TOOLS - Fraunhofer · 2 days ago · TOOLS 2.2011 | 1 Christian Brecher Fritz Klocke Robert Schmitt...
32
TOOLS Informationen der Aachener Produktionstechniker ISSN 0947-8647 Schweißen statt Knoten Einfacher Nähen in der minimalinvasiven Chirurgie 2. 2011 ISSN 0947-8647
Transcript of TOOLS - Fraunhofer · 2 days ago · TOOLS 2.2011 | 1 Christian Brecher Fritz Klocke Robert Schmitt...
TOOLSInformationen der Aachener Produktionstechniker
ISSN 0947-8647
Schweißen statt KnotenEinfacher Nähen in der minimalinvasiven Chirurgie
2.2011
ISSN 0947-8647

Inhalt Editorial
TITELTHEMASchweißen statt Knoten Einfacher Nähen in der minimalinvasiven Chirurgie
THEMENEin lebensfähiges Technologiemanagement schaffen – Wege zum Erfolg
Systematisierte Unternehmenssteuerung mit Qualitätskennzahlen und -reporting
Systematische Fräsprozess- und Werkzeug-auslegung für anspruchsvolle Anwendungen
Eignungsnachweis – Wissen aus der Produktion sinnvoll nutzen
NEWS
Termine
Impressum
1
2
6
9
12
15
18
28
TOOLS 2.2011 | 1
Christian Brecher
Fritz Klocke
Robert Schmitt
Günther Schuh
Editorial
Liebe Leserinnen und Leser,
Fortschritt und Innovation entstehen immer wieder aus
ungewöhnlichen Kombinationen des Bewährten. Im
Gegensatz zu zufälligen Entdeckungen setzen Erfi n-
dungen auf gezielte Variation und Abwandlung des
bereits Bekannten. Nicht nur Kreativität spielt dabei
eine Rolle, sondern vor allem der Mut, neue Wege zu
beschreiten und einen Blick über den Tellerrand der
eigenen Disziplin zu riskieren. Auslöser ist fast immer
eine Aufgabe, für die es bisher noch keine adäquate
Lösung gibt oder die mit den bisherigen Werkzeu-
gen nur schwer zu bewältigen ist. Die Menschheits-
geschichte ist geprägt davon: von der Erfi ndung der
Axt über den Buchdruck und die Dampfmaschine bis
hin zum Smartphone.
Auch WZL und Fraunhofer IPT arbeiten mit dem
Anspruch, dem Fortschritt auf die Sprünge zu helfen.
Unsere Mitarbeiter tüfteln und experimentieren an
neuen Lösungen für die Herausforderungen unserer
Kunden – und bewegen sich heute mehr denn je in
interdisziplinären Kreisen. Ein besonders plastisches
Beispiel bietet die Verknüpfung der Life Sciences mit
den Ingenieurwissenschaften. Für Biologen, Mediziner
und Ingenieure ist es nicht immer leicht, eine gemein-
same Sprache zu fi nden, aber wenn es glückt, ent-
stehen Produkte von außerordentlichem Wert.
Zusammen mit Projektpartnern aus dem Medizin-
technik-Umfeld entwickelte das Fraunhofer IPT für
das Universitätsklinikum Aachen ein minimalinvasives
Nähwerkzeug für besonders schonende Operationen
am menschlichen Körper. Hier macht sich die Medizin
ein Verfahren des Laserschweißens von Kunststoffen
zunutze und erspart sich dadurch aufwändiges Knoten
auf engem Raum. Patienten profi tieren von einem
schnelleren Heilungsverlauf und einer höheren Sicher-
heit, denn die Qualität der Nähte hängt durch die
teilweise Automatisierung des Vorgangs weniger stark
von den individuellen Fertigkeiten des Operateurs ab.
Das neue Operationswerkzeug ist aber nur ein Beispiel
von vielen, wie WZL und Fraunhofer IPT heute disziplin-
übergreifend arbeiten. Wie wir gemeinsam Ihre Ideen
Wirklichkeit werden lassen können, erfahren Sie in der
Tools. Lassen Sie sich von diesem Heft befl ügeln und
sprechen Sie uns gerne an!
2 | TOOLS 2.2011
Schweißen statt Knoten Einfacher Nähen in der minimalinvasiven Chirurgie
TITELTHEMA | THEMEN | NEWS
Seit der E inführung der minimal invas iven Chirurgie vor knapp 20 Jahren hat s ich diese enorm
weiterentwickelt : Die Zahl neuer Anwendungsgebiete ist rasant gewachsen und die Komplexi-
tät der operat iv durchgeführten E ingr iffe ste igt immer noch. Als e ine der größten Herausfor-
derungen bei minimal invas iven Operat ionen gi l t das Nähen: das Zusammenfügen von Gewebe
mit Nadel und Faden. Schwier ig ist n icht nur das Durchstechen des Gewebes, sondern vor
a l lem das Knüpfen der Knoten auf engstem Raum bei ger inger Bewegungsfre iheit .
Für den Patienten ist die minimalinvasive Chirurgie
segensreich: Die Risiken sind meist geringer als bei
herkömmlichen Operationsverfahren und die unver-
meidlichen Wunden heilen schneller. Doch auch heute
besteht bei den verwendeten Instrumenten noch Ent-
wicklungspotenzial. Das chirurgische Nähen unter den
extrem schwierigen Bedingungen im engen und tiefen
Operationskanal ließe sich noch sicherer gestalten. Für
einfache, fortlaufende Nähte wurden bereits verschie-
dene, wenn auch kostenintensive Nahtinstrumente
entwickelt.
Doch gerade kritische Nähte zur Gefäß- oder Herz-
klappenrekonstruktion, in der Regel so genannte
Einzelknopfnähte, müssen zum Teil unter extrem
ungünstigen Stichwinkeln in das Gewebe eingebracht
werden. Neben der optimalen Stichführung kommt
es hier vor allem auf die Nahtspannung an. Ist diese
zu hoch, kommt es zu einer Minderdurchblutung
des Gewebes und der Faden schneidet durch das
absterbende Gewebe. Ist sie zu gering, führt sie zu
einer direkten Nahtinsuffi zienz und die Naht bricht. In
beiden Fällen treten postoperative Komplikationen auf,
die erneute Operationen zur Folge haben können.
Die ideale Fadenspannung ist jedoch keine feste Größe,
sondern hängt vor allem von der Art des Gewebes, der
Grunderkrankung und der allgemeinen Kreislaufsitu-
ation ab. Welche Nahtspannung in welchem Fall die
richtige ist, lag bisher in den Händen des Operateurs.
Allein seine Einschätzung und Erfahrung bestimmten
die Nahteigenschaften. Standards für eine reproduzier-
bare Qualität der Naht gab es nicht.
Die Partner im BMWi-geförderten Innonet-Projekt
»Die Naht – SafeSuture« haben deshalb ein schnelles,
sicheres und reproduzierbares Verfahren zum Vereini-
gen menschlichen Gewebes gesucht, das sich für die
extrem schwierigen Bedingungen der minimalinvasiven
Chirurgie eignet. Das Ergebnis ist ein neues Nähverfah-
ren mit einem eigens zu diesem Zweck entwickelten,
minimalinvasiven Instrument:
Der Chirurg kann die Fäden damit in einem schnellen,
halbautomatisierten Verfahren mit gleicher und vorher
defi nierter Fadenspannung zusammenfügen. Das
vereinfacht und verkürzt nicht nur den Nähvorgang,
sondern verbessert zusätzlich die postoperative Wund-
heilung und begünstigt die Genesung der Patienten.
Das neu entwickelte Verfahren setzt an, wenn das
Gewebe durchstochen ist und zwei Fadenenden
miteinander verbunden werden sollen. Die beiden
Fadenenden werden außerhalb des Körpers in das
Fügeinstrument eingelegt. Dort werden sie in eine
Hülse gezogen, gespannt und mit einer defi nierten
Spannung mit der Hülse verschweißt.

TOOLS 2.2011 | 3
Die Idee für das Verfahren setzt auf das Laserschwei-
ßen von Kunststoffen, indem zwei thermoplastische
Fügepartner durch gezielte Einbringung von Laser-
energie aufgeschmolzen und stoffschlüssig gefügt
werden. Im speziellen Fall des chirurgischen Naht-
materials mit seinen dünnen und feinen Fäden ist
hier eine Hülse als zusätzliches Element erforderlich,
die durch den Laser erhitzt und verschweißt wird.
Abschließend werden die Fäden abgeschnitten und die
Naht ist verschlossen. Die festgelegte Spannung der
Fäden ist ein integraler Bestandteil des Konzepts.
Im Vergleich zum bisherigen chirurgischen Nähen
bietet das Verfahren einige Vorteile:
• Vereinfachung des Nahtverschlusses: Durch das neue
Verfahren entfällt das bis zu achtfache Verknoten der
Fäden, unter den Operationsbedingungen für den
Chirurgen ein sehr anspruchsvoller und zeitaufwän-
diger Vorgang.
• Defi niert einstellbare Nahtspannung: Durch Verschie-
ben der Hülse lässt sich die Nahtspannung einfach
und reproduzierbar einstellen. Beim Knoten gelingt
dies nur schwer. Die eingestellte Nahtspannung
bleibt während und nach dem Fügen bestehen. Beim
Knoten hingegen lockert sich die Naht häufi g durch
Setzvorgänge des Materials, was den Heilungsvor-
gang des Gewebes negativ beeinfl ussen kann.
Das Fraunhofer IPT und seine Projektpartner haben
das Verfahrensprinzip in Prüfstandsversuchen bereits
gründlich untersucht. Die Hülsengeometrie wurde in
mehreren Schritten optimiert, um die Fäden gleicher-
maßen leicht und sicher führen zu können sowie eine
reproduzierbare Verschweißung der Hülse zu erzie-
len. Das Fügen der Fäden unter Spannung stellte die
Forschungspartner zunächst vor besondere Herausfor-
derungen. Doch die Wärmeenergie zum Verschweißen
der Fäden mit der Hülse lässt sich durch den Einsatz
der Laserenergie sehr genau steuern und platzieren.
Das verhindert das vollständige Aufschmelzen der
Hülse und die Fäden halten selbst stärkerer Spannung
noch stand.
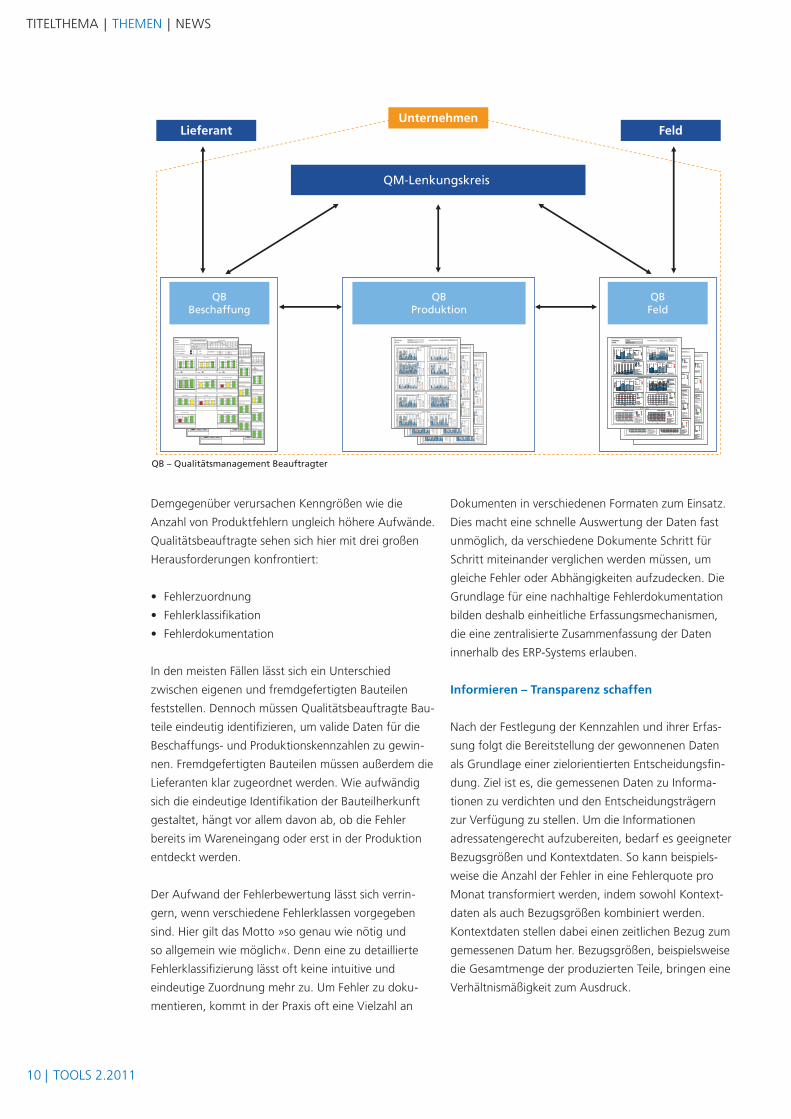
Die Auswertung von Zugversuchen der verschweiß-
ten Proben am Prüfstand des Fraunhofer IPT zeigte
bereits, dass dem Schweißprozess ein weites Prozess-
fenster offen steht. Die Einfl üsse der Bestrahlungszeit,
der Laserenergie und der Hülsengeometrie wurden
detailliert untersucht, um die passenden Parameter
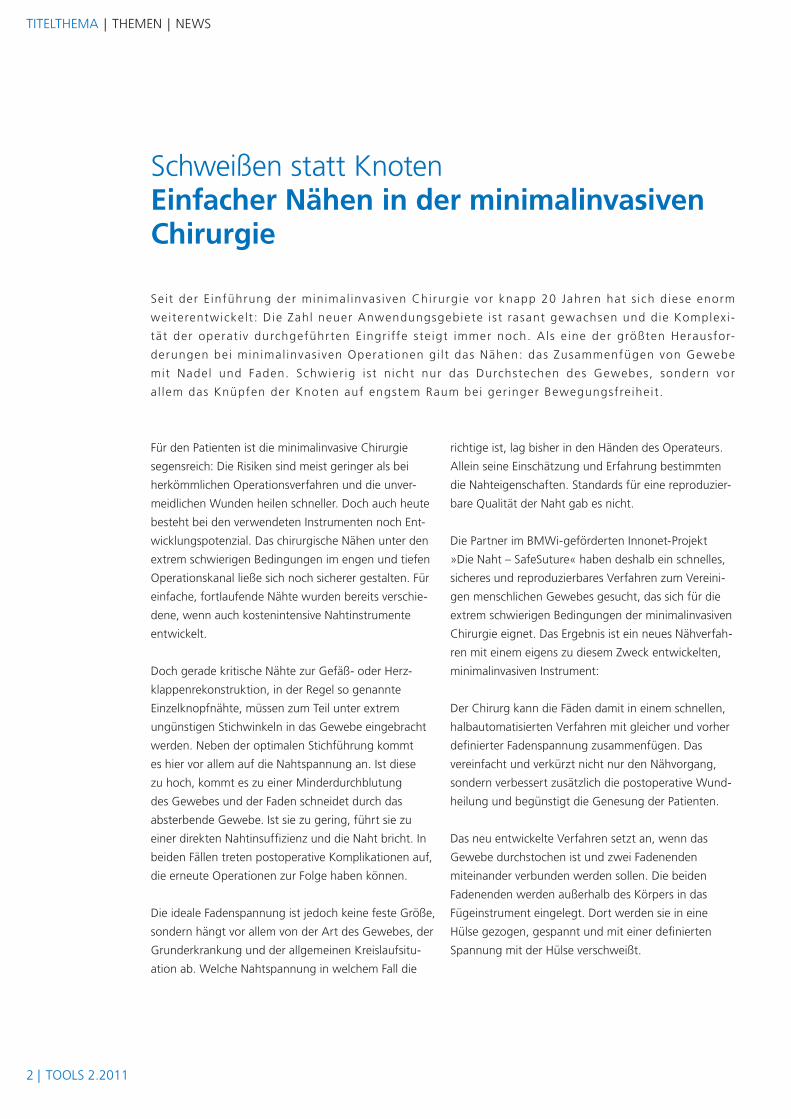
zu ermitteln. Die Zugkraft auf den Faden, die eine
optimale Nahtspannung ergibt, liegt zwischen null
und fünf Newton. Diese Fadenkräfte dienen als Basis
für den Schweißprozess. Hier zeigte sich, dass eine
kurze Bestrahlungsdauer von 0,1 Sekunden in einem
Leistungsbereich zwischen 8 und 15 Watt eine nahezu
gleichbleibende Festigkeit der Schweißnaht liefert. Für
die beiden geprüften Fadenarten Prolene 0 und Pro-
lene 3-0 zeigten die Versuche eine optimale Festigkeit
bei einer Laserleistung von 9 Watt.

