
Trends in der Thermoprozess- technik...im Temperaturbereich bis 400 C und von 900–1.500 C vor. Im...
10
FACHBERICHTE FACHBERICHTE 77 5-2017 gaswärme international Trends in der Thermoprozess- technik von Herbert Pfeifer Die Trends der Thermoprozesstechnik werden in die Themengruppen Technik, Umwelt und Gesellschaft gegliedert und ausgewählte Unterpunkte werden detaillierter diskutiert. Als Technik-Beispiel wird ein Quervergleich für die Werk- stoffe Stahl, Aluminium und kohlefaserverstärkte Kunststoffe für Automobil-Leichtbaukonstruktionen durchgeführt. Die Anforderungen daraus an die Ofentechnik einschließlich der Kühltechnik werden beleuchtet. Aus der Thematik „Energie- und Umwelttechnik“ werden die Beispiele Elektrifizierung eines Wiedererwärmungsofens für Knüppel sowie die ggf. zukünftigen, verschärften Anforderungen der TA-Luft an die NO x -Emissionen herausgegriffen. Die Aktivi- täten des Instituts für Industrieofenbau und Wärmetechnik (IOB) der RWTH Aachen in der Lehre zur Qualifizierung des wissenschaftlichen Nachwuchses schließen den Beitrag ab. Trends in thermoprocess technologies The trends in thermoprocess technologies are divided into technical, environmental and social aspects and spe- cific topics are discussed. As a technical example a cross-comparison of the materials steel, aluminum and carbon fiber reinforced plastic (CFRP) for automotive lightweight constructions is done, which results in the future require- ments for the industrial furnace technology, especially the cooling technologies. In the topic energy and environ- mental technologies, the electrification of a reheating furnace for billets and the future challenges concerning NO X emissions were presented. The article ends with the activities of the Department for Industrial Furnaces and Heat Engineering in teaching and qualification of young scientific researches in the fields of industrial furnace and thermoprocess technologies. D ie Verfahrens- und Anlagentechnik der Thermopro- zesstechnik spannt einen weiten Bogen über die unterschiedlichsten Materialien und Werkstoffe, die in ihrer Gesamtheit den technisch wirtschaftlich nutzbaren Bereich von niedrigen bis insbesondere hohen Temperatu- ren abdecken. Bild 1 ordnet die wichtigsten Branchen der Roh- und Grundstoffindustrie hinsichtlich des Energieein- satzes und der Prozesstemperaturen. Dabei liegen Maxima im Temperaturbereich bis 400 °C und von 900–1.500 °C vor. Im unteren Temperaturbereich liegen insbesondere die Industriezweige Chemie, Textil und Zucker. Im Tempe- raturbereich T ≥ 600 °C findet man die energieintensiven Sparten NE-Metalle, Eisen und Stahl, Glas, Feinkeramik sowie Steine und Erden. Nicht dargestellt sind Sonderverfahren, wie die Herstellung von Carbonfasern oder hochschmel- zender Refraktärmetalle, für die Temperaturen im Bereich von 2.000–3.000 °C erforderlich sind. Allen diesen Bran- chen ist gemeinsam, dass die thermische Behandlung der Materialien die exakte Einstellung von Prozessparametern (Temperatur, Zeit, Prozessatmosphäre u. a.) erfordert, damit die Produkte optimale Eigenschaften aufweisen. Für den verallgemeinerten Begriff der Thermoprozess- technik kann somit eine allgemeine Definition lauten: „Prozess- und Anlagentechnik zur thermochemischen und thermophysikalischen Behandlung von Materialien und Werkstoffen derart, dass die optimalen Produkteigen- schaften durch die gezielte Einstellung und Regelung der Guttemperatur und der Prozessatmosphäre wirtschaftlich und ökologisch eingestellt werden.“ [2] Die aktuellen Themengebiete der “Thermoprozess-Bran- che” sind in Bild 2 skizziert und nach den Themen ■ Technik, ■ Umwelt und ■ Gesellschaft
Transcript of Trends in der Thermoprozess- technik...im Temperaturbereich bis 400 C und von 900–1.500 C vor. Im...

FACHBERICHTEFACHBERICHTE
775-2017 gaswärme international
Trends in der Thermoprozess-technik
von Herbert Pfeifer
Die Trends der Thermoprozesstechnik werden in die Themengruppen Technik, Umwelt und Gesellschaft gegliedert und ausgewählte Unterpunkte werden detaillierter diskutiert. Als Technik-Beispiel wird ein Quervergleich für die Werk-stoffe Stahl, Aluminium und kohlefaserverstärkte Kunststoffe für Automobil-Leichtbaukonstruktionen durchgeführt. Die Anforderungen daraus an die Ofentechnik einschließlich der Kühltechnik werden beleuchtet. Aus der Thematik „Energie- und Umwelttechnik“ werden die Beispiele Elektrifizierung eines Wiedererwärmungsofens für Knüppel sowie die ggf. zukünftigen, verschärften Anforderungen der TA-Luft an die NOx-Emissionen herausgegriffen. Die Aktivi-täten des Instituts für Industrieofenbau und Wärmetechnik (IOB) der RWTH Aachen in der Lehre zur Qualifizierung des wissenschaftlichen Nachwuchses schließen den Beitrag ab.
