SCHWEISSTECHNISCHE LÖSUNGEN FÜR DIE CHEMISCHE … · Urea Ammoniak, Harnstoffe und verschiedene...
44
voestalpine Böhler Welding www.voestalpine.com/welding Lasting Connections SCHWEISSTECHNISCHE LÖSUNGEN FÜR DIE CHEMISCHE INDUSTRIE
Transcript of SCHWEISSTECHNISCHE LÖSUNGEN FÜR DIE CHEMISCHE … · Urea Ammoniak, Harnstoffe und verschiedene...

voestalpine Böhler Weldingwww.voestalpine.com/welding
Lasting Connections
SCHWEISSTECHNISCHE LÖSUNGEN FÜR DIE CHEMISCHE INDUSTRIE

2
LÖSUNGEN FÜR INDUSTRIEN MIT HOHEN ANFORDERUNGENWir konzentrieren uns auf Industrien mit hohen technischen Ansprüchen und bieten Produkte, die exakt auf die industriespezifischen Anforderungen abgestimmt sind. In der Entwicklung und Optimierung von Schweißzusätzen arbeiten wir eng mit Kunden, Herstellern und Forschungsinstituten zusammen. Ob anspruchsvoller Einsatzbereich oder Standardanwendung – wir bieten Schweißzusätze von höchster Qualität für sämtliche Anwendungen in den Industrien:
» Öl und Gas
» Pipeline
» Chemie
» Energieerzeugung
» Transportwesen und Automobilbau
» Verschleiß & Reparatur
» LötIndustrien
LASTING CONNECTIONSAls Pionier für innovative Schweißzusätze bietet Böhler Welding weltweit ein einzigartiges Produktportfolio für das Verbindungsschweißen. Die über 2.000 Produkte werden kontinuierlich an die aktuellen Industriespezifikationen und Kunden anforderungen angepasst, sind von
renommierten Institutionen zertifiziert und somit für die anspruchsvollsten Schweißanwendungen zugelassen. „Lasting Connections“ ist die Markenphilosophie, sowohl beim Schweißen wie auf menschlicher Ebene – als zuverlässiger Partner für den Kunden.
Unsere Kunden profitieren durch einen Partner mit » großer Fachkenntnis im Bereich Verbin
dungsschweißen und dem besten weltweit verfügbaren Anwendungssupport
» großer Spezialisierungstiefe und erstklassigen Produktlösungen für lokale und globale Herausforderungen
» starkem Engagement für Anforderungen und Erfolg von Kunden
» weltweit präsenten Produktionsstätten, Büros und Vertriebsgesellschaften

3

4
MATERIALSELEKTION UND SCHWEISSZUSATZ LÖSUNGEN FÜR DIE CHEMISCHE INDUSTRIEN
Spezifische Anforderungen. Punktgenaue Lösungen.
Schweißzusätze für die chemische Industrie sind eine Kernkompetenz von voestalpine Böhler Welding. Dank jahrzehntelanger Erfahrung, einer einzigartigen Produktpalette auch für ganz spezielle Anforderungen und einem weltweiten Vertriebsnetz ist voestalpine Böhler Welding Ihr Partner.Erfahrene Schweißtechniker werden Sie dabei unterstützen, die optimalen und wirtschaftlichsten Schweißlösungen auf Ihre individuellen Erfordernisse abzustimmen. voestalpine Böhler Welding bietet punktgenaue Lösungen für die wichtigsten chemischen Industrien und Verfahren:
Materialauswahl und Schweißen in der chemischen Industrie
Für die richtige Materialauswahl ist eine Vielzahl von Faktoren zu berücksichtigen. Prinzipiell kann man davon ausgehen, dass durch Rohmaterialien bzw. chemische Reaktionen eine korrosive Umgebung generell bei mittleren Temperaturen in Kombination mit niedrigen bis zu hohem Druck entstehen kann. Manche Reaktionen erfolgen jedoch bei hohen Temperaturen (z.B. Titandioxid und VDC, …)
Subsegmente Produkte Seite
Anorganische Chemie Anorganische Säuren, Alkalien und Salze, anorganische Feinchemikalien
10
Organische Chemie Große Bandbreite von Monomeren, Polymeren, Fasern, Plastik, Klebemittel, Beschichtungen, Farben, ...
16
Urea Ammoniak, Harnstoffe und verschiedene Düngemittel 19
Zellstoff & Papier Industrie Zellstoff und Papier 22
Entsalzung Frischwasser als Trinkwasser für die Industrie und Landwirtschaft
26
Lebensmittel & Getränke Industrie
Bier, Wein, Destillate, Getränke, Essen, ... 29
Pharmaceutical BioProzesse und chemische Synthese von Pharmazeutika 30

5
Es können folgende Säuren entstehen: » Reduzierende Säuren: Wasserstoffionen sind die einzigen Oxi
dationsmittel (z.B. Phosphorsäure, Schwefelsäure, Salzsäure und Flusssäure)
» Oxidationsmittel ebenso wie Sauerstoff und Metallionen, die zusammen mit Wasserstoffionen als Oxidationsmittel fungieren (z.B. Salpetersäure, begaste Lösungen und Metallionen: Fe3+, Cu2+, ...)
» Salzlösungen (z.B. KCl, NaCl, > Chloridlösungen)
» Alkalische Lösungen (z.B. KOH und NaOH)
Normalerweise wäre die reale Umgebung in der chemischen Industrie eine Kombination der obigen Faktoren und Kontamination. Darüber hinaus sind die treibenden Kräfte für die Materialauswahl spezifische Anforderungen und Einschränkungen wegen allgemeiner Korrosion, örtlich begrenzter Loch/Spaltkorrosion, interkristalliner Korrosion (IGC), dehnungsinduzierter Korrosionsmechanismus (SCC, Spannungsrisskorrosion) sowie galvanischer Korrosion.
Deshalb braucht die chemische Industrie klarerweise eine Reihe spezifischer Materialien für die Konstruktion von Anlagen (Behälter, Tanks, Rohrleitungen, Pumpen, Mischer, ect.) basierend auf den oben erwähnten Faktoren, d.h. Art der Medien, Druck, Temperatur, erforderliche Korrosionseigenschaften und mechanische Eigenschaften.
Aufgrund dessen reichen die in der chemischen Industrie eingesetzten Basismaterialien von unlegierten/niedrig legierten hitzebeständigen Stählen bis hin zu rostfreien Stählen (austenitisch, Duplex, speziell austenitisch und superaustenitisch) und Legierungen auf Nickelbasis, KupferNickelLegierungen, Titan und Zirkonium Legierungen.
Was die Schweißarbeiten betrifft, so bringen die verschiedenen Fertigungsmethoden, Beschränkungen und Bedingungen eine Vielzahl an Schweißverfahren mit sich (SMAW/GTAW/GMAW/FCAW/SAW/ESW/PAW, etc.). In der Folge gibt es einen hohen Bedarf an vielen verschiedenen speziell entwickelten Schweißzusätzen.
Besondere Bedeutung kommt der Reinigung nach dem Schweißen zu (z.B. Beizen und Passivierung), was auch für die Erfüllung der Anforderungen dieser Industrie ausschlaggebend ist.

6
BEDEUTUNG DER KORROSIONSTESTS FÜR SCHWEISSVERBINDUNGEN Auch wenn das Verhalten einer korrosionsbeständigen
Legierung von ihrer Chemie und den Medien abhängig
ist, denen sie ausgesetzt ist, heißt das nicht, dass die
geplante Schweiß lösung ebenfalls für diesen bestimm-
ten Zweck geeignet ist, selbst wenn sich das Basismate-
rial dafür eignet.
Tatsächlich haben Schweißverbindungen im Vergleich zum Basis material ihre ganz spezifischen Eigenschaften, d.h.:
» Die Mikrostruktur ist erstarrungstypisch
» Die hohe Abkühlgeschwindigkeit könnte das Gleichgewicht der chemischen Analyse stören
» Der Aufbau ist typischerweise nicht homogen, wenn keine Glühbehandlung erfolgt
» Die Chemie wird durch die Verdünnung seitens der Basismaterialien beeinflusst
» Verlust/Aufnahme von Schweißelementen gibt es bei jedem Schweiß vorgang
Deshalb muss vor der Anwendung eines Schweißverfahrens die Korrosionsbeständigkeit einer Schweißverbindung mit Hilfe einer geeigneten Testmethode genau geprüft werden. In diesem Zusammenhang braucht wohl nicht erwähnt werden, dass die Eigenschaften der Schweißzusätze bei der Erfül lung der Anforderungen eine wesentliche Rolle spielen.
Die Abnahmekriterien folgen im Allgemeinen keinen internationalen Standards; die Anforderungen werden in der technischen Spezifikation des Endabnehmers festgelegt und wurden in den letzten zehn Jahren strenger und anspruchsvoller. voestalpine Böhler Welding verfügt über eine umfangreiche Datenbank von Korrosionstests an Schweißverbindungen, die in unterschiedlichen korrosiven Medien durchgeführt wurden und ausgezeichnete Ergebnisse brachten, sowohl qualitativ (Anzeigen) als auch quantitativ (Korrosionsraten und kritische Temperaturen).
Auf den folgenden Seiten werden einige Ergebnisse im Zusammenhang mit einem Industriebereich präsentiert. Dabei ist zu erwähnen, dass die gleiche Lösung oft auch in den anderen Industrien im chemischen Sektor angewendet wird. Die untenstehende Tabelle zeigt die standardisierten Korrosionstests in unterschiedlichen korrosiven Medien, die normalerweise für den Nachweis der Eignung der Schweißverbindungen verwendet werden.

7
Norm/Standard
Prüfmethode
Lösung Vorbereitung Dauer und Temperatur
Grund/Nachweis
ASTM G28 A Fe2(SO4)3 42 g/l + 50% H2SO4
Bearbeitete Probe, letzte Schicht gebürstet, saubere Schnittkanten bearbeitet mit Schleifpaper mittlerer Körnung A-80 Nassschliff
24 h oder 120 h bei Siedetemperatur
Reduzierende Medien* Inter-Kristalline Korrosion Erkennung
(Schwefelsäure + Metallionen)* Messen der Korrosionsbeständigkeit
(Abtrag in mm/Jahr)ASTM A 262
EN ISO 3651
Practice ‘C’“Huey Test“1
65% HNO3 Bearbeitete Probe, letzte Schicht gebürstet, saubere Schnittkanten bearbeitet mit Schleifpaper A-120 Körnung Nassschliff
5 Zyklen je 48 h bei Siedetemperatur. Neue Lösung für jeden Zyk-lus, mit Wasser abspü-len und trocknen vor dem testen
Oxidierende Medien* Inter-Kristalline Korrosion Erkennung
(in Salpetersäure)* Messen des Gewichtsverlustes
(nach dem Zyklus und bei Testende)
EN ISO 3651 2 “Strauss Test“
Cu shavings, CuSO4 + 16% H2SO4
Wärmebehandlung 700 °C für 30 min, beizen zum Lösen von Oxiden, bearbeitete Probe, gebürstet, saubere Schnittkan-ten bearbeitet mit Schleifpaper A-120 Körnung Nassschliff
20 h Siedetemperatur Sensibilisierungstest* Inter-kristalline Korrosionserkennung für
niedriggekohlte oder stabilisierte Stähle mit Vergrößerungsmaßstab 10x
ASTM G48 C 6% wt FeCl3 + 1% HCl
Bearbeitete Probe, letzte Schicht gebürstet, saubere Schnittkanten bearbeitet mit Schleifpaper mittlerer Körnung A-80 Nassschliff
24 h je Zyklus. Starttem-peratur ist eine Funk-tion die von Testmaterial abhängig ist. Erhöhung der Temperatur um 5 °C pro Zyklus.
Lochfraß bei Nickel Basis Schweißver bindungen* Lochfraß Korrosionserkennung
(mit einer Chloridlösung)* Evaluierung der Korrosionsbeständig-
keit (Abtrag in mm/Jahr)ASTM G48 E 6% wt FeCl3 +
1% HClBearbeitete Probe, letzte Schicht gebürstet, saubere Schnittkanten bearbeitet mit Schleifpaper mittlerer Körnung A-80 Nassschliff
24 h je Zyklus. Die Starttemperatur ist eine Funktion die von Testmaterial abhängig ist. Erhöhung der Tem-peratur um 5 °C pro Zyklus.
Lochfraß bei Schweißverbindungen an rostfreiem Stahl* Lochfraß Korrosionserkennung (mit
einer Chloridlösung)* Evaluierung der Korrosionsbeständig-
keit (Abtrag in mm/Jahr)* Ermittlung der kritischen
LochfraßtemperaturASTM A923
C 6% wt FeCl3 + 1% HCl
Bearbeitete Probe, letzte Schicht gebürstet, saubere Schnittkanten bearbeitet mit Schleifpaper mittlerer Körnung A-80 Nassschliff
Temperatur des Basis Materials (z.B. Duplex Stahl 22 °C, Super-Du-plex 40 °C) Für die Dauer von 24 h
* Ermittlung intermetallischer Phasen z.B. Sigma Phasen (mit einer Chloridlösung)
* Ermittlung der Masseverlustrate (Abtrag mg/Tag)
“Green Death”
7% H2SO4 + 3% HCl + 1% wt FeCl3 + 1% wt CuCl2
Bearbeitete Probe, letzte Schicht gebürstet, saubere Schnittkanten bearbeitet mit Schleifpaper mittlerer Körnung A-80 Nassschliff
24 h je Zyklus: Starttemperatur 85 °C für Nickel Legierungen (verwendet für C-Type, z.b. C-276, 95, 686) Erhöhung der Tempe-ratur um 5 °C/24 h
* Lochfraß Korrosionserkennung* Ermittlung der Korrosionsbeständigkeit
(Abtrag in mm/Jahr)* Ermittlung der kritischen
Lochfraßtemperatur

