
Verbesserung eines Produktionsprozesses unter...
117
Verbesserung eines Produktionsprozesses unter technischen und wirtschaftlichen Gesichtspunkten Diplomarbeit Im Studiengang Wirtschaftsingenieurwesen der Fachhochschule Gießen-Friedberg vorgelegt von: Lorenz Becker Brunostraße 12 63654 Büdingen Tel. Nr.: 0160/96738701 [email protected] Referent: Prof. Dr.-Ing. K. Schuchard Korreferent: Prof. Dr. U. Hein Wintersemester 2009/2010
Transcript of Verbesserung eines Produktionsprozesses unter...
Verbesserung eines Produktionsprozesses unter technischen und wirtschaftlichen
Gesichtspunkten
Diplomarbeit
Im Studiengang Wirtschaftsingenieurwesen
der Fachhochschule Gießen-Friedberg
vorgelegt von: Lorenz Becker
Brunostraße 12
63654 Büdingen
Tel. Nr.: 0160/96738701
Referent: Prof. Dr.-Ing. K. Schuchard
Korreferent: Prof. Dr. U. Hein
Wintersemester 2009/2010
I
Vorwort
Diese Arbeit wurde initiiert, um den akademischen Abschluss Diplom Wirtschaftsinge-nieur (FH) an der Fachhochschule Gießen-Friedberg zu erlangen.
Inhalt der vorliegenden Arbeit ist die Verbesserung eines Produktionsprozesses mit dem Ziel, eine schlanke Produktion zu schaffen. Dazu wird die Methode des Wertstromde-signs angewendet.
An dieser Stelle möchte ich mich bei meinem Ansprechpartner, Herrn Claus Dieter Hoffmann, Firma ETM, Bad Lobenstein sowie der Firma GIB, Schotten bedanken. Auch den Mitarbeitern der Halle 10 möchte ich an dieser Stelle für die tatkräftige Mit-arbeit bei der Informationsbeschaffung danken.
Besonderer Dank geht an meinen Referenten Herrn Prof. Dr.-Ing. Schuchard und Herrn Prof. Dr. Hein, die mich seitens der Hochschule tatkräftig bei meiner Diplomarbeit un-terstützt haben.
Aus Gründen der Einfachheit und der besseren Lesbarkeit der vorliegenden Arbeit wur-den geschlechtsneutrale Begrifflichkeiten verwendet. In manchen Sachverhalten wird ausschließlich die männliche Form verwendet, hier ist zu berücksichtigen, dass die weibliche Form jeweils mit angesprochen ist.
II
Inhaltsverzeichnis Seite
Vorwort I
Inhaltsverzeichnis II
Abkürzungsverzeichnis IV
Abbildungsverzeichnis VI
Gleichungsverzeichnis VIII
1 Einleitung
1.1. Die Problemstellung 1
1.2. Zielsetzung der Arbeit 2
1.3 Gang der Untersuchung 3
2 Theoretische und praktische Grundlagen 5
2.1 Methoden zur Prozessverbesserung 6
2.2 Toyota Lean Management 8
2.2.1 Der Kundenwert 11
2.2.2 Identifizierung des Wertschöpfungsstroms 13
2.2.3 Das Flow Prinzip 16
2.2.4 Das Pull Prinzip 18
2.2.5 Das Streben nach Perfektion 22
2.3 Die Wertstrommethode 26
2.3.1 Grundlagen der Wertstrommethode 28
2.3.1.1 Die Wertstromaufnahme 31
2.3.1.2 Erstellung des Wertstromdiagramms 33
2.3.1.3 Lokalisierung und Bewertung der
Verbesserungspotentiale 42
2.3.1.3.1 Kennzahlen im Wertstromdesign 43
III
2.3.1.3.2 Ansatzpunkte für
Verbesserungspotential 47
2.3.1.4 Erstellung eines Soll-Zustandes 51
2.3.1.5 Abgeleitete Maßnahmen 54
3 Rahmenbedingungen im Unternehmen
3.1 Vorstellung des Unternehmens 56
3.2 Problemstellung des Ladeluftrohres 57
4 Erarbeitung der Prozessverbesserung 59
4.1 Aufnahme des Ist-Zustandes in Halle 10 65
4.2 Analyse des Ist-Zustandes in Halle 10 75
4.3 Lokalisierung der Verbesserungspotentiale 79
4.3.1 Schwachstellen im Produktionsprozess 79
4.3.2 Definition von Lösungsansätzen 81
4.4 Erstellung des Soll-Zustandes 84
4.4.1 Der operative Soll-Zustand 86
44.2 Der strategische Soll-Zustand 91
4.5 Erstellung des Maßnahmenkataloges zur Umsetzung 95
5 Fazit und Ausblicke 98
Literaturverzeichnis X
Ehrenwörtliche Erklärung XIII
Anhang XIV
IV
Abkürzungsverzeichnis
a Jahr /Jahre
Abb. Abbildung
AG Aktiengesellschaft
Aufl. Auflage
AZ Arbeitszeit
BZ Bearbeitungszeit
d Tag /Tage
Di. Dienstag
DLZ Durchlaufzeit
Do. Donnerstag
EPE „Every Part Every“ / Losgröße
ETM Engineering Technologie Marketing GmbH
FT Fabriktag /Fabriktage
ggf. gegebenenfalls
GIB Gewerbe Industrie / Handel Beratung
GL Gleichung
h Stunde
KM KrausMaffei (Kunststoffspritzgussmaschine)
KT Kundentakt
KTP Kunststoffpalette
KW Kilo Watt
KVP kontinuierlicher Verbesserungsprozess
LKW Lastkraftwagen
LLR Ladeluftrohr
MAN Maschinenfabrik Augsburg-Nürnberg
Maschinenzuverl. Maschinenzuverlässigkeit
MGW Mündener Gummiwerke
V
min. Minute / Minuten
MIT Massachusetts Institute of Technology
Nr. Nummer
PPS Produktionsplanungs- und Steuerungssystem
PZ Prozesszeit
ROI Return on Investment
RW Reichweite
RZ Rüstzeit
S. Seite
sec. Sekunde
Stck. Stück
t Tonnen
tägl. täglich
TDI Turbo Diesel Injektion
TPS Toyota Production System
u. und
verliersich. verliersichere
vgl. vergleiche
VDI Verein Deutscher Ingenieure
vs. versus
VW Volkswagen
WSZ Wertschöpfungszeit
z.B. zum Beispiel
ZZ Zykluszeit
VI
Abbildungsverzeichnis Seite
1 Wertschöpfende Prozesse versus nicht wertschöpfende Prozesse 14
2 Effektive und effiziente Gestaltung der Wertschöpfungskette
industrieller Güter 15
3 Stauchungen im Produktionsprozess 19
4 Pull Prinzip im Vergleich zum Push Prinzip 20
5 Die Wirkungslogik ständiger Produktionsverbesserung 23
6 Prozessorientierte Kriterien versus ergebnisorientierte Kriterien 24
7 Innovation plus Kaizen 25
8 Der Wertstrom in der Fabrik 26
9 Erste Schritte des Wertstromdesigns 29
10 Darstellungsebenen des Wertstromdesigns 31
11 Darstellung der Kundeninformationen 34
12 Darstellung der Prozesse inklusive Prozesskästen 35
13 Darstellung des Ist-Zustandes mit Materialfluss und Push-Pfeilen 37
14 Darstellung des Informationsflusses 38
15 Darstellung des Ist-Zustandes mit Informations- und Push-Pfeilen 39
16 Bearbeitungszeit versus Zykluszeit 40
17 Ausschnitt der Zeitlinie 41
18 Der Bestand verdeckt die Mängel der Produktion 46
19 Beispiele für Kaizen-Blitze 47
20 Wertschöpfung versus Verschwendung 48
21 Aufbau eines Maßnahmenplanes 55
22 Luftaufnahme der ETM 56
23 Prozessablauf Ladeluftrohr 59
24 Ladeluftrohr 1K0 145 840 AA 60
25 Beschnitt 61
VII
26 Spindelvorrichtung 62
27 Prüfung auf Durchlässigkeit 63
28 Endmontagevorrichtung 64
29 Ladeluftrohr, versandfertig verpackt 64
30 Voraussichtlicher Jahresbedarf für das Jahr 2010 66
31 Original Übersicht der Wertstromaufnahme 68
32 Wertstromaufnahme am 25.05.2010 (Schritt 1) 69
33 Wertstromaufnahme am 25.05.2010 (Schritt 2) 70
34 Wertstromaufnahme am 25.05.2010 (Schritt 3) 71
35 Wertstromaufnahme am 25.05.2010 (Schritt 4) 72
36 Wertstromaufnahme am 25.05.2010 (Schritt 5) 73
37 Wertstromaufnahme am 25.05.2010 (Schritt 6) 74
38 Folgen: Zykluszeit schneller als Kundentakt 75
39 Grat am Ende des Ladeluftrohres /
Beseitigung des Grates mittels Cuttermesser 78
40 Arbeitsmaterialien zum operativen Soll-Zustand 85
41 Wertstromdiagramm des operativen Soll-Zustandes 87
42 Maschinenlayout des Soll-Zustandes 88
43 Zusammenlegung von Prozessschritt 3 und 4 90
44 Strategischer Soll-Zustand 94
VIII
Gleichungsverzeichnis Seite
Theoretischer Ansatz:
1 Produktions-Durchlaufzeit 42
2 Kundentakt 44
3 Bestandsreichweiten 45
Praktischer Ansatz:
4 Kundentakt 66
5 Bestandstreichweiten 74
6 Fertigungstakt 75
7 Verhältnis Prozesszeit zu Durchlaufzeit 77
8 Einzelverhältnisse der Produktionsprozesse 77
9 Detailverhältnisse des Prozessschrittes Hülse einpressen 78
10 Fazit: Verhältnis Prozesszeit zu Durchlaufzeit 99
IX
„Perfektion ist nicht dann erreicht, wenn man nichts mehr hinzufügen, sondern wenn man nichts mehr weglassen kann.“
[Antoine de Saint-Exupéry]
“Whenever there is a product for a customer, there is a value stream. The challenge lies in seeing it.”
