Stahlguss in Anwendung
83
Herstellung – Eigenschaften – Anwendung Bundesverband der Deutschen Gießerei-Industrie (BDG) Stahlguss
Transcript of Stahlguss in Anwendung

Herstellung – Eigenschaften – Anwendung
Bundesverband der DeutschenGießerei-Industrie (BDG)
Stahlguss
Eisenguss.indd 3 23.04.10 12:13

Inhalt
1 Was ist und kann Stahlguss 2
2 Konstruieren in Stahlguss 4
3 Gießtechnik mit den Sonderthemen: Computergestützte Methoden
und Simulationstechniken 7 Feingießverfahren 9 Keramikformverfahren 10 Lost-Foam-Verfahren 11
4 Erschmelzen von Stahlguss 12
5 Wärmebehandeln 14
6 Schweißen von Stahlguss 16
7 Prüfen und Überwachen der Stahlgussherstellung 21
8 Die Stahlgusswerkstoffe Stahlguss für allgemeine Verwendungszwecke 27 Stahlguss für das Bauwesen 27 Stahlguss für Druckbehälter 30 Hochfester Stahlguss mit guter Schweißeignung 30 Vergütungsstahlguss 32 Warmfester Stahlguss 35 Kaltzäher Stahlguss 39 Stahlguss mit weichmagnetischen Eigenschaften 40 Nichtrostender Stahlguss 43 Hitzebeständiger Stahlguss 50 Nichtmagnetisierbarer Stahlguss 55 Verschleißbeständiger Stahlguss 55 Werkzeug-Stahlguss 61
9 Internationale Normenübersicht 64
Stahlguss Herstellung – Eigenschaften – Anwendung
Autoren:M.-O. Arnold, Dr.-Ing. C. Escher, Dr. H. Hammelrath, R. Hanus,U. Knobloch, K. Kohlgrüber, Dr. H. Löblich, A. Oldewurtel,G.-W. Overbeck, J. Schädlich-Stubenrauch, C. Schmees, K.-H. SchüttDr. I. Steller, Dr. H.-J. Wieland, J. Wiesenmüller, R. Wiesenmüller
1
Ein Turbinen-gehäuse-Unterteil mit kompletter Gießtechnik
Titelbild: Nabe für Gasturbine im fertig bearbeiteten Zustand aus GX-23CrMoV12-1, Gewicht 3055 kg
Strator für Strömungsbremse (Retarder), her-gestellt im Fein-gießverfahren
Moderne Konver-terverfahren reali-sieren die steigen-den Qualitätsan-forderungen
Anhang: ab Seite 68 werden typische Anwendungsbeispiele für Stahlgussteile gezeigt
2 konstruieren + giessen 29 (2004) Nr. 1
1 Was ist und kann Stahlguss1.1 DefinitionStahl ist eine Eisenlegierung, dessen wich-tigstes Legierungselement Kohlenstoff ist.Weitere ständige Begleitelemente sindSilicium,Mangan und in geringenGehaltenPhosphor und Schwefel. Kohlenstoff kannbis zu 2% enthalten sein. Wird flüssigerStahl in feuerfesten Formen vergossen,spricht man vom Stahlguss. Je nach ver-wendeter Stahlsorte und der gegebenfallsanschließend vollzogenenWärmebehand-lung können demWerkstoff Stahl in weitenGrenzen variable Eigenschaften verliehenwerden. Diesmacht den Stahlguss für wei-teAbnehmerkreise zu einem interessantenWerkstoff. Eine sehr großeAnzahl techni-scherAnwendungen ist darstellbar.
1.2 Vielfalt von StahlgussDer Gießer unterteilt die Stahlgusssortengenerell in unlegierten, niedriglegierten undhochlegierten Stahl.
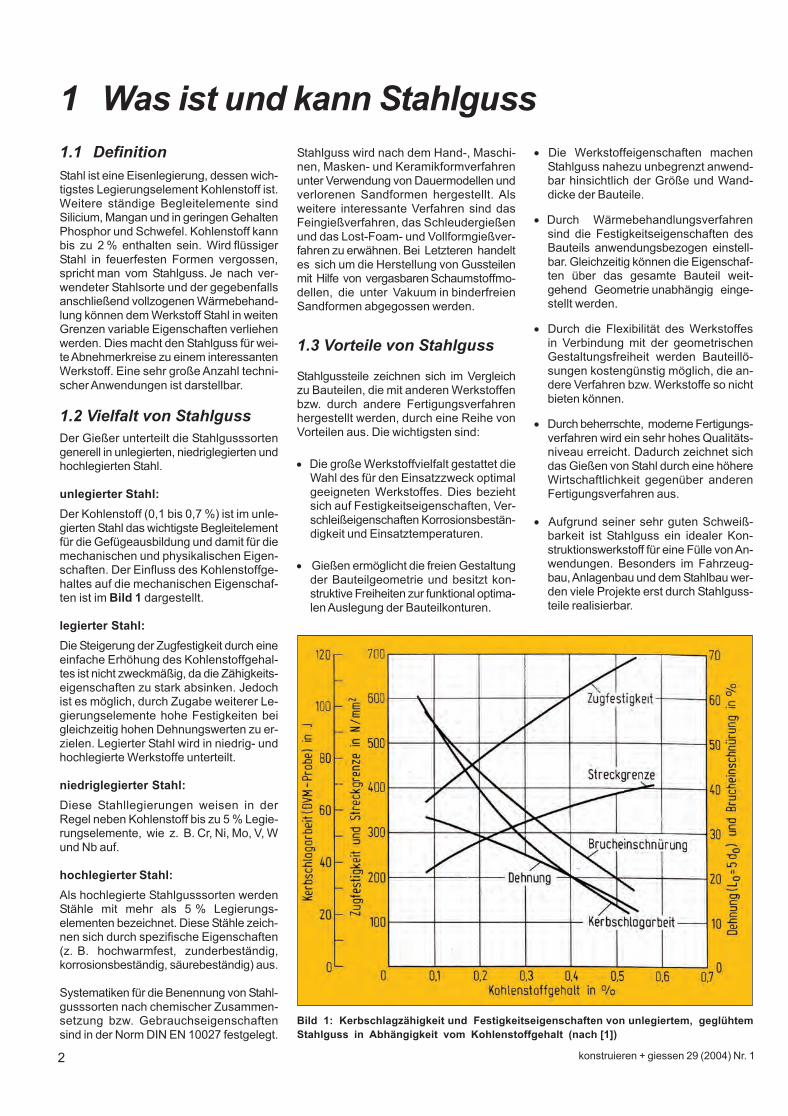
unlegierter Stahl:Der Kohlenstoff (0,1 bis 0,7 %) ist im unle-gierten Stahl das wichtigste Begleitelementfür die Gefügeausbildung und damit für diemechanischen und physikalischen Eigen-schaften. Der Einfluss des Kohlenstoffge-haltes auf die mechanischen Eigenschaf-ten ist im Bild 1 dargestellt.
legierter Stahl:Die Steigerung der Zugfestigkeit durch eineeinfache Erhöhung des Kohlenstoffgehal-tes ist nicht zweckmäßig, da die Zähigkeits-eigenschaften zu stark absinken. Jedochist es möglich, durch Zugabe weiterer Le-gierungselemente hohe Festigkeiten beigleichzeitig hohen Dehnungswerten zu er-zielen. Legierter Stahl wird in niedrig- undhochlegierte Werkstoffe unterteilt.
niedriglegierter Stahl:Diese Stahllegierungen weisen in derRegel neben Kohlenstoff bis zu 5% Legie-rungselemente, wie z. B. Cr, Ni, Mo, V, Wund Nb auf.
hochlegierter Stahl:Als hochlegierte Stahlgusssorten werdenStähle mit mehr als 5 % Legierungs-elementen bezeichnet. Diese Stähle zeich-nen sich durch spezifische Eigenschaften(z. B. hochwarmfest, zunderbeständig,korrosionsbeständig, säurebeständig) aus.
Systematiken für die Benennung vonStahl-gusssorten nach chemischer Zusammen-setzung bzw. Gebrauchseigenschaftensind in der NormDIN EN 10027 festgelegt.
Stahlguss wird nach dem Hand-, Maschi-nen, Masken- und Keramikformverfahrenunter Verwendung vonDauermodellen undverlorenen Sandformen hergestellt. Alsweitere interessante Verfahren sind dasFeingießverfahren, das Schleudergießenund das Lost-Foam- und Vollformgießver-fahren zu erwähnen. Bei Letzteren handeltes sich um die Herstellung von Gussteilenmit Hilfe von vergasbarenSchaumstoffmo-dellen, die unter Vakuum in binderfreienSandformen abgegossen werden.
Bild 1: Kerbschlagzähigkeit und Festigkeitseigenschaften von unlegiertem, geglühtemStahlguss in Abhängigkeit vom Kohlenstoffgehalt (nach [1])
1.3 Vorteile von Stahlguss
Stahlgussteile zeichnen sich im Vergleichzu Bauteilen, die mit anderenWerkstoffenbzw. durch andere Fertigungsverfahrenhergestellt werden, durch eine Reihe vonVorteilen aus. Die wichtigsten sind:
• Die großeWerkstoffvielfalt gestattet dieWahl des für den Einsatzzweck optimalgeeigneten Werkstoffes. Dies beziehtsich auf Festigkeitseigenschaften, Ver-schleißeigenschaften Korrosionsbestän-digkeit und Einsatztemperaturen.
• Gießen ermöglicht die freienGestaltungder Bauteilgeometrie und besitzt kon-struktive Freiheiten zur funktional optima-lenAuslegung der Bauteilkonturen.
• Die Werkstoffeigenschaften machenStahlguss nahezu unbegrenzt anwend-bar hinsichtlich der Größe und Wand-dicke der Bauteile.
• Durch Wärmebehandlungsverfahrensind die Festigkeitseigenschaften desBauteils anwendungsbezogen einstell-bar. Gleichzeitig können die Eigenschaf-ten über das gesamte Bauteil weit-gehend Geometrie unabhängig einge-stellt werden.
• Durch die Flexibilität des Werkstoffesin Verbindung mit der geometrischenGestaltungsfreiheit werden Bauteillö-sungen kostengünstig möglich, die an-dere Verfahren bzw.Werkstoffe so nichtbieten können.
• Durch beherrschte, moderneFertigungs-verfahren wird ein sehr hohes Qualitäts-niveau erreicht. Dadurch zeichnet sichdasGießen von Stahl durch eine höhereWirtschaftlichkeit gegenüber anderenFertigungsverfahren aus.
• Aufgrund seiner sehr guten Schweiß-barkeit ist Stahlguss ein idealer Kon-struktionswerkstoff für eine Fülle vonAn-wendungen. Besonders im Fahrzeug-bau,Anlagenbau und demStahlbauwer-den viele Projekte erst durch Stahlguss-teile realisierbar.
k+g-layoutSD-GS1.pmd 30.03.2004, 08:492

3konstruieren + giessen 29 (2004) Nr. 1
Verfahrenstechnik und derWärmebehand-lung ist gewährleistet, dass die Eigenschaf-ten der Gussteile den steigendenAnforde-rungen der Gussverbraucher gerecht wer-den.
Der Einsatz C-gestützter Methoden er-möglicht es, den zur Erstarrungslenkungerforderlichen abgestuften Wärmeentzugauch für komplexe Bauteile zu berechnenund durch Simulieren des Erstarrungsab-laufes zu kontrollieren. Ferner kann dieGießtechnik, die einen optimalen Formfüll-vorgang hinsichtlich Strömungsverhältnis-
1.4 Entwicklungstendenzen
Durch technologische Entwicklungen imBereich der Schmelztechnik können beiStahlsorten immer höherer Reinheitsgradeund somit verbesserte technologischeEigenschaften erzeugt werden. Mit derKenntnis der beeinflussenden Elementeund der sicheren Prozessführung könnenStahlgusstücke für fast jeden technischenAnwendungsfall optimiert hergestellt wer-den. Durch ständigeWeiterentwicklung aufallen Gebieten, z. B. der Metallurgie, der
sen und Temperaturverteilung ermöglicht,mit Hilfe der C-Methoden verbessert werd-en. Leistungsfähige Rechneranlagen ein-schließlich benutzerfreundlicher Program-me stehen heute zur Verfügung.
Durch umfangreiche Normungsarbeit unddie ständige Verbesserung und Harmoni-sierung von Normen und Regelwerken aufnationaler und internationaler Ebene istsichergestellt, dass die Lieferbedingungenzwischen Hersteller und Verbraucher im-mer dem neuesten Stand der Technik ent-sprechen.
Bild 2: Komplexe Formhälfte mit diversen Kernen für ein großesTurbinengehäuse-Unterteil aus Stahl
Bild 4: Fertigung von Keramikgießform undKernen für das Bauteil „Produktverteiler“ausDuplexstahlgussGX2CrNiMoN22-5.
Das Stahlgussteil ersetzt eine Schweißkons-truktion. Durch den Einsatz des Keramik-formverfahrens mit Modellen und Kernkäs-ten ausHolz/Kunstharz-Kombinationen konn-te eine Kostenersparnis gegenüber der Fü-gekonstruktion von über 30 % erzielt werden.
Kernfertigung im Kernkasten (oben)Aus dem Kernkasten entpackter Kern (Mitte)Formblock beim Abflammen der Schlichte(rechts)
Bild 3: In der Form im Bild 2 gegossenes Turbinengehäuse-Unterteilmit vollständiger Gießtechnik
k+g-layoutSD-GS1.pmd 30.03.2004, 08:503
4 konstruieren + giessen 29 (2004) Nr. 1
Simulation bei der Spannungsberechnung,der Berechnung der Elementverteilung imerstarrten Gussteil und der Verteilung derMikroporosität.
Eine gute Konstruktion zeichnet sich nebender Erfüllung der Bauteilaufgabe auchdurch eine fertigungsgerechte Gestaltungaus. Eine erfolgreiche Zusammenarbeitvon Gießer und Konstrukteur führt des-halb letztendlich zur Kosten optimiertenHerstellung des Gussteils, was mit Ein-sparungen bei der Modellfertigung be-ginnt und sich über die eigentliche Ferti-gung des Gussteils bis zu seiner Fertigbe-arbeitung fortsetzt. Hier sind die Fachleuteder Gießereien als kompetente Berater derKonstrukteure zu sehen.
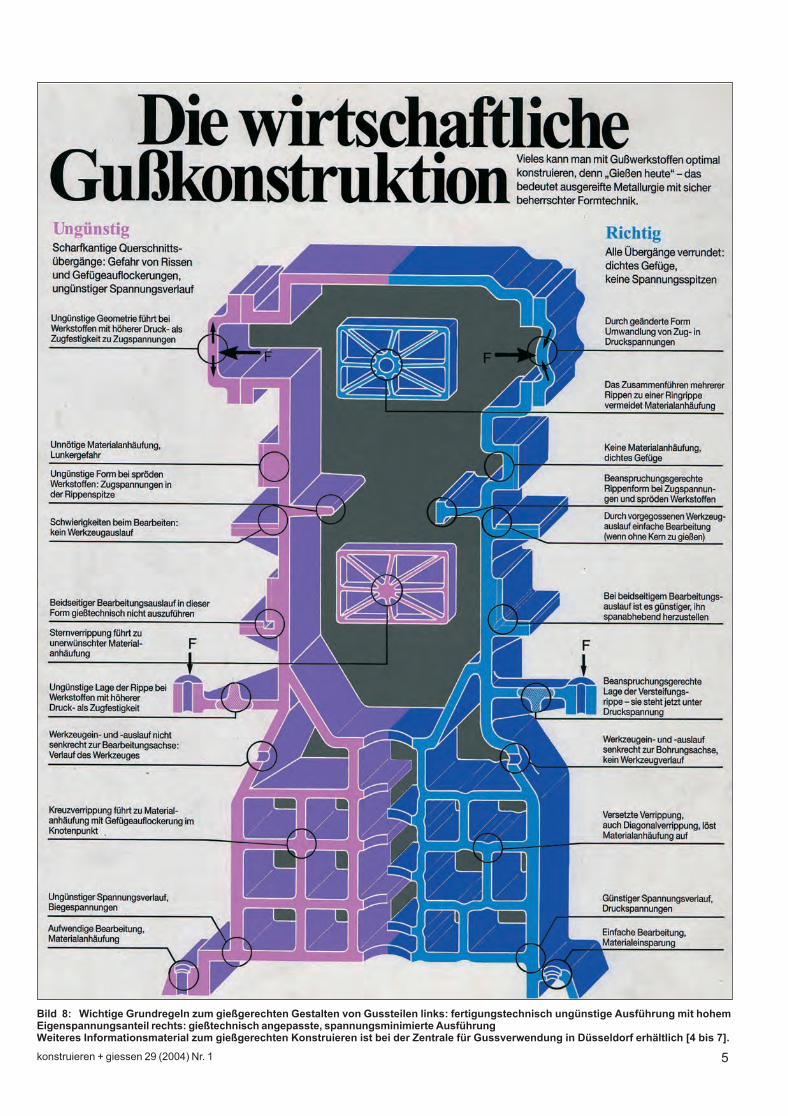
Die Herstellung einwandfreier Gussstückeaus Stahlguss ist an das Einhalten einigerfundamentaler geometrischer Gestal-tungsmerkmale gebunden [3, 4, 5]. Es istauf eine gerichtete Erstarrung hinzuarbei-ten.Abrupte Änderungen der Wanddickensowie Materialanhäufungen sind zu ver-meiden. Radien sollten an die Stelle voneckigen Konstruktionen treten.
In den Bildern 6 bis 8 werden Beispieleangeführt, wie konstruktive Grundelemen-te gießgerecht gestaltet werden können.
Bei jedem Fertigungsverfahren sind sei-tens der Konstruktion des Bauteils be-stimmte Regeln einzuhalten, um zu einerwirtschaftlich und anwendungstechnischüberzeugenden Lösung zu gelangen. Diestrifft auch auf das Gießen zu.
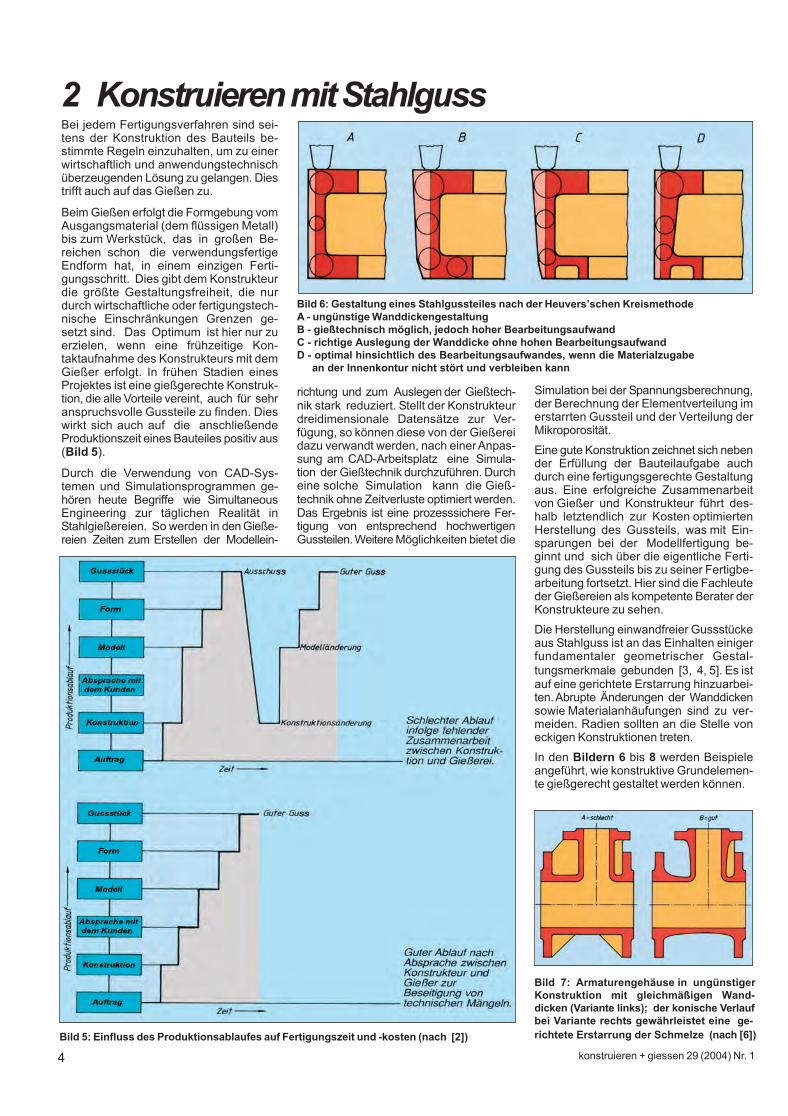
BeimGießen erfolgt die Formgebung vomAusgangsmaterial (dem flüssigen Metall)bis zum Werkstück, das in großen Be-reichen schon die verwendungsfertigeEndform hat, in einem einzigen Ferti-gungsschritt. Dies gibt dem Konstrukteurdie größte Gestaltungsfreiheit, die nurdurch wirtschaftliche oder fertigungstech-nische Einschränkungen Grenzen ge-setzt sind. Das Optimum ist hier nur zuerzielen, wenn eine frühzeitige Kon-taktaufnahme des Konstrukteurs mit demGießer erfolgt. In frühen Stadien einesProjektes ist eine gießgerechte Konstruk-tion, die alle Vorteile vereint, auch für sehranspruchsvolle Gussteile zu finden. Dieswirkt sich auch auf die anschließendeProduktionszeit eines Bauteiles positiv aus(Bild 5).
Durch die Verwendung von CAD-Sys-temen und Simulationsprogrammen ge-hören heute Begriffe wie SimultaneousEngineering zur täglichen Realität inStahlgießereien. So werden in denGieße-reien Zeiten zum Erstellen der Modellein-
richtung und zum Auslegen der Gießtech-nik stark reduziert. Stellt der Konstrukteurdreidimensionale Datensätze zur Ver-fügung, so können diese von der Gießereidazu verwandt werden, nach einerAnpas-sung am CAD-Arbeitsplatz eine Simula-tion der Gießtechnik durchzuführen. Durcheine solche Simulation kann die Gieß-technik ohne Zeitverluste optimiert werden.Das Ergebnis ist eine prozesssichere Fer-tigung von entsprechend hochwertigenGussteilen.WeitereMöglichkeiten bietet die
Bild 5: Einfluss des Produktionsablaufes auf Fertigungszeit und -kosten (nach [2])
Bild 6: Gestaltung eines Stahlgussteiles nach der Heuvers’schen KreismethodeA - ungünstigeWanddickengestaltungB - gießtechnisch möglich, jedoch hoher BearbeitungsaufwandC - richtige Auslegung der Wanddicke ohne hohen BearbeitungsaufwandD - optimal hinsichtlich des Bearbeitungsaufwandes, wenn die Materialzugabe
an der Innenkontur nicht stört und verbleiben kann
2 KonstruierenmitStahlguss
Bild 7: Armaturengehäuse in ungünstigerKonstruktion mit gleichmäßigen Wand-dicken (Variante links); der konische Verlaufbei Variante rechts gewährleistet eine ge-richtete Erstarrung der Schmelze (nach [6])
k+g-layoutSD-GS1.pmd 30.03.2004, 08:504
5konstruieren + giessen 29 (2004) Nr. 1
Bild 8: Wichtige Grundregeln zum gießgerechten Gestalten von Gussteilen links: fertigungstechnisch ungünstige Ausführung mit hohemEigenspannungsanteil rechts: gießtechnisch angepasste, spannungsminimierte AusführungWeiteres Informationsmaterial zum gießgerechten Konstruieren ist bei der Zentrale für Gussverwendung in Düsseldorf erhältlich [4 bis 7].
k+g-layoutSD-GS1.pmd 30.03.2004, 08:505

6 konstruieren + giessen 29 (2004) Nr. 1
Bild 9: Abguss eines großen Stahlgussteils mit mehrerenPfannen
3 GießtechnikUnter Gießtechnik fasst man die im Vorfeldder Formherstellung und des AbgießensnotwendigenMaßnahmen zusammen, dieVoraussetzung für den erfolgreichen Ab-guss eines Stahlgussstückes sind. Damitwerden einerseits das schnelle Füllen derGießform, andererseits das sogenannteSpeisen des Gussstücks beim Abkühlenund Erstarren der Schmelze gesichert.
Beispielsweise muss für ein 20 t schweresWerkstück in weniger als einerMinute etwa40 t flüssiger Stahl vergossen sein (Bild9), entsprechend ist das Anschnittsys-tem auszulegen. Das Speisen gleicht dasVolumenschrumpfen von 6 bis 8 % aus,das während der Phasenumwandlung desvergossenen Stahls vom flüssigen in denfesten Zustand auftritt. Damit lässt sich dieGießtechnik unterteilen in dieAnschnitt- undSpeisetechnik [10].
3.1Anschnitttechnik
DieAnschnitttechnik befasst sich mit demsachgerechten Füllen der Gießform. Dazuwird für jedes Gussstück ein speziellesAnschnittsystem oder auch Gießsystementworfen, das bei der Formherstellung inderGießerei entsprechend ausgeführt wird.Das Gießsystem besteht im allgemeinenaus einem Trichter, einem oder mehrerenLäufen und Anschnitten. DasGießsystemist Bestandteil der Modelleinrichtung oderkann nach dem Baukastenprinzip ausfeuerfesten Kanalsteinen aufgebaut sein.
Das Gießsystem hat die Aufgabe, denflüssigen Stahl aus der Gießpfanne zuübernehmen und in der Form zu verteilen.
Die Querschnitte der verschiedenen Teiledes Gießsystems sind exakt aufeinanderabgestimmt, berechnet nach den klas-sischenGrenzen der Hydromechanik (Ber-noulli’sche Gleichungen), um trotz mög-lichst schneller Formfüllung weitgehendlaminare Strömung zu gewährleisten. Mansieht es heute als sehr wichtig an, durchschnelles, ruhiges Formfüllen eine mög-lichst gleichmäßige Temperaturvertei-lung in der Form zu erreichen.
3.2 Speisetechnik
In seinen grundlegenden Untersuchungenhat N. Chvorinov die Abhängigkeit derErstarrungszeit eines Gussstückes vonseinem Volumen und seiner Oberflächenachgewiesen. Er führte den Begriff Modulals quantitative Beziehung zwischen derErstarrungszeit und dem Volumen/Ober-flächenverhältnis ein. Diese Verfahrens-weise wurde bis heute ständig verfeinert.Die Methoden der „gelenkten Erstarrung“und zur „Sättigungslänge” sind hier bezüg-lich dem Dichtspeisen von Gussstückenvon besonderem Interesse.
Bild 10: Durch Kühlkokillen, Speiser und/oder Materialzugaben wird ein gerichtetesErstarren der Schmelze in der Gießform erzielt - Beispiel links: an einem dickwandigenGussteil; Beispiel rechts: an einem dünnwandigen Rohrteil
Bild 11: Holzmodell für ein Dampfturbinengehäuse mit eingezeich-neter Gießtechnik
Die gelenkte oder gerichtete Erstarrungverläuft vom Gussstück zum Speiser, wo-bei selbstverständlich die Module zumSpeiser hin kontinuierlich größer werdenmüssen, denn er soll schließlich zuletzterstarren. Die auf funktionalen Berech-nungen basierende geometrische Gestalteines Gussstücks ermöglicht meist keingelenktes Erstarren. Um dies doch zuerreichen, muss der Gießer geeigneteMaßnahmen anwenden, wie Ändern derGeometrie durch Überschnitte (Material-zugaben), Anlegen von Kühlkörpern, Ver-wenden exothermerMassen, Zerlegen desGussstücks inmehrere unabhängige Spei-sungsbereiche mit entsprechenden Spei-sern. Im Bild 10wird dies schematisch anzwei rohrförmigen Körpern mit dickwan-digem beziehungsweise dünnwandigemQuerschnitt und imBild 11 an einem Holz-modell gezeigt.An demGussstück imBild3 sind ebenfalls die gießtechnischenElemente gekennzeichnet, die in derGieße-rei durch Trenn- und Nachbehandlungsar-beitsgänge entfernt werden.
Die hier beschriebenen Verfahren werdenheute Rechner gestützt angewendet undkönnen so bereits in einem frühen Sta-dium der Konstruktion genutzt werden.
k+g-layoutSD-GS1.pmd 30.03.2004, 08:506

7konstruieren + giessen 29 (2004) Nr. 1
3.3 ComputergestützteMethoden undSimulationstechniken
Aufgrund der rasanten Entwicklung in derComputer- und Informationstechnologie,sowohl im Software- als auch im Hard-warebereich, haben sich in relativ kurzerZeit numerischeAnwendungen zur Simula-tion in den verschiedensten Prozessen derGießereitechnik etabliert. Es ist heutemög-lich, Zeichnungsdaten in digitaler Form vomKunden als dreidimensionales Modell zuübernehmen und sowohl für die Produktion,als auch für die Simulation in den verschie-densten Bereichen zu verarbeiten [8, 9].
Die C-Techniken (CAD/CAE/CAM) habenin den wesentlichen Prozessen der Stahl-gussherstellung Einzug gehalten.
3.3.1 CADVomKundenkanneineZeichnungüber eineCD oder über das Internet als 3-D-Daten-
Bild 12: 3-D-CAD-Modell einer Innengehäusehälfte (60 t) Bild 13: Spannungszustand (von-Mises-Vergleichsspannung) wäh-rend der Erstarrung
Bild 14: Dehnrate während der Erstarrung Bild 15: Temperaturfeld während der Erstarrung
file in das gießereieigene CAD-Systemtransferiert werden. Damit können diegießtechnischen Ergänzungen (Schrum-pfungszugabe, Keilanzüge, Speiser, Spei-serverbindungen, Rippen, Kühleisen usw.)auf der bestehenden Zeichnung ergänztwerden. Ein Beispiel eines dreidimensio-nalen CAD-Modells als Basis für einSimulationsprogramm ist im Bild 12 zusehen.
3.3.2 CAE
Das mit CAD erstellte Modell wird in denPre-Prozessor für die Simulationsanwen-dungen transferiert, wo die Netzelementenach bestimmten Vorgaben automatischgeneriert werden.
Mit der Methode der Finiten Elemente(FEM) oder der Methode der Finiten Diffe-renzen (FDM)werden dieseNetzelementemit komplexen Differentialgleichungenverarbeitet. Damit kann in jedemdefiniertenElement des Netzes der Verlauf von
verschiedenen Größen wie Temperatur,Spannung, Dehnung, usw. bestimmt wer-den. ImBild 13 ist der Spannungszustandeines Gasturbinengehäuses für einen be-stimmtenZeitpunktwährend der Erstarrungund im Bild 14 der dazugehörige Deh-nungszustand abgebildet.
Mit eingebauten Algorithmen, wie bei-spielsweise demWarmrisskriterium, kanndirekt auf das Warmrissverhalten ge-schlossen und für das Auftreten vonWarmrissen kritische Bereiche identifiziertwerden. Darstellbar ist auch das Tempe-raturfeld in jedem beliebigen Schnitt einesGussteiles zu verschiedenen Zeitpunktenwährend der Erstarrung. Dadurch werdenProblembereiche am Gusskörper früh er-kannt und es können entsprechendegießtechnischeGegenmaßnahmen getrof-fen werden. Es ist aber auch möglich, denTemperaturverlauf beliebiger Kontrollpunk-te während der Erstarrung darzustellen. ImBild 15 wird die Temperaturverteilung zu
k+g-layoutSD-GS1.pmd 30.03.2004, 08:507

8 konstruieren + giessen 29 (2004) Nr. 1
-
einem festen Zeitpunkt während der Er-starrung gezeigt.
Bis vor kurzem beschränkten sich die Si-mulationstechniken auf die Simulation vonSchrumpfungen und des Füllvorganges.Seitdem hat sich das Anwendungsgebietder Simulationsprogramme enorm erwei-tert und heute können nun auch Spannun-gen während der Erstarrung und der Wär-mebehandlung simuliert werden. Das er-gibt nicht nurAufschluss über einmöglichesWarmrissverhalten bei der Erstarrung(Bilder13und15), sondern auch überTem-peratur- und Spannungsverteilung imGussstück während der Wärmebehand-lung .
Weiterhin ist es bereits möglich, die Ent-wicklung des Mikrogefüges in groben Zü-gen (Hauptgefügeanteile Ferrit, Perlit, Mar-tensit) und der mechanischen Eigen-schaften zu simulieren. In den Bilder 16und 17 ist der Spannungszustand einesVentilgehäuses zu einem bestimmten Zeit-punkt bei der Wärmebehandlung darge-stellt.
Das Vorhandensein der thermophysika-lischen und thermodynamischen Para-meter für die zu simulierendenWerkstoffeinAbhängigkeit der Temperatur sowie dieentsprechenden Zeit-Temperatur-Umwand-lungs(ZTU)Schaubilder in digitaler Formsind Voraussetzungen für sinnvolle Ergeb-nisse. Entsprechendes theoretischesWissen, praktische Erfahrung und guteHandhabung der Simulationssoftware sindnotwendig, um die Ergebnisse interpre-tieren zu können.
In manchen Fällen ist es notwendig, eineFinite-Elemente-Berechnung der Span-nungen für das Gussstück unter Einsatz-bedingungen durchzuführen. Besondersim Offshore-Bereich wird dies von derGießerei organisiert. Das mit Hilfe dergießtechnischenBerechnungen undSimu-lationen optimierte Design wird an einIngenieurbüro übergeben, welches dieentsprechenden Rechenmodelle der Fini-te-Elemente-Methode zur Spannungsbe-rechnung anwendet.
3.3.3 CAM
Das wie oben beschrieben entwickelte,endgültige CAD-Modell kann nun überbestimmte Schnittstellen für CNC-gesteu-erte Maschinen weiter verwendet werden,zumBeispiel imModellbau (Bild 18), in derMaßkontrolle oder bei der mechanischenBearbeitung.
Voraussetzung für die durchgängige ver-netzte Anwendung computergestützterMethoden ist, dass die verschiedenenAnwendungsprogramme (von CAD überProzesssimulationen bis hin zu CAM) gutaufeinander abgestimmt sind, so dass die
Bild 16: Gefüge und mechanische Eigenschaften während der Wärmebehandlung
entstehendenDaten über einfache Schnitt-stellen zwischen den Systemen transferiertwerden können. Einige Hersteller solcherSysteme haben sich auf Gießereitechnikund Simulation von Prozessen in der Gie-ßerei spezialisiert.
Für viele technische Prozesse in der Gie-ßerei gibt es spezielle Simulationsanwen-dungen. Besonders in den BereichenSchweißtechnik, Wärmebehandlung und
Schmelztechnik sind bereits ausgereifteAnwendungen für denBetriebsingenieur amMarkt erhältlich. Weiterhin werden zur Lö-sungspezieller Probleme mit konkreten An-forderungen analytische Methoden ange-wendet, wie sie heute in vielen Bereichender Werkstoff- und Schweißtechnik Ver-wendung finden. Dabei ist eine Gießerei oftauf die Zusammenarbeit mit Universitätenund Instituten angewiesen, die auf Prozess-modellierung spezialisiert sind.
Bild 17: Spannungen während der Wärmebehandlung
Bild 18: CNC-gesteuerte Modellfräsmaschine
k+g-layoutSD-GS1.pmd 30.03.2004, 08:508

