Rheologie der Kautschukmischungen - Fluidsystemtechnik · 1 Rheologie der Kautschukmischungen In...
25
1 Rheologie der Kautschukmischungen In „Elastomer Werkstoffe“, 2001, Editor J. Hempel Dr. Peter Pelz, Freudenberg Forschungsdienste KG Zusammenfassung Die Rheologie und Prozeßsimulation gehören untrennbar zusammen, wenn es darum geht, Fertigungsprozesse in der kautschukverarbeitenden Industrie zu werden die wichtigsten Unterstützungsmöglichkeiten durch Rheologie und Strömungssimulation aufgezeigt. Dabei wird deutlich, daß sich die Prozeßsimulation bei der Elastomerverarbeitung verglichen mit der Bauteilsimulation von Elastomerprodukten in einem frühen Entwicklungsstadium befindet. So ist zur Zeit nicht absehbar, in welchem Zeitrahmen der beschriebene Schmelzebruch (viskoelastische Turbulenz) in Simulationsrechnungen erfaßt werden kann, obgleich er in der Praxis häufig auftaucht und in einem Experiment einfach dargestellt werden kann. Trotz dieser Einschränkung liefern Füllsimulationen schnell und kostensparend Hinweise auf z.B. Lufteinschlüsse. Dies wird am Beispiel eines Simmerringes mit Schirmanguß verdeutlicht. 1. Einleitung Im vorliegenden Beitrag wird beispielhaft die Unterstützungsmöglichkeit in der optimieren und Kosten für Versuchswerkzeuge einzusparen. Im vorliegenden Beitrag bzw. Verfahrenssimulation aufgezeigt. Der Produktentwickler hat die Aufgabe, Funktion und Lebensdauer eines Elastomerbauteiles zu gewährleisten. Die Aufgabe des Verfahrenstechnikers ist es, für fehlerfreie Herstellung bei optimalen Zykluszeiten zu sorgen. Beide werden durch struktur- bzw. strömungsmechanische Simulationen unterstützt. Jedoch ist das Simulationsergebnis nur so gut wie zuvor das Materialverhalten durch Materialfunktionen beschrieben worden ist. Bei der Simulation von metallischen Bauteilen stellt dies kein Problem dar; hier sind i.d.R. die Spannungen proportional zur Deformation. Bei Strömungssimulationen von Gasen und tropfbaren Flüssigkeiten wie Luft und Wasser sind die Spannungen proportional der Deformationsgeschwindigkeit. In beiden Fällen können die Materialkonstanten (Hookscher Elastizitätsmodul und Newtonsche Viskosität) Tabellenwerken entnommen werden. Bei Elastomermischungen ist dies nicht der Fall. Auf der einen Seite sind der Modul und die Viskosität nicht konstant, sondern veränderlich mit Deformation und
Transcript of Rheologie der Kautschukmischungen - Fluidsystemtechnik · 1 Rheologie der Kautschukmischungen In...

1
Rheologie der Kautschukmischungen In „Elastomer Werkstoffe“, 2001, Editor J. Hempel
Dr. Peter Pelz, Freudenberg Forschungsdienste KG
Zusammenfassung
Die Rheologie und Prozeßsimulation gehören untrennbar zusammen, wenn es darum geht, Fertigungsprozesse in der kautschukverarbeitenden Industrie zu werden die wichtigsten Unterstützungsmöglichkeiten durch Rheologie und Strömungssimulation aufgezeigt.
Dabei wird deutlich, daß sich die Prozeßsimulation bei der Elastomerverarbeitung verglichen mit der Bauteilsimulation von Elastomerprodukten in einem frühen Entwicklungsstadium befindet. So ist zur Zeit nicht absehbar, in welchem Zeitrahmen der beschriebene Schmelzebruch (viskoelastische Turbulenz) in Simulationsrechnungen erfaßt werden kann, obgleich er in der Praxis häufig auftaucht und in einem Experiment einfach dargestellt werden kann.
Trotz dieser Einschränkung liefern Füllsimulationen schnell und kostensparend Hinweise auf z.B. Lufteinschlüsse. Dies wird am Beispiel eines Simmerringes� mit Schirmanguß verdeutlicht.
1. Einleitung
Im vorliegenden Beitrag wird beispielhaft die Unterstützungsmöglichkeit in der optimieren und Kosten für Versuchswerkzeuge einzusparen. Im vorliegenden Beitrag bzw. Verfahrenssimulation aufgezeigt.
Der Produktentwickler hat die Aufgabe, Funktion und Lebensdauer eines Elastomerbauteiles zu gewährleisten. Die Aufgabe des Verfahrenstechnikers ist es, für fehlerfreie Herstellung bei optimalen Zykluszeiten zu sorgen. Beide werden durch struktur- bzw. strömungsmechanische Simulationen unterstützt. Jedoch ist das Simulationsergebnis nur so gut wie zuvor das Materialverhalten durch Materialfunktionen beschrieben worden ist.
Bei der Simulation von metallischen Bauteilen stellt dies kein Problem dar; hier sind i.d.R. die Spannungen proportional zur Deformation. Bei Strömungssimulationen von Gasen und tropfbaren Flüssigkeiten wie Luft und Wasser sind die Spannungen proportional der Deformationsgeschwindigkeit. In beiden Fällen können die Materialkonstanten (Hookscher Elastizitätsmodul und Newtonsche Viskosität) Tabellenwerken entnommen werden.
Bei Elastomermischungen ist dies nicht der Fall. Auf der einen Seite sind der Modul und die Viskosität nicht konstant, sondern veränderlich mit Deformation und
2
Deformationsgeschwindigkeit, d.h. sie sind Materialfunktionen. Auf der anderen Seite sind diese Materialfunktionen vom Grundpolymer, der Füllstoffart, dem Füllstoffgestalt bei festen Füllstoffen, der Füllstoffmenge und beim Vulkanisat auch vom Vernetzungssystem bestimmt. Immer dann, wenn eine Simulationsrechnung gemacht wird, muß – sofern die Informationen noch nicht in einer Datenbank zugänglich sind – zunächst eine Materialprüfung erfolgen.
Dies hat die drei Konsequenzen:
1. Besteht zwischen Prüf- und Berechnungsabteilung ein reger Austausch, so begünstigt dies die Entwicklung von Simulations- wie Prüfmethoden gleichermaßen. Da z.B. Simulationen die Aufgabe haben, Prozeß und Funktion richtig darzustellen, sind die Materialdaten zur Simulation auch die relevanten Daten für das Herstellverfahren und die Funktion des Elastomerbauteils.
2. Durch die Prüfungen und das Sammeln der Materialfunktionen in einer Materialdatenbank wird langfristig ein nicht zu unterschätzendes Materialwissen aufgebaut, das eine gezielte Mischungsentwicklung unterstützt.
3. Ingenieurbüros ohne Prüfabteilung haben i.d.R. nicht das notwendige Materialwissen, um den Entwickler in der Kautschukindustrie mit zuverlässigen Simulationen zu unterstützen.
2. Dienstleistungen aus dem Bereich Rheologie und Simulation
Die Elastomerverarbeitung umfaßt die drei (wesentlichen) Verfahrensschritte
��Mischen,
��Formgebung und
��Vernetzung.
Aufgabe der Rheologie in der Kautschukindustrie ist es, Methoden zur Qualitätssicherung und Prozeßauslegung zur Verfügung zu stellen. Die Methoden werden in den kommenden vier Abschnitten dargestellt:
��Schwingrheometrie und Prüfungen zur Elastomervernetzung (2.1)
��Prüfungen zur Bestimmung des Scher- und Dehndruckverlustes (2.2)
��Elastische Phänomene beim Spritzgießen (2.3)
��Füllsimulationen für rein viskoses Materialverhalten
– Hinweise auf Lufteinschlüsse (2.4)
2.1. Schwingrheometrie und Prüfungen zur Elastomerve rnetzung
Beim Ausgangspolymer und der Rohmischung können die Elastomermoleküle aneinander abgleiten, vorausgesetzt die Materialbelastung (Scher- oder Dehnspannung) ist groß genug. Beim Vulkanisat ist dies durch das Elastomernetzwerk verhindert. Durch die Vernetzung findet also ein Übergang von

3
einer Flüssigkeit zu einem elastischen Festkörper statt. Der Verlauf der Vernetzung kann in einem oszillierend betriebenen Rotationsschubrheometer bestimmt werden.
Abb. 1:Prüf- bzw. Reaktionskammer des RotationsschubrheometersRPA der Fa. Alpha Technologies. Meßbereich und typischesMeßsignal bei linearem Stoffverhalten.
tω
τ
δ
βφγωγγˆ
ˆ,)sin(ˆ ≈= t
π2
β=1/8 rad Probe
)sin(ˆ tωφφ =
Prüftemperatur θ
mHzf
CC
33 Hz...22/
90...,050ˆ
230...40
==°=
°°=
πωφθ
Meßbereiche
Meßwert
In Abbildung 1 ist schematisch die Prüfkammer eines typischen Rotationsschubrheometers oder Schwingrheometers dargestellt. Der Schnitt durch die Prüfkammer zeigt, daß der Prüfkörper doppelkegelförmig mit einem Öffnungswinkel β (z.B. 7,16° oder 1/8 rad) ausgeführt ist. Dadurch ergibt sich im Inneren des Prüfkörpers eine annähernd homogene Scherdeformation
)sin(ˆ/)()( ttt ωγβφγ == . An den Rändern der Probe sind wegen der geschlossenen Prüfkammer die Deformationszustände jedoch unübersichtlich.
Als Reaktion auf die schwingende Deformation in der Probe stellt sich eine ebenfalls schwingende Schubspannung ein, die für kleine Scheramplituden proportional zur Deformation, d.h. ebenfalls harmonisch ist: )sin(ˆ)( δωττ += tt .
Je nach Frequenz bzw. Temperatur und Vernetzungszustand sind Scherung und Schubspannung um den Phasenwinkel δ versetzt. Folgende zwei Grenzfälle sind möglich:

4
1) Phasenwinkel :0°=δ Das Prüfmaterial ist ein ideal elastischer Festkörper, Scherung und Spannung sind in Phase.
2) Phasenwinkel °= 90δ : Das Prüfmaterial ist eine ideal viskose Flüssigkeit, Scherung und Spannung sind phasenverschoben. Bei der Flüssigkeit ist die Spannung in Phase mit der zeitlichen Änderung des Scherwinkel, der Scherrate γ� .
I.d.R. liegt der Phasenwinkel der Rohmischung zwischen diesen beiden Extremen, d.h. aus rheologischer Sicht ist die Rohmischung weder ein elastischer Festkörper noch eine viskose Flüssigkeit. Folgerichtig bezeichnet man die Rohmischung als eine visko-elastische Flüssigkeit.
Der elastische bzw. viskose Charakter der Flüssigkeit ist stark von der Deformationszeit abhängig. Beim Schwingrheometer ist die Deformationszeit von der Größenordnung der Schwingdauer ωπ /2 . Beispielhaft ist in Abbildung 2 der bei Verarbeitungstemperatur gemessene Phasenwinkel einer HNBR-Rohmischung über der Schwingfrequenz aufgetragen. Bei Kreisfrequenzen kleiner 1/s ist der Phasenwinkel bei der untersuchten Mischung etwa 30°. Mit zunehmender Deformationsgeschwindigkeit, d.h. mit zunehmender Schwingfrequenz nimmt der Phasenwinkel ab, bis er bei s/105=ω nur noch 5° beträgt. Obgleich die Kautschukmischung unvernetzt ist, verhält sie sich eher wie ein elastischer Festkörper als eine viskose Flüssigkeit.
Abb. 2:Speicher G‘ und Verlustmodul G‘‘, sowie Phasenwinkel δ als Funktion derFrequenz für eine HNBR-Rohmischung bei Verarbeitungstemperaturermittelt im Schwingrheometer
0
200
400
600
800
1000
1200
1400
1600
0.1 1 10 100 1000 10000 100000 1000000
Kreisfrequenz ω in 1/s
Mod
ul in
kP
a
0
10
20
30
40
50
60
70
80
90
Pha
senw
inke
l in
°δγτ cosˆ/ˆ:' =G
δ
δγτ sinˆ/ˆ:'' =G
Warum ist das so? Die Erfahrung zeigt, daß sich Kautschuk immer etwas elastisch zurückdeformiert, sobald die Deformationskraft zurückgenommen wird. Ein einfacher Versuch mit Kaugummi zeigt das Verhalten. Scheinbar „erinnern“ sich die Makromoleküle an den Deformationszustand, den sie bei einem zeitlichen Abstand in

5
der Vergangenheit innehatten. Das „Gedächtnis“ ist also nicht unbegrenzt. Vielmehr kann der Rohmischung eine Gedächtniszeit λ zugeordnet werden. Anschaulich ist die Gedächtniszeit die Zeit, die benötigt wird, um Molekülverschlaufungen zu bilden oder zu lösen. Typischerweise ist die Gedächtniszeit1 je nach Temperatur und Grundpolymer von der Größenordnung mss 1,0..1~λ . Auch Glas hat eine
Gedächtniszeit, die bei Raumtemperatur von der Größenordnung s610~λ ist. Damit Glas bei Raumtemperatur plastische, d.h. bleibende Deformation zeigt, muß die Belastungszeit sehr viel größer als die Gedächtniszeit des Glases sein. Tatsächlich stellt man fest, daß die obere Wandstärke von Kirchenfenstern kleiner ist als die untere. Im Laufe der Jahrhunderte hat sich das Glas unter seinem Eigengewicht plastisch deformiert.
uu ∆+
ub
ay∆
Abb. 3:Zur Scher- und Dehndeformation
uu ∆+γ
Die zeitliche Änderung des Scherwinkelszwischen den benachtbarten Flüssigkeitsteilchen a und b.
Scherrate = zeitliche Änderung des Scherwinkels
0=u an der Wand
ϑb a
x∆
t tt ∆+
t tt ∆+
ua
b
y
u
∆∆=γ�
x
u
∆∆=ε�
Dehnrate = zeitliche Änderung der Dehung
),( tenMaterialdaf εσ �=
t tt ∆+
),( tenMaterialdaf γτ �=
Es stellt sich die Frage nach der typischen Deformationszeit im Verarbeitungsprozeß von Elastomeren. Betrachtet man zwei benachbarte Elastomerteilchen im Abstand
y∆ die sich auf parallelen Bahnen mit den Geschwindigkeiten u und uu ∆+ entlang einer Wand bewegen, so entfernen sich diese Teilchen voneinander. Der Scherwinkel ytu ∆∆= / :γ wächst daher unbegrenzt, die zeitliche Änderung des Scherwinkels, das ist die Scherrate yu ∆∆= /γ� , ist jedoch zeitlich konstant (vgl. Abbildung 3 links). Der typische Zeitmaßstab für die Deformation kann bei stationärer Strömung nur von der Größenordnung 1−γ� sein. Strömen die zwei ins Auge gefaßten Teilchen in der Nähe der Symmetrieachse, so ist der Geschwindigkeitsunterschied
1 Tatsächlich hat ein Material nicht nur eine Gedächtniszeit, sondern ein kontinuierlisches Spektrum an Gedächtnis- oder Relaxationszeiten. Im sogenannten verallgemeinerten Maxwell-Modell wird das Material durch n diskrete Relaxationszeiten und n Relaxationsstärken beschrieben.

