman &Malzahn
x (2004)
Smeltzer andSiferd
x (1998)
Souter x (2000) x (2002)
Spira and PageStratton andWarburton x (2003)
x (2000, 2001,2002)
Svensson
Van der Vorst andal. x (1998)
Van Hoek and al. x (2001)
Van Landeghemand Vanmaele
x (2002)
Van-Hoeck x (2000)
Walker & Alber x (1999)
Williamson x (1979) x (1975, 79)
Wind and Webster x (1972)
Wiseman &Gomez-Meija
x (1998)
Womack et al. x (1990) x (1992)Yates and Stone
Zolkos x (2003)x
(2000 2003Zsidisin x (2000 2004)
December 2007
State-of-the art definitions: Lean applications
P d
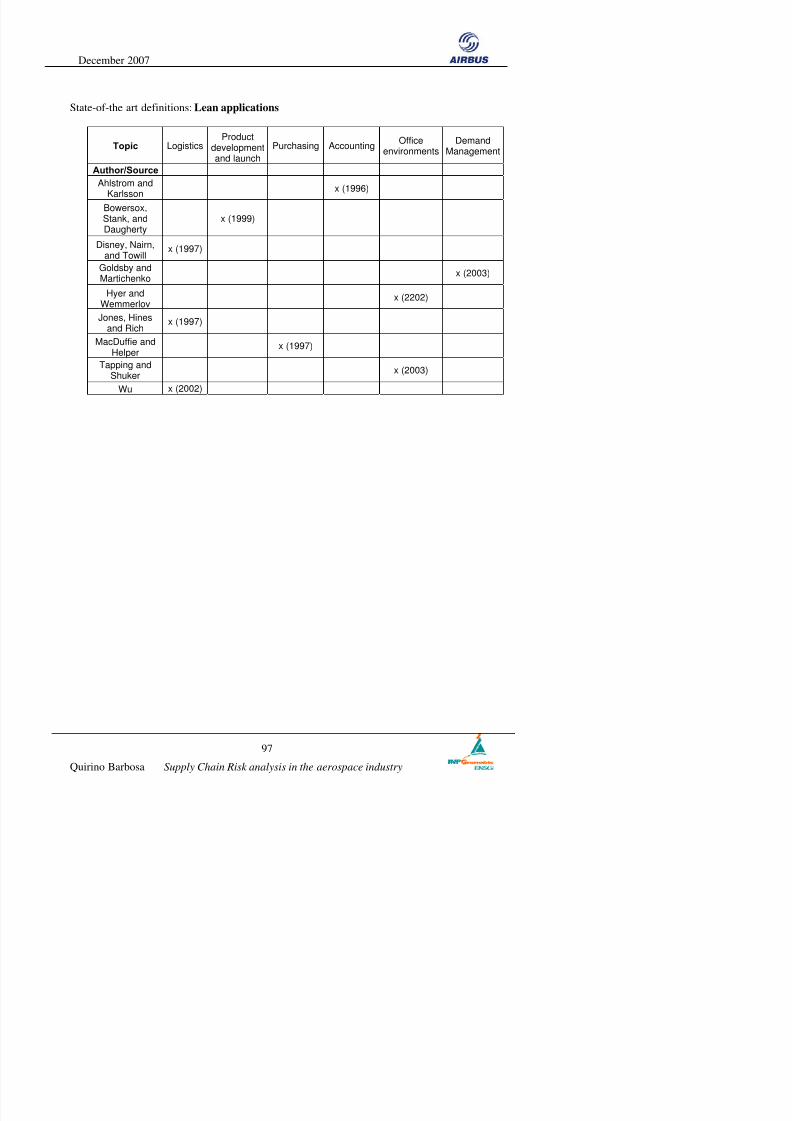
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 97/129
Productdevelopmentand launch
Officeenvironments
DemandManagement
Logistics Purchasing AccountingTopic
Author/Source
Ahlstrom andKarlsson
x (1996)
Bowersox,
Stank, andDaugherty
x (1999)
Disney, Nairn,and Towill
x (1997)
Goldsby andMartichenko
x (2003)
Hyer andWemmerlov
x (2202)
Jones, Hinesand Rich
x (1997)
MacDuffie andHelper
x (1997)
Tapping andShuker
x (2003)
x (2002)Wu
December 2007
State-of-the art definitions: New Product Introduction
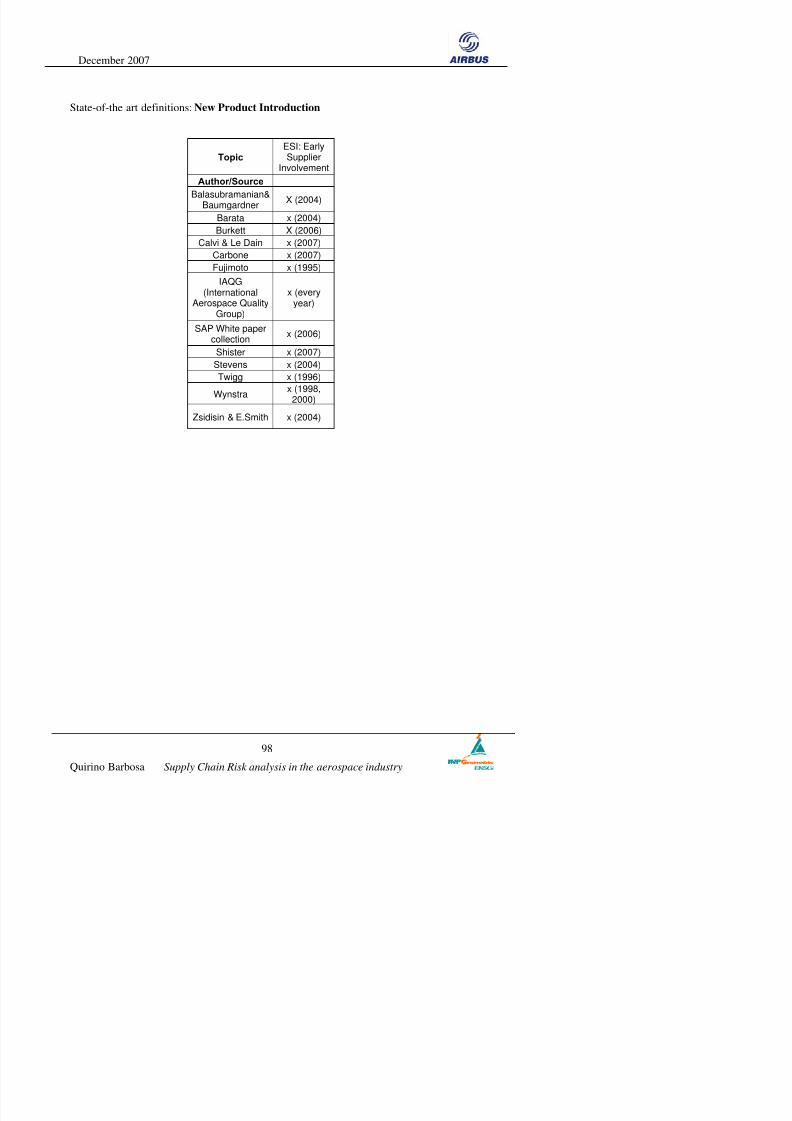
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 98/129
ESI: EarlySupplier
InvolvementTopic
Author/Source
Balasubramanian&Baumgardner
X (2004)
Barata x (2004)Burkett X (2006)
Calvi & Le Dain x (2007)
Carbone x (2007)
Fujimoto x (1995)
IAQG(International
Aerospace Quality
Group)
x (everyyear)
SAP White papercollection
x (2006)
Shister x (2007)
Stevens x (2004)
Twigg x (1996)
x (1998,2000)
Wynstra
Zsidisin & E.Smith x (2004)
December 2007
20.2. Appendix: Supply Chain Framework. IDEF model
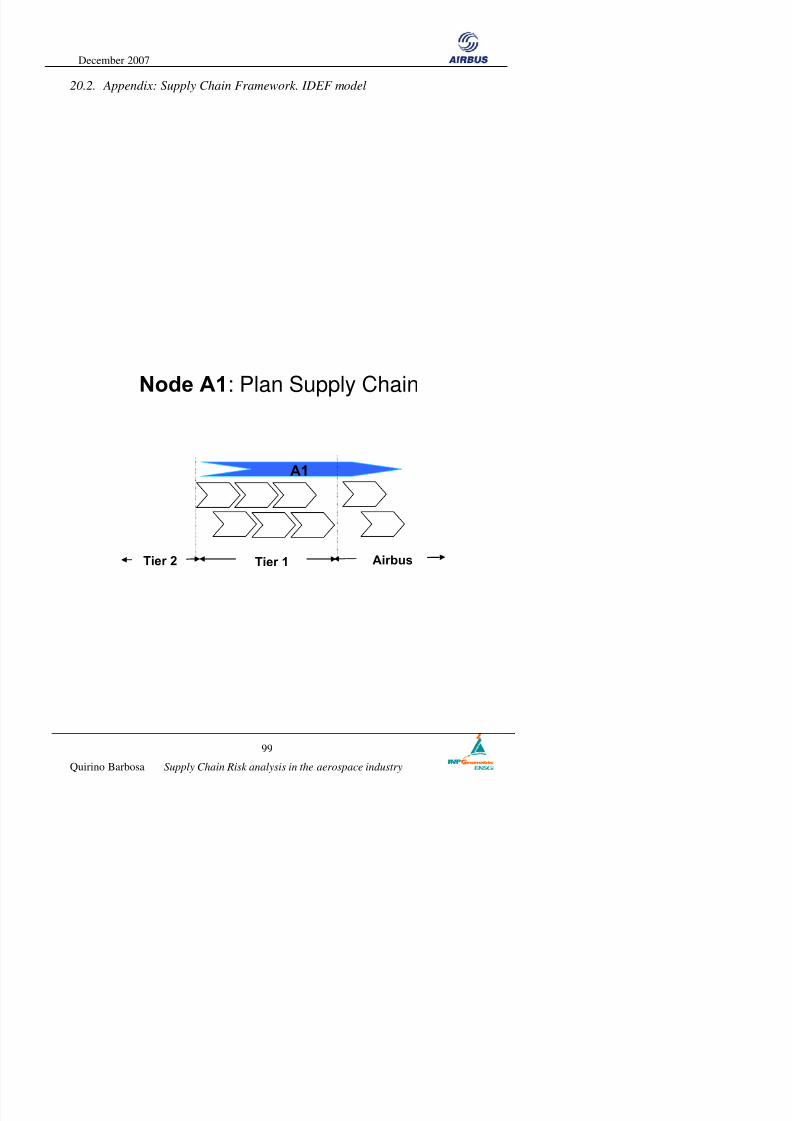
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 99/129
Node A1: Plan Supply Chain
A1
Ai b
Used at:
PMQA-SD
Author:
Project: Supply Chain Risk Analysis
Date: 01/09/07 Reader:
Date:
Context:
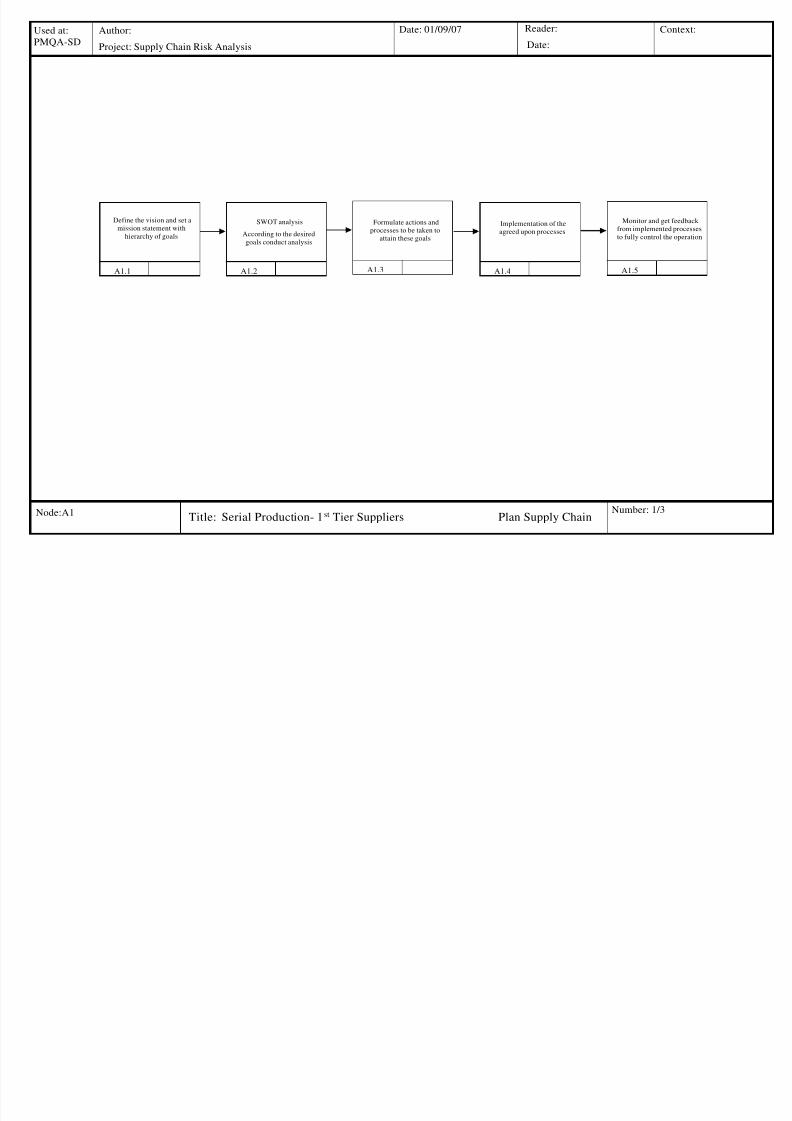
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 100/129
Node:A1 Title: Serial Production- 1st Tier Suppliers Plan Supply Chain Number: 1/3
Define the vision and set amission statement with
hierarchy of goals
A1.1
SWOT analysis
According to the desired
goals conduct analysis
A1.2
Formulate actions and
processes to be taken to
attain these goals
A1.3
Implementation of the
agreed upon processes
A1.4
Monitor and get feedback from implemented processes
to fully control the operation
A1.5
December 2007
Used at:PMQA-SD
Author:Project: Supply Chain Risk Analysis
Date: 01/09/07 Reader:Date:
Context:
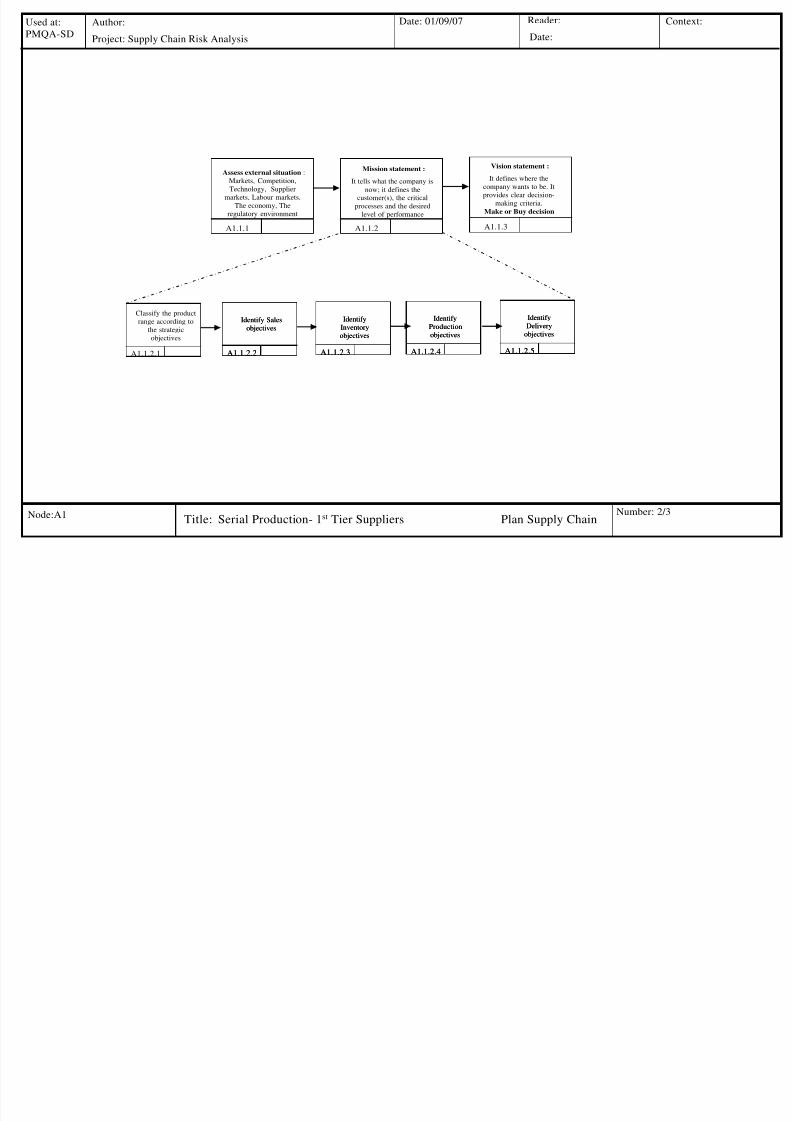
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 101/129
Quirino Barbosa Supply Chain Risk analysis in the aerospace industry
2Node:A1 Title: Serial Production- 1st Tier Suppliers Plan Supply Chain Number: 2/3
Assess external situation :
Markets, Competition,
Technology, Supplier
markets, Labour markets,
The economy, The
regulatory environment
A1.1.1
Mission statement :
It tells what the company is
now; it defines thecustomer(s), the critical
processes and the desired
level of performance
Vision statement :