9konstruieren + giessen 29 (2004) Nr. 1
3.4 SonderverfahrenDer Bedarf an hochwertigen Stahlgusstei-len mit hoher Oberflächengüte nimmtständig zu. Die Erhöhung derWirkungsgra-de aller Motoren, Turbinen, Pumpen undVerdichter, die Steigerung der Gestaltfes-tigkeit sowie die Reduzierung derGewichteinsbesondere bewegter Komponenten sindwirtschaftlich und ökologischmotiviert. Diesbetrifft alle Branchen des Kraftwerks-,Anlagen- und Maschinenbaus und in stei-gendem Maße auch die der Kraftfahr-zeugindustrie [10].
Hiermit steigen auch dieAnforderungen, diean die Bauteile gestellt werden, wie die
• Korrosionsbeständigkeit,• Hitzebeständigkeit,• Steigerung der mechanischen Eigen-
schaften,• Fehlerfreiheit der Oberflächen bis
Hochglanz polierfähig,• Erhöhung der Komplexität der Guss-
teilgeometrie,• Verringerung derWanddicke.
Diese Anforderungen stellen höchste An-sprüche an die Gießerei. Insbesondere dieMetallurgie, dieGießtechnik sowie die Form-technik sind gefordert, da zunehmendgießtechnisch problematischeWerkstoffewie Duplex-Stähle oder Nickelbasis-Le-gierungen verarbeitet werden müssen.
HöhereReinheitsgrade der Schmelzen, derEinsatz hochwertiger Formstoffe und diesimulationsgestützteAuslegung der Gieß-technik führen zu hochwertigen Gussteil-oberflächen und schaffen die Basis für eineausgeklügelte Gefügekontrolle der Werk-stoffe. Mit speziellen Formtechniken sindsolche hochwertigen Stahlgussteile heuteherstellbar.
3.4.1 Feingießverfahren
Das oft auch als Wachsausschmelzver-fahren bezeichnete Feingießverfahrenarbeitet im Gegensatz zu denmeisten an-deren Gieß- und Formverfahren mit ver-lorenen, ausschmelzbaren Modellen undverlorenen ungeteilten Sand-Keramik-Formschalen. Die hergestellten Gussteilesind meist vorgefertigte Halbfabrikate, dieneben sehr guterOberflächen- undAbbilde-genauigkeit über einen Endkontur nahenZustand verfügen, weshalb das Verfahrenauch zu den Genaugießverfahren gezähltwird. Technisch machbar sind heute kom-plexe Bauteile von wenigen Gramm bis zuüber 100 kg Masse (Bilder 19 bis 20).
Die hohe Abbildegenauigkeit lässt dasFeingießverfahren mit zunehmender Bau-teilkomplexität und steigendem Bearbei-tungsaufwand wirtschaftlicher werden.Feingussteile haben eine glatte und re-produzierbare Oberfläche, so dass in vielenFällen auch auf eine Bearbeitung derGuss-oberflächen verzichtet werden kann. Dasist besonders dann von Vorteil, wenn essich um schwer zerspanbare Legierungenhandelt. Die sehr hoheMaßgenauigkeit unddie realisierbaren geringen Rautiefen sindverantwortlich für eine hohe Reproduzier-barkeit in der Serie. Feingussteile sinddeshalb auch in vielen Fällen einbaufertigeTeile, die in größeren Stückzahlen gefertigtwerden. Die engen Toleranzen und hoheOberflächengüte lassen zudem eineMinimierung des Bearbeitungsaufwandeszu.
Je nachAnforderung können die Gussteiledurch Wärme- und Oberflächenbehan-deln sowie auch durch mechanische Be-
arbeitung in der Gießerei an die Funktio-nalität und die Einsatzbedingungen ange-passt werden.
Im Bauteilentwicklungsprozess ermöglichtdas Feingießen dem Konstrukteur einHöchstmaß an gestalterischemSpielraum.Die Restriktionen für die Formenfertigungmit Dauermodellen gelten nicht, so dassBauteile wirtschaftlich herstellbar sind, dieauch über Hinterschneidungen und hoch-komplexe Konstruktionsdetails verfügen.Der Einsatz von Kernen für die Gestaltungvon komplexen Innenräumen, engenSchlitzen, tiefen Bohrungen mit geringemDurchmesser und engen kompliziert ge-stalteten Hinterschneidungen ist möglich.Spezielle Informationen zu den konstruk-tiven Potenzialen des Feingusses sind indem VDG-Merkblatt P 690 [11] enthalten.
Neben keramischen Kernen, die in derForm mit abgegossen werden, kommenauch wasserlösliche Kerne zum Einsatz,die noch vor der Modellmontage entferntwerden und dann zum Einsatz kommen,wenn bei der Formenfertigung Hinter-schneidungen oder andere schwer zuentfernende Formteile vorhanden sind.
Alle metallischenWerkstoffe können fein-gegossen werden, so auch alle Stahlguss-sorten. Die Feingießereien sind schmelz-technisch deshalb in der Lage, eine breitePalette an unterschiedlichen niedrig undhoch legierten Stahlgusssorten zu fertigen.
Diese breite Werkstoffpalette und die ver-fahrensbedingten Qualitätsvorteile habendazu geführt, dass Feingussteile heute inallen Industriezweigen Einsatz finden, soauch in den Spezialbereichen Luftfahrtsowie Medizin- und Implantattechnik. Die-se Entwicklung basiert imwesentlichen aufden folgenden Forderungen der Verbrau-cher [12]:
Bild 19: Hochverschleißfeste Feingussteile aus CrV-Stahl fürAnwen-dungen unter extremen Einsatzbedingungen
Bild 20: Feingussteil Stator für eine Strömungsbremse (Retarder)mit 320mmDmr. aus GX45CrNiW18-9
k+g-layoutSD-GS1.pmd 30.03.2004, 08:509

10 konstruieren + giessen 29 (2004) Nr. 1
3.4.2 KeramikformverfahrenDas Keramikformverfahren verbindet dieVorteile des klassischen Sandgussverfah-rensmit denen des hochpräzisen Feingieß-verfahrens. Wie beim herkömmlichenSandgießverfahren werden für die Herstel-lung der Formen und Kerne geteilte Holz-oder Kunststoffmodelle verwendet. Dasbedeutet, dass in vielen Fällen, wenn einehöherwertige Gussteiloberfläche benötigtwird, die vorhandenen Sandguss-Modell-einrichtungen nach geringfügigenAnpas-sungsarbeiten für das Keramikformver-fahren verwendet werden können. Form-schrägen und Kernmarken lassen sichübernehmen. Die Anschnitt- und Speiser-technik einschließlich der Erstarrungs-lenkung wird von der Gießerei verfahrens-gerecht angepasst. Vor allem für die Her-stellung von hochwertigem Stahlguss alsEinzelteile und Prototypen bis zu Klein-serien ist das Verfahren geeignet.
Verfahrenstechnisch folgt das Keramik-formverfahren daher im Prinzip den Pro-zessschritten des Sandformverfahrens.Die Form- bzw. Kernkästen werden mitselbstaushärtenden, hochwertigen, metal-lurgisch inerten Keramikmassen gefüllt,nach der Aushärtung derselben entformtund getrocknet. Die Herstellung der Kerneerfolgt ähnlich. Sie werden anschließendin den Formen positioniert, diese hiernachzugelegt und bei hohen Temperaturengebrannt.
Der Abguss erfolgt in an die Gussteilgeo-metrien angepassten, temperierten Formen.In denBildern 21 und 22 sind nach diesemVerfahren gefertigte Gussteile abgebildet.Grundsätzlich sind Bauteile aus allenLegierungen mit demKeramikformverfah-ren herstellbar. Bei einigen Sorten, die zur
Randentkohlung neigen, werden von derGießerei verfahrenstechnische Maßnah-men durchgeführt, die die Randentkohlungwirksam unterbinden, zum Beispiel durchdas Gießen unter Schutzgasatmosphärebzw. die Schaffung einer reduzierendenAtmosphäre beim Gießen und Abkühlender Gussteile.
Das Keramikformverfahren bietet folgendeVorteile:• hohe Oberflächengüte, gemäß DIN
4762,• geringer Mittenrauhwert Ra von je
nach Geometrie zwischen 3,2 und12,5 µm (entsprechent Rubert N 8bis N 10),
• Reaktionsprodukt freie Oberflächen,• emaillierfähige Oberflächen,• geringeWanddicken,• hoheMaßgenauigkeit, enge Toleranz-
felder, gemäß DIN 1680 Gussallge-meintoleranz-Reihe GTA16/5.
Das Keramikformverfahren ist einsetzbar:• bei geringen bis mittleren Losgrößen,• für Gussteile mit Abmessungen bis
etwa 1000 mm Kantenlänge,• für Gussteile bis zu 1000 kg Gewicht.
Möglich ist auch eine Kombination vonFormteilen oder Kernen, die nach demKeramikformverfahren gefertigt wurden,mitSandgussformen. Hier lassen sich dieVorteile beider Verfahren kombinieren:• Glatte, sehr maßgenaue Oberflächen
und Konturen in den Bereichen derKeramikoberflächen, die demGussteilzugewandt sind,
• Preisgünstigere Herstellung der Sand-gussformteile,
• Nahezu keine Begrenzung in denAb-messungen und Gussteilgewichten.
Bild 22: Pumpenlauf- und -leiträder aus ver-schiedenen korrosionsbeständigen Chrom-und Chrom-Nickel-Stählen mit Abmessun-gen von wenigen Zentimetern bis zu einemMeter
Bild 21: Düsenringe für Turbolader aushitzebeständigem Stahlguss GXCrNiSi26-10-5 mit einem Radius von 0,5 mm an denSchaufeleintrittskanten
• Gussstücke aus Sonderwerkstoffenherzustellen, die schon eine fast fertigeKontur besitzen (Near net shape),
• Immer größere Bauteile herzustellen,bei denen der Einsatz von Feinguss-teilen schwierige und kostenauf-wändige Bearbeitungsvorgänge ein-spart.
• Hochkomplexe Gussteile zu fertigen,die mit anderen Verfahren nicht odernur aufwändig herzustellen wären.
Das Feingießen bietet dabei folgende Vor-teile:
• hoheMaßgenauigkeit und enge Tole-ranzen,
• hohe Oberflächengüte,• hohe Gestaltungsfreiheit,• geringer Bearbeitungsaufwand,• alle metallischen Legierungen gieß-
bar,• energiesparendes Fertigungsverfah-
ren durch Verringerung der Anzahlweiterer Bearbeitungsstufen,
• sowohl für Einzelteil- als auch Serien-fertigung geeignet.
Die Vorteile des Feingießens lassen sichdurch die besondere Eignung des Ver-fahrens für die Rapid-Prototyping(RP)-Techniken bereits in der Entwicklungs-phase und der Kleinserienfertigung nut-zen. Generativ gefertigte RP-Modelle fürdas Feingießen nach denVerfahrenStereo-lithographie (SL), Selektives Lasersintern(SLS), Fused Deposition Modeling (FDM),3D-Plotting undMulti Jet Modelling” (MJM)sind prinzipiell einsetzbar.
Die Kombination des Feingießverfahrensnach demWachsausschmelzverfahrenmitden oben genannten generativen Ferti-gungstechniken bietet in allen Bereichendes Rapid Prototypings sowie der Vor-serien- und Kleinserienfertigung eineVielzahl von weiteren Anwendungsmög-lichkeiten. Vor allem in den BereichenAutomobilbau, Luft- und Raumfahrt unddemWerkzeugbau sind heute eine VielzahlvonAnwendungsfällen bei der Herstellungvon metallischen Prototypen und Werk-zeugeinsätzen zu finden.
Zudem erlauben die generativenVerfahrenfür dieCAD-Daten gesteuerte Formgebungder Wachsmodelle und die Formenferti-gung noch komplexere Bauteilgeometrienin ein anspruchsvolles Gussteil umzu-setzen. Damit kommt das Feingießen alsTeilefertigungsverfahren den Forderungennach kürzeren Produktentwicklungszeiten,schnellererMarktpräsenz und wachsendenQualitätsanforderungen entgegen.
.
k+g-layoutSD-GS1.pmd 30.03.2004, 08:5010

11konstruieren + giessen 29 (2004) Nr. 1en + giessen 29 (2004) Nr. 1
3.4.3 Lost-Foam-StahlgussDas Lost-Foam-Verfahren bietet mit seinereinteiligen Form und Verwendung vonbeim Gießprozess verdampfbaren Mo-dellen Möglichkeiten, noch komplexere,kern- und gratloseGussteile herzustellen,und das zu vergleichsweise günstigenKosten. Die Entwicklung des Lost-Foam-Verfahrens geht auf ein Patent von H.F. Shroyer aus dem Jahre 1958 zurück.Dieses Verfahren hat bei Aluminium undGusseisen bereits eine breiteAnwendunggefunden. Vor allem in den USA hat dasVerfahren wegen seines großen Gestal-tungsfreiraumes, der bearbeitungsarmen,weil formteilungs- und kerngratfreiensowie maßgenauenGussfertigung bei derHerstellung hochkomplexer Gussteile einegroße Anwendungsbreite gefunden.
Relativ neu ist dagegen die Anwendungdes Verfahrens im Stahlgussbereich. 1987
Bild 23: Jet-Stream-Rostplatte (Grundkörper einer Rostplatte füreinen Klinkerkühler, Bauart Krupp-Polysius aus hitzebeständigemStahlguss GX40CrNiSi25-12, Gewicht 10 kg, dünnwandiges Serien-gussteil mit Wanddicken von 6 bis 10 mm
Bild 25: Einzeln belüftete Omega-Rostplatte für einen Klinkerkühler, Bau-art Humboldt Wedag aus hitzebeständigem Stahlguss GX40CrNiSi25-12,einteiliges Gussteil mit komplexen eingegossenen Luftkanälen, Wand-dicke 8 - 12 mm, Gewicht 23 kg
Bild 24: Nockenwelle für Ventiltrieb eines V6-PKW-Motors ausStahlguss G100Cr6, Machbarkeitsstudie für eine hohlgegosseneNockenwelle mit stark reduzierter Bearbeitungszugabe (teilweise6 mm), Gewicht 2,1 kg
Bild 26: Wassergekühlter Verbrennungsroststab für eineMüllverbrennungsanlage aus hitzebeständigem StahlgussGX40CrNiSi27-4mit in der Länge eingegossenen Kühlwasser-kanälen zur Reduzierung des Verschleißes bei hohen Müll-brennwerten, Gewicht 32 kg, Wanddicke 10 bis 25 mm
(Vollform)Verfahrens in das betreffendeStahlgussteil, die wie folgt charakterisiertwerden können:
• Fertigung komplexester Geometriendurch kernlose Fertigung,Mitgießen vonBohrungen, Schlitzen undHinterschnei-dungen,
• Massereduzierungen durch Verringe-rungen der Wanddicken und dierealisierbare große Komplexität derBauteilgeometrien,
• Einsparung von BearbeitungsaufwanddurchGratfreiheit und endabmessungs-nahes Gießen,
• Verringerung von Fügeaufwendungendurch Fertigung komplexer Integral-gussteile anstatt mehrerer Fügeteile.
in Deutschland entwickelt, fertigt auch nureine Gießerei als einzige im europäischenRaum mit Erfolg Lost-Foam-Gussteile inSerie, die vor allem in den BereichenZementanlagenbau, Anlagen zur ther-mischen Reststoffverwertung und medi-zinisch-technischer Gerätebau zum Ein-satz kommen.
In enger Zusammenarbeit mit dem Gie-ßerei-Institut der RWTH Aachen wur-den Verfahrens- und Anwendungstech-niken ständig verbessert, wodurch sichdieAnwendungsmöglichkeiten dieser spe-ziellen Gussfertigungsart ständig erhöhenund kundenspezifische Lösungen ent-wickelt werden können (Bilder 23 bis26).
Bei dieser Entwicklungsarbeit geht es umdie Applikation der Vorteile des Lost-Foam-
k+g-layoutSD-GS1.pmd 30.03.2004, 08:5011

12 konstruieren + giessen 29 (2004) Nr. 1
4 ErschmelzenvonStahlgussBereits das Erschmelzen des Stahls ausden Rohstoffen beeinflusst entscheidenddie Qualität des Gussstücks. Von Bedeu-tung sind nicht nur das Einhalten vonAna-lysen- und Temperaturvorschriften, son-dern es lassen sich hier bereits dieFehler erzeugendenEinflussgrößen auf einMinimum reduzieren. Dies ist Vorausset-zung für das Ziel eines fehlerfreien ge-gossenen Bauteils mit besten Werkstoff-eigenschaften, wozu der Stahlgießer mitdem ihm zur VerfügungstehendenSchmelz-aggregaten die nötigen Vorkehrungen undmetallurgischen Schritte zu treffen hat.
Die Wahl des Schmelzverfahrens für dieHerstellung von Flüssigstahl richtet sichnach folgendenMerkmalen:
• dem Stahlsortenprogramm der Gie-ßerei,
• den geforderten Verarbeitungseigen-schaften,
• den für die Stückmassen (Einzelguss)bzw. Losgrößen (Serienguss) erfor-derlichen Flüssigstahlmengen,
• der Rohguss-Produktionsrate derGießerei,
• der Beschaffbarkeit (und damit denKosten) von Hilfs- und Betriebsstof-fen, z. B. Schrott.
4.1 SchmelzverfahrenIn Stahlgießereienwird Stahl vorwiegend imInduktions- oder Lichtbogenofen elektrischerschmolzen.
Mittelfrequenz-Induktionsöfenmit Einsätzenvon 10 kg bis zu 10 t undmehr werden zumUmschmelzen von Stahl aus “kalten” Ein-sätzen ohne “Sumpf” verwendet. Der fre-quenzveränderte Strom erzeugt in denKupferspulen ein elektromagnetischesWechselfeld, welches immetallischen Ein-satzmaterial zum Entstehen von Induk-tionsströmen (Wirbel- oder Kurzschluss-ströme) führt. Diese wiederum erzeugendie benötigte Schmelzwärme. Der Strom-fluss bewirkt gleichzeitig eine elektro-magnetische Krafteinwirkung. Dadurchentsteht beim Einschmelzen und Aufhei-zen eine frequenz- und leistungsabhängigeBadbewegung, die die Legierungsstoffeschnell und homogen im Stahlbad auflöst.DurchdieseVorzüge ist einehoheAnalysen-treffsicherheit gegeben.
Aufgrund der kleinen Badoberfläche, dieinduktiv nicht beheizt werden kann, ist mitdem Induktionsofen einemetallurgischeAr-beit in der Regel nicht möglich. Gasreak-tionen zum Senken des Kohlenstoff-,Stickstoff- und Wasserstoffgehalts sowieSchlackenreaktionen zum Verringern desPhosphor- und Schwefelgehalts werden inder betrieblichen Praxis nicht nennenswert
Tabelle 1: Durch-schnittliche End-gehalte der Be-gleitelementevonStahlguss in derAbstichpfanne inAbhängigkeitvom Schmelzag-gregat
Bild 27: Nahezu ausschließlich aus Schrottund Kreislaufmaterial wird Stahlguss er-schmolzen. Da die Gussteile nach Gebrauchvollständig dem Stoffkreislauf durch Er-schmelzen wieder zugeführt werden, istGuss Rohstoffe und Umwelt schonend.
angewendet. Um die in Tabelle 1 genann-ten durchschnittlichen Analysenendgehal-te der Begleitelemente zu erreichen, mussein entsprechend hochwertiger Schrott-und Legierungseinsatz verwendet werden.
Beim Lichtbogenofen wird die elektrischeEnergie zum Schmelzen von Schrott undHeizen des flüssigen Einsatzes durch di-rekte Lichtbogenerwärmung eingebracht.Die Energieübertragung an das Einsatzguterfolgt durch die intensive Lichtbogen-strahlung bei Temperaturen von etwa 4000bis 6000 K. Der als Drehstrom-Lichtbo-genofen gebauteHerdofenmit einem relativgroßen Speicherenergiebedarf und da-durch erhöhtem spezifischem Energie-verbrauch bei Ein- oder Mehr-Chargen-Betrieb pro Tag kommt überwiegend alsHalbportalofen mit Schwenkdeckel undKorbbeschickung zum Einsatz. Zuneh-mend werden Lichtbogenöfen als Ein-schmelzaggregat mit nachfolgender Se-kundärmetallurgie betrieben.
Für Stahlguss sind Nenngrößen ab 2 t imEinsatz. Die Mehrzahl der Öfen liegt bei 5bis 10 t Nenngröße. Seltener sind wesent-lich größereOfeneinheiten. Unter bestimm-ten Einsatzbedingungen sind heute selbstmit kleinenOfengrößen sehr gute Betriebs-ergebnisse erreichbar.
Aufgrund der direkten, großflächigen Bad-beheizung ist eine metallurgische Arbeitsowohl über gaskinetische als auch überschlacken-chemische Reaktionen mög-lich. Das Einsatzgut Schrott ist wesent-lich kostengünstiger, bezüglich Schrott-dichte, Stückigkeit und Beschaffenheitsowie wesentlich anspruchsloser und inseiner analytischen Zusammensetzungvariabler als der Induktionsofen. DieseGründe machten den Lichtbogenofen fürgrößere Stahlmengen zumHauptschmelz-aggregat in den Stahlgießereien.
Wie diemetallurgischenMöglichkeiten desLichbogenofens für das Erschmelzen ei-nes qualitativ sauberen Stahlgusses vollgenutzt werden können, ist in Tabelle 2 aneinem detaillierten Verfahrensablauf nachdem Zwei-Schlacke-Verfahren dargestellt.Die mit dieser Schmelzführung zu erreich-enden durchschnittlichenAnalysenendwer-te für Begleitelemente enthältTabelle 1.
4.2 SekundärmetallurgieSteigende Qualitätsanforderungen hin-sichtlich
• besserer mechanischer Eigenschaf-ten bei ungeänderter Stahlgusssorte,
• erhöhten Reinheitsgrades und• sehr engerAnalysengrenzen
beeinflussten die schmelzmetallurgischenÜberlegungen für die Stahlgussherstellung.Die in den Großstahlwerken bewährtenNachbehandlungsanlagen wurden auf diefür Stahlguss spezifischen Bedingungenmodifiziert. Dabei wird im Induktions- undLichbogenofen nur noch der Schrott ge-schmolzen sowie diemetallurgische Arbeitdes Entphosphorens durchgeführt. Dieweiteren Prozessschritte des Entkohlens,des Entgasens, der Desoxidation und desEntschwefelns übernehmen die Nachbe-handlungsanlagen. In der betrieblichenPraxis haben sich für die Stahlgussher-stellung durchgesetzt:
• für kleinere Schmelzeinheiten derVakuum-Induktionsofen (VIO),
• für größereAbstichmassen derAOD-
k+g-layoutSD-GS1.pmd 30.03.2004, 08:5012

13konstruieren + giessen 29 (2004) Nr. 1en + giessen 29 (2004) Nr. 1
Tabelle 2: Verfahrensablauf für das Erschmelzen von unlegiertem und legiertem Stahlgussim Lichtbogenofen (Zwei-Schlacken-Verfahren) und anschließende Pfannenbehandlung
Tabelle 3: Gehalte an Begleitelementen von Konverter behandeltem unlegiertem undlegiertem Stahlguss (B - Beginn und E - Ende der Behandlung)
(Argon-Oxygen-Decarburization)- oderMRP (Metal-Refining-Process)-Kon-verter und der geschlossene VOD(Vacuum-Oxygen-Decarburization)-Konverter (VARP-Verfahren).
Die Entwicklung beider Verfahren resultiertaus den Forderungen bei der Herstellunghochlegierter Chrom-Nickel-Stähle. Eswarhierbei das Ziel, mit hoch Kohlenstoff hal-tigen, kostengünstigen Einsatzstoffen zuarbeiten und anschließend die Schmel-ze durch Sauerstoffzufuhr auf niedrigsteGehalte (< 0,03 % C) zu entkohlen.
Die Bilder 28 a und b zeigen das Füllenund das sogenannte Blasen eines Kon-verters. Beide Verfahren basieren auf dengleichen metallurgischen Grundlagen underhalten auch vergleichbare Ergebnisse.Das Endprodukt des Konverterverfahrensist, wie die Tabellen 3 und 4 zeigen, einStahlguss
• höchster Reinheit,• mit niedrigstemSauerstoff-, Schwefel-,
Stickstoff- undWasserstoffgehalt,• optimaler Homogenität sowohl in Tem-
peratur als auch chemischer Zusam-mensetzung durch die starke Bad-bewegung.
Da bei den Konverterverfahren die Reak-tionen fast stöchiometrisch ablaufen, istdas Einstellen engerAnalysengrenzen allerElemente gegeben.
Vertiefende Informationen zu metallurgi-schenAspekten des Gießens enthält [10].
Bild 28: Füllen eines VARP-Konverters(oben) und Blasen eines AOD-Konverters(unten) für die Sekundärmetallurgie beider Stahlerzeugung
Tabelle 4: Endgehalte der Begleitelemente von Konverter behandeltem hochlegiertem,rost-, säure- oder hitzebeständigem Stahlguss
k+g-layoutSD-GS1.pmd 30.03.2004, 08:5013

14 konstruieren + giessen 29 (2004) Nr. 1
5.2 QualitätsbestimmendesWärmebehandeln
DieArt der qualitätsbestimmendenWärme-behandlung ist in der Regel in Normen,normähnlichenRegelwerken und/oder Kun-denvorschriften spezifiziert. Hierzu gehörenbeispielsweise dasNormalglühen (Normali-sieren), Härten, Vergüten und Spannungs-armglühen. Zur Gewährleistung der erwar-teten Eigenschaften sind einige stahlguss-spezifische Besonderheiten zu beachten,die sich im Wesentlichen aus der freienGestaltungsmöglichkeit von Stahlguss-stücken ergeben:
• Die Gestalt des Gussstückes mussein gegebenenfalls erforderlichesAbschrecken in einemFlüssigkeitsbadzulassen. Neben schroffen Wand-dickenübergängen müssen auchschlecht zugängliche Innenräume be-achtet werden.
• Die angestrebten Eigenschaften kön-nen im Allgemeinen nur bis zu den inden Normen oder normähnlichen Re-gelwerken aufgeführtenmaßgeblichenWanddicken erwartet werden.
• Die vom Konstrukteur festgelegteWerkstoffsortemuss bezüglich der er-warteten Eigenschaften mit der maß-geblichen Wanddicke beziehungs-weise mit der erreichbarenAbkühlge-schwindigkeit abgestimmt sein.Abge-kühlt wird üblicherweise im Wasser-oder Ölbad sowie an bewegter oderruhender Luft.
• Die Werkstoffspezifikation darf nichtüberbestimmt sein, zumBeispiel durchzu enge Spannen bei den Wärmebe-handlungstemperaturen bei gegebe-nen Mindestwerten für die mecha-nischen Eigenschaften.
Die werkstofftechnischen Zielsetzungen fürdie wichtigstenWerkstoffgruppen lauten:
• Feinkörniges Schwarz-Weiß-Gefüge(Ferrit-Perlit) bei un- bis niedrigle-giertem Stahlguss, erzielt durch einNormalglühen,
• Möglichst 100 % Vergütungsgefüge(angelassener Martensit und untererBainit) bei niedrig- bis hochlegiertemVergütungsstahlguss zum Gewähr-
Stahlgusswirdmit wenigenAusnahmen im-mer wärmebehandelt (Bild 29). Dabei wer-den folgende Ziele angestrebt:
- Vermindern der erstarrungsbedingtenSeigerungen, hauptsächlich bei grö-ßeren Gießquerschnitten,
- Kornfeinen des relativ grobkörnigenErstarrungsgefüges bei umwand-lungsfähigen Sorten,
- Erzielen der legierungsabhängigenWerkstoffeigenschaften durch quali-tätsbestimmendesWärmebehandeln.
Im Vergleich zu den umgeformten Stählensind dieHaltezeiten beimWärmebehandelnvon Stahlguss im allgemeinen länger, wasdem gewünschten Diffusionsausgleich derSeigerungszonen sowie den meist größe-renWanddicken entgegenkommt. Im übri-gen besteht bezüglich der legierungs-technisch erforderlichen Wärmebehand-lungsschritte zwischen umgeformtem undgegossenem Stahl kein grundsätzlicherUnterschied.
Die Ofeneinrichtungen zum Wärmebe-handeln sind in der Mehrzahl leicht isoliertundwerden über eine Vielzahl gleichmäßigverteilter, vorwiegend rechnergesteuerterKleinbrenner beheizt. Dies gewährleistetdas exakte Einhalten der Aufheiz- undAbkühlkurven und während der Haltezeiteine gleichmäßigeTemperaturverteilung imOfen, auch bei stark wechselnder Bele-gungsdichte.
KurzeWege zu denAbschreckbädern be-günstigen das Einhalten einer gleichmä-ßigen Abschrecktemperatur am ganzenGussstück (Bild 30). Mögliche Maßab-weichungen durchVerzug oder Verzundernder Oberfläche werdendurchentsprechen-deMaßnahmenwie zumBeispielAuflagenimGlühofen oderMaßzugaben kontrolliert.Da üblicherweise nicht in Schutzgas-atmosphäre wärmebehandelt wird, weistdie Randschicht meist eine legierungs-abhängige Entkohlungszone auf.
Die nachfolgend beschriebenen wichtig-sten Wärmebehandlungsverfahren be-ziehungsweise -schritte können je nachWerkstoffgruppe oder Gussstückkategorieteilweise entfallen oder werdenmiteinanderkombiniert. Eine Übersicht der Tempe-raturlagen beimWärmebehandeln von un-legiertem Stahlguss wird im Bild 29 ge-geben.
5.1 VorbereitendesWärmebe-handeln
Zu den vorbereitenden Wärmebehandlungs-verfahren gehören unter anderem dasDiffusionsglühen, das Normalglühen, dasWeichglühen und das Spannungsarm-glühen. Angestrebt werden die im Folgen-den aufgeführten Ziele:
- Ausgleich von Kristallseigerungen,- feineresAusgangsgefüge für ein nach-
folgendes Vergüten,
- Senken des Risikos der Rissbildungbeim thermischen Bearbeiten wieBrennschneiden oder Fugenhobeln,
- Erleichtern des spanenden Vorbear-beitens, zumBeispiel zumVerringerndermaßgebendenWanddicken, damitdas Durchvergüten begünstigt wird.
5 Wärmebehandeln
Bild 29: Temperaturlage der Wärmebehandlungsverfahren für unlegierten Stahlguss imZustandschaubild Eisen - KohlenstoffA1 - Umwandlungstemperatur Austenit - Perlit (Linie P - S)A3 - Umwandlungstemperatur Ferrit - Austenit (Linie G - S)
k+g-layoutSD-GS1.pmd 30.03.2004, 08:5014

15konstruieren + giessen 29 (2004) Nr. 1en + giessen 29 (2004) Nr. 1
leisten des gewünschten Festigkeits-/Zähigkeits-Verhältnisses. Dazu sindmindestens zwei Wärmebehand-lungsschritte erforderlich: Härten undAnlassen,
• Möglichst ausscheidungsfreies aus-tenitisches oder austenitisch-fer-ritisches Gefüge bei den umwand-lungsfreien hochlegierten Stahlguss-sorten, erreicht durch ein Lösungs-glühen mit nachfolgendem Ab-schrecken,
• Nach umfangreichem spanendenBe-arbeiten kann unter Umständen einSpannungsarmglühen empfehlens-wert sein.
5.3 Wärmebehandeln vonFertigungs- und Kon-struktionsschweißungen
Bei un-, mittel- und hochlegierten ferritisch-martensitischen Stahlgusssorten wird üb-licherweise nach dem Schweißen zumHärte- und Eigenspannungsausgleich einweiteresAnlassglühen durchgeführt.Wenndabei die Abkühlrate höchstens 25 °C/hbeträgt, kann auf ein zusätzliches Span-nungsarmglühen verzichtet werden.
Bei ungleichen Werkstoffpaarungen, dieunter anderem bei Konstruktionsschweiß-ungen auftreten können, müssen die Glüh-temperaturen werkstoffgerecht angepasstwerden. Für bestimmte Anwendungsbe-reiche, wie beispielsweise warmfesterStahlguss, sind die entsprechendenRegel-werke zu beachten. Eine erneute qualitäts-bestimmende Wärmebehandlung nachdem Schweißen ist nur inAusnahmefällenüblich, wie beispielsweise bei Werkstoffenmit Sondereigenschaften (kaltzäh, hoch-korrosionsbeständig). In diesenFällen kannbei Fertigungsschweißungen der in denbetreffenden Normen beschriebene Doku-mentationsnachweis entfallen.
5.4 Ausscheidungshärten
Ein Ausscheidungshärten kann bei derVerwendung von mikrolegiertem Ver-gütungsstahlguss sowie bei martensi-tischem, austenitischem und austenitisch-ferritischem Stahlguss, der über Sonder-elemente wie Kupfer und Niob aus-scheidungshärtbar ist, angewendet wer-den. Diese Sonderelemente werden nacheinem Lösungsglühen über eine weiterethermische Behandlung, üblicherweise imunteren Temperaturbereich desAnlassens,gezielt ausgeschieden und können so zueiner beachtlichen Festigkeitssteigerungbei vertretbarer Zähigkeitsminderung füh-ren. Bei den hochlegierten korrosionsbe-ständigen Stahlgusssorten ist zusätzlichein Abfall der Korrosionsbeständigkeit zubeachten. Bild 30: Ausfahren und gesteuertes Abkühlen nach dem Glühen eines beladenen Wagens
k+g-layoutSD-GS1.pmd 30.03.2004, 08:5015

16 konstruieren + giessen 29 (2004) Nr. 1
Bauteile aus Stahlguss werden auch in derheutigenZeit noch in großemUmfang in denverschiedensten technischen Bereichen,wie z. B. im Maschinen- undAnlagenbau,in der Pumpenindustrie, imWerkzeugbauund im Automobilbau eingesetzt. Der An-wendungsbereich, in demStahlguss einge-setzt wird, ist mit entscheidend für dieQualität und die Werkstoffauswahl derProdukte.
Die hohe Vielfalt derAnforderungen an un-terschiedliche Herstellverfahren für Stahl-guss an Oberflächen und Volumengüten,an die Geometrie und die Maßhaltigkeitder Produkte zwingt dazu, immer häufigerkonstruktive Veränderungen vorzunehmenoder aber Oberflächen- und Volumengü-ten zu verbessern. Hierzu ist es unumgäng-lich, Verfahren anzuwenden, wie zum Bei-spiel das Schweißen, damit auch dieWirtschaftlichkeit gewährleistet bleibt.
6.1 Grundlagen für dasSchweißen an Stahlguss
Nach den gängigen Regelwerken, zumBeispiel der DIN EN 1559 “Gießereiwesen,Technische Lieferbedingungen”, ist dasSchweißen an Stahlgussstücken grund-sätzlich erlaubt und als Produktions-schweißung definiert.
Definition: “Das Produktionsschweißenschließt die Begriffe Ferti-gungs- und Verbindungs-schweißen ein.”
Unter angemessener Berücksichtigung desWerkstoffs und der Form des Gussstückssind Produktionsschweißungen so durch-zuführen, dass die im Schweißwerkstoffund in der Schweißzone relevanten Eigen-schaftswerte den Anforderungen an dieEigenschaften des Grundwerkstoffs aus-reichend entsprechen.
Die Bereiche, wo Produktionsschwei-ßungen durchgeführt werden sollen, sindso vorzubereiten und zu prüfen, dass eineeinwandfreie Schweißung sichergestelltist. Die Dokumentation dieser Bereichekann vereinbart werden (Auszug aus DINEN 1559):
“Unter angemessener Berücksichtigungdes Werkstoffs und der Form des Guss-stücks sind Produktionsschweißungen sodurchzuführen, dass die im Schweiß-werkstoff und in der Schweißzone rele-vanten Eigenschaftswerte den Anfor-derungen an die Eigenschaften desGrundwerkstoffes ausreichend ent-sprechen. Die Bereiche, wo Produktions-tionsschweißungen durchzuführen sind,sind so vorzubereiten und zu prüfen, dass
eine einwandfreie Schweißung sicherge-stellt ist. Die Dokumentation von Bereichenvon Produktionsschweißungen kann ver-einbart werden.“
Ebenso bedarf es der Vereinbarung zwi-schen Kunde und Lieferant/Hersteller,Schweißverfahrensprüfungen zum Bei-spiel nach DIN EN 288-3 oder Schweißer-qualifikation nachDINEN287 zu verlangenzum Nachweis, dass der Hersteller dieProduktionsschweißungen korrekt ausfüh-ren kann, gegebenenfalls in Verbindungmit einer Wärmebehandlung nach demSchweißen. Eine Stahlguss spezifischeSchweißverfahrensprüfung wie zum Bei-spiel nach SEW110 ist in denmeisten EN-Regelwerken nicht vorgesehen (Bild 31).
6.2 SchweißeignungUnter den Gusswerkstoffen zeichnet sichStahlguss neben seinen gleichmäßigenmechanischen Eigenschaften in allenRichtungen durch seine gute Schweiß-barkeit aus. Dieser besondere Vorteil derErzeugnisform Stahlguss kann bei derkonstruktiven Gestaltung von hochbean-spruchtenTeilen vorteilhaft genutzt werden.
Bezüglich der Schweißeignung von Stahl-guss gelten die gleichen Kriterien wie fürWalz- und Schmiedestahl. Es wird deshalb
Bild 31: Beispiel für den Bericht über eine Verfahrensprüfung
6Schweißen vonStahlguss
k+g-layoutSD-GS1.pmd 30.03.2004, 08:5016