4 | TOOLS 2.2011
TITELTHEMA | THEMEN | NEWS
Die Grenzen des Schweißprozesses liegen oberhalb
und unterhalb dieses breiten Prozessfensters: Eine zu
geringe Energiezufuhr mit zu schwacher Laserleistung
und zu kurzer Bestrahlungsdauer führt dazu, dass die
Schweißverbindung nicht genügend ausgeprägt wird.
Die Festigkeit der Schweißnaht reicht in diesem Fall
nicht aus. Eine zu große Energieeinbringung durch
hohe Laserleistung und lange Bestrahlungsdauer führt
hingegen dazu, dass der Faden zu stark schmilzt und
reißen kann.
Insgesamt bietet sich der Laserschweißprozess jedoch
als enorm sicheres und reproduzierbares Verfahren an,
da sich die Laserenergie und die Pulsdauer sehr genau
steuern lassen. Der Fügeprozess kann einem breiten
Prozessfenster und gut reproduzierbaren Ergebnissen
aufwarten. Die Fügeverbindungen erreichen Schweiß-
nahtfestigkeiten deutlich oberhalb der Ausreißfestig-
keiten der Fäden aus dem Gewebe.
Die Versuche am Prüfstand des Fraunhofer IPT legten
den Grundstein für einen ersten Prototypen des
Operationsinstruments. Es eignet sich für minimal-
invasive Operationen durch einen Zugang von nur zehn
Millimetern Durchmesser. Der Prototyp kann die Hülsen
aufnehmen, das Nahtmaterial spannen, die Fäden ver-
schweißen und überschüssiges Nahtmaterial abtrennen.
Nun soll das neue Instrument in präklinischen Unter-
suchungen im Universitätsklinikum Aachen eingesetzt
werden. Ziel der Untersuchungen ist es, den besseren
Heilungsverlauf von Operationen, die mit diesem Inst-
rument durchgeführt wurden, aufzuzeigen.
TOOLS 2.2011 | 5
Partner im Projekt »Die Naht – Safe Suture«
Forschungseinrichtungen:
• Fraunhofer IPT
• Lehrstuhl für Angewandte Medizintechnik
der RWTH Aachen
• Lehr- und Forschungsgebiet Kardiovaskuläre Technik,
Institut für Angewandte Medizintechnik, Helmholz-
Institut RWTH Aachen
Medizintechnikhersteller:
• Medi-Globe GmbH
• Sopro-Comeg GmbH
Hersteller medizinischer Sensorik und Messtechnik:
• LEA Medizintechnik GmbH
Spezialisten für medizinisches Nahtmaterial:
• FEG Textiltechnik mbH
• Ethicon
Kontakt
Dipl.-Ing. Adrian Schütte
Fraunhofer IPT
Telefon +49 241 8904-251
Dr.-Ing. Michael Emonts
Fraunhofer IPT
Telefon +49 241 8904-150
99 W Laserenergie; 0.1 s Bestrahlungszeit; 2 mm Spotgröße
0
2
4
6
8
10
12
14
16
0 1 3 5
Fadenspannung während des Laserschweißens [N]
Zug
fest
igke
it d
er
Sch
wei
ßve
rbin
du
ng
[N]
Prolene 0 Prolene 3-0
6 | TOOLS 2.2011
Ein lebensfähiges Technologiemanagement schaffen – Wege zum Erfolg
Erfolgreiche Unternehmen gesta l ten ihr Technologiemanagement ganzheit l ich und unterneh-
mensweit – das belegt das dies jähr ige Konsort ia l -Benchmarking des Fraunhofer IPT e inmal
mehr. Wie e in solches Technologiemanagement in der Prax is aussehen kann und welches die
wicht igsten Erfolgsfaktoren s ind, ze igten die Pre isträger des Benchmarkings e indrucksvol l .
Zwar ist das Technologiemanagement eine vergleichs-
weise junge Managementdisziplin, doch sie hat sich
bereits gewandelt: Während noch vor zehn Jahren
Fragen nach dem Einsatzgebiet des Technologie-
managements, seinen Organisationsformen, Methoden
und Prozesssen im Vordergrund standen, lässt es sich
heute längst nicht mehr darauf reduzieren. Heute
gilt es, das Technologiemanagement ganzheitlich
auszugestalten – durch Prozesse, die genau an das
Unternehmen und seine Ziele angepasst sind, eine
förderliche Unternehmenskultur und das richtige Maß
aus Kontrolle und Freiraum.
Bereits zum dritten Mal führte das Fraunhofer IPT
von April 2010 bis Februar 2011 mit einem hoch-
karätig besetzten Industriekonsortium ein Konsortial-
Benchmarking im Technologiemanagement durch.
Ziel des Projekts war es, erfolgreiche Unternehmen im
Technologiemanagement zu identifi zieren, intensiv zu
analysieren und durch einen abschließendem Besuch in
den Unternehmen besonders erfolgreiche Vorgehens-
weisen zur Ausgestaltung des Technologiemanage-
ments abzuleiten.
Das Industriekonsortium legte zu Beginn des Projekts
Themenschwerpunkte fest: Fragen zur Technologie-
strategie, -früherkennung, -planung, -bewertung sowie
zur Organisation und dem Controlling des Technologie-
managements. In einer schriftlichen Befragung unter-
suchte das Fraunhofer IPT 300 Unternehmen weltweit
und führte mit den besten von ihnen persönliche Tele-
foninterviews. Der Auswahlprozess mündete schließlich
in eintägige Besuche bei den fünf Unternehmen mit
dem erfolgreichsten Technologiemanagement. Vor
Ort studierte und bewertete das Konsortium mit dem
Fraunhofer IPT die Arbeitsweise und die Ergebnisse der
Unternehmen, um daraus die aktuellen Erfolgsfaktoren
im Technologiemanagement abzuleiten.
Am 16. Februar 2011 wurden die fünf Sieger des Ver-
gleichs während einer feierlichen Abschlussveranstal-
tung in Ingolstadt offi ziell zu den »Successful-Practices
im Technologiemanagement 2011/2012« gekürt: die
3M Deutschland GmbH, Delphi Corporation, die
Dräxlmaier Group, Nokia Siemens Networks und die
Schott AG.
Technologiemanagement als lebensfähiges
System
Für das Idealbild eines ganzheitlichen Technologie-
managements hat sich die Metapher des menschlichen
Körpers herauskristallisiert: So sollte das Technologie-
management als ein »lebensfähiges System« ausgestal-
tet werden, das in seinen verschiedenen Ausprägungen
zusammen passt und auf diese Weise spürbar zum
Unternehmenserfolg beiträgt. Von den zehn im dies-
jährigen Konsortial-Benchmarking ermittelten Erfolgs-
faktoren werden vier ausgewählte Beispiele in diesem
Beitrag näher erläutert:
Communities bereichern Stage-Gate-Prozesse
Wer neue Technologien entwickeln will, ist mit einer
systematischen Vorgehensweise gut beraten: Das
haben auch die stringenten Technologiemanagement-
Prozesse der Successful-Practice-Unternehmen gezeigt.
Radikale Innovationen entstehen jedoch nur in seltenen
TITELTHEMA | THEMEN | NEWS