Trends in thermoprocess technologiesThe trends in thermoprocess technologies are divided into technical, environmental and social aspects and spe-cific topics are discussed. As a technical example a cross-comparison of the materials steel, aluminum and carbon fiber reinforced plastic (CFRP) for automotive lightweight constructions is done, which results in the future require-ments for the industrial furnace technology, especially the cooling technologies. In the topic energy and environ-mental technologies, the electrification of a reheating furnace for billets and the future challenges concerning NOX emissions were presented. The article ends with the activities of the Department for Industrial Furnaces and Heat Engineering in teaching and qualification of young scientific researches in the fields of industrial furnace and thermoprocess technologies.
Die Verfahrens- und Anlagentechnik der Thermopro-zesstechnik spannt einen weiten Bogen über die unterschiedlichsten Materialien und Werkstoffe, die
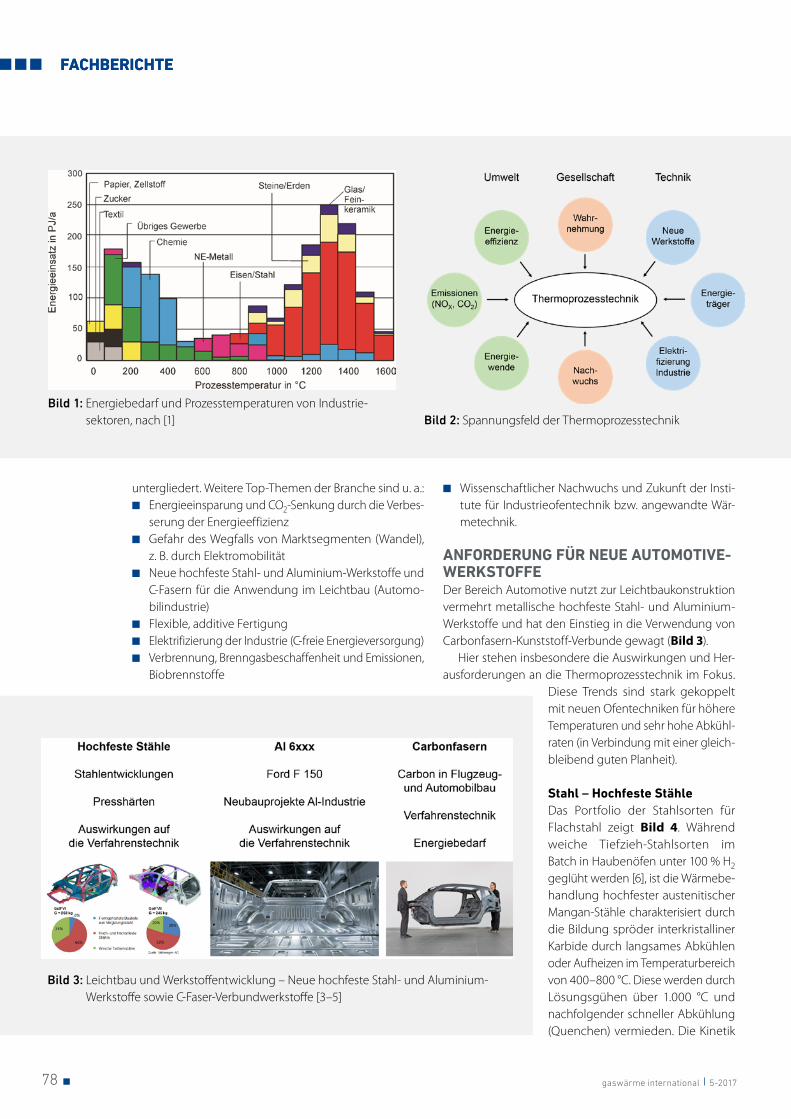
in ihrer Gesamtheit den technisch wirtschaftlich nutzbaren Bereich von niedrigen bis insbesondere hohen Temperatu-ren abdecken. Bild 1 ordnet die wichtigsten Branchen der Roh- und Grundstoffindustrie hinsichtlich des Energieein-satzes und der Prozesstemperaturen. Dabei liegen Maxima im Temperaturbereich bis 400 °C und von 900–1.500 °C vor. Im unteren Temperaturbereich liegen insbesondere die Industriezweige Chemie, Textil und Zucker. Im Tempe-raturbereich T ≥ 600 °C findet man die energieintensiven Sparten NE-Metalle, Eisen und Stahl, Glas, Feinkeramik sowie Steine und Erden. Nicht dargestellt sind Sonderverfahren, wie die Herstellung von Carbonfasern oder hochschmel-zender Refraktärmetalle, für die Temperaturen im Bereich von 2.000–3.000 °C erforderlich sind. Allen diesen Bran-
chen ist gemeinsam, dass die thermische Behandlung der Materialien die exakte Einstellung von Prozessparametern (Temperatur, Zeit, Prozessatmosphäre u. a.) erfordert, damit die Produkte optimale Eigenschaften aufweisen.