17konstruieren + giessen 29 (2004) Nr. 1en + giessen 29 (2004) Nr. 1
darauf verzichtet, näher auf die werk-stoffbedingte Schweißeignung beispiels-weise durch Definition des Kohlenstoff-äquivalentes einzugehen. Sie wird imWesentlichen durch die Eigenschafts-änderungen in der Wärmeeinflußzone(WEZ) bestimmt, die ihrerseits bei gege-bener chemischer Zusammensetzungdurch die Wanddicke sowie die Schweiß-parameter, zum Beispiel Vorwärm- undZwischenlagentemperatur, und/oder Wär-meeinbringung bedeutend beeinflussenkann. Die Erfahrungen aus dem Bereichder Walz- und Schmiedetechnik könnendabei als wesentliche Richtlinien über-nommen werden. Den im Allgemeinengrößeren Wanddicken ist durch eine ent-sprechende Temperaturführung vor odernach demSchweißenRechnung zu tragen.Dabei sind die bei Stahlguss im Vergleichzu äquivalenten Knetwerkstoffen oft etwashöheren Kohlenstoff- und Legierungsinhal-te zu berücksichtigen.
6.3 SchweißvorbereitungDie zumSchweißen vorbereiteten Bereichesind grundsätzlich durch eine Sichtprüfungzu beurteilen. Wenn möglich, zusätzlichmittels der Farbeindring- oder Magnetpul-verprüfung.
Die Kriterien für die Beurteilung derSchweißbereiche sollten mindestens den-jenigen desGussstückes beziehungsweiseder Gussstückzone entsprechen. ImAllge-meinen sollten jedoch verschärfte Kriterienangelegt werden. LineareAnzeigen, die aufRisse schließen lassen, sind grundsätz-lich zu beseitigen.
Zu beachten ist, dass die zum Schweißenvorbereitete Mulde oder Schweißflankevor dem Schweißen frei von Schmutz, Öloder Prüfmittelresten ist.
6.4 Vorgaben und Regel-werke für das Schwei-ßen an Stahlguss
Die Schweißzusatzwerkstoffhersteller in-formieren auf den Schweißzusatzwerk-stoffverpackungen, zum Beispiel bei E-Hand-Elektroden,umfangreich über Strom-stärke, Stromart oder Vorwärmtempera-turen. Zusätzlich können viele wichtigeInformationen aus denHerstellerkatalogenentnommen werden. Da die meistenStahlgusssorten in Regelwerken enthal-ten sind, zum Beispiel in DIN 17182 oderDINEN10283 oder SEW410 usw., erhältder Anwender auch hier die notwendigenInformationen, die für eine fachgerechteSchweißung notwendig sind (Tabelle 5).
6.5 StahlgusstypischeSchweißverfahren
In den letzten Jahren erfolgte einUmbruchbei den Schweißverfahren. Durch die Er-zeugung von Fülldrähten für das Metall-schutzgasschweißen (MSG) konnte dieAngebotspalette an den verschiedenstenSchweißzusatzwerkstoffen deutlich er-höht werden. Zur Herstellung dieserDrähte können kostengünstige Standard-grundwerkstoffe eingesetzt werden.Durch Einbringen der verschiedenstenLegierungselemente in Pulverform ent-steht ein Draht mit genau definierterZusammensetzung. Hierdurch wurde derAnteil an Schweißelektroden für das E-Hand-Schweißen deutlich reduziert. Starkauf den Markt drängen die Hersteller vonElektronenstrahl- oder Laserschweißma-schinen.
Mit den steigenden Anforderungen andie Technik wachsen auch die An-forderungen an den Schweißer und den
Mechanisierungsgrad, deutlich zu sehenbei der Herstellung von Serienteilen wiezum Beispiel im Automobilbau (Bild 32).
Inzwischen wird auch hier das Laser-schweißen eingesetzt und perfektioniert.Auch Kombiverfahren, wie das Laser-hybridschweißen, werden genutzt. Mit die-semVerfahren lassen sich dieVorteile vomLichtbogen- und Laserschweißen verbin-den. Das Prinzip ist einfach: Beim Laser-hybridsystem trifft die mit Lichtgeschwin-digkeit transportierte Energie des Laser-strahls mit dem Plasma des Lichtbogenszusammen. Sie wirken gleichzeitig in die-selbe Schweißzone und verstärken ihreWirkung. Die Ergebnisse der Kombinationgegenüber den Einzelverfahren sprechenfür sich:
• größere Spaltüberbrückbarkeit beigleichzeitig deutlich höherer Füge-geschwindigkeit,
• tieferer Einbrand und schmaleNaht beigeringerer Wärmeeinbringung,
• höhere Zähigkeit der Naht, Festigkeitder Verbindung undGefügebeeinfluss-barkeit über den Zusatzwerkstoff,
• größere Prozessstabilität undAnlagen-verfügbarkeit,
• geringererAufwand für die Nahtvorbe-reitung und Nacharbeit,
• kürzere Fertigungszeiten und -kosten,sowie größere Produktivität,
• geringere Investitionskosten, bezogenauf die Gesamtleistung,
• bessere optische Gestaltungsmög-lichkeiten.
Das Wolfram-Inertgas-Schweißverfahren(WIG) hat ebenfalls in den letzten Jahrenan Bedeutung gewonnen, nicht zuletztwegen sehr guter Zähigkeitswerte im
Bild 32: Einsatz eines Industrieroboters für das Schweißen einer Peltonturbinen-Laufradesaus GX5CrNi13-4 nach demMSG-Verfahren
Bild 33: Zentrifugaltrommel aus zwei Schleu-dergusszylindern nach dem UP-Verfahrenverschweißt;Werkstoff: GX5CrNiMoCuN26-6-3;AbmessungenDmr.1540x1750mm
k+g-layoutSD-GS1.pmd 30.03.2004, 08:5017

18 konstruieren + giessen 29 (2004) Nr. 1
Schweißgut, bedingt durch einen niedrigenGehalt an oxidischen Einschlüssen. Diehohe Zuverlässigkeit hinsichtlich der Feh-lerfreiheit ist ebenfalls zu erwähnen. DiegeringeAbschmelzleistung ist nachwie vorals nachteilig anzusehen, im Bezug auf dieanderen Verfahren.
Für große Konstruktionsschweißungenkommen nach wie vor die weitgehendmechanisierten Verfahren UP (Unter Pul-ver) oder ES (Elektroschlacke) zum Ein-satz (Bilder 33 und 34).
6.6 ThermischeBehand-lung vor und nachdemSchweißen
Je nachArt und Größe der Schweißungenwird niedriglegierter bis martensitischerVergütungsstahl entweder in geglühtenoder vergüteten Zustand geschweißt.
Tabelle 5: Schweißbedingungen für legierten Stahlguss nach DIN EN 10283
Sofern im geglühten Zustand geschweißtwird, muss danach die Vergütung erfolgen.Andererseits ist es möglich, dass vor demSchweißen vergütet, nach demSchweißenangelassen oder entspannt wird. Hierbei istzu beachten, daß dieAnlass-/Spannungs-armglühtemperatur etwa 20 bis 30 °C un-terhalb der gewählten Anlaßtemperaturliegt, damit die eingestellten, mechanisch-technologischen Werte nicht verändertwerden.
Austenitischer Stahlguss wird grund-sätzlich im abgeschreckten Zustand ge-schweißt. Bezüglich eines erneuten Lö-sungsglühens nach demSchweißenmussunterschieden werden in die Standard-austenite mit C-Gehalten bis 0,07 % ohneNiob-/Titanzusätze und in die Gruppe derAustenite mit C-Gehalten < 0,03 % oderNiob-/Titan-stabilisiert.
Grund hierfür ist beispielsweise die Gefahrvon interkristalliner Korrosion in derWärme-
einflusszone, die durch chemischenAngriffentlang der Korngrenzen entstehen kann.Hierbei wird das Gefüge aufgelockert undder metallische Zusammenhang gestört.
Bei den Standardausteniten scheidet sichdurch das hohe Wärmeeinbringen beimSchweißen Chromcarbid aus, der Chrom-mindestgehalt für die Passivierung derOberfläche in der Matrix nahe den Korn-grenzenbereichen wird unterschritten undes entsteht interkristalline Korrosion.
Um dies zu verhindern, werden häufigsogenannte Low-Carbon-Austenite oderNiob- und Titanvarianten eingesetzt. Hier-durch können längere Verweilzeiten imkritischen Temperaturbereich zwischen600 bis 700°C gefahrlos durchlaufen wer-den, oder es erfolgt ein Post weld heat-treatment, ein Lösungsglühen.
6.7 Schweißen von Werk-stoffen mit höherenKohlenstoffgehalt
Werkzeugstähle mit einem Kohlenstoffge-halt von 0,3 bis 2,0% galten lange als nichtoder nur schwer schweißbar. Daher wurdein der Vergangenheitmeist vomSchweißendieser Werkstoffe von den Stahl- bezie-hungsweise Gusslieferanten abgeraten.
Inzwischen ist jedoch ein Wandel einge-treten auf den nachfolgend eingegangenwird.
6.7.1 Schweißen vonWerkzeugstahlguss
Diverse Verbesserungen zum Beispiel inder Schweißtechnik, bei den Schweißzu-satzwerkstoffen und den Schweißanlagensowie insbesondere Verbesserungen undNeuentwicklungen bei den Werkzeugstahl-und -Gusswerkstoffen haben dazu geführt,dass das Schweißen dieser Werkzeugedurchaus im Rahmen des Möglichen liegt.Seitens der Anwender, die oft teure Werk-zeuge einsetzten, kommt zudemdie Forde-rung, diese Werkzeuge zu schweißen.Das Einsatzgebiet der Werkzeugstähleumfasst Druckgießformen, Kunststoff-formen, Schmiedegesenke, Karosserie-,Schneid- und Umformwerkzeuge.
Die Gründe für das Schweißen - meist anfertigen Werkzeugen - sind vielfältig. Re-paraturen, bedingt durch Konstruktionsän-derungen oder Fehlstellen in der Präge-fläche, sind eine sehr attraktive, wirt-schaftlicheAlternative, verglichen mit denKosten für die Herstellung eines neuenWerkzeugs.Das Hauptproblem beim Schweißen vonWerkzeugstählen liegt in deren hoher
k+g-layoutSD-GS1.pmd 30.03.2004, 08:5018

19konstruieren + giessen 29 (2004) Nr. 1en + giessen 29 (2004) Nr. 1
Härtbarkeit. Die geschweißte Stelle kühltschnell ab, sobald die Energiequelle einmalentfernt wird, und die Schweißnaht und einTeil der wärmebeeinflussten Zone werdengehärtet. DieseUmwandlung führt zu Span-nungen, da die geschweißte Zone durchdas umliegende kalte Gefüge eingezwängtist. Daher können Risse entstehen, undgroße Vorsicht ist geboten, um diese zuvermeiden.
Werkzeugstähle werden hauptsächlich imgeglühten oder vergüteten Zustand ge-liefert.
Im nachfolgenden Bild 35 wird erläutert,wie sich der Grundwerkstoff, das Schweiß-gut und die Wärmeeinflußzone nach demSchweißvorgang verhalten.
Das Schweißgut liegt im “Gusszustand”vor, das durch die schnelle Erstarrung einfeinkörnigesGefüge aufweist. Darunter liegtdie kombinierte Anschmelz- und Neu-härtezone, in der kurzfristig sehr hoheAustenitisierungstemperaturen aufgetretensind. Größere Unterschiede entstehen imangrenzenden Bereich bei der geglühtenoder vergüteten Variante.Während bei dergeglühten Ausführung noch eine Teilaus-tenitisierung erfolgt, tritt bei der gehärtetenund angelassenenAusführung desWerk-zeugwerkstoffes neben der Teilausteniti-sierung auch eine höhere Anlassbehand-lung auf, so dass die Härte abfällt. Diesespezielle Aussage für die gehärtete undangelassene Ausführung wird im Bild 36erläutert.
Sehr große Unterschiede hinsichtlich derHärteverläufe ergeben sich natürlich auch,wenn die unterschiedlichen Ausgangs-zustände “geglüht” bzw. “gehärtet und an-gelassen” betrachtet werden.Wie demBild37 zu entnehmen ist, sind beim Schwei-ßen vongeglühtenMaterialien auf jedenFallHärtesteigerungen in Teilbereichen zuverzeichnen. Die Härte im Bereich derSchweiße ist jedoch nicht extrem hoch, daaufgrund der Überhitzung höhere Restaus-tenitgehalte auftreten. ImAnschluss an die-sen Bereich liegt die Zone mit “normaler”Austenitisierung. Wegen der Martensitbil-dung sind sehr hohe Härtewerte vorhan-den, die dann kontinuierlich auf den Wertder geglühtenAusführung abfallen.
Große Unterschiede hinsichtlich der Härtetreten beim Schweißen der gehärteten undangelassenenAusführung auf. Für den Be-reich des Schweißzusatzwerkstoffes bzw.der ersten Zone gelten dieAussagen, wiesie auch für die geglühte Ausführung ge-macht wurden. Darunter kommt es dannzumAbfall der Ursprungshärte, da dieAn-lasstemperatur bei derAbkühlung aus der
schmelzflüssigen Phase höher lag als dieursprünglicheAnlasstemperatur. Von hieraus steigt die Härte dann auf denHärtewertan, der bei der Wärmebehandlung einge-stellt wurde. Resultierend aus den unter-schiedlichen Gefügezuständen und denunterschiedlichen Härtewerten ist abzulei-ten, dass auch extreme Spannungen auf-treten.
6.7.2 Schweißenmit PufferlagenSehr gerne wird bei größeren Schweißun-gen, zumindest in der Tiefe, das Schwei-ßenmittels Pufferlagen angewendet. Dannwird nicht mit einemArt ähnlichen oderArtgleichen Schweißzusatzwerkstoff gearbei-tet, sondern mit einem austenitischenSchweißzusatzwerkstoff mit 29 % Cr und9 % Ni. Dieser austenitische Bereich hatden Vorteil, dass er verhältnismäßig weichund zäh ist, so dass Rissbildung praktischunterdrückt wird. Sofern dieses Material inden Funktionsbereich ragt, kommt es dortzu einem sehr unterschiedlichen Ver-
Bild 34: Horizontal durch die Schaufel geteil-tes Laufrad einer Francisturbine verschweißtnach dem ES-Verfahren;Werkstoff:GX5CrNi13-4; Abmessungen:Dmr.6080 x 3100 mm; Masse: 9 t
Bild 35: Schweißnahtausbildung bei Werkzeugstählen im geglühten und angelassenenZustand oben)Bild 36: Teilaustenitisierung und Härteverlauf in der Schweißnahtumgebung (unten)
k+g-layoutSD-GS1.pmd 30.03.2004, 08:5019

20 konstruieren + giessen 29 (2004) Nr. 1
Bild 38: Härteausbildung im Schweißnahtumfeld bei gehärtem und angelassenemStahlguss
Bild 39: Prozessführung beimAnlassen vonStahlguss (oben) und beimWeichglühen (unten)
schleißverhalten.Andererseits ist natürlichbei der Pufferung zu beachten, dassdas Substratmaterial auch hier mit derSchweißwärme beaufschlagt wird und dieUmwandlungen usw. in genau gleicherArtundWeise auftreten, wie unter 6.2 aufge-führt
Die Temperaturführung beim Schweißenund nach demSchweißen ist sehr wichtig.Diese ist unter anderem abhängig vomvorliegenden Gefügezustand des zuschweißenden Teiles. Sofern es sich umweichgeglühtesMaterial handelt, kann vonSchweißtemperatur sofort auf Glühtem-peratur aufgeheizt werden und dieGlühungdurchgeführt werden. VonGlühtem-peraturwird natürlich bis auf Raumtemperaturlangsam abgekühlt. Sofern der gehärteteund angelassene Zustand vorliegt undkeine weitere Wärmebehandlung mitAustenitisierung vorgesehen ist, musszuerst auf etwa 100 °C abgekühlt werden,um eine teilweise martensitische Um-wandlung zu erreichen und erst dann kanndas ersteAnlassen nach dem Schweißenerfolgen. Sofern nicht ein Abfall derTemperatur auf rund 100 °C stattfindet,
bleibt der austenitische Zustand bestehenund beim Abkühlen vor dem erstenAnlassen würde Martensit entstehen,
der entsprechend spröde ist. Die prak-tischen Hinweise sind in den Bildern 38und 39 aufgeführt.
Bild 37: Härteverlauf für die Ausgangszustände „geglüht“ (oben)sowie „gehärtet und angelassen“ (unten)
k+g-layoutSD-GS1.pmd 30.03.2004, 08:5020

konstruieren + giessen 29 (2004) Nr. 1en + giessen 29 (2004) Nr. 1
7.1 Allgemeine Lieferbedin-gungen
Zum Festlegen der allgemeinen tech-nischen Lieferbedingungen für Stahlgussstehen die folgenden Normen und Richt-linien zur Verfügung:
• DIN ISO 8062 (August 1998) Guss-stücke – System für Maßtoleranzenund Bearbeitungszugaben (nur fürNeukonstruktionen, nicht für beste-hendeModelle),
• DIN 1683-1 (August 1998) Gussroh-teile aus Stahlguss – Allgemeintole-ranzen, Bearbeitungszugaben (nichtfür Neukonstruktionen),
• DIN EN 1559-1 (Juni 1997) Gießerei-wesen – Technische Lieferbedingun-gen – Teil 1: Allgemeines,
• DIN EN 1559-2 (April 2000) Gießerei-wesen – Technische Lieferbedingun-gen–Teil 2: ZusätzlicheAnforderungenan Stahlgussstücke,
• BNIF No 359 Richtreihen zur Be-schreibung der Oberflächenbeschaf-fenheit von Stahlgussstücken anhandvon Musterteilen oder Vergleichs-oberflächen,
• SCRATA-Vergleichsoberflächen zumBeschreiben der Oberflächengüte vonStahlgussstücken.
DIN 1683 basiert auf der für alle Rohguss-teile gültigenNormDIN1680undbeschreibtimWesentlichendenGenauigkeitsgrad unddie Bearbeitungszugaben von Stahlguss-stücken. Die Bezeichnung “Allgemeintole-ranz” ersetzt den früher üblichen Begriff“Freimaßtoleranz”. Für Stahlguss gilt dieGruppe B der Gussallgemeintoleranz, die– empirisch ermittelt – auf der Basis desTrendverlaufes vonMessungen beruht. DerGenauigkeitsgrad von Längenmaßen istkleiner, sie sind also enger toleriert alsDickenmaße, wie beispielsweise für eineWand, einen Steg oder eine Rippe. DasToleranzfeld für Außen- und Innenrun-dungen ist so aufgeteilt, dass das untereAbmaß stets Null wird.
TypischeGenauigkeitsgrade für Stahlguss-stücke sind in Abhängigkeit vom Formver-fahren:
- Maskenformverfahren: GTB 16,5,- Maschinenformverfahren: GTB 17,5,- Handformverfahren: GTB 19.
wobei je nach Geometrie auch engere To-leranzen eingehalten werden können.
Die Bearbeitungszugaben im Sinne einerSchnittzugabe richten sich unabhängigvom gewählten Genauigkeitsgrad nachdemgrößtenAußenmaß desGussstückes.
Seit demErscheinen derDIN ISO 8062 giltdie DIN 1683-1 nur noch für bestehendeKonstruktionen. Für Neukonstruktionensind dieAnforderungen der DIN ISO 8062(1998) einzuhalten. Dies bedeutet imEinzelnen Änderung der Toleranzbezeich-nung von GTB in CT.
Die DIN EN 1559 regelt als Basisnorm füralle metallischen Gusswerkstücke die ein-zelnen Punkte der Lieferbedingungen ein-schließlich der Definition der abzuliefern-denQualität. DieWerkstoff bezogenenAn-forderungen werden in speziellen Werk-stoffnormen geregelt.
Aktuell wird die DIN ISO 8062 überarbeitetund voraussichtlich in drei Teilen erschei-nen. Teil 1 beinhaltet Definitionen usw., Teil2 beschreibt das Tolerieren von Bauteilenim rohen, vor- und fertig bearbeiteten Zu-stand und Teil 3 enthält im Wesentlichendie Toleranztabellen für Gussstücke. Diedrei Teile stehen auch im unmittelbarenZusammenhang mit der ZeichnungsnormISO 10135 für Guss, die ebenfalls zumZeitpunkt der Drucklegung dieser Bro-schüre überarbeitet wird.
Ergänzend zurDIN EN 1559 gelten für be-sondere Anwendungsbereiche spezielleRegelwerke und Normen, beispielsweisefür Druck führende Teile, Kern technischeAnlagen, Armaturen usw., auf die hier nurallgemein hingewiesen werden soll.
Die DIN EN 1559 Teil 1 regelt die
• erforderlichen Bestellangaben,
• zu definierenden Angaben bezüglichHerstellung, chemischer Zusammen-setzung, Werkstoffeigenschaften so-wie der allgemeinen Gussstückbe-schaffenheit,
• Prüfungen und Bescheinigungen ein-schließlich der Stichprobenregelung,
• Vorschriften zum Kennzeichnen derGussstücke,
• Hinweise für eventuelle Beanstan-dungen.
Die DIN EN 1559 Teil 2 legt weiterestahlgussspezifische Lieferbedingungenfest. Diese betreffen:
• das Herstellen und Schweißen,
• Grenzabweichungen zwischen derfestgelegten Schmelzeanalyse undder an Prüfblöcken ermittelten Stück-analyse für die wichtigsten Legie-rungselemente,
Bild 40: Pumpenlaufrad aus niedrig gekohltem CrNiMo-legiertem austenitischem Stahlgussbei der Maßkontrolle auf einer rechnergestützten 3D-Messmaschine (GussteilabmessungenDmr. 1930 x 1300 mm, Masse 4,3 t)
7.Prüfenund ÜberwachenderStahlgussherstellung
21
k+g-layoutSD-GS2.pmd 30.03.2004, 09:191

konstruieren + giessen 29 (2004) Nr. 1
- die DIN 1559-1 Anforderungen anWerkstoff, Gussstück und Prüfver-fahren,
- das Ermitteln von Prüfmerkmaleneinschließlich Wiederholungsprü-fung.
Der informativeAnhang der Norm enthälteine Checkliste mit wahlfreien Informati-onen, die vereinbart werden können.Das Fertigungsschweißen ist imHerstell-ablauf integriert und unterliegt strengenAnforderungen bezüglich der Qualifika-tion der Schweißer sowie des Schweiß-verfahrens. Hierfür gelten DIN EN 287und DIN EN 288.DerNachweis der Werkstoffeigenschaf-ten erfolgt in der Regel an angegossenenoder getrennt gegossenenProben, derenDicke in Beziehung zur maßgebendenWanddicke des Gussstückes steht. AlleneuerenStahlguss-Werkstoffnormen las-sen – nach vorheriger Vereinbarung –den Nachweis der für die Referenzprobespezifizierten Mindestwerte teilweiseauch im Gussstück zu.DieOberflächenbeschaffenheit ist inDINEN 1559 nicht quantitativ definiert. AlsBasis für verbindliche Festlegungen ha-ben sich im deutschsprachigenRaumdieRichtreihen nach der Empfehlung desCTIF (No 359-01) oder SCRATA durch-gesetzt [13]. Hierauf wird inzwischen ineinigen Regelwerken in verbindlicherForm Bezug genommen. Es wird em-pfohlen, bei besonderen Anforderungenan dieOberflächenbeschaffenheit (zumBeispiel in Abhängigkeit vom Einsatz-gebiet) mit der Gießerei Rücksprache zunehmen, da dies einen erheblichen Ein-fluss auf die Herstellkosten haben kann.
Die innere und äußere Beschaffenheit istebenfalls in DIN EN 1559 nicht näherdefiniert. Die Beurteilung der Beschaffen-heit erfolgt über verschiedene Prüfnor-men, deren Ergebnisse in Form vonGütestufen klassifiziert werden. DieGütestufen sind bei derAnfrage und Be-stellung zu vereinbaren.
Bild 41: Rechnergestütztes Vermesseneines Dampfturbinengehäuses aus warm-festem Stahlguss
Bild 42: Spektralanalyseanlage mit Plasmaregelung zur Untersuchung der chemischen Zu-sammensetzung
7.2 Werkstoffprüfung
Die Werkstoffprüfung von Stahlguss unter-scheidet sich nicht von der entsprechendenPrüfung von Schmiede- oder Walzstählen.Stahlguss spezifisch ist die Probennahmemitangegossenen oder getrennt gegossenenProbenwie vorstehend beschrieben. Die Pla-nung allerWerkstoffprüfungen und die Über-wachung der Geräte ist Bestandteil der Qua-litätssicherung, die beispielsweise in einemQualitätsmanagementsystem nach DIN ENISO 9001 beschrieben ist.
7.2.1 ChemischeAnalyse
Die chemische Zusammensetzung vonStahl-guss wird mit physikalischen Mitteln be-stimmt wie zum Beispiel der Emissions-Spektralanalyse (Bild 41) und der Röntgen-fluoreszenz-Spektralanalyse.Auch die Gas-bestimmung findet nach Extraktion auf physi-kalischem Weg statt. Maßgebend ist dieSchmelzeanalyse. In Sonderfällen kann eineStückanalyse vereinbart werden.
7.2.2 Mechanische Eigenschaften
Die mechanischen Eigenschaften werdennachgewiesen mit
- dem Zugversuch nach DIN EN 10002Teil 1,
- dem Kerbschlag-Biegeversuch nachDIN EN 10045, Teil 1 (im allgemeinenmit der ISO-V-Probe),
- der Härteprüfung nach Brinell HBW(DIN EN ISO 6506-1), Vickers HV(DIN EN ISO 6507-1) oder RockwellHRC (DIN EN ISO 6508-1).
Bei verschleißbeständigemStahlguss wirdin der Regel nur die Härte geprüft.
Bei besonderenAnforderungen an die ver-schiedenen Stahlgussgruppen (zum Bei-spiel warmfest, kaltzäh oder andere me-chanisch-technologische Eigenschaften)werden die hierfür maßgebenden Kenn-werte zusätzlich bestimmt, wie beispiels-weise im Warmzug- und/oder Zeitstand-versuch nach DIN EN 10291 für warm-festen Stahlguss. Für kaltzähen Stahlgussoder Stahlgussmit besonderen Zähigkeits-anforderungen wird der Kerbschlag-Biege-versuch bei tiefen Temperaturen durch-geführt und die Übergangstemperaturzwischen zähem und sprödem Bruch be-stimmt. Hierfür wird üblicherweise entwe-der die Übergangstemperatur für 50 %kristallinen Bruchanteil (FATT50) oder dieÜbergangstemperatur für eine Kerbschlag-arbeit von 27 J (LT27 J) benutzt. Eine weitereMöglichkeit für ein Sprödbruchkriteriumbesteht in der Auswertung des instru-mentierten Kerbschlag-Biegeversuchesnach SEP 1315 oder im Pellini-Test (NDT-Temperatur) nach SEP 1325.
Hinweise auf das Sprödbruchverhaltenlassen sich auch aus bruchmechanischenUntersuchungen gewinnen, zum Beispielmit Hilfe der linear-elastischen Bruch-mechanik nachASTM-E 399.
22
k+g-layoutSD-GS2.pmd 30.03.2004, 09:192

konstruieren + giessen 29 (2004) Nr. 1en + giessen 29 (2004) Nr. 1
Für Stahlguss-Bauteile mit Wechselbe-anspruchung wird der Dauerschwingver-such nach DIN 50 100 durchgeführt. Erkann als Umlauf-Biegeversuch nach DIN50 113 oder je nach Lage der Mittel-spannung als Zug-Schwellversuch sowieals Zug-Druckversuch geführt werden. Fürgeringere Lastwechselzahlen und im all-gemeinen langperiodische Lastwechselmit plastischenAnteilen ist auch das Dehn-Wechselverhalten bei Raumtemperaturund erhöhten Temperaturen zu prüfen.
Innenhochdruckbeanspruchte Bauteilekönnen in einem Innendruckversuch nach
Bild 44: REM-Aufnahmeder tiefgeäztenOber-fläche eines ferittisch-austenitischenDuplex-Stahlgusses [12]
Bild 45: Relief vomMolybdängehalt einesGS19CrMo9-10mit einerMikrosondenuntersuchungermittelt
DIN 50 104 der Dichtheitsprüfung unter-zogen werden.
ZurAbnahmeprüfungvonStahlgussgehörenimAllgemeinen nur der Zugversuch und derKerbschlag-Biegeversuch bei Raumtempe-ratur und tiefenTemperaturen, nur gelegent-lich der Warmzugversuch oder die Bestim-mung der Übergangstemperatur im Kerb-schlag-Biegeversuch. Die weiteren Prüfun-gensindzumTeil sehraufwändigundwerdenüblicherweisenur für dasHerstellerwerkoderteilweise sogar – wie zum Beispiel bei derZeitstandprüfung – nur für denWerkstoff inGemeinschaftsarbeit von Stahlgussher-stellern und -verbrauchern durchgeführt.
7.2.3 Metallographische Unter-suchungen
Die Metallographie hat die Aufgabe, dasGefüge eines Stahls zu bestimmen. Hierzudient in erster Linie die Lichtmikroskopievon Schliffen, um den Reinheitsgrad nachSEP 1570, die Korngröße nachSEP1510,die Gefügebestandteile einschließlichbeispielsweise der Carbide sowie die Er-starrungsstrukturen (Seigerungen usw.) zubestimmen.
Ergänzende Untersuchungen der Bruch-oder Schliffflächen werden üblicherweisemit demRasterelektronenmikroskop durch-geführt (Bild 44). Für spezielle Untersu-chungen der inneren Strukturen kommt dieTransmissionselektronenmikroskopie zumEinsatz.
Die chemische Analyse der Gefügebe-standteile kann quantitativ im Raster-elektronenmikroskop mit energiedisper-sivem Röntgenspektrometer oder in derElektronenstrahl-Mikrosonde durchgeführtwerden.
Als Beispiel zeigt Bild 45 eine Mikroson-denanalyse an dem VergütungsstahlgussG19CrMo9-10 (1.7382) für das ElementMolybdän.
7.2.4 KorrosionsuntersuchungenKorrosionsbeständige Stahlgusssortenwerden der Beanspruchung entsprech-end verschiedenen Korrosionstests unter-worfen oder zumBeispiel durchAufnahmevon Stromdichte-Potenzial-Kurven in ver-schiedenen Medien untersucht. DieseUntersuchungen, auf die später noch ein-gegangen wird, sind die gleichen wie beiSchmiede- undWalzstahl.
Bild 43: Die Wärmebehandlung ist ein entscheidender Abschnitt bei der Herstellung vonStahlguss. Ein gesteuertes Abkühlen nach demGlühen sichert die gewünschte Gefügeaus-bildung und damit die Werkstoffeigenschaften dieser Stahlgussteile
23
k+g-layoutSD-GS2.pmd 30.03.2004, 09:193

konstruieren + giessen 29 (2004) Nr. 1
auf Unebenheiten und Grate bezieht, gibtes die Norm DIN EN 12454. Sie stützt sichauf die BNIF- und SCRATA-Richtreihenzur Bestimmung der Oberflächenfehler.Diese Richtreihen enthalten Oberflächen-Vergleichsmuster, mit denen die Ober-flächenfehler klassifiziert werden können.
Es werden drei Oberflächenserien je nachArt und Umfang der Fertigbearbeitungunterschieden:
- Serie 1: beschränkte Fertigbear-beitung (gestrahlte Gussoberfläche),
- Serie 2: besondere Fertigbearbeitung(geschliffene Flächen),
- Serie 3: spezielle Fertigbearbeitung(thermisches Schneiden und Häm-mern).
Jede Serie umfasst eine Anzahl von Bei-spielen, die für einige gängigeOberflächen-zustände repräsentativ sind. Kunststoff-plättchen mit den Abmessungen 110 x160 mm sowie deren Fotografien veran-schaulichen die Beispiele.
7.3.2 Magnetpulverprüfung
Die Magnetpulverprüfung, die Beurteilungder Anzeigen und die Einteilung in Güte-stufen ist inDINEN1369 beschrieben.DasVerfahren ist auf ferromagnetische Stahl-gusssorten beschränkt. Austenitische undteilaustenitische Stähle sind nur schwachmagnetisierbar und daher nicht mit diesemVerfahren prüfbar.
7.3 Zerstörungsfreie Werk-stoffprüfung
Die zerstörungsfreien Prüfverfahren dienendazu, die Beschaffenheit von Stahlguss-stücken zu prüfen.
Prüfverfahren für die äußere Beschaffen-heit sind dieMagnetpulver-Prüfung (DINEN1369) und die Eindringprüfung (DIN EN1371, Teil 1).
Prüfverfahren für die innere Beschaffen-heit sind die Ultraschallprüfung (DIN EN12680, Teile 1 und 2) und die Durchstrah-lungsprüfung (DIN EN 12681). Eine Über-sicht gibt Bild 46.
Zur Beurteilung der PrüfergebnissewerdenStahlgussstücke in fünf Gütestufen mitunterschiedlichen Anforderungen an dieäußere und innere Beschaffenheit einge-teilt. Die Oberflächenzone und das Innereeines Bauteils werden häufig unterschied-lich beansprucht. Deshalb sind die Güte-stufen für äußere und innere Beschaffen-heit unabhängig voneinander definiert,können also je nach Anforderung unter-schiedlich gewählt werden.
7.3.1 Visuelle Prüfung
Die Oberflächenbeschaffenheit muss zwi-schen Besteller und Hersteller vereinbartwerden. Für die visuelle Beurteilung, diesich auf Oberflächenfehler, zum BeispielSand- und Schlackenstellen, Kaltschwei-ßen, Schülpen, Formstoffreste, aber auch
Alle Magnetisierungsverfahren und Prüf-mittelkombinationen sind anwendbar. Be-vorzugt wirdmit Selbstdurchflutung undmitnassen Prüfmitteln gearbeitet. Die Prüf-oberfläche muss dabei sauber sein undeine bestimmteMindestbeschaffenheit ha-ben, die durch den kleinsten nachzuwei-senden Fehler bestimmt wird [13].
7.3.3 FarbeindringprüfungDie Farbeindringprüfung, die Beurteilungder Anzeigen und die Einteilung in Güte-stufen ist in DIN EN 1371 beschrieben.Diese Norm ist bei allen Stahlgusssortenanwendbar, wird jedoch üblicherweise nurbei austenitischem und austenitisch-ferritischem Stahlguss vorgesehen. DINEN 1371, Teil 1 gilt für Sand-, Schwer-kraftkokillen- und Niederdruck-Kokillen-gussstücke, die DIN EN 1371, Teil 2 fürFeingussstücke.DieAnforderungen an dieOberfläche sind dabei höher als bei derMagnetpulverprüfung. Die Anzeigenbe-schreibung und -beurteilung ist die gleichewie bei der Magnetpulverprüfung, wirdallerdings unterstützt durch Bildreihen fürnichtlineareAnzeigen, die ebenfalls inDINEN 1371wiedergegeben sind [14].
7.3.4 VolumenprüfungDie Verfahren zur Prüfung der innerenBeschaffenheit ergänzen sich gegenseitig.Die Verfahren werden daher häufig mitein-ander kombiniert. Die Ultraschallprüfungwird bevorzugt bei größerenWanddicken,ferritischenWerkstoffen oder in der Serien-fertigung angewendet. Die Durchstrah-lungsprüfung wird entsprechend bei dünn-wandigen Teilen, bei austenitischen undaustenitisch-ferritischenWerkstoffen oderin Kombination mit der Ultraschallprüfungangewendet.
24Bild 46: Genormte Prüfverfahren für Stahlguss und technische Lieferbedingungen in der Bundesrepublik Deutschland (Stand: Juni 2003)
k+g-layoutSD-GS2.pmd 30.03.2004, 09:194

