TPM-Lehrgang 2014 - Total Productice Maintenance - Österreich


Kolumnenkopf rechts
1
Andreas Reitz
Lean TPM
00_Buch_Lean TPM Seite 1 Mittwoch, 12. September 2012 5:56 17
Seite 1 von 334

3
Andreas Reitz
Lean TPM
In 12 Schritten zum schlanken Managementsystem
Effektive Prozesse für alle UnternehmensbereicheGesteigerte Wettbewerbsfähigkeit durch KVPErfolge messen mit der Lean-TPM-Scorecard
00_Buch_Lean TPM Seite 3 Mittwoch, 12. September 2012 5:56 17
Seite 3 von 334

Für Fragen und Anregungen:[email protected]
4., unveränderte Auflage 2016© 2008 by mi-Wirtschaftsbuch, ein Imprint der Münchner Verlagsgruppe GmbH Nymphenburger Straße 86D-80636 MünchenTel.: 089 651285-0Fax: 089 652096
Alle Rechte, insbesondere das Recht der Vervielfältigung und Verbreitung sowie derÜbersetzung, vorbehalten. Kein Teil des Werkes darf in irgendeiner Form (durchFotokopie, Mikrofilm oder ein anderes Verfahren) ohne schriftliche Genehmigung desVerlages reproduziert oder unter Verwendung elektronischer Systeme gespeichert,verarbeitet, vervielfältigt oder verbreitet werden.
Redaktion: Beate Weih, Frankfurt am MainLektorat: Stephanie Walter, Landsberg am LechUmschlaggestaltung: Jarzina Kommunikations-Design, KölnSatz: Jürgen Echter, Landsberg am LechDruck: Interpress Kft., UngarnPrinted in the EU
ISBN 978-3-636-03119-8
Bibliografische Information der Deutschen NationalbibliothekDie Deutsche Nationalbibliothek verzeichnet diese Publikation in der Deutschen Nationalbibliografie. Detaillierte bibliografische Daten sind im Internet über http://dnb.d-nb.de abrufbar.
www.mi-wirtschaftsbuch.deBeachten Sie auch unsere weiteren Verlage unter www.muenchner-verlagsgruppe.de
Weitere Informationen zum Verlag finden Sie unter

5
1 Inhalt
Einleitung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
1 Der globale Siegeszug von Lean TPM . . . . . . . . . . . . . . . . . . . . . . 111.1 Die Wurzeln des TPM. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 111.2 Wie ist Lean TPM entstanden? . . . . . . . . . . . . . . . . . . . . . . . . 121.3 Warum entscheiden sich immer mehr Unternehmen
für Lean TPM? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 181.4 Was haben erfolgreiche Unternehmen mit Lean TPM
erreicht? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 202 Das ganzheitliche Managementsystem. . . . . . . . . . . . . . . . . . . . . . 23
2.1 Das magische Dreieck aus Qualität, Kosten und Lieferzeit. 232.2 Gesteigerte Wettbewerbsfähigkeit: Reduzierung von
Verschwendungen und Verlusten . . . . . . . . . . . . . . . . . . . . . . 262.3 Streben nach Perfektion: Der unendliche Prozess der
kontinuierlichen Verbesserung . . . . . . . . . . . . . . . . . . . . . . . . 332.4 Einbindung aller Mitarbeiter als Grundlage:
Das Dürfen-Können-Wollen-Modell . . . . . . . . . . . . . . . . . . . 363 Die neun Säulen des Lean Total Productive Management
(Lean TPM) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 413.1 Das Lean-TPM-System im Überblick . . . . . . . . . . . . . . . . . . 413.2 Die Grundlage: Standardisierte Prozesse. . . . . . . . . . . . . . . . 443.3 Säule 1: Fokussierte Verbesserungen . . . . . . . . . . . . . . . . . . . 1043.4 Säule 2: Selbstständige Instandhaltung (SI). . . . . . . . . . . . . . 1283.5 Säule 3: Präventive Instandhaltung (PI). . . . . . . . . . . . . . . . . 1553.6 Säule 4: Qualifizierung und Führung . . . . . . . . . . . . . . . . . . . 1763.7 Säule 5: Null-Fehler-Strategie . . . . . . . . . . . . . . . . . . . . . . . . . 1853.8 Säule 6: Lean-TPM-Development . . . . . . . . . . . . . . . . . . . . . 1973.9 Säule 7: Lean TPM für die Administration . . . . . . . . . . . . . . 2263.10 Säule 8: Lean TPM für Gesundheit, Sicherheit und Umwelt 2343.11 Säule 9: Lean TPM für Material- und Informationsfluss . . . 243
4 Hoshin Kanri – Führen des Lean-TPM-Systems . . . . . . . . . . . . . . 2674.1 Einführung zu Hoshin Kanri . . . . . . . . . . . . . . . . . . . . . . . . . . 2674.2 Wie funktioniert Hoshin Kanri? . . . . . . . . . . . . . . . . . . . . . . . 2684.3 Von der Vision zu den Jahreszielen. . . . . . . . . . . . . . . . . . . . . 2714.4 Der Zielauflösungsprozess. . . . . . . . . . . . . . . . . . . . . . . . . . . . 272
00_Buch_Lean TPM Seite 5 Mittwoch, 12. September 2012 5:56 17
Seite 5 von 334

Inhalt
6
4.5 Ziele, Kennzahlen, Verluste und Maßnahmen . . . . . . . . . . . . 2745 Implementierung von Lean TPM. . . . . . . . . . . . . . . . . . . . . . . . . . . 283
5.1 Die »goldenen Schritte« der Einführung . . . . . . . . . . . . . . . . 2835.2 Phase 0: Projektierung und Vorbereitung der Einführung . . 2845.3 Phase I: Piloteinführung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2935.4 Phase II: Ausweitung auf alle Unternehmensprozesse . . . . . 2955.5 Phase III: Ausweitung auf die gesamte Supply-Chain. . . . . . 295
6 Zukunftsaussichten mit Lean TPM . . . . . . . . . . . . . . . . . . . . . . . . . 2976.1 Die Vision vom perfekten Unternehmen . . . . . . . . . . . . . . . . 2976.2 Wo steht Ihr Unternehmen auf dem Weg zur Perfektion? . . 3006.3 Das Streben nach dem perfekten Unternehmen . . . . . . . . . . 301
Glossar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 305
Literatur . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 323
Register . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 325
Danksagung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 331
Autoreninformation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 333
00_Buch_Lean TPM Seite 6 Mittwoch, 12. September 2012 5:56 17
Seite 6 von 334