6
u∆ klein, und die Scherrate ist klein. In Kapillarmitte ist sie sogar Null. Die Erfahrung lehrt, daß Flüssigkeiten i.A. an Wänden haften (vgl. Abschnitt 2.3), d.h. die Strömungsgeschwindigkeit ist an der Wand Null. Als Folge ist die Scherrate an der Wand maximal. Für eine Kapillare mit dem Durchmesser d , die mit der mittleren Strömungsgeschwindigkeit U durchströmt wird, ist die Scherrate an der Wand von der Größenordnung sdU /10000...10/ = (je nach Volumendurchsatz pro Zeiteinheit
2 4/ dUπ und Durchmesser). Die typische Deformationszeit ist im Verarbeitungsprozeß daher von der Größenordnung s1,0 bis ms1,0 . Demgegenüber steht die typische Deformationszeit im Schwingrheometer, die Schwingungsdauer
ωπ /2=T . Es hat sich gezeigt, daß das Materialverhalten im Schwingrheometer und im Verarbeitungsprozeß vergleichbar ist, sofern die oben diskutierten Deformationszeiten gleich sind. Es ist also möglich und sehr nützlich die Ergebnisse, die man durch oszillierende Messungen gewinnt, (mit einigen Einschränkungen und sachgerechter Auswertung) auf den Verarbeitungsprozeß zu übertragen.
Nun ist man an dem Punkt angelangt, an dem man die Meßkurven in Abbildung 2 hinsichtlich des Verarbeitungsprozesses deuten kann:
Ist die Deformationszeit sehr viel größer als die Gedächtniszeit λ der Kautschukmoleküle, dann steht dem Material zu jedem Zeitpunkt genügend Zeit zur Verfügung um Verschlaufungen zu lösen, d.h. der elastische Anteil des Moduls ist klein. Ist auf der anderen Seite die Deformationszeit sehr viel kleiner als die Gedächtniszeit der Moleküle, dann steht keine Zeit zur Verfügung um die Verschlaufungen zu lösen.
Das „Gedächtnis der Kautschukmoleküle“ ist verantwortlich für eine Reihe wichtiger Phänomene im Verarbeitungsprozeß:
• Elastische Normalspannungen: Diese haben einen Einfluß auf die erforderliche Werkzeugschließkraft, sofern die Strömung in der Werkzeugtrennebene erfolgt.
• Strangquellen beim Extrudieren von Profilen oder Rohlingen (Abschnitt 2.2)
• Dehndruckverluste bei der Strömung durch eine Querschnittsreduktion (Abschnitt 2.2)
• Schmelzebruch und Wandgleiten (Abschnitt 2.2, 2.3)
Neben der Bestimmung des Materialverhaltens bei einer Temperatur dient das Rotationsschubrheometer zur Messung der Vernetzungskinetik:
Ist die Prüfkammertemperatur θ so groß, daß die Vernetzungsreaktion aktiviert wird, dann wird durch das Netzwerk ein Abgleiten der Moleküle mit zunehmendem Vernetzungsgrad behindert. Bei unveränderter Scheramplitude steigt die Scherspannung im Material und damit das gemessene Drehmoment. Gleichzeitig nimmt der Phasenwinkel δ zwischen Scherung und Spannung ab (δ = 0°: Hookscher Festkörper, Scherung und Spannung sind in Phase; δ = 90°: Newtonsche oder verallgemeinerte Newtonsche Flüssigkeit, die Spannung eilt der Scherung um 90° voraus, s.o.).
7
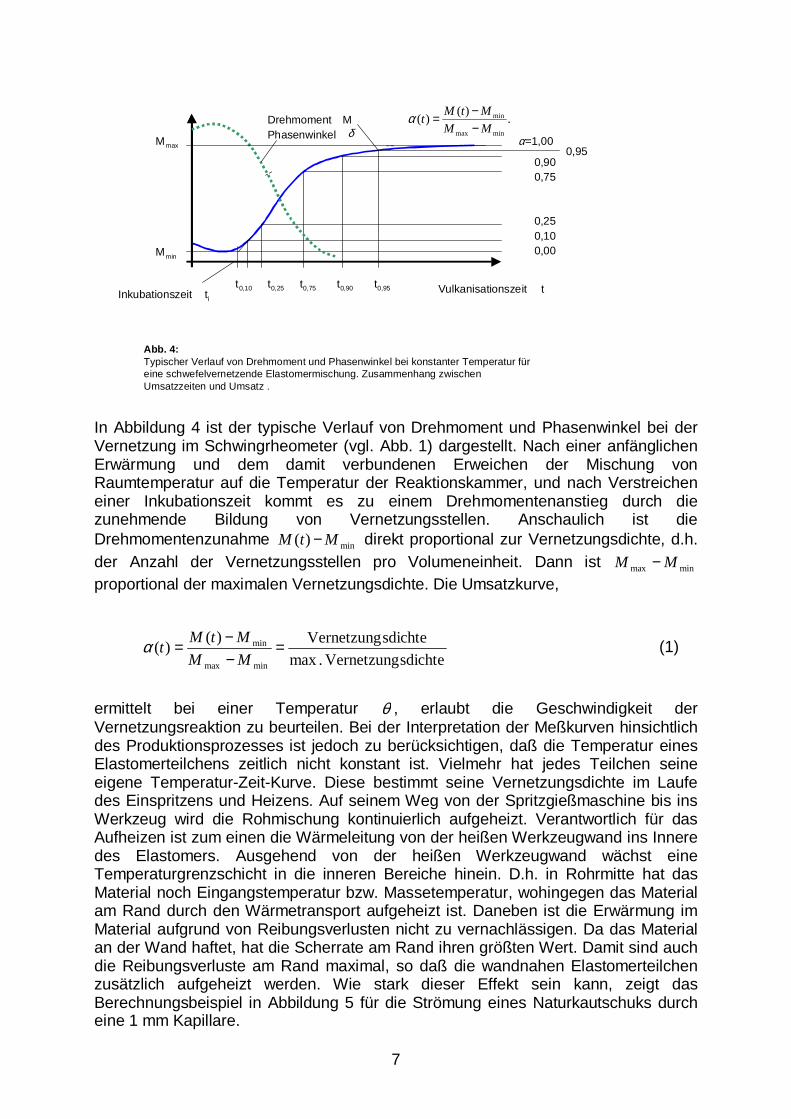
Abb. 4:Typischer Verlauf von Drehmoment und Phasenwinkel bei konstanter Temperatur füreine schwefelvernetzende Elastomermischung. Zusammenhang zwischenUmsatzzeiten und Umsatz .
Vulkanisationszeit t
Drehmoment MPhasenwinkel δ
t0,10 t0,25 t0,75 t0,90 t0,95
α=1,00Mmax
Mmin
0,950,900,75
0,250,100,00
Inkubationszeit ti
.)(
)(minmax
min
MM
MtMt
−−=α
In Abbildung 4 ist der typische Verlauf von Drehmoment und Phasenwinkel bei der Vernetzung im Schwingrheometer (vgl. Abb. 1) dargestellt. Nach einer anfänglichen Erwärmung und dem damit verbundenen Erweichen der Mischung von Raumtemperatur auf die Temperatur der Reaktionskammer, und nach Verstreichen einer Inkubationszeit kommt es zu einem Drehmomentenanstieg durch die zunehmende Bildung von Vernetzungsstellen. Anschaulich ist die Drehmomentenzunahme min)( MtM − direkt proportional zur Vernetzungsdichte, d.h. der Anzahl der Vernetzungsstellen pro Volumeneinheit. Dann ist minmax MM − proportional der maximalen Vernetzungsdichte. Die Umsatzkurve,
sdichteVernetzung .max
sdichteVernetzung)()(
minmax
min =−−=
MM
MtMtα (1)
ermittelt bei einer Temperatur θ , erlaubt die Geschwindigkeit der Vernetzungsreaktion zu beurteilen. Bei der Interpretation der Meßkurven hinsichtlich des Produktionsprozesses ist jedoch zu berücksichtigen, daß die Temperatur eines Elastomerteilchens zeitlich nicht konstant ist. Vielmehr hat jedes Teilchen seine eigene Temperatur-Zeit-Kurve. Diese bestimmt seine Vernetzungsdichte im Laufe des Einspritzens und Heizens. Auf seinem Weg von der Spritzgießmaschine bis ins Werkzeug wird die Rohmischung kontinuierlich aufgeheizt. Verantwortlich für das Aufheizen ist zum einen die Wärmeleitung von der heißen Werkzeugwand ins Innere des Elastomers. Ausgehend von der heißen Werkzeugwand wächst eine Temperaturgrenzschicht in die inneren Bereiche hinein. D.h. in Rohrmitte hat das Material noch Eingangstemperatur bzw. Massetemperatur, wohingegen das Material am Rand durch den Wärmetransport aufgeheizt ist. Daneben ist die Erwärmung im Material aufgrund von Reibungsverlusten nicht zu vernachlässigen. Da das Material an der Wand haftet, hat die Scherrate am Rand ihren größten Wert. Damit sind auch die Reibungsverluste am Rand maximal, so daß die wandnahen Elastomerteilchen zusätzlich aufgeheizt werden. Wie stark dieser Effekt sein kann, zeigt das Berechnungsbeispiel in Abbildung 5 für die Strömung eines Naturkautschuks durch eine 1 mm Kapillare.

8
Abb. 5:Berechnete Temperaturerhöhung in einer 1 mm Kapillare aufgrund von Schererwärmung.Dargestellt ist die Temperatur im Abstand von 25 mm vom Eintritt. Die Eintritts- undWandtemperatur ist 100°C. Gerechnet wurde mit den M aterialdaten eines Naturkautschuks mit derShore A Härte 52. Variiert ist die mittlere Strömungsgeschwindigkeit. Bei angenommenemNewtonschen Materialverhalten stellt sich dabei die Schergeschwindigkeit am Rand ein.
100
105
110
115
120
125
130
0 0.1 0.2 0.3 0.4 0.5
Radius in mm
Tem
pera
tur
in °C
)/5,12(
/100
smmU
s
==γ�
)/625(
/5000
smmU
sapp
=
=γ�
s/1000
s/3000
s/4000
s/2000
mm 25
mm 1 =d
U
dUapp / 8:=γ�
Die Masse- und die Wandtemperatur wurden gleich gewählt, so daß alleine die Schererwärmung für die Temperaturverteilung verantwortlich ist. Bei einer mittleren Strömungsgeschwindigkeit von 625 mm/s haben sich die wandnahen Elastomerteilchen in der Zeit vom Eintritt bis zum Kapillaraustritt um immerhin 23°C aufgeheizt. Aus der Strömungssimulation folgt also die Temperatur-Historie der Elastomerteilchen.
Für die Vernetzung bei einer festen Temperatur gilt, daß die Rate, mit der Vernetzungsstellen gebildet werden, von der Zahl der Vernetzungsstellen oder der Vernetzungsdichte sowie von einer Geschwindigkeistkonstanten k abhängt:
)( ααfk
dt
d = für Zeiten größer als die Inkubationszeit . (2)
Wählt man eine höhere Vulkanisationstemperatur, so stellt man fest, daß die Reaktionsgeschwindigkeit und damit k zunimmt, die dimensionslose Funktion )(αf aber nahezu unverändert bleibt2. Wie gesehen ist die Temperatur eines Elastomerteilchens beim Verarbeitungsprozeß nicht konstant. Vielmehr hat jedes
2 Die typische Zeitmaßstab für den Vernetzungsprozeß ist k/1 . Mißt man die Zeit in Vielfachen
dieses Zeitmaßstabes, d.h. wählt man tkt =+ als neuen Zeitmaßstab, so folgt aus (2) )(/ αα fdtd =+ .
Wählt man diese Darstellung, dann fallen die bei unterschiedlichen Temperaturen gemessenen Umsatzkurven aufeinander. Man erhält eine Art Masterkurve wie sie in der Rheologie häufig sind. Die Bildung von Masterkurven geschieht wie am gezeigten Beispiel zumeist mit Mitteln der Dimensionsanalyse.