konstruieren + giessen 29 (2004) Nr. 1en + giessen 29 (2004) Nr. 1
7.3.4.1 Ultraschallprüfung
Die Ultraschallprüfung, die Beurteilung derAnzeigen und die Einteilung in Gütestufenist in DIN EN 12680 beschrieben. Teil 1der Norm gilt bei Stahlgussstücken für all-gemeine Verwendung, Teil 2 enthält ver-schärfte Anforderungen für hoch bean-spruchte Bauteile, zum Beispiel für be-stimmte Turbinenkomponenten.
Mit derUltraschallprüfung (Bild 47) sind allestahlgusstypischen Fehler auffindbar. MiteinemNormalprüfkopf sind Fehlermit Volu-menausdehnung bestimmbar, mit einemWinkelprüfkopf werden planare (rissartige)Fehler bestimmt. Besonders wichtig bei derUltraschallprüfung ist das Beobachten derEchodynamik, das heißt dasWandern des
Bild 47: Ultraschallprüfung an einem Dampfturbinenzylinder auswarmfestem Stahlguss in Gussverbundkonstruktion
Bild 48: Kennzeichnende Formen der Echodynamik beim Messen gusstypischer Fehler mitdemWinkelprüfkopf [15]
Bild 49: Durchstrahlungsprüfung eines Pumpengehäuses aus ASTMCF-3 für ein Kernkraftwerk mit Hilfe eines Linearbeschleunigers(Masse 32 t)
Echos auf demBildschirmund seine gleich-zeitigeHöhenänderung beimBewegen desPrüfkopfes (Bild 48).
Wenn hierdurch Hinweise auf rissähnliche,also gefährliche Fehler gegeben werden,müssen solche Anzeigen registriert wer-den, auch wenn die Echohöhe sehr geringist. Das Ausmessen der Anzeigenhöhe inseitlicher und Tiefenrichtung wird so be-schrieben und festgelegt, dass die Wahr-scheinlichkeit, die wahre Fehlergröße zuerfassen, sehr groß ist. Versuche habendas bestätigt [15].
Wichtig für eine einwandfreie Ultraschall-prüfung ist ferner qualifiziertes Prüfpersonalund eine genaue Prüfanweisung, die dieLage undOrientierung zu erwartender Feh-ler berücksichtigt.
7.3.4.2 Durchstrahlungsprüfung
Für dieDurchstrahlungsprüfung,Bild 49, giltDIN EN 12681 [16]. DiemöglichenAufnah-meanordnungen, Strahlenquellen und de-ren Anwendungsbereiche sind beschrie-ben. Nach den erforderlichen Prüfbedin-gungen werden die Prüfklassen A und Bunterschieden. Im allgemeinen ist die Prüf-klasseAausreichend. Die Prüfklasse B giltnur für Sonderfälle. Die bei der Durchstrah-lungsprüfung erhaltenen Anzeigen sindauf der Grundlage von ASTM-BildreihennachGüteklassen (Level 1 bis 5) eingeteilt.
7.4 QualitätsmanagementSeit der Einführung des Regelwerkes DINEN ISO 9000 ff im Jahre 1994 ist es zumStandard geworden, dass in den Unter-nehmen Qualitätsmanagementsystemeaufgebaut und implementiert wurden. Nachanfänglich zögerlichem Verhalten be-züglich der Zertifizierung dieser Systemevor allem aus Kostengründenmussten dieUnternehmen erkennen, dass eine Zerti-fizierung durch eine akkreditierte Organi-sation zwingend erforderlich ist. ZumTeilkamen die Forderungen dafür aus derKundschaft, zum Teil wurde erkannt, wel-ches Verbesserungspotential undmöglicheKostenreduzierungen durch die Fest-schreibung der Prozesse und Tätigkeitenvorhanden waren.
Die Ausgabe der DIN EN ISO 9000 ff von1994 war Elemente bezogen gegliedert.Unterschieden wurde in DIN EN ISO 9001,9002 und 9003,wobei dieDINEN ISO9001den höchsten Dokumentationsnachweisforderte. Es stellte sich nach der Ein-führung dieser Normen sehr schnell her-aus, dass es mehr Sinn macht, Prozesse,die imUnternehmen ablaufen, zu beschrei-ben.
25
k+g-layoutSD-GS2.pmd 30.03.2004, 09:195

konstruieren + giessen 29 (2004) Nr. 1
Auf derGrundlage dieser Erkenntnisse undErfahrungenentstanddieDINEN ISO9001,Ausgabe 2000, die Prozess orientiert ge-gliedert ist.
Als wichtigste Neuerungen in der DIN ENISO9001:2000, die auch für dieGießereienverbindlich sind, und in deren Qualitäts-systemen Berücksichtigung finden, sind[17]:- Kundenorientierung und -zufriedenheit
(Bewusstsein für die Kundenanforde-rungen bei Mitarbeitern fördern undAnalyse der Kundenanforderungen),
- Prozessorientierung (Tätigkeiten nichtElemente, sondern Ablauf bezogendarstellen),
- Mitarbeiterorientierung (Mitarbeiter-fähigkeiten fördern und ausnutzen),
- Messbarkeit der Ziele (Wirksame Ent-scheidungen beruhen auf Analysenvon Daten).
Die wohl wichtigste Neuerung aber ist dieBetrachtungsweise der Abläufe im Quali-tätsmanagement-System als Prozess,wo-bei ein Prozess nachDIN EN ISO 9000wiefolgt definiert ist: ”...Satz von in Wechsel-beziehung oder Wechselwirkung stehen-den Tätigkeiten, der Eingaben in Ergeb-nisse umwandelt.“ Das Managementsys-temmuss die Prozesse erkennen und de-finieren, die dann Eingang in die Qualitäts-management-Dokumentation der Gießereifinden. Damit ist das Qualitätssicherungs-Handbuch derGießerei das aussagefähigeDokument für die lieferbareQualität und dieorganisatorischen Aspekte der Produk-tionsabwicklung bis hin zu den Kundenbe-ziehungen.
ImBild 1 ist der Prozessregelkreis, so wiedie Norm ihn definiert, beispielhaft aufge-zeigt. Die bisher am häufigsten angewen-dete Gliederung der Qualitätsmanage-ment–Dokumentation in Arbeits- und Be-triebsanweisungen, Verfahrensanweisun-gen und das Qualitätssicherungs-Hand-buch ist dabei geblieben.
Inzwischen hat die Computertechnik Ein-zug in alle Unternehmen gehalten, so dasses sinnvoll ist, die Qualitätsmangement-system-Dokumentation auch per EDVanzubieten. Ausgenommen hier von kön-nen Arbeits- und Betriebsanweisungensein, die der Mitarbeiter direkt an seinemArbeitsplatz in der Produktion benötigt.Wurde die papierlose Variante gewählt, istes von großer Bedeutung, eineAnwenderfreundliche, für den Mitarbeiter gut hand-habbare Software undDarstellungsform zubenutzen. Beispielhaft erläutert wird diesin dem Bild 51. Über die Benutzung derSchaltflächen in der Kopf- und Fußzeile aufjeder Seite, ist der Zugriff auf die ge-wünschte Information sehr schnell ver-fügbar.
Immer häufiger wird neben der Frage nacheinem zertifiziertenQualitätsmanagement-
Bild 51: Navigationsmöglichkeiten in der elektronischen Qualitätsmanagement-Doku-mentation über Verzeichnisse (Mitte) und Schaltflächenleiste (unten)
System auch die Frage nach einemUmweltmanagement-System gestellt.Nicht zuletzt aus Standortgründen, bei-spielsweise wenn ein Unternehmen ineinem Wohnmischgebiet liegt, wird zu-sätzlich ein Umweltmangagement-Sys-
tem nach DIN EN ISO 14000 oder ver-gleichbaren Regelwerken eingeführt. Dasich in beiden Dokumentationen vieleDinge gleichen, wird verstärkt dazu über-gegangen, diese Systeme zusammenzu-fassen.
26
Bild 50: Qualitätskreis eines Qualitätsmanagementsystems (oben)
k+g-layoutSD-GS2.pmd 30.03.2004, 09:196

konstruieren + giessen 29 (2004) Nr. 1en + giessen 29 (2004) Nr. 1
der chemischen Zusammensetzung nochindenmechanischenEigenschaften– insbe-sondere auch in den Tieftemperatureigen-schaften – unterscheidet sich G8MnMo7-4 (1.5430) vom gewalzten oder geschmie-deten Feinkornbaustahl P355N (1.0562)oder P355NL1 (1.0566) nach DIN EN10028-3. Diese Stahlgusssorte bietet sichinsbesondere für große Konstruktionen imOffshore-Bereich oder dem Hochbau an.
G8MnMo7-4 (1.5430) zeichnet sich nebenguter Schweißbarkeit auch durch hoheDauerfestigkeit, das heißt Ermüdungsbe-ständigkeit, aus. G8MnMo7-4 (1.5430) unddie speziell für den Offshore-Einsatzentwickelte Stahlgusssorte G13MnNi6-4(1.6221) (Bild 52), die problemloseSchweißbarkeit auch für große Wand-dicken gewährleistet, verfügen nebeneinerguten Schweißbarkeit auch über eine hoheDauerfestigkeit, dasheißt hoheErmüdungs-beständigkeit.
8.2 Stahlguss für dasBauwesen
Die neue Europäische Norm befand sichzur Zeit der Drucklegung dieser Broschüreerst im Entwurfsstadium und trägt dahernoch keine Nummer. Sie wird vorwiegendunlegierte, aber auch einige korrosions-beständigeWerkstoffsorten enthalten. EineÜbersicht gibt Tabelle 8. Darin sind auchdie mechanischen Kennwerte der Werk-stoffsorten enthalten.
Der Normentwurf spezifiziert außerdemAnhaltsangaben für das Schweißen. Es istallerdings zu betonen, dass die Angabenin Tabelle 8 nur vorläufig sind und sich inEinzelheiten noch ändern können.
Bild 52: Einteilig gegossene Knoten für denBau vonOffshore-Ölbohrplattformen aus derStahlsorte G13MnNi6-4; Masse 1250 bzw.1050 kg
27
DieWerkstoffgruppen beimStahlguss wer-den vor allem nach ihren mechanischen,technologischen oder chemischen Eigen-schaften unterteilt, wobei dieWerkstoffpa-lette derGießereien häufig von unlegiert bishochlegiert reicht. Die große Werkstoff-vielfalt gestattet es, für alleAnwendungsfälleeine geeignete Sorte mit der gewünschtenEigenschaftskombination zu finden.
Die in vielen Bereichen der Technik ange-wandten Stahlgusssorten sind durch be-stimmteEigenschaften gekennzeichnet, diesie für die jeweils auftretenden Bean-spruchungen geeignet machen. Je nachden hauptsächlich geforderten Eigenschaf-ten kann dies die Festigkeit bei Raum-temperatur oder höherenTemperaturen, dieZähigkeit, ausgedrückt durch die Kerb-schlagarbeit, besonders bei tiefen Tempe-raturen die bruchmechanischenKennwerte,dieDauer- oder Zeitstandfestigkeit sein. Beierhöhten Temperaturen spielen auch dieZeitstandfestigkeit und die Dehnwechsel-festigkeit eine Rolle. Ferner sind die Korro-sions- undVerschleißbeständigkeit in vielenAnwendungsfällen von entscheidender Be-deutung.
Ein besonderer Vorteil von Stahlguss istdessen gute Schweißbarkeit, die es gestat-tet, ihn in Schweißverbundkonstruktioneneinzusetzen. Aus diesem Grund sind vieleStahlgusssorten auf gute Schweißbarkeitkonzipiert. Die beim Schweißen zu beach-tendenMaßnahmen richten sich nach demLegierungsgehalt, wobei der Kohlenstoff-gehalt eine besondere Rolle spielt. Weiter-hin ist die Schweißgeometrie (Wanddicke,Art und Form des Bauteils) von Bedeutung.
Für die vielfältigen Anwendungsfälle, diebis zum Einsatz unter hohen und tiefenTemperaturen reichen sowie im hohenwie im niedrigen Festigkeitsbereich liegenkönnen oder besonders gute Schweißbar-keit, Korrosions- und Verschleißbeständig-keit verlangen, gibt es genormte Stahl-gusssorten. Darüber hinaus ist es mög-lich, zur Anpassung an besondere Eigen-schaftskombinationen zusätzliche Sorten,wie beispielsweise solche mit speziellerchemischer Zusammensetzung oderWär-mebehandlung herzustellen.
Im folgendenKapitel wird einÜberblick überdie Zusammensetzungunddie zu erwarten-den Eigenschaften der genormten Stahl-gusssorten gegeben.
8.1 Stahlguss für allgemeineVerwendungszwecke
Stahlguss für allgemeine Verwendungs-zwecke (Tabelle 6) umfasst die unlegiertenund niedriglegierten Sorten nachDIN 1681,
diedurch ihremechanischenEigenschaftenbei Raumtemperatur gekennzeichnet sind,und die niedriglegierten Sorten nach DIN17 182, die bei gleichen Festigkeitseigen-schaften erhöhte Zähigkeit und verbesserteSchweißbarkeit haben. Mit Erscheinen derDIN EN 10293werden die genannten Nor-men zurückgezogen. Die mechanischenEigenschaften dieser Sorten sind in Tabel-le 7 genannt. Sie sind weitgehend rich-tungsunabhängig, also für alle Beanspru-chungsrichtungen gleich. Die Sortenein-teilung von Stahlguss für allgemeine Ver-wendungszwecke richtet sich nach den inDIN 1681 genannten Mindestwerten dermechanischen Eigenschaften bei Raum-temperatur. Abhängig vom Kohlenstoff-gehalt (0,1 bis 0,5 %) wird nach demNormalglühen eine Mindestzugfestigkeitzwischen 380 und 600 N/mm2 bei Mindest-werten für die Streckgrenze von 200 bis 300N/mm2erreicht. Die Bruchdehnung nimmtmit steigender Zugfestigkeit ab und beträgt25 bis 15 %.
Stahlguss für allgemeineVerwendung nachDIN 1681wird vorwiegend im Temperatur-bereich zwischen -10 und 300 °C für Bau-teile verwendet, diemittleren dynamischenund stoßartigen Beanspruchungen ausge-setzt sind.
Für den Konstrukteur ist wichtig zu wissen,dass der wesentliche Berechnungskenn-wert die Streckgrenze bis zu Wanddickenvon 100mmauch für dasGussstück selbstund nicht nur für die (angegossene) Pro-benleiste gewährleistet wird.
Zur Verbesserung des Schweißverhaltensist es seit langem üblich, den Kohlenstoff-gehalt im Stahlguss abzusenken unddurch einen erhöhtenMangangehalt auszu-gleichen. Auf diese Weise sind die Stahl-gusssorten mit verbesserter Schweißeig-nung G17Mn5 (1.1131) und G20Mn5(1.1120) entstanden. Diese Sorten zeich-nen sich wegen des begrenzten Kohlen-stoffgehalts auch durch erhöhte Zähigkeitaus. Durch Flüssigkeitsvergüten gelingt fürWanddicken bis 40 mm der Anschluss andie mikrolegierten Feinkornbaustähle, mitdenen diese Stahlgusssorten in Schweiß-verbundkonstruktionen gemeinsam einge-setzt werden.
Für die gleichen Verwendungszwecke,aber größereWanddicken, steht der Fein-kornstahlguss G8MnMo7-4 (1.5430) zurVerfügung. Wegen dessen Fähigkeit zumAusscheidungshärten können die ge-wünschten Eigenschaften – weitgehendunabhängig von der Wanddicke – einge-stellt werden. Dieser Werkstoff hat ein ex-trem niedriges Kohlenstoffäquivalent undist daher auch noch in größeren Wand-dicken ohne Vorwärmen und ohneWärme-nachbehandlung zu schweißen. Weder in
8 DieStahlgusssorten
k+g-layoutSD-GS2.pmd 30.03.2004, 09:197

konstruieren + giessen 29 (2004) Nr. 1
Tabelle 6: Chemische Zusammensetzung in Masse-% (Gussanalyse) der Stahlgusssorten für allgemeine Verwendung nach DIN EN 10 293(Entwurf)
Tabelle 7: Mechanische Eigenschaften derStahlgusssorten für allgemeine VerwendungnachDIN 10 293 (Entwurf), gültig bis Anguss-proben und getrennt gegossene Proben, mitAusnahme der Bruchdehnung auch für Pro-ben aus dem Stück(Seite 29)
Legende zu Tabelle 7:
Bild 54: Einschließlich der Gewinde Rd 90 x 10einbaufertig aus GE260 gegossene Traverseund Spannmutter für ein Transportgeschirr
Bild 53: Sechskantverbundplatten für mobile Oberflächenbefestigung aus GE260,Plattengewicht 23 kg
28
1) Temperatur (nur zur Information)2) bei zwei Kerbschlagzähigkeiten3) + N - Normalisieren; + QT - Abschrecken und Anlassen4) 1 N/mm² = 1 MPa5) Luftkühlung (nur zur Information)6) RT = Raumtemperatur7) Flüssigkeitskühlung (nur zur Information)8) Die Sorte G15CrMoV6-9 ist anwendbar, wenn kurze Zeiteine höhere Temepratur und folgende Streckgrenzenver-hältnisse eingehalten werden:
k+g-layoutSD-GS2.pmd 30.03.2004, 09:198

konstruieren + giessen 29 (2004) Nr. 1en + giessen 29 (2004) Nr. 1 29
k+g-layoutSD-GS2.pmd 30.03.2004, 09:199

konstruieren + giessen 29 (2004) Nr. 1
Bild 55: Gehäuseunterteil für den Nieder-druckteil eines zweistufigen Turbokom-pressors zur Verdichtung von Rohgas ausdem Werkstoff GE380; Masse 36 t
Tabelle 8: Mechanische Eigenschaften der Stahlgussorten für dasBauwesen (DIN-EN-Entwurf)
8.3 Stahlguss für Druckbe-hälter
Auf der Basis der ISO-Norm für Stahlgussfür Druckbehälter (ISO 4991) wurde seiner-zeit mit DIN EN 10213 eine neue Europä-ische Norm für Stahlguss für Druckbehältererstellt. Damit entstand erstmalig eine aufeinen besonderen Anwendungsfall bezo-gene Norm für Stahlguss. Die bisherigenNormen teilen die Werkstoffe nach ihrenEigenschaften ein. Die neue Norm enthältvorwiegend unlegierte aber auch einigekorrosionsbeständigeWerkstoffsorten, diebei der Herstellung vonDruckbehältern ein-gesetzt werden.
Die Norm (Ausgabe 1995) gliedert sich invier Teile:
Teil 1.Allgemeines,
Teil 2. Stahlsorten für die Verwendung beiRaumtemperaturunderhöhtenTemperaturen,
Teil 3. Stahlsorten für die Verwendung beitiefen Temperaturen,
Teil 4. Austenitische und austenitisch-ferritische Stahlsorten
Teil 1 der Normgibt die allgemeinen techni-schen Lieferbedingungen an. Die darin auf-geführten 30 Stahlsorten überschneidensich teilweise mit DIN EN 10293. Spezifi-ziert sind außerdem die Schweißbedin-
gungen und die Langzeit-Eigenschaftenvon einigen Stahlsorten.
Teil 2 der Norm beinhaltet die Stahlsorten,die für den Einsatz bei Raumtemperaturund erhöhten Temperaturen geeignet sind.Spezifiziert ist die LangzeitfestigkeitbeiAnwendungstemperaturen von 400 bis600 °C.
Teil 3 der Norm umfasst die Stahlsorten,die für den Einsatz bei tiefen Temperaturengeeignet sind. Die Werte der Kerbschlag-arbeit sind für Temperaturen von -30 bis-120 °C angegeben.
Teil 4 der Norm gibt alle austenitischen undaustenitisch-ferritischen Werkstoffsortenan. Die hochlegierten Stähle habenChrom-gehalte von 18 bis 27% und Nickelgehaltevon 4,5 bis 30 %.
Eine Übersicht über alle spezifiziertenWerkstoffsorten gibt Tabelle 9.Darin sindauch die mechanischen Kennwerte derWerkstoffsorten enthalten. Spezifiziert sindaußerdem die Schweißbedingungen unddie Langzeit-Eigenschaften von einigenStahlsorten.
Derzeit befindet sich die Norm in Überar-beitung. Dabei werden die Teile der Normzu einer Einzigen zusammengefasst wer-den. Neu aufgenommen wird die Werk-stoffsorte 1.4859 (Alloy 800). Im Zugedieser Überarbeitung können sich einigeEigenschaften noch ändern.
8.4 HochfesterStahlgussmitguter Schweißeignung
Die gute Schweißbarkeit ist ein besondererVorteil von Stahlguss gegenüber allen an-deren Gusswerkstoffen auf Eisenbasis.Stahlguss bietet sich deswegen fürSchweißverbundkonstruktionen an, weilauch die weiteren Vorteile von Gusswerk-stoffen, nämlich die Freiheit der Gestaltungund die Isotropie der mechanischen Eigen-schaften, optimal zu nutzen sind. In einerKonstruktion können auf dieseWeise Kerb-wirkungen vermieden und der Kraftflussverbessert werden.
Ein gewisser Nachteil gegenüber denWalz- und Schmiedestählen bestand bis-her beimEinsatz vonStahlguss in Schweiß-verbundkonstruktionen darin, dass keinehochfesten Sorten mit ausreichenderSchweißbarkeit zur Verfügung standen. Diemetallurgischen Fortschritte in der Stahlher-stellung und insbesondere die Sekundär-metallurgie haben es ermöglicht, dieWerk-stoffe so weit zu verbessern, dass heuteStähle erzeugt werden können, die alsStahlguss im vergüteten Zustand die glei-chen Eigenschaften haben wie die Walz-
30
k+g-layoutSD-GS2.pmd 30.03.2004, 09:1910

konstruieren + giessen 29 (2004) Nr. 1en + giessen 29 (2004) Nr. 1
Schweißbarkeit weitgehend ohne Vorwär-men und ohneWärmenachbehandeln. Mitdiesem Eigenschaftsprofil sind die hoch-festen schweißbaren Stahlgusssorten fürSchweißverbundkonstruktionen auf vielenGebieten desMaschinenbaus geeignet wiezumBeispiel Bergbau, Brücken- und Trag-konstruktionen, Fahrzeugbau sowie insbe-sondere für Massen- und Schwertrans-port, Schienenfahrzeuge, Hebe- und Erd-bewegungsmaschinen, Schiffbau.
Die hochfesten schweißbaren Stahlguss-sorten nach DIN EN 10293 sind im Allge-meinen kostengünstig legiert und habenKohlenstoffgehalte um 0,2 % als Voraus-setzung für gute Schweißbarkeit. ZumErzielen der gewünschten Bauteileigen-schaften ist darüber hinaus eine guteDurchvergütbarkeit erforderlich, um überden ganzen Bauteilquerschnitt und auchden zu verschweißenden Querschnittendas notwendige Gefüge vonMartensit undunterem Bainit zu erzeugen und damitgleichmäßige Festigkeits- und Zähigkeits-eigenschaften sicherzustellen.
Die Durchvergütbarkeit wird mit zuneh-mendem Legierungsgehalt besser, jedochgleichzeitig die Schweißbarkeit etwas ge-mindert. Aus diesemGrunde ist es zweck-mäßig, niedriger legierte hochfeste Stahl-gusssorten für Wanddicken bis 100 mmund höher legierte für Wanddicken über100mmeinzuführen. Zusätzlich gibt es dasStahl-Eisen-Werkstoffblatt SEW 520 fürhochfeste Stahlgusssorten mit verbes-serter Schweißeignung. Tabelle 10 enthältdie chemische Zusammensetzung undTabelle 11 die mechanischen Eigenschaf-ten von Stahlgusssorten nach SEW 520.
Der Wanddickenbereich bis 100 mm um-fasst niedriglegierte Stähle, deren Legie-rungsgehalt pro Element unter 1,5 % liegtund deren Kohlenstoffgehalte etwa 0,2 %betragen. Die Sorte G24Mn6 (1.1118)schließt an den Stahlguss für allgemeine
Tabelle 9: Mechanische Eigenschaften der Stahlgusssorten für Druckbehälter nachDIN EN 10 213 im Vergleich zur ISO 4991
und Schmiedestähle, mit denen sie zuverschweißen sind. Hierfür kommen dieFeinkornbaustähle und die in der Streck-grenze noch darüber hinausgehendenvergüteten Baustähle, wie zum BeispielS890QL1 (1.8925) in Frage. Wie die ent-
Bild 57: Lenker für eine Baggerschaufel aus demWerkstoffG32NiCrMo6-4; Abmessungen 630 x 620 x 360mm; Masse165 kg
sprechenden Walz- und Schmiedestählemüssen die hochfesten Stahlgusssortenfolgende Eigenschaften haben: hoheStreckgrenze beziehungsweise 0,2%-Dehngrenze, gute Zähigkeit auch bei tiefenTemperaturen oder nach Stauchalterung,
Bild 56: Hochbeanspruchtes Bauteil für einen Förderer im Bergbau zumTransport und zur Gewinnung von Kohle aus G22NiMoCr5-6; Abmessun-gen 710 x 380 x 160 mm; Masse 66 kg
31
k+g-layoutSD-GS2.pmd 30.03.2004, 09:1911

konstruieren + giessen 29 (2004) Nr. 1
Bild 58: Schlaghaube aus GX5CrNi13-4 zumEinrammen von Rohren; Masse 28 t
Verwendungszwecke an (siehe Tabellen6 und 7), bietet aber deutlich erhöhteStreckgrenzen. Bis zu einer Streckgrenzevon 700 MPa und Wanddicken von 50 bis80 mm kommt nickelfreier Stahlguss zumEinsatz, während höhere Festigkeitseigen-schaften statt einesMangan- einen Nickel-zusatz erfordern, um als Voraussetzung fürdie gewünschte Eigenschaftskombinationdas nötige Gefüge aus Martensit undunterem Bainit einstellen zu können.
Die Reihe der Stahlgusssorten für größereWanddicken beginnt mit demmikrolegier-ten Feinkornbaustahlguss G12MnMo7-4(1.5431), bei demaufgrund seiner Fähigkeitzum Ausscheidungshärten weitgehendunabhängig von der Wanddicke die ge-wünschten Eigenschaften eingestellt wer-den können. Dieser Werkstoff hat ebensowie G8MnMo7-4 (1.5430) ein extrem nie-driges Kohlenstoffäquivalent und ist daherauch noch in größerenWanddicken ohneVorwärmen zu schweißen. G12MnMo7-4(1.5431) entspricht in seinen mechani-schen Eigenschaften und seiner Schweiß-barkeit den gewalzten oder geschmie-
Tabelle 10: Chemische Zusammensetzung nach der Schmelzanalyse der hochfesten Stahlgusssortenmit guter Schweißeignung nach SEW 520
deten Feinkornbaustählen P460N (1.8905)und S500N (1.8907) und bietet sich daherfür hochfeste Schweißverbundkonstruk-tionen imMaschinen- und Hochbau sowieim Offshore-Bereich an.
Die weiteren Stahlgusssorten für Wand-dicken über 100 mm sind mit steigenderStreckgrenze zunehmend legiert. DieSchweißbarkeit wird hierdurch jedochnur wenig beeinträchtigt. Eine Sonderstel-lung nimmt der nichtrostende 13%igeChromstahlguss GX4CrNi13-4 (1.4317)ein, der in der Martensitstufe umwandeltund dessen Perlitumwandlung erst nachlängeren Zeiten einsetzt. Auch in größtenWanddicken ist ermit Luftabkühlung durch-vergütbar. Größere und kompliziert ge-staltete Gussstücke können vorteilhaft undmit großer Sicherheit aus dieser Stahl-gusssorte hergestellt werden. Der ex-trem niedrige Kohlenstoffgehalt führt da-rüber hinaus zu einem hochzähen undgut schweißbaren Gefüge. Je nach Be-anspruchung kann dieser Werkstoff sogarohneWärmebehandlung geschweißt wer-den.
Nach den geltenden Regeln ist dieSchweißeignung aller Stahlgusssortennach Tabelle 11 als gut zu bezeichnen.Das bedeutet, dass dünnwandige Guss-stücke ohne Vorwärmen geschweißt wer-den können. Jedoch ist bei hochbean-spruchten Nähten ein Vorwärmen dannvorzunehmen, wenn es für das ent-sprechende Feinkornblech vorgeschriebenist. Eine Wärmenachbehandlung ist ausWerkstoffgründen nicht erforderlich. Hin-weise für das Schweißen und die Schweiß-zusatzwerkstoffe werden in Tabelle 12gegeben.
Die Eigenschaften der hochfesten Stahl-gusssortenmit guter Schweißeignungwer-den bei Anwendung geeigneter Schweiß-verfahren und Schweißzusatzwerkstoffenicht beeinflusst. Voraussetzung ist jedoch,dass die Streckgrenze nach oben begrenzt
wird. Sie ist so einzustellen, dass je nachSchweißverfahren, Nahtdicke und Naht-form sowie gegebenenfalls je nach ge-wählter Vorwärmtemperatur die Abkühl-dauer von 800 auf 500 °C zwischen 10 und25 s liegt.
Im Interesse der Kaltrisssicherheit derSchweißverbindung sollten zum Schwei-ßen nur Zusätze verwendet werden, die einSchweißgut mit sehr niedrigem Wasser-stoffgehalt haben.
Spannungsarmglühen nach dem Schwei-ßen ist im Hinblick auf die mechanischenEigenschaften der Schweißverbindungnicht erforderlich.Wennaufgrund von Bau-vorschriften oder aus konstruktiven Grün-den ein Spannungsarmglühen in Betrachtkommt, sollte es im Temperaturbereichvon 530 bis 600 °C durchgeführt werden.
Die gute und problemlose Schweißbarkeit,für die diese Stahlgusssorten konzipiertsind, macht sie für Konstruktionsschweiß-ungen jederArt geeignet.
8.5 Vergütungsstahlguss
Die als Vergütungsstahlguss bezeichnetenniedriglegierten Stahlgusssortenwerden imvergüteten Zustand bei Temperaturen bisetwa 300 °C verwendet. Als Grundlage fürdie Berechnung einer Konstruktion dientbei diesen zähen Werkstoffen die Streck-grenze.
Von großem Einfluss auf die VergütbarkeiteinesWerkstoffs ist die Bauteilwanddicke,da auch für die Kernzone eine Mindestab-kühlgeschwindigkeit erforderlich ist. Beiunlegiertem Stahlguss liegt die Grenze derDurchvergütbarkeit bei einer Wanddickevon etwa 20 mm. Durch geeignete Legie-rungselemente wird dieser Grenzwert zugrößerenWanddicken verschoben. Dabeimuss allerdings berücksichtigt werden,dass die erreichbaren Festigkeitswerte teil-weisemit steigenderWanddicke etwas ab-
32
k+g-layoutSD-GS2.pmd 30.03.2004, 09:2012

konstruieren + giessen 29 (2004) Nr. 1en + giessen 29 (2004) Nr. 1
Tabelle 11: Mechanische Eigenschaften der hochfesten Stahlgusssorten mit guter Schweißeignung1)
Bild 59: Mehrteiliges Schutzgehäuse für eine wehrtechnische Anlage aus dem WerkstoffG30NiCrMo8-5; Masse gesamt 52 t
nehmen. Aus diesem Grund sind in Nor-men und Vorschriften die mechanischenEigenschaften von Vergütungsstahlgussfür unterschiedliche Wanddicken ange-geben.
enthält diemit modernen Stahlerzeugungs-maßnahmen einstellbaren Werkstoffei-genschaften.
In Tabelle 7 (Seite 29) werden die in DIN17 205 genormten Stahlgusssorten mitihren Eigenschaften im flüssigkeitsver-güteten Zustand vorgestellt. Die Norm ent-hält darüber hinaus auch die Eigenschaftenim luftvergüteten Zustand. Die DIN 17 205enthält dagegen nur Vergütungsstahlguss-sorten, bei denen aus Wirtschaftlichkeits-gründen der Kohlenstoffgehalt maßgeblichzur Festigkeitssteigerung benutzt wird, weildie Schweißbarkeit nicht im Vordergrundsteht.
Die Vergütungsstahlgusssorten nach DIN17 205 sind unterschiedlich legiert. Mit demLegierungsgehalt steigt dieWanddicke, fürdie die jeweilige Sorte eingesetzt werdenkann, wobei zu beachten ist, dass die fürZugfestigkeit, 0,2%-Dehngrenze und Kerb-schlagarbeit in Tabelle 7 genanntenWerteauch für das Gussstück selbst, das heißtüber die gesamtemaßgebendeWanddickehinweg, gewährleistet werden.
DieWerkstoffauswahl wird daher durch diefür eine gegebeneWanddicke gewünschteFestigkeit und Zähigkeit bestimmt. Er-reichenmehrere Sorten bei gleicherWand-dicke die gewünschten Festigkeitseigen-
Vergütungsstahlguss ist inDIN 17205 ge-normt, die mit Erscheinen der DIN EN10293 zurückgezogen wird. Sie umfasstalle wichtigen Vergütungsstahlgusssortenfür Wanddickenbereiche bis 400 mm und
33
k+g-layoutSD-GS2.pmd 30.03.2004, 09:2013

konstruieren + giessen 29 (2004) Nr. 1
Bild 60: Einsatzfertig gegossener zweiteiligerMeißel mit Brecherkappe für einen Bergbau-hobel aus dem Werkstoff G42CrMo4 bzw.G28Mn6; Masse 12 kg
Bild 61: Lager- und Schutzhaube für die Transportkette eines Bergbauförderers ausG42CrMo4; Abmessungen 740 x 480 x 340 mm; Masse 265 kg
schaften, kann die jeweils niedriger Legiertegewählt werden, wobei aber meistens einegeringere Zähigkeit in Kauf genommenwer-den muss.
Die Stahlgusssorten nachDIN 17 205 sindgrundsätzlich schweißbar. Für Gussver-bundschweißungen sind sie jedoch, wennEinschränkungen in der möglichen Wär-mebehandlung bestehen, weniger gut ge-eignet.Allerdings kann inAbhängigkeit vonder Schweißgeometrie bei dünnwandigenGussstücken ähnlich wie beim hochfestenStahlgussmit guter Schweißeignung auf einAnlassen bei Baustellenschweißungenverzichtet werden. Auch für die höher le-gierten Stahlgusssorten genügt oft ein ört-lichesAnlassen.
Vergütungsstahlguss wird in allen Indus-triebereichen für Bauteile verwendet, diestatisch und dynamisch besonders starkbeansprucht werden. Die hohe Streck-grenze dieser Werkstoffe erlaubt es demKonstrukteur, höhere zulässige Span-nungsbeträge in seine Konstruktionsbe-rechnung einzusetzen oder gibt ihm dieMöglichkeit, durchMaterialersparnis leich-ter zu bauen.
HochbeanspruchteWerkstücke aus Vergü-tungsstahl lassen sich besonders vorteil-haft durch Gießen fertigen. Die Gestal-tungsfreiheit erlaubt eine beanspruchungs-gerechte konstruktive Formgebung, zumBeispiel durchAnbringen vonAusrundun-gen und durchAngleichen derWanddickenan den Spannungsverlauf. Dadurch wirddas Auftreten von Spannungsspitzen ver-hindert.
-
Tabelle 12: Angaben über das Konstruktionsschweißen der hochfesten Stahlgusssorten
34
k+g-layoutSD-GS2.pmd 30.03.2004, 09:2014
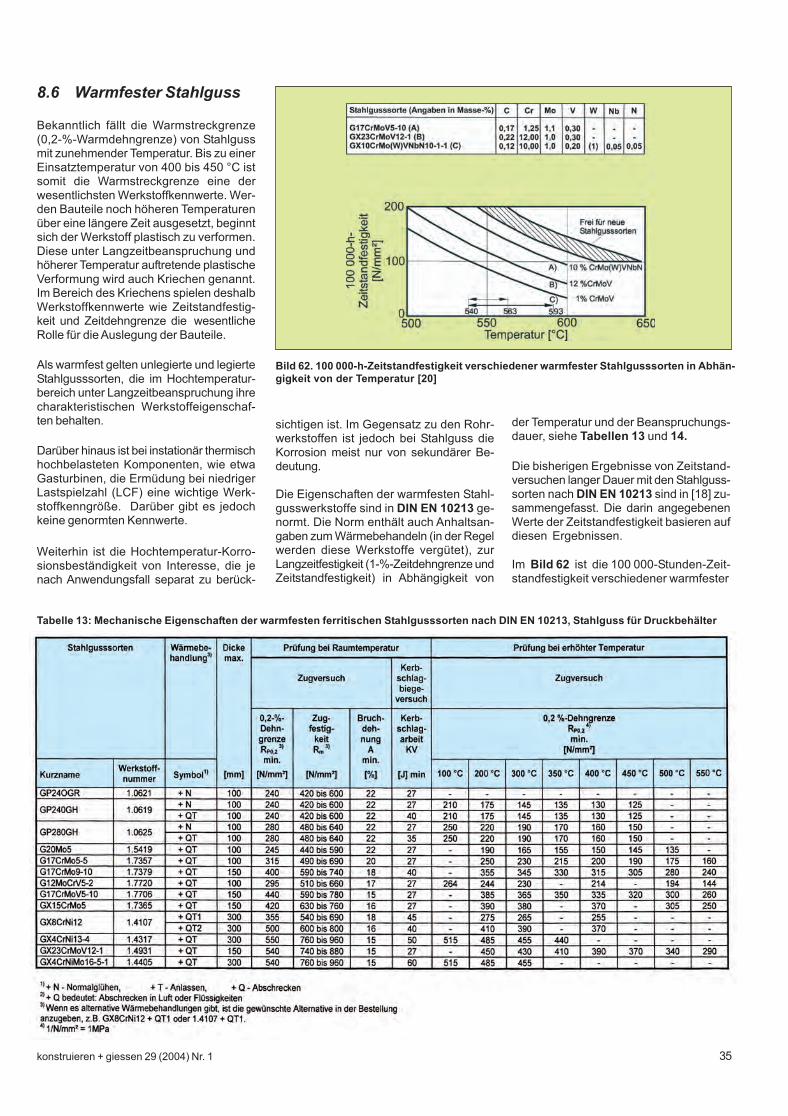
konstruieren + giessen 29 (2004) Nr. 1en + giessen 29 (2004) Nr. 1
8.6 Warmfester Stahlguss
Bekanntlich fällt die Warmstreckgrenze(0,2-%-Warmdehngrenze) von Stahlgussmit zunehmender Temperatur. Bis zu einerEinsatztemperatur von 400 bis 450 °C istsomit die Warmstreckgrenze eine derwesentlichstenWerkstoffkennwerte. Wer-den Bauteile noch höheren Temperaturenüber eine längere Zeit ausgesetzt, beginntsich der Werkstoff plastisch zu verformen.Diese unter Langzeitbeanspruchung undhöherer Temperatur auftretende plastischeVerformung wird auch Kriechen genannt.Im Bereich des Kriechens spielen deshalbWerkstoffkennwerte wie Zeitstandfestig-keit und Zeitdehngrenze die wesentlicheRolle für dieAuslegung der Bauteile.
Als warmfest gelten unlegierte und legierteStahlgusssorten, die im Hochtemperatur-bereich unter Langzeitbeanspruchung ihrecharakteristischen Werkstoffeigenschaf-ten behalten.
Darüber hinaus ist bei instationär thermischhochbelasteten Komponenten, wie etwaGasturbinen, die Ermüdung bei niedrigerLastspielzahl (LCF) eine wichtige Werk-stoffkenngröße. Darüber gibt es jedochkeine genormten Kennwerte.
Weiterhin ist die Hochtemperatur-Korro-sionsbeständigkeit von Interesse, die jenach Anwendungsfall separat zu berück-
sichtigen ist. Im Gegensatz zu den Rohr-werkstoffen ist jedoch bei Stahlguss dieKorrosion meist nur von sekundärer Be-deutung.
Die Eigenschaften der warmfesten Stahl-gusswerkstoffe sind in DIN EN 10213 ge-normt. Die Norm enthält auch Anhaltsan-gaben zumWärmebehandeln (in der Regelwerden diese Werkstoffe vergütet), zurLangzeitfestigkeit (1-%-ZeitdehngrenzeundZeitstandfestigkeit) in Abhängigkeit von
esten Stahlgusssorten
Bild 62. 100 000-h-Zeitstandfestigkeit verschiedener warmfester Stahlgusssorten in Abhän-gigkeit von der Temperatur [20]
der Temperatur und der Beanspruchungs-dauer, siehe Tabellen 13 und 14.
Die bisherigen Ergebnisse von Zeitstand-versuchen langer Dauermit denStahlguss-sorten nachDIN EN 10213 sind in [18] zu-sammengefasst. Die darin angegebenenWerte der Zeitstandfestigkeit basieren aufdiesen Ergebnissen.
Im Bild 62 ist die 100 000-Stunden-Zeit-standfestigkeit verschiedener warmfester
Tabelle 13: Mechanische Eigenschaften der warmfesten ferritischen Stahlgusssorten nach DIN EN 10213, Stahlguss für Druckbehälter
35
k+g-layoutSD-GS2.pmd 30.03.2004, 09:2015