7
Einleitung
Total Productive Management: Ist das nicht ein alter Hut? Stimmt! TPMist ein System, das seit fast 50 Jahren ein Schlüssel zum Erfolg derjapanischen Unternehmen auf dem Weltmarkt ist. Und ist Lean TPM nichtwieder ein »Beratertrick«, um »alten Wein in neuen Schläuchen« zuverkaufen? Nein – das bewährte System TPM wird um sinnvolle, praxiser-probte Werkzeuge ergänzt.
Ein weiterer Irrtum lautet: TPM ist nur etwas für Instandhalter,teilweise für die Produktion. Der Rest der Welt macht Six Sigma, OfficeKaizen, KVP, Lean oder etwas Ähnliches. Das System TPM wird imWesten häufig als Total Productive Maintenance, unter dem SchlagwortMaintenance = Instandhaltung, angesehen.
Gerade diese letzte Auffassung ist leider weit verbreitet, auch aufKongressen, in Fachartikeln und selbst in wissenschaftlichen Arbeiten.Nach wie vor treffe ich auf Unternehmen, die statt des ganzheitlichenAnsatzes versuchen, mit einzelnen Verbesserungswerkzeugen – zum Bei-spiel Six Sigma – die »Rosinen zu herauszupicken« oder neue Modewellenmitzumachen.
Viele Unternehmen in Deutschland haben zwar mit TPM begonnen,doch nur wenige haben TPM konsequent, diszipliniert und strategisch alsManagementsystem analog zu Toyota und anderen japanischen undinternationalen Unternehmen installiert. Und weil das GesamtsystemTPM nicht richtig installiert wurde, hat TPM in der Vergangenheit auch inmanchen Unternehmen nicht funktioniert. Denn Total Productive Ma-nagement bedeutet:
• Total im Sinne des ganzheitlichen Ansatzes, über alle Bereiche undFührungsebenen im Unternehmen hinweg
• Productive im Sinne der Visualisierung und Bekämpfung aller Verlus-te im Prozess
• Management im Sinne von Leadership. Der eingeschlagene Weg zurErlangung des angestrebten Zieles wird konsequent und nachhaltigbeschritten. Hier gilt der Grundsatz: »Wer will, findet Wege – wernicht will, findet Gründe.«
00_Buch_Lean TPM Seite 7 Mittwoch, 12. September 2012 5:56 17
Seite 7 von 334
Einleitung
8
Erfolgreich ist nur das Unternehmen, das diesen Weg konsequent, diszipli-niert und zielstrebig verfolgt.
TPM wurde in vielen Unternehmen unter der Prämisse eingeführt:»Das wollen wir mal versuchen.« Oder: »Wenn es den Meistern oderAbteilungsleitern gefällt, machen wir mal weiter.« Oder: »Wir wollenschnelle Erfolge feiern.« Oder: »Wir fangen mal in der Produktion an mitder Instandhaltung.« Aber nicht »MEK« – »Mal eben kurz« oderversuchsweise, sondern als konsequente Strategie muss TPM eingesetztwerden. Schließlich haben die erfolgreichsten Firmen der Welt TPM alsManagementstrategie eingeführt, und so ihre Unternehmen langfristig zurSpitze geführt und dort etabliert.
Die heutige Wirtschaft befindet sich in einem dramatischen Wandel. InJapan umschreibt man dies seit Jahrzehnten mit dem Sprichwort: »Wirt-schaft ist Krieg.« Aber die Erfolge der Unternehmen bei konsequenterAusführung der TPM-Systematik sprechen für sich. Unternehmen wieToyota, Nissan, Sony, Unilever und viele andere zeigen, welche Früchtenach konsequenter und harter Arbeit geerntet werden können. Einanderes Sprichwort, das die aktuelle Situation treffend beschreibt, lautet:»Keiner ist gezwungen, erfolgreich zu sein.« Japanische Unternehmenagieren dementsprechend und sind seit mehr als 40 Jahren auf dem»Wirtschaftsfeldzug« äußerst erfolgreich.
Die Anwendung der TPM-Philosophie ist vergleichbar mit der Ent-wicklung eines Baums: Zuerst muss man den Setzling einpflanzen und ihnhegen und pflegen. Erst dann wird aus dem kleinen Setzling ein starkerBaum, der Früchte trägt. Aber auch dieser muss gepflegt werden, damit erlangfristig eine reiche Ernte sicherstellt. TPM ist also im sportlichen Sinnekein Sprint, sondern ein Marathon. Und ein Misserfolg liegt nicht amSystem, sondern meist am Management, weil das Tagesgeschäft vielerFührungskräfte von kurzfristigem Denken und Handeln bestimmt ist. Somancher Manager schaut nur auf »seinen« Erfolg und optimiert »seinen«Bereich. Dies hat teilweise kuriose Auswirkungen in Unternehmen: diesogenannten Suboptimierungen.
Taiichi Ohno, »Vater« des Toyota-Produktionssystems, beschreibt inseinem Buch »Das Toyota Produktionssystem« (TPS) die Grundregeln fürdas Management – die 14 Regeln des TPS. Hier finden wir keine hochkomplizierten Statements, sondern schlicht und ergreifend gesundenMenschenverstand, mit dem sich diszipliniert, konsequent und geduldigam Ziel arbeiten lässt. Und das Ziel selbst ist ebenso einfach wie logisch:das Streben nach Perfektion im verschwendungsfreien Prozess bei optima-ler Erfüllung der Kundenwünsche.
00_Buch_Lean TPM Seite 8 Mittwoch, 12. September 2012 5:56 17
Seite 8 von 334

Einleitung
9
Basierend auf den Erfahrungen aus Japan (Taiichi Ohno, Masaaki Imai,Tokutaro Suzuki und anderer) in Japan, in den USA und Europa (EdwardHartmann, Mike Rother und andere) wurden in Lean TPM die neuestenErkenntnisse und Methoden integriert. Im Verlauf dieses Buches werdendie Systematik, die Methoden und Techniken des ganzheitlichen Manage-mentsystems Lean TPM zur Optimierung aller Prozesse im Unternehmen,von der Produktion über die Administration bis hin zu allen Dienstleis-tungsbereichen, in Theorie und Praxis betrachtet. Die Erfolge von LeanTPM werden anhand von praktischen Beispielen aus verschiedenenUnternehmen der unterschiedlichsten Industriezweige belegt und derenpositive Erfahrungen weitergegeben.
Dieses Buch stellt die Weiterentwicklung vom klassischen Ansatz desTPM als Total Productive Maintenance zu Lean TPM, dem »schlanken«Lean Total Process Management dar. Es beschreibt die Inhalte und dasZusammenwirken der System-Bausteine, dient dem Leser aber auch alsAnleitung zur selbstständigen Einführung und Anwendung anhand vonPraxisbeispielen. Dazu erhält der Leser nicht nur Anregungen undEmpfehlungen, sondern lernt auch die potenziellen Fehler kennen, die eszu vermeiden gilt.
Verden, März 2008
00_Buch_Lean TPM Seite 9 Mittwoch, 12. September 2012 5:56 17
Seite 9 von 334

00_Buch_Lean TPM Seite 10 Mittwoch, 12. September 2012 5:56 17
Seite 10 von 334

11
1 Der globale Siegeszug von Lean TPM
1.1 Die Wurzeln des TPM
TPM gilt als einer der Schlüssel zum Erfolg japanischer Industrieunter-nehmen in den vergangenen 30 Jahren. Basierend auf den Erfahrungendes »besten Unternehmens der Welt«, Toyota, wurde ab 1960 von derhalbstaatlichen Organisation JIPM (Japan Institute for Plant Mainte-nance) ein Managementsystem erarbeitet, das allen japanischen Unter-nehmen zur Erlangung von Spitzenpositionen in ihren Märkten zurVerfügung gestellt wurde. Seiichi Nakajima, einer der Gründer des JIPM,ist der international anerkannte »Vater« von TPM. In zahlreichen Publika-tionen stellte er sein Wissen und seine Erfahrungen der japanischenIndustrie zur Verfügung.
Die Wurzeln des TPM gehen jedoch noch weiter zurück. Es war deramerikanische Statistiker William Edwards Deming, der die Keimzelleund die fundamentale Idee des Systems nach Japan trug. Zusammen mitseinem amerikanischen Kollegen J. M. Juran kam Deming als Teil deralliierten Besatzungsmächte nach dem Zweiten Weltkrieg nach Japan.Deming lehrte die Japaner seine Qualitätsverbesserungsmethoden, dieAnwendung der SPC (Statistic Process Control) sowie den Gebrauch desPDCA-Zyklus (Plan, Do, Check, Act). Deming war zunächst in seinemeigenen Land und in Europa mit seinen neuen Ansätzen zur Steigerungvon Effizienz und Effektivität in Unternehmen wenig beachtet worden.Die Japaner erkannten den Nutzen seiner Ideen aber sofort und entwi-ckelten sie konsequent weiter. Der höchste japanische Qualitätspreis heißtseit 1951 »Deming Preis«. Und 1960 wurde W. E. Deming vom japanischenKaiser für seine Leistungen für die japanische Industrie ausgezeichnet.
Demings Ideen sind dabei verblüffend einfach:
• Jede Aktivität kann als Prozess gesehen und immer weiter verbessertwerden.
• Problemlösungen allein genügen nicht, fundamentale Änderungensind erforderlich.
00_Buch_Lean TPM Seite 11 Mittwoch, 12. September 2012 5:56 17
Seite 11 von 334

Der globale Siegeszug von Lean TPM
12
• Die Unternehmensleitung muss handeln; es reicht nicht aus, dass sieVerantwortung übernimmt und das Handeln delegiert.
Die USA und Europa wurden erst sehr spät auf die Lehren und IdeenDemings aufmerksam. Und dies, obwohl er bereits ab 1953 auch in Europaaktiv war, zum Beispiel arbeitete er beim Statistischen Bundesamt inWiesbaden und lehrte an den Universitäten von Paris und London. Erstnach der Ausstrahlung einer NBC-Dokumentation mit dem Titel »If Japancan ... why can't we?« im Jahre 1980 wurde Deming in den USA bekannt –zu einer Zeit, in der große Teile der amerikanischen Konsumgüterindus-trie von der japanischen Konkurrenz aufgrund besserer Qualität undgünstigerer Preise förmlich überrollt worden waren (Glauser, 1999).
War in der zweiten Hälfte des 20. Jahrhunderts das Merkmal »Made inGermany« noch anerkanntes Synonym für Qualität, so ist heute davonkaum noch die Rede. Viele Unternehmen in Europa und den USA habendie japanische Übermacht hinsichtlich Qualität und Preis brutal erfahrenmüssen. Viele Branchen sind davon betroffen: Heute findet man in derElektronikindustrie fast ausschließlich japanische oder asiatische Produk-te. Audiosysteme von Kenwood und Technics; Spielkonsolen von Sony undNintendo. In der optischen Industrie ist es genauso: Früher gehörtendeutsche Marken wie Leica oder Minox zur Weltspitze – heute wird derMarkt von Casio, Nikon und Co. beherrscht. Schweizer Uhren galten alsder Inbegriff der Präzision – ihre Marken beherrschten lange Zeit denWeltmarkt. Aber die Schweizer Erfindung der Digitaluhr war sozusagenihr eigener Niedergang: Japanische Konzerne griffen die Patente undIdeen auf, die in der Schweiz kein Unternehmen haben wollte, underoberten mit den Digitaluhren den Weltmarkt. Die nächste Bastion derwestlichen Industrie, der Automobilbau, hat gerade den Verlust derWeltmarktführerschaft zu beklagen: Toyota hat im Jahre 2007 GeneralMotors als größten Automobilbauer der Welt abgelöst.
1.2 Wie ist Lean TPM entstanden?
Ein Blick zurück verdeutlicht, wie und warum TPM entstand – am Beispielder »Mutter« des Systems, Toyota: Toyota hatte Probleme mit seinengroßen Beständen an Automobilen, die nicht den Kundenwünschenentsprachen. Diese Bestände verschlangen große Summen an Kapital. DieProduktionslinien zur Herstellung der Automobile waren inflexibel, dar-um konnte jeweils nur ein Modell auf einer Montagelinie hergestelltwerden. Deren Wirkungsgrade lagen bei unter 50 Prozent. PermanenteStörungen an den Linien führten zu Qualitätsmängeln an den Produkten,
00_Buch_Lean TPM Seite 12 Mittwoch, 12. September 2012 5:56 17
Seite 12 von 334

