RDM 50K Prospekt 9-2008 DEillig.de/uploads/tx_illig/RDM_50K54K70K75K_5-2010_DE_web_01.pdf · von...
16
Druckluftformautomaten RDM 50 K, RDM 54 K, RDM 70 K, RDM 75 K
Transcript of RDM 50K Prospekt 9-2008 DEillig.de/uploads/tx_illig/RDM_50K54K70K75K_5-2010_DE_web_01.pdf · von...
DruckluftformautomatenRDM 50 K, RDM 54 K,RDM 70 K, RDM 75 K
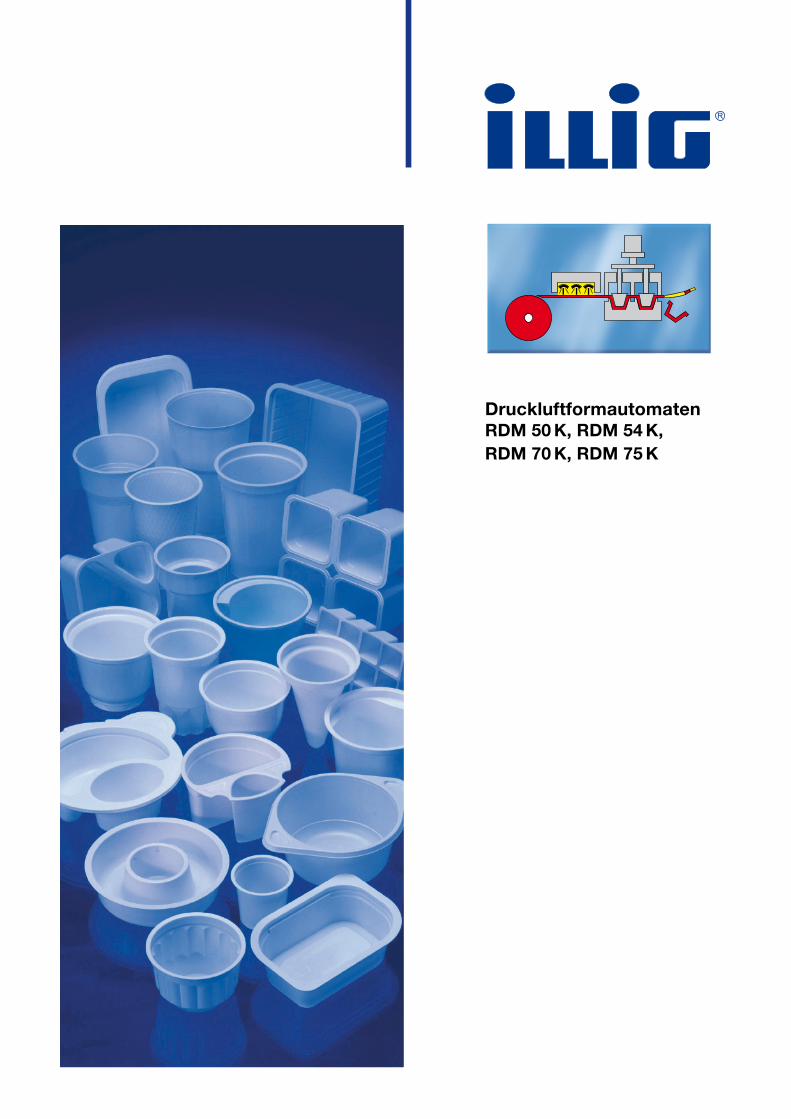
Der Weg zum op ti ma lenFormteil
Orientiert an Kun den wün -schen entstehen bei ILLIGan spruchs vol le und wirt -schaft li che Pro duk ti ons sy ste -me, die optimale Lösungenfür das Produkt beinhalten.Die konsequente Anwendungder Thermoformung und dieErweiterung ihrer Ein satz be -rei che er for dern eine Be rück -sich ti gung von:
Pro dukt ge stal tung
Ma te ri al aus wahl
Fo li en her stel lung
Verfor mung
Stapelung
Handling
Druck und Verpacken.
Das ILLIG RDM-K Produktionssystem,Maßstab für ein innovatives, anwender-orientiertes Thermoformkonzept.
Automatisierung/Nachbearbeitung

Flexible Ausstattungsvarianten erlaubenwirt schaft li che Produktionsabläufe.
Die Leistung eines Produk -tionssystems hängt nichtzuletzt von der Verfügbarkeitaller Einzelkomponenten ab.Abgestimmt auf die unter-schiedlichen Fertigungsauf -gaben und Leistungsstufenbietet ILLIG entsprechendeEinzelkomponenten undVerkettungspakete an.
Leistungsspektrum
RDM-K-Systemtechnik
Hochleistungs-Thermoformen
Bedienkonzepte
Prozessoptimierung
Stapelkonzepte
Werkzeugtechnik
2 3

Form-/Stanzautomat RDM 54 K
Die RDM-K Maschinen mitder Form-/Stanztechnik ste-hen für präzise me cha ni scheAntriebe, hohe Formteil quali -tät, Lei stung und Zu ver läs -sig keit. Dem Anwender stehtsomit eine um fang rei che,pro dukt ori en tier te Typen reihemit unterschiedlichen Form -flächen und Ausstattungenzur Ver fü gung.
Das Formaggregat mit demkur ven ge steu er ten Knie he -bel sy stem garantiert hoheForm- und Stanzkräfte. DerForm tisch beschränkt sichnicht nur auf Auf- und Ab -
wärts be we gun gen, sondernkippt nach dem Formvorgangum 80° in Fo li en durch lauf -rich tung. In dieser Lageschieben Aus wer fer dieBecher in die Sta pel ein rich -tung. Die Kippbewegung desForm ti sches er laubt auch beimehrreihigen Werk zeu gendas geführte Ausstoßen undSta peln der Formt ei le.
Durch Optimierung des Ma -schi nen ab lau fes während derForm- und Bewegungs -sphase können freie Poten -tiale bestens genutzt wer den.Dies führt zu Taktzahlsteige -
rungen bei optimalen Be we -gungs ab läu fen. Bei derHerstellung von Verpackun -gen für die Le bens mit tel -in du strie ver bes sert die Ver -wen dung ungeölter Luft fürZylinder und Dich tun gen dieHy gie ne ei gen schaf ten. DieKon zep ti on der Ma schi nen- ty pe RDM-K berücksichtigtauch die spe zi fi schen Anfor -derungen an den Werk zeug -wech sel und ver bes sert dieZu gäng lich keit an alleMaschi nenelemente zur Wartung und In stand hal tung.
Neue Ideen schaffen neue Märkte. Präzision undFle xi bi li tät sind eine wesentliche Vor aus set zung.