konstruieren + giessen 29 (2004) Nr. 1
Die im Kraftwerksbereich für Turbinen-komponenten hauptsächlich eingesetztenStahlgusswerkstoffe sind die Mo-, CrMo-,bzw. CrMoV-legierten Typen G20Mo5,G17CrMo5-5, G17CrMo9-10, G17CrMo-V5-10. Diese niedriglegierten, warmfes-tenWerkstoffe werden im Zeitstandbereichbis zu einer Einsatztemperatur von 550 °Cver-wendet.
Aufgrund der Anstrengungen zur Verrin-gerung des Schadstoff- und CO2-Aus-stoßes ist man bestrebt, immer höhereWirkungsgrade in den Kraftwerksprozes-sen zu erreichen, siehe Bild 64. Dieskann in thermischen Kraftwerken, nebender ständigen Verbesserung der Turbinen-
Tabelle 14: Langzeitfestigkeit (Zeitstandfestigkeit und 1-%-Dehngrenze) der warmfesten ferritschen Stahlgusssorten nach DIN EN 10213
Stahlgusssorten in Abhängigkeit von derTemperatur dargestellt [19]. Anhand vonKriechversuchen hat sich gezeigt, dass dieCrMo- und CrMoV-legierten Stahlguss-sorten bei einem Gefüge von oberemBainit mit nur geringen Ferritgehalten diebesten Zeitstandeigenschaften haben. Einsolches Gefüge führt aber zu geringerenWerten der Kerbschlagarbeit bei Raum-temperatur, das heißt, Zeitstandverhaltenund Zähigkeit sind bis zu einem gewissenGrade gegenläufig. Da bei warmfestenStählen das Zeitstandverhalten im Vor-dergrund steht, dürfen an die Zähigkeit alsokeine allzu hohen Anforderungen gestelltwerden. Entsteht beim VergütenMartensit,der die Zähigkeit bei Raumtemperatur ver-bessert, so kann neben einer vermindertenZeitstandfestigkeit eine unerwünschte,allerdings vorübergehende Zeitstand-Kerb-versprödung auftreten. Dies gilt vor allemfür die CrMoV-legierten Sorten.
Die warmfesten Stahlgusssorten sind gutschweißbar, die Zeitstandfestigkeit derSchweißverbindung soll innerhalb desStreubandes der Zeitstandfestigkeit desGrundwerkstoffes liegen. Die Schweißzu-satzwerkstoffe für Stabelektroden für warm-feste Stähle sind inDIN EN 1599 genormt,jene für Drahtelektroden inDIN EN 12070.
Die unlegierten StahlgusssortenGP240GR(1.0621),GP240GH(1.0619)undGP280GH(1.0625) haben nur eine geringe Zeitstand-festigkeit und werden daher meist nur imBereich der Warmstreckgrenze, in ersterLinie fürArmaturen, eingesetzt. DurchWas-servergüten können neben bessererKerb-schlagarbeit auch eine höhere 0,2-%-Dehngrenze und Zugfestigkeit gegenüberdenAngaben in Tabelle 9 eingestellt wer-den.
Designs,durch die Kombination von Gas-und Dampfprozess bzw. über eine Er-höhung der Prozesstemperaturen und-drücke (Frischdampf, überhitzter Dampf)erreicht werden.
Für Temperaturen bis 580 °C wurde bisherderhochlegierteStahlgussGX23CrMoV12-1eingesetzt. Er wird außerhalb des Turbi-nenbaus auch zum Beispiel für Haspel-segmente von Breitbandstraßen, sieheBild 65, verwendet. Da heute besondersim Mitteldruckbereich von DampfturbinenTemperaturen bis 625 °C gefragt sind,wurde diesen Anforderungen im Rahmenvon groß angelegten internationalen For-schungsprojekten Rechnung getragen.
Bild 63: Außengehäuse aus G17CrMo5-5 für eine Dampfturbine, Masse 80 t
36
k+g-layoutSD-GS2.pmd 30.03.2004, 09:2016

konstruieren + giessen 29 (2004) Nr. 1en + giessen 29 (2004) Nr. 1
Bild 64: CO2-Emission fossil befeuerter Kraftwerke Bild 66: Einsatzgrenzen vonHochtemperatur-Turbinenwerkstoffen
Bild 65: Haspelsegmente ausGX23CrMoV12-1für eine Warmbreitbandstraße, 2350 mm lang
Dabei ist man bemüht, die ferritisch-mar-tensitischen Werkstoffe so weit wie mög-lich auszureizen, da die für höhere Tempe-raturen eher geeigneten austenitischenWerkstoffe negative thermische Eigen-schaften (höherer Wärmeausdehnungs-koeffizient, geringe Wärmeleitfähigkeit)aufweisen, was zu Problemen in der Be-herrschung der thermischenAusdehnungder Komponenten führt.
Neben erhöhtenGehalten anCr sollen hierdie Elemente V, Nb,W, N, B einen wesent-lichen Beitrag zur Erhöhung der Kriechfes-tigkeit liefern. Außerdem sind Duktilität,Zähigkeit und Thermoschockbeständigkeitgefragt. Man spricht allgemein von derGruppe der 9- bis 10-%-Cr-Stähle.
Der in den USA (ForschungsprogrammEPRI) entwickelte 9-%-Cr-Werkstoff ist inASTM als Rohr- und Schmiedewerkstoffgenormt (z. B.ASTMA235, Grade P91).
In einem europäischen Forschungspro-gramm (COST 501) wurde ein mit Wolf-
rammodifizierter 10-%-Cr-Stahl entwickelteinschließlich der Stahlguss-VarianteGX12CrMoWVNbN10-1-1. Dieser Werk-stoff ist noch nicht genormt, wird jedochfür fortschrittliche Kraftwerkemit erhöhtenWirkungsgraden bereits häufig eingesetzt.Diese komplex legierten 9- bis 10-%-Cr-Stahlgusssorten mit verbessertem Lang-zeitkriechverhalten bieten die Chance,fortschrittliche Kraftwerke herzustellen, diebei höheren Temperaturen (bis zu 600 °C)und sehr hohen Drücken (> 300 bar) be-trieben werden können [20]. In einemweiteren europäischen Forschungspro-gramm (COST 522) wird die chemischeZusammensetzung dieses warmfesten 9-bis 10-%-Cr-Stahlgusses weiter optimiert,um die Einsatztemperatur dieser Werk-stoffe auf 650 °C erhöhen zu können. Daszusätzliche Legierenmit Co und B scheintsehr vielversprechend. In den internati-onalen Normen für Stahlguss sind dieseWerkstoffe jedoch noch nicht enthalten.
Um in den thermischen Kraftwerken nochhöhere Temperaturen (bis zu 700 °C) reali-
Bild 68: Innengehäuse für die Mitteldruckstufe einer Turbine ausGX12CrMoWVNbN10-1-1; Masse 60 t
Bild 67: Ventilgehäuse aus GX12CrMoWVNbN10-1-1; Masse 27 t
37
k+g-layoutSD-GS2.pmd 30.03.2004, 09:2017

konstruieren + giessen 29 (2004) Nr. 1
Bild 69: Innengehäuse für die Mitteldruckstufe einer Turbine mit angeschweißtenKrümmern aus GX12CrMoWVNbN10-1-1
Bild 70: Außengehäuse einer Turbine mit ange-schweißten Krümmern aus G17CrMoV5-10
sieren zu können und den Wirkungsgradnoch weiter zu verbessern, wurde ein wei-teres europäisches Projekt (THERMIE)mitdem Titel “Advanced (700 °C) pulverisedcoalfired (PF) Power Plant“ gestartet. MitHilfe von Nickelbasis-Werkstoffen soll einkohlebefeuertes Pilotkraftwerk mit einemmaximalen Wirkungsgrad von 55 % er-richtet werden [18]. Einen Überblick überdie Einsatzgrenzen von Hochtemperatur-Turbinenwerkstoffen gibt Bild 66 [21].
In solchen Forschungsprojekten wird üb-licherweise nach der Erarbeitung der opti-malen chemischen ZusammensetzungmitHilfe von Labor-Schmelzversuchen undmechanisch- technologischen undmetallo-
Tabelle 15: Mechanische Eigenschaften der austenitischen Stahlgusssorten nach DIN EN 10213
Die Einsatzgebiete für warmfeste Werk-stoffe erstrecken sich von der Energie-technik über die chemische Industrie unddieAntriebstechnik bis zumMaschinenbauund der Hüttentechnik. Das Hauptanwen-dungsgebiet ist jedoch der thermischeKraftwerksbau.
Folgende typische Kraftwerkskomponen-ten werden beispielsweise aus den be-schriebenenwarmfesten Stahlguss-Werk-stoffen hergestellt: Ventilgehäuse, Innen-und Außengehäuse, Krümmer für denHoch- undMitteldruckbereich von Dampf-turbinen sowieGehäusemäntel, Kompres-sorengehäuse undGehäuseinnenteile vonGasturbinen. Beispiele für solche Kompo-nentensind indenBildern67 -70 zusehen.
38
graphischen Untersuchungen auch diegroßtechnische Machbarkeit geprüft. Fürdie Prozesse in Gießereien bedeutet diesden Abguss von Pilotkomponenten, diedann in den verschiedenen Querschnittenuntersucht werden [22]. Ein wesentlicherFaktor ist natürlich die Schweißbarkeit. Da-bei ist sowohl das Fertigungsschweißen alsauch das Konstruktionsschweißen, bei demKomponenten wie Schmiedeteile, Rohrteileoder auch Stahlgussteile an das Gussteilanzuschweißen sind, von Bedeutung.
Warmfeste austenitsche Werkstoffe sind inDIN EN 10213 genormt (siehe Tabelle 15).Die Werkstoffe sind vom Typ CrNi19-11und können mit Nb und/oder Ta stabilisiertsein.
k+g-layoutSD-GS2.pmd 30.03.2004, 09:2018

konstruieren + giessen 29 (2004) Nr. 1en + giessen 29 (2004) Nr. 1
Bild 71: Außengehäuse für die Hochdruckstufe einer Turbine mit angeschweißten Ventilen aus GX12CrMoWVNbN10-1-1; Masse31 t + 2 x 19 t = 69 t
Bild 72: Gasturbinengehäuse aus G17CrMo5-5; Masse 27 t
vergütbarkeit und Festigkeit geordnet. DieNickelstähle entsprechen in ihrer Zusam-mensetzung den vergleichbarenWalz- undSchmiedestählen. IhreNeigung zu grobkör-niger Erstarrung macht sie allerdings fürgegossene Bauteile weniger geeignet. Eswird daher empfohlen, statt dessenmöglichst die CrMo- oder NiCrMo-legiertenSorten zu verwenden.
Die Sorte GX3CrNi13-4 (1.6982) hat eineBesonderheit: Sie verbindet hohe Festig-keit mit äußerst guten Tieftemperatur-Eigenschaften und wird daher mehrfachnachWärmebehandlungsaufwand für ab-gestufte Tieftemperaturzähigkeit in Tabel-le 17 genannt.
Die austenitische Sorte GX6CrNi18-10(1.6902) hat zwar die niedrigste 0,2%-Dehngrenze, ist aber auch bei Wechsel-tauchbeanspruchung bis zu Temperaturendes flüssigen Wasserstoffs und sogarflüssigen Heliums einsetzbar. DieserWerkstoff wird daher zum Beispiel fürBauteile von supraleitenden Spulen ver-wendet.
Gegenüber den in Tabelle 17 angege-benenmechanischen Eigenschaften kanndurch ein Anlassen bei niedrigen Tempe-raturen die 0,2%-Dehngrenze insbeson-dere der CrMo- und NiCrMo-legiertenStahlgusssorten angehoben werden. Derdabei entstehende Verlust an Tieftempera-turzähigkeit kann durch Anwenden derSekundärmetallurgie und durch besondersgeführteWärmebehandlung ausgeglichenwerden. Umgekehrt kann, wenn geringereAnforderungen an die Festigkeit gestellt
nähereAngaben zu den inDINEN 10213-3 genannten Stahlgusssorten.
Die kaltzähen Stähle für Gussstückeumfassen unterschiedliche Sorten, wo-bei teilweise die gleichen Legierungs-kombinationen wie beim hochfestenStahlguss mit guter Schweißeignungauftreten. In Tabelle 18 sind dieWerkstoffe in Gruppen etwa gleicherKaltzähigkeit und innerhalb dieserGruppen nach zunehmender Durch-
39
8.7 Kaltzäher Stahlguss
Als kaltzäh gelten diejenigen Stahlguss-sorten, die auch bei tieferen Temperaturenunterhalb etwa -10 °C gute Zähigkeits-eigenschaften bei ausreichend hoher Zug-festigkeit haben.Als Merkmal ausreichendguter Zähigkeit gilt ein Mindestwert derKerbschlagarbeit (ISO-V-Probe) von 27 J.Die niedrigsteAnwendungstemperatur liegtje nach Stahlgusssorte zwischen -45 und-253 °C. Tabellen 16 und 17 enthalten
ValveCasing
VHP-Casing
Konstruktions-schweißung
Wanddicke 170 mmBadsicherung 15mm
k+g-layoutSD-GS2.pmd 30.03.2004, 09:2019

konstruieren + giessen 29 (2004) Nr. 1
Bild 73: Verdichtergehäuse aus niedriglegiertem, kaltzähem NiMo-Stahlguss der Abmes-sungen 3,6 x 2,7 x 1,6 m; Masse 18,6 t nach ASTM A 352 LC2
Bild 74: DN-12“-Absperrgehäuse aus kalt-zähem Stahlguss nach ASTM A 351 CF 8 Mfür flüssige Gase bis -196 °C; Masse 140 kg
werden, durch Teilaustenitisieren beimWärmebehandeln die Tieftemperatur-zähigkeit verbessert werden.
Die Kaltzähigkeit erfordert ein möglichstfeinkörniges Gefüge aus Martensit mit nurgeringenAnteilen an unteremBainit. Für dieZähigkeit des Martensits ist ein niedrigerKohlenstoffgehalt vorteilhaft; die kaltzähenStahlgusssorten enthalten daher imAllge-meinen nicht mehr als 0,2 % Kohlenstoff.
Ein niedriger Kohlenstoffgehalt ist aber zu-gleich für die Schweißbarkeit von Vorteil.Die kaltzähen Sorten sind daher imAllge-meinen gut schweißbar und teilweise fürSchweißverbundkonstruktionen geeignet.Im Hinblick auf die Tieftemperatur-Eigen-schaften ist jedoch eine Wärmenachbe-
Tabelle 16: Chemische Zusammensetzung /Schmelzanalyse) der kaltzähen Stahlgussorten nach SEW 685
handlung erforderlich. Dies gilt ganz be-sonders dann, wenn durch Anlassen beiniedrigen Temperaturen die Festigkeits-werte erhöht werden.
Hauptanwendungsgebiet von kaltzähemStahlguss ist die industrielle Kältetechnikzum Verflüssigen und Fraktionieren vonGasen, vor allem für statisch und dyna-misch beanspruchte Bauteile, wie zumBeispiel für Anlagen zur Gewinnung vonSauerstoff, Stickstoff, Wasserstoff, Kohlen-wasserstoffen, Kohlensäure und Edelga-sen. Ein weiteres umfangreiches Anwen-dungsgebiet ist der Schwerfahrzeugbau fürden Einsatz bei niedrigen Temperaturensowie der Flugzeugbau, wo die WerkstoffeStratosphärentemperaturen bis zu -70 °Causgesetzt werden können.
8.8 Stahlguss mit weichmag-netischen Eigenschaften
Gemäß IEC-Publikation 4041 werdenWerkstoffe mit einer KoerzitivfeldstärkeBHC < 1000 A/m als weichmagnetischbezeichnet. Die diesen Forderungen ent-sprechenden Stahlgusssorten werden dortverwendet, wo hohe Spitzenwerte odergroße Änderungen des Magnetisier-ungszustandes erreicht werden müssen,darüber hinaus, wenn aus Gründen derWirtschaftlichkeit der Aufwand anelektrischer Energie möglichst gering seinmuss. Anwendungsbeispiele sind Kon-struktionselemente des Elektromaschinen-baus, aber zunehmend auchMagnete undAbschirmungen in kernphysikalischenAn-lagen.
40
k+g-layoutSD-GS2.pmd 30.03.2004, 09:2020
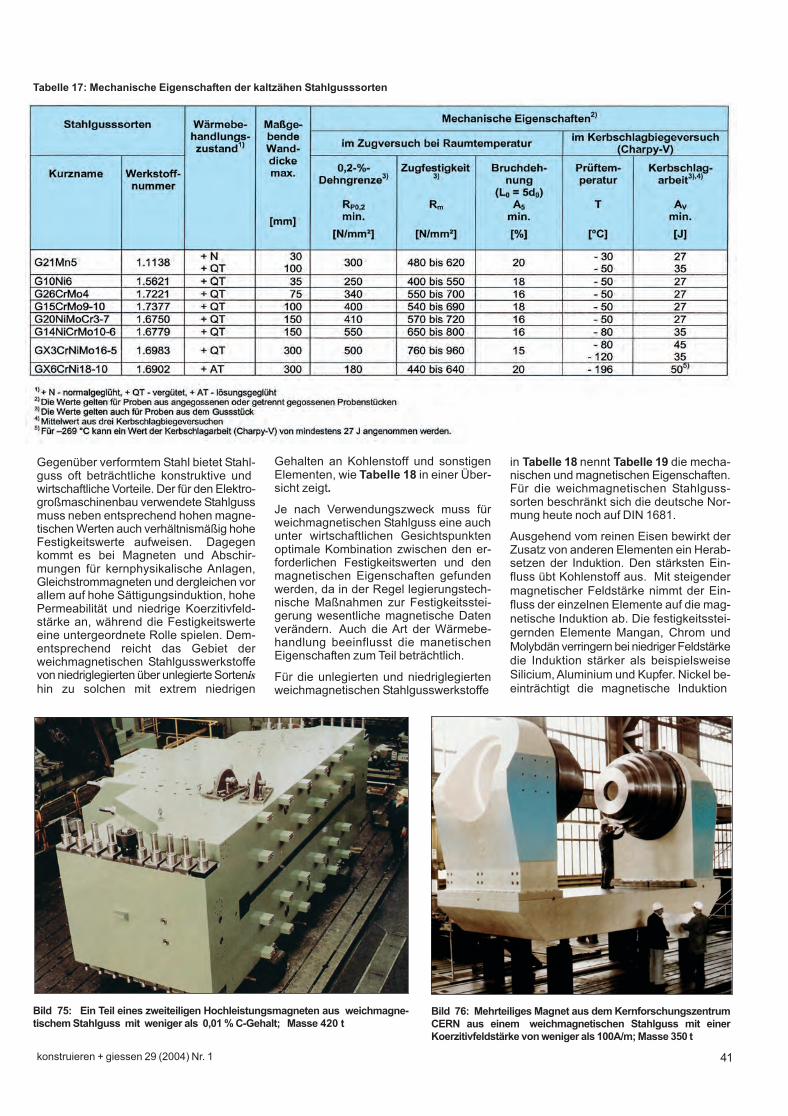
konstruieren + giessen 29 (2004) Nr. 1en + giessen 29 (2004) Nr. 1
Gegenüber verformtem Stahl bietet Stahl-guss oft beträchtliche konstruktive undwirtschaftliche Vorteile. Der für den Elektro-großmaschinenbau verwendete Stahlgussmuss neben entsprechend hohen magne-tischenWerten auch verhältnismäßig hoheFestigkeitswerte aufweisen. Dagegenkommt es bei Magneten und Abschir-mungen für kernphysikalische Anlagen,Gleichstrommagneten und dergleichen vorallem auf hohe Sättigungsinduktion, hohePermeabilität und niedrige Koerzitivfeld-stärke an, während die Festigkeitswerteeine untergeordnete Rolle spielen. Dem-entsprechend reicht das Gebiet derweichmagnetischen Stahlgusswerkstoffevonniedriglegierten über unlegierteSortenishin zu solchen mit extrem niedrigen
Tabelle 17: Mechanische Eigenschaften der kaltzähen Stahlgusssorten
Bild 76: MehrteiligesMagnet aus demKernforschungszentrumCERN aus einem weichmagnetischen Stahlguss mit einerKoerzitivfeldstärke vonweniger als 100A/m;Masse 350 t
Bild 75: Ein Teil eines zweiteiligen Hochleistungsmagneten aus weichmagne-tischemStahlguss mit weniger als 0,01%C-Gehalt; Masse 420 t
Gehalten an Kohlenstoff und sonstigenElementen, wie Tabelle 18 in einer Über-sicht zeigt.
Je nach Verwendungszweck muss fürweichmagnetischen Stahlguss eine auchunter wirtschaftlichen Gesichtspunktenoptimale Kombination zwischen den er-forderlichen Festigkeitswerten und denmagnetischen Eigenschaften gefundenwerden, da in der Regel legierungstech-nische Maßnahmen zur Festigkeitsstei-gerung wesentliche magnetische Datenverändern. Auch die Art der Wärmebe-handlung beeinflusst die manetischenEigenschaften zum Teil beträchtlich.
Für die unlegierten und niedriglegiertenweichmagnetischen Stahlgusswerkstoffe
in Tabelle 18 nennt Tabelle 19 die mecha-nischen undmagnetischen Eigenschaften.Für die weichmagnetischen Stahlguss-sorten beschränkt sich die deutsche Nor-mung heute noch auf DIN 1681.
Ausgehend vom reinen Eisen bewirkt derZusatz von anderen Elementen ein Herab-setzen der Induktion. Den stärksten Ein-fluss übt Kohlenstoff aus. Mit steigendermagnetischer Feldstärke nimmt der Ein-fluss der einzelnen Elemente auf die mag-netische Induktion ab. Die festigkeitsstei-gernden Elemente Mangan, Chrom undMolybdänverringernbei niedriger Feldstärkedie Induktion stärker als beispielsweiseSilicium,Aluminium und Kupfer. Nickel be-einträchtigt die magnetische Induktion
41
k+g-layoutSD-GS3.pmd 30.03.2004, 10:061
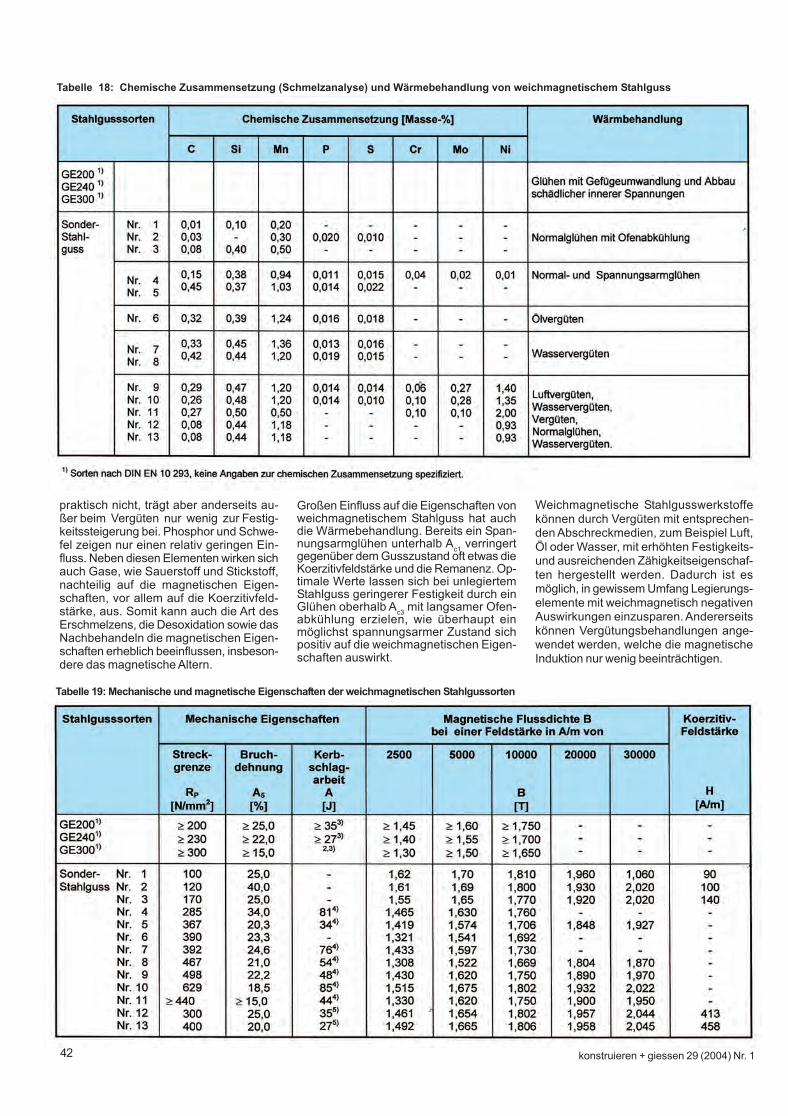
konstruieren + giessen 29 (2004) Nr. 1
Tabelle 18: Chemische Zusammensetzung (Schmelzanalyse) und Wärmebehandlung von weichmagnetischem Stahlguss
Tabelle 19: Mechanische undmagnetische Eigenschaften der weichmagnetischen Stahlgussorten
Weichmagnetische Stahlgusswerkstoffekönnen durch Vergüten mit entsprechen-denAbschreckmedien, zum Beispiel Luft,Öl oder Wasser, mit erhöhten Festigkeits-und ausreichenden Zähigkeitseigenschaf-ten hergestellt werden. Dadurch ist esmöglich, in gewissemUmfang Legierungs-elemente mit weichmagnetisch negativenAuswirkungen einzusparen.Andererseitskönnen Vergütungsbehandlungen ange-wendet werden, welche die magnetischeInduktion nur wenig beeinträchtigen.
praktisch nicht, trägt aber anderseits au-ßer beim Vergüten nur wenig zur Festig-keitssteigerung bei. Phosphor und Schwe-fel zeigen nur einen relativ geringen Ein-fluss. Neben diesen Elementen wirken sichauch Gase, wie Sauerstoff und Stickstoff,nachteilig auf die magnetischen Eigen-schaften, vor allem auf die Koerzitivfeld-stärke, aus. Somit kann auch die Art desErschmelzens, die Desoxidation sowie dasNachbehandeln die magnetischen Eigen-schaften erheblich beeinflussen, insbeson-dere das magnetischeAltern.
42
Großen Einfluss auf die Eigenschaften vonweichmagnetischem Stahlguss hat auchdie Wärmebehandlung. Bereits ein Span-nungsarmglühen unterhalb Ac1 verringertgegenüber demGusszustand oft etwas dieKoerzitivfeldstärke und die Remanenz. Op-timale Werte lassen sich bei unlegiertemStahlguss geringerer Festigkeit durch einGlühen oberhalb Ac3 mit langsamer Ofen-abkühlung erzielen, wie überhaupt einmöglichst spannungsarmer Zustand sichpositiv auf die weichmagnetischen Eigen-schaften auswirkt.
k+g-layoutSD-GS3.pmd 30.03.2004, 10:062

konstruieren + giessen 29 (2004) Nr. 1en + giessen 29 (2004) Nr. 1
8.9 Nichtrostender StahlgussStahlguss gilt als nichtrostend, wenn ereine besondere Beständigkeit gegenüberchemischer Beanspruchung aufweist. Die-se Beständigkeit liegt vor, wenn der jewei-lige Stahl einen auf den Kohlenstoffgehaltabgestimmten Chromgehalt von mindes-tens 10,5% aufweist. Nichtrostende Stahl-gusssorten sind inDIN EN 10213,DIN EN10283 und in SEW 410 genormt.
Entsprechend der Gefügeausbildung wer-den die verschiedenen nichtrostendenStahlgusssorten unterteilt in martensiti-schen, ferritisch-carbidischen, ferritisch-austenitischen und austenitischen Stahl-guss. Angaben zur chemischen Zusam-mensetzung und den mechanischen Ei-genschaften bei Raumtemperatur sind inden Tabellen 20 und 21 aufgeführt. DieAngaben über die 0,2%-Dehngrenzen beierhöhten Temperaturen enthalten die Ta-belle 22 und 23.
8.9.1 Martensitischer Stahlguss
DieseWerkstoffgruppe umfaßt die 12- bis17-%-Chromstähle, die sich durch einenerhöhten Korrosionswiderstand im Süß-wasserbereich auszeichnen.Aufgrund deshohen Legierungsgehaltes wandeln dieseStähle beimAbkühlen von derAustenitisie-rungs-(Härte)Temperatur bis zu großenWanddicken praktisch ausschließlich in derMartensitstufe um, wobei – vor allem auchbeim Schweißen – auf die niedrigen Um-wandlungspunkte zu achten ist.
Die konventionellen martensitischenChromstahlgusssorten
GX12Cr12 (1.4011)*GX8CrNi12 (1.4107)
Bild 77: Peltonrad im Keramikformverfahren gefertigt ausGX5CrNi13-4 mit einem Durchmesser von 845 x 210 mm
Bild 78: Laufrad aus GX5CrNi13-4 für einen Radialverdichter miteinem Durchmesser von 1,2 m
GXCrNiMo12-1 (1.4008)*GX20Cr14 (1.4027) undGX22CrNi17 (1.4059)
habeneinen relativ hohenKohlenstoffgehaltund sind für allgemeine Verwendungs-zwecke bestimmt. Ihr Einsatz empfiehltsich fürAnwendungsfälle, bei denen keineKonstruktions- und/oder Instandsetzungs-schweißungen bei Abnutzungsschädenmöglich sind sowie keine besonderenAnforderungen an die Zähigkeitseigen-schaften gestellt werden.
Die weichmartensitischen Stahlgusssorten
GX4CrNi13-4 (1.4317)*GX3CrNi13-4 (1.6982)GX4CrNiMo16-5-1 (1.4405)*GX4CrNiMo16-5-2 (1.4411)*GX5CrNiCu16-4 (1.4525)*
mit optimalenGebrauchseigenschaften ha-ben einen abgesenkten Kohlenstoffgehalt.Hierdurch werden die Schweißbarkeit unddie Zähigkeit wesentlich verbessert. Mitdiesen Luft härtenden Werkstoffen lassensich vor allem in Verbindungmit sekundär-metallurgischen Herstellverfahren äußersthomogeneWerkstoffeigenschaften bis zuWanddicken über 500 mm erreichen.
Bei den weichmartensitischen Stahlguss-sorten wird der tiefe Kohlenstoffgehaltdurch einen äquivalentenAnteil an Nickelkompensiert. Insbesondere beim Werk-stoff GX4CrNi13-4 (1.4317) wird dadurchein deltaferritfreies, martensitisches Ge-
*) neue Bezeichnung nach DIN EN 10283
füge eingestellt. Damit wird das besteEigenschaftspaket dieser Legierungs-gruppe für Süßwasserbedingungen be-stehend aus einem günstigen Festigkeits-/Zähigkeits-Verhältnis, einer gutenSchweiß-barkeit sowie einem hohen Erosions-/Ka-vitations-Widerstand erreicht. Beim WIG-Schweißverfahren können im artgleichen,nur angelassenen Schweißgut praktischgleich hohe Zähigkeitswerte wie imGrund-werkstoff erreicht werden. Dies ist für dasKonstruktions- oder Instandsetzungs-schweißen ein wesentlicher Vorteil.
Wie aus Tabelle 21 hervorgeht, wird derGX4CrNi13-4 (1.4317) in zwei Vergütungs-stufen (Rm ≥ 760 N/mm² und Rm ≥ 900 N/mm²) hergestellt. Der Hauptanwendungs-bereich der unteren Festigkeitsstufe ist derWasserturbinenbau (Bild 77). Die obereFestigkeitsstufe wird für hochfeste Ge-bläse- und Pumpenräder eingesetzt (Bild78). Die Anwendung als erosionsbestän-digere Variante imWasserturbinenbau hatsich noch nicht durchgesetzt.
Wird der Werkstoff GX4CrNi13-4 (1.4317)entsprechend den Angaben der Tabelle 2ausDINEN10283 (siehe auchTabelle 13),hergestellt, das heißt mit niedrigeren Min-destwerten für die Festigkeitseigenschaf-ten (Rp0,2 ≥ 500 N/mm², Rp0,2 ≥ 700 N/mm²),kann diese Güte auch für Spannungsriss-korrosion auslösende Medien zum Bei-spiel nach NACEMR0175 eingesetzt wer-den. Hierzu sollte der Kohlenstoffgehalt derLegierung abgesenkt werden. Fertigungs-und Konstruktionsschweißungen erfordernallerdings eine mehrstufige Wärmenach-behandlung zur Gewährleistung der spe-zifizierten niedrigen Härte von < 22 HRC.
43
k+g-layoutSD-GS3.pmd 30.03.2004, 10:073
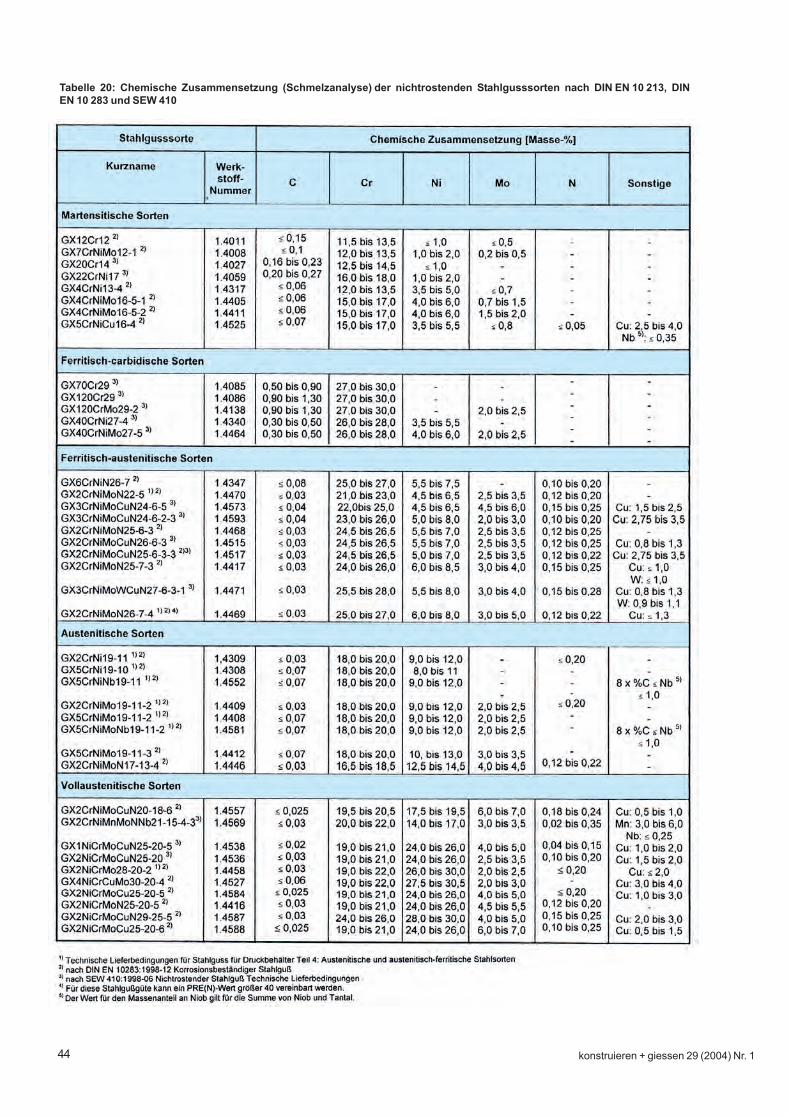
konstruieren + giessen 29 (2004) Nr. 1
Tabelle 20: Chemische Zusammensetzung (Schmelzanalyse) der nichtrostenden Stahlgusssorten nach DIN EN 10 213, DINEN 10 283 und SEW 410
44
k+g-layoutSD-GS3.pmd 30.03.2004, 10:074
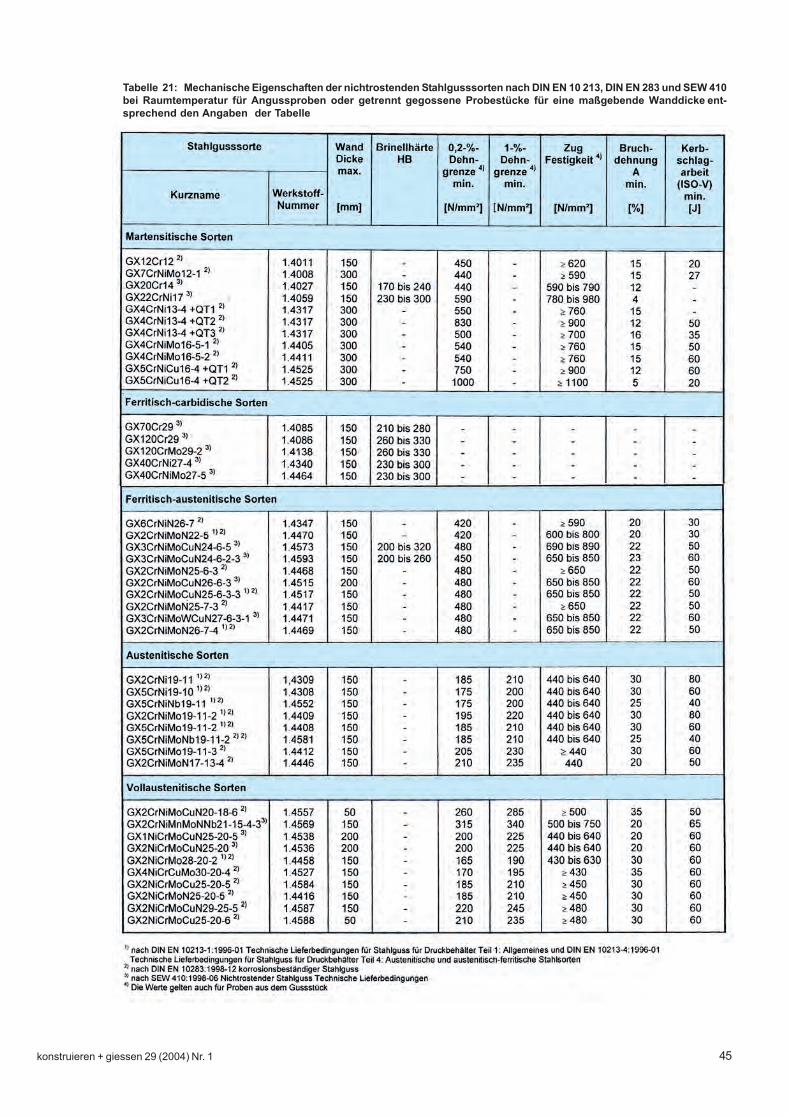
konstruieren + giessen 29 (2004) Nr. 1en + giessen 29 (2004) Nr. 1
Tabelle 21: Mechanische Eigenschaften der nichtrostenden Stahlgusssorten nachDIN EN 10 213, DIN EN 283 und SEW410bei Raumtemperatur für Angussproben oder getrennt gegossene Probestücke für eine maßgebende Wanddicke ent-sprechend den Angaben der Tabelle
45
k+g-layoutSD-GS3.pmd 30.03.2004, 10:075