Wie ist Lean TPM entstanden?
13
die nachträglich mit hohem Aufwand behoben werden mussten. DieGewinne bei Toyota sanken aufgrund der Kapitalbindung durch Beständeund der Qualitätsprobleme von Jahr zu Jahr.
Dann startete Toyota ein umfassendes Programm zur Qualitätsverbes-serung und zur Erhöhung der Effizienz. Mitarbeiter wurden geschult, umihre Linien besser zu verstehen und selbst warten und pflegen zu können.Instandhaltungsmitarbeiter wurden eingesetzt, um den Ursachen dervielen Störungen auf den Grund zu gehen. Gemeinsam mit den Linienmit-arbeitern wurden sogenannte Kaizen-Teams, Verbesserungsteams, ge-gründet, um die Linien so zu verbessern, dass es nur noch zu geringenAusfällen kam. Anschließend wurden die Linien so flexibel gestaltet, dassnun unterschiedliche Modelle auf einer Montagelinie gefertigt werdenkonnten.
Das erlaubte eine Just-in-Time-Produktion, das heißt, Fahrzeuge wer-den nach Bedarf produziert und nicht mehr auf Lager. Jeder Mitarbeiterdarf und muss die Linie bei Störungen und Qualitätsabweichungenanhalten, um die Ursache der Abweichung zu beseitigen. Die Effizienz derMontagelinien stieg auf über 80 Prozent. Die Montagelinien sind modularund hoch flexibel gestaltet: Bei hohem Bedarf produzieren die Mitarbeiterviel, bei geringem Bedarf weniger. Bei Auslastungen der Linien zwischen60 und 90 Prozent produziert Toyota zu fast gleichen Kosten und gleichenGewinn pro Einheit, erst unter 60 Prozent Auslastung sinkt der Gewinnpro Einheit schrittweise. Zum Vergleich: DaimlerChrysler wird bereits beieiner Auslastung von unter 70 Prozent unprofitabel.
Das Toyota-Produktionssystem (TPS) basiert auf 14 Prinzipien, die allesehr einfach und nachvollziehbar sind, wie Tabelle 1 zeigt.
Die 14 Prinzipien des Toyota-Produktionssystems
Prinzip 1 Machen Sie eine langfristige Philosophie zur Grundlage Ihrer Manage-mententscheidungen, selbst wenn sie zulasten kurzfristiger Gewinn-ziele geht.
Prinzip 2 Sorgen Sie für kontinuierlich fließende Prozesse, um Probleme ans Licht zu bringen.
Prinzip 3 Wenden Sie Pull-Systeme an, um Überproduktion zu vermeiden.
Prinzip 4 Nivellieren Sie das Produktionsvolumen – arbeiten Sie langsam und gleichmäßig wie eine Schildkröte, statt schnell und sprunghaft wie ein Hase.
Prinzip 5 Schaffen Sie eine Kultur, die auf Anhieb Qualität erzeugt, statt einer Kultur der ewigen Nachbesserung.
Prinzip 6 Standardisierte Aufgaben sind die Grundlage für kontinuierliche Ver-besserung und mehr Eigenverantwortung der Mitarbeiter.
00_Buch_Lean TPM Seite 13 Mittwoch, 12. September 2012 5:56 17
Seite 13 von 334

Der globale Siegeszug von Lean TPM
14
Toyota hatte die Ansätze von W. E. Deming vollständig verstanden und indie Tat umgesetzt – ein konsequentes Streben nach Perfektion.
TPM greift die Lehren Demings, Jurans und anderer auf und bündeltdiese zu einem ganzheitlichen System, einem »roten Faden«, der denjapanischen Unternehmen die Einführung und nachhaltige Anwendung ineinem »Baukastensystem« vorgibt. Dabei wird systematisch und konse-quent ein Baustein nach dem anderen eingeführt. Das JIPM erarbeitetedas »TPM-Haus« mit seinen zunächst acht Säulen als Baukastensystemund unterstützte die japanische Industrie bei der Einführung und Bewer-tung des Systems. Dabei liegt neben der systematischen Einführung derFokus auf der Wirksamkeit des Systems – der betriebswirtschaftlichmessbaren Verbesserung.
Aufgrund des japanischen Erfolgs in nahezu allen Industrien undBranchen wurde das System zunächst von amerikanischen Unternehmenkopiert. Namhafte amerikanische Konzerne wie General Motors, HarleyDavidson und andere führten ab etwa 1985 TPM ein. In Europa starteteTPM nach 1990 zunächst in den Tochterunternehmen amerikanischerKonzerne und deren Zulieferbetrieben. Volvo in Gent/Belgien und Löbroin Offenbach sind hier beispielhaft zu nennen.
Prinzip 7 Nutzen Sie visuelle Kontrollen, damit keine Probleme verborgen bleiben.
Prinzip 8 Setzen Sie nur zuverlässige, gründlich getestete Technologien ein, die den Menschen und Prozessen dienen.
Prinzip 9 Entwickeln Sie Führungskräfte, die ihre Arbeitsabläufe kennen und verstehen, die die Philosophie vorleben und sie anderen vermitteln.
Prinzip 10 Entwickeln Sie herausragende Mitarbeiter und Teams, die der Unter-nehmensphilosophie folgen.
Prinzip 11 Respektieren Sie Ihr ausgedehntes Netz an Geschäftspartnern und Zulieferern, indem Sie sie fordern und nebenbei unterstützen, sich zu verbessern.
Prinzip 12 Machen Sie sich selbst ein Bild von der Situation, um sie umfassend zu verstehen.
Prinzip 13 Treffen Sie Entscheidungen mit Bedacht und nach dem Konsensprin-zip. Wägen Sie alle Alternativen sorgfältig ab, aber setzen Sie die getroffene Entscheidung zügig um.
Prinzip 14 Werden Sie durch unermüdliche Reflexion und kontinuierliche Verbes-serung zu einer lernenden Organisation.
Tabelle 1: Die 14 Toyota-Prinzipien (Quelle: J. K. Liker: The Toyota Way)
00_Buch_Lean TPM Seite 14 Mittwoch, 12. September 2012 5:56 17
Seite 14 von 334

Wie ist Lean TPM entstanden?
15
TPM wurde zunächst einmal in den Fertigungsbereichen eingesetzt, umProbleme mit den Produktionsanlagen in den Griff zu bekommen. Damitkamen primär die Instandhaltungsbausteine zum Einsatz. In dieser Zeitentstand die Fokussierung auf das Schlagwort Maintenance = Instandhal-tung. Obwohl einige Unternehmen in Deutschland die Erfolge japanischerund amerikanischer Unternehmen kurzfristig bestätigen konnten, ebbtedie erste TPM-Welle relativ schnell wieder ab und es rückten neueMethoden in den Fokus der entscheidenden Managementebenen: Leanoder schlanke Fertigungskonzepte, Six Sigma und ähnliche Methoden undTechniken wurden in den Folgejahren verstärkt eingeführt. TPM wurde,da lediglich als Instandhaltungssystem betrachtet, lediglich als ein Bau-stein in sogenannte Produktionssysteme eingezwängt.
Lean TPM (»Lean Total Process Management«) ist die Weiterentwick-lung des klassischen TPM-Konzepts und wird mittlerweile in der ganzenWelt von vielen Unternehmen erfolgreich angewendet – wenn auch nichtkonsequent unter diesem Namen. Häufig findet man die Konzeption unterder Bezeichnung integriertes Managementsystem oder Wertschöpfungs-system wieder. Lean TPM ist die Anpassung der ursprünglichen Methodenund Techniken des TPM und des Toyota-Produktionssystems an dieBedürfnisse und Anforderungen des heutigen Marktes.
Abbildung 1: Die acht Säulen des TPM nach JIPM
00_Buch_Lean TPM Seite 15 Mittwoch, 12. September 2012 5:56 17
Seite 15 von 334