[Mike Rother & John Shook]
„Ein Produkt ist nur so gut, wie der Kunde es bewertet. Doch die Kunden werden häufig
nicht einmal gefragt.“
[Horst Wildeman]
1
1 Einleitung
1.1 Die Problemstellung
Das grundlegende Bestreben einer jeden Unternehmung ist, ihre Existenz am Markt zu
sichern. Die konjunkturell angespannte Wirtschaftslage1, zunehmende Globalisierung
der Märkte (global sourcing)2, immer kürzere Innovationszyklen, zunehmende gesetzli-
che Auflagen, zunehmender Konkurrenzdruck und die kontinuierlich ansteigenden
Kundenanforderungen nach qualitativ hochwertigen Produkten stellt für die Unterneh-
men in der Automobilindustrie Herausforderungen dar.
Zusätzlich zu den vorgenannten Faktoren erschwert der Wechsel vom Verkäufer- zum
Käufermarkt die Situation der Unternehmen3. In den 60er Jahren waren die produzie-
renden Unternehmen, bedingt durch die große Nachfrage der Konsumenten der Nach-
kriegsära, gewohnt, alle produzierten Produkte auch absetzen zu können. Aus Sicht der
Unternehmen konnte man gar nicht so viel produzieren wie nachgefragt wurde (Ange-
botsmarkt). Die heutige Zeit ist gekennzeichnet durch eine Vielzahl international ope-
rierender Unternehmen. Heute entscheidet der Kunde welche Produkte er wann haben
will. 4 Auf unseren heutigen Märkten steht es dem Käufer frei, sich ein Fahrzeug auszu-
suchen, das seinen Ansprüchen genüge tut. Der heutige Endverbraucher erwartet ein
individuell auf seine Bedürfnisse zugeschnittenes Produkt (Differenzierung der Nach-
frage).5 Diese Differenzierung der Nachfrage stellt an die produzierenden Unternehmen
die Forderung, eine wachsende Variantenvielfalt ihrer Produkte anzubieten.
Die Absatzschwierigkeiten der Volkswagen AG im Jahr 2009 werden sich laut Prof. Dr.
Martin Winterkorn gegenüber 2010 in einer nur leichten Zunahme des weltweiten Ab-
1 Vgl.: Gärtner (2010), VDI Nachrichten vom 15.01.2010, Für die globale Automobilindustrie beginnt in
Detroit ein schwieriges Jahr, S. 1
2 Vgl.: Piontek (1997), S. 20
3 Vgl.: Vossebein (1997), S. 2
4 Vgl. Ebenda, S. 3
5 Vgl.: Gehr; Hellingrath (2007), S. 8
2
satzes von ca. 1–2 Millionen Autos (im Vergleich zu 6,27 Millionen Autos 2007) aus-
wirken6. Die VW AG stellt einen der stabilsten Automobilkonzerne weltweit dar und
kann daher als optimistischer Indikator für die gesamte Automobilindustrie gesehen
werden. Ein erschwerter Zugang zu Kapital, unsichere Absatzprognosen sowie ein er-
höhter Preis- und Wettbewerbsdruck sind die Probleme, die sich der Automobilbranche
2009 stellten und die noch ins Jahr 2010 hineinreichen werden.7 Um ihre eigene Situati-
on zu verbessern, lenken die Automobilhersteller den Kostendruck an ihre Zulieferer
weiter. So wirken sich Preis- und Wettbewerbsdruck ebenfalls auf die Automobilzulie-
ferer als schwächstes Glied der Automobilindustrie aus.8
In Folge international präsenter Unternehmen und dem damit verbundenen Konkur-
renzdruck steigen die Ansprüche an die Unternehmen, den Bedürfnissen der Kunden zu
einem Höchstmaß gerecht zu werden, um am Markt erfolgreich bestehen zu können.
Die Frage, die sich die Unternehmen stellen müssen, um langfristig am Markt erfolg-
reich bestehen zu können, lautet daher: „Wie können die wertschöpfenden Prozesse in
der Unternehmung effizient und effektiv auf die Befriedigung der Kundenbedürfnisse
ausgelegt werden?“
1.2 Zielsetzung der Arbeit
Ziel ist die Verbesserung eines Produktionsprozesses zur Herstellung eines kombinier-
ten Blasform-Spritzgieß-Ladeluftrohres in der Automobilzulieferindustrie. Dazu sind
folgende Unterziele zu realisieren:
6 Vgl. Gehr; Hellingrath (2007), S. 8
7 Vgl.: PT/WOP (2010), VDI Nachrichten vom 22.01.2010, Für Automobilzulieferer besteht weiterhin
erhöhtes Insolvenzrisiko, S.16
8 Vgl.: Trechow (2010), VDI Nachrichten vom 16.04.2010, Experten rechnen vor allem mit Jobabbau in
Deutschland, S. 5
3
- Ausführliche Beschreibung des Ist-Zustandes der bestehenden Ladeluft-
rohrproduktion dokumentieren
- Analyse des Ist-Zustandes der bestehenden Ladeluftrohrproduktion
durchführen
- Erstellung eines Soll-Konzeptes, ausgelegt auf die Befriedigung der
Kundenbedürfnisse, dokumentieren
- Bewertung erstellen und Auswahl der Maßnahmen zur Erreichung des
Soll-Konzeptes festlegen
- Umsetzung der Maßnahmen durchführen
1.3 Gang der Untersuchung
Im ersten Kapitel wird die Notwendigkeit der vorliegenden Arbeit mit der Problemstel-
lung dargestellt. Die Zielsetzung macht klare Zielvorgaben, an denen sich diese Arbeit
zu messen hat. Der Gang der Untersuchung schließt mit der Aufteilung der Kapitel das
erste Kapitel ab.
Das zweite Kapitel beschreibt die theoretischen und praktischen Grundlagen, die für
eine Verbesserung des Produktionsprozesses notwendig sind. Dazu wird zunächst eine
Übersicht über mögliche Prozessverbesserungsmethoden vorgestellt. Durch Abwägen
der Vor- und Nachteile wird die Vorgehensweise zur Prozessverbesserung ausgewählt.
Um eine Prozessverbesserung zu ermöglichen, werden die Themenbereiche der Lean
Production sowie die Methode des Wertstromdesigns erläutert. Dies geschieht, da im
Rahmen dieser Arbeit die Lean Production und die Methode des Wertstromdesigns
praktische Umsetzung erfährt.
Kapitel drei erläutert die Rahmenbedingungen im Unternehmen der in Bad Lobenstein
/Thüringen bestehenden Produktions- und Montageanlagen. Ziel ist es, dem Leser
4
der vorliegenden Arbeit einen Einblick in die innerbetrieblichen Gegebenheiten zu ver-
schaffen, die zur Problemstellung geführt haben. Dazu wird im Kapitel 3.1 die Unter-
nehmung und im Kapitel 3.2 das Produkt vorgestellt.
Kapitel vier beschreibt das Vorgehen sowie die konkrete Durchführung der Prozessver-
besserung und wendet dazu die in Kapitel zwei vorgestellten Methoden an. Um eine
Verbesserung zu bewirken ist eine Optimierung des Wertstroms und somit die Identifi-
zierung von Schwachstellen und Verbesserungspotentialen erforderlich. Dazu werden
entlang des Wertstroms alle Aktivitäten untersucht, die erforderlich sind, um ein Pro-
dukt zu erzeugen. Diese Aktivitäten dokumentieren den Ist-Zustand und werden in der
sogenannten Wertstromaufnahme detailliert beschrieben und graphisch dargestellt. Auf
diese Art und Weise wird ein Werkzeug geschaffen, das die Prozesskette in ihrer Kom-
plexität systematisch erfassen und verstehen lässt. Das so entstandene Bild der Prozess-
kette wird anschließend analysiert und ausgewertet, um die Verschwendungs- und Op-
timierungspotentiale aufzuzeigen. Im nächsten Schritt wird über den idealtypischen Zu-
stand nachgedacht und ein Soll-Konzept erstellt. Ziel des so entstandenen Soll-Konzepts
ist es, den angestrebten Zustand in einem Wertstromdiagramm abzubilden. Die Erstel-
lung eines Soll-Zustandes hilft bei der Bewertung und Auswahl der notwendigen Maß-
nahmen, indem die Differenz zwischen Ist- und Soll-Zustand verglichen wird. Der im
Soll-Konzept angestrebte Zustand wird in einem Maßnahmenkatalog abgebildet. Ergeb-
nis des Maßnahmenkatalogs ist die zeitliche Bestimmung (Erfüllungszeitraum) sowie
die Benennung der verantwortlichen Personen zur Umsetzung der entsprechenden Maß-
nahmen festzulegen. Abschließend sollen die so definierten Maßnahmen umgesetzt
werden, um den Soll-Zustand zu realisieren.