Für den verallgemeinerten Begriff der Thermoprozess-technik kann somit eine allgemeine Definition lauten:
„Prozess- und Anlagentechnik zur thermochemischen und thermophysikalischen Behandlung von Materialien und Werkstoffen derart, dass die optimalen Produkteigen-schaften durch die gezielte Einstellung und Regelung der Guttemperatur und der Prozessatmosphäre wirtschaftlich und ökologisch eingestellt werden.“ [2]Die aktuellen Themengebiete der “Thermoprozess-Bran-che” sind in Bild 2 skizziert und nach den Themen
■ Technik, ■ Umwelt und ■ Gesellschaft
FACHBERICHTEFACHBERICHTE
78 gaswärme international 5-2017
untergliedert. Weitere Top-Themen der Branche sind u. a.: ■ Energieeinsparung und CO2-Senkung durch die Verbes-
serung der Energieeffizienz ■ Gefahr des Wegfalls von Marktsegmenten (Wandel),
z. B. durch Elektromobilität ■ Neue hochfeste Stahl- und Aluminium-Werkstoffe und
C-Fasern für die Anwendung im Leichtbau (Automo-bilindustrie)
■ Flexible, additive Fertigung ■ Elektrifizierung der Industrie (C-freie Energieversorgung) ■ Verbrennung, Brenngasbeschaffenheit und Emissionen,
Biobrennstoffe
■ Wissenschaftlicher Nachwuchs und Zukunft der Insti-tute für Industrieofentechnik bzw. angewandte Wär-metechnik.
ANFORDERUNG FÜR NEUE AUTOMOTIVE-WERKSTOFFEDer Bereich Automotive nutzt zur Leichtbaukonstruktion vermehrt metallische hochfeste Stahl- und Aluminium-Werkstoffe und hat den Einstieg in die Verwendung von Carbonfasern-Kunststoff-Verbunde gewagt (Bild 3).
Hier stehen insbesondere die Auswirkungen und Her-ausforderungen an die Thermoprozesstechnik im Fokus.
Diese Trends sind stark gekoppelt mit neuen Ofentechniken für höhere Temperaturen und sehr hohe Abkühl-raten (in Verbindung mit einer gleich-bleibend guten Planheit).
Stahl – Hochfeste StähleDas Portfolio der Stahlsorten für Flachstahl zeigt Bild 4. Während weiche Tiefzieh-Stahlsorten im Batch in Haubenöfen unter 100 % H2 geglüht werden [6], ist die Wärmebe-handlung hochfester austenitischer Mangan-Stähle charakterisiert durch die Bildung spröder interkristalliner Karbide durch langsames Abkühlen oder Aufheizen im Temperaturbereich von 400–800 °C. Diese werden durch Lösungsgühen über 1.000 °C und nachfolgender schneller Abkühlung (Quenchen) vermieden. Die Kinetik
Bild 1: Energiebedarf und Prozesstemperaturen von Industrie-sektoren, nach [1] Bild 2: Spannungsfeld der Thermoprozesstechnik
Bild 3: Leichtbau und Werkstoffentwicklung – Neue hochfeste Stahl- und Aluminium-Werkstoffe sowie C-Faser-Verbundwerkstoffe [3–5]

FACHBERICHTEFACHBERICHTE
795-2017 gaswärme international
der Karbidbildung folgt der typischen C-Kur-ve im isothermen Umwandlungsschaubild, wobei das höchste Wachstum (Karbid-Nase) im Bereich von 600–650 °C liegt [7].
Die Herstellung hochfester Flachstähle erfordert moderne Stranggießtechnik, leis-tungsfähige Tandemstraßen und kontinuier-liche Glühlinien mit Schnellkühlsystemen. Für vorhandene Glühanlagen bedeutet dies die Umrüstung vorhandener Anlagentechnik bei einem gleichzeitigen Trend hin zu dünneren und breiteren Bändern sowie hohen Anfor-derungen an die Bandplanheit. Daraus resul-tieren grundlegende Untersuchungen zum lokalen Wärmeübergang in Düsenfeldern und der Wechselwirkung von Kühlfluid und Band (Fluid-Struktur-Interaktion). Zu diesem Zweck sind am Institut für Industrieofenbau und Wärmetechnik der RWTH Aachen (IOB) diverse Versuchsstände zur Ermittlung des lokalen Wärmeübergangskoeffizienten für Düsenfelder (Bild 5a) und der Wechselwir-kung von Strömung und Band in Kühlzonen kontinuierlicher Bandanlagen (Bild 5c) kon-zipiert und aufgebaut worden. Mit diesen Anlagen können Komponenten im indust-riellen Maßstab erprobt und charakterisiert werden. Bild 5b zeigt beispielhaft die Vertei-lung des lokalen Wärmeübergangskoeffizi-enten für ein Runddüsenfeld und Bild 5d die mittels CFD simulierte Strömung des Kühl-fluids für ein Schlitzdüsensystem mit einer zugehörigen Bandform.
Weitere Versuchsstände sind für Wasser-sprühkühlsysteme und die Kühlung mit Was-serstoff für hohe Drücke in der Erprobung. Mit diesen experimentellen Untersuchungs-methoden und den zur Verfügung stehen-den Simulationsmethoden (CFD, FEM) ist das IOB gut ausgerüstet, dieses Problemfeld für die nächste Generation kontinuierlicher Glühanlagen zu bearbeiten.