Der globale Siegeszug von Lean TPM
16
Was genau steckt nun hinter Lean TPM? Und was unterscheidet LeanTPM von den vielen anderen Managementsystemen, die auf dem Marktangepriesen werden? Es gibt einen gravierenden Unterschied: Währendeinzelne Systeme, wie beispielsweise Lean oder Six Sigma versuchen, die»großen und mittleren« Probleme zu lösen, wird bei Lean TPM an allenVerlusten in allen Prozessen gearbeitet (zur Kategorisierung der Problemesiehe Abbildung 2).
Die Philosophie hinter dem Kürzel Lean TPM ist sehr einfach: Man willeinen perfekten Prozess, egal für welches Produkt oder welche Dienstleis-tung. Ein Prozess, der keine Verluste enthält – logisch und nachvollzieh-bar. Aber auch machbar? Schauen Sie sich Prozesse in Ihrer Fertigungoder in Ihrer Administration an und stellen Sie sich die Frage: »Würde ichals Kunde für das, was ich dort gerade beobachte, Geld zahlen?« Oder:»Wird das Produkt oder die Dienstleistung mit den eben beobachtetenTätigkeiten/Prozessschritten wertvoller oder eben nur teurer?« WelcherSchritt in den beobachteten Prozessen ist Wertschöpfung, also etwas,wofür der Kunde bereit ist, sein gutes Geld zu investieren, und was ist nichtwertschöpfend, also Verschwendung?
Abbildung 2: Kategorien der Probleme
00_Buch_Lean TPM Seite 16 Mittwoch, 12. September 2012 5:56 17
Seite 16 von 334

Wie ist Lean TPM entstanden?
17
Der Fokus von Lean TPM liegt auf der Vermeidung von Verlusten undVerschwendung. Der Schlüssel zu einem erfolgreichen Lean-TPM-Prozessbesteht darin, Verluste und Verschwendung zunächst sichtbar und für alleerkennbar zu machen. Alle Mitarbeiter des Unternehmens werden in dieReduzierung der Verluste und Verbesserung der Prozesse eingebunden.Allen Mitarbeitern des Unternehmens werden Freiräume zur systemati-schen und konsequenten Beseitigung von Verlusten in Teams eingeräumt.
Der Kunde erhält 100 Prozent Qualität zum gewünschten Liefertermin,an den geforderten Ort und zu akzeptablen Kosten. Alle Mitarbeiter desUnternehmens werden auf diese Unternehmensziele eingeschworen undjeder erhält seine »eigenen« Kennzahlen, um entsprechende Messwerteder Performance verfügbar zu haben und bei Abweichungen sofortagieren zu können. Es gilt das Motto: »Miss es oder vergiss es!«
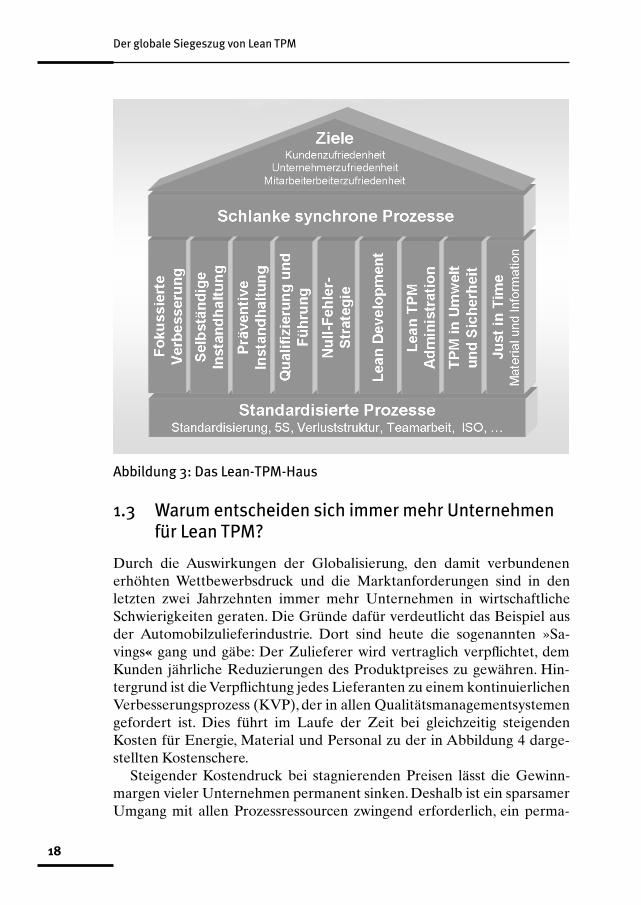
Jeder Mitarbeiter weiß jederzeit, »woher er kommt, wo er steht undwohin er muss«. Jeder weiß, wie groß die Verluste im momentanen Prozesssind und an welchem Thema das Team aktuell mit welchem Ziel arbeitet.Sie denken, dies ist nicht realistisch beziehungsweise erfordert einen nichtzu finanzierenden Aufwand an Administration? Falsch: Die besten Unter-nehmen der Welt zeigen das genaue Gegenteil! Lean TPM vereinigtbekannte Methoden wie Just in Time, Total Quality Management, Kaizenund andere unter einem Dach: mit den Basiswerkzeugen als Fundamentsowie den neun Säulen unter dem Dach mit den Unternehmenszielen imLean-TPM-Haus (siehe Abbildung 3).
Die Optimierung der Prozesse erfolgt dabei mit standardisierten Werk-zeugen. Diese werden nach entsprechender Qualifizierung von allenMitarbeitern des Unternehmens beherrscht. Die Werkzeuge sind in denSäulen des Systems abgebildet. Ob für den Menschen (Personalqualifizie-rung), die Maschine (selbstständige und geplante Instandhaltung), dasProdukt (Produkt- und Prozessentwicklung, präventives Qualitätsma-nagement) oder den Prozess (Null-Fehler-Strategie, Just in Time, Umwelt,Sicherheit, Gesundheit, Administration) – für jede »Verlustart« existierenmaßgeschneiderte Werkzeuge zur Optimierung. In kleinen Schritten wirdder perfekte Prozess erarbeitet – konsequent, diszipliniert und zielstrebig.
Im Verlauf dieses Buches erfahren Sie, wie Lean TPM funktioniert. Sieerfahren, welche Fehler Sie vermeiden können und welche Anforderun-gen, Tricks und Kniffe zur erfolgreichen Einführung in Ihrem Unterneh-men bestehen. Lernen Sie von erfolgreichen Unternehmen, wie diese mitden Lean-TPM-Werkzeugen zu eindrucksvollen Erfolgen gekommensind.
00_Buch_Lean TPM Seite 17 Mittwoch, 12. September 2012 5:56 17
Seite 17 von 334
Der globale Siegeszug von Lean TPM
18
1.3 Warum entscheiden sich immer mehr Unternehmen für Lean TPM?
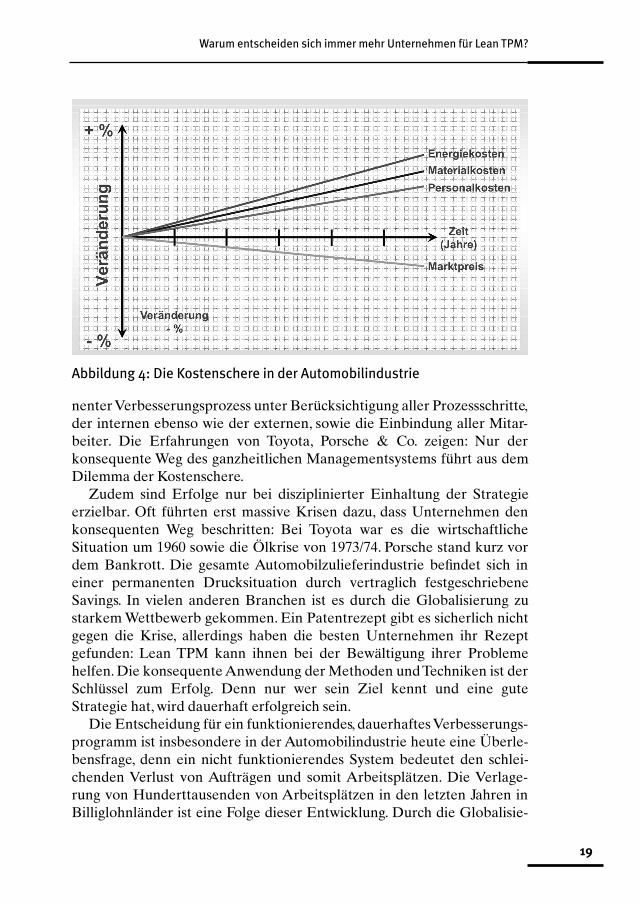
Durch die Auswirkungen der Globalisierung, den damit verbundenenerhöhten Wettbewerbsdruck und die Marktanforderungen sind in denletzten zwei Jahrzehnten immer mehr Unternehmen in wirtschaftlicheSchwierigkeiten geraten. Die Gründe dafür verdeutlicht das Beispiel ausder Automobilzulieferindustrie. Dort sind heute die sogenannten »Sa-vings« gang und gäbe: Der Zulieferer wird vertraglich verpflichtet, demKunden jährliche Reduzierungen des Produktpreises zu gewähren. Hin-tergrund ist die Verpflichtung jedes Lieferanten zu einem kontinuierlichenVerbesserungsprozess (KVP), der in allen Qualitätsmanagementsystemengefordert ist. Dies führt im Laufe der Zeit bei gleichzeitig steigendenKosten für Energie, Material und Personal zu der in Abbildung 4 darge-stellten Kostenschere.
Steigender Kostendruck bei stagnierenden Preisen lässt die Gewinn-margen vieler Unternehmen permanent sinken. Deshalb ist ein sparsamerUmgang mit allen Prozessressourcen zwingend erforderlich, ein perma-
Abbildung 3: Das Lean-TPM-Haus
00_Buch_Lean TPM Seite 18 Mittwoch, 12. September 2012 5:56 17
Seite 18 von 334
Warum entscheiden sich immer mehr Unternehmen für Lean TPM?
19
nenter Verbesserungsprozess unter Berücksichtigung aller Prozessschritte,der internen ebenso wie der externen, sowie die Einbindung aller Mitar-beiter. Die Erfahrungen von Toyota, Porsche & Co. zeigen: Nur derkonsequente Weg des ganzheitlichen Managementsystems führt aus demDilemma der Kostenschere.
Zudem sind Erfolge nur bei disziplinierter Einhaltung der Strategieerzielbar. Oft führten erst massive Krisen dazu, dass Unternehmen denkonsequenten Weg beschritten: Bei Toyota war es die wirtschaftlicheSituation um 1960 sowie die Ölkrise von 1973/74. Porsche stand kurz vordem Bankrott. Die gesamte Automobilzulieferindustrie befindet sich ineiner permanenten Drucksituation durch vertraglich festgeschriebeneSavings. In vielen anderen Branchen ist es durch die Globalisierung zustarkem Wettbewerb gekommen. Ein Patentrezept gibt es sicherlich nichtgegen die Krise, allerdings haben die besten Unternehmen ihr Rezeptgefunden: Lean TPM kann ihnen bei der Bewältigung ihrer Problemehelfen. Die konsequente Anwendung der Methoden und Techniken ist derSchlüssel zum Erfolg. Denn nur wer sein Ziel kennt und eine guteStrategie hat, wird dauerhaft erfolgreich sein.
Die Entscheidung für ein funktionierendes, dauerhaftes Verbesserungs-programm ist insbesondere in der Automobilindustrie heute eine Überle-bensfrage, denn ein nicht funktionierendes System bedeutet den schlei-chenden Verlust von Aufträgen und somit Arbeitsplätzen. Die Verlage-rung von Hunderttausenden von Arbeitsplätzen in den letzten Jahren inBilliglohnländer ist eine Folge dieser Entwicklung. Durch die Globalisie-
Abbildung 4: Die Kostenschere in der Automobilindustrie
00_Buch_Lean TPM Seite 19 Mittwoch, 12. September 2012 5:56 17
Seite 19 von 334