TOOLS 2.2011 | 7
Fällen in einem geregelten Stage-Gate-Prozess. Erfolg-
reiche Unternehmen nutzen heute bereits die vielfäl-
tigen Möglichkeiten des Web 2.0 als Quelle für neue
Ideen und zur Steigerung der Innovationsfähigkeit.
Web-2.0-basierte Communities können beispielsweise
dazu dienen, interne und externe Interessensgeber
miteinander zu verknüpfen, um neue technologische
Ideen zu entwickeln, zu bewerten und zu kommunizie-
ren. Jeder Teilnehmer in der Community – Mitarbeiter
ebenso wie Partnerunternehmen oder Forschungs-
einrichtungen – erhält ein eigenes Profi l, das nicht nur
Kontaktinformationen, sondern auch Informationen
zu seinen Fähigkeiten, Patenten, Veröffentlichungen,
Forschungsprojekten oder Industriereferenzen umfasst.
Ideen für Technologien in einem frühen Reifestadium
oder Ideen, die bisher keine ausreichende Resonanz im
eigenen Unternehmen fanden, können gezielt unter
den passenden Netzwerkteilnehmern verbreitet und
zur Diskussion gestellt werden. Die Diskussion in der
Community zeigt, ob und wohin sich die Idee entwi-
ckeln sollte und wer an einer Weiterentwicklung inter-
essiert ist. Dies schafft eine gute Grundlage, um erneut
in die internen Bewertungsprozesse einzusteigen und
die Idee gemeinsam mit den Interessenten weiterzu-
entwickeln. Einige der Successful-Practice-Unterneh-
men schreiben diese Projektideen im Anschluss intern
aus und stellen intern Start-up-Kapital zur Verfügung,
damit sich Mitarbeiter in diesen Projekten unternehme-
risch engagieren können.
Technologische Innovationen sind Kulturfrage
Drei Dinge sind »Pfl icht«, wenn technologische Innova-
tionen Erfolg haben sollen: Wissen, Können und Fokus.
Umfassendes technologisches Wissen und Kenntnisse
über Märkte, Kunden und Trends sind unverzichtbar,
um innovative Produkte zu entwickeln. Das Können,
also die Fähigkeiten der Mitarbeiter eingebettet in die
Strukturen des Unternehmens, bildet den Rahmen
dafür. Denn nur wenn Prozesse, Methoden und geeig-
nete Organisationsformen vorhanden sind, können sich
Innovationen richtig entfalten. Durch einen konsisten-
ten unternehmerischen Fokus entscheidet sich, ob die
Ausrichtung und damit die Effi zienz des Technologie-
managements vorhanden ist.
Doch die Kür, die vielen Unternehmen noch immer wie
Hexenwerk erscheint, zeigt sich in einer innovations-
fördernden Unternehmenskultur, die die Grundlage für
das »Wollen« der Mitarbeiter bildet. Die erfolgreichen
Unternehmen des diesjährigen Konsortial-Benchmar-
kings haben es vorgemacht, wie sich schon durch
wenige einfache Maßnahmen die Unternehmenskultur
entscheidend beeinfl ussen lässt:
• Zeitspanne für eigene Projekte (»15-Prozent-Regel«):
Die Mitarbeiter können in einer bestimmten Zeit-
spanne eigenen Ideen nachgehen, der daraus
entstandene Output wird nicht überprüft. Diese
Maßnahme soll ein Signal setzen und kann einen
positiven Einfl uss auf die Motivation der Mitarbeiter
nehmen.
• »Fail fast, move forward«: Fehler werden nicht nur
toleriert, sondern als notwendig auf dem Weg zum
Ziel akzeptiert. Das fördert bei den Mitarbeitern den
Mut, selbst Entscheidungen zu treffen und Risiken
einzugehen.
• Managementkarriere mit Personalverantwortung vs.
Spezialistenkarriere: Mitarbeiter erhalten die Chance,
eine attraktive Fachkarriere innerhalb des Unterneh-
mens einzuschlagen, die ihren Fähigkeiten entspricht.
Geschwindigkeit erfordert Leichtigkeit
Zur Bewertung neuer technologischer Ideen setzen
die meisten Unternehmen auf Portfolios. Technolo-
gieprojekte, die für den Markt besonders attraktiv
Das Industriekonsortium auf einen Blick:
• Audi AG
• Bayer CropScience AG
• Robert Bosch GmbH
• CeramTec AG
• Daimler AG
• Giesecke & Devrient GmbH
• Grünenthal GmbH
• Henkel AG & Co. KGaA
• Hirschvogel Umformtechnik GmbH
• Miele & Cie. KG
• Novartis Consumer Health – OTC
• Vorwerk Elektrowerke GmbH & Co. KG
8 | TOOLS 2.2011
erscheinen und mit den vorhandenen Kompetenzen im
Unternehmen korrespondieren, werden weiterverfolgt
und durchlaufen den weiteren Technologie- und Pro-
duktentwicklungsprozess im Unternehmen. Schwieri-
ger ist es, auch solche Technologieprojekte erfolgreich
zu meistern, die zwar eine hohe Marktattraktivität
besitzen, für die aber nur wenig eigene Kompetenz
vorhanden ist.
Hier muss ein Umdenken stattfi nden: Es gilt, die Pro-
zesse, Organisation und Anforderungen an das neue
Ziel anzupassen, einzelne Prozessschritte wegzulassen,
zu verkürzen oder zusammenzufassen. Die Anfor-
derungen an den Fertigungsprozess und das fertige
Produkt werden auf das Wesentliche reduziert.
In erfolgreichen Unternehmen kann es dabei durch-
aus vorkommen, dass Qualität, Dokumentation oder
Prozesssicherheit zunächst in den Hintergrund treten,
um schnellstmöglich einen Prototypen zu entwickeln.
Organisationsformen wie Spin-Offs, Task Forces oder
Start-Ups mit fl achen Hierarchien, wenig Abstim-
mungsaufwand und entscheidungsfreudigen Mitarbei-
tern unterstützen den Erfolg solcher Projekte.
Wer alles unter Kontrolle hat, ist zu langsam
Die Leistungsfähigkeit des Technologiemanagements
muss gemessen werden. Nur so lässt sich feststellen,
ob seine Ziele erreicht und der gewünschte Beitrag
zum Erfolg des Unternehmens geleistet werden. Doch
nicht die Entwicklung von Kennzahlen steht dabei im
Vordergrund, die bis auf die dritte Nachkommastelle
gemessen werden. Viel wichtiger ist es, ein Gefühl
dafür zu bekommen, ob die Aktivitäten im Technolo-
giemanagement die Ziele des Unternehmens wirklich
unterstützen. Erfolgreiche Unternehmen verbessern
daher ständig ihre Kennzahlensysteme, um ein sinnvol-
les Verhältnis von Aufwand und Nutzen zu bewahren.
Hier ist weniger oft mehr: 44,8 Prozent aller Studien-
teilnehmer im Konsortial-Benchmarking nutzen zwei
bis fünf Kennzahlen in ihrem Controllingsystem. Die
Successful-Practice-Unternehmen setzen hingegen nur
auf Kennzahlen, aus denen tatsächlich Verbesserungen
abgeleitet werden können.
Die Kennzahlen sollten außerdem im Unternehmen
vergleichbar sein und ins Verhältnis zur Umwelt und
zu den Wettbewerbern gesetzt werden. Denn wenn
das Controllingsystem die Aktivitäten im Technologie-
management nicht zu stark einschränkt, bleibt den
Mitarbeitern mehr Freiraum für kreative Arbeit.
Kontakt
Dipl.-Ing. Toni Drescher
Fraunhofer IPT
Telefon +49 241 8904-250
Dipl.-Ing. Hedi Wemhöner
Fraunhofer IPT
Telefon +49 241 8904-273
TITELTHEMA | THEMEN | NEWS
Technologiemanagement: Die zehn wichtigsten
Erfolgsfaktoren 2010/2011
1. Trends unternehmensspezifisch übersetzen
2. Der Technologieplan ist noch nicht die Techno-
logiestrategie
3. Einheitliche Prozesse sind Pflicht
4. Communities bereichern Stage-Gate-Prozesse
5. Technologische Innovationen sind Kulturfrage
6. Geschwindigkeit erfordert Leichtigkeit
7. Technologien als gemeinsame Ressource
verstehen
8. Technologien (be-)greifbar machen
9. Kommerzialisierungspotenzial der Technologien
im Blick haben
10. Wer alles unter Kontrolle hat, ist zu langsam
TOOLS 2.2011 | 9
Systematisierte Unternehmenssteuerung mit Qualitätskennzahlen und -reporting
Kennzahlen- und Report ingsysteme schaffen nicht nur Transparenz; s ie helfen vor a l lem auch,
objekt ive Entscheidungen zu treffen. Durch e ine verständl iche Darste l lung komplexer Sachver-
halte unterstützen s ie Entscheidungsträger dar in, Z ie le und Strategien zu formul ieren. Doch
die E inführung und Umsetzung ganzheit l icher und aussagekräft iger Report ingsysteme hält e i -
n ige Fal lstr icke bereit , d ie es zu überwinden gi l t .
Nicht allein klare Ziele und Strategien entscheiden
heute über einen nachhaltigen Unternehmenserfolg
– beinahe ebenso wichtig ist es, Informationen der
Unternehmensführung adressaten- und bedarfsgerecht
aufzubereiten. Dies klingt zwar zunächst trivial, stellt
Unternehmen aber in ihrem Alltag vor enorme Heraus-
forderungen: So sind oft schon alltägliche Entscheidun-
gen von enormer Unsicherheit geprägt.
Das Qualitätsmanagement bietet hier eine Vielzahl an
Ansätzen, Methoden und Techniken, um bereits iden-
tifi zierte Unsicherheiten im Unternehmen zu beseitigen
oder ihre Auswirkungen zu mindern. Anhand von
Entscheidungshilfen wie Kennzahlen- und Reporting-
systemen lassen sich quantifi zierbare Informationen
zuordnen und adressatengerecht aufbereiten. Die
Verwendung von Kennzahlen und ihre Verdichtung zu
so genannten »Key Performance Indicators« (KPI) sind
für eine verlässliche Unternehmenssteuerung unver-
zichtbar.
Aktuelle Studien des Fraunhofer IPT zeigen, dass die
erhobenen Kennzahlen im Unternehmen heute oft
nur eine schwache Aussagekraft besitzen. Geringe
Transparenz trägt dazu bei, dass die Kennzahlen
von Mitarbeitern weder akzeptiert werden noch zur
nachhaltigen Unternehmenssteuerung geeignet sind:
Unzureichende und inkonsistente Daten werden nicht
miteinander in Beziehung gesetzt und stehen den
Entscheidungsträgern meist erst viel zu spät zur Verfü-
gung.
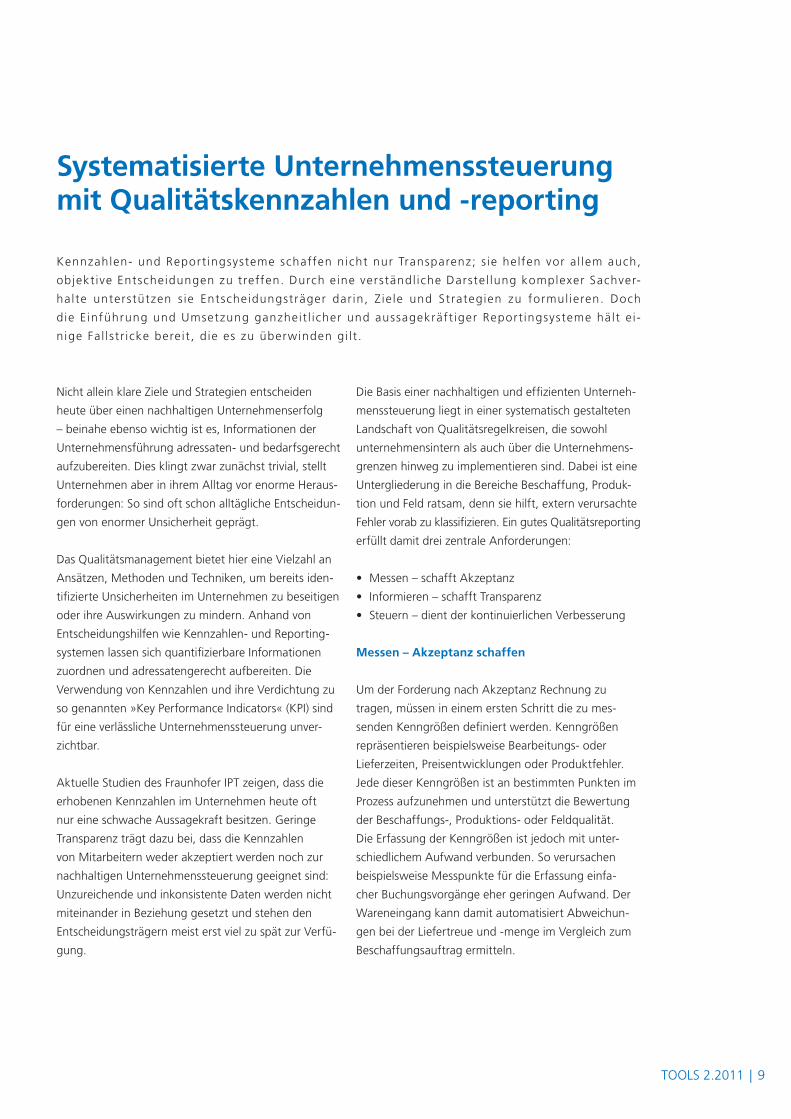
Die Basis einer nachhaltigen und effi zienten Unterneh-
menssteuerung liegt in einer systematisch gestalteten
Landschaft von Qualitätsregelkreisen, die sowohl
unternehmensintern als auch über die Unternehmens-
grenzen hinweg zu implementieren sind. Dabei ist eine
Untergliederung in die Bereiche Beschaffung, Produk-
tion und Feld ratsam, denn sie hilft, extern verursachte
Fehler vorab zu klassifi zieren. Ein gutes Qualitätsreporting
erfüllt damit drei zentrale Anforderungen:
• Messen – schafft Akzeptanz
• Informieren – schafft Transparenz
• Steuern – dient der kontinuierlichen Verbesserung
Messen – Akzeptanz schaffen
Um der Forderung nach Akzeptanz Rechnung zu
tragen, müssen in einem ersten Schritt die zu mes-
senden Kenngrößen defi niert werden. Kenngrößen
repräsentieren beispielsweise Bearbeitungs- oder
Lieferzeiten, Preisentwicklungen oder Produktfehler.
Jede dieser Kenngrößen ist an bestimmten Punkten im
Prozess aufzunehmen und unterstützt die Bewertung
der Beschaffungs-, Produktions- oder Feldqualität.
Die Erfassung der Kenngrößen ist jedoch mit unter-
schiedlichem Aufwand verbunden. So verursachen
beispielsweise Messpunkte für die Erfassung einfa-
cher Buchungsvorgänge eher geringen Aufwand. Der
Wareneingang kann damit automatisiert Abweichun-
gen bei der Liefertreue und -menge im Vergleich zum
Beschaffungsauftrag ermitteln.
10 | TOOLS 2.2011
TITELTHEMA | THEMEN | NEWS
Demgegenüber verursachen Kenngrößen wie die
Anzahl von Produktfehlern ungleich höhere Aufwände.
Qualitätsbeauftragte sehen sich hier mit drei großen
Herausforderungen konfrontiert:
• Fehlerzuordnung
• Fehlerklassifi kation
• Fehlerdokumentation
In den meisten Fällen lässt sich ein Unterschied
zwischen eigenen und fremdgefertigten Bauteilen
feststellen. Dennoch müssen Qualitätsbeauftragte Bau-
teile eindeutig identifi zieren, um valide Daten für die
Beschaffungs- und Produktionskennzahlen zu gewin-
nen. Fremdgefertigten Bauteilen müssen außerdem die
Lieferanten klar zugeordnet werden. Wie aufwändig
sich die eindeutige Identifi kation der Bauteilherkunft
gestaltet, hängt vor allem davon ab, ob die Fehler
bereits im Wareneingang oder erst in der Produktion
entdeckt werden.
Der Aufwand der Fehlerbewertung lässt sich verrin-
gern, wenn verschiedene Fehlerklassen vorgegeben
sind. Hier gilt das Motto »so genau wie nötig und
so allgemein wie möglich«. Denn eine zu detaillierte
Fehlerklassifi zierung lässt oft keine intuitive und
eindeutige Zuordnung mehr zu. Um Fehler zu doku-
mentieren, kommt in der Praxis oft eine Vielzahl an
Dokumenten in verschiedenen Formaten zum Einsatz.
Dies macht eine schnelle Auswertung der Daten fast
unmöglich, da verschiedene Dokumente Schritt für
Schritt miteinander verglichen werden müssen, um
gleiche Fehler oder Abhängigkeiten aufzudecken. Die
Grundlage für eine nachhaltige Fehlerdokumentation
bilden deshalb einheitliche Erfassungsmechanismen,
die eine zentralisierte Zusammenfassung der Daten
innerhalb des ERP-Systems erlauben.
Informieren – Transparenz schaffen
Nach der Festlegung der Kennzahlen und ihrer Erfas-
sung folgt die Bereitstellung der gewonnenen Daten
als Grundlage einer zielorientierten Entscheidungsfi n-
dung. Ziel ist es, die gemessenen Daten zu Informa-
tionen zu verdichten und den Entscheidungsträgern
zur Verfügung zu stellen. Um die Informationen
adressatengerecht aufzubereiten, bedarf es geeigneter
Bezugsgrößen und Kontextdaten. So kann beispiels-
weise die Anzahl der Fehler in eine Fehlerquote pro
Monat transformiert werden, indem sowohl Kontext-
daten als auch Bezugsgrößen kombiniert werden.
Kontextdaten stellen dabei einen zeitlichen Bezug zum
gemessenen Datum her. Bezugsgrößen, beispielsweise
die Gesamtmenge der produzierten Teile, bringen eine
Verhältnismäßigkeit zum Ausdruck.
Seite 1© WZL/Fraunhofer IPT
QBProduktion
QM-Lenkungskreis
QBBeschaffung
QBFeld
Lieferant FeldUnternehmen
Empfänger:Monat:
LeitungDezember 2010
Produktionslinien
Verantwortlicher: QM-I - Herr Mustermann
Verbesserungen
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
PB Z
PB Y
PB X
100
0
200
300
400
700
600
500
Monat
Anza
hl V
erbe
sser
unge
n Zielwerte:3. Quartal Bewertung
PB X: 4PB Y: 4PB Z: 2
4. Quartal Bewertung
PB X: 3PB Y: 4PB Z: 2
Monat
Zielwerte:3. Quartal Bewertung
PB X: 20PB Y: 18PB Z: 29
4. Quartal Bewertung
PB X: 20PB Y: 18PB Z: 25
Logistikfehlteile
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
PB Z
PB YPB X
10
0
20
30
40
70
60
50
Anza
hl L
ogis
tikfe
hlte
ile Zielwerte:3. Quartal Bewertung
PB X: 10PB Y: 13PB Z: 13
4. Quartal Bewertung
PB X: 8PB Y: 13PB Z: 13
ZeitLiefertermintreue
PB ZPB YPB X
10
0
20
30
40
70
60
50
Monat
Lief
erve
rzug
(Ta
ge) Zielwerte:
3. Quartal Bewertung
PB X: 20PB Y: 18PB Z: 29
4. Quartal Bewertung
PB X: 20PB Y: 18PB Z: 25
Zielwerte:3. Quartal Bewertung
PB X: 250PB Y: 300PB Z: 180
4. Quartal Bewertung
PB X: 230PB Y: 300PB Z: 180
Zeitlicher Mehraufwand
PB ZPB Y
PB X
100
0
200
300
400
700
600
500
Monat
Zeitli
cher
Meh
rauf
wand
(h)
Fehlerschlupf
Zielwerte:3. Quartal Bewertung
PB X: 13PB Y: 15PB Z: 9
4. Quartal Bewer tung
PB X: 10PB Y: 15PB Z: 9
Fehlerschlupf Regelkreis 1
PB Z
PB Y
PB X
5
0
10
15
20
35
30
25
Monat
Anza
hl n
icht
ent
deck
ter
Män
gel in
RK
1
Fehlerschlupf Regelkreis 2
PB Z
PB Y
PB X
5
0
10
15
20
35
30
25
Monat
Anza
hl n
icht
ent
deck
ter
Män
gel in
RK
2 Zielwerte:3. Quartal Bewertung
PB X: 13PB Y: 15PB Z: 9
4. Quartal Bewertung
PB X: 10PB Y: 15PB Z: 9
Zielwerte:3. Quartal Bewertung
PB X: 4PB Y: 4PB Z: 2
4. Quartal Bewertung
PB X: 3PB Y: 4PB Z: 2
Nachträge
PB ZPB Y
PB X
2
0
4
6
8
14
12
10
Monat
Anza
hl N
acht
räge
Zielwerte:3. Quartal Bewertung
PB X: 4PB Y: 4PB Z: 2
4. Quartal Bewertung
PB X: 3PB Y: 4PB Z: 2 .zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
Neukommissionen
PB Z
PB YPB X
2
0
4
6
8
14
12
10
Monat
Anza
hl N
euko
mm
issi
onen
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
Mängel in Endkontrolle
PB ZPB YPB X
5
0
10
15
20
35
30
25
Monat
Anza
hl M
änge
l
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
Boxenmontage
PB ZPB Y
PB X
2
0
4
6
8
14
12
10
Monat
Anza
hl M
asch
inen
in B
oxen
mon
tage
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
Empfänger:Monat:
LeitungDezember 2010
Produktionslinien
Verantwortlicher: QM-I - Herr Mustermann
Verbesserungen
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
PB Z
PB Y
PB X
100
0
200
300
400
700
600
500
Monat
Anza
hl V
erbe
sser
unge
n Zielwerte:3. Quartal Bewertung
PB X: 4PB Y: 4PB Z: 2
4. Quartal Bewertung
PB X: 3PB Y: 4PB Z: 2
Monat
Zielwerte:3. Quartal Bewertung
PB X: 20PB Y: 18PB Z: 29
4. Quartal Bewertung
PB X: 20PB Y: 18PB Z: 25
Logistikfehlteile
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
PB Z
PB YPB X
10
0
20
30
40
70
60
50
Anza
hl L
ogis
tikfe
hlte
ile Zielwerte:3. Quartal Bewertung
PB X: 10PB Y: 13PB Z: 13
4. Quartal Bewertung
PB X: 8PB Y: 13PB Z: 13
ZeitLiefertermintreue
PB ZPB YPB X
10
0
20
30
40
70
60
50
Monat
Lief
erve
rzug
(Ta
ge) Zielwerte:
3. Quartal Bewertung
PB X: 20PB Y: 18PB Z: 29
4. Quartal Bewertung
PB X: 20PB Y: 18PB Z: 25
Zielwerte:3. Quartal Bewertung
PB X: 250PB Y: 300PB Z: 180
4. Quartal Bewertung
PB X: 230PB Y: 300PB Z: 180
Zeitlicher Mehraufwand
PB ZPB Y
PB X
100
0
200
300
400
700
600
500
Monat
Zeitli
cher
Meh
rauf
wand
(h)
Fehlerschlupf
Zielwerte:3. Quartal Bewertung
PB X: 13PB Y: 15PB Z: 9
4. Quartal Bewer tung
PB X: 10PB Y: 15PB Z: 9
Fehlerschlupf Regelkreis 1
PB Z
PB Y
PB X
5
0
10
15
20
35
30
25
Monat
Anza
hl n
icht
ent
deck
ter
Män
gel in
RK
1
Fehlerschlupf Regelkreis 2
PB Z
PB Y
PB X
5
0
10
15
20
35
30
25
Monat
Anza
hl n
icht
ent
deck
ter
Män
gel in
RK
2 Zielwerte:3. Quartal Bewertung
PB X: 13PB Y: 15PB Z: 9
4. Quartal Bewertung
PB X: 10PB Y: 15PB Z: 9
Zielwerte:3. Quartal Bewertung
PB X: 4PB Y: 4PB Z: 2
4. Quartal Bewertung
PB X: 3PB Y: 4PB Z: 2
Nachträge
PB ZPB Y
PB X
2
0
4
6
8
14
12
10
Monat
Anza
hl N
acht
räge
Zielwerte:3. Quartal Bewertung
PB X: 4PB Y: 4PB Z: 2
4. Quartal Bewertung
PB X: 3PB Y: 4PB Z: 2 .zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
Neukommissionen
PB Z
PB YPB X
2
0
4
6
8
14
12
10
Monat
Anza
hl N
euko
mm
issi
onen
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
Mängel in Endkontrolle
PB ZPB YPB X
5
0
10
15
20
35
30
25
Monat
Anza
hl M
änge
l
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
Boxenmontage
PB ZPB Y
PB X
2
0
4
6
8
14
12
10
Monat
Anza
hl M
asch
inen
in B
oxen
mon
tage
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
Empfänger:Monat:
LeitungDezember 2010
Produktionslinien
Verantwortlicher: QM-I - Herr Mustermann
Verbesserungen
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
PB Z
PB Y
PB X
100
0
200
300
400
700
600
500
Monat
Anza
hl V
erbe
sser
unge
n Zielwerte:3. Quartal Bewertung
PB X: 4PB Y: 4PB Z: 2
4. Quartal Bewertung
PB X: 3PB Y: 4PB Z: 2
Monat
Zielwerte:3. Quartal Bewertung
PB X: 20PB Y: 18PB Z: 29
4. Quartal Bewertung
PB X: 20PB Y: 18PB Z: 25
Logistikfehlteile
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
PB Z
PB YPB X
10
0
20
30
40
70
60
50
Anza
hl L
ogis
tikfe
hlte
ile Zielwerte:3. Quartal Bewertung
PB X: 10PB Y: 13PB Z: 13
4. Quartal Bewertung
PB X: 8PB Y: 13PB Z: 13
ZeitLiefertermintreue
PB ZPB YPB X
10
0
20
30
40
70
60
50
Monat
Lief
erve
rzug
(Ta
ge) Zielwerte:
3. Quartal Bewertung
PB X: 20PB Y: 18PB Z: 29
4. Quartal Bewertung
PB X: 20PB Y: 18PB Z: 25
Zielwerte:3. Quartal Bewertung
PB X: 250PB Y: 300PB Z: 180
4. Quartal Bewertung
PB X: 230PB Y: 300PB Z: 180
Zeitlicher Mehraufwand
PB ZPB Y
PB X
100
0
200
300
400
700
600
500
Monat
Zeitli
cher
Meh
rauf
wand
(h)
Fehlerschlupf
Zielwerte:3. Quartal Bewertung
PB X: 13PB Y: 15PB Z: 9
4. Quartal Bewer tung
PB X: 10PB Y: 15PB Z: 9
Fehlerschlupf Regelkreis 1
PB Z
PB Y
PB X
5
0
10
15
20
35
30
25
Monat
Anza
hl n
icht
ent
deck
ter
Män
gel in
RK
1
Fehlerschlupf Regelkreis 2
PB Z
PB Y
PB X
5
0
10
15
20
35
30
25
MonatAn
zahl
nic
ht e
ntde
ckte
r M
änge
l in R
K 2 Zielwerte:
3. Quartal Bewertung
PB X: 13PB Y: 15PB Z: 9
4. Quartal Bewertung
PB X: 10PB Y: 15PB Z: 9
Zielwerte:3. Quartal Bewertung
PB X: 4PB Y: 4PB Z: 2
4. Quartal Bewertung
PB X: 3PB Y: 4PB Z: 2
Nachträge
PB ZPB Y
PB X
2
0
4
6
8
14
12
10
Monat
Anza
hl N
acht
räge
Zielwerte:3. Quartal Bewertung
PB X: 4PB Y: 4PB Z: 2
4. Quartal Bewertung
PB X: 3PB Y: 4PB Z: 2 .zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
Neukommissionen
PB Z
PB YPB X
2
0
4
6
8
14
12
10
Monat
Anza
hl N
euko
mm
issi
onen
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
Mängel in Endkontrolle
PB ZPB YPB X
5
0
10
15
20
35
30
25
Monat
Anza
hl M
änge
l
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
Boxenmontage
PB ZPB Y
PB X
2
0
4
6
8
14
12
10
Monat
Anza
hl M
asch
inen
in B
oxen
mon
tage
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
Empfänger:Monat:
Leitung
Dezember 2010
Empfänger:Monat:
Leitung
Dezember 2010
Verantwortlicher: QM-F - Herr Mustermann
Produktqualität im FeldProduktqualität im Feld
Servicequalität
Inbetriebnahmen
0
1
2
3
4
5
6
7
Mitt
lere
Anz
ahl M
änge
l je
Inbe
trieb
nahm
e
Monat
PB 1 PB 2 PB 3
Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez.
Applikation
Inbetriebnahme: Mängel
Mittlere Anzahl festgestellter Mängel je Inbetriebnahmen
Warngrenze:Bewertung
PB 1: 3PB 2: 3PB 3: 3Applikation: 3
0
1
2
3
4
5
6
7
Mitt
lere
Anz
ahl M
änge
l je
Inbe
trieb
nahm
e
Monat
PB 1 PB 2 PB 3
Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez.
Applikation
0
1
2
3
4
5
6
7
Mitt
lere
Anz
ahl M
änge
l je
Inbe
trieb
nahm
e
Monat
PB 1 PB 2 PB 3
Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez.
Applikation
0
1
2
3
4
5
6
7
Mitt
lere
Anz
ahl M
änge
l je
Inbe
trieb
nahm
e
Monat
PB 1 PB 2 PB 3
Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez.
Applikation
Inbetriebnahme: Mängel
Mittlere Anzahl festgestellter Mängel je Inbetriebnahmen
Warngrenze:Bewertung
PB 1: 3PB 2: 3PB 3: 3Applikation: 3
Inbetriebnahme: Mängel
Mittlere Anzahl festgestellter Mängel je Inbetriebnahmen
Warngrenze:Bewertung
PB 1: 3PB 2: 3PB 3: 3Applikation: 3
Warngrenze:Bewertung
PB 1: 3PB 2: 3PB 3: 3Applikation: 3
Anzahl Inbetriebnahmen
Monat
Anz
ahl I
nbet
riebn
ahm
en
Monatliche Anzahl Inbetriebnahmen je Produktbereich
5
0
10
15
20
35
30
25
.voN.zrM.beFnaJ Okt.Sep.Aug.Jul.Jun.Mai .zeD.rpA
PB 3PB 2PB 1
Applikation
Anzahl Inbetriebnahmen
Monat
Anz
ahl I
nbet
riebn
ahm
en
Monatliche Anzahl Inbetriebnahmen je Produktbereich
5
0
10
15
20
35
30
25
.voN.zrM.beFnaJ Okt.Sep.Aug.Jul.Jun.Mai .zeD.rpA
5
0
10
15
20
35
30
25
.voN.zrM.beFnaJ Okt.Sep.Aug.Jul.Jun.Mai .zeD.rpA
PB 3PB 2PB 1
ApplikationPB 3PB 3PB 2PB 2PB 1PB 1
ApplikationApplikation
Anza
hl v
ersp
ätet
er In
betr
iebn
ahm
en
in d
en le
tzte
n 12
Mon
aten
Verspätung [Wochen]
5
0
10
15
20
35
30
25
190111> 2345678
Inbetriebnahme: Abnahmetermintreue
Abweichung des vereinbarten Abnahmetermins vom tatsächlichen Abnahmetermin in den letzten 12 Monaten
PB 3PB 2PB 1
Applikation
Anza
hl v
ersp
ätet
er In
betr
iebn
ahm
en
in d
en le
tzte
n 12
Mon
aten
Verspätung [Wochen]
5
0
10
15
20
35
30
25
190111> 2345678
Anza
hl v
ersp
ätet
er In
betr
iebn
ahm
en
in d
en le
tzte
n 12
Mon
aten
Verspätung [Wochen]
5
0
10
15
20
35
30
25
190111> 2345678Verspätung [Wochen]
5
0
10
15
20
35
30
25
190111> 2345678
Inbetriebnahme: Abnahmetermintreue
Abweichung des vereinbarten Abnahmetermins vom tatsächlichen Abnahmetermin in den letzten 12 Monaten
PB 3PB 2PB 1
Applikation
Inbetriebnahme: Abnahmetermintreue
Abweichung des vereinbarten Abnahmetermins vom tatsächlichen Abnahmetermin in den letzten 12 Monaten
PB 3PB 2PB 1
ApplikationPB 3PB 3PB 2PB 2PB 1PB 1
ApplikationApplikation
Inbetriebnahme: Dauer
Mittlere Dauer je Inbetriebnahme
0
2
4
6
8
10
12
14
Mitt
lere
Dau
er je
Inbe
trieb
nahm
e (T
age)
Monat
PB 1 PB 2 PB 3
Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez.
Applikation
Warngrenze:Bewertung
PB 1: 7PB 2: 5PB 3: 7Applikation: 8
Inbetriebnahme: Dauer
Mittlere Dauer je Inbetriebnahme
0
2
4
6
8
10
12
14
Mitt
lere
Dau
er je
Inbe
trieb
nahm
e (T
age)
Monat
PB 1 PB 2 PB 3
Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez.
Applikation
0
2
4
6
8
10
12
14
Mitt
lere
Dau
er je
Inbe
trieb
nahm
e (T
age)
Monat
PB 1 PB 2 PB 3
Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez.
Applikation
0
2
4
6
8
10
12
14
Mitt
lere
Dau
er je
Inbe
trieb
nahm
e (T
age)
Monat
PB 1 PB 2 PB 3
Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez.
Applikation
Warngrenze:Bewertung
PB 1: 7PB 2: 5PB 3: 7Applikation: 8
Warngrenze:Bewertung
PB 1: 7PB 2: 5PB 3: 7Applikation: 8
Reklamationsquote
Anzahl Reklamationen bezogen auf die Anzahl der jeweils in Garantie befindlichen Produkte0
1
2
3
Anz
ahl R
ekla
mat
ione
n /
(Pro
dukt
e in
Gew
ährle
istu
ng)
Quartal
PB 1 PB 2 PB 3
Q2 Q3 Q4 Q2 Q3 Q4 Q2 Q3 Q4 Q2 Q3 Q4
Applikation
Warngrenze:Bewertung
PB 1: 2PB 2: 2PB 3: 2Applikation: 3
Reklamationsquote
Anzahl Reklamationen bezogen auf die Anzahl der jeweils in Garantie befindlichen Produkte0
1
2
3
Anz
ahl R
ekla
mat
ione
n /
(Pro
dukt
e in
Gew
ährle
istu
ng)
Quartal
PB 1 PB 2 PB 3
Q2 Q3 Q4 Q2 Q3 Q4 Q2 Q3 Q4 Q2 Q3 Q4
Applikation
0
1
2
3
Anz
ahl R
ekla
mat
ione
n /
(Pro
dukt
e in
Gew
ährle
istu
ng)
Quartal
PB 1 PB 2 PB 3
Q2 Q3 Q4 Q2 Q3 Q4 Q2 Q3 Q4 Q2 Q3 Q4
Applikation
0
1
2
3
Anz
ahl R
ekla
mat
ione
n /
(Pro
dukt
e in
Gew
ährle
istu
ng)
Quartal
PB 1 PB 2 PB 3
Q2 Q3 Q4 Q2 Q3 Q4 Q2 Q3 Q4 Q2 Q3 Q4
Applikation
Warngrenze:Bewertung
PB 1: 2PB 2: 2PB 3: 2Applikation: 3
Warngrenze:Bewertung
PB 1: 2PB 2: 2PB 3: 2Applikation: 3
ApplikationPB 3PB 2PB 1
Soll (Min.)
Customer First Pass Yield
Maschinen, die ohne Reklamation durch die Gewährleistungs-periode kommen0
5
10
15
20
25
Monat
Cus
tom
erFi
rst P
ass
Yiel
d[%
]
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
ApplikationPB 3PB 2PB 1
Soll (Min.)ApplikationPB 3PB 2PB 1
Soll (Min.)ApplikationApplikationPB 3PB 3PB 2PB 2PB 1PB 1
Soll (Min.)Soll (Min.)
Customer First Pass Yield
Maschinen, die ohne Reklamation durch die Gewährleistungs-periode kommen0
5
10
15
20
25
Monat
Cus
tom
erFi
rst P
ass
Yiel
d[%
]
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.0
5
10
15
20
25
0
5
10
15
20
25
Monat
Cus
tom
erFi
rst P
ass
Yiel
d[%
]
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
Serviceeinsätze
KostenpflichtigKulanzGewährleistung
Anzahl Service-einsätze nach Berechnungsmotiv
0
10
20
30
40
50
60
70
Anza
hl S
ervi
ceei
nsät
ze
Monat
PB 1 PB 2 PB 3
Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez Okt. Nov. Dez.
Applikation
in Gewährleistung
nach Gewährleistung
KostenpflichtigKulanz
Serviceeinsätze
KostenpflichtigKulanzGewährleistung
KostenpflichtigKulanzGewährleistung
Anzahl Service-einsätze nach Berechnungsmotiv
0
10
20
30
40
50
60
70
Anza
hl S
ervi
ceei
nsät
ze
Monat
PB 1 PB 2 PB 3
Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez Okt. Nov. Dez.
Applikation
0
10
20
30
40
50
60
70
Anza
hl S
ervi
ceei
nsät
ze
Monat
PB 1 PB 2 PB 3
Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez Okt. Nov. Dez.
Applikation
in Gewährleistung
nach Gewährleistung
KostenpflichtigKulanz
Gewährleistungs- und Kulanzkosten
0
5
10
15
20
25
Monat
Kos
ten
[t €]
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
Monatliche Kosten für Gewährleistung und Kulanz
ApplikationPB 3PB 2PB 1
Summe
Gewährleistungs- und Kulanzkosten
0
5
10
15
20
25
Monat
Kos
ten
[t €]
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
Monatliche Kosten für Gewährleistung und Kulanz
ApplikationPB 3PB 2PB 1
Summe
Gewährleistungs- und Kulanzkosten
0
5
10
15
20
25
Monat
Kos
ten
[t €]
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.0
5
10
15
20
25
0
5
10
15
20
25
Monat
Kos
ten
[t €]
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
Monatliche Kosten für Gewährleistung und Kulanz
ApplikationPB 3PB 2PB 1
SummeApplikationApplikationPB 3PB 3PB 2PB 2PB 1PB 1
SummeSumme
DLZ Serviceprozess
Monat
Mitt
lere
Rep
arat
urze
it [t]
Mittlere Durchlaufzeit des gesamten Serviceprozesses von Fehlermeldung bis Fakturierung
0123456789
1011121314
Jan Feb Mrz Apr Mai Jun Jul Aug Sep Okt Nov Dez
ApplikationPB 3PB 2PB 1
Soll (Max.)
DLZ Serviceprozess
Monat
Mitt
lere
Rep
arat
urze
it [t]
Mittlere Durchlaufzeit des gesamten Serviceprozesses von Fehlermeldung bis Fakturierung
0123456789
1011121314
Jan Feb Mrz Apr Mai Jun Jul Aug Sep Okt Nov Dez
DLZ Serviceprozess
Monat
Mitt
lere
Rep
arat
urze
it [t]
Mittlere Durchlaufzeit des gesamten Serviceprozesses von Fehlermeldung bis Fakturierung
0123456789
1011121314
Jan Feb Mrz Apr Mai Jun Jul Aug Sep Okt Nov Dez
ApplikationPB 3PB 2PB 1
Soll (Max.)ApplikationApplikationPB 3PB 3PB 2PB 2PB 1PB 1
Soll (Max.)Soll (Max.)
MTTR: Mean Time To Repair
Monat
Mitt
lere
Rep
arat
urze
it [h
]
Durchschnittliche Zeit zwischen Fehlermeldung durch Kunden und Behebung des Problems durch Servicetechniker
06
1218243036424854606672
Jan Feb Mrz Apr Mai Jun Jul Aug Sep Okt Nov Dez
ApplikationPB 3PB 2PB 1
Soll (Max.)
MTTR: Mean Time To Repair
Monat
Mitt
lere
Rep
arat
urze
it [h
]
Durchschnittliche Zeit zwischen Fehlermeldung durch Kunden und Behebung des Problems durch Servicetechniker
06
1218243036424854606672
Jan Feb Mrz Apr Mai Jun Jul Aug Sep Okt Nov Dez
ApplikationPB 3PB 2PB 1
Soll (Max.)ApplikationPB 3PB 2PB 1
Soll (Max.)ApplikationApplikationPB 3PB 3PB 2PB 2PB 1PB 1
Soll (Max.)Soll (Max.)
Empfänger:Monat:
Leitung
Dezember 2010
Empfänger:Monat:
Leitung
Dezember 2010
Verantwortlicher: QM-F - Herr Mustermann
Produktqualität im FeldProduktqualität im Feld
Servicequalität
Inbetriebnahmen
0
1
2
3
4
5
6
7
Mitt
lere
Anz
ahl M
änge
l je
Inbe
trieb
nahm
e
Monat
PB 1 PB 2 PB 3
Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez.
Applikation
Inbetriebnahme: Mängel
Mittlere Anzahl festgestellter Mängel je Inbetriebnahmen
Warngrenze:Bewertung
PB 1: 3PB 2: 3PB 3: 3Applikation: 3
0
1
2
3
4
5
6
7
Mitt
lere
Anz
ahl M
änge
l je
Inbe
trieb
nahm
e
Monat
PB 1 PB 2 PB 3
Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez.
Applikation
0
1
2
3
4
5
6
7
Mitt
lere
Anz
ahl M
änge
l je
Inbe
trieb
nahm
e
Monat
PB 1 PB 2 PB 3
Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez.
Applikation
0
1
2
3
4
5
6
7
Mitt
lere
Anz
ahl M
änge
l je
Inbe
trieb
nahm
e
Monat
PB 1 PB 2 PB 3
Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez.
Applikation
Inbetriebnahme: Mängel
Mittlere Anzahl festgestellter Mängel je Inbetriebnahmen
Warngrenze:Bewertung
PB 1: 3PB 2: 3PB 3: 3Applikation: 3
Inbetriebnahme: Mängel
Mittlere Anzahl festgestellter Mängel je Inbetriebnahmen
Warngrenze:Bewertung
PB 1: 3PB 2: 3PB 3: 3Applikation: 3
Warngrenze:Bewertung
PB 1: 3PB 2: 3PB 3: 3Applikation: 3
Anzahl Inbetriebnahmen
Monat
Anz
ahl I
nbet
riebn
ahm
en
Monatliche Anzahl Inbetriebnahmen je Produktbereich
5
0
10
15
20
35
30
25
.voN.zrM.beFnaJ Okt.Sep.Aug.Jul.Jun.Mai .zeD.rpA
PB 3PB 2PB 1
Applikation
Anzahl Inbetriebnahmen
Monat
Anz
ahl I
nbet
riebn
ahm
en
Monatliche Anzahl Inbetriebnahmen je Produktbereich
5
0
10
15
20
35
30
25
.voN.zrM.beFnaJ Okt.Sep.Aug.Jul.Jun.Mai .zeD.rpA
5
0
10
15
20
35
30
25
.voN.zrM.beFnaJ Okt.Sep.Aug.Jul.Jun.Mai .zeD.rpA
PB 3PB 2PB 1
ApplikationPB 3PB 3PB 2PB 2PB 1PB 1
ApplikationApplikation
Anza
hl v
ersp
ätet
er In
betri
ebna
hmen
in
den
letz
ten
12 M
onat
en
Verspätung [Wochen]
5
0
10
15
20
35
30
25
190111> 2345678
Inbetriebnahme: Abnahmetermintreue
Abweichung des vereinbarten Abnahmetermins vom tatsächlichen Abnahmetermin in den letzten 12 Monaten
PB 3PB 2PB 1
Applikation
Anza
hl v
ersp
ätet
er In
betri
ebna
hmen
in
den
letz
ten
12 M
onat
en
Verspätung [Wochen]
5
0
10
15
20
35
30
25
190111> 2345678
Anza
hl v
ersp
ätet
er In
betri
ebna
hmen
in
den
letz
ten
12 M
onat
en
Verspätung [Wochen]
5
0
10
15
20
35
30
25
190111> 2345678Verspätung [Wochen]
5
0
10
15
20
35
30
25
190111> 2345678
Inbetriebnahme: Abnahmetermintreue
Abweichung des vereinbarten Abnahmetermins vom tatsächlichen Abnahmetermin in den letzten 12 Monaten
PB 3PB 2PB 1
Applikation
Inbetriebnahme: Abnahmetermintreue
Abweichung des vereinbarten Abnahmetermins vom tatsächlichen Abnahmetermin in den letzten 12 Monaten
PB 3PB 2PB 1
ApplikationPB 3PB 3PB 2PB 2PB 1PB 1
ApplikationApplikation
Inbetriebnahme: Dauer
Mittlere Dauer je Inbetriebnahme
0
2
4
6
8
10
12
14
Mitt
lere
Dau
er je
Inbe
trieb
nahm
e (T
age)
Monat
PB 1 PB 2 PB 3
Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez.
Applikation
Warngrenze:Bewertung
PB 1: 7PB 2: 5PB 3: 7Applikation: 8
Inbetriebnahme: Dauer
Mittlere Dauer je Inbetriebnahme
0
2
4
6
8
10
12
14
Mitt
lere
Dau
er je
Inbe
trieb
nahm
e (T
age)
Monat
PB 1 PB 2 PB 3
Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez.
Applikation
0
2
4
6
8
10
12
14
Mitt
lere
Dau
er je
Inbe
trieb
nahm
e (T
age)
Monat
PB 1 PB 2 PB 3
Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez.
Applikation
0
2
4
6
8
10
12
14
Mitt
lere
Dau
er je
Inbe
trieb
nahm
e (T
age)
Monat
PB 1 PB 2 PB 3
Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez.
Applikation
Warngrenze:Bewertung
PB 1: 7PB 2: 5PB 3: 7Applikation: 8
Warngrenze:Bewertung
PB 1: 7PB 2: 5PB 3: 7Applikation: 8
Reklamationsquote
Anzahl Reklamationen bezogen auf die Anzahl der jeweils in Garantie befindlichen Produkte0
1
2
3
Anz
ahl R
ekla
mat
ione
n /
(Pro
dukt
e in
Gew
ährle
istu
ng)
Quartal
PB 1 PB 2 PB 3
Q2 Q3 Q4 Q2 Q3 Q4 Q2 Q3 Q4 Q2 Q3 Q4
Applikation
Warngrenze:Bewertung
PB 1: 2PB 2: 2PB 3: 2Applikation: 3
Reklamationsquote
Anzahl Reklamationen bezogen auf die Anzahl der jeweils in Garantie befindlichen Produkte0
1
2
3
Anz
ahl R
ekla
mat
ione
n /
(Pro
dukt
e in
Gew
ährle
istu
ng)
Quartal
PB 1 PB 2 PB 3
Q2 Q3 Q4 Q2 Q3 Q4 Q2 Q3 Q4 Q2 Q3 Q4
Applikation
0
1
2
3
Anz
ahl R
ekla
mat
ione
n /
(Pro
dukt
e in
Gew
ährle
istu
ng)
Quartal
PB 1 PB 2 PB 3
Q2 Q3 Q4 Q2 Q3 Q4 Q2 Q3 Q4 Q2 Q3 Q4
Applikation
0
1
2
3
Anz
ahl R
ekla
mat
ione
n /
(Pro
dukt
e in
Gew
ährle
istu
ng)
Quartal
PB 1 PB 2 PB 3
Q2 Q3 Q4 Q2 Q3 Q4 Q2 Q3 Q4 Q2 Q3 Q4
Applikation
Warngrenze:Bewertung
PB 1: 2PB 2: 2PB 3: 2Applikation: 3
Warngrenze:Bewertung
PB 1: 2PB 2: 2PB 3: 2Applikation: 3
ApplikationPB 3PB 2PB 1
Soll (Min.)
Customer First Pass Yield
Maschinen, die ohne Reklamation durch die Gewährleistungs-periode kommen0
5
10
15
20
25
Monat
Cus
tom
erFi
rst P
ass
Yiel
d[%
]
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
ApplikationPB 3PB 2PB 1
Soll (Min.)ApplikationPB 3PB 2PB 1
Soll (Min.)ApplikationApplikationPB 3PB 3PB 2PB 2PB 1PB 1
Soll (Min.)Soll (Min.)
Customer First Pass Yield
Maschinen, die ohne Reklamation durch die Gewährleistungs-periode kommen0
5
10
15
20
25
Monat
Cus
tom
erFi
rst P
ass
Yiel
d[%
]
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.0
5
10
15
20
25
0
5
10
15
20
25
Monat
Cus
tom
erFi
rst P
ass
Yiel
d[%
]
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
Serviceeinsätze
KostenpflichtigKulanzGewährleistung
Anzahl Service-einsätze nach Berechnungsmotiv
0
10
20
30
40
50
60
70
Anza
hl S
ervi
ceei
nsät
ze
Monat
PB 1 PB 2 PB 3
Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez Okt. Nov. Dez.
Applikation
in Gewährleistung
nach Gewährleistung
KostenpflichtigKulanz
Serviceeinsätze
KostenpflichtigKulanzGewährleistung
KostenpflichtigKulanzGewährleistung
Anzahl Service-einsätze nach Berechnungsmotiv
0
10
20
30
40
50
60
70
Anza
hl S
ervi
ceei
nsät
ze
Monat
PB 1 PB 2 PB 3
Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez Okt. Nov. Dez.
Applikation
0
10
20
30
40
50
60
70
Anza
hl S
ervi
ceei
nsät
ze
Monat
PB 1 PB 2 PB 3
Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez Okt. Nov. Dez.
Applikation
in Gewährleistung
nach Gewährleistung
KostenpflichtigKulanz
Gewährleistungs- und Kulanzkosten
0
5
10
15
20
25
Monat
Kos
ten
[t €]
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
Monatliche Kosten für Gewährleistung und Kulanz
ApplikationPB 3PB 2PB 1
Summe
Gewährleistungs- und Kulanzkosten
0
5
10
15
20
25
Monat
Kos
ten
[t €]
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
Monatliche Kosten für Gewährleistung und Kulanz
ApplikationPB 3PB 2PB 1
Summe
Gewährleistungs- und Kulanzkosten
0
5
10
15
20
25
Monat
Kos
ten
[t €]
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.0
5
10
15
20
25
0
5
10
15
20
25
Monat
Kos
ten
[t €]
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
Monatliche Kosten für Gewährleistung und Kulanz
ApplikationPB 3PB 2PB 1
SummeApplikationApplikationPB 3PB 3PB 2PB 2PB 1PB 1
SummeSumme
DLZ Serviceprozess
Monat
Mitt
lere
Rep
arat
urze
it [t]
Mittlere Durchlaufzeit des gesamten Serviceprozesses von Fehlermeldung bis Fakturierung
0123456789
1011121314
Jan Feb Mrz Apr Mai Jun Jul Aug Sep Okt Nov Dez
ApplikationPB 3PB 2PB 1
Soll (Max.)
DLZ Serviceprozess
Monat
Mitt
lere
Rep
arat
urze
it [t]
Mittlere Durchlaufzeit des gesamten Serviceprozesses von Fehlermeldung bis Fakturierung
0123456789
1011121314
Jan Feb Mrz Apr Mai Jun Jul Aug Sep Okt Nov Dez
DLZ Serviceprozess
Monat
Mitt
lere
Rep
arat
urze
it [t]
Mittlere Durchlaufzeit des gesamten Serviceprozesses von Fehlermeldung bis Fakturierung
0123456789
1011121314
Jan Feb Mrz Apr Mai Jun Jul Aug Sep Okt Nov Dez
ApplikationPB 3PB 2PB 1
Soll (Max.)ApplikationApplikationPB 3PB 3PB 2PB 2PB 1PB 1
Soll (Max.)Soll (Max.)
MTTR: Mean Time To Repair
Monat
Mitt
lere
Rep
arat
urze
it [h
]
Durchschnittliche Zeit zwischen Fehlermeldung durch Kunden und Behebung des Problems durch Servicetechniker
06
1218243036424854606672
Jan Feb Mrz Apr Mai Jun Jul Aug Sep Okt Nov Dez
ApplikationPB 3PB 2PB 1
Soll (Max.)
MTTR: Mean Time To Repair
Monat
Mitt
lere
Rep
arat
urze
it [h
]
Durchschnittliche Zeit zwischen Fehlermeldung durch Kunden und Behebung des Problems durch Servicetechniker
06
1218243036424854606672
Jan Feb Mrz Apr Mai Jun Jul Aug Sep Okt Nov Dez
ApplikationPB 3PB 2PB 1
Soll (Max.)ApplikationPB 3PB 2PB 1
Soll (Max.)ApplikationApplikationPB 3PB 3PB 2PB 2PB 1PB 1
Soll (Max.)Soll (Max.)
Empfänger:Monat:
Leitung
Dezember 2010
Empfänger:Monat:
Leitung
Dezember 2010
Verantwortlicher: QM-F - Herr Mustermann
Produktqualität im FeldProduktqualität im Feld
Servicequalität
Inbetriebnahmen
0
1
2
3
4
5
6
7
Mitt
lere
Anz
ahl M
änge
l je
Inbe
trieb
nahm
e
Monat
PB 1 PB 2 PB 3
Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez.
Applikation
Inbetriebnahme: Mängel
Mittlere Anzahl festgestellter Mängel je Inbetriebnahmen
Warngrenze:Bewertung
PB 1: 3PB 2: 3PB 3: 3Applikation: 3
0
1
2
3
4
5
6
7
Mitt
lere
Anz
ahl M
änge
l je
Inbe
trieb
nahm
e
Monat
PB 1 PB 2 PB 3
Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez.
Applikation
0
1
2
3
4
5
6
7
Mitt
lere
Anz
ahl M
änge
l je
Inbe
trieb
nahm
e
Monat
PB 1 PB 2 PB 3
Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez.
Applikation
0
1
2
3
4
5
6
7
Mitt
lere
Anz
ahl M
änge
l je
Inbe
trieb
nahm
e
Monat
PB 1 PB 2 PB 3
Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez.
Applikation
Inbetriebnahme: Mängel
Mittlere Anzahl festgestellter Mängel je Inbetriebnahmen
Warngrenze:Bewertung
PB 1: 3PB 2: 3PB 3: 3Applikation: 3
Inbetriebnahme: Mängel
Mittlere Anzahl festgestellter Mängel je Inbetriebnahmen
Warngrenze:Bewertung
PB 1: 3PB 2: 3PB 3: 3Applikation: 3
Warngrenze:Bewertung
PB 1: 3PB 2: 3PB 3: 3Applikation: 3
Anzahl Inbetriebnahmen
Monat
Anz
ahl I
nbet
riebn
ahm
en
Monatliche Anzahl Inbetriebnahmen je Produktbereich
5
0
10
15
20
35
30
25
.voN.zrM.beFnaJ Okt.Sep.Aug.Jul.Jun.Mai .zeD.rpA
PB 3PB 2PB 1
Applikation
Anzahl Inbetriebnahmen
Monat
Anz
ahl I
nbet
riebn
ahm
en
Monatliche Anzahl Inbetriebnahmen je Produktbereich
5
0
10
15
20
35
30
25
.voN.zrM.beFnaJ Okt.Sep.Aug.Jul.Jun.Mai .zeD.rpA
5
0
10
15
20
35
30
25
.voN.zrM.beFnaJ Okt.Sep.Aug.Jul.Jun.Mai .zeD.rpA
PB 3PB 2PB 1
ApplikationPB 3PB 3PB 2PB 2PB 1PB 1
ApplikationApplikation
Anza
hl v
ersp
ätet
er In
betr
iebn
ahm
en
in d
en le
tzte
n 12
Mon
aten
Verspätung [Wochen]
5
0
10
15
20
35
30
25
190111> 2345678
Inbetriebnahme: Abnahmetermintreue
Abweichung des vereinbarten Abnahmetermins vom tatsächlichen Abnahmetermin in den letzten 12 Monaten
PB 3PB 2PB 1
Applikation
Anza
hl v
ersp
ätet
er In
betr
iebn
ahm
en
in d
en le
tzte
n 12
Mon
aten
Verspätung [Wochen]
5
0
10
15
20
35
30
25
190111> 2345678
Anza
hl v
ersp
ätet
er In
betr
iebn
ahm
en
in d
en le
tzte
n 12
Mon
aten
Verspätung [Wochen]
5
0
10
15
20
35
30
25
190111> 2345678Verspätung [Wochen]
5
0
10
15
20
35
30
25
190111> 2345678
Inbetriebnahme: Abnahmetermintreue
Abweichung des vereinbarten Abnahmetermins vom tatsächlichen Abnahmetermin in den letzten 12 Monaten
PB 3PB 2PB 1
Applikation
Inbetriebnahme: Abnahmetermintreue
Abweichung des vereinbarten Abnahmetermins vom tatsächlichen Abnahmetermin in den letzten 12 Monaten
PB 3PB 2PB 1
ApplikationPB 3PB 3PB 2PB 2PB 1PB 1
ApplikationApplikation
Inbetriebnahme: Dauer
Mittlere Dauer je Inbetriebnahme
0
2
4
6
8
10
12
14
Mitt
lere
Dau
er je
Inbe
trieb
nahm
e (T
age)
Monat
PB 1 PB 2 PB 3
Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez.
Applikation
Warngrenze:Bewertung
PB 1: 7PB 2: 5PB 3: 7Applikation: 8
Inbetriebnahme: Dauer
Mittlere Dauer je Inbetriebnahme
0
2
4
6
8
10
12
14
Mitt
lere
Dau
er je
Inbe
trieb
nahm
e (T
age)
Monat
PB 1 PB 2 PB 3
Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez.
Applikation
0
2
4
6
8
10
12
14
Mitt
lere
Dau
er je
Inbe
trieb
nahm
e (T
age)
Monat
PB 1 PB 2 PB 3
Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez.
Applikation
0
2
4
6
8
10
12
14
Mitt
lere
Dau
er je
Inbe
trieb
nahm
e (T
age)
Monat
PB 1 PB 2 PB 3
Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez.
Applikation
Warngrenze:Bewertung
PB 1: 7PB 2: 5PB 3: 7Applikation: 8
Warngrenze:Bewertung
PB 1: 7PB 2: 5PB 3: 7Applikation: 8
Reklamationsquote
Anzahl Reklamationen bezogen auf die Anzahl der jeweils in Garantie befindlichen Produkte0
1
2
3
Anz
ahl R
ekla
mat
ione
n /
(Pro
dukt
e in
Gew
ährle
istu
ng)
Quartal
PB 1 PB 2 PB 3
Q2 Q3 Q4 Q2 Q3 Q4 Q2 Q3 Q4 Q2 Q3 Q4
Applikation
Warngrenze:Bewertung
PB 1: 2PB 2: 2PB 3: 2Applikation: 3
Reklamationsquote
Anzahl Reklamationen bezogen auf die Anzahl der jeweils in Garantie befindlichen Produkte0
1
2
3
Anz
ahl R
ekla
mat
ione
n /
(Pro
dukt
e in
Gew
ährle
istu
ng)
Quartal
PB 1 PB 2 PB 3
Q2 Q3 Q4 Q2 Q3 Q4 Q2 Q3 Q4 Q2 Q3 Q4
Applikation
0
1
2
3
Anz
ahl R
ekla
mat
ione
n /
(Pro
dukt
e in
Gew
ährle
istu
ng)
Quartal
PB 1 PB 2 PB 3
Q2 Q3 Q4 Q2 Q3 Q4 Q2 Q3 Q4 Q2 Q3 Q4
Applikation
0
1
2
3
Anz
ahl R
ekla
mat
ione
n /
(Pro
dukt
e in
Gew
ährle
istu
ng)
Quartal
PB 1 PB 2 PB 3
Q2 Q3 Q4 Q2 Q3 Q4 Q2 Q3 Q4 Q2 Q3 Q4
Applikation
Warngrenze:Bewertung
PB 1: 2PB 2: 2PB 3: 2Applikation: 3
Warngrenze:Bewertung
PB 1: 2PB 2: 2PB 3: 2Applikation: 3
ApplikationPB 3PB 2PB 1
Soll (Min.)
Customer First Pass Yield
Maschinen, die ohne Reklamation durch die Gewährleistungs-periode kommen0
5
10
15
20
25
Monat
Cus
tom
erFi
rst P
ass
Yiel
d[%
]
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
ApplikationPB 3PB 2PB 1
Soll (Min.)ApplikationPB 3PB 2PB 1
Soll (Min.)ApplikationApplikationPB 3PB 3PB 2PB 2PB 1PB 1
Soll (Min.)Soll (Min.)
Customer First Pass Yield
Maschinen, die ohne Reklamation durch die Gewährleistungs-periode kommen0
5
10
15
20
25
Monat
Cus
tom
erFi
rst P
ass
Yiel
d[%
]
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.0
5
10
15
20
25
0
5
10
15
20
25
Monat
Cus
tom
erFi
rst P
ass
Yiel
d[%
]
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
Serviceeinsätze
KostenpflichtigKulanzGewährleistung
Anzahl Service-einsätze nach Berechnungsmotiv
0
10
20
30
40
50
60
70
Anza
hl S
ervi
ceei
nsät
ze
Monat
PB 1 PB 2 PB 3
Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez Okt. Nov. Dez.
Applikation
in Gewährleistung
nach Gewährleistung
KostenpflichtigKulanz
Serviceeinsätze
KostenpflichtigKulanzGewährleistung
KostenpflichtigKulanzGewährleistung
Anzahl Service-einsätze nach Berechnungsmotiv
0
10
20
30
40
50
60
70
Anza
hl S
ervi
ceei
nsät
ze
Monat
PB 1 PB 2 PB 3
Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez Okt. Nov. Dez.
Applikation
0
10
20
30
40
50
60
70
Anza
hl S
ervi
ceei
nsät
ze
Monat
PB 1 PB 2 PB 3
Okt. Nov. Dez. Okt. Nov. Dez. Okt. Nov. Dez Okt. Nov. Dez.
Applikation
in Gewährleistung
nach Gewährleistung
KostenpflichtigKulanz
Gewährleistungs- und Kulanzkosten
0
5
10
15
20
25
Monat
Kos
ten
[t €]
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
Monatliche Kosten für Gewährleistung und Kulanz
ApplikationPB 3PB 2PB 1
Summe
Gewährleistungs- und Kulanzkosten
0
5
10
15
20
25
Monat
Kos
ten
[t €]
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
Monatliche Kosten für Gewährleistung und Kulanz
ApplikationPB 3PB 2PB 1
Summe
Gewährleistungs- und Kulanzkosten
0
5
10
15
20
25
Monat
Kos
ten
[t €]
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.0
5
10
15
20
25
0
5
10
15
20
25
Monat
Kos
ten
[t €]
.zeD.zrM.beF.naJ Nov.Okt.Sept.Aug.Jul.Jun.MaiApr.
Monatliche Kosten für Gewährleistung und Kulanz
ApplikationPB 3PB 2PB 1
SummeApplikationApplikationPB 3PB 3PB 2PB 2PB 1PB 1
SummeSumme
DLZ Serviceprozess
Monat
Mitt
lere
Rep
arat
urze
it [t]
Mittlere Durchlaufzeit des gesamten Serviceprozesses von Fehlermeldung bis Fakturierung
0123456789
1011121314
Jan Feb Mrz Apr Mai Jun Jul Aug Sep Okt Nov Dez
ApplikationPB 3PB 2PB 1
Soll (Max.)
DLZ Serviceprozess
Monat
Mitt
lere
Rep
arat
urze
it [t]
Mittlere Durchlaufzeit des gesamten Serviceprozesses von Fehlermeldung bis Fakturierung
0123456789
1011121314
Jan Feb Mrz Apr Mai Jun Jul Aug Sep Okt Nov Dez
DLZ Serviceprozess
Monat
Mitt
lere
Rep
arat
urze
it [t]
Mittlere Durchlaufzeit des gesamten Serviceprozesses von Fehlermeldung bis Fakturierung
0123456789
1011121314
Jan Feb Mrz Apr Mai Jun Jul Aug Sep Okt Nov Dez
ApplikationPB 3PB 2PB 1
Soll (Max.)ApplikationApplikationPB 3PB 3PB 2PB 2PB 1PB 1
Soll (Max.)Soll (Max.)
MTTR: Mean Time To Repair
Monat
Mitt
lere
Rep
arat
urze
it [h
]
Durchschnittliche Zeit zwischen Fehlermeldung durch Kunden und Behebung des Problems durch Servicetechniker
06
1218243036424854606672
Jan Feb Mrz Apr Mai Jun Jul Aug Sep Okt Nov Dez
ApplikationPB 3PB 2PB 1
Soll (Max.)
MTTR: Mean Time To Repair
Monat
Mitt
lere
Rep
arat
urze
it [h
]
Durchschnittliche Zeit zwischen Fehlermeldung durch Kunden und Behebung des Problems durch Servicetechniker
06
1218243036424854606672
Jan Feb Mrz Apr Mai Jun Jul Aug Sep Okt Nov Dez
ApplikationPB 3PB 2PB 1
Soll (Max.)ApplikationPB 3PB 2PB 1
Soll (Max.)ApplikationApplikationPB 3PB 3PB 2PB 2PB 1PB 1
Soll (Max.)Soll (Max.)
Name:Rang:Lieferantenklassifizierung:
Einkaufsvolumen:
Ansprechpartner:
Audit durchgeführt:
QSV vorhanden:
Fa. Musterspindel GmbH
10
A - Strategischer Lieferant
2,6 (Mio €)
Herr Mustermann
ja
ja
nein
nein
Platzierung
0
20
40
60
80
100
Kennzahl 290908
Oktober November Dezember0
20
40
60
80
100
Kennzahl 080756
Oktober November Dezember0
20
40
60
80
100
Kennzahl 098808
Oktober November Dezember
tätilauqsfuakniEtätilauqkitsigoLtätilauqtkudorP
Trend:Trend: Trend:Trend: Trend:Trend:
0102030405060708090
100
Kennzahl 290908
Oktober November Dezember
Qualitätsmängel Lieferantenzuverlässigkeit
Lieferantenentwicklung
Lieferantenverhalten
0
20
40
60
80
100
Reihe1 000
Oktober November Dezember
Anzahl 948383
0
20
40
60
80
100
Reihe1 000
Oktober November Dezember
Anzahl 856338
0
20
40
60
80
100
Reihe1 000
Oktober November Dezember
Anzahl 989898
ppm-Rate200IstSoll
150
1
2
3
4
5
6
7
8
9
10
11
12
13
14
Sonderaufwand
0
20
40
60
80
100
Reihe1 000
Oktober November Dezember
Anzahl 637982
Lieferantenverhalten
0
20
40
60
80
100
Reihe1 000
Oktober November Dezember
Anzahl 826244
0
20
40
60
80
100
Reihe1 000
Oktober November Dezember
Anzahl 947864
Liefertreue
Liefergüte
0
20
40
60
80
100
Reihe1 000
Oktober November Dezember
Anzahl 615845
Janunar Februar März April Mai Juni Juli August September Oktober November Dezember
Name:Rang:Lieferantenklassifizierung:
Einkaufsvolumen:
Ansprechpartner:
Audit durchgeführt:
QSV vorhanden:
Fa. Musterspindel GmbH
10
A - Strategischer Lieferant
2,6 (Mio €)
Herr Mustermann
ja
ja
nein
nein
Platzierung
0
20
40
60
80
100
Kennzahl 290908
Oktober November Dezember0
20
40
60
80
100
Kennzahl 080756
Oktober November Dezember0
20
40
60
80
100
Kennzahl 098808
Oktober November Dezember
tätilauqsfuakniEtätilauqkitsigoLtätilauqtkudorP
Trend:Trend: Trend:Trend: Trend:Trend:
0102030405060708090
100
Kennzahl 290908
Oktober November Dezember
Qualitätsmängel Lieferantenzuverlässigkeit
Lieferantenentwicklung
Lieferantenverhalten
0
20
40
60
80
100
Reihe1 000
Oktober November Dezember
Anzahl 948383
0
20
40
60
80
100
Reihe1 000
Oktober November Dezember
Anzahl 856338
0
20
40
60
80
100
Reihe1 000
Oktober November Dezember
Anzahl 989898
ppm-Rate200IstSoll
150
1
2
3
4
5
6
7
8
9
10
11
12
13
14
Sonderaufwand
0
20
40
60
80
100
Reihe1 000
Oktober November Dezember
Anzahl 637982
Lieferantenverhalten
0
20
40
60
80
100
Reihe1 000
Oktober November Dezember
Anzahl 826244
0
20
40
60
80
100
Reihe1 000
Oktober November Dezember
Anzahl 947864
Liefertreue
Liefergüte
0
20
40
60
80
100
Reihe1 000
Oktober November Dezember
Anzahl 615845
Janunar Februar März April Mai Juni Juli August September Oktober November Dezember
Name:Rang:Lieferantenklassifizierung:
Einkaufsvolumen:
Ansprechpartner:
Audit durchgeführt:
QSV vorhanden:
Fa. Musterspindel GmbH
10
A - Strategischer Lieferant
2,6 (Mio €)
Herr Mustermann
ja
ja
nein
nein
Platzierung
0
20
40
60
80
100
Kennzahl 290908
Oktober November Dezember0
20
40
60
80
100
Kennzahl 080756
Oktober November Dezember0
20
40
60
80
100
Kennzahl 098808
Oktober November Dezember
tätilauqsfuakniEtätilauqkitsigoLtätilauqtkudorP
Trend:Trend: Trend:Trend: Trend:Trend:
0102030405060708090
100
Kennzahl 290908
Oktober November Dezember
Qualitätsmängel Lieferantenzuverlässigkeit
Lieferantenentwicklung
Lieferantenverhalten
0
20
40
60
80
100
Reihe1 000
Oktober November Dezember
Anzahl 948383
0
20
40
60
80
100
Reihe1 000
Oktober November Dezember
Anzahl 856338
0
20
40
60
80
100
Reihe1 000
Oktober November Dezember
Anzahl 989898
ppm-Rate200IstSoll
150
1
2
3
4
5
6
7
8
9
10
11
12
13
14
Sonderaufwand
0
20
40
60
80
100
Reihe1 000
Oktober November Dezember
Anzahl 637982
Lieferantenverhalten
0
20
40
60
80
100
Reihe1 000
Oktober November Dezember
Anzahl 826244
0
20
40
60
80
100
Reihe1 000
Oktober November Dezember
Anzahl 947864
Liefertreue
Liefergüte
0
20
40
60
80
100
Reihe1 000
Oktober November Dezember
Anzahl 615845
Janunar Februar März April Mai Juni Juli August September Oktober November Dezember
QB – Qualitätsmanagement Beauftragter
TOOLS 2.2011 | 11
Hier gilt: Structure follows process. Das bedeutet, die
Informationen werden in Form so genannter »Kenn-
zahlen-Cockpits« anhand geeigneter aufbauorganisa-
torischer Strukturen bereitgestellt.
Solche Strukturen basieren auf dem klassischen Ver-
ständnis eines Rollenmodells: Rollen charakterisieren
sich durch Aufgaben, Kompetenzen und Verantwort-
lichkeiten, die es innerhalb der Organisation zu beset-
zen gilt. Der Sinn der Struktur ist es nicht nur, eine
adressatengerechte Informationslogistik innerhalb des
Unternehmens sicherzustellen, sondern auch zentrale
Kommunikationskanäle über die Unternehmensgren-
zen hinaus zu schaffen.
So ist es beispielsweise ausschließlich Aufgabe der
Rolle »QB-Beschaffung«, bei Beschaffungsproblemen
auf den Lieferanten zu zugehen. Intern entdeckte
Fehler werden an den Qualitätsbeauftragten der Pro-
duktion berichtet. Er beurteilt nach dem Vier-Augen-
Prinzip, ob der Fehler intern nur entdeckt oder selbst
verursacht wurde. Wurde der Fehler außerhalb des
Unternehmens verursacht, übergibt der Qualitätsbe-
auftragte der Produktion seine Fehlermeldung in den
Verantwortungsbereich des Qualitätsbeauftragten der
Beschaffung. Dieser veranlasst dann geeignete Maß-
nahmen, um Lieferantenfehler abzustellen. Wenn sich
bei Fehlern, die erst intern im Unternehmen auftreten,
kein Funktionsbereich als Verursacher bekennt oder
dieser nicht mehr aufzuspüren ist, ist es die Aufgabe
des QM-Lenkungskreises, eine Entscheidung herbei-
zuführen.
Die Rollen werden durch Entscheidungsträger des
Unternehmens besetzt. Dabei ist darauf zu achten,
dass die Rollen eine aufgabengerechte Entschei-
dungskompetenz erhalten. So muss beispielsweise
am QM-Lenkungskreis ein Geschäftsführungsmit-
glied teilnehmen, damit dieser wirksame strategische
Entscheidungen im Umgang mit Beschaffungsquellen
treffen kann.
Steuern – Kontinuierliche Verbesserung
Auf Grundlage der bereitgestellten Informationen gilt
es schließlich, erforderliche Maßnahmen abzuleiten,
durchzuführen und diese hinsichtlich ihrer Wirksamkeit
zu prüfen. Ziel ist es, der Forderung nach kontinu-
ierlicher Verbesserung zu entsprechen. Hier können
übergreifende Fehlerabstellprozesse greifen, die bei
Fehlern auf Lieferantenseite geeignete Reaktionsszena-
rien bereithalten. Außerdem sind die anfangs defi nier-
ten Messpunkte zur Datenerfassung zu prüfen und
gegebenenfalls anzupassen. Hier kann es erforderlich
sein, weitere Sensoren entlang des Produktentste-
hungsprozesses zu installieren oder an veränderliche
Rahmenbedingen anzupassen.
Die beschriebene systematische Vorgehensweise
zur qualitätsorientierten Unternehmenssteuerung
unterstützt die Geschäftsführung dabei, mit den zur
Verfügung gestellten Kennzahlen-Cockpits schnell
und effektiv auf Qualitätsprobleme in Beschaffung,
Produktion und Feld zu reagieren. Um aussagekräftige
Kennzahlen für die Kennzahlen-Cockpits zu gewinnen,
bedarf es einer validen Datenbasis. Entscheidend für
den Erfolg ist nicht nur die Güte der defi nierten Mess-
punkte im Prozess, sondern auch die Qualität der Feh-
lererfassung und -bewertung durch den Mitarbeiter.
Die Erfassung und Bewertung von Fehlern verbessert
sich durch die Vorgabe einheitlicher Erfassungsmecha-
nismen und intuitiver Fehlerklassen. Sie müssen so
einfach wie möglich gestaltet werden, um die Daten
schnell und valide bereitzustellen. Die aktuelle und
transparente Darstellung der Qualitätssituation hilft der
Geschäftsführung dann dabei, umgehend die richtigen
Maßnahmen einzuleiten, um die Unternehmensqualität
sicherstellen.
Kontakt
Dipl.-Wirt.-Ing. Sebastian Schmitt
WZL der RWTH Aachen
Telefon +49 241 80-27606
Dipl.-Ing. Tobias Effey
WZL der RWTH Aachen
Telefon +49 241 80-27111