konstruieren + giessen 29 (2004) Nr. 1
Tabelle 22: Mindestwerte für die 0,2%-Dehngrenze der nichtrostenden Stahlgusssortennach DIN 17 445 und SEW 410-88 bei erhöhten Temperaturen
Tabelle 23: Mindestwerte der 0,2%-Dehngrenze der nichtrostenden Stahlgusssortenbei erhöhten Temperaturen nach SEW 410
Bild 79: Gehäuse und Laufrad für die PumpeeinerRauchgas-Entschwefelungsanlage ausdemWerkstoffGX40CrNiMo27-5
DieWerkstoffeGX4CrNiMo16-5-1 (1.4405)und GX4CrNiMo16-5-2 (1.4411) habenerhöhte Gehalte an Chrom undMolybdän,wodurch vor allem die Korrosionsbestän-digkeit, speziell in chloridhaltigen Medien,verbessert wird. Die bei einem martensi-tischenWerkstoff maximal möglicheWirk-summe (zum Beispiel Cr + 3 Mo + 16 N)reicht jedoch nicht aus, um im Meerwas-ser bei Raumtemperatur ohne katho-dischen Schutz auskommen zu können.Hinweise für die Verwendung werden inTabelle 24 gegeben.
DerWerkstoff GX4CrNiMo16-5-1 (1.4405)hat eine gegenüber dem Werkstoff GX-4CrNi13-4 (1.4317) noch verbesserte Kalt-zähigkeit (siehe Tabelle 24). Das Gefügeist dreiphasig (etwa 65%Martensit, 10%Delta-Ferrit und 25 % Restaustenit). DerMartensit-Umwandlungsbereich liegt auf-grund des relativ hohen Legierungsge-haltes knapp oberhalb Raumtemperatur,was im Zusammenhangmit Konstruktions-und Instandsetzungsschweißungen ein-schließlich thermischer Nachbehandlungzu berücksichtigen ist.
Es ist möglich, mit dem Werkstoff GX-4CrNiMo16-5-1 (1.4405) durch ZulegierenvonNiob undKupfer durchAusscheidungs-härten auch bei relativ hohen Anlasstem-peraturen eine Mindestdehngrenze Rp0,2≥ 830 N/mm² zu erreichen (17/4 PH).Dies führt zu Vorteilen speziell bei durchSpan-nungsrisskorrosion gefährdetenTeilen.
8.9.2 Ferritisch-carbidischerChromstahlguss
Die nickelfreien Stahlgusssorten
GX70Cr29 (1.4085)GX120Cr29 (1.4086)GX120CrMo29-2 (1.4138)
haben im Wesentlichen eine Chromferrit-Matrix mit eingelagerten Chromcarbiden.DieseWerkstoffe können nicht durch eineWärmebehandlung umgewandelt werden,weshalb sie üblicherweise nur spannungs-armgeglüht werden. Die Festigkeitseigen-schaften sind mit einem hochwertigenGusseisen vergleichbar, der hoheChrom-gehalt vermittelt eine gute Korrosionsbe-ständigkeit auch im nicht bearbeitetenZustand.
Die nickelhaltigenWerkstoffe
GX40CrNi27-4 (1.4340)GX40CrNiMo27-5 (1.4464)
haben ein ferritisch-austenitisch-carbidi-sches Gefüge mit wesentlich verbesser-ten Zähigkeitseigenschaften bei gutemVerschleißwiderstand. Diese Stahlguss-sorten haben vor allem im REA-Bereicheine Bedeutung erhalten. Sie werden
imWesentlichen im spannungsarmgeglüh-ten Zustand geliefert und eignen sichauch für komplexe Gussstücke, wie Pum-pengehäuse und Laufräder (Bild 78bis 82).Weitere Verwendungshinweise enthält Ta-belle 24
8.9.3 Ferritisch-austenitischerStahlguss
Ferritisch-austenitischer Stahlguss, der so-genannte Duplex-Stahlguss, hat defini-tionsgemäß ein Gefüge, das zu je etwa
46
k+g-layoutSD-GS3.pmd 30.03.2004, 10:076
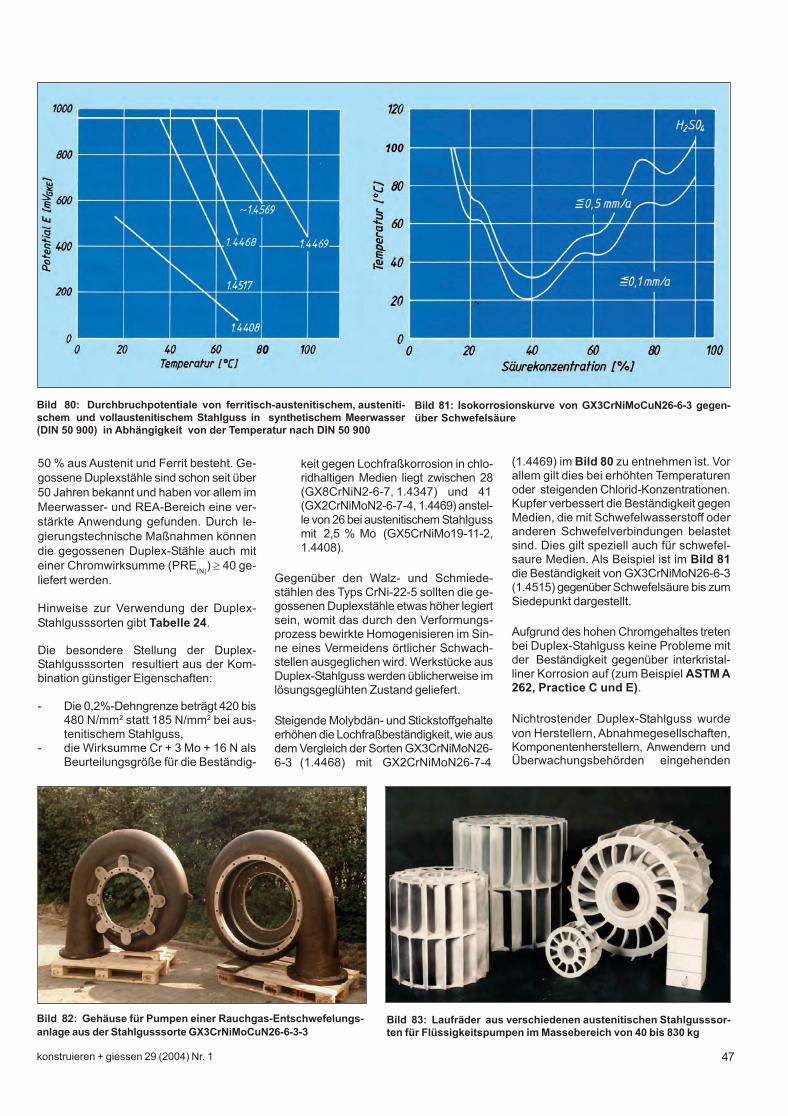
konstruieren + giessen 29 (2004) Nr. 1en + giessen 29 (2004) Nr. 1
50 % aus Austenit und Ferrit besteht. Ge-gosseneDuplexstähle sind schon seit über50 Jahren bekannt und haben vor allem imMeerwasser- und REA-Bereich eine ver-stärkte Anwendung gefunden. Durch le-gierungstechnische Maßnahmen könnendie gegossenen Duplex-Stähle auch miteiner Chromwirksumme (PRE(N)) ≥ 40 ge-liefert werden.
Hinweise zur Verwendung der Duplex-Stahlgusssorten gibt Tabelle 24.
Die besondere Stellung der Duplex-Stahlgusssorten resultiert aus der Kom-bination günstiger Eigenschaften:
- Die 0,2%-Dehngrenze beträgt 420 bis480 N/mm2 statt 185 N/mm2 bei aus-tenitischem Stahlguss,
- die Wirksumme Cr + 3 Mo + 16 N alsBeurteilungsgröße für die Beständig-
Bild 82: Gehäuse für Pumpen einer Rauchgas-Entschwefelungs-anlage aus der Stahlgusssorte GX3CrNiMoCuN26-6-3-3
Bild 83: Laufräder aus verschiedenen austenitischen Stahlgusssor-ten für Flüssigkeitspumpen imMassebereich von 40 bis 830 kg
Bild 80: Durchbruchpotentiale von ferritisch-austenitischem, austeniti-schem und vollaustenitischem Stahlguss in synthetischem Meerwasser(DIN 50 900) in Abhängigkeit von der Temperatur nach DIN 50 900
Bild 81: Isokorrosionskurve von GX3CrNiMoCuN26-6-3 gegen-über Schwefelsäure
(1.4469) im Bild 80 zu entnehmen ist. Vorallem gilt dies bei erhöhten Temperaturenoder steigenden Chlorid-Konzentrationen.Kupfer verbessert die Beständigkeit gegenMedien, die mit Schwefelwasserstoff oderanderen Schwefelverbindungen belastetsind. Dies gilt speziell auch für schwefel-saure Medien. Als Beispiel ist im Bild 81die Beständigkeit von GX3CrNiMoN26-6-3(1.4515) gegenüberSchwefelsäure bis zumSiedepunkt dargestellt.
Aufgrund des hohenChromgehaltes tretenbei Duplex-Stahlguss keine Probleme mitder Beständigkeit gegenüber interkristal-liner Korrosion auf (zum Beispiel ASTMA262, Practice C und E).
Nichtrostender Duplex-Stahlguss wurdevon Herstellern, Abnahmegesellschaften,Komponentenherstellern, Anwendern undÜberwachungsbehörden eingehenden
keit gegen Lochfraßkorrosion in chlo-ridhaltigen Medien liegt zwischen 28(GX8CrNiN2-6-7, 1.4347) und 41(GX2CrNiMoN2-6-7-4, 1.4469) anstel-le von26bei austenitischemStahlgussmit 2,5 % Mo (GX5CrNiMo19-11-2,1.4408).
Gegenüber den Walz- und Schmiede-stählen des Typs CrNi-22-5 sollten die ge-gossenenDuplexstähle etwas höher legiertsein, womit das durch den Verformungs-prozess bewirkte Homogenisieren im Sin-ne eines Vermeidens örtlicher Schwach-stellen ausgeglichen wird.Werkstücke ausDuplex-Stahlgusswerden üblicherweise imlösungsgeglühten Zustand geliefert.
SteigendeMolybdän- und Stickstoffgehalteerhöhen die Lochfraßbeständigkeit, wie ausdemVergleich der SortenGX3CrNiMoN26-6-3 (1.4468) mit GX2CrNiMoN26-7-4
47
k+g-layoutSD-GS3.pmd 30.03.2004, 10:077

konstruieren + giessen 29 (2004) Nr. 1
Tabelle 24: Beispiele für die Verwendung von nichtrostenden Stahlgusssorten nachSEW410
Korrosionsprüfungen unterzogen. Bei-spielhaft erwähnt wird das NAM-Test-programm mit Prüfungen der Lochfraß-beständigkeit und Spannungsrisskorro-sionsbeständigkeit (unter anderem nachNACE MR01) in unterschiedlichenMedienund Belastungsstufen.
Im REA-Bereich werden vor allem diekupferhaltigen Duplex-StahlgusssortenGX3CrNiMoN26-6-3 (1.4515) und GX-2CrNiMoCuN25-6-3-3 (1.4517) mit Erfolg
eingesetzt. Die hoch korrosivenMedien ent-halten Festkörperanteile mit unterschied-lichenHärtegraden, die zu einemErosions-verschleiß führen. Daneben kann nochKavitationsbeanspruchung auftreten. Diehöhere Festigkeit dieser Werkstoffe führtzu einer deutlichen Überlegenheit gegen-über austenitischem Stahlguss, zumBeispiel GX5CrNiMo19-11-2 (1.4408). Inte-ressant ist die Feststellung, dass auchunter REA-Bedingungen, im Vergleichzum ferritisch (austenitisch)-carbidischen
Stahlguss GX40CrNiMo27-5 (1.4464), eingünstigeres Korrosions-Verschleißver-halten für die Duplexsorten festgestellbarist, wie die Angaben imBild 84 zeigen.
Durch ein Ausscheidungshärten, beson-ders des höher kupferhaltigenWerkstoffesGX2CrNiMoCuN25-6-3-3 (1.4517), ist esmöglich, die Härte auf 300 bis 330 HBWzu steigern. Diese Behandlung empfiehltsich, wenn der Verschleiß des Bauteils ge-genüber der Korrosion deutlich im Vorder-grund steht.
Die Einsatztemperatur von Duplex-Stahl-guss liegt zwischen -50 und +280 °C. DieobereTemperaturgrenze sollte nicht längereZeit überschritten werden, da sonst dieGefahr derWerkstoffversprödung besteht.
Parallel zumDuplex-Stahlguss wurden art-gleiche Schweißzusatzwerkstoffe entwick-elt. Durch Einhalten optimierter Schweiß-bedingungen ist es möglich, homogenemechanischeEigenschaften indenSchweiß-verbindungen zu erhalten. Dabei ist es vor-teilhaft, größere Fertigungsschweißungeneinem Lösungsglühen zu unterziehen.
8.9.4 Austenitischer Stahlguss
Gemeinsames Merkmal dieser Werkstoff-gruppe ist ein über das Chrom-Nickel-Ver-hältnis gezielt eingestellter Delta-Ferrit-gehalt, der üblicherweise 5 bis 20 % be-trägt.Als Hilfsmittel für das Einstellen einesbestimmten Ferritgehaltes steht eine Reihemodifizierter Schaeffler-Diagramme zurVerfügung. In jüngster Zeit hat sich dasspeziell für Stahlguss entwickelte Schoe-fer-Ferritdiagramm nach ASTMA 800 alszuverlässige Methode herausgestellt.
Durch Einstellen eines geringen Delta-Ferritgehaltes wird die Erstarrungsreaktiongeändert mit demErgebnis, dass die Korn-grenzen der relativ groben Erstarrungs-struktur nicht mehrmit unerwünschten Sei-gerungsprodukten angereichert sind. Da-durchwird die Empfindlichkeit für Heiß- undWiederaufschmelzrisse – beispielsweisebeimSchweißen – entscheidend verringertbeziehungsweise je nach Legierungstypvöllig beseitigt.
Mit Hilfe höherer Delta-Ferritgehalte kanndie relativ niedrige Streckgrenze von aus-tenitischemStahlguss angehoben werden,im Grenzfall wird das Gefüge von Duplex-Stahlguss erzielt. Die Streckgrenze kannaber ebensogut über ein Erhöhen desStickstoffgehaltes verbessert werden.
Der Chromgehalt beträgt bei allen Legie-rungsvarianten des austenitischen Stahl-gusses etwa 19 %. Um den Korrosions-widerstand besonders gegen Halogenidezu verbessern, wird 2 bis 3 % Molybdän
48
k+g-layoutSD-GS3.pmd 30.03.2004, 10:078
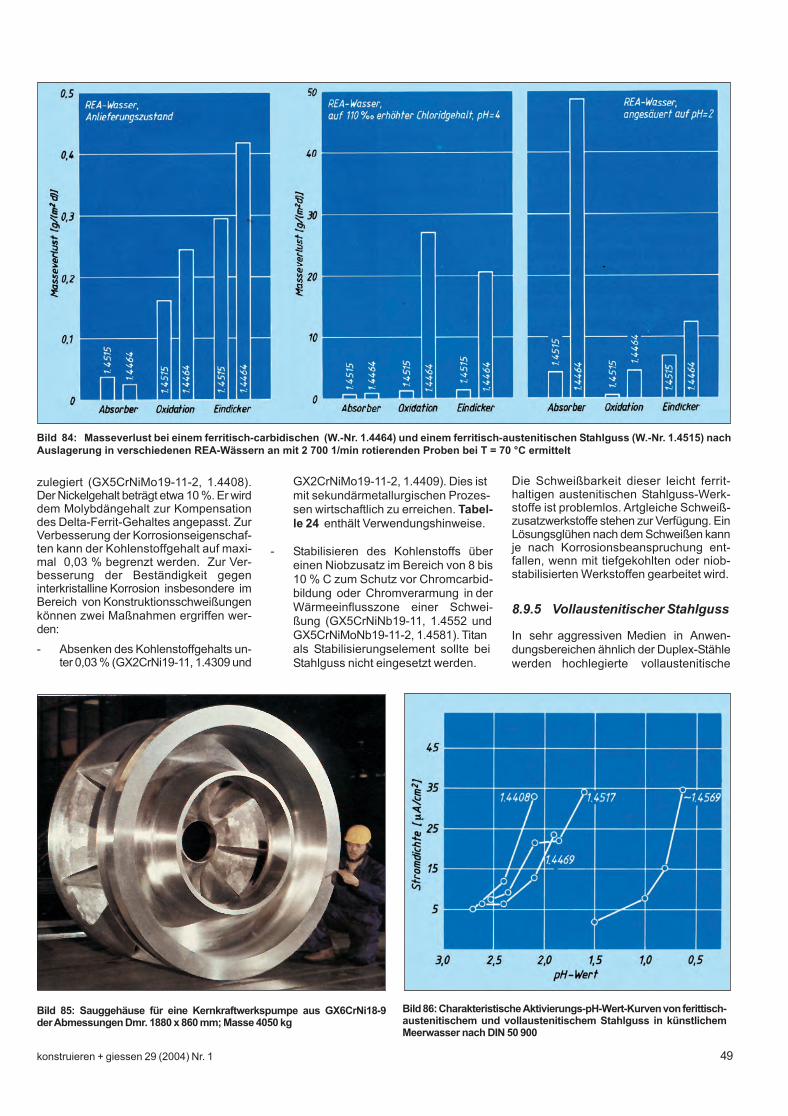
konstruieren + giessen 29 (2004) Nr. 1en + giessen 29 (2004) Nr. 1
Bild 84: Masseverlust bei einem ferritisch-carbidischen (W.-Nr. 1.4464) und einem ferritisch-austenitischen Stahlguss (W.-Nr. 1.4515) nachAuslagerung in verschiedenen REA-Wässern an mit 2 700 1/min rotierenden Proben bei T = 70 °C ermittelt
Bild 85: Sauggehäuse für eine Kernkraftwerkspumpe aus GX6CrNi18-9derAbmessungenDmr. 1880x860mm;Masse4050kg
Bild86:CharakteristischeAktivierungs-pH-Wert-Kurvenvonferittisch-austenitischem und vollaustenitischem Stahlguss in künstlichemMeerwasser nachDIN 50 900
zulegiert (GX5CrNiMo19-11-2, 1.4408).DerNickelgehalt beträgt etwa10%.Erwirddem Molybdängehalt zur Kompensationdes Delta-Ferrit-Gehaltes angepasst. ZurVerbesserung der Korrosionseigenschaf-ten kann der Kohlenstoffgehalt auf maxi-mal 0,03 % begrenzt werden. Zur Ver-besserung der Beständigkeit gegeninterkristalline Korrosion insbesondere imBereich von Konstruktionsschweißungenkönnen zwei Maßnahmen ergriffen wer-den:
- Absenken des Kohlenstoffgehalts un-ter 0,03% (GX2CrNi19-11, 1.4309und
GX2CrNiMo19-11-2, 1.4409). Dies istmit sekundärmetallurgischen Prozes-sen wirtschaftlich zu erreichen. Tabel-le 24 enthält Verwendungshinweise.
- Stabilisieren des Kohlenstoffs übereinen Niobzusatz im Bereich von 8 bis10 % C zum Schutz vor Chromcarbid-bildung oder Chromverarmung in derWärmeeinflusszone einer Schwei-ßung (GX5CrNiNb19-11, 1.4552 undGX5CrNiMoNb19-11-2, 1.4581). Titanals Stabilisierungselement sollte beiStahlguss nicht eingesetzt werden.
Die Schweißbarkeit dieser leicht ferrit-haltigen austenitischen Stahlguss-Werk-stoffe ist problemlos. Artgleiche Schweiß-zusatzwerkstoffe stehen zur Verfügung. EinLösungsglühen nach demSchweißen kannje nach Korrosionsbeanspruchung ent-fallen, wenn mit tiefgekohlten oder niob-stabilisiertenWerkstoffen gearbeitet wird.
8.9.5 Vollaustenitischer Stahlguss
In sehr aggressiven Medien in Anwen-dungsbereichen ähnlich der Duplex-Stählewerden hochlegierte vollaustenitische
49
k+g-layoutSD-GS3.pmd 30.03.2004, 10:079

konstruieren + giessen 29 (2004) Nr. 1
Stahlgusssorten eingesetzt. Die höherenMolybdän- und/oder Nickelgehalte verbes-sern erheblich den Korrosionswiderstand,speziell gegen Lochfraß- und Spaltkorro-sion.
Im Bild 85 sind als Maß für die Be-ständigkeit gegen Spaltkorrosion die pH-Aktivierungskurven in künstlichemMeer-wasser für den vollaustenitischenWerkstoffGX2CrNiMnMoNNb2-11-5-4-3 (1.4569)verglichen mit zwei Duplex-Stahlguss-sorten und dem austenitisch (ferritisch)enGX5CrNiMo19-11-2 (1.4408) gezeigt.
Der erhöhte Stickstoffgehalt der voll-austenitischen Stahlgusswerkstoffe zumBeispiel nach SEW 410 verbessert einer-seits die Streckgrenze, andererseits wirddie Schweißbarkeit günstig beeinflusst.Tabelle 24 gibt Hinweise für den EinsatzdieserWerkstoffe.
Tabelle 25: Chemische Zusammensetzung korrosionsbeständigerGusswerkstoffe auf Nickel- undKobaldbasis und Hinweise für dieAnwendung
Bild 87: Mehrstufen-Pumpengehäuse ausGX2NiCrMoCuN25-20 derAb-messungen1800x700x500mm;Massegesamt3220kg
Bild 88: Hohlgegossene Scheiben für REA-Absperrklappen derGrößen DN 500 bis DN 1200 aus demWerkstoff GNiMoCr16-15W
8.10 Hitzebeständiger Stahl-guss
Als hitzebeständig gilt Stahlgussdann,wenner eine besonders hohe Beständigkeit ge-genüber der verzundernden Wirkung vonGasen oberhalb von 600 °C hat. DieseWerkstoffe sind inDINEN10295,SEW471und SEW 595 (zurückgezogen) alsKompromiss erfasst. Die Tabellen 28 und26 geben ihre chemische Zusammen-setzung und die mechanischen Eigen-schaften bei Raumtemperatur an. Tabelle27 enthält Anhaltswerte für die Eigen-schaften bei erhöhtenTemperaturen. Es seidarauf hingewiesen, dass die Angabendieser Normen zum Langzeitverhalten derWerkstücke durch Weiterentwicklung imSinne gezielterAnalyseneinengungen undmetallurgischer Sondermaßnahmen teil-weise überholt sind. Es ist empfehlenswert,hier auf dieWerkstoffblätter der Stahlguss-hersteller zurückzugreifen.
Für Fertigungs- und Konstruktionsschwei-ßungen stehen artgleiche Zusatzwerkstoffezur Verfügung. Es wird Schweißen ohneVorwärmen mit niedriger Streckenenergieempfohlen. Eine thermischeNachbehand-lung ist bei diesen tiefgekohltenWerkstoffennicht erforderlich.
8.9.6 Sonderwerkstoffe
In Fällen, wo aus Korrosions- oder Ver-schleißgründen die hochlegierten Stahl-gusswerkstoffe nicht ausreichend bestän-dig sind, können mit den gleichen Ferti-gungsverfahren Gussstücke aus Nickel-oder Cobaltbasis-Legierungen hergestelltwerden. Typische Vertreter sind in Tabelle25 aufgeführt.
Für spezielle Anwendungen kann auf dieumfangreichen Erfahrungen der Gussher-steller zurückgegriffen werden.
50
k+g-layoutSD-GS3.pmd 30.03.2004, 10:0710

konstruieren + giessen 29 (2004) Nr. 1en + giessen 29 (2004) Nr. 1
Die hitzebeständigenWerkstoffe können indie drei Gruppen ferritische und austeni-tische Stahlgusssorten sowie Nickel- undCobaltbasis-Legierungen unterteilt werden.Dabei ist als besonderes Merkmal für alledrei Gruppen herauszustellen, dass diemeisten dieser Werkstoffe im Gefügedeutliche Carbidausscheidungen aufwei-sen, die ein wesentliches Kriterium fürderen gute Zeitstandfestigkeit sind. Aller-dings haben die zunderbeständigen fer-ritisch-carbidischen Stahlgusssorten imVergleich zu den nickellegierten austeni-tisch-carbidischen Werkstoffen deutlichgeringere Zeitstandwerte bei gleicher höch-sterAnwendungstemperatur.
Tabelle 26: Chemische Zusammensetzung der Stahlgusssorten (nach der Schmelzanalyse) für den Einsatz bei höheren Tempera-turen nach SEW 595
Werkstoffe gegen Aufkohlen gefordert.Auch hier sind Chrom und Silicium sowiedas die Kohlenstoffdiffusion hemmendeNickel als Legierungselemente von be-sonderer Bedeutung. Zusätzlich kann dieAufkohlungsbeständigkeit noch durchstarke Carbidbildner, wie Niob und Wolf-ram, gesteigert werden.
Bei stickstoff- oder Ammoniak haltigenOfengasen hat ebenfalls Nickel als Le-gierungsbestandteil wesentlichen Einfluss.Speziell in stickstoffreicher Atmosphärewerden daher häufig Nickel-Chrom-Guss-
Die für den allgemeinen Einsatzzweck inerster Linie geforderte Oxidationsbestän-digkeit wird durch die LegierungselementeSilicium und Chrom sowie – um die Haft-fähigkeit des Oxidfilms zu steigern – durchNickel erzielt.
Chlor und Schwefel als zusätzliche Be-standteile imAngriffsmedium können eben-so wie Flugasche-Bestandteile die höchst-möglicheAnwendungstemperatur deutlichherabsetzen.
In Erdöl- und Erdgasanlagen wird in ersterLinie die Beständigkeit der eingesetzten
Bild 89: Ringhälfte für eine Gasturbine aus hitzebeständiger Nickel-Basislegie-rung mit 2000 mm Dmr.; Masse 192 kg
Bild 90: Rohrtragplatte aus GX40NiCrSi35-25 für eineSpaltrohranlage der Petrochemie
51
k+g-layoutSD-GS3.pmd 30.03.2004, 10:0711
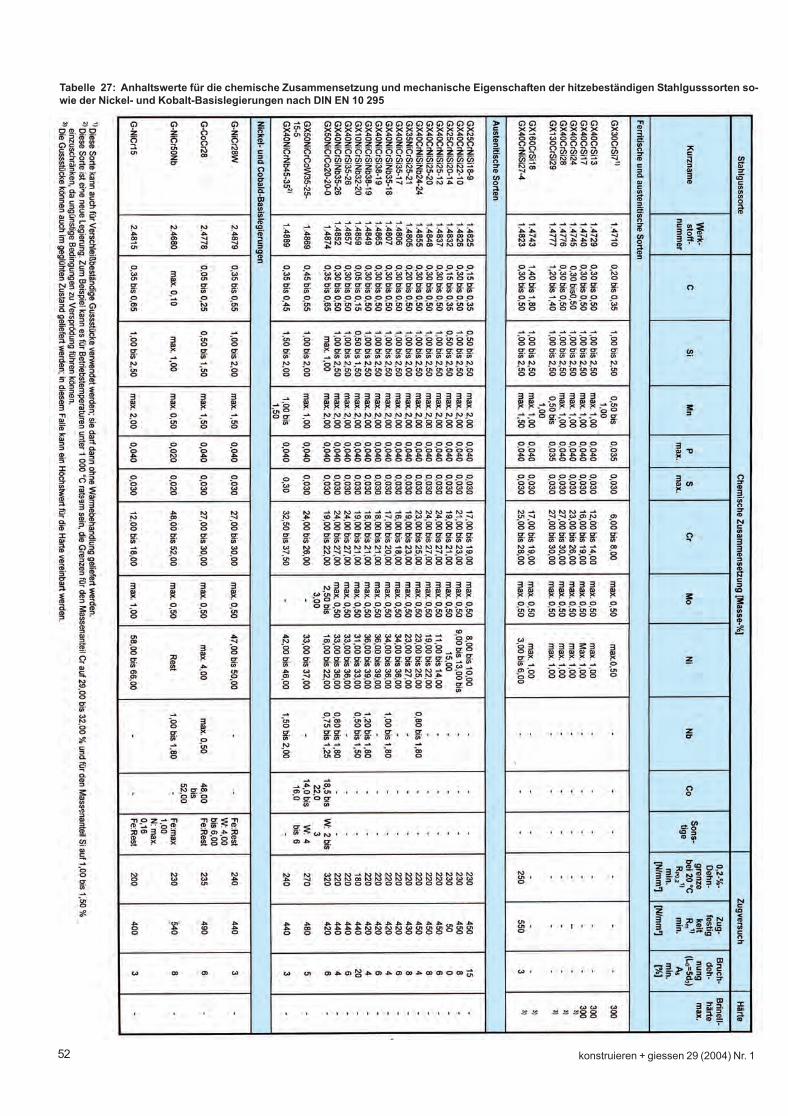
konstruieren + giessen 29 (2004) Nr. 1
Tabelle 27: Anhaltswerte für die chemische Zusammensetzung und mechanische Eigenschaften der hitzebeständigen Stahlgusssorten so-wie der Nickel- und Kobalt-Basislegierungen nach DIN EN 10 295
52
k+g-layoutSD-GS3.pmd 31.03.2004, 16:5212

konstruieren + giessen 29 (2004) Nr. 1en + giessen 29 (2004) Nr. 1
Tabelle 28: Anhaltswerte für die Zeitdehngrenze und Zeitstandfestigkeit der hitzebeständigen Stahlgusssortensowie der Nickel- und Kobalt-Basislegierungen nach DIN 17465
53
k+g-layoutSD-GS3.pmd 31.03.2004, 16:5213

konstruieren + giessen 29 (2004) Nr. 1
Bild 92: Rost für einen Durchstoß-Glühofen,der je nach Beanspruchung aus einer hier-für geeigneten hitzebeständigen Stahlguss-sorte gegossen wird; Abmessungen 580x 580 mm
Tabelle 29: Anhaltswerte für die Zeitstandfestigkeit der Stahlgusssorten bei erhöhten Temperaturen nach SEW 595
Tabelle 30: 0,2-%-Dehngrenze einiger Stahlgusssorten bei erhöhten Temperaturennach SEW 595
Vorwärmen schweißbar sind, so dass vonKonstruktionsschweißungen abzuraten ist.In jedemFall ist nach demSchweißen eineWärmebehandlung durchzuführen.
Die austenitisch-carbidischen Stahlguss-sorten wie auch die Nickel- und Cobalt-Basis-Gusslegierungen sind unter Beach-tung der werkstoffspezifischen Parametergut schweißbar, wobei als Verfahren über-wiegend das WIG- und Plasma-Schweiß-verfahren neben dem Schweißen mit um-hüllten Stabelektroden zum Einsatz kom-men. Ein Vorwärmen oder Nachbehandelnder Schweißung ist normalerweise nichtnotwendig.
Bei der Konstruktion von hitzebeständigenBauteilen muss beachtet werden, dass dieWärmedehnungmöglichst ungehindert er-folgen kann, damit keine zusätzlichenSpannungen auftreten. Die Temperaturbe-anspruchung erfolgt oft einseitig, so dassin einemBauteil beträchtliche Temperatur-unterschiede vorliegen können. Die ge-samte Konstruktion sollte deshalb nicht zusteif ausgelegt sein. Eine versetzteAnord-nung von Rippen oder die Unterteilung inmehrere Einzelteile verhindern Spannun-gen durchWärmedehnung.
Die hitzebeständigen Stahlgusssorten wer-den für thermisch und mechanisch hoch-beanspruchte Bauteile verwendet, die beiTemperaturen von etwa 600 bis 1150 °Cdauernd oder wechselnd gasförmigen
korrosiven Medien ausgesetzt sind. ImIndustrieofenbau haben diese Werkstoffeden wirtschaftlichen Bau kontinuierlicharbeitender Öfen erst ermöglicht undwerden dort für die vielfältigen Trans-porteinrichtungen verwendet. Weitere Ein-satzgebiete sind zum Beispiel die Erz-aufbereitungsanlagen (Röstöfen), dieOfenanlagen der Zement- und Erdölindus-trie sowie die petrochemischen Betriebe.In Dieselmotoren bestehenVentilkörbe undGlühschalen sowie in neuerer Zeit dieAus-lasskrümmer aus hitzebeständigem Stahl-guss.
Bild 91: Austrittsrohr für einen Ethylen-ofen inGussverbundkonstruktion bestehendaus Form- und Schleudergussteilen ausverscheidenen hitzebeständigen austeniti-schen Stahlgusssorten; Höhe 2,6m
legierungen mit niedrigem Eisenanteil ein-gesetzt.
Bezüglich der Schweißbarkeit ist zu beach-ten, dass die ferritisch-carbidischen Stahl-gusssorten nur bedingt und nach hohem
54
k+g-layoutSD-GS3.pmd 30.03.2004, 10:0714