Kapitel fünf bildet den Abschluss der vorliegenden Arbeit und beschreibt eine Bewer-
tung der durchgeführten Maßnahmen sowie der erzielten Resultate. Anhand einer Zu-
sammenfassung werden die Ergebnisse komprimiert dargestellt, um Schlussfolgerungen
und Ausblicke auf zukünftige Maßnahmen und Verbesserungspotentiale schildern zu
können.
5
2 Theoretische und praktische Grundlagen
Dieses Kapitel dient dem Zweck, die theoretischen und praktischen Grundlagen zur
Verbesserung eines Produktionsprozesses zu erläutern. Dazu wird zunächst ein Über-
blick über die bekannten Prozessverbesserungsmethoden geschaffen. Anschließend
wird jede Methode zur Prozessverbesserung anhand ihrer charakteristischen Vorge-
hensweise erläutert. Durch die konsequente Abwägung von Vor- und Nachteilen der
verschiedenen Methoden wird eine Methode zur Prozessverbesserung ausgewählt und
ausführlich erläutert.
2.1 Methoden zur Prozessverbesserung
Folgende Methoden eignen sich zur Prozessverbesserung:
- trial and error
- Six Sigma
- Kaizen und Kaikau
- Wertstromdesign
trial and error:
Die trial and error Methode oder auch Versuch und Irrtum Methode genannt, basiert auf
dem Prinzip, solange Lösungsversuche zu unternehmen, bis man einen akzeptablen Lö-
sungsansatz gefunden hat. Die Vorteile der Methode sind, dass man mit begrenztem
Wissen nach Lösungsansätzen suchen kann. Fehlschläge müssen bei der Methode in
Kauf genommen werden. Der Hauptnachteil der trial and error Methode ist, dass man
sich nie sicher sein kann, nicht einen noch besseren Lösungsweg zu finden.
6
Six Sigma
Six Sigma ist eine Methode des Qualitätsmanagements. Six Sigma umfasst die Be-
schreibung, Messung, Analyse und Überwachung von Prozessen in einer Unterneh-
mung. Die Six Sigma Methode ist auf die Steigerung finanzwirtschaftlicher Unterneh-
menskennzahlen ausgelegt. Der Vorteil der Six Sigma Methode ist, dass man schnell zu
einem nach finanzwirtschaftlichen Gesichtspunkten guten Ergebnis kommt. Dieser Vor-
teil ist gleichzeitig der größte Nachteil, denn durch die einheitliche ergebnisorientierte
Betrachtungsweise wird zur Verbesserung meist nur der Engpassprozess herangezogen.
So lassen sich durch Anwendung der Six Sigma Methode zwar gute Ergebnisse erzie-
len, eine Verbesserung des Gesamtprozesses bleibt meist aus.
Kaizen und Kaikaku
Kaizen ist das Verbessern in kleinen Schritten und Kaikaku die Verbesserung in großen
Schritten. In der Literatur wird Kaizen als kontinuierliche Verbesserung und Kaikaku
als Verbesserung durch Innovation bezeichnet. Fakt ist, dass Kaizen und auch Kaikaku
keine Verbesserungsmethoden darstellen. Vielmehr stellen sie eine japanische Lebens-
philosophie dar. Sowohl Kaizen als auch Kaikaku sind für jeden Verbesserungsprozess
entscheidend. Eine ausführliche Erläuterung zu Kaizen und Kaikaku wird im Kapitel
2.2.5 beschrieben.
Wertstromdesign
Die Methode des Wertstromdesigns erfasst nicht nur die Darstellung und Verbesserung
von Materialströmen, sondern bezieht die Informationsströme mit ein. Auf diese Weise
wird nicht nur eine Verbesserung punktueller Prozesse erreicht, vielmehr wird eine
Verbesserung des Gesamtprozesses bewirkt. Wertstromdesign basiert auf den Prinzipien
der Lean Production. Wie sich an dem Erfolg der Toyota Motor Company gezeigt hat,
bildet die Lean Production eine Form der Produktionsgestaltung, um die Vorteile der
Massenproduktion (z.B. geringe Stückkosten) und die Vorteile der Werkstattfertigung
7
(z.B. Fertigungsflexibilität) zu vereinen. Die Darstellung mittels Wertstromdesign hat
folgende Vorteile:9
- Die detaillierte und übersichtliche Darstellung der gesamten Produktion ermög-
licht den Gesamtzusammenhang aller Prozesse verständlich darzustellen. Dabei
wird eine punktuelle Sicht auf einzelne Problembereiche vermieden.
- Informations- und Materialflüsse werden übersichtlich und verständlich darge-
stellt. Bei der Darstellung werden alle nicht-relevanten Größen zur Schaffung
einer besseren Übersicht ausgeblendet.
- Durch den relativ groben Detaillierungsgrat der Darstellung im Wertstromdesign
wird ein besseres Verständnis des Gesamtzusammenhangs ermöglicht, ohne sich
von dem üblichen Datenwulst anderer Analyseverfahren ablenken zu lassen.
- Durch die einheitliche und schnell verständliche Symbolik bei der Darstellung
im Wertstromdesign wird eine Kommunikationsbasis geschaffen, um Verbesse-
rungsvorschläge, Zielsetzungen und Auswirkungen von geplanten Veränderun-
gen zu visualisieren und zu kommunizieren.
- Die Wertstromdarstellung zeigt wie gut die Prozesse zueinander und zum Kun-
dentakt passen. Die Fokussierung liegt auf der Befriedigung der Kundenbedürf-
nisse. Vermieden wird eine herausgerissene Betrachtung von Einzelprozessen
anhand von Kennzahlen, ohne den Blick auf den gesamten Wertstrom zu verlie-
ren.
Durch Fokussierung auf die wertschöpfenden Tätigkeiten ist es möglich, die Modell-
zyklen mittels der Methode des Wertstromdesigns drastisch zu verkürzen. Hieraus kann
ein Nachteil entstehen, da die Gefahr besteht, dass der Endverbraucher der kurzen Mo-
dellzyklen und der vielen Variantenwahlmöglichkeiten überdrüssig wird.
Die konsequente Aufdeckung und Eliminierung von Verschwendung realisiert eine
schlanke Produktion. Das bedeutet aber auch, dass überschüssiges Personal abgebaut
werden muss. Personalabbau ist ein weiterer Nachteil der Methode des Wertstromde-
signs.
9 Vgl. Erlach (2007), S. 37
8
In dieser Arbeit wird die Methode des Wertstromdesigns Verwendung finden. Die
Wertstrommethode wurde ausgewählt, da sie im Vergleich zu allen anderen Verbesse-
rungsmethoden deutlich mehr Vorteile zur Verbesserung eines Produktionsprozesses
aufweist. Gerade die detaillierte und übersichtliche Darstellung der gesamten Produkti-
on mittels einer einfachen und leicht verständlichen Symbolik ermöglicht es, die Pro-
duktionsprozesse aufeinander auszurichten und abzustimmen. Dies führt zu einer deut-
lichen Verbesserung des gesamten Produktionsprozesses. Die Vorteile der Wertstrom-
methode überwiegen klar deren Nachteile. Bei genauerer Betrachtung der Nachteile
stellt man fest, dass diese in Wirklichkeit gar keine sind. Die drastische Verkürzung der
Modellzyklen, zusammen mit den vielen Variantenwahlmöglichkeiten, sind Effekte, die
die Unternehmen nicht zwingend nutzen müssen, die sie aber zum Wettbewerbsvorteil
nutzen können. Wenn man bedenkt, dass es im Zuge der Globalisierung wichtiger ist,
die gesamte Unternehmung zu sichern und nicht einzelne Arbeitsplätze, kann man auch
den Personalabbau als einen Wettbewerbsvorteil ansehen.
Um dem Leser die Methode des Wertstromdesigns näher bringen zu können, wird im
nachfolgenden Text zunächst das Prinzip dahinter erläutert. Das Prinzip, auf dem die
Wertstrommethode aufbaut, ist das Prinzip der von der Firma Toyota entwickelten Lean
Production.
2.2 Toyota Lean Management
Die Entstehung von Lean Production fand in der japanischen Automobilindustrie statt.