12 | TOOLS 2.2011
Bis heute fi ndet eine solche Anpassung in industrieller
Umgebung nur recht selten statt: Entweder vertrauen
Unternehmen auf die Herstellerangaben zu Werk-
zeug- und Schnittparametern, setzen auf das Erfah-
rungswissen einzelner Experten im Unternehmen oder
sie nähern sich durch zeitintensive und kostenspielige
Trial-and-error-Tests an die bestmögliche Prozessaus-
legung an.
Das Fraunhofer IPT arbeitet in verschiedenen Indus-
trie- und Forschungsprojekten daran, dieses unsys-
tematische und intransparente Vorgehen durch eine
optimierte und standardisierte Fräsprozess- und Werk-
zeugauslegung zu ersetzen.
Systematische Auswahl von Werkzeuggeometrie
und Prozessparametern
Das Fraunhofer IPT hat nun eine Versuchsanlage und
die dazugehörige Methodik entwickelt, mit der sich die
Systematische Fräsprozess- und Werkzeugauslegung für anspruchsvolle Anwendungen
Neue und le istungsfähigere Produkte in der Luftfahrt- , Energie- und Mediz intechnik, im Auto-
mobi l - oder Werkzeug- und Formenbau entstehen oft erst unter E insatz neuer und hochbean-
spruchbarer Werkstoffe. Doch diese e igent l ich posit iven Werkstoffe igenschaften erfordern es
bei der Fräsebearbeitung von Bautei len und Komponenten, dass die Werkzeuggeometr ie und
Prozessparameter exakt an die Bearbeitungsaufgabe angepasst s ind.
mechanischen und thermischen Belastungen auf die
Fräswerkzeugschneide detailliert analysieren lassen. Für
schwer zerspanbare Werkstoffe können so nicht nur
Kraftniveaus ermittelt, sondern auch die Spanstruktur,
-krümmung, -stauchung und -fl ießrichtung analysiert
werden. Dazu sind oft nur wenige Analogieversuche
erforderlich. Auf dieser Basis können schließlich wich-
tige Fragen zur Fräsprozess- und Werkzeugauslegung
beantwortet werden:
• Welche Besonderheiten weist das Gefüge des zu
bearbeitenden Materials auf und was bedeutet dies
für den Fräsprozess?
• Welche geometrischen Eigenschaften sollte das
Werkzeug idealerweise besitzen?
• Mit welchen Prozessparametern lassen sich gleich-
zeitig höchste Leistungsfähigkeit und Produktquali-
tät sicherstellen?