konstruieren + giessen 29 (2004) Nr. 1en + giessen 29 (2004) Nr. 1
8.11 NichtmagnetisierbarerStahlguss
Für die nichtmagnetisierbaren Stahlguss-sorten ist die relative Permeabilität einewichtige Kenngröße für deren Nichtmag-netisierbarkeit. Sie liegt unter 1,02. Hierfürist ein vollaustenitisches Gefüge erforder-lich. Nichtmagnetisierbare Stahlguss-sorten finden für Bauteile Anwendung,die keine Störung oderAbschirmung einesmagnetischen Feldes hervorrufen dürfen,zumBeispiel im Elektromaschinenbau undim Schiffbau.
In der Tabelle 31 sind die Eigenschaftenund in der Tabelle 32 die chemischeZusammensetzung der in SEW 395 aufge-führten Stahlgusssorten enthalten. Der inerster Linie verschleißbeständige Werk-stoff GX120Mn13 (1.3802) (“Mangan-Hartstahl”) wird nur für Teile eingesetzt,die nicht bearbeitet werden müssen. SeinHauptanwendungsgebiet liegt im Bereichdes Verschleißschutzes. GX25MnCrNi8-8-6 (1.3966) hat aufgrund des hohen Koh-lenstoffgehaltes ebenfalls eine erschwerteBearbeitbarkeit, ist aber vom Legierungs-einsatz her kostengünstig.
Die CrNiMo-legierten nichtmagnetisier-baren Stahlgusssorten haben auch einevorzügliche Korrosionsbeständigkeit inMeerwasser. Dies gilt bei den tiefgekohltenVarianten (C ≤ 0,03 %) auch für dengeschweißten Zustand. Die Schweiß-barkeit dieser Werkstoffe ist bei korrekteingestellter chemischer Zusammenset-zung gut, wozu auch der erhöhte Stick-stoffgehalt beiträgt. Über die geeignetenArt gleichen Schweißzusätze informiertSEW395.
Bei der Herstellung vonWerkstücken ausnichtmagnetisierbarem Stahlguss ist zubeachten, dass die Permeabilität des ein-baufertigen Bauteils gegenüber den aneiner Probe gemessenen Werten ab-weichen kann. Kaltverformen der Werk-stückrandschicht durch das Bearbeitenoder ein Ändern der chemischen Zusam-mensetzung in der Randschicht – zumBei-spiel aufgrund einer Wärmebehandlung –sind hierfür die Ursachen. In solchen Fällenist es häufig erforderlich, die mit höhererPermeabilität verseheneRandschicht durchBeizen oder Schleifen abzutragen.
8.12 VerschleißbeständigerStahlguss
Unter Verschleiß wird der unerwünschteAbtrag eines Werkstoffes an der Ober-fläche verstanden, der durch vorwiegendmechanischeWechselwirkungmit anderenKörpern oder Stoffen entsteht. Je nachVerschleißart undmechanischer Belastungkommen die unterschiedlichsten Stählezum Einsatz.
8.12.1 Manganhartstahl
Der klassische Manganhartstahl mit Koh-lenstoffgehalten von 1,0 bis 1,4 % und ei-nem Mangangehalt von 12 % wurde erst-malig 1888 beschrieben und hat bis zurGegenwart seine Bedeutung behalten.Voraussetzung für die Erzielung optimalerVerschleißeigenschaften ist eine Kaltver-festigung durch Druck oder Schlag. Aus-gehend von einer Ausgangshärte von 250bis 350 HBW können auf der Verschleiß-fläche durch KaltverfestigungHärten bis zu550 HBW erreicht werden.
Tabelle 31: Mechanische Eigenschaften und relative magnetische Permeabilität bei Raumtemperatur der nichtmagnetisierbarenStahlgusssorten nach SEW395
Bild 94: Nichtmagnetisierbare Propellerflügel für einen Schiffs-antrieb aus GX2CrNiMnMoNNb21 - 16-5-3 der Abmessungen 800x900mm;Masse proTeil 150 kg
Bild 93: Nichtmagnetisiserbare Spillköpfe für den Schiffbau ausGX5CrNi18-11 in verschiedenenAbmessungenbis zumDmr. 620mm
55
k+g-layoutSD-GS3.pmd 30.03.2004, 10:0715

konstruieren + giessen 29 (2004) Nr. 1
Bild 95: Kettenglieder für ein Kettenfahrzeug aus demWerkstoffGX120Mn12; Kettenbreite 620mm
Bild 96: Mahlplatten (Dmr. 1000mm) aus hochverschleißfestem Stahlguss,deren Zahnpartien mit hoher Teilungsgenauigkeit und Oberflächengütebearbeitungsfrei vorgegossen sind
DasRegelwerk fürManganhartstahl ist ISO13521. Die chemische Zusammensetzungder darin genormten Werkstoffe ist ausTabelle 33 zu entnehmen.
8.12.2 Vergütbarer Stahlguss
Vergütbare Stahlgusssorten werden dorteingesetzt, wo neben Reibverschleiß auchhohemechanische Beanspruchung auftritt.Die notwendige Verschleißbeständigkeitwird durchAbschrecken von etwa 850 bis950 °C in Öl erreicht. Die vollständige Um-wandlung in der Martensitstufe wird dabeiangestrebt. Härte und Verschleißbestän-digkeit nehmenmit zunehmendemKohlen-stoffgehalt bei gleichzeitigerAbnahme derZähigkeit zu. Eine möglichst gleichmäßige
Tabelle 32: Chemische Zusammensetzung (nach der Schmelzanalyse) der nichtmagetisiserbaren Stahlgusssorten nach SEW 395-87
Härte über den gesamten Querschnitt wirddurch Zulegieren von Chrom, Nickel, Mo-lybdän und Vanadin erreicht.
Je nach mechanischer Beanspruchungder Werkstücke kann ein Anlassen nachdem Abschrecken notwendig sein. Hier-durch wird die Zähigkeit erhöht, die Härteund damit die Verschleißbeständigkeitjedoch verringert.
Die Carbidbildner Molybdän und Vanadinscheiden beimAnlassen zwischen 500 °Cund 600°C feindisperse Sondercarbideaus. Dieser als Sekundärhärtung bekannteEffekt erhöht die Warmfestigkeit bei Be-triebstemperaturen bis 500 °C und verbes-sert damit die Beständigkeit gegenWarm-verschleiß.
Im Gusszustand kann nebenCarbid auchFerrit vorliegen. Zum Erreichen eineszähen austenitischen Gefüges wird einLösungsglühen bei etwa 1050 °Cmit nach-folgendemAbschrecken inWasser vorge-nommen.
Aufgrund der hohen Duktilität von aus-tenitischem Manganhartstahl ist in einerReihe von Anwendungsfällen mit erheb-lichen Formänderungen der Gussteile zurechnen. Dem kann durch Absenken desMangangehaltes sowie Zulegieren vonChromund/oderMolybdänentgegengewirktwerden. Durch die Ausscheidung vonSondercarbiden werden die Gleitebenenblockiert und die Formänderung erschwert.Bei Anwendungsfällen mit vorwiegendemReibverschleiß ist Manganhartstahl nichtgeeignet.
56
k+g-layoutSD-GS3.pmd 30.03.2004, 10:0716

konstruieren + giessen 29 (2004) Nr. 1en + giessen 29 (2004) Nr. 1
Durch partielle Härtung kann die dem Ver-schleiß ausgesetzte Zone eines Bauteilsauf Maximalhärte gebracht werden, wäh-rendder restlicheTeil seineZähigkeit behält.
Verschleißbeständiger, vergütbarer Stahl-guss ist nicht genormt. In der Tabelle 34sind einige typische Sorten zusammenge-fasst, die bei unterschiedlichen Wand-dickeneingesetztwerden.Zusätzlichkann jenachBeanspruchungsartaufdieVergütungs-stahlgusssorten nach DIN 17205 bezieh-ungsweise nach der neuen Norm DIN EN10293 (sieheTabelle 7) verwiesenwerden
Tabelle 33: Anhaltswerte für die chemische Zusammensetzung von verschleißbeständigen Stahlgusssorten nach ISO 13 521
Bild 98: Einbaufertig gegosseneRohrbögen (Maskenformguss) zur Förderung vonBeton ausGX120MnCr13-2 der Baugröße DN 100; Stückmasse 12,4 kg.
8.12.3 VergütbaremartensitischeStahlgusssortenmit höhe-remCarbidgehalt
Bei diesen Stahlgusssorten liegt nach demAbschrecken inÖl oder an Luft ein überwie-gend martensitisches Grundgefüge vor, inwelches hochharte Sondercarbide eingela-gert sind. Sie können dort eingesetzt wer-
Bild 97: Shredderhämmer mit einer Stück-masse von 150 kg aus CrNiMo-legiertemVergütungsstahlguss; die Augen wurdenpartiell auf höhere Zähigkeit angelassen
den, wo keine hohe Anforderung an dieZähigkeit gestellt wird. Wie aus Tabelle 35ersichtlich, sind die Hauptlegierungs-elemente 1 bis 2 % Kohlenstoff und bis zu12%Chrom. Zur Verbesserung der Durch-vergütbarkeit werdenMolybdän und Vana-dium zulegiert. Zur Verbesserung der Zä-higkeit folgt demAbschrecken eineAnlass-behandlung. Die Verschleißbeständigkeitwird hierdurch gemindert. Bei den hier
57
Tabelle 34: Richtwerte für die chemische Zusammensetzung und erreichbare Härten ver-schleißbeständiger vergütbarer Stahlgusssorten
k+g-layoutSD-GS3.pmd 30.03.2004, 10:0817

konstruieren + giessen 29 (2004) Nr. 1
Tabelle 36: Anhaltswerte zur chemischen Zusammensetzung von verschleißfestem Chrom-hartguss nach DIN 1695 und erreichbare Härten
Tabelle 35: Anhaltswerte zur chemischen Zusammensetzung vergütbarer martensitischerStahlgusssorten mit höherem Carbidgehalt und erreichbare Härten
8.12.4 VerschleißbeständigerChromhartguss
Chromhartguss hat von allen Stahlguss-werkstoffen die höchste Verschleißbe-ständigkeit. Bei Kohlenstoffgehalten von2,5 bis 3,5 % und Chromgehalten von 15bis 27% erreichen diese Werkstoffe ihrenhöchsten Verschleißwiderstand nacheinem Härten von 900 bis 1050° C mitbeschleunigter oder ruhender Luftab-kühlung durch ihren hohen Gehalt anChrom-Mischcarbiden in einemmöglichstweitgehend martensitischen Grundge-füge. In Abhängigkeit von derWanddickewird bis zu 3 %Molybdän zulegiert.
Von allen verschleißbeständigen Werk-stoffen hat diese Gruppe die niedrigsteZähigkeit. Ihr betriebssicherer Einsatz setztdaher geringeAnforderungen an die Zähig-keitseigenschaften derWerkstücke voraus.Insbesondere sollten die aus diesenWerkstoffen hergestellten Gusstücke imEinsatz frei von Biegebeanspruchungensein. Das erfordert vielfach ein Schleifenoder spananhebendes Bearbeiten derAnlageflächen der Gussstücke. Hinzu-weisen ist auf die Schleifrissneigung dieserWerkstoffe.
Das spanabhebende Bearbeiten ist auf-grund der hohen Härte erschwert. EinWeichglühen, um die Bearbeitbarkeit zuverbessern, ist möglich. Anschließendmüssen die Teile wieder gehärtet werden.
Tabelle 36 nennt die chemische Zusam-mensetzung verschiedener Sorten Chrom-hartguss. Je nach Anwendungsfall istjedoch dasChrom/Kohlenstoffverhältnis zubeachten. Daher werden ein Reihe von
Bild 99: Walzenmantel für eine Mühle ausGX165CrMoV12derAbmessungenDmr. 1000x 500 mm; Masse 900 kg
besprochenenWerkstoffen liegen bereits imGusszustand aus der Schmelze ausge-schiedene Primärcarbide vor, die durch dienachfolgendeWärmebehandlung nicht auf-gelöst werden. Mit steigendem Kohlen-stoffgehalt nimmt auf Kosten der Zähigkeitder Verschleißwiderstand durch die eben-falls steigende Härte des martensitischenGrundgefüges und einem zunehmendenAnteil an Sondercarbiden zu.
Die Sondercarbide bewirken bei diesemWerkstoff einen hohenWiderstand gegenWarmverschleiß. Beim Anlassen auf 500bis 600 °C tritt durchAusscheiden weitererSondercarbide eine Sekundärhärtung ein.
Schädlich kann sich das Vorhandenseinvon Restaustenit auswirken, da dieserdurch Druck- oder SchlagbeanspruchungzuMartensit umwandeln kann. Dieser Vor-gang ist mit einer Volumenzunahme ver-bunden, die zu Abplatzungen führen kann.
Dem kann durch Anlassen bei Tempe-raturen im Bereich des Sekundärhärtensbegegnet werden. Hier scheiden sichweitere Sekundärcarbide aus, die zurVerarmung des Restaustritts an Kohlen-stoff führen und diesen beim anschließen-den Abkühlen zu Martensit umwandelnlassen.
Die hier erwähntenWerkstoffe lassen sichim weichgeglühten Zustand recht gutmechanisch bearbeiten. Die nachfolgendeWärmebehandlung zur Erzielung einerhohen Verschleißbeständigkeit kann aller-dings zumVerzug der bearbeiteten Flächenführen. Mit keramischenWerkzeugen kön-nen jedoch auch hochharte Werkstoffedurch Drehen oder Fräsen bearbeitet wer-den. Beim Schleifen sollten diese Werk-stoffe zur Vermeidung von Schleifrissengekühlt werden.
Werkstoffen mit wechselnden Chrom- undKohlenstoffgehalten mit Erfolg und aus-reichender Betriebssicherheit überall dorteingesetzt, wo Reibverschleiß überwiegt,die Schlag- und/oder Druckbeanspruchungjedoch gering ist.
8.12.5 Stahlguss für das Einsatz-härten
Einsatzstähle sind für Bauteile bestimmt,die an besonders beanspruchten Ober-flächenbereichen aufgekohlt und dann ge-härtet werden. Sie werden verwendet,wenn es darauf ankommt, eine harte undverschleißbeständige Randschicht miteinem zähen Kern zu kombinieren. DasBauteil ist dadurch in der Lage, hohe Ver-schleißbeanspruchungen und gleichzeitigSchlag- oder Biegebeanspruchungen zuertragen. Einsatzhärten steht als Rand-schichthärteverfahren hinsichtlich Dickebeziehungsweise Härte und Verschleiß-eigenschaften der gehärteten Schichtzwischen dem Flamm- oder Induktions-härten und demNitrieren. Das Gleiche giltfür dieMaßbeständigkeit nach demHärten.
Beim Einsatzhärten entstehen Druck-spannungen an derOberfläche, die ähnlichwie beim Nitrierhärten die Dauerschwing-festigkeit erhöhen.
Im Interesse einer ausreichenden Kern-zähigkeit ist der Kohlenstoffgehalt von Ein-satzstählen geringer als 0,3 %. Einsatz-stähle sind je nach gewünschter Durch-vergütung beziehungsweise Kernfestigkeitniedrig- bis mittellegiert.
Nach dem Verwendungszweck sind dieAn-forderungen an die Härtbarkeit des Kern-
58
k+g-layoutSD-GS3.pmd 30.03.2004, 10:0818

konstruieren + giessen 29 (2004) Nr. 1en + giessen 29 (2004) Nr. 1
Tabelle 37: Für dasEinsatzhärtengeeigneteStahlgusssortenundEigenschaftenan blind gehärteten Querschnitten von 30 bzw. 63 mm Durchmesser
werkstoffes verschieden. Bei vorwiegendgleitendem oder reibendem Verschleißwird mit einer geringen Härtbarkeit ausge-kommen, während bei gleichzeitigerSchlag- oder Biegebeanspruchung hoheHärtbarkeit gefordert wird.
Maßgebend für Einsatzstähle ist ihre Auf-kohlbarkeit und Randschichthärtbarkeit.Zum Direkthärten, das heißt, Härten ausder Einsatzbehandlung, ist zudem einhinreichend feines Austenitkorn Voraus-setzung.
Wegen der einzustellenden hohen Rand-schichthärte ist nach dem Härten kein An-lassenwie bei Vergütungsstählen, sondernnur ein Entspannen bei etwa 200°C mög-lich. Der Kernwerkstoff muss auch hierfürausreichende Zähigkeit haben. NiedrigerKohlenstoffgehalt und geringer Gehalt anschädlichen Spurenelementen, wie erdurch die Sekundärmetallurgie einstellbarist, sind vorteilhaft.
Einsatzstähle werden mit Elementen le-giert, die die Härtbarkeit erhöhen, abergleichzeitig durch geeignete Gefügeausbil-dung ausreichende Zähigkeit gewähr-leisten. Mangan und Chrom erhöhen dieHärtbarkeit, wobei ein Chromzusatz für dieZähigkeit günstiger ist als Mangan. MnCr-Stähle sollten daher nur dann eingesetztwerden, wenn an die Kernzähigkeit keinehohenAnforderungen gestellt werden.AuchMolybdän und Nickel wirken härtbarkeits-
und zähigkeitssteigernd. Am günstigstensind daher CrNiMo-Stähle.
Der erhöhte Kohlenstoffgehalt der Rand-schicht senkt die Umwandlungstempera-turen und damit die Härtetemperatur. Au-ßerdem kann durch den zur Oberfläche hinzunehmenden Kohlenstoffgehalt beimDirekthärten Restaustenit und dadurch einHärteabfall in der äußersten Randschichtentstehen. Das Direkthärten wird alsoeinerseits durch maximalen Kohlenstoff-gehalt zum Vermeiden von Restaustenitund andererseits durch minimalen Koh-lenstoffgehalt zumEinhalten einerMindest-härte begrenzt.
Wenn ein Direkthärten nicht möglich ist,müssen andere Behandlungsfolgen, wieEinfachhärten oder Doppelhärten, gewähltwerden. Übliche Behandlungsfolgen sindin DIN 17 210 zusammengestellt. In demZusammenhang ist auch auf Maßänderun-gen zu achten, die mit zunehmenderHärtbarkeit und Festigkeit, aber auch mitder Häufigkeit des Aufheizens und Ab-kühlens zunehmen.
Für Stahlguss gelten hinsichtlich des Ein-satzhärtens die gleichen Bedingungen wiefür verformte Stähle (Walz- und Schmiede-stähle), sie lassen sich alle in gleicherWei-se Einsatzhärten. Allerdings sollte Stahl-guss für Einsatzhärtung nur in vollständig
Bild 100: Schlagleisten aus verschleißbeständigem Chrom-hartguss; Stückmasse 104 kg
Bild 101: Gehäuse aus verschleißfestem Chromhartguss für eine Nass-baggerpumpe; Masse 2400 kg
wärmebehandeltemZustand (BF, BG, sieheDIN 17 210) bestellt werden, um ein fein-körniges Gefüge sicherzustellen.
Zum Einsatzhärten sind die genormtenVergütungsstahlgusssorten mit niedrigemKohlenstoffgehalt geeignet, aber auch alleden verformten Stählen in der chemischenZusammensetzung entsprechenden Stahl-gusssorten. Es können alle üblichen Auf-kohlungsverfahren – zumBeispiel Pulver-,Gas- oder Salzbadaufkohlen – eingesetztwerden.
In Tabelle 37 sind einige zum Einsatz-härten geeignete Stahlgusssorten mit derempfohlenen Behandlungsfolge und denmechanischen Eigenschaften nach Blind-härtung zusammengestellt.
8.12.6 Stahlguss für das Nitrier-härten
Wie bei den Stahlgusssorten für dasFlamm- und Induktionshärten wird auchbeim Nitrieren der Zustand des Kernwerk-stoffes nicht verändert. Durch das Nitrierenwird eine Randschicht sehr hoher Härteund damit hoher Verschleißbeständigkeiterzeugt und zusätzlich die Dauerschwing-festigkeit verbessert. Die wichtigsten Ni-trierverfahren sind das Gasnitrieren unddas Salzbadnitrieren.
59
k+g-layoutSD-GS3.pmd 30.03.2004, 10:0819

konstruieren + giessen 29 (2004) Nr. 1
Bild 102: Flammhärten eines Stahlguss-Laufrades für einenKran
Die Nitrierschicht besteht aus der Ver-bindungs- und der Diffusionsschicht. In deräußeren Verbindungsschicht ist das Eisendurch Stickstoffaufnahme vollständig zuEisennitrid beziehungsweise Eisencarbo-nitrid umgewandelt. In der angrenzendenDiffusionsschicht ist der Stickstoff imEisen gelöst oder ist in Form feinster Ni-tride ausgeschieden. Die Härte der Ver-bindungsschicht und Diffusionsschichthängen wesentlich von der chemischenZusammensetzung des Stahlgusses sowievon der Nitriertemperatur ab.
Beim Nitrieren von unlegiertem Stahlgusswerden Härtewerte von etwa 400 HV er-reicht. Zusätze an Legierungselementen,die harte Sondernitride bilden wie Chrom,Molybdän und Vanadin, führen zu Härte-werten vonmindestens 650HVund je nachWerkstoff bis zu 1100 HV.
Unlegierte Stahlgusssorten werden imnormalgeglühten Zustand und mit Chrom,Molybdän und Vanadin, legierte Stahlguss-sorten im Vergütungszustand nitriert. Beivergütbaren Stahlgusssorten ist darauf zuachten, dass dasAnlassen beim Vergütenoberhalb der Nitriertemperatur liegt. Diesebeträgt üblicherweise etwa 500 °C. Die ausden Einsatzbedingungen geforderten me-chanisch-technologischen Eigenschaftendes Kernwerkstoffes sind durch ent-sprechende Werkstoffauswahl sicherzu-stellen. Tabelle 38 enthält Beispiele fürStähle unterschiedlicher Durchverfügbar-keit, die für dasNitrieren verwendet werdenkönnen.
8.12.7 Stahlguss für das Flamm-und Induktionshärten
Beim Flamm- und Induktionshärten wirddurch Erwärmen der Randschicht aufHärtetemperatur und anschließendes Ab-schrecken eine vollständige Martensitbil-dung angestrebt, so dass die erreichbareRandschichthärte vom Kohlenstoffgehaltdes Stahles beziehungsweise von dembeimAustenitisieren gelösten Kohlenstoff-anteil abhängt.
Die beim Randschichthärten erreichbareEinhärtetiefe ist abhängig von der Dicke deraustenitisierten Schicht, der Abkühlge-schwindigkeit und der Härtbarkeit desStahles. Unmittelbar nach demHärten wirdein Spannungsarmglühen bei etwa 140 bis200°C empfohlen.
Im Regelfall wird Vergütungstahlguss imvergüteten, unlegierter Stahlguss im nor-malgeglühten Zustand randschichtgehär-tet. Das Randschichthärten verändert nichtdie mechanisch-technologischen Eigen-schaften des Kernwerkstoffes. Es werdender Verschleißwiderstand und die Dauer-
Tabelle 38: Anhaltsangaben zur chemischen Zusammensetzung und zur erreichbaren Härteder für das Nitrierhärten geeigneten Stahlgusssorten
Tabelle 39: Mindestwerte für die mechanischen Eigenschaften von Stahlgusssorten für dasFlamm- und Induktionshärten nach SEW 835
schwingfestigkeit verbessert. Besser alsbeim Einsatz- oder Nitrierhärten ist esmöglich, auf diese Weise Bauteile partiellan den höchstbeanspruchten Stellen rand-schichtzuhärten.
Für das Randschichthärten sind grund-sätzlich alle vergütbaren Stahlgusssortennach DIN 17 205 brauchbar, deren Koh-lenstoffgehalt die gewünschte Härte undderen Vergütungseigenschaften die er-
forderlichen mechanisch-technologischenEigenschaften je nachWanddicke im Kernsicherstellen. Da mit zunehmendem Koh-lenstoffgehalt die Zähigkeit des Kern-werkstoffes abnimmt und gleichzeitig dieHärterissempfindlichkeit zunimmt, sollteder Kohlenstoffgehalt nicht höher sein, alses zum Erreichen der gewünschten Härteerforderlich ist. Bewährte Stahlgusssortenfür das Flamm- und Induktionshärten sindin Tabelle 39 aufgeführt.
60
k+g-layoutSD-GS3.pmd 30.03.2004, 10:0820

konstruieren + giessen 29 (2004) Nr. 1en + giessen 29 (2004) Nr. 1
8.13Werkzeug-Stahlguss
Aufgrund der sehr unterschiedlichen Be-anspruchungen vonWerkzeugen werdenviele Stahlgusssorten verschiedensterchemischer Zusammensetzungen für denEinsatz im Werkzeugbereich erschmol-zen [23].
Da die Beanspruchung jedesWerkzeugesein entscheidendes Kriterium für dessenWerkstoffauswahl ist, kann nur dann einebegleitende optimale Beratung des Ver-brauchers erfolgen, wenn demGießer dieauftretenden Beanspruchungen bekanntgegeben werden. Hierbei sollten der Gie-ßerei außer Festigkeit, Härte, Korrosions-beständigkeit, Narbungsfähigkeit und/oderPolierbarkeit auch eine eventuelle Tem-peraturbelastung, Kühlung oder das zu ver-arbeitendeMaterial genannt werden.
Stahlgusswerkstoffe fürWerkzeuge lassensich unterteilen in solche für Warmarbeit,Kaltarbeit und Kunststoffformen. Da fürdiese drei Hauptgruppen eine Vielfalt vonWerkstoffen zurAnwendung gelangen, wirdin Tabelle 40 nur eine Auswahl genannt,die aber eine breite Palette bezüglich derAnwendbarkeit repräsentiert.Anwendungs-beispiele werden in den Bildern 103 bis106 gezeigt.
8.13.1 Stahlguss fürWarmarbeits-werkzeuge
Für diesen Bereich werden überwiegenddie Sorten GX38CrMoV5-1 (1.2346),GX40CrMoV5-1 (1.2348), GX37CrMoW5-1 (1.2607) und G56NiCrMoV7 (1.2717)eingesetzt, beispielsweise für Gesenke,Pressstempel und Formrahmen.
Die Sorte GX38CrMoV5-1 (1.2346) ist einhoch-CrMoV-legierter Warmarbeits-Stahl-guss mit guter Anlassbeständigkeit undWarmverschleißfestigkeit. Er ist ferner un-empfindlich gegenWarmrissbildung auchbei stärkerer Kühlung. Dieser Werkstoffwird zumBeispiel für Kokillen undGesenkemit einer Verwendungsfestigkeit von 1000bis 1600 N/mm2 eingesetzt.
Die Sorte GX40CrMoV5-1 (1.2348) istebenfalls ein hoch-CrMoV-legierter Warm-arbeits-Stahlguss besterAnlassbeständig-keit und Warmverschleißbeständigkeitsowie guter Warmfestigkeit. Er ist unem-pfindlich gegen Hochtemperaturkorrosiondurch flüssige Metalle. Aufgrund dieserEigenschaften werden Gesenkeinsätzeund Teilpressgesenke bei besonderer Ver-schleißbeanspruchung aus diesemWerk-stoff gefertigt, wobei bevorzugt eine Fes-
Tabelle 40: Anhaltswerte zur chemischen Zusammensetzung von Werkzeugstahlguss
Bild103:DrückrahmenausGX165CrMoV12;Abmessungen1700x900x400mm
8.13.2 Stahlguss für Kaltarbeits-werkzeuge
In diesem Bereich werden je nach Bean-spruchung mittel- bis hochlegierte Sorten,wie G60CrMoV10-7 (1.2320), G59Cr-MoV18-5 (1.2333), GX100CrMoV5-1(1.2370), GX155CrVMo12-1 (1.2382),GX165CrMoV12 (1.2602), G45CrNiMo4-2(1.2769) und G47CrMn6 (1.7140) ver-wendet. Sie kommen beispielsweise fürRollen, Messer, Werkzeugaufnahmen,Prägewerkzeuge sowie für Schnitt-, Form-und Tiefziehwerkzeuge zum Einsatz. Siewerden üblicherweise im vorvergütetenoder weichgeglühten Zustand geliefert.Über eine anschließende Durch- bezie-hungsweise Randschichthärtung lassensich inAbhängigkeit von derGusssorteHär-ten von 56 bis 62 HRC einstellen [23, 24].
tigkeit von 1300 bis 1600N/mm2 eingestelltwird.
Die Sorte GX37CrMoW5-1 (1.2607) ist einCrMoWV-legierter Warmarbeits-Stahlgussmit hervorragenderAnlassbeständigkeit undWarmfestigkeit; er ist unempfindlich gegenWarmrissbildung. Verwendet wird dieseSorte für Gesenkeinsätze, Matrizen undStempel sowie Formpressteile.
Die Sorte G56NiCrMoV7 (1.2717) ist einniedriglegierter, sehr zäher Warmarbeits-Stahlguss mit guter Warmverschleißbe-ständigkeit. Er wird für Form- und Präge-werkzeuge sowie fürWerkzeugaufnahmenin der Kunststoffverarbeitung eingesetzt,bei denen die Zähigkeitseigenschaften imVordergrund stehen. Außerdem werdenRicht- und Formrollen sowie Ziehwerk-zeuge aus diesemWerkstoff hergestellt.
61
k+g-layoutSD-GS4.pmd 30.03.2004, 10:181

konstruieren + giessen 29 (2004) Nr. 1
Bild 104: Schnittwerkzeug aus G47CrMn6 (1.7140) zum Herstellen von Karosserie-teilen für Pkw
reichend ist, Anwendung. Nachteilig wirktsich jedoch das begrenzte Herstellge-wicht (<1000kg), dieschlechteSchweißbar-keit sowie die nur bedingte PVD/CVD-Beschichtbarkeit aus, so dass hier fürhochbeanspruchte Blechumformwerk-zeuge neuentwickelte Stahlgusswerkstoffewie beispielsweise der Werkstoff GP4Mzum Einsatz kommen [26].
DieSorteGX155CrVMo12-1 (1.2382) ist einhochlegierter ledeburitischer Werkzeug-stahlguss, der auf Grund seiner besserenSekundärhärtbarkeit bei der Durchhärtungdie Sorte GX165CrMoV12 (1.2602) fastvollständig vomMarkt verdrängt hat. BeideWerkstoffe weisen ein verschleißfestesKarbidnetz auf und zeichnen sich deshalbdurch eine hohe Schnitthaltigkeit undKantenfestigkeit sowie eine sehr guteMaßhaltigkeit aus. Sie werden im ge-glühten Zustand mit maximal 285 HBWgeliefert und kommen bevorzugt alsSchnitt-, Form- und TiefziehwerkzeugezumEinsatz. Darüber hinaus finden sieAn-wendung für hochbeanspruchte Richt-,Kalibrier- und Profilrollen sowie fürVerschleiß beanspruchte Zerkleinerungs-werkzeuge, wobei die Verschleißbestän-digkeit im Vordergrund steht und eineverminderteZähigkeit ausreicht. ImBild104ist ein Ziehwerkzeug dargestellt, welchesmit CVD beschichteten Stahlgusssegmen-ten aus demWerkstoff GX155CrVMo12-1(1.2382) bestückt ist.Auf Grund der hervor-ragenden PVD/CVD-Beschichtbarkeit desGusswerkstoffeswird er häufig für derartigeSegmente (< 250 kg) eingesetzt. Aber
Bild 105: Ziehmatrize mit Segmenten ausGX155CrVMo12-1 (1.2382), CVD-beschichtet, Härte58 - 60 HRC
auch hier kommen durch den Trend, grö-ßere Segmente zu verwenden und der For-derung nach einer besseren Schweißbar-keit [27] neuentwickelteGusswerkstoffewieGP4M immer stärker zum Einsatz.
Bei der Sorte G45CrNiMo4-2 (1.2769)handelt es sich um einen niedrig CrNi-legierten, vergütetenWerkzeugstahlgusshoher Zähigkeit. Er wird üblicherweise imvorvergüteten Zustand (850 bis 1050 N/mm²) geliefert und kann in den Verschleißbeanspruchten Bereichen mittels Rand-schichthärtung auf eine Härte von etwa56 HRC gebracht werden. Reicht dieseHärte nicht aus, besteht aufGrundder gutenSchweißbarkeit dieMöglichkeit, exponierteKanten zu panzern. TypischeAnwendun-gen sind Führungsrollen, Tragrollen, Form-und Prägewerkzeuge, Niederhalter undRahmen sowie Aufnahmen von Schnitt-werkzeugen in der Automobilindustrie.Gussteile bis zu einem Stückgewicht vonetwa 12 000 kg konnten aus diesemWerk-stoff bereits gefertigt werden.
Die Sorte G47CrMn6 (1.7140) ist ebenfallsein niedriglegierter Werkzeugstahlguss,der auf Grund seiner Legierungszusam-mensetzung sehr wirtschaftlich ist. Er wirdbevorzugt für Monoblock-Werkzeuge (Bild105) eingesetzt. Auch er ist gut schweiß-bar, problemlos Randschicht härtbar undhat eine hohe Zähigkeit. Damit wird erähnlich wie der Werkstoff G45CrNiMo4-2(1.2769) eingesetzt. Häufig handelt es sichhierbei umForm- undPrägewerkzeuge, diehohe Zähigkeiten erfordern.
Die Sorte G60CrMoV10-7 (1.2320) ist einmittelllegierter Stahlguss. Er ist in großenAbmessungen darstellbar, gut schweißbarund erreicht Härtewerte von 60 HRC. Üb-licherweise wird dieserWerkstoff für Mono-blockwerkzeuge (< 4000 kg) oder großeWerkzeugsegmente (< 1000 kg) gewähltund in vorvergüteter Form (800 bis 950 N/mm²) geliefert. Typische Einsatzgebietesind Schnitt-, Form- und Prägewerkzeugefür die Blechumformung [25].Bild 103 zeigtden vorvergüteten Abguss für ein Seiten-wandwerkzeug
DieSorteG59CrMoV18-5 (1.2333) ist etwashöher legiert als die Sorte G60CrMoV10-7(1.2320). Stahlgusswerkzeuge aus die-semWerkstoff besitzen damit eine bessereHärtbarkeit und sind PVD-beschichtbar.Auch hier sind die Einsatzgebiete Schnitt-,Form- und Prägewerkzeuge, wobei dasempfohlene Gießgewicht etwas geringerausfällt.
Die Sorte GX100CrMoV5-1 (1.2370) istebenfalls ein mittelllegierter Stahlguss.An-ders als die beiden vorher genanntenGuss-werkstoffe wird er fast ausschließlich ingeglühter Form (maximal 275 HBW) gelie-fert. Seine Arbeitshärte von rund 60 HRCerhält er ausschließlich über die Durch-undRandschichthärtung. Auf Grund seinerVerschleißbeständigkeit und Schnitthaltig-keit wird er häufig als Schnittmesser be-ziehungsweise Schneidrahmen einge-setzt. Er findet aber auch bei hoch be-anspruchten Präge- und Ziehwerkzeugen,Form- und Profilrollen sowie für RichtrollenAnwendung , bei denen die Zähigkeitledeburitischer Werkstoffe nicht aus-
62
k+g-layoutSD-GS4.pmd 30.03.2004, 10:182

