Strahlungsthermometrie – Temperaturen berührungslos … · trie. Sie gelten jedoch nur für den...
16
Strahlungsthermometrie – Temperaturen berührungslos messen Auszug aus atp-Sonderheft 6/2006 Systeme und Lösungen zur berührungslosen Temperaturmessung HEITRONICS Infrarot Messtechnik GmbH Kreuzberger Ring 40 D-65205 Wiesbaden Tel.: ++49 (611) 97393-0 Fax: ++49 (611) 97393-26 eMail: [email protected] Internet: www.heitronics.com
Transcript of Strahlungsthermometrie – Temperaturen berührungslos … · trie. Sie gelten jedoch nur für den...

Strahlungsthermometrie – Temperaturen berührungslos messen Auszug aus atp-Sonderheft 6/2006
Systeme und Lösungen zur berührungslosen Temperaturmessung
HEITRONICS Infrarot Messtechnik GmbH Kreuzberger Ring 40 D-65205 Wiesbaden Tel.: ++49 (611) 97393-0 Fax: ++49 (611) 97393-26 eMail: [email protected] Internet: www.heitronics.com


3
Strahlungsthermometrie –Temperaturen berührungslos messen Jörg Hollandt, Jürgen Hartmann und Berndt Gutschwager, Physikalisch-Technische Bundesanstalt, und Ortwin Struß, HEITRONICS Infrarot Messtechnik GmbH
Die Temperatur gehört zu den am meisten erfassten Messgrößen, da sie physikalische, chemische und bio-
logische Prozesse entscheidend beeinflusst. Um industrielle Verfahren bewerten, optimieren, wiederholen
und vergleichen zu können, müssen Temperaturen genügend genau und weltweit einheitlich gemessen
werden. Dies geschieht mit Hilfe der Festlegungen und Vorschriften der Internationalen Temperaturskala.
Die berührungslose Messung von Oberflächentemperaturen mit Strahlungsthermometern ist heute pro-
blemlos über einen Temperaturbereich von –100 °C bis zu 3000 °C möglich. Die strahlungsthermometrische
Temperaturmessung bietet eine Reihe von Vorteilen gegenüber berührenden Methoden. Strahlungsthermo-
meter reagieren sehr schnell und die Messung wird nicht durch Wärmezu- oder -ableitung beeinflusst.
Objekte die sich schnell bewegen, unter elektrischer Spannung stehen oder schnelle Temperaturänderungen
erfahren können so gemessen werden. Strahlungsthermometrie wird folglich zunehmend zur Überwachung
und Steuerung thermischer Prozesse, zur Instandhaltung und in der Gebäudetechnik eingesetzt.
Der vorliegende Beitrag soll über die Grundlagen der strahlungsthermometrischen Temperaturmessung
sowie über den Aufbau und gängige Typen von Strahlungsthermometern informieren. Es wird erläutert wie
über die Internationale Temperaturskala und die Kalibrierung von Strahlungsthermometern eine genaue
und weltweit einheitliche Temperaturmessung gewährleistet wird. Der in der praktischen Temperaturmes-
sung wichtige Emissionsgrad von Oberflächen und einige Beispiele zur industriellen Anwendung von Strah-
lungsthermometern werden dargestellt.
Temperaturmessung / Strahlungsthermometrie / Internationale Temperaturskala / Emissionsgrad
Radiation thermometry – non-contact temperature measurements
The temperature is one of the measurands most frequently determined, as it decisively influences physical,
chemical and biological processes. To be able to evaluate, optimize, repeat and compare industrial procedu-
res, temperatures must be measured with sufficient accuracy and worldwide uniformity. This is done with
the aid of the regulations and instructions of the International Temperature Scale. Today, non-contact
measurements of surface temperatures can be performed without problems with radiation thermometers
over a temperature range from –100 °C up to 3000 °C. Compared to contacting measurements, radiation-
thermometric temperature measurement offers a series of advantages. Radiation thermometers react very
fast and the measurement is not influenced by heat supply or dissipation. This allows objects to be measured
which move very fast, are energized or may experience fast temperature changes. Consequently, radiation
thermometry is increasingly used for the monitoring and control of thermal processes, for maintenance and
in building services engineering.
The present contribution shall inform of the fundamentals of radiation-thermometric temperature measu-
rement as well as of the construction and popular types of radiation thermometers. It will be explained how
exact and worldwide uniform temperature measurement is guaranteed via the International Temperature
Scale and the calibration of radiation thermometers. The emissivity of surfaces which is important in practi-
cal temperature measurements and some examples of industrial applications of radiation thermometers
will be described.
Temperature measurements / Radiation thermometry / International Temperature Scale / Emissivity

4
1. Einleitung
Die Temperatur als die wichtigste thermodynamische Zu -
standsgröße ist für den Ablauf von physikalischen, chemi-
schen und biologischen Prozessen von entscheidender
Bedeutung. Sie bestimmt unter anderem die Geschwindig-
keit von chemischen Reaktionen, die Reproduktionsrate von
lebenden Zellen, den Wirkungsgrad von Wärmekraftmaschi-
nen und die Emission von thermischer Strahlung.
Da praktisch alle in Industrie und Forschung relevanten
Größen eine Funktion der Temperatur sind, lassen sie sich
nur vergleichen, wenn sie bei bekannter Temperatur be -
stimmt werden. Dies macht die Temperatur, neben der Zeit,
zu der am meisten gemessenen physikalischen Größe.
Aufgrund der großen Bedeutung der Temperatur für die
Prozessüberwachung und –steuerung ergibt sich infolge
von weltweit vernetzten Produktionsprozessen die Notwen-
digkeit einer möglichst einfachen aber genauen und ein-
heitlichen Temperaturbestimmung. Dies wird durch die Fest-
legungen und Messvorschriften der Internationalen Tempe-
raturskala gemäß ihrer Vereinbarung im Jahre 1990 (ITS-90)
[1] gewährleistet.
Strahlungsmessgeräte, mit denen die mittlere Tempera-
tur eines durch die optische Anordnung festgelegten Mess-
feldes bestimmt wird, heißen Strahlungsthermometer. Sie
erlauben eine berührungslose, schnelle und rückwirkungs-
arme Oberflächentemperaturmessung, die mit kleiner Unsi-
cherheit auf die Internationale Temperaturskala zurückge-
führt werden kann.
Unter der Vielzahl von existierenden Temperaturmessver-
fahren hat die Strahlungsthermometrie damit ein einzigarti-
ges Potenzial. Sie erlaubt unter anderem eine Temperatur-
messung an
� schnell bewegten Objekten,
� sehr kleinen Objekten,
� Objekten mit kleiner Wärmekapazität und/oder geringer
Wärmeleitfähigkeit,
� Objekten mit schneller Temperaturänderung,
� Objekten, bei denen räumliche Temperaturverteilungen
erfasst werden sollen,
� Objekten mit sehr hohen Temperaturen.
Im Folgenden werden die Grundlagen der strahlungs-
thermometrischen Temperaturmessung vorgestellt. Es wer-
den der Aufbau und die wesentlichen Spezifikationen von
Strahlungsthermometern erläutert. Die Kalibrierung von
Strahlungsthermometern, das heißt ihre Rückführung auf
die Internationale Temperaturskala, und die Bestimmung
des für die Strahlungsthermometrie wichtigen Emissions-
grads von Oberflächen wird dargestellt. Abschließend ver-
deutlichen einige Beispiele für die industrielle Anwendung
der Strahlungsthermometrie die Breite der Einsatzmöglich-
keiten von Strahlungsthermometern.
2. Grundlagen der Strahlungsthermometrie
Bei Temperaturen oberhalb von – 273,15 °C (0 K), dem abso-
luten Temperatur-Nullpunkt, strahlt jeder Körper elektromag-
netische Strahlung ab. Diese Strahlung wird Temperatur-
oder Wärmestrahlung genannt. Die Intensität und spektrale
Verteilung der Wärmestrahlung steht in einem direkten
Zusammenhang mit der Temperatur und dem Emissions-
grad der Oberfläche des Körpers. Der Emissionsgrad ε ist
eine material- und temperaturabhängige Oberflächeneigen-
schaft und stets gleich dem Absorptionsgrad α der Oberflä-
che (Kirchhoff’sches Gesetz). Von grundlegender Bedeutung
für die Strahlungsthermometrie ist, dass für einen Körper,
der alle auftreffende Strahlung vollständig absorbiert – ein
so genannter Schwarzer Körper – das emittierte Strahlungs-
spektrum nur noch von seiner Temperatur und nicht mehr
von seinem Material und seiner Form abhängt. Ein Schwar-
zer Körper besitzt einen Absorptions- und Emissionsgrad
von 1 und seine Wärmestrahlung wird durch das Planck’sche
Strahlungsgesetz beschrieben. Dieses Gesetz beschreibt die
Abhängigkeit der emittierten Strahlungsleistung pro Fläche
und Wellenlänge λ in ein Raumwinkelelement, die so
genannte spektrale Strahldichte Lλ,S [W/(m3sr)], von der
absoluten Temperatur T [K] des Körpers gemäß
L�,S (�, T) = �n
c2�
1
5��
exp (c2/
1
n�T) – 1� . (1)
Hier bezeichnen c1 = 2hc2 und c2 = hc/k die erste und
zweite Strahlungskonstante mit dem Planck’schen Wirkungs-
quantum h, der Lichtgeschwindigkeit im Vakuum c und der
Boltzmann-Konstante k.
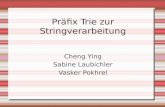
Die grafische Darstellung des Planck’schen Strahlungsge-
setzes in Bild 1 zeigt die stark überproportionale Zunahme
der abgestrahlten Gesamtenergie mit steigender Tempera-
tur. Den funktionalen Zusammenhang zwischen der abge-
a)0,0E+00
2,0E+12
4,0E+12
6,0E+12
8,0E+12
1,0E+13
1,2E+13
1,4E+13
0 0,5 1,0 1,5 2,0 2,5
Wellenlänge (μm)
3,0 3,5 4,0 4,5 4,5
b)1,0E-03
1,0E-01
1,0E+01
1,0E+03
1,0E+05
1,0E+07
1,0E+09
1,0E+11
1,0E+13
273,16 K500 K1000 K1500 K2000 K2500 K
3000 K3500 K4000 K4500 K5000 K
Str
ah
ldic
hte
(W
/m3sr
)S
tra
hld
ich
te (
W/m
3sr
)
0,1 1 10 100
Wellenlänge (μm)
Bild 1: Das Planck’sche Strahlungsgesetz in a) linearer und b) doppelt-
logarithmischer Darstellung.

5
strahlten Gesamtenergie pro Fläche M und der absoluten
Temperatur beschreibt das Stefan-Boltzmann Gesetz
M = σT4 (2)
mit der Stefan-Boltzmann-Konstante σ = 5,670400(40) ·
10–8 W · m–2 · K–4.
Bei Raumtemperatur liegt das Maximum der abgestrahl-
ten Wärmestrahlung bei etwa 10 μm im fernen Infrarot. Die
Verschiebung der Wellenlänge des Maximums der emittier-
ten Strahlung mit der Temperatur beschreibt das Wien’sche
Verschiebungsgesetz
λmaxT = 2897,7686(51) μm · K. (3)
Gl. (1)–(3) bilden die Grundlage der Strahlungsthermome-
trie. Sie gelten jedoch nur für den idealen Schwarzen Körper.
Reale Körper strahlen Wärmestrahlung immer schlechter ab
als Schwarze Körper, besitzen daher einen Emissions- und
Absorptionsgrad kleiner als 1. Der spektrale Emissionsgrad
eines realen Körpers ist eine Funktion der Wellenlänge, der
Temperatur und des Beobachtungswinkels θ. Damit kann
die spektrale Strahldichte Lλ,real eines realen Körpers beschrie-
ben werden durch
L�,real (�, T, �) = � (�, T, �) · L�,S (�, T) =
�n
c2�
1
5��
exp
�
(c
(
2
�
/
,
n
T
�
, �
T
)
) – 1� . (4)
Für die berührungslose Temperaturmessung eines Kör-
pers ist somit die Messung seiner abgestrahlten Strahlungs-
leistung in einem vorgegebenen Spektralbereich mittels
eines Strahlungsthermometers und die Kenntnis des Emissi-
onsgrads seiner Oberfläche notwendig.
Kurze Darstellungen zu den Grundlagen und Anwendun-
gen der Strahlungsthermometrie finden sich z. B. in [2–4].
3. Strahlungsthermometer
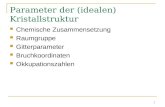
Der prinzipielle Aufbau eines Strahlungsthermometers ist in
Bild 2 dargestellt. Eine Optik bildet das Messobjekt mittels
der Wärmestrahlung auf die Gesichtsfeldblende vor dem
Detektor ab. Die Aperturblende und die Gesichtsfeldblende
definieren den Raumwinkel und die Fläche (Messfeld) der
vom Detektor nachgewiesenen Strah-
lung. Bei den meisten Strahlungsther-
mometern wird ein Spektralfilter zur
Eingrenzung des Wellenlängenberei-
ches der auf den Detektor treffenden
Strahlung verwendet. Dieser Spektral-
filter wird oft unmittelbar vor dem
Detektor angeordnet oder ist als Fens-
ter in das Detektorgehäuse integriert.
Bei hochwertigen Strahlungsthermo-
metern werden der Detektor und
manchmal auch zusätzlich der Spekt-
ralfilter temperiert. Interne Referenz-
strahlungsquellen oder nur die Mes-
sung und Verarbeitung der internen
Temperatur des Detektors oder der
optischen Komponenten sorgen im Allgemeinen für eine
stabile Anzeige von Messwerten der Strahlungstemperatur
innerhalb eines weiten Eigentemperaturbereichs des Strah-
lungsthermometers.
Die Leistungsfähigkeit eines Strahlungsthermometers
wird wesentlich von der Güte seiner Optik und der Empfind-
lichkeit seines Strahlungsempfängers bestimmt. Hochwer-
tige Strahlungsthermometer arbeiten mit einem festen
Fokus, der dem empfohlenen Messabstand entspricht oder
mit variablem Fokus zur Anpassung an den Messabstand.
Aus der abstandsabhängigen Einstellung des Fokus resul-
tiert ein Messfeld, in dem die mittlere Strahlungstemperatur
des Messobjektes ermittelt wird. Bei einer Erhöhung des
Messabstandes wird das Messfeld größer. Genaue Messun-
gen der Strahlungstemperatur sollten mit abbildenden opti-
schen Systemen erfolgen. Diese können aus Linsen, Spie-
geln, Faseroptiken oder deren Kombination bestehen. In
Abhängigkeit vom Spektralbereich, in dem das Strahlungs-
thermometer arbeitet, kommen für die häufig verwendeten
Linsensysteme nicht nur optisches Glas, sondern auch im
Infraroten transparente Materialien wie z. B. Silizium, Germa-
nium oder Zinkselenid zum Einsatz. Bei preiswerten Strah-
lungsthermometern werden auch optische Komponenten
aus Kunststoff eingesetzt. Die Ausrichtung von Strahlungs-
thermometern und die Kennzeichnung des Messfeldes erfol-
gen mit Hilfe von Pilotlasern, Durchsichtvisieren oder inte-
grierten Kamerasystemen im sichtbaren Spektralbereich.
Für die Messung von Strahlungstemperaturen im Bereich
von etwa 250 °C bis über 3000 °C werden vielfach Photo-
empfänger auf der Basis von Silizium oder InGaAs in Verbin-
dung mit Glasoptiken verwendet, wobei mit Siliziumemp-
fängern von etwa 500 °C aufwärts gemessen werden kann.
Hingegen finden meist thermische Empfänger wie Thermo-
säulen oder pyroelektrische Detektoren Anwendung bei der
Messung niedriger Strahlungstemperaturen bis hinab zu
– 100 °C. Auch aufwändig gekühlte, sehr empfindliche Halb-
leiterdetektoren können bei der Messung niedriger Strah-
lungstemperaturen in hochwertigen Geräten verwendet
werden.
Strahlungsthermometer arbeiten meist in begrenzten
Spektralbereichen. Diese Bereiche sind im Allgemeinen den
Transmissionseigenschaften der Atmosphäre angepasst. Es
existieren spektrale „Fensterbereiche“ der Atmosphäre, in
Messobjekt
Atmosphäre
Linse Pilot-Laser
Gesichtsfeldblende
Spektralfilter
Detektor
Messfeld Fokussierung Aperturblende temperiertes
Detektorgehäuse
Strahlungsthermometer
Bild 2: Schematischer Aufbau eines Strahlungsthermometers.

6
denen die Intensität der Wärmestrahlung nur wenig beein-
flusst wird. Für die Messung hoher Strahlungstemperaturen
ab ca. 250 °C aufwärts eignet sich der Bereich von 0,9 μm bis
1,7 μm. Strahlungstemperaturen oberhalb von – 20 °C kön-
nen in einem atmosphärischen Fenster von 2,5 μm bis 5 μm
gemessen werden. Für die Messung sehr niedriger Strah-
lungstemperaturen, aber oft auch für die Messung von
Strahlungstemperaturen in der Nähe der üblichen Tempera-
turstrahlung der Umgebung, wird der Spektralbereich von
8 μm bis 14 μm genutzt. Diesen Spektralbereich verwenden
zumeist auch einfache, vielseitig einsetzbare Strahlungsther-
mometer. Bei der Anwendung von Strahlungsthermometern
ist ab einem Abstand zum Messobjekt von etwa 10 Metern
zu beachten, dass die Intensität der nachgewiesenen Wär-
mestrahlung und damit die gemessene Strahlungstempera-
tur durch die Absorption bzw. Emission der Atmosphäre
eine Veränderung erfahren kann. Staub und eine unge-
wöhnlich hohe Luftfeuchtigkeit beeinflussen insbesondere
bei größeren Messentfernungen die Anzeige der Strahlungs-
temperatur. Hochwertige Strahlungsthermometer erlauben
meist eine von der Entfernung abhängige Korrektur des
Messwertes.
Einen großen Einfluss auf die Messung der Strahlungs-
temperatur hat der Wert des Emissionsgrades der Oberflä-
che eines Messobjektes. Er ist stets kleiner als Eins und grö-
ßer als Null und sollte bekannt sein. Bei einem kleinen
Emissionsgrad ist im Allgemeinen die Unsicherheit der Mes-
sung relativ groß, da dann auch die Wärmestrahlung von
Objekten der Umgebung am Messobjekt reflektiert wird.
Dies ist zum Beispiel bei blanken Metalloberflächen der Fall.
Hingegen ist die Messung der Strahlungstemperatur an Bau-
stoffen wie Stein, Beton oder Keramik meist gut durchführ-
bar, da diese Stoffe hohe Emissionsgrade in der Nähe von 1
aufweisen. Einstellungen bekannter Emissionsgrade und der
Umgebungstemperatur sind an hochwertigen Strahlungs-
thermometern im Allgemeinen möglich, so dass die Anzeige
der Strahlungsthermometer den Oberflächentemperaturen
der Messobjekte entspricht.
Man unterscheidet nach dem spektralen Empfindlich-
keitsbereich verschiedene Typen von Strahlungsthermome-
tern:
� Spektralstrahlungsthermometer arbeiten in einem engen
Spektralbereich mit einer typischen Bandbreite von unter
20 nm. Sie sind für hochwertige Messungen mit geringer
Unsicherheit, meist im Labor, geeignet. Sie lassen sich im
Allgemeinen sehr gut mathematisch modellieren und
können mit geringen Unsicherheiten kalibriert werden.
Da die auf den Empfänger fallende Strahlungsleistung
gering ist, müssen hier besonders empfindliche Strah-
lungsempfänger eingesetzt werden. Mit Spektralstrah-
lungsthermometern ist bei Wahl geeigneter Spektralbe-
reiche auch die Messung der Strahlungstemperatur in der
Tiefe eines Objektes z. B. bei Glas oder Kunststoff mög-
lich.
� Viele Strahlungsthermometer sind Bandstrahlungsther-
mometer. Die Bandbreite des Spektralfilters ist bei ihnen
wesentlich größer als beim Spektralstrahlungsthermome-
ter. Sie nutzen oft den gesamten Spektralbereich eines
atmosphärischen Fensters aus. Ihre größere Bandbreite
führt zu einer höheren Strahlungsleistung auf dem Emp-
fänger was meist eine sehr gute Temperaturauflösung der
Messwerte bei einem geringeren Einfluss von atmosphä-
rischen Störungen im Vergleich zu Gesamtstrahlungsther-
mometern ermöglicht. Die mit Bandstrahlungsthermo-
metern erzielbaren Messunsicherheiten können deshalb
gering gehalten werden.
� Gesamtstrahlungsthermometer arbeiten meist ohne spekt-
rale Filter und erfassen annähernd das ganze Spektrum
der Wärmestrahlung des Messobjektes. Die auf den Detek-
tor treffende Strahlungsleistung ist aufgrund der hohen
Bandbreite groß. Die Anwendung und Kalibrierung von
Gesamtstrahlungsthermometern mit geringer Messunsi-
cherheit kann aber nur bei konstanten atmosphärischen
Bedingungen, unter Schutzgas oder im Vakuum erfolgen.
Bei Beachtung dieser Einsatzbedingungen sind genaue
Temperaturmessungen auch mit Gesamtstrahlungsther-
mometern möglich.
� Weniger häufig in der Anwendung sind Verhältnisstrah-
lungsthermometer. Sie arbeiten in zwei oder mehreren
meist schmalen und nahe beieinander liegenden Spekt-
ralbereichen. Durch die Verhältnisbildung der Strahldich-
ten in den verschiedenen Spektralbereichen wird die
Strahlungstemperatur des Messobjektes ermittelt. Die
genaue Kenntnis des absoluten Emissionsgrades der
Oberfläche des Messobjektes ist hier nicht notwendig,
aber der Emissionsgrad muss innerhalb der verwendeten
Spektralbereiche exakt gleiche Werte aufweisen oder das
Emissionsgradverhältnis muss bekannt sein. Wellenlän-
genunabhängige Einflüsse wie Messfeldgröße, Messent-
fernung, Transmission der Atmosphäre oder Öffnungs-
winkel der Optik werden durch die Verhältnisbildung
kompensiert.
Moderne Strahlungsthermometer arbeiten mit digitalen
Signalprozessoren zur Signalverarbeitung und Parameter-
einstellung. Daraus resultiert eine präzise und stabile Arbeits-
weise bei Temperaturauflösungen bis in den Millikelvin-
Bereich. Üblich sind adressierbare Schnittstellen zur Signalü-
bertragung und zur Steuerung der Geräte.
Für extreme Einsatzbedingungen in Industrieanlagen
werden von den Herstellern der Strahlungsthermometer
meist temperierbare Schutzgehäuse mit einem geeigneten
Fenster angeboten.
Die Tabellen 1 bis 3 zeigen eine Zusammenstellung über
typische Temperatur- und Spektralbereiche, der verwende-
ten Strahlungsempfänger sowie die typischen Anwendun-
gen von handelsüblichen Strahlungsthermometern.
Eine Übersicht über die Eigenschaften von Strahlungs-
thermometern als Hilfe für die anwendungsgerechte Aus-
wahl gibt die VDI/VDE Richtlinie 3511 Blatt 4.
Wesentliche weitere Spezifikationen für die Charakterisie-
rung von Strahlungs-thermometern sind neben dem Mess-
temperatur- und Spektralbereich z. B. die Messunsicherheit,
die Temperaturauflösung, Reproduzierbarkeit, Langzeitsta-
bilität, Einstellzeit und Erfassungszeit. Die Definitionen die-
ser Spezifikationen und entsprechende Testmethoden zu
ihrer Bestimmung finden sich in den VDI/VDE Richtlinien
3511 Blatt 4.1 bis 4.3.

7
4. Kalibrierung von Strahlungsthermometern
Primärthermometer, wie zum Beispiel das Gasthermometer,
erlauben die Messung thermodynamischer Temperaturen
auf der Grundlage fundamentaler physikalischer Gesetze.
Solche Thermometer können mit sehr kleiner Unsicherheit
arbeiten und müssen nicht kalibriert werden. Für praktische
Anwendungen, wie zur Überwachung und Steuerung von
Produktionsprozessen, sind Primärthermometer jedoch
ungeeignet, weil ihr Betrieb zu schwierig und aufwändig ist.
Deshalb hat man mit der Internationalen Temperaturskala
ein System von Messgeräten und -verfahren vorgeschrieben,
Tabelle 1: Spektral- und Bandstrahlungsthermometer.
Wellenlänge1/μm 1
(0,7 – 1,1)
1,6
(1,45 – 1,8)
3 – 5
(2 – 5)
2,4
(2,0 – 2,8)
3,9 5
(4,8 – 5,6)
7,5 – 8,2
Temperatur-
bereich2,3 /°C
450 – 3000 250 – 2500 0 – 2500 50 – 2500 75 – 2500 100 – 2500 0 – 2500
Einstellzeiten ab4 /
ms
1 1 1,5 1,5 5 5 5
Verwendete
Detektortypen5
Si InGaAs, Ge PbSe, Pyro, TP PbS, Pyro, TP Pyro, TP Pyro, TP Pyro
Typische
Anwendungen
Metalle,
Glasschmelze,
Keramik,
Halbleiter
Metalle,
Keramik,
Halbleiter
Metalle,
Keramik,
Heißkleber
Metalle,
Metallschmelze,
Buntmetalle,
Glasschmelze,
Keramik,
Graphit
Glas,
durch Flammen
Glasoberfläche Glasoberfläche,
Keramiken
Tabelle 2: Spektral- und Bandstrahlungsthermometer (Fortsetzung Tabelle 1).
Wellenlänge1/μm 3,43 6,8 7,95 / 8,05 8 – 10 8 – 14 9,5 – 11,5 4,3 / 4,5
Temperatur-
bereich2,3 /°C
75 – 300 40 – 400 0 – 400 0 – 1000 – 100 – 1000 – 50 – 500 300 – 2500
Einstellzeiten ab4 /
ms
50 30 30 5 5 5 5
Verwendete
Detektortypen5
PbSe, Pyro Pyro Pyro, TP Pyro, TP Pyro, TP Pyro Pyro
Typische
Anwendungen
Kunststoff-
folien, Glas,
Halbleiter
(Wafer)
Kunststofffolien Kunststofffolien Kunststoffe,
Nichtmetalle,
Keramiken
Organische
Materialien,
Lacke, Gummi,
Öle
Meteorologi-
sche Messun-
gen, Umwelt,
große Distan-
zen
Heiße Gase,
Abgase in Müll-
verbennungs-
anlagen,
Flammen
Tabelle 3: Verhältnisstrahlungsthermometer.
Wellenlängen6/μm 1
(0,85 / 1,1)
1
(0,95 / 1,05)
1 / 1,5 1,5
(1,4 / 1,75)
2
Temperaturbereich7,8 /°C 600 – 3000 600 – 3000 500 – 3000 300 – 2000 200 – 1400
Einstellzeiten ab9 /ms 1 10 2 20 50
Verwendete Detektortypen10 Si / Si Si / Si Si / Ge, Si / InGaAs InGaAs Pyro, TP
Typische Anwendungen11 Metalle, Metallschmelzen, Graphit, Glasschmelzen
Erläuterungen zu den Tabellen 1–3
1 Angegeben ist die Zentralwellenlänge und typische spektrale Gren-
zen in Klammern.
2 Angegeben ist der insgesamt angebotene Temperaturbereich. Ein-
zelne Strahlungsthermometer haben in der Regel einen geringeren
Messtemperaturbereich.
3 Die untere Temperaturgrenze ist abhängig von der verwendeten
Optik (Messfeldgröße) und der Einstellzeit.
4 Angegeben ist die kürzest mögliche Einstellzeit. Im unteren Tempe-
raturbereich sind für eine gute Temperaturauflösung meist längere
Einstellzeiten nötig.
5 Si = Silizium, Ge = Germanium, InGaAs = Indium-Gallium-Arsenid,
PbS = Bleisulfid, PbSe = Bleiselenid, Pyro = pyroelektrische Detekto-
ren, TP = Thermopile/Thermosäule
6 Angegeben ist die Zentralwellenlänge und typische spektrale Gren-
zen in Klammern.
7 Angegeben ist der insgesamt angebotene Temperaturbereich. Ein-
zelne Strahlungsthermometer haben in der Regel einen geringeren
Messtemperaturbereich.
8 Die untere Temperaturgrenze ist abhängig von der verwendeten
Optik (Messfeldgröße) und der Einstellzeit.
9 Angegeben ist die kürzest mögliche Einstellzeit. Im unteren Tem-
peraturbereich sind für eine gute Temperaturauflösung meist länge-
re Einstellzeiten nötig.
10 Si = Silizium, Ge = Germanium, InGaAs = Indium-Galliumarsenid, PbS
= Bleisulfid, PbSe = Bleiselenid, Pyro = pyroelektrische Detektoren,
TP = Thermopile/Thermosäule
11 Bei Temperaturen unter 300 °C kommt es bei kurzwelligen Verhält-
nisstrahlungsthermometern zu einer erhöhten „Lichtempfindlich-
keit“ (Störungen durch Sonnenlicht und künstliche Beleuchtung).

8
das eine praktische und weltweit einheitliche Temperatur-
messung gewährleistet, die eine sehr genaue Annäherung
an die thermodynamische Temperatur darstellt. Die 1989
vom Internationalen Komitee für Maß und Gewicht (CIPM)
verabschiedete und seit dem 1. Januar 1990 gültige Interna-
tionale Temperaturskala ITS-90 erstreckt sich von – 272,5 °C
(0,65 K) bis zu den höchsten Temperaturen, die praktisch mit
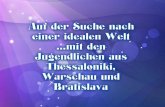
Hilfe des Planck’schen Strahlungsgesetzes messbar sind. Sie
basiert auf 17 gut reproduzierbaren thermodynamischen
Gleichgewichtszuständen (z. B. Metall-Erstarrungspunkten),
denen als definierenden Fixpunkten Temperaturwerte zuge-
schrieben werden (Bild 3). In der ITS-90 sind für die Tempera-
turmessung in einzelnen Temperaturbereichen verschiedene
Messinstrumente (Interpolationsinstrumente) und ihre Kali-
brierung an und zwischen den Fixpunkt-Temperaturen vor-
geschrieben. Im Temperaturbereich von – 259,35 °C (13,8 K)
bis 961,78 °C (1234,93 K) dienen Platinwiderstandsthermo-
meter besonderer Bauart als Interpolationsinstrumente. Im
Bereich oberhalb des Silbererstarrungspunktes (961,78 °C)
werden Temperaturen gemäß der ITS-90 direkt mit dem
Spektralstrahlungsthermometer gemessen, indem die spekt-
rale Strahldichte des Strahlers, dessen Temperatur zu mes-
sen ist, mit der spektralen Strahldichte eines Schwarzen
Körpers bekannter Temperatur verglichen wird.
Im praktischen Einsatz werden Strahlungsthermometer
als Sekundärthermometer verwendet, die gegen einen
Schwarzen Strahler bekannter Temperatur kalibriert werden
müssen. Die Kalibrierung von Strahlungsthermometern, das
heißt die Rückführung der Temperaturmessung mit einem
Strahlungsthermometer auf die ITS-90, ist mit kleiner Unsi-
cherheit möglich und erlaubt so weltweit vergleichbare,
reproduzierbare Temperaturmessungen mit einer Unsicher-
heit bei der industriellen Anwendung von deutlich unter 1 °C
im Temperaturbereich von – 60 °C bis 1000 °C. Für höhere
Temperaturen bis 3000 °C liegen die erreichbaren Unsicher-
heiten mit kommerziellen Strahlungsthermometern bei
unter 2 °C. Diese Unsicherheiten berücksichtigen jedoch
noch nicht einen möglichen zusätzlichen Unsicherheitsbei-
trag in der Temperaturmessung aufgrund mangelnder
Kenntnis des Emissionsgrads (siehe Abschnitt 5).
Zur Darstellung und Weitergabe der Temperaturskala mit
strahlungs-thermometrischen Methoden werden in der Phy-
sikalisch-Technischen Bundesanstalt (PTB) für die Kalibrie-
rung von Strahlungsthermometern so genannte Hohlraum-
strahler über einen Temperaturbereich von – 173 °C bis
3000 °C betrieben (Tabelle 4) [4], die die Wärmestrahlung
eines Schwarzen Körpers in sehr guter Näherung realisieren.
In einem abgeschlossenen, isothermen Hohlraum bildet sich
ideale Schwarze Strahlung gemäß dem Planck’schen Strah-
lungsgesetz (Gl. (1)). Diese Strahlung kann man nutzen, wenn
man in die Hohlraumwand eine kleine Öffnung einbringt.
Die Abweichung der aus dieser Öffnung emittierten Strah-
lung von der Strahlung eines idealen Schwarzen Körpers ist
sehr klein, wenn die Öffnung im Verhältnis zur inneren Ober-
fläche des Hohlraums klein bleibt. Mit modernen Hohlraum-
strahlern lassen sich Emissionsgrade sehr nahe bei 1 errei-
chen (siehe Tabelle 4). Damit kann Temperaturstrahlung mit
bekannter spektraler Verteilung definiert für die Kalibrierung
von Strahlungsthermometern, Thermografiekameras und
Temperaturstrahlern zur Verfügung gestellt werden. Eine
praktische Darstellung der Kalibrierverfahren von Strah-
lungsthermometern mit Hilfe von Hohlraumstrahlern findet
sich in der VDI/VDE-Richtlinie 3511 Blatt 4.4.
1084, 62 Cu1064,18 Au
961,78 Ag
660,323 Al
t (°C)T (K)
419,527 Zn
231,928 Sn
156,5985 In
29,7646 Schmelzpunkt Ga0,01 Tripelpunkt H
2O (T
TPW)
1357,771337,33
1234,93
933,473
692,677
505,078
429,7485
302,9146273,16
Pla
tin
wid
ers
tan
dst
he
rmo
me
ter
Sp
ek
tra
l-S
tra
hlu
ng
sth
erm
om
ete
rb
asi
ere
nd
au
f d
em
Pla
nk
´sch
en
Str
ah
lun
gsg
ese
tz
Inte
rpo
lie
ren
de
Me
ssin
stru
me
nte
Bild 3: Der Schmelzpunkt des Galliums und die Erstarrungspunkte von
Metallen als definierende Fixpunkte der Internationalen Temperatur-
skala oberhalb von 0,01 °C.
Tabelle 4: Hohlraumstrahler der PTB für Kalibrierungen im Bereich von – 173 °C bis 3000 °C.
Hohlraumstrahler Temperatur-
bereich / °C
Hohlraummaterial Hohlraumlänge /
mm
Hohlraumdurch-
messer / mm
Wandemissions-
grad
Hohlraum-
emissionsgrad
(Unsicherheit k = 1)
LN2-Strahler – 173 – 170 Kupfer 250 40 0,96 0,9997 ± 0,0001
NH3-Strahler – 60 – 50 Stahl 525 60 0,965 0,999 90 ± 0.000 06
H2O-Strahler 50 – 270 Titan 420 60 0,88 0,999 80 ± 0.000 15
Cs-Strahler 270 – 650 Inconel 600 368 41 0,75 0,999 60 ± 0.000 17
Na-Strahler 500 – 962 Inconel 600 368 41 0,75 0,999 60 ± 0.000 17
Graphit-Strahler 1000 – 3000 Graphit 200 37 0,86 0,999 ± 0,001

9
In Bild 4 wird ein Messplatz der PTB für die Kalibrierung
von Strahlungs-thermometern im Bereich von – 60 °C bis
962 °C dargestellt [4,5]. An diesem Messplatz werden hoch-
wertige Transfer-Strahlungsthermometer mit einer Unsi-
cherheit von unter 0,2 °C kalibriert, die zur Weitergabe der
Temperaturskala an Hersteller und Anwender von Strah-
lungsthermometern dienen.
5. Emissionsgrad
Die Kalibrierung eines Strahlungsthermometers am Hohl-
raumstrahler als nahezu idealen Schwarzen Strahler liefert
seine Kennlinie zur Umrechung des Signals in die entspre-
chende Temperatur. Bei der Anwendung des Strahlungsther-
mometers am Messobjekt muss zusätzlich der Emissions-
grad der beobachteten Oberfläche bekannt sein. Nur bei
bekanntem Emissionsgrad kann aus der gemessenen Strahl-
dichte auf die wahre Temperatur des Messobjekts geschlos-
sen werden (siehe Gl. (4)).
Eine Berechnung des Emissionsgrades aus den chemi-
schen und physikalischen Materialeigenschaften ist nur für
einige Sonderfälle bei gerichtet reflektierenden Metallober-
flächen möglich. Bei der in der Praxis vorherrschenden diffu-
sen Reflexion ist man auf Literaturwerte, Angaben von Strah-
lungsthermometerherstellern oder auf eine Messung des
Emissionsgrades angewiesen. Zu vielen technisch relevan-
ten Materialien finden sich Emissionsgradwerte in Büchern,
Tabellenwerken und Datenbanken. Neuerdings können
diese Werte zusammen mit relevanten Normen und Dienst-
leistungen besonders schnell und komfortabel über das
Internetportal des virtuellen Institutes für thermische Metro-
logie, evitherm (www.evitherm.org) gesucht werden. Auch
für durchsichtige Stoffe wie Glas, Quarz, Wasser, Kunststoff-
folien sowie für heiße Gase und Flammen existieren charak-
teristische Wellenlängenbereiche, in denen der Absorptions-
und Emissionsgrad groß ist, so dass mit spektral angepassten
Strahlungsthermometern eine berührungslose Temperatur-
messung möglich ist.
Zur Verwendung von Literaturwerten ist einschränkend zu
sagen, dass der Emissionsgrad eines Materials nicht nur von
der Temperatur, Wellenlänge und Abstrahlrichtung, sondern
auch von der Form und Beschaffenheit der Oberfläche (z. B.
Verschmutzung, Oxidation, Rauhigkeit und Struktur) abhängt.
Daher ist es für eine genaue Temperaturmessung notwendig,
den Emissionsgrad der tatsächlich beobachteten oder einer
identischen Oberfläche zu bestimmen. Es existiert eine Viel-
zahl von Methoden zur Emissionsgradbestimmung. Einige
praktische Verfahren, mit denen unter Zuhilfenahme des
verwendeten Strahlungsthermometers für die industrielle
Anwendung oft ausreichend genaue Emissionsgrade von
unbekannten Materialien ermittelt werden können, sind in
der VDI/VDE-Richtlinie 3511 Blatt 4 dargestellt.
Zur genauen Messung des Emissionsgrads einer Oberflä-
che (z. B. von Referenzmaterialien) vergleicht man dagegen
die von dieser Oberfläche abgestrahlte Wärmestrahlung mit
der eines Hohlraumstrahlers gleicher Temperatur als Funk-
tion der Wellenlänge und des Abstrahlwinkels (gerichteter
spektraler Emissionsgrad) mit Hilfe eines Infrarot-Spektro-
meters. Entscheidend für die erreichbare Messgenauigkeit
ist die genaue Bestimmung der Temperatur der Oberfläche,
deren Emissionsgrad gemessen werden soll. Für eine Mes-
sung des Emissionsgrads mit einer Unsicherheit von 1 % und
besser muss erheblicher messtechnischer Aufwand getrie-
ben werden.
Einen experimentellen Aufbau der PTB zur spektral aufge-
lösten Messung des gerichteten Emissionsgrads zeigt sche-
matisch Bild 5. Der Messplatz bietet die Möglichkeit den
spektralen gerichteten Emissionsgrad von 2,5 μm bis 50 μm
über einen Abstrahlwinkel von +/– 70° zur Probennormalen
in einem Temperaturbereich von 80 °C bis 400 °C zu messen.
6. Beispiele für industrielle Anwendungen
Wie in Abschnitt 1 dargestellt, hat die Strahlungsthermome-
trie einige wesentliche Vorteile bei der Temperaturmessung.
Betrachtet man die verschiedensten Messsensoren und
-verfahren, die zur Temperaturmessung verwendet werden,
wie Thermoelemente, Widerstandsthermometer oder Schmelz-
kegel, so entspricht die von diesen Sensoren gemessene
Ammoniak
Wärmerohrstrahler
–60 °C to 50 °C
Wasser
Wärmerohrstrahler
50 °C to 270 °C
Caesium
Wärmerohrstrahler
270 °C to 650 °C
Natrium
Wärmerohrstrahler
500 °C to 962 °C
Strahlungsthermometer
oder Thermografiekamera
SPRT SPRT SPRT SPRT
3000 mm 60
0 m
m
y
x
Bild 4: Kalibriermessplatz der PTB im Bereich von – 60 °C bis 962 °C. Die
Temperatur der einzelnen Wärmerohr-Hohlraumstrahler wird gemäß
der ITS-90 mit Standard-Platinwiderstandsthermometern (SPRT)
gemessen.
Thermostat
25 °C
Thermostat
25 °CDeuterated
Triglycerine
Sulfate (DTGS)-
Empfänger Off-axis
Parabolspiegel
FT-IR Spektrometer2,5 μμm bis 51 μm
ProbeElektrische
Heizung
Probenhalter
80 °C bis 400 °C
temperierte
Probenkammer
(25 °C)
Pt 25
Ölthermostat Pt 25 3M-Velvet
(black)
ε∩ = 0,93
ε > 0,9999
80 °C bis 250 °C
Hohlraumstrahler
Ve
rsch
ieb
eti
sch
ø 34 mm
±70°
Bild 5: Schematische Darstellung des experimentellen Aufbaus zur
Messung des spektralen gerichteten Emissionsgrads in der PTB. Die zu
messende Probe und ein Hohlraumstrahler bekannter Temperatur
können wahlweise vor die Eingangsoptik eines Infrarot-Spektrome-
ters gebracht werden. Durch den Vergleich der gemessenen Wärme-
strahlungsspektren ergibt sich bei bekannter Oberflächentemperatur
der Probe der spektrale Emissionsgrad. Temperatur und Abstrahlwin-
kel der Probe können variiert werden.

10
Temperatur ihrer eigenen Temperatur. Die Sensoren müssen
die Messobjekttemperatur annehmen, damit diese ange-
zeigt werden kann. Hierbei wird dem Messobjekt Energie
entzogen oder zugeführt, das heißt es ändert seine Tempe-
ratur. Es bleibt dem Anwender überlassen sicherzustellen,
dass die Sensortemperatur der Messobjekttemperatur ent-
spricht.
Bei der berührungslosen Temperaturmessung mit Strah-
lungsthermometern, Line-Scannern und Thermographiegerä-
ten misst der Sensor hingegen einen Teil der vom Messobjekt
ausgesandten Strahlung, der Sensor muss nicht die Objekt-
temperatur annehmen und das Messobjekt wird im Allgemei-
nen nicht beeinflusst. Die Messmethode ist direkt, damit
schnell und kann bei kleinen Objekten genauso angewendet
werden wie zur Temperaturmessung an großen Flächen.
Die Anwendung der Messgeräte ist in der Regel einfach.
Es muss beachtet werden, dass es sich um optische Messsys-
teme handelt, die mit Linsen oder Spiegeln als Objektive
ausgestattet sind. Diese müssen vor Verschmutzungen
geschützt werden und der Zwischenraum zwischen Messge-
rät und Messobjekt muss frei sein.
Wie die Tabellen 1 bis 3 zeigen, existieren eine große
Anzahl von „Standard“-Spektral- und Temperaturmessberei-
chen, die für spezifische Messobjekteigenschaften und Pro-
zesstemperaturen bestimmt sind. Ein Messinstrument, das
den Temperaturbereich von –100 °C bis 4000 °C abdecken
kann, wäre wünschenswert und ist sogar realisierbar, hat
aber bei vielen Anwendungen deutliche Nachteile gegenü-
ber einem Spezialinstrument, welches für die jeweilige Mess-
aufgabe optimiert ist.
Drei Grundregeln für den Anwender sollen hier genannt
werden, wenn ein Strahlungsthermometer oder Linescanner
eingesetzt wird:
� Der Spektralbereich sollte so kurzwellig wie möglich ge -
wählt werden, um die gewünschte niedrigste Temperatur
noch messen zu können. Der Einfluss von Störungen,
Driften und der Emissionsgradunsicherheit ist umso ge -
ringer je kurzwelliger gemessen wird. (Ausnahme: Bei der
Messung in einen Ofen sollte möglichst langwellig gemes-
sen werden.)
� Der Spektralbereich sollte so gewählt werden, dass das
Messobjekt in diesem Spektralbereich einen möglichst
hohen Emissionsgrad aufweist. Dies reduziert den Ein-
fluss der am Messobjekt reflektierten Umgebungsstrah-
lung.
� Der Zusammenhang der „Korrespondierenden Vier“ muss
beachtet werden. Bei einem strahlungsthermometrischen
Messgerät beeinflussen sich Messtemperatur, Messfeld-
größe, Einstellzeit und Temperaturauflösung gegenseitig.
Es gilt dabei: Je höher die Messtemperatur, je größer das
Messfeld und je länger die Einstellzeit ist, desto besser,
das heißt kleiner, ist die Temperaturauflösung. Anderer-
seits kann bei einer geforderten Temperaturauflösung
umso schneller gemessen werden, je höher die Tempera-
tur und je größer das Messfeld ist. Diese Zusammenhänge
sind jedoch nicht linear und der absolute Wert hängt
zusätzlich noch von der spektralen Empfindlichkeit des
Messinstrumentes ab. Genaue Spezifikationen sind von
den Herstellern der Messinstrumente zu erhalten.
Beispiel Automobil
Die Einsatzmöglichkeiten der Strahlungsthermometrie sind
sehr umfangreich. Am Beispiel des Automobils, seines Zube-
hörs und seiner Umgebung werden einige Anwendungen
der berührungslosen Temperaturmessung mit Strahlungs-
thermometern, Linescannern, Linekameras und Thermogra-
fiekameras vorgestellt (Bild 6). Die vorgestellten Messsys-
teme werden bei der laufenden Produktion und bei For-
schungs- und Entwicklungsarbeiten eingesetzt.
Die Straße
Asphaltherstellung und Verarbeitung
Verkehrsflächenbefestigungen sind so zu bauen, dass sie
nicht nur wirtschaftlich herzustellen sind sondern sich leicht
warten lassen und einen geringen Erhaltungsaufwand erfor-
dern. Das heißt die Straßen sollen verkehrssicher, dauerhaft
mit geringen Nebenkosten und im Interesse der Ökologie
mit gewässerverträglichen Baustoffen hergestellt werden.
Der vielschichtige Aufbau einer Fahrbahn reicht von den
Asphalttragschichten bis zu den Deckschichten, an die ver-
schiedene Forderungen gestellt sind. Man unterscheidet
Asphaltbeton und Gussasphalt, womit sich unterschiedliche
Griffigkeiten und Eigenschaften der Fahrbahndecke erge-
ben. Der Asphalt wird in beiden Fällen warm aufgebracht,
soll aber in der Verarbeitung auch bei 0 °C Außentemperatur
noch gut zu verarbeiten, das heißt zu verdichten sein. Idea-
lerweise wird der Asphalt „heiß auf heiß“ aufgebracht [6].
Der Walzasphalt wird in der Regel vom Mischer abgeholt
und in wärmeisolierten Behältern zum Verarbeitungsort gefah-
ren. Bei der Mischung beträgt die zulässige Temperatur maxi-
mal 190 °C, bei Gussasphalt-Estrich sind Temperaturen von
220 °C bis 250 °C zweckmäßig und zugelassen. Temperaturen
werden sowohl im Mischer als auch auf der Transportrutsche
oder Schnecke vom Mischer in das Trans port fahr zeug gemes-
sen. Die Beladung des Fahrzeugs erfolgt in der Regel aus dem
Mischer direkt in die darunter befindliche Befüllöffnung des
Gussasphalttransportfahrzeugs.
Bild 6: Darstellung einiger Anwendungen der berührungslosen Tem-
peraturmessung bei der Entwicklung, Herstellung und Verarbeitung
von Teilen rund ums Automobil.

11
Bei der Einbringung des Asphalts auf die Straße unter-
scheidet man grundsätzlich zwischen Walzasphalt und Guss-
asphalt. Walzasphalt muss nach dem Einbau vom Fertiger
noch durch Walzen verdichtet werden. Beim Verdichten ist
sicherzustellen, dass die Temperatur noch mindestens 125 °C
beträgt. Der Verdichtungsvorgang sollte bei spätestens 90 °C
bis 100 °C abgeschlossen sein. Beim Gussasphalt ist keine
zusätzliche Verdichtung erforderlich, da dieser bereits ver-
dichtet aufgebracht wird. Eine Heizung hält durch kontrol-
lierte und regelbare Wärmezufuhr das Gemisch auf der Ver-
arbeitungstemperatur von 200 °C bis 240 °C.
Die Temperaturen werden sowohl im Mischer als auch im
Auslauf des Mischers gemessen. Die Messtemperaturen sind,
wie oben angegeben, abhängig von der Art des Verfahrens
(Walzasphalt/Gussasphalt). Beim Walzasphalt muss zusätz-
lich mit Verdichtern (Walzen) die Fahrbahn verdichtet wer-
den. Um die Bearbeitungstemperatur von 90 °C nicht zu
unterschreiten, wird im Verdichter von oben auf die Fahr-
bahn gemessen. Beide Messstellen erfordern Schutzrohre
zum Schutz der Optik der Messgeräte. Zusätzlich tritt im
Verdichter eine merkliche Vibrationsbelastung auf, die durch
entsprechende Befestigungen berücksichtigt wird.
Messsysteme
Zur Anwendung kommen Strahlungsthermometer mit fol-
genden Eigenschaften:
� Messtemperatur 0 °C – 300 °C
� Umgebungstemperatur – 20 °C – 60 °C
� Einstellzeitzeit 1 s
� Spektralbereich langwellig (8 μm, 8 μm – 14 μm)
Fahrbahntemperaturmessung im Winter
Wenn im Winter die Fahrbahnen von Eis und Schnee geräumt
werden müssen, wird hierzu auch Split oder Tausalz verwen-
det. Insbesondere die Verwendung von Tausalz soll aus
Umwelt- und Kostengründen sparsam erfolgen. Moderne
Winterdienstsysteme bringen nur so viel Salz auf, wie auf
Grund der Temperatur erforderlich ist. Die Temperatur der
Fahrbahn mit Eis- oder Schneeschicht wird hierzu berüh-
rungslos an der Vorderseite des Fahrzeuges gemessen. Aus
der Messtemperatur wird die Menge an Streugut berechnet,
die anschließend mit dem Streuer am Ende des Fahrzeugs
aufgestreut wird.
Um die gemessene Fahrbahnoberflächentemperatur sinn-
voll nutzen zu können, müssen die Messergebnisse des Strah-
lungsthermometers sehr genau und schnell verfügbar sein,
da sich das Messgerät zusammen mit dem Fahrzeug ständig
bewegt. Gefordert sind deshalb Strahlungsthermometer mit
kurzer Ansprechzeit, hoher Langzeitstabilität und einer sehr
hohen Temperaturauflösung. Die Installation der Strahlungs-
thermometer am Fahrzeug erfordert außerdem eine hohe
Stabilität gegen Umgebungstemperaturänderungen, insbe-
sondere bei Temperaturen unterhalb des Gefrierpunkts. Ein
hoher Schutz gegen Spritzwasser und Salz gehört ebenso zu
den Anforderungen an das Messgerät wie die durch das Fahr-
zeug und die Fahrbahn verursachten Vibrationen. Es kommen
Geräte zum Einsatz, bei denen die Optiken durch Schutzrohre
gegen Umwelteinflüsse und Spritzwasser geschützt sind.
Messsysteme
Zur Anwendung kommen Strahlungsthermometer mit fol-
genden Eigenschaften:
� Messtemperatur – 25 °C – 50 °C
� Umgebungstemperature – 25 °C – 50 °C
� Einstellzeit > 50 ms
� Temperaturauflösung 0,2 °C
� Schutzart IP68
� Spektralbereiche ab 8 μm
Fahrzeugteile
Laserschweißen von Metallen und Kunststoffen
Im Automobilbau werden immer mehr Teile durch Laser-
schweißen miteinander verbunden. Dies sind sowohl Metall-
teile der Karosserie und Anbauteile als auch Kunststoffteile,
z. B. Karosserieteile, Abdeckgläser der Rückfahrscheinwerfer
oder auch der Frontscheinwerfer. Die Temperaturen an der
jeweiligen Schweißstelle müssen gemessen werden, um
damit Anlagen zu steuern und zu regeln.
Metallschweißen
Bei Metallschweißanlagen werden bevorzugt kurzwellige
Strahlungsthermometer und Linescanner/Linekameras ein-
gesetzt. Sowohl Spektralstrahlungsthermometer als auch
Quotientenstrahlungsthermometer kommen zum Einsatz.
Vorteilhaft ist der Einsatz von Lichtwellenleitern mit Vorsatz-
optik. Bei diesen Anwendungen muss die Wellenlänge des
Lasers ausgeblendet werden. Zum Einsatz kommen kurzwel-
lige Messsysteme mit Spektralbereichen von 1 μm – 2,2 μm
mit den entsprechenden Ausblendfiltern für die jeweilige
Laserwellenlänge. Der Messtemperaturbereich liegt bei
250 °C bis 2000 °C je nach Anwendung. Die Umgebungstem-
peraturen liegen der Regel zwischen 0 °C und 70 °C. Die
Einstellzeit beträgt ≥ 2 ms (Bild 7).
Messsysteme
Zur Anwendung kommen Messsysteme mit folgenden
Eigenschaften:
� Messtemperatur 250 °C – 2000 °C
� Umgebungstemperaturen 10 °C – 70 °C
� Einstellzeit ≥ 2 ms
� Spektralbereiche 1 – 2,2 μm
Bild 7: Laserschweißgeräte können dank des fein fokussierten Laser-
strahls selbst komplizierte Formen und Werkstücke schweißen.

12
Kunststoffschweißen
Beim Kunststoffschweißen werden längerwellige Laser ver-
wendet (häufig CO2-Laser), die Messtemperaturen sind ins-
gesamt niedriger. Typischerweise wird mit langwelligen
Strahlungsthermometern ab 5 μm gemessen. Die Messtem-
peraturen liegen im Bereich bis 600 °C. Es wird mit Spektral-
strahlungsthermometern kurzer Einstellzeit (≥ 5 ms) gemes-
sen, die Umgebungstemperaturen betragen bis 70 °C.
Messsysteme
Zur Anwendung kommen Strahlungsthermometer und
Linescanner/Linekameras mit folgenden Eigenschaften:
� Messtemperatur 50 °C – 600 °C
� Umgebungstemperaturen 10 °C – 70 °C
� Einstellzeit ≥ 5 ms
� Spektralbereiche ≥ 5 μm
Automobil-Innenbereich
Glasherstellung
Produktion von Flachglas
Die Produktion von Floatglas ist zurzeit die weltweit ange-
wandte Methode, um Flachgläser für Scheiben und Spiegel
aller Art herzustellen. Das erstmals 1959 von Alastair Pilking-
ton angewendete Verfahren diente ursprünglich der einfa-
cheren Herstellung von Spiegelglas. Bei diesem Verfahren
wird eine endlose Bahn aus flüssigem dünnen Glas auf ein
Bett aus flüssigem Zinn gegossen (das Float). An den Grenz-
flächen entstehen durch die Oberflächenspannungen Flä-
chen sehr hoher Planheit.
Bild 9 zeigt die einzelnen Prozessstationen und die Pro-
zesstemperaturen.
Messung von Temperaturprofilen
Soll z. B. die Temperatur einer Floatglasscheibe am Auslauf
des Float überwacht werden, bietet sich hierzu ein scannen-
des System an. Dabei wird die Temperatur in einer Linie quer
zur Transportrichtung gemessen. Der Messwinkel zur Ober-
fläche ändert sich hierbei von 0° (senkrecht zur Oberfläche)
direkt unter dem Messgerät bis zu einem maximalen Winkel
zur Senkrechten. Dieser Winkel sollte 30° nicht überschrei-
ten, da bei flacheren Winkeln die Reflexion an der Oberflä-
che zunimmt. In der Literatur wird dieser Grenzwinkel bis zu
45° angegeben. Dies kann aufgrund eigener Beobachtun-
gen nicht bestätigt werden [7; 8].
Schnelle Messungen bei allen Prozessen
Die Ansprechzeit der Strahlungsthermometer ist schnell
(≥ 1 ms). Dies ist besonders in der verarbeitenden Industrie
wichtig. In der Lampenproduktion beispielsweise wird mit
Takten von bis zu 2 Hz gearbeitet. Die Verweilzeit an der
Messstelle beträgt jedoch nur 50 ms bis 100 ms, entspre-
chend schnell müssen die Geräte messen. Der Messwert
wird im Messgerät selbst (z. B. Maximalwertspeicher des
Strahlungsthermometers) oder im nachgeschalteten An -
zeige- und Auswertegerät registriert und zur Anzeige
gebracht.
Produktion von Lampen
Ein weiteres Beispiel ist die Herstellung von Halogenlampen.
Das Lampenglas wird dabei von rotierenden Brennern
erwärmt. Konstruktionsbedingt rotieren die Brenner mit 8 Hz
durch den optischen Weg zwischen Lampenkolben und
Strahlungsthermometer. Innerhalb von 10 s wird der Glas-
kolben von Raumtemperatur auf ca. 2000 °C erwärmt. Die
Geschwindigkeit dieses Vorgangs erfordert deshalb eine
schnelle Ansprechzeit der Strahlungsthermometer. In dieser
Applikation ist der dabei verwendete Spektralbereich von
5 μm so gewählt, dass die Brennerflammen das Messergeb-
nis nicht verfälschen. Temperaturbereiche ab 0 °C sind mit
dem Spektralbereich 8 μm zu messen.
Herstellung von Spiegeln
Aus bereits vorgefertigtem Flachglas werden in mehreren
Stufen Spiegel hergestellt. Dabei unterscheidet man zwei
Methoden: eine Methode, bei der zunächst komplette Spie-
gelplatten hergestellt werden, die anschließend auf Maß
und Form geschnitten werden, oder geschnittene Formen,
die anschließend mit den entsprechenden Be schich tungen
versehen werden.
Bei der Produktion wird die Temperatur der Gläser von
einer Seite gemessen, während von der zweiten Seite die
Beschichtungen erfolgen. In einem ersten Schritt wird das
Metall aufgedampft, dies geschieht in Vakuumanlagen. Hierzu
ist es erforderlich, Messgeräte mit Vakuumobjektiven oder
Vakuumfenstern mit Normalobjektivgeräten einzusetzen. Im
anschließenden Prozess wird das so vorbereitete Material mit
zwei Lackschichten versehen. Diese haben die Aufgabe, eine
Korrosion und Ablösung zu verhindern. Um dieses zu gewähr-
leisten, muss der Spiegel mit einem Temperatur-Zeitprofil pro-
zessiert und der Decklack vollständig ausgehärtet werden.
Bild 8: Darstellung einiger Anwendungen der berührungslosen Tem-
peraturmessung bei der Herstellung und Verarbeitung von Innen-
raumteilen im Automobil.

13
Temperaturmessung bei Schutzlacktrocknung
Hierbei wird durch eine Öffnung des Ofens von oben gemes-
sen. Die Beheizung erfolgt mit Hellstrahlern. Die Messsys-
teme müssen so angeordnet werden, dass zwischen den
Hellstrahlern hindurch gemessen wird und dass diese über
Reflexion am Messort nicht mit gemessen werden.
Messsysteme
Zur Anwendung kommen Strahlungsthermometer mit fol-
genden Eigenschaften:
� Messobjekttemperaturen 120 °C und 220 °C
� Ofenwandtemperatur 200 °C – 300 °C
� Umgebungstemperatur bis 60 °C
� Einstellzeit 1 s
� Spektralbereiche ≥ 7 μm
Es sind keine Schutz- und Kühlvorrichtungen nötig, ein
Schutzrohr für die Optik ist zweckmäßig.
Härten von Metallteilen
Besonders beanspruchte Metallteile in Maschinen und Anla-
gen werden aus Stahl hergestellt, wobei die Stahlteile nach
der Herstellung gehärtet werden. Je nach gewünschter
Durchhärtung wird entweder ein Einsatzhärten, was ein
nachfolgendes Anlassen bedingt, oder ein Randschichthär-
ten durchgeführt. Dabei wandelt sich die äußere Schicht des
Metalls um und wird sehr verschleißfest. Hierzu zählen z.B.
im Automobil die Kurbelwelle, die Nockenwelle, Ventile,
Pleuel sowie die Zahnräder von Getrieben.
Die Härtung erfolgt durch Erwärmung auf 900 °C bis
950 °C. Die Erwärmung erfolgt sowohl induktiv als auch mit
Brennern. Neuere Anlagen erwärmen die Metallteile mit
Lasern. Anschließend werden die Metallteile mit der Ab -
schreckbrause abgeschreckt und gekühlt. Bei diesem Vor-
gang entsteht Spritzwasser aus Dampf und Partikeln. Beim
Einsatz ist ein Schutzfenster zweckmäßig, um spritzende
Teile und Dämpfe von den Objektiven fernzuhalten.
Zum Einsatz kommen vorwiegend kurzwellige Strah-
lungsthermometer im Bereich 1 μm, sowohl als Spektral-
strahlungsthermometer als auch als Verhältnisstrahlungs-
thermometer. Die Messtemperaturen liegen bis 1000 °C, die
Messung erfolgt schnell mit Einstellzeiten ab 1 ms.
Beim Einsatz von Induktionsheizungsanlagen ist auf ent-
sprechende Schutzgehäuse und Abschirmungen zu achten,
damit die Strahlungsthermometerelektronik nicht beein-
trächtigt wird. Vorteilhaft ist der Einsatz von Lichtleitoptiken
mit oder ohne Objektivvorsatz.
Beim Einsatz von Flammen ist darauf zu achten, dass die
Messung außerhalb der Flammzone erfolgt. Beim Einsatz
von Lasern zur Aufheizung muss durch entsprechende Filter
Produktion
s-Schritt
Mischung
des
Rohmaterials
Glas-
schmelze/
Ofen
Zinn-Bad
Float
Beschichtung
Coating
Kühltunnel
Annealin
Lehr
Platten-
Zuschnitt
Vorgang Das Roh-
material, im
Prinzip Sand,
Soda, Kalk
und Dolomit
wird ge-
mischt
Im Ofen wird
das Material
bei ca.
1500 °C
geschmolzen.
Das flüssige
Glas fließt im
Ofen langsam
abwärts.
Dieser Prozess
dauert einige
Stunden.
Am Ausgang
des Ofens
fließt das Glas
auf ein Bett
aus flüssigem
Zinn. Hierbei
entsteht ein
sehr ebenes
Glasband. Das
Glas (und
Zinn) kühlt
sich im Float
von 1100 °C
auf 600 °C ab.
Metalloxid
Beschich-
tungen ver-
edeln das
Glas bei
600 °C
Im Kühltunnel
genannt Lehr,
wird das Glas
gezielt abge-
kühlt (tempe-
riert), um
Spannung im
Glas
abzubauen.
Anschließend
werden die
Platten auf
das Handels-
maß 6,00 x
3,21 m ge-
schnitten.
Temperatur-
messung
Keine Glasvolumen
Ofengewölbe
Glas-
Oberfläche
Glas-
Oberfläche
Glas-
Oberfläche
Keine
Temperaturen 1450–1550 °C 1100 °C >
600 °C
600 °C 600 °C >
200 °C
< 50 °C
1 2 3 4 5 6
Bild 9: Prozess-
stationen und
Temperaturen bei
der Floatglas-
Herstellung.

14
die Wellenlänge des Lasers ausgeblendet werden. Solche
Strahlungsthermometer sind kommerziell verfügbar.
Messsysteme
Zur Anwendung kommen Strahlungsthermometer mit fol-
genden Eigenschaften:
� Messobjekttemperaturen 600 °C und 1000 °C
� Umgebungstemperatur bis 60 °C
� Einstellzeit 1 ms
� Spektralbereiche 0,9 μm
Schutzgehäuse und -fenster für die Optik sind zweckmä-
ßig. Vorteilhaft ist der Einsatz von Lichtleitoptiken mit oder
ohne Objektivvorsatz.
Decklacktrockner für Automobilkarosserie
Nach der Lackierung der Fahrzeugkarosse (Bild 10) wird
diese im Trocknungstunnel getrocknet. Hierzu werden die
Fahrzeuge durch einen Infrarottrockner transportiert. Zur
Messung der Decklacktemperatur wird am Auslauf des Infra-
rottrockners die Temperatur mit Strahlungsthermometern
gemessen. Die Geräte werden außerhalb der Trocknungska-
bine montiert und messen durch einen Zugangsbereich in
den Trocknungsraum.
Um Störung durch die Infrarotstrahler zu verhindern, wer-
den die Geräte so ausgerichtet, dass die Infrarotstrahler
nicht über Reflexion an der Karosse mit gemessen werden.
Zweckmäßigerweise sind solche Geräte mit einem Laser-
pointer ausgerüstet, der die Messstellen anzeigt. Die Karosse
wird rechts und links sowie von der Decke aus gemessen.
Rechte und linke Messung erfassen die Kotflügel und Türen,
während die Messung von oben Haube, Dach und Koffer-
raumdeckel vermisst.
Messsysteme
Zur Anwendung kommen Strahlungsthermometer mit fol-
genden Eigenschaften:
� Messtemperatur 40 °C – 80 °C
� Umgebungstemperatur bis 60 °C
� Einstellzeit 300 ms
� Spektralbereiche 8 μm oder 8 μm – 14 μm
Danksagung
Die Autoren danken Beate Prußeit und Carola Laloi für ihre wertvolle
Unterstützung bei der Erstellung des Manuskripts.
Literatur
[1] Preston-Thomas, H.: Metrologia 27, 3–10 (1990).
[2] VDI/VDE–Richtlinie 3511 Blatt 4, Beuth Verlag (1995).
[3] Bernhard, F. (Hrsg.): Praktische Temperaturmessung, Springer-Verlag
(2004).
[4] Hollandt, J., Friedrich, R., Gutschwager, B., Taubert, D., Hartmann,J.:
High-accuracy radiation thermometry at the National Metrology
Institute of Germany, the PTB, High Temperatures – High Pressures
35/36, 379-415 (2005).
[5] Fischer, J.: Strahlungsthermometrische Darstellung und Weitergabe
der ITS-90, VDI Berichte 1379, 165–172 (1998).
[6] Asphalt und Bitumenberatung, Mühlheim, (2006)
[7] Struß, O.: Pyrometrische Messung an Gläsern und Keramiken, VDI
61919,Technik der Messung hoher Temperaturen (2005)
[8] Struß, O., Vietze, H.-P., Staniewicz, C.: Interne Projektberichte der HEIT-
RONICS Infrarot Messtechnik GmbH (1999–2006)
Bild 10: Egal ob von
Hand oder Roboter
lackiert, anschlie-
ßend wird der Deck-
lack im Trockenofen
getrocknet.
Dr. Jörg Hollandt (44) ist Leiter der Arbeitsgruppe
„Temperaturstrahlung“ der Physikalisch-Technischen
Bundesanstalt (PTB) und leitet den GMA-Fachaus-
schuss 2.51 „Angewandte Strahlungsthermomet-
rie“.
Adresse: Physikalisch-Technische Bundesanstalt,
Abbestr. 2–12, 10587 Berlin, Deutschland, Tel. +49
30 3481 7369, Fax -7510, E-Mail: joerg.hollandt@
ptb.de
Dr. Jürgen Hartmann (39) ist Leiter der Arbeits-
gruppe „Hochtemperaturstrahlungsthermomtrie“
der PTB.
Adresse: siehe oben, Tel. +49 30 3481 7451, Fax
-7510, E-Mail: [email protected]
Dipl.-Ing. Berndt Gutschwager (52) ist verantwortlich
für die Niedertemperaturstrahlungsthermometrie
in der Arbeitsgruppe „Temperaturstrahlung“ der
PTB.
Adresse: siehe oben, Tel. +49 30 3481 7323, Fax
-7510, E-Mail: [email protected]
Ortwin Struß (53) ist Geschäftsführer der HEITRO-
NICS Infrarot Messtechnik GmbH und unter ande-
rem verantwortlich für die Applikationstechnik und
Projektierung.
Adresse: HEITRONICS Infrarot Messtechnik GmbH,
Kreuzberger Ring 40, 65203 Wiesbaden, Deusch-
land, Tel. + 49 611-97393-0, Fax -26, E-Mail: ortwin.