It defines where the
company wants to be. It
provides clear decision-
making criteria.
Make or Buy decision
A1.1.3A1.1.2
Identify Sales
objectives
A1.1.2.2
Identify Sales
objectives
A1.1.2.2
IdentifyInventory
objectives
A1.1.2.3
IdentifyInventory
objectives
A1.1.2.3
IdentifyProduction
objectives
A1.1.2.4
IdentifyProduction
objectives
A1.1.2.4
IdentifyDelivery
objectives
A1.1.2.5
IdentifyDelivery
objectives
A1.1.2.5
Classify the productrange according to
the strategic
objectives
A1.1.2.1
December 2007
Used at:
PMQA-SD
Author:
Project: Supply Chain Risk Analysis
Date: 01/09/07 Reader:
Date:
Context:
Internal Analysis External Analysis
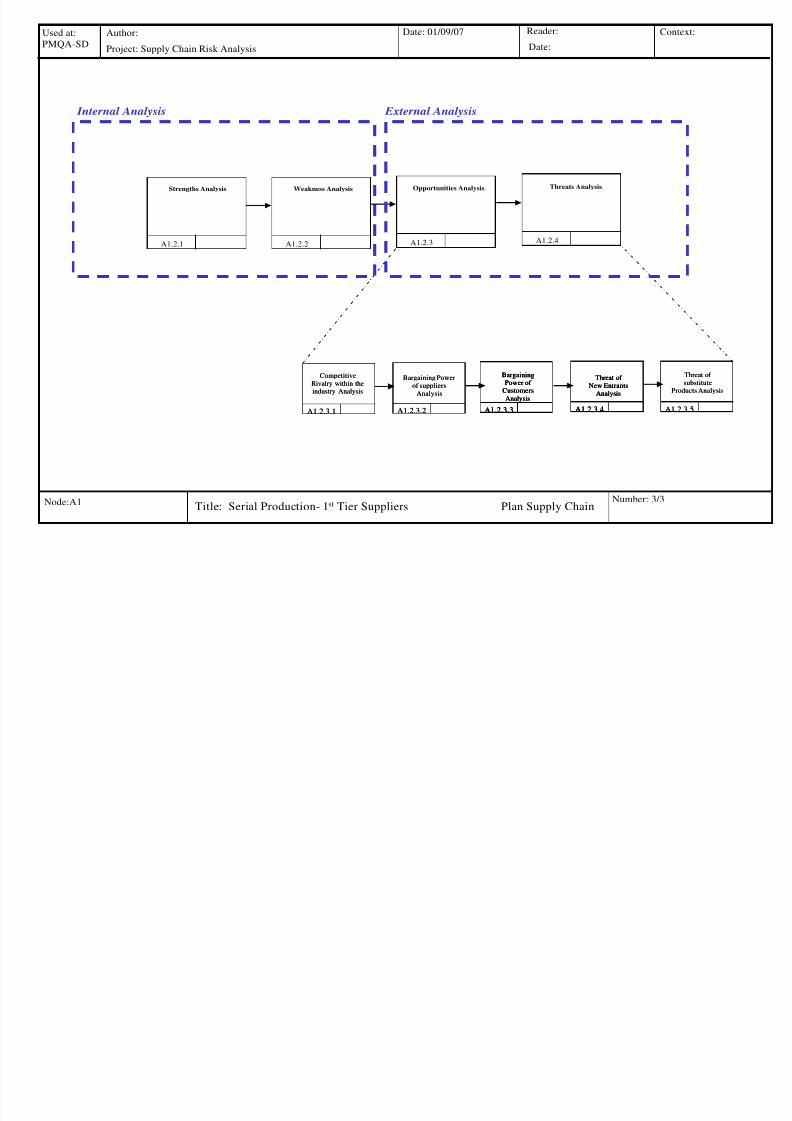
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 102/129
Quirino Barbosa Supply Chain Risk analysis in the aerospace industry
3
Node:A1
Title: Serial Production- 1
st
Tier Suppliers Plan Supply Chain
Number: 3/3
Strengths Analysis
A1.2.1
Weakness Analysis
A1.2.2
Opportunities Analysis
A1.2.3
Threats Analysis
A1.2.4
Competitive
Rivalry within theindustry Analysis
A1.2.3.1
Bargaining Power
of suppliers
Analysis
A1.2.3.2
Threat of
New Entrants
Analysis
A1.2.3.4
Bargaining
Power of Customers
Analysis
A1.2.3.3
Threat of
substituteProducts Analysis
A1.2.3.5
Competitive
Rivalry within theindustry Analysis
A1.2.3.1
Bargaining Power
of suppliers
Analysis
A1.2.3.2
Threat of
New Entrants
Analysis
A1.2.3.4
Threat of
New Entrants
Analysis
A1.2.3.4
Bargaining
Power of Customers
Analysis
A1.2.3.3
Bargaining
Power of Customers
Analysis
A1.2.3.3
Threat of
substituteProducts Analysis
A1.2.3.5
December 2007
Node A2: Plan Supply & Make
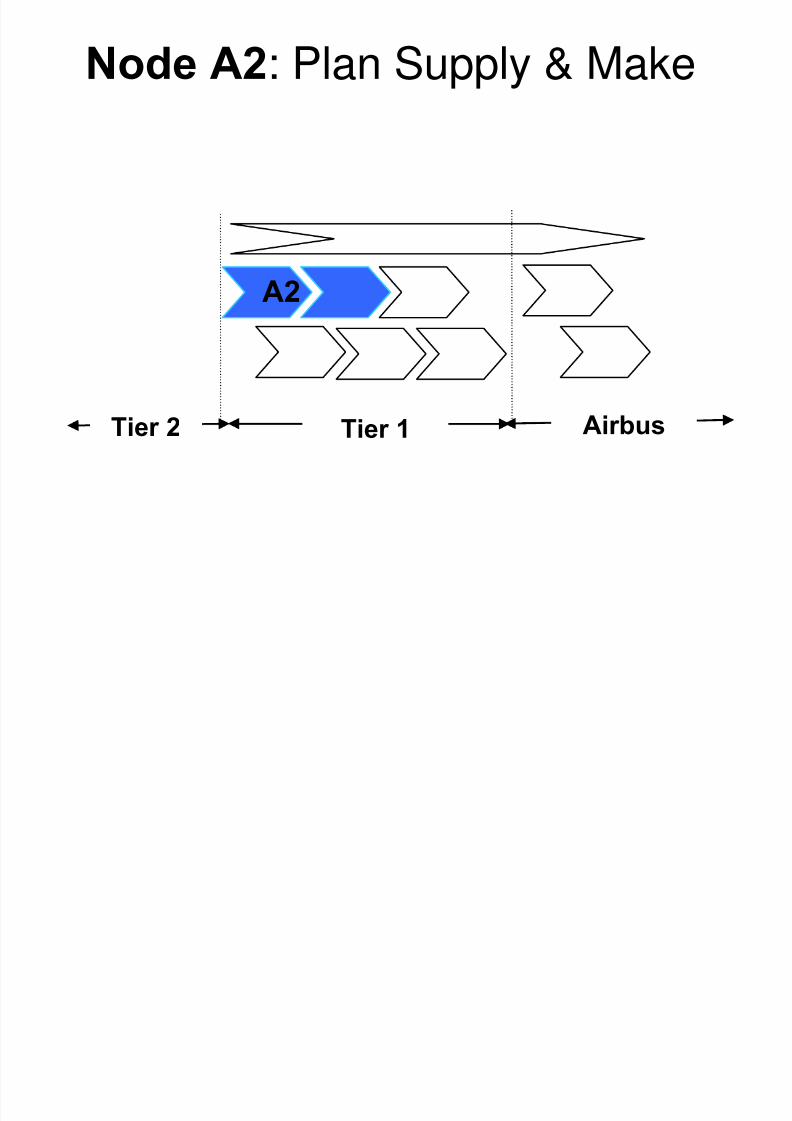
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 103/129
Quirino Barbosa Supply Chain Risk analysis in the aerospace industry
4
Tier 1Tier 2
A2
Airbus
December 2007
Used at:
PMQA-SD
Author:
Project: Supply Chain Risk Analysis
Date: 01/09/07 Reader:
Date:
Context:
Identify Long Term Needs
A2.1
Receive
AircraftProgram
Receive
AircraftProgram
Aggregate
Manufacturing
needs according
Identify
Technical
Requirements
Identify
Technical
Req
uirementsA2.13
Identify
Functional
requirements
A2 14Long Term
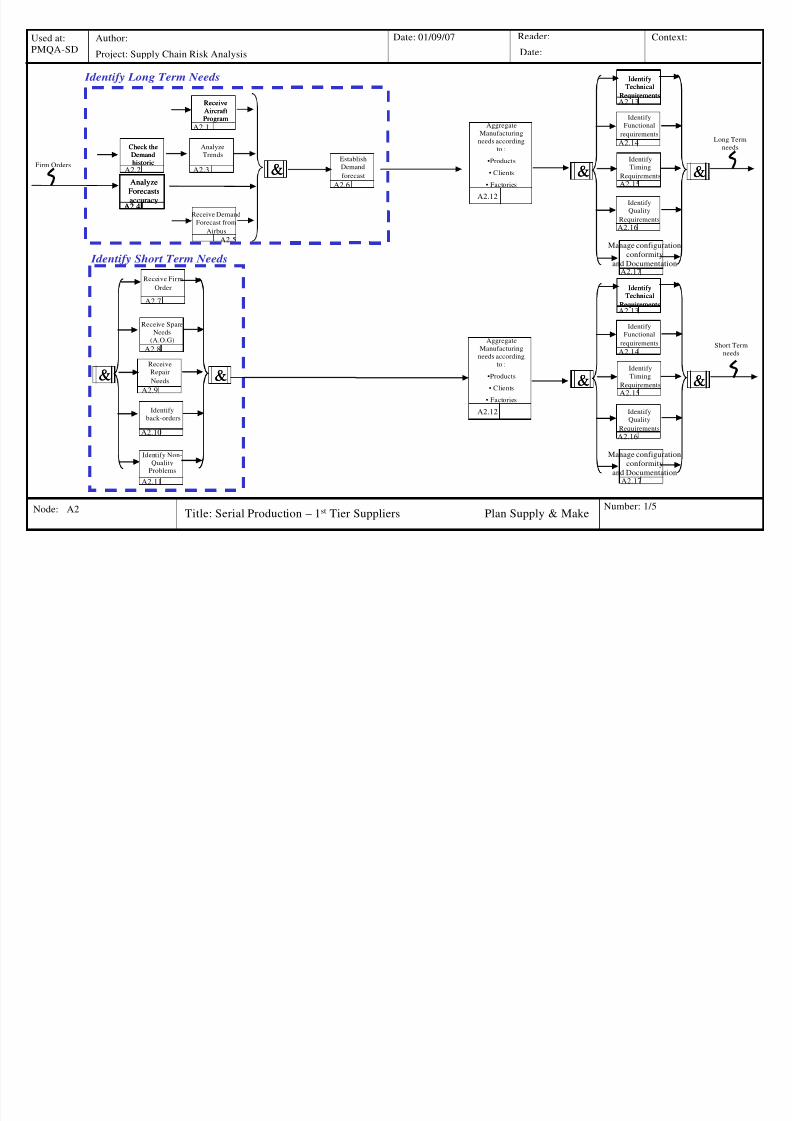
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 104/129
Quirino Barbosa Supply Chain Risk analysis in the aerospace industry
5Node: A2 Title: Serial Production – 1st Tier Suppliers Plan Supply & MakeNumber: 1/5
Identify Short Term Needs
A2.6
Receive Demand
Forecast from
Airbus
A2.5
Establish
Demand
forecast
Check the
Demand
historic
Check the
Demand
historicA2.2
Analyze
Trends
A2.3
Analyze
Forecasts
accuracyA2.4
Analyze
Forecasts
accuracyA2.4
&&
Receive Firm
Order
A2.9
Receive
Repair
Needs
A2.7
Receive Spare
Needs
(A.O.G)
A2.8
Identify
back-orders
A2.10
&&&&
Identify Non-
QualityProblems
Aggregate
Manufacturing
needs according
to :
•Products
• Clients
• Factories
A2.12
Identify
Technical
Requirements
Identify
Technical
RequirementsA2.13
Identify
Functional
requirements
Identify
Timing
Requirements
A2.15
IdentifyQuality
Requirements
A2.16
&&&&
Manage configuration
