Stückzahl 1 bis mehrere 10’000 Teile
16
Additive Serienfertigung: Stückzahl 1 bis mehrere 10’000 Teile - ein Wachstumsmarkt! Ralf Schindel, CEO prodartis AG Industrieller 3D-Druck – Additive Manufacturing – Rapid Prototyping Hoferbad 12 9050 Appenzell Tel. +41 71 505 33 33, www.prodartis.ch
Transcript of Stückzahl 1 bis mehrere 10’000 Teile

Additive Serienfertigung:
Stückzahl 1 bis mehrere 10’000 Teile
-
ein Wachstumsmarkt!
Ralf Schindel, CEO
prodartis AGIndustrieller 3D-Druck – Additive Manufacturing – Rapid Prototyping
Hoferbad 12
9050 Appenzell
Tel. +41 71 505 33 33, www.prodartis.ch
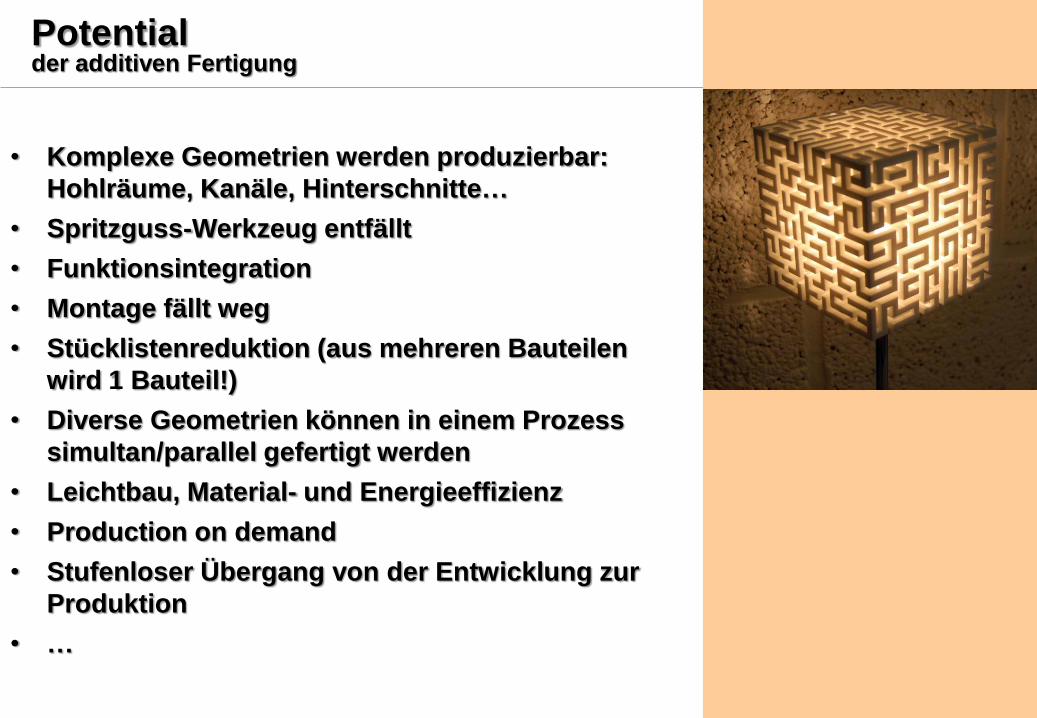
Potentialder additiven Fertigung
• Komplexe Geometrien werden produzierbar:
Hohlräume, Kanäle, Hinterschnitte…
• Spritzguss-Werkzeug entfällt
• Funktionsintegration
• Montage fällt weg
• Stücklistenreduktion (aus mehreren Bauteilen
wird 1 Bauteil!)
• Diverse Geometrien können in einem Prozess