Sie wurde insbesondere durch die Toyota Motor Company nach dem zweiten Weltkrieg
geprägt. Toyota wollte auf dem weltweiten Automobilmarkt Fuß fassen, der zu dieser
Zeit von nordamerikanischen und europäischen Herstellern dominiert wurde.10 Toyotas
Problem bestand darin, dass die Firma anfänglich nicht über eine ausreichende Größe
verfügte, um die Prinzipien der Massenfertigung nach dem Beispiel Fords zu realisie-
ren. In den heutigen Zeiten, die gekennzeichnet sind durch ein weltweit niedriges Wirt-
10
Vgl. Ohno (1978), S. 14
9
schaftswachstum, stellt das Toyota Production System (TPS) ein Managementkonzept
dar, dass in allen Unternehmenstypen funktionieren kann und klare Vorteile zum Kon-
zept der Massenfertigung bietet.11
Geringe Investitionsmittel sowie die weltweit geringe Nachfrage nach japanischen Au-
tomobilen bildeten die Ausgangssituation für Toyota. Aus dieser erschwerten Aus-
gangssituation entwickelte Toyota ein Produktionssystem, dessen Methoden bis heute
Gültigkeit haben und eine Alternative zur vielerorts verwendeten Massenproduktion
darstellen. Der Erfolg der Lean Production und die stetig zunehmenden Marktanteile
bestärkten die Toyota Motor Company in ihrer Vorgehensweise. Das Interesse an der
„japanischen“ Vorgehensweise ist in hohem Maße auf die im Jahre 1990 veröffentlichte
Studie des Massachusetts Institute of Technology (MIT) zurückzuführen.12 Die Studie
entschlüsselte systematisch und unemotional die Hintergründe für den Erfolg der Japa-
ner auf dem Automobilsektor.13 Laut der MIT Studie ist die Erklärung dafür das dyna-
mische und hochqualifizierte Arbeitsteam, das systematisch und kontinuierlich an der
Beseitigung von Verschwendung im Produktionsprozess arbeitet.14
Lean Production oder auch “schlanke Produktion” nutzt bestimmte Prinzipien (Metho-
den), um den Produktionsaufwand zu reduzieren. Hauptziel der angewendeten Prinzi-
pien ist, jegliche Art von Verschwendung zu eliminieren. Mit der Beseitigung der Ver-
schwendung werden die Kosten der Herstellung gesenkt sowie das Produktionsergebnis
erhöht. Dazu müssen die Maschinen- und Personalkapazitäten so abgestimmt werden,
dass eine volle Auslastung dieser beiden Produktionsfaktoren angestrebt wird, um lang-
fristigen Überkapazitäten entgegenzuwirken.
Wegen der Nutzung kleiner Produktionslose15 muss die Umrüstung der Maschinen und
Werkzeuge bei Verwendung der Lean Production minimiert werden. Durch die kleine-
ren Produktionslose und die schnellere Umrüstung wird die Flexibilität der Produktion
11
Vgl. Ohno (1978), S. 41
12 Vgl.: Ebenda, S. 17
13 Vgl.: Ebenda, S. 18
14 Womack; Jones; Roos (1990), S. 104
15 im Vergleich zur klassischen Massenfertigung
10
erhöht. Die so gewonnene Flexibilität macht eine Produktion nach Kundenauftrag mög-
lich. Berücksichtigt man die Forderungen der Lean Production nach
- kleineren Produktionslosen
- schnellerer Umrüstung der Maschinen und Werkzeuge,
ist es auf diese Weise möglich, die steigenden Kundenforderungen nach Produktvariati-
onen und kurzen Lieferzeiten zu befriedigen.16 Die klassische Lagerhaltung zur kurz-
fristigen Nachfragebefriedigung bzw. als Sicherheitsbestand wird durch höhere Flexibi-
lität in der Produktion ersetzt. Durch die konsequente Anwendung des Flexibilitäts-
grundsatzes wird so eine Fertigung auf Bestellung ermöglicht.17 Das Prinzip der Lean
Production vereinigt die Qualität und die Kosten der Produkte, gleichzeitig wird eine
bessere Verfügbarkeit in Bezug auf termingerechte Lieferung und Lieferumfang sowie
Just in Time realisiert.18
Die Anwendung der Lean Production Prinzipien werden firmenübergreifend genutzt
und beziehen sich nicht nur auf alle Prozesse der eigenen Unternehmung, sondern be-
ziehen sowohl die Prozesse aller Zulieferer und Lieferanten sowie die Kunden mit ein.19
Um diese Schnittstellen bestmöglich zu verknüpfen ist eine Neustrukturierung der ge-
samten Unternehmung notwendig. Ziel der Neustrukturierung ist, die Schaffung von
Synergieeffekten in einer abgestimmten Prozesskette nutzbar zu machen.20
Durch die zunehmende Bekanntheit des TPS begannen viele Unternehmen (anfänglich
nur in der Automobilindustrie), sich mit dem schlanken Ansatz der Lean Production
auseinanderzusetzen. Aus diesem Grund ist es auch nicht verwunderlich, dass sich viele
Unternehmen Toyota als Vorbild nahmen. Firmen wie beispielsweise Showa, Lantech,
Dr. Ing. h.c.F. Porsche sowie Pratt & Whitney versuchten sich an ihrem eigenen schlan-
16
Vgl. Jeziorek (1994), S. 7
17 Vgl. Ebenda, S.7
18 Vgl. Traeger (1994), S. 1
19 Vgl. Pfeifer; Weiß (1992), S.66
20 Groth; Kammel (1994), S. 111
11
ken Produktionssystem.21 Die Mühen dieser Firmen wurden nach Jahren harter Arbeit
und Umstrukturierung mit positiven Ergebnissen hinsichtlich Qualität, Flexibilität
(=Variabilität), Wirtschaftlichkeit (z.B. höhere Produktivität) und Geschwindigkeit
(z.B. kürzere Durchlaufzeiten) belohnt. Leider ist der schlanke Ansatz bei vielen Firmen
noch nicht ausreichend bekannt und gerade in westlichen Industrieunternehmen findet
man noch hohe Differenzen zu dem hohen Niveau der Toyota-Werke.22
JAMES P. WOMARK und DANIEL T. JONS beschreiben fünf Prinzipien als Grund-
element der Lean Production23:
- Kundenwert
- Identifizierung des Wertschöpfungsstroms
- Flow Prinzip
- Pull Prinzip
- Perfektion
Diese fünf Prinzipien, die in den nächsten Kapiteln kurz beschrieben werden, bilden die
Grundlage für die Wertstrommethode und sind von entscheidender Bedeutung für die
erfolgreiche Umsetzung eines Lean Management Systems.