Der globale Siegeszug von Lean TPM
20
rung trifft diese Entwicklung heute nahezu alle Industrien. Unternehmenmöchten zufriedene Kunden, zufriedene Eigentümer bzw. Anteilseigner,zufriedene Mitarbeiter und ein zufriedenes Umfeld (Staat) erreichen. Nurin diesem Gleichgewicht hat ein Unternehmen dauerhaft die Garantie, amMarkt bestehen zu können. Und dies kann es mithilfe von Lean TPMerreichen.
1.4 Was haben erfolgreiche Unternehmen mit Lean TPM erreicht?
Die Erfolgsgeschichte von Toyota, Nissan, Sony & Co. sind in derFachliteratur einschlägig bekannt. Auch die Erfolge europäischer Unter-nehmen wie Valeo in Frankreich, Porsche in Deutschland oder Unileversind dokumentiert – ein Blick auf die Börsenkurse beziehungsweise dieKonzernbilanzen verdeutlicht dies:
• »Im Jahr 2007 erzielte Toyota die höchste Rendite aller Automobil-konzerne: »Im ersten Halbjahr 2007 war Toyota der profitabelsteVolumenhersteller der Welt. Der Konzern konnte seine Umsatzrendi-te vor Steuern im Vorjahresvergleich von 9,8 auf 11,3 Prozent stei-gern«. (Auto Motor Sport, Heft 18/2007)
• »Toyota ist nicht zu stoppen: Der japanische Konzern hat jetzterstmals mehr Autos verkauft als General Motors und ist damit dieNummer eins der Welt. Seine Stärke verdankt das Unternehmen vorallem der Schwäche seiner Gegner.« (Spiegel Online, 24.04.2007)
• »Daimler-Chef Dieter Zetsche hat ehrgeizige Ziele für den Konzernfestgelegt. Grund: Er ist unzufrieden mit der Entwicklung in denvergangenen fünf Jahren. Einer internen Wettbewerbsanalyse zufolgeerreichte Daimler von 2002 bis 2006 nur eine durchschnittlicheUmsatzrendite von 5,4 und ein Umsatzwachstum von 3,9 Prozent.Konkurrenten wie Toyota, Honda, Nissan und Scania schnitten indiesem Zeitraum wesentlich besser ab.« ( Spiegel Online, 08.12.2007)
Eine Benchmark-Studie der London Business School zu den Unterschie-den bei den besten Unternehmen der Welt und zur Erlangung desPrädikats »Business Excellence« belegt diese Erfahrungen eindrucksvoll:
• 3 Prozent der Unternehmen weltweit erreichen den Status BusinessExcellence.
• Viele Unternehmen haben TPM eingeführt.
00_Buch_Lean TPM Seite 20 Mittwoch, 12. September 2012 5:56 17
Seite 20 von 334

Was haben erfolgreiche Unternehmen mit Lean TPM erreicht?
21
• Nicht alle Unternehmen, die TPM eingeführt haben, erreichen Busi-ness Excellence.
• Aber alle Unternehmen, die Business Excellenz erreicht haben,haben TPM nachhaltig eingeführt.
Erreichbare, betriebswirtschaftlich rechenbare Resultate zeigt auch dasAnforderungsprofil zur Erlangung internationaler TPM-Zertifizierungen.Einige Konzerne nutzen diese Anforderungsprofile als Zielsetzung fürihre Werke. Das CETPM (Center of Excellence for TPM), eine Institutionder Fachhochschule in Ansbach, gilt seit einigen Jahren als »Sprachrohr«der deutschsprachigen TPM-Gemeinde. Im CETPM werden Erfahrungenrund um TPM ausgetauscht, Seminare und Kongresse organisiert, ange-henden Führungskräften bereits während des Studiums die TPM-Metho-den und -Techniken vermittelt sowie mittels Webportal diverse Diskussi-onsforen angeboten. Unternehmen aus allen Bereichen und Branchen, diemit dem System TPM arbeiten, haben sich diesem Netzwerk angeschlos-sen und verfügen dadurch über einen breiten Erfahrungsschatz rund umTPM.
Aus den Erfahrungsberichten des CETPM erfährt man die sehr gutenErgebnisse, die Best-Practice-Unternehmen bei der konsequenten Ein-führung des Systems erreicht haben. Die folgenden Kennzahlen mögen alsBeispiel dafür dienen, was mit Lean TPM in Best-Practice-Unternehmender unterschiedlichsten Branchen erzielt wurde:
• Produktivitätssteigerung um 30 Prozent in vier Jahren• Steigerung des OEE (Anlageneffektivität) um 35 Prozent in drei
Jahren• Reduzierung der Arbeitsunfälle um 80 Prozent in fünf Jahren• Reduzierung von Materialverlusten um 50 Prozent in drei Jahren• Erreichung des Return on Investment (ROI) für die Einführung von
TPM nach 15 Monaten
00_Buch_Lean TPM Seite 21 Mittwoch, 12. September 2012 5:56 17
Seite 21 von 334