Stahl – PresshärtenEin wichtiger Aspekt bei der Entwicklung neuer Werkstoffe und der zugehörigen Pro-zess- und Anlagentechnik ist der Wettbewerb unterein-ander. Da die Entwicklungsdauer innovativer Werkstoffe bis zur Einsatzreife u. a. zehn Jahre und mehr betragen kann, besteht auch die Gefahr, dass sich andere Werkstoffe und/oder Prozesse für ähnliche Fragestellungen anbieten und Marktanteile erobern. Als Beispiel ist das Presshär-ten zu nennen. Bild 6 weist einen Anstieg pressgehär-
teter Teile von 6 auf 28 % beim Übergang vom Golf VI auf den Golf VII bei einer Verringerung der Masse von 268 auf 245 kg auf.
Für das Presshärten von Platinen von Karosseriebauteilen war die Entwicklung neuartiger Platinen-Erwärmungsöfen erforderlich. Diese Schutzgasöfen müssen als integraler Bestandteil einer Presshärtelinie (Bild 7) exakt auf die
Bild 4: Hochfeste Stähle, nach [8]
Bild 5: Versuchsstände zur experimentellen Bestimmung des Wärmeübergangs von Düsenfeldern und zur Wechselwirkung von Düsenfeldströmung und Band

FACHBERICHTEFACHBERICHTE
80 gaswärme international 5-2017
Taktrate der Presse abgestimmt sein. Dabei muss ein vor-gegebenes Prozessfenster (Temperatur, Zeit) realisiert wer-den und Probleme, wie die Wechselwirkung aluminierter Oberflächen und keramischer Rollen, gelöst werden. Zum Einsatz kommt dabei z. B. ein kaltgewalzter Vergütungs-stahl 22MnB5, der sich durch niedrige Legierungsanteile auszeichnet. Vielfach steht auch nur ein limitiertes Platzan-gebot für den Ofen in der Fertigungslinie zur Verfügung, sodass u. a. platzsparende Mehrkammeröfen entwickelt werden mussten. In der letzten Dekade sind weltweit ca. 350 Rollenherd-Ofenanlagen installiert worden.
AluminiumDie Ankündigung der Fa. Ford den Typ Ford F-150 in Aluminium-Leichtbauweise zu fertigen (Bild 8), führte u. a. zu einem weltweiten Investment-Boom in der Aluminiumbranche.
Verwendet werden Aluminiumsorten Al 6xxx mit ca. 0,5–1 % Silizium und 0,4–1 % Magnesium (Bildung von Mg2Si). 6xxx Legierungen zeichnen sich durch gute Umformbarkeit, Schweißbarkeit, Ver-arbeitbarkeit und Korrosionsbeständigkeit aus. Der Mengenbedarf für das Modell Ford F-150 wird mit > 275 000 t/a angegeben [12]. Die Investitionssum-me zur Erweiterung und Ver besserung der Gieß-, Walz- und Wärme behandlungs anlagen lag in den USA und Europa in den vergangenen Jahren in der Größenordnung von 3–5 Mrd €.
Die kontinuierlichen Durchlaufglühanlagen (CALP) beinhalten u. a. die folgenden Prozessschritte (Bild 9)
■ Lösungsglühung ■ Quenching und ■ Alterung.
Die hohen Anforderungen an die Kühleinheiten solcher kontinuierlicher Bandglühanlagen für Al 6xxx Legierungen sind
■ Wasser-Quenche (regelbar): Abkühlraten To ≈ 25–100 K/s
■ Temperaturbereich: T = 250–480 °C ■ Banddicke: 0,5–5 mm ■ Homogener Wärmeübergang über Bandbreite
und -länge ■ Planheit ■ Flexibilität hinsichtlich Aluminiumsorte, Banddi-
cke und Bandbreite.
Auf den Gebieten der Schnellkühlung mit Gas, Wasser-Luft-Düsen sowie Wasser-Sprühdüsen besteht aktuell ein großer Forschungsbedarf, um insbesondere das vorhandene Wissen im Bereich der vorher genannten Werkstoffe und Prozesspa-rameter zu vertiefen und bisher wenig erforschte Sekundäreffekte zu berücksichtigen. Dazu gehört
auch die Beschreibung der Bandmechanik mittels nume-rischer Simulationen.
Kohlefaser verstärkte Kunststoffe (CFK)In den Modellen i3 und i8 von BMW wird ein für die Indus-trie gänzlich neuer Weg im Consumerbereich durch die Verwendung von CFK beschritten (Bild 3). Bisher ist das Hauptanwendungsgebiet von CFK für Strukturbauteile im Bereich der Luft- und Raumfahrt. Aus Sicht der Thermopro-zesstechnik sind die folgenden zwei Prozessschritte für die Herstellung von Kohlefasern von Bedeutung:
Bild 6: Veränderungen der verwendeten Stahlsorten in der Automobil-industrie [9]
Bild 7: Presshärten – Ofen als integrales Element einer Bauteilfertigung [10]

FACHBERICHTEFACHBERICHTE
815-2017 gaswärme international
■ Stabilisierung und Oxidation der PAN-(Polyacrylnitril)-Precursoren im Niedertemperaturbereich (ca. 200–300 °C) unter Luft und einer typischen Prozessdauer von ca. 90 min
■ Grafitisierung im Temperaturbereich von 1.000–1.500 °C unter N2/Ar-Atmosphäre und einer kurzen charakteris-tischen Prozesszeit von 90 s.