2.2.1 Der Kundenwert
“Der entscheidende Ausgangspunkt der Lean Production ist der Wert. Die Wertschöp-
fung kann nur vom Endverbraucher her definiert werden.“24
21
Vgl. Womack; Jones (1996)
22 Vgl. Rumpelt (2007), Automobil-Produktion, Februar, S. 12
23 Vgl. Womack; Jones (1996): Auf dem Weg zum perfekten Unternehmen
24 Ebenda, S. 16
12
Es ist von höchster Wichtigkeit, dass bei der Ermittlung des Wertes die Perspektive des
Endverbrauchers eingenommen wird. Nur so ist eine genaue Festlegung des Produktes
(oder der Dienstleistung) in Bezug auf die spezifische Eignung zu einem vom Kunden
definierten Preis und Zeitpunkt möglich. Diese Festlegung bildet den Ausgangspunkt
des schlanken Ansatzes. Der Hersteller hat demnach seine Existenzberechtigung einzig
und allein in der Erzeugung des Wertes der zur Befriedigung der Kundenanforderungen
dient. Durch diese Betrachtung erfolgt eine klare Rollen- und Aufgabenverteilung, die
sich am Endverbraucher orientiert.25
In der Literatur wird diese theoretische Betrachtungsweise oft beschrieben und klar de-
finiert.26 Obwohl es viele sehr erfolgreiche Beispiele von Unternehmen27 gibt, die den
Kundenwert richtig überarbeitet haben und sehr erfolgreich mit einer verbesserten Defi-
nition des Kundenwertes (über die Toyota Motor Company hinaus) waren, gestaltet sich
für viele Unternehmen die Umsetzung dieses ersten schlanken Prinzips mehr als
schwierig. Mangelnde Kundenorientierung ist oftmals die Ursache für die auftretenden
Probleme bei der Umsetzung dieses Prinzips. Zusätzlich existieren erhebliche Informa-
tionsdefizite in Bezug auf die Kundenumwelt sowie deren Probleme und die konkreten
Kundenwünsche.28 Durch die mangelnde Kundenorientierung bei der Definition des
Kundenwertes ist es keine Seltenheit, dass viele Unternehmen eine gegenläufige Spezi-
fikation des Wertes selbst festlegen. Zum Beispiel neigen die deutschen Ingenieure da-
zu, komplexe technische Funktionen für die Wertschöpfung zu definieren, in der An-
sicht, es sei das, was der Kunde wünscht und der Produktionsprozess braucht (Over-
engineering).29
Die Vielzahl der an der Wertschöpfung beteiligten Unternehmen erschwert zusätzlich
die Festlegung des „richtigen Wertes“, da jedes dieser Unternehmen aus seiner eigenen
25
Vgl. Womack; Jones (1996), S. 17
26 Vgl. Ebenda, S. 17
27 Ein sehr eindrucksvolles Beispiel beschreiben die Autoren WOMACK und JONES (1996) anhand der
Firma: Dr. Ing. h. c. F. Porsche AG. Vgl. Kapitel: Porsche als eine klassische deutsche Firma, S. 241
28 Vgl. Pfeifer; Weiß (1992), S. 49
29 Vgl. Womack; Jones (1996), S. 17
13
Sicht die Werte für die Produkte und Dienstleistungen definiert. Für die richtige Defini-
tion des Wertes muss man dem Kunden die Frage stellen: „Welche Leistungen benöti-
gen Sie (der Kunde) zur Befriedigung Ihrer Bedürfnisse, und zu welchem Preis benöti-
gen Sie sie?“ Stellt man dem Kunden diese Frage und vergleicht die Antwort mit der
eigenen Definition des Wertes, stellt man häufig eine Abweichung fest. Die Abwei-
chung besteht meist darin, dass undurchsichtige Strukturen sowie individuelle Lösungen
in der Wertschöpfungskette der Produkte von Unternehmungsseite mit einbezogen wer-
den. Diese Lösungen sind aus Kundensicht zu teuer und schaffen keinen oder unge-
wünschten Mehrwert (ungewünschte Zusatzkosten).30
Um dem Prinzip des Kundenwertes gerecht zu werden darf die Unternehmung kein
Abweichen vom Kundenwert tolerieren. Der Dialog mit dem Kunden bezüglich dessen
spezifischen Anforderungen an das Produkt (oder an die Dienstleistung) muss zu Be-
ginn erfolgen. Je früher die Unternehmung eine Orientierung an die Bedürfnisse des
Kunden auslegt, desto eher wird der schlanke Ansatz verfolgt. Um den Kundenwert
bestmöglich zu ermitteln, ist die Festlegung der vom Kunden geforderten Zielkosten ein
sehr wichtiger Prozess, da die Zielkosten oft Aufschluss über die vom Kunden ge-
wünschte Qualität und Spezifikationen geben können. Die Zielkostenermittlung ganz zu
Anfang einer Kundenanfrage zu bearbeiten ist ratsam, da eine entsprechende Abstim-
mung der in Bezug auf die Wertschöpfung entstehenden Leistungen ausschlaggebend
für die Erteilung eines Auftrages sein kann.31
2.2.2 Identifikation des Wertschöpfungsstroms
Um Verschwendung sichtbar zu machen ist die Identifikation des Wertstroms notwen-
dig. Dazu wird für jedes Produkt (oder für jede Produktgruppe) der Wertschöpfungs-
30
Vgl. Womack; Jones (1996), S. 17
31 Vgl. Pfeifer; Weiß (1992), S.81
14
strom aufgenommen, um im Anschluss die so identifizierte Verschwendung zu beseiti-
gen.32
Der Wertschöpfungsprozess oder Wertstrom setzt sich aus der Summe aller Prozesse
zusammen, die zur Produktion eines Produktes oder einer Dienstleistung, inklusive der
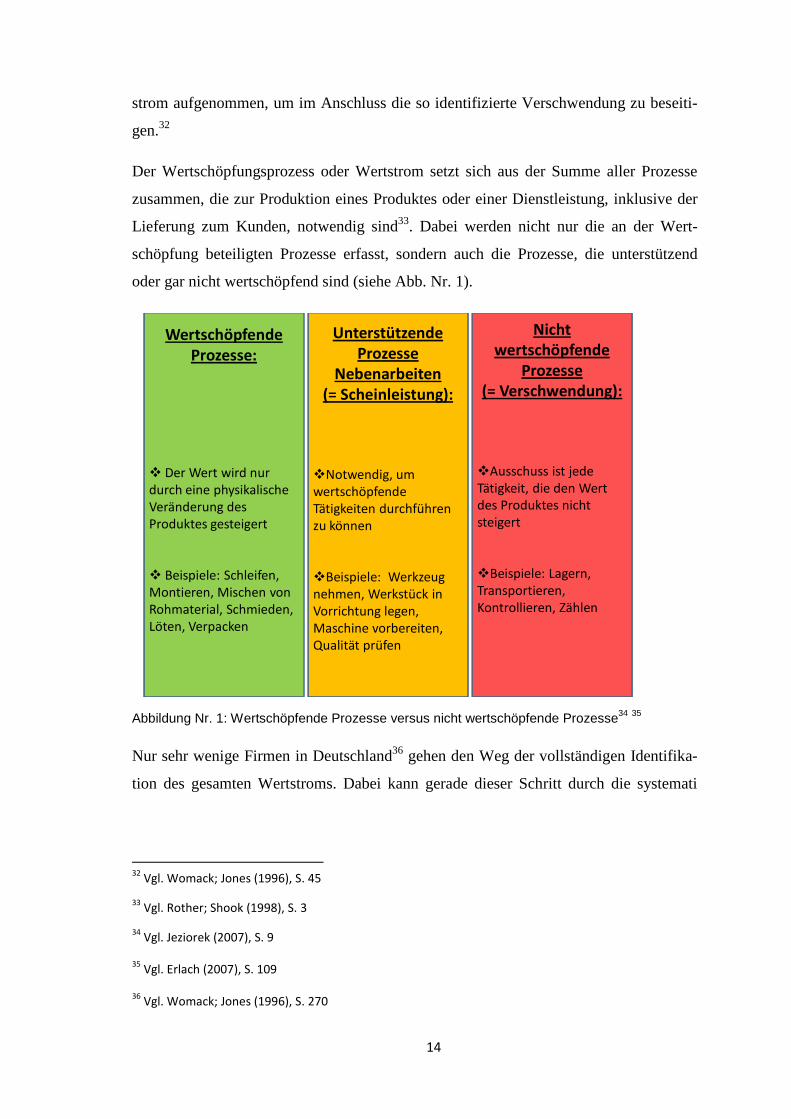
Lieferung zum Kunden, notwendig sind33. Dabei werden nicht nur die an der Wert-
schöpfung beteiligten Prozesse erfasst, sondern auch die Prozesse, die unterstützend
oder gar nicht wertschöpfend sind (siehe Abb. Nr. 1).
Wertschöpfende
Prozesse:
� Der Wert wird nur durch eine physikalische Veränderung des Produktes gesteigert
� Beispiele: Schleifen, Montieren, Mischen von Rohmaterial, Schmieden, Löten, Verpacken
Nicht
wertschöpfende
Prozesse
(= Verschwendung):
�Ausschuss ist jede Tätigkeit, die den Wert des Produktes nicht steigert
�Beispiele: Lagern, Transportieren, Kontrollieren, Zählen
Unterstützende
Prozesse
Nebenarbeiten
(= Scheinleistung):
�Notwendig, um wertschöpfende Tätigkeiten durchführen zu können
�Beispiele: Werkzeug nehmen, Werkstück in Vorrichtung legen, Maschine vorbereiten, Qualität prüfen
Abbildung Nr. 1: Wertschöpfende Prozesse versus nicht wertschöpfende Prozesse34 35
Nur sehr wenige Firmen in Deutschland36 gehen den Weg der vollständigen Identifika-
tion des gesamten Wertstroms. Dabei kann gerade dieser Schritt durch die systemati
32
Vgl. Womack; Jones (1996), S. 45
33 Vgl. Rother; Shook (1998), S. 3
34 Vgl. Jeziorek (2007), S. 9
35 Vgl. Erlach (2007), S. 109
36 Vgl. Womack; Jones (1996), S. 270
15
sche Aufdeckung von Verschwendung enorme Optimierungspotentiale zu Tage för-
dern.37
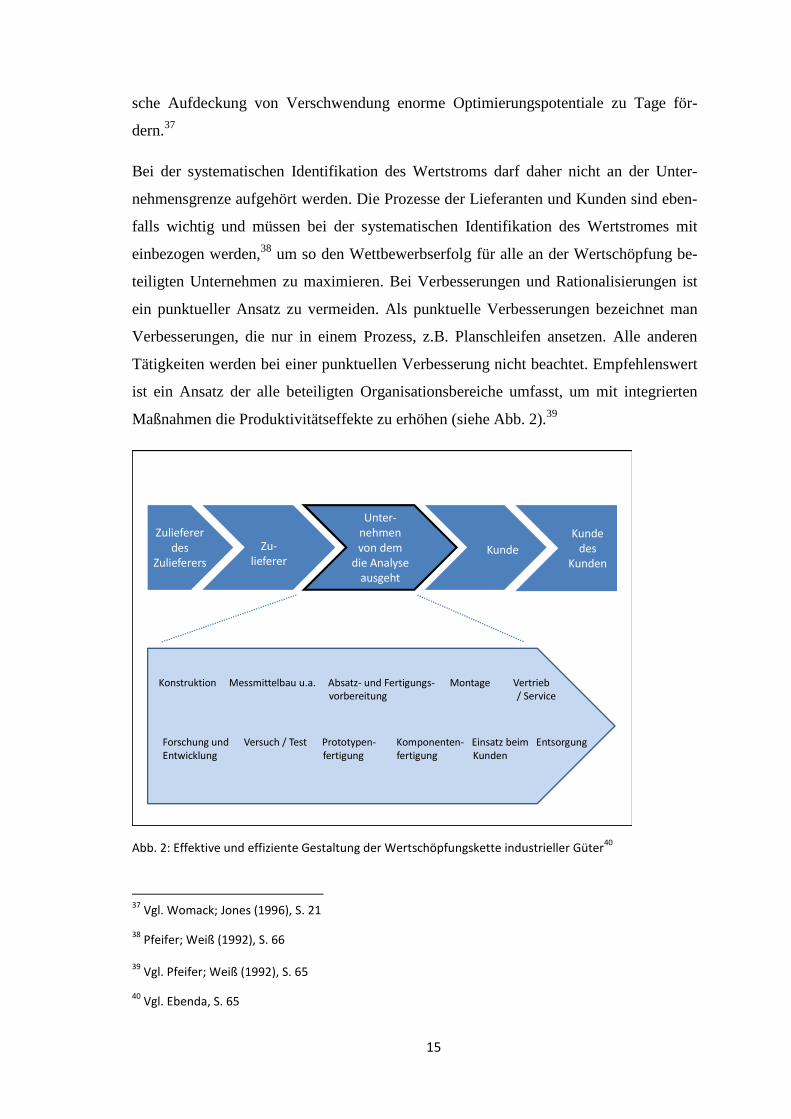