conformity
and DocumentationA2.17A2.11
A2.14
Firm Orders
needs according
to :
•Products
• Clients
• Factories
A2.12
Identify
Timing
Requirements
A2.15
Identify
Quality
RequirementsA2.16
&&&&
Manage configuration
conformity
and DocumentationA2.17
A2.14needs
Short Term
needs
December 2007
Used at:
PMQA-SD
Author:
Project: Supply Chain Risk Analysis
Date: 01/09/07 Reader:
Date:
Context:
S&OP Level LONG Term: Every Month (Horizon Plan =1 to 3 years; for Products families)
Business plan
objectives
Coordinating plans of the
i d t t
Resource requirements planningAssess
NPD/NPI
Programmes
A2.22
Assess
NPD/NPI
Programmes
A2.22
&& &&
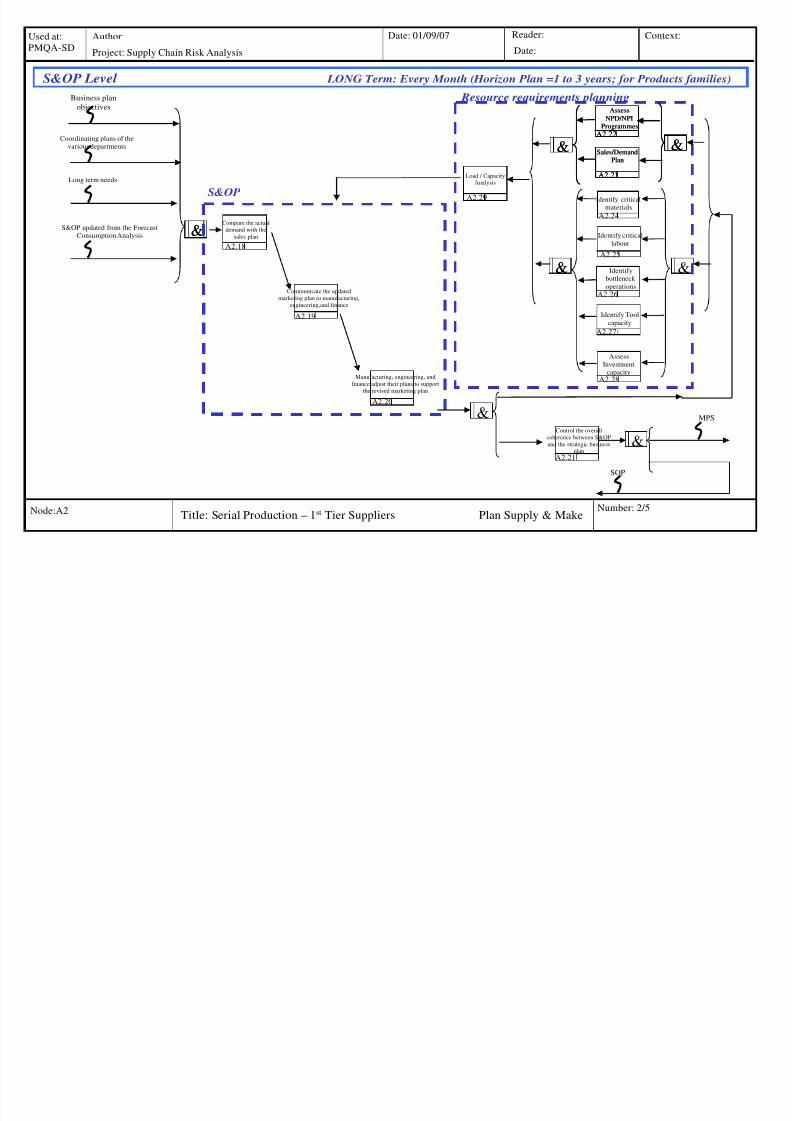
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 105/129
Quirino Barbosa Supply Chain Risk analysis in the aerospace industry
6Node:A2 Title: Serial Production – 1st Tier Suppliers Plan Supply & MakeNumber: 2/5
&&Compare the actual
demand with the
sales plan
A2.18
Long term needs
various departments
Communicate the updated
marketing plan to manufacturing,
engineering,and finance
A2.19
Manuf acturing, engineering, and
finance adjust their plans to support
the revised marketing plan
A2.20
S&OP
Load / Capacity
Analysis
A2.29
Control the overall
coherence between S&OP
and the strategic business
plan
A2.21
& MPS
&&
Identify critical
materials
A2.24
Identify
bottleneck
operations
A2.26
Assess
Investment
capacityA2.28
Identify critical
labour
&A2.25
Sales/Demand
Plan
A2.23
&& Sales/Demand
Plan
A2.23
&&
S&OP updated from the Forecast
Consumption Analysis
Identify Toolcapacity
A2.27
&
SOP
December 2007
Used at:
PMQA-SD
Author:
Project: Supply Chain Risk Analysis
Date: 01/09/07 Reader:
Date:
Context:
MPS Level Every Week (Horizon Plan =3-6 Months; for End products)
Rough-Cut Capacity Planning
Assess
NPD/NPIProgrammes
A2.38
Assess
NPD/NPIProgrammes
A2.38
&&
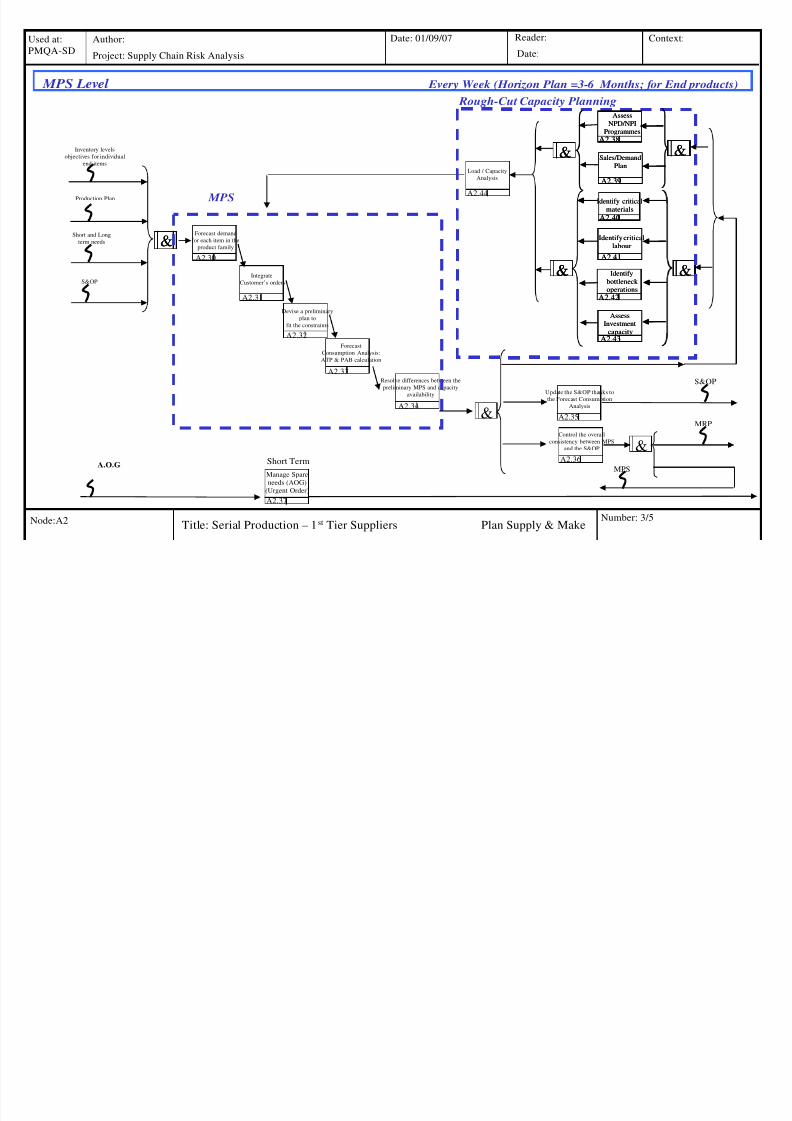
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 106/129
Quirino Barbosa Supply Chain Risk analysis in the aerospace industry
7Node:A2 Title: Serial Production – 1st Tier Suppliers Plan Supply & MakeNumber: 3/5
&&Forecast demand
for each item in the
product family
A2.30
Short and Long
term needs
Inventory levels
o jectives for individual
end items
b
Production Plan
Devise a preliminary
plan tofit the constraints
A2.33Resolve differences between the
preliminary MPS and capacity
availability
A2.34
MPS
Control the overall
consistency between MPS
and the S&OP
A2.36
& MRP
S&OP
A.O.G
Manage Spare
needs (AOG)
(Urgent Order)
Short Term
&
MPS
Integrate
Customer’s orders
A2.31
Load / Capacity
Analysis
A2.44
&
Identify critical
materials
A2.40
Identify
bottleneck
operations
A2.42
AssessInvestment
capacityA2.43
Identify critical
labour
&A2.41
&&
Identify critical
materials
A2.40
Identify
bottleneck
operations
A2.42
AssessInvestment
capacityA2.43
Identify critical
labour
&A2.41
Sales/Demand
Plan
A2.39
&& Sales/Demand
Plan
A2.39
&&
A2.32
Forecast
Consumption Analysis:
ATP & PAB calculation
S&OP
A2.35
Update the S&OP thanks to
the Forecast Consumption
Analysis
A2.37
