SSN 1436-2597 i D 47412 - gitverlag.com · C. Sander, Mind Steps Projekt des Monats 12 Glas kleben...
59
SPECIAL SCHÜTTGUT 15. Jahrgang März 2012 3 D 47412 ISSN 1436-2597 CITplus, das Magazin für die Mitglieder von ProcessNet, wird herausgegeben von GDCh, Dechema und VDI-GVC Das Praxismagazin für Verfahrens- und Chemieingenieure www.gitverlag.com 24 Pneumatische Fördersysteme 26 Silos Bestandsmanagement 38 Prozessvisualisierung 42 Produktfokus Druckmesstechnik 48 Produktion &Technik 51 Modulare und skalierbare Apparate 16 Titelstory Dosierlösungen
Transcript of SSN 1436-2597 i D 47412 - gitverlag.com · C. Sander, Mind Steps Projekt des Monats 12 Glas kleben...

Special Schüttgut
15. Jahrgang März 2012
3
D 47
412
iSSN
143
6-25
97
CITplus, das Magazin für die Mitglieder von ProcessNet, wird herausgegeben von GDCh, Dechema und VDI-GVC
Das praxismagazin für Verfahrens- und chemieingenieure
www.gitverlag.com
24Pneumatische Fördersysteme
26Silos Bestandsmanagement
38prozessvisualisierung
42Produktfokus Druckmesstechnik
48Produktion &Technik
51Modulare und skalierbare Apparate
16Titelstory
Dosierlösungen


Treffen Sie uns auf der AchemA! Die AchemA 2012 verspricht mit ihren 4.000 Ausstellern aus über 50 Ländern erfolgreicher denn je zu werden. Als führendes imagebildendes medium prägt chemanager seit 20 Jahren die Geschäfts- und Investitionsentscheidungen in den Fach- und Führungsetagen der chemie- und Pharmaindustrie.
Nutzen Sie Ihre chance und verschaffen Sie Ihren Innovationen Gehör – wir sind für Sie da!
Treffen Sie sich mit uns auf der AchemA und senden Sie uns Ihre Terminvorschläge mit dem Betreff „AchemA Terminanfrage“ per email an: [email protected] oder besuchen Sie uns im Übergang von halle 5.1/6.1 am Stand B2/B6.
Wir sehen uns in Frankfurt! halle 5.1/6.1 – Stand B2/B6
www.chemanageronline.com
ihr TeAm für die AchemA

Auf die Dosis kommt es anFür jede Aufgabe die richtige Do-sierlösung
Bei der Mischerbeschickung im Be-reich Chemie spielt die exakte Do-sierung eine sehr wichtige Rolle. Für die Auswahl des richtigen Systems sind folgende Kriterien entscheidend: Handelt es sich um einen kontinuierli-chen oder einen Batch-Mischprozess, wie hoch sind die geforderten Durch-satzleistungen und Genauigkeiten oder wie hoch sollte der Regelkom-fort sein. Danach richtet es sich, ob ein volumetrisches oder ein Negativ-wiegesystem eingesetzt wird oder ob ein kontinuierlich, gravimetrisches Dosiersystem sinnvoll ist.
AZO GmbH + Co. KG, OsterburkenTel.: +49 6291 [email protected]
ManageMent Personal
Veränderungsdruck 6Herausforderung „Change Management“ in der chemischen IndustrieH. Lindner und S. Triebs, Personalberatung PotenzialHoch2
Sinnvoll, selbständig, meisterhaft 8Schlüsselfaktoren für die MotivationC. Sander, Mind Steps
Projekt des Monats 12Glas kleben – kein Klacks!AiF/Dechema
Termine 10
Personalia 11
Wirtschaft und Produktion 13
Forschung und Entwicklung 15
sPecial schüttguttechnik
Titelstory: Auf die Dosis kommt es an 16Gravimetrisches DosiersystemW. Sonntag, AZO
Schüttgut kennen und beherrschen 20In vielen Fällen ist Massenfluss der Schlüssel für einen erfolgreichen BetriebD. Schulze, GVT/Ostfalia Hochschule für angewandte Wissenschaften
Schüttguterfahrung gefragt 23Pneumatische Fördersysteme – eine Über-sicht bewährter Lösungen auch für schwie-rige Produkte und komplexe AufgabenH. J. Linder, S.S.T. solids
Schnelle Lieferung 26Optimales Bestandsmanagement der SchüttgutsilosS. Zobisch, Endress+Hauser
Schüttgutmessungen im Zementwerk 28Messverfahren verbessern das Handling von Schüttgütern nachhaltigM. Bronner, SWR
Produkte 19, 22, 31von Flexim, Gericke, Lödige, Rauscher, Retsch
MSR • AutoMAtion • it
Gemeinsame Lösungen 32Flexible Systeme für unterschiedliche Anforderungen – in IT und IndustrieB. Hanstein, Rittal
Paralleles Design 35Multiphysikalische Simulation zur Optimierung eines neuartigen PEM Brennstoffzellen-StacksF. A. Daniels , D. Brett, A. Kucernak , C., University College, London/Comsol
Bedienen und Beobachten ist Teamwork 38Prozessvisualisierungssysteme müssen bedarfsgerecht gestaltet werdenA. Grimsehl, Pepperl+Fuchs
Produkte 40, 41Ahborn, Krohne
MSR • AutoMAtion • it
Seite 32titelstory
Seite 16
Inhalt
4 • 3 • 2012

Inhalt
Produktfokus druckMesstechnik
Druckvolle Entwicklungen 42Die erste skalierbare Plattform für Druck-, Durchfluss- und Füllstands-messungen feiert JubiläumEmerson Process Management
Produkte 43, 44von Afriso-Euro-Index, Baumer, Labom, Sonotec und Wika Alexander Wiegand
Produktion & technik
Vierstufige Verdichtung geplant 45Neue Membrankompressoren-Baureihe bewährt sich im FeldtestA. Blumenstein, Seybert & Rahier
Energie-Intelligenz 46Achema-Trend Teil 2: Effiziente Druckluft-Komponenten allein ergeben noch kein optimales GesamtsystemDechema
Rückfluss verwehrt 48Rückschlagventile sorgen für dauerhafte Prozesssicherheit in der Chemikalienaufbe-reitungD. Scherer, Georg Fischer Piping Systems
Smarte Produktion 51Modulare und skalierbare Apparate führen zu eine Erhöhung der WirtschaftlichkeitS. Lier, BASF/Uni Bochum
Anlage samt Emissionen eingespart 54Prozesskonzept einer emissionsfreien SchwefelsäureanlageJ. C. Schöneberger, ThyssenKrupp/Uhde
Produkte 47, 50von Durit, Freudenberg, testo
Vorschau 58
Bezugsquellenverzeichnis ab 60
Index/Impressum 67
Produktion & technik
Seite 45Produktfokus druckMesstechnik
Seite 42
Mehr über unsere Veranstaltungenfinden Sie unter: www.taw.de
Ihr Ansprechpartner: Dr.-Ing. Stefan Mähler
0202 / 7495 - [email protected]
Unsere Weiterbildungszentren finden Sie in:
Wuppertal Altdorf b. Nürnberg BerlinBochum Cottbus Wildau b. Berlin
Technische Akademie Wuppertal e. V.Hubertusallee 18 42117 Wuppertal
Ihr kompetenter Weiterbildungspartner in allen
Bereichen der Chemie- und Verfahrenstechnik
WEITER DURCH BILDUNG
Rohrleitungen in verfahrenstechnischen
Anlagen planen und auslegen14.-15.3.2012 in Wuppertal
Wärmetauscher in verfahrenstechnischen
Anlagen planen und auslegen15.-16.3.2012 in Wuppertal
Pneumatische Förderanlagenfür Dünn- und Dichtstrom
27.-28.3.2012 in Wuppertal
Verschleiß bei der Handhabung von Schüttgut
29.3.2012 in Wuppertal
Feststoffmischer19.4.2012 in Wuppertal
Schmierstoffe in der Lebens-mittel- und Pharmaindustrie
9.5.2012 in Altdorf b. Nürnberg
Verfahrenstechnische Erfah-rungsregeln bei der Auslegung
von Apparaten und Anlagen25.-26.6.2012 in Wuppertal

VeränderungsdruckHerausforderung „Change Management“ in der chemischen Industrie
Veränderungen können auf wirtschaftlich er-folgreiche Unternehmen, die schnell wach-sen und neue Arbeitsplätze schaffen, eben-so zukommen wie auf Betriebe, die vor der Herausforderung stehen, Personal abzubauen. Über die letzten Jahrzehnte hinweg betrach-tet, ist die Frage des Personalabbaus oder die Verlagerung von Standorten prägend für die chemische Industrie gewesen. Zwischen 1991 und 2006 sank die Zahl der Beschäftigten von 716.000 auf 436.000. Auch die in der Bran-che nicht seltene Fusion von Unternehmen bedeutete für viele Betriebe einen enormen Veränderungsdruck, der sich stets direkt auf Unternehmenskultur, Führung und Zusam-menarbeit auswirkt.
Teil oder Opfer der Veränderung?
Diese Veränderungen sind es, die für Füh-rungskräfte und Mitarbeiter bedeuten: Heraus aus dem Bekannten, dem Vertrauten und hi-nein in das Unbekannte! Sie verlangen einen Ausbruch aus der oft lieb gewordenen Rou-tine und erfordern somit Kraft und Anstren-gung. Um diesen Herausforderungen gerecht zu werden, bedarf es eines „Change Manage-ment“, der strukturierten Steuerung von Ver-änderungsprozessen. Aber warum scheitert dieses „Change Management“ oft oder bleibt auf halber Strecke stecken?
Wie Mitarbeiter auf Veränderungsprozes-se reagieren und ob Teams trotz eines hohen Veränderungsdrucks weiterhin erfolgreich
Die Welt um uns herum ändert sich permanent und aus diesen Veränderungen erwachsen neue Produktpräferenzen bei Verbrauchern, ein verändertes Kaufverhalten und damit verbundene Herausforderungen, neuen Kundenwünschen nach-zukommen. Kostendruck, Wettbewerb und – gerade in Branchen wie der chemischen Industrie – technologische Inno-vationen heizen die Geschwindigkeit von Veränderungen zusätzlich an. Dies stellt Unternehmen vor die Notwendigkeit, Veränderungsprozesse effizient zu steuern.
Helmut Lindner, Inhaber von Potenzialhoch 2
Susanne Triebs, Inhaber von Potenzialhoch 2
© A
ndy
Dea
n/fo
tolia
.de
Management: Personal
6 • 3 • 2012

zusammenarbeiten, hängt zwar auch von den jeweiligen Persönlichkeiten ab. Doch der entscheidende Erfolgsbaustein ist stets das Change Management. Fühlen sich Mitarbeiter integriert in einen Veränderungsprozess, ist eine positive Reaktion viel eher zu erwarten. Wer sich jedoch als Opfer der Ereignisse sieht, wird mit Widerstand reagieren. Langfristig bedarf es im Unternehmen einer geschickten Balance aus Veränderung und Stabilisierung. Gelingt diese Balance nicht, können schäd-liche Zustände wie Angst, Misstrauen und Konflikte konserviert werden. Dadurch ent-stehen permanent Reibungsverluste, die Ar-beit wird unproduktiver, der unternehmeri-sche Erfolg nimmt ab.
Der erste Schritt zu einer erfolgreichen Steuerung von Veränderungen ist daher eine sorgfältige Planung: Personalverantwortli-che, deren Unternehmen sich beispielswei-se in einer schnellen Wachstumsphase befin-den oder vor einer Übernahme stehen, wissen, dass massive Veränderungen auf die Beleg-schaft zukommen: Neue Mitarbeiter werden
eingestellt, Teams neu zugeschnitten, ganze Abteilungen verändert. Integrative Maßnah-men müssen hier frühzeitig eingeleitet und offen kommuniziert werden. Denn: Neue Kollegen werden oft mit dem „Fremden“ und
„Aufgezwungenen“ gleichgesetzt: Es kommt zu einem Kulturkonflikt, der Zusammenarbeit und Führungspraxis gleichermaßen betrifft.
Der Blick von außen
In diesen sensiblen Situationen schlägt die Stunde externer Berater: „Change Manage-ment“ ist mittlerweile ein Beratungsfeld, auf das sich zahlreiche Consultants spezialisiert haben – das macht sie zu wichtigen Beglei-tern für Führungskräfte bei der Umsetzung von Veränderungsprozessen. Wichtig ist es dabei, dem Berater zu Beginn einen möglichst umfassenden Einblick in die aktuelle Situa-tion des Unternehmens zu gewähren. Bera-ter im Change Management greifen dabei auf ein umfangreiches Instrumentarium zurück
und arbeiten unter anderem mit qualitativen Interviews, Potenzialanalysen, 360-Grad-Feedbacks oder explorativen Mitarbeiter-Workshops.
Bereits eine erste Ist-Analyse mit dem „Blick von außen“ kann dazu führen, dass sich Perspektiven verändern und günstige Verän-derungen einleiten lassen. Im weiteren Ver-lauf begleitet der Berater seinen Mandanten während des Change-Management-Prozesses nach einem passgenau erstellten Ablauf und führt Maßnahmen wie Führungskräftecoa-chings, Teamworkshops und Konfliktmode-rationen durch.
Je nach Art und Umfang eines Change-Ma-nagement-Prozesses kann die Implementie-rung passender Maßnahmen unterschiedlich lange dauern: Ideal ist es, wenn beide Sei-ten – Führungskräfte und Berater – die ein-zelnen Schritte begleiten und dann entspre-chend evaluieren können. Mit der kritischen Analyse des Ergebnisses kann dann ein Ver-änderungsprozess abgeschlossen oder – falls notwendig – in einer nächsten Phase wei-ter geführt werden. Führungskräfte, die mit
„Change Management“ betraut sind, sollten es mit einkalkulieren, dass ihre Beliebtheit zumindest kurzfristig sinken kann, denn die Zustimmung zu Veränderungen wird in aller Regel nicht von der großen Mehrheit der Mit-arbeiter getragen. Diese Rolle als „Katalysa-tor“ und Verantwortlicher eines Change Ma-nagement-Prozesses bedeutet einen hohen Kraftaufwand. Auch hier kann ein gut ab-gestimmtes Zusammenspiel mit dem Bera-ter dazu beitragen, dass „Gegenwind“ kana-lisiert und Veränderungsprozesse erfolgreich zu Ende gebracht werde können.
Potentialhoch2 Strategische Personalentwicklung, HamburgTel.: +49 40 [email protected]
Kontakt
Abb. 1: Prozessdesign
Management: Personal
3 • 2012 • 7

Sinnvoll, selbständig, meisterhaft Schlüsselfaktoren für die Motivation
Führungskräfte befassen sich z. T. sehr inten-siv mit der Frage der Motivation und unter-nehmen einiges, um eben diese zu fördern. Die einfachsten Versuche sind Appelle wie „Zei-gen Sie doch mal ein wenig mehr Motivation!“ Andere setzen auf Lob und Tadel. Und viele glauben, ihre Mitarbeiter seien mit Geld zu lo-cken: Provisionen, Boni und Incentives. Reicht das nicht aus, dann muss ein Motivationstrai-ner her. Damit machte einst Jürgen Höller in Deutschland Furore und löste eine Welle der Dopaminanschubser aus: Tschacka!
Heraus kam dabei nichts als ein Strohfeu-er. Dabei könnten wir es besser wissen. Schon Ende der fünfziger Jahre veröffentlichte der Psychologe Frederik Herzberg eine Studie, die zeigen konnte, dass all die oben genannten Motivationsversuche allenfalls Demotivation
vermeiden können. Herzberg nannte sie Hygi-enefaktoren. Wer anständig bezahlt wird, Lob empfängt, vielleicht sogar am Erfolg des Unter-nehmens beteiligt wird, der macht seine Arbeit meist ordentlich. Aber wird er dadurch moti-viert? Herzberg verneinte dies.
Hoch motiviert in den Crash?
Nach den turbulenten Ereignissen der Finanz-märkte vor wenigen Jahren, gerieten Mana-gerboni schwer in die Kritik. Sie seien schuld am Überschäumen des Marktes. Die Wirtschaft konterte, dass Boni als Leistungsanreiz uner-lässlich seien. Das klingt zunächst logisch. Ein Hund gehorcht schließlich auch, wenn er ein Leckerli erwarten kann. Und aufgrund der ein-
fachen Logik erklärt sich wohl auch, warum so mancher Spitzenmanager astronomische Er-folgsvergütungen einstreicht.
Seltsam nur, dass es keinen empirisch nachweisbaren Zusammenhang zwischen Unternehmenserfolg und Managerboni gibt. Im Gegenteil: Jim Collins konnte in einer Un-tersuchung in den 1990er Jahren zeigen, dass es eher die Firmen mit mittleren Managerver-gütungen sind, die nachhal-tige High Perfor-mance zeigen.
Appelle, Boni, Incentives, Motivationstrainings – es gibt viele Versuche, die Leistung von Menschen zu verbessern. Schon lange weiß die Psychologie, dass dies alles fragwürdige Methoden der Motivationsförderung sind. Die Erkenntnisse Hirnforschung bestätigen das. Unter welchen Bedingungen han-deln Mitarbeiter motiviert?
Dr. Constantin Sander, Business-Coach, Regensburg
Mehr Informationen zum Thema:
Constantin Sander Change – Bewegung im Kopf
Ihr Gehirn wird so, wie Sie es benutzen.
2. Auflage, Januar 2011
249 Seiten, zahlreiche Abbildungen.
ISBN: 978-3-869800-13-4
www.businessvillage.de/Change-Bewegung-im-Kopf/eb-813.html
Management: Personal
8 • 3 • 2012

Jüngst konnten Psychologen zeigen, dass es selbst an der Börse nicht die Boni sind, wel-che den Anreiz ausmachen, sondern das Ver-langen, besser als die Anderen zu sein.
Zahlreiche empirische Untersuchungen können belegen, dass immer dann, wenn Menschen auch nur rudimentäre kognitive Leistungen abverlangt werden, Belohnun-gen wirkungslos oder sogar kontraproduk-tiv sind. Denkende Menschen empfinden Belohnung eher als unliebsame Konditio-nierungsmethode. Man spricht darum in der Wirtschaftspsychologie auch vom Korrum-pierungseffekt. Und der treibt seltsame Blü-ten: Er führt eher zu schlechteren Leistungen. Auch dies ist längst bekannt. Motivation kommt von innen. Der amerikanische Moti-vationsexperte Daniel Pink sagt daher: „Die Wirtschaft macht immer noch das genaue Ge-genteil von dem, was die Forschung längst weiß.“ Recht hat er, sagen auch die Neuro-biologen, die sich intensiv mit den neuro-nalen Vorgängen motivationalen Handelns beschäftigt haben. Sie können inzwischen er-klären, warum extrinsische, also von außen einwirkende, vermeintliche Motivatoren eher hilflose Versuche der Leistungsförde-rung sind.
Die Hirnforscher sagen, dass Motivation immer dann entsteht, wenn Menschen po-sitive Erfahrungen bei der Bewältigung von Herausforderungen machen. Motivation ist das Resultat eines Lernvorgangs. Immer dann, wenn uns etwas gut gelingt – und mehr noch,
wenn es uns besser gelingt als erwartet, dann wird im Gehirn Dopamin ausgeschüttet. Die-ses Glückshormon verschafft uns nicht nur ein gutes Gefühl, sondern fördert neuronale Wachstumsprozesse und damit die Verstär-kung von Synapsen oder die Bildung neuer Verknüpfungen. Lernen und Motivation sind damit unmittelbar verknüpfte neuronale Vor-gänge.
Sämtliche Konditionierungsversuche, dazu gehören Lob und Tadel ebenso wie Boni und Incentives, sind allenfalls gutgemeinte Ver-suche zur Motivation, mehr nicht. Auch Leis-tungsdruck ist ein ziemlich untaugliches Mittel zur Steigerung kognitiver Leistungen. Mancher wird nun fragen: „Aber lernt es sich unter Druck nicht effektiver?“ Antwort der Hirnforscher: Solange wir Druck als ange-nehme Herausforderung empfinden, kann er leistungssteigernd wirken.
Erzeugt Druck aber Angst, verkehrt sich die Wirkung ins Gegenteil, denn Angst erzeugt Stress und der sorgt dafür, dass tiefere Hirn-schichten, die für die Gefahrenabwehr zustän-dig sind, die Steuerung übernehmen. Das Groß-hirn, das durch den Druck ja eigentlich aktiviert werden soll, bleibt weitgehend ausgeschaltet. Das erklärt auch, warum sich Kreativität nicht erzwingen lässt. Unter Druck entfalten Men-schen eher Einfallsreichtum, wie sie dem Druck entgehen oder sich dagegen wehren können.
Die drei Faktoren der Motivation
Daniel Pink nennt drei Faktoren, welche für die Entstehung von Motivation entscheidend sind: ▪ Autonomie des oder der Handelnden ▪ die Möglichkeit, sich zu Verbessern
(„Mastery“) ▪ die Sinnhaftigkeit einer Aufgabe („Purpose“)
Autonomie ist deshalb so wichtig, weil Men-schen nur dann Erfolge als motivierend emp-
finden, wenn es ihre eigenen Erfolge sind. Das braucht Freiräume. Führungskräfte soll-ten sich daher darauf beschränken, einen Ziel- oder Handlungsrahmen festzulegen und starre Fahrpläne vermeiden. Eigene Erfolge erzeugen intrinsische Motivation und die ist deutlich wirkungsvoller als die extrinsischen Antreiber. Wer daraus eine Haltung, eine Fir-menkultur entwickelt, sorgt zudem für eine nachhaltige Motivation der Mitarbeiter.
Mastery oder anders ausgedrückt, das Be-dürfnis besser zu werden, gewissermaßen über sich selbst hinauszuwachsen, ist ein ur-menschliches Bedürfnis, wie der Neurobio-loge Gerald Hüther betont. Unser Gehirn ist zum Lernen gemacht. Und je mehr Möglich-keiten wir dazu haben, umso besser werden wir. Dazu gehört allerdings auch eine Feh-lerkultur. Wer immer nur versucht, Fehler zu vermeiden, kann nicht besser werden, denn er umgeht den lernrelevanten Grenzbereich.
Und „Purpose“, die Sinnhaftigkeit ist schließlich das Salz in der Suppe unserer Ar-beit. So mancher fragt sich von Zeit zu Zeit:
„Was macht mein Job hier eigentlich für einen Sinn?“ Und es ist gut, sich gelegentlich diese Frage zu stellen. Der amerikanische Unter-nehmer und Autor Max de Pree („Leadership is an Art“) stellte seinen Mitarbeitern von Zeit zu Zeit die Fragen: „Wie wichtig sind Sie für dieses Unternehmen?“ Und „Wie wichtig ist dieses Unternehmen für Sie?“ Sinn fragt nach der Vision, dem Ziel und auch nach den Wer-ten, auf denen unser Handeln beruht. Nicht zuletzt hier setzt nachhaltige Motivation an.
Und gerade deshalb geht es auch im Pro-jektmanagement nicht ohne Motivation. Wer meint, sich als Führungskraft darüber keine Gedanken machen zu müssen, der verkennt, dass gute Leistung immer motivationalen Antrieb voraussetzt. Um hier Missverständ-nissen vorzubeugen: Führungskräfte sind nicht für die Motivation ihrer Mitarbeiter zu-ständig. Sie sind aber dafür zuständig, Be-dingungen zu schaffen, in denen Motivation möglichst nachhaltig entstehen kann. Wenn ihnen das gelingt, haben sie viel erreicht.
Autor: Dr. Constantin Sander hat acht Jahre Forschung und neun Jahre Marketing und Vertrieb als Background. Er ist Business-Coach in Regensburg.
Mind StepsRegensburgDr. Constantin Sander Tel.: +49 941 [email protected]
Kontakt
© m
.sch
ucka
rt/Fo
tolia
.com
Management: Personal
3 • 2012 • 9

AprilPraktikerkonferenz „Pumpen in der Verfahrens- und Kraftwerkstechnik“ 16. – 18. Apr Graz GDCh, 069/7917-364, [email protected]
11th World Filtration Congress 16. – 20. Apr Graz Filtech, 02132/935760, [email protected]
Quality by Design (QbD): Wissenschaftliche Grundlagen 17. – 18. Apr Stuttgart Dechema, 069/7564-253202, [email protected]
UTECH Europe 2012 17. – 19. Apr Maastricht Crain Communications , 0044/20/8253-9600, [email protected]
Klassieren von Schüttgütern 17. Apr Wuppertal TAW, 0202/7495-0, [email protected]
Prozesssichere Dosiertechnik für die Verarbeitung von Kleb- und Dichtstoffen 17. Apr Mannheim Isgatec, 0621/71768 88-0, [email protected]
Analytica Conference 2012 17. – 19. Apr München GDCh, 069/7917-364, [email protected]
Grundlagen der organischen Chemie für Mitarbeiter aus Produktion und Technik
17. – 20. Apr Bad Dürkheim GDCh, 069/7917-364, [email protected]
Fachkunde zur Freigabe für Arbeiten in explosionsgefährdeten Bereichen 18. – 19. Apr Essen Haus der Technik, 0201/1803−1, hdt@hdt−essen.de
Sicherheit von Geräten, Maschinen und Anlagen im Ex-Bereich 18. – 19. Apr Bad Mergentheim Bartec, 07931/597-315, [email protected]
Flüssig aufgetragene Dichtungen – Chancen und Risiken des Systems (FIPG, FIPFG)
19. Apr Mannheim Isgatec, 0621/71768 88-0, [email protected]
Chemische Nanotechnologien 19. – 20. Apr Würzburg Dechema, 069/7564-253202, [email protected]
Chemische Reaktionstechnik 19. – 20. Apr Essen Haus der Technik, 0201/1803−1, hdt@hdt−essen.de
Herstellung von Reinstwasser/Prozesswasser für industrielle Anwendungen 19. – 20. Apr Essen Haus der Technik, 0201/1803−1, hdt@hdt−essen.de
Weiterbildung im Explosionsschutz 19. Apr Berlin Haus der Technik, 0201/1803−1, hdt@hdt−essen.de
Feststoffmischer 19. Apr Wuppertal TAW, 0202/7495-0, [email protected]
51. Tutzing-Symposion Abfall - Hinterlassenschaft oder Ressourcenreservoir? 22. – 25. Apr Tutzing Dechema, 069/7564-152, [email protected]
Entwurf und Auslegung von druckgetriebenen Membranverfahren 23. – 24. Apr Essen Haus der Technik, 0201/1803−1, hdt@hdt−essen.de
Technische Verbrennung 23. – 24. Apr Essen Haus der Technik, 0201/1803−1, hdt@hdt−essen.de
Strategisches Management 23. – 24. Apr Frankfurt/Main GDCh, 069/7917-364, [email protected]
Auswahl und Systemgestaltung von Hydraulikdichtungen 24. Apr Mannheim Isgatec, 0621/71768 88-0, [email protected]
Wasser – ein komplexes Problem im Produktionsalltag 24. Apr Frankfurt/M. GDCh, 069/7917-364, [email protected]
Ausbildung zum Explosionsschutzbeauftragten 24. – 27. Apr Essen Haus der Technik, 0201/1803−1, hdt@hdt−essen.de
Zündquellenanalyse nach ATEX−Richtlinie 94/9/EG 24. Apr Essen Haus der Technik, 0201/1803−1, hdt@hdt−essen.de
Sachgerechte Auswahl von radialen und axialen Wellenabdichtungen 25. Apr Mannheim Isgatec, 0621/71768 88-0, [email protected]
Qualitätsverbesserung und Kostenreduzierung durch statistische Versuchsmethodik
25. – 26. Apr Frankfurt/Main GDCh, 069/7917-364, [email protected]
Elektrischer Explosionsschutz mit Demonstrationsversuchen 25. – 26. Apr Freiberg Bartec, 07931/597-315, [email protected]
Gentechnikrecht (für Projektleiter und BBS gemäß § 15 GenTSV) 26. – 27. Apr Frankfurt/Main Dechema, 069/7564-253202, [email protected]
Gleitringdichtungen und Wellenlippendichtungen – Technik 26. Apr Mannheim Isgatec, 0621/71768 88-0, [email protected]
Der SIL-Tag 26. Apr Frankfurt/M. Dechema, 069/7564-253202, [email protected]
Theorie und Praxis der Stopfbuchsen an Armaturen und Apparaten 26. Apr Essen Haus der Technik, 0201/1803−1, hdt@hdt−essen.de
Design of Experiments (DoE) Workshop 27. Apr Frankfurt/M. GDCh, 069/7917-364, [email protected]
AKCC: Aus den Hexenküchen der Materialwissenschaften 30. Apr Goslar GDCh, 069/7917-364, [email protected]
MaiBetriebswirtschaftslehre für Chemiker 07. – 08. Mai Leipzig GDCh, 069/7917-485, [email protected]
Kostenschätzung von verfahrenstechnischen Anlagen 07. – 08. Mai Altdorf TAW, 0202/7495-0, [email protected]
Lesen und interpretieren von technischen Zeichnungen 08. Mai Mannheim Isgatec, 0621/71768 88-0, [email protected]
Dokumentation verfahrenstechnischer Anlagen 08. – 09. Mai Mannheim VDI Wissensforum, 0211/6214-201, www.vdi-wissensforum.de
ModiMidofrsaso
13
010203040506
1407080910111213
1514151617181920
1621222324252627
1728293031
Mai
ModiMidofrsaso
13
01
1402030405060708
1509101112131415
1616171819202122
1723242526272829
1830a
pril
Termine
10 • 3 • 2012

Hager + Elsässer erteilt drei Mitarbeitern Prokura
Hager + Elsässer, Hersteller von Anlagen für die Prozess- und Reinstwasseraufbereitung sowie Abwasserbehandlung, hat drei langjährige Mitarbeiter zu Pro-kuristen ernannt. Diplom-In-genieur Oliver Franke trat 1997 als Konstruktionsingenieur in das Unternehmen ein und ist seit 2009 Technischer Leiter. Diplom-Wirtschaftsingenieur (FH) Jürgen Linder stieß am 1. Oktober 1995
als Abteilungsleiter Materialwirt-schaft zu H+E und ist seit 2005 Leiter Kaufmännische Projektab-wicklung und Einkauf. Thomas Möller trat am 1. Juli 2000 als Projektmanager in die Firma ein. Im Oktober 2004 übernahm er die Position Leiter Projektmanage-ment/Basic Design. Seit 1. Juli 2011 ist er Technischer Leiter.
www.he-water.com
Leys führt Atlas Copco Holding
Piet Leys ist seit dem 1. Januar 2012 neuer Ge-schäftsführer der deut-schen Atlas Copco Hol-ding GmbH mit Sitz in Essen. Er löst Ulrich Schoene ab, der in den Ruhestand wechselt. Der Belgier Piet Leys ist seit 1986 für Atlas Copco tätig und war
zuletzt Geschäftsführer der Holding in Südafrika. Ab sofort ist er als Hol-ding-Geschäftsführer neben Deutschland auch für die Geschäfte in Ös-terreich und der Schweiz verantwortlich.
www.atlascopco.de
Ehemaliger Dechema-Vorsitzender verstorben
Plötzlich und unerwar-tet ist am 2. Februar Dr. Alfred Oberholz, ehe-maliges Mitglied des Evonik-Vorstandes und ehemaliger stellvertre-tender Vorsitzender der Geschäftsführung der Evonik Degussa verstor-ben. Von 2004–2009 war er Vor-sitzender der Dechema und hatte massgeblichen Anteil bei der Zusammenführung der wissen-
schaftlichen Aktivitäten der beiden Fachvereini-gungen Dechema und VDI-GVC zu ProcessNet. In einer Stellungnahme der Dechema wird sein Tod als „ein großer Ver-lust für die Dechema, die chemische Technik und
die Biotechnologie“ bezeichnet. Unser Mitgefühl gilt seiner Frau und seiner Familie.» www.dechema.de
Netzsch erweitert Geschäftsführung
Dipl.-Kfm. Jens Niess-ner (r.) ist seit Anfang des Jahres zweiter Ge-schäftsführer der Netzsch Mohnopumpen GmbH, Waldkraiburg. Er tritt damit an die Seite von Dipl.-Wirtsch.-Ing. Felix Kleinert (l.), der die Ge-schäftsführung seit 12 Jahren al-lein inne hatte und weiterhin die Kernprozesse Vertrieb, Produk-
tion und Logistik, Pro-dukt- und Technolo-giemanagement sowie den übergeordneten Ge-schäftsbereich Pumpen & Systeme leitet. Niess-ner gehörte seit 2010 dem 6-köpfigen Geschäftslei-tungsteam an und über-
nimmt jetzt die Verantwortung für die sogenannten Support-Prozesse.www.netzsch.com
Gropp wird B&R-Marketingleiter
Werner Gropp hat die Verantwortung für das Marketing bei B&R über-nommen. Gropp leitete über ein Jahrzehnt das Marketing der Division ‚Emerson Network Power‘ für den Indoor- und Out-doorbereich von ‚Racks and Solutions‘ (vormals Knürr AG), mit Sitz in Arnstorf (Nieder-bayern). Strategischer Schwer-punkt war die Ausstattung von Groß-Rechenzentren mit physi-
kalischer Infrastruktur. Gropp hat einen uni-versitären Abschluss in Wirtschaftswissenschaf-ten sowie einen Interna-tional Executive MBA. Aufgrund seiner Exper-tise ist er als Gastprofes-sor an Hochschulen viel-
fach engagiert. Zusätzlich wurde er zum Prüfer der Industrie- und Handelskammer für München und Oberbayern bestellt.www.br-automation.com
Neuer Leiter Industriekälte bei Cofely
Marcus Breidenbach ver-antwortet ab sofort die Abteilung für Industrie-kälte der Lindauer Cofely Refrigeration. Er verfügt über umfassende Exper-tise bei Projektierung und Abwicklung von an-spruchsvollen kältetech-nischen Lösungen. Vor seinem Wechsel zu Cofely Refrigeration war er Bereichsleiter TGA, Im-
mobilien, Kälte, Versor-gung bei einem führen-den Unternehmen aus der Lebensmittelbranche. Davor war Marcus Brei-denbach als Referatslei-ter Kältetechnik im Cen-ter of Competence für Kälte- und Klimatechnik
bei der TÜV SÜD Industrie Service GmbH in München tätig. www.cofely.de
Reckmann neuer Vertriebsleiter von Beumer
Bruno Reckmann lei-tet seit Oktober 2011 bei der Beumer Maschinen-fabrik GmbH & Co. KG in Beckum den Vertrieb für die Geschäftsberei-che Fördern, Verladen, Palettieren und Verpa-cken. Verantwortlich ist er für Europa, Nahost und Afri-ka. Der Maschinenbauingeni-eur begleitete maßgeblich das Produktmanagement, das Pro-duktmarketing und den Vertrieb
bei führenden Anbie-tern von Baumaschinen, Fördertechnik und Flur-förderzeugen. Zuvor lei-tete er den Vertrieb für Deutschland bei einem amerikanischen Kon-zern. Reckmann folgt Ulrich Hock nach, der
nun als Vertriebsdirektor dieser Produktbereiche für die Beumer Group GmbH & Co. KG weltweit verantwortlich ist.www.beumer.com
Neue Führung bei Jacob Rohrsysteme
Dipl.-Kfm. Patrick Jacob (l) übernimmt ab April 2012 die kaufmännische Geschäftsführung der Fr. Jacob Söhne GmbH & Co. KG. Er folgt auf Dipl.-Kfm. Ralf W. Borcher-ding, der nach 18 Jahren das Unternehmen auf ei-genen Wunsch verlässt, um sich einer neuen beruflichen Heraus-
forderung zu stellen. Jacob, in vierter Generati-on ein Mitglied der Grün-derfamilie, wird auch die weltweiten Vertriebsak-tivitäten verantworten. Dr.-Ing. Uwe Braun (r.) wird wie bisher die tech-nische Geschäftsführung
in der Gruppe verantworten. www.jacob-rohre.de
Personalia
3 • 2012 • 11

Energieeffiziente Pumpenantriebstechnik
Die Fachveranstaltung „Effizi-ente Pumpenantriebstechnik“ vom Essener Haus der Technik am 08. – 09. Mai 2012 im Gar-tenhotel Heusser in Bad Dürk-heim vermittelt Herstellern und Betreibern von Pumpenanlagen die antriebstechnischen Mög-lichkeiten zum Betreiben von Pumpen am konkreten Beispiel der Kreiselpumpe. Neben einer Darstellung der aktuellen Pum-penantriebstechnik werden auch Entwicklungstrends aufgezeigt. Die Teilnehmer werden in die Lage versetzt, alternative Pum-
penantriebskonzepte zu beur-teilen. Ferner kann der Teilneh-mer künftig Pumpenanlagen auch unter dem Gesichtspunkt der Life-Cycle Kosten bewerten. Anhand ausgewählter Beispiele werden die vorgetragenen The-men praxisnah dargestellt. Die Veranstaltung mit 11 Referen-ten wird geleitet von Prof. Dr.-Ing. Gerhard Huth vom Lehrstuhl für Mechatronik und Elektrische Antriebssysteme der TU Kaisers-lautern.
www.hdt-essen.de/W-H050-05-469-2
Sensor+Test mit Schwerpunkt Elektromobilität
Ausstellerbeirat und Vorstand des AMA Fachverbandes für Sen-sorik e. V. haben Elektromobilität als Schwerpunktthema festge-legt für die SENSOR+TEST 2012. Denn die Aussteller werden viel-fach den neuesten Stand der Ent-wicklungen dazu vorstellen und das nicht nur auf dem eigenen Messestand. Das Schwerpunkt-thema wird auch Bestandteil des
Aktionsprogramms sein mit Vor-trägen und Vorführungen mo-biler Exponate im Fahrbetrieb. Darüber hinaus können sich Un-ternehmen und Institute kosten-günstig auf dem „Sonderforum Elektromobilität“ präsentieren. Die Sensor+Test 2012 findet vom 22. – 24. Mai in Nürnberg statt.
www.sensor-test.de/direkt/schwerpunktthema
Glas kleben – kein Klacks!Architektur, Laborgeräte, Fahr-zeuge – ohne den Werkstoff Glas sind viele moderne Anwendun-gen nicht denkbar. Glas dauer-haft zusammenzufügen ist aller-dings nicht ganz so einfach; wer auf Metallschienen verzichten will, ist auf gute Klebstoffe ange-wiesen. Ein Beispiel sind die Ver-klebungen bei Isolierfenstern: ständige Temperaturunterschie-de, Feuchtigkeit und UV-Strah-len aus dem Sonnenlicht führen mit der Zeit zu Schäden an den Klebstellen, die Fenster werden undicht und verlieren ihre Iso-lierwirkung. Deshalb su-chen Forscher aus Bre-men und Kaiserslautern im Rahmen eines Pro-jekts der industriellen Gemeinschaftsforschung nach neuen Haftvermittlern, die den Einsatz von Klebstoffen auf Glas erlauben, die bisher nur in der Metallklebung zum Ein-satz kommen. Sie sollen gleich mehrere Funktionen vereinen: Erstens sollen sie chemisch an
die Glasoberfläche binden, zwei-tens soll diese chemische Bin-dung in der Grenzschicht quer-vernetzt sein, um eine möglichst hohe Stabilität zu erreichen. Drittens sollen die Haftvermitt-ler eine hydrophobe Grenzfläche ausbilden, damit zumindest der Angriff durch Feuchtigkeit ver-hindert wird.
Roberta JablonskiTel.: +49 069 7564 [email protected]/ProjektdesMonat
Kontakt
16648 N - Haftvermittler
IGF-Vorhaben
Industriearmaturenhersteller spüren die Abkühlung
Die deutschen Hersteller von In-dustriearmaturen erzielten 2011 ein nominales Umsatzplus von 6 % im Vergleich zum Vorjahr. Die dynamische Entwicklung des ersten Halbjahres (+ 12 %) setz-te sich damit nach Angaben des Fachverband Armaturen im Ver-band Deutscher Maschinen- und Anlagenbau e. V. (VDMA) nicht fort. Aus Angst vor einer Rezes-sion hätten sich verunsicher-te Unternehmen mit Investitio-nen zurück gehalten. Insgesamt konnten die Industriearmaturen-hersteller 2011 ein Auftragsplus von 2 % im Vergleich zum Vorjah-resniveau verbuchen. In Summe entwickelte sich 2011 der Umsatz im Inland auf ähnlichem Niveau wie im Ausland. Im Inland stieg er um nominal 7 %, der Auslands-umsatz lag um 6 % höher als im Vorjahr. Während bei den Absper-
rarmaturen der Umsatz um 2 % gestiegen ist, konnten die Herstel-ler von Regelarmaturen ein Plus von 7 % verzeichneten und die Si-cherheits- und Überwachungsar-maturen sogar ein Umsatzwachs-tum von 13 %. Für 2012 erwartet der Fachverband Armaturen eine Belebung der Auslandsgeschäf-te und prognostiziert ein Um-satzwachstum von nominal 5 %. Dabei wird sich der Umsatz in der Produktgruppe der Absperr-armaturen vermutlich mit + 6 %, bei den Regelarmaturen mit + 5 % und in der Produktgruppe der Si-cherheits- und Überwachungs-armaturen mit + 3 % entwickeln. Positive Impulse werden vor allem aus der Öl- und Gasgewin-nung und der Petrochemie kom-men.
www.vdma.org/armaturen
Siemens will Cambridge Water übernehmen
Die Siemens-Division Industry Automation will die nordameri-kanische Firma Cambridge Water Technology mit Sitz in Cambridge, Massachusetts, übernehmen. Die von Cambridge Water Technolo-gy entwickelten und patentier-ten Aufbereitungsverfahren er-höhen die Reinigungskraft und die Rate der Feststoffentfernung sowie die Kapazität von Syste-men zur Behandlung von Was-ser und Abwasser. Im Vergleich zu herkömmlichen Verfahren be-nötigen diese Lösungen weniger als die Hälfte der Grundfläche und steigern die Kapazität bestehen-der Behandlungssysteme um das Zwei- bis Dreifache, ohne dass
das Fassungsvermögen erwei-tert werden müsste. Die Techno-logien können zudem ein hohes Aufkommen an Regenwasserab-fluss bewältigen und verbessern den Entzug von Nährstoffen zu deutlich niedrigeren Kosten als andere verfügbare Alternativen. Cambridge Water Technology hat seine Lösungen unter den Mar-kennamen BioMag und CoMag vertrieben. Die Eigenentwick-lungen basieren auf einem neu-artigen Einsatz von Magnetit als Ballaststoff zur Optimierung des Klärungsvorgangs.
www.cambridgewatertech.comwww.siemens.com/water
Wirtschaft & Produktion
12 • 3 • 2012

Work-Life-Balance macht attraktiv
Programme zur besseren Verein-barkeit von Privatleben und Beruf sind in der Chemieindustrie wenig verbreitet, werden von den Mitar-beitern aber hoch geschätzt. Nur drei von zehn Chemieunterneh-men geben an, ihren Mitarbeitern Angebote zur Work-Life-Balance zu machen. Das ergab eine Stu-die mit dem Titel „Betriebliche Zusatzleistungen. Trends in der chemischen Industrie“, für die die Managementberatung Kienbaum gemeinsam mit dem Arbeitgeber-verband HessenChemie 300 Mit-gliedsunternehmen befragt hat. Insgesamt bietet die Chemiein-dustrie ihren Mitarbeitern jedoch vielfältige Zusatzleistungen: Eine betriebliche Altersversorgung ist Standard. 95 % der befragten Un-ternehmen gewähren im Rahmen
von Firmenwagenrichtlinien au-ßertariflichen Führungs- und Fachkräften einen Dienstwagen, 38 % auch ausgewählten Funkti-onen im Tarifbereich. Leistungen im Bereich Health Care, insbeson-dere Gesundheits-Checkups und gesundheitsfördernde Maßnah-men, bieten immerhin die Hälf-te der teilnehmenden Chemieun-ternehmen. 77 % der befragten Unternehmen geben an, die Be-deutung von Zusatzleistungen bei der Gewinnung und Bindung von außertariflichen Mitarbei-tern werde in den nächsten Jah-ren zunehmen. Bei den tariflichen Mitarbeitern sehen 57 % der Che-mieunternehmen eine steigen-de Bedeutung dieser Sonderleis-tungen.www.kienbaum.de
Erstmals Emerson Global Users Exchange in Europa
Der erste Emerson Global Users Exchange in Europa richtet sich an bestehende und potenziel-le Anwender der Produkte und Dienstleistungen von Emerson Process Management. Die drei-tägige Veranstaltung findet vom 29. bis 31. Mai 2012 im Maritim Hotel Düsseldorf statt. Teilneh-mer können entweder das volle Programm buchen oder aber die Veranstaltung nur an einzelnen Tagen besuchen. Für Anmelder
bis zum 30. März gilt eine rabat-tierte „Early Bird“ Anmeldege-bühr.Die Konferenz-Teilnehmer können aus rund 100 themenspe-zifischen Präsentationen wählen, von denen einige simultan ins Deutsche und Russische über-setzt werden. Das Programm be-inhaltet außerdem Industrieforen und technische Präsentationen an den beiden Abenden.
www.emersonexchange.org/emea
Pump Solutions Group erwirbt Quattroflow
Die Pump Solutions Group (PSG), ein Unternehmen der amerikani-schen Dover Corporation, über-nimmt die Quattroflow Fluid Sys-tem GmbH & Co. Zur PSG gehören die Pumpenmarken, Almatec (in die die Quattroflow Produkte in-tegriert werden) Blackmer, Envi-roGear, Griswold, Mouvex, Nep-tune, RedScrew und Wilden. Die Verdrängerpumpen von Quatt-roflow mit 4-Kolbenmembran-Technologie werden nacheinan-der durch einen Verbindungsring und eine Exzenterwelle mittels
eines elektrischen Motors ange-trieben. Haupteinsatzbereich die-ser Pumpen ist die pharmazeuti-sche und biotechnische Industrie mit den besonderen Ansprüchen hinsichtlich Zuverlässigkeit, Pro-duktsicherheit, Reinheit und Rei-nigungsfähigkeit. Diese Pumpen-systeme finden sich als „multiple oder single use“ Einheiten z. B. in der Filtrationstechnik, Chroma-tographie oder als Zuführungs-pumpe für Zentrifugen.
www.almatec.de
Technische Regelsetzung auf Hochtouren
Im Jahr 2011 hat der Verein Deut-scher Ingenieure (VDI) 230 VDI-Richtlinien neu herausgegeben. Mit fast 2.000 gültigen Richtli-nien ist der VDI nach dem DIN der bedeutendste deutsche Regel-setzer. VDI-Richtlinien spiegeln den aktuellen Stand der Tech-nik wider und stellen seit mehr als 125 Jahren richtungsweisen-de Grundlagen für Praxis, Wis-senschaft und Gesetzgebung dar. Mehr als die Hälfte der 2011 er-schienenen Entwürfe von VDI-Richtlinien widmete sich neuen
Themenfeldern. So wurden bei-spielsweise sieben Richtlinien zum Trendthema Bionik veröf-fentlicht, die die Umsetzung na-türlicher Entwicklungen in die technische Anwendung ermög-lichen oder vereinfachen sollen. Darüber hinaus reicht das The-menspektrum von Agrartechnik bis Zuverlässigkeitsmanagement. VDI-Richtlinien werden regelmä-ßig auf Aktualität geprüft und, wenn nötig, überarbeitet oder auch zurückgezogen.www.vdi.de
Carl-Duisberg-Gedächtnispreis für Daniel Seidel
Den Carl-Duisberg Gedächtnis-preis vergibt die Gesellschaft Deutscher Chemiker (GDCh) an junge habilitierte Wissenschaft-ler/innen, die sich durch origi-nelle Arbeiten hervorgetan haben. Jüngster Preisträger ist Daniel Sei-del, seit 2005 Associate Professor an der Rutgers University. Seidel und seine Mitarbeiter befassen sich mit verschiedenen Aspekten der organischen Chemie, insbe-sondere aber mit der Entwicklung neuer Konzepte für die asymme-
trische Katalyse. Anregungen für neue Synthesewege und neue Ka-talysatoren, um zu wertvollen or-ganischen Zwischenprodukten zu gelangen, holt sich Seidel aus der supramolekularen Chemie. Auch im Wettbewerb der Chemiker um die beste Lösung zur Aktivierung von relativ unreaktiven C-H-Bin-dungen liegt Seidel ganz vorn. Hier geht es vor allem darum, aus einfachen Molekülen als Aus-gangsmaterial komplexe Struk-turen zu generieren.
ADUC-Habilitandenpreise
Die ADUC, Arbeitsgemeinschaft Deutscher Universitätsprofes-soren und -professorinnen für Chemie in der Gesellschaft Deut-scher Chemiker (GDCh) hat ihre Jahrespreise 2011 für Habilitan-den und Habilitandinnen ver-geben. Preisträger sind Prof. Dr. Shigeyoshi Inoue, Technische
Universität Berlin, (Anorgani-sche Chemie), Dr. Nuno Maulide, Max-Planck-Institut für Kohlen-forschung, Mülheim (Organische Chemie) und Dr. Philipp Adel-helm, Justus-Liebig-Universität Gießen, (Physikalischen Chemie).
www.gdch.de
Wirtschaft & Produktion
3 • 2012 • 13

Partner für Prozessautomatisierung und
Dow Corning, weltweit führen-der Anbieter von Silikonen und silikon-basierter Technologie, hat sich für Siemens als strategischen Partner für die Prozessautomati-sierung entschieden. Der globale Liefervertrag basiert auf Simatic PCS 7 als strategischer Plattform für die Batch-, Conti- und dis-kreten Prozessautomatisierungs-Lösungen von Dow Corning. Das Prozessleitsystem Simatic PCS 7 von Siemens eignet sich für die Automatisierung aller Haupt- und Neben- sowie vor- und nach-gelagerten Prozesse.
Auch im Bereich der Prozess-Gaschromatographie hat Siemens
mit einen nahmhaften Kunden einen exklusiven Liefervertrag abschliessen. Demnach wird die Siemens-Division Industry Auto-mation in den kommenden fünf Jahren Gaschromatographen an Shell liefern. Über die gesam-te Vertragslaufzeit bezieht Shell Gaschromatographen und dazu-gehörige Systeme wie Analysen-schränke und Analysenhäuser. Damit verbundene Services wie
„Front-End-Engineering“ und „After-Sales-Service“ sind eben-falls Bestandteil des Vertrages.
www.siemens.de/pcs7www.siemens.de/industryautomation
Wika expandiert mit Firmenübernahmen
Mit mehreren Firmenübernah-men startet das Klingenberger Unternehmen Wika ins neue Jahr. So wird das Produktport-folio an mechanischen Kompo-nenten für die prozess- und ver-fahrenstechnische Industrie mit der Übernahme von Euromisu-re gestärkt, die Normblenden, Venturidüsen und -rohre sowie elektrische Temperaturmessge-räte im Programm führt. Euro-sistemi, eine 100 %-ige Tochter von Euromisure, dimensioniert
und fertigt Probeentnahme- und Analysesysteme für Wasser und Wasserdampf, in erster Linie für den Energiesektor.
Um auch seine Führungsrol-le im Bereich der Kalibriertech-nik zu stärken, übernimmt Wika fernerhin die italienische Firma Scandura. Diese hat sich seit ihrer Gründung in den fünfziger Jah-ren als Hersteller für spezielle Ka-librierapplikationen internatio-nal etabliert.www.wika.com
Samson baut Stellventiltechnik aus
Seit dem 1. Januar 2012 gehört der Hermsdorfer Keramikspe-zialist Cera System Verschleiß-schutz aus Thüringen zur Sam-son Group. Durch die Übernahme ergänzt Samson seine Produkt-palette um keramisch ausgeklei-dete Kugelhähne, Schieber und Rohrkomponenten, welche in Anwendungen mit abrasiven und
korrosiven Medien zum Einsatz kommen. Mit 85 hochqualifizier-ten Mitarbeitern entwickelt und fertigt CERA SYSTEM neben Ar-maturen für härteste Einsatzbe-dingungen auch keramische Prä-zisionsbauteile als Zulieferer für unterschiedliche Industrien.
www.samson.de
Abb.: Ludwig Wiesner, Vorstandsvorsitzender der Samson AG (r) und Helmut Burghardt, Geschäftsführer von Cera System.
AxFlow vertreibt Flux-Produkte in Dänemark
AxFlow, das zur weltweit agie-renden Axel Johnson Group ge-hört, st seit Jahresbeginn Ver-triebspartner für Flux Produkte in Dänemark. Mit ihrer hoch qua-lifizierte Verkaufs- und Produkt-beratung sowie einen umfassen-den After-Sales-Service, der sich
– getreu dem AxFlow Motto „flui-dity.nonstop“ – über die gesamte Lebensdauer eines Produktes er-streckt, sei AxFlow der perfekte
Dienstleistungspartner für Flux. Das Produktspektrum des Unter-nehmens aus Maulbronn reicht von Fass- und Containerpumpen über Tauchkreiselpumpen, Dick-stoffpumpen, Druckluft-Memb-ranpumpen und Mischern bis hin zu Flüssigkeits-Mengenmessern und einem umfassenden Zube-hörsortiment.
www.flux-pumpen.de
GDCh-Journalistenpreis für Vera Köster
Dr. Vera Köster erhält den diesjäh-rigen GDCh-Preis für Journalisten und Schriftsteller in Würdigung ihrer äußerst engagierten und er-folgreichen Pionierarbeit bei Auf-bau und Weiterentwicklung des Internet-Portals ChemistryViews und dem ChemViews Magazine. ChemistryViews.org ist ein um-fassender, frei zugänglicher Nach-richten- und Informationsdienst mit dem eingebetteten Magazin ChemViews, das von ChemPub-Soc Europe herausgegeben wird, einem Zusammenschluss von 16 chemischen Gesellschaften. Das Konzept eines übergreifenden On-line-Dienstes mit einem e-Maga-
zin als Kernelement wurde 2009 vom Weinheimer Verlagshaus Wi-ley-VCH entwickelt. Köster war zuvor Redakteurin der Fachzeit-schrift Chemie Ingenieur Technik (CIT). Die Kollegen aus den Teams von CIT und CITplus gratulieren herzlich.
Fachtagung Abgasreinigungsverfahren
In der Fachtagung „Abgasreini-gungsverfahren“ wird über die wichtigsten Emissionsminde-rungs-Verfahren, wie Entstau-bungs-Verfahren, absorptive und adsorptive Verfahren, katalytische und nicht katalytische Verfah-ren, thermische und biologische Verfahren und Verfahrenskom-binationen vorgetragen. Die Ta-gung wird vom Haus der Technik in Essen am 26. – 27. April 2012 angeboten und hat einen weite-ren Schwerpunkt in der Abschei-dung explosibler Stäube bei den Entstaubungs-Verfahren. Tro-ckene und nasse Verfahren zum
Abscheiden von Schwefeldioxid und Chlorwasserstoff werden ge-genübergestellt. Die Unterschiede zwischen katalytischer und nicht-katalytischer Entstickung werden ebenso erläutert wie die Eignung der Emissionsminderungsverfah-ren zum Entfernen organischer Abgas-Bestandteile. Jedes Kapi-tel behandelt in einem ausgewo-genen Verhältnis Theorie, Baufor-men und Praxis-Beispiele. Über die rechtlichen Auflagen, die in Form von Grenzwerten vorliegen, wird referiert.
www.hdt-essen.de/W-H050-04-285-2
Wirtschaft & Produktion
14 • 3 • 2012
Die Meldungen mit DOI (Digital Object Identifier) auf dieser Seite beruhen auf wissenschaftlichen Orginalarbeiten, die in voller Länge in der Ausgaben 3/2012 der Chemie Ingenieur Technik, Wiley-VCH, Weinheim, erscheinen.
Mikroverkapselung von Aluminiumpartikeln
Metallpartikel kommen beispiel-weise in pyrotechnischen Mi-schungen, Raketentreibsätzen und Sprengstoffen zum Einsatz. Im Vergleich zu Mikropartikeln zeigen Nanopartikel dabei eine wesentlich höhere Reaktivität. Um das Risiko der Selbstentzündung und der Oxidation während einer Lagerung zu verringern, ist es sinnvoll, die Partikel zu beschich-ten. Für die Beschichtung nanos-kaliger Metallpartikel wurde nun eine Hochdruckwirbelschichtan-lage konzipiert, die verdichtetes Kohlendioxid als Fluidisierungs-medium verwendet. Das Beschich-
tungsmaterial wird als Lösung in überkritischem CO2 eingebracht. Unter anderem wurde der Aero-solbildungsprozess unter erhöh-ten Drücken untersucht. Erste Be-schichtungsversuche von feinen Aluminiumpartikeln mit Wach-sen und Trinitrotoluol konnten erfolgreich durchgeführt werden.
DOI: 10.1002/cite.201100185Hartmut Kröber, Fraunhofer Institut für Chemische Technologie, [email protected]
Kontakt
Chitosan-Partikel für therapeutische Proteine
Die Formulierung und orale Ap-plikation von therapeutischen Peptiden und Proteinen stellt eine Herausforderung dar, da diese Wirkstoffe im Magen-Darm-Trakt abgebaut und im Darmlumen nur wenig resorbiert werden. Partiku-läre Formulierungen auf der Basis des Biopolymers Chitosan könn-ten ein Ansatz zur Lösung dieser Probleme sein. Jetzt wurde ein Sprühtrocknungsverfahren ent-wickelt, mit dem sich mit Prote-inen beladene Chitosanpartikel produzieren lassen. Mittels ioni-scher Gelation wurden querver-netzte Partikel mit dem Modell-Protein BSA hergestellt. Über den
gewählten Quervernetzungsgrad ließ sich dabei die Freisetzungs-rate des Proteins steuern. Auch Interferon-β konnte unter Erhalt der Bioaktivität erfolgreich in Chitosan-Hydrochlorid-Partikel verkapselt werden. Eine zusätz-liche Beschichtung der Partikel könnte mithilfe einer Dreistoffdü-se direkt während des Sprühtrock-nungsprozesses erfolgen.
DOI: 10.1002/cite.201100191Carmen Gruber-Traub, Fraunhofer-Institut für Grenzflächen- und Bioverfahrenstechnik, [email protected]
Kontakt
Stabilisierung durch Schutzkolloide
Viele neue Wirk- und Effektstof-fe sind in Wasser schwer löslich oder sogar unlöslich. Wässrige Anwendungsformen erfordern daher besondere Formulierungs-verfahren. So eine Methode ist das RESSAS-Verfahren (rapid expansion of supercritical so-lutions into aqueous solution), bei dem schwer in Wasser lös-liche Wirkstoffe bei moderaten Bedingungen in einer wässri-gen Schutzkolloidlösung stabi-lisiert werden. Alleinige Kennt-nisse der Eigenschaften des reinen Schutzkolloids in einer wässrigen Lösung sowie des zu stabilisierenden Modellwirkstof-
fes reichen jedoch nicht aus, um das Stabilisierungsvermögen bei einer bestimmten Kombination zuverlässig vorherzusagen. Für verschiedene Systeme aus Fest-stoff und Schutzkolloidlösung wurden die Kontaktwinkel ana-lysiert. Es zeigte sich, dass die Benetzungsspannung zumindest eine qualitative Vorhersage des Stabilisierungsvermögens zu er-lauben scheint.
DOI: 10.1002/cite.201100190Michael Türk, Karlsruher Institut für Technologie (KIT)[email protected]
Kontakt
Dreidimensional zusammengeklickt
Der Aufbau dreidimensionaler (3D) Strukturen mithilfe auto-matisierter Fertigungsprozesse nimmt eine zunehmend wichtige-re Rolle in der Kunststoffindustrie ein. Die meisten bisherigen Ver-fahren sind auf Auflösungen grö-ßer 250 µm oder auf eine einzige Materialkomponente beschränkt. Um komplexe Strukturen aus un-terschiedlichen Komponenten zu erzeugen, wie z. B. ein künstliches Blutgefäß, werden jedoch Auflö-sungen kleiner 100 µm benötigt, die eine gleichzeitige Verdruck-barkeit mehrerer Bestandteile er-möglichen. Dazu wurden jetzt Po-lyacrylat-Partikel als potenzielles
Tonermaterial für ein elektropho-tographisches Rapid Prototyping Verfahren entwickelt, mit dessen Hilfe in Zukunft dreidimensiona-le Objekte aus verschiedenen To-nern aufgebaut werden können. Die Polyacrylat-Partikel wurden an der Oberfläche funktionali-siert, um einen dreidimensiona-len Aufbau mittels Klick-Chemie zu ermöglichen.
DOI: 10.1002/cite.201100198Achim Weber, Fraunhofer Institut für Grenz-flächen- und Bioverfahrenstechnik, [email protected]
Kontakt
Temperatur im Blickpunkt
Die Prozessparameter sowie die Stabilisierung beeinflussen bei der Nasszerkleinerung in Rührwerks-kugelmühlen die Produktivität von Nanopartikeln bzw. -suspen-sionen. Der Einfluss der Produkt-temperatur wurde bisher jedoch kaum erforscht. In einer Studie wurde jetzt die Nanozerkleinerung von α-Aluminiumoxid in Was-ser bei verschiedenen Zerkleine-rungstemperaturen systematisch untersucht. Dabei zeigte sich ein Zusammenhang zwischen der Pro-duktaustrittstemperatur und dem Zerkleinerungsfortschritt auf der einen und den Fließeigenschaften auf der anderen Seite. Es wird ver-
mutet, dass die Prozesstempera-tur die Suspensionsstruktur direkt beeinflusst. Erste Untersuchun-gen der Partikel/Fluid-Grenzflä-che gaben Hinweise darauf, dass es ab einer gewissen Temperatur zu einer Veränderung der Partike-loberfläche und zu einer erhöh-ten Konzentration von Alumini-umoxid-Ionenkomplexen kommt, die die Stabilität der Suspension beeinflussen.
DOI: 10.1002/cite.201100199Carola Schroeder, Technische Universität [email protected]
Kontakt
Transparente Nanokomposite
Polymerbasierte Nanokomposite sind Systeme aus einer Polymer-matrix und Nanopartikeln als Füllmaterial. Ihre Herstellung ist anspruchsvoll, da Nanopar-tikel zur Agglomeration neigen. Beim Dispergieren werden meist trockene Pulver mittels hoher Scherkräfte in das Harz einge-mischt und dabei auch zerklei-nert. Das komplette Aufbrechen der Agglomerate zu Primärparti-keln ist jedoch meist nicht mög-lich. Transparente Nanokomposi-te erfordern aber eine homogene Verteilung einzelner Nanoparti-kel mit einem Durchmesser klei-
ner als 50 nm. Die Herstellung transparenter Nanokomposite mit verbesserten mechanischen Eigenschaften gelingt durch den Einsatz chemisch modifizierter hoch stabiler ZrO2-Nanopartikel-dispersionen. Die mechanischen Eigenschaften der Nanokompo-site hängen dabei stark von der Einbettungsmethode ab.
DOI: 10.1002/cite.201100216Georg Garnweitner, Technische Universität [email protected]
Kontakt
Forschung & Entwicklung
3 • 2012 • 15

Auf die Dosis kommt es anFür jede Aufgabe die richtige Dosierlösung
Bevorzugtes Einsatzgebiet des Dosiersystem Azodos Typ DV ist das volumetrische Dosie-ren in Wiege-Verarbeitungsprozessen von pulverförmigen Produkten bzw. schlecht rie-selfähigen Pulvern. In der chemischen Indus-trie sind diese Geräte speziell dort sinnvoll, wo Produktionsprozesse mit einem gleichmä-ßigen Massenfluss zu beschicken sind.
Volumetrische Ausführung für einfache Dosieraufgaben
Das System besteht aus einem Vorratsbe-hälter, einem Austragsrührwerk mit Gehäu-se und einer Dosierschnecke, die bei kleinen Volumen als Doppel-Dosierschnecke ausge-führt ist. Die Dosierschnecken werden über
einen frequenzgeregelten Motor angetrieben, mit dem von Grob- auf Feindosierung umge-schaltet werden kann. Kompensatoren am Be-hältereinlauf und am Schneckenauslauf ent-koppeln das System komplett. Die rostfreie, wertbeständige Chrom-Nickelstahl-Ausfüh-rung ist reinigungsfreundlich und ausgelegt zum schnellen Komponentenwechsel. Sie
Bei der Mischerbeschickung im Bereich Chemie spielt die exakte Dosierung eine sehr wichtige Rolle. Für die Auswahl des richtigen Systems sind folgende Kriterien entscheidend: Handelt es sich um einen kontinuierlichen oder einen Batch-Mischprozess, wie hoch sind die geforderten Durchsatzleistungen und Genauigkeiten oder wie hoch sollte der Regelkom-fort sein. Danach richtet es sich, ob ein volumetrisches oder ein Negativwiegesystem eingesetzt wird oder ob ein kontinu-ierlich, gravimetrisches Dosiersystem sinnvoll ist. Die reinigungsfreundlichen Geräte sind besonders für den häufigen und schnellen Komponentenwechsel geeignet.
Titelstory
16 • 3 • 2012

lässt sich durch ihren modularen Aufbau je-derzeit erweitern.
Der Azodos DV arbeitet im volumetrischen Betrieb im Grob-/Feinstrom. Die pulverför-migen Schüttgüter werden mit dem Austrags-rührwerk aus dem Vorratsbehälter in eine Dosierschnecke eingespeist. Bei den Typen P30/2 und P50/2 mit kleinerem Volumen und bei schwerfließenden Produkten hat sich der Einsatz einer Doppel-Dosierschnecke be-währt. Im Batch-Betrieb wird das Schüttgut über die frequenzgeregelte Dosierschnecke ausgetragen und exakt in den nachfolgen-den Wiegebehälter dosiert. Sind keine ganz engen Toleranzen gefordert, ist auch eine rein volumetrische Fahrweise in einen kontinuier-lichen Prozess möglich.
Abzugswiegesystem für hochgenaues Wiegen von Kleinstmengen
Dieses System wird häufig in zentralen Ein-waagen zum automatischen, grammgenau-en Eindosieren von Kleinkomponenten, Ad-ditiven, Farben etc. in der Chemie eingesetzt. Dieser Azodos arbeitet gravimetrisch über eine Drehzahlsteuerung im Grob-/Feinstrom. Die pulverförmigen Kleinkomponenten bzw. Additive werden mit dem Austragsrührwerk aus dem Vorratsbehälter in die Dosierschne-cke übergeben. Diese dosiert das Schüttgut in den nachfolgenden Prozess, wobei die ent-nommene Menge von einem Wiegemodul exakt erfasst und dokumentiert wird.
Der Aufbau des Gerätes ist sehr ähnlich dem volumetrischen Dosiergerät. Die gesamte Ein-heit, bestehend aus Vorratsbehälter, Austrags-rührwerk und Dosierschnecke, wird jedoch auf eine Wiegeeinrichtung montiert. Kompensa-toren am Behältereinlauf sowie am Schne-
ckenauslauf entkoppeln das System komplett. Auch hier spielen aufgrund von häufigem Re-zepturwechsel die Reinigungsfreundlichkeit und die Erweiterbarkeit eine große Rolle.
Kontinuierliche, gravimetrische Differential-Dosierung für Kontiprozesse
Diese Variante des Azodos wird eingesetzt zum kontinuierlichen, gravimetrischen Be-schicken von Verarbeitungsprozessen wie z. B. Kontimischern und Extrudern mit pulverför-migen Produkten bzw. schlecht fließenden Pulvern. In der chemischen Industrie ist der Einsatz speziell dort sinnvoll, wo es darum geht, Produktionsprozesse mit einem konti-nuierlichen Massenstrom und hohem Rege-lungskomfort zu Beschicken.
Das System DDW arbeitet im gravimetri-schen Betrieb über eine Massenstrom-Rege-lung nach dem Loss-in-Weight-Prinzip. Auch hier werden die pulverförmigen Schüttgüter mit dem Austragsrührwerk aus dem Vorrats-behälter in die Dosierschnecke eingespeist. Über die geregelte Dosierschnecke wird das Schüttgut ausgetragen und die Entnahme exakt erfasst. Durch eine Führungsgröße, die vom nachfolgenden Verarbeitungsprozess (Extruder oder Kontimischer) kommt, wird die Durchsatzleistung durch Ändern der Schne-ckendrehzahl dem Nachfolgeprozess ange-passt. Erreicht der Füllstand im Vorratsbe-hälter einen Minimumwert wird automatisch eine Nachfüllung angefordert. Während der kurzen Nachfüllphase arbeitet das gravimet-rische Dosiersystem drehzahlgesteuert weiter und nimmt nach dem Befüllvorgang wieder die massenstromabhängige Regelung auf.
Der Azodos DDW ist baugleich mit der Va-riante DW. Das Gerät zeichnet sich jedoch
durch eine präzise Online-Regelung und schnelle Korrektur bei eventuellen Sollwert-Abweichungen aus. Es erfolgt eine exakte Ge-wichtserfassung, ohne Verfälschung durch Schüttgewichtsschwankungen. Die Messwer-terfassung geschieht mit sehr hoher Auflö-sung, aufwendige Kalibrierarbeiten sind nicht erforderlich. Auch hier ist das reinigungs-freundliche System zum schnellen Kompo-nentenwechsel sehr vorteilhaft.
Neue Steuerungsgeneration für Dosiersysteme
Bei der Entwicklung dieses neuen Systems wurde größter Wert darauf gelegt, dass eine weltweit erhältliche Standard-Hardware zum Einsatz kommt. Bei der Software-Entwick-
Abb. 1: Azodos DW, Dosiergerät mit Doppel- Dosierschnecke für schwerfließende Produkte
Abb. 3: Azodos als Wechselmodul für schnellen Komponentenwechsel
Abb. 2: Azodos DV, Dosiergerät für pulverförmige Produkte
Titelstory
3 • 2012 • 17

lung könnten die Entwickler auf jahrelange Erfahrungen im Bereich vollautomatischer Dosiersysteme zurückgreifen.
Azocont kann als übergeordnete Steuerung für verschiedene Dosiersysteme eingesetzt werden. Bei einer Anlage mit Azodos -Ein-zelgeräten befindet sich an jedem Gerät eine Steuerungseinheit mit Bedienterminal, die in einer standardisierten Bedienoberfläche eine schnelle Bedienung des Systems zulässt. Werden mehrere Differential-Dosierwaagen in einem gemeinsamen System zusammen-gefasst, haben zwar alle Einzelgeräte eine ei-gene Dosiereinheit, jedoch wird die gesamte Soll-Dosierleistung über ein übergeordnetes System vorgegeben. Besteht eine solche An-lage aus mehreren Differential-Dosierwaagen, die ein Rezept produzieren, ist pro Rezept für jede Waage definiert, wie viel Material pro-zentual benötigt wird. Je nach vorgegebener Dosierleistung werden dann die Dosierleis-tungen jeder einzelnen Komponente berech-net und die Austragleistung geregelt.
Differential-Dosierwaagen regeln möglichst konstant
Für spezielle Anwendungsfälle, z. B. bei Gra-nulaten wird die Azograv-Anlage eingesetzt. Hierbei fließt die Hauptkomponenten frei zu, während die weiteren Komponenten über Dif-ferential-Dosierwaagen dosiert werden. Im Rezept wird für jede Waage definiert, wie viel Material prozentual benötigt wird. Abhängig von der ermittelten Dosierleistung der Haupt-komponente, werden dann die Soll-Dosier-leistungen der Nebenkomponenten berechnet und die Austragleistung geregelt. Hier gilt der Master-Slave-Betrieb. Dabei spielt es keine Rolle, ob die Leitkomponente prozentual den höchsten Anteil an der Rezeptur hat oder sie in einer anderen Rangreihenfolge liegt. Die Leistung der Leitkomponente kann sich ent-
weder automatisch durch den kundenseitigen Prozess ergeben oder sie kann auch konkret vorgegeben werden.
Die Hauptfunktion einer Differential-Do-sierwaage ist die möglichst konstante Rege-lung der Dosierleistung. Die Regelung soll dabei so ausgelegt werden, dass sie mit ent-sprechender Parametrierung für alle Einsatz-fälle ohne Software-Änderung angepasst werden kann. Der Aufbau der Regelstrecke ist dabei immer gleich. Als Führungsgröße wird ein Sollwert in Kilogramm pro Stunde vorgegeben. Die Eingangsgröße ist bei einer Behälterwaage der gemessene Gewichts-wert in Kilogramm. Als Stellgröße wird die Geschwindigkeit des Dosierorgans ausgege-ben. Optimal ist noch eine Rückführung der Geschwindigkeit des Dosierorgans. Ein Do-sierorgan ist hierbei ein beliebiges Materi-
al austragendes System, z. B. Dosierschne-cke, Dosierbandwaage oder Dosierrinne. Je nach Materialeigenschaften des zu dosieren-den Produktes, sind noch ein oder mehrere mechanische Austraghilfen wie z. B. ein Vi-brator-Rührwerk denkbar. Die Austraghilfen können den Gewichtswert durch Vibrationen, Erschütterungen negativ beeinflussen. Dies wird natürlich über Kompensatoren weitest-gehend vermieden. Da das System kontinu-ierlich über einen beliebig langen Zeitraum dosiert, muss bei Behälterwaagen auch wäh-rend der Nachfüllung der Durchsatz (kg/h) nach der Vorgabe der Führungsgröße ge-halten werden. Da während der Nachfüllung kein Gewichtswert ermittelt werden kann, muss der Stellwert dann anhand einer oder mehrerer Kennlinien ermittelt werden (volu-metrischer Betrieb).
Verschieden Aufgaben erfordern verschiedene Systeme
Zusammenfassend kann man feststellen, dass die unterschiedlichen Aufgabenstellungen aus der Industrie, verschiedene Dosiersysteme erfordern. Dabei ist es wichtig, ein optimales Zusammenspiel zwischen Verfahrenstechnik und Steuerungstechnik ohne Schnittstellen-probleme zu erreichen.
Walter Sonntag, Bereichsleiter Marketing / Dokumentation von AZO
Abb. 4: Azodos P70, reinigungsfreundlich durch Ausziehvorrichtungen
Abb. 5: Azodos P50/2 zum direkten Eindosieren in die Förderleitung
Abb. 7: Übersichtsmenü der Azocont Steuerung
Abb. 6: Azodos P 140 für hohe Durchsatzleistungen
AZO GmbH + Co. KG, OsterburkenTel.: +49 6291 920Fax: +49 6291 [email protected]://www.azo.com
Kontakt
Titelstory
18 • 3 • 2012

16k Zeilenkamera prüft SchüttgutDie ELiiXA+ mit 16.384 Pixel je 5 µm Pixelgröße, wird mit 100 kHz ausgelesen. e2v erreicht eine so gute Sensor-Planarität, dass eine scharfe Abbildung über die gesamte Länge von 82 mm sichergestellt ist. Der Multi-Line CMOS-Sensor garantiert einen Dynamikumfang von 73 dB.: Vor der A/D-Wandlung wird durch das Design der Photodiode ein hoher Charge-Conversion-Faktor erreicht. Die Verstärker sind direkt neben den aktiven Pixeln ange-ordnet, dies führt zu einer QE von 72 % bei 550 nm. Das CDS sorgt für homogene, rauscharme Bilder. Zudem verfügt die Kamera über
manuelles/automatisches Tap-Ba-lancing, FFC, Kontrastspreizung, analoges/digitales Binning, LUTs. Die ELiiXA+ gibt es mit CL Full Interface, 850 MB/s und 50 kHz. Die volle Geschwindigkeit wird mit CoaXPress, vier Links in der CXP-6-Konfiguration, erreicht: 16k-Auflösung, 100 kHz Zeilen-rate und 16.4 Gbit/s Datenrate.
Rauscher GmbHTel.: +49 8142 [email protected]
Kontakt
PartikelanalysatorDer seit März 2011 verfügba-re Camsizer XT, der den Ein-satzbereich hin zu kleineren Partikelgrößen und agglome-rierenden Proben erweitert, wurde nach Angaben des Herstellers vom Markt begeis-tert aufgenommen. Insbeson-dere die Möglichkeit, zusätzlich zur Partikelgrößenverteilung im Bereich von 1 µm bis 3 mm auch Informationen über die Form der Partikel zu gewinnen, stößt auf großes Interesse. Die optionale Dispergierung durch Druckluft, Schwerkraft oder Flüssigkeit er-möglichen eine optimale Anpas-sung an die Bedürfnisse des Kun-den. Der Camsizer XT ermöglicht
die simultane Bestimmung von Partikelgröße, und -form. Auch kleinste Mengen Überkorn und Unterkorn können sicher detek-tiert werden.
Retsch Technology GmbHTel.: +49 2104 [email protected]
Kontakt
Antworten auf Schüttgut-FragenAntworten auf Fragen, die beim Umgang mit Schürrgütern auf-treten, erhielten die etwa 120 Teilnehmer am Gericke Kunden-seminar 2012 Anfang Februar im schweizerischen Regensdorf. Gastreferent Dipl.-Ing. Hans-Werner Bellin erläuterte hygi-enische Lösungen – von einfa-chen Kaffeekannen bis hin zu
industriellen Anlagen. Der Ex-perte auf dem Gebiet des hygi-enischen Designs erklärte die rechtlichen Grundlagen im eu-ropäischen Raum und zeigte an-hand einer Vielfalt von guten und schlechten Beispielen, wie man durch hygienisches De-sign ein Produkt vor unnötigen Verunreinigungen und Keimbe-
VOLKMANN... powder-handling unlimited ...
Vakuumförderer für Schüttgüter aller Art, 10-10.000 kg/h, ATEX zertifi ziert, hygienisch gem. GMP
Produktaufgabestationen Systeme zur staubfreien Entleerung v. Säcken, Fässern, Big-Bags usw.
Lösungen aus einer Hand: Hubsäulen, Klumpenbrecher, Wiege- und Dosiersysteme ...
VOLKMANN GmbH, 59494 Soest / Germany, Tel. (02921) 96040
www.Volkmann.eu
Systeme und Lösungen für das saubere und sichere Schüttguthandling
lastungen schützen kann. Geri-cke-Fachleuten zeigten den Seminarteilnehmern, welche Möglichkeiten sich bei der Ent-wicklung eines Produkts von der ersten Idee bis hin zur indust-riellen Mischung bieten. Wei-tere Referate vermittelten die Grundlagen des pneumatischen Förderns sowie die neusten Ent-
wicklungen in der Dosiertech-nologie.
Gericke [email protected].: +41 44 8713636
Kontakt
Special Schüttgut

Schüttgut kennen und beherrschenIn vielen Fällen ist Massenfluss der Schlüssel für einen erfolgreichen Betrieb
ffc = σ1/ σc (1)
Umso größer ffc ist, d. h. umso kleiner die Schüttgutfestigkeit im Verhältnis zur Ver-festigungsspannung ist, desto leichter ist ein Schüttgut aus der Ruhe zum Fließen zu brin-gen. Die genannten Einflussgrößen wie Span-nung, bei der ein Schüttgut lagert (z. B. am Boden eines BigBag), oder Lagerzeit lassen sich bei der Messung ebenso wie Tempera-tur oder Luftfeuchtigkeit berücksichtigen, so dass man eine auf physikalischen Größen ba-sierende Aussage zur Fließfähigkeit erhält.
So einfach der einachsige Druckversuch aussieht, so schwierig ist er zu realisieren. Wird die auch im Ruhezustand auftretende Reibung zwischen Schüttgut und Wand des Hohlzylin-ders nicht durch eine aufwändige Schmierung verhindert, nimmt die aufgebrachte Verfesti-gungsspannung von oben nach unten stark ab, was eine zuverlässige Messung unmöglich macht. Daher bevorzugt man in der Schütt-guttechnik sogenannte Schergeräte, mit denen definierte physikalische Größen zur Beschrei-bung des Schüttgutverhaltens gemessen wer-den. Schergeräte basieren auf den Arbeiten Jenikes [2], der die Grundlagen zur Charakteri-sierung von Schüttgütern und zur verfahrens-technischen Siloauslegung schuf. Heute haben sich vor allem automatische Ringschergeräte zur Messung der Fließfähigkeit und anderer Fließeigenschaften etabliert [1, 3]. Schergerä-te liefern neben der Schüttgutfestigkeit nach Abb. 1 auch Ergebnisse zur inneren Reibung, zur Schüttgutdichte und zur Wandreibung. Die Wandreibung beschreibt das Fließen des Schüttgutes entlang einer Feststoffoberfläche (z. B. Trichterwand, Schurre). Sie gibt Informa-tionen zur notwendigen Steilheit von Wänden als auch zur Neigung zum Anbacken [1].
Im Gegensatz zu Schergeräten erschei-nen phänomenologische Messmethoden zur Messung von Größen, die die Fließfähig-keit beschreiben sollen, als wenig hilfreich für eine ernsthafte Aussage. So sagt z. B. ein Böschungswinkel nichts dazu aus, ob sich ein Schüttgut bei der Lagerung verfestigt, oder ob es bei einer bestimmten Auslauf- abmessung zum Stocken des Schüttgutflus-ses kommt. Das gleiche gilt für alle „Einfach-messmethoden“, deren Resultate keine phy-sikalisch definierten Größen sind [1] und die nur deshalb als einfach empfunden werden,
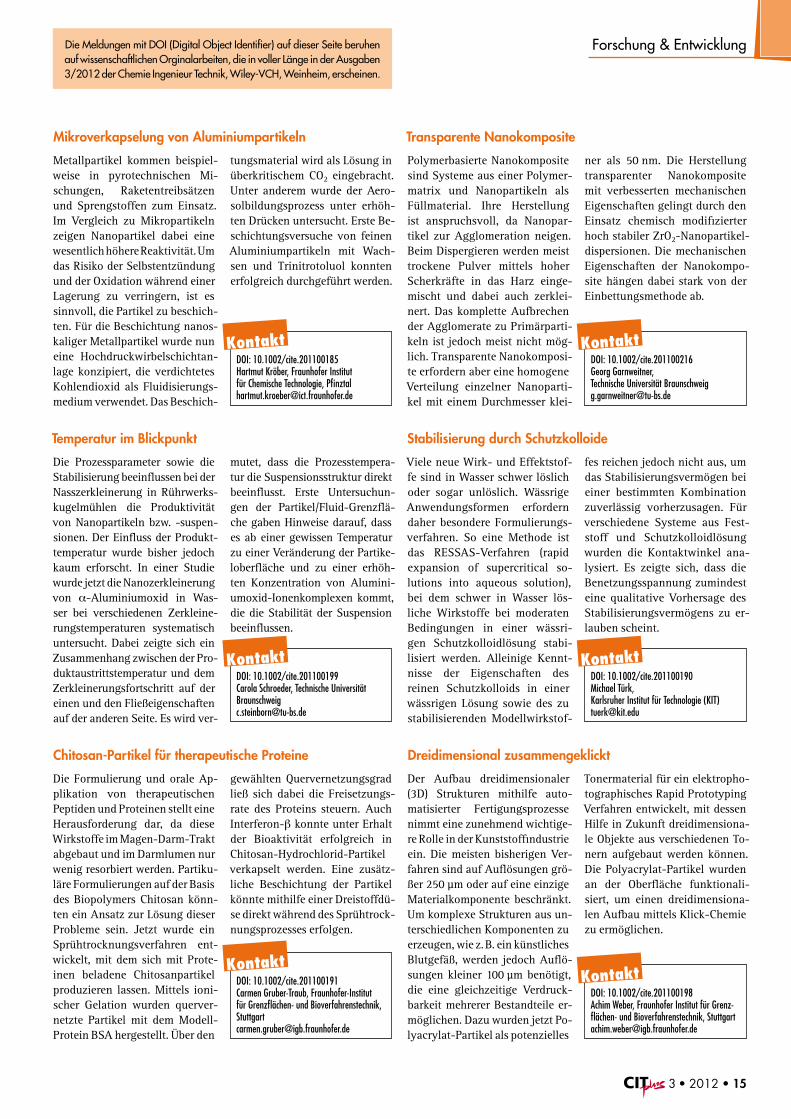
Viele Produkte, auch Vor- und Zwischenprodukte, liegen in Form von Schüttgütern vor, angefangen vom Nanopulver bis hin zum Granulat. Für die industrielle An-wendung stehen hinsichtlich der Handhabung folgende Fragen im Vordergrund: Wie gut fließt das Schüttgut? Wie verhält sich das Schüttgut in spezifischen Anla-gen wie z. B. Silos oder Zuführtrichtern? Mit diesen Themen beschäftigt sich die Schüttguttechnik, eine über fünfzig Jahre alte Wissenschaft, die leider nicht so be-kannt ist, wie es geboten wäre – was an häufig auftretenden und in diesem Beitrag beschriebenen Problemen bei der Handhabung von Schüttgütern sichtbar wird.
Prof. Dr.-Ing. Dietmar Schulze, Institut für Recycling der Ostfalia Hochschule für an-gewandte Wissenschaften, Wolfsburg und Schwedes + Schulze Schüttguttechnik GmbH, Wolfenbüttel
bei feuchten Schüttgütern [1]) zu, so dass Fließen nur mit größerem Aufwand zu errei-chen ist. Eine weitere wichtige Einflussgrö-ße ist die Zeit: Lagert ein Schüttgut längere Zeit unter Druckspannungen in einem Behäl-ter ohne zwischenzeitige Bewegung, können sich die Haftkräfte durch Mechanismen wie z. B. Sintern, Kristallisation oder plastische Verformung der Partikelkontakte drastisch vergrößern, so dass der Aufwand weiter steigt.
Damit wird deutlich, dass die „Fließfähig-keit“ eines Schüttgutes nur unter Berück-sichtigung des Aufwandes zu beschreiben ist, der notwendig ist, um ein zunächst ruhen-des Schüttgut in Bewegung zu bringen. Der einachsige Druckversuch in Abbildung 1 be-schreibt dies. Das zunächst lockere Schüttgut befindet sich in einem Hohlzylinder mit rei-bungsfreien Wänden und der Querschnitts-fläche A. Nach Aufbringen einer vertikalen Verfestigungsspannung σ1 auf das locker ein-gefüllte Schüttgut kommt es zur Verfestigung und Verdichtung. Danach wird die Druckfes-tigkeit σc gemessen, indem der verfestigte Schüttgutzylinder einer zunehmenden verti-kalen Druckspannung unterworfen wird, bis es zum Bruch (Fließen) kommt.
Aus dem Druckversuch ergibt sich die De-finition der Fließfähigkeit ffc, die gleich dem Verhältnis von Verfestigungsspannung σ1 zu Schüttgutfestigkeit σc ist [1, 2]:
Fließeigenschaften
Fluidisiert man ein Schüttgut wie in einer Wirbelschicht, nähert sich sein Verhalten dem einer Flüssigkeit. Kompaktiert man ein Schüttgut wie bei der Tablettierung, erhält man einen Festkörper. Gewöhnlich begeg-net man Schüttgütern zwischen diesen Ex-tremen, denn in den meisten Fällen unter-liegt ein Schüttgut Spannungen von deutlich unter 100 kPa und wird auch nicht in einer Weise mit Gas durchströmt, dass es zur Flui-disierung kommt.
Ein Schüttgut zum Fließen zu bringen be-deutet, dass Partikel oder Partikelbereiche ge-geneinander verschoben werden. Bei grob-körnigen, trockenen Produkten ist dies mit verhältnismäßig wenig Aufwand verbun-den, da im Wesentlichen Coulomb‘sche Rei-bung überwunden werden muss. Bei zuneh-mend feinkörnigen oder feuchten Produkten nimmt dagegen der Einfluss der Haftkräfte (van-der-Waals-Kräfte, Flüssigkeitsbrücken
Special Schüttgut
20 • 3 • 2012

weil aufgrund der komplexen Vorgänge keine theoretischen Grundlagen zu ihrer Beschrei-bung verfügbar sind.
Schüttgutgemäße Gestaltung von Anlagen
In Anlagen, die Schüttgüter verarbeiten, müs-sen diese gelagert, gefördert, zugeführt und dosiert werden. Die häufigsten Probleme, die dabei auftreten, sind Fließstörungen und Ent-mischung.
Fließstörungen sind in erster Linie das Er-gebnis zu kleiner Querschnitte, so dass das Schüttgut z. B. über zu kleinen Auslauföff-nungen Brücken bildet. Die maßgebliche Schüttguteigenschaft hierzu ist bei kohäsiven Schüttgütern die in Abb. 1 erläuterte Schütt-gutfestigkeit, die es dem Schüttgut erlaubt, eine stabile Brücke zu bilden. Durch Mes-sen der Fließeigenschaften ist es möglich, die Mindestquerschnitte für ein Schüttgut zu be-stimmen und so eine Anlage so auszuführen, dass es nicht zu Brückenbildung kommt [1, 2].
Von enormer Tragweite für das Verhalten des Schüttgutes in einer Anlage ist die Ge-genwart sogenannter toter Zonen (Abb. 2). Dies sind Bereiche, die in Ruhe verharren, während Schüttgut aus oder durch einen Be-hälter oder Trichter fließt. Man spricht in die-sem Fall von Kernfluss.
Abb. 2: Kernfluss und mögliche Ursachen: a. zu flache Trichterwand, b. Vorsprung, c. einseitiger Schüttgutabzug durch Austraggerät
Abb. 1: Einachsiger Druckversuch
Quality in vibrators
Findeva AGPneumatische Vibratoren für die IndustrieLoostrasse 2, CH-8461 Oerlingen, Schweiz. Tel. +41 (0)52 319 25 61www.findeva.com.Mail: [email protected]: www.aldak.de. Mail: [email protected]
11.34.2d
177 mm hoch, Schlagkraft
15 Nm/3,5 Ns
ölfrei
LockernLösen EntleerenAbreinigen
Nass- und Ex-Bereich
Klo
pfer
FK
L-50
si
Praktisch
unschlagbar:
Braucht kaum Luft:0.2 l/Schlag bei 6 bar.
Abb. 3: Kernfluss (a) und Massenfluss (b), Auswir-kungen auf die beim Füllen entstandene Entmischung
Special Schüttgut

Fazit
Das Verhalten eines Schüttgu-tes wird mit Größen beschrieben, die physikalisch definiert und mit Schergeräten messbar sind. Diese Größen lassen sich nutzen, um Produkte hinsichtlich ihrer Fließfähigkeit zu beurteilen oder Anlagenkomponenten auszule-gen. Problemen wie Fließstörun-gen oder Entmischung wird ent-gegengewirkt, wenn Trichter etc. an die Fließeigenschaften des Schüttgutes angepasst werden. In vielen Fällen ist Massenfluss der Schlüssel für einen erfolgrei-chen Betrieb.
Literatur[1] Schulze, D.: Pulver und Schüttgüter,
2. Auflage, Springer-Verlag (2009)
[2] Jenike, A.W.: Storage and Flow of
Solids, Bull. No. 123, Utah Engng.
Station, Univ. of Utah, Salt Lake City
(1964)
[3] Schulze, D.: Ringversuch mit Ring-
schergeräten, Schüttgut 16 (2010) 3,
S. 146–153
Anhand der beschriebenen Probleme wird deutlich, dass Kernfluss nachteilig ist. Die Al-ternative zu Kernfluss ist Mas-senfluss. Bei Massenfluss ist sämtliches Schüttgut während des Schüttgutabzugs in Bewe-gung (Abb. 3.b). Um Massen-fluss zu erreichen, müssen die Trichterwände steil genug sein, um tote Zonen zu verhindern. Die notwendige Neigung lässt sich aus den gemessenen Fließ-eigenschaften, insbesondere der Wandreibung, bestimmen [1, 2]. Außerdem müssen die übrigen in Abbildung 2 gezeigten Ursachen für Kernfluss vermieden werden, was eine Frage der konstruktiven Ausführung ist. Bei Schnecken-förderern vermeidet man tote Zonen, wenn die Schnecke stei-gende Förderkapazität in Förder-richtung hat, z. B. durch eine all-mähliche Zunahme der Steigung, für andere Austraggeräte gibt es entsprechende Lösungen [1].
Bei Massenfluss verlässt das Schüttgut das Silo etwa in der gleichen Reihenfolge, in der es eingefüllt wurde. Die Verweil-zeitverteilung ist eng. Schacht-bildung kann nicht auftreten, da es keine toten Zonen gibt. Die beim Füllen entstandene Ent-mischung wird reduziert, da die entmischten Bereiche im Trichter wieder vereinigt werden.
Die in diesem Aufsatz beschriebenen Themen Fließeigenschaften und Silogestaltung sind Inhalt des jährlich in Braunschweig stattfindenden GVT-Hochschulkurses „Vom Schüttgut zum Silo“[email protected]
Seminar zum Thema
Atex-Konformität per Fragebogen checkenMit einem speziellen Fragebo-gen können Betreiber von Lö-dige-Maschinen ab sofort über-prüfen, ob ihre Anlagen der neuen Atex-Richtlinie entspre-chen und – wenn nicht – wel-che Maßnahmen sinnvoll sind. Seit 2003 müssen neue Maschi-nen den verschärften Vorschrif-ten der europäischen Explosions-schutz-Richtlinie Atex RL 94/9/EG entsprechen. Die Konformität wird dabei sowohl für die elekt-rischen als auch für die mechani-schen Bauteile gefordert. Ältere Maschinen, die vor dem Stichtag 30. Juni 2003 in Betrieb genom-men wurden, genießen Bestands-schutz. Doch kann ein Umbau gemäß den strengeren Vorgaben durchaus sinnvoll oder sogar notwendig sein. Ändern sich etwa die Produktionsbedingun-gen so, dass neue Gefährdungen entstehen oder sich ein vorhan-denes Risiko erhöht, muss die
Maschine gemäß den aktuellen Vorgaben ausgeführt sein. Das selbe gilt, wenn die Maschine länger stillgelegt war und dann wieder zum Einsatz kommen soll.
Gebr. Lödige Maschinenbau GmbHTel.: +49 5251 [email protected]
Kontakt
Prof. Dr.-Ing. Dietmar SchulzeOstfalia Hochschule für angewandte Wissenschaften HS Braunschweig/WolfenbüttelInstitut für Recycling, WolfsburgTel.: +49 5331 [email protected]
Kontakt
Kernfluss tritt z. B. dann auf, wenn die Trichterwände nicht steil oder glatt genug sind (Abb. 2.a). Es bilden sich tote Zonen, und nur in einer Fließ-zone, die sich von der Auslauf-öffnung nach oben hin erstreckt, bewegt sich das Schüttgut nach unten. Tote Zonen bil-den sich auch auf Vorsprüngen (Abb. 2.b) oder durch Austragge-räte, die nicht in der Lage sind, das Schüttgut über der gesam-ten Auslauföffnung abzuzie-hen. Abbildung 2.c zeigt einen Schneckenförderer unter einem Auslaufschlitz, der sich bereits am hinteren Ende mit Schütt-gut füllt, so dass er im weiteren Verlauf kein Schüttgut mehr auf-nehmen kann. Die gezeigten Bei-spiele gelten nicht nur für Silos, sondern für jegliche Behälter, in denen Schüttgut fließen soll.
Kernfluss ist die Ursache vie-ler unterschiedlicher Proble-me. Das Schüttgut in den toten Zonen kann sehr lange im Silo verweilen, so dass seine Quali-
tät abnimmt, oder es sich mit der Zeit so sehr verfestigt, dass die toten Zonen nach Entleerung der Fließzone stabil stehen bleiben (Schachtbildung)
Ein häufig auftretendes Pro-blem ist die Entmischung. Beim Füllen eines Behälters muss man schon bei geringen Unterschie-den in Partikelgröße, -form oder
-dichte davon ausgehen, dass sich das Produkt über dem Silo-querschnitt entmischt. Im Bei-spiel von Abb. 3 findet man mehr Grobgut am Rand des Silos und mehr Feingut nahe der Siloachse. Dies ist ein typisches Ergebnis bei mittiger Einfüllöffnung und nicht zu feinem Schüttgut. Herrscht im Silo Kernfluss (Abb. 3.a), wird zu-nächst das Produkt aus der Mitte (z. B. Feingut) ausfließen, wäh-rend das Produkt vom Rand (z. B. Grobgut) erst später folgt. Da-durch entsteht am Auslauf ein Schüttgutstrom mit zeitlich ver-änderlicher Zusammensetzung
– auch wenn das Schüttgut beim Füllen bestmöglich gemischt war.
www.gitverlag.com
online
Special Schüttgut
22 • 3 • 2012

Schüttguterfahrung gefragtPneumatische Fördersysteme auch für schwierige Produkte und komplexe Aufgaben – Teil 1: Grundlagen
Schüttgüter weisen, bedingt durch Korngröße und -verteilung, Schüttgutdichte, Schüttwin-kel, Feuchtigkeit, Temperatur und Reibungs-widerstand unterschiedlichste Eigenschaften auf. Als weitere Schüttgut-Merkmale werden definiert „abrasiv“, „kohäsiv“, „empfindlich“,
„heiß“, „feucht“, „nicht fließfähig“ etc. Zudem zeigen, aufgrund des globalen Markts für die internationale Beschaffung von Roh- und Hilfsstoffen unterschiedlichster Herkunft, Pro-dukte gleichen Namens, gleicher chemischer Formel und Körnung sehr unterschiedliche Fließverhalten. Anlagen, die problemlos be-trieben wurden, können plötzlich Störungen aufweisen. Der Anspruch an ein individuel-les Schüttgut-Handling sowie die Entwicklung geeigneter Verfahren ist entsprechend hoch.
Die unterschiedlichen Schüttguteigen-schaften haben entscheidende Bedeutung für die Auswahl des richtigen Förderverfahrens und sind in den erzeugbaren Strömungszu-ständen sowohl als Druck- als auch Vakuum-förderung zu berücksichtigen. Umfassende Kenntnisse der Schüttguteigenschaften bzw. deren Ermittlung sind unbedingt notwendig.
D. Geldart (Types of gas fluidization. Pow-der Technol. 7 (1973), S. 285/292) teilt die Schüttgüter nach ihrem Fluidisierungsver-halten und dem Lufthaltevermögen in die Gruppen A, B, C, D ein und stellt damit eine grobe Gliederung bezüglich des Förderver-haltens zu Verfügung.
Gliederung bezüglich des Förderverhaltens (nach Geldart)
A ) feinkörnige Pulver geringer Dichte, gut flu-idisierbar mit gutem Lufthaltevermögen
B ) mittlere Körnungen mittlerer Dichte, fluidi-sierbar mit schlechtem Lufthaltevermögen
C ) feine Pulver höherer Dichte, kohäsiv, schwierig zu fluidisieren mit schlechtem Lufthaltevermögen
D ) gröbere Körnungen höherer Dichte, nicht fluidisierbar, kein Lufthaltevermögen
A. W. Jenike (Storage and Flow of Solids. Bull. Nr. 123, Utah Engng, Exp. Station, Univ. Of Utah, Salt Lake City (1964) beschreibt die
Fließfähigkeit der Schüttgüter durch die Fließfunktion FFC und stellt damit eine grobe Gliederung bezüglich des Auslaufverhaltens aus Behältern zu Verfügung.
Gliederung bezüglich des Auslaufver-haltens aus Behältern (nach Jenike)
Frei fließend 10 ≤ FFC < ∞Fließend 4 ≤ FFC < 10Kohäsiv 2 ≤ FFC < 4Sehr kohäsiv 1 ≤ FFC < 2Nicht fließend, aushärtend FFC < 1
Nachdem bei der Planung von pneumati-schen Fördersystemen sowohl das Förder-verhalten als auch das Auslaufverhalten aus Behältern relevant ist, sind beide in die Beur-teilung einzubeziehen.
Dazu kommen die generelle Aufgaben-stellung und die spezifischen Anforderun-gen, wie Erhaltung der Produkteigenschaf-ten, Körnung, Volumen, Schüttgewicht, keine Kontamination etc.
Die Verwirklichung der diversen Förder-verfahren für Schüttgüter mit ihren cha-rakteristischen Strömungszuständen setzt umfassende Kenntnisse der Strömungs-technik voraus. Bei der Umsetzung der verfahrenstechnischen Vorgaben in aus-gereifte Systeme ist der schüttguterfahre-ne Konstrukteur gefordert.
Hermann J. Linder, CEO der solids solutions group Abb. 1: 3D-Zeichnung einer pneumatischen Förderanlage
Special Schüttguttechnik
3 • 2012 • 23
Fließverhalten verschiedener Produkte im Überblick
Die Tabelle 1 zeigt an Beispielprodukten und deren allgemeiner Beschreibung die generelle Einteilung nach Geldart und Jenike sowie die jeweils prinzipiell geeigneten Förderverfahren.
Besondere Bedeutung kommt den ener-giesparenden sowie produkt- und anlagen-schonenden Pfropfenförderverfahren zu. Produktpfropfen werden mit niedriger Ge-schwindigkeit von 0,5 bis ca. 5 m/s und hoher
Beladung von bis zu 100 kg Produkt pro kg Förderluft gefördert. Damit wird Kornzer-störung verhindert sowie Produktabrieb und Anlagenverschleiß minimiert.
Mit dem deutschen Patent DE-PS 2-122858 des Autors H. J. Linder wurde 1970, laut Prof. Dr. Siegel (Pneumatische Förderung, Vogel Buchverlag, Würzburg, 1991) erstmals ein ge-samtes Verfahren zur pneumatischen Pfropfen-förderung beschrieben. Es zeichnet sich durch ein Impulsventil zum Bilden von Material-pfropfen aus. Zudem besitzt es eine zusätzliche
Nebenleitung zur Speisung der Leistungsver-stärker (Relaisstationen) in der Förderleitung. Diese reagieren auf den Absolutdruck in dem jeweiligen Förderleitungsabschnitt und über-tragen auf diesen erforderlichenfalls Druck-energie. Dadurch werden Materialpfropfen weitertransportiert ohne sie aufzulösen. Ein entscheidender Vorteil sind die praktisch un-beschränkten Förderwege und Leistungen. Bei langsamer, schonender Förderung ab ca. 0,5 Metern pro Sekunde kommt es selbst bei hoher Beladung nicht zur Verstopfung. Auf-
Fließgrafiken Beispielprodukt Beschreibung Gruppe nach Geldart Gruppe nach Jenike Förderverfahren
Kalksteinmehl, Zement, Kalk, PVC
Gut fluidisierbar, gutes Lufthalte-vermögen
Gruppe A: fein und/oder leicht
Fluidisiert: 10 < FFC < ∞, d. h. freifließend
Nicht fluidisiert: 2 < FFC < 4, d.h. kohäsiv
Flugförderung Dichtstrom-Druckförderung Dichtstrom-Takt-Saugförderung
Sand, Bettasche, Granulate
Schlecht fluidisier-bar, schlechtes Luft-haltevermögen
Gruppe B: Körnung mittel und/oder schwer
4 < FFC < 10, d. h. fließend
Flugförderung, Schubförderung Vakuum-Pfropfenförderung mit Impuls-ventil, bei längeren Strecken zusätzlich mit Nebenleitungssystem
Kreide, Titandioxyd, Metalloxyde, Milchpulver
Kohäsiv bis sehr kohäsiv, kein Luft-halte-vermögen, Rattenlöcher
Gruppe C: fein und/oder schwer
2 < FFC < 4 schlecht fließend
1 < FFC < 2 nicht fließend, kohäsiv bis sehr
Pfropfenförderung mit Nebenleitung, Impulsventil und Relaisstationen Dicht-stromförderung mit Nebenleitung Vakuum-Pfropfenförderung mit Impuls-ventil, bei längeren Strecken zusätzlich mit Nebenleitungssystem
Zucker, Nüsse, Salz, Grieß, Granulat, Mandeln, gefrorenes Gemüse
Kristallin bis körnig, kein Lufthalte-vermögen, nicht fluidisierbar
Gruppe D: grob und/oder schwer
4 < FFC < 10, d. h. fließend
Schubförderung, Pfropfenförderung mit Nebenleitung, Impulsventil und Relais-stationen Vakuum-Pfropfenförderung mit Impuls-ventil, bei längeren Strecken zusätzlich mit Nebenleitungssystem
Fertigmischungen, Glasgemenge, Trockenputze mit Aerosil, Gemenge, Mischungen
Schlechtes Lufthalte vermögen, Fluidisierung er-zeugt Entmischung
Gruppe C bis D: fein und/oder schwer, grob und/oder schwer
je nach Feinanteil 2 < FFC < 4, d. h. kohäsiv bis fließend
Pfropfenförderung mit Nebenleitung, Impulsventil und Relaisstationen Vakuum-Pfropfenförderung mit Impuls-ventil, bei längeren Strecken zusätzlich mit Nebenleitungssystem
Feuchte Sande, Gemenge, zentrifugenfeuchte Feststoffe
Kein Lufthalte-vermögen, nicht fluidisierbar, formbar
Sinngemäß Gruppe C: fein bis grob und feucht
FFC < 1, d. h. nicht fließend bis klumpig
Pfropfenförderung mit Nebenleitung, Impulsventil und Relaisstationen
Sprühgranulate, Chips, Instant-produkte, Perborat, Tabletten, Pastillen, Perkarbonat, Adipinsäuren
Empfindliche Produkte, Agglo-merate, kein Lufthaltevermögen, nicht fluidisierbar
Gruppe B und D: Körnung mittel bis grob und/oder schwer
4 < FFC < 10, d. h. fließend
Pfropfenförderung mit Nebenleitung, Impulsventil und Relaisstationen Vakuum-Pfropfenförderung mit Impulsventil, bei längeren Strecken zusätzlich mit Neben-leitungssystem
Schleißende Produkte
Alle Produkte ab einer Härte von ca. 4 nach Mohs
Nicht einordenbar 1 < FFC < 10, abhängig von Körnung
Dichtstromförderung mit Nebenleitung, Pfropfenförderung mit Nebenleitung, Impulsventil und Relaisstationen Vakuum-Pfropfenförderung mit Impuls-ventil, bei längeren Strecken zusätzlich mit Nebenleitungssystem
Stückiges Recycling-Material, Scherben
Nicht fluidisierbar, kein Lufthaltever-mögen
Sinngemäß Gruppe B – D
2 < FFC < 4, d. h. schlecht fließend
Flugförderung, Pfropfenförderung mit Nebenleitung, Impulsventil und Relais-stationen
Tab. 1: Fließverhalten verschiedener Produkte im Überblick
Special Schüttguttechnik
24 • 3 • 2012

grund der niedrigen Fördergeschwindigkeit und der rein laminaren Bewegung der Mate-rialpfropfen entsteht selbst bei hochempfind-lichen Produkten, wie Sprühgranulaten, kaum Kornzerstörung und minimalster Abrieb bzw. bei extrem harten und abrasiven Schüttgütern,
wie Siliziumkarbid oder Schleifmittel, kaum Anlagenverschleiß. In den erhaltenen Materi-alpfropfen befinden sich Partikel unterschied-licher Größe und Dichte in relativer Ruhe zu-einander. Dadurch werden Gemenge und aufbereitete Massen entmischungsfrei geför-
dert. Durch effiziente Nutzung der Druckener-gie vermindert sich der Druckluftverbrauch und damit die laufenden Betriebskosten.
Mit dem solids Vibro Puls Pneu Verfahren (nach oben genanntem Patent) werden selbst feuchte, kohäsive, klebrige oder allgemein nicht fließfähige Schüttgüter durch den vibrierenden Sender sicher in das Förderleitungssystem ein-geschleust und in Pfropfenform transportiert.
Das Puls-Pneu Förderverfahren
Durch Druckluftimpulse wird die kontinu-ierliche Materialsäule am Senderausgang in Luftpolster und Materialpfropfen aufge-teilt (siehe Grafik). Die Luftpolster wirken als Energiequelle zum Verschieben des jeweils vor ihnen liegenden Materialpfropfens. In die Förderleitung sind Relaisstationen ein-gebaut, die die Pfropfen auf Distanz halten. Die Relaisstationen werden durch eine Ne-benleitung mit Druckluft versorgt und sind mit einem Regler ausgerüstet, der nur dann zusätzliche Druckenergie in die Förderleitung einspeist, wenn dies erforderlich ist.
Damit ist ein Verstopfen der Förderleitung praktisch unmöglich. Durch den Einsatz der Relaisstationen wird außerdem das problem-lose Anfahren der Förderung gegen die volle Förderleitung nach einem evtl. Strom- bzw. Druckluftausfall sichergestellt. Jede Relais-station arbeitet in diesem Fall wie ein kleiner Sender, wobei in Förderrichtung gesehen die letzte mit der Förderung beginnt.
Strömungsformen Beschreibung
solids Fly Pneu Flugförderung: Klassisches Flugfördersystem für Saug- und Druckbetrieb. Partikel und Partikelwolken oder -strähnen werden vom Luftstrom getragen.
solids Fluid Pneu Dichtstrom-Druckförderung: Fluidisierte Pulver werden als homogenes Material-/Luftgemisch unter Ausnutzung der Schubkraft gefördert.
solids Vacu Fill Dichtstrom-Takt-Saugförderung: Die Produkte werden fluidisiert oder durchströmt unter Ausnutzung der Saug-kraft gefördert.
solids Step Pneu Schubförderung mit indizierter Pfropfenbildung. Körni-ge Produkte mit engem Kornspektrum werden als Säulen od. Pfropfen durchströmt und „geschoben“. Durch Luf-timpulse wird die Pfropfenströmung indiziert.
solids Split Pneu Dichtstromförderung mit Nebenleitung u. Düsen oder Boostern für schwierige Schüttgüter. Längere Pfropfen werden aufgelöst um Verstopfung zu vermeiden.
solids Puls Pneu Pfropfenförderung mit Nebenleitung, Impulsventil und Relaisstationen. Pfropfen werden erzeugt und erhalten und als solche durch die Förderleitungen geschoben. Schonendstes Langsamfördersystem für empfindliche und schleißende Produkte. Vollrohr-System
solids Vibro Puls Pneu Pfropfenförderung mit Nebenleitung, Impulsventil und Relaisstationen. Nicht fließfähige Produkte werden mit Vibration und Druck in die Förderleitungen eingebracht, Pfropfen werden erzeugt und erhalten und als solche entmischungsfrei durch die Förderleitungen geschoben.
solids Vacu Dense Vakuum-Pfropfenförderung mit Impulsventil und Druck-Nebenleitung für langsame und schonende Saugförde-rung: Vollrohr-System
solids Truck Discharge Pfropfenförderung mit Nebenleitung, Impulsventil und Relaisstationen. Zur Silofahrzeugentladung unter Ver-wendung des Silofahrzeugs als Druckgefäß
Tab. 2: Pneumatische Fördersysteme der solids solutions group
Abb. 2: Das Puls-Pneu Förderverfahren
S.S.T.-Schüttguttechnik Maschinenbau GmbH, LandsbergTel +49 8191 [email protected]
Kontakt
Im zweiten Teil dieses Beitrages in der nächs-ten Ausgabe von CITplus werden anhand von Praxisbeispielen verschiedene pneumatische Fördersysteme vorgestellt.
Special Schüttguttechnik
3 • 2012 • 25

Schnelle LieferungOptimales Bestandsmanagement der Schüttgutsilos
Die Informationen der dort installierten Messtechnik werden in der Regel zur Pro-zesssteuerung der Aufbereitungstechnik und zur Steigerung der Anlageneffizienz genutzt. Darüber hinaus sind jedoch neben den tech-nischen Abteilungen andere Bereiche am Ge-samterfolg des Unternehmens beteiligt. Als Beispiel sind hier die Abteilungen Logistik und der Vertrieb zu nennen.
So werden die Messwerte von Füllstand-sensoren in Silos beispielsweise nicht nur an die Steuerung oder das Leitsystem weiterge-geben, sondern dienen auch als Grundlage für effizientes Bestandsmanagement. Mög-lich wird dies durch den Einsatz intelligenter Messtechnik, gepaart mit offenen, standardi-sierten Datenübertragungsverfahren.
Nachfolgende Beispiele machen dies deut-lich und zeigen umgesetzte Lösungen in
denen die zeitnahen Informationen der Be-stände die Gesamteffizienz des Unterneh-mens verbesserten.
Beispiel aus der Verladung
In einem Hartschotterwerk werden die zehn Kies- und Schotter-Silos unterschiedlichster Fraktionen kontinuierlich auf Füllstand über-wacht. Die Überwachung und Anzeige wird benötigt, um einen reibungslosen Verladebe-trieb der LKWs zu gewährleisten. Kann der LKW nicht oder nur teilweise aus dem Silo beladen werden, so muss die Restmenge mit-tels Radlader von den Außenhalten ergänzt werden. Dies bedeutet einen Mehraufwand an Personal für den Betreiber des Hartstein- und Kieswerkes, bzw. verlängerte Warte- und Be-
ladezeiten des Kunden-LKW. Eine kontinuier-liche Anzeige des Bestandes im Waageraum ist notwendig, um dem Disponent eine Ent-scheidungshilfe zu geben, ob der LKW noch aus den Silos beladen werden kann oder ob dies von einer Außenhalde mittels Radlader erfolgen muss.
Als Basis zur Umsetzung dieses Kunden-wunsches wurde das Fieldgate System zur Übertragung und Darstellung der Füllstände gewählt. Das Fieldgate erfasst die 4…20 mA Füllstand Signale und visualisiert die Werte auf einem PC. Im Internet Browser werden die Werte direkt über den integrierten Web-Ser-ver des Fieldgate FXA520 dargestellt.
Die Anbindung des Fieldgate FXA520 an den PC erfolgt über Ethernet. Die vorhande-nen Ultraschallmesssysteme in den Silos wur-den dabei beibehalten, da diese Geräte vom
Die schnelle Lieferfähigkeit von Pro-dukten bestimmt zunehmend den Geschäftserfolg der Unternehmen. Die Basis zur Optimierung der Ver-sorgungssicherheit sind aktuelle Informationen der Bestände in den Silos und Versandbehältern. Wie dieser Beitrag zeigt, lassen sich für das Unternehmen Kosten optimie-ren und einsparen, wenn neben der Technik andere Bereich wie Logistik, Arbeitsvorbereitung und Vertrieb Zu-griff auf aktuelle Bestandinformatio-nen haben.
Stefan Zöbisch, Branchenmanager Grundstoffe, Endress+Hauser, Weil am Rhein
Special Schütguttechnik
26 • 3 • 2012

Messprinzip noch heute in dieser Anwendung die erste Wahl sind.
Der Disponent hat nun aktuelle Bestandin-formationen auf seinem Bildschirm und kann somit die Verladung und den Materialfluss kostengünstig für den Betreiber und mit ge-ringer Verladezeit für den Kunden realisieren. Diese Lösung und Art der Erfassung von Be-triebsdaten ermöglicht es dem Unternehmen, die Kosten für aufwändige und zeitintensive, manuelle Beladungen zu reduzieren, bzw. im Versand rechtzeitig zu agieren anstatt reagie-ren zu müssen.
Beispiel aus der Baustoffindustrie
Tarmac Dry Silo Mortars ist ein führender Anbieter von Baumaterialien in Großbritan-nien. Tarmac wollte sicherstellen, dass stän-dige Lieferungen von Trockenmörtel auf die Baustellen dem Kunden dabei helfen, die
Kosten und Probleme von nicht geplanten Stillstandszeiten zu vermeiden. Die mobi-len Silos wurde dabei mit dem kostengüns-tige Vibrationsgrenzschalters Soliphant T FTM20 als min. Grenzwerterfassung des Mör-telfüllstands ausgerüstet. Die Einstab-Aus-führung ist den besonderen Anforderungen gewachsen, um dem Druck des Mörtels im Silo während des Transports zu widerste-hen, außerdem wird der Grenzstand zuver-lässig erfasst. Endress+Hauser lieferte zudem Fieldgate Fernüberwachungs-Gateways, die es erlauben, die Daten der Messstellen direkt über Funk in der Tarmac-Zentrale verfügbar zu machen. Wenn der Mörtel einen niedri-gen Füllstand erreicht, erhalten die Fieldgate-Gateways digital diese Information von den Vibrationsgrenzschaltern. Durch diese Mel-dung ausgelöst, wird Tarmac per E-Mail alar-miert, dass die Mörtelreserven beim Kunden zu Ende gehen. So kann der Bestand rechtzei-tig wieder aufgefüllt werden.
Fazit
Kosteneinsparungen im Produktionsprozess sind in der Regel mit mehr Aufwand zu errei-chen, die Einsparungen in der Logistik ver-bessern dagegen sofort die Marge. Zeitnahe Informationen bilden heute für alle Bereiche des Unternehmens die Grundlage für einen reibungslosen und kostengünstigen Ge-schäftsprozess.
▪ Verbesserte Kundenbeziehung durch integrierte Logistikprozesse
▪ Verringerung des Lagerbestandes und Senkung des verwendeten Kapitals
▪ Gesteigerte Verfügbarkeit mit weniger Risiko.
▪ Optimierte Folgeprozesse in Produktions- und Lagerverwaltung und damit Vermei-dung von Lieferengpässen und bessere Vorhersage durch Berücksichtigung der Lieferhistorie
▪ Weniger Prozessstörungen durch Fehlbe-stellungen, bzw. überschüssiges auf Lager produziertes Material
▪ Transparentere Prozesse in der Lieferkette
Vorteile für den Anwender
Kerstin Löffler Endress+Hauser Messtechnik GmbH+Co. KG, Weil am RheinTel.: +49 7621 [email protected]
Kontakt
Abb. 1: kontinuierlicher Füllstand mit Ultraschall-messsystem Prosonic im Schottersilo
Abb. 4: Ein mobiles Silo für Trockenmörtel
Abb. 2: Automatische Beladung der LKWs Abb. 3: Anzeige der Silobestände im Waageraum im Webbrowser
Abb. 5: Zuverlässige Grenzstanderfassung mit dem Vibrations-grenzschalters Soliphant T FTM20
Special Schütguttechnik
3 • 2012 • 27

Schüttgutmessungen im ZementwerkMessverfahren verbessern das Handling von Schüttgütern nachhaltig
Zur Überwachung des Materialflusses…
… kann der berührungslos arbeitenden Mik-rowellen-Bewegungsmelder „FlowJam“ bei allen Schüttgütern eingesetzt werden. Der DK-Wert des Materials spielt dabei keine Rolle. Selbst bei Kieselsäure in kleinen Mengen wird vom FlowJam ein Materialfluss erkannt. Der SWR-Sensor ermöglicht die Materialfluss-überwachung ab einer Fließgeschwindigkeit von 10 cm/s. Die Detektion erfolgt unabhän-gig von der Bewegungsrichtung durch die Auswertung des Dopplereffektes. Material-bewegungen in metallischen Rohrleitungen, Schächten, Freifallstrecken oder Übergabe-stellen wird durch zwei Schaltzustände am Ausgangsrelais angezeigt. Weitere Einsatzbe-reiche finden sich an Förderbändern, Materi-alzuführungen oder volumetrischen Dosier-anlagen. Um den teilweise unterschiedlichen Anforderungen gerecht zu werden, wurde dieses Gerät kontinuierlich an die verschie-denen Anforderungen der Prozesse angepasst. Aus dem Bedarf für eine hohe Empfindlich-keit, wo also auch wenig Staub sofort detek-tiert werden soll, ist der „FlowJam-high“ ent-standen.
Für alle FlowJam-Versionen steht opti-onal ein Prozess adapter zur Verfügung, der den Einsatz bei Temperaturen bis 200 °C und Druck bis 20 bar ermöglicht. Gleichzeitig ist durch den Prozessadapter der Einsatz in Ex-Zone 20/22 möglich. Mit einer Keramikarma-tur ist sogar eine Entkopplung zu sehr heißen Bereichen, wie beispielsweise Zyklone, mög-lich.
Der entscheidende Pluspunkt des „FlowJam“ gegenüber anderen Methoden der Material-flussüberwachung, ist seine absolute Unemp-findlichkeit gegen Verschmutzungen. Durch Materialanbackungen, wie sie in Schüttgut-
prozessen immer vorkommen können, detek-tiert der „FlowJam“ mühelos hindurch.
Die Überwachung von Materialbewegung durch nichtmetallische Materialien, wie z. B. Glas, PVC, Keramik o. ä., erweitert zusätzlich die Bandbreite der Möglichkeiten.
Grenzstand im rauen Prozess?
Maximum oder Minimum? – Eine zuverläs-sige Antwort auf diese simple Abfrage zu erhalten, erweist sich in der Realität häu-fig als unerwartet schwierig. Auch hier hat sich der Einsatz von Radar bewährt. Nahezu
alle Arten von Schüttgütern lassen sich mit „ ProGap“ auf ihren Grenzstand hin detektie-ren. Die Gefahr, dass sich Aggregate wegen Behälterüberfüllung zusetzen oder Qualitäts-schwankungen durch Leerläufe entstehen, kann durch frühzeitigen Alarm vermieden werden. Standartmäßig kann in allen Behäl-tern bis zu einem Durchmesser von 18 Metern gemessen werden. Auch Ausführungen die in der Lage sind, Grenzstände über wesentlich größere Distanzen anzuzeigen, sind auf An-frage von SWR-engineering lieferbar.
Gerade in rauen Prozessbereichen wie zum Beispiel bei Fluff-Dosierungen, Steinbre-chern oder Müllschurren sind die Vorzüge
Bei der permanenten Weiterentwicklung von Zementherstellungsprozessen nimmt die Messtechnik neben neuen chemischen Verfahren und Optimierungen im me-chanischen Bereich, mittlerweile einen festen Platz ein. Verschiedene Messverfah-ren verbessern das Handling von Schüttgütern nachhaltig. Sei es zu wissen, ob definierte Grenzstände erreicht sind, ob Material in einer Leitung überhaupt noch fließt, welcher Feuchtegehalt vorhanden ist oder welche Menge durchgesetzt wird.
Marcus Bronner,SWR engineering Messtechnik
Special Schüttguttechnik
28 • 3 • 2012

SWR-engineering ein direktes Maß für den Massenstrom bis ca. 20 t/h. Mit diesem System sind alle Pulver, Stäube und Granu-late bis zur genannten Menge messbar. In der Zementindustrie hat sich der „SolidFlow“ bei der Erfassung von Zuschlagsstoffen wie Eisen(II)-Sulfat und anderen Additiven, sowie bei der Koh-lestaubmessung zum Ofen, be-währt.
Die menügeführte Bedienung der SolidFlow-Auswerteelektro-nik erlaubt dem Anwender eine einfache Inbetriebnahme. Die Bedienerführung ist in drei Spra-chen (D/E/F) hinterlegt und kann wahlweise per Touch-Screen oder mit Laptop erfolgen. Zusätzlich ist die Auswerteelektronik mit einem Summenzähler ausge-stattet. Als Signale stehen ein 4…20 mA-Ausgang, zwei Relais-ausgänge und ein ModBus-Pro-tokoll zur Verfügung.
Häufig wird die Dosierung von festen Stoffen heute volu-metrisch vorgenommen. Einzi-ger Anhaltspunkt für die Einstel-lung einer gewünschten Menge ist dabei die Drehzahl von me-chanischen Förderorganen. Meist Zellenradschleusen oder Schne-ckenförderer. Da jedoch Materi-alkompressibilität und Füllgrad des Förderers nachweislich nicht immer konstant ist, kommt es häufig zu starken Abweichungen zwischen Soll und Ist der Aus-tragsmenge. Qualitätsschwan-kungen und unnötiger Materi-aleinsatz sind die Folge. – Die Kosten steigen.
Mit der Mikrowellentechnolo-gie kann die drehzahlgesteuerte Dosierung zur geregelten Dosie-rung aufgerüstet werden, ohne eine aufwendige und teuere Ver-wiegeeinrichtung zu integrieren.
Rohmehl, Zement, Putze, Salz, Griese…
... egal welches Material in großen Masseströmen (>20 t/h) gemes-sen werden soll. Mechanische Verfahren und die Schaffung von teuerer Bauhöhe sind mit dem
„MaxxFlow HTC“ vermeidbar.
des ProGap-Systems gegenüber anderen Techniken klar. Beschä-digungen durch das Material sind ausgeschlossen, da der Einbau wandbündig erfolgt.
Der Einbau der beiden bauglei-chen Teile, Sender und Empfän-ger, wird im Regelfall über einen 1½“-Gewindestutzen vorgenom-men. Aber auch jede andere Be-festigungsart, die sicherstellt, dass Sender und Empfänger kor-rekt aufeinander ausgerichtet sind, eignet sich zur Installation.
Gleich wie bei der Material-flussüberwachung mit „FlowJam“ kann auch der „ ProGap“ mit dem Prozessadapter für 200 °C, Druck bis 20 bar und Ex-Zonen-Tren-nung 20/22 sowie mit der Flan-scharmatur für Hochtempera-turbereiche ausgerüstet werden. Durch alle nichtmetallischen Materialien kann der „ ProGap“ hindurch detektieren. (z. B. PVC, Quarzglas, Plexiglas, Schamott) Überwachungsvorgänge sind somit völlig vom Behälterinnen-raum entkoppelt.
Um eine Online-Megener-fassung von Schüttgütern…
… durchzuführen, sind nicht mehr nur Bandwaagen und Prallplat-ten denkbar. Die Zahl der An-wendungen, in denen Schüttgut-mengenmessungen elektronisch vorgenommen werden, steigt stetig. Die Vorteile für den An-wender liegen auf der Hand: Die Nachrüstung der Systeme ist ein-fach. Zusätzliche Bauhöhen sind nicht erforderlich. Einbauten in den Förderstrom gibt es nicht. Testmessungen sind ohne gro-ßen Aufwand kurzfristig möglich. Ex-Bereiche und Temperaturen bis ca. 400 °C sind kein Hindernis.
In Kombination mit einer pa-tentierten Messsignalauswertung liefert der beispielsweise der „So-lidFlow“ Mikrowellensensor von
Abb. 1: Mit einer Keramikarmatur ist sogar eine Entkopplung zu sehr heißen Bereichen, wie bspw. Zyklone, möglich.
© jo
mar
e/fo
tolia
.de

die richtige Wahl des Einbauortes für den Sensor. Bei Schüttgutrut-schen oder Förderbändern muss darauf geachtet werden, dass das Material mit einer möglichst gleichmäßigen Schichthöhe über die Sonde geführt wird. Als beson-ders Vorteilhaft hat sich der Ein-bau des „M-Sens“ in Förderschne-cken erwiesen. Als Ausgabe erhält der Nutzer ein 4…20 mA-Signal, sowie 2 Alarmkontakte. Der Sen-sor darf in alle Ex-Zonen (Gas + Staub) und bis zu einer Tempera-tur von 120°C eingebaut werden.
Wo große Schüttgutmengen nach mechanischen Förderorga-nen wie Förderschnecken, Luft-förderrinnen, Zellenradschleusen o. ä. mechanischen Austragsor-ganen gemessen werden müssen, hat der „MaxxFlow HTC“sein Einsatzgebiet. Die Tatsache, dass auch hier keinerlei Einbauten im Förderstrom vorhanden sind, lässt die Vorteile der dieser Tech-nik klar erkennen. Eine Ober-grenze für den Durchsatz gibt es nicht. Jede beliebige Materi-almenge ist messbar. Unwich-tig ob es sich um 50, 180, 290 oder mehr t/h handelt. Die Bau-höhe des Sensorelements beträgt 330 mm! Ein Nachrüsten in be-stehende Anlagen ist daher ein-fach. Auch weil die Einbaula-ge völlig beliebig ist. MaxxFlow HTC hat einen abrasionsbestän-digen, keramischen Innenkörper. Das System kann bis zu einer Ma-terialtemperatur von 120 °C ein-gesetzt werden. Beim Einsatz in neuen Anlagen kann durch seine kurzen Abmaße häufig Bauhöhe eingespart werden, die früher ob-ligatorisch für mechanische Mes-seinrichtungen einzuplanen war. Bei kontinuierlicher Förderung kann der Messaufnehmer un-mittelbar nach dem Austrag des Förderorgans eingebaut werden. Auslaufstrecken sind generell nicht erforderlich. Die Messung ist gleichermaßen unabhängig von der Fließgeschwindigkeit wie vom Flussbild des Fördergutes in der Leitung.
Eingesetzt wird der MaxxFlow HTC unter anderem in mehre-ren Zementwerken, in denen die Messung der Zementmenge als Führungsgröße zur Eisen(II)-Sulfat-Zudosierung eingesetzt wird. In weiteren Anwendungen, ebenfalls im Zementbereich, wird die Rohmehlmenge erfasst. Hier-durch können die geforderten Mischungsverhältnisse sicherge-stellt, und konstante Qualitäten ausgebracht werden. Die Kalib-rierung des Systems muss nicht die gewöhnlicherweise über eine aufwändige Materialverwiegung erfolgen, sondern kann über ein neues Verfahren durch einfaches Befüllen des Sensors mit dem Material vorgenommen werden. Hierfür nötig ist lediglich ein Ab-sperrschieber unterhalb und eine Serviceklappe oberhalb des Sen-sors. Das Handling von Referenz-mengen mit mehreren Tonnen Gewicht ist damit Vergangenheit (Abb. 2).
Bestimmung der Material-feuchte…
… kann durch Probenahme und Analyse im Labor erfolgen. Der Aufwand ist allerdings groß und es vergeht oft viel Zeit bis, auf-grund der erhaltenen Werte, Ein-fluss auf den Produktionsprozess genommen werden kann. Quali-tät und Prozesssicherheit sinken. Zeitaufwand und Kosten nehmen zu. Eine Möglichkeit mit der die
Materialfeuchte online, während des laufenden Prozesses erfasst werden kann, bietet auch hier die Mikrowelle. Die Feuchtemessung per Mikrowelle von SWR-engi-neering, beruht auf dem Prin-zip eines offenen Resonators. Es wird im hochfrequenten Wellen-bereich gemessen. Dabei wird die Oberflächen- und Kapilarfeuch-te erfasst. Der Dämpfung, der in das Messgut eingekoppelten Mi-krowelle, wird der momentane Feuchtigkeitswert zugeordnet. Veränderungen der Dämpfung sind proportional zum Wasserge-halt. Das Messfenster der Sonde, das in einem Edelstahl-Flansch-gehäuse untergebracht ist, wird durch eine verschleißfreie Kera-mikscheibe geschützt. .
Die wichtigste Voraussetzung für eine korrekte Messung der Restfeuchte in Schüttgütern ist
Abb. 2: Eingesetzt wird der MaxxFlow HTC unter anderem in mehreren Ze-mentwerken, in denen die Messung der Zementmenge als Führungsgröße zur Eisen(II)-Sulfat-Zudosierung eingesetzt wird.
bauen Sie mit uns an einer Zukunft, in der Alzheimer geheilt werden kann. Möchten Sie weitere Informationen? Schreiben oder rufen Sie uns an unter:0800 / 200 400 1 (gebührenfrei)
für Stück ...
Stück
Z17
Kreuzstraße 34 · 40210 Düsseldorf · www.alzheimer-forschung.de
Marcus BronnerSWR engineering Messtechnik GmbH, SchliengenTel.: +49 7635 827248 [email protected]
Kontakt
Abb. 3: Als besonders Vorteilhaft hat sich der Einbau des „M-Sens“ in Förder-schnecken erwiesen. Er darf in alle Ex-Zonen (Gas + Staub) und bis zu einer Temperatur von 120 °C eingebaut werden.
Special Schüttguttechnik
30 • 3 • 2012

In Brühl war durch die unbeab-sichtigte Vermischung von Natri-umhypochloritlösung und Salz-säure giftiges Chlorgas freigesetzt worden. Nachdem 2007 bei einem ähnlichen Unfall in Frankfurt ein Arbeiter zu Tode gekommen war, hatte der Ausschuss für Gefahr-stoffe (AGS) ein Konzept für die sichere Umfüllung von Chlor-bleichlauge entwickelt (Anlage 4 TRGS 500). Zu den darin formu-lierten Anforderungen zählt die messtechnische Überwachung der Befüllleitung.
Ein im Fachblatt Sichere Ar-beit erschienener Bericht (Aus-gabe 6/2011, S. 18-22) von Martin Rinderer hat die hervor-ragende Eignung der Ultraschall-
messtechnik zur sicheren Medie-nerkennung beschrieben, die in einem österreichischen Galva-nik- und einem Textilbetrieb mit
nis, dass die Überwachung der Schallgeschwindigkeit des im Rohr befindlichen Produkts die gegenüber anderen Messtechni-ken überlegene Lösung darstellt, sowohl im Hinblick auf die siche-re Unterscheidung der Medien als auch wegen der Wartungsfreiheit des eingriffsfreien Verfahrens.
dem Clamp-On-Ultraschallmess-system Piox S von Flexim festge-stellt wurde. Die Bewertung der Technik kommt zu dem Ergeb-
Ultraschallmesstechnik zur sicheren MedienerkennungDer Chemieunfall vom 17. Januar in Brühl hat einmal mehr gezeigt, welche Gefahren in zunächst einfach und gut kontrollierbar erscheinenden Vorgängen wie der Nachfüllung flüssiger Produktionsstoffe in den entsprechenden Tank stecken. Immer wieder kommt es zu eigentlich vermeidbaren Chemikalienverwechslungen mit fatalen Folgen. Als ideales Instrument zur sicheren messtechnischen Überwachung des Befüllvorgangs erweist sich die eingriffsfreie Bestimmung der Schallgeschwindigkeit mit Clamp-On-Ultraschalltechnik.
Jörg SacherFlexim GmbH, BerlinTel.: +49 30 [email protected]
Kontakt
Online-Partikelmessung mit JEL Horus Permanente Überwachung des Siebvorgangs Frühzeitiges Erkennen von Siebbruch Sofortiges Anzeigen bei Überfahren des Siebbelags Breites Einsatzspektrum (Korngröße bis 6.000 μm)
www.engelsmann.de
Versieben ist out
MSR • Automation • IT

Gemeinsame LösungenFlexible Systeme für unterschiedliche Anforderungen – in IT und Industrie
Welche Rolle spielt die IT in der Welt der Auto-matisierung und wie ähnlich sind Infrastruk-tur und Anforderungen? Um diese Fragen zu beantworten, ist es hilfreich zunächst einen kleinen Schritt in die Vergangenheit machen. Denn dort haben IT und Industrie ähnliche Prozesse durchlaufen, nur etwas zeitverscho-ben. So stammen beispielsweise skalierbare und modulare Lösungen, ohne die eine effi-ziente industrielle Produktion heute gar nicht möglich wäre, ursprünglich aus dem IT-Be-reich. Sie wurden benötigt, um die Kapazität der Rechenzentren bei Bedarf effizient und
schnell erweitern zu können. Heute sind IT und Industrie nicht nur enger zusammenge-rückt, der Trend geht ebenfalls in die gleiche Richtung. Zentrale Themen sind Verfügbar-keit und Performance, Energieeffizienz und Automatisierung, sowie der autarke Betrieb.
Auch die Infrastruktur von IT und Indust-rie ist ähnlich: Sicherheit inklusive Gehäuse beziehungsweise Schrank, Stromversorgung, Klimatisierung und Überwachung sind so-wohl für Maschine und Steuerung, als auch für Computer und Server notwendig. Nur die technischen Ausführungen, wie Abmessun-
gen und Leistungen unterscheiden sich in einigen dieser Strukturen. Bei der Integrati-on einer IT in die Automatisierung stellt sich dem Anwender daher die Frage, welche Lö-sungen der Markt anbietet, um die Anfor-derungen von beiden Bereichen zu erfüllen. Denn nur eine gemeinsame modulare Basis reduziert die Lagerhaltung, vereinfacht die Bereitstellung und senkt die Kosten. Hinzu kommen Skalierbarkeit und Investitionssi-cherheit. Wird dies darüber hinaus von einem einzigen Lieferanten bereitgestellt, ist das ein weiterer Vorteil.
Die Integration einer ausfallsicheren IT in die Automatisierung ist eine Heraus-forderung, auch wenn die Infrastruktur wie Stromversorgung, Klimatisierung, Überwachung und Sicherheit ähnlich ist. Die Lösung ist eine gemeinsame modulare Basis mit standardisierten Systemen, die sowohl Maschine und Steuerung, als auch Computer und Servern gerecht wird.
Abb. 1 : Bislang hat das Monitoring-System CMC mit dem in der IT gängigen Netzwerkprotokoll SNMP gearbeitet. CMC III bietet dem Anwender jetzt einen integrierten OPC-Server, der mit zirka 99 Prozent der gängigen Leitstandsysteme kompatibel ist.
Bernd Hanstein, Hauptabteilungsleiter Produkt management System Solutions, Rittal
MSR • Automation • IT
32 • 3 • 2012

Schaltschrank- und IT-Racksystem
Welche Möglichkeiten flexible Systeme in ähnlichen Infrastrukturen bieten, zeigen die Entwicklungen von Rittal. Hier hat die IT längst Einzug in die Automatisierung ge-
die Gebäudeinstallation und die Netzwerk-technik bis hin zum kompletten Data Center.
Je größer die Anzahl der elektronischen Komponenten in Schaltschränken und Racks, und je höher die Verlustleistung, umso mehr Wärme muss abgeführt werden. Die Verlustleistung der Geräte in der IT lie-
dass sie nicht in vollem Leistungsumfang standardisiert zur Verfügung standen, son-dern überwiegend kundenspezifisch gefertigt wurden. Mit der Entwicklung der Rückküh-lerserie TopTherm Chiller in Modulbauweise bietet Rittal dem Markt eine Lösung mit we-nigen Komponenten. Das Basismodul ist hier
Abb. 2 : Mit „Rittal – Das System.“ Hat Rittal innovative Produkte aus den Bereichen Schaltschränke, Stromverteilung, Klimatisierung und IT-Infrastruktur in einer System-Plattform gebündelt.
halten. Ein typisches Beispiel ist die unter-schiedliche Forderung für Schaltschränke und Racks. Während die Industrie mit Mon-tageplatten arbeitet und 400 bis 600 mm tiefe Steuerungskomponenten einsetzt, nutzt der IT-Bereich die 19“-Technik und Server-Schränke bis zu einer Tiefe von 1.200 mm. Die Schaltschrank- und IT-Racksystemplatt-form TS 8 bedient beide Bereiche und steht wie kein anderes Produkt für eine branchen-übergreifende Systemarchitektur. Sie reicht von Anwendungen der Energieverteilung und der industriellen Automatisierung, über
gen zwischen 0,5 bis 10 kW, während sich Industriekomponenten eher um 1 – 2 kW be-wegen. Im IT-Bereich hat sich daher schon seit längerem die zentrale Wasser-/ Kälte-mittelkühlung gegen die übliche dezentra-le Luft- / Kompressorkühlung durchgesetzt. Denn aufgrund der hohen Wärmekapa-zität des Wassers lassen sich deutlich hö-here Wärmemengen transportieren als mit dem Medium Luft. Aber auch in der Indus-trie geht der Trend durch ständig steigende Verlustleistungen in Richtung Wasserküh-lung. Typische Einsatzgebiete sind der Ma-schinen- und Anlagenbau sowie Schaltan-lagenbauer.
Wasserkühlung in Modulbauweise
Die sog. Chiller mit Wasser-/ Kältemittelküh-lung kommen sowohl alleinstehend in der Prozess- und Maschinenkühlung, als auch in Kombination mit Luft-Wasser-Wärmetau-schern zum Einsatz. Nachteilig war bislang,
ebenfalls das flexible TS 8 Schaltschranksys-tem. Hinzu kommen Wasser- und Kältemo-dule sowie ein Elektromodul mit integrierter Steuerung. Mit nur zwei Baugrößen stehen dem Anwender durch Kombination der Ge-häuse sieben unterschiedliche Kälteleistun-gen von 8 bis 40 kW als Standard zur Verfü-gung. Darüber hinaus werden eine flexible Montage, eine variable Luftführung sowie unterschiedliche Lösungen für Tür-, Sockel- und Dach-Wärmetauscher angeboten.
Eine der zentralen Herausforderungen in IT und Industrie ist die Bereitstellung einer aus-fallsicheren Stromversorgung. In der Regel werden die im Schaltschrank oder Rack ver-bauten Komponenten aus dem öffentlichen Netz versorgt. Fällt der Strom aus, springt die Netzersatzanlage (NEA) ein. Um den Zeitraum der Umschaltung zu überbrücken, wird eine unterbrechungsfreie Stromversorgung (USV) eingesetzt. Auch für diese Versorgungsket-te bietet Rittal Lösungen. Angefangen mit dem System Ri4Power, zu dem eine modula-re Niederspannungs-Schaltanlage und Instal-
MSR • Automation • IT
3 • 2012 • 33

lationsverteiler im Anreih-System TS 8 gehö-ren, bis hin zur Energieunterverteilung. Hier stehen dem Anwender das Stromschienen-system RiLine 60 sowie schaltbare Steckdo-senleisten (PSM/PDM) ebenso zur Verfügung wie die Rittal USV Systeme.
USV für IT und Industrie
Die unterbrechungsfreien Stromversorgun-gen der PMC-Familie von Rittal umfassen einphasige Systeme mit einem Leistungsbe-reich von 1 bis 12 kVA sowie dreiphasige von 10 bis 960 kW. Sie verfügen über einen hohen Wirkungsgrad von 95 Prozent. Die Neuent-wicklungen PMC 40 und PMC 120 sind in den Tiefen 800 und 1.000 Millimeter lieferbar und für IT und Industrie konzipiert; beispielsweise zur Absicherung von Maschinensteuerungen oder Roboterstraßen.
Die Version PMC 40 ist auch in einem ein-zigen USV-Rack mit integierten Leistungs-modulen und Batterien erhältlich. Maximal drei USV-Module und vier Batteriepakte pas-sen in einen Schrank. Der Leistungsbereich ist von 10 bis 40 kW redundant skalierbar und die Maximalleistung liegt bei 60 kW. Ihre Au-tonomiezeiten hängen von der Anzahl und Leistung der eingesetzten Batterie-Module ab und variieren zwischen fünf und 26 Minuten. Optional gibt es die PMC 40 mit USV-Moni-toring über eine SNMP-Überwachungskarte. Die zweite Neuentwicklung PMC 120 ist von 10 bis 120 kW skalierbar. Die höchste Aus-baustufe sieht sechs USV-Module à 20 kW vor. Die Autonomiezeiten liegen zwischen sieben und 28 Minuten und die Einsatzgebie-te reichen von Prozesssteuerungen über die Leittechnik und den Anlagenbau bis hin zu Werkzeug- und Verpackungsmaschinen.
Eine weitere Möglichkeit der unterbre-chungsfreien Stromversorgung für IT und Industrie bieten Brennstoffzellen. Hier ist Rittal eines der wenigen Unternehmen, die Entwicklung und Einsatz erfolgreich voran-treiben. Brennstoffzellen sind autark, effizi-ent und umweltfreundlich. Und sie gewinnen aufgrund Ihrer langen Autonomiezeit, dem flexiblen Aufbau und der geringen Wartung mehr und mehr an Bedeutung. Das zeigt sich auch in der ersten Großserienfertigung von Rittal am Standort Burbach – ein vom Land Nordrhein-Westfalen gefördertes Projekt.
Monitoring über OPC
Der vierte gemeinsame Punkt in der Infra-struktur von IT und Industrie ist die mess-technische Überwachung der integrierten
Komponenten. Angefangen von der Strom-versorgung und -absicherung, über die Käl-teerzeugung und -verteilung bis hin zu Effizi-enz und Energieverbrauch. Um die relevanten Daten verarbeiten zu können, müssen sie zu-nächst erfasst, über OPC/SNMP zum Leit-stand (SCADA-System) übertragen und dort verknüpft werden.
Mittlerweile hat Rittal die dritte Generati-on des intelligenten Überwachungssystems CMC (Computer Multi Control) vorgestellt. Bislang hat das System mit dem in der IT gängigen Netzwerkprotokoll SNMP gearbei-tet. CMC III bietet dem Anwender jetzt einen integrierten OPC-Server, der mit zirka 99 Pro-zent der gängigen Leitstandsysteme kompa-tibel ist. Neu ist auch der Wechsel zu seri-ell verbundenen Sensoren mit CAN-Bussen. Sie sind in die zentrale Processing Unit und den intelligenten Rittal-Sensoren integriert. Diese CAN-Bus-Sensoren sind nicht wie her-kömmliche I/O-Units einzeln mit der zentra-len Unit verbunden sondern seriell unterein-ander. Die Einbindung ins Netzwerk sowie die Konfigurierung und Inbetriebnahme erfolgen bei CMC III komfortabel per Laptop und USB-Anschluss. Als Netzwerkprotokoll kann der Anwender zwischen TCP/IPv4 und TCP/IPv6 wählen.
Die neue Monitoring-Lösung überprüft nicht nur wichtige Daten zu Temperatur, Luft-feuchtigkeit oder Spannung im Schaltschrank sondern bietet zudem effektive Möglichkeiten zur Energieeinsparung. Damit können hohe
Energieverbraucher aufgedeckt und durch ef-fiziente Systeme ersetzt werden. Darüber hin-aus sind umfangreiche und ergebnisorientier-te Analysen möglich, um die Lebenszyklen der eingesetzten Bauteile zu erhöhen.
Fazit
Die IT hat in der automatisierten Fertigung längst Einzug gehalten und beide Bereiche wachsen immer schneller zusammen – auch wenn zum Teil unterschiedliche Abmessun-gen, Komponenten und Leistungen gefordert werden.
Die Basis einer „gemeinsamen“ Lösung in Bezug auf Effizienz, Skalierbarkeit und Si-cherheit sind modulare und standardisierte Systeme. Das reduziert die Lagerhaltung, ver-einfacht die Bereitstellung und senkt die Kos-ten; sowohl für Maschinen und Steuerungen der Industrie, als auch für Computer und Ser-ver in Rechenzentren. Die von Rittal ange-botenen Lösungen reichen von der Prozes-sebene, über die Steuerungs- und Leitebene (SCADA) bis in die Betriebes- und Unterneh-mensbereich mit MES, beziehungsweise ERP.
Abb. 3: Die Version PMC 40 ist auch in einem einzigen USV-Rack mit inte-gierten Leistungsmodulen und Batterien erhältlich. Maximal drei USV-Module und vier Batteriepakte passen in einen Schrank. Der Leistungsbereich ist von 10 bis 40 kW redundant skalierbar und die Maximalleistung liegt bei 60 kW.
Kerstin GinsbergRittal GmbH & Co. KG, HerbornTel.: +49 2772 505 [email protected]
Kontakt
MSR • Automation • IT
34 • 3 • 2012
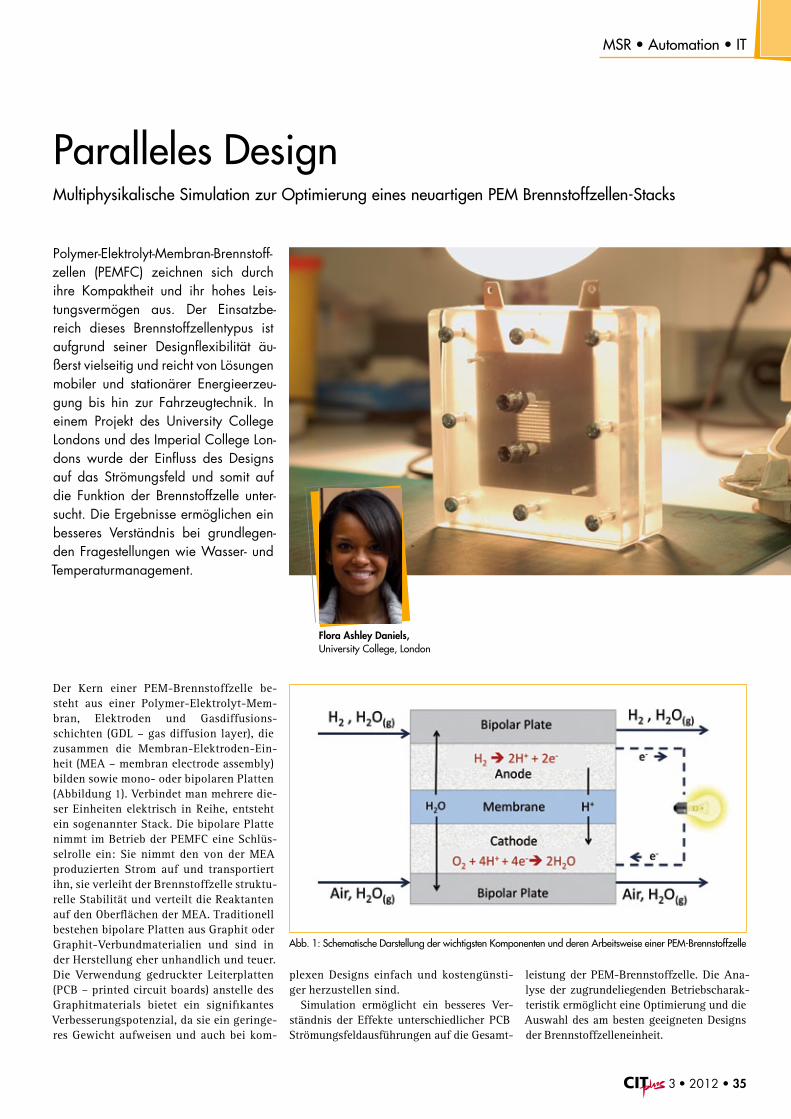
Paralleles DesignMultiphysikalische Simulation zur Optimierung eines neuartigen PEM Brennstoffzellen-Stacks
Der Kern einer PEM-Brennstoffzelle be-steht aus einer Polymer-Elektrolyt-Mem-bran, Elektroden und Gasdiffusions-schichten (GDL – gas diffusion layer), die zusammen die Membran-Elektroden-Ein-heit (MEA – membran electrode assembly) bilden sowie mono- oder bipolaren Platten (Abbildung 1). Verbindet man mehrere die-ser Einheiten elektrisch in Reihe, entsteht ein sogenannter Stack. Die bipolare Platte nimmt im Betrieb der PEMFC eine Schlüs-selrolle ein: Sie nimmt den von der MEA produzierten Strom auf und transportiert ihn, sie verleiht der Brennstoffzelle struktu-relle Stabilität und verteilt die Reaktanten auf den Oberflächen der MEA. Traditionell bestehen bipolare Platten aus Graphit oder Graphit-Verbundmaterialien und sind in der Herstellung eher unhandlich und teuer. Die Verwendung gedruckter Leiterplatten (PCB – printed circuit boards) anstelle des Graphitmaterials bietet ein signifikantes Verbesserungspotenzial, da sie ein geringe-res Gewicht aufweisen und auch bei kom-
plexen Designs einfach und kostengünsti-ger herzustellen sind.
Simulation ermöglicht ein besseres Ver-ständnis der Effekte unterschiedlicher PCB Strömungsfeldausführungen auf die Gesamt-
leistung der PEM-Brennstoffzelle. Die Ana-lyse der zugrundeliegenden Betriebscharak-teristik ermöglicht eine Optimierung und die Auswahl des am besten geeigneten Designs der Brennstoffzelleneinheit.
Polymer-Elektrolyt-Membran-Brennstoff-zellen (PEMFC) zeichnen sich durch ihre Kompaktheit und ihr hohes Leis-tungsvermögen aus. Der Einsatzbe-reich dieses Brennstoffzellentypus ist aufgrund seiner Designflexibilität äu-ßerst vielseitig und reicht von Lösungen mobiler und stationärer Energieerzeu-gung bis hin zur Fahrzeugtechnik. In einem Projekt des University College Londons und des Imperial College Lon-dons wurde der Einfluss des Designs auf das Strömungsfeld und somit auf die Funktion der Brennstoffzelle unter-sucht. Die Ergebnisse ermöglichen ein besseres Verständnis bei grundlegen-den Fragestellungen wie Wasser- und Temperaturmanagement.
Flora Ashley Daniels, University College, London
Abb. 1: Schematische Darstellung der wichtigsten Komponenten und deren Arbeitsweise einer PEM-Brennstoffzelle
MSR • Automation • IT
3 • 2012 • 35

Abb. 4 und 5: Temperaturverteilung in der Brennstoffzelle mir kreisförmigem (links) und parallelem (rechts) Design.
Das Simulationsmodell
Zur detaillierten Untersuchung wurden mit Comsol Multiphysics zwei dreidimensiona-le, nichtisotherme Strömungsmodelle der Stromkollektoren mit jeweils unterschiedli-chen Designs aufgebaut (Abbildung 2). Beide Modelle hatten einen 5 cm2 großen akti-ven Bereich einer MEA zwischen zwei PCB Stromkollektoren. Für die Untersuchung wurden zwei Designvarianten ausgewählt: eine mit rechteckigen, parallelen und eine mit kreisförmigen Strömungskanälen. Das eine Strömungsfeld umfasste insgesamt 11 paral-lele Kanäle mit einer Kanal- und Rippenbreite von jeweils 1 mm, das andere Strömungsfeld bestand aus 36 kreisförmigen Kanälen mit einem Durchmesser von jeweils 3 mm und einem Zellenabstand von 0,7 mm zwischen den einzelnen Kanälen. Die Gase strömen durch einen Verteilbereich auf der Rücksei-te des Stromkollektors. Zur präzisen Abbil-dung des Brennstoffzellenbetriebes wurden in beiden Modellen die wichtigsten Trans-portphänomene berücksichtigt. Die Trans-porteigenschaften wurden unter Verwendung der Maxwell-Stefan-Gleichung für die Mul-tikomponentendiffusion, der Navier-Stokes-Gleichung für den Impulstransport, der But-ler-Volmer- und Tafel-Gleichungen für die elektrochemische Reaktion und der Schögl-Gleichung für die Wasserströmung durch die Membran definiert.
Um den Berechnungsaufwand zu reduzie-ren, wurden mehrere Annahmen getroffen:1. Der Betrieb der Brennstoffzelle findet unter
stationären Bedingungen statt.2. Die Reaktanten sind kompressible
ideale Gase und vollständig mit Wasser-dampf gesättigt.
3. Die Strömung in der Brennstoffzelle ist laminar.
4. Die Membran ist für die reaktanten Gase undurchlässig.
Abb. 2: Darstellung der Strömungsplatte mit parallelen Kanälen (links) und kreisförmigen Kanälen (rechts)
Abb. 3: Polarisationsdiagramm der PEM-Brennstoffzelle mit parallelen und kreisförmigen Strömungskanälen
MSR • Automation • IT
36 • 3 • 2012

5. Das produzierte Wasser befindet sich in der Flüssigphase. Flüssig- und Gasphasen interagieren nicht.
6. Die Membran ist vollständig befeuchtet. Die Ionenleitfähigkeit ist konstant, und es gibt kein Konzentrationsgefälle an der Membran.
7. Verluste an den Kontakten der elektri-schen Komponenten wurden im Modell nicht berücksichtigt.
8. Die Materialien sind isotrop und homogen.9. Effekte der Zellenverdichtung der MEA
werden nicht berücksichtigt.
Ergebnisse
Die Strömungsfelder wurden mit Com-sol Multiphysics 4.2 berechnet. Die Ergeb-nisse für beide Designs wurden mit ähnli-chen Ergebnissen in der Literatur verglichen. Sie stimmten sehr gut mit den allgemeinen Transporteigenschaften überein. Abbildung 3 zeigt das Polarisationsdiagramm der PEM-Brennstoffzelle für beide Ausführungen der Strömungsfeldplatten. Die Brennstoffzel-le zeigt sowohl für das parallele als auch für das kreisförmige Kanaldesign nahezu idenit-sche Eigenschaften hinsichtlich der Strom-dichte bei gegebener Spannung. Die Leistung der Zelle mit kreisförmigem Design ist bei hö-heren Stromdichten teils niedriger als bei der parallelen Ausführung. Die Simulation des Massetransports innerhalb der Zelle zeigte detailliert die Verteilung der Spezies inner-halb der verschiedenen Schichten. Bei beiden Fällen wurde bei 0,6 V ein Konzentrationsab-fall der Spezies entlang der Strömung in X-Richtung festgestellt. Der Abbau von Wasser-stoff in der anodischen Katalysatorschicht hat bei beiden Designs eine ungleichmäßige Ver-teilung. Der Verbauch der reaktanten Spezies in beiden Elektroden ist unter der Rippe der PCB deutlich höher als unter den Kanalberei-chen. Der Abbau von Sauerstoff ist vor allem beim kreisförmigen Design stark ausgeprägt. In diesem Bereich behindert der Stromkollek-tor den Spezies-Transport. Der eingeschränk-te Massetransport führt zu einem Verlust der Zellenleistung. Darüber hinaus zeigte das pa-rallele Strömungsdesign eine einheitlichere Verteilung des Sauerstoffs entlang der Katho-den-Membran-Schnittstelle.
Auch die Wärmeübertragung innerhalb der Zelle ist ein wichtiges Kriterium bei der Aus-wahl eines Strömungskanaldesigns. Die Tem-peraturverteilung innerhalb der Zelle beein-flusst Strom-, Masse- und Impulstransport. Die Abbildungen 4 und 5 zeigen die Tempe-raturverteilungen in den Zellen. Die Tempe-ratur der Brennstoffzellen ist in der Membran durch die niedrigere Ionenleitfähigkeit und in der Kathoden-Katalysatorschicht durch die elektrochemische Reaktion am höchsten. Beim Modell mit kreisförmigen Kanälen stieg die Temperatur von 353 K auf 372 K, die Aus-führung mit parallelen Kanälen zeigte einen Temperaturanstieg von 353 K auf 369 K. Der dauerhafte Betrieb bei höheren Temperatu-ren kann zu einer magelhaften Befeuchtung im Membraninneren führen, was wiederum zu einer geringeren Ionenleitfähigkeit führt. Des Weiteren besteht bei erhöhten Tempera-turen die Gefahr von Verformungen der Zel-lenkomponenten.
Zusammenfassung
Zur Untersuchung der Effekte der Strömungs-kanaldesigns auf Masse-, Ladungs-, Impuls-, Wärme- und Wassertransport wurden detail-lierte Simulationsmodelle in Comsol Multi-physics aufgebaut. Obwohl die kreisförmi-gen und parallelen Strömungsfeldplatten eine ähnliche Zellenleistung hinsichtlich des Polarisationsdiagramms zeigten, bietet das parallele Design mehr Potenzial für den Ein-satz in einer Brennstoffzelle. Beim Betrieb der Brennstoffzelle dieses Designs zeigte sich eine bessere einheitliche Verteilung der Masse und Wärme innerhalb der verschiede-nen Schichten, was für die langfristige Zel-lenleistung entscheidend ist. Derzeit wer-den weitere Untersuchungen durchgeführt, um verschiedene Designverbesserungen, den Brennstoffzellenbetrieb mit variierenden Membranbefeuchtungen und einen Phasen-wechsel zu berücksichtigen.
Die Autoren: Flora Ashley Daniels und Dan Brett, University Col-lege, London, sowie Anthony Kucernak und Cynthia Attingre, Imperial College, London.
Finanziert wurde das gemeinsame Projekt der beiden Londoner Colleges, Univerity und Im-perial, von EPSRC (Engineering and Physical Sciences Research Council) und The Carbon Trust.
Dr. Lars FrommeComsol Multiphysics GmbH, GöttingenTel.: +49 551 [email protected]
Kontaktwww.flexim.com
Zur Überprüfung ganzer Druckluftnetze und bestehender Messtechnik
Zur Druckluftbilanzierung innerhalb von Produktionsumgebungen
Zur individuellen Messung an nahezu jedem Druckluftstrang
Zur Quantifizierung von Leckagestellen
Hochgradig flexible Messungen, ohne Prozessunterbrechung, ohne Druckverlust und ohne Leckagerisiko!
Auch geeignet zur Wärme- und Kältemengenmessung!
FLUXUS G601 CA Energy
Portable Durchflussmessung von Druckluft

Bedienen und Beobachten ist TeamworkProzessvisualisierungssysteme müssen bedarfsgerecht gestaltet werden
Bedien- und Beobachtungssysteme kommen in praktisch allen Branchen regulierter In-dustrien zum Einsatz. Bei der Produktion von Pharmazeutika, Nahrungs- und Genussmit-teln, Kosmetik oder Duft- und Aromastof-fen müssen Bedienstationen einerseits genau wie die umgebende Produktionsanlage GMP („Good Manufacturing Practise“)-Bedingun-gen genügen. Andererseits müssen sie den vielfältigen Anforderungen an die Funktio-nalität entsprechen. Typische Einsatzgebiete, bei denen Visualisierung unter GMP-Bedin-gungen gefordert wird, sind die Überwachung und Steuerung von Prozessen und Maschinen sowie die Rezepturverwaltung.
Herausforderung GMP
Nur mit Hilfe leistungsfähiger Bedienstati-onen sind hohe Qualitätsstandards in regu-lierten Industrien zu gewährleisten. Beispiel
Pharmaproduktion: Sowohl die Entwicklung und Freigabe eines Wirkstoffs, als auch die Produktion und das Qualitätssicherungssys-tem eines Arzneimittels ist reglementiert. Es muss lückenlos dokumentiert werden und wird in Audits und behördlichen Inspektio-nen überwacht. In der üblicherweise als Char-genfertigung ausgelegten Produktion werden für die Automatisierung und Anlagenführung meist Prozessleitsysteme eingesetzt, die eine Vielzahl von Messstellen zur Qualitätsüber-wachung kontrollieren. Für diese batchori-entierte Chargenfertigung von Arzneimitteln sind umfassende rezepturgesteuerte Schritt-folgen notwendig, wie sie heute von MES-Systemen („Manufacturing Execution Sys-tem“, Betriebsleitebene) auch papierlos auf dem Bildschirm zur Verfügung gestellt wer-den. Da bei dieser Art der Fertigung viele In-teraktionen eines Anlagenbedieners vor Ort in der Fertigung notwendig sind, werden zur Überwachung und Steuerung der Prozesse
die Bedienstationen und Eingabegeräte in der Anlage aufgestellt. Damit sind diese den glei-chen GMP-Anforderungen unterworfen wie die gesamte Produktionsanlage.
Bei der konstruktiven Gestaltung der Be-dienstationen ist vor allem die Umsetzung folgender GMP-Aspekte zu beachten, wie sie beispielsweise in den Verordnungen und Richtlinien der amerikanischen FDA oder der europäischen EMA niedergelegt sind: ▪ sehr gute Reinigbarkeit, keine versteckten und nicht einsehbare Spalte und Zwischen-räume
▪ chemische Beständigkeit gegen die jeweils hergestellten Produkte und die verwende-ten Reinigungs- und Desinfektionsmittel
▪ kein Abtrag der verwendeten Materialien ▪ fallweise Reinraumtauglichkeit für verschie-dene Reinraumklassen
▪ für die üblicherweise verwendeten Folien-tastaturen die Verwendung von antibakte-riell ausgerüsteten Tastaturfolien
Die Anfänge von Prozessvisualisierung in regulierten Industrien reichen bis in die neunziger Jahre zurück. Seither sind Bedienstationen in vielerlei Hin-sicht weiter entwickelt worden. Neue Kommunikationstechnologien, größere Displaydiagonalen und geänderte Sei-tenverhältnisse und haben zu einem schwer überschaubaren Angebot ge-führt. In vielen Fällen können mit diesen Standardprodukten aktuelle Kundenan-forderungen abgedeckt werden. Doch um auch die Veränderbarkeit und Er-weiterbarkeit von Anlagen mit dem ein-mal beschafften Equipment zu gewähr-leisten bedarf es eines Systems von aufeinander abgestimmten, konfigurier-baren Produkten, die durch ein geeig-netes Engineering ergänzt werden.
Dipl.-Ing. Andreas Grimsehl, Produkt Marketing Manager Bedienen und Beobachten, Geschäftsbereich Prozess-automation, Pepperl+Fuchs
© o
lly/f
otol
ia.d
e
MSR • Automation • IT
38 • 3 • 2012

Spezifische Funktionalität für regulierte Industrien
Die in der Pharmaanlage eingesetzten Be-dienstationen müssen möglichst einfach und sicher an die oft weit entfernte Hardware des Prozessleitsystems oder des MES-Systems angebunden sein. Wie viele andere chemi-schen Prozesse, können sich die Arbeitsplät-ze in der Pharmaproduktion auch im explo-sionsgefährdeten Bereich durch Stäube- oder Gase befinden. Daher sind Zulassungen nach europäischen (ATEX), amerikanischen (UL, FM) oder anderen länderspezifischen Vor-schriften erforderlich.
Beispiel Bio-Pharma-Produktion: Hier wird ein Wirkstoff meist mit Hilfe gentechnisch veränderter Organismen erzeugt. In einem Ansatzbereich werden die wertvollen Bak-terienkulturen gepflegt und für die Fermen-tierung vorbereitet. Im Bioreaktor vermehren sich dann die Bakterien in einer Nährlösung. Dabei entsteht als Stoffwechselprodukt der gewünschte Wirkstoff oder Teile davon. Um das Arzneimittel zu erhalten, wird die Wirk-stoffsuppe anschließend getrennt, gereinigt, eventuell chemisch weiterverarbeitet, ge-trocknet und konzentriert, anschließend in hoher Präzision dosiert und mit Füllstoffen vermischt. In allen Produktionsschritten wer-den regelmäßig Proben gezogen und im Fer-tigungslabor untersucht, um den nächsten Prozessschritt freizugeben und eventuell die Rezeptur und Fertigungsparameter den aktu-ellen Gegebenheiten anzupassen und um die höchstmögliche Gleichförmigkeit und Quali-tät des Endproduktes zu erreichen.
Um diesen anspruchsvollen Produktions-prozess optimal kontrollieren zu können, ist ein systemischer Ansatz der Bedienstationen unerlässlich: ▪ Technologien: In Kombination mit Pro-zessleitsystemen werden heute in der Regel netzwerkbasierte Remote-Monitore einge-setzt. Für spezielle Zwecke werden aber auch Panel-PCs oder Monitore mit und ohne KVM-Verlängerung genutzt.
▪ Doppelmonitorfunktion: Soll das Prozess-leitsystem als auch das MES-System immer im Zugriff gehalten werden, um den Pro-zess zu überwachen und zu steuern und die Rezeptur abzuarbeiten, müssen für den Einsatz im Feld Doppelmonitorsysteme zur Verfügung stehen.
▪ Peripheriegeräte: Der Anschluss eines Bar-codelesers zur Betriebsdatenerfassung oder ein RFID-Kartenleser zur Identifikation des Bedieners gemäß den GMP-Richtlinien (21 CFR Part 11, EMA Annex 11) sind ebenfalls erforderlich.
▪ Implementierte Netzwerkprotokolle: MES-Systeme arbeiten im Hintergrund meist auf einer Server-Farm mit dynamischer Last-verteilung von Citrix im Hauptquartier des Pharmaunternehmens, um eine zent-rale Rezepturverwaltung zu ermöglichen. Neben dem RDP-Protokoll von Microsoft für die Kopplung mit den Host Rechnern, sollte daher auch das ICA-Protokoll von Ci-trix implementiert sein, um die Kommu-nikation mit der jeweiligen Serverfarm zu unterstützen.
▪ Die räumlichen Verhältnisse bei derarti-gen Produktionsprozessen können sehr
unterschiedlich und gelegentlich beengt sein. Ein modulares System, mit dem Be-dienstationen beweglich auf Boden, Wand oder Decke installiert oder als mobiles Sys-tem eingesetzt werden kann, ist daher un-abdingbar.
▪ Eine Konfigurierbarkeit der Bedienstatio-nen hinsichtlich anwendungsspezifischer Parameter wie Displaygrößen, Maustypen, länderspezifischen Tastaturlayouts oder Befestigungsvarianten ist unerlässlich.
Jede Anlage bietet neue Herausforderungen. Ein Mix aus Grundkonstruktionen und mit konfigurierbaren Parametern sowie integ-rierbaren Peripheriegeräten kann viele, aber nicht alle Anforderungen abdecken. Nur, wenn mit Engineering Kompetenz das Pro-duktangebot ergänzt ist, können wirklich alle Aufgabenstellungen bei der Prozessvisuali-sierung in regulierten Industrien gelöst wer-den. Dort, wo Standard-Systeme nicht ausrei-chen, sind Pre-Sales Beratung, die Erstellung von Machbarkeitsstudien und bei Bedarf al-ternative Lösungsvorschläge erforderlich.
Erst die bedarfsgerechte Gestaltung eines Bedienstationen-Systems in Kombination mit Engineering Kompetenz gewährleistet ein Optimum an technischer Flexibilität, Kosten und Realisierungszeiten für den Kunden.
Pepperl + Fuchs GmbH, MannheimTel.: +49 621 776 [email protected]
Kontakt
Abb. 1: Doppelmonitorsystem sind typisch für regulierte Industrien
Abb. 2: Mobile Lösungen erfordern in der Regel Engineering Kompetenz
Abb. 3: Entscheidend ist das Gesamtsystem: Bedienstationen mit integrierten Peripheriegeräten
MSR • Automation • IT
3 • 2012 • 39

Wolfgang SiessTel.: +49 6201 606 [email protected]
Roland ThoméTel.: +49 6201 606 [email protected]
www.gitverlag.com
brüten sie noch, oder haben sie
schon gelegt?
© K
laus
Thu
mse
r | Fo
tolia
.com
Vergolden Sie Ihren Erfolg. Wir erzählen es gerne für Sie auf dem Markt!
Ihr Vergoldungshelfer
CITplusDas Praxismagazin für Verfahrens- und Chemieingenieure
www.citplus.de
GIT VERLAGWiley-VCH GmbH & Co. KGaABoschstraße 1269 469 Weinheim
Redaktion:

Mobil oder stationär Grenzwerte überwachenDie neuen Messgeräte der Serie Almemo 2470 von Ahlborn bieten sehr viele Einsatzmöglichkeiten, denn jeder Sensor kann angeschlossen werden. Ideal geeignet sind die Geräte zur Überwachung von Grenzwerten aber auch als Langzeit – Da-tenlogger oder Referenz-messgerät im Labor. Dabei können die Allrounder mobil vor Ort oder als stationäres Wandge-rät verwendet werden. Werden Grenzwerte überschritten, steht eine Alarmanzeige mit rotem Hin-tergrund und akustischem Signal zur Verfügung.Neben den Mess-funktionen wie Max./Min. Werte, Nullsetzen und Fühlerabgleich sind Programmierfunktionen ver-fügbar z.B. zur Sensorkorrektur. Aber auch Datenloggerfunktio-nen wie Zyklen, Echtzeituhr und Sleepmode sind abrufbar. Eine Doppelanzeige dient der gleich-zeitigen Darstellung von Messwert und Messwertüberschreitung oder
von zwei unterschiedlichen Mess-werten beim Anschluss von Dop-pelfühlern, wie z.B. Temperatur und Luftfeuchtigkeit. Die Mess-genauigkeit kann durch den An-schluss von Digitalsensoren noch erhöht werden. Damit sind die Ge-räte nicht nur zur Raumklimames-sung sondern auch im Kalibrierla-bor einsetzbar.
Ahlborn Mess- und Regelungstechnik GmbHTel.: +49 8024 [email protected]
Kontakt
Ersatz für herkömmliche FüllstandmessgerätDas neue Optiflex 1100 C ist ein Füllstandmessgerät für Flüssig-keiten und Feststoffe für den Ein-satz in nicht explosionsgefähr-deten Bereichen. Es bietet einen kosteneffektiven und leistungs-fähigeren Ersatz für herkömm-liche Füllstandmessgeräte wie z. B. kapazitive (HF), konduktive und Druck-Füllstandmessgerä-te. Das 2-Leiter-Füllstandmess-gerät steht standardmäßig mit einer flexiblen Monosonde mit 20 m Länge oder einer mehrteili-gen Koaxialsonde für Flüssigkei-ten und einer flexiblen Monoson-de mit 10 m Länge für Feststoffe zur Verfügung. Alle Sonden kön-nen vor Ort gekürzt werden; die Inbetriebnahme erfolgt über eine intuitive Schnell-Konfiguration in nur 5 Schritten. Das Messge-rät arbeitet mit der TDR-Techno-logie (Time Domain Reflectome-try). Diese misst den Füllstand unabhängig von Änderungen
der physikalischen Eigenschaf-ten wie z. B. Dielektrizitätszahlen, Druck oder Dichte. Im Gegensatz zu herkömmlichen Messgeräten ist keine Nasskalibrierung erfor-derlich.
Krohne Messtechnik GmbHTel.: +49 203 [email protected]
Kontakt
„ VEGA-Sensoren garantieren die optimale Auslastung Ihrer Silos.“
Füllstandmessung mit VEGAPULS-Radarsensoren
für alle Schüttgüter.
Speziell für Schüttgüter entwickelte Radarsensoren liefern
exakte Messwerte – unabhängig von Umgebungs-
bedingungen wie Staub oder Lärm. Sie werden für alle
Schüttgüter universell eingesetzt. Dank einfacher Inbetrieb-
nahme ohne Abgleich und einfachstem Handling sparen Sie
Zeit und Kosten. Die zuverlässige Messung, auch während
Silobefüllung und -austrag, ermöglicht eine wirtschaftliche
Nutzung des Silovolumens.
www.vega.com/de/schuettgut.htm
HANNOVER MESSE 2012: Halle 11, Stand C27

Druckvolle EntwicklungenDie erste skalierbare Plattform für Druck-, Durchfluss- und Füllstandsmessungen feiert Jubiläum
In diesem Jahr feiert Emerson Process Management den 10. Geburtstag der Rosemount 3051S Messgeräteserie, der weltweit ersten skalierbaren Platt-form für Druck-, Durchfluss- und Füll-standsmessungen.
Emersons Rosemount 3051S Messumfor-mer ist in der Lage, den Zustand der elekt-rischen Kreise zu erkennen, darüber hinaus Wasser im Klemmengehäuse, Erdschluss oder eine instabile Stromversorgung. „Die Überwa-chung des Zustands der elektrischen Kreise im 3051S hilft uns, die gesamte Funktionstüch-tigkeit aller Loops unseres sicherheitsgerich-teten Systems in der rauen und feuchten Off-shore-Umgebung zu erhöhen,“ sagt Deon Rae, Technology Manager für Prozessautomatisie-rung bei Chevron.
Fünfmal bessere Durchflussmessung
Der Messumformer misst Differenzdruck, sta-tischen Druck und die Prozesstemperatur und stellt durch seine Kompensationsfunktionen an den Ausgängen kompensierten Masse- und Energiedurchfluss zur Verfügung. Er ist in der Lage, mehr als 25 Parameter vollstän-dig zu kompensieren und so im Vergleich zu einer nicht kompensierten Durchflussmes-sung mit Differenzdruck eine fünfmal bes-sere Durchflussmessung zu liefern. Damit sparte ein Gasversorger 57.000 € an Installa-tions- und Justagekosten, als er seine Lager-
tanks umrüstete, um seine Betriebsabläufe zu verbessern.
Die Durchflussmessgeräte der Serie verbin-den Messumformer und Primärelemente zu einer genauen und zuverlässigen Differenz-druck-Durchflussmessung. Es stehen Optio-nen für geringen permanenten Druckverlust wie beim Annubar oder für kurze Ein- und Auslaufstrecken wie bei der 4-Loch-Blende zur Verfügung.
Bei den erst kürzlich vorgestellten Electro-nic Remote Sensors (ERS) werden die mecha-nischen Impulsleitungen durch zwei 3051S Drucksensoren ersetzt, die für die Messung von Differenzdrücken oder Füllständen digi-tal miteinander verbunden sind. ERS Systeme sind geeignet für den Einsatz in hohen Behäl-tern, Destillierkolonnen und anderen Anwen-dungen, in denen traditionell Impulsleitun-gen oder Kapillare außerordentlicher Länge erforderlich waren.
Emerson Process Management GmbH & Co. OHG, HasselrothTel.: +49 06055 [email protected]
Kontakt
Der 3051S war der erste skalierbare Wireless-Hart (IEC 62591) Druckmessumformer. Wi-relessHart erlaubt, neue Messpunkte einzu-richten, ohne den Aufwand und die Kosten für Verkabelung, wodurch die Einrichtungs-zeit um bis zu 75 % verkürzt wird. Gute Er-folge wurden weltweit erzielt bei Anwendun-gen zur Überwachung der Dampfinjektion für die erweiterte Förderung in Erdöllagerstät-ten, zur Überwachung von Treibhausgasen sowie zur Optimierung von Kompressoren und Wärmeübertragern.
Moderne Diagnosefunktionen (Advanced Diagnostics) erlauben dem Anwender, wech-selnde Prozesszustände zu erfassen, zu ana-lysieren und korrigierend einzugreifen, wenn abnormale Situationen, wie etwa verstopfte Impulsleitungen oder instabile Verbrennung in einem Ofen, auftreten.
Produktfokus Druckmesstechnik
42 • 3 • 2012

Afriso hat im Rahmen einer Ge-samtzertifizierung ihre Mem-brandruckmittler MD 52 (DIN 11864-1, -2, -3), MD 56 (Neumo Biocontrol) und MD 63 (Varinline/Varivent) einer Prü-fung durch die EHEDG unter-zogen. Die EHEDG (European Hygienic Engineering & Design Group) untersucht die hygien-egerechte Konstruktion und Ge-staltung von Maschinen, Bautei-len und Baugruppen für offene und geschlossene Prozesse zur Verarbeitung und Verpackung von Nahrungsmitteln. Wichti-ge Merkmale hierbei sind leichte Reinigbarkeit, ein sauberes Ab-fließen (Selbstentleerung) und metallische Anschläge für Pro-zessanbindungen mit Elastomer Dichtungen. Durch konstruk-tiv exakt berechnete Abstände der Anschläge werden die Dich-tungen nur in ihrer Bestimmung verwendet. Reinigbare Spaltma-ße werden eingehalten und eine Expansion in den Prozess sicher
(1.4404/1.4435, AISI 316 L) mit einer spaltfreien Oberflächengü-te Ra > 0,8 µm angefertigt. Selbst die Schweißnähte entsprechen
verhindert. Die prozessberühr-ten Teile der Druckmittler wer-den hygienegerecht aus hoch-wertigen Chrom-Nickelstahl
diesem Mittenrauwert! Zertifi-ziert wurde beim Forschungs-zentrum für Brau- und Lebens-mittelqualität der TU München in Weihenstephan. Die geprüf-ten Druckmittler sind zertifizier-te Bauteile nach EHEDG Typ EL Klasse I und können im einge-bauten Zustand gereinigt werden (CIP). Sämtliche von Afriso pro-duzierten Druckmessgeräte wie Manometer, Druckmessumfor-mer und Druckschalter können stoffschlüssig durch Schweißen mit den Druckmittlern verbun-den werden.
Gesamtzertifizierung der Membrandruckmittler
Afriso-Euro-Index GmbHTel.: +49 7135 [email protected]
Kontakt
Labom bietet den Druckmessum-former/Druckschalter Pascal CS jetzt auch mit einem Dünnfilm-Messsystem für die Messbereiche von 0…60 bar bis 0…400 bar an. Sämtliche Funktionen des Ge-räts, das messen, anzeigen und schalten kann, stehen damit ab sofort auch für den Hochdruck-bereich zur Verfügung. Bisher war der Druckmessumformer le-diglich mit einem piezoresistiven Messsystem für Messbereiche bis 40 bar erhältlich. Die Geräte zur Messung absoluter und relati-ver Drücke von Gasen, Dämpfen und Flüssigkeiten entsprechen standardmäßig der Schutzart IP67. Der Pascal CS ist spezifi-ziert für Prozesstemperaturen von –20…100 °C bei einer Genau-igkeit von ≤ 0,2 % und liefert ein Ausgangssignal von 4…20 mA in 2-Leitertechnik. Er ist als Druck-messumformer ebenso einsetzbar wie als Druckschalter.
Multifunktionaler Druckmessumformer für Hochdruck
Labom Mess- und Regeltechnik GmbHTel.: +49 4408 [email protected]
Kontakt
Der Druckmessumformer PBMH von Baumer verfügt über die hy-gienische Zertifizierungen nach 3-A und EHEDG und zählt zu den kompaktesten hygienege-rechten Drucksensoren auf dem Markt. Er wurde speziell für den Einsatz in extremen Temperatur-bereichen entwickelt. Dieser um-fasst Mediumstemperaturen von –40 bis 125 °C. Mit einer optional verfügbaren Kühlstrecke können sogar Medien mit Temperatu-ren bis 200 °C gemessen werden. Dabei weist der PBMH dank einer aktiven Temperaturkompensati-on im spezifizierten Tempera-turbereich einen sehr geringen Temperaturfehler auf. Er deckt dabei einen weiten Messbereich von –0,1…0,1 bar bis 0…400 bar ab. Zudem sind die Instrumen-te Atex-zertifiziert und sehr wi-derstandsfähig gegen Schocks und Vibration. Die kleinen Ab-messungen sorgen zusätzlich für
mehr Flexibilität beim Einbau. Die PBMH-Druckmessumformer aus Edelstahl 1.4404/AISI 316L sind mit mehreren frontbündi-gen Prozessanschlüssen verfüg-bar, die ebenfalls 3A-zertifiziert sind.
Für Druckmessungen bei extremen Temperaturen
Baumer GmbHTel.: +49 6031 [email protected]
Kontakt
Produktfokus Druckmesstechnik
3 • 2012 • 43

Für Industrieprozesse mit „kritischen“ Me-dien hat Wika seine Palette elektronischer Druckschalter um ein neues Modell erwei-tert. Der PSD-31 mit frontbündiger Mem-bran eignet sich be-sonders für den Einsatz in abrasiven, aggres-siven, haftenden, kri-stallinen und viskosen Messstoffen. Sein front-bündiger Anschluss schließt eine Verstopfung des Druck-kanals mit Partikeln aus und ver-hindert weiterhin auch eine mög-liche Kontamination des Prozesses durch Verschleppung. Technisch entspricht der neue Druckschalter dem preisgekrönten PSD-30. Auf-grund seines kompakten Designs sowie der Drehbarkeit von Display und Anschluss ist er besonders fle-xibel einbaubar. Seine einfache
Menüstruktur (gemäß VDMA-Standard) er-möglicht eine rasche und leichte Hand-habung, ein großes LED-Display bietet eine sehr gute Lesbar-keit. Den Schalter gibt
es in mehreren län-derspezifischen Aus-führungen für einen weltweiten Einsatz. Qualität und Sicherheit
sind durch das cULus-Li-sting dokumentiert.
Wika Alexander Wiegand SE & Co. KGTel.: +49 9372 [email protected]/psd-31www.drucksensor-knowhow.de
Kontakt
Elektronischer Druckschalter mit frontbündiger Membran
Das neue Druckmessgerät S4600 von Afriso kann zur Messung von Unter-, Über-, Differenz- und rela-tiven Drücken gasförmiger, nicht aggressiver Medien in nicht explosionsgefähr-deten Bereichen eingesetzt werden. Das ergonomisch geformte Handmessgerät verfügt über ein Schutz-gehäuse mit rückseitigem Magneten, wodurch frei-händiges Arbeiten möglich ist. Die Messergebnisse können in neun unterschiedlichen Einhei-ten (mbar, Pa, hPa, kPa, mmWS, mmHg, inWC, psi, bar) angezeigt werden. Für beide Druckeingänge lassen sich Alarmgrenzen einstel-len. Das Druckmessgerät ist in drei Geräteausführungen (± 150 mbar, ± 1.000 mbar, ± 5.000 mbar) mit 8 mm Standardanschlüs-sen und für zwei Messbereiche (± 5.000 mbar, ± 8.000 mbar) auch mit 3 mm Anschlüssen erhältlich. Das Modell S4601 kann z. B. zur Vordruck-, Fließdruck- oder Dü-
sendruckmessung, zur Messung des Druckabfalls in strömenden Gasen, zur Filterüberprüfung, in Lüftungsanlagen oder -kanälen, in Produktions- und Absauganlagen, oder zur Vakuummessung im La-borbereich eingesetzt werden.
Vielseitiges Druckmessgerät
Afriso-Euro-Index GmbHTel.: +49 7135 [email protected]
Kontakt
Komplettlösung zur DruckluftkontrolleDer Multifunktionssensor Sonoair MIP zur Messung von Durchfluss, Druck und Temperatur von Druck-luft und nichtbrennbaren Gasen von Sonotec bietet jetzt auch eine Option zur bidirektionalen Messung an. Dies ermöglicht insbe-sondere auch den Einsatz in Ringleitungen. Durch Verrechnung der Messwer-te mehrerer derartiger So-noair MIP-Sensoren lassen sich auch die Verbrauchs-werte der vom Ring abge-henden Leitungen präzise erfassen. Als wohl einziges Gerät seiner Art ist es in der Lage, Durchfluss, Druck und Tempe-
kompakte Multifunktionssensor die ideale Komplettlösung für die Druckluftkontrolle. Es lassen sich damit ungünstige Kompressor-einstellungen und Leckagen im Druckluftnetz feststellen. Durch die Optimierung der Kompresso-ren und die Beseitigung der Un-dichtheiten können die Energie-kosten für eine Druckluftanlage um bis zu 30 % reduziert wer-den. Das Sonoair MIP arbeitet nach dem kalorimetrischen Prin-zip. Es kann fest installiert oder für mobile Messaufgaben ge-nutzt werden. Im Fall der mobi-len Verwendung wird die Sonde über eine Einschweißmuffe und einen Durchgangskugelhahn in die Rohrleitung eingeführt und
ratur gleichzeitig mit nur einer Sonde zu messen. Damit ist der
nach der Messung wieder heraus-gezogen. Der stationäre Einbau an Rohren ab DN 50 erfolgt über eine Klemmringverschraubung. Der Einstecksensor wird zusätz-lich mit einem Sicherheitsseil am Rohr befestigt.
Sonotec Ultraschallsensorik Halle GmbH, Halle (Saale)Tel.: +49 345 [email protected]
Kontakt
Produktfokus Druckmesstechnik
44 • 3 • 2012

Vierstufige Verdichtung geplantNeue Membrankompressoren-Baureihe bewährt sich im Feldtest
Abb.: Die neuen sera Membran-kompressoren der Baureihe MV5 erreichen Betriebsdrücke bis zu 1.000 bar und Förderströme bis zu 1.000 nm3/h.
Kompressoren sorgen für die Speiche-rung von Energieträgern genauso wie für das in Produktionsprozessen er-forderliche optimale „Prozess-Klima“. Für diese Anforderungen entwickelten sera Ingenieure die neuen Membran-kompressoren der Baureihe MV5. Erste Maschinen im Feld bestätigen die positiven Ergebnisse umfassender Testreihen im Technikum.
▪ Verdoppelung der zulässigen Stangenkräf-te und Betriebsdrücke im Vergleich zu den größten Typen der bisherigen Baureihen
▪ Steigerung der erreichbaren Förderströme um bis zu 100 %
▪ lebensdaueroptimierte Membranen ▪ Minimierung der Schwinggeschwindigkeit
Die Ergebnisse können sich sehen lassen. 2 x 80.000 N Stangenkraft erlauben Betriebs-drücke bis zu 1000 bar und Förderströme bis zu 1.000 nm3/h. Speziell oberflächenbehan-delte Metallmembranen erzielen eine durch-schnittliche Lebensdauer von mehr als 10.000 Betriebsstunden.
Minimale Schwingungen
Ein auf die Massenkräfte abgestimmtes Mas-senausgleichsverfahren reduziert die Schwin-
gungen des Kompressors auf ein Minimum. Ein optional erhältliches Schwingungskont-rollsystem prüft permanent das Schwingver-halten der Maschine. Dieses System erfasst unter anderem Unregelmäßigkeiten, die zum Beispiel auf verschleißbedingte Verände-rungen am Kurbeltrieb zurückzuführen sind. Wartungseinsätze sind dadurch frühzeitig planbar und Folgeschäden durch verschlisse-ne Lager oder ähnliches werden vermieden.
Der Plan für die Weiterentwicklung der MV5 – Baureihe sieht bis Ende 2012 vor, die bisher ein- und zweistufigen Kompressoren dann auch für eine bis zu vierstufige Verdich-tung einsetzbar zu machen.Schonung von Ressourcen und Umwelt-
freundlichkeit sind grundlegende Anfor-derungen an Membrankompressoren. Der Betreiber erwartet darüber hinaus Zuver-lässigkeit und Wartungsfreundlichkeit. Die Messlatte für die neue Baureihe lag aber noch höher:
Sera ComPress GmbH, ImmenhausenTel.: +49 5673 [email protected]
Kontakt
Produktion & Technik
3 • 2012 • 45

Energie-IntelligenzAchema-Trend Teil 2: Effiziente Druckluft-Komponenten allein ergeben noch kein optimales Gesamtsystem
Druckluft wird in der Industrie wie Strom aus der Steckdose verwendet – und ist deshalb als Energieträger in vielen Produktionspro-zessen hoch geschätzt. Allein in Deutschland sind etwa 62.000 Druckluftanlagen installiert. Gerade weil Druckluft so sicher und einfach in der Handhabung ist, sind für viele Betrei-ber die dabei entstehenden Kosten nachge-ordnet.
So löst sich durch Leckagen zum Teil viel Geld buchstäblich in Luft auf; Verlustraten von 15 % sind eher die Regel als die Ausnah-me, manchmal erreichen sie sogar bis zu 70 %. Inzwischen bieten alle namhaften Hersteller Druckluft-Audits an. Damit werden Leckagen identifiziert, falsch dimensionierte Leitungen erkannt oder eine nicht bedarfsgerechte Er-zeugung ermittelt.
Bedarfsprofil mit Schwankungen
Höchstmögliche Energieeffizienz jeder ein-zelnen Druckluft-Komponente ist zwar eine
notwendige, aber noch keineswegs hinrei-chende Voraussetzung für ein optimales Gesamtsystem. Mit Ausnahme von konti-nuierlich ablaufenden Prozessen der Verfah-renstechnik weist das per Analyse gewonnene Bedarfsprofil üblicherweise Schwankungen auf. Dann kann es sinnvoll sein, mit dreh-zahlgeregelten Kompressoren zu arbeiten. Bei größeren Anlagen empfiehlt sich zudem der Einsatz einer übergeordneten Steuerung. Der Vorteil: Mehrere Kompressoren lassen sich in einer Station aufeinander abgestimmt betrei-ben. Dann kann zum Beispiel durch Lastver-teilung (Splitting) auf mehrere Kompressoren unterschiedlicher Größe das Lastverhalten wirtschaftlicher gestaltet werden.
Eine zentrale Druckluftstation bietet dem Betreiber Vorteile, sofern nicht extrem lange Leitungen für eine dezentrale Versorgung sprechen. Lassen sich Kompressoren bündeln, vereinfacht das nicht nur Service und War-tung. Da bei der Verdichtung vor allem Wärme entsteht, kann ein System zur Wärmerückge-winnung die Energiekosten weiter senken. Es lassen sich bis zu 96 % der dem Kompressor zugeführten Energie als Abwärme ein zweites Mal nutzen (z. B. für Heizzwecke).
Druckluft-Contracting gewinnt an Fahrt
Immer mehr Unternehmen nutzen die Mög-lichkeit, Druckluft mit einer neuen und ener-
Gerade weil Druckluft so sicher und einfach in der Handhabung ist, sind für viele Betreiber die dabei entstehenden Kosten nachgeordnet. Dieser Trendbericht zur Achema zeigt, wo noch gespart werden kann.
Abb. 1: Beim Duplexx Schraubenkompressor von Almig sind die drehzahlgeregelten Motore direkt an die Verdichtereinheiten gekoppelt mit einem Antriebs-Wirkungsgrad von 99,9 %. Dadurch wird die marktübliche, komplexe Getriebelösung umgangen und Übertragungsverluste werden nahezu eliminiert. Zusätzlich sorgt eine intelligente, selbstlernende Steuerung für zusätzliche Energieeinsparungen bis zu 7 %, indem sie das Druckverhältnis der beiden Verdichtungsstufen variieren kann und stets im energetischen Optimum hält. Zu-dem wurde die Duplexx vom TÜV bezüglich Ölfreiheit nach Klasse 0 (ISO 8573-1) – also der bestmöglichen Reinheitsklasse – zertifiziert. Sie ist verfügbar für Antriebsleistungen von 75–250 kW und maximale Betrieb-drücke bis 10,5 bar.
Almig Kompressoren GmbHTel.: +49 7024 [email protected]
Kontakt
Produktion & Technik
46 • 3 • 2012

gieeffizienten Anlage zu erzeugen, ohne Investitionsmittel zu binden – Stichwort Contracting. Bevor das Druckluft-Contrac-ting-Modell gemeinsam mit dem Kunden er-arbeitet werden kann, ist das Druckluftprofil zu ermitteln: Also Druckluftverbrauch maxi-mal, durchschnittlich und minimal. Wichtig ist auch das dynamische Verbrauchsverhal-ten, also: wie groß sind die Verbrauchsän-derungen bezogen auf Volumenstrom und
Druck innerhalb einer Minute, Stunde oder eines Tages? Welche Druckluftqualität wird benötigt? Und: Arbeitet der Kunde im Ein-schicht- oder Mehrschicht-Betrieb?
Dechema e.V.Dr. Kathrin RübberdtTel.: +49 69 [email protected] www.achema.de
Kontakt
Dieser Überblick zum effizienten Einsatz von Druckluft ist der zweite Teil einer Serie, die auf einem Trendbericht zur Achema beruht, den die Dechema von internationalen Fachjour-nalisten zusammenstellen lässt.
Abb. 2: Das neueste Mitglied der Boge airtelligence-Produktfamilie ermöglicht Anwendern, die Druckluft-erzeugung in ihrem Betrieb intelligent und verbrauchsabhängig zu steuern – und damit teuren Leerlauf zu vermeiden. Die auf diese Weise erhöhte Effizienz der Produktion senkt den Energieverbrauch deutlich und erschließt Unternehmen erhebliche Einsparpotenziale. Bis zu sechs Kompressoren unterschiedlicher Fabri-kate, Bauarten und Leistungsklassen können steuerungstechnisch verbunden werden. Die Wochenschaltuhr bietet 50 Kanäle, mit denen die Auslastung der Kompressoren frei programmiert werden kann. So kann man nicht nur Grundlastwechselschaltungen realisieren, sondern zum Beispiel auch für Nachtabschaltungen oder Wochenendschichten mit geringerem Druckluftbedarf eigene Profile vorsehen.
Boge Kompressoren, BielefeldTel.: +49 5206 [email protected]
Kontakt
Mobiler DruckluftzählerDer mobile Druckluftzähler testo 6448 lässt sich flexibel für unter-schiedliche Aufgaben einsetzen. Generell können mit dem Gerät definierte Grenzwerte zuverläs-sig überwacht werden. Zudem spürt der Druckluftzähler selbst kleinste Leckagen auf, zum Bei-spiel in Schläuchen oder Kupp-lungen. Für die wirtschaftliche Betriebsführung ermöglicht er die verursachergerechte Zuord-nung aller Druckluftkosten zu Abteilungen oder Kostenstellen. Des Weiteren kann der Anwen-
der eine Spitzenlastanalyse auf Basis der Druckluft-Verbrauchs-mengen durchführen, um damit die Anlagenauslastung zu opti-mieren. Exakte Druckluftdosie-rungen, beispielsweise im Be-reich der Pharma-Forschung, sind ebenfalls jederzeit gewähr-leistet. Der Sensor des testo 6448 erfasst den Normvolumenstrom von Betriebsdruckluft auf Basis des kalorimetrischen Messprin-zips. Die Strömungsgeschwindig-keiten können bis 80 m/s oder bis 160 m/s (Highspeed) betragen. Die
Ansprechzeit ist mit weniger als 0,1 s sehr schnell. Das Gerät ist für Messungen von Rohrdurchmes-sern DN40 bis DN300 ausgelegt und damit auch für größere Rohre problemlos geeignet. Optional ist ein spezieller Gas-Abgleich für Stickstoff (N2) oder CO2 möglich.
Testo AGTel.:+49 7653 681 [email protected]
Kontakt
Kurz: Wer sich dafür entscheidet, statt eines Kompressors lediglich die Druckluft zu kaufen, verbessert die Kostentransparenz. Exakte Messverfahren garantieren, dass nur die Druckluftmenge berechnet wird, die tat-sächlich dem Netz entnommen wurde. Neben der Kostentransparenz ist das kontinuierliche Optimieren der Druckluftkosten ein Haupt-vorteil des Contracting-Systems.
Leckagen identifizieren
Dass Druckluft ein teurer Energieträger ist und Leckagen unbedingt zu vermeiden sind – die ‚verlorene‘ Druckluft muss schließlich mit Hilfe energieintensiver Kompressoren konti-nuierlich neu erzeugt werden –, ist bekannt und wird dennoch in der Praxis nicht immer ausreichend berücksichtigt.
Die oft stark verzweigten, kilometerlangen Druckluftleitungen können aus den unter-schiedlichsten Gründen Leckagen aufweisen. Man kann sie beispielsweise durch den Ein-satz hochsensibler, thermischer Durchfluss-sensoren (Messbereichsdynamik bis 1:1.000) identifizieren. Der Strombedarf für Druck-luft eines Batterieherstellers konnte auf diese Weise um 563 MWh/a gesenkt werden. Dies entspricht einer Einsparung von 21 % (ca. 327 t CO2), wie der ZVEI berichtet.
Produktion & Technik
3 • 2012 • 47

Rückfluss verwehrtRückschlagventile sorgen für dauerhafte Prozesssicherheit in der Chemikalienaufbereitung
Bei der Entwicklung der neuen Rückschlag-ventile standen zwei Problemstellungen im Vordergrund: Wie lässt sich eine bestens etab-lierte Produktgattung noch sicherer gestal-ten? Wie reduzieren wir den Verschleiß der bewegten Teile und minimieren den War-tungsaufwand? Die Lösung besteht aus einem völlig neu entwickelten Design für das Innen-leben des Ventils.
Praxisnahe Feldtests während der Entwicklung
Jede Neuentwicklung muss in erster Linie die Anforderungen der Praxis erfüllen. Deshalb war die kontinuierliche Prüfung der Venti-le unter möglichst praxisnahen Bedingun-gen einer der wichtigsten Meilensteine des Entwicklungsprojekts. Neben den Laborprü-fungen setzte man die Ventile in Feldtests bei unterschiedlichen Kunden ein, um durch eine intensive Zusammenarbeit von Anwen-der und Hersteller noch während dem Ent-
wicklungsprozess realitätsnahe Prüfungser-gebnisse zu gewinnen.
GF Piping Systems stellte die neuen Rück-schlagventile in verschiedenen Ausführun-gen bereits zwei Jahre vor der Serienreife einem Kunden aus der chemischen Prozess-industrie für Feldtests im Abwasserneutrali-sationsprozess zur Verfügung.
Schlüsselprozess Abwasseraufbereitung
Die Abwasseraufbereitung ist ein wichtiger Prozess zur Einhaltung der Wasserqualität. Damit das Abwasser in die Kanalisation ein-geleitet werden kann, müssen strenge Vor-schriften eingehalten werden. Die Gesetze verlangen in den heutigen Aufbereitungsan-lagen modernste Technologien.
Abfall entsteht in jeder Industrie. Er wird entweder als Feststoff, als Metall, als Säure, Base, Lauge oder als organischer Stoff ein-gestuft. Im Fall von Abwasser basiert die
Klassifizierung auf einem Aufbereitungspro-zess, der mit Instrumenten überwacht werden sollte. Der Prozess beginnt, wenn das Wasser die Aufbereitungsanlage erreicht und endet, wenn es sauber aufbereitet die Anlage ver-lässt. Die Anlage neutralisiert chemisch be-lastete Abwässer mittels Säuren oder Laugen. Der gewünschte pH-Bereich lässt sich durch
Die störungsfreie Rückflußverhinderung stellt für Rückschlagventile in der che-mischen Prozessindustrie eine große Herausforderung dar: Durch mecha-nische und chemische Beanspruchung der Ventilkomponenten unterliegen die Ventile einem erheblichen Verschleiß. Dass dieses Problem durch ein inno-vatives Ventilkonzept zu meistern ist, beweist die neue Generation Rück-schlagventile von GF Piping Systems beim Einsatz im Aufbereitungsprozess in der chemischen Industrie.
Dominik Scherer, Product Manager bei Georg Fischer Piping Systems
Produktion & Technik
48 • 3 • 2012

die Anlagesteuerung vorgeben und wird bei der Endkontrolle in der Kanalleitung über-prüft und festgehalten.
Bei der Aufbereitung werden die Abwässer aus großen Tanks in die Anlage gepumpt. Für den Schutz der Pumpen sorgen Rückschlag-ventile. Hier glänzt die neue Generation Rückschlagventile durch ihre Materialviel-falt und der damit gewonnenen chemischen Beständigkeit: Die gusseisernen Rückschlag-ventile, die der Kunde bisher einsetzte, waren sehr starkem Verschleiß ausgesetzt. Die Ven-tile versagten regelmäßig im Abstand von ei-nigen Monaten und der Prozess musste für die Wartungsarbeiten jeweils ausserplanmä-ßig unterbrochen werden.
Anwendererfahrungen fließen in Neuentwicklung ein
Der Anwender des Prozesses wünschte eine Lö-sung, um den Verschleiß der Rückschlagventile zu reduzieren. Dadurch sollte die Lebensdauer der Anlage erhöht und der Wartungsaufwand verringert werden. Dies war der perfekte An-satzpunkt, die Erfahrungen des Anwenders in den Entwicklungsprozess einfließen zu lassen.
Rückschlagventile im speziellen unterlie-gen verschiedenen Verschleißfaktoren: me-chanische Beanspruchung durch hohe Durch-flussgeschwindigkeiten, Druckschläge in der Rohrleitung sowie chemischer Angriff auf die Ventilkomponenten wie beispielsweise Elas-
tomerdichtungen. Die Auswirkungen sind verheerend für die Prozesssteuerung – ange-fangen von einer kleinen Leckage, verursacht durch ein Quellen der Elastomerdichtung, bis hin zum Verklemmen der Ventilkomponenten und dem daraus resultierenden Komplettaus-fall des Ventils.
Schliesskörper mit neuem Design
Genau diese Erfahrungen sind in die Ventil-entwicklung eingeflossen. Der Schließkörper wurde hydrodynamisch optimiert. Damit mi-nimierten GFPS den Druckverlust und erhöh-ten den Durchfluss des Ventils im Vergleich zur
GF Piping Systems ist eine von drei Unter-nehmensgruppen des Schweizer Konzerns Georg Fischer und ein führender Anbieter von Rohrleitungssystemen aus Kunststoff und Metall. Für die Aufbereitung und Verteilung von Wasser sowie den sicheren Transport von Flüssigkeiten und Gasen im industriellen Be-reich sind Verbindungstechnologien, Fittings, Armaturen, Sensoren und Rohre im Portfolio. Im Jahr 2010 erzielte GF Piping Systems mit etwa 4.900 Mitarbeitern weltweit einen Um-satz von 1,176 Mrd. CHF (ca. 900 Mio €).
Firmeninfo
Abb. 1: Rückschlagventil mit Klebemuffe Abb. 2 : Risszeichnung Kegeldesign
Produktion & Technik
3 • 2012 • 49

Neue Unterlegscheibe nach Hygienic Design Mit dem neuen, aseptischen Hy-gienic Usit von Freudenberg Pro-cess Seals lassen sich erstmals Schraubenköpfe gemäß Hygie-nic Design abdichten. Sie schüt-zen so produktberührte Bereiche und aseptische Isolatoren vor äu-ßeren Einflüssen und damit Ver-unreinigungen.Trotz der enor-men Gefahr vor Verkeimungen setzen zahlreiche Anlagenbauer und -betreiber der Prozessindu-strie noch immer nicht EHEDG konforme Unterlegscheiben ein. Solche herkömmlichen Usitringe sind nicht in der Lage das Abla-gern von Flüssigkeit unter dem Schraubenkopf zu verhindern. Die Bauform eines Usitrings mit innen anvulkanisiertem, trapez-förmigem, gummi-elastischem Dichtwulst bietet günstige To-träume für die Produktablage-
dukt vermengen, geschaffen. Der für Anwendungen gemäß Hygienic Design entwickel-te Hygienic Usit ist außendich-tend, schließt sauber den Bereich zwischen der Schraube und der
rungen. Da die Reinigung der Anlage den Bereich unter dem Schraubenkopf nicht komplett erfassen kann, wird ein optima-ler Nährboden für Bakterien, die sich mit dem hergestellten Pro-
Oberfläche für jegliche Art äu-ßerer Einflüsse und schützt so das Produkt zuverlässig. Zudem ist der Dichtwulst vom Hygie-nic Usit aus 70 EPDM 291, das konform gemäß FDA und EU VO 1935/2004 ist, biologisch un-bedenklich nach USP Class VI – 121 °C und somit die optimale Wahl auch für hygienisch kriti-sche und anspruchsvolle Anwen-dungen der Prozessindustrie.
Freudenberg Process Seals GmbH & Co. KG, WeinheimTel.: +49 6201 [email protected]
Kontakt
Hartmetall minimiert VerschleißIn der Förder- und Regeltech-nik sind Ventile, Kolben, Plun-ger, Gleitringe und viele weitere Komponenten häufig extremen Belastungen ausgesetzt. Das gilt insbesondere, wenn abrasive Me-dien wie beispielsweise Suspen-sionen zum Einsatz kommen, die aufgrund ihrer harten Bestand-teile die Lebensdauer der aktiven Bauteile reduzieren. Hier hat sich der Einsatz von Komponenten
aus Hartmetall bewährt. Hartme-tall ist im Vergleich zu anderen Werkstoffen unschlagbar gegen Verschleiß, dies ist zum Beispiel bei Anwendungen in der Chemie, Petrochemie oder Öl- und Gasin-dustrie von Vorteil. Durit hat eine Bandbreite von Hartmetall-Sor-ten mit unterschiedlichem Här-tegrad, Zähigkeit und Schlagfe-stigkeit entwickelt. Immer wenn die Anforderungen an den Kor-
rosionsschutz besonders hoch sind, kommt der Werkstoff aus Wolframkarbid mit Chrom-Nik-kel-Binder zum Einsatz. Durch ein spezielles Fertigungsver-fahren liefert Durit die maßge-schneiderten Komponenten aus Hartmetall mit komplexen In-nengeometrien und Extremkon-turen wie beispielsweise Labyrin-the als homogenen Ventilkörper. Damit sind sie kompakter und
belastbarer als Komponenten aus zwei oder mehreren zusammen-gesetzten Bauteilen.
Durit Hartmetall GmbH, WuppertalTel.: +49 202 [email protected]
Kontakt
bisherigen Generation um 25 %. Mehr noch: Ein Verklemmen des Schließkörpers ist praktisch aus-geschlossen, da der Kegel zwei-fach gelagert ist. Dadurch ist die Prozesssicherheit in der Aufberei-tungsanlage sichergestellt.
Ein weiterer positiver Effekt der neuen Kontur des Kegels: Das Ventil lässt sich ab sofort optional mit einer Rückstellfeder ausrüste und kann so für völlig neuartige Anwendungen eingesetzt werden. Mit der Rückstellfeder bestückt, kann das Rückschlagventil prak-tisch in jeder Position lageunab-hängig eingebaut werden. Um eine möglichst lange Lebensdauer
der Ventile mit Feder zu gewähr-leisten, ist die Feder zudem in drei verschiedenen Werkstoffen er-hältlich: Edelstahl (V2A), Nimo-nic 90 und mit Halar (ECTFE) um-mantelter Edelstahl.
Ein zweiter wichtiger Faktor für die Ausfallsicherheit eines Rückschlagventils sind die Elas-tomerdichtungen. Hierbei setzt GF Piping Systems auf eine Wei-terentwicklung der bewährten Profildichtung aus der Vorgän-gergeneration. Die erstklassi-ge chemische Beständigkeit der Elastomere (EPDM und FPM) bewährt sich auch in den neuen Ventilen. Zusätzlich optimierten
wir das Profil der Dichtung. Zu-sammen mit dem Kegeldesign ist eine 100 %ige Dichtheit gewähr-leistet: Das Profil der Fläche des Kegels, die auf den Dichtring trifft, ist kugelförmig. Dadurch ist bei leichter Auslenkung des Ke-gels sichergestellt, dass das Ven-til keinerlei Leckage zulässt und somit die Pumpe vor dem Rück-lauf des Prozessmediums schützt.
Neues Ventil bewährt sich im Feldtest
Insgesamt wurde das Ventil in dieser Anwendung über 25.000
Georg Fischer Piping Systems Ltd., CH-SchaffhausenTel.: +41 52 6313408 [email protected]
Kontakt
Stunden getestet. Mehr als 11.000 erfolgreich absolvierte Teststun-den nach der letzten Konstruk-tionsanpassung bestätigen die Sicherheit, Effizienz und Wirt-schaftlichkeit des neuen Ventils.
Produktion & Technik
50 • 3 • 2012

Smarte Produktion Modulare und skalierbare Apparate führen zu einer Erhöhung der Wirtschaftlichkeit
mit wenigen hundert bis einigen tausend Tonnen pro Jahr vergleichsweise klein. Hinzu kommt, dass die Produktlebenszyklen der Dy-namik der jeweiligen Märkte folgen müssen.
Ganzeinheitliche Ansätze bei der Produkt- und Verfahrensentwicklung
Schneller am Markt zu sein wird somit zu-nehmend zum erfolgsentscheidenden Faktor in der chemischen Industrie [2]. Darüber hi-naus spielen hohe Flexibilität und einfache Anpassbarkeit der Produktionskapazitäten sowie wettbewerbsfähige spezifische Inves-titionskosten gerade bei geringeren Produk-tionskapazitäten eine außerordentliche Rolle. Um sich diesen zukünftigen Herausforde-rungen im Marktumfeld von Spezialitäten zu stellen, werden ganzeinheitliche Ansätze bei der Produkt- und Verfahrensentwicklung sowie bei der operativen Umsetzung benötigt.
Ein wesentlicher Baustein dabei ist die Bereitstellung geeigneter Reaktionsappara-te wie z. B. Milli-Reaktoren. Milli-Reaktoren sind kontinuierlich betriebene Apparate mit Strömungskanälen deren charakteristische
Dimensionen im Millimeterbereich liegen, wie z. B. Hochleistungs-Mischer-Wärmetau-scher Reaktoren. Die Apparate zeichnen sich durch sehr hohe Wärmetauscherflächen pro Volumeneinheit sowie ein definiertes (enges) Verweilzeitverhalten und keine Mischzeiten auf. Aufgrund der charakteristischen Abmes-sungen im Millimeterbereich sind Milli-Reak-
toren weniger verstopfungsanfällig als Mik-ro-Reaktoren.
Spezialitätenprodukte, wie z. B. Lösungs-polymere mit niedrigen bis mittleren Mol-massen, werden üblicherweise im Rührkes-sel-Verfahren produziert. Aufgrund des sehr unterschiedlichen Apparateverhaltens im Labor-, Technikums-, Pilot- und Produkti-
Durch modulare und skalierbare Ap-paratekonzepte lässt sich eine schnelle Anpassung der Produktionskapazität an den Markt erzielen. Am Beispiel einer Fallstudie für ein Spezialitäten-produkt zeigt sich, dass insbesondere die Verkürzung der Entwicklungszeit durch smarte Produktionstechnologien zu einer Erhöhung der Wirtschaftlich-keit führt.
Abb. 1: Holistischer Ansatz zur Entwicklung und Produktion von Spezialitäten
© P
ete
Salo
utos
/fot
olia
.de
Die Veränderung der Produktportfolios weg von Massenprodukten (Commodities) hin zu Spezialitätenprodukten mit höheren Margen stellt eine Herausforderung für die chemische Industrie in Europa dar [1]. Spezialitäten sind auf spezifische Anforderungen weniger, teil-weise einzelner Kunden oder lokaler Märkte angepasst. Die Produktionskapazitäten sind
Produktion & Technik
3 • 2012 • 51

onsmaßstab ist das Scale-up von Rezepturen häufig schwierig und sehr zeitaufwändig [3]. Milli-Reaktoren lassen sich aufgrund ihrer charakteristischen Abmessungen und durch die Einhaltung ähnlicher charakteristischer Dimensionen einfacher über einen größe-ren Durchsatzbereich hochskalieren als her-kömmliche Rührkessel-Reaktoren. Dadurch kann ein schnelles Übertragen der entwickel-ten Prozesse in den nächst größeren Maßstab realisiert werden, ohne dass hierfür zeitauf-wändige Versuche zum Scale-up im Techni-kums- bzw. Pilotmaßstab benötigt werden. So lassen sich Produkt- und Verfahrensentwick-lung integrieren und damit die Entwicklungs-zeiten drastisch reduzieren.
Mit Milli-Reaktoren lassen sich zudem auf-grund der großen Wärmetauscherflächen pro Volumeneinheit sehr hohe Raum-Zeit-Aus-beuten erzielen. Dies ermöglicht die Verwen-dung kompakter, standardisierter und vor-gefertigter Komponenten und erlaubt somit eine Verkürzung der Planungs- und Bauphase bei Investitionsprojekten durch Minimierung von Planungs-, Beschaffungs- und Monta-gezeiten. Die Anlagen können schneller und auch mobil (z. B. in Containergestellen) auf-gebaut werden. Es können Anlagenmodule für kleine Kapazitäten gebaut werden und die Anlagenkapazität durch Parallelisierung der Anlagenmodule erhöht werden (s. Fallbei-spiel). Dadurch lässt sich die Flexibilität von Anlagen erhöhen und dadurch Produktions-kapazitäten einfacher an die aktuelle Markt-nachfrage anpassen.
Wirtschaftliches Potential smarter Produktionstechnologien
Mit Hilfe einer Kapitalwertanalyse (engl.: Net Present Value Analysis) [4] werden an-hand eines Fallbeispiels im Folgenden die Marktanpassung durch Modularisierung und die Zeiteinsparung durch Verkürzung der Entwicklungszeit untersucht.
Im Fallbeispiel soll ein neues Produkt ent-wickelt und auf den Markt gebracht werden. Als Nachfragemengen über die Zeit wird hier von einem linearen Marktwachstum ausge-gangen. Um dieses Produkt herzustellen, be-steht die Möglichkeit, in konventionelle Tech-nologie (siehe Abbildung 2) zu investieren. Als erste Alternative zur konventionellen Technologie wird eine Modularisierung dieser Technologie zur Marktanpassung betrachtet. Als zweite Alternative wird die smarte Pro-duktionstechnologie betrachtet, um neben der Modularisierung den Effekt der Verkür-zung der Entwicklungszeit zu untersuchen. Die Investitionskosten werden bei den mo-
dularisierten Anlagen durch die Kapazitäts-methode [5] berechnet. Um die Einflüsse der reinen Zeiteinsparung untersuchen zu kön-nen werden die Investitionskosten hier gleich gesetzt. Die fixen Kosten liegen aufgrund der kontinuierlichen Fahrweise niedriger als in der modularisierten Batch-Technologie. Für alle Alternativen wird ein kalkulatorischer Zinssatz von 9 % verwendet.
Aus Abbildung 3 wird deutlich, dass im Falle der reinen Modularisierung weniger In-vestitionsmittel in der Anfangsphase heraus-fließen, weil zunächst nur ein Modul gebaut wird. Diese werden durch die entstehenden Gewinne früher amortisiert was zu einem frü-heren Break-Even und damit zu einem wirt-schaftlichen Vorteil führt. Bei der konventio-
nellen Batch-Anlage kommt der Skaleneffekt (Economy-of-Scale) von Investitionskosten und insbesondere fixen Betriebskosten hin-gegen erst bei hinreichend langen Amortisa-tionszeiten zum tragen.
Risiken von Marktverläufen treffen gerade auf die untersuchte Produktgruppe der Spe-zialitäten zu. Neben dem bisher betrachteten linearen Marktwachstum wurden eine Stag-nation, ein Einbruch des Marktes oder ein vo-latil schwankender Marktverlauf untersucht. Es zeigt sich im Fallbeispiel, dass der 4-Mo-dul-Fall trotz höherer Investitions- und Fix-kosten immer einen wirtschaftlichen Vorteil aufweist. Dies kommt insbesondere dadurch zustande, dass keine Überkapazitäten aufge-baut werden, welche ungenutzt bleiben. Mit
Abb. 2: Übersicht der Randannahmen für die Investitionsalternativen
Abb. 3: Vergleich der Kapitalwerte für konventionelle und modularisierte Batch-Technologie-Alternativen (Marktanpassung)
Produktion & Technik
52 • 3 • 2012

einem optimierten Modularisierungsgrad er-geben sich somit enorme Vorteile für die un-terschiedlichen Marktverläufe. Im Falle eines Boom-Szenario, d. h. einem Marktverlauf mit sofortig explodierender Nachfrage, hingegen lohnt sich aufgrund des Skaleneffekts der Bau einer dedizierten Großanlage.
Der Vergleich der modularisierte Batch-Technologie mit der smarten Produktions-technologie (gleicher Modularisierungsgrad) zeigt im Kapitalwertverlauf, dass durch die Zeiteinsparung ein um zwei Jahre früherer Break-Even erreicht werden kann (siehe Ab-bildung 4). Dieser enorme Vorsprung im Ka-pitalwert durch den früheren Markteintritt (Time-to-Market) überwiegt dem Skalenef-fekt einer dedizierten Großanlage. Eine Sen-sitivitätsanalyse hat gezeigt, dass im Falle höherer Margen (wie bei Spezialitäten) der Einfluss der Beschleunigung auf die Wirt-schaftlichkeit sogar noch verstärkt wird.
Fazit
Am Beispiel einer Fallstudie für ein Spezialitä-tenprodukt zeigt sich, dass die reine Marktan-passung der Produktionskapazitäten insbe-sondere bei kurzen Produktlebenszyklen und hohem Marktrisiko aufgrund von Fixkosten-einsparungen und verteilter Investitionskosten über die Zeit wirtschaftlicher ist als die dedi-zierte Großanlage (klassische Rührkessel-Tech-nologie). Allerdings ist der Modularisierungs-grad begrenzt und es ergibt sich ein Optimum aufgrund des Skaleneffekts (Economy-of-Sca-le).
Insbesondere die Verkürzung der Durch-laufzeiten von Innovationsprojekten durch smarte Produktionstechnologien führt zu
einer Erhöhung der Wirtschaftlichkeit, wel-cher im Zeitverlauf durch den Skaleneffekt einer dedizierten Großanlage nicht wieder eingeholt wird. Dieser Effekt kommt umso stärker zum Tragen, je höher-margig das Ver-kaufsprodukt ist wie im Falle von Speziali-täten. Somit können smarte Produktionskon-zepte auf der Basis modularer und skalierbarer Apparate einen wesentlichen Beitrag zur Er-höhung der Wirtschaftlichkeit leisten und damit die Position im Wettbewerb stärken.
Literatur
[1] The future of the European chemical industry, KPMG
International, Business and industry issue, 2010
[2] G. Schembecker, T. Bott, Chem. Ing. Tech.,
2009, 81 (8), 1094
[3] T. Meyer, Org. Proc. Res. Dev., 2003, 7 (3), 297
[4] M. S. Peters, K. D. Timmerhaus, R. E. West, Plant
design and economics for chemical engineers,
5th ed., McGraw-Hill, 2003
[5] W. Wagner, Planung im Anlagenbau, 3. Aufl.,
Vogel Verlag, 2009
Dr.-Ing. Andreas Brodhagen und Dr.-Ing. Matthias Kleiner, BASF SE, Polymer Research, Ludwigshafen,
Prof. Dr.-Ing. Marcus Grünewald und Dipl.-Wirt.-Ing. Stefan Lier, Ruhr-Universität-Bochum, Lehrstuhl für Fluidverfahrenstechnik, Bochum
Abb. 4: Vergleich der Kapitalwerte von modularisierter Batch-Technologie und smarter Technologie (Zeiteinsparung)
Stefan LierUniversität Bochum, Lehrstuhl für Fluidverfahrenstechnik, Tel.: +49 234 [email protected]. fluidvt.ruhr-uni-bochum.de
Kontakt
M I C R O F I LT R AT I O N
U LT R A F I LT R A T I O N
N A N O F I L T R A T I O N
WWW.MICRODYN-NADIR.COM
MICRODYN-NADIR GmbHRheingaustrasse 190-19665203 WiesbadenTel. + 49 611 962 [email protected]
Solu
tio
n in
sid
e!BIO-CEL®
Getauchtes MBR-Modul für biologische Abwasserbehandlung
16 – 20 April 2012
07 – 11 May 2012
18 – 22 June 2012
3 • 2012 • 53

Anlage samt Emissionen eingespartProzesskonzept einer emissionsfreien Schwefelsäureanlage
Schwefelsäure ist mit einer Jahresprodukti-onsmenge von 200 Mio. t eine der wichtigs-ten anorganischen Basischemikalien weltweit. Der Hauptteil davon wird zur Düngemittel-produktion verwendet, aber ihre Einsatzmög-lichkeiten sind deutlich vielfältiger. So ist na-hezu jedes moderne Produkt irgendwann in seinem Produktionsprozess mit Schwefelsäu-re in Berührung gekommen.
Bei der Produktion von Schwefelsäure fallen umweltschädliche Schwefeldioxide-missionen an. Auch wenn diese in moder-nen Schwefelsäureanlagen durch verschie-dene Maßnahmen deutlich reduziert werden
konnten, ergeben sich allein aus der Menge an produzierter Schwefelsäure erhebliche Umweltbelastungen. Am meisten Schwefel-dioxid emittieren dabei Nasskatalyseanla-gen, in denen ein schwefelwasserstoffhaltiger Sauergasstrom als Schwefellieferant verwen-det wird. Sie bieten allerdings einen entschei-denden Vorteil: Mit einer Nasskatalyseanlage kann eine komplette chemische Produktions-anlage eingespart werden, inklusive der in der zusätzlichen Anlage auftretenden Emis-sionen. Denn wenn der Schwefelwasserstoff nicht direkt zu Schwefelsäure verarbeitet wird, dann wird er in der Regel in Clausan-
lagen zu Schwefel umgesetzt. Doch aus 80 % bis 90 % des weltweit produzierten Schwefels wird wiederum Schwefelsäure erzeugt.
Nasskatalyseprozesse
Abbildung 2 zeigt das Schema eines Nasska-talyse-Prozesses mit Luftquench zur Erzeu-gung von 78 iger Säure (78 Massenprozent). Der Begriff ’Nasskatalyse’ bezieht sich dar-auf, dass Schwefelwasserstoff als Schwefel-lieferant verwendet wird. Bei der Oxidation von Schwefelwasserstoff in der Brennkam-
Mit einer Nasskatalyseanlage kann bei der Schwefelsäureproduktion eine komplette nachgeschaltete chemische Produkti-onsanlage eingespart werden. Allerdings emittiert dieses von allen modernen Verfahren zur Schwefelsäureherstellung das meiste Schwefeldioxid. Die ThyssenKrupp Uhde GmbH hat nun eine emissionsfreie Schwefelsäureanlage auf Basis eines Nasskatalyse-Prozesses entwickelt, der mit einem Claus-Abgasbehandlungsprozess verbunden wird.
Abb. 1: In der Kokerei Schwelgern wird eine Claus-Anlage mit Abgasrückführung zur Schwefelgewinnung eingesetzt.
Produktion & Technik
54 • 3 • 2012

mer (Apparat 3, Reaktionsgleichung (1)) ent-stehen Schwefeldioxid und Wasser in gleicher Molmenge, wodurch das Prozessgas nass wird, was wiederum die Produktsäure verdünnt.
2 H2S + 3 O2 → 2 SO2 + 2 H2O (1)
Um dennoch hohe Säurekonzentrationen bis hin zu Oleum zu erhalten, ist eine Zwischen-absorption notwendig, was in sogenannten Doppelkontakt-Verfahren geschieht. Das Gas aus der Brennkammer wird in einem Hoch-druckdampferzeuger (Apparat 4) auf 400 °C bis 500 °C abgekühlt. Die Reaktion zu Schwe-feltrioxid (Reaktionsgleichung (2)) findet im Kontaktreaktor an Festbettschüttungen (Ap-parate 5, 7 und 9) aus Vanadium-Pentoxid-Katalysatoren statt.
2 SO2 + O2 ↔ 2 SO3 (2)
Durch die starke Exothermie der Reaktion er-höht sich die Gastemperatur entlang des Fest-betts, bis der Gleichgewichtszustand erreicht ist. Um nun den SO2-Anteil im Gas weiter zu reduzieren, ist eine Kühlung des Gasstroms notwendig. Dabei kann direkt (Luftquench) oder indirekt (Wärmeübertrager) gekühlt wer-den. Während ersteres die Variante mit den geringeren Investitionskosten darstellt, bietet
zweiteres die Möglichkeit zusätzlicher Dampf-erzeugung und führt insgesamt zu einem niedrigeren Downstream-Massenstrom. Die Zufuhr kalter Luft erhöht den Sauerstoffan-teil im Prozessgas. Das schwefeltrioxidreiche Gas wird in einem Hochdruck-Dampferzeu-ger (Apparat 10) auf 240 °C abgekühlt, bevor es in den Schwefelsäureabsorber (Apparat 11) gelangt. In dem Absorber wird Schwefelsäu-re zirkuliert, wobei sich deren Konzentration durch das zugeführte SO3 erhöht (Reaktions-gleichung (3)).
SO3 + H2O ↔ H2SO4 (3)
Die Temperatur der zirkulierten Säure erhöht sich einerseits durch die Reaktionswärme und andererseits durch die thermische Energie des Prozessgases, das auf eine akzeptable Aus-trittstemperatur von z. B. 40 °C gekühlt wird (Strom 29). Die Produktsäure (Strom 30) wird ausgekoppelt, während die zirkulierte Säure mit Wasser verdünnt und in einem Säureküh-ler (Apparat 15) auf ihre Eintrittskonzentrati-on und -temperatur gebracht wird.
Mit herkömmlichen Nasskatalyse-Prozes-sen werden lediglich SO2-Umsätze von bis zu 98 % erreicht, was eine relativ hohe Belas-tung der Umwelt bedeutet. Einen Lösungsan-satz für diese Problematik bietet die emissi-
onsfreie Schwefelsäureanlage. Sie verbindet einen Nasskatalyse-Prozess mit einem Claus-Tailgas-Prozess. Der geringe Schwefelumsatz stellt dann kein Problem mehr dar, da das ver-bleibende SO2 zu H2S hydriert (Reaktionsglei-chung (4)) und erneut der Sauergaswäsche zugeführt wird aus der der ursprüngliche Sauergasstrom stammt. Nach diesem Pro-zessschema entsteht aus der Schwefelsäure-produktion keinerlei Abgas!
SO2 + 3 H2 ↔ H2S + 2 H2O (4)
Emissionsfreie Schwefelsäureanlage
Das Prozessfließbild einer Emissionsfreien Schwefelsäureanlage ist in Abbildung 3 dar-gestellt. Es ähnelt im vorderen Teil dem Nass-katalyseprozess aus Abbildung 3. Allerdings wird statt Luft das kalte Abgas zum Quen-chen zwischen den Katalysatorbetten einge-setzt, weshalb der Prozess als Kaltgas-Recyc-le-Prozess bezeichnet wird. Dadurch kann der Sauerstoffgehalt im Prozessgasstrom redu-ziert werden. Dieses wird hinter dem Schwe-felsäureabsorber (Apparat 12) mit einem was-serstoffreichen Gasstrom, z. B. Koksofengas oder Synthesegas, gemischt, aufgewärmt und einem Hydrierreaktor (Apparat 24) zugeführt. In diesem wird das verbleibende Schwefel-dioxid zu Schwefelwasserstoff hydriert. Das schwefeldioxid- und sauerstofffreie Abgas (Strom 37) wird in einem Rekuperator (Ap-parat 23) abgekühlt und kann nun zur Sauer-gaswäsche zurückgeführt werden.
Sauerstoff oxidiert den sulfidierten Hyd-rierkatalysator mit einer stark exothermen Reaktion, wobei die damit verbundene Wär-meentwicklung zu einer Schädigung des hoch-porösen Trägermaterials bis hin zu einer irre-versiblen Deaktivierung führen kann. Daher muss der Nasskatalyse-Prozess so betrieben werden, dass die Sauerstoffmenge am Aus-tritt des Kontaktreaktors bestimmte Grenzen nicht überschreitet. Dass dabei größere Men-gen an Schwefeldioxid zurückbleiben, stellt kein Problem dar, da diese hydriert und zu-rückgeführt werden. Die Oxidation zu Schwe-feltrioxid ist jedoch stark von der Sauerstoff-konzentration abhängig, was auf Grund der daraus resultierenden geringen Reaktionsge-schwindigkeiten zu großen Reaktorvolumina und Katalysatormengen führt.
Neben dem Kaltgas-Recycle-Prozess wur-den weitere Prozessvarianten emissionsfrei-er Schwefelsäureanlagen entwickelt, um den verschiedensten Anforderungen zu genügen. So stehen beispielsweise zwei Prozessvari-anten für die Nachrüstung von bestehenden Schwefelsäureanlagen zur Verfügung.
Abb. 2: Nasskatalyse-Prozess mit drei Katalysatorbetten und Luft Quench.
Produktion & Technik
3 • 2012 • 55

Einsatzmöglichkeiten
Das Prozesskonzept der emissionsfreien Schwefelsäureanlage kann grundsätzlich auf alle Arten von Schwefelsäureanlagen ange-wandt werden. Allerdings ist der Einsatz als Nasskatalyseanlage besonders vorteilhaft, denn bei Anlagen die nicht auf dem Prin-zip der Nasskatalyse beruhen können bereits hohe Umsätze und geringe Emissionen er-reicht werden. Daher sind, basierend auf der aktuellen Gesetzeslage, keine weiteren Modi-fikationen notwendig. Zudem ist Nasskataly-seanlagen in der Regel eine Sauergaswäsche vorgeschaltet, die im Konzept der emissions-freien Schwefelsäureanlage mitgenutzt wird. Sollte keine Sauergaswäsche vorhanden sein, so müsste zusätzlich eine errichtet werden. Eine weitere Bedingung ist die Verfügbar-keit von Wasserstoff oder einem wasserstoff-reichen Prozessgasstrom für die Hydrierung. Das Konzept ist also besonders für Verbunds-standorte geeignet, in denen die Betriebsmit-tel vorhanden sind und gleichzeitig Schwe-felsäure abgenommen werden kann. So sind in Nebengewinnungsanlagen von Kokerei-en, in denen die Kohlenwertstoffe Teer, Ben-
zol, Ammoniak und Schwefel bzw. Schwefel-wasserstoff aus dem Koksofengas gewonnen werden, alle Vorrausetzungen für die Einbin-dung einer emissionsfreien Schwefelsäure-
anlage erfüllt. Da neben der Schwefelsäure auch Ammoniak anfällt bietet sich hier die Produktion von Ammoniumsulfat (Reakti-onsgleichung (5)) an, dass im Gegensatz zu
Abb. 3: Emissionsfreie Schwefelsäureanlage mit Kaltgas-Recycle-Prozess.
Abb. 4: Dimensionierung des Technikumsreaktors; dp-äquivalenter Partikeldurchmesser; dR- Reaktordurchmesser; LB- Katalysatorbettlänge; LR- Reaktorlänge.
Postfach 1212 · 71702 Markgröningen · Telefon +49 (71 45) 93 61- 0 · www.novonox.com
Einfach X-fach besser, wenn es um nicht rostende Elemente geht.
Wir nennen es den X-Faktor. Nennen Sie es NovoNox.
4.000 und X Standardelemente
X-beliebige Sonderlösungen
Leistung, Service und Produktsicherheit hoch X
Einzigartiges Xperten-Wissen
GEBALLTE POWER IN SACHEN INOX
Produktion & Technik
56 • 3 • 2012

Schwefelsäure kostengünstig auch über län-gere Strecken transportiert werden kann.
H2SO4 + 2 NH3 ↔ (NH4)2SO4 (5)
Konzept der Prozessentwicklung
Um die Entwicklungszeit bis zur Marktreife des Prozesses kurz zu halten wurde darauf verzichtet neue Katalysatoren zu entwickeln. Stattdessen wurde auf kommerziell verfügba-re Katalysatoren zurückgegriffen. Für diese finden sich in der Literatur bereits zahlrei-che Untersuchungen, so dass die Prozessent-wicklungsschritte der intrinsischen kineti-schen Untersuchungen übersprungen werden konnten.
Die Untersuchungen unter den veränder-ten Prozessbedingen wurden direkt am tat-sächlichen Katalysatorpartikel durchgeführt, was das Up-Scaling auf einen industriellen Reaktor erheblich vereinfacht. Die Dimen-sionierung des Technikumsreaktors erfolg-te basieren auf den Katalysatorpartikeln und Berechnungen mit Literaturdaten, siehe Ab-bildung 4.
Im Technikum können lediglich technische Gase eingesetzt werden. Industrielle Abga-se und Prozessgase enthalten aber zahlrei-che Verunreinigungen und Spurenelemente die den Prozess beeinflussen können. Daher ist es unerlässlich den Prozess unter indus-triellen Bedingungen zu testen. Der Aufbau einer Pilotanlage nimmt jedoch in der Regel viel Zeit und Ressourcen in Anspruch. Statt-dessen wurde basierend auf den Erkenntnis-sen aus den Technikumsversuchen in Zusam-menarbeit mit dem Fachgebiet für Dynamik
und Betrieb technischer Anlagen der TU Ber-lin eine mobile Testanlage entwickelt, die zu einem beliebigen Einsatzort transportiert werden kann. Abbildung 5 zeigt die mobile Testanlage im Einsatz auf der Kokerei Pros-per (ArcelorMittal Bottrop), wo zurzeit eine
Prozessvariante zur Nachrüstung bestehen-der Anlagen validiert wird.
AutorenDr.-Ing. Jan C. Schöneberger, Process Engineer Coke Plant Technologies, ThyssenKrupp Uhde
Dr.-Ing. Holger Thielert, General Manager Gas Treatment Plants, Coke Plant Technologies, ThyssenKrupp Uhde
Dieser Artikel beruht auf einem Vortrag bei der ECCE/ECAB-Tagung 2011 in Berlin. Auszüge davon sowie die Abbildungen 2–4 stammen aus der im Shaker Verlag erschienenen Disser-tation mit dem Titel "Entwicklung und Analyse katalytischer Abgasbehandlungsprozesse am Beispiel einer emissionsfreien Schwefelsäure-anlage".
Abb. 5: Mobile Testanlage auf der Kokerei Prosper (ArcelorMittal Bottrop)
ThyssenKrupp Uhde, DortmundTel.: +49 231 547 [email protected]
Kontakt
Postfach 1212 · 71702 Markgröningen · Telefon +49 (71 45) 93 61- 0 · www.novonox.com
Einfach X-fach besser, wenn es um nicht rostende Elemente geht.
Wir nennen es den X-Faktor. Nennen Sie es NovoNox.
4.000 und X Standardelemente
X-beliebige Sonderlösungen
Leistung, Service und Produktsicherheit hoch X
Einzigartiges Xperten-Wissen
GEBALLTE POWER IN SACHEN INOX
Produktion & Technik

afriso-Euro-Index 43, 44
Ahlborn Mess- u. Regelungstechnik 41
Aldak Vibrationstechnik 65
Almatec Maschinenbau 13
Almig Kompressoren 46
Alzheimer Forschung Initative 30
AMA Service 12
Atech Innovations 64
Atlas Copco Holding 11
AZO 16, Titelseite
B&R Automation 11
Baumer Electric 43
Bayer 63
Beer Fördertechnik 63
Beinlich Pumpen 62
Beumer Group 11
Boge Kompressoren 46
Bokela 61, 63, 64
Bürkert 61, 62, 65
cofely Refrigeration 11
COG-C. Otto Gehrckens 61
Compair Drucklufttechnik 61
Comsol Multiphysics 35, 4.Umschlagsseite
Dechema 11, 12, 46, 50ab
Deltafilter Filtrationssysteme 64
Denios Beilage
Durit Hartmetall 50
eichholz Silo- und Anlagenbau 63
Eisenmann Anlagenbau 61, 65
Emerson Process Management 13, 42
Endress + Hauser Messtechnik 26, 34ab
Envirochemie 61, 62
Envirotec Gesellschaft für Umwelt- und Verfahrenstechnik 65
Feluwa Pumpen 61, 62
Fike - Deutschland 61
Findeva 21
Flexim 31, 37
Flottweg 65
Flowserve Flow Control 61
Flowtech Industries 63, 64
Flux Geräte 14
Fr. Jacob Söhne Rohrwerk 11
Fragol Schmierstoff 66
Freudenberg Dichtungs- und Schwingungs- technik 50
Friedrich See 62
gCDh 13, 14
Gebrüder Lödige Maschinenbau 22
Gebrüder Stöckel 61
Gemü 62
Georg Fischer Rohrleitungssysteme 48
Gericke Holding 19
GfD-Gesellschaft für Dichtungstechnik 61
GHS Vakuumtechnik 66
GIG Karasek 66
GKM Siebtechnik 64
Goudsmit Magnetics Systems 64
hager + Elsässer 11
Hamilton Bonaduz 65
Haus der Technik 12, 14, 2.Umschlagsseite
Heinrich Kipp Werk 57
industrie-Technik Kienzler 61, 62
J. Engelsmann 31
Jahns Regulatoren 61, 64
Juchheim Laborgeräte 63
Kienbaum Communications 13
Klinger 49
Krohne Meßtechnik 41
KSB 61
Labom Meß- u. Regeltechnik 43
Lutz-Pumpen 62
Maag Pump Systems Textron 62
Merz Aufbereitungstechnik 61, 63, 64, 65
Microdyn-Nadir Industriepark Kalle-Albert 53
Micromeritics 65
Mind-Steps 8
Netter Vibration 65
Netzsch Mohnopumpen 11
Norres 62
nsb gas processing 66
Ostfalia FH Braunschweig-Wolfenbüttel 20
Palas 64, 65
Pepperl + Fuchs 38
Pilatus Filter 64
Pink Thermosysteme 66
Potentialhoch2 6
Proceng Moser 62
Prominent Dosiertechnik 63
Pumpen Center Wiesbaden 62
Rauscher 19
Reichelt Chemietechnik Beilage
Retsch 19
Richter Chemie-Technik 61, 62
Rittal 32
Rotamill 62, 65
Russell Finex 64
S.S.T. Schüttguttechn. 23
Samson 14
Seybert & Rahier 45
Siemens 12, 14
Sigmar Mothes Hochdrucktechnik 62
Simatec 61
Sonotec Ultraschallsensorik 44
SWR Engineering Messtechnik 28
Techn. Akademie 5
ThyssenKrupp Uhde 54
TMT Technik-Methode-Training 61
Ucon 63
Univers. Bochum 51
VDI 13
VDMA Verband Deutscher Maschinen- und Anlagenbau 12
Vega Grieshaber 41
Venjakob 65
Vogelbusch 63
Volkmann 19
Vötsch Industrietechnik 65, 66
Werma Signaltechnik 29
Wesemann 63
WIKA Alexander Wiegand 14, 44
Will & Hahnenstein 66
Witte 62
WK Wärmetechnische Anlagen-, Kessel- und Apparatebau 65
index
HerausgeberGDCh, Dechema e. V., VDI-GVC
VerlagGIT VERLAGWiley-VCH Verlag GmbH & Co. KGaABoschstraße 12, 69469 WeinheimTel.: 06201/606 0, Fax: 06201/606 [email protected], www.gitverlag.com
GeschäftsführerJon Walmsley, Bijan Ghawami
DirectorRoy Opie
ChefredakteurWolfgang SießTel.: 06201/[email protected]
RedaktionDr. Michael ReuboldTel.: 06201/[email protected]
Dr. Volker [email protected]
RedaktionsassistenzBeate ZimmermannTel.: 06201/[email protected]
Erscheinungsweise 20129 Ausgaben im JahrDruckauflage 26.000(IVW AuflagenmeldungQ4 2011: 25.765 tvA)
Bezugspreise Jahres-Abonnement 20129 Ausgaben 163 €, zzgl. MwSt. und PortoSchüler und Studenten erhaltenunter Vorlage einer gültigen Bescheinigung 50 % Rabatt.CITplus ist für Abonnenten der Chemie Ingenieur Technik im Bezugspreis enthalten. Im Beitrag für die Mitgliedschaft bei DECHEMA e. V. und VDI-Gesellschaft Chemie ingenieurwesen und Verfahrens-technik (GVC) ist der Bezug der Mitglieder-zeitschrift CITplus enthalten. Anfragen und Bestellungen über den Buchhandel oder direkt beim Verlag (s. o.).
Bestellungen richten Sie bitte anIhre Fachbuchhandlung oderunmittelbar an:WILEY-VCH Verlag GmbH & Co. KGaAD-69451 WeinheimTel.: +49/6201/606-146Fax: +49/6201/[email protected]
Abonnenten-ServiceIngrid Smieja, Tel.: +49/6201/[email protected] nur bis spätestens3 Monate vor Ablauf des Kalenderjahres.
ProduktionGIT VERLAGWiley-VCH Verlag GmbH & Co. KGaABoschstraße 1269469 WeinheimTel.: 06201/606-0Fax: 06201/606-792
BankkontenCommerzbank AG DarmstadtKonto Nr.: 01 715 501 00 BLZ: 508 800 50
HerstellungGIT VERLAGWiley-VCH Verlag GmbH & Co. KGaAChristiane PotthastKerstin Kunkel (Anzeigen)Vassilios Ekoutsidis (Layout)Ruth Herrmann (Layout)Elke Palzer, Ramona Rehbein (Litho)
AnzeigenGIT VERLAGWiley-VCH Verlag GmbH & Co. KGaA
Zurzeit gilt die Anzeigenpreisliste Nr. 6 vom 1. Oktober 2011
Roland Thomé (Leitung)Tel.: 06201/[email protected]
Thorsten KritzerTel.: 06201/[email protected]
Ronny Schumann,Tel.: 06201/[email protected]
SonderdruckeBei Interesse an Sonderdrucken, wenden Sie sich bitte an die Redaktion.
Originalarbeiten
Die namentlich gekennzeichneten Beiträge stehen in der Verantwortung des Autors. Manuskripte sind an die Redaktion zu richten. Hinweise für Autoren können beim Verlag angefordert werden. Für un-aufgefordert eingesandte Manuskripte übernehmen wir keine Haftung! Nachdruck, auch auszugsweise, nur mit Genehmigung der Redaktion und mit Quellenangaben gestattet.Dem Verlag ist das ausschließliche, räumliche und inhaltlich eingeschränkte Recht eingeräumt, das Werk/den redaktionellen Beitrag in unveränderter oder bearbeiteter Form für alle Zwecke beliebig oft selbst zu nutzen oder Unternehmen, zu denen gesellschaftsrechtliche Beteiligungen bestehen, sowie Dritten zur Nutzung zu übertragen. Dieses Nutzungsrecht bezieht sich sowohl auf Print- wie elektronische Medien unter Einschluss des Internet wie auch auf Datenbanken/Datenträger aller Art.
Alle in dieser Ausgabe genannten und/oder gezeigten Namen, Bezeichnungen oder Zeichen können Marken ihrer jeweiligen Eigentümer sein.
Unverlangt zur Rezension eingegangene Bücher werden nichtzurückgesandt.
Druckpva, Druck- und MedienLandau
Printed in GermanyISSN 1436-2597
impressum
RÜHRKESSEL: Der Einbau von Stromstörern in Rührkesseln fördert die Mischleistung erhöht aber auch den Druckabfall. Dieses Modell zeigt die Geschwindigkeitsamplitude und die Strömungsrichtung im Querschnitt des Rührkessels.
COMSOL Multiphysics® unterstützt Sie bei der Verwirklichung innovativer Ideen. Die Kombination aller relevanten physikalischen Eff ekte in einer Simulation ermöglicht eine präzise Analyse Ihres Designs. Optimieren Sie Ihre Produkte mit COMSOL Multiphysics und gestalten Sie Ihren Entwick-lungsprozess effi zient! www.comsol.de
©20
12 C
OM
SOL.
Erwecken Sie Ihre Ideen zum Leben mit COMSOL Multiphysics.
comsol.com /reactor
COMSOL Multiphysics®
FLUIDCFD ModuleMicrofl uidics ModuleSubsurface Flow Module
CHEMICALChemical Reaction Engineering ModuleBatteries & Fuel Cells ModuleElectrodeposition Module
MECHANICALHeat Transfer ModuleStructural Mechanics ModuleGeomechanics ModuleAcoustics Module
ELECTRICALAC/DC ModuleRF ModuleMEMS ModulePlasma Module
MULTIPURPOSEOptimization ModuleMaterial LibraryParticle Tracing Module
INTERFACINGCAD Import ModuleFile Import for CATIA® V5LiveLink™ for SolidWorks®
LiveLink™ for SpaceClaim
LiveLink™ for Pro/ENGINEER®
LiveLink™ for Creo™ ParametricLiveLink™ for Inventor®
LiveLink™ for AutoCAD®
LiveLink™ for MATLAB®
Product Suite