Bei der systematischen Identifikation des Wertstroms darf daher nicht an der Unter-
nehmensgrenze aufgehört werden. Die Prozesse der Lieferanten und Kunden sind eben-
falls wichtig und müssen bei der systematischen Identifikation des Wertstromes mit
einbezogen werden,38 um so den Wettbewerbserfolg für alle an der Wertschöpfung be-
teiligten Unternehmen zu maximieren. Bei Verbesserungen und Rationalisierungen ist
ein punktueller Ansatz zu vermeiden. Als punktuelle Verbesserungen bezeichnet man
Verbesserungen, die nur in einem Prozess, z.B. Planschleifen ansetzen. Alle anderen
Tätigkeiten werden bei einer punktuellen Verbesserung nicht beachtet. Empfehlenswert
ist ein Ansatz der alle beteiligten Organisationsbereiche umfasst, um mit integrierten
Maßnahmen die Produktivitätseffekte zu erhöhen (siehe Abb. 2).39
Zu-lieferer
Unter-nehmen von dem
die Analyse ausgeht
Zulieferer des
Zulieferers
Kunde des
Kunden
Konstruktion Messmittelbau u.a. Absatz- und Fertigungs- Montage Vertriebvorbereitung / Service
Forschung und Versuch / Test Prototypen- Komponenten- Einsatz beim EntsorgungEntwicklung fertigung fertigung Kunden
Kunde
Abb. 2: Effektive und effiziente Gestaltung der Wertschöpfungskette industrieller Güter40
37
Vgl. Womack; Jones (1996), S. 21
38 Pfeifer; Weiß (1992), S. 66
39 Vgl. Pfeifer; Weiß (1992), S. 65
40 Vgl. Ebenda, S. 65
16
Den externen Schnittstellen41 kommt eine besondere Bedeutung bei der Identifikation
von Verschwendung zu. Da sich in den meisten Unternehmen die Kommunikation eher
intern abspielt und nur selten mit Kunden und Lieferanten, können Doppelarbeit bzw.
unnötige Arbeitsschritte durch fehlende Abstimmung sowie mangelnde Betrachtung des
Gesamtprozesses entstehen. Aus diesem Grund liegen gerade in externen Schnittstellen
große Verbesserungspotentiale in Bezug auf Kosten, Qualität und Zeit.
Das zweite Prinzip der Lean Production zielt demnach auf einen Aufbau eines Lean
Enterprises ab. Ein Lean Enterprise schafft die Grundlage für einen ganzheitlichen
Wertstrom. Dies wird durch ein ständig kommunizierendes Netzwerk aller an der Wert-
schöpfung beteiligten Unternehmen erreicht.42
2.2.3 Das Flow Prinzip
Mit Flow oder Fluss ist ein durchgängiger Produktfluss gemeint, die so genannte Fließ-
fertigung.43 Bei der Fließfertigung sind die Prozessschritte (z.B. Maschinen) für jedes
Produkt in einer spezifischen Reihenfolge festgelegt. Um diese Reihenfolge
bestmöglichst einhalten zu können, sind die Maschinen in derselben Reihenfolge aufge-
stellt wie dem Produkt die Wertschöpfung zukommt. Durch die Anpassung des Maschi-
nenlayouts an den Produktfluss entfallen unnötige Transportaktivitäten ebenso wie Zwi-
schenlager mit halbfertigen Erzeugnissen. Des Weiteren wird eine zeitliche Abstim-
mung der verschiedenen Wertschöpfungstätigkeiten eines Produktes dazu genutzt, Puf-
ferbestände zwischen den Produktionsstufen komplett oder teilweise abzubauen.44
41
Externe Schnittstellen bezeichnet man alle Unternehmen, die nicht zu der eigenen Unternehmung
gehören (z.B. Lieferanten).
42 Vgl. Womack; Jones (1996), S. 23
43 Vgl. Ebenda, S. 24
44 Vgl. Womack; Jones; Roos (1990), S. 85
17
Um Verschwendung zu vermeiden darf das Flow Prinzip nur Anwendung finden, um
das vom Kunden gewünschte Produkt zu erzeugen. Eine Anwendung des Flow Prinzips
auf die vom Kunden unerwünschten Güter würde zu einer Erhöhung der Verschwen-
dung im Produktionsprozess führen.45
Der One-Piece-Flow beschreibt den Idealzustand, wobei der Produktionsprozess so ge-
staltet ist, dass eine direkte Verkettung der Arbeitsschritte ohne Liege- und Wartezeiten
und vor allem ohne Zwischenlagerung halbfertiger Produkte abläuft. Durch die konse-
quente Anwendung des Flow Prinzips wird eine Verkürzung der Durchlaufzeiten zu-
gunsten der Qualität sowie niedrigerer Produktionskosten und kürzerer Lieferzeiten
ermöglicht.46
Das Potenzial der Fließfertigung wurde erstmals von HENRY FORD genutzt. FORD
versuchte, mittels Einführung eines Fließbandes alle notwendigen Produktionsschritte
zu verketten47. Durch die Massenproduktion senkten sich die Stückkosten (economie of
scales) und durch die starre Verkettung des Fließbandes wurde ein Produktionstakt vor-
gegeben, der für alle Werker verbindlich war. Der Effekt der Kostensenkung funktio-
nierte allerdings nur bei einem entsprechend hohen Produktionsvolumen und ist aus-
schließlich der Massenfertigung vorbehalten.
Eine weitaus schwierigere Aufgabe ist das Fertigen von sehr kleinen Losen bis hin zum
One-Piece-Flow in einem kontinuierlichen Fluss. TAIICHI OHNO und SHINGEO
SHINGO lieferten die Lösung, um eine Anwendung, losgelöst von dem Spezialfall der
Massenfertigung, nutzbar zu machen.48 Ihre Lösung realisierte einen kontinuierlichen
Ablauf in der Produktion, indem sie die Werkzeuge schnell umrüsten konnten und die
Maschinenkapazitäten aufeinander abstimmten.49 So gelang es ihnen zum großen Teil
auf die sonst übliche Fließbandfertigung in der Automobilbranche zu verzichten, indem
45
Vgl. Womack; Jones; Roos (1990), S. 82
46 Vgl. Ebenda, S.85
47 Das Fließband war nicht allein ursächlich für den Erfolg von Ford. Vielmehr die vollständige und pass-
genaue Austauschbarkeit der Bauteile und die Einfachheit ihres Zusammenbaues machten die Nutzung
des Fließbandes überhaupt möglich. [Vgl. Ebenda, S. 31]
48 Vgl. Womack; Jones (1996), S. 26
49 Ebenda, S. 26
18
sie durch die Anwendung des Flow Prinzips mehrere Fertigungsschritte parallel durch-
führen konnten.50
Massenfertigung erfordert eine hierarchisch organisierte Unternehmung. Mit der Reali-
sierung des Flow Prinzips wird ein Wechsel der Perspektiven in der Unternehmung
notwendig. Die traditionelle hierarchische Unternehmensorganisation von Funktionen
und Abteilungen muss aufgeben werden. Stattdessen ist die Reduzierung der Hier-
archiestufen und somit die Schaffung von Verantwortlichkeitsbereichen mit ganzheitli-
chen Aufgaben anzustreben.51 Durch den Abbau von Hierarchiestufen kann die Unter-
nehmung flexibler auf Störungen im Produktionsprozess reagieren, da die Verantwortli-
chen zur Beseitigung der Störung direkt am Produktionsprozess beteiligt sind.