RDM 70 K Linie mit Sta pel ein rich tung ÜG 75.Verkettet mit einer Stanzgittermühle RS 75 b
Flexibilität und hohe Verfügbarkeitals Erfolgskonzept
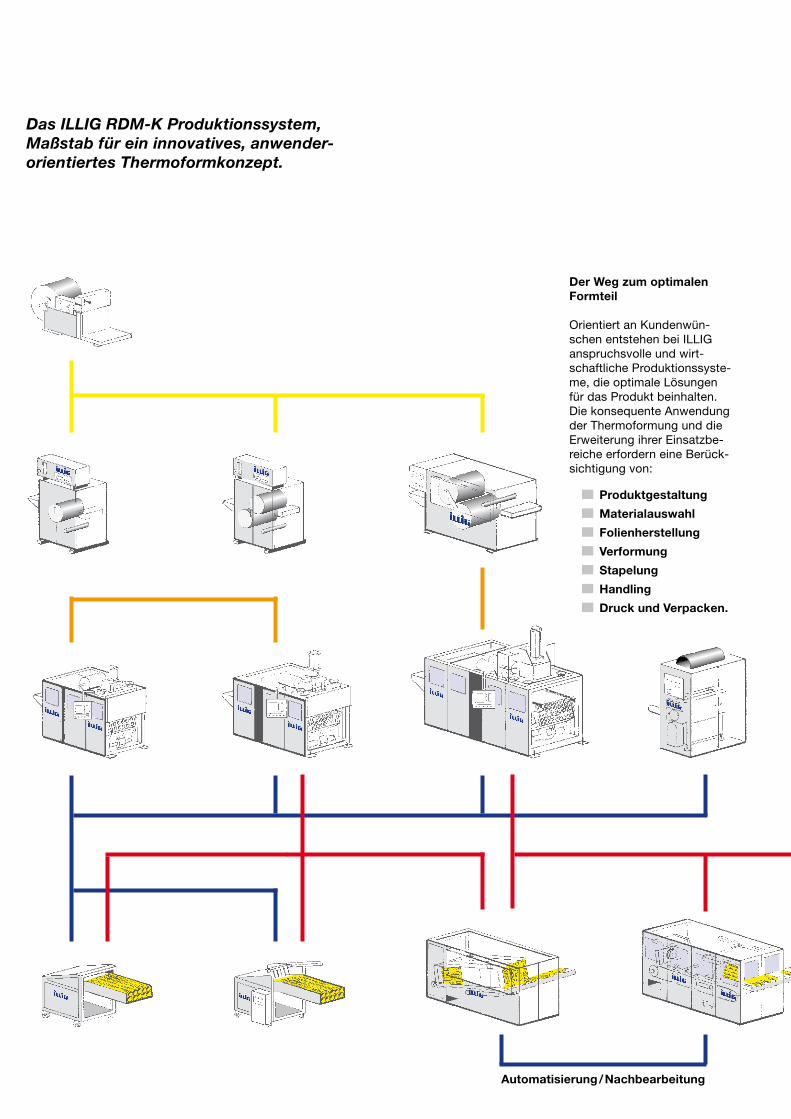
formen und stanzen
Die Grund la gen for schung beiILLIG dient zur Er fas sungaller bei der Thermoformungwe sent li chen Parameter underlaubt mit Rech ner pro gram -men die Optimierung durchÜberlagerung me cha ni scherund elektronischer Antriebs -systeme.
Die Komplexität des Prozes -ses, sowie variable Über -schnei dun gen der einzelnenProzessabschnitte könnennur durch kon se quen te Be -die ner füh rung in der Praxisgenutzt werden. In der An -wen dungs tech nik werden dieEnt wick lun gen unter pro duk -ti ons ähn li chen Be din gun gengetestet und für den Einsatzin der Kun den ma schi ne ab -ge stimmt. Für Kundentestsund Präsentationen stehenalle Maschinentypen jederzeitzur Verfügung.
Bei der Entwicklung undKonstruktion werden Lö sun -gen ermittelt, die den spä te -ren Ein satz be reich der Anla -gen be rück sich ti gen. Neue steTechnologien zur Re du zie -rung des Energiever brauchesoder des Wartungs- und In -stand hal tungs auf wan des
werden erprobt und hin sicht -lich Wirtschaftlichkeit über -prüft. Neuartige Produkteund Werk zeug aus füh run genentstehen zusammen mitneuen Maschinen oder Ver -fah rens tech ni ken und berück -sichtigen die Ge samt kon zep -ti on der Anlagen.
Theoretisch ermittelte Lei -stun gen werden in der Praxisin ein fa che Bedienkonzepteumgesetzt. Kon se quen te Be -die ner füh rung am Bild schirm,rech ner ge stütz te Grund ein -stel lung und Op ti mie rung derMa schi nen be die nung sindver bun den mit Lei stungs stei -ge run gen und Ver bes se run -gen der Produktqualität.
Erfahrungen und Wünscheunserer Kunden wer denebenfalls in alle Neu ent wick -lun gen mit aufgenommen.Das Ergebnis sind erprobteSerienmaschinen und kun-denspezifische Lösungen,die eine wirtschaftlicheProduktion sicherstellen.
kippen
stapeln
Klarsichtbecher aus PP
Die RDM-K Systemtechnik ist das Ergebnisaus Forschung und Entwicklung.
Leistungsspektrum
RDM-K-Systemtechnik
Hochleistungs-Thermoformen
Bedienkonzepte
Prozessoptimierung
Stapelkonzepte
Werkzeugtechnik
4 5
Die richtige Technik für un ter schied li che Lei stungs stu fenbringt Marktvorteile.