December 2007
Used at:
PMQA-SD
Author:
Project: Supply Chain Risk Analysis
Date: 01/09/07 Reader:
Date:
Context:
MRP Level Short term (Horizon Plan= 1 month; for components)
Planning factors: Orderquantities, lead times,
safety stock and scrap
Capacity requirements planning
Alter the load
Identify labour
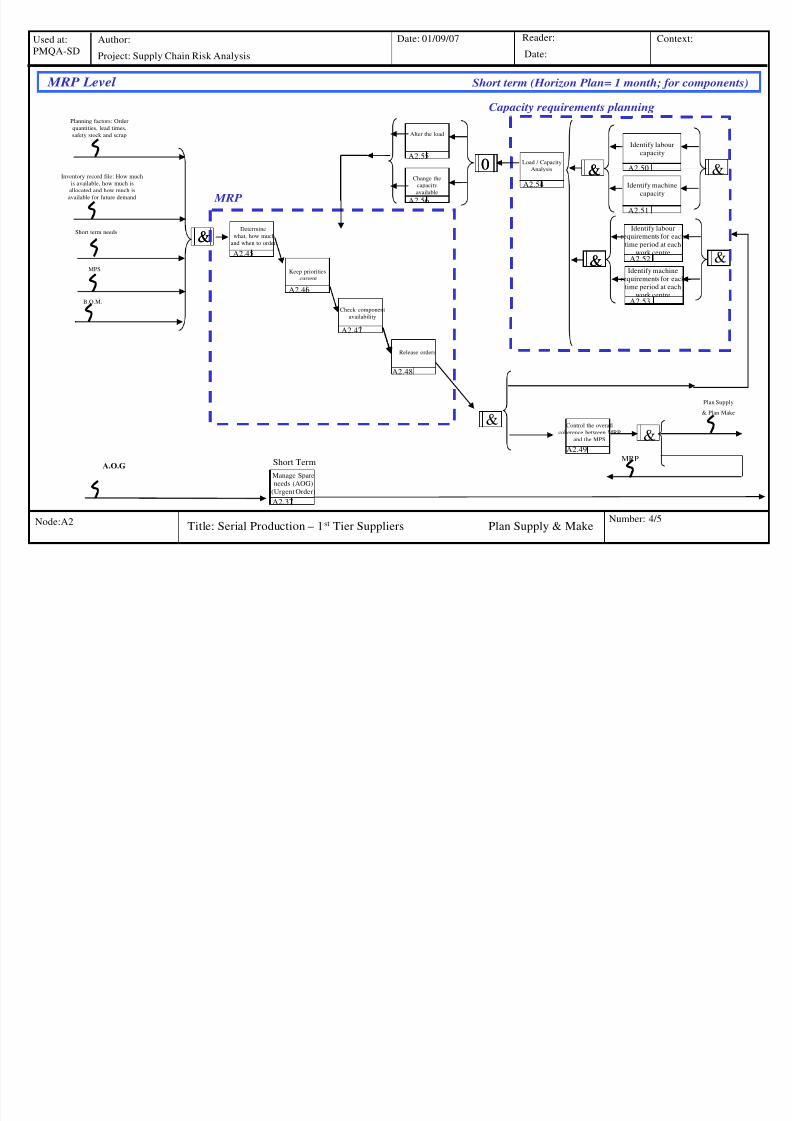
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 107/129
Quirino Barbosa Supply Chain Risk analysis in the aerospace industry
8Node:A2 Title: Serial Production – 1st Tier Suppliers Plan Supply & MakeNumber: 4/5
&&Determine
what, how much
and when to order
A2.45
Short term needs
B.O.M.
Keep priorities
current
A2.46
MRP
Control the overall
coherence between MRP
and the MPS
A2.49
&
Plan Supply
& Plan Make
&&
Load / Capacity
Analysis
A2.54
Identify labour
requirements for each
time period at each
work centreA2.52 &
MPS
Inventory record file: How much
is available, how much is
allocated and how much is
available for future demand
Release orders
A2.47
Check component
availability
A2.48
Identify machine
requirements for each
time period at each
work centreA2.53
00A2.55
Change the
capacity
available
A2.56
A.O.G
Manage Spare
needs (AOG)
(Urgent Order)
Short Term
&
y
capacity
A2.50 &&Identify machine
capacity
A2.51
&
MRP
A2.37
December 2007
Used at:
PMQA-SD
Author:
Project: Supply Chain Risk Analysis
Date: 01/09/07 Reader:
Date:
Context:
Plan Supply
Net Needs A2.57
LONG Term
Launch
Load/Capacity
provisional
analysis
Maintaining
l t tCollaborate
i h h
Integrate
NPI/NPD
programs into
supply plans
Improve the
collaboration
with the
suppliers
Communicate
F ti lCommunicate
Q tit
Communicate
P i
A2.58 A2.59
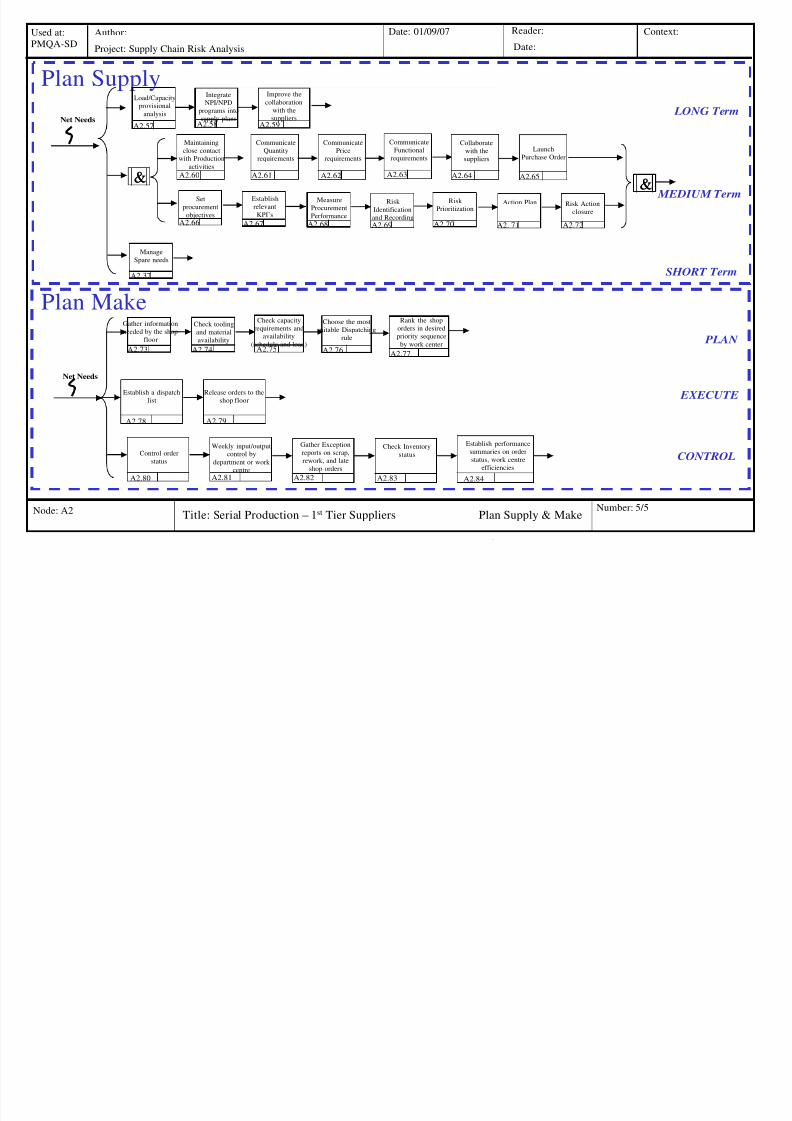
7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 108/129
Quirino Barbosa Supply Chain Risk analysis in the aerospace industry
9Node: A2 Title: Serial Production – 1st Tier Suppliers Plan Supply & MakeNumber: 5/5
Plan Make
Risk Action
closure
MEDIUM Term
SHORT Term
&&
Measure
Procurement
Performance
A2.68
Risk
Identification
and Recording
Risk
PrioritizationAction Plan
A2.69 A2.70 A2. 71 A2.72
Set
procurement
objectives
A2.66
Establish
relevant
KPI’s
A2.67
Launch
Purchase Order
Manage
Spare needs
Net Needs
PLAN
EXECUTE
CONTROL
Gather information
needed by the shop
floor
Control order
status
Check tooling
and material
availability
Check capacityrequirements and
availability
(schedule and load)
Choose the most
suitable Dispatching
rule
Rank the shoporders in desired
priority sequence
by work center
Establish a dispatch
list
Release orders to the
shop floor
Weekly input/output
control by
department or work
centre
Gather Exception
reports on scrap,
rework, and late
shop orders
Check Inventory
status
Establish performance
summaries on order
status, work centre
efficiencies
close contact
with Production
activities
with the
suppliers
Functional
requirementsQuantity
requirements
Price
requirements
A2.60 A2.61 A2.62 A2.63
A2.74
A2.65
A2.75 A2.76
A2.78
A2.73A2.77
A2.64
A2.37
A2.79
A2.80 A2.81 A2.82 A2.83 A2.84
&&
December 2007
Node A3: Plan Deliver