9
Elastomerteilchen eine Temperaturgeschichte )(tθ . Es stellt sich daher die Frage nach dem Nutzen der Evolutionsgleichung (2) für die Heizzeitberechnung. Dies war in der Tat Inhalt einer 20 Jahre andauernden Diskussion, die erst Mitte der 90er Jahre verstummt ist. Heute ist man sich einig, daß i.d.R. davon ausgegangen werden kann, daß sich das Vernetzungssystem praktisch ohne Zeitverzug auf eine momentane Temperatur einstellt. Damit gilt Gleichung (2) für jeden Zeitpunkt, wobei sich die Geschwindigkeistkonstante ))(( tk θ entsprechend der momentan herrschenden Temperatur einstellt.
Für eine Heizzeitberechnung müssen also )(θk und )(αf durch Messungen bestimmt werden. Die zeitliche Temperaturentwicklung im Verteilersystem und Bauteil ist durch eine Simulationsrechnung zu bestimmen. Durch Lösen der Gleichung (2) kann nachfolgend der Vernetzungszustand des Elastomerteilchens berechnet werden.
Das bisher Gesagte gilt für Zeiten größer der Inkubationszeit, d.h. ab dem Zeitpunkt ab dem ein meßbarer Anstieg der Vernetzungsstellen festzustellen ist. Wie die Geschwindigkeistkonstante k ist die Inkubationszeit it stark temperaturabhängig: Mit zunehmender Temperatur wird die Inkubationszeit kleiner. Zurückgehend auf einen Vorschlag von Isayev [8], der sinngemäß schon bei Claxton und Liska [9] zu finden ist, wird der dimensionslose Scorchindex )(ts eingeführt, der über die Evolutionsgleichung
)(/1 θitdt
ds = mit 0)0( ==ts (3)
definiert ist. Für 1<s kann davon ausgegangen werden, daß die Vernetzung noch nicht eingesetzt hat. 1=s bedeutet, daß alle Vorprodukte zur Vernetzung gebildet sind und evtl. Reaktionsverzögerer aufgebraucht sind. Die Auswertung der Gleichung (3) geschieht in der Scorchberechnung ganz analog zur Gleichung (2). Sofern für unterschiedliche Temperaturen )(θit gemessen ist, und die Temperatur-Historie der Elastomerteilchen wie in Abbildung 5 bestimmt ist, kann der Scorchindex angegeben werden.
Bisher ist auf )(αf nicht näher eingegangen worden. Für eine n -stufige Reaktion ist
naf )1()( α−= , (4)
wobei genaugenommen nur ganzzahlige Reaktionsordnungen eine physikalisch bzw. chemische Interpretation zulassen. Bei der Kautschukvernetzung sind ganzzahlige Reaktionsordnungen die Aussnahme. Der Exponent n hat daher nur die Rolle eines Fitparameters.
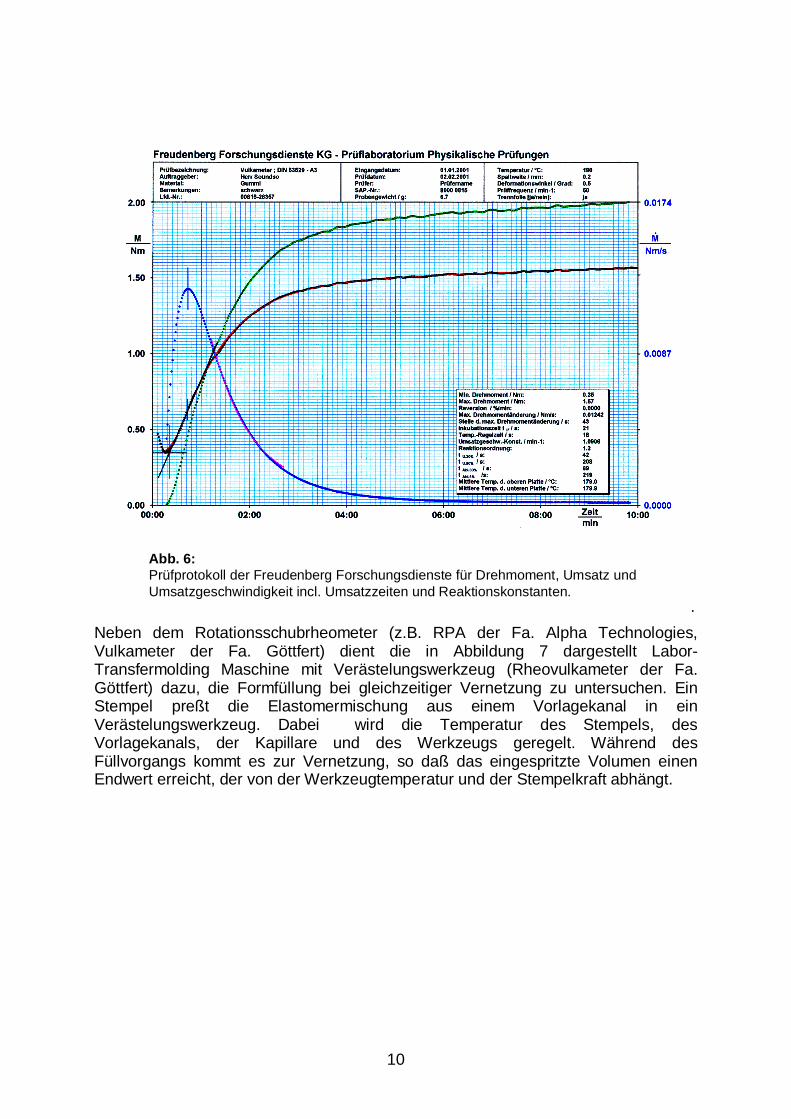
In Abbildung 6 ist das Prüfprotokoll der Freudenberg Forschungsdienste für eine Vernetzungsisotherme dargestellt. An die Meßdaten ist die Fitfunktion (4) angepaßt. Exponent und Geschwindigkeitskonstante werden angegeben.
10
Abb. 6:Prüfprotokoll der Freudenberg Forschungsdienste für Drehmoment, Umsatz undUmsatzgeschwindigkeit incl. Umsatzzeiten und Reaktionskonstanten.
.
Neben dem Rotationsschubrheometer (z.B. RPA der Fa. Alpha Technologies, Vulkameter der Fa. Göttfert) dient die in Abbildung 7 dargestellt Labor-Transfermolding Maschine mit Verästelungswerkzeug (Rheovulkameter der Fa. Göttfert) dazu, die Formfüllung bei gleichzeitiger Vernetzung zu untersuchen. Ein Stempel preßt die Elastomermischung aus einem Vorlagekanal in ein Verästelungswerkzeug. Dabei wird die Temperatur des Stempels, des Vorlagekanals, der Kapillare und des Werkzeugs geregelt. Während des Füllvorgangs kommt es zur Vernetzung, so daß das eingespritzte Volumen einen Endwert erreicht, der von der Werkzeugtemperatur und der Stempelkraft abhängt.

11
Abb. 7:Rheovulkameter der Fa. Göttfert. Schnittdurch Vorlagekanal, Düse und Werkzeug.Draufsicht auf das Verästelungswerkzeug.
Stempel
Vorlagekanal
Düse
Werkzeug
Sowohl Vulkameter-, bzw RPA- als auch Rheovulkameterprüfung dienen
��dem Verfahrenstechniker zum einen zur Bestimmung der Heizzeit, zum anderen zur Bestimmung der minimalen Einspritzgeschwindigkeit, um ein Anvernetzen beim Einspritzen zu vermeiden.
��der Qualitätssicherung bei der produktionsbegleitenden Prüfung im Mischwerk
��dem Chemiker bei der Mischungsentwicklung, um die Reaktionskinetik zu studieren.
12
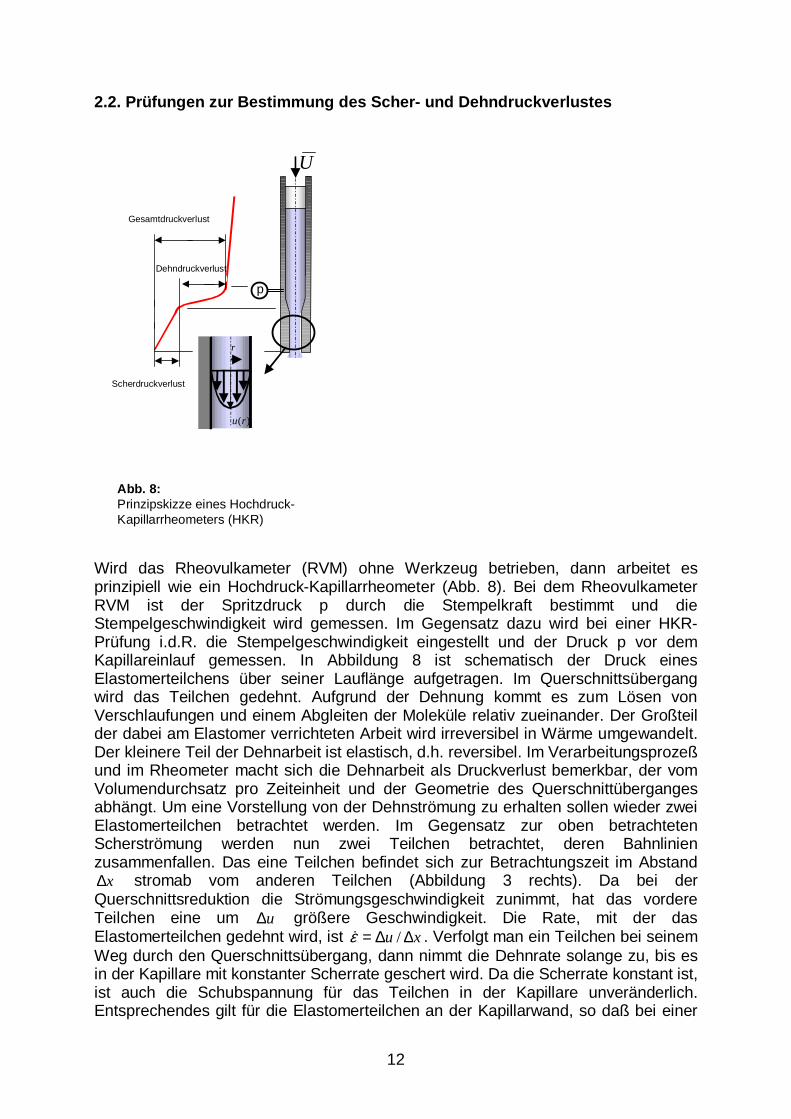
2.2. Prüfungen zur Bestimmung des Scher- und Dehndr uckverlustes
Abb. 8:Prinzipskizze eines Hochdruck-Kapillarrheometers (HKR)
Scherdruckverlust
U
p
Gesamtdruckverlust
Dehndruckverlust
)(ru
r
Wird das Rheovulkameter (RVM) ohne Werkzeug betrieben, dann arbeitet es prinzipiell wie ein Hochdruck-Kapillarrheometer (Abb. 8). Bei dem Rheovulkameter RVM ist der Spritzdruck p durch die Stempelkraft bestimmt und die Stempelgeschwindigkeit wird gemessen. Im Gegensatz dazu wird bei einer HKR-Prüfung i.d.R. die Stempelgeschwindigkeit eingestellt und der Druck p vor dem Kapillareinlauf gemessen. In Abbildung 8 ist schematisch der Druck eines Elastomerteilchens über seiner Lauflänge aufgetragen. Im Querschnittsübergang wird das Teilchen gedehnt. Aufgrund der Dehnung kommt es zum Lösen von Verschlaufungen und einem Abgleiten der Moleküle relativ zueinander. Der Großteil der dabei am Elastomer verrichteten Arbeit wird irreversibel in Wärme umgewandelt. Der kleinere Teil der Dehnarbeit ist elastisch, d.h. reversibel. Im Verarbeitungsprozeß und im Rheometer macht sich die Dehnarbeit als Druckverlust bemerkbar, der vom Volumendurchsatz pro Zeiteinheit und der Geometrie des Querschnittüberganges abhängt. Um eine Vorstellung von der Dehnströmung zu erhalten sollen wieder zwei Elastomerteilchen betrachtet werden. Im Gegensatz zur oben betrachteten Scherströmung werden nun zwei Teilchen betrachtet, deren Bahnlinien zusammenfallen. Das eine Teilchen befindet sich zur Betrachtungszeit im Abstand
x∆ stromab vom anderen Teilchen (Abbildung 3 rechts). Da bei der Querschnittsreduktion die Strömungsgeschwindigkeit zunimmt, hat das vordere Teilchen eine um u∆ größere Geschwindigkeit. Die Rate, mit der das Elastomerteilchen gedehnt wird, ist xu ∆∆= /ε� . Verfolgt man ein Teilchen bei seinem Weg durch den Querschnittsübergang, dann nimmt die Dehnrate solange zu, bis es in der Kapillare mit konstanter Scherrate geschert wird. Da die Scherrate konstant ist, ist auch die Schubspannung für das Teilchen in der Kapillare unveränderlich. Entsprechendes gilt für die Elastomerteilchen an der Kapillarwand, so daß bei einer