8
EN ASTM or UNS/Alloy
C [%]
Ni [%]
Cr [%]
Mo [%]
Cu [%]
Fe [%]
N [%]
Others [%]
PREN
Rostfrei Stahl 300 Serien
1.4306 304L 0,02 10,0 18,0 Bal, 18
1.4432 316L 0,02 11,0 17,0 2,6 Bal, 26
1.4335 310L ≤0,015 21,0 25,0 ≤0,1 Bal, 0,10 Si<0,15 27
1.4438 317L 0,02 14,0 18,0 3,0 Bal, 28
1.4439 317LMN 0,02 14,0 17,0 4,1 Bal, 0,14 33
Duplex Rostfreie Stähle
1.4162 S32101/LDX 2101® 0,03 1,5 21,5 0,3 Bal, 0,22 5 Mn 26
1.4362 S32304/2304 0,02 4,8 23,0 0,3 Bal, 0,10 26
1.4462S82441/LDX 2404™
0,02 3,6 24,0 1,6 Bal, 0,27 3 Mn 34
1.4462 S32205/2205 0,02 5,0 22,0 3,1 Bal, 0,17 35
1.4410 S32750/2507 0,02 7,0 25,0 4,0 Bal, 0,27 43
1.4501 Zeron 100® 0,02 7,0 25,0 3,5 0,5 Bal, 0,27 0,6 W 41
Spezial austenitische Rostfreie Stähle
1.4539 904L 0,01 25,0 20,0 4,3 1,5 Bal, 0,1 37*
1.4563 N08028/ 28 ≤0,015 31,0 27,0 3,5 1,3 Bal, 0,05 40*
1.4547 S31254 0,01 18,0 20,0 6,1 + Bal, 0,2 46*
1.4529 N08926/926 ≤0,02 25,0 21,0 6,5 0,9 Bal, 0,2 48*
1.4565 S34565/ 24 0,02 17,0 24,0 4,5 Bal, 0,5 5,5 Mn 52*
1.4591 NR20033/33 ≤0,02 31,0 33,0 1,6 0,6 Bal, 0,4 50*
1.4562 N08031/31 ≤0,015 31,0 27,0 6,5 1,3 Bal, 0,2 54*
1.4652 S31654 0,01 22,0 24,0 7,3 + Bal, 0,5 3 Mn 63*
Spezial Harnstoff Werkstoffe und Salpetersäure Werkstoffe
1.4361 S30600 ≤0,015 18,0 14,0 2,7 Bal, 4 Si 231.4435 (724Mod.)316L UG 0,02 14,0 18,0 2,6 Bal, + 281.4466 S31050/725 LN ≤0,02 22,0 25,0 2,1 Bal, 0,13 34
Nickel Basis Materialien bei Nass korrosion
Ni Legierungen
2.4066 N02200/200 ≤0,1 >99,22.4068 N02201/201 ≤0,02 >99,0
NiCrFe Legierungen
2.4817 N06600/600 L ≤0,025 74,0 16,0 9,0 0,2 Al 0,2 Ti 16*
2.4642 N06690/690 ≤0,015 61,0 29,0 0,4 9,0 0,25 Ti 29*
NiFeCrMoCu Legierungen
2.4660 N08020/20 ≤0,06 38,0 20,0 2,4 3,4 34,0 0,2 Nb 28*
2.4858 N08825/825 ≤0,05 40,0 23,0 3,2 2,2 31,0 0,8 Ti 34*
2.4619 N06985/G-3 ≤0,02 48,0 23,0 7,0 2,0 19,0 0,3 Nb W<1,5 2,5 Co 46*
2.4603 N06030 / G-30™ 0,02 43,0 30,0 5,0 1,5 15,0 2,5 W Co<5 47*
NiCrMo (Fe)Legierungen
2.4856 N06625 / 625** 0,02 62,0 22,0 9,0 3,0 3,4 Nb 52*
2.4602 N06022/22 0,01 56,0 22,0 13,0 3,0 3 W, V ≤0,35 65*
2.4610 N06455/C-4 ≤0,01 66,0 16,0 16,0 1,0 69*
2.4819 N10276/ C-276 0,01 57,0 16,0 16,0 6,0 3,5 W, Co <2 69*
2.4675 N06200/C-2000™ 0,01 57,0 23,0 16,0 1,6 3,0 Al <0,5, Mn <0,5 76*
2.4605 N06059/59 0,01 59,0 23,0 16,0 1,0 0,3 Al 76*
NiMo Legierungen
2.4617 N10665/B-2 ≤0,010 69,0 0,7 28,0 ≤0,5 1,7 Co ≤1 93*
2.4600 N10675/B-3 ≤0,010 65,0 1,5 28,5 1,5 Co ≤3, W ≤ 3, Mn ≤3 96*
* PREN2
** auch für hohe Temperaturen
Korrosionsbeständige Legierungen in der chemischen Industrie
Korrosionsbeständige Legierungen sind das Herzstück der chemischen Industrie. Abgesehen von den traditionellen Ti oder Nbstabilisierten rostfreien Stählen und niedrigem Kohlenstoffgehalt wie z.B. 304L und 316L, werden viele andere Legierungen häufig entsprechend der Schwierig
keit und Art der Umgebung ausgewählt. In der untenstehenden Tabelle sind Legierungen für Nasskorrosion und Korrosionsbeständigkeit bei hohen Temperaturen angeführt, die in der chemischen Industrie verwendet werden:

9
EN ASTM or UNS/Alloy
C [%]
Ni [%]
Cr [%]
Mo [%]
Cu [%]
Fe [%]
N [%]
Others [%]
PREN
Rostfreie Stähle und Nickel Basis Legierungen für Hochtemperaturen
Rostfreie Stähle
1.4828 S30900/309S 0,08 12,0 22,0 Bal, 2Si1.4835 S30815/253MA® 0,08 11,0 21,0 Bal, 0,17 0,05 Ce 1,6Si1.4845 S31000/310S 0,05 20,0 25,0 Bal,1.4876 N08810/800 H 0,08 31,0 21,0 47,0 0,25Al 0,35Ti 1.4862 N08330/DS 0,08 36,0 18,0 42,0 0,15Al 0,15Ti 2,2Si1.4877 S33228/AC66 0,08 32,0 28,0 39,0 0,8Nb 0,1Ce
Nickel Basis Legierungen
2.4816 N06600/600-600 H 0,08 74,0 16,0 9,0 0,2Al 0,2Ti
2.4851 N06601/601 H 0,06 60,0 23,0 14,0 1,4Al 0,5Ti
2.4633 N06025/602CA 0,2 62,0 25,0 9,5 2,3Al 0,2Ti 0,1Y 0,1Zr
2.4663 N06617/617 0,08 54,0 22,0 9,0 1,0 1Al 0,5Ti 12Co
NickelKupfer und KupferNickel Legierungen
2.4360 N04400/400 ≤0,15 64,0 32,0 1,8
2.0872 C70600/CuNi 90-10 10,0 88,0 1,5 0,8% Mn
2.0882 C71500/CuNi 70-30 31,0 67,0 0,7 1% Mn
* PREN2
** auch für hohe Temperaturen
PREN Pitting Resistance Equivalent Number ist ein theoretischer Ansatz zum Vergleich der Lochkorrosionsbeständigkeit auf Basis der chemischen Zusammensetzung einer CrNiLegierung. Für Anwendungen in schwierigem Umfeld
muss die Eignung mit Hilfe eines entsprechenden Korrosionstests geprüft werden.
PREN1 %Cr + 3,3*%Mo + 16*%NPREN2 %Cr + 3,3*%Mo + 30*%N
Eigenschaft des Legierungselementes Korrosionswiderstand
Ni Metallurgische Bindung Alkali, SCC, milde Reduzierung
Cr Bildung einer schützenden Oxidschicht Gleichmäßige und lokalisierende Oxidierende Medien
MoReduzierende Umgebung, Stabilisiert Chrom (wenn vorhanden)
Nichtoxidierende Medien, verbesserte lokale Korrosionsresistenz für Chrom Legierungen
W Ähnlich zu Mo aber nicht so effektiv Nachteilig bei Thermischer Stabilität
N AustenitStabilisierer Lokalisiert Korrosion und mechanische Eigenschaften
Cu Reduzierende Bindungen Meerwasser, HF, H2SO4

10
Hier nur einige Beispiele für anorganische Endprodukte der Industrie: Aluminiumsulfat, Chlor, Salzsäure, Was serstoff, Wasserstoffperoxid, Salpetersäure, technische Gase aus Luft, Phosphorsäure, Natriumkarbonat, Natriumchlorat, Natriumsilikat, Natriumsulfat, Schwefelsäure, Natronlauge, Kaliumhydroxid, Flusssäure und Aluminiumfluorid, Titandioxid, Siliciumdioxid etc.
Manche dieser Substanzen sind reduzierende Säuren (z.B. Salzsäure, Schwefel oder Phosphorsäure), andere oxidierende Säuren (z.B. Salpetersäure). Anspruchsvolle Anwendungen mit heißen und kon zen trierten Alkalilösungen sind ebenfalls weit verbreitet (zum Beispiel Natron lauge und Kaliumhydroxid), während die meisten der oben erwähnten Salzsynthesen auch korrosiv sind und zum Teil Halogene wie Chloride oder schwache Säuren oder Basen enthalten: Deshalb gibt es in dieser Industrie das volle Szenario des Korrosionsverhaltens, das eine breite Palette an Schweißzusätzen erforderlich macht.
Einige Beispiele weit verbreiteter anorganischer Prozesse mit Berücksichti gung der Materialien und Schweißverfahren sind im folgenden Text angeführt.
Salpetersäure (HNO3)
Hergestellt durch Oxidation von Ammoniak bei hohen Temperaturen (800–900 °C) und bei der Produktion von Düngemitteln, Sprengstoffen und Polymeren verwendet, greift Salpetersäure die Korngrenzen an, insbesondere bei Ausfällung und Abscheidung; das Hauptrisiko besteht in interkristalliner Korrosion (IK ) und transpassiver Korrosion (TK). Deshalb wird Material mit einem sehr niedrigen Gehalt von C, P, S und hoher Homogenität verwendet, wie EN 1.4306 (304LSi) < 0,1 Si, ≤ 0,02 P. Außerdem sind saubere und glatte Schweißnähte sehr wichtig. Bei höheren Tempe raturen und Konzentrationen ist ein höherer Legierungsgrad erforderlich.
Die Anorganische Chemie ist der größte Sektor der chemischen Industrie und umfasst alle chemischen Prozesse, an
denen anorganische Rohmaterialien beteiligt sind. Die Anwendungen in dieser Branche arbeiten mit einem breiten
Spektrum an Temperaturen und Drücken, wobei verschiedene Arten von Reaktionen Hochleistungs-Basismaterialien
und besondere Schweißzusätze erforderlich machen.
˜1.4306
1.4306
1.4361
1.4335
1.4466
40 60 80 100
1
mm
/ a
10
0,1
0,01
% HNO 3
Quelle: Boehler Edelstahl
304L, 310L, S31050/725 LN finden breite Anwendung für Absorptionskolonnen, Absorptionskühlschlangen und Heizelemente. Bei Bauteilen mit Kühlwasser und hohem Chloridgehalt werden auch Legierung 28 und andere Legierungen mit hohem Chromgehalt eingesetzt. Austenitische Stähle mit hohem Siliziumgehalt (~4 %) EN 1.4361 werden im Fall sehr hoher Konzentration von Salpetersäure (> 67 %) verwendet. Dieses Material hat eine hohe Korrosionsbeständigkeit bis zum Siedepunkt.
ANORGANISCHE CHEMIE

11
Die schweißtechnische Lösung für austenitischen Stahl mit hohem Si-Gehalt EN 1.4361Erhältlich als TIGStab und MMAElektrode, produzieren voestalpine Böhler Welding Schweißzusätze für den austenitischen Stahl der Güte 1.4361 (Normbezeichnung X 1 Cr Ni Si 18 15 4) mit einem höheren Si, Cr und Ni Gehalt im Schweißgutals das Basismaterial, um auch im geschweißten Zustand korrosionsbeständig zu sein. Geringer Wärmeeintrag und Strichraupentechnik sind notwendig, um in diesem spezifischen Fall das Hauptrisiko für Wärmerisse so gering wie möglich zu halten. Andere standardmäßige Schweißzusätze für rostfreien Stahl erhalten 5–15 % DeltaFerrit, um eine Warmrissbildung zu vermeiden.
Das GTAW ist für die Wurzellage zu verwenden, mit 100 % Ar als Schutz und Wurzelschutzgas. SMAW oder GTAW wird dann für Fülllagen verwendet. Zur Vermeidung von IK empfiehlt sich ein Verfahren mit geringem Wärmeeintrag und mit einer Zwischenlagentemperatur < 80 °C; in diesem Zusammenhang kann Wasserkühlung von Vorteil sein. PWHT ist im Allgemeinen nicht erforderlich, doch Glühen bei 1100–1170 °C mit Wasserabschreckung wäre eine Option, um die maximale Korrosionsbeständigkeit in der WEZ (Wärmeeinflußzone) zu erhalten, wenn der Einsatz in hochkonzentrierten Säuren bei > 70 °C erfolgt. Tests gemäß Methode ASTM 262 pract. C „Huey Test“, die nach der Glühbehandlung durchgeführt wurden.
Details zu Schweißzusätzen und Markennamen sind im Produktprospekt und im Handbuch aufgeführt.
Phosphorsäure (H3PO4)
Hier wird das am häufigsten angewendete „nasse“ Verfahren veranschaulicht: Phosphorsäure wird durch die Reaktion von Mineralphosphaten (Apatit) mit Schwefelsäure gewonnen.
Phosphorsäure ist nicht sehr aggressiv, trotzdem gibt es Korrosionsprobleme wegen der erwähnten Schwefelsäure sowie Chlorid, Fluorid und Silizium, die in den Erzen vorhanden sind. Im Zusammenhang mit der Korrosion auftretende Erosionserscheinungen sind auf Feststoffteilchen der Rohmaterialien zurückzuführen.
Im Allgemeinen wirken sich Erosion, hoher Durchsatz und Oberflächen ablagerung noch weiter auf das Korrosionsproblem aus. Der Reaktorbehälter mit Mischer besteht aus emailliertem Stahl oder hochlegierten und rostfreien Stahl
und ist dehnungsinduzierter Korrosion und Abnutzung ausgesetzt. Seit neuestem werden auch SuperDuplexStähle für das Rührwerk verwendet. Da das Filterelement von Loch und Spaltkorrosion betroffen sein könnte, muss das Material entsprechend gewählt werden. Dann sorgen der Wärmetauscher und die anschließende Kette von Kondensatoren und Eindickern dafür, dass die Phosphorsäure entsprechend eingedickt wird. Austenitische und superaustenitische Stähle finden in diesem Abschnitt breite Anwendung.
Für Supersäure (Konzentration 70 % bis 99 %) erwies sich Legierung 625 oder noch besser UNS N06030 Legierung G 30TM als korrosionsbeständig und wird häufig verwendet, was auf die Prozesstemperatur zurückzuführen ist, die hier höher ist als in den anderen Phasen.