TOOLS 2.2011 | 13
Beschichtungen und Fertigungsprozesse
aufeinander abstimmen
Der Einsatz hochleistungsfähiger Beschichtungssys-
teme bietet ebenfalls ein großes Potenzial zur weiteren
Optimierung der Fräsbearbeitung schwer zu zerspa-
nender Werkstoffe. Im industriellen Einsatz verhalten
sich Werkzeugbeschichtungen jedoch nicht immer
gleich, so dass sie oft nicht ihre volle Leistungsfähigkeit
entfalten können. Die Gründe dafür können in einem
unsachgemäßen Einsatz der Beschichtungen liegen,
der zu schwer erklärbaren Leistungsschwankungen
führen kann. Denn wenn die Schichteigenschaften
nicht exakt an den entsprechenden Anwendungsfall
– Werkstückmaterial-Werkzeug-Prozessparameter –
angepasst sind, verbessert sich auch die Leistung der
Werkzeuge nicht zuverlässig.
Zur anwendungsbezogenen Qualifi zierung von
Beschichtungen hat das Fraunhofer IPT gemeinsam mit
dem Centre for Research & Technology Hellas CERTH
in Thessaloniki, Griechenland, das Fraunhofer Project
Center for Coatings in Manufacturing PCCM gegrün-
det. Das Fraunhofer PCCM bündelt das Expertenwissen
des Fraunhofer IPT auf dem Gebiet der Hochleistungs-
zerspanung mit den anwendungsbezogenen Analse-
methodiken für Beschichtungen des CERTH und
beantwortet wichtige Fragen zum Einsatz beschichteter
Werkzeuge, mit denen sich produzierende Unternehmen
konfrontiert sehen:
• Welche Vorteile bringt eine Werkzeugbeschichtung
mit sich?
• Welche Beschichtung eignet sich für den individuel-
len Anwendungsfall aus ökonomischer und techno-
logischer Sicht am besten?
• Wie sind Bearbeitungsprozesse auszulegen um die
volle Leistungsfähigkeit der Beschichtung auszu-
schöpfen?
Um diese Fragen zu beantworten, setzt das Fraunhofer
PCCM auf einen wissensbasierten Ansatz: Ausgehend
von den mechanischen und thermischen Belastungen
der Werkzeuge im Einsatz werden die Beschichtungs-
eigenschaften ganzheitlich und systematisch ermittelt.
Es gilt nicht nur grundlegende Beschichtungscharak-
teristika zu bestimmen; vor allem der Analyse des
anwendungsbezogenen Schichtverhaltens kommt eine
Ermittlung optimaler Einsatzbedingungender Beschichtungen
Auswahl optimierter Prozessparameter
Vergleich derSchichtperformance
Auf
gabe
Erge
bnis
Vorg
ehen
swei
se d
es F
raun
hofe
r PC
CM
Auswahl optimierter Schichtsysteme
Ermittlung der Bedingungenwährend des Einsatzes
Mechanische und thermische Belastungen
Temperaturabhängige mechanische Eigenschaften
Haftung
Nanoritztest
Nanoindentierung und FEM
Anwendungsnahe Prüfstände Simulation Analytik
Impact Test Heiztest Heiztest Nanoimpact
Diffusion Oxidation Ermüdung
Hochleistungs-zerspanung Präzisionsglaspressen Ihre Anwendung
Ermittlung grundlegender Schichteigenschaften
Ermittlung anwendungsbezogenerBeschichtungseigenschaften
Werkzeuge im Einsatz
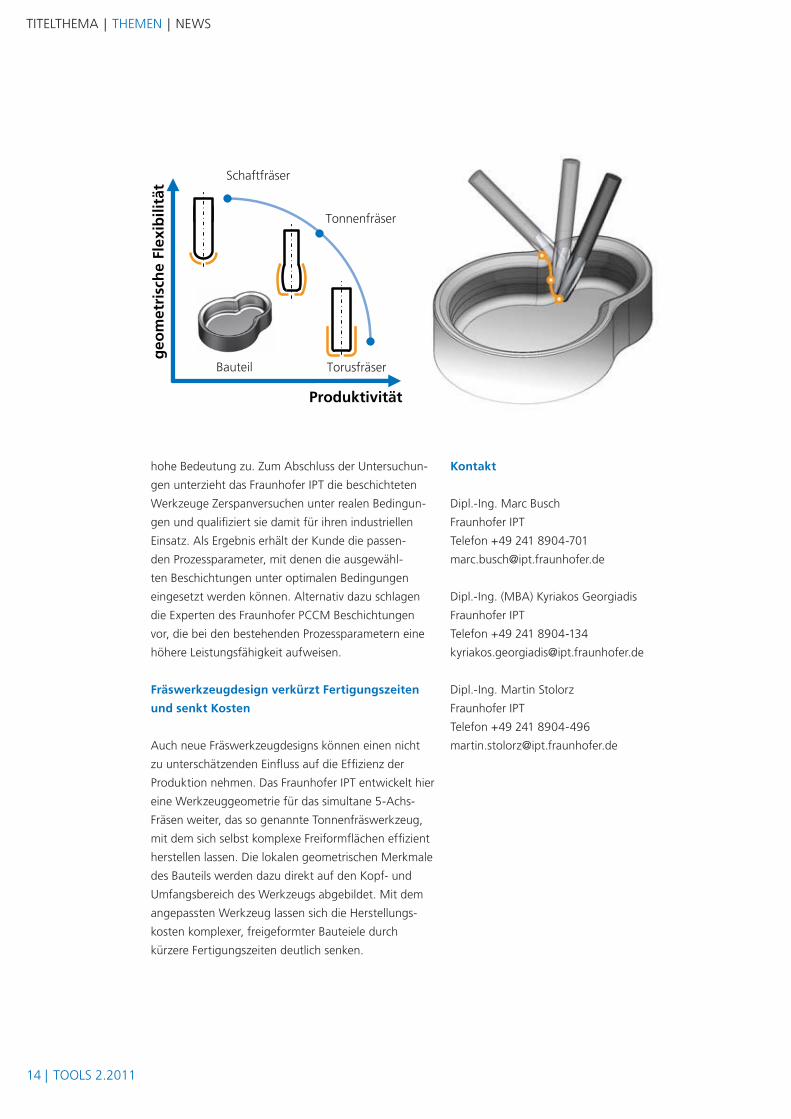
14 | TOOLS 2.2011
TITELTHEMA | THEMEN | NEWS
hohe Bedeutung zu. Zum Abschluss der Untersuchun-
gen unterzieht das Fraunhofer IPT die beschichteten
Werkzeuge Zerspanversuchen unter realen Bedingun-
gen und qualifi ziert sie damit für ihren industriellen
Einsatz. Als Ergebnis erhält der Kunde die passen-
den Prozessparameter, mit denen die ausgewähl-
ten Beschichtungen unter optimalen Bedingungen
eingesetzt werden können. Alternativ dazu schlagen
die Experten des Fraunhofer PCCM Beschichtungen
vor, die bei den bestehenden Prozessparametern eine
höhere Leistungsfähigkeit aufweisen.
Fräswerkzeugdesign verkürzt Fertigungszeiten
und senkt Kosten
Auch neue Fräswerkzeugdesigns können einen nicht
zu unterschätzenden Einfl uss auf die Effi zienz der
Produktion nehmen. Das Fraunhofer IPT entwickelt hier
eine Werkzeuggeometrie für das simultane 5-Achs-
Fräsen weiter, das so genannte Tonnenfräswerkzeug,
mit dem sich selbst komplexe Freiformfl ächen effi zient
herstellen lassen. Die lokalen geometrischen Merkmale
des Bauteils werden dazu direkt auf den Kopf- und
Umfangsbereich des Werkzeugs abgebildet. Mit dem
angepassten Werkzeug lassen sich die Herstellungs-
kosten komplexer, freigeformter Bauteiele durch
kürzere Fertigungszeiten deutlich senken.
geo
met
risc
he
Flex
ibili
tät
Produktivität
Tonnenfräser
Torusfräser
Schaftfräser
Bauteil
Kontakt
Dipl.-Ing. Marc Busch
Fraunhofer IPT
Telefon +49 241 8904-701
Dipl.-Ing. (MBA) Kyriakos Georgiadis
Fraunhofer IPT
Telefon +49 241 8904-134
Dipl.-Ing. Martin Stolorz
Fraunhofer IPT
Telefon +49 241 8904-496
TOOLS 2.2011 | 15
Abgestimmte Prüfprozesse in der Produktion
Prüfprozesse sind die Augen und Ohren der Produk-
tion. Sie bilden damit einen Ausgangspunkt für mehr
Transparenz. Der Einsatz von Fertigungsmesstechnik
liefert das Wissen, auf dessen Basis Entscheidungen
der Prozessregelung getroffen werden. Produktions-
systeme können so kontinuierlich aufeinander abge-
stimmt und optimiert werden. Doch dafür ist eine
kontinuierliche Rückführung des gewonnenen Wissens
unerlässlich. Der Lehrstuhl für Fertigungsmesstechnik
und Qualitätsmanagement am WZL hat ein Modell
erarbeitet, das die Regelkreise zur Rückführung des
Wissens aus Prüfprozessen in die Produktion beschreibt
und den Anwender im Management seiner Prüfpro-
zesse unterstützt.
Aufgabe des Managements von Prüfprozessen ist es,
die Prüfprozesse im Produktionssystem abgestimmt
auszulegen und das daraus gewonnene Wissen für
den weiteren Produktionsprozess bereitzustellen. In
der Produktion kann die Auslegung von Prüfprozessen
unterschiedliche Auswirkungen auf das Produktions-
system haben: Prüfprozesse, die eine große Messunsi-
cherheit im Verhältnis zur Toleranz aufweisen, lassen
sich mit einer Sehschwäche vergleichen, die an den
Toleranzgrenzen keine sichere Entscheidung mehr
Eignungsnachweis – Wissen aus der Produktion sinnvoll nutzen
Als produzierendes Unternehmen im internat ionalen Wettbewerb zu bestehen heißt, mit an-
gepasstem Ressourceneinsatz Kundenwünsche zu erfül len und f lex ibel auf Marktschwankun-
gen zu reagieren. Um die Produkt ion so f lex ibel und eff iz ient steuern zu können, ist e ine
Transparenz der Prozesse gefordert , d ie s ich durch Fert igungsmesstechnik erre ichen lässt . Die
Auslegung der Prüfprozesse entscheidet darüber, wie schnel l s ich val ide Produkt ionsdaten
bereitste l len lassen. Das Wissen, das aus den Prüfprozessen gewonnen wird und seine Rück-
kopplung in den Prozess best immt und maximiert den Nutzen. Deshalb umfasst das Prüfpro-
zessmanagement nicht nur die P lanung, Auslegung und Steuerung sowie den Eignungsnach-
weis von Prüfprozessen, sondern auch die Aufbereitung und Weiter le i tung von Prüfergebnissen
in den Produkt ions- und Entwicklungsprozess.
erlaubt. Hier gilt oft eine goldene Regel der Messtech-
nik: Sie besagt, dass das Verhältnis zwischen Messun-
sicherheit und Toleranz 1/10 betragen soll. Wird neben
der Messunsicherheit, der Streuung Messsystems, auch
die Streuung eines zu beobachtenden Produktions-
prozesses betrachtet, können diese beiden Einfl üsse
auf die resultierende Gesamtstreuung, die beobachtete
Prozessstreuung, optimal aufeinander abgestimmt
werden.
Eine Produktion innerhalb geforderter Toleranzgrenzen
ist erst dann sichergestellt, wenn Prüf- und Produk-
tionsprozesse abgestimmte Beiträge zur Gesamt-
streuung liefern. Da eine größere Genauigkeit der
Fertigungs- und Prüfprozesse in der Regel auch höhere
Kosten verursacht, sind die Prozesse so abzustim-
men, dass die Gesamtkosten minimiert werden. Das
gewonnene Wissen über die Fähigkeiten von Prüf- und
Produktionsprozessen, das wieder in die Entwicklung
zurückfl ießt, trägt dazu bei, dass auch die Toleranzen
passend zu den Prüf- und Produktionsprozessen aus-
gelegt werden oder aber kritisch hinterfragt werden
können. Dies bietet sich besonders dann an, wenn
beispielsweise die Anforderungen der Entwicklung
nicht mit den vorhandenen Produktionsmitteln über-
einstimmen.