13
Strömung durch eine Zylinderbohrung die Wandschubspannung Wτ konstant ist. Da die Schubspannung an der benetzten Fläche dem Druckverlust das Gleichgewicht hält, fällt der Druck linear mit zunehmender Lauflänge in der Kapillare ab. Dieses Verhalten ist schematisch in Abbildung 8 dargestellt.
Abb. 9:Gemessener Druckverlauf für eine Naturkautschuk- Mischung mit 52Sh A. Der Vorlagekanal hat einen Durchmesser von 12 mm. DerKegelwinkel ist 90°. Die Kapillare hat einen Durchm esser von 1mmund eine Länge von 25 mm. Die Versuchstemperatur ist 100°C.
1
10
100
1000
0.01 0.1 1 10
Kolbengeschwindigkeit in mm/s
Dru
ck in
bar
Dehndruckverlust
Scherdruckverlust
Gesamtdruckverlust
Abbildung 9 zeigt in einem Meßbeispiel an Naturkautschuk den Gesamtdruckverlust, der sich aus dem Dehndruckverlust und dem Scherdruckverlust zusammensetzt. Sowohl Scher- als auch Dehndruckverlust nehmen stark mit wachsender Kolbengeschwindigkeit zu: Wird die Kolbengeschwindigkeit von 0,1 mm/s um den Faktor 10 auf 1 mm/s erhöht, dann steigt in dem Beispiel der Scherdruckverlust in der 25 mm langen Kapillare von ca. 200 bar auf 300 bar, d.h. um den Faktor 3/2. Demgegenüber wächst der Dehndruckverlust von ca. 20 bar auf ca. 100 bar, d.h. um den Faktor 5. Ab Kolbengeschwindigkeiten größer 2 mm/s wächst die Schubspannung nicht weiter an. Sie sinkt sogar scheinbar. Die Ursache liegt in einem dramatischen Wechsel der Strömungsform für Kolbengeschwindigkeiten größer 2 mm/s begründet: Im Beispiel ist für Geschwindigkeiten größer 2 mm/s die Haftbedingung an der Wand nicht mehr erfüllt. Stattdessen tritt der Slip-Stick-Effekt auf. Als Konsequenz zeigt die Elastomeroberfläche am Austritt zunächst regelmäßige Strukturen, die für größere Kolbengeschwindigkeiten unregelmäßig werden (vgl. Abbildung 11). Eine besondere Bedeutung hat die Schubspannung Wτ an der Wand, da sie dem Scherdruckverlust p∆ in der Kapillare das Gleichgewicht hält:
Wdlpd τππ 4/ 2 =∆ (Kapillardurchmesser d , Kapillarlänge l ).

14
Abb. 10:Bagley-Plot für eine Naturkautschuk-Mischung mit 10Gewichtsteilen Ruß bezogen auf 100 GewichtsteileKautschuk (10 phr Ruß). Die Meßtemperatur ist 80°C, dieKapillare hat einen Durchmesser von1 mm.
0
100
200
300
400
500
600
700
800
0 5 10 15 20 25
Kapillarlänge/Durchmesser
Ges
amtd
ruck
verlu
st in
bar
5
10
25
50
75
100
250
500
1000
4000
scheinbare Scherrate an der Wandin 1/s
U
dUapp /8=γ�
Dehndruckverlust
wτ4
In Abbildung 10 ist der bei 80° gemessene Gesamtdru ckverlust für eine Naturkautschukmischung über dem Längenverhältnis Kapillarlänge/Durchmesser aufgetragen. Diese Art der Auftragung wird Bagley-Plot genannt und dient der Bestimmung der Wandschubspannung wτ . Wie gezeigt ist der Scherdruckverlust
proportional zur Wandschubspannung ./4 dlp wτ=∆ D.h. die Wandschubspannung bestimmt die Steigung der Druckverläufe im Bagley-Plot. Mit zunehmender Einspritzgeschwindigkeit bzw. mit zunehmender scheinbarer Scherrate steigt die Wandschubspannung, bis ab einer Scherrate von 250/s die Druckverläufe im Bagley-Plot parallel sind. Ab einer Scherrate von 250/s ist die Schubspannung konstant. Wie im Beispiel vorher tritt auch hier ab einer kritischen Scherrate Slip-Slick, eine Form des Wandgleitens, auf. Darüber hinaus zeigt Abb. 10, daß die Wandschubspannung beim Wandgleiten vom Druck unabhängig ist, obgleich der Druck im Bereich von 100 bis 700 bar variiert. Es handelt sich beim Gleiten demnach nicht um Coulombreibung, bei der die Scherspannung proportional zur Normalspannung ist.

15
Abb. 11:Gestalt des Elastomerstranges nach Verlassen der Kapillare alsFunktion der (scheinbaren) Scherrate (angegeben in 1/s) Material:Naturkautschuk mit 10 phr Ruß bei 80°C. Die Kapilla re hat einenDurchmesser von 1 mm und eine Länge von 15 mm.
Ergänzend zu Abbildung 10 sind in Abbildung 11 die Elastomerstränge zu sehen, nachdem sie mit der angegebenen (scheinbaren) Scherrate durch die 15 mm lange Kapillare gedrückt worden sind. Beim Betrachten der Bilder fällt zweierlei auf:
1. Mit zunehmender Scherrate nimmt der Extrudatdurchmesser zu. Ursache für das sogenannte Strangquellen ist bei langen Kapillaren, bei denen die Verweilzeit größer als die Gedächtniszeit des Elastomers ist, die elastische Spannung, die allein als Folge der Scherung im Material herrscht. Bei kurzen Kapillaren ist das Quellen direkte Folge des Flüssigkeitsgedächtnisses.
2. Bis zu einer Scherrate von 100/s erscheint die Extrudatoberfläche glatt. Bei 250/s zeigen sich periodische Strukturen auf dem Strang. Ab einer Scherrate von 2000/s werden die Strukturen unregelmäßig. Das plötzliche Auftreten der periodischen Oberflächenstörungen ab der kritischen Scherrate von ~250/s für das untersuchte Material korreliert mit den Druckmeßdaten, die in Abbildung 10 dargestellt sind.
In der Kapillare strömt das Kautschukteilchen mit konstanter Geschwindigkeit auf einer Bahn mit festem Radius in axialer Richtung. Man spricht bei dieser und vergleichbaren Strömungsformen3 von Schichtenströmungen. Durch die kinematische Einfachheit der Schichtenströmung kann die Bewegungsgleichung für die Strömung mit „Papier und Bleistift“ gelöst werden, so daß aus den physikalischen Meßwerten Scherdruckverlust und Kolbengeschwindigkeit die Viskositätsfunktion der 3 Im Rotationsschubrheometer bewegt sich ein Elastomerteilchen, abgesehen von Sekundärbewegungen am Rand, auf einer Bahn mit festem Radius. In axialer und radialer Richtung hat es keine Geschwindigkeitskomponente.