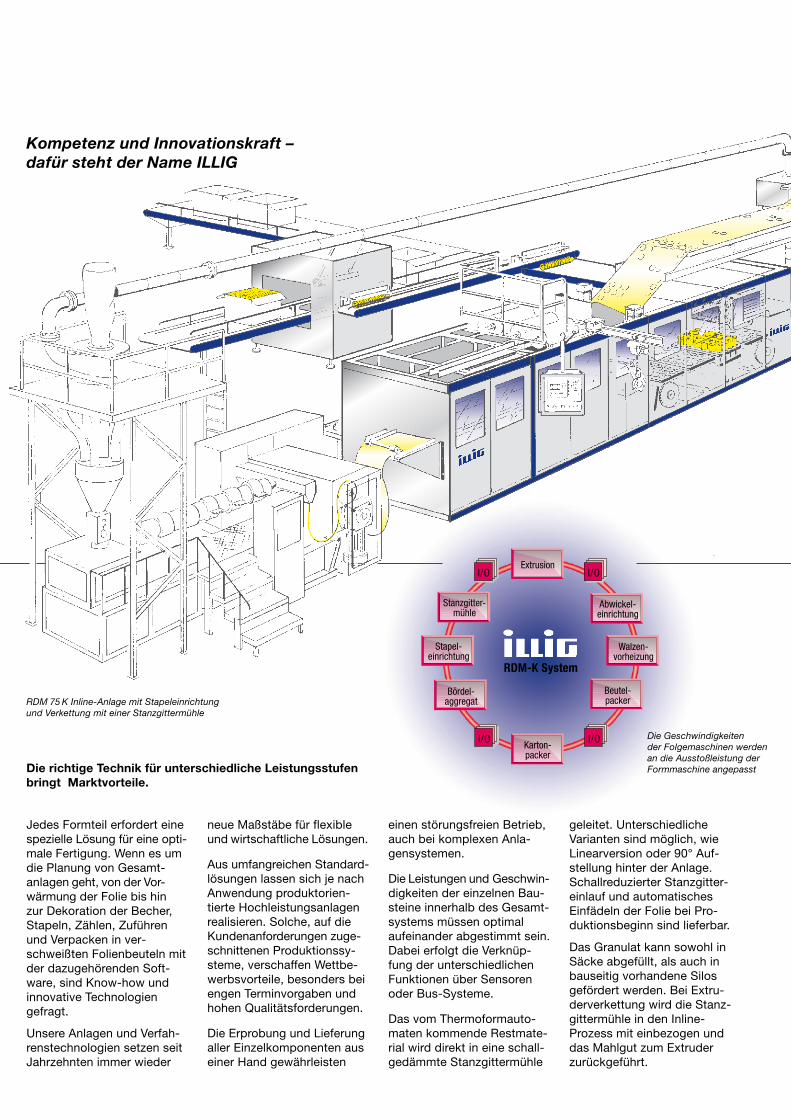
Kompetenz und Innovationskraft –dafür steht der Name ILLIG
Jedes Formteil erfordert einespe zi el le Lö sun g für eine opti -male Fertigung. Wenn es umdie Planung von Ge samt -an la gen geht, von der Vor -wär mung der Folie bis hin zur Dekora tion der Becher,Stapeln, Zäh len, Zuführenund Ver packen in ver -schweißten Fo li en beu teln mitder da zu ge hö ren den Soft -ware, sind Know-how und in no va ti ve Tech no lo gi engefragt.
Unsere Anlagen und Ver fah -rens tech no lo gi en setzen seitJahr zehn ten immer wieder
neue Maß stä be für flexibleund wirt schaft li che Lösun gen.
Aus um fang rei chen Stan dard -lö sun gen lassen sich je nachAn wen dung pro dukt ori en- tier te Hoch lei stungs an la genrea li sie ren. Solche, auf dieKun den an for de run gen zu ge -schnit te nen Pro duk ti ons sy -ste me, ver schaf fen Wett be -werbs vor tei le, be son ders beiengen Ter min vor ga ben undhohen Qua li täts for de run gen.
Die Erprobung und Lie fe rungaller Ein zel kom po nen ten auseiner Hand ge währ lei sten
einen störungsfreien Betrieb,auch bei komplexen An la -gen sy ste men.
Die Leistungen und Geschwin-digkeiten der einzelnen Bau -steine innerhalb des Gesamt -systems müssen optimalaufeinander abgestimmt sein.Dabei erfolgt die Ver knüp -fung der unterschiedlichenFunktionen über Sensorenoder Bus-Systeme.
Das vom Thermoformauto -ma ten kommende Rest ma te -ri al wird direkt in eine schall -ge dämm te Stanzgittermühle
geleitet. Un ter schied li cheVarianten sind möglich, wieLinearversion oder 90° Auf -stellung hinter der Anlage.Schall re du zier ter Stanzgitter -einlauf und au to ma ti schesEinfädeln der Folie bei Pro -duk ti ons be ginn sind lieferbar.
Das Granulat kann sowohl inSäcke abgefüllt, als auch inbauseitig vorhandene Silosgefördert wer den. Bei Ex tru -der ver ket tung wird die Stanz -gittermühle in den Inline-Prozess mit einbezogen unddas Mahlgut zum Ex tru derzu rück ge führt.
RDM 75 K Inline-Anlage mit Stapeleinrichtungund Verkettung mit einer Stanzgittermühle
RDM-K System
Die Geschwindigkeiten der Folgemaschinen werdenan die Ausstoßleistung derFormmaschine angepasst
Stanzgitter-mühle
Abwickel-einrichtung
Stapel-einrichtung
Bördel-aggregat
Walzen-vorheizung
Beutel-packer
Karton-packer
ExtrusionI/OI/O
I/O I/O
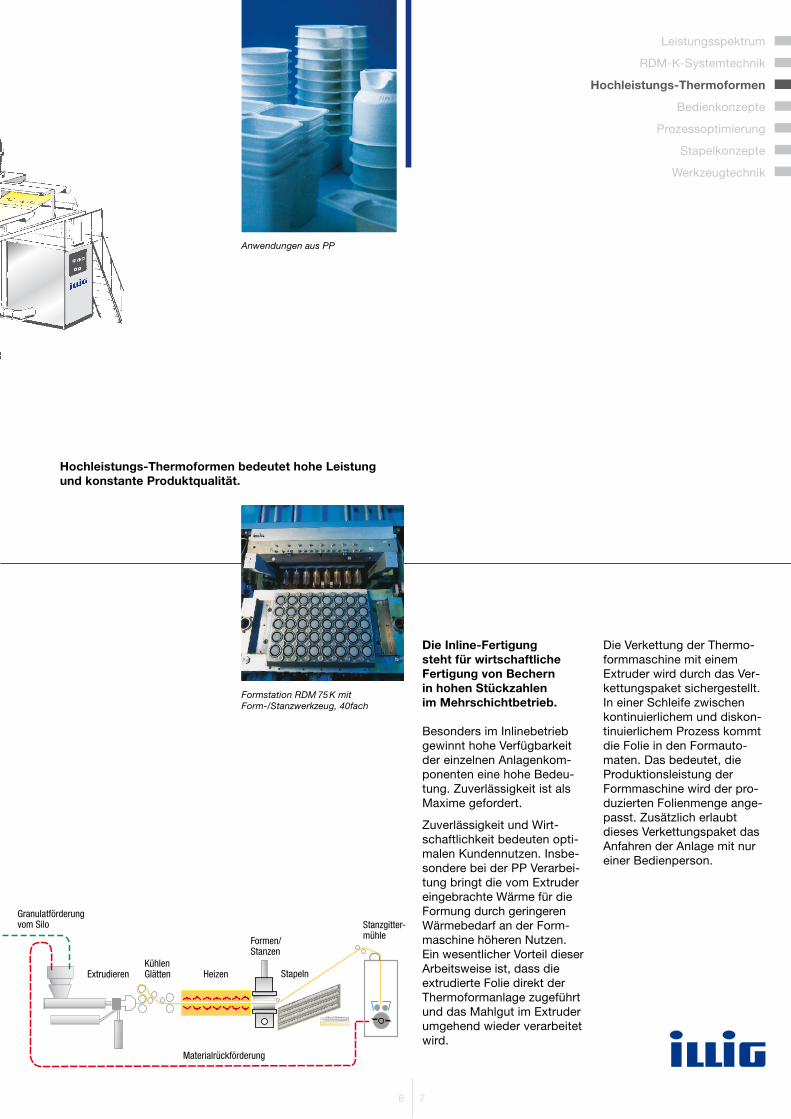
Formstation RDM 75K mit Form-/Stanzwerkzeug, 40fach
Die Inline-Fertigung steht für wirt schaft li cheFer ti gung von Bechern in hohen Stückzahlenim Mehrschicht be trieb.