Die Stabilisierung und Oxidation der PAN-Fasern erfolgt in sogenannten Mass-Flow-Öfen (Bild 10). In diesen Fäl-len werden hohe Gasvolumenströme zur Umströmung der Fasern mit unterschiedlichen Strömungsrichtungen
(vertical-down-flow, horizontal-cross-flow bzw. center-to-end-flow) verwendet. Das Prinzip hat auch gleichzeitig den Vorteil, dass bei Überhitzung der Fasern die auftreten-den Energien des dann exothermen Prozesses abgeführt werden können. Sowohl die Stabilisierungsöfen als auch die Grafitisierungsöfen werden elektrisch beheizt, sodass für Neubauprojekte Regionen mit günstiger Elektrizitäts-Infrastruktur bevorzugt werden.
Die weltweite jährliche Produktionskapazität für Koh-lefasern ist im Vergleich zu Stahl und Aluminium mit ca. 110.000 t/a in 2014 [16] noch gering. Die hergestell-
Bild 8: Ford F 150 in Leichtbauweise [11]
Bild 9: CALP-Linie für Aluminium (CALP: Continuous Annealing Line and Pre-Treatment) [13–14]
FACHBERICHTEFACHBERICHTE
82 gaswärme international 5-2017
ten Carbonfasern werden zu ca. 20 % in der Luftfahrt-industrie und zu 65 % in der Industrie eingesetzt. Für die Automobilindustrie werden sogenannte “large-tow carbon fibers” (geringere Kosten, höhere Produktivität und mittlere mechanische Eigenschaften) bevorzugt verwendet.
ENERGIE- UND UMWELT-TECHNIK
Energiewende – Elektrifizierung von ErwärmungsöfenDas Ziel, die CO2-Emissionen in Deutschland um 40 % im Zeitraum von 1990–2020 zu senken, wird wohl nach dem aktuellen Stand des Wis-sens verfehlt werden. Allein aus dieser Sichtweise erscheinen die CO2-Emis-sionsreduktionsziele von 80–95 % bis zum Jahr 2050 als sehr ambitioniert. In einer Studie des Umweltbundesamtes UBA aus dem Jahre 2013 zum Thema „Treibhausgasneutrales Deutschland im Jahr 2050” [17] wird ausgeführt:„Beispielsweise gehen wir in der Stu-die davon aus, dass es in der Stahlin-dustrie keine Primärstahlerzeugung über die Hochofen-Oxygenstahl-
Route mehr gibt. Dafür wird die Elektrostahlerzeugung mittels Schrott und Schwammeisen (DRI) massiv ausgebaut. Als Energieträger für die Direktreduktion dient dann aus-schließlich regenerativ erzeugtes Methangas und für die Elektrolichtbogenöfen sowie die Walzwerksöfen kommt ausschließlich regenerativer Strom zum Einsatz.“
Bild 10: Anlage zur Herstellung von Carbonfasern mit Oxidations- und Grafitisierungsöfen, nach [15–16]
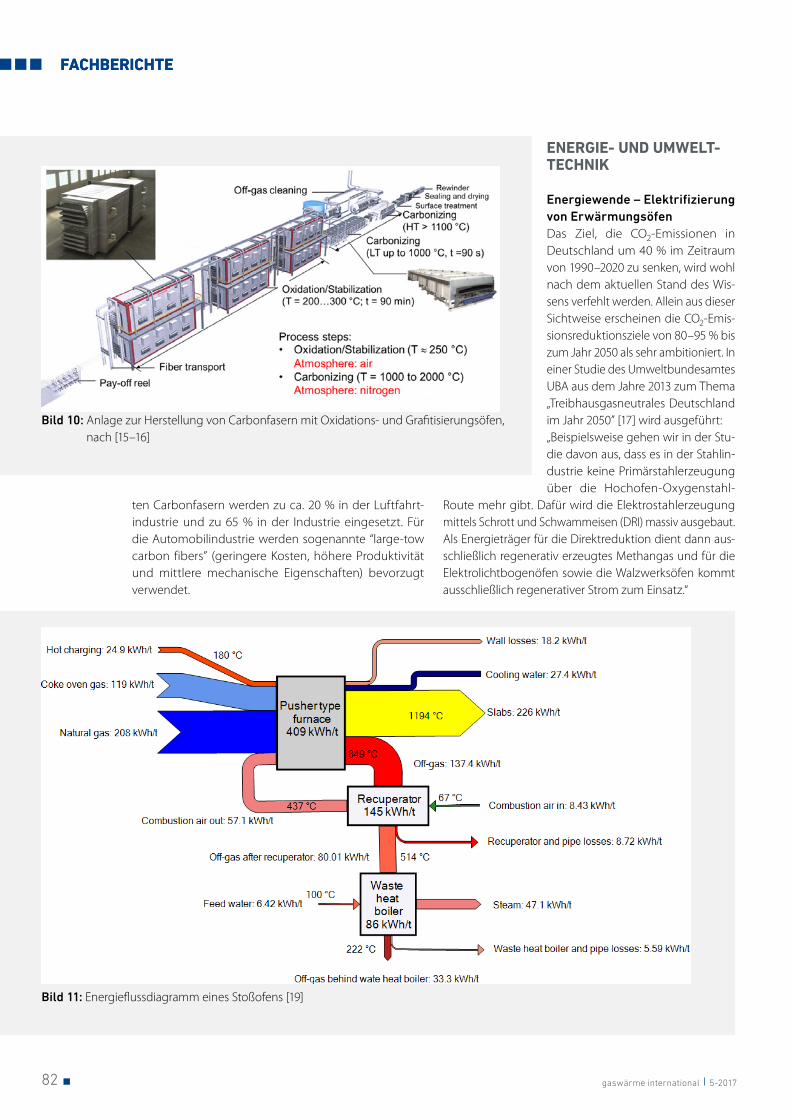
Bild 11: Energieflussdiagramm eines Stoßofens [19]

FACHBERICHTEFACHBERICHTE
835-2017 gaswärme international
Leider werden solche Statements viel zu oft ohne den nötigen Sachverstand geäußert. Es soll im Folgenden abge-schätzt werden, wie hoch etwa der Strombedarf nur für die Wiedererwärmungsöfen in den deutschen Walzwerken ist und ob überhaupt ausreichend Fläche für eine elektrische Beheizung vorhanden ist.