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 109/129
Quirino Barbosa Supply Chain Risk analysis in the aerospace industry
10
Tier 1Tier 2
A3
Airbus
December 2007
Used at:
PMQA-SD
Author:
Project: Supply Chain Risk Analysis
Date: 01/09/07 Reader:
Date:
Context:

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 110/129
Quirino Barbosa Supply Chain Risk analysis in the aerospace industry
11Node: A3 Title: Serial Production- 1st Tier Suppliers Plan Delivery Number: 1/2
Plan OutboundLogistic
A3.1
Establish
Logistic
Strategies
A3.1.1
Reserve Extra
Long Load
(WP only)
A3.1.2
Check
transportation
resources
availabilityA3.1.3
Communicate
transportation
planning
A3.1.4
Monitor
transportation
performance
A3.2
Check
transportation
resources
A3.2.2
Assess
transportation
conditions
A3.2.3
Gather
transportation
documents
A3.2.1
Communicate
transportation
performance
A3.2.5
Monitor
Transportation
KPI’s
A3.2.4
December 2007
Used at:PMQA-SD
Author:
Project: Supply Chain Risk Analysis
Date: 01/09/07 Reader:
Date:
Context:

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 111/129
Quirino Barbosa Supply Chain Risk analysis in the aerospace industry
12Node: A3
Title: Serial Production- 1st Tier Suppliers Plan DeliveryNumber: 2/2
Plan Delivery
A3.3
Communicate
Delivery
information
A3.3.3
Plan
Deliveries
A3.3.2
Gather Delivery
planning
demandA3.3.1
December 2007
Node A4: Supply