16
Mischung bestimmt werden kann. Im folgenden wird die Auswertung exemplarisch durchgeführt.
Aus dem Impulssatz für die Strömung in der Kapillare [4]
( ) 01 =∆+
l
pr
dr
d
rτ (5)
und der Symmetriebedingung 0)0( ==rτ folgt der lineare Scherspannungsverlauf
pl
r ∆−= 2
1τ . (6)
Bis hierher wurde noch kein spezielles Materialgesetz verwendet. Der lineare Schubspannungsverlauf (6) gilt daher für jedes Material (auch für turbulenter Strömung). Bei Newtonschen Flüssigkeiten besteht ein linearer Zusammenhang zwischen Scherrate und Scherspannung, d.h. die Scherviskosität η , definiert als das
Verhältnis von Scherspannung zu Scherrate γτη �/:= , ist unabhängig von der Scherrate, appηη = . Wie die Schubspannung hat also auch die Scherrate für
Newtonsches Material einen linearen Verlauf über dem Radius
app
p
l
r
dr
dur
ηγ ∆=−=
2
1)(� (7)
und die Strömungsgeschwindigkeit nimmt quadratisch mit dem Radius von der maximalen Strömungsgeschwindigkeit in der Kapillarmitte bis zur Strömungsgeschwindigkeit Wu an der Wand ab:
���
�
���
��
��
−∆+=22
2/1
16
1)(
d
r
l
pduru
appw η . (8)
Über die Kolbengeschwindigkeit und den Kolbendurchmesser ist der Volumenstrom durch die Kapillare bei jeder Messung bekannt. Auf der anderen Seite gilt für den Volumenstrom
appw
d
o l
pduddrrruV
ηπππ ∆+== �
42
2/
1284 )(2� . (9)
Der französische Arzt Poiseuille interessierte sich für die Frage wie Blut durch kleine Blutgefäße oder Kapillaren fließt. Dazu machte er 1840 Strömungsversuche mit Wasser in dünnen Kapillaren und fand den Zusammenhang lpdV /~ 4∆� , der zeitgleich auch von dem deutsche Ingenieur Hagen entdeckt wurde. Aus den Experimenten folgert man, daß für Wasser die Gleitgeschwindigkeit wu an der Wand verschwindet. Die Flüssigkeit haftet also an der Wand. Dieses experimentelle Ergebnis hat man für die meisten tropfbaren Flüssigkeiten wie z.B. Öle, Thermoplastschmelzen... sowie für nichttropfbare Flüssigkeiten wie Luft - sofern die freie Weglänge der Gasmoleküle nicht zu groß ist - festgestellt. Erwähnenswert ist, daß Poiseuille das nach ihm und Hagen benannte Gesetz bei der Strömung von Blut durch eine Kapillare nicht fand. Die Ursache dafür liegt darin begründet, daß Blut keine Flüssigkeit wie Wasser ist, sondern eine Suspension von Zellen (in der Hauptsache rote Blutkörperchen) in einer Flüssigkeit, dem Plasma. In der Nähe der

17
Gefäßwand beobachtet man eine zellfreie Flüssigkeitsschicht, die als eine Art Schmierschicht dient.
Es herrscht die Vorstellung, daß Verarbeitungshilfsmittel in Kautschukmischungen ebenfalls solche Schmierschichten bilden. So haftet beispielsweise eine 10 000 Moleküle dicke Schicht, wenn Fettsäure mit einer Metallfäche in Berührung kommt [vgl. 10]. Jedoch ist es meßtechnisch sehr aufwendig Gleitgeschwindigkeiten zu bestimmen. Verwiesen sei an dieser Stelle auf die Methode von Mooney um mittels Kapillarrheometrie die Gleitgeschwindigkeit zu bestimmen [vgl. 3]. Als Folge der meßtechnischen Schwierigkeiten ist zum Gleiten bei Kautschukmischungen wenig bekannt.
Ist die Haftbedingung erfüllt, dann liefert die Rheometrie relativ einfach
auszuwertende Ergebnisse: da der Scherdruckverlust p∆ und der Volumenstrom V� (indirekt) gemessen werden, kann mittels (9) für 0=wu die Newtonsche Viskosität
oder scheinbare Viskosität appη bestimmt werden.
Bisher wurde bei der Auswertung Newtonsches Materialverhalten angenommen, d.h. konstante Viskosität über der Scherrate. Bei Polymeren mit Molekulargewichten ab etwa molg /103 [4], d.h. auch bei Elastomeren, werden mit zunehmender Kolbengeschwindigkeit und damit zunehmender Relativbewegung von Scherebene zu Scherebene die Makromoleküle stärker gestreckt und verlieren zunehmend ihre Knäuelstruktur, die sie in Ruhe und bei sehr kleinen Scherraten innehaben. Durch die Streckung wird das Abgleiten der Moleküle erleichtert. Als Konsequenz nimmt bei Elastomeren die Scherviskosität mit zunehmender Scherrate ab. Dies hat zur Folge, daß in Kapillarmitte die Scherrate kleiner und am Rand die Scherrate größer als bei Newtonschem Material ist. Das Geschwindigkeitsprofil ist sehr viel flacher als das parabolische Geschwindigkeitsprofil des Newtonschen Materials. Wie gesehen findet die Scherung und damit auch die Dissipation in einer wandnahen Schicht statt. Für die Auswertung von Meßwerten ist wesentlich, daß die wahre Scherrate an der Wand größer ist als die scheinbare Scherrate an der Wand, die bei konstanter Viskosität anzutreffen ist. Mit dem Korrekturverfahren nach Rabinowitsch und Weißenberg [3] kann wahre Scherrate an der Wand bestimmt werden. Anstatt die Meßdaten „an der Wand“ auszuwerten geht das Verfahren nach Schümmer von einem repräsentativen Radius aus bei dem die Scherrate einer angenommenen Newtonschen Flüssigkeit gleich der Scherrate der strukturviskosen Flüssigkeit ist [vgl. 3].

18
Abb. 12:Viskositätsfunktion und Dehndruckverlust für 75FPM bei 80°C
0.1
1.0
10.0
100.0
1 10 100 1000 10000
Scherrate in 1/s
Sch
ervi
skos
ität i
n kP
as
1
10
100
1000
Deh
ndru
ckve
rlust
in b
ar
nach Schümmer korrigierte Viskositätsfunktion
scheinbare ViskositätsfunktionDehndruckverlust
10
−= nγηη �
In Abbildung 12 sind die im HKR gemessene und mit dem beschriebenen Auswerteverfahren bestimmte Viskositätsfunktion und der Dehndruckverlust einer 75 Sh A FPM-Mischung doppeltlogarithmisch aufgetragen. Zu erkennen ist die horizontale Verschiebung der Viskositätsfunktion zur Bestimmung der wahren Viskositätsfunktion (Korrekturmethode nach Schümmer). In der doppeltlogarithmischen Auftragung fallen alle Meßpunkte bis zu einer Scherrate von ca. 200/s auf eine Gerade, d.h. die Viskosität nimmt potentiell mit zunehmender Scherrate ab. Für Elastomere ist die Kurvenanpassung mit zwei Parametern nach Oswald/de Waele (Potenzfunktion)
1
0)( −= nγηγη �� (10)
ausreichend, um die Scherratenabhängigkeit der Viskosität zu beschreiben. Man spricht bei Flüssigkeiten mit Materialgesetzen der Form
Spannungstensor= )(γη � Deformationsgeschwindigkeitstensor (11)
von verallgemeinerten Newtonschen Materialien. Neben dem Ansatz nach Oswald/de Waele gibt es andere Anpassungen. So berücksichtigt die Anpassung nach Carreau [3]
2
12
0
0 1)(
−
��
��
�
��
���
+=
n
γγηγη�
�� (12)

19
eine endliche Nullviskosität für Scherraten 0γγ �� << . Für Scherraten sehr viel größer
als 0γ� sind beide Anpassungen identisch. Aufgund des hohen Feststoffanteiles4 in einer Elastomermischung verhalten sich Rohmischungen viskos-plastisch, d.h. sie beginnen erst zu fließen, wenn eine Grenzscherspannung (Fließgrenze) überschritten wird. Die Fließgrenze verhindert z.B. bei Fetten ein Fließen unter Eigengewicht, wodurch die Lagerschmierung eines Wälzlagers über einen langen Zeitraum gewährleistet ist. Beim Spritzgießen bewirkt die Fließgrenze, daß am Ende der Einspritzphase der Spannungszustand im Elastomer nicht hydrostatisch ist. Vielmehr wird das Elastomer soweit plastisch deformiert, bis die Spannung überall kleiner der Fließspanung ist. Im dann erreichten Gleichgewicht 0→γ� stützt sich das Material an der Wand ab. Wegen der Fließgrenze verschwindet die Scherspannung τ im Gleichgewicht nicht, d.h. bei kleiner Scherrate geht die Viskosität γτη �/= bei einem Elastomer mit hohem Feststoffanteil gegen unendlich. Dies steht im Gegensatz zu der Nullviskosität 0η , die mit einer Carreau-Funktion berücksichtigt werden soll. Die Verwendung einer Carreau-Funktion bei Elastomeren mit hohem Feststoffanteil erscheint daher unbegründet.
Besonderheiten der Prozeßsimulation bei Kautschukmis chungen
Fast alle Softwarepakete zur Strömungssimulation (z.B. das CFD Programm FIDAP der Fa. Fluent) ermöglichen Strömungsberechnungen für verallgemeinerte Newtonschen Flüssigkeiten nach Gl. (11). Von dieser Seite ist eine Einschränkung auf Spezialsoftware zur Spritzgießsimulation nicht gegeben.
Aus dem Bild 12 liest man typische Viskositäten von 1...100 kPas ab (zum Vergleich: Die dynamische Viskosität von Wasser bei Normalbedingungen ist 1mPas, d.h. das Elastomer ist um 6 bis 8 Größenordnungen höher viskos als Wasser). Beim Spritzgießen herrschen typische, mittlere Strömungsgeschwindigkeiten von
U~100 mm/s. Die Dichte ist typischerweise ρ=1,1..1,7 g/cm3 und der Anschnittdurchmesser ist in der Größenordnung d~1 mm. Das Verhältnis der Trägheitskräfte zu den viskosen Kräften, als Reynoldszahl Re= ηρ /dU bezeichnet, ist
beim Spritzgießen daher von der Größenordnung 510− . Die Trägheitskräfte, die bei der turbulenten Strömung in einer Wasserleitung für den Impulsaustausch verantwortlich sind, spielen bei Elastomerströmungen eine zu vernachlässigende Rolle. Dies bedeutet einen großen Vorteil für die Simulation, da im Impulssatz diese nichtlinearen Terme wegfallen und die Integration der Bewegungsgleichung dadurch wesentlich vereinfacht wird. Jedoch müssen die vergleichbaren Terme in der Energiegleichung berücksichtigt werden. Vergleicht man die Größenordnungen von Wärmetransport durch Konvektion zur Wärmeleitung, dann wird das Verhältnis der Terme in der Energiegleichung durch die Peclet-Zahl Pe=Pr*Re beschrieben. Mit der spezifischen Wärmekapazität gKJc / 2,2...0,1~ und der Wärmeleitfähigkeit
mKW / 4,0...1,0~λ ist die Prandtlzahl bei Elastomeren typischerweise Pr= 810~/ληc .
Daher ist trotz der kleinen Reynoldszahl ~ 510− die Pecletzahl sehr viel größer als Eins und von der Größenordnung ~103. Da Wärmetransport durch Konvektion um den Faktor 1000 größer als die Wärmeleitung ist, nimmt beim Spritzgießen insbesondere im Bereich des Angusses nur in einer dünnen Randschicht das Elastomer die
4 Ist der Gewichtsanteil Ruß bei einer Naturkautschuk 70 pph, so berechnet sich der Volumenanteil Feststoff zu 25%.
20
Wandtemperatur an. In einem großen Kernbereich ist die Elastomertemperatur gleich der Einspritztemperatur.
Zusammenfassend gilt:
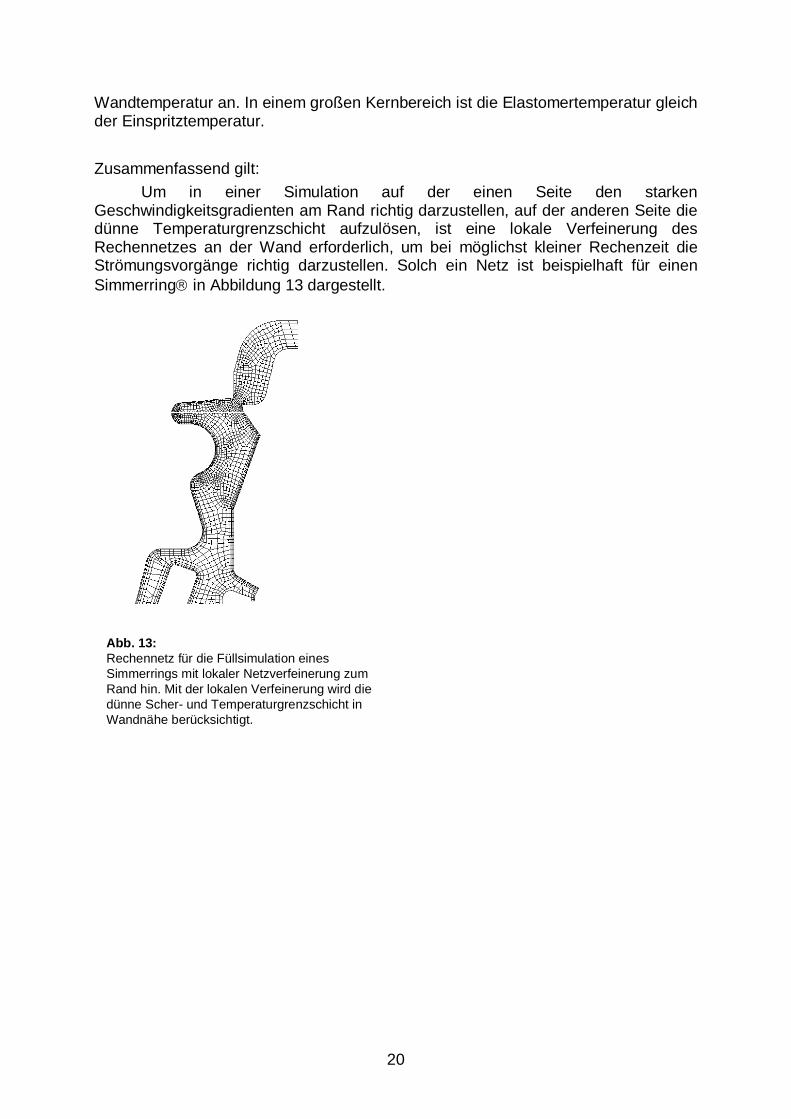
Um in einer Simulation auf der einen Seite den starken Geschwindigkeitsgradienten am Rand richtig darzustellen, auf der anderen Seite die dünne Temperaturgrenzschicht aufzulösen, ist eine lokale Verfeinerung des Rechennetzes an der Wand erforderlich, um bei möglichst kleiner Rechenzeit die Strömungsvorgänge richtig darzustellen. Solch ein Netz ist beispielhaft für einen Simmerring� in Abbildung 13 dargestellt.
Abb. 13:Rechennetz für die Füllsimulation einesSimmerrings mit lokaler Netzverfeinerung zumRand hin. Mit der lokalen Verfeinerung wird diedünne Scher- und Temperaturgrenzschicht inWandnähe berücksichtigt.

21
2.3. Elastische Phänomene beim Spritzgießen
Abb. 14:Haifischhaut und Schmelzebruch bei der Extrusion vonverzweigtem Silikonkautschuk durch eine zylindrischeKapillare [5]. Links ist die Scherrate so groß, daß eineperiodische Störung auf dem Extrudat sichtbar ist(Haifischhaut). Bei weiterer Steigerung der Scherrate wirddie Strömung chaotisch (Schmelzebruch oderviskoelastische Turbulenz)
Ein Elastomerteilchen erfährt beim Füllvorgang vom Zylinder der Spritzgießmaschine bis zu seiner endgültigen Position im Werkzeug eine zeitlich veränderliche Scher- und Dehndeformation. Insbesondere da der Anschnitt eine Strömungsverengung darstellt, werden die Moleküle dort lokal gedehnt. Aufgrund des Gedächtnisses der Elastomermoleküle (s.o.) ist der anschließende Freistrahl in die Kavität daher dicker, als er mit einem verallgemeinerten Newtonschen Materialgesetz vorausgesagt wird. Zu dem sogenannten Strangquellen (vgl. Abbildung 11) kommt es auch ohne vorherige zeitliche Änderung der Scherrate. Werden die Moleküle in der Kapillare wie oben beschrieben gestreckt, dann herrschen in der Strömung elastische Normalspannungen, die aus dem stationären Strecken der Moleküle in der Kapillare resultieren. Die Normalspannung wird durch die Differenz
N1 = Normalspannung in Fließrichtung minus Normalspannung in Scherrichtung (13)
beschrieben, wodurch der Druck p eliminiert ist. )(1 γ�N ist wie die Schub-spannungsfunktion )(γτ � eine Materialfunktion. Bei einem Rotationsschubrheometer bedingen die elastischen Normalspannungen eine axiale Kraft, die bei nicht elastischen Newtonschen Materialien nicht beobachtet wird. Die Richtung der Kraft ist unabhängig von der Drehrichtung des Rheometers. Daher ist die Normalspannungsfunktion eine gerade Funktion in der Scherrate. Die Scherviskosität dagegen ist eine ungerade Funktion der Scherrate, was das gleiche Gedankenexperiment beweist. Ist das Rheometer in Ruhe, dann verschwindet sowohl das Schermoment als auch die axiale Kraft. Eine Taylorentwicklung der viskosimetrischen Funktionen führt daher zu
22
)(),()( 3
0
42
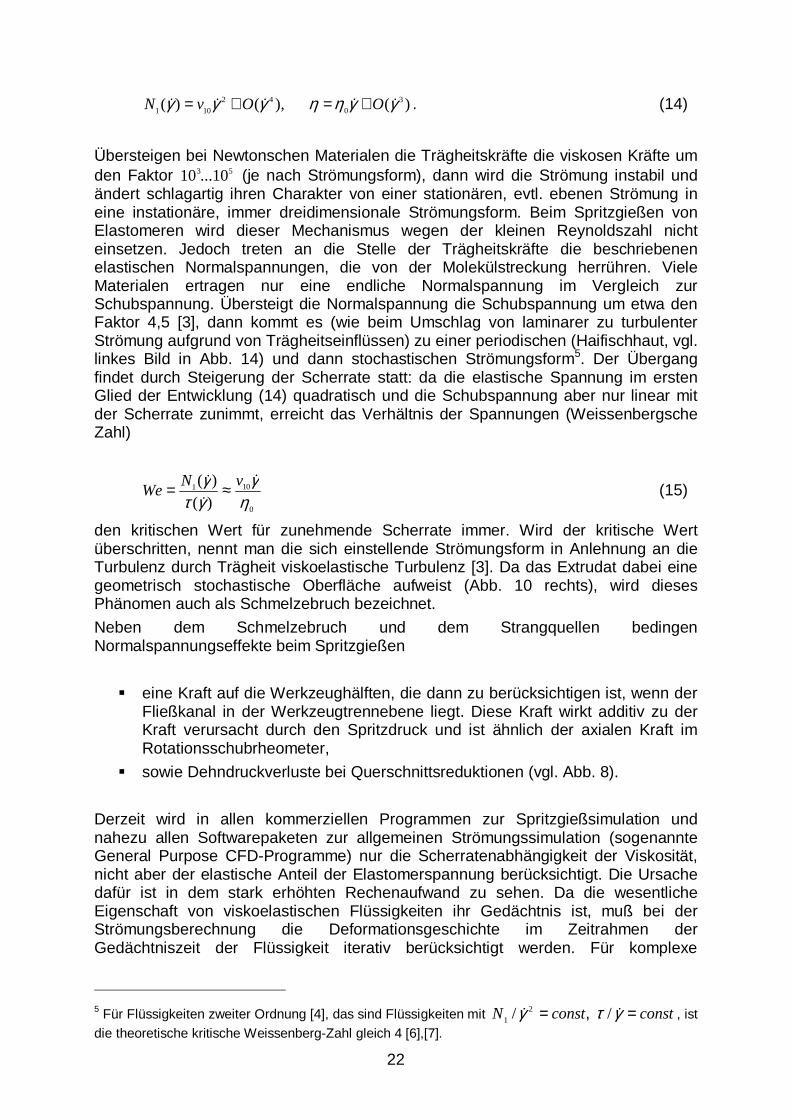
101 γγηηγγγ ����� OOvN +=+= . (14)
Übersteigen bei Newtonschen Materialen die Trägheitskräfte die viskosen Kräfte um den Faktor 53 10...10 (je nach Strömungsform), dann wird die Strömung instabil und ändert schlagartig ihren Charakter von einer stationären, evtl. ebenen Strömung in eine instationäre, immer dreidimensionale Strömungsform. Beim Spritzgießen von Elastomeren wird dieser Mechanismus wegen der kleinen Reynoldszahl nicht einsetzen. Jedoch treten an die Stelle der Trägheitskräfte die beschriebenen elastischen Normalspannungen, die von der Molekülstreckung herrühren. Viele Materialen ertragen nur eine endliche Normalspannung im Vergleich zur Schubspannung. Übersteigt die Normalspannung die Schubspannung um etwa den Faktor 4,5 [3], dann kommt es (wie beim Umschlag von laminarer zu turbulenter Strömung aufgrund von Trägheitseinflüssen) zu einer periodischen (Haifischhaut, vgl. linkes Bild in Abb. 14) und dann stochastischen Strömungsform5. Der Übergang findet durch Steigerung der Scherrate statt: da die elastische Spannung im ersten Glied der Entwicklung (14) quadratisch und die Schubspannung aber nur linear mit der Scherrate zunimmt, erreicht das Verhältnis der Spannungen (Weissenbergsche Zahl)
0
101
)()(
ηγ
γτγ �
�
� vNWe ≈= (15)
den kritischen Wert für zunehmende Scherrate immer. Wird der kritische Wert überschritten, nennt man die sich einstellende Strömungsform in Anlehnung an die Turbulenz durch Trägheit viskoelastische Turbulenz [3]. Da das Extrudat dabei eine geometrisch stochastische Oberfläche aufweist (Abb. 10 rechts), wird dieses Phänomen auch als Schmelzebruch bezeichnet.
Neben dem Schmelzebruch und dem Strangquellen bedingen Normalspannungseffekte beim Spritzgießen
��eine Kraft auf die Werkzeughälften, die dann zu berücksichtigen ist, wenn der Fließkanal in der Werkzeugtrennebene liegt. Diese Kraft wirkt additiv zu der Kraft verursacht durch den Spritzdruck und ist ähnlich der axialen Kraft im Rotationsschubrheometer,
��sowie Dehndruckverluste bei Querschnittsreduktionen (vgl. Abb. 8).
Derzeit wird in allen kommerziellen Programmen zur Spritzgießsimulation und nahezu allen Softwarepaketen zur allgemeinen Strömungssimulation (sogenannte General Purpose CFD-Programme) nur die Scherratenabhängigkeit der Viskosität, nicht aber der elastische Anteil der Elastomerspannung berücksichtigt. Die Ursache dafür ist in dem stark erhöhten Rechenaufwand zu sehen. Da die wesentliche Eigenschaft von viskoelastischen Flüssigkeiten ihr Gedächtnis ist, muß bei der Strömungsberechnung die Deformationsgeschichte im Zeitrahmen der Gedächtniszeit der Flüssigkeit iterativ berücksichtigt werden. Für komplexe
5 Für Flüssigkeiten zweiter Ordnung [4], das sind Flüssigkeiten mit constconstN == γτγ �� // 2
1 , , ist die theoretische kritische Weissenberg-Zahl gleich 4 [6],[7].

23
dreidimensionale Strömungsvorgänge ist das zur Zeit mit annehmbaren Rechenaufwand nicht möglich.
Dennoch gilt bei der angesprochenen engen Verknüpfung von phänomenologischer Rheologie und Strömungssimulation, daß dem Verfahrenstechniker prozeß- und materialabhängige Verfahrensgrenzen (z.B. Schmelzebruch) aufgezeigt werden können und er bei der Werkzeugauslegung (z.B. Schließkraft, Spritzdruck) unterstützt werden kann.
2.4. Füllsimulation für rein viskoses Materialverha lten - Hinweise auf Lufteinschlüsse
Geht es darum, die Bildung und den Verlauf von Freistrahlen in der Kavität zu berechnen, so zeigte sich, daß auch das verallgemeinerte Newtonsche Materialverhalten (Gl. (11)) bereits gute Ergebnisse liefert, d.h. eine Beurteilung des Prozesses hinsichtlich der Gefahr von Lufteinschlüssen ist auch möglich, wenn nur rein viskoses Verhalten simuliert wird.
In Abbildung 15 ist die Teilfüllung eines Simmerringes� mit Schirmanguß dargestellt. Der Füllvorgang wurde mit dem CFD Programm FIDAP simuliert. Dabei wurden die Erhaltungsgleichungen für Masse und Impuls sowie die Energiegleichung gelöst. Zusätzlich wird eine skalare Transportgleichung für den Füllgrad jeder Rechenzelle (vgl. Abb. 13) berechnet. Der Vergleich der Simulation mit den Teilfüllexperimenten ist in Abbildung 15 für verschiedene Füllzeiten dargestellt.
Abb. 15:Links dargestellt ist ein axialer Schnitt durch einenteilgefüllten Simmerring. Im Experiment deutet sich an derSeite des Federhaltebundes ein Lufteinschluß an.In der Simulation tritt, wie im Versuch, der Lufteinschluß amFederhaltebund in Erscheinung.
Federhaltebundmit Lufteinschluß
Experiment
Simulation1,9 s 2,1 s 3,7 s
In der Simulation tritt, wie im Versuch, der Lufteinschluß am Federhaltebund in Erscheinung. Bis zu einer Füllzeit von 3,7 Sekunden (rechtes Bild in Abb. 15) wird der zeitliche Verlauf der Füllung richtig wiedergegeben. Aufgrund des größeren Strömungswiderstandes ist die Strömung und damit die Füllung auf der Rückseite des Bleches verzögert.

24
Die Ursache für den positiven Vergleich von Versuch und Simulation ohne Berücksichtigung von elastischen Spannungsanteilen wird darin vermutet, daß die Werkzeugfüllung bei den kleinen Reynoldszahlen in der Hauptsache schon durch die Kontinuitätsgleichung geregelt wird. Die Krümmung des Strahles wird bereits durch ein verallgemeinertes Newtonsches Materialverhalten bewirkt.
Mittels der Füllsimulation kann nun gezielt der Einfluß von Kantenverrundungen am Anschnitt (Übergang Schirm zu Kavität) untersucht werden. In Abbildung 16 links ist der Elastomerstrahl bei scharfkantiger Anschnittkante und rechts der Strahl bei verrundeter Kante dargestellt. Bei scharfer Kante löst das Elastomer an der inneren Kante ab. Durch die radiale Strömungsrichtung führen in der Simulation die Reibungsnormalspannungen in Umfangsrichtung, die auch bei Newtonschem Materialverhalten auftreten (!), zu einer Krümmung des Strahles. Da der Strahl axialsymmetrisch ist, erscheint es so, also ob der Schirm sich in der Kavität aufrollt. Wird die innere Anschnittkante verrundet, dann wird das Ablösen des Strahles verhindert. Hier kommt die Eigenschaft von Flüssigkeitsstrahlen zum Tragen, sich an Wände anzulegen. Diese Tendenz ist als Coanda Effekt bekannt und wird in der Aerodynamik z.B. beim Einblasen eines impulssreichen Luftstrahls genutzt, der sich an die Tragfläche anlegt. Derart wird die Ablösegrenze zu größeren Anstellwinkeln verschoben. Der Effekt kann aber weniger aufwendig im Waschbecken beobachtet werden, wenn sich ein Wasserstrahl an einen seitlich herangeführten Finger anlegt.
Beim Spritzgießen von Radialwellendichtringen mit stumpfen Anschnittkanten führt der Effekt dazu, daß der Strahl in Richtung Dichtkante abgelenkt wird. Dies sollte im Prozeß auf alle Fälle vermieden werden, um die Funktion des Bauteiles sicherzustellen.
Abb. 16:Einluß einer verrundeten Anschnittkante auf den Freistrahl.
t=2.0s
scharfe Anschnittkante verrundete Anschnittkante(Coanda Effekt)
25
Literaturverzeichnis
[1] V. Olt: “Kontinuumsmechanische Beschreibung der Kautschukvernetzung mit inneren Variablen”; Dissertation am FB Mechanik der Technische Hochschule Darmstadt (1989)
[2] DIN 53529, Blatt 2: Prüfung von Elastomeren, Vulkametrie, Bestimmung des Vulkanisationsverlaufes von Kautschukmischungen mit Vulkameter und die reaktionskinetische Auswertung von Vernetzungsisothermen. Hrsg. Fachnormenausschuß für Materialprüfung. Ausg. Oktober 1972.
[3] M. Pahl, W. Gleißle und H.M. Laun: “Praktische Rheologie der Kunststoffe und Elastomere”; 4. Auflage; VDI-Verl. Düsseldorf (1995)
[4] J. H. Spurk: “Strömungslehre ”; 3. Auflage; Springer-Verl. Berlin etc. (1993)
[5] D.V. Boger and K. Walters: “Rheological Phenomena in Focus”; Elsevier; Amsterdam etc. (1993)
[6] U. Akbay und St. Sponagel: “Über die Stabilität viskometrischer Strömungen”; Rheol. Acta 20, 579-590 (1981)
[7] G. Böhme: “Strömungsmechanik nicht-newtonscher Fluide”; Teubner Stuttgart (1981)
[8] A. I. Isayev (ed): „Modelling of Polymer Processing“, Hanser München etc., (1991)
[9] W.E. Claxton and J.W. Liska, „Calculating state of cure..“, Rubber Age 9(5), 237, (1964)
[10] M. Reiner, „Rheologie“, Hanser München, (1968)