12
926, 28, 31, G-3Main issue: erosion-corrosion
Flash system: 31, G-3, S31654Main issue: intergranular corrosion, erosion
904L, 28, 31, G-3, S31654, S32750Main issue: pitting and crevice
Sulfuric Acid
Water
Phosphate Rock
DilutionVessel
ReactorSeries
Vacuum Evaporator
Plate Heat Exchanger
CW Vent to Atmosphere
CW Return Conterminated Solvent to Waste Treatment
CW
CW Return
Solvent Make-up
Scrubber
CW
36% H3PO4
65% H3PO4
CW Return
Super Acid99% H3PO4
CW
CW Return
CWCW Return
CW
Settler
Evaporator
Studge
Plate HeatExchanger
Heating MediumHeating MediumReturn
CW Return
To Waste Treatmentor Recycle
CW
CW Return
Plate HeatExchanger
Product Acid70% H3PO4
31, G-3, S31654, S32750Main issue: strain induced corrosion
Super-concentrator: 625, G-30™
Evaporator
36% H3PO4
Filter
ASTM G-28 A Korrosionsrate [mm/jahr]Die schweißtechnische Lösung für die Legierung 625
voestalpine Böhler Welding Schweißzusätze auf Nickelbasis für die Legierung 625 sind hoch beständig gegen ein korrosives Milieu, einschließlich Spannungsrisskorrosion. Die Legierung wird auch für das Schweißen superaustenitischer Stähle und wärmebeständiger Legierungen verwendet. Als Beispiel sind unten Ergebnisse des Korrosionstests ASTM G28 Methode A (120 h) angeführt.
GMAW: (Schutzgas Ar + 30 % He + 2 % H2 + 0,1 % CO2)(Vorbereitung Schweißverbindung VNaht mit 16 mm Wandstärke)3 Prüfkörper (Abmessungen: 55x22x16 mm)
Details zu Schweißzusätzen und Markennamen sind im Produktprospekt und im Handbuch aufgeführt.
0,6
0,5
0,4
0,3
0,2
0,1
0
BM E1 E2 E3

13
ANORGANISCHE CHEMIE
Schwefelsäure (H2SO4)
Schwefelsäure ist ein verbreitetes Zwischenprodukt, das in vielen Prozessen der chemischen Industrie eingesetzt wird, um andere anorganische Säuren zu produzieren, sowohl für Düngemittel als auch im organischchemischen Bereich. Obige Grafik zeigt die drei Methoden zur Gewinnung von SO2; durch Verbrennung von Schwefel, Rösten von Erzen oder Rückgewinnung aus Abfallsäuren. Anschließend wird das SO2 in einem Katalysator in SO3 umgewandelt.
Diese Hochtemperaturanwendung kann mit Legierungen AC66 (S33228) oder N12160 überzogen werden. Zuletzt wird Schwefelsäure durch eine Reaktion in den Absorptionstürmen gewonnen.
Schwefelsäure ist ein starkes Reduktionsmittel, das die Materialien der Anlagenbauteile intensiv beeinflusst, weshalb diese abhängig von Konzentration und Temperatur gewählt werden. Der Korrosionsmechanismus ist hauptsächlich vom Typ IK ; manche häufig angewendete Tests wie der EN ISO 36512 „StraussTest“ oder ASTM G28 Methode A und B können gute Hinweise auf die Eignung des Materials und der Schweißverbindungen geben (nur Methode A für Schweiß und Gusskonstruktion).
Sulphur Burning
Air Filter Drying Compressor Sulphur Burning Boiler
Scrubbing Cooling Mist Drying Compressor Gas Precipitator Tower Heating
Combustion Boiler Scrubbing/Cooling Drying Heating
Metallurgical
Spent AcidRegeneration
SO2 SO3 SO3 H2SO4
SO2
Gas Catalytic Exchanger Absorbing Towers StackCooling Converter
Im Allgemeinen sollten die Materialien einen angemessenen Gehalt von Cr, Ni und Mo haben, mindestens soviel wie Typ 904L. Superaustenitische Güten wie Legierung 31, oder Legierungen auf Nickelbasis wie G30 etc (hoch chromlegiert) können eine Korrosionsrate von weniger als 0,5 mm/Jahr bei bis zu 90 °C erzielen.
Es ist jedoch zu bedenken, dass das Vorhandensein von Halogeniden die Korrosionsresistenz erheblich beeinträchtigt.
Besondere Vorsicht ist im Fall einer sehr hohen H2SO4Konzentration geboten, da die Säure über 95 % oxidierend wirkt. Hauptfaktoren für eine richtige Materialauswahl sind ein höherer Chrom und geringerer Molybdängehalt.

14
Microschliff der Legierung 31 geschweißt mit Schweißzusatz passend zur Legierung 59: WEZ und SZW
Die schweißtechnische Lösung für die Legierung 31 und andere rostfreie Stähle mit 6 % Mo und 7 % Mo: voestalpine Böhler Welding Schweißzusätze auf Nickelbasis
Für das Schweißen superaustenitischer Stähle ist ein Schweißzusatz auf Nickelbasis empfehlenswert, um das Risiko von Seigerungen im Schweißgut zu vermeiden. In vielen Fällen sind voestalpine Böhler Welding Schweißzusätze Legierung 59 passende Güte , 22 % Cr mit sehr hohem MoGehalt (16 %), die beste Lösung für ein besseres Korrosionsverhalten, ausgenommen in stark oxidierenden Umgebungen in Beizanlagen oder anderen stark konzentrierten Säuren. In reduzierenden, Chlorid haltigen Medien sind sie die optimale Wahl.
Details zu Schweißzusätzen und Markennamen sind im Produktprospekt und im Handbuch aufgeführt.
BM HAZ WM

15
Microschliff: Schweißstoß einer Legierung 600L geschweißt mit GMAWDraht (WEZ und SZW)
Die schweißtechnische Lösung für die Legierungen 600 und 600 List der Schweißzusatz 6082 auf Nickelbasis (NiCr20Mn3Nb)
Dieser Schweißzusatz auf Nickelbasis ist erhältlich für die Verfahren SMAW, GTAW, GMAW, FCAW und SAW. Er ist CrMn 203 legiert, C, Nblegiert und im FeGehalt niedriger als die Legierung 600. Diese Lösung wird auch für ferritischaustenitische Verbindungen und für die Hochtemperaturanwendungen verwendet (wie z.B. Cr, CrNiStähle, Nickelbasis).
Details zu Schweißzusätzen und Markennamen sind im Produktprospekt und im Handbuch aufgeführt.
BM HAZ WM
Natronlauge (NaOH)
Natronlauge ist ein Nebenprodukt der Chlorproduktion durch Elektrolyse. Bei geringer Konzentration und einer Temperatur unter 100 °C sind austenitische rostfreie Stähle normalerweise als Konstruktionsmaterial geeignet.
Bei höheren Konzentrationen und Temperaturen ist Natronlauge sehr aggressiv; reiner Nickel hat sich als höchst beständig gegen Korrosionsangriffe erwiesen, deshalb findet er breite Anwendung in der Elektrolysezelle für das Membranverfahren, der am weitesten verbreiteten industriellen Lösung.
Was die verfahrenstechnische Anlage betrifft, besteht die zwecks Konzentrieren und Reinigung nachgeschaltete
mehrstufige Verdampfungsanlage ebenfalls aus reinem Industrienickel (Legierung 200). Bei einem Fallstromsystem mit Betrieb bei T > 350 °C ist Legierung 201 eher empfohlen , da wegen des geringsten CGehalts eine Grafitausfällung an der Korngrenze vermieden wird. Was den Schweißzusatz betrifft, ist die geeignete Qualität natürlich kohlenstoffarm und titanstabilisiert, um ein besseres Reduktionsverhalten des Schweißgutes zu erzielen, damit es zu beiden Basismaterialien passt.
Bei Vorhandensein von Fremdstoffen und Oxidationsmitteln oder um die Festigkeit zu erhöhen, könnte die Legierung 600L wegen ihres Chromgehaltes eine Alternative sein.
Condenser Condenser
Concentrator Caustic Salt Separator
Storage
ShippingSalt Separation Cooling
H2O
Steam
Salt Return to Brine Processing Evaporation

16
ORGANISCHE CHEMIE Organische Chemie ist der Sektor der chemischen Industrie, die mit organischen Verbindungen arbeitet.
Grundsätzlich geht es um die Produktion organischer Säuren und die Umwandlung von Öl und Gas aus Olefinen und aromatischen Kohlenwasserstoffen in mehrere Monomere und Polymere (Basispolymere und technisierte Polymere), die schließlich zu Endprodukten wie Fasern, Kunststoffen, Folien, Farben und Klebstoffen führen.
Produktion von Essigsäure (CH3COOH)
Essigsäure ist ein häufig vorkommendes Zwischenprodukt, das in der verarbeitenden Industrie verwendet wird, um eine breite Palette von Monomeren, Fasern, Kunststoffen und anderen Produkten zu erhalten.
Da Essigsäure nicht besonders korrosiv ist, eignen sich Materialien wie 304L für Lagertanks und Rohrleitungen. Im Fall von Hochtemperaturlagerung oder wegen des Risikos einer Kontamination, ist der Werkstoff 316L vorzuziehen. Änderungen im Syntheseprozess für Katalysatoren können schwierigere Korrosionsprobleme mit sich bringen. Von den industriellen Verfahren (AcetaldehydOxidation, Butanoxidation oder MethanolCarbonylierung) wird im Folgenden der Butanoxidationsprozess beschrieben.
Essigsäure erhält man durch blasen von Sauerstoff oder Luft in das Butan mit Hilfe eines Katalysators. Durch den Katalysator entstehen Nebenprodukte wie Ameisensäure, Ester, Peroxide und Reduktionsmittel, die einen raschen allgemeinen Korrosionsangriff oder Loch bzw. Spaltkorrosion mit sich bringen können. Außerdem kann HCl infolge von Chlorverunreinigung bei Temperaturen über dem Siedepunkt der Säure entstehen.
Diese Aspekte müssen bei der Wahl der Konstruktionsmaterialien berücksichtigt werden; während 316L im Allgemeinen für den DownstreamBereich geeignet ist, brauchen der Reaktor
Vereinfachtes Programm eines Butan Oxidationsprozesses
psi – All pressures given in pounds per square inch absolute
Water-cooled exchanger (one refrigerant cooled) Steam exchanger (assume 100 psi steam)
AirScrubber
37 °C
Reactor185 °C
HydrocarbonStripper50 °C
SeparationColumn60 °C
Formic AcidColumn72 °C
Acetic AcidColumn118 °C
Extractant
FormicAcid
Storage
AceticAcid
Storage
Product Separator
Heavy Ends
Water
Air
ButaneCompressor
40psi
750psi
60psi
50psi
15psi
15psi
-5 °C
180 °C
140 °C 120 °C 130 °C
145°C
ebenso wie ein Teil der Kolonnen, die bei höheren Temperaturen und Drücken arbeiten, widerstandsfähigere Legierungen wie 904L, superaustenitische Stähle, Legierung 20 und Legierung 22 oder C276.
Ein moderneres Verfahren ist die Methanolcarbonylierung (Monsanto Verfahren), das Jod als KatalysatorAktivator involviert und ein sehr korrosives reduzierendes Milieu generiert: deshalb wird die widerstandsfähigste Industrielegierung für ein reduzierendes Milieu, Legierung B2, für Reaktor, Entspannungsverdampfer, Rohre und Destillationskolonnen eingesetzt.
Vor dem DownstreamAbschnitt werden die Jodionen von den Endprodukten getrennt, sodass die Legierungen C276, 59, G3, 31, 904L, S31254 verwendet werden können.
Chemische Reaktionen bei hohen Temperaturen (z.B. thermisches Cracken oder Pyrolyse), ebenso wie bei mittleren und Raumtemperaturen, erzeugen oft hoch korrosive Umgebungen. Reagenzien, Katalysatoren und Stabilisatoren können oxidierende oder reduzierende Wirkungen haben und aggressive Salze, Säuren, Basen und Chloride enthalten. Zwei Beispiele organischchemischer Prozesse unter Berücksichtigung der Materialauswahl und des Schweißverfahrens sind unten angeführt.

17
Die Produktion von Vinylchlorid-Monomer (VCM)
VCM ist ein vergaster Monomervorläufer des bekannten Polymers PVC. VCM erhält man aus Ethylen mittels direkter Chlorierung und Oxychlorierung, üblicherweise in der selben Anlage.
Beide Verfahren bilden die Zwischenverbindung EDC. Die direkte Chlorierung ist eine Reaktion zwischen Ethylen und Chlorid in einem Katalysator, wobei als Nebenprodukte EDC und HCl anfallen. HCl reagiert ebenfalls mit einem Katalysator mit Ethylen und Sauerstoff, wobei nach Entwässer ung wiederum EDC entsteht. Danach wird EDC bei 450–550 °C thermisch gecrackt, um schließlich VCM zu erhalten. Was die Konstruktion angeht, so sind die Probleme auf Nass oder Hochtemperaturkorrosion zurückzuführen, je nach Verfahrensabschnitt.
Reaktionsstufe (Oxychlorierung und direkte Chlorierung)Feuchtigkeit führt zu hoch korrosivem HCl; deshalb verwendet man einige unterschiedliche Legierungen auf Nickelbasis in den verschiedenen Teilen der Reaktoren. Die Legierungen 59 und C 276 sind für Rohrbleche und den Katalyseteil, sowohl als Vollblech wie auch als schweißplattierte Lösung möglich. Die Rohre in den Reaktoren könnten aus Legierung 200, Legierung 600 oder Legierung 625 bestehen. Die Rohre und Flansche, die Chlor in den Reaktor befördern, sollten aus Legierung 825 gefertigt sein.
Reinigungssäulen und Wärmetauscher Sie dienen zur Behandlung der EDC vor der Pyrolyse und sind wegen der HCl Nasskorrosionsangriffen ausgesetzt. Wegen des stark reduzierenden Milieus und erhöhten Risikos einer Lochkorrosion sind die Legierungen B2, 600 oder auch superaustenitische Stähle angezeigt.
Thermisches Cracken (450–550 °C)Hierbei sind Legierungen erforderlich, die hohe Temperaturen zusammen mit Chlorpräparaten und Aufkohlung wegen der Verbrennungsgase aushalten. Die Legierung 800H entspricht diesen Anforderungen sehr gut.
Quench Column
Caustic Soda
Air(Oxygen)
EthyleneChlorine
Ethylene
Direct Chlorination Reactor
OxychlorinationReactor
Recovery Column
QuenchColumn
Cracking Furnace
Dehydrating Column
Low Boiling Point FractionCollection Column
High BoilingPoint FractionCollection Column
Caustic SodaWashing Column
Decanter
Monomer Recovery Column
HydrochloricAcid RemovalColumn
Caustic SodaWashing Column
VCM

18
ASTM G-28 A Korrosions-geschwindigkeit [mm/jahr]
“Green Death” Lösung C.P.T [°C]
Die schweißtechnische Lösung für die Legierung 59 ist der passende Schweißzusätze von voestalpine Böhler Welding.
Erhältlich als SMAW, GTAW, GMAW, produzieren diese Schweißzusätze ein hoch korrosionsbeständiges Schweißgut, vor allem in reduzierenden und oxidierenden Umgebungen.Außerdem eignen sie sich zum Schweißen weiterer Legierungen auf Nickelbasis (z.B. C4, 22 und C276) und superaustenitischer, rostfreier Stähle und gewährleisten dadurch die beste Beständigkeit gegen Korrosion in vielen Anwendungen.
Testfall:Ergebnisse erzielt mit Korrosionstest ASTM G28 A und „Green Death“, für GMAW und GTAW. Schutzgas GMAW: Ar + 30% He + 2% H2 + 0,05% CO2. GTAW: 100% Ar, (Vorbereitung Schweißverbindung VNaht 16 mm mit Wandstärke). Abmessungen der Prüfkörper: 55x22x16 mm
Details zu Schweißzusätzen und Markennamen sind im Produktprospekt und im Handbuch aufgeführt.
BM WM
1,0
0,8
0,6
0,4
0,2
0GTAW GMAWBM
150
140
130
120
110
100GTAW GMAWBM
Microschliff: SZW und BM. Legierung 59 geschweißt mit voestalpine Böhler Welding Schweißzusatz
der passenden Güte

19
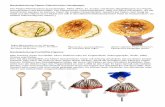
Urea (Harnstoff) oder Carbamid ist eine aus Ammoniak gewonnene organische
Verbindung, die weltweit das am häufigsten verwendete Düngemittel darstellt. Die
Abbildung unten zeigt die chemische Reaktion von Harnstoff und das Verfahren,
mit dem das Endprodukt gewonnen wird.
Hochdruckausrüstung
Dieser Abschnitt beschäftigt sich mit dem Hochdruckteil des Verfahrens.Dieser Teil besteht aus Reaktor, Abtriebsteil und Kondensator, die folgende Hauptfunktionen haben:
» Im Reaktor findet die Synthese des Harnstoff statt
» Der Abtriebsteil entfernt die Dämpfe des nicht umgesetzten CO2 und des Ammoniak.
» Der Kondensator kondensiert diese Dämpfe zu Ammoniakcarbamat, das schließlich in den Reaktor rückgeführt wird.
» Die Druckstufe könnte etwa bei 150 bar liegen, die Temperatur zwischen 180 °C bis 210 °C, je nach Ausrüstung und Verfahren.
carbon dioxide
urea water
2 NH3 CO2
H2OH2N
H2NC=O
NH4OH2N
+ -
endothermic
exothermic
ammonia
+
ammonium carbamate
C=O
Synthesis
Low-pressureRecirculation
Prilling or Granulation
Urea Product
Desorption andHydrolysis
Puri�ed ProcessCondensate
CarbamateRecycling
CO2
Urea Reaction CarbamateCondensation
CO2 Stripping
Evaporation
NH3
UREA

20
Schweißen von Hochdruckausrüstung für Urea
Spezielle Material und Schweißzusatzqualitäten werden eingesetzt, um das höchst korrosive Zwischenprodukt Carbamat bei hohem Druck und hoher Temperatur in den Griff zu bekommen; Hauptrisiken sind interkristalline Korrosion (IK) sowie Spannungsrissbildung unter sehr schwierigen oxidierenden Bedingungen. Deshalb wird normalerweise der HueyTest (kochende 65 %ige HNO3) für die Zulassung von Materialien verwendet. Um eine bessere Korrosionsbeständigkeit bei Urea (Harnstoff) zu erzielen, wurden zwei spezifische Qualitäten entwickelt, beginnend mit 316L bzw. 310L:
(724Mod.) 316L UG (UG bedeutet Urea Grade), sind typischerweise geringer im Kohlenstoffgehalt, 18 % Cr, 14 % Ni, 2,7 % Mo, Stickstoffzugabe). Charakteristisch ist der sehr niedrige Ferritgehalt, von max. 0,6 %. Der passende Schweißzusatz ist eigentlich überlegiert (d.h. 20 % Cr, 16 % Ni, 0,18 % N), um die spezifische Eigenschaft der Schweißverbindung im Vergleich zum Basismaterial zu berücksichtigen und einen angemessenen Widerstand gegen Korrosion zu gewährleisten.
S31050/725 LN ist eine modifizierte 310L (25 % Cr, 22 % Ni, 2 % Mo, wenig Si mit 0,13 % N, um die austenitische Phase zu stabilisieren). Dieses Material ist für die anspruchsvollsten Bedingungen geeignet, wie etwa in den HochdruckAbtriebsteilen, wo die Betriebstemperatur maximale Werte erreicht, wird aber auch in
Kondensatoren und Reaktoren verwendet. Außerdem ist für diese Sorte der maximal zulässige Ferritgehalt sehr niedrig (< 0,6 %), sodass sie als voll austenitisch gelten kann. Diese Güte ist frei von intermetallischen Phasen oder Karbidausscheidungen, die ihre Korrosionsbeständigkeit in Harnstofflösungen drastisch beeinflussen.Überdies werden auch spezifisch entwickelte Urea Güten aus Duplex Stahl verwendet, ebenso wie Zirconium, je nach KnowHow und Spezifikation des verfahrenstechnischen Unternehmens.Was die Konstruktion angeht, so sind die Gehäuse im Allgemeinen aus niedrig legierten Stählen (Ein oder Mehrschichtaufbau). Anschließend werden die Gehäuse ebenso wie die Rohrbleche an den Stellen ausgekleidet oder auftragsgeschweißt, wo die Oberflächen in Kontakt mit dem Prozessmedium sind. Rohre können entweder bimetallisch, ausgekleidet oder vollständig aus Harnstoffqualität (Urea Grade) sein.Beim Schweißen ist besonders darauf zu achten, dass unerwünschte intermetallische Phasenabscheidungen vermieden werden, indem die Schweißparameter und die Zwischenlagentemperatur genau kontrolliert werden. Deshalb sind die am häufigsten angewendeten Verfahren für das Verbindungsschweißen GTAW und SMAW, während Bandplattieren mit geringer Stromstärke und Laufgeschwindigkeit ausgeführt wird.

21
Die schweißtechnische Lösung SAW und ESW Bandplattieren für Harnstoff- Anwendungen
Testfall:Basismaterial: Kohlenstoffstahl 0,18 % C, 30 mm WandstärkeBand 60 x 0,5 mm 310 Mod. Typ (CrNiMo 25222, C 0,01, niedriger SiGehalt)SAW Kombination: 3 Lagen mit spezifisch ausgelegtem FlussmittelESW Kombination: 2 Lagen mit spezifisch ausgelegtem Flussmittel
Details zu Schweißzusätzen und Markennamen sind im Produktprospekt und im Handbuch aufgeführt.
ZwischenlagenT V A Laufgeschwindigkeit [cm/min]SAW Kombination < 150 °C 28 750 12
ESW Kombination < 100 °C 26 1200 16
C Mn Si Cr Ni Mo Fe N3 lagen SAW 0,025 3,7 0,6 24,5 22,2 2,1 Bal. 0,12
2 lagen ESW 0,030 3,8 0,4 24 22,5 2,0 Bal. 0,15
Chemische Analyse des Schweißguts
3 Lagen SAWSchmelzgut
2 Lagen ESWSchmelzgut
* 20 h @ 550 °C ** Sensibilisierung 30 min.@ 700 °C
ASTM A 262 prakt. C Huey Test (65% kochendes HNO3) Korrosionsgeschwindigkeit (mm/jahr)
0,076
0,072
0,068
0,064
0,06SAW mit Nachwärmebehandlung*
SAW geschweißt
ESW mit Nachwärmebehandlung**

22
In der Zellstoff- und Papierindustrie ist die Auswahl der Materialien sehr wichtig.
Mit einer richtigen Wahl erreicht man die besten Parameter:
ZELLSTOFF & PAPIER INDUSTRIE
Um diese Ziele zu erreichen, werden traditionelle und altmodische Legierungen oft durch moderne rostfreie Stähle und Legierungen auf Nickelbasis ersetzt. Hierbei ist zu berücksichtigen, dass jeder Produktionsschritt mit spezifischen Medien und Korrosionsproblemen einhergeht; deshalb sind jeweils verschiedene Materialien erforderlich. Schweißzusätze sind gegenüber dem Basismaterial häufig überlegiert, zweckbestimmt und chemisch fein abgestimmt, um besondere Anforderungen zu erfüllen. voestalpine Böhler Welding entwickelte unter anderem spezifische Schweißlegierungen für die superaustenitische
Qualität S31254 oder für die Lean DuplexFamilie S32101, S82441, S32304. So wurde beispielsweise für S31254 eine spezielle MMAElektrode gemäß AWS A5.11:ENiCrMo12 entwickelt, um eine ausgezeichnete Korrosionsbeständigkeit in Chloridumgebungen mit geringer Empfindlichkeit gegenüber Warmrissbildung im Schweißgut zu kombinieren.Schließlich finden Fülldrähte derzeit breite Anwendung, insbesondere für Positionsschweißen und Baustellenarbeiten, um die Produktivität zu steigern, das Aussehen der Schweißnähte zu verbessern und das Schweißen zu erleichtern.
» Niedrige Investitionskosten
» Kürzere Montagedauer
» Maschinenleistung der Ausrüstung
» Höhere Standzeiten
» Zuverlässigkeit
» Verfahrensflexibilität
» Geringe Lebenszykluskosten
» Oberflächenbeschaffenheit
A
B
C DE
F
C

23
FCAW Lösung für Super Duplex-Stähle.
Der RutilPositionsfülldraht von voestalpine Böhler Welding bietet Schweißguteigenschaften, die perfekt zu denen des Basismaterials passen, in Bezug auf Festigkeit, Zähigkeit und Beständigkeit gegen lokale und Spannungskorrosion.
Testfall:Korrosionstest ASTM G48 Methode E auf RohrRundnaht, d. 168 mm Stärke 7 mm
Details zu Schweißzusätzen und Markennamen sind im Produktprospekt und im Handbuch aufgeführt.
ID Temp(°C)
Einwir kungs zeit (h)
Ausgangsgewicht (g)
Gewicht nach dem Test (g)
Gewichtsverlust (g)
Ober fläche Gewichtsverlust (g/m2)
Korrosionsgeschw. (g/m2h)B mm H mm T mm
FX101 40 24 96,254 96,254 0 49,4 17,5 12,9 0,0000 0,00000
FX101 40 24 98,292 98,29 0,002 52 17,5 12,9 0,5535 0,02306

24
A
Hauptausrüstung in Zellstoffkochern: » Sulfat (aufschluss) verfahren
Medien: NaOH Na2S2O3 NaHS Umgebung: pH 13–14 T=150–180 °C P= 10–12 bar Materialien: 2205 Duplex findet breite Anwendung und zeigt ein besseres Spannungskorrosionsverhalten als 304L. Die besten Ergebnisse wurde mit den Lean DuplexTypen S32101 und S32304 erzielt, wegen ihres geringeren MoGehalts, da sich der MoGehalt in einer Alkalilösung unvorteilhaft auswirkt. Höher molybdänlegierte rostfreie Stähle (z.B. 316L) sind aus diesem Grund für diese Ausrüstung keine bevorzugte Lösung.
» Sulfit (HSO3) Medien: Na... Mg... oder NH4... Umgebung: pH 1,5–4 130–170 °C 10–12 bar Materialien: Duplex S32205, 904L und 317LMN sind eine bessere Wahl als 317L und 316L.
Kochen
B
Hauptausrüstung bestehend aus Siebmaschinen und Entspannungsbehältern » Medien: Chloride, Thiosulfate, Polysulfide. Ihre Konzentration stieg in den
letzten Jahren wegen der Installation geschlossener Regelkreise zur Emissionsreduktion. Dies verursachte mehr Probleme mit Korrosion und Erosion.
» Beim Material geht der Trend von unlegiertem Stahl zu 304L, 316L bis hin zu den DuplexSorten S32101/S32304/S32205. Duplex kann außerdem eine bessere Verschleißfestigkeit gewährleisten (Erosion verursacht durch Partikel im Zellstoff).
Waschen und Sieben
Im Bleichprozess wird weniger Chlor und Chlordioxid verwendet oder ganz darauf verzichtet, was sich auf die Art der verwendeten Basismaterialien und Schweißzusätze auswirkt.
» Vollkommen chlorfreies Bleichen (TCF/Total Chlorine Free) Hauptausrüstung: Reaktoren Sauerstoffdelignifizierung Reaktor Stufe „O“ Umgebung T = 110–140 °C pH 11–12, Materialien: 904L, S31254, C276 Peroxidreaktor Stufe „P“ Umgebung T = 80–90 °C pH 11–12, Materialien: S32101, S32205
» Elementar chlorfrei (ECF/Elemental Chlorine Free) Stufe „D“ Hauptausrüstung: Wäscher, Trommelfilter Medien: Chlordioxid ClO2, Umgebung: T = 70–80 °C pH 3,5–4 Materialien: S32750, S31254, S32654, C276, TiLegierungen. Aus wirtschaftlichen Gründen wird oft Super Duplex S32750 anstelle von superaustenitischen Stählen wie S31254 verwendet.
» Chlor Stufe „C“ Hauptausrüstung: Wäscher, Trommelfilter Medien: Chlor Cl2, Umgebung T = 20–25 °C pH 2, Materialien: S32750, S31254
C Bleichen
B
A
Co
urt
esy
of M
etso
C
Co
urt
esy
of O
uto
kum
pu

25
D
Hauptausrüstung: mehrstufige Verdampfer » Höhere Konzentrationen 75–80 % Trockensubstanz erhöhen die Korrosion,
besonders im letzten Verdampfer
» Beim Material geht der Trend von Kohlenstoffstahl zu 304L bis hin zu Duplex S32205 und Lean Duplex S32304
» S32205/S32304 zeigte eine sehr gute Korrosions und SCCBeständigkeit bei der Behandlung mit flüssigen Laugen (z.B. Natronlauge) (für Kessel und Rohrleitungen)
Chemische Rückgewinnung
E
Material 304L ist allgemein geeignet. Der Trend geht allerdings zu Lean Duplex und Duplexstählen, um die Korrosionsbeständigkeit zu verbessern und dank höchster Festigkeit Gewicht einzusparen.
Türme und Tanks für die Lagerung von flüssigen Laugen
F
» Der Trend geht zu immer geringerem Wasserverbrauch, was eine korrosivere Umgebung bedingt.
» Saugwalzen brauchen sowohl eine bestimmte Festigkeit als auch Korrosionsbeständigkeit
» Materialien: 316L, S32205, S32304, S32101, 317L, N10622, C276
PapierfabrikD
E
F
Co
urt
esy
of M
etso

26
Entsalzung ist definitionsgemäß die Beseitigung von Salzen aus Meerwasser zur Gewinnung von Frischwasser als Trinkwasser und für industrielle und landwirtschaft liche Zwecke.
Aktuell werden hauptsächlich zwei Arten von Entsalzungsverfahren industriell eingesetzt: Destillation und Umkehrosmose (RO/Reverse Osmosis). Beim Destillationsverfahren gibt es die Optionen der mehrstufigen Entspannungsdestillation (MSF/MultiStage Flash), Mehrfachdestillation (MED/Multiple Effect Distillation) oder Dampfkompression. Die Auswahl erfolgt unter Berücksichtigung der erforderlichen Produktionskapazität und Verfügbarkeit von Energiequellen. Die größten Anlagen sind vom Typ MSF mit einem sehr hohen Energieverbrauch, während die bei der
Umkehrosmose verwendete Membrantechnik viel weniger Frischwasser liefert, aber mit höherer Energieeffizienz. Mehrfachdestillationsanlagen liegen kapazitätsmäßig dazwischen. Loch und Spaltkorrosion sind die Hauptprobleme bei Entsalzungsanlagen. Phasen mit unterschiedlichen Salzkonzentrationen in Kombination mit Siedetemperatur (bei den Destillationsverfahren) spiegeln sich in der Verwendung einer breiten Palette korrosionsbeständiger Legierungen wieder. Unten finden Sie eine Auswahl von Materialien für die drei erwähnten Verfahren.
Mehrstufige EntspannungsdestillationIm Prinzip handelt es sich bei dem Verfahren um mehrstufige Destillation, bei der in der ersten Phase das salzige Wasser bei 110–115 °C zum Sieden gebracht wird. Durch Reduktion des Drucks siedet das Wasser in jeder Phase. Das durch den Dampf gewonnene Wasser wird Schritt für Schritt weiter gereinigt, bis die gewünschte Qualität erreicht
ist. Das so gewonnene Wasser wird dann gefiltert und ionisiert. Wie aus der Grafik ersichtlich, variiert CRA von 316L, Duplex und superaustenitischen Stählen bis hin zu CuNi (für Rohre und Rohrbleche), Monel für Rohrbleche, und Titan für Rohre in den anspruchsvolleren ersten Phasen (höhere Temperatur und Salzkonzentration).
ENTSALZUNG

27
MehrfachdestillationsverfahrenMED arbeitet mit einer Höchsttemperatur von 55–70 °C. Das Konzept ist ganz ähnlich wie bei MSF, d.h. mittels Vakuum wird mehrstufiges Sieden ermöglicht. Ander erseits sind die Verdampfer und Kondensatorrohre anders konstruiert: statt eines Entspannungssystems wird die Verdampfung durch einen fallenden Film auf heißen Rohren ausgelöst. Wegen der niedrigeren Temperatur ist die Korrosion in diesem
System geringer als beim MSF. Darüber hinaus ist die Ablagerungsgeschwindigkeit von Feststoffen (Zunder, Kalk und so weiter) geringer, was auch den Erosionseffekt verringert. Deshalb ist die Typologie der korrosionsbeständigen Legierungen ähnlich, aber der Einsatz rostfreier Stähle ist jedenfalls zu empfehlen.
MSF Materialauswahl
Tubes: CuNi, S32205Tube sheets: CuNi, NiCu, S32205Support plates: 316L, C-Mn steel
Tubes: Ti, SeaCureTube sheets: CuNi, NiCu, S31254Support plates: 316L, C-Mn steel
Brine heater, tubes and tube sheets: CuNi, S32205
Shells, 316L clad and solidS32205 + S32101
Deaerator: 316L clad, 317L clad, S32205
Heat reject, 2-3
Seawater
Fresh waterBrine
Internals316LS32304
Boiler
Heat recovery stages < 20
Boiler
VacuumSaline Feed Water
Fresh Water
Brine
Shells: 316L/317L, S31254, S32205 + S32101
Spray Manifolds: S31254
Tubes: Ti, super-austenitic, CuNi 90/10
Tube sheets: S31254, 317L/316LN, CuNi, Alloy 400
MED Materialauswahl

28
UmkehrosmoseUmkehrosmose ist ein Verfahren bei Umgebungs temperatur und hohem Druck. Wasser wird vorbehandelt und teilweise chemisch entchlort, bevor es in die Membrankammer eintritt, wo das Frischwasser von den gelösten Stoffen getrennt wird. Umkehrosmose kann mehrphasig sein (Hochdruck und Niederdruckphase). Im Vergleich zum Destillationsverfahren muss weniger geschweißt werden, und der Bedarf an CuNi und NiCuLegierungen ist geringer, auch wenn Loch, Spalt und
dehnungsinduzierte Korrosion kritische Faktoren sind. Wegen der erforderlichen Festigkeit in Kombination mit Korrosionsbeständigkeit bietet sich hier die Einführung und Verwendung von SuperDuplex Stählen zusammen mit superaustenitischen Stählen (Hochdruckverrohrung und Energierückgewinnung) an. Rostfreie Stähle der Serie 300 werden ebenfalls verwendet, und zwar in den weniger kritischen Teilen der Anlage (z.B. für Träger).
Seawater
Pre-treatment
Filter
De-chlorination High-Pressure Pumps HP-System
Energy Transfer
Energy Recovery Turbine
MembraneP
erm
eate
RO Diagramm
Die schweißtechnische Lösung für CuNi-Legierungen mit SMAW und GTAW Schweißzusätzen
voestalpine Böhler Welding CuNiSchweißzusätze die 30 % Nilegiert sind, sind meerwasserbeständig und können für das Schweißen von CuNiLegierungen (9010, 8020, 7030) und andere Legierungen und Stähle verwendet werden. Hierzu gibt es breite Anwendungsfälle in Meerwasserentsalzungsanlagen.
Details zu Schweißzusätzen und Markennamen sind im Produktprospekt und im Handbuch aufgeführt.
Der Microschliff zeigt das BM, die WEZ und den SZW CuNi 7030, geschweißt mit MMAElektroden in der ersten Lage.

29
LEBENSMITTEL UND GETRÄNKE
Brauereien, Brennereien, Lebensmittelaufbereitungs-
anlagen und Lager bilden das Herzstück dieser Industrie.
Folgende Ausrüstungsteile brauchen korrosionsbestän-
dige Legierungen:
» Lagertanks
» Autoklave
» Prozessbehälter
» Rohrleitungssysteme
» Mischer
» Geräte für Brennereien
Materialien und SchweißenStandardmäßige werden austenitische Stähle vom Typ 304L und 316L (molybdänlegiert) häufig verwendet und geschweißt, aber die Nutzung höher legierter Materialien nimmt stetig zu; tatsächlich wird die Materialauswahl intensiv durch zunehmend strengere und anspruchsvollere Anforderungen beeinflusst; vor allem im Hinblick auf die Vermeidung einer Kontamination von Lebensmitteln und Getränken. Der Einsatz von Nachbehandlungen wie Beizen und Passivieren und/oder Elektropolieren ist außerdem ein Schlüsselfaktor für die Verbesserung der Korrosionsbeständigkeit. Die Auswahl erfolgt entsprechend Korrosionstyp und Schwierigkeitsgrad, wobei es hauptsächlich um Loch und Spaltkorrosion geht. Eine kurze Liste von Materialien für Lebensmittel und Getränkeanwendungen:
» Lagerung von organischen Säuren (Essig, Zitronen, Milchsäure) > 304L
» Milchprodukte > 304L, 316L, S31254 oder 926
» Senf, Ketchup, eingelegtes Gemüse, Melasse > 316L, 904L, S31254, 926 oder SuperDuplex
» Zucker > 316L, Duplex
» Gelees > 316L, 904L, S31254, 926 oder SuperDuplex
» Brauerei, Weingut > 304L, Lean Duplex und Duplex (für Tanks)
» Alkoholfreie Getränke > 304L, Lean Duplex
» Sonstige Lebensmittel > 304L, 316L, Lean Duplex
DuplexMaterialien werden häufig wegen ihres günstigen Verhaltens hinsichtlich dehnungsinduzierter Korrosion gewählt (z.B. für Mischer) sowie wegen der Kostenersparnisse, die sich aus den geringeren Wandstärken ergeben. Am häufigsten findet das GTAWVerfahren Anwendung,
da es hohe Qualität gewährleistet, aber auch bestes Raupenaussehen und korrosionsbeständige Schweißnähte bei dünnen Blechen und Rohren. GMAW, SMAW und FCAW sind ebenfalls weit verbreitet, wobei das letztere Verfahren hauptsächlich für das Schweißen von Tanks eingesetzt wird.

30
Die pharmazeutische Industrie entwickelt, produziert und vermarktet Medikamente und Arzneimittel, die für Behand-
lungszwecke zugelassen sind. Pharmazeutische Prozesse kann man in zwei Hauptprozesse unterteilen, biologische
Verarbeitung und chemische Synthese. Als Hauptausrüstung für die Bioverarbeitungsanlagen sind Behälter für Kul-
turen, Filter und Beruhigungstanks zu nennen, während die Syntheseanlagen mit Rührwerken, Zentrifugen, Trocknern
und Tanks arbeiten.
Die Materialauswahl und das SchweißenDie Materialien 304L und 316L dominieren den Anlagenbau in der pharmazeutischen Industrie, da Reagenzien normalerweise nicht sehr korrosiv sind. Es muss jedoch erwähnt werden, dass die Anforderungen hinsichtlich der Reinheit der Endprodukte in den letzten 20 Jahren dramatisch gestiegen sind, so dass Konstruktions und Schweißarbeiten besondere Sorgfalt erfordern. Gemäß der aktuellen Regelung ist jegliche Produktverunreinigung sowohl in Europa als auch in den USA absolut unzulässig.
Ausschlaggebend ist daher das perfekte Polieren (Beizen und gegebenenfalls Elektropolieren, dann Passivierung) sowie Oberflächenglättung, um eine Verunreinigung der Endprodukte zu vermeiden. Die Qualität und das Aussehen der Schweißnähte müssen perfekt sein, denn jede Unterbrechung könnte lokal Korrosion auslösen, besonders dort, wo die Schweißverbindung in Kontakt mit Produkten ist. Deshalb ist GTAW das am häufigsten angewendete Verfahren.
Außerdem ist zu berücksichtigen, dass Medien häufig Chlorid in einer sauren Lösung enthalten; es kann vorkommen, dass die Korrosionsbeständigkeitseigenschaften von rostfreiem Stahl der Serie 300 sind nicht immer ausreichend. In diesem Fall werden superaustenitische, rostfreie Stähle wie S31254 oder Nickellegierungen vom Typ C (C276, 22, 59) verwendet, um Beständigkeit gegen Loch und Spaltkorrosion zu gewährleisten. Für Arzneimittelanwendungen werden typischerweise auch Komponenten aus emailliertem Kohlenstoffstahl verwendet, wie Mischer mit Rührwerk aus Nickellegierungen Typ C (C276, 22, 59), um den besten Widerstand gegen dehnungsinduzierte Korrosion zu erhalten. In letzter Zeit wurden erfolgreich Duplex und SuperDuplexStähle verwendet.
Schließlich eignet sich auch rostfreier Stahl UNS 30600 mit hohem Siliziumgehalt (4–6%) für Tanks, in denen Salpetersäure gelagert wird (siehe „Anorganische Chemie“).
DIE PHARMAZEUTISCHE INDUSTRIE

31
So hält man Stahl in der chemi schen Industrie zu 100% rostfrei
Ausrüstung aus rostfreiem Stahl kann nach der Ferti-gung oder beim Einsatz beschädigt werden, was zu teuren Korrosionsproblemen führen kann. Avesta Fini-shing Chemicals verringern diese Korrosions probleme, indem sie die Oberfläche 100% rostfrei halten.
Rostfreier Stahl ist nicht gleich wartungsfrei
Die Selbstheilungsfähigkeit von rostfreiem Stahl Rostfreier Stahl wird durch seine Passivschicht vor Korrosion geschützt. Das Chrom im Stahl reagiert mit dem Sauerstoff, dem die Stahloberfläche ausgesetzt ist, und bildet diese unsichtbare Schicht. Wenn die Schicht beschädigt wird, heilt sie spontan, sofern die Oberfläche sauber ist.
Auf einer kontaminierten Oberfläche aus rostfreiem Stahl blockieren jedoch die Ablagerungen diese Reaktion. Chloride können unter die Ablagerungen vordringen, was zu Korrosion und Rost führt. Richtige porentiefe Reinigung der Oberfläche reduziert dieses Risiko beträchtlich.
Vorbeugende Wartung Die Reinigung sollte immer erfolgen bevor die Oberfläche extrem schmutzig wird. Das geeignete Reinigungsintervall ist abhängig von der Umgebung.
Avesta Finishing Chemicals und ReinigungsmethodenAvesta hat eine komplette Produktpalette für die Wiederherstellung der Korrosionsbeständigkeit von rostfreiem Stahl im Zusammenhang mit Reinigung, Beizen und Passivieren.

32
Generalunternehmer: Metso ND Engineering (Pty) Ltd, Durban, SAEigentümer: Sappi SaicorProjekt: Amakhullu new Fibre Line Project, South Africa Continuous Pulp Digesters, 11 pcs, 285 m3 + SO2 Tank Farm
and two Bleach Plant ReactorsBasismaterial: Duplex 2205 warm gewalzte Bleche, Wandstärke 1018 mm
Schweißzusatzwerkstoff: FCW: Avesta FCW 22052D (AWS A5.22:E2209T04/1 EN 17633A:T 22 9 3 NL R M(C)3) Avesta FCW 2205PW (AWS A5.22:E2209T14/1 EN 17633A:T 22 9 3 NL P M(C) 1) Avesta FCW P52D (AWS A5.22:E309LMoT04/1 EN 17633A: T 23 12 2 L R M (C) 3)GTAW: Avesta 2205 (AWS A5.9:ER2209 EN 14343A:W 22 9 3 NL)SMAW: Avesta 22053D (AWS A5.4:E220917 EN 3581A:E 22 9 3 NL R 3 2)
Technische Planung: CROW Hersteller: INTECNIAL Eigentümer: METASAProjekt: Biodiesel Refining Plant (BSBios), BrazilBasismaterial: STM A240 Gr. 304, Gr. 316, ASTM A36
Schweißzusatzwerkstoff: FCW: BÖHLER EAS 2 PWFD (AWS A5.22:E308LT14/1 EN ISO 17633A: T 19 9 L P M (C) 1) BÖHLER EAS 4 PWFD (AWS A5.22:E316LT14/1 EN ISO 17633A:T 19 12 3 L P M(C) 1 ) BÖHLER CN 22/9 PWFD (AWS A5.22:E2209T14/1 EN 17633A:T 22 9 3 NL P M(C) 1)
REFERENZEN
AgroLinzAlfa LavalAndritzApparatebauBASFBHDT
ChemaCrowEllimetalFibriaG&G InternationalIntecnial
International PaperKlabinLindeLurgi MersenMetso
MontcalmPraxairSaipemSchoellerBleckmann NitecSolvayRhodia
Stora EnsoSulzerTechnipThyssen Krupp UhdeVeracelVoith
Eine kleine Auswahl unserer global agierenden Partner:

33
Produktübersicht 1/10Legierungsgruppe
Grundstoff Beispiele Schweißprozess
Produktname Klassifizierung AWS/ENASTMUNS EN
Aus
teni
tic
Stai
nles
s S
teel
Austenitic 304L 1.43071.4306
SMAW Avesta 308L/MVR-3D AWS A5.4:E308L17
EN ISO 3581A: E 19 9 L R
Avesta 308L/MVR-4D AWS A5.4:E308L17
EN ISO 3581A: E 19 9 L R
Avesta 308L/MVR-PW AC/DC
AWS A5.4:E308L17
EN ISO 3581A: E 19 9 L R
BÖHLER FOX EAS 2-A AWS A5.4:E308L17
EN ISO 3581A: E 19 9 L R 3 2
BÖHLER FOX EAS 2 AWS A5.4:E308L15
EN ISO 3581A: E 19 9 L B 2 2
SAW Wire Avesta 308L/SKR AWS A5.9:ER308L
EN ISO 14343 S 19 9 L
SAW Flux Avesta Flux 805
EN ISO 14174: SA AF 2 Cr DC
Avesta Flux 801
EN ISO 14174: SA CS 2 Cr DC
GTAW Avesta 308L/MVR AWS A5.9:ER308L
EN ISO 14343A: W 19 9 L
BÖHLER EAS 2-IG AWS A5.9:ER308L
EN ISO 14343A: W 19 9 L
GMAW Avesta 308L-Si/MVR-Si AWS A5.9:ER308LSi
EN ISO 14343A: G 19 9 L Si
BÖHLER EAS 2-IG (Si) AWS A5.9:ER308LSi
EN ISO 14343A: G 19 9 L Si
BÖHLER EAS 2-MC AWS A5.9:EC308L
EN ISO 17633A: T 19 9 L MM 1
FCAW BÖHLER EAS 2-FD AWS A5.22:E308LT04/1
EN ISO 17633A: T 19 9 L R M (C) 3
BÖHLER EAS 2 PW-FD AWS A5.22:E308LT14/1
EN ISO 17633A: T 19 9 L P M (C) 1
316L 1.44041.4432
SMAW Avesta 316L/SKR-3D AWS A5.4:E316L17
EN ISO 3581A:E 19 12 3 L R
Avesta 316L/SKR-4D AWS A5.4:E316L17
EN ISO 3581A:E 19 12 3 L R
Avesta 316L/SKR-PW AC/DC
AWS A5.4:E316L17
EN ISO 3581A:E 19 12 3 L R
BÖHLER FOX EAS 4 M-A AWS A5.4:E316L17
EN ISO 3581A:E 19 12 3 L R
Böhler FOX EAS 4 M AWS A5.4:E316L15
EN ISO 3581A:E 19 12 3 L B 2 2
SAW Wire Avesta 316L/SKR AWS A5.9:ER316L
EN ISO 14343A:S 19 12 3 L
SAW Flux Avesta Flux 805
EN ISO 14174: SA AF 2 Cr DC
Avesta Flux 801
EN ISO 14174: SA CS 2 Cr DC
GTAW Avesta 316L/SKR AWS A5.9:ER316L
EN ISO 14343A:W 19 12 3 L
BÖHLER EAS 4 M-IG AWS A5.9:ER316L
EN ISO 14343A:W 19 12 3 L
GMAW Avesta 316L-Si/SKR-Si AWS A5.9:ER316LSi
EN ISO 14343A: G 19 12 3 L Si
BÖHLER EAS 4 M-IG (Si) AWS A5.9:ER316LSi
EN ISO 14343A: G 19 12 3 L Si
GrundstoffBeispiele

34
Produktübersicht 2/10Legierungsgruppe
Grundstoff Beispiele Schweißprozess
Produktname Klassifizierung AWS/ENASTMUNS EN
Aus
teni
tic
Stai
nles
s S
teel
Austenitic 316L 1.44041.4432
GMAW BÖHLER EAS 4 M-MC AWS A5.9:EC316L
EN ISO 17633A: T 19 12 3 L MM 1
FCAW BÖHLER EAS 4 M-FD AWS A5.22:E316LT04/1
EN ISO 17633A: T 19 12 3 L R M (C) 3
FCAW BÖHLER EAS 4 PW-FD AWS A5.22:E316LT14/1
EN ISO 17633A:T 19 12 3 L P M(C) 1
347 1.4550 SMAW BÖHLER FOX SAS 2-A AWS A5.4:E34717
347
Nb
sta
bili
zed
gra
de
321 1.4541 EN ISO 3581A: E 19 9 Nb R 3 2
BÖHLER FOX SAS 2 AWS A5.4:E34715
EN ISO 3581A: E 19 9 Nb B 2 2
SAW Wire Avesta 347/MVNb AWS A5.9 ER347
EN ISO 14343 S 19 9 Nb
SAW Flux Avesta Flux 805
EN ISO 14174: SA AF 2 Cr DC
GTAW BÖHLER SAS 2-IG AWS A5.9:ER347
EN ISO 14343A: W 19 9 Nb
GMAW BÖHLER SAS 2-IG (Si) AWS A5.9:ER347
EN ISO 14343A: G 19 9 Nb Si
FCAW BÖHLER SAS 2-FD AWS A5.22:E347T04/1
EN ISO 17633A: T 19 9 Nb R M(C) 3
BÖHLER SAS 2 PW-FD AWS A5.22:E347T14/1
EN ISO 17633A: T 19 9 Nb P M(C) 1
316Ti 1.4571 SMAW BÖHLER FOX SAS 4-A AWS A5.4:E31817
318
Nb
sta
bili
zed
gra
de
EN ISO 3581A: E 19 12 3 Nb R 3 2
BÖHLER FOX SAS 4 AWS A5.4:E31815
EN ISO 3581A: E 19 12 3 Nb B 2 2
SAW Wire Thermanit A AWS A5.9:ER318
EN ISO 14343A: S 19 12 3 Nb
SAW Flux Marathon 431
EN ISO 14174: SA FB 2 DC
GTAW BÖHLER SAS 4-IG AWS A5.9:ER318
EN ISO 14343A: W 19 12 3 Nb
GMAW BÖHLER SAS 4-IG (Si) AWS A5.9:ER318 (mod.)
EN ISO 14343A: G 19 12 3 Nb Si
FCAW BÖHLER SAS 4-FD AWS A5.22:E318T04/1
EN ISO 17633A: T 19 12 3 Nb R M(C) 3
BÖHLER SAS 4 PW-FD AWS A5.22:E318T14/1
EN ISO 17633A: T 19 12 3 Nb P M(C) 1
317L 1.4438 SMAW Avesta 317L/SNR-3D AWS A5.9:ER317L
BÖHLER FOX ASN 5-A AWS A5.4:E317L17 mod.
EN ISO 3581A: E 18 16 5 N L R 3 2
BÖHLER FOX ASN 5 AWS A5.4:E317L15 (mod.)
EN ISO 3581A: E 18 16 5 N L B 2 2
SAW Wire Avesta 317L/SNR AWS A5.9:ER317L
EN ISO 14343A: S 19 13 4 L
SAW Flux Avesta Flux 805
EN ISO 14174: SA AF 2 Cr DC
GTAW BÖHLER ASN 5-IG AWS A5.9:ER317L (mod.)
EN ISO 14343A: W Z18 16 5 N L
Avesta 317L/SNR AWS A5.9:ER317L
EN ISO 14343A: W 19 13 4 L
GMAW Avesta 317L/SNR AWS A5.9:ER317L
EN ISO 14343A: G 19 13 4 L

35
Produktübersicht 3/10Legierungsgruppe
Grundstoff Beispiele Schweißprozess
Produktname Klassifizierung AWS/ENASTMUNS EN
Aus
teni
tic
Stai
nles
s St
eel
BÖHLER ASN 5-IG (Si) AWS A5.9:ER317L (mod.)
EN ISO 14343A: G Z18 16 5 N L Si
FCAW BÖHLER E 317L-FD AWS A5.22:E317LT04/1
EN ISO 17633A: T Z19 13 4 L R M(C) 3
BÖHLER E 317L PW-FD AWS A5.22:E317LT14/1
EN ISO 17633A: T Z19 13 4 L P M(C) 1
Special Austenitic and Super Austenitic
904L 1.4539 SMAW BÖHLER FOX CN 20/25 M AWS A5.4:E38515 (mod.)
EN ISO 3581A: E 20 25 5 Cu N L B 2 2
Avesta 904L-3D AWS A5.4:E38517
EN ISO 3581A: E 20 25 5 Cu N L R
Avesta 904L-PW AC/DC
EN ISO 3581A: E 20 25 5 Cu N L R
BÖHLER FOX CN 20/25 M-A
AWS A5.4:E38517 (mod.)
EN ISO 3581A: E 20 25 5 Cu N L R 3 2
SAW Wire Avesta 904L AWS A5.9:ER385
EN ISO 14343A: S 20 25 5 Cu L
SAW Flux Avesta Flux 805
EN ISO 14174: SA AF 2 Cr DC
GTAW BÖHLER CN 20/25 M-IG
AWS A5.9:ER385 (mod.)
EN ISO 14343A: W Z20 25 5 Cu N L
Avesta 904L AWS A5.9:ER385
EN ISO 14343A: W 20 25 5 Cu L
GMAW BÖHLER CN 20/25 M-IG (SI)
AWS A5.9:ER385 (mod.)
EN ISO 14343A: G Z20 25 5 Cu N L
Avesta 904L AWS A5.9:ER385
EN ISO 14343A: G 20 25 5 Cu L
FCAW BÖHLER NIBAS 625 PW-FD
AWS A5.34:ENiCrMo3T14
EN ISO 14172: Typ Ni 6625 (NiCr22Mo9Nb)
N08028/28 1.4563 SMAW Thermanit 30/40 EW
EN ISO 14172: E Ni 8025 (NiCr29Fe26Mo)
SAW Wire Thermanit 625 AWS A5.14 : ER NiCrMo3
EN ISO 18274 : S Ni 6625 (NiCr22Mo9Nb)
SAW Flux Marathon 444
EN 760: SA FB 2 AC
GTAW Thermanit 30/40 E AWS A5.9:ER383 (mod.)
EN ISO 18274: S Ni 8025 (NiFe30Cr29Mo)
GMAW Thermanit 30/40 E AWS A5.9:ER383 (mod.)
EN ISO 18274: S Ni 8025 (NiFe30Cr29Mo)
FCAW BÖHLER NIBAS 625 PW-FD
AWS A5.34:ENiCrMo3T14
EN ISO 14172: Typ Ni 6625 (NiCr22Mo9Nb)
S31254/254SMoTM 1.4547 SMAW Avesta P12-R basic AWS A5.11:ENiCrMo12
N08926 1.4529 EN ISO 14172: E Ni 6627 (NiCr22Mo9)
Thermanit NiMo C 24 AWS A5.11:ENiCrMo13
EN ISO 14172: E Ni 6059 (NiCr23Mo16)
SAW Wire Thermanit 625 AWS A5.14 : ER NiCrMo3
EN ISO 18274 : S Ni 6625 (NiCr22Mo9Nb)
SAW Flux Marathon 444
EN 760: SA FB 2 AC
SAW Wire Avesta P16 AWS A5.14:ERNiCrMo13
EN ISO 18274: S Ni 6059 (NiCr23Mo16)
SAW Flux Avesta Flux 805
EN ISO 14174: SA AF 2 Cr DC
GTAW Avesta P12 AWS A5.14 : ER NiCrMo3
EN ISO 18274 : S Ni 6625 (NiCr22Mo9Nb)

36
Produktübersicht 4/10Legierungsgruppe
Grundstoff Beispiele Schweißprozess
Produktname Klassifizierung AWS/ENASTMUNS EN
Aus
teni
tic
Stai
nles
s St
eel
Thermanit NiMo C 24 AWS A5.14:ERNiCrMo13
EN ISO 18274: S Ni 6059 (NiCr23Mo16)
GMAW Avesta P12 AWS A5.14 : ER NiCrMo3
EN ISO 18274 : S Ni 6625 (NiCr22Mo9Nb)
Thermanit NiMo C 24 AWS A5.14:ERNiCrMo13
EN ISO 18274: S Ni 6059 (NiCr23Mo16)
FCAW BÖHLER NIBAS 625 PW-FD
AWS A5.34:ENiCrMo3T14
EN ISO 14172: Typ Ni 6625 (NiCr22Mo9Nb)
S34565 1.4565 SMAW Thermanit NiMo C 24 AWS A5.11:ENiCrMo13
S31654/654SMoTM 1.4652 EN ISO 14172: E Ni 6059 (NiCr23Mo16)
SAW Wire Avesta P16 AWS A5.14:ERNiCrMo13
EN ISO 18274: S Ni 6059 (NiCr23Mo16)
SAW Flux Avesta Flux 805
EN ISO 14174: SA AF 2 Cr DC
GTAW Thermanit NiMo C 24 AWS A5.14:ERNiCrMo13
EN ISO 18274: S Ni 6059 (NiCr23Mo16)
GMAW Thermanit NiMo C 24 AWS A5.14:ERNiCrMo13
EN ISO 18274: S Ni 6059 (NiCr23Mo16)
NR20033/33 1.4591 SMAW Thermanit NiMo C 24 AWS A5.11:ENiCrMo13
N08031/31 1.4562 EN ISO 14172: E Ni 6059 (NiCr23Mo16)
GTAW Thermanit NiMo C 24 AWS A5.14:ERNiCrMo13
EN ISO 18274: S Ni 6059 (NiCr23Mo16)
GMAW Thermanit NiMo C 24 AWS A5.14:ERNiCrMo13
EN ISO 18274: S Ni 6059 (NiCr23Mo16)
Urea/Nitric Acid Special Grades
S30600 1.4361 SMAW BÖHLER FOX EAS 2 Si
Nit
ric
Aci
d
EN ISO 3581A: E Z19 14 Si B 2 2
GTAW BÖHLER EASN 2 Si-IG
EN ISO 14343A: W Z19 13 Si N L
(724Mod.)316L UG 1.4435 SMAW Thermanit 19/15 H AWS A5.4:E316LMn15
Ure
a
EN ISO 3581A:E 20 16 3 Mn N L B 2 2
GTAW Thermanit 19/15 H AWS A5.9:ER316LMn
EN ISO 14343A: W 20 16 3 Mn N L
GMAW Thermanit 19/15 H AWS A5.9:ER316LMn
EN ISO 14343A: G 20 16 3 Mn N L
S31050/725 LN 1.4466 SMAW Thermanit 25/22 H
Ure
a a
nd
Nit
ric
Aci
d
EN ISO 3581A:EZ 25 22 2 L B 2 2
GTAW Thermanit 25/22 H AWS A5.9:ER310 (mod.)
EN ISO 14343A: W 25 22 2 N L
GMAW Thermanit 25/22 H AWS A5.9:ER310 (mod.)
EN ISO 14343A: G 25 22 2 N L
Dup
lex
Stai
nles
s St
eel
Lean Duplex S32101/LDX 2101TM
1.4162 SMAW Avesta LDX 2101-3D
EN ISO 3581A: E 23 7 N L R
Avesta LDX 2101-4D
EN ISO 3581A: E 23 7 N L R
SAW Wire Avesta LDX 2101
EN ISO 14343A: S 23 7 N L
SAW Flux Avesta Flux 805
EN ISO 14174: SA AF 2 Cr DC
GTAW Avesta LDX 2101
EN ISO 14343A: W 23 7 N L
GMAW Avesta LDX 2101
EN ISO 14343A: G 23 7 N L
FCAW Avesta FCW-2D LDX 2101
EN ISO 17633A:T 23 7 N L R M(C) 3

37
Produktübersicht 5/10Legierungsgruppe
Grundstoff Beispiele Schweißprozess
Produktname Klassifizierung AWS/ENASTMUNS EN
Dup
lex
Stai
nles
s St
eel
Avesta FCW LDX 2101-PW
EN ISO 17633A:T 23 7 N L P M(C) 1
S32304/2304 1.4362 SMAW Avesta 2304-3D
EN ISO 3581A: E 23 7 N L R
Avesta 2304-4D
EN ISO 3581A: E 23 7 N L R
SAW Wire Avesta 2304
EN ISO 14343A: S 23 7 N L
SAW Flux Avesta Flux 805
EN ISO 14174: SA AF 2 Cr DC
GTAW Avesta 2304
EN ISO 14343A: W 23 7 N L
GMAW Avesta 2304
EN ISO 14343A: G 23 7 N L
FCAW Avesta FCW-2D 2304
EN ISO 17633A:T 23 7 N L R M(C) 3
Avesta FCW 2304-PW
EN ISO 17633A:T 23 7 N L R M(C) 1
Dup
lex
Stai
nles
s St
eel
Duplex S32205/2205 1.4462 SMAW Avesta 2205-3D AWS A5.4:E220917
EN ISO 3581A:E 22 9 3 N L R
Avesta 2205-4D AWS A5.4:E220917
EN ISO 3581A:E 22 9 3 N L R
BÖHLER FOX CN 22/9 N-B
AWS A5.4:E220915
EN ISO 3581A:E 22 9 3 N L B 2 2
SAW Wire Avesta 2205 AWS A5.9:ER2209
EN ISO 14343A:S 22 9 3 N L
SAW Flux Avesta Flux 805
EN ISO 14174: SA AF 2 Cr DC
GTAW Avesta 2205 AWS A5.9:ER2209
EN ISO 14343A:W 22 9 3 N L
GMAW Avesta 2205 AWS A5.9:ER2209
EN ISO 14343A:G 22 9 3 N L
FCAW Avesta FCW-2D 2205 AWS A5.22:E2209T04/1
EN 17633A:T 22 9 3 N L R M(C) 3
Avesta FCW 2205-PW AWS A5.22:E2209T14/1
EN 17633A:T 22 9 3 N L P M(C) 1
SuperDuplex
S32750/2507 1.4410 SMAW Avesta 2507/P100 rutile
AWS A5.4:E259417
S32760/2507 CuW 1.4501 EN ISO 3581A:E 25 9 4 N L R
Avesta 2507/P100-3D AWS A5.4:E259417
EN ISO 3581A:E 25 9 4 N L R
Thermanit 25/09 CuT AWS A5.4:E259515
EN ISO 3581A:E 25 9 4 N L B 2 2
SAW Wire Avesta 2507/P100 AWS A5.9:ER2594
EN ISO 14343A:S 25 9 4 N L
SAW Flux Avesta Flux 805
EN ISO 14174: SA AF 2 Cr DC
SAW Wire Thermanit 25/09 CuT AWS A5.9:ER2594
EN ISO 14343A:S 25 9 4 N L
SAW Flux Marathon 431
EN ISO 14174: SA FB 2 DC
GTAW Avesta 2507/P100 AWS A5.9:ER2594
EN ISO 14343A:W 25 9 4 N L
Thermanit 25/09 CuT AWS A5.9:ER2594
EN ISO 14343A:W 25 9 4 N L

38
Produktübersicht 6/10Legierungsgruppe
Grundstoff Beispiele Schweißprozess
Produktname Klassifizierung AWS/ENASTMUNS EN
GMAW Avesta 2507/P100 AWS A5.9:ER2594
EN ISO 14343A:G 25 9 4 N L
Thermanit 25/09 CuT AWS A5.9:ER2594
EN ISO 14343A:G 25 9 4 N L
FCAW Avesta FCW 2507/P100-PW
AWS A5.22:E2594T14/1
EN 17633A:T 25 9 4 N L P M(C) 2
Wea
r Res
ista
nt S
tain
less
Ste
el
248SV 1.4418 SMAW Avesta 248 SV rutile
Avesta 248 SV
SAW Wire Avesta 248SV
EN ISO 14343A: S 16 5 1
SAW Flux Avesta Flux 801
EN ISO 14174: SA CS 2 Cr DC
GTAW Avesta 248 SV
EN ISO 14343A: G 16 5 1
GMAW Avesta 248 SV
EN ISO 14343A: G 16 5 1
410 NiMo 1.4313 SMAW BÖHLER FOX CN 13/4 AWS A5.11:E410NiMo15
1.4407 EN ISO 3581A: E 13 4 B 6 2
1.4414 SAW Wire BÖHLER CN 13/4-UP AWS A5.9:ER410NiMo (mod.)
EN ISO 14343A: S 13 4
SAW Flux BÖHLER BB 203
EN ISO 14174: SA FB 2 DC
GTAW BÖHLER CN 13/4-IG AWS A5.9:ER410NiMo (mod.)
EN ISO 14343A: W 13 4
GMAW BÖHLER CN 13/4-IG AWS A5.9:ER410NiMo (mod.)
EN ISO 14343A: G 13 4
Dis
sim
ilar W
elds
and
/or B
uffe
r Lay
ers
SMAW BÖHLER FOX CN 23/12-A
AWS A5.4:E309L17
30
9L
gra
de
EN ISO 3581A: E 23 12 L R 3 2
SAW Wire Avesta 309L AWS A5.9 ER309L
EN ISO 14343 S 23 12 L
SAW Flux Avesta Flux 805
EN ISO 14174: SA AF 2 Cr DC
Avesta Flux 801
EN ISO 14174: SA CS 2 Cr DC
GTAW BÖHLER CN 23/12-IG AWS A5.9:ER309L
EN ISO 14343A: W 23 12 L
GMAW BÖHLER CN 23/12-IG AWS A5.9:ER309L
EN ISO 14343A: G 23 12 L
BÖHLER CN 23/12-MC AWS A5.9:EC309L
EN ISO 17633A: T 23 12 L MM1
FCAW BÖHLER CN 23/12-FD AWS A5.22:E309LT04/1
EN ISO 17633A: T 23 12 L R M (C) 3
BÖHLER CN 23/12 PW-FD
AWS A5.22:E309LT14/1
EN ISO 17633A: T 23 12 L P M(C) 1
SMAW Avesta P5-3D AWS A5.4:E309LMo17
30
9LM
o g
rad
e
EN ISO 3581A: E 23 12 2 L R
SAW Wire Avesta P5 AWS A5.9:ER309LMo (mod.)
EN ISO 14343A: S 23 12 2 L
SAW Flux Avesta Flux 805
EN ISO 14174: SA AF 2 Cr DC
GTAW Avesta P5 AWS A5.9:ER309LMo (mod.)
EN ISO 14343A: W 23 12 2 L
GMAW Avesta P5 AWS A5.9:ER309LMo (mod.)
EN ISO 14343A: G 23 12 2 L

39
Produktübersicht 7/10Legierungsgruppe
Grundstoff Beispiele Schweißprozess
Produktname Klassifizierung AWS/ENASTMUNS EN
Dif
ficu
lt t
o be
wel
ded
Stee
ls
FCAW Avesta FCW-2D P5 AWS A5.22:E309LMoT04/1
EN ISO 17633A: T 23 12 2 L R M (C) 3
Avesta FCW P5-PW AWS A5.22:E309LMo T14/1
EN ISO 17633A: T 23 12 2 L P M(C) 1
SMAW BÖHLER FOX A 7 CN AWS A5.4:E30715 (mod.)
307
mo
d. g
rad
e
EN ISO 3581A: E 18 8 Mn B 2 2
BÖHLER FOX A 7-A AWS A5.4:E30716 (mod.)
EN ISO 3581A: E Z18 9 MnMo R 3 2
SAW Wire Thermanit X AWS A5.9:ER307 (mod.)
EN ISO 14343A: S 18 8 Mn
SAW Flux Marathon 431
EN ISO 14174: SA FB 2 DC
GTAW BÖHLER A 7 CN-IG AWS A5.9:ER307 (mod.)
EN ISO 14343A: W 18 8 Mn
GMAW BÖHLER A 7 CN-IG AWS A5.9:ER307mod
EN ISO 14343A: G 18 8 Mn
BÖHLER A 7-MC AWS A5.9:EC307 (mod.)
EN ISO 17633A: T 18 8 Mn MM1
FCAW BÖHLER A7 FD AWS A5.22:E307T0G
EN ISO 17633A: T 18 8 Mn R M(C) 3
BÖHLER A7 PW-FD (LMN)
AWS A5.22:E307T1G
EN ISO 17633A: T 18 8 Mn P M(C) 2
SMAW Avesta P7 AC/DC AWS A5.4:E31217 (mod.)
312
gra
de
EN ISO 3581A: E 29 9 R
SAW Wire Avesta P7
EN ISO 14343A: S 29 9
SAW Flux Avesta Flux 805
EN ISO 14174: SA AF 2 Cr DC
GTAW Avesta P7 AWS A5.9:ER312
EN ISO 14343A: W 29 9
GMAW Avesta P7 AWS A5.9:ER312
EN ISO 14343A: G 29 9
Nic
kel -
Bas
e fo
r Wet
Cor
rosi
on
Ni alloys N02200/200 2.4066 SMAW UTP 80 Ni AWS A5.11:ENi1
N02201/201 2.4068 EN ISO 14172 : E Ni 2061 (NiTi3)
GTAW UTP A 80 Ni AWS A5.14:ERNi1
EN ISO 18274 : S Ni 2061 (NiTi3)
GMAW UTP A 80 Ni AWS A5.14:ERNi1
EN ISO 18274 : S Ni 2061 (NiTi3)
NiCrFe alloys N06600/600 2.4816 SMAW Thermanit Nicro 82 AWS A5.11 : E NiCrFe3 (mod.)
N06600/600L 2.4817 EN ISO 14172 : E Ni 6082 (NiCr20Mn3Nb)
SAW Wire Thermanit Nicro 82 AWS A5.14:ERNiCr3
EN ISO 18274 : S Ni 6082 (NiCr20Mn3Nb)
SAW Flux Marathon 444
EN 760: SA FB 2 AC
GTAW Thermanit Nicro 82 AWS A5.14 : ER NiCr3
EN ISO 18274 : S Ni 6082 (NiCr20Mn3Nb)
GMAW Thermanit Nicro 82 AWS A5.14 : ER NiCr3
EN ISO 18274 : S Ni 6082 (NiCr20Mn3Nb)
FCAW BÖHLER NIBAS 70/20-FD
AWS A5.14:ENiCr3T04
EN ISO 14172: Typ Ni 6082 (NiCr20Mn3Nb)
N06690/690 2.4642 SMAW Thermanit 690 AWS A5.14:ERNiCrFe7
EN ISO 14172 : E Ni 6025 (NiCr30Fe9)
GTAW Thermanit 690 AWS A5.14:ERNiCrFe7
EN ISO 18274 :S Ni 6025 (NiCr30Fe9)

40
Produktübersicht 8/10Legierungsgruppe
Grundstoff Beispiele Schweißprozess
Produktname Klassifizierung AWS/ENASTMUNS EN
Nic
kel -
Bas
e fo
r Wet
Cor
rosi
on
GMAW Thermanit 690 AWS A5.14:ERNiCrFe7
EN ISO 18274 :S Ni 6025 (NiCr30Fe9)
NiFeCrMoCu alloys
N08020 / 20 2.4660 SMAW Thermanit 625 AWS A5.11 : E NiCrMo3
Fille
r M
eta
l allo
y 62
5 M
atc
hin
g G
rad
e
N08825/825 2.4858 EN ISO 14172 : E Ni 6625 (NiCr22Mo9Nb)
N06985/G3 2.4619 SAW Wire Thermanit 625 AWS A5.14:ERNiCrMo3
EN ISO 18274 : S Ni 6625(NiCr22Mo9Nb)
SAW Flux Marathon 444
EN 760: SA FB 2 AC
GTAW Thermanit 625 AWS A5.14 : ER NiCrMo3
EN ISO 18274 : S Ni 6625(NiCr22Mo9Nb)
GMAW Thermanit 625 AWS A5.14:ERNiCrMo3
EN ISO 18274 : S Ni 6625(NiCr22Mo9Nb)
FCAW BÖHLER NIBAS 625 PW-FD
AWS A5.34:ENiCrMo3T14
EN ISO 14172: Typ Ni 6625 (NiCr22Mo9Nb)
NiCrMo (Fe) alloys
N06625 / 625 2.4856 SMAW Thermanit 625 AWS A5.11 : E NiCrMo3
Als
o f
or
Hig
h Te
mp
era
ture
a
pp
lica
tio
ns
EN ISO 14172 : E Ni 6625 (NiCr22Mo9Nb)
SAW Wire Thermanit 625 AWS A5.14:ERNiCrMo3
EN ISO 18274 : S Ni 6625(NiCr22Mo9Nb)
SAW Flux Marathon 444
EN 760: SA FB 2 AC
GTAW Thermanit 625 AWS A5.14 : ER NiCrMo3
EN ISO 18274 : S Ni 6625(NiCr22Mo9Nb)
GMAW Thermanit 625 AWS A5.14:ERNiCrMo3
EN ISO 18274 : S Ni 6625(NiCr22Mo9Nb)
FCAW BÖHLER NIBAS 625 PW-FD
AWS A5.34:ENiCrMo3T14
EN ISO 14172: Typ Ni 6625 (NiCr22Mo9Nb)
N10276/ C276 2.4819 SMAW UTP 776 Kb AWS A5.11:ENiCrMo4
EN ISO 14172 : E Ni 6276 (NiCr15Mo15Fe6W4)
SAW Wire UTP UP 776 AWS A5.14:ERNiCrMo4
EN ISO 18274 : S Ni 6276 (NiCr15Mo15Fe6W4)
SAW Flux UTP UP FX 776/3
EN 760 : S A FB 2 55 AC H5
GTAW UTP A 776 AWS A5.14:ERNiCrMo4
EN ISO 18274 : S Ni 6276 (NiCr15Mo15Fe6W4)
GMAW UTP A 776 AWS A5.14:ERNiCrMo4
EN ISO 18274 : S Ni 6276 (NiCr15Mo15Fe6W4)
N06022/22 2.4602 SMAW UTP 722 Kb AWS A5.11:ENiCrMo10
EN ISO 14172 : E Ni 6022 (NiCr21Mo13W3)
GTAW UTP A 722 AWS A5.14:ERNiCrMo10
EN ISO 18274 : S Ni 6022 (NiCr21Mo13W3)
GMAW UTP A 722 AWS A5.14:ERNiCrMo10
EN ISO 18274 : S Ni 6022 (NiCr21Mo13W3)
N06059/59 2.4605 SMAW Thermanit NiMo C 24 AWS A5.11:ENiCrMo13
Fille
r M
eta
l allo
y 59
M
atc
hin
g G
rad
e
N06455/C4 2.4610 EN ISO 14172: E Ni 6059 (NiCr23Mo16)
N06200/C2000TM 2.4675 GTAW Thermanit NiMo C 24 AWS A5.14:ERNiCrMo13
EN ISO 18274: S Ni 6059 (NiCr23Mo16)
GMAW Thermanit NiMo C 24 AWS A5.14:ERNiCrMo13
EN ISO 18274: S Ni 6059 (NiCr23Mo16)
NiMo alloys N10665/B2 2.4617 SMAW UTP 703 Kb AWS A5.11:ENiMo7
EN ISO 14172 : ENi 1066 (NiMo28)
GTAW UTP A 703 AWS A5.14:ERNiMo7
EN ISO 18274 : S Ni 1066 (NiMo28)
GMAW UTP A 703 AWS A5.14:ERNiMo7
EN ISO 18274 : S Ni 1066 (NiMo28)

41
Produktübersicht 9/10Legierungsgruppe
Grundstoff Beispiele Schweißprozess
Produktname Klassifizierung AWS/ENASTMUNS ENN10675/B3 2.4600 SMAW UTP 6202 Mo AWS A5.11:ENiMo11
EN ISO 14172 : E Ni 1069 (NiMo28Fe4Cr)
GTAW UTP A 6202 Mo AWS A5.14:ERNiMo11
EN ISO 18274 : S Ni 1069 (NiMo28Fe4Cr)
GMAW UTP A 6202 Mo AWS A5.14:ERNiMo11
EN ISO 18274 : S Ni 1069 (NiMo28Fe4Cr)
Hea
t R
esis
tant
Sta
inle
ss S
teel
310S 1.4845 SMAW BÖHLER FOX FFB-A AWS A5.4:E31016
310 1.4841 EN ISO 3581A: E 25 20 R 3 2
GTAW BÖHLER FFB-IG AWS A5.9:ER310 (mod.)
EN ISO 14343A: W 25 20 Mn
GMAW BÖHLER FFB-IG AWS A5.9:ER310 (mod.)
EN ISO 14343A: G 25 20 Mn
S30415 1.4818 SMAW Avesta 253 MA-3D
S30815 1.4835 EN ISO 3581A: E 21 10 R
S30900/309S 1.4828 SAW Wire Avesta 253 MA
EN ISO 14343A:S 21 10 N
SAW Flux Avesta Flux 801
EN ISO 14174: SA CS 2 Cr DC
GTAW Avesta 253 MA
EN ISO 14343A:W 21 10 N
GMAW Avesta 253 MA
EN ISO 14343A:G 21 10 N
N08810/800 H 1.4876 SMAW UTP 2133 Mn
1.4958 EN ISO 3581A: EZ 21 33 B 4 2
GTAW UTP A 2133 Mn
EN ISO 14343: WZ 21 33 Mn Nb
GMAW UTP A 2133 Mn
EN ISO 14343: GZ 21 33 Mn Nb
N08330/DS 1.4862 SMAW Thermanit 625 AWS A5.11 : E NiCrMo3
S33228/AC66 1.4877 EN ISO 14172 : E Ni 6625 (NiCr22Mo9Nb)
SAW Wire Thermanit 625 AWS A5.14:ERNiCrMo3
EN ISO 18274 : S Ni 6625(NiCr22Mo9Nb)
SAW Flux Marathon 444
EN 760: SA FB 2 AC
GTAW Thermanit 625 AWS A5.14 : ER NiCrMo3
EN ISO 18274 : S Ni 6625(NiCr22Mo9Nb)
GMAW Thermanit 625 AWS A5.14:ERNiCrMo3
EN ISO 18274 : S Ni 6625(NiCr22Mo9Nb)
FCAW BÖHLER NIBAS 625 PW-FD
AWS A5.34:ENiCrMo3T14
EN ISO 14172: Typ Ni 6625 (NiCr22Mo9Nb)
Nic
kel -
Bas
e fo
r Hig
h Te
mpe
ratu
re
N06600/600 H 2.4816 SMAW Thermanit Nicro 82 AWS A5.11 : E NiCrFe3 (mod.)
EN ISO 14172 : E Ni 6082 (NiCr20Mn3Nb)
SAW Wire Thermanit Nicro 82 AWS A5.14:ERNiCr3
EN ISO 18274 : S Ni 6082 (NiCr20Mn3Nb)
SAW Flux Marathon 444
EN 760: SA FB 2 AC
GTAW Thermanit Nicro 82 AWS A5.14 : ER NiCr3
EN ISO 18274 : S Ni 6082 (NiCr20Mn3Nb)
GMAW Thermanit Nicro 82 AWS A5.14 : ER NiCr3
EN ISO 18274 : S Ni 6082 (NiCr20Mn3Nb)
FCAW BÖHLER NIBAS 70/20-FD
AWS A5.14:ENiCr3T04
EN ISO 14172: Typ Ni 6082 (NiCr20Mn3Nb)
N06617/617 24.663 SMAW Thermanit 617 AWS A5.11 : ~ ENiCrCoMo1 (mod.)
EN ISO 14172 : ~ E Ni 6117~ (NiCr22Co12Mo9)

42
Produktübersicht 10/10Legierungsgruppe
Grundstoff Beispiele Schweißprozess
Produktname Klassifizierung AWS/ENASTMUNS EN
GTAW Thermanit 617 AWS A5.14 : ER NiCrCoMo1
EN ISO 18274 : S Ni 6617 (NiCr22Co12Mo9)
GMAW Thermanit 617 AWS A5.14 : ER NiCrCoMo1
EN ISO 18274 : S Ni 6617 (NiCr22Co12Mo9)
N06601/601601H 2.4851 SMAW UTP 6225 Al AWS A 5.11 : E NiCrFe12
2.4633 EN ISO 14172 : E Ni 6025 (NiCr25Fe10AlY)
N06025/602CA GTAW UTP A 6225 Al AWS A 5.14 : ER NiCrFe12
EN ISO 18274 : S Ni 6025 (NiCr25Fe10AlY)
GMAW UTP A 6225 Al AWS A 5.14 : ER NiCrFe12
EN ISO 18274 : S Ni 6025 (NiCr25Fe10AlY)
Cop
per-
Nic
kel /
Nic
kel-
Cop
per a
lloy NiCu alloys N04400/400 2.4360 SMAW UTP 80 M AWS A5.11 : E NiCu7
K500 EN ISO 14172 : E Ni 4060 (NiCu30Mn3Ti)
GTAW UTP A 80 M AWS A5.14 : ER NiCu7
EN ISO 18274 : S Ni 4060 (NiCu30Mn3Ti)
GMAW UTP A 80M AWS A5.14 : ER NiCu7
EN ISO 18274 : S Ni 4060 (NiCu30Mn3Ti)
CuNi alloys C71500/CuNi 7030
2.0872 SMAW UTP 387 AWS A5.6:ECuNi
2.0878 DIN 1733 : ELCuNi30Mn
C70600/CuNi 9010
2.0882 GTAW UTP A 387 AWS A5.7:ERCuNi
EN ISO 24373 : S Cu 7158 (CuNi30Mn1FeTi)
GMAW UTP A 387 AWS A5.7:ERCuNi
EN ISO 24373 : S Cu 7158 (CuNi30Mn1FeTi)
R50400H GTAW BÖHLER ER Ti 2-IG AWS A5.16:ERTi2
ASTM gr.14

JOIN! voestalpine Böhler Welding
Mit über 100 Jahren Erfahrung ist voestalpine Böhler Welding die globale TopAdresse für die täglichen Herausforderungen in den Bereichen Verbindungsschweißen, Reparatur, Hartauftragung und Plattierung sowie für das Hartlöten. Über 40 Niederlassungen in 25 Ländern, 2.200 Mitarbeiter sowie mehr als 1.000 Vertriebspartner auf der ganzen Welt sind Garant für Kundennähe. Mit der individuellen Beratung durch unsere Anwendungstechniker und Schweißfachingenieure gewährleisten wir, dass unsere Kunden auch die anspruchsvollsten schweißtechnischen Herausforderungen meistern. voestalpine Böhler Welding führt drei spezialisierte und fokussierte Produktmarken um die Anforderungen unserer Kunden und Partner stets optimal zu erfüllen.
Lasting Connections – Als Pionier für innovative Schweißzusätze bietet Böhler Welding weltweit ein einzigartiges Produktportfolio für das Verbindungsschweißen. Die über 2.000 Produkte werden kontinuierlich an die aktuellen Industriespezifikationen und Kundenanforderungen angepasst, sind von renommierten Institutionen zertifiziert und somit für die anspruchsvollsten Schweißanwendungen zugelassen. „Lasting Connections“ ist die Markenphilosophie, sowohl beim Schweißen wie auf menschlicher Ebene – als zuverlässiger Partner für den Kunden.
Tailor-Made Protectivity™ – Mit innovativen und maßgeschneiderten Lösungen gewährleistet UTP Maintenance eine optimale Kombination aus Schutz (Protection) und Wirtschaftlichkeit (Productivity). Der Kunde und seine individuellen Anforderungen stehen im Zentrum. Das kommt im zentralen Leistungsversprechen zum Ausdruck: TailorMade Protectivity™.
In-Depth Know-How – Als eine führende Marke von Lötzusätzen bietet Fontargen Brazing bewährte Lösungen, die auf 50 Jahre Industrieerfahrung, erprobte Prozesse und Verfahren aufbauen. Dieses tiefgreifende Wissen (InDepth KnowHow) macht Fontargen Brazing international zum bevorzugten Partner für jede Lötaufgabe.
The Management System of voestalpine Böhler Welding Group GmbH, PeterMuellerStrasse 1414a, 40469 Duesseldorf, Germany has been approved by Lloyd’s Register Quality Assurance to: ISO 9001:2015, ISO 14001:2015, OHSAS 18001:2007, applicable to: Development, Manufacturing and Supply of Welding and Brazing Consumables. More information: www.voestalpine.com/welding

156
/20
18/E
N/G
L
voestalpine Böhler Weldingwww.voestalpine.com/welding