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 112/129
Quirino Barbosa Supply Chain Risk analysis in the aerospace industry
13
Tier 1Tier 2
A4
Airbus
December 2007
Used at:
PMQA-SD
Author:
Project: Supply Chain Risk Analysis
Date: 01/09/07 Reader:
Date:
Context:

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 113/129
Quirino Barbosa Supply Chain Risk analysis in the aerospace industry
14Node: A4 Number: 1/2Title: Serial Production 1st Tiers Suppliers Supply
Receiv
Raw material
or sub parts
A4.1
eCollect
Delivery
Certificates
A4.2
Authorize
Supplier
Payment
A4.6
Archive
documents
A4.8
Archive
documents
A4.8
Collect
conformity
documents
A4.3
&& OO
Edit Reception
Note
A4.5
Reception
Registration on
ERP
A4.4
Send Raw Mat. or S.P.
to a Control Area
if administrative
non conformityA4.7
&& OO OO
Transfer Raw Mat.
or S.P.
to a Control Area
A4.10
Transfer Raw Mat. or
S.P.
to Warehouse
A4.9
Transfer Raw Mat.or S.P. directly
to the Production Line
A4.11
&&
Control Inventory
obsolescence
A4.12
December 2007
Used at:PMQA-SD
Author:
Project: Supply Chain Risk Analysis
Date: 01/09/07 Reader:Date:
Context:
Stock In raw
material or S. P.
in Warehouse
A4.13
Stock out from
Warehouse
A4.15