konstruieren + giessen 29 (2004) Nr. 1en + giessen 29 (2004) Nr. 1
8.13.3 Stahlguss für Kunststoff-formen
Für diesen Anwendungsbereich werdenbevorzugt die Stahlgusssorten G40CrMn-Mo7 (1.2310) sowie die bei den Warm-arbeitsstählen bereits beschriebenenGX38CrMoV5-1 (1.2346) undGX40CrMo-V5-1 (1.2348) eingesetzt. Üblicherweisewerden diese Werkstoffe im vergütetenZustand mit Zugfestigkeiten von 800 bis1600 N/mm2 je nach Beanspruchung ver-wendet. Wichtige Forderungen, die vondiesenWerkstoffen erfüllt werden, sind gutePolierbarkeit, Ätz- und Narbungsfähigkeit.
Die Sorte G40CrMnMo7 (1.2310) ist einbewährter, niedriglegierter Werkstoff guterPolier- und Zerspanbarkeit. Üblicherweisewird er im vergüteten Zustand geliefert,wobei eine Zugfestigkeit von 800 bis 1050N/mm2 eingestellt wird. Diese Sorte findetAnwendung für Druckgießformen beimLeichtmetallguss, weiterhin für Niederhaltersowie für Anwendungen in der Kunststoff-industrie.
DasAbschrecken wird je nach Gusswerk-stoff in Luft, Öl oder im Warmbad vorge-nommen. Darüber hinaus hat sich dasHärten in Vakuumöfen sehr bewährt, dahier reproduzierbar und vom Gussteil ab-hängig mit variablemGas(N2)-Druck abge-schreckt werden kann. Grundsätzlich solltedie Abschreckung nicht schroffer als not-wendig erfolgen, um die Gefahr von Span-nungsrissen und Verzug zu minimieren.
Besteht eine große Neigung zur Rissbil-dung, ist es beim Durchhärten üblich,dass das Abschrecken bei 70 bis 90 °Cabgefangen und das Gussteil direkt zumEntspannen bei 120 bis 150 °C umgesetztwird. Je nachWerkzeugquerschnitt ist beidieser Temperatur ein Halten von 3 bis 6Stunden erforderlich.Anschließendwird anLuft abgekühlt. Die sekundärhärtendenGusssorten GX38CrMoV5-1 (1.2346),GX40CrMoV5-1 (1.2348) GX155CrVMo12-1 (1.2382) und GX165CrMoV12 (1.2602)werden üblicherweise nach dem Ab-schrecken nicht erst entspannt, sonderngleich im Sekundärhärtebereich oberhalbvon 500 °C angelassen.
Unmittelbar nach dem Härten und Ent-spannenmuss angelassen werden. Damitwerden einerseits die beim Abschreckenauftretenden Spannungen ausgeglichen,andererseits wird die Härte für den jewei-ligen Verwendungszweck eingestellt.
Auch beimAnlassenmuss langsam auf dievorgeschriebene Temperatur erwärmt undmehrstündig gehalten werden. Es kannnotwendig sein, mehrmals anzulassen, umoptimale Eigenschaften zu erreichen.
Weiterführende Informationen zu den mo-dernen Werkzeugstählen werden in [23]gegeben.
Bild 106: Werkzeug aus G60CrMoV10-7 (1.2320) vergütet auf 850 bis 1000 N/mm²
8.13.4 Wärmebehandlung vonStahlguss-Werkzeugen
Ein entscheidender Faktor für die Standzeitvon Werkzeugen ist ihre Wärmebehand-lung. Wird sie unsachgemäß vorgenom-men, was vielfach auch auf Unkenntnis,fehlende Zeit oder fehlende Einrichtungenzurückzuführen ist, wird der frühzeitigeAusfall schon vorprogrammiert. Die Wär-mebehandlung ist abhängig von der che-mischen Zusammensetzung des Werk-stoffs und vom Querschnitt des Werk-stücks. GenaueAngabensindder jeweiligenNorm oder Richtlinie zu entnehmen.
Vor allem bei komplexen Werkzeugenempfiehlt es sich, zwischen dem Vor- undFertigbearbeiten auf Schleifmaß ein Span-nungsarmglühen durchzuführen. Um Ver-zug oder Rissbildung zu vermeiden, musslangsam und durchgreifend auf Austeniti-sierungstemperatur erwärmt werden, ge-gebenenfalls stufenweise. Nur bei richtigerTemperatur beziehungsweise ausreich-ender Haltedauer wird die optimale Härte-annahme erreicht.
63
k+g-layoutSD-GS4.pmd 30.03.2004, 10:183

konstruieren + giessen 29 (2004) Nr. 1
Normenübersicht
Die nachfolgenden Tabellen geben einenÜberblick über die wichtigsten nationalenund internationalen Stahlguss-Werkstoff-normen (Stand: 2003). Zwischenzeitlichkönnen einzelne Normen zurückgezogenoder auch neu aufgenommenworden sein.Daher wird empfohlen, die angegebenenListen bei Bedarf anhand der angegebenenE-Mail-Adressen zu prüfen.
Stahlguss-WerkstoffnormenZuordnung von Kennziffern zu denWerkstoffeigenschaften
Internationale Werkstoffnormen (ISO) (www.iso.ch)
64
k+g-layoutSD-GS4.pmd 30.03.2004, 10:184

konstruieren + giessen 29 (2004) Nr. 1en + giessen 29 (2004) Nr. 1
Europäische Werkstoffnormen (EN) (www.cenorm.be)
Deutschland (www.din.de)
Australien: www.standards.com.auBelgien: www.ibn.beCanada: www.scc.caDänemark: www.ds.dkFinnland: www.sfs.fiFrankreich: www.afnor.frGroßbritannien: www.bsi-global.comIndien: www.bis.org.inItalien: www.uni.com
Japan: www.jisc.orgNiederlande: www.nen.nlNorwegen: www.standard.noÖsterreich: www.on-norm.atSchweden: www.sis.seSchweiz: www.snv.chSpanien: www.aenor.esSüdafrika: www.sabs.co.za
Informationen zu den nationalen Normen anderer Länder
65
k+g-layoutSD-GS4.pmd 30.03.2004, 10:185

konstruieren + giessen 29 (2004) Nr. 1
USA (www.astm.org)
66
k+g-layoutSD-GS4.pmd 30.03.2004, 10:186

konstruieren + giessen 29 (2004) Nr. 1en + giessen 29 (2004) Nr. 1
Technische LieferbedingungenFür die technischen Lieferbedingungen sind die folgenden, gültigen Normen anzuwenden. Zurückgezogene Normen sindnicht mehr aufgeführt.
PrüfverfahrenFür die Prüfungen der mechanisch-technologischen Kennwerte sind die folgenden, gültigen Normen anzuwenden.Zurückgezogene Normen sind nicht mehr aufgeführt.
AllgemeinePrüfverfahren
SpeziellePrüfverfahren
67
k+g-layoutSD-GS4.pmd 30.03.2004, 10:187

konstruieren + giessen 29 (2004) Nr. 1
Mahlkörper für die Stoffaufbereitung in derPapierindustrie aus GX20CrMo13, Masse 65kg, Abmessungen Dmr. 345 x 490 mm
Verteiler fürMilchzentrifugen ausGX6CrNi18-9, Masse 28 kg, Abmessungen Dmr. 270 x360 mm
Auflöseräder für die Papierindustrie der Ab-messungen 300 bis 2000 mm, Masse von 30bis 2000 kg,Werkstoff: GX5CrNiMoNb19-11-2
68
Stahlguss in Anwendung
Knethälften für den Chemieanlagenbau ausGX6CrNi18-9 mit Stückgewichten von 1250bis 1500 kg
Schwinghebel für Mühlen ausGE240, Masse13,1 t, Abmessungen 3,56 x 2,02 x 1,67 m
Zentrifugentrommel ausGX2CrNiMoN17-13-4, Masse 500 kg
HohlgegossenerKnetflügel für einMischaggregat ausGX5CrNiMoNb19-11-2 (links)
Segmente für Bri-kettieranlagen inder Erzaufberei-tung aus GX120W-M o C r V 6 - 5 - 4 - 3(rechts)
k+g-layoutSD-GS5.pmd 30.03.2004, 10:252
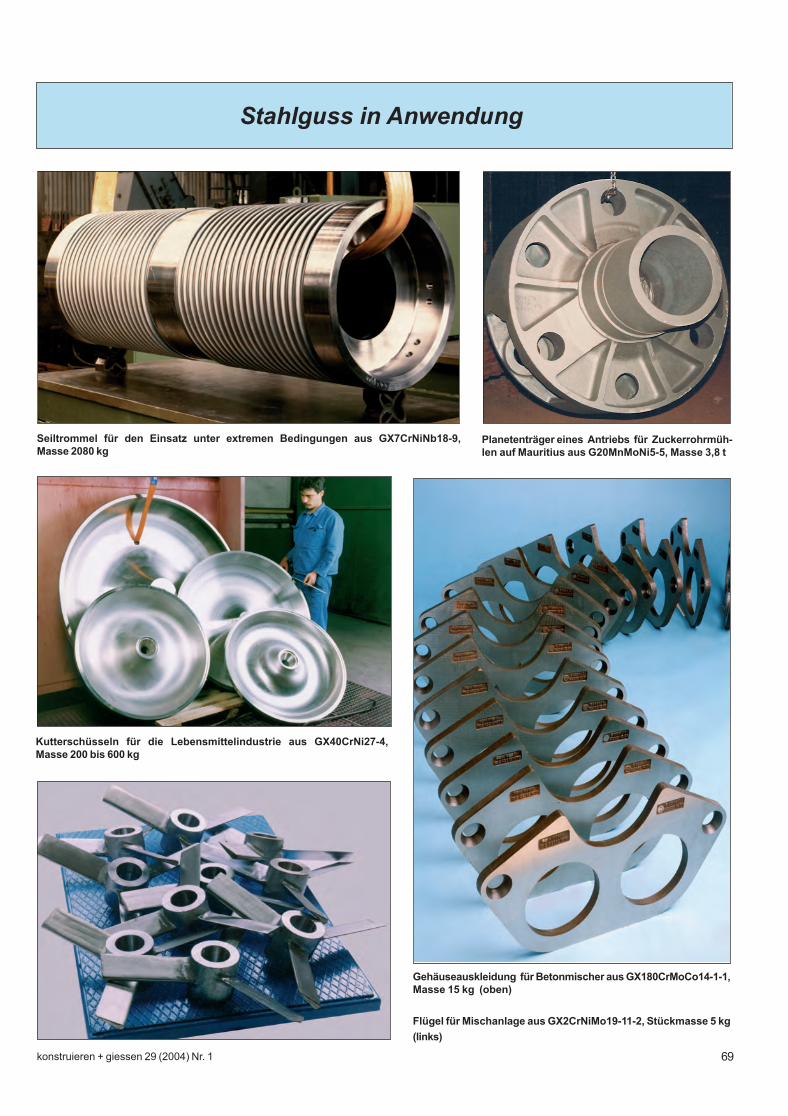
konstruieren + giessen 29 (2004) Nr. 1en + giessen 29 (2004) Nr. 1 69
Seiltrommel für den Einsatz unter extremen Bedingungen aus GX7CrNiNb18-9,Masse 2080 kg
Planetenträger eines Antriebs für Zuckerrohrmüh-len auf Mauritius aus G20MnMoNi5-5, Masse 3,8 t
Kutterschüsseln für die Lebensmittelindustrie aus GX40CrNi27-4,Masse 200 bis 600 kg
Gehäuseauskleidung fürBetonmischer ausGX180CrMoCo14-1-1,Masse 15 kg (oben)
Flügel für Mischanlage ausGX2CrNiMo19-11-2, Stückmasse 5 kg(links)
Stahlguss in Anwendung
k+g-layoutSD-GS5.pmd 30.03.2004, 10:263

konstruieren + giessen 29 (2004) Nr. 1
Komponenten für denBau von Offshore-Platt-formen aus G13MnNi6-4im Massebereich von10,5 bis 12,4 t (links)
Knoten für eineOffshore-Plattform aus G13CrNi6-4, Masse 4,5 t (rechts)
70
Stahlguss in Anwendung
Getriebegehäuse, aus mehreren Stahlgusstücken zusammen ge-schweißt, aus G20Mn5
Eckventil aus GX3CrNiMoCuN26-6-3 zum Einsatz für Sauergas aufeiner Offshore-Plattform
Hebeknoten und zugehörige Seilumlenkscheibe für eine Ölförder-plattform ausG32NiCrMo8-4-6, Gesamtmasse 140 kg
Im Lost-Foam-Verfahren gefertigte hohl gegosseneNockenwellemitreduzierter Wanddicke aus G100Cr6, Masse 2,1 kg, Dmr. 50 x360 mm
k+g-layoutSD-GS5.pmd 30.03.2004, 10:264

konstruieren + giessen 29 (2004) Nr. 1en + giessen 29 (2004) Nr. 1
Absperrklappe für eine Dampfleitung auswarmfesten Vergütungsstahl derAbmessungenDmr. 1080 x 340 mm, Masse 745 kg
HD-Außengehäuse für eine Dampfturbine ausG17CrMoV5-11, Masse 85 t
Ventilgehäuse fürDampfturbine ausG17CrMoV5-11, Masse 14,2 t
71
Außengehäuse bestehend ausOber- und Unterteil einer Dampfturbine aus G18CrMo9-10
Ober -und Unterteil einer Dampfturbine aus G17CrMo5-5, Masse etwa 90 t
Stahlguss in Anwendung
k+g-layoutSD-GS5.pmd 30.03.2004, 10:265
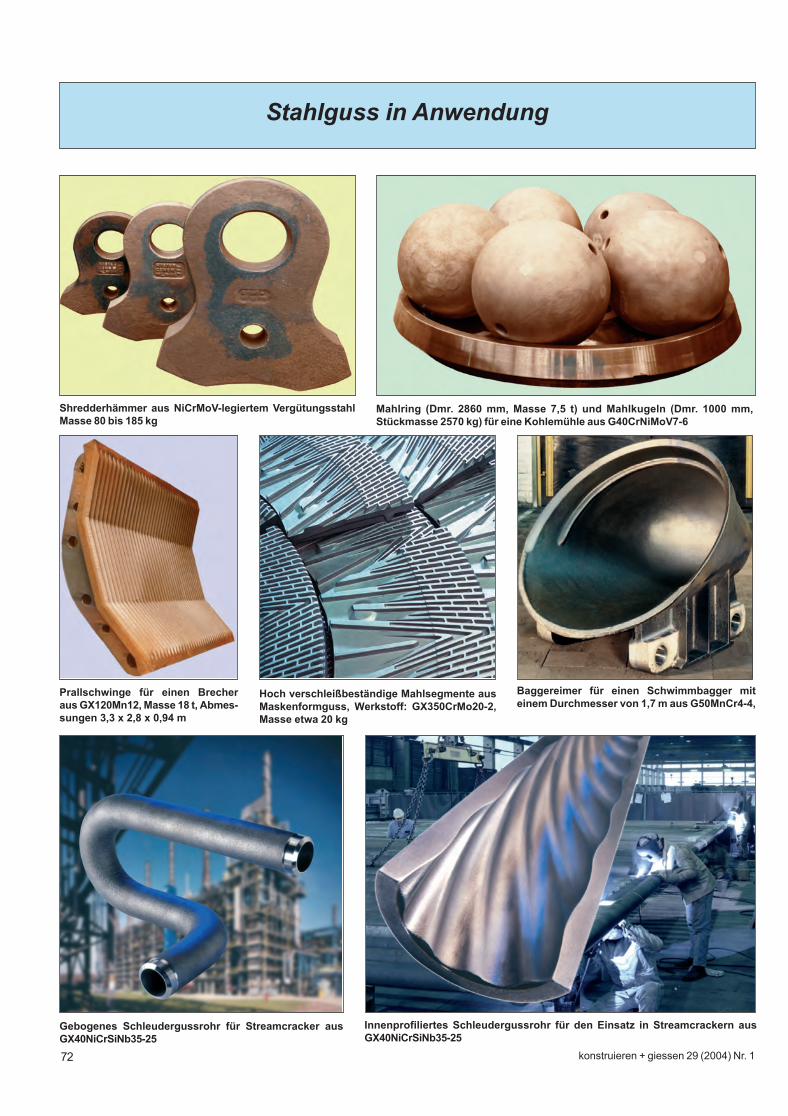
konstruieren + giessen 29 (2004) Nr. 1
Stahlguss in Anwendung
-
72
Innenprofiliertes Schleudergussrohr für den Einsatz in Streamcrackern ausGX40NiCrSiNb35-25
Shredderhämmer aus NiCrMoV-legiertem VergütungsstahlMasse 80 bis 185 kg
Mahlring (Dmr. 2860 mm, Masse 7,5 t) und Mahlkugeln (Dmr. 1000 mm,Stückmasse 2570 kg) für eine Kohlemühle aus G40CrNiMoV7-6
Hoch verschleißbeständige Mahlsegmente ausMaskenformguss, Werkstoff: GX350CrMo20-2,Masse etwa 20 kg
Prallschwinge für einen BrecherausGX120Mn12,Masse 18 t, Abmes-sungen 3,3 x 2,8 x 0,94 m
Baggereimer für einen Schwimmbagger miteinemDurchmesser von 1,7 m aus G50MnCr4-4,
Gebogenes Schleudergussrohr für Streamcracker ausGX40NiCrSiNb35-25
k+g-layoutSD-GS5.pmd 30.03.2004, 10:266

konstruieren + giessen 29 (2004) Nr. 1en + giessen 29 (2004) Nr. 1 73
Stahlguss in Anwendung
Stahlbaukonstruktion am Tagungszentrum Hannover mit gegossenen Knotenteilen (Teilbilder rechts) aus G20Mn5, normalisiertKapitell-Aufsatz mit Pylonanschluss aus G20Mn5 N, Dmr. 1,78 m, Masse 4 t (rechts oben)Kapitell-Aufsatz aus G20Mn5 N, Dmr. 1,54 m, Masse 2,05 t (rechts unten)
Gussknoten aus G20Mn5 N für die Stahlkonstruktion inbaumähnlicher Bionikausführung am Stuttgarter Flug-hafen; diese 2,3 t schweren Gussteile bilden die Grund-ebene, die die gesamte Stahlkonstruktion hält
Francis-Laufrad aus GX25CrNiSi20-14,etwa 1,2 t schwer
Stahlschleudergussrohre undKragarme aus G22CrMnMo4-4tragen die Außenkonstruktiondes „Centre Pompidou“ in Paris
Plattenteile für Schnellbau-Fahrbahnen und -straßen für höhereBelastungsfälle sind Gussteile aus GE260, Stückmasse 25 kg, Dmr.620mm
Die Deckenteile für die Gelsenkirchener U-Bahn bestehen aus G16Mn4-Elementen, die durch Konstruktionsschweißenmiteinander verbundensind
k+g-layoutSD-GS5.pmd 30.03.2004, 10:267

konstruieren + giessen 29 (2004) Nr. 1
Stahlguss in Anwendung
74
Pumpengehäuse ausGX6CrNiMo18-10, Stückmasse 250 kg Pumpengehäuse aus GX5CrNiMo19-11-2,Stückmasse 25 kg
Pumpenlaufräder aus weichmartensitischem bzw. austenitischemStahlguss imMassebereich von 160 bis 1050 kg
Gehäuse für Barrel- undMehrstufenpumpen ausGX2NiCrMo25-20-5mit Stückmassen von 1 bis 3 t
Gehäuse aus hochlegiertem Stahlguss finden wegen ihrer gutenmechanischen Eigenschaften und hohen Beständigkeit gegendiverse Medien für Pumpen und Armaturen bevorzugt Anwen-dungen.
Armaturengehäuse für ein Kernkraftwerk aus GX5CrNiNb18-9
k+g-layoutSD-GS5.pmd 30.03.2004, 10:268

konstruieren + giessen 29 (2004) Nr. 1en + giessen 29 (2004) Nr. 1 75
Stahlguss in Anwendung
Feingegossene Brennerköpfe und Katalysatorroste ausGX25CrNiSi20-14
Segmente für Rekuperatoren, die zu kompletten Strahlheizrohren für In-dustrieöfenverschweißtwerden,ausGX40CrNiSi22-9,Segmentmasse7,5kg
Roste und Chargiervorrichtung aus verschiedenen hitzebeständigenStahlgusssorten
Coilsystem aus Form- und Schleuderguss, Werkstoff:GX40NiCrSiNb35-25
Ethylenofen mit Schleudergussteilen aus dem Werkstoff GX40NiCrSiNb35-25
Chargiervorrichtung für Industrieöfen ausGX12NiCr36-18
us GX5CrNiNb18-9
k+g-layoutSD-GS5.pmd 30.03.2004, 10:269
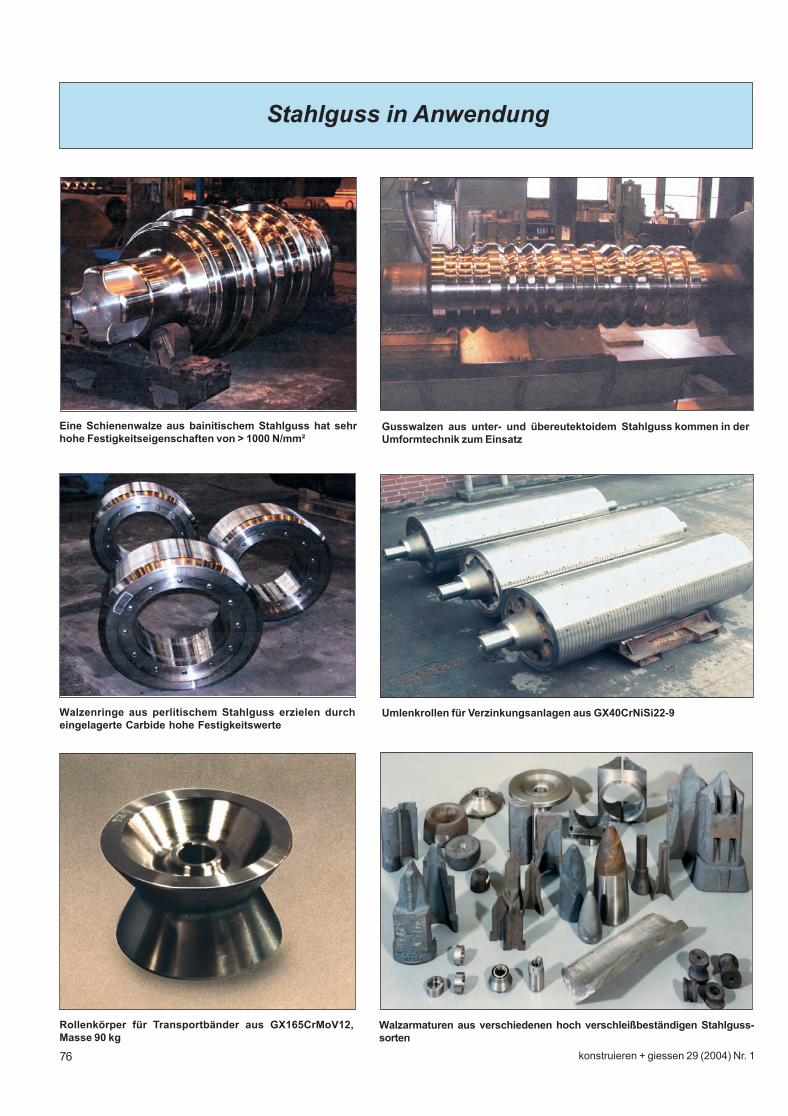
konstruieren + giessen 29 (2004) Nr. 1
Stahlguss in Anwendung
76
Gusswalzen aus unter- und übereutektoidem Stahlguss kommen in derUmformtechnik zumEinsatz
Eine Schienenwalze aus bainitischem Stahlguss hat sehrhohe Festigkeitseigenschaften von > 1000 N/mm²
Walzenringe aus perlitischem Stahlguss erzielen durcheingelagerte Carbide hohe Festigkeitswerte
Umlenkrollen für Verzinkungsanlagen aus GX40CrNiSi22-9
Rollenkörper für Transportbänder aus GX165CrMoV12,Masse 90 kg
Walzarmaturen aus verschiedenen hoch verschleißbeständigen Stahlguss-sorten
k+g-layoutSD-GS5.pmd 30.03.2004, 10:2610

konstruieren + giessen 29 (2004) Nr. 1en + giessen 29 (2004) Nr. 1 77
Prägewerkzeug für einen Pkw-Kofferaumboden ausG45CrNiMo4-2, Masse 1,6 t, Abmessungen 1,0 x 1,3 m
Prägewerkzeug für ein Pkw-Seitenteil aus G45CrNiMo4-2, Masse 8 t, Ab-messungen 3,0 x 1,8 x 0,8 m
Ober- und Unterteil eines Vorpresswerkzeuges zumHerstellen von Pkw-Achsschenkeln
Gesteinsbohrkopf aus hoch verschleißbeständigemVer-gütungsstahlguss, Masse 38 kg, Abmessungen Dmr.350 x 250 mm
Blechumformwerkzeuggussteile ausverschiedenenhochverschleißbeständigenStahlgusssorten für den Automobilbau imMassebereich von 100 bis 5000 kg
Ober- und Unterteil von einem Schmiedegesenk zum Herstellen von Kurbel-wellen aus GX40CrMoV5-3, Stückmasse zwischen 310 und 345 kg, Abmes-sungen des Gesenkes 1020 x 320 x 160 mm
Stahlguss in Anwendung
k+g-layoutSD-GS5.pmd 30.03.2004, 10:2711

konstruieren + giessen 29 (2004) Nr. 1
Stahlguss in Anwendung
„Der Grande Splash“, eine Gussplastik ausEdelstahl von Horst Gläsker
78
Produktverteiler - ursprünglicheineSchweiß-konstruktion, jetzt ein Stahlgussstück ausdemDuplexstahl GX2CrNiMoN22-5 im Kera-mikformverfahren gefertigt
Lüfterschaufeln aus Feinguss, Werkstoff:NiCr23Mo16 DI, Stückmasse 85 kg
Stahlgussplastik „Burda-Rose“ aus G20Mn5 N von Isa Genzken, die anmehreren Standortensteht (hier der Erstguss in Baden-Baden); Masse 1,4 t, Höhe 8 m
Stahlgussplastik für den Brunnen von Lang-wehe aus Edelstahl, Masse 1,5 t, Höhe derFigur 2 m
k+g-layoutSD-GS5.pmd 30.03.2004, 10:2712

konstruieren + giessen 29 (2004) Nr. 1en + giessen 29 (2004) Nr. 1 79
Gehäuse, Laufrad und Deckel einer Spiralpumpe aus kor-rosionsbeständigemEdelstahlguss (GX5CrNiMoNb19-11-2)
Stahlguss in Anwendung
Laufräder für Flüssigkeitskupplung von Kernkraftwerken aus unlegiertemBaustahl E295 mit Massen von 690 bis 420 kg und Dmr. von 1162 bis 1372 mm
Filterplatten für Entsorgungsanlagen aus GX3CrNiMoN26-6-3 derAbmessungen 1,62 x 1,28 m
Schwinggabeln für die Flüssigkeitsmessung aus chemisch be-ständigemStahlguss
Lüfterräder für Großmotoren aus Stahlfeinguss, Werkstoff GX5CrNiMo16-5, Masse etwa 14 kg (links)Knetarm für die Lebensmittelindustrie aus Feinguss, Werkstoff GX8CrNiMo27-5, Masse 28 kg, Abmessungen 480 x 870 mm (Mitte)Schiffspropeller aus Korrosion und Seewasser beständigemStahlguss in diversen Ausführungen (rechts)
k+g-layoutSD-GS5.pmd 30.03.2004, 10:2713

konstruieren + giessen 29 (2004) Nr. 1
Drillhaken für eine Verpackungsmaschine aus VergütungsstahlgussG42CrMo4, Masse1,6 kg; Abmessungen 20 x 120 x 120 mm, 4 bis 25 mm Wanddicke. Das im Lost-Foam-Verfahren hergestellte einteilige Gussteil (Bild unten rechts) ersetzt eine Schweiß-konstruktion (Bild unten links) aus vier Fügeteilen (Bild oben) unter Einsparung vonMontageaufwand und einem Großteil der Bearbeitung.
Gehäuse für Zellenradschleudern zum Dosieren von FeststoffenausGX6CrNiMo18-10
Laufräder aushochverschleißbeständigemStahlguss fürNassbagger-pumpen mit bis 1750 mm Dmr.
Primär- und Sekundärräder aus Vergütungsstahlfür hydrodynamische Kupplungen, Abmessun-gen Dmr. 680 mm80
Stahlguss in Anwendung
k+g-layoutSD-GS5.pmd 30.03.2004, 10:2714

konstruieren + giessen 29 (2004) Nr. 1
Schrifttum[ 1] Rosch, R, und K. Zimmermann: Stahl-
guss, Verlag Stahleisen GmbH Düssel-dorf 1982.
[ 2] Richter, R.: Form- und gießgerechtesKonstruieren. Deutscher Verlag fürGrundstoffindustrie Leipzig 1978.
[ 3] Bode, K.-H.: Konstruktionsatlas. VerlagHoppenstedt & Co. Darmstadt/Haalem/Wien/Zürich 1988.
[ 4] Werning, H.: Gießgerechtes Konstruie-ren. Sonderdruck aus “konstruieren +giessen”, Herausgeber: Zentrale fürGussverwendung im Deutschen Gieße-reiverband DGV Düsseldorf.
[ 5] Steinbauer, G.: Richtig Guss bestellen– bei der Konstruktion fängt es an. Son-derdruck aus “konstruieren + giessen”,Herausgeber: Zentrale für Gussverwen-dung im Deutschen GießereiverbandDGV Düsseldorf.
[ 6] Hänel, B. und Th. Schmidt: Festigkeits-nachweis nach der FKM-Richtlinie. Son-derdruck aus “konstruieren + giessen”,Herausgeber: Zentrale für Gussverwen-dung im Deutschen GießereiverbandDGV Düsseldorf.
[ 7] Konstruieren wie die Natur – Gussteilewachsen wie Bäume und Knochen. Son-derdruck aus “konstruieren + giessen”,Herausgeber: Zentrale für Gussverwen-dung im Deutschen GießereiverbandDGV Düsseldorf.
[ 8] Gosch, R.: Virtuelle Produktentstehungund die Rolle des Gießers. konstruieren+ giessen 28 (2003) Nr. 3, S. 2 – 4.
[ 9] du Maire, E.: Die Gießerei als Entwick-lungspartner – Wertschöpfung auf krea-tiven Wegen. Konstruieren + giessen 26(2001) Nr. 3, S. 18 – 25.
[10] Herfurth, K, N. Ketscher und M. Köhler:Gießereitechnik kompakt – Werkstoffe,Verfahren, Anwendung. Herausgeber:Verein Deutscher GießereifachleuteVDG, Gießerei-Verlag Düsseldorf 2003.
[11] VDG-Merkblatt P 690. Feinguss – Maß-toleranzen, Oberflächen, Bearbeitungs-
zugabe. Herausgeber: Verein Deut-scherGießereifachleuteVDG, Düsseldorf.
[12] Feinguss für alle Industriebereiche. Son-derdruck aus “konstruieren + giessen”,Herausgeber: Zentrale für Gussverwen-dung im Deutschen GießereiverbandDGV Düsseldorf.
[13] Christianus, D. und K. Herfurth: Prüfungder Oberflächenrauheit mit Hilfe vonVergleichsmustern – DIN EN 1370/Visu-elle Bestimmung von Oberflächenfehlernan Stahl-Sandgussstücken – DIN EN 12454. Sonderdruck aus “konstruieren +giessen”, Herausgeber: Zentrale fürGussverwendung in Deutschen Gieße-reiverband DGV Düsseldorf.
[14] Christianus, D. und K. Herfurth: Europä-ische Normung: Magnetpulverprüfungund Eindringprüfung. Sonderdruck aus“konstruieren + giessen”, Herausgeber:Zentrale für Gussverwendung im Deut-schen Gießereiverband DGV Düssel-dorf.
[15] Das Krautkrämer Taschenbuch, 3. Auf-lage, herausgeber: Krautkrämer GmbH,Hürth 1994.
[16] Henke, P. und D. B. Wolters: Fehlerver-gleichskatalog für die Bewertung vonDurchstrahlungsprüfungen. konstruieren+ giessen 27 (2002) Nr. 4, S. 20 – 26.
[17] DIN EN 9001, Ausgabe 2000. Beuth-Verlag Berlin.
[18] Ergebnisse deutscher Zeitstandver-suche langer Dauer nach DIN 17245 -Warmfester ferritischer Stahlguss.Hrsg.: Forschungsvereinigung warmfes-ter Stähle und ForschungsvereinigungVerbrennungskraftmaschinen, BerichtNr. 1/86, VDEh, Düsseldorf, 1986.
[19] Kjaer, S., F. Klauke, R. Vanstone, A.Zeijseink, G. Weissinger, P. Kristensen,J. Meier, R. Blum und K. Wieghardt:The advanced Super Critical 700°C Pul-verised coal-fired power plant. Procee-dings VGB Congress Power Plants2001, Brüssel 2001.
[20] Mayer, K. H., R. Hanus, T. Kern, M.Stäubli und D.V. Thornton: COST 501/522 Ultra Efficient low Emission PowerPlants, Work Package Steam PowerPlant, Subgroup Cast Steel. High tem-perature cast components for advancedsteam power plants. Proceedings 6th
Conference Materials for Advanced Po-wer Engineering, 5.-7.10.1998, Liege.
[21] Hanus, R., K.-H. Schönfeld und H. Wag-ner: Transformation of knowledge andtechnology from research and develop-ment to the commercial production ofheavy steel castings and forgings forpower engineering, made of advancedcreep resistant steels. Proceedings Par-sons 2000 Conference, 3. - 7.7.2000,Cambridge.
[22] Mayer, K. H.: Worldwide developmentof new 9-12%Cr steels for advanced po-wer stations 28. MPA-Seminar 10.-11.10.2002, Stuttgart.
[23] Oldewurtel, A.: Werkzeugwerkstoffe fürGroßwerkzeuge – Herstellung, Eigen-schaften und Anwendung. konstruieren+ giessen 28 (2003) Nr. 1, S. 23 – 32.
[24] Oldewurtel,A.: Für Großwerkzeuge: ge-gossene Werkzeuge und deren Verar-beitung. konstruieren + giessen 25(2000) Nr. 1, S. 4 - 18.
[25] Oldewurtel, A.: Sonderwerkstoff DE-GP3M - Neue Stahlgusssorte für denGroßwerkzeugbau. konstruieren + gie-ssen 22 (1997) Nr. 4, S. 4 - 8.
[26] Oldewurtel, A. und C. Escher: GP4M -Die neue Werkstoffgeneration im Groß-werkzeugbau. Der Schnitt- & Stanz-werkzeugbau (2003) Nr. 1, S. 58 - 62und Nr. 2, S. 28 - 31.
[27] Oldewurtel, A., und K. Kohlgrüber:Schweißen von Werkzeugwerkstoffenim Großwerkzeugbau. Der Schnitt- &Stanzwerkzeugbau (2002) Nr. 5, S. 22 -28 und Nr. 6, S. 132 - 140.
BildnachweisBildarchiv der Zentrale für Gussverwen-dung
Dörrenberg, Engelskirchen
Friedrich-Wilhelms-Hütte, Mülheim an derRuhr
Georg Fischer, Schaffhausen
Gussstahl Lienen
KSB, Pegnitz
Lohmann,Witten
PHB, St. Ingbert-Rohrbach
Pleißner, Herzberg
Schmees, Langenfeld
Schmidt + Clemens, Lindlar
Tweer, Bielefeld-Sennestadt
VoestAlpine, Linz80
Projekt1 01.04.2008 9:48 Uhr Seite 3
BildnachweisTitelfotos: Schmolz + Bickenbach Guss, Krefeld Edgar Schoepal
Bildarchiv des Bundesverbandes der Deutschen Gießerei-Industrie (BDG)
Dörrenberg, Engelskirchen
Friedrich-Wilhelms-Hütte, Mülheim an der Ruhr
Georg Fischer, Schaffhausen
Gussstahl Lienen
KSB, Pegnitz
Lohmann, Witten
PHB, St. Ingbert-Rohrbach
Pleißner, Herzberg
Schmees, Langenfeld
Schmidt + Clemens, Lindlar
Tweer, Bielefeld-Sennestadt
Voest Alpine, Linz

Bundesverband der DeutschenGießerei-Industrie (BDG)
Sohnstraße 70 40237 DüsseldorfInternet: www.bdguss.de
Telefon: +49 (0)2 11/68 71-0Telefax: +49 (0)2 11/68 71-3 61E-mail: [email protected] Ti
telfo
tos:
E. S
choe
pal,
Schm
olz
+ Bi
cken
bach
Gus
s; T
itelg
esta
ltung
D. B
rand
enbu
rg (B
DG
) · M
ai 2
010