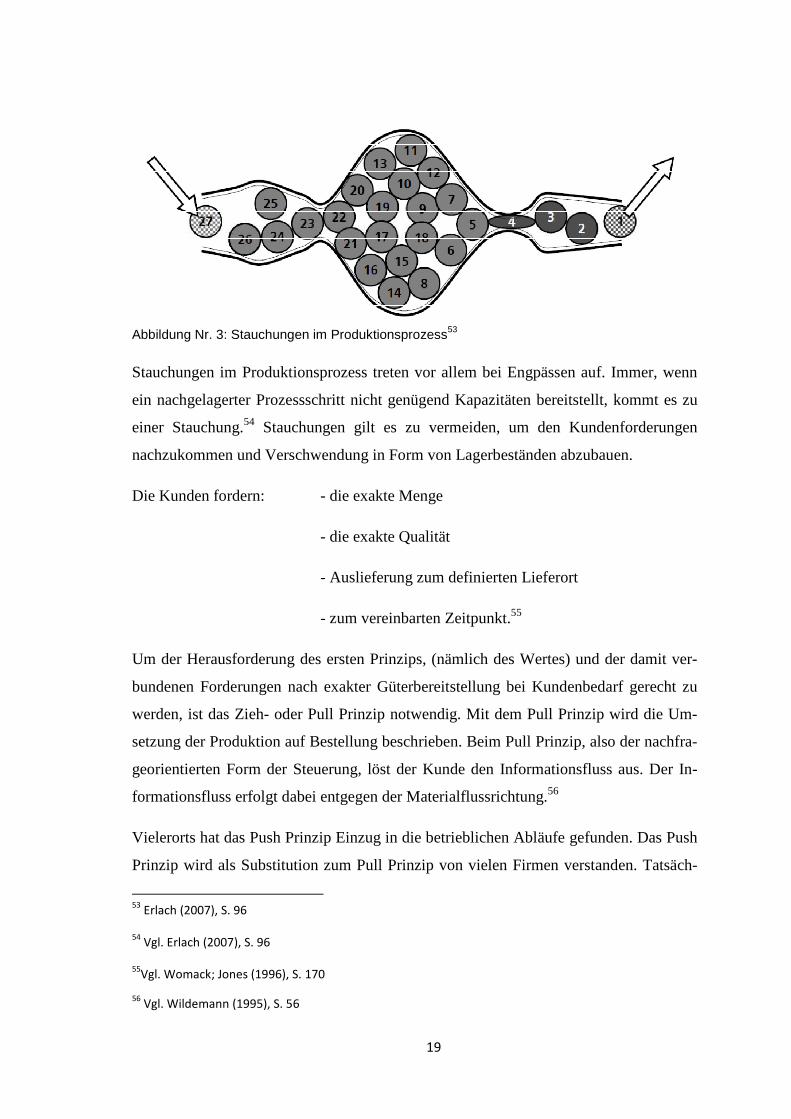
2.2.4 Das Pull Prinzip
Mit Pull-Prinzip (Sog-Prinzip) ist gemeint, dass die vorgelagerte Prozessstufe kein Pro-
dukt herstellt (oder eine Dienstleistung erbringt), bevor der nachgelagerte Kunde sie
nicht nachfragt.52 Als Kunde wird nicht nur der tatsächliche Endnutzer des Gutes be-
zeichnet (externer Kunde), auch nachgelagerte Prozesse werden als interne Kunden ver-
standen. Ziel des Pull Prinzips ist die Vermeidung von Stauchungen im Produktionspro-
zess (vgl. Abb. Nr. 3).
50
Vgl. Womack; Jones (1996), S. 26
51 Müller, Rupper (1994), S. 87
52 Vgl. Womack; Jones (1996), S. 83
19
Abbildung Nr. 3: Stauchungen im Produktionsprozess53
Stauchungen im Produktionsprozess treten vor allem bei Engpässen auf. Immer, wenn
ein nachgelagerter Prozessschritt nicht genügend Kapazitäten bereitstellt, kommt es zu
einer Stauchung.54 Stauchungen gilt es zu vermeiden, um den Kundenforderungen
nachzukommen und Verschwendung in Form von Lagerbeständen abzubauen.
Die Kunden fordern: - die exakte Menge
- die exakte Qualität
- Auslieferung zum definierten Lieferort
- zum vereinbarten Zeitpunkt.55
Um der Herausforderung des ersten Prinzips, (nämlich des Wertes) und der damit ver-
bundenen Forderungen nach exakter Güterbereitstellung bei Kundenbedarf gerecht zu
werden, ist das Zieh- oder Pull Prinzip notwendig. Mit dem Pull Prinzip wird die Um-
setzung der Produktion auf Bestellung beschrieben. Beim Pull Prinzip, also der nachfra-
georientierten Form der Steuerung, löst der Kunde den Informationsfluss aus. Der In-
formationsfluss erfolgt dabei entgegen der Materialflussrichtung.56
Vielerorts hat das Push Prinzip Einzug in die betrieblichen Abläufe gefunden. Das Push
Prinzip wird als Substitution zum Pull Prinzip von vielen Firmen verstanden. Tatsäch-
53
Erlach (2007), S. 96
54 Vgl. Erlach (2007), S. 96
55Vgl. Womack; Jones (1996), S. 170
56 Vgl. Wildemann (1995), S. 56
20
lich kann es aber nicht mit den Vorteilen des Pull Prinzips mithalten und wird im Rah-
men dieser Arbeit nur kurz erwähnt, um die Unterschiede der beiden Prinzipien zu er-
läutern.
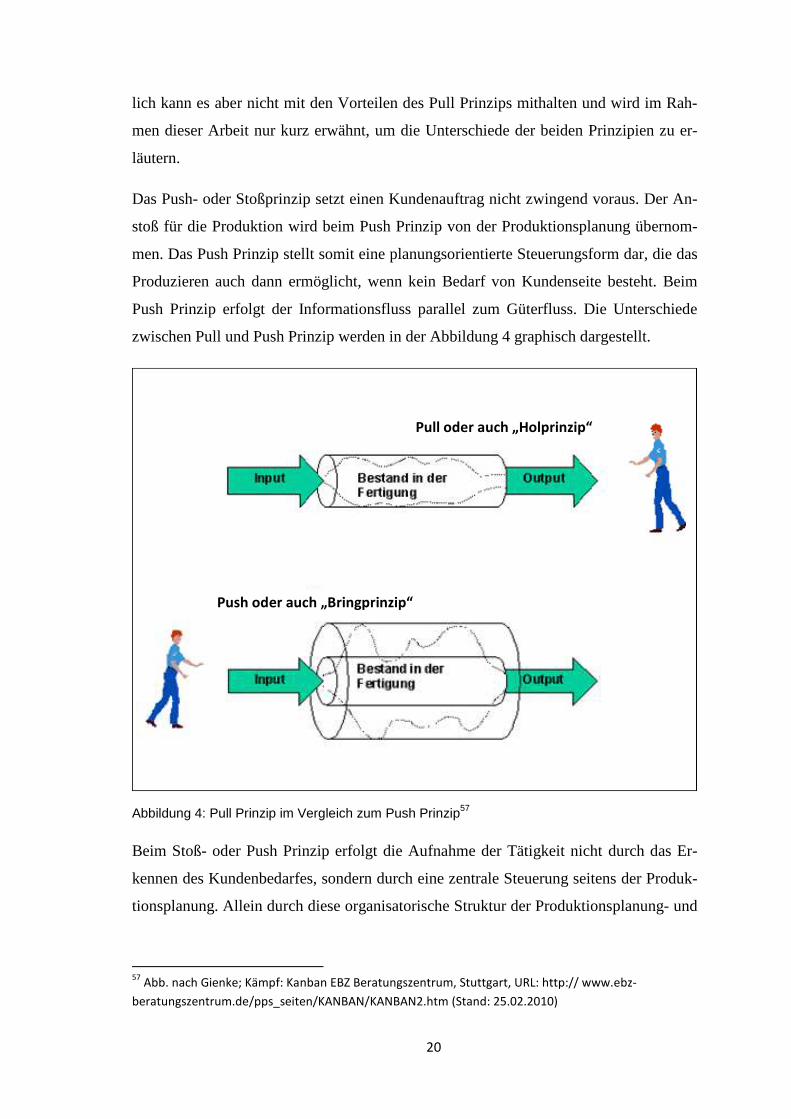
Das Push- oder Stoßprinzip setzt einen Kundenauftrag nicht zwingend voraus. Der An-
stoß für die Produktion wird beim Push Prinzip von der Produktionsplanung übernom-
men. Das Push Prinzip stellt somit eine planungsorientierte Steuerungsform dar, die das
Produzieren auch dann ermöglicht, wenn kein Bedarf von Kundenseite besteht. Beim
Push Prinzip erfolgt der Informationsfluss parallel zum Güterfluss. Die Unterschiede
zwischen Pull und Push Prinzip werden in der Abbildung 4 graphisch dargestellt.