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 114/129
Quirino Barbosa Supply Chain Risk analysis in the aerospace industry
15Node: A4 Number: 2/2Title: Serial Production 1st Tiers Suppliers Supply
Stock In
Registration on
ERP
A4.14
&&&&
Control inventory
obsolescence
A4.17
Stock Out
Registration on
ERP
A4.16
&&
&&
&&
Dispatch
A4.18
December 2007
Node A5: Make

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 115/129
Quirino Barbosa Supply Chain Risk analysis in the aerospace industry
16
Tier 1Tier 2
A5
Airbus
Used at:
PMQA-SD
Author:
Project: Supply Chain Risk Analysis
Date: 01/09/07 Reader:
Date:
Context:
Sub contractors
products & Raw
Material Transfer
f W h
Stock In
ElementaryParts
A5.5
Stock Out
A5.7

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 116/129
Node: A5
from Warehouse
A5.1
Manufacture
Elementary Parts
A5.2
Manufacture
Elementary Parts
A5.2
Test and Attach
Q-docs
A5.3
Test and Attach
Q-docs
A5.3A5.3
Transfer
A5.4
Transfer
A5.4A5.4
Title: Serial Production- 1st Tiers Supplier Make
Stock In
Registration onERP
A5.6
&&&&
Control inventory
obsolescence
A5.9
Stock Out
Registration onERP
A5.8
&&
&&
&&
Number: 1/2
OO
Transfer directly to
the point of use
A5.10
Elementary parts
transferred to
Sub-assembly
Unit
December 2007
Used at:PMQA-SD
Author:Project: Supply Chain Risk Analysis
Date: 01/09/07 Reader:Date:
Context:
Stock In
Sub-Assembly
A5.14
Stock Out
A5.16

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 117/129
Quirino Barbosa Supply Chain Risk analysis in the aerospace industry
2
Node: A5 Title: Serial Production- 1st Tiers Supplier MakeNumber: 2/2
Manufacture
Sub-Assembly
A5. 1
Test and Attach
Q-docs
1
A5.12
Transfer
A5.13Stock In
Registration on
ERP
A5.15
&&&&
Control inventory
obsolescence
A5.18
Stock Out
Registration on
ERP
A5.17
&&
&&
&&
Dispatch
A5.20
OO
Transfer directly to
the point of use
A5.19
Transfer Sub-
assembly parts to
Final assembly
unit
December 2007
Used at:
PMQA-SD
Author:
Project: Supply Chain Risk Analysis
Date: 01/09/07 Reader:
Date:
Context:
Stock In Final
Assembly
Unit
A5.24
&&&&

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 118/129
Quirino Barbosa Supply Chain Risk analysis in the aerospace industry
3
Node: A5
Title: Serial Production- 1
st
Tiers Supplier Make
Number: 2/2
Test and Attach
Q-docs
A5.22
Transfer
A5.23
Final Assembly
Unit
A5.21
Stock In
Registration on
ERP
A5.25
Control inventory
obsolescence
A5.26
&&OO
Transfer directly to
the point of use
A5.27

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 119/129
December 2007
Used at:
PMQA-SD
Author:
Project: Supply Chain Risk Analysis
Date: 01/09/07 Reader:
Date:
Context:
Stock out Final
Assembly Unit
A6 2

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 120/129
Quirino Barbosa Supply Chain Risk analysis in the aerospace industry
5
Node: A6 Number: 1/1
Edit DeliveryNote and Q-
DocsA6.1
Title: Serial Production- 1st Tiers Supplier Deliver
Shipment
A6.6
Shipment
A6.6
Prepare Materialfor distribution
(kits, etc…)
Pack Product
A6.5
A6.2
Stock Out
Registration on
ERP
A6.3
&& &&A6.4
December 2007
Node A7: Plan Supply & Make

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 121/129
Quirino Barbosa Supply Chain Risk analysis in the aerospace industry
6
AirbusTier 1Tier 2
A7
December 2007
Used at:
PMQA-SD
Author:
Project: Supply Chain Risk Analysis
Date: 01/09/07 Reader:
Date:
Context:
Identify Long Term Needs
A7.1
Receive
Aircraft
Program
Establish
Demand
Check the
Demand
historic
Check the
Demand
historicA 2
Analyze
Trends
A 3
&&
Firm Orders
AggregateManufacturing
needs according
to :
•Products
Identify
Technical
Requirements
Identify
Technical
RequirementsA7.13
Identify
Functionalrequirements
Identify
Timing&&&&
A7.14Long Term
needs

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 122/129
Quirino Barbosa Supply Chain Risk analysis in the aerospace industry
7Node: A7 Title: Serial Production – Airbus Plan Supply & MakeNumber: 1/4
Identify Short Term Needs
A7.6
Receive Demand
Forecast fromAirbus
A7.5
Demand
forecastA7.2 A7.3
Analyze
Forecasts
accuracyA7.4
Analyze
Forecasts
accuracyA7.4
&&
Receive Firm
Order
A7.9
Receive
Repair
Needs
A7.7
Receive Spare
Needs
(A.O.G)
A7.8
Identify
back-orders
A7.10
&&&&
Identify Non-
Quality
Problems
Aggregate
Manufacturing
needs according
to :
•Products
• Clients
• Factories
A7.12
Identify
Technical
Requirements
Identify
Technical
RequirementsA7.13
Identify
Functional
requirements
Identify
Timing
Requirements
A7.15
Identify
Quality
Requirements
A7.16
&&&&
Manage configuration
conformity
and DocumentationA7.17A7.11
A7.14
Firm Orders
• Clients
• Factories
A7.12
Timing
Requirements
A7.15
Identify
Quality
RequirementsA7.16
&&&&
Manage configuration
conformity
and DocumentationA7.17
Short Term
needs
December 2007
Used at:
PMQA-SD
Author:
Project: Supply Chain Risk Analysis
Date: 01/09/07 Reader:
Date:
Context:
S&OP Level LONG Term: Every Month (Horizon Plan =1 to 3 years; for Products families)
Business plan
objectives
Coordinating plans of the
various departments
Resource requirements planningAssess
NPD/NPI
ProgrammesA7.22
Sales/Demand
Plan
Assess
NPD/NPI
Programmes
A7.22
&& Sales/Demand
Plan
&&