simultan/parallel gefertigt werden
• Leichtbau, Material- und Energieeffizienz
• Production on demand
• Stufenloser Übergang von der Entwicklung zur
Produktion
• …
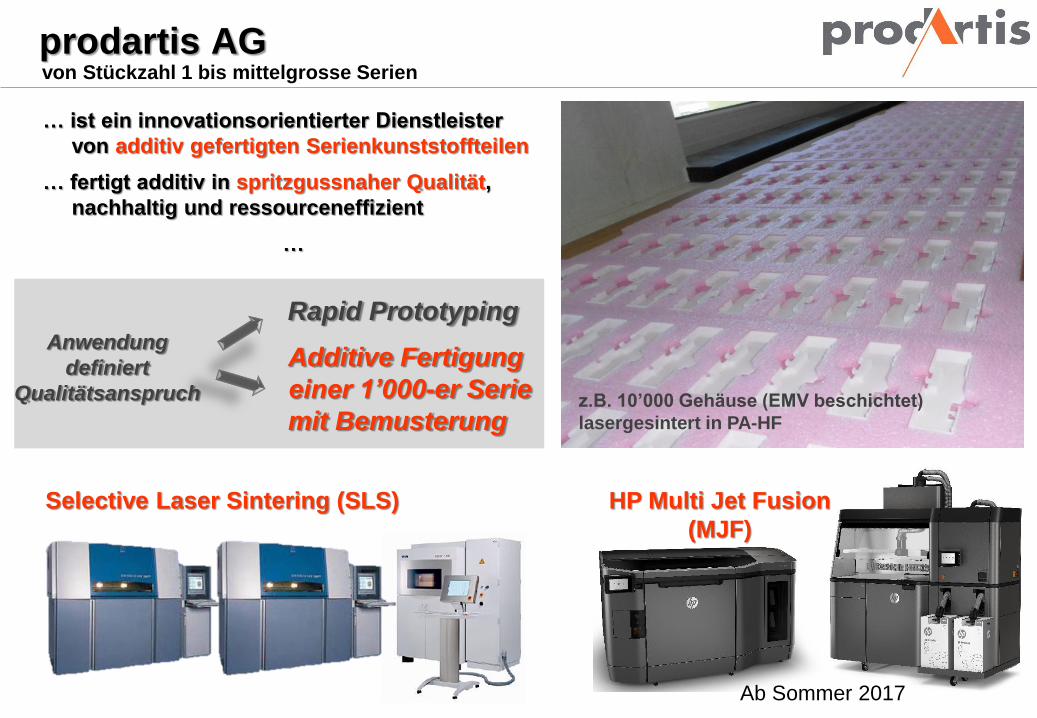
prodartis AG
… ist ein innovationsorientierter Dienstleister
von additiv gefertigten Serienkunststoffteilen
… fertigt additiv in spritzgussnaher Qualität,
nachhaltig und ressourceneffizient
…
z.B. 10’000 Gehäuse (EMV beschichtet)
lasergesintert in PA-HF
von Stückzahl 1 bis mittelgrosse Serien
Rapid Prototyping
Additive Fertigung
einer 1’000-er Serie
mit Bemusterung
Anwendung
definiert
Qualitätsanspruch
Selective Laser Sintering (SLS)
Ab Sommer 2017
HP Multi Jet Fusion
(MJF)
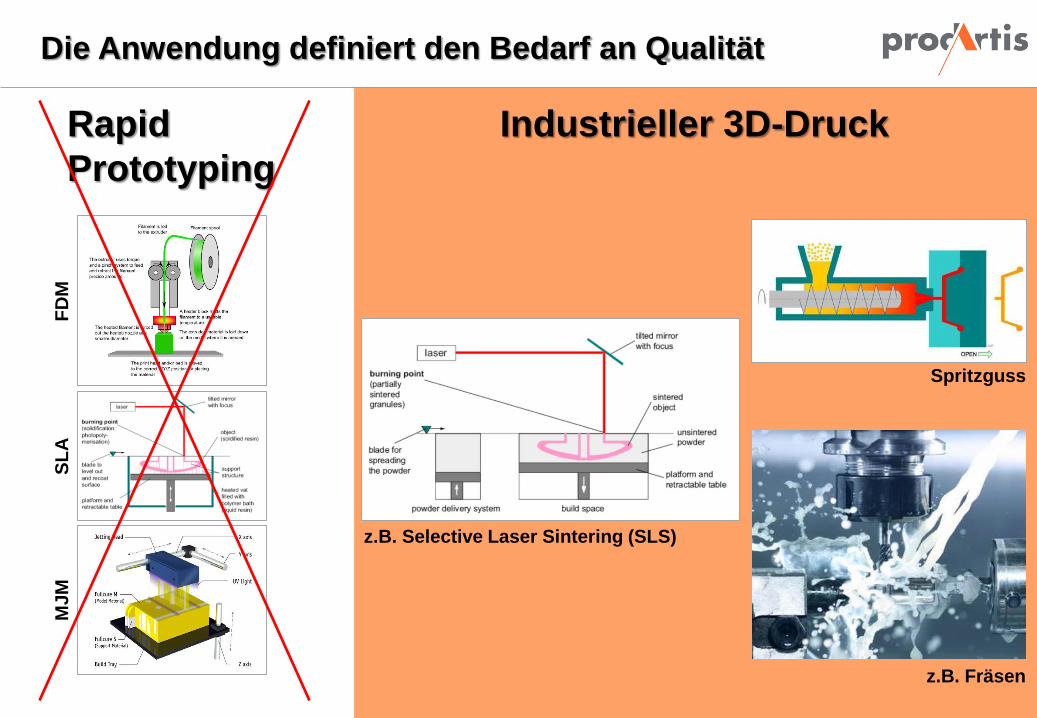
Industrieller 3D-Druck
Spritzguss
z.B. Fräsen
Rapid
Prototyping
FD
MS
LA
MJM
z.B. Selective Laser Sintering (SLS)
Die Anwendung definiert den Bedarf an Qualität

Masstoleranzen
QualitätsprüfungDimensionen innen/aussen, mech. Eigenschaften
Au
sse
nm
as
se
Allgemeintoleranzen nach DIN ISO 2768-1
Rapid Prototyping
Additive Fertigung
Inn
en
mas
se
IST-SOLL AnalyseVisualisierung von Lunkern und
Pulverrückständenm
ec
han
isch
e E
igen
sch
aft
en

PulvermanagementPulverbeschaffenheit ist stark Qualitäts-bestimmend
delivered
powderblend
Pulver
«Ready for
Use»
SLS
usedused
virgin
partsTensile
bars
post
treatment
• polish
• coloring
• coating
• mechanical
treatment
• …
serial
parts
QS 2
QS 1
QS 3
QS 4 QS 6
QS 5
prodartis (2014)

Selective Laser Sintering (SLS)Anwendung: Robotik, Automation
Wendelförderer, Gehäuse,
Sensorhalterungen sowie diverse
Sortierelemente aus PA-HF
(Polyamid12 hochfest).
Die Vorteile die Aerne engineering
AG überzeugt haben waren: schnelle
Verfügbarkeit, gute Verschleisswerte
und Design-Freiheit.
Kleinserien von Abdeckungen für
Roboter oder von Maschinenver-
schalung werden additiv gefertigt.
Greifen werden produktspezifisch
und mit funktioneller Oberfläche
gefertigt.
Luftleitungen für Druckluft oder
Vakuum, Kabel oder Sensoren
werden direkt in den Greifer integriert
- inkl. den nötigen Gewinden und
inkl. Leichtbauweise.

Anwendungenz.B. Medizinische Geräte
Elastisches Federelement
• Kunde: Hamilton Bonaduz AG
• Technologie: SLS
• Material: PA-HF (Polyamid)
• Serie: 500Stk.
• Break-even ab 3’000 Stk. für Spritzguss
• Lieferzeit: 3 Arbeitstage

StreulichtblendeALPA Capaul & Weber AG
Warum additiv?
• Möglichkeit der
ParametrisierungDurchmesser, Länge und
Öffnungswinkel
• Individualisierung
• Production on
Demand
• Kurze Lieferzeit
• Langsamer
Übergang von der
Entwicklung zur
Produktion
Material: TPU 80

Anwendungenz.B. Elektroindustrie
Spulenträger
- über 4’000 pcs/y per Geometrie
- SLS
- PA-HF (hochfestes Polyamid)
- Anforderung: gleichbleibende Qualität, genügend Festigkeit bei dünner Wandstärke

Anwendungenz.B. Apparatebau
10’000 Gehäuse (EMV beschichtet)
lasergesintert in PA-HF

Application Solar Impulseaerospace, lightweight

WahlschalterResultat
• Lead time 11 days
• 0.6 mm wall thickness
• 129 gr
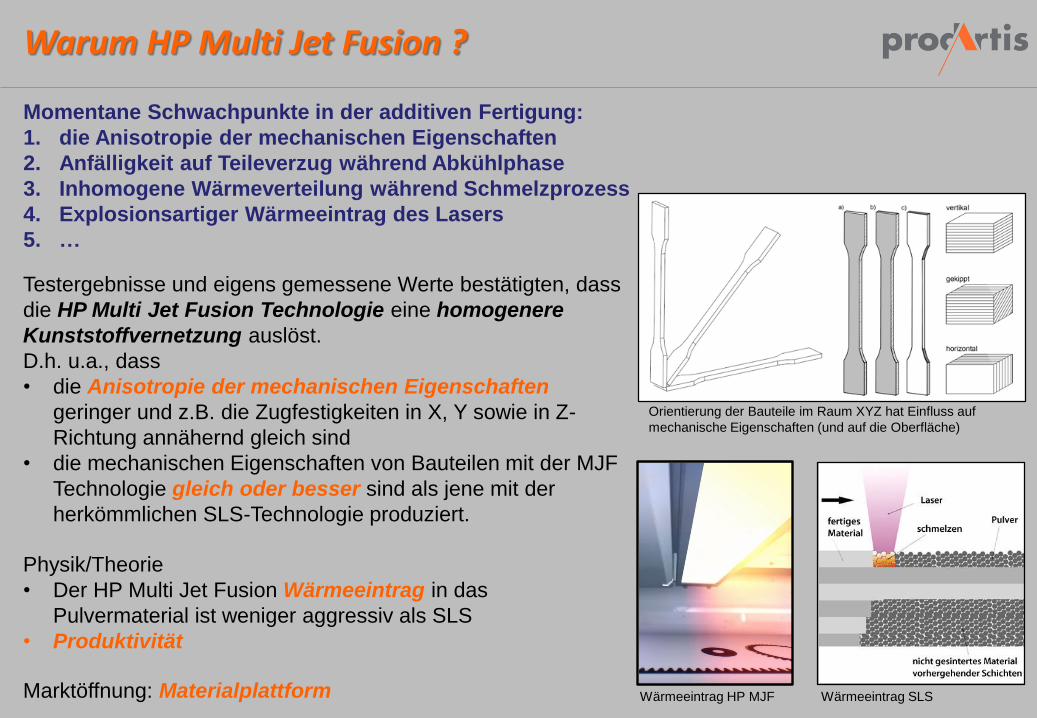
Warum HP Multi Jet Fusion ?
Momentane Schwachpunkte in der additiven Fertigung:
1. die Anisotropie der mechanischen Eigenschaften
2. Anfälligkeit auf Teileverzug während Abkühlphase
3. Inhomogene Wärmeverteilung während Schmelzprozess
4. Explosionsartiger Wärmeeintrag des Lasers
5. …
Orientierung der Bauteile im Raum XYZ hat Einfluss auf
mechanische Eigenschaften (und auf die Oberfläche)
Testergebnisse und eigens gemessene Werte bestätigten, dass
die HP Multi Jet Fusion Technologie eine homogenere
Kunststoffvernetzung auslöst.
D.h. u.a., dass
• die Anisotropie der mechanischen Eigenschaften
geringer und z.B. die Zugfestigkeiten in X, Y sowie in Z-
Richtung annähernd gleich sind
• die mechanischen Eigenschaften von Bauteilen mit der MJF
Technologie gleich oder besser sind als jene mit der
herkömmlichen SLS-Technologie produziert.
Physik/Theorie
• Der HP Multi Jet Fusion Wärmeeintrag in das
Pulvermaterial ist weniger aggressiv als SLS
• Produktivität
Wärmeeintrag HP MJF Wärmeeintrag SLSMarktöffnung: Materialplattform

… are you inflamed?
We are!
prodartis AG
Industrieller 3D-Druck – Additive Manufacturing – Rapid Prototyping
Hoferbad 12
9050 Appenzell
Tel. +41 71 505 33 33, www.prodartis.ch