Die jährliche Erzeugung warmgewalzter Stähle betrug ca. 43 Mio. t im Jahr 2000 und 40,4 Mio. t im Jahr 2015. Die Halbzeuge sind dann u. a. warmgewalztes Band (Flachpro-dukte) sowie Draht und Stabstahl (Langprodukte). Dafür werden die Gießprodukte wie Brammen, Knüppel und Vorblöcke (Blooms) in Stoß- und Hubbalkenöfen sowie Drehherdöfen auf Warmwalztemperaturen im Bereich von 1.060–1.260 °C [18] erwärmt.
Bild 11 zeigt exemplarisch das Sankey-Diagramm des Energieflusses eines Stoßofens für ein Warmbandwalzwerk. Der spezifische Energiebedarf beträgt ca. 1,25 GJ/t. Der energetische Nutzungsgrad von 65 % stellt den Stand der Technik dar. Die Wand- und Kühlwasserverluste, z. B. für das
Schienensystem, betragen ca. 13 %. Für einen vollständig elektrisch beheizten Ofen kann deshalb von einem Nut-zungsgrad von ca. 85 % ausgegangen werden.
Nachfolgend soll die Fragestellung angegangen werden, ob solche Öfen als widerstandsbeheizte Typen ausgeführt werden können und welcher Anteil regene-rativ erzeugten Stroms dafür erforderlich ist. Durch die Anwendungstemperatur von bis zu 1.300 °C und den guten Eigenschaften unter oxidierenden Atmosphären bieten sich ferritische Fe-Cr-Al Widerstandsheizelemente an. Bild 12 zeigt die zulässigen flächenspezifischen Leistungen für verschiedene Ausführungsarten dieser Widerstandsheiz-elemente. Vergleichend sind auch die Werte für metalli-sche und keramische Strahlheizrohre eingetragen. Diese liegen in der gleichen Größenordnung wie die Werte für die Heizleiterelemente.
Für den Beispielofen aus Tabelle 1 ergibt sich für eine mittlere zulässige spezifische Leistung von 47,5 W/cm2 und der elektrischen Anschlussleistung von 60 MW ein Flächen-
Bild 12: Zulässige oberflächenspezifische Leistungen für ferritische Heizleiterelemente [20]
Tabelle 1: Kennzahlen eines gasbeheizten Stoßofens zu Erwärmung von Stahlknüppeln und die vergleichenden Daten eines elektrisch beheizten Ofens
Bezeichnung Gasbeheizter Ofen Elektrisch beheizter OfenProduktivität in t/h 180 180Ofenabmessungen L x B 19,5 m x 14,8 m 19,5 m x 14,8 mInstallierte Leistung 79 MW 60 MWEnergiebedarf für Kalteinsatz 300 kWh/t 240 kWh/tZiehtemperatur 1.130 °C 1.130 °CLeistung für Nennleistung 55 MW 42 MWWirkungsgrad 65 % 85 %

FACHBERICHTEFACHBERICHTE
84 gaswärme international 5-2017
bedarf von Aerf = 1.250 m2. Für den Oberofen steht mit der Decke und den Seitenwänden lediglich eine Fläche von ca. 350 m2 zur Verfügung. Die Bodenfläche kommt für die Installation von Heizleiterelementen nicht infrage, da dieser durch herabfallenden Zunder bedeckt ist. Somit existiert ein klassisches Platzproblem zur Unterbringung der erforderlichen Heizleiter. Andere Fragestellungen sind in diesem Zusammenhang die Lebensdauer der Heizele-mente bei höheren Sauerstoffgehalten in der Ofenatmo-sphäre und das Vorhandensein von Gießhilfsmitteln vom Stranggießprozess oder die Zunderbildung bei höheren Sauerstoffgehalten und das Entzunderungsverhalten der Brammen oder Knüppel.
NOx-EmissionenDie zulässigen NOx-Emissionen von Wärm- und Wärmebe-handlungsöfen sind in der TA-Luft geregelt. Die Emissions-werte beziehen sich auf einen Volumengehalt an Sauerstoff im Abgas von 5 %.