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 123/129
Quirino Barbosa Supply Chain Risk analysis in the aerospace industry
8
Node: A7
Title: Serial Production – Airbus Plan Supply & Make
Number: 1/4
&&Compare the actual
demand with the
sales plan
A7.18
Long term needs
Communicate the updated
marketing plan to manufacturing,
engineering,and finance
A7.19
Manufacturing, engineering, and
finance adjust their plans to support
the revised marketing plan
A7.20
S&OP
Load / Capacity
Analysis
A7.29
Control the overall
coherence between S&OP
and the strategic business
plan
A7.21
&MPS
&&
Identify critical
materials
A7.24
Identify
bottleneck
operations
A7.26
Assess
Investment
capacityA7.28
Identify critical
labour
&A7.25
A7.23A7.23
S&OP updated from the Forecast
Consumption Analysis
Identify Tool
capacityA7.27
&
SOP
December 2007
Used at:
PMQA-SD
Author:
Project: Supply Chain Risk Analysis
Date: 01/09/07 Reader:
Date:
Context:
MPS Level Every Week (Horizon Plan =3-6 Months; for End products)
Inventory levels
bjectives for individual
end items
o
Load / Capacity
Analysis
Assess
NPD/NPI
Programmes
A7.38
Sales/Demand
Plan
A7.39
Assess
NPD/NPI
Programmes
A7.38&& Sales/Demand
Plan
A7.39
&&
Rough-Cut Capacity Planning

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 124/129
Quirino Barbosa Supply Chain Risk analysis in the aerospace industry
9Node: A7 Title: Serial Production – Airbus Plan Supply & MakeNumber: 1/4
&&Forecast demand
for each item in the
product family
A7.30
Short and Long
term needs
Production Plan
Devise a preliminary
plan to
fit the constraints
A7.33Resolve differences between the
preliminary MPS and capacity
availability
A7.34
MPS
Control the overall
consistency between MPS
and the S&OP
A7.36
&MRP
S&OP
A.O.G
Manage Spare
needs (AOG)
(Urgent Order)
Short Term
&
MPS
Integrate
Customer’s orders
A7.31
A7.44
&
Identify critical
materials
A7.40
Identify
bottleneck
operations
A7.42
Assess
Investment
capacityA7.43
Identify criticallabour
&A7.41
&&
Identify critical
materials
A7.40
Identify
bottleneck
operations
A7.42
Assess
Investment
capacityA7.43
Identify criticallabour
&A7.41
A7.32Forecast
Consumption Analysis:
ATP & PAB calculation
S&OP
A7.35
Update the S&OP thanks to
the Forecast Consumption
Analysis
A7.37
December 2007
Used at:PMQA-SD
Author:
Project: Supply Chain Risk Analysis
Date: 01/09/07 Reader:
Date:
Context:
MRP Level Short term (Horizon Plan= 1 month; for components)
Planning factors: Order
quantities, lead times,
safety stock and scrap
Load / Capacity
Analysis
Capacity requirements planning
Inventory record file: How much
i il bl h h i
00
Alter the load
A7.55
Change the&
Identify labour
capacity
A7.50 &&

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 125/129
Quirino Barbosa Supply Chain Risk analysis in the aerospace industry
10Node: A7 Title: Serial Production – Airbus Plan Supply & MakeNumber: 1/4
&&Determine
what, how much
and when to order
A7.45
Short term needs
B.O.M.
Keep priorities
current
A7.46
MRP
Control the overall
coherence between MRP
and the MPS
A7.49
&
Plan Supply
& Plan Make
&&
A7.54
Identify labour
requirements for each
time period at each
work centreA7.52 &
MPS
is available, how much is
allocated and how much is
available for future demand
Release orders
A7.47
Check component
availability
A7.48
Identify machine
requirements for each
time period at each
work centreA7.53
g
capacity
available
A7.56
A.O.G
Manage Spare
needs (AOG)
(Urgent Order)
Short Term
Identify machine
capacity
A7.51
&
MRP
A7.37
December 2007
Used at:
PMQA-SD
Author:
Project: Supply Chain Risk Analysis
Date: 01/09/07 Reader:
Date:
Context:
Project: Supply Chain Risk Analysis Date:
Plan Supply
Net NeedsA7.57
LONG Term
&&
Launch
Purchase Order
Load/Capacity
provisional
analysis
Maintaining
close contact
with Production
activities
Collaborate
with the
suppliers
Integrate
NPI/NPD
programs into
supply plans
Improve the
collaboration
with the
suppliers
Collaborate
Functional
requirements
Communicate
Quantity
requirements
Communicate
Price
requirements
A7.58 A7.59
A7.60 A7.61 A7.62 A7.63 A7.65A7.64

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 126/129
Quirino Barbosa Supply Chain Risk analysis in the aerospace industry
11Node: A7 Number:3/4Title: Serial Production AIRBUS Plan Supply & Make
Plan Make
Risk Action
closure
MEDIUM Term
SHORT Term
&&
Measure
Procurement
Performance
A7.68
Risk
Identification
and Recording
Risk
PrioritizationAction Plan
A7.69A7.70
A7. 71 A7.72
Set
procurement
objectives
A7.66
Establish
relevant
KPI’s
A7.67
Manage
Spare needs
Net Needs
PLAN
EXECUTE
CONTROL
Gather informationneeded by the shop
floor
Control order
status
Check toolingand material
availability
Check capacityrequirements and
availability
(schedule and load)
Choose the mostsuitable Dispatching
rule
Rank the shoporders in desired
priority sequence
by work center
Establish a dispatch
list
Release orders to the
shop floor
Weekly input/output
control by
department or work
centre
Gather Exception
reports on scrap,
rework, and late
shop orders
Check Inventory
status
Establish performance
summaries on order
status, work centre
efficiencies
A7.74
A7.65
A7.75 A7.76
A7.78
A7.73A7.77
A7.37
A7.79
A7.80 A7.81 A7.82 A7.83 A7.84
&&
December 2007
Node A8: Supply

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 127/129
Quirino Barbosa Supply Chain Risk analysis in the aerospace industry
12
AirbusTier 1Tier 2
A8
December 2007
Used at:PMQA-SD
Author:
Project: Supply Chain Risk Analysis
Date: 01/09/07 Reader:
Date:
Context:

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 128/129
Quirino Barbosa Supply Chain Risk analysis in the aerospace industry
13Node: A9 Number: 1/2Title: Serial Production- Airbus Supply
Re e
Raw material
or sub parts
A8.1
ceivCollect
Delivery
Certificates
A8.2
Authorize
Supplier
Payment
A8.6
Archive
documents
A8.8
Archive
documents
A8.8
Collect
conformity
documentsA8.3
&& OO
Edit Reception
Note
A8.5
Reception
Registration on
ERP
A8.4
Send Raw Mat. or S.P.
to a Control Area
if administrativenon conformityA8.7
&& OO OO
Transfer Raw Mat.
or S.P.
to a Control Area
A8.11
Transfer Raw Mat. or
S.P.
to Warehouse
A8.10
Transfer Raw Mat.or S.P. directly
to the Production Line
A8.12
&&
Control Inventory
obsolescence
A8.17
December 2007
Used at:PMQA-SD
Author:
Project: Supply Chain Risk Analysis
Date: 01/09/07 Reader:Date:
Context:
Stock In raw
material or S. P.
in Warehouse
A8.13
Stock out from
Warehouse
A8.15

7/31/2019 RapportPFE Airbus QuirinoBarbosa 210108
http://slidepdf.com/reader/full/rapportpfe-airbus-quirinobarbosa-210108 129/129
Quirino Barbosa Supply Chain Risk analysis in the aerospace industry
14Node: A9 Number: 2/2Title: Serial Production- Airbus Supply
Stock In
Registration on
ERP
A8.14
&&&&
Control inventory
obsolescence
A8.17
Stock Out
Registration on
ERP
A8.16
&&
&&
&&
Dispatch
A8.18