Pull oder auch „Holprinzip“
Push oder auch „Bringprinzip“
Abbildung 4: Pull Prinzip im Vergleich zum Push Prinzip57
Beim Stoß- oder Push Prinzip erfolgt die Aufnahme der Tätigkeit nicht durch das Er-
kennen des Kundenbedarfes, sondern durch eine zentrale Steuerung seitens der Produk-
tionsplanung. Allein durch diese organisatorische Struktur der Produktionsplanung- und
57
Abb. nach Gienke; Kämpf: Kanban EBZ Beratungszentrum, Stuttgart, URL: http:// www.ebz-
beratungszentrum.de/pps_seiten/KANBAN/KANBAN2.htm (Stand: 25.02.2010)
21
–steuerung entsteht Verschwendung. 58 In den meisten Fällen wird durch die Produkti-
onsplanung ein Sicherheitsbestand zwischen den einzelnen Wertschöpfungsschritten mit
eingeplant. Es ist für die Mitarbeiter nicht von Bedeutung, ob oder wie viele Einheiten
der Kunde tatsächlich bestellt hat oder ob ein vor- oder nachgelagerter Prozess Teile
anfragt. So werden wegen mangelnder Abstimmung in der Produktion Bestände aufge-
baut. Die Sicherheitsbestände sollen für eventuelle Engpässe zur Bedarfsdeckung als
Puffer genutzt werden.
Der offensichtliche Vorteil des Pull Prinzips ist somit, dass mit der Schaffung des Kun-
denwertes erst nach dem Vorliegen konkreter Bedarfsinformationen des Kunden ein
Produktionsprozess ausgelöst wird. So können Sicherungsbestände reduziert bzw. ab-
gebaut werden.
Um ein Fließen in der Produktion zu ermöglichen, ist die Verwendung des Pull Prinzips
notwendig. Die Anwendung des Flow Prinzips in Kombination mit dem Pull Prinzip
führt bei richtiger Anwendung zu einer drastischen Reduktion der Vorlaufzeiten in der
Produktion. Gleichzeitig werden Lagerbestände abgebaut und die Durchlaufzeiten redu-
ziert. Mit der Einführung des Pull Prinzips kann das Unternehmen nicht nur flexibler
auf Kundenanfragen reagieren und Kundenaufträge schneller bearbeiten, durch die Re-
duzierung der Lagerbestände (fertige und unfertige Erzeugnisse) wird dem Unterneh-
men zusätzlich finanzielle Kapazität zur Verfügung stehen. Hingegen schafft das Push
Prinzip für die Einführung einer Lean Production lediglich eine Zwischenlösung, die
eine zentrale Steuerung notwendig macht und Verschwendung durch den unnötigen
Aufbau von Zwischenbeständen auslöst.
Ist es der Unternehmung gelungen, die vorher beschriebenen Prinzipien erfolgreich um-
zusetzen, so wird sich zeigen, dass gerade die Kombination von Flow- und Pull Prinzip
zu deutlich verringerten Durchlaufzeiten führt.59 „Wenn Sie die Durchlaufzeiten bei der
Produktentwicklung nicht sofort um die Hälfte, bei der Auftragsbearbeitung um 75 Pro-
zent und bei der Produktion um 90 Prozent senken können, dann machen Sie etwas
falsch.“60 Ebenfalls kann durch die Anwendung des Pull Prinzips eine drastische Redu-
58
Vgl. Klevers (2009), S.19
59 Vgl. Womack; Jones (1996), S. 28
60 Ebenda, S. 28
22
zierung der Lagerbestände herbeigeführt werden.61 In Kombination mit Kaizen ist zu-
dem eine Produktivitätssteigerung von 30 bis 100 Prozent möglich.62
2.2.5 Das Streben nach Perfektion
Strebe stets nach Perfektion, der Weg ist das Ziel.63
Das Streben nach Perfektion ist ein Lernprozess, den jede Unternehmung selbst durch-
schreiten muss. Eine Unternehmung muss nach WOMACK und JONES die Prinzipien
- Wert
- Wertschöpfungsstrom
- Flow
- Pull
selbst erfahren und immer wieder von den selbst gemachten Fehlern lernen, um über-
haupt verstehen zu können was Perfektion, bezogen auf den Gesamtprozess, bedeutet
und welches Potential sich in der Anwendung des schlanken Ansatzes verbirgt.64 Erst
nach diesem Lernprozess ist es der Unternehmung überhaupt möglich zu begreifen,
welche Einsparungspotenziale in Bezug auf:
- Arbeit
- Zeit
- Raum
61
Vgl. Shingo (1989), S. 108
62 Vgl. Imai (1996), S. 269
63 Vgl. Womack; Jones (1996), S. 31
64 Vgl. Ebenda, S. 29

23
- Kosten
- Fehler
beim Anbieten von Produkten überhaupt möglich sind.65
Perfektion ist ein Zustand, der nie erreicht werden kann. Sich immer wieder an das
vermeintliche Optimum anzunähern ist durch die Verwendung eines kontinuierlichen
Verbesserungsprozesses (KVP) möglich. Die Japaner nennen diesen KVP - Kaizen.
Kaizen bildet das Fundament der Lean Produktion. Der Begründer dieses Prinzips ist
IMAI MAASAKI. Das Prinzip zielt auf eine „Verbesserung des status quo in kleinen
Schritten als Ergebnis laufender Bemühungen“.66 Kaizen unterstellt den Grundsatz, dass
kein Vorgang oder Ablauf perfekt ist. Kaizen strebt stets nach besserer Produktqualität
(siehe Abb. 5).67
Abbildung 5: „Die Wirkungslogik ständiger Produktionsverbesserung“68
65
Vgl. Womack; Jones (1996), S. 29
66 Vgl. Imai (1996), S. 27
67 Vgl. Traeger (1994), S. 5
68 Abb. Erlach (2007), S. 12
24
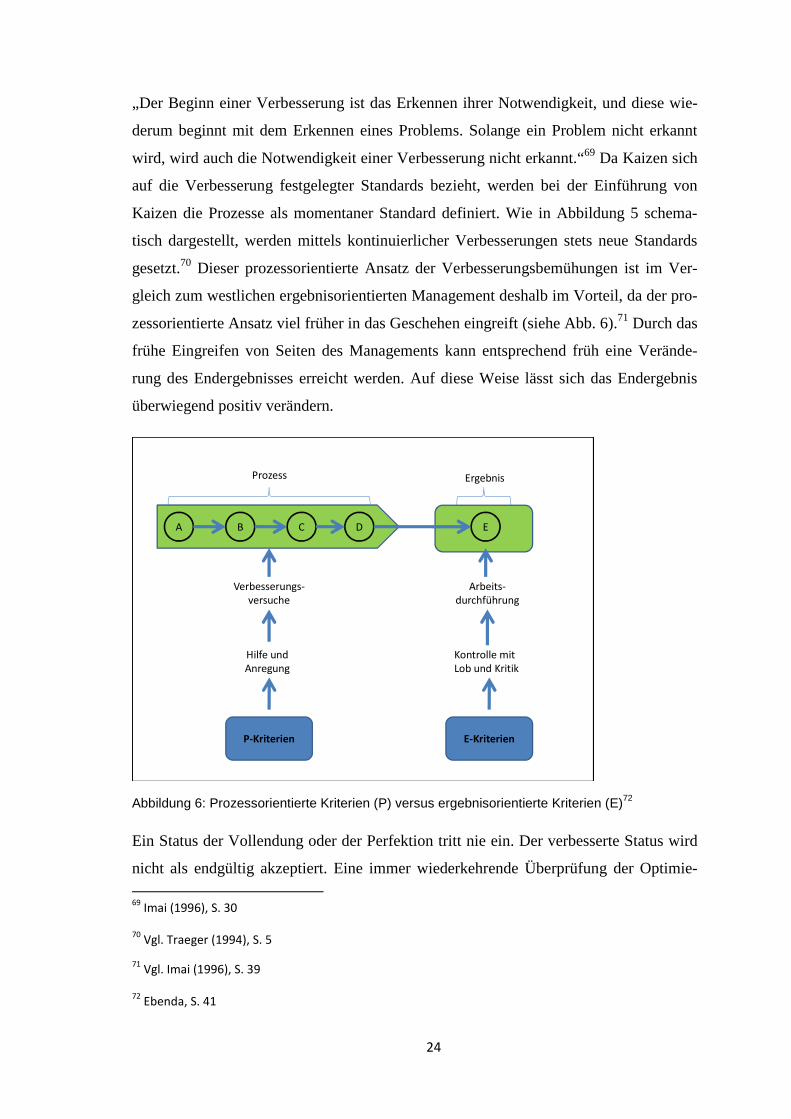
„Der Beginn einer Verbesserung ist das Erkennen ihrer Notwendigkeit, und diese wie-
derum beginnt mit dem Erkennen eines Problems. Solange ein Problem nicht erkannt
wird, wird auch die Notwendigkeit einer Verbesserung nicht erkannt.“69 Da Kaizen sich
auf die Verbesserung festgelegter Standards bezieht, werden bei der Einführung von
Kaizen die Prozesse als momentaner Standard definiert. Wie in Abbildung 5 schema-
tisch dargestellt, werden mittels kontinuierlicher Verbesserungen stets neue Standards
gesetzt.70 Dieser prozessorientierte Ansatz der Verbesserungsbemühungen