In der TA-Luft von 1986 war formuliert [21]: „Die Emissi-onen an Stickstoffmonoxid und Stickstoffdioxid dürfen im Abgas von Anlagen mit Vorwärmung der Verbrennungs-luft auf 200 °C oder mehr die sich aus dem Diagramm (Abb. 4) ergebende Massenkonzentration, angegeben als Stickstoffdioxid, nicht überschreiten; die Möglichkeiten, die Emissionen durch feuerungstechnische und andere dem Stand der Technik entsprechende Maßnahmen zu vermindern, sind auszuschöpfen.“
Für Anlagen mit Luftvorwärmtemperaturen bis 200 °C waren somit 500 mg/m3 (≈ 250 ppm) zugelassen. Der Anstieg der Kurve in Bild 13 berücksichtigte den Einfluss höherer Flammentemperaturen als Folge der Luftvorwär-mung. Für die darin eingezeichnete max. Luftvorwärmtem-
peratur von ca. 650 °C ist somit eine Massenkonzentration von 1.300 mg/m3 (≈ 700 ppm) zulässig.
Die Erhöhung der Luftvorwärmtemperaturen, ver-bunden mit der einhergehenden Steigerung des feue-rungstechnischen Wirkungsgrads und des Gesamtwir-kungsgrads, wurde in der Thermoprozesstechnik in der Vergangenheit durch die Entwicklung moderner Verfahren zur rekuperativen und regenerativen Luftvorwärmung rea-lisiert. In der TA-Luft 2002 [22] wurde nur noch ein von der Verbrennungslufttemperatur unabhängiger Maximalwert festgelegt.
„Bei Wärmeöfen, z. B. Stoßöfen und Hubbalkenöfen, dürfen die Emissionen an Stickstoffmonoxid und Stick-stoffdioxid im Abgas die Massenkonzentration 0,50 g/m3, angegeben als Stickstoffdioxid, nicht überschreiten.“
Diese Vorgabe konnte auch erfolgreich durch verbren-nungstechnische Maßnahmen, wie die gestufte Verbren-nung oder die flammlose Oxidation (FLOX), im Ofenbau realisiert werden.
Im aktuellen Referentenentwurf zur Anpassung der TA-Luft wird für die Industrieöfen keine Unterscheidung zu anderen Anlagen durchgeführt. Hier ist formuliert [23]:„5.4.1.2.2 Anlagen zur Erzeugung von Strom, Dampf, Warm-wasser, Prozesswärme oder erhitztem Abgas in Feuerungs-anlagen durch den Einsatz von gasförmigen Brennstoffen, insbesondere Koksofengas, Grubengas, Stahlgas, Raffine-riegas, Synthesegas, Erdölgas aus der Tertiärförderung von Erdöl, Klärgas, Biogas, naturbelassenem Erdgas, Flüssiggas, Gasen der öffentlichen Gasversorgung oder Wasserstoff mit einer Feuerungswärmeleistung von weniger als 50 MW.
Die Emissionen an Stickstoffmonoxid und Stickstoff-dioxid im Abgas dürfen folgende Massenkonzentrationen, angegeben als Stickstoffdioxid, nicht überschreiten:
Bild 13: Auszug aus der TA-Luft von 1986 [21] Bild 14: Entwicklung der Studentenzahlen im Bereich der Fach gruppe MuW

FACHBERICHTEFACHBERICHTE
855-2017 gaswärme international
■ a) bei Einsatz von Gasen der öffentlichen Gasversorgung 0,10 g/m3
■ b) bei Einsatz anderer als unter Buchstabe a genannter Gase 0,20 g/m3.“
Gegenüber der TA-Luft 2002 würde dies eine Reduzierung um den Faktor 5 auf ca. 55 ppm bedeuten.
Kritisch zu sehen ist dabei die Eingruppierung von Hochtemperaturöfen mit typischen Prozesstemperaturen (Produkttemperaturen) von 1.100–1.300 °C in die gleiche Gruppe wie z. B. Anlagen zur Erzeugung von Strom, Dampf oder Warmwasser, wobei diese Anlagen max. 570 °C (Pro-dukttemperatur) erreichen (Dampf). Außerdem wird keine Luftvorwärmung zur Effizienzsteigerung eingesetzt. Hier sind noch Erläuterungen hinsichtlich der prägnanten Unter-schiede von Industrieöfen und Anlagen zur Dampf- oder Warmwassererzeugung erforderlich.
WISSENSCHAFTLICHER NACHWUCHSFür die anstehenden Aufgaben im Bereich der Thermopro-zesstechnik ist auch ausreichend technisch/wissenschaftli-cher Nachwuchs erforderlich. Die Anzahl der Studierenden mit dem Fokus auf dem Gebiet der Werkstoff- und Pro-zesstechnik, darunter fällt auch das Gebiet Thermopro-zesstechnik bzw. Ofenbau, konnte in den zurückliegenden Jahren an der RWTH Aachen nachhaltig gesteigert werden (Bild 14). Erreicht wurde dieses Ziel durch die Erweiterung des Lehrangebotes, u. a. für ausländische Studierende, und der Einführung neuer Studiengänge wie z. B. Wirtschafts-ingenieurwesen Werkstoff- und Prozesstechnik.
Das IOB trägt im Bereich der Lehre durch die Grundla-genvorlesungen
■ Transportphänomene 1 und 2 ■ Angewandte Wärmetechnik ■ Simulationstechnik
sowie die Vertiefungsvorlesungen ■ Industrieofentechnik ■ Berechnung und Auslegung von Industrieöfen ■ Finite Volumenmethode
und andere maßgeblich zur Ausbildung des Nachwuchses bei.
LITERATUR[1] Schäfer, H.: Entwicklung und Struktur des Energiebedarfes
für wärmetechnische Prozesse. gwi – gaswärme international
33 (1984) Nr. 6/7, S. 245-247
[2] Pfeifer, H.; Nacke, B.; Beneke, F. (Hrsg.): Praxishandbuch Ther-
moprozesstechnik, Bd. 1, Kapitel 1, S. 2. 2. Auflage.. Essen:
Vulkan-Verlag, 2010
[3] http://docplayer.org/docs-images/40/16521259/images/
page_8.jpg
[4] http://docplayer.org/docs-images/40/16521259/images/
page_8.jpg
[5] ht tp://w w w.azl . r w th-aachen.de/uploads/pics/BMW_
i3-Karosse
[6] Wendt, P.: Haubenöfen für Blechbunde. In: Pfeifer, H.; Nacke,
B.; Beneke, F. (Hrsg.): Praxishandbuch Thermoprozesstechnik,
Bd. 2. 2. Auflage. Essen: Vulkan-Verlag, 2011, Kapitel 3, S. 302-
317
[7] Kuyucak, S.; Zavadil, R.; Gertsman, V.: Heat-treatment proces-
sing of austenitic manganese steels. 66th World Foundry
Congress, Istanbul, Turkey, 2004
[8] http://www.worldautosteel.org
[9] http://docplayer.org/docs-images/40/16521259/images/
page_8.jpg
[10] http://www.autoform.com/blog/parameter-der-planung-
und-auslegung-von-pressharteprozessen-repost-of-hotfor-
ming-german/
[11] http://www.sae.org/dlymagazineimages/13693_20727_ACT.
jpg
[12] Chappuis, L. B.: Material specifications & recycling for the
2015 Ford F-150. Ford Motor Company
[13] SMS group GmbH: https://www.sms-group.com/plants/all-
plants/heat-and-chemical-treatment-lines/
[14] Constellium and UACJ: https://www.slideshare.net/Constel-
l ium/implementation- of-aluminum-in-high-volume -
car-body-design-and-manufacturing
[15] Eisenmann SE: Anlagen zur Carbonfaser-Production, http://
thermal-solutions/leichtbaumaterialien/ carbonfaser.html,
17.12.2015
[16] Hashagen, J.: Beitrag zur energieeffizienten Herstellung von
Carbonfasern. Dissertation, Fakultät für Georessourcen und
Materialtechnik, RWTH Aachen University, 2017
[17] Bundesumweltamt (Hrsg.): Treibhausgasneutrales Deutsch-
land im Jahr 2050. Umweltbundesamt, Dessau, Oktober 2013
[18] Pfeifer, H.: Handbuch Industrielle Wärmetechnik – Grundla-
gen, Berechnungen, Verfahren. 2. Auflage. Essen: Vulkan Ver-
lag, 2013, Anhang A

FACHBERICHTEFACHBERICHTE
86 gaswärme international 5-2017
[19] Werner, A.; Schaumlechner, K.; Ponweiser, K.; Sparlink, W.;
Haider, K.: Potenziale zur Steigerung der Energieeffizienz in
einem integrierten Hüttenwerk. Stahl und Eisen 128 (2008)
Nr. 8, S. 47-51
[20] Kanthal: Resistance heating alloys and systems for industrial
furnaces. Sandvik Materials Technology, Sept. 2011
[21] TA Luft – Technische Anleitung zur Reinhaltung der Luft. Erste
Allgemeine Verwaltungsvorschrift zum Bundes-Immissions-
schutzgesetz, vom 27. Februar 1986
[22] TA Luft – Technische Anleitung zur Reinhaltung der Luft, Erste
Allgemeine Verwaltungsvorschrift zum Bundes-Immissions-
schutzgesetz, vom 24. Juli 2002
[23] Entwurf zur Anpassung der Ersten Allgemeinen Verwal-
tungsvorschrift zum Bundes-Immissionsschutzgesetz vom
09.09.2016
AUTOR
Univ.-Prof. Dr.-Ing. Herbert Pfeifer Institut für Industrieofenbau und Wärme-technik, RWTH Aachen University Aachen Tel.: 0241 / 80-25935 [email protected]
Praxishandbuch ThermoprozesstechnikBand I: Grundlagen | Prozesse | Verfahren
Herausgeber: Herbert Pfeifer, Bernard Nacke, Franz Beneke 3. Auflage 2018Seiten: ca. 620 ISBN Buch: 978-3-8027-3085-6ISBN eBook: 978-3-8027-3086-3 Preis: € 130,-
Erscheint im November 2017
www.prozesswaerme.net/shopWeitere Informationen: +49 201 82002-14 | [email protected]
Praxishandbuch ThermoprozesstechnikBand I: Grundlagen | Prozesse | Verfahren


