16 | TOOLS 2.2011
Valide Prüfprozesse durch Eignungsnachweise
Um einen maximalen Nutzen aus der abgestimmt aus-
gelegten Fertigungsmesstechnik zu ziehen, muss das
bereitgestellte Wissen valide sein. Schon Lord Kelvin
stellte fest, dass Messen Wissen bedeutet – dies gilt
immer unter Berücksichtigung der Messunsicherheit,
da das gewonnene Wissen nur dann sinnvoll genutzt
werden kann, wenn die Unsicherheit ausreichend klein
im Verhältnis zur Toleranz ist. Dieses Verhältnis lässt
sich durch einen Eignungsnachweis überprüfen und
wird – besonders in der Automobilindustrie – immer
öfter gefordert.
Die Herausforderung beim Management von Prüfpro-
zessen besteht für Unternehmen vor allem darin, die
Masse und Komplexität der nachzuweisenden Prüf-
prozesse im Griff zu behalten. Selbst in der Automo-
bilindustrie hat kaum ein anderes Verfahren bis heute
so viel Aufwand verursacht. Die große Auswahl an
Prüfmitteln für unterschiedliche Merkmale unter ver-
schiedenen Randbedingungen vervielfacht die Anzahl
durchzuführender Eignungsnachweise. Außerdem
ist der Nachweis komplexer Prüfprozesse, beispiels-
weise die Messung mit Koordinatenmessgeräten oder
Lasertrackern sehr aufwändig und setzt viel Know-how
voraus.
Aufwandsreduktion der Eignungsnachweise –
Risikoabschätzung und Übertragung auf Prüf-
prozessgruppen
Hier setzt das Forschungsprojekt »ImProof KMU« mit
seinem begleitenden Industriearbeitskreis an: Ziel ist
die Reduktion des Aufwands von Eignungsnachwei-
sen durch Methoden der Risikoklassifi zierung und die
Übertragung von Eignungsnachweisen auf Prüfprozess-
gruppen. Dafür werden die Prüfprozesse kategorisiert:
nach dem Risiko einer Fehlentscheidung und ihrer
Wichtigkeit für die Qualität des Endprodukts. Diese
Kategorisierung erlaubt eine kostengünstige Durch-
führung von Eignungsnachweisen für die Prüfprozesse
im Unternehmen. Die Zuweisung risikogerechter
Herangehensweisen zum Eignungsnachweis zeigt auf,
wann Abschätzungen der Eignung und Übertragun-
gen von Eignungsnachweisen zulässig sind. Zudem
untersuchen die Partner im Projekt die Übertragung
der Eignungsnachweise einzelner Prüfprozesse auf
weitere Prüfprozesse einer Prüfprozessgruppe, die sich
durch vergleichbare Randbedingungen oder vergleich-
bare Prüfmerkmale auszeichnen. Die Voraussetzung ist
dabei, dass der Eignungsnachweis immer für den Prüf-
prozess durchgeführt wird, der die höchsten Anforde-
rungen an die zu erwartende Unsicherheit stellt.