00_Buch_Lean TPM Seite 22 Mittwoch, 12. September 2012 5:56 17
Seite 22 von 334

23
2 Das ganzheitliche Managementsystem
Jedes Unternehmen »lebt« ausschließlich von den Produkten und Dienst-leistungen, die es am Markt verkaufen kann. So gesehen, werden dieMitarbeiter des Unternehmens nicht vom Konzern, sondern vom Kundenbezahlt. Aber wann ist der Kunde bereit, sein gutes Geld in Produkte undDienstleistungen zu investieren? Die Antwort lautet: Wenn die Qualität zu100 Prozent seine Anforderungen erfüllt, die Kosten akzeptabel undangemessen sind und die Lieferzeit seinen Vorstellungen entspricht.
2.1 Das magische Dreieck aus Qualität, Kosten und Lieferzeit
Diese drei wichtigsten Kundenforderungen betreffen jedes Produkt, jedeDienstleistung und gelten für jedes Unternehmen der Welt. Nur Monopoleoder Quasimonopole stellen dieses System auf den Kopf. Ob Sie einFahrzeug kaufen, ins Kino gehen oder ob Sie Samstagmorgen IhreBrötchen beim Bäcker einkaufen: Sie erwarten als Kunde exakt die obengenannten Punkte. Sind die Brötchen zu teuer, nicht verfügbar oder dieQualität stimmt nicht mit Ihren Wünschen überein, wechseln Sie denLieferanten – meistens sogar ohne dass der Lieferant etwas von denGründen erfährt. Das, was für unser Privatleben gilt, gilt selbstredendauch für alle Unternehmen.
Nur wenn es dem Unternehmen gelingt, die drei wichtigsten Forderun-gen an Qualität, Kosten und Lieferzeit (QKL) zu erfüllen, ist der Kundezufrieden und wird – hoffentlich – zum Stammkunden. Natürlich werbenviele Lieferanten um dieselben Kunden, was zu einem dauernden Kampfum den Markt mit permanenter Optimierung der QKL führt. Hundertpro-zentige Qualität wird heute vorausgesetzt, kaum ein Kunde gibt sich mehrmit Billigware zufrieden – selbst Discounter bieten hervorragende Quali-tät zu günstigen Preisen an. Konnten die Unternehmen in der Vergangen-heit den Preis ihrer Produkte noch überwiegend frei bestimmen, setzt sichheute mehr und mehr der sogenannte Marktpreis durch. Durch den sichverschärfenden globalen Wettbewerb gerät auch der Produktpreis unterDruck. Die Automobilzulieferindustrie kann ein Lied davon singen:
00_Buch_Lean TPM Seite 23 Mittwoch, 12. September 2012 5:56 17
Seite 23 von 334

Das ganzheitliche Managementsystem
24
Jährliche Preisnachlässe (»Savings«) sind heute Usus – wenn man dennerst mal einen Kontrakt hat. Aber bevor es dazu kommt, sind dieZulieferer einem gnadenlosen Preiskampf ausgeliefert. Das geht so weit,dass die Kalkulationen offengelegt werden und die Bewerber gegeneinan-der ein Benchmarking über sich ergehen lassen müssen (»open book«).Dies bedeutet, dass nicht mehr der Lieferant, sondern der Markt den Preisbestimmt.
Wie sind nun aber die Kosten eines Produkts aufgebaut? In Abbildung5 ist der schematische Aufbau der Kostenkalkulation dargestellt. Esexistieren unterschiedliche Verfahren der Produktkostenkalkulation; eineder gängigsten ist die Vollkostenrechnung in Form der Zuschlagskalkulati-on.
Seit Bekanntwerden der japanischen Managementsysteme in der westli-chen Welt sind überwiegend die Produktionsbereiche in den Verbesse-rungsprozess eingebunden worden, administrative Bereiche wurden zu-nächst gar nicht berücksichtigt. Diese stehen heute jedoch immer stärkerim Fokus. Der Blick auf das Schema der Produktkostenkalkulation zeigt,dass alle Bereiche des Unternehmens am Erfolg oder Misserfolg desProdukts am Markt beteiligt sind. Zudem sind heute in vielen Unterneh-men die sogenannten Overhead-Kosten, die Kosten für Forschung undEntwicklung, Materialeinkauf, Logistik und so weiter, höher als die
Abbildung 5: Vollkostenrechnung des Produktpreises in Form der Zuschlagskalkulation
00_Buch_Lean TPM Seite 24 Mittwoch, 12. September 2012 5:56 17
Seite 24 von 334

Das magische Dreieck aus Qualität, Kosten und Lieferzeit
25
eigentlichen Herstellkosten. In den Hochlohnländern lassen sich zukünf-tig nur noch Spitzenprodukte unter Berücksichtigung der QKL-Anforde-rungen wirtschaftlich herstellen. Die Anforderungen an kürzeste Produkt-entwicklungszeiten sowie schlanke Wertschöpfungsketten werden sichnoch weiter verschärfen (siehe Abbildung 6).
Lean TPM trägt diesen Entwicklungen Rechnung – als ganzheitlichesManagementsystem mit entsprechenden Methoden und Techniken, umdiese Probleme zu lösen. Und ganzheitlich heißt, dass alle Bereiche undMitarbeiter des Unternehmens in das System zur kontinuierlichen Verbes-serung und Vermeidung aller Prozessverluste eingebunden sind – von derersten Idee oder einer Kundenanfrage zu einem neuen Produkt bis hinzum Kundenservice und Ersatzteilbedarf. Während im TPM der Fokus aufden Produktionsprozessen lag, werden im Lean TPM deshalb auch dieschlanke Produktentwicklungskette (Lean Development), die schlankeAdministration (Lean-TPM-Administration) und die schlanke Lieferket-te (Lean Supply-Chain) besonders berücksichtigt.
Abbildung 6: Veränderung der Serienentwicklungszeiten in der Automobil-industrie (Quelle: Prof. Dr. W. Kersten, TU Hamburg)
00_Buch_Lean TPM Seite 25 Mittwoch, 12. September 2012 5:56 17
Seite 25 von 334

Das ganzheitliche Managementsystem
26
2.2 Gesteigerte Wettbewerbsfähigkeit: Reduzierung von Verschwendungen und Verlusten
Aus Sicht des Kunden ist das entscheidende Kriterium das Endergebnisoder der Output des Prozesses: das fertige Produkt oder die fertigeDienstleistung unter dem Anforderungsprofil aus QKL. Nur dafür ist erbereit, sein Geld zu investieren. Hundertprozentige Qualität wird voraus-gesetzt, den Liefertermin bestimmt der Kunde und den Preis bestimmtheute der Markt.
Jeder Prozess zur Entwicklung, Vermarktung, Herstellung und Auslie-ferung eines Produkts setzt sich aus mehreren Einzelprozessen oderTätigkeiten zusammen. Diese sind sowohl in den produktiven als auch inden administrativen Bereichen anzutreffen. Allerdings sind nicht alleProzessschritte wertschöpfend: Sie machen das Produkt oder die Dienst-leistung aus Sicht der Kundenanforderung nicht wertvoller, sondern nurteurer. Sie sind somit Verschwendungen oder Verluste.
Der Kernansatz und das Ziel von Lean TPM sind genau hier zu finden:Man will alle nicht wertschöpfenden Anteile im Gesamtprozess eliminie-ren. Logisch, einfach und nachvollziehbar – ein Ziel, dem sich niemandverweigern kann. Und für ein Unternehmen im heutigen globalen Wettbe-werb ein eindeutiges Muss.
Betrachtet man die Verschwendungen und Verluste im Detail, werdenin der Praxis erfahrungsgemäß viele Fragen aufgeworfen und unendlicheDiskussionen stattfinden. Aussagen, insbesondere von Führungskräftender Unternehmen, wie beispielsweise »Wir müssen das Bauteil doch von Anach B transportieren« oder »Wir rüsten doch unsere Maschinen nichtandauernd um« oder »Wir brauchen Bestände, um Risiken in unseremProzess abzusichern«, hört man dabei nur allzu oft.
Grundvoraussetzung für die Verbesserung ist die Verschwendungenund Verluste im Prozess zu erkennen. Hier gibt es grundsätzlich nur dieSchwarz-Weiß-Betrachtung: Entweder es ist wertschöpfend oder nicht.Wie und ob wir die nicht wertschöpfenden Anteile bekämpfen können,das ist dann der zweite Schritt der Überlegung. Aber das Bewusstsein fürWertschöpfung und Verschwendung muss bei allen Mitarbeitern desUnternehmens aktiviert werden.
Muda, Mura, Muri: Überblick zu Verschwendungsarten und Verlusten
Wir finden in den Prozessen neben den wertschöpfenden Elementenverschiedene Prozessschritte, die nicht wertschöpfend sind und das Pro-dukt verteuern, zum Beispiel Ausschuss oder Nacharbeit. In Japan wurden
00_Buch_Lean TPM Seite 26 Mittwoch, 12. September 2012 5:56 17
Seite 26 von 334

Gesteigerte Wettbewerbsfähigkeit: Reduzierung von Verschwendungen und Verlusten
27
seinerzeit bei der Entstehung des Toyota-Produktionssystems (TPS) Klas-sifizierungen der nicht wertschöpfenden Prozessschritte definiert (sieheAbbildung 7).
Diese nicht wertschöpfenden Prozessschritte sind die Basis des Lean TPM– sie sollen mit entsprechenden Werkzeugen »bekämpft und eliminiert«werden. Dem ein oder anderen werden vielleicht Bedenken kommen.Aussagen, die ich in meiner täglichen Praxis immer wieder höre, sind:»Wenn wir gewisse Arbeitsschritte einsparen, machen wir das Produktzwar günstiger, aber …« »Wenn unsere Anlagen zu 100 Prozent verfügbarsind – was machen die Instandhalter?« »Wenn der administrative Prozess30 Prozent produktiver wird/wenn wir den Produktentwicklungsprozesskünftig um 50 Prozent beschleunigen, was mache ich mit den/dem »frei«gewordenen Mitarbeitern/Maschinen/Equipment?« Aber Lean TPM isteine Strategie, die auf Wachstum ausgelegt ist. Wachstum bedeutet: neueProdukte bzw. Dienstleistungen, neue Märkte, Insourcing stattOutsourcing von Arbeit, Kampf um Marktanteile.
Nun sägt kein Mitarbeiter eines Unternehmens an dem Ast, auf dem ersitzt. Die alles entscheidende Frage lautet dementsprechend: Was habe ichselbst für einen persönlichen Nutzen durch Lean TPM? Auf den verschie-denen Ebenen des Unternehmens gibt es unterschiedliche Motivations-faktoren, doch alle Ebenen des Unternehmen haben einen gemeinsamenMotivationsfaktor: Sicherheit.
Abbildung 7: Arten der Nicht-Wertschöpfung
00_Buch_Lean TPM Seite 27 Mittwoch, 12. September 2012 5:56 17
Seite 27 von 334

Das ganzheitliche Managementsystem
28
In der Vergangenheit sind viele Unternehmen mit Aktivitäten gestartet,um schnelle Erfolge zu feiern. Experten wurden ins Haus geholt, umrasche Produktivitätserhöhungen zu generieren. Unter dem Deckmantelvon Kaizen oder KVP (kontinuierlicher Verbesserungsprozess) wurdendie Mitarbeiter des entsprechenden Bereichs scheinbar eingebunden.Erfolge wurden in Workshops erarbeitet, zumindest auf dem Papier. DieUmsetzung aber wurde von den Mitarbeitern – und insbesondere von dermittleren Managementebene – teilweise blockiert beziehungsweise ganzverhindert. Warum? Es existierte keine Gesamtkonzeption, die alle Berei-che des Unternehmens erfasste und den Druck aufbaute, frei gewordeneKapazitäten wertschöpfend anderweitig einzusetzen. Die Mitarbeiterverloren ihren Arbeitsplatz oder sie wurden mit anderen, nicht wertschöp-fenden Arbeiten beauftragt. Erfolge wurden somit, auf das Gesamtunter-nehmen bezogen, nicht wirksam.
Die besten Unternehmen der Welt zeigen, wie es gemacht wird: GebenSie Ihren Mitarbeitern das Gefühl der Sicherheit. Das bedeutet: Wennfreie Kapazitäten geschaffen werden, müssen diese wertschöpfend einge-setzt werden. Das ist eine Managementaufgabe! Auch dies kann eineInvestition in die Zukunft werden: neue Produkte entwickeln, neueMärkte erschließen oder »Insourcing« von vormals ausgelagerten Prozess-schritten. Hier ist Kreativität auf allen Ebenen und in allen Funktionen desUnternehmens gefragt. Die Ziele müssen miteinander verwoben werden,um entsprechende Effekte auffangen zu können: Wenn man der Entwick-lung das Ziel setzt, die Entwicklungsprozesse um 30 Prozent produktiverzu gestalten, müssen an das Marketing synchrone Ziele gestellt werden:Steigerung der Anfragen um 30 Prozent. Da alle Bereiche und Funktionenim Unternehmen als Zahnräder eines großen Getriebes ineinandergrei-fen, müssen alle in einem ganzheitlichen Managementsystem eingebundensein.
Alle nicht wertschöpfenden Anteile im Prozess sollen eliminiert unddurch wertschöpfende Prozesse ersetzt werden. Das bedeutet nicht, dassder einzelne Mitarbeiter schneller und emsiger arbeiten soll, sonderneffizienter. Anteile der frei gewordenen Kapazitäten werden durch wert-schöpfende Tätigkeiten ersetzt (siehe Abbildung 8). Einzelne Anteilewerden genutzt, um Freiräume für den kontinuierlichen Verbesserungs-prozess, für Qualifizierungen oder Teambesprechungen oder Informatio-nen zu nutzen. Der »Gewinn« der Verbesserung wird zwischen demUnternehmen und den Mitarbeitern geteilt. Dies kann durchaus zuentsprechenden Prämienregelungen zwischen den Teams und dem Unter-nehmen, zu einer Beteiligung am Erfolg des Unternehmens führen – hierwird unternehmerisches Denken erzeugt.
00_Buch_Lean TPM Seite 28 Mittwoch, 12. September 2012 5:56 17
Seite 28 von 334

Gesteigerte Wettbewerbsfähigkeit: Reduzierung von Verschwendungen und Verlusten
29
Die sieben Verschwendungsarten – Muda
Basis des kontinuierlichen Verbesserungsprozesses sind die sieben Ver-schwendungsarten, japanisch Muda. Diese finden wir in nahezu allenProzessen – durch Beobachtung, statistische Auswertungen und Prozess-analysen.
Ziel von Lean TPM ist die Eliminierung aller Verschwendungsarten imProzess. Ist die Eliminierung aus technischen oder organisatorischenGründen nicht möglich, wird die wirtschaftlich sinnvolle Reduzierung derVerschwendung auf den geringstmöglichen Wert angestrebt. Die maßge-schneiderten Werkzeuge zur Reduzierung der Verluste werden in Kapitel3.3 »Fokussierte Verbesserungen« vorgestellt. In Tabelle 2 finden Sie diesieben Arten von Verschwendung, die man in Produktionsprozessenvorfindet.
Abbildung 8: Effizienzsteigerung statt Arbeitsverdichtung (Quelle: CETCON)
Verschwendungsart Erläuterung
Ausschuss/Nacharbeit Alle Produkte, die nicht beim ersten Ver-such in Ordnung sind
Bestände Lagerbestand an Roh-, Halb- oder Fer-tigware
00_Buch_Lean TPM Seite 29 Mittwoch, 12. September 2012 5:56 17
Seite 29 von 334
Das ganzheitliche Managementsystem
30
Grundvoraussetzung für jeden Verbesserungsprozess ist das Aufspürendieser Verschwendungsarten, denn viele sind nur indirekt zu erkennen.Wartezeiten oder Ähnliches werden eben nur selten in Aufzeichnungenoder Rückmeldungen belegt. Somit sind Analysen in Bezug auf Ver-schwendungen im Prozess unerlässlich.
Zu beachten ist auch, dass es einem externen Prozessbeobachter stetsleichter fällt, Verschwendung zu erkennen. Denn hier tritt die sogenannteBetriebsblindheit auf: Dem Prozesseigner fällt es nicht leicht, eine Ver-schwendung im »eigenen« Prozess zu erkennen, denn sie ist für ihn»normal«. Deshalb sollten Sie einen Kollegen aus einem anderen Bereichoder Werk einladen, mit Ihnen gemeinsam die »Jagd nach Verschwen-dung« durchzuführen. Sicherlich werden dem Kollegen einige Dingeauffallen, die Ihnen selbst »unsichtbar« geworden sind!
Ein gravierendes Problem stellt, insbesondere in unserem Kulturkreis,das »Unter-den-Teppich-Kehren« dar. Wer gibt schon gern zu, dassVerschwendung in seinem Verantwortlichkeitsbereich anzutreffen ist? Inder Praxis werden Sie feststellen, dass nicht nach den Ursachen für dieVerschwendung gesucht wird, sondern nach Erklärungen, warum ausge-rechnet heute der Prozess so läuft und nicht anders. Dieses Syndrom gilt esim Lean TPM zu bekämpfen.
Drehen wir den Spieß doch einfach um und sehen das Ganze von derpositiven Seite: Wir suchen nicht nach Problemen, sondern wir suchennach verborgenen Schätzen, denn genau das sind die Potenziale derVerbesserung. In Japan wurde dies unter den Begriff Kaizen als kontinu-ierliches Verbessern oder »vom Guten zum Besseren« gefasst.
Bewegungen Greifen, tragen, gehen, sich drehen
Transport Produkt von A nach B transportieren
Überproduktion Mehr Produkte, als vom internen/exter-nen Kunden gefordert
Prozessverlust Falscher, fehlerhafter oder ungeeigneter Prozess
Wartezeit Warten auf Information, Material, Mitar-beiter et cetera
Tabelle 2: Die sieben Verschwendungsarten
00_Buch_Lean TPM Seite 30 Mittwoch, 12. September 2012 5:56 17
Seite 30 von 334

Gesteigerte Wettbewerbsfähigkeit: Reduzierung von Verschwendungen und Verlusten
31
Praxistipp: »Schatzsuche« oder »Muda-Jagd«
Nehmen Sie sich die Zeit, einen beliebigen Prozess für eine geraume Zeit zubeobachten, und beachten Sie dabei die folgenden Regeln.
• Betrachten Sie den Prozess vor Ort, am Gemba (japanisch: Ort der Wertschöp-fung).
• Beobachten Sie den realen Prozess – nicht anhand von Datenbank oderInterview.
• Notieren Sie alle Prozessschritte, die nicht wertschöpfend sind, und ordnen Siediese den sieben Verschwendungsarten zu.
• Es gilt die Schwarz-Weiß-Regel – ein Prozessschritt ist entweder wertschöpfendoder nicht.
• Suchen Sie nicht nach Erklärungen, warum dies gerade heute so ist undansonsten viel besser funktioniert.
• Sammeln Sie gleichzeitig Zahlen, Daten und Fakten, zum Beispiel: Wartezeiten,Bestände, Transportwege, Überproduktion, Ausschuss und Nacharbeit, et cetera.
• Suchen Sie keinen »Schuldigen«.
Mithilfe des Formblatts in Abbildung 9 können Sie die Verschwendungen doku-mentieren und bereits erste Verbesserungsideen notieren.
Abbildung 9: Muster für ein Formblatt Verschwendungssuche
00_Buch_Lean TPM Seite 31 Mittwoch, 12. September 2012 5:56 17
Seite 31 von 334

Das ganzheitliche Managementsystem
32
Die Unausgeglichenheit – Mura
Unter Verlusten aufgrund von Unausgeglichenheit werden alle organisa-torischen Maßnahmen verstanden, die aus den erforderlichen Umstruktu-rierungen entstehen. Hier gilt das Prinzip Nr. 4 des Toyota-Produktions-systems: »Nivellieren Sie das Produktionsvolumen – arbeiten Sie langsamund gleichmäßig wie eine Schildkröte, statt schnell und sprunghaft wie einHase.«
Damit wird man bei seinen Kollegen viele Freunde gewinnen. Was unsim Arbeitsalltag die größten Probleme bereitet, sind oftmals extremeSchwankungen im Prozess: heute mit Überlast, morgen mit Unterlast;permanenter Rückstand an auszuliefernden Produkten oder Dienstleis-tungen bei gleichzeitig wachsenden Lagerbeständen. Die Methoden desschlanken Prozesses werden Ihnen helfen, diese Probleme zu beheben. InKapitel 3.11 »Lean TPM für Material- und Informationsfluss« finden Siedie richtigen Werkzeuge.
Die Überlastung – Muri
Unter Verlusten durch Überlastung werden sowohl die personelle Über-beanspruchung mit ihren Folgen Übermüdung, Stress, Demotivierungbeziehungsweise Frustration und Fehlerzunahme verstanden als auchFehlplanungen wie überhöhter Maschinentakt oder zu kurze Umrüstpha-sen. Die Überlastung ist meist eine Folgeerscheinung der vorausgegange-nen Probleme aus Verschwendung und Unausgeglichenheit. Ist der Druckam größten, kollabiert der Prozess. Dann geht alles schief, was nur schief-gehen kann, frei nach dem Gesetz von Murphy: »Wenn es zwei odermehrere Arten gibt, etwas zu erledigen, und eine davon kann in einerKatastrophe enden, so wird jemand diese Art wählen.«
Binden Sie bei der Suche nach Verschwendung immer den Prozesseigner ein undgeben Sie ihm die Chance, seinen eigenen Bereich nach der Analyse durchReduzierung der Verluste zu optimieren. Er wird Ihnen dankbar sein.Legen Sie außerdem Regeln fest, die exakt das Verhalten im Lean-TPM-Prozessbeschreiben und an denen sich alle Mitarbeiter orientieren können, wie beispiels-weise:
• »Wir streben den perfekten Prozess ohne Verschwendung an.«• »Wir analysieren Prozesse – keine Menschen.«• »Wir suchen Potenziale (»Schätze«) – keine Schuldigen.«• »Wir optimieren die Prozesse durch Reduzierung der Verluste.«
00_Buch_Lean TPM Seite 32 Mittwoch, 12. September 2012 5:56 17
Seite 32 von 334

Streben nach Perfektion: Der unendliche Prozess der kontinuierlichen Verbesserung
33
Einer meiner Kunden zeigte mir sein Produktionsprogramm der nächs-ten Wochen, als wir über seine Probleme sprachen. Seine Bedenken undden Frust vieler Mitarbeiter konnte ich sehr gut nachvollziehen. Diegeplante Auslastung des Bereichs schwankte zwischen 70 und 250 Prozent.Die Folgen waren mit bloßem Auge erkennbar: Berge von Roh-, Halbfer-tig- und Fertigwaren türmten sich im Betrieb auf. Stellplätze waren Goldwert, permanentes Umlagern der Materialien und Transporte unumgäng-lich. Alle Mitarbeiter hatten ihr Gleitzeitkonto bereits mehr als erschöpftund Wochenendarbeit war normal geworden.
Nach einigen Analysen war die Ursache klar: Überproduktion infolgehoher Rüstzeiten. Die »optimale Losgröße« eines Artikels wurde anhandder Andler’schen Losgrößenformel errechnet. Das heißt: Der Kundebestellte 30 Teile, hergestellt wurden aber entsprechend der berechnetenoptimalen Losgröße 100 Teile. Maschinen wurden überbelegt, Produkteauf Lager gefertigt.
Eine Kettenreaktion setzte ein: Andere benötigte Produkte konntennicht auf Termin gefertigt werden, da keine Ressourcen verfügbar waren.Was gefertigt wurde, ging nur zum Teil direkt zum Kunden, der Rest gingauf Lager. Die Folge: permanenter Stress zwischen der Fertigung, demVertrieb und der Logistik. Für die Instandhalter blieb keine Zeit, umAnlagen zu warten und zu pflegen. Und natürlich kam es immer dann zuAusfällen , wenn man sie am wenigsten gebrauchen konnte. Hier wäre derGrundsatz von Taiichi Ohno, des Erfinders des Toyota-Produktionssys-tems, äußerst hilfreich gewesen: »Fertige nur die Produkte in der Menge,Qualität und zu dem Termin, wie der Kunde sie benötigt!«
Was uns hier logisch erscheint, steht aber nicht immer im Einklang mitder klassischen Betriebswirtschaftslehre. Die optimale Losgröße, Stück-kostenkalkulationen und ähnliche Klassiker sind im Grundsatz zwarrichtig, aber im Konzept des Lean TPM nicht immer hilfreich. Was nützenuns schließlich eingelagerte Fertigprodukte, die irgendwann veralten oderüberlagert sind und verschrottet werden müssen? Dies ist in der Stückkos-tenbetrachtung meist nicht vorgesehen.
2.3 Streben nach Perfektion: Der unendliche Prozess der kontinuierlichen Verbesserung
William Edwards Deming entwickelte den Regelkreis zur kontinuierli-chen Verbesserung. Hierbei nutzte er lediglich den gesunden Menschen-verstand und beschrieb, wie wir mit Problemen umgehen sollten. Stellenwir uns einmal eine Alltagssituation im Unternehmen vor: Wir haben einProblem, das uns das Leben schwer macht. Wir kommen einfach nicht
00_Buch_Lean TPM Seite 33 Mittwoch, 12. September 2012 5:56 17
Seite 33 von 334

Das ganzheitliche Managementsystem
34
weiter. Mühsam versuchen wir, unsere Arbeit voranzutreiben, und werdenimmer wieder durch Probleme zurückgeworfen. Logische Konsequenz:Wir erreichen unsere Ziele nicht und bekommen noch mehr Stress.
Wir nehmen uns die Zeit, das Problem aus der Nähe zu betrachten undnach der wahren Ursache zu forschen. Dazu nutzen wir systematischeAnalysewerkzeuge wie beispielsweise das Ishikawa-Diagramm (Ursache-Wirkungs-Diagramm).
Haben wir die wahre Ursache des Problems gefunden, überlegen wiruns verschiedene Lösungsansätze und bewerten diese nach Kosten, Nut-zen und Umsetzungszeit. Die Lösung sollte möglichst nichts kosten undmöglichst schnell umgesetzt werden. Sobald wir mit der Umsetzung derMaßnahmen beginnen, messen wir die Ergebnisse und vergleichen diesemit unserem zuvor gesetzten Ziel. Haben wir das gewünschte Ergebniserreicht, machen wir uns Gedanken, wie wir das Wiederauftreten desProblems verhindern und den Ablauf standardisieren können. Haben wirdas gewünschte Resultat noch nicht erreicht, müssen wir so lange nachbes-sern, bis es erreicht ist.
Plan Problembeschreibung, Zielsetzung und -verein-barung, Ursachenanaly-se, Planung und Konzepti-on von Lösungsansätzen
1. Feststellung eines kon-kreten Themas, Problems oder Betrachtungsbe-reichs2. Analyse der Ist-Situati-on:Beschreibung des Pro-blemsSammlung von Informati-onen und UrsachenFormulierung von Zielset-zungenFestlegung von Maßnah-men zur Lösung, Verbes-serung und Optimierung
Do Umsetzung konkreter Maßnahmen zur Lösung des Problems
3. Durchführung der Maß-nahmen unter Einhaltung des Zeit- und Ressourcen-plans4. Dokumentation der Maßnahmen
Check Bewertung der Ergebnis-se und Zielkontrolle
5. Darstellung und Über-prüfung der Ergebnisse6. Vergleich der Ergebnis-se mit Zielsetzung
00_Buch_Lean TPM Seite 34 Mittwoch, 12. September 2012 5:56 17
Seite 34 von 334


