Besonders im Inlinebetriebgewinnt hohe Verfügbarkeitder einzelnen An la gen kom -po nen ten eine hohe Be deu -tung. Zuverlässigkeit ist alsMaxime gefordert.
Zu ver läs sig keit und Wirt -schaft lichkeit bedeuten opti-malen Kun den nut zen. Ins be -son de re bei der PP Ver ar bei -tung bringt die vom Extrudereingebrachte Wärme für dieFormung durch geringerenWärmebedarf an der Form -maschine höheren Nutzen.Ein wesentlicher Vorteil dieserArbeitsweise ist, dass dieextrudierte Folie direkt derThermoformanlage zugeführtund das Mahlgut im Extruderumgehend wieder verarbeitetwird.
Die Verkettung der Thermo -formmaschine mit einemExtruder wird durch das Ver -ket tungs pa ket si cher ge stellt.In einer Schleife zwi schenkon ti nu ier li chem und diskon-tinuierlichem Prozess kommtdie Folie in den Form au to- ma ten. Das be deu tet, diePro duk ti ons lei stung derForm ma schi ne wird der pro -du zier ten Fo li en men ge ange-passt. Zusätzlich erlaubt dieses Ver ket tungs pa ket dasAnfah ren der Anlage mit nureiner Bedienperson.
Anwendungen aus PP
Hochleistungs-Thermoformen be deu tet hohe Lei stungund konstante Pro dukt qua li tät.
Granulatförderungvom Silo
ExtrudierenKühlenGlätten Heizen
Formen/Stanzen
Stapeln
Stanzgitter-mühle
Materialrückförderung
Leistungsspektrum
RDM-K-Systemtechnik
Hochleistungs-Thermoformen
Bedienkonzepte
Prozessoptimierung
Stapelkonzepte
Werkzeugtechnik
6 7
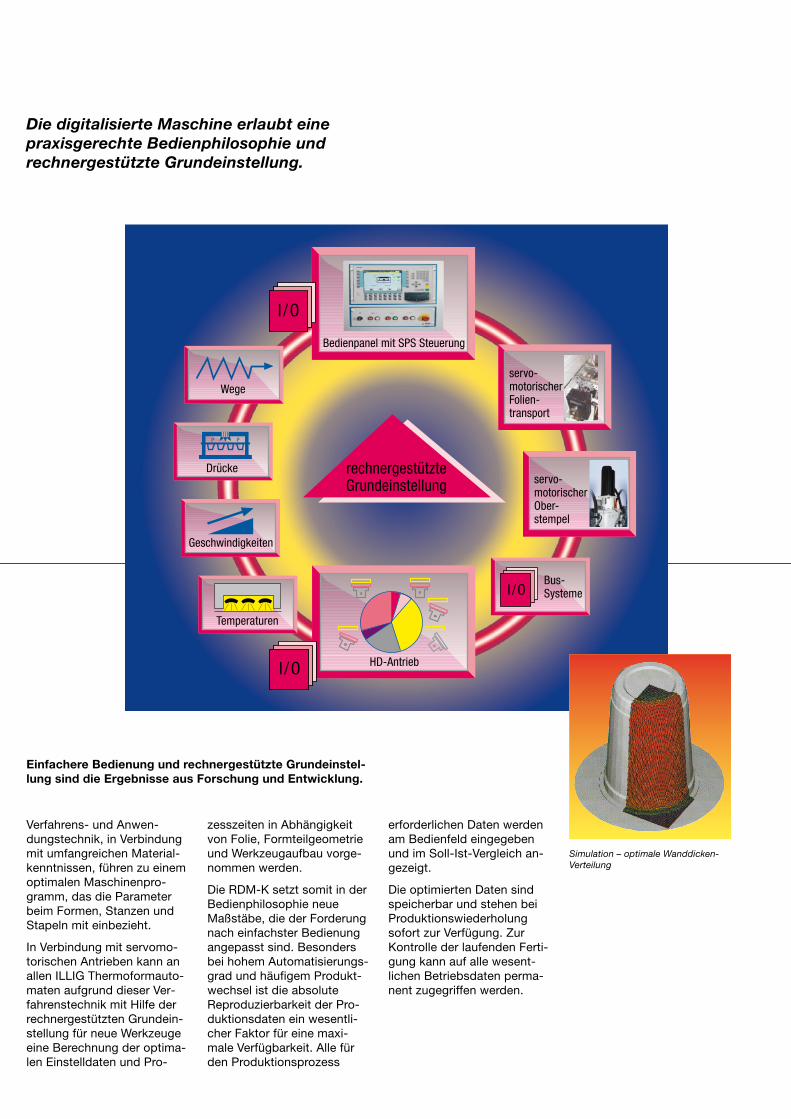
Einfachere Bedienung und rechnergestützte Grund ein stel -lung sind die Er geb nis se aus For schung und Ent wick lung.
Die digitalisierte Ma schi ne erlaubt eine pra xis ge rech te Bedienphilosophie undrechnergestützte Grund ein stel lung.
Verfahrens- und An wen -dungs tech nik, in Ver bin dungmit umfangreichen Ma te ri al -kennt nis sen, führen zu einemoptimalen Ma schi nen pro -gramm, das die Pa ra me terbeim For men, Stanzen undStapeln mit einbezieht.
In Verbindung mit servomo-torischen Antrieben kann anallen ILLIG Thermoformauto -maten aufgrund dieser Ver -fah rens tech nik mit Hilfe derrech ner ge stütz ten Grundein -stel lung für neue Werk zeu geeine Berechnung der op ti ma -len Einstelldaten und Pro -
zess zei ten in Ab hän gig keitvon Folie, Form teil geo me trieund Werk zeug auf bau vor ge -nom men werden.