TOOLS 2.2011 | 17
Für die Bewertung der Messunsicherheit komplexer
Prozesse schlägt das WZL Untersuchungen mit kalib-
rierten Meisterbauteilen vor und erprobt Methoden
sowie metrologische Ersatzmodelle auf Basis systemati-
scher Versuche, um den Modellierungsaufwand bei der
Untersuchung komplexer Prüfprozesse zu minimieren.
Ein Ergebnis des Projekts ImProof KMU wird ein
Leitfaden für den Umgang mit dem Nachweis aller
Prüfprozesse eines Unternehmens sein, der auch in
die Richtlinie 2600 des VDI/VDE Fachausschusses 1.12
»Prüfprozessmanagement – Identifi kation, Klassifi ka-
tion und Eignungsnachweise von Prüfprozessen« ein-
fl ießt. Der Leitfaden integriert zudem die Erfahrungen
aus verschiedenen erfolgreichen Beratungsprojekten
des WZL zum Eignungsnachweis und zur strategischen
Auswahl von Prüfmitteln.
Kontakt
Dipl.-Ing. Juliane Lose
WZL der RWTH Aachen
Telefon +49 241 80-28395

18 | TOOLS 2.2011
TITELTHEMA | THEMEN | NEWS
Optimismus prägte fast alle Vorträge des
diesjährigen AWK, das am 26. Mai 2011
von Professor Robert Schmitt eröffnet
wurde. Deutlich wurde das vor allem im
Vortrag von Prof. Dr. Hans-Werner Sinn,
Leiter des Ifo-Instituts für Wirtschaftsfor-
schung: »Heute stehen wir fantastisch
da, weil das Preis-Leistungsverhältnis der
deutschen Waren hervorragend geworden
ist«, so Sinn.
Fragen der Energiewirtschaft in allen
Bereichen der Produktion und der nach-
haltige Schutz der Umwelt setzten weitere
Schwerpunkte des Kolloquiums, das mehr
als 1400 Teilnehmer bewogen hatte, in den
Aachener Eurogress zu kommen. Professor
Reimund Neugebauer vom Institut für
Werkzeugmaschinen und Produktionspro-
zesse der Universität Chemnitz und Leiter
des Fraunhofer-Instituts für Werkzeugma-
schinen und Umformtechnik IWU erläuterte
die Vision einer energieautarken Fabrik mit
emissionsfreier Produktion. Der Klima-
wandel und das begrenzte Vorkommen
natürlicher Rohstoffe führen dazu, dass
die Ressourceneffi zienz in der Produktion
immer stärker in den Fokus der Industrie
rückt. Hier bestehe, so Neugebauer, die
Herausforderung darin, sich einer Situation
verknappender und teurer werdender Roh-
stoffe zu stellen. Erst die Anwendung von
Effi zienztechnologien und -produktionsan-
lagen könnten die Voraussetzungen dafür
schaffen, auch in Zukunft im internationalen
Wettbewerb zu bestehen.
Die fortschreitende digitale Vernetzung
aller Unternehmensbereiche sieht Siemens-
Vorstandsmitglied Professor Siegfried Russ-
wurm als zwingende Voraussetzung, um
Innovationen in immer kürzeren Zyklen zu
marktreifen Produkten zu entwickeln. Hier
AWK 2011: Treffpunkt der Produktionstechnik
komme, der Aus- und Weiterbildung der
Mitarbeiter eine entscheidende Bedeutung
zu, erklärte Russwurm.
All diese Entwicklungen zielen natürlich auf
den langfristigen Erfolg der Unternehmen.
Aber zu langfristigem Erfolg gehört mehr –
das machte Dr.-Ing. Stefan Nöken, Mitglied
der Konzernleitung der Hilti AG, am Beispiel
seines Unternehmens deutlich: »Zum
langfristigen Erfolg gehören auch eine
handlungsweisende Unternehmensphilo-
sophie, zentrale Unternehmenswerte, eine
Koexistenz von Bewahren und Verändern,
eine konsistente Markenführung sowie die
Qualität der Führung«, erläuterte Nöken.
Insgesamt bot das AWK 23 Vorträge
hochrangiger Vertreter aus Forschung und
Wissenschaft. Das Aachener Werkzeugma-
schinen-Kolloquium 2011 hat seinen Ruf als
Informationsbörse der Produktionstechnik
damit auch nach einhelliger Meinung der
Gäste wieder eindrucksvoll bestätigt.
Tagungsband:
Brecher, C., Klocke, F., Schmitt, R.,
Schuh, G. (Hrsg.): Wettbewerbsfaktor
Produktionstechnik – Aachener Perspek-
tiven. 2011, Shaker Verlag Aachen. ISBN
978-3-8440-0087-0

TOOLS 2.2011 | 19
Premiere in Aachen: Erstmals zeigten die
Gesellschafter und Kooperationspartner der
StreetScooter GmbH, was sie gemeinsam
schaffen wollen: Ein E-Fahrzeug der Zukunft
»Made in Germany«.
In enger Kooperation mit der mittelständi-
schen Industrie, mit Designern, Entwicklern
und Konstrukteuren entwickelt Professor
Achim Kampker vom Lehrstuhl für Produk-
tionsmanagement am WZL ein komplett
neu konstruiertes Elektrofahrzeug. Es ist
das erste seiner Art, denn bisher ist es Usus,
Elektromotoren in bestehende Modelle
einzubauen. Achim Kampker und sein
StreetScooter-Konsortium machen es genau
umgekehrt und bauen ein komplettes Fahr-
zeug um einen Elektromotor herum. Das
hat es seit Erfi ndung des Autos in Deutsch-
land nicht mehr gegeben: Ein völlig neu
konstruiertes Auto, bei dem jede einzelne
Schraube, jedes Ventil auf die Waagschale
gelegt wird. Denn das Auto soll leicht sein,
in jeder Hinsicht: leicht zu bauen, leicht zu
fahren, leicht zu bezahlen und leicht zu
verstehen. Ein Auto, völlig unbelastet von
125 Jahren automobiler Geschichte.
Das Projekt, das in Deutschland einmalig
ist, hat bereits sichtbare Formen ange-
nommen. Das Fahrzeug mit dem weg-
weisenden Namen »Concept Zeitgeist«
ist als (Schaumstoff)-Modell in Aachen zu
besichtigen. Die Konzeptphase ist damit
abgeschlossen – nun geht es an die Kon-
struktion. Doch mit einem Fahrzeug allein
ist es längst nicht getan: Es müssen neue
Mobilitätskonzepte her, neue Möglichkeiten
der Fortbewegung, die von Anfang an in
die Konstruktion integriert werden. Hier
geht es um andere Anschlüsse, und vor
allem darum, den Anschluss an die automo-
bile Zukunft nicht zu verpassen.
Elektroauto »Concept Zeitgeist« nimmt sichtbare Formen an
Aber: Neue Perspektiven sind in Sicht.
Bereits Anfang Mai stellte Achim Kampker
sein »Concept Zeitgeist« mit Modell im
Krönungssaal des Aachener Rathauses der
Fachwelt und der Aachener Bevölkerung
vor. Eine Ausstellung »Erlebniswelt Mobi-
lität« präsentierte eine umfassende Show
zum Wandel der Mobilität im Individual-
verkehr, aber auch im öffentlichen Nahver-
kehr, im Reise- und Urlaubsverhalten. Das
Elektromobil »Concept Zeitgeist« und seine
Infrastruktur bilden dabei den Mittelpunkt.

20 | TOOLS 2.2011
TITELTHEMA | THEMEN | NEWS
Bereits zum dritten Mal stellt der interne
Werkzeugbau der Audi AG den Gesamtsie-
ger des Branchenwettbewerbs »Excellence
in Production«: Die Ingolstädter, schon
2004 und 2006 als Gesamtsieger sowie
2008 in der Wettbewerbskategorie »Inter-
ner Werkzeugbau über 100 Mitarbeiter«
erfolgreich, konnten auch in diesem Jahr
wieder den Titel »Werkzeugbau des Jahres«
nach Hause tragen.
Während einer feierlichen Abendveranstal-
tung des 11. Internationalen Kolloquiums
»Werkzeugbau mit Zukunft« nahm Michael
Breme als Leiter des Werkzeugbaus den
Pokal entgegen. Überreicht wurde die
Auszeichnung am Abend des 28. November
im Kurhaus in Wiesbaden vor rund 200
Zuschauern durch den Vorjahressieger Dr.
Christian Hinsel von der Hirschvogel Auto-
motive Group in Denklingen.
Investitionen in Anlagentechnik
zahlen sich aus
Dr. Wolfgang Sengebusch, Geschäftsfüh-
rer des VDMA Fachverbands Präzisions-
werkzeuge, bekräftigte als Laudator, die
Audi AG Sparte Werkzeugbau habe in den
vergangenen Jahren sehr erfolgreich in
neue Anlagentechnik investiert. So konnte
der interne Werkzeugbau seine Wett-
bewerbsfähigkeit behaupten und sich im
Hause Audi als Systemlieferant profi lieren.
Besonders lobte die Jury Audis konsequen-
ten Weg zum komplett synchronen Werk-
zeugbau und das ambitionierte Ziel, große
Umformwerkzeuge durch Simulation und
methodische Unterstützung mit einer mög-
lichst geringen Anzahl an Try-Out-Schleifen
zu mustern. Der getaktete Try-Out an
realitätsnahen Einarbeitungspressen helfe
dabei, Liefertermine stets gewissenhaft ein-
zuhalten. Vorbildlich arbeite in den Augen
Aller guten Dinge sind drei: Audi stellt erneut »Werkzeugbau des Jahres«
der Jury auch die Innovationsabteilung, in
der Forschungsteams aus Studierenden und
Absolventen gezielt an eigenen Forschungs-
themen arbeiteten und so Innovationen
vorantrieben.
Die Sparte Werkzeugbau der Audi AG in
Ingolstadt produziert das gesamte Spek-
trum der Betriebsmittel für den Fahr-
zeugkarosseriebau. 1663 Mitarbeiter und
121 zusätzliche Auszubildende bauen im
»Center of Excellence« des Volkswagen-
Konzerns Presswerkzeuge, Anlagen und
Vorrichtungen sowie exklusive Blechteile-
Serien. Der Werkzeugbau arbeitet als
eigenständiges Profi t-Center und begegnet
den Forderungen nach höchster Qualität
und Präzision, kurzen Durchlaufzeiten und
wettbewerbsfähigen Kosten seit 2010 mit
einem synchronisierten Produktionssystem.
In der Großserienproduktion ist der Werk-
zeugbau innerhalb des Konzerns bereits
in die Entwicklung der neuen Fahrzeuge
eingebunden.
Viel Lob für Sieger und Platzierte
Weitere Sieger und Finalisten gab die Jury
in drei Einzelkategorien, je nach Unterneh-
mensgröße und -einbindung, bekannt.
Neben dem Gesamtsieg gewann die
Audi AG Sparte Werkzeugbau auch in der
Kategorie »Interner Werkzeugbau über 100
Mitarbeiter«. Als zweiten Finalisten zeich-
nete die Jury die ZF Friedrichshafen AG aus
Schweinfurt aus.
Der Sieger der Kategorie »Interner Werk-
zeugbau unter 100 Mitarbeiter« aus dem
Jahr 2009, die Gerresheimer Werkzeug-
und Automatisierungstechnik GmbH konnte
sich auch in diesem Jahr wieder behaupten:
Die Gerresheimer Gruppe produziert Spe-
zialverpackungen aus Glas und Kunststoff
für die Pharma- und Healthcare-Industrie.
Zu den Stärken ihres internen Werkzeug-
baus zählt die Jury das große Know-how
im Umgang mit geringen Bauteiltoleranzen
Gesamtsieger des Wettbewerbs: Audi AG Sparte Werkzeugbau

TOOLS 2.2011 | 21
und höchster Präzision. Besonders hervor-
zuheben sei der hohe Automatisierungs-
grad in der Fertigung mit einer hohen
Anzahl an mannlosen Schichten im Bereich
des Senkerodierens. Dies resultiere in einer
ausgezeichneten Stundeneffi zienz. Die
Strategie speziell im Werkzeugbau sei den
hervorragend qualifi zierten Mitarbeitern
darüber hinaus bis ins Detail bekannt. Als
weiterer Finalist in dieser Kategorie wurde
außerdem die Keiper GmbH & Co. KG aus
dem pfälzischen Rockenhausen ausgezeich-
net.
In der Kategorie »Externer Werkzeugbau
unter 100 Mitarbeiter« setzte sich die Opus
Formenbau GmbH aus Heiligkreuzsteinach
bei Heidelberg gegen ihre Mitbewerber
durch. Anspruchsvolle Spritzgieß- und
Vulkanisationswerkzeuge für Fahrzeug-
abdichtungen bilden den Schwerpunkt des
Unternehmens. Opus Formenbau fertigt
Werkzeuge für Karosseriedichtsysteme
und Glasumspritzungen und betreut seine
Kunden dabei von der Produktentstehung
bis zum Serienanlauf im hauseigenen
Technikum. Nach Ansicht der Jury zeichnet
sich das Unternehmen vor allem durch das
hervorragende Prozess-Know-how der
Mitarbeiter und seinen leistungsfähigen
Maschinenpark aus. Positiv fi el auch die
hohe Zahl an Auszubildenden und ihre
frühzeitige Integration in den Werkzeugbau
ins Gewicht. Mit dem Geschäftsbereich
Dichtsysteme habe Opus Formenbau eine
erfolgreiche Nische erobert und beliefere
heute nahezu alle namhaften Automobil-
hersteller. Als weitere Finalisten in dieser
Kategorie wurden die Pockauer Werk-
zeugbau Oertel GmbH aus Lengefeld im
Erzgebirge und die Werkzeugbau Ruhla
GmbH aus dem thüringischen Seebach
ausgezeichnet.
Das WZL und das Fraunhofer IPT ermittel-
ten die sieben Finalisten des Wettbewerbs
anhand eines ausführlichen Vergleichs von
mehr als 290 Werkzeug- und Formenbau-
Betrieben. Zehn fachkundige Juroren
aus Industrie, Politik und Wissenschaft
bestimmten die Sieger in drei Kategorien
und den Gesamtsieger. Der Wettbewerb
»Excellence in Production« fand in diesem
Jahr bereits zum achten Mal statt.
Neue Chance im nächsten Jahr
Im kommenden Jahr wartet eine neue Gele-
genheit auf alle diejenigen, die in diesem
Jahr nicht auf dem Siegertreppchen stehen
konnten: Die neue Runde des Wettbewerbs
startete pünktlich zur Werkzeugbau-Fach-
messe »EuroMold«. Interessenten können
sich unter www.excellence-in-production.de
registrieren. Alle Teilnehmer erhalten eine
individuelle Auswertung über ihre Stärken
und Verbesserungsmöglichkeiten.
Das Kolloquium »Werkzeugbau mit
Zukunft« und der Wettbewerb »Excellence
in Production« werden von der Böhler
Deutschland, der HASCO Hasenclever
GmbH + Co. KG, der Uddeholm AB und der
Demat GmbH, Organisator der Branchen-
messe EuroMold als Sponsoren unterstützt.
Die Verbände VDMA sowie VDEh sowie
die Fachzeitschriften VDI nachrichten und
werkzeug & formenbau sind weitere Part-
ner des Wettbewerbs.
Kontakt
Dipl.-Kfm. Martin Bock
Fraunhofer IPT
Telefon +49 241 8904-159
www.excellence-in-production.de
Finalisten und Preisträger des Wettbewerbs »Excellence in Production«

22 | TOOLS 2.2011
TITELTHEMA | THEMEN | NEWS
Der frühere Oberingenieur des WZL-Lehr-
stuhls für Produktionssystematik Dr.-Ing.
Thomas Bauernhansl hat zum 1. September
2011 die Nachfolge von Prof. Dr.-Ing.
Engelbert Westkämper angetreten: Mit
seiner Berufung als Professor für den Lehr-
stuhl des Instituts für Industrielle Fertigung
und Fabrikbetrieb IFF der Universität Stutt-
gart zeichnet er gleichzeitig gemeinsam
Der Freundeskreis des WZL, dem rund
50 hochrangige Vertreter produzierender
Unternehmen angehören, hat zum dritten
Mal die mit jeweils 1000 Euro dotierte Aus-
zeichnung »Best Junior Engineer Award«
an junge Nachwuchsingenieure des WZL
verliehen. Die Preisträger, Dipl.-Inform.
Adam Malik, Dipl.-Ing. Michael Terhorst,
Dipl.-Ing. Isabel Basse und Dipl.-Ing. Rawina
Varandani zeichnen sich nicht nur durch
ihre kurze Studiendauer aus. Auch ihre
Studienleistungen ragten aus der Masse der
erfolgreichen Absolventen heraus. Drei der
Preisträger arbeiten zukünftig als wissen-
schaftliche Mitarbeiter am WZL, einer hat
den Weg in die Industrie gewählt und dort
bereits Verantwortung übernommen.
Professor Thomas Bauernhansl ist Nachfolger von Professor Engelbert Westkämper
Nachwuchsingenieure am Werkzeugmaschinenlabor ausgezeichnet
mit Professor Alexander Verl verantwortlich
für die Leitung des Fraunhofer-Instituts für
Produktionstechnik und Automatisierung
IPA. Mit Professor Bauernhansl übernimmt
nach Professor Westkämper ein weite-
rer ehemaliger Mitarbeiter des WZL eine
leitende Funktion am Stuttgarter Institut für
Industrielle Fertigung und Fabrikbetrieb.
v.l.n.r.: Katarzyna Malik, die die Auszeichnung stellvertretend für ihren Mann in Empfang nahm, Dipl.-Ing. Isabel Basse, Prof. Robert Schmitt, Dr.-Ing. W. Hans Engelskirchen, Vorsitzender des WZL-Freundeskreises, und Dipl.-Ing. Rawina Varandani. Es fehlt Dipl.-Ing. Michael Terhorst, der die Urkunde wegen eines längeren Auslandsaufenthalts erst im Juli in Empfang nehmen konnte.

TOOLS 2.2011 | 23
Zu einem Informationsbesuch kam Bun-
desumweltminister Dr. Norbert Röttgen
in das WZL: Er informierte sich über den
Stand der RWTH-Forschungen im Bereich
umweltfreundlicher Energiegewinnung
und die Forschungs- und Entwicklungsal-
lianz »StreetScooter« zur Produktion eines
kostengünstigen Elektroautos. Ein weiteres
Thema war der RWTH Aachen Campus.
Bundesumweltminister Norbert Röttgen zu Gast am WZL
v. l. n. r.: Prof. Rik W. De Doncker, Prof. Dirk Müller, Prof. Kay Hameyer, Prof. Georg Jacobs, Umwelt-minister Dr. Norbert Röttgen, Prof. Günther Schuh und Prof. Achim Kampker.
Im September 2011 startete das Fraunhofer
IPT zum vierten Mal einen breit angelegten
Unternehmensvergleich: Ziel des Projekts
»Konsortial-Benchmarking Einkauf 2011«
ist es, gemeinsam mit einem Industriekon-
sortium besonders erfolgreiche Vorgehens-
weisen für den unternehmerischen Einkauf
zu identifi zieren.
In einem Benchmarking-Prozess pfl e-
gen die Partner im Industriekonsortium
einen intensiven Austausch – sowohl
untereinander als auch mit ausgewählten
»Successful Practice-Unternehmen«. Die
»Successful-Practices« werden anhand
eines Fragen-katalogs ermittelt, den die
Konsortialpartner zu Beginn des Projekts
selbst bestimmen.
Konsortial-Benchmarking: Erfolgsrezepte im Einkauf identifi zieren
Das Benchmarking-Projekt hat im Septem-
ber 2011 begonnen und wird von Februar
bis Mai 2012 durch Unternehmensbesuche
der Konsortialpartner abgerundet. Die Pro-
jektteilnehmer können so die Gelegenheit
nutzen, besonders erfolgreiche Einkaufs-
konzepte während der eintägigen Besuche
in den Unternehmen vor Ort kennenzuler-
nen.
Kontakt
Dipl.-Kfm. Michael Hoppe
Fraunhofer IPT
Telefon +49 241 8904-163

24 | TOOLS 2.2011
TITELTHEMA | THEMEN | NEWS
Die Herstellung gefräster Bauteile, beispiels-
weise Turbinenschaufeln, ist aufgrund vieler
einzelner Fertigungsschritte und komplexer
Geometrien mit hohem Personalaufwand
verbunden. Das Fraunhofer IPT entwickelte
nun einen federnd gelagerten Werkzeug-
aufnehmer, der Positionierfehler im Bereich
von mehreren zehntel Millimetern genau
kompensiert.
Bei gefrästen Bauteilen entsteht durch die
Bearbeitung mit einem Fräswerkzeug eine
raue Oberfl äche – die heute noch manuell
poliert wird. Vor allem bei komplexen Bau-
teilen wie Turbinenschaufeln entsprechen
manche Oberfl ächenbereiche an Übergän-
gen oft nicht den Nutzungsanforderungen.
Dadurch ist eine intensive Nachbearbeitung
mit Feinbearbeitungswerkzeugen in mehre-
ren Schritten erforderlich: ausspannen und
manuell bearbeiten.
Mit dem neuen maschinenunabhängi-
gen Werkzeugaufnehmer entfallen diese
Schritte: Die Feinbearbeitungswerkzeuge
– etwa Schleif- und Polierstifte – können
direkt in eine Fräsmaschine integriert
werden, um das Bauteil ohne Umspannen
automatisiert zu bearbeiten. Die Schleif-
und Polierstifte sind beim Werkzeugaufneh-
mer federnd gelagert, um den Verschleiß
sowie die Schwankungen der undefi nierten
Schneide auszugleichen. Damit reicht es
aus, den Schleifstift einmalig zu profi lieren
und ein weiteres Profi lieren oder Schärfen
entfällt. Versuche an einer 5-Achs-Fräs-
maschine erzielten bereits stabile Bearbei-
tungsergebnisse. Das Fraunhofer IPT setzt
den Prozess demnächst in die betriebliche
Praxis um und erprobt die Komplettbearbei-
tung nun auch mit Industrierobotern.
Komplett in einer Aufspannung: Automatisierte Feinbearbeitung gefräster Bauteile
Produkt- und Prozessqualität präventiv absichern und messbar machen
Am 5. und 6. Oktober 2011 fand im »Super
C« der RWTH Aachen unter Leitung von
Prof. Dr.-Ing. Robert Schmitt das 15. Busi-
ness Forum Qualität statt. Im Mittelpunkt
der diesjährigen Veranstaltung standen
Trends, Methoden und neue Konzepte des
Qualitätsmanagements, mit denen sich
hochwertige Produkte präventiv absichern
lassen und die Qualität durch Kennzahlen
messbar wird. Die Veranstaltung wendete
sich damit besonders an Fach- und Füh-
rungskräfte aus Entwicklung, Produktion,
Einkauf und Qualitätsmanagement.
Zwei Fachforen, »Technisches Risikoma-
nagement« und »Qualitätskennzahlen«
boten den Teilnehmern Einblick in neue
Perspektiven und Schwerpunkte des
Qualitätsmanagements.
Kontakt
Dipl.-Ing. Thomas Zentis
Fraunhofer IPT
Telefon +49 241 8904-704
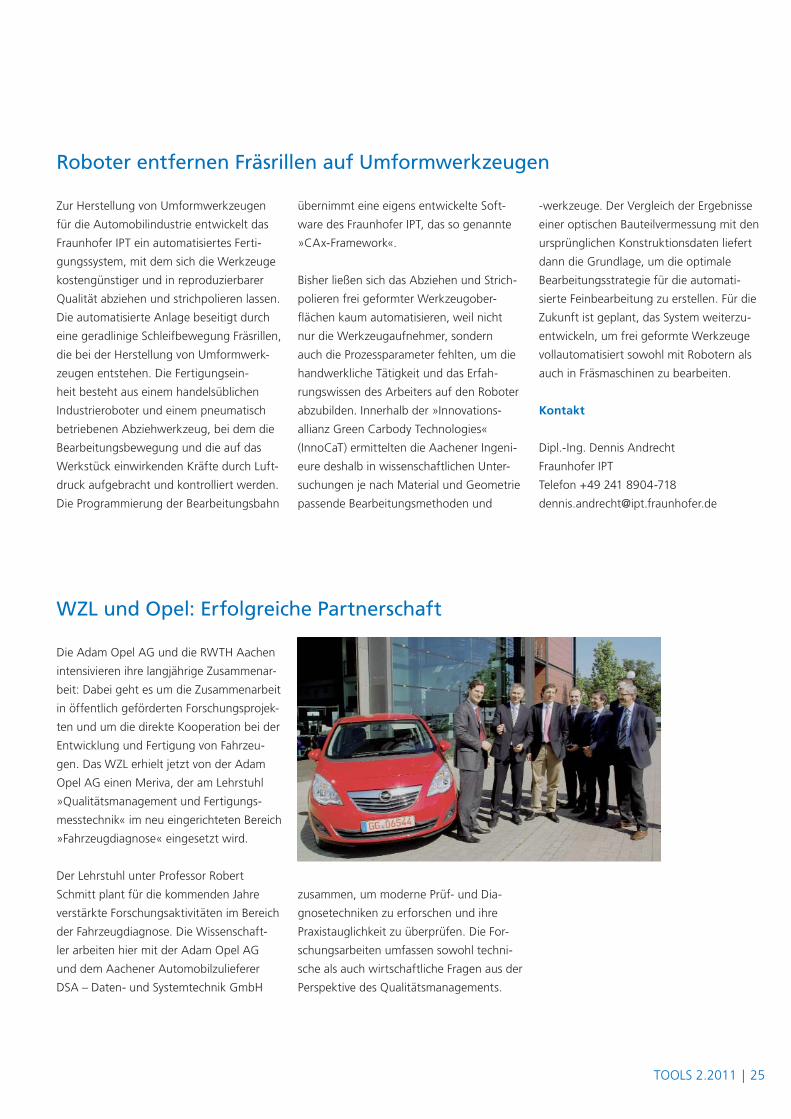
TOOLS 2.2011 | 25
Roboter entfernen Fräsrillen auf Umformwerkzeugen
Zur Herstellung von Umformwerkzeugen
für die Automobilindustrie entwickelt das
Fraunhofer IPT ein automatisiertes Ferti-
gungssystem, mit dem sich die Werkzeuge
kostengünstiger und in reproduzierbarer
Qualität abziehen und strichpolieren lassen.
Die automatisierte Anlage beseitigt durch
eine geradlinige Schleifbewegung Fräsrillen,
die bei der Herstellung von Umformwerk-
zeugen entstehen. Die Fertigungsein-
heit besteht aus einem handelsüblichen
Industrieroboter und einem pneumatisch
betriebenen Abziehwerkzeug, bei dem die
Bearbeitungsbewegung und die auf das
Werkstück einwirkenden Kräfte durch Luft-
druck aufgebracht und kontrolliert werden.
Die Programmierung der Bearbeitungsbahn
Die Adam Opel AG und die RWTH Aachen
intensivieren ihre langjährige Zusammenar-
beit: Dabei geht es um die Zusammenarbeit
in öffentlich geförderten Forschungsprojek-
ten und um die direkte Kooperation bei der
Entwicklung und Fertigung von Fahrzeu-
gen. Das WZL erhielt jetzt von der Adam
Opel AG einen Meriva, der am Lehrstuhl
»Qualitätsmanagement und Fertigungs-
messtechnik« im neu eingerichteten Bereich
»Fahrzeugdiagnose« eingesetzt wird.
Der Lehrstuhl unter Professor Robert
Schmitt plant für die kommenden Jahre
verstärkte Forschungsaktivitäten im Bereich
der Fahrzeugdiagnose. Die Wissenschaft-
ler arbeiten hier mit der Adam Opel AG
und dem Aachener Automobilzulieferer
DSA – Daten- und Systemtechnik GmbH
WZL und Opel: Erfolgreiche Partnerschaft
zusammen, um moderne Prüf- und Dia-
gnosetechniken zu erforschen und ihre
Praxistauglichkeit zu überprüfen. Die For-
schungsarbeiten umfassen sowohl techni-
sche als auch wirtschaftliche Fragen aus der
Perspektive des Qualitätsmanagements.
übernimmt eine eigens entwickelte Soft-
ware des Fraunhofer IPT, das so genannte
»CAx-Framework«.
Bisher ließen sich das Abziehen und Strich-
polieren frei geformter Werkzeugober-
fl ächen kaum automatisieren, weil nicht
nur die Werkzeugaufnehmer, sondern
auch die Prozessparameter fehlten, um die
handwerkliche Tätigkeit und das Erfah-
rungswissen des Arbeiters auf den Roboter
abzubilden. Innerhalb der »Innovations-
allianz Green Carbody Technologies«
(InnoCaT) ermittelten die Aachener Ingeni-
eure deshalb in wissenschaftlichen Unter-
suchungen je nach Material und Geometrie
passende Bearbeitungsmethoden und
-werkzeuge. Der Vergleich der Ergebnisse
einer optischen Bauteilvermessung mit den
ursprünglichen Konstruktionsdaten liefert
dann die Grundlage, um die optimale
Bearbeitungsstrategie für die automati-
sierte Feinbearbeitung zu erstellen. Für die
Zukunft ist geplant, das System weiterzu-
entwickeln, um frei geformte Werkzeuge
vollautomatisiert sowohl mit Robotern als
auch in Fräsmaschinen zu bearbeiten.
Kontakt
Dipl.-Ing. Dennis Andrecht
Fraunhofer IPT
Telefon +49 241 8904-718

26 | TOOLS 2.2011
TITELTHEMA | THEMEN | NEWS
Hochgenaue Mikrofrässtrukturen bei
größtmöglichem Bearbeitungsraum – diese
Anforderungen stellt beispielsweise die
Uhrenindustrie, um viele Werkstücke gleich-
zeitig in einem Arbeitsschritt bearbeiten zu
können. Diese Ansprüche erfüllt eine neue
Mikrofräsmaschine, die das Fraunhofer IPT
gemeinsam mit der Schmoll Maschinen
GmbH während der Messe EMO Hannover
vorgestellt hat. Die Maschine basiert auf
einem modularen Maschinenkonzept von
Schmoll, das vom Fraunhofer IPT konstruk-
tiv an den Fräsprozess angepasst und mit
einem neuen Steuerungssystem versehen
wurde.
Die 3-Achs-Mikrofräsmaschine ist durch-
gängig mit Linearmotortechnik ausgestattet
und verfügt über zwei Hochfrequenzspin-
deln. Ein massives Granitbett und hoch-
steife Führungselemente gewährleisten eine
hohe statische und dynamische Steifi gkeit.
Die Tischfl äche ist mit 390 x 490 mm im
Verhältnis zur Stellfl äche von nur 1,69 m²
sehr groß. Da auf diese Weise viele Werk-
stücke nebeneinander bearbeitet werden
können, ermöglicht die Mikrofräsmaschine
Herstellern feinmechanischer Bauteile eine
deutliche Verbesserung der Bearbeitungs-
zeit.
Kontakt
Dipl.-Ing. Michel Klatte
Fraunhofer IPT
Telefon +49 241 8904-321
Viele Veränderungsprojekte wären erfolg-
reicher, würden Unternehmen neben der
inhaltlichen auch die persönliche Ebene
professionell begleiten. Diese Meinung
teilen 95 Prozent der befragten Unterneh-
men in einer Untersuchung zum geplanten
Forschungsprojekt »ChangEffect«, die die
Mutaree GmbH gemeinsam mit dem
Fraunhofer IPT durchgeführt hat.
Die Studie zeigt: Bei Veränderungen
müssen Unternehmen weit mehr als nur
Strategie, Struktur, Prozesse und Systeme
berücksichtigen. Mutaree und Fraunhofer
IPT wollen deshalb ein standardisiertes
Verfahren zur Steuerung von Veränderungs-
prozessen und eine Methode zu Messung
der Wirksamkeit entwickeln. »Dass der
Bedarf auf Unternehmensseite besteht,
zeigt unsere Relevanzbefragung«, bestätigt
Claudia Schmidt, Geschäftsführerin und
Change-Expertin der Mutaree GmbH.
Für die Untersuchung werteten Mutaree
und Fraunhofer IPT insgesamt 274 Frage-
bögen aus: 35 Prozent der Teilnehmer
stammen aus den mittleren Führungsebe-
nen, 26 Prozent sind im Top-Management,
14 Prozent im unteren Management tätig.
EMO Hannover:Fraunhofer IPT und Schmoll führen neue Mikrofräsmaschine vor
Bei Veränderungsprozessen den Menschen in den Mittelpunkt stellen
56 Prozent der Befragten glauben, dass ein
fehlendes Standardvorgehen im Change
eine Hauptursache dafür ist, dass die
Begleitung von persönlichen Übergängen
(Transition) nicht gegeben sei. Während
beinahe alle Befragten davon ausgehen,
dass die Erfolgsquote bei enger Verzahnung
der inhaltlichen und persönlichen Ebene
steigt, vermuten 48 Prozent, die Begleitung
persönlicher Übergänge fände deshalb
nicht statt, weil auch die Wirksamkeit
dieser Maßnahmen nicht nachgewiesen
werden kann.
Als weitere Gründe für die fehlende per-
sönliche Begleitung nannten die Befragten
mangelndes Bewusstsein des Manage-
ments, eine Unterschätzung der Bedeutung
der Thematik, fehlende Ressourcen und
hohe Kosten.
Kontakt
Dipl.-Ing. Alexandra Ottong
Fraunhofer IPT
Telefon +49 241 8904-259

TOOLS 2.2011 | 27
Beim Aufbau von Lasersystemen müssen
Komponenten häufi g in verschiedenen
Winkeln präzise zueinander ausgerichtet
und justiert werden. Bei größeren opti-
schen Systemen gelingt dies, indem die
Komponenten in verstellbaren Fassungen
auf optischen Bänken montiert und von
Hand eingestellt werden. Die zunehmende
Automatisierung der Montage immer klei-
nerer optischer Systeme erfordert es jedoch
inzwischen häufi g, dass Bauteile durch
hochgenaue Justageinstrumente ausgerich-
tet und fi xiert werden.
Mit der MicRohCell compact bietet die Roh-
wedder Micro Assembly GmbH eine fl exible
Montagelösung für die Kleinserienproduk-
tion komplexer Mikrosysteme. In die Anlage
integriert der Automatisierungsspezialist
den Mikromanipulator Commander6, den
das Fraunhofer IPT speziell für die ultraprä-
zise, sechsachsige Justage entwickelt hat.
Die MicRohCell compact mit dem Mikro-
manipulator Commander6 bringt vor allem
Anwendern aus der Optik- und Laser-
industrie viel Flexibilität – günstig etwa
bei wechselnder Auftragslage und hoher
Variantenvielfalt: Die Grundmaschine mit
Präzisionsachsen, Vision-Technologie und
Steuerungseinheit bleibt bestehen, einzelne
Montage- und Justageeinheiten wie der
Commander6 können modular ausge-
tauscht werden. Anwendungsbeispiele
fi nden sich in der Montage von Strahl-
formungs- und Kollimationsoptiken, der
Justage von Laserresonatoren oder in der
Objektivmontage.
Rohwedder und Fraunhofer IPT automatisieren die Optikmontage
Der Mikromanipulator Commander6 arbei-
tet in der MicRohCell compact mit höchster
Präzision und Bewegungsaufl ösung. Trans-
latorische Schrittweiten im Nanometerbe-
reich und Winkelschrittweiten von wenigen
Mikrorad erlauben es, anspruchsvolle Mon-
tageaufgaben im Bereich der Optik und
Mikrooptik automatisiert zu bearbeiten. Die
Kinematik des Commander6-Manipulators
besteht aus einer parallelen Struktur und
basiert vollständig auf Festkörpergelenken.
Damit lassen sich kleinste Schritte verlustfrei
auf den Endeffektor übertragen und un-
erwünschte Effekte wie Umkehrspiel oder
Hysterese vermeiden. Als Aktoren kommen
Piezoschrittmotoren zum Einsatz, die eine
extrem hohe Bewegungsaufl ösung von
wenigen Nanometern mit relativ großen
Verfahrbereichen kombinieren.
Kontakt
Dipl.-Ing. Dipl.-Wirt. Ing. Nicolas Pyschny
Fraunhofer IPT
Telefon +49 241 8904-164
28 | TOOLS 2.2011
TITELTHEMA | THEMEN | NEWS
Termine
9.-13. Januar 2012
Lean Expert Production – Intensiv
24. Januar 2012
Lean Production in der auftragspezi-
fi schen Produktion
25. Januar 2012
Basisseminar Wertstromorientierte
Produktionssteuerung
1.-3. Feburar 2012
Top Executive Seminar Lean Innovation
13. Februar 2012
Lean Administration Basic
14.-15. Februar 2012
Lean Administration
22. Februar 2012
Industrialisierung des Werkzeugbaus
23. Februar 2012
Effi ziente Geschäftsprozesse für den
Werkzeugbau
28. Februar 2012
Lean Innovation Basic
28. Februar 2012
Lean Production Basic
29. Februar - 1. März 2012
Lean Production
1.- 2.März 2012
Praxisseminar Maschinenuntersuchung
und -beurteilung
6. März 2012
Lean Production Basic
[Prozessindustrie]
7. März 2012
Technisches Risikomanagement in
produzierenden Unternehmen
7.-8. März 2012
Lean Production [Prozessindustrie]
14.-15. März 2012
Innovation rund ums Kegelrad
15. März 2012
Teambildung für moderne Organi-
sationen
19.-23. März 2012
RWTH Zertifi katkurs Lean Innovation
Expert
27. März 2012
Process Excellence – Effi zente und
effektive Prozesse produzierender
Unternehmen
28.-29. März 2012
Rüstoptimierung
Messen
24.-26. Januar 2012
Photonics West, San Francisco, CA, USA
13.-15. März 2012
Medtec, Stuttgart
27.-29. März 2012
JEC Paris, Frankreich
23.-27. April 2012
Hannover Messe
Konferenzen
28.-29. Februar 2012
3. Aachener Präzisionstage
28.-29. März 2012
4. Aachener Montagetagung
Detaillierte Informationen zu unseren
Seminaren und Konferenzen fi nden Sie im
Internet unter
www.wzlforum.rwth-aachen.de.
Impressum TOOLS 2.201118. JahrgangISSN 0947-8647
HerausgeberProfessor Christian BrecherProfessor Fritz KlockeProfessor Robert SchmittProfessor Günther Schuh
Fraunhofer-Institut fürProduktionstechnologie IPTSteinbachstraße 1752074 AachenTelefon +49 241 8904-180Fax +49 241 [email protected]
Werkzeugmaschinenlabor WZLder RWTH AachenSteinbachstraße 1952074 AachenTelefon +49 241 80-27968Fax +49 241 80-22293www.wzl.rwth-aachen.de
WZLforum GmbHSteinbachstraße 2552074 AachenTelefon +49 241 80-23614Fax +49 241 80-22575www.wzlforum.rwth-aachen.de
RedaktionSusanne Krause M.A. (verantwortlich)Kurt Rütten
Grafik, LayoutGuido Flüchter, Fraunhofer IPT
FotosTitel, Seite 3, 16 und 17: PanthermediaSeite 27 Rohwedder Micro Assembly GmbH
Alle anderen: Fraunhofer IPT, WZL der RWTH Aachen
DruckRhiem Druck GmbH, Voerde
Nachdruck, auch auszugsweise, nur mit vollständiger Quellenangabe und nach Rücksprache mit der Redaktion.Belegexemplare werden erbeten.
Werkzeugmaschinenlabor WZL der RWTH Aachen Steinbachstraße 1952074 AachenTelefon + 49 241 80-27400Fax +49 241 [email protected]
Fraunhofer-Institut für Produktionstechnologie IPTSteinbachstraße 1752074 AachenTelefon + 49 241 8904-0Fax +49 241 [email protected]