
Shot Peening - de.rosler.com · aus Gummi, Stahl oder Mangan stellt mit Hilfe der aufgebrachten...
13
1 Shot Peening
Transcript of Shot Peening - de.rosler.com · aus Gummi, Stahl oder Mangan stellt mit Hilfe der aufgebrachten...

1
Shot Peening

2 3
Die Rösler-Strahltechnik steht für technologische Führung in der mechanischen Oberflächenbearbeitung. Wir bieten unseren Kunden innovative Produkte und Leistungen, umfassendes verfahrenstechnisches Know-how und die Kompetenz für Systemzusammenhänge. Anwenderbezogene Lösungen sind unsere Stärke, die unseren Kunden ein Höchstmaß an Qualität und Wirtschaftlichkeit sichern und damit entscheidende Wettbewerbsvorteile ermöglichen. Sie erhalten ein umfassendes Maschinenprogramm zu den beiden wichtigsten Bereichen der Oberflächentechnik, dem Gleitschleifen und Strahlen, aus einer Hand. Die Anforderungen stellen Sie, wir ermitteln in unseren Entwicklungs- und Testzentren die wirtschaftlich und technisch sinnvollste Lösung.
Viele innovative Details zeichnen die Rösler-Strahltechnik aus. Konsequent haben wir die Erfahrung aus vielen Jahren erfolgreichen Maschinenbaus in hervorragende Anwendungssysteme umgesetzt. Wie beim Gleitschleifen entwickeln wir in der Strahltechnik kundenspezifische Lösungen, die sich problemlos in automatische Fertigungsabläufe inte-grieren lassen. Unsere Systeme überzeugen durch ihre zukunftsweisende Technik und hohe Wirtschaftlichkeit. Besonders hervorzuheben: Unsere hochleistungsfähige Turbinentechnik, die erhebliche Kapazitätssteigerungen möglich macht.
Als Komplettanbieter von Gleitschlifftechnik und Strahltechnik sind wir international führend in der Herstellung von Anlagen und Verfahrenstechnologie für die rationelle Oberflächenbearbeitung (Entgraten, Entzundern, Polieren, Schleifen ...) von Metallen und anderen Werkstoffen. Zu unseren Kunden gehören Hersteller aus allen Branchen. Sie verlassen sich darauf, dass Rösler für sie die beste verfahrenstechnische Lösung zur Oberflächenbearbeitung findet. Diese Innovationsfähigkeit ist unsere Stärke. Wir beantworten Marktbedürfnisse frühzeitig durch zielgerichtete Bearbeitungslösungen. Wir erforschen systematisch neue Anwendungsgebiete für unsere Technologien und entwickeln innovative verfahrenstechnische Lösungen, die eine hundertprozentig reproduzierbare Oberflächenqualität mit maximaler Wirtschaftlichkeit verbinden.
2
Testzentren weltweit Komplettlösung Teamgeist
DIN EN ISO 9001 und 50001
ZERTIFIKAT
Die Zertifizierungsstelle der TÜV SÜD Management Service GmbH
bescheinigt, dass das Unternehmen
Rösler Oberflächentechnik GmbH
Vorstadt 1, 96190 Untermerzbach, Deutschland Hausen 1, 96231 Bad Staffelstein, Deutschland
für den Geltungsbereich
Untermerzbach: Entwicklung, Herstellung und Vertrieb von Maschinen, Anlagen und Verfahrensmitteln für die Gleitschlifftechnik und Strahltechnik
Bad Staffelstein: Entwicklung und Herstellung von
Verfahrensmitteln für die Gleitschlifftechnik
ein Qualitätsmanagementsystem eingeführt hat und anwendet.
Durch ein Audit, Bericht-Nr. 70010098, wurde der Nachweis erbracht, dass die Forderungen der
ISO 9001:2008 erfüllt sind. Dieses Zertifikat ist gültig vom 2013-12-03 bis 2016-12-02.
Zertifikat-Registrier-Nr. 12 100 10167 TMS
Product Compliance Management
München, 2013-12-02
Testzentren Gleitschleifen und Strahlen am Hauptstandort der Rösler Gruppe in Untermerzbach:
� mehr als 95 Gleitschliff- und Strahlanlagen
� ca. 2.700 m2 Arbeitsfläche Entsprechendes bieten auch unsere Teams in den USA, Groß britannien, Frankreich, den Niederlanden, Belgien, Spanien, Türkei, Rumänien, Italien, Österreich, Schweiz, Russland, Brasilien, Serbien und Indien.
Neben den hohen Anforderungen an Qualität, Durchsatz und Umweltschutz legen unsere Kunden Wert darauf, alle Komponenten aus einer Hand zu erhalten. Deshalb bieten wir nicht nur die Bearbeitungsanlagen, sondern das Rundumpaket mit absoluter Prozesssicherheit durch genau abgestimmte Verfahrensmittel. Unsere weltweiten Serviceteams kümmern sich um die Lieferung und Montage. Kompetente Mitarbeiter schulen unsere Kunden vor Ort. Zudem steht unser After-Sales-Service in allen Fragen zur Verfügung. Ein schneller Ersatzteilservice und erfahrene Verfahrenstechniker sorgen für einen reibungslosen Prozessablauf.
Rösler ist ein lebendiges Unternehmen, in dem Initiative und Engagement jedes einzelnen Mitarbeiters eine zentrale Rolle spielen. Systematische Qualifizierung und ein kooperativer Führungsstil mit schlanken Strukturen sind wesentliche Elemente unserer Mitarbeiter orientierung. Dazu gehört auch, dass wir uns schon heute um die Kompetenz unserer Fachkräfte von morgen bemühen.
Strahlanlagen im perfekten Zusammenspiel

4 5
Wendetischstrahlanlage 6 - 7
Drehtischstrahlanlage 8 - 9
Satellitenstrahlanlage 10 - 11
Wendekammerstrahlanlage 12
Rotationsdurchlaufkugelstrahl-anlage
13
Muldenbandchargenstrahl- anlage
14 - 15
Multi-Tumbler-Strahlanlage 16 - 17
Zusatzkomponenten 18 - 19
Wenn Ihr Mobiltelefon über eine QR-Code-Erkennungssoftware verfügt, können Sie die technischen Daten direkt einsehen, aber auch über data.rosler.com abrufen.
20 - 21Rösler Serviceleistungen im Überblick
22RetroFit
23After-Sales-Service
Anwendungsgebiete / Anwendungsbeispiele Übersicht
Fahrwerksfeder Ventilfeder
Kurbelw
elle
Werkzeug
Bohrerein
satz
Turbinenschaufel
TorsionsprofilLagerkäfig
Zahnrad
Pleuel
Stabilisator Planetenträger

6 7
Die Rösler Wendetischstrahlanlage ist speziell für das Bearbeiten von Getriebebauteilen, wie z.B. Zahnräder, Tellerräder, Kegelräder oder Wellen entwickelt. Die Anlage ist in zwei Segmente aufgeteilt, dem außen liegenden Be-/Entladebereich und dem Strahlbereich. Die Trennung erfolgt durch eine Rotationstüre. Je nach geforderter Durchsatzleistung kann die Anlage mit 2, 4 oder 8 Satelliten gewählt werden. Ebenfalls kann parallel zur Teilezu- und abführung die Strahlbearbeitung erfolgen. Das Einlegen bzw. Herausnehmen der Getriebebauteile erfolgt manuell oder automatisiert. Das Werkstück wird in den Satellit einge-legt, der Haupttisch der Anlage taktet um 180°. Nachdem das Dichtsystem der Rotationstüre geschlossen ist, wird das Bauteil im Strahlbereich durch den Niederhalter geklemmt, im Außenbereich kann be-/entladen werden. Der Strahlvorgang startet. Unter Rotation wird das Bauteil gestrahlt. Je nach Bauteilabmessung können die Strahldüsen durch servomotorische Achsen verfahren und so Bauteilkonturen abfahren oder verschiedene Strahlpunkte anfahren.
Wendetischstrahlanlage RWT
Je nach Vorgabe kann die Anlage mit 8 Strahldüsen (RWT 10) bzw. bis zu 16 Strahldüsen (RWT 13) ausgestattet werden. Für ein unterbrechungsfreies Strahlen ist ein Doppeldruckstrahlsystem vorgesehen. Ebenfalls ist eine Anlagenausführung für einen Dual-Peening-Prozess möglich.
Strahlsystem
Die Strahlkammer ist aus verschleißfestem Manganstahl gefertigt. Für einfache Wartung und komfortable Einstellung der Strahldüsen ist der Arbeitsbereich begehbar ausgeführt. Der Zugang erfolgt durch eine seitliche Türe. Zusätzlich ist die Strahlkammer mit einer schalldämmenden Verschleißauskleidung beschichtet.
Strahlkammer
DrehüberwachungSpeziell bei der Bearbeitung von Getriebebauteilen ist ein hohes Maß an Prozessüberwachung erforderlich. Für ein prozesssicheres Strahlergebnis ist hierfür standardmäßig ein Niederhalter mit integrierter Satellitendrehüberwachung vorgesehen. Die Klemmung erfolgt im Strahlbereich. Der Niederhalter ist am Anlagenäußeren angebracht.

8 9
Drehtischstrahlanlage RDT-S
Die Rösler Drehtischstrahlanlage ist eine Mehrkammernanlage. Die Bereiche sind durch Schottwände voneinander getrennt. In diesen Schottwänden sind zum Dach und zur Seite hin Permanentmagneten verbaut, welche durch anhaftendes Strahlmittel den Spalt zwischen Außenwand und Schottwand schließen und so als Dichtsystem dienen. Bei dieser Anlagentype sind unterschiedliche Satelliten- und Turbinenkonfigurationen möglich.
Für ein hohes Maß an Dichteinheit erfolgt die Abschottung nicht wie üblich über Gummidichtungen oder Labyrinthe, sondern durch ein künstlich erzeugtes Strahlmittelbett. Hierzu sind Permanentmagnete in den Schottwänden eingebaut. Während des Strahl-vorganges baut sich hier eine Strahlmittelbarriere auf. Bei jedem Takt wird dieses abgestreift.
Magnetdichtung
TurbinenanordnungDie Anordnung der Turbinen erfolgt angepasst an den Anwendungsfall. Je nach Bauteilart und Strahlbereich kann die Turbine in Winkel und Position angepasst werden. Weiterhin ist der Turbinenkasten wechselbar ausgeführt, sodass auch spätere Änderungen problemlos möglich sind.
AutomatisierungNeben einem Schrittschaltgetriebemotor für ein exaktes Positionieren wird ebenfalls der Satellit reproduzierbar positioniert. Aufgrund dessen ist eine automatische Be-/Entladung mittels Handlingsystem oder Roboter problemlos möglich.
10 11
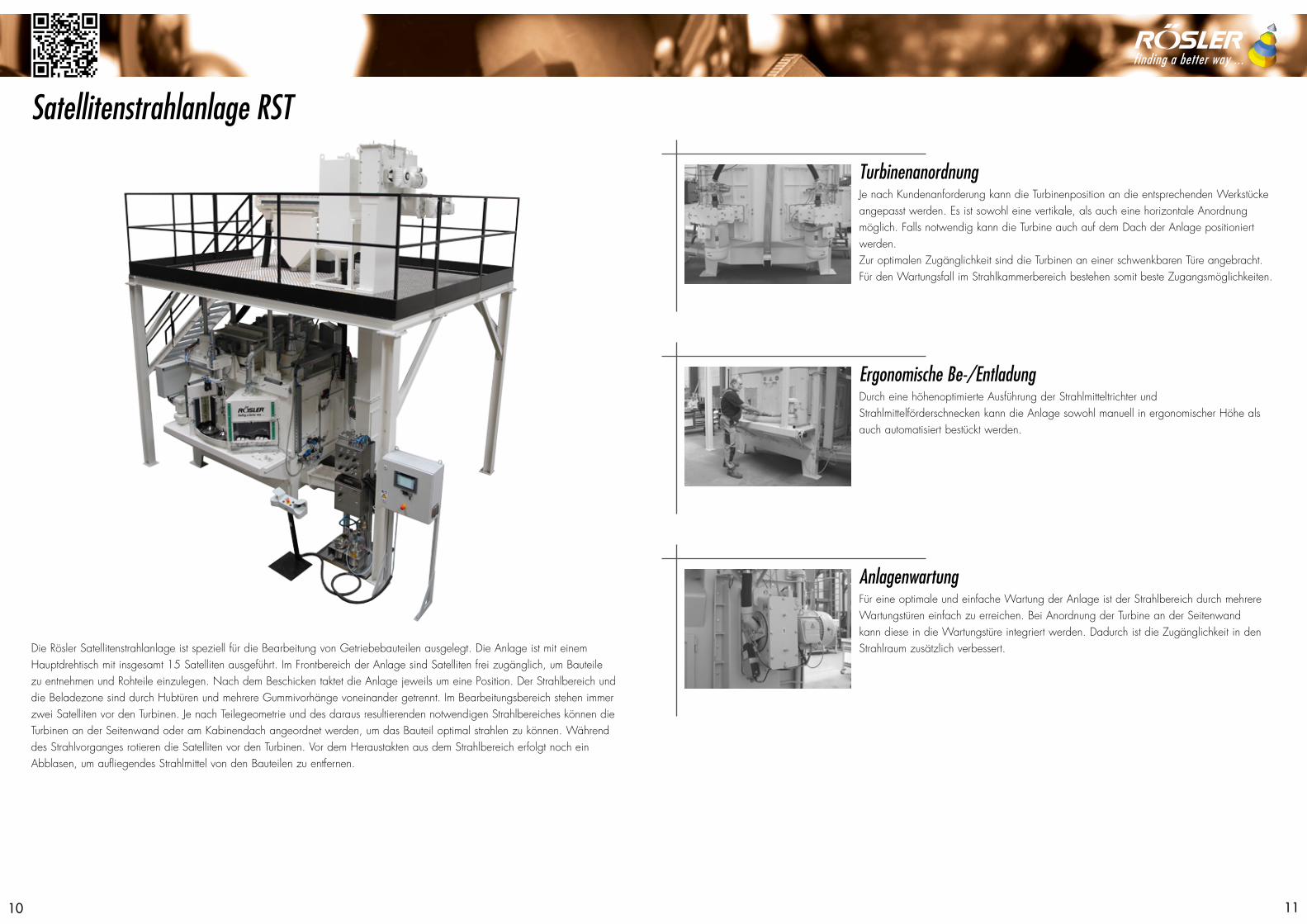
Satellitenstrahlanlage RST
Die Rösler Satellitenstrahlanlage ist speziell für die Bearbeitung von Getriebebauteilen ausgelegt. Die Anlage ist mit einem Hauptdrehtisch mit insgesamt 15 Satelliten ausgeführt. Im Frontbereich der Anlage sind Satelliten frei zugänglich, um Bauteile zu entnehmen und Rohteile einzulegen. Nach dem Beschicken taktet die Anlage jeweils um eine Position. Der Strahlbereich und die Beladezone sind durch Hubtüren und mehrere Gummivorhänge voneinander getrennt. Im Bearbeitungsbereich stehen immer zwei Satelliten vor den Turbinen. Je nach Teilegeometrie und des daraus resultierenden notwendigen Strahlbereiches können die Turbinen an der Seitenwand oder am Kabinendach angeordnet werden, um das Bauteil optimal strahlen zu können. Während des Strahlvorganges rotieren die Satelliten vor den Turbinen. Vor dem Heraustakten aus dem Strahlbereich erfolgt noch ein Abblasen, um aufliegendes Strahlmittel von den Bauteilen zu entfernen.
Je nach Kundenanforderung kann die Turbinenposition an die entsprechenden Werkstücke angepasst werden. Es ist sowohl eine vertikale, als auch eine horizontale Anordnung möglich. Falls notwendig kann die Turbine auch auf dem Dach der Anlage positioniert werden.Zur optimalen Zugänglichkeit sind die Turbinen an einer schwenkbaren Türe angebracht. Für den Wartungsfall im Strahlkammerbereich bestehen somit beste Zugangsmöglichkeiten.
Turbinenanordnung
Für eine optimale und einfache Wartung der Anlage ist der Strahlbereich durch mehrere Wartungstüren einfach zu erreichen. Bei Anordnung der Turbine an der Seitenwand kann diese in die Wartungstüre integriert werden. Dadurch ist die Zugänglichkeit in den Strahlraum zusätzlich verbessert.
Anlagenwartung
Durch eine höhenoptimierte Ausführung der Strahlmitteltrichter und Strahlmittelförderschnecken kann die Anlage sowohl manuell in ergonomischer Höhe als auch automatisiert bestückt werden.
Ergonomische Be-/Entladung

12 13
Die Rösler Wendekammerstrahlanlage ist eine Allround-Anlage, welche für unterschiedlichste Anwendungsfälle eingesetzt wird. Da die Anlage als Zweikammersystem ausgeführt ist, kann gleichzeitig zur Strahlbearbeitung ent- und beladen werden. Für eine prozesssichere Aufnahme der Bauteile ist eine pneumatische bzw. für das Stress Peening von Federn eine hydraulische Klemmeinheit in die Anlage integriert. Je nach Anwendungsfall können die Turbinen an der Rückwand flexibel angeordnet werden.
Wendekammerstrahlanlage RWK
Die Rösler Rotationsdurchlaufkugelstrahlanlage ist speziell für die Bearbeitung von Fahrwerksfedern konzipiert. Die Federn werden an der Beladeseite zwischen zwei durchlaufenden Wellen aufgelegt. Der Abstand der Wellen kann an den Federndurchmesser angepasst werden. An einer umlaufenden Kette sind Mitnahmepins angebracht, welche zwischen den Rollen längs hindurchlaufen. Die Federn liegen zwischen den Pins und werden so durch die Anlage gefördert. Am Kabinendach sind zwei Turbinen angebracht, um die Bauteile zu strahlen. Je nach Stückzahlen ist die Anlage mit einem oder zwei Fördersträngen verfügbar.
Rotationsdurchlaufkugelstrahlanlage RRDK

14 15
Muldenbandchargenstrahlanlage RMBC
Muldenbandchargenstrahlanlagen der RMBC-Baureihe sind für das chargenweise Bearbeiten schlagunempfindlicher Werkstücke prädestiniert. Optimale Strahlergebnisse werden sowohl bei kleinen, empfindlichen Kunststoffteilen als auch bei großen, massiven Teilen erzielt. Während des Strahlprozesses bewegen sich die Werkstücke permanent und werden allseitig effektiv gestrahlt. Der Kontakt zwischen den Bauteilen beschleunigt Entgratprozesse oder das Ausschlagen von Sandkernen aus Gussteilen zusätzlich. Bis zu drei Hochleistungs-Turbinen sorgen für ein gleichmäßiges Strahlergebnis in kürzester Zeit. Das perforierte Muldenband aus Gummi, Stahl oder Mangan stellt mit Hilfe der aufgebrachten Mischerstäbe die perfekte, den Werkstücken angepasste Umwälzung sicher, deren Intensität regulierbar ist. Shot Peening, Entgraten oder Entzundern von wärmebehandelten Bau- oder Schmiedeteilen ist für Maschinen der RMBC-Baureihe keine Herausforderung. Rösler Muldenbandchargenstrahlanlagen stehen in fünf verschiedenen Baureihen zur Verfügung. Angepasst an die Strahlaufgabe sind sie mit Hochleistungs-Turbinen oder mit Drucklufttechnologie ausgestattet. Somit haben wir für alle marktüblichen Strahlmittel die passende Lösung.
Strahlkammer � Innenauskleidung in Manganstahl � Gegen Verschleiß abgedeckte Mittelscheiben � Endschaltergesicherte, manuell bedienbare Kabinentür � Keine freiliegenden Schraubverbindungen im Strahlraum
Kaskadenwindsichtung � Große Sichterbreite mit Strahlmittelfluss-Regulierungsklappe � Lange Kaskaden- und Fallstrecken (bessere Strahlmittelreinigung) � Gesonderte Luftregulierungsklappe � Leicht zu reinigende Sicherheitssieblade � Groß dimensionierter Strahlmittelvorratsbehälter mit Füllstandsensor
Automatische Beschickung und EntleerungSteigerung der Effizienz, Verringerung von unproduktiven Nebenzeiten und des Mitarbeitereinsatzes erzielen wir durch individuell abgestimmte Be- und Entladekonzepte. Die einfache Integration in bestehende Fertigungslinien und vollautomatische Systemlösungen zählt zu den Stärken unserer Muldenbandchargenstrahlanlagen. Dabei ermöglicht unser breites Anlagenspektrum unterschiedlichste, kundenindividuelle Anpassungen. Geht es beispielsweise um das schonende Beladen empfindlicher oder massiver, schwerer Werkstücke, liegt der Fokus auf der Verringerung von Fallhöhen. Für kilogrammgenaues, automatisches Beschicken der Anlage haben wir spezielle Wiegezellen und Pufferrinnen entwickelt.

16 17
Multi-Tumbler-Strahlanlage RMT
Es ist die Geometrie der Strahltrommel, die der RMT-Serie ihren unverwechselbaren Charakter verleiht. Die Innenwand weist speziell geformte Rippen auf, während der Boden als dreiseitige Pyramide gestaltet ist. Aus dieser einzigartigen Kombination resultiert der innovative “Multi-Tumble”-Effekt: Rotiert die Trommel, bewirken die inneren Rippen eine seitliche Vermischung der Teile. Gleichzeitig begünstigt die Pyramide den Austausch zwischen oberer und unterer Werkstücklage. Durch diese Mehrfachrotation werden alle Oberflächenbereiche gleichmäßig und zuverlässig vom Strahlmittel erfasst.
Drehtrommel im Spezialdesign
Sonderlochung/ KleinteilbearbeitungAbhängig vom Werkstückportfolio und dem eingesetzten Strahlmittel empfehlen sich Siebeinlagen mit spezieller Sonderlochung. Werkstückverklemmungen gehören damit der Vergangenheit an und es kann zu 100% chargenrein gearbeitet werden. Auch die Kleinstteilbearbeitung meistert der RMT mit Leichtigkeit.
Be- und Entladen genial einfachUm den Multi-Tumbler optimal auf Ihren Fertigungsprozess abzustimmen, bietet Rösler eigens entwickelte Hub-Kippsysteme, verfahrbare Pufferrinnen, Wiegezellen und diverse Fördersysteme. Die Beschickungs- und Entladekomponenten sind an das konkurrenzlose Design der RMT-Serie angepasst. Je nach Anforderung können bis zu 4.000 kg pro Charge sicher gehoben und entleert werden. Auf Wunsch lassen sich die Beschickungseinrichtungen an die Maße kundenspezifischer Behälter anpassen.
Multi-Tumbler-Strahlanlagen sind bezüglich Prozesssicherheit in der Chargenbearbeitung unübertroffen. Rösler hat bei der Entwicklung viele Kundenwünsche und Anregungen einfließen lassen. Beim Entzundern, Aufrauen, Reinigen oder Shotpeenen von trommelfähigen Werkstücken überzeugt der Multi-Tumbler mit beispielhafter Leistungsstärke. Die neuartige und optimierte Trommelgeometrie verhindert das Verklemmen und die daraus resultierende Beschädigung von Bauteilen. Dies ermöglicht, dass auch kleinste und geometrisch kritische Teile optimal und prozesssicher bearbeitet werden können. Das Werkstückspektrum reicht von wenigen Millimeter großen Teilen bis zu Werkstücken mit einer Diagonale von 600 mm. Das maximale Einzelteilgewicht liegt bei 100 kg. Das umfangreiche Anlagenprogramm mit Chargenvolumen von 80 bis 1.200 Litern sorgt dafür, dass für jede Anwendung der richtige Multi-Tumbler zur Verfügung steht. Einheitliche Oberflächenqualitäten und kurze Zykluszeiten, das sind die Eigenschaften auf die Sie beim Multi-Tumbler vertrauen können.

18 19
SiebeinheitUm eine Reproduzierbarkeit des Prozesses sicherzustellen, kann es notwendig sein, das Strahlmittel zu sieben, um so eine gleichmäßige Korngrößenverteilung zu gewährleisten. Weiterhin ist dies oftmals in Shot Peening Normen gefordert. Beim Druckluftstrahlen kann je nach Vorgabe die gesamte Strahlmittelmenge über das Sieb klassifiziert werden oder bei geringeren Anforderungen auch nur eine Teilmenge im Bypass. Beim Turbinenstrahlen kann aufgrund der Strahlmittelmengen im Kreislauf nur eine Teilmenge im Bypass gesiebt werden.
Speziell bei der Verwendung von Steel Shot ist es wichtig, neben der Korngröße auch die Kornform zu überwachen. Aufgrund der höheren Bruchrate des Strahlmittels kann hier ein Spiralsortierer zum Einsatz kommen. Das Strahlmittel wird von oben auf den Spiralsortierer eingegeben und rollt über die Spiralen nach unten. Je runder das Korn umso höher ist die Beschleunigung. Während rundes Korn durch die Zentrifugalkraft aus der Windung geschleudert wird, bleibt gebrochenes, unrundes Korn innen und wird so automatisch aussortiert. Aufgrund begrenzter Durchsatzmengen dieser Einheit erfolgt die Sortierung in der Regel im Bypass.
Spiralsortierer
StrahlschlauchüberwachungDurch auftretenden Verschleiß, vor allem am Strahlschlauch, kann das Bearbeitungsergebnis stark beeinflusst werden. Um den Überwachungsaufwand zu reduzieren, wird die Strahlschlauchüberwachung eingesetzt. Hierzu wird der Strahlschlauch außerhalb des Strahlbereiches mit einem zweiten Hüllschlauch und einem Druckwächter versehen. Bei Leckage wird automatisch ein Alarm ausgelöst und der Prozess wird gestoppt.
VisualisierungNeben der „Hardware“ ist eine übersichtliche und bedienerfreundliche Visualisierung am Bedienpanel sehr wichtig. Für eine komfortable Bedienung und eine schnelle Übersicht ist bei den Shot Peening-Anlagen eine erweiterte Visualisierung mit zusätzlichen Übersichtsseiten möglich. Ebenfalls kann je nach Komplexität der Anlage zusätzlich ein mobiles Bedienpanel eingesetzt werden.
Zusatzkomponenten
Sowohl bei der Dosierung der exakten Strahlmittelmenge im Zufluss der Turbinen als auch bei der Nachdosierung bieten MagnaValves eine maximale Prozesssicherheit und -genauigkeit. Das System basiert auf einem Permanentmagneten und einem Elektromagneten zur exakten Dosierung der Strahlmittelmengen. Während des Anlagenbetriebs wird das Magnetfeld neutralisiert und das Strahlmittel kann durch das Ventil fließen. Durch den Verzicht auf bewegliche Teile ist das System äußerst wartungs- und verschleißarm. Bei durchsatzgeregelten Modellen mit Sensorspule ist darüber hinaus eine Durchsatzmessung möglich.
MagnaValves – Strahlmitteldosierung durch den Aufbau eineselektromagnetischen Feldes
DrehüberwachungFür ein reproduzierbares Ergebnis ist eine ausgeprägte Überwachung notwendig. Oftmals erfolgt die Bearbeitung der Bauteile unter Rotation. Wo möglich, erfolgt eine Abfrage der Rotation nicht am Drehantrieb sondern z.B. an zusätzlichen Drehüberwachungen.
20 21
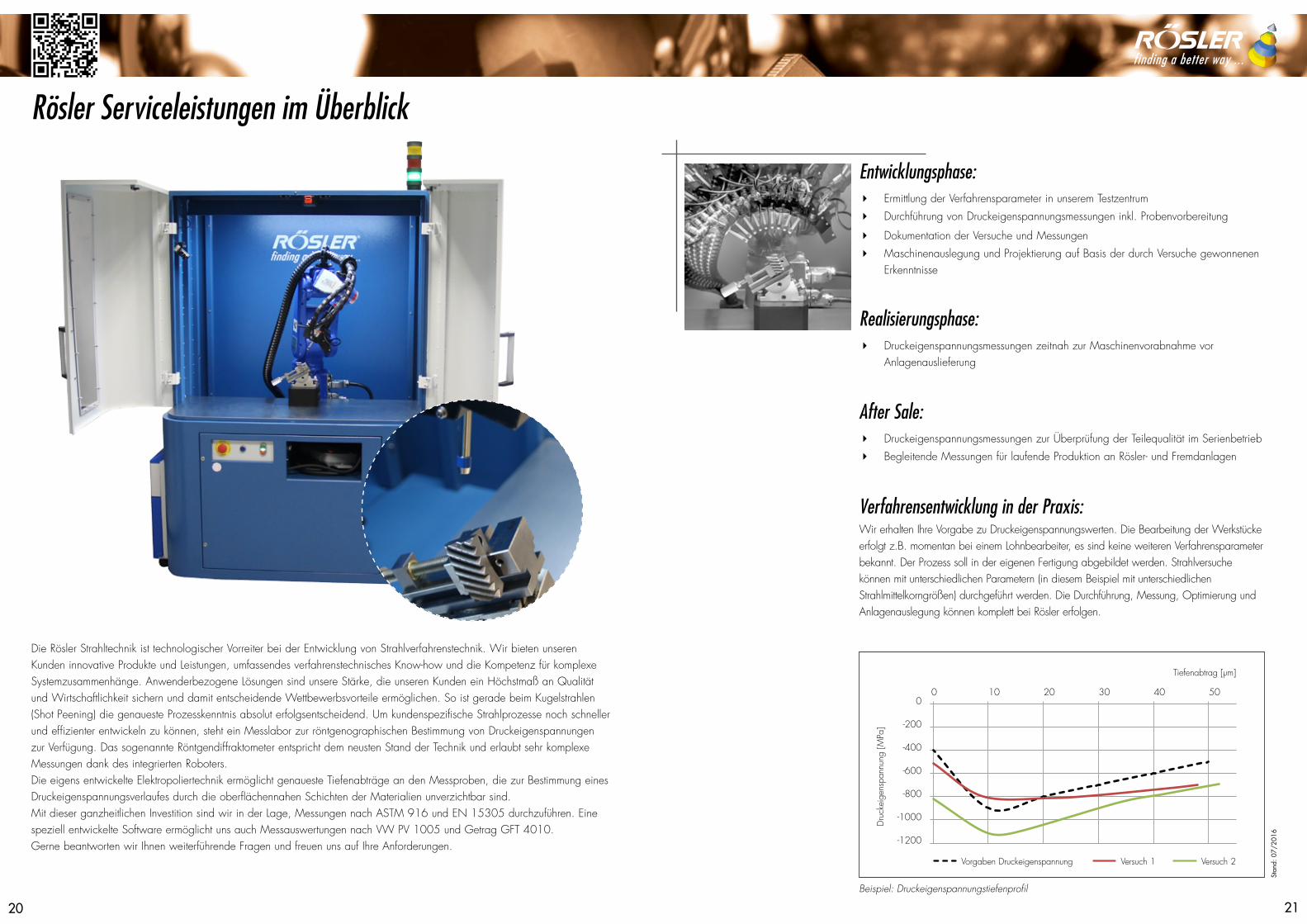
Die Rösler Strahltechnik ist technologischer Vorreiter bei der Entwicklung von Strahlverfahrenstechnik. Wir bieten unseren Kunden innovative Produkte und Leistungen, umfassendes verfahrenstechnisches Know-how und die Kompetenz für komplexe Systemzusammenhänge. Anwenderbezogene Lösungen sind unsere Stärke, die unseren Kunden ein Höchstmaß an Qualität und Wirtschaftlichkeit sichern und damit entscheidende Wettbewerbsvorteile ermöglichen. So ist gerade beim Kugelstrahlen (Shot Peening) die genaueste Prozesskenntnis absolut erfolgsentscheidend. Um kundenspezifische Strahlprozesse noch schneller und effizienter entwickeln zu können, steht ein Messlabor zur röntgenographischen Bestimmung von Druckeigenspannungen zur Verfügung. Das sogenannte Röntgendiffraktometer entspricht dem neusten Stand der Technik und erlaubt sehr komplexe Messungen dank des integrierten Roboters.Die eigens entwickelte Elektropoliertechnik ermöglicht genaueste Tiefenabträge an den Messproben, die zur Bestimmung eines Druckeigenspannungsverlaufes durch die oberflächennahen Schichten der Materialien unverzichtbar sind. Mit dieser ganzheitlichen Investition sind wir in der Lage, Messungen nach ASTM 916 und EN 15305 durchzuführen. Eine speziell entwickelte Software ermöglicht uns auch Messauswertungen nach VW PV 1005 und Getrag GFT 4010. Gerne beantworten wir Ihnen weiterführende Fragen und freuen uns auf Ihre Anforderungen.
Rösler Serviceleistungen im Überblick
Wir erhalten Ihre Vorgabe zu Druckeigenspannungswerten. Die Bearbeitung der Werkstücke erfolgt z.B. momentan bei einem Lohnbearbeiter, es sind keine weiteren Verfahrensparameter bekannt. Der Prozess soll in der eigenen Fertigung abgebildet werden. Strahlversuche können mit unterschiedlichen Parametern (in diesem Beispiel mit unterschiedlichen Strahlmittelkorngrößen) durchgeführt werden. Die Durchführung, Messung, Optimierung und Anlagenauslegung können komplett bei Rösler erfolgen.
Entwicklungsphase:
Realisierungsphase:
After Sale:
Verfahrensentwicklung in der Praxis:
� Ermittlung der Verfahrensparameter in unserem Testzentrum
� Durchführung von Druckeigenspannungsmessungen inkl. Probenvorbereitung
� Dokumentation der Versuche und Messungen
� Maschinenauslegung und Projektierung auf Basis der durch Versuche gewonnenen Erkenntnisse
� Druckeigenspannungsmessungen zeitnah zur Maschinenvorabnahme vor Anlagenauslieferung
� Druckeigenspannungsmessungen zur Überprüfung der Teilequalität im Serienbetrieb
� Begleitende Messungen für laufende Produktion an Rösler- und Fremdanlagen
Stan
d: 0
7/20
16
Tiefenabtrag [µm]
Dru
ckei
gens
pann
ung
[MPa
]
Vorgaben Druckeigenspannung Versuch 1
0 10 20 30 40 500
-200
-400
-600
-800
-1000
-1200
Beispiel: Druckeigenspannungstiefenprofil
Versuch 2

22 23
RetroFit - Modernisierung von Strahlanlagen
Produktivität, Effizienz und Effektivität – allgegenwärtige Themen im Bereich der Oberflächenbearbeitung. Um die Wettbewerbsfähigkeit zu sichern und weiter auszubauen, sind für bestehende, in die Jahre gekommene Strahlanlagen Upgrades auf den aktuellen Stand der Technik essentiell. Unsere Marke „TuneUp“ widmet sich gezielt der Modernisierung von Strahlanlagen aller Hersteller. Als Marktführer bieten wir dabei ein breites Portfolio an Strahlturbinen sowie Systemlösungen für jeden Anwendungsfall. Dies ermöglicht Ihnen einerseits, durch den Einsatz wartungsarmer und energieeffizienter Komponenten Einsparpotenziale auszuschöpfen. Andererseits lassen sich Ihre vorhan- denen Strahlanlagen kosteneffizient an veränderte Anforderungen, beispielsweise bei Strahlergebnis oder Durchsatz, anpassen.
Das patentierte, innovative MAX-IMP-System ist ein verblüffend einfach zu handhabender Messsensor, um ein optimales Strahlbild sowie einen effektiven Strahlprozess zu gewährleisten. Direkt vor die Turbine montiert, wird der Sensor während des laufenden Strahlprozesses in den Hot-Spot des Strahlbildes gefahren. Die Strahlbildauswertung erfolgt innerhalb kürzester Zeit über eine Auswertelektronik. Das Ergebnis wird nach nur 3-5 Sekunden angezeigt.
Sie profitieren in der Folge von deutlich geringeren Wartungs-, Ausfall- und Betriebskosten und gewährleisten eine kontinuierliche Qualitätssicherung.
Die technischen Möglichkeiten - MAX-IMPPatent 2533942
Die technischen Möglichkeiten - TurbinenWir verfügen über das Know-how und verschiedenste Lösungsansätze, um Ihre Strahlanla-gen zu optimieren. Dazu zählen die genialen “RUTTEN”- Hochleistungs-Turbinen sowie die “Gamma G” Serie!
Profitieren Sie von den Vorteilen der Modernisierung:
� Reduzierung des Wartungsaufwandes � Reduzierung der Bearbeitungszeit � Senkung des Energieverbrauchs � Senkung des Strahlmittelverbrauchs
After-Sales-Service
Wartungs- und ReparaturserviceOb bei einem Notfall, einer Reparatur oder einer geplanten Wartung – unser kompetentes Service-Team steht Ihnen jederzeit zur Verfügung. Durch kurze Reaktionszeiten und gut ausgerüstete Servicefahrzeuge sind wir in der Lage, Ihre Anlage vor Ort schnell instand zu setzen bzw. zu warten.
Ersatz- und Verschleißteile - auch für FremdanlagenAlle Strahlanlagen unterliegen einem gewissen Verschleiß.Rösler unterhält einen großen Lagerbestand, um eine hohe Verfügbarkeit mit schneller Lieferung zu gewährleisten. Bei Bedarf auch über Nacht.
Rundumbetreuung aus einer Hand – ein Maschinenleben lang!Unabhängig davon, zu welchen Fragen der Oberflächenbehandlung Sie kompetente Unterstützung wünschen, wir sind gerne für Sie da und erfüllen alle Voraussetzungen:
� Durchführung von BUS-Messungen � Unterstützung bei Verfahrens- und Bearbeitungsfragen � Weltweite Testzentren und Labors � Strahlmittelanalyse � 24 Std.-Hotline - Hilfe bei Problemen rund um die Uhr � Ersatz- und Verschleißteile, auch für Fremdanlagen � Individuelle Wartungsvereinbarungen � Schulungen für Bedien- und Wartungspersonal � Modernisieren oder Versetzen von bestehenden Anlagen � Unterstützung bei der Erfüllung Ihrer Betreiberpflichten � Kontrolle und Einmessen von Filteranlagen � Durchführung der Schutzleiterprüfung (gemäß EN 60204-1 / VDE 0113) � Wiederkehrende Prüfung der Arbeitsmittel nach Betr.Sich.V. (ehemalige „UVV-Prüfung“)

24Gleitschlifftechnik · Strahltechnik · Engineering · Umwelttechnik Pu
bl.N
r. D
E 27
2.00
- Te
chni
sche
Änd
erun
gen
vorb
ehal
ten
Deutschland RÖSLER Oberflächentechnik GmbH Werk Memmelsdorf Vorstadt 1 D-96190 Untermerzbach Tel.: +49/9533/924-0 Fax: +49/9533/924-300 [email protected]
RÖSLER Oberflächentechnik GmbH Werk Hausen Hausen 1 D-96231 Bad Staffelstein Tel.: +49/9533/924-0 Fax: +49/9533/924-300 [email protected]
USA RÖSLER Metal Finishing USA, L.L.C. 1551 Denso Road USA-Battle Creek MI 49037 Tel.: +1/269/4413000 Fax: +1/269/4413001 [email protected]
Frankreich RÖSLER France Z.I. de la Fontaine d’Azon CS 50513 – St. Clément F-89105 Sens Cedex Tel.: +33/3/86647979 Fax: +33/3/86655194 [email protected]
Italien RÖSLER Italiana S.r.l. Via Elio Vittorini 10/12 I-20863 Concorezzo (MB) Tel.: +39/039/611521 Fax: +39/039/6115232 [email protected]
Schweiz RÖSLER Schweiz AG Staffelbachstraße 189 Postfach 81 CH-5054 Kirchleerau Tel.: +41/62/7385500 Fax: +41/62/7385580 [email protected]
Großbritannien RÖSLER UK Unity Grove, School Lane Knowsley Business Park GB-Prescot, Merseyside L34 9GT Tel.: +44/151/4820444 Fax: +44/151/4824400 [email protected]
Russland RÖSLER Russland Borovaya Str. 7, bldg. 4, office 107 111020 Moscow Tel. / Fax: +7 / 495 / 247 55 80 [email protected]
Brasilien RÖSLER Otec do Brasil LTDA Estrada dos Galdinos 35 Jd. Barbacena 06700-000 - Cotia São Paulo - Brasil Tel.: +55/11/46123844 Fax: +55/11/46123845 [email protected]
China RÖSLER – BEIJING Office 11N, Tower A, Beijing Fu Hua Mansion No. 8, Chaoyangmen North Avenue Dong Cheng District Beijing 100027 P.R. China Tel.: +86/10/6554 73 86 Tel.: +86/10/6554 73 89 Fax: +86/10/6554 73 87 [email protected]
Indien RÖSLER SurfaceTech Pvt. Ltd. Pune Factory No: A-29, Chakan MIDC-Phase 2 Pune-410501 Tel.: +91/2135/690202 Bangalore Office No: 9, Main Road. RT Nagar Bangalore-560032 Tel.: +91/80 23534445 Fax: +91/80 23339165 [email protected]
Spanien RÖSLER International GmbH & Co. KG Sucursal en España Polg. Ind. Cova Solera C/Roma, 7 E-08191 Rubí (Barcelona) Tel.: +34/93/5885585 Fax: +34/93/5883209 [email protected]
Niederlande RÖSLER Benelux B.V. Reggestraat 18 NL-5347 JG Oss Postbus 829 NL-5340 AV Oss Tel.: +31/412/646600 Fax: +31/412/646046 [email protected]
Belgien RÖSLER Benelux B.V. Avenue de Ramelot 6 Zoning Industriel B-1480 Tubize (Saintes) Tel.: +32/2/3610200 Fax: +32/2/3612831 [email protected]
Österreich RÖSLER Oberflächentechnik GmbH Hetmanekgasse 15 A-1230 Wien Tel.: +43/1/6985180-0 Fax: +43/1/6985182 [email protected]
Rumänien RÖSLER Romania SRL Str. Avram Iancu 39-43 RO-075100 Otopeni/ILFOV Tel.: +40/21/352 4416 Fax: +40/21/352 4935 [email protected]
Serbien Rosler D.o.o Dr Ivana Ribara 32 SRB-11070 Novi Beograd Tel.: +381 11 3184407 [email protected] • und weltweit 156 weitere Repräsentanten