Die RDM-K setzt somit in derBedienphilosophie neueMaßstäbe, die der Forderungnach einfachster Bedienungangepasst sind. Be son dersbei hohem Automatisierungs -grad und häufigem Pro dukt -wech sel ist die ab so lu teReproduzierbarkeit der Pro -duktionsdaten ein we sent li -cher Faktor für eine ma xi -ma le Verfügbarkeit. Alle fürden Produktionsprozess
er for der li chen Daten werdenam Bedienfeld eingegebenund im Soll-Ist-Vergleich an -ge zeigt.
Die optimierten Daten sindspeicherbar und stehen beiPro duk ti ons wie der ho lungsofort zur Verfügung. ZurKontrolle der laufenden Ferti -gung kann auf alle we sent - li chen Be triebs da ten perma-nent zugegriffen werden.
Simulation – optimale Wanddicken-Verteilung
Bedienpanel mit SPS Steuerung
Wege
Drücke
Geschwindigkeiten
Temperaturen
HD-Antrieb
servo-motorischerFolien-transport
servo-motorischerOber-stempel
Bus-Systeme
rechnergestützteGrundeinstellung
I /O
I /O
I /O
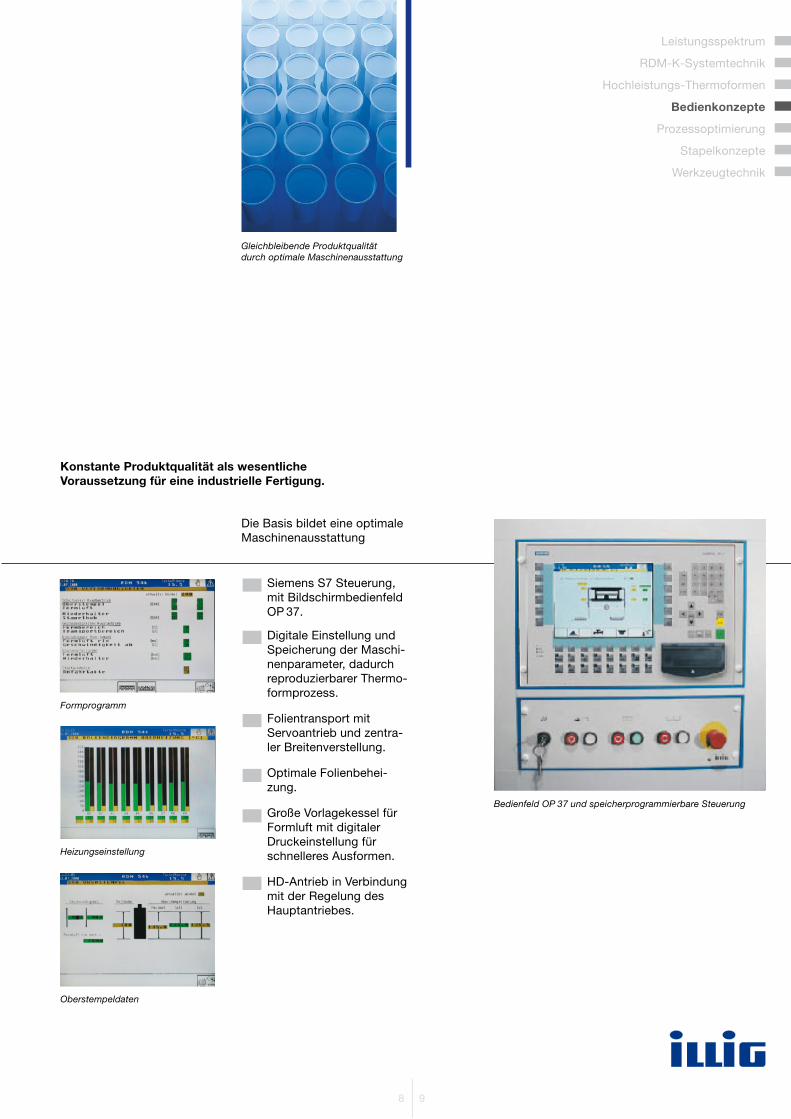
Konstante Produktqualität als wesentlicheVoraussetzung für eine industrielle Fertigung.
Heizungseinstellung
Formprogramm
Bedienfeld OP 37 und speicherprogrammierbare Steuerung
Digitale Einstellung undSpeicherung der Ma schi -nen pa ra me ter, dadurchreproduzierbarer Thermo -formprozess.
Folientransport mitServoantrieb und zentra-ler Brei ten ver stel lung.
Optimale Fo li en be hei -zung.
Große Vorlagekessel fürFormluft mit di gi ta lerDruck ein stel lung fürschnel le res Aus for men.
HD-Antrieb in Ver bin dungmit der Re ge lung desHaupt an trie bes.
Siemens S7 Steue rung,mit BildschirmbedienfeldOP 37.
Oberstempeldaten
Die Basis bildet eine optimaleMaschinenausstattung
Gleichbleibende Produktqualitätdurch optimale Maschinenausstattung
Leistungsspektrum
RDM-K-Systemtechnik
Hochleistungs-Thermoformen
Bedienkonzepte
Prozessoptimierung
Stapelkonzepte
Werkzeugtechnik
8 9
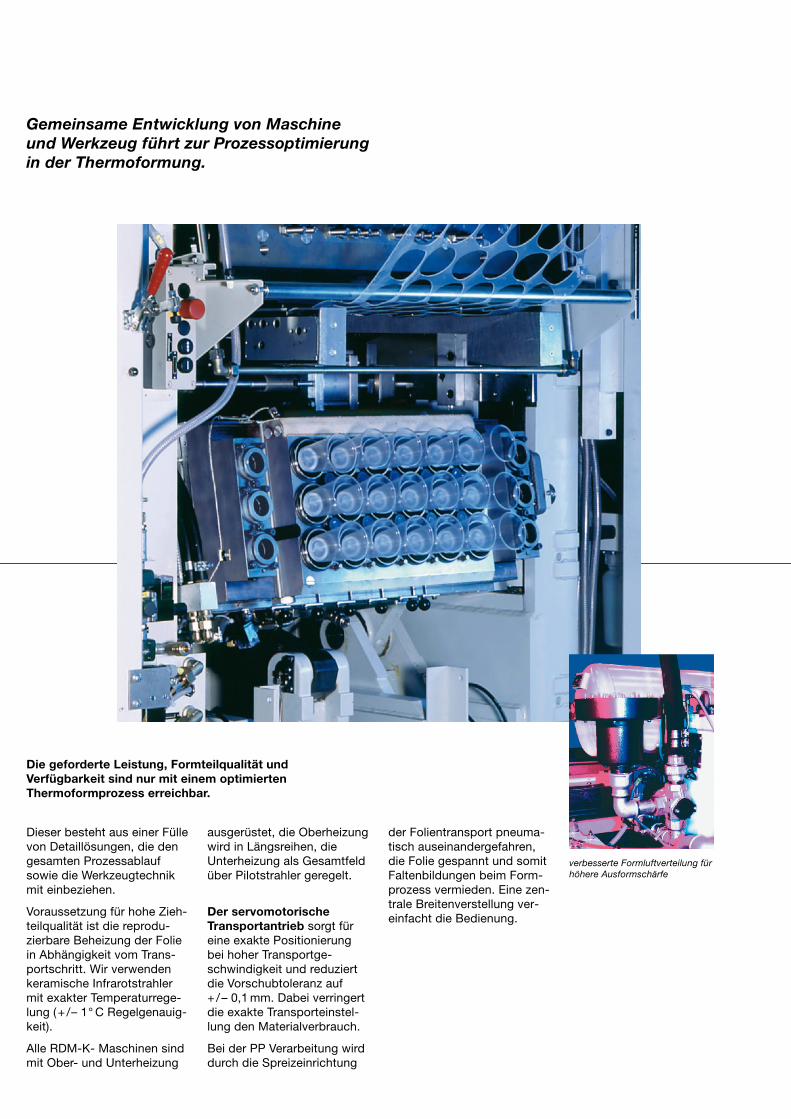
Die geforderte Lei stung, Formteilqualität undVer füg bar keit sind nur mit einem op ti mier tenThermoformprozess erreichbar.
Gemeinsame Ent wick lung von Maschineund Werkzeug führt zur Prozessoptimierungin der Thermoformung.
verbesserte Formluftverteilung fürhöhere Ausformschärfe
Dieser besteht aus einer Füllevon De tail lö sun gen, die denge sam ten Pro zess ab laufsowie die Werk zeug tech nikmit ein be zie hen.
Voraussetzung für hohe Zieh -teilqualität ist die reprodu-zierbare Be hei zung der Foliein Abhängigkeit vom Trans -port schritt. Wir ver wen denke ra mi sche In fra rot strah lermit exakter Tem pe ra tur re ge -lung (+ /– 1° C Re gel ge nau ig -keit).
Alle RDM-K- Maschinen sindmit Ober- und Un ter hei zung
aus ge rü stet, die Oberheizungwird in Längsreihen, dieUnter heizung als Ge samt feldüber Pi lot strah ler geregelt.
Der servomotorischeTrans port an trieb sorgt füreine exakte Po si tio nie rungbei hoher Trans port ge -schwin dig keit und reduziertdie Vor schub to le ranz auf + /– 0,1 mm. Dabei verringertdie exakte Trans port ein stel -lung den Ma te ri al ver brauch.
Bei der PP Verarbeitung wirddurch die Spreizeinrichtung
der Folientransport pneu ma -tisch aus ein an der ge fah ren,die Folie gespannt und somitFaltenbildungen beim Form -pro zess ver mie den. Eine zen-trale Breitenverstellung ver-einfacht die Be die nung.

GeschwindigkeitsverlaufpneumatischerOberstempelservomotorischerOberstempel
Heizungsausstattung bei RDM-KMaschinen. Oberheizung alsLängsreihen-Regelung, Unterheizungals Gesamtfeld-Regelung
Optimierungsmöglichkeiten durchkundenspezifische Ausstattungen.
Der servomotorisch an ge -trie be ne Obers tem pelerlaubt eine gleichmäßigeMa te ri al ver tei lung im Becher.Ohne die Stabilität des Zieh -tei les zu be ein träch ti gen,kann die Aus gangs fo li en stär -ke um bis zu 15 % re du ziertwerden. Speziell bei glaskla-ren Ma te ria li en wie PP undAPET, reduzieren sich dieMar kie run gen in der Be cher -sei ten wand. Dadurch werdendie Produkte optisch ver bes -sert und lassen sich aufHoch lei stungs ma schi nenoptimal bedrucken.
Konstante Geschwindig -keit
Digitale Ein stell mög lich -kei ten für den Einsatz -zeitpunkt, Rückfahrtsowie Ge schwin dig keitdes Oberstempels
Energiekostenersparnisgegenüber dem pneu ma -ti schen Oberstempel vonca. 75 %
Zur Verbesserung der Aus -form schär fe kom men neueForm luft ven ti le zum Einsatz.In Verbindung mit demgroßen Druck luft kes sel wirddie schnellst mög li che Form -fül lung bei gleich mä ßi gemForm druck erreicht. Diesführt zu höherer Aus stoß lei s -tung.
einer Steigerung der Ver -füg bar keit
der digitalen Regelungaller Prozessparameter
Be triebs da ten er fas sungund Dia gno se un ter stüt -zung
Minimierung der War tungund In stand hal tung
einer Reduzierung desEn er gie ver brau ches
Taktzahlsteigerungen
Reduzierung des An fahr -aus schus ses
optimiertem Ge samt -pro zess vom Roh ma te ri albis zum Ver pac ken ein -schließ lich Werkzeug -wechsel
Vorteile: Kundenspezifische Aus -stattungen führen zu:
Leistungsspektrum
RDM-K-Systemtechnik
Hochleistungs-Thermoformen
Bedienkonzepte
Prozessoptimierung
Stapelkonzepte
Werkzeugtechnik
10 11
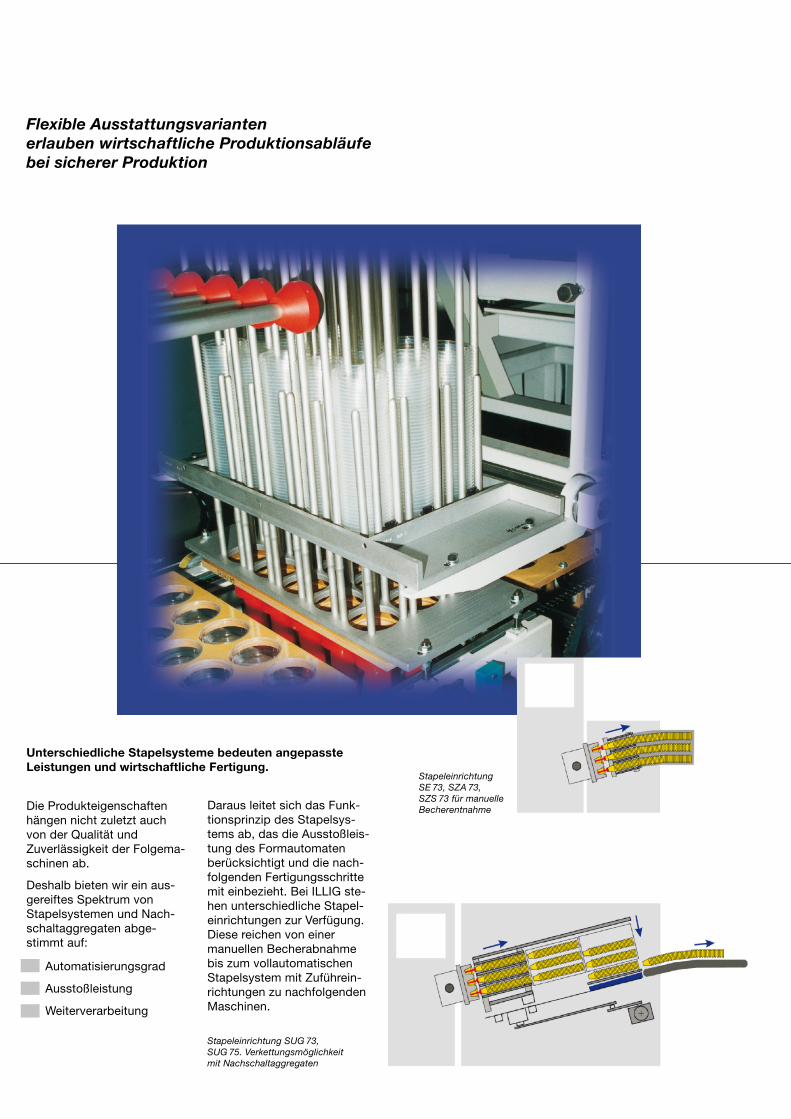
Unterschiedliche Stapelsysteme bedeuten angepassteLeistungen und wirtschaftliche Fertigung.
Flexible Ausstattungsvarianten erlauben wirtschaftliche Produktionsabläufebei sicherer Produktion
Die Pro dukt ei gen schaf tenhängen nicht zuletzt auchvon der Qualität undZuverlässigkeit der Fol ge ma -schi nen ab.
Des halb bieten wir ein aus-gereiftes Spektrum vonStapelsystemen und Nach -schaltaggregaten abge-stimmt auf:
Automatisierungsgrad
Ausstoßleistung
Weiterverarbeitung
Stapeleinrichtung SUG 73,SUG 75. Verkettungsmöglichkeitmit Nachschaltaggregaten
Daraus leitet sich das Funk -tionsprinzip des Stapelsys -tems ab, das die Ausstoßleis -tung des Formautomatenberücksichtigt und die nach-folgenden Fertigungsschrittemit einbezieht. Bei ILLIG ste-hen unterschiedliche Stapel -einrichtungen zur Verfügung.Diese reichen von einermanuellen Becherabnahmebis zum vollautomatischenStapelsystem mit Zuführein -rich tungen zu nachfolgendenMaschinen.
StapeleinrichtungSE 73, SZA 73, SZS 73 für manuelleBecherentnahme

Die Becher werden direkt indie Aus for mun gen der Sta -pel pa let ten eingesetzt undtaktweise in Sta pel kä fi gegestapelt. Da durch könnenDe for mie run gen des Be chersvermieden und die Aus küh -lung ver bes sert werden. Vonhier ab ist nun eine Hand ab -nah me der Be cherst an genoder eine automatischeVereinzelung möglich. Dabeikönnen die Becherstangenho ri zon tal oder vertikal aus-gegeben werden. Bei hori-zontaler Becherausgabe bil -den diese eine Endlos kolonne,die in einer Druck maschineoder bei Trinkbecher linieneinem Bördelaggregat zuge-führt werden können. ZurHerstel lung von Produktenmit Bodenstanzungen, wie
Flexible Ausstattungsvarianten erlauben wirt schaft li cheProduktionsabläufe. Alle prozessbestimmenden Einzel -komponenten werden bei ILLIG gefertigt.
Stapeleinrichtung STP 75 für einreihigenBecheraustransport oder STPM 75 für manuelleBecherabnahme.
Vertikaler Becheraustransport
Transfer, Stapel- und Übergabe-einrichtung mit Lochstanze PLS 75b
Stapeleinrichtung STPV 75 für vertikalen Becheraustransport
zum Beispiel bei Pflanztöpfenüblich, kann das Stapel-sys tem mit einer Lochstanzegeliefert werden.
Leistungsspektrum
RDM-K-Systemtechnik
Hochleistungs-Thermoformen
Bedienkonzepte
Prozessoptimierung
Stapelkonzepte
Werkzeugtechnik
12 13
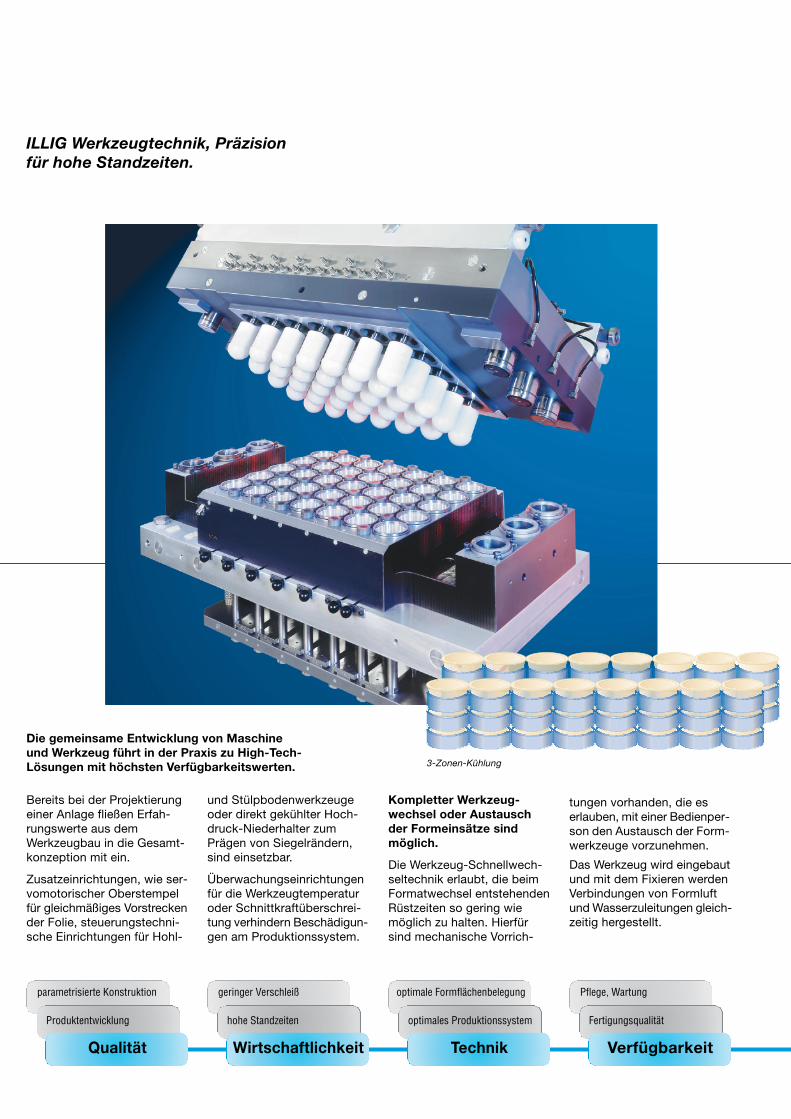
Die gemeinsame Ent wick lung von Ma schi neund Werk zeug führt in der Praxis zu High-Tech-Lösungen mit höchsten Ver füg bar keits wer ten.
ILLIG Werkzeugtechnik, Präzisionfür hohe Standzeiten.
3-Zonen-Kühlung
Bereits bei der Projektierungeiner Anlage fließen Er fah -rungs wer te aus dem Werk zeug bau in die Ge samt -kon zep ti on mit ein.
Zu satz ein rich tun gen, wie ser-vomotorischer Obers tem pelfür gleich mä ßi ges Vor streckender Folie, steue rungs tech ni -sche Ein richtungen für Hohl-
und Stülp bo den werk zeu geoder direkt gekühlter Hoch -druck-Nie der hal ter zumPrägen von Sie gel rän dern,sind einsetzbar.
Über wa chungs ein rich tun genfür die Werkzeugtemperaturoder Schnitt kraft über schrei -tung ver hin dern Beschädigun- gen am Pro duk ti ons sy stem.
Kompletter Werk zeug -wech sel oder Aus tauschder For me ins ät ze sind möglich.
Die Werkzeug-Schnell wech -sel tech nik er laubt, die beimFor mat wech sel ent ste hen denRüstzeiten so gering wiemöglich zu halten. Hierfürsind mechanische Vor rich -
tun gen vorhanden, die eserlauben, mit einer Bedien per -son den Austausch der Form -werk zeu ge vor zu neh men.
Das Werkzeug wird eingebautund mit dem Fixieren werdenVerbindungen von Formluftund Wasserzulei tungen gleich-zeitig hergestellt.
parametrisierte Konstruktion
Produktentwicklung
Qualität
geringer Verschleiß
hohe Standzeiten
Wirtschaftlichkeit
Pflege, Wartung
Fertigungsqualität
Verfügbarkeit
optimale Formflächenbelegung
optimales Produktionssystem
Technik

Bei unterschiedlichen Form kon tu ren mit gleich blei ben demStanzdurchmesser besteht die Mög lich keit, Formeinsätze,Aus wer fer bö den und Vor streck stem pel aus zu tau schen.
Das Werkzeug verbleibt hier-bei in der Maschine. Somitverkürzt sich die For mat -wech sel zeit erheblich. Da fürmehrere Formeinsätze nurein Grund werk zeug er for der -lich ist, verringern sich auchdie Werk zeug ko sten.
Ent schei dend sind auch dieAn ordnung der Kühl an schlüs -se und die Durch fluss ge -schwin dig keit des Kühl me di -ums. Ent spre chen de Maß- nah men bewirken eine gleich -mäßige Ab küh lung aller Kavi -täten im Werkzeug und somiteine kontrollierte Aus deh -nung. Die Ver wen dung vonkor ro si ons be stän di gen Werk -zeug stäh len, optimalen Was -ser qua li tä ten, ge schlos se nenKühl kreis läu fen, sowie derEin satz von gal va ni schenKorrosions sicherungen imWerkzeug sind Maß nah men
zur Quali tätserhaltung derWerkzeuge.
Die Kühlzeit be ein flusstentscheidend die Pro zess -zeit und somit die Taktzahlder Ma schi ne.
Je dicker die Folie um so höherdie ab zu füh ren de Wär me -menge in einer mög lichst kur-zen Zeit. Des halb werden dieSchnitts tem pel mit Kühlkreis -läufen versehen, die für einenot wen di ge Kühl ung sorgen.
Zur Ver län ge rung der wirksa-men Kühlzeit kann das Form-/Stanz werk zeug mit einer Va -ku um span nung ausgerüstetsein. Der Becher wird wäh -rend der Kühlzeit an ge saugt,der Wärmeübergang verbes-sert und damit die Kühlleis -tung un ter stützt. Un terschied -li che Kühl kreis läu fe zurinten siveren Küh lung in kriti-
schen Be rei chen des Form -teiles führen zu Er hö hun gender Aus stoß lei stung um biszu 20%.
Ausschlaggebend für ge- ring ste Aus schuss quo ten istdie Tem pe ra tur füh rung imProzess. Ober- und Un ter -werk zeug müs sen exakt tem-periert werden. Die hohePräzision der Werk zeug tei lewird durch modernsteMesstechniken über wacht.Dies ge währ lei stet, dassSchnitts tem pel und Schnitt -plat te austauschbar sind,
Separate Kühlkreisläufe fürOber- und Unterwerkzeug
Schnellwechseltechnik für Ober-stempel, Böden und Formeinsätze
sowie die Schnitts tem pel un ter ein an der ge tauscht werden kön nen.
Darüber hinaus wer den beiILLIG die Formwerkzeuge aufeiner Ori gi nal ma schi ne pra -xis ge recht im eigenen Hauserprobt. Mit dem Werkzeugerhält der Kunde die optima-len Einstelldaten. Dies erlaubteine kürzestmögliche In be -trieb nah me beim Kunden, mitder Ge währ lei stung derLeistungs- und Qua li täts vor -ga be.
Temperierung
Produktionsparameter
Taktzahl
Schnellwechseltechnik
Werkzeugwechsel
Umrüsten
Prozessparameter
rechnergestützteGrundeinstellung
Inbetriebnahme
Auswerferbodenmit Gravur
FormeinsatzMenüschale
Leistungsspektrum
RDM-K-Systemtechnik
Hochleistungs-Thermoformen
Bedienkonzepte
Prozessoptimierung
Stapelkonzepte
Werkzeugtechnik
14 15

2080
.09.
2000
- d
- K
op
pen
höfe
r, Te
chni
sche
Änd
erun
gen
vo
rbeh
alte
n!
für Thermoformung und Verpackungstechnik
ILLIG Maschinenbau GmbH & Co. KGRobert-Bosch-Strasse 1074081 Heilbronn/GermanyTelefon: +49(0)7131/505-0Telefax: +49(0)7131/505-303e-mail: [email protected]: www.illig.de
PlattenmaschinenRollenautomaten für Form-/StanzwerkzeugeRollenautomaten getrennt formend u. stanzendSkin- und BlisterpackmaschinenForm-, Füll- und Verschließanlageneigener Formen- und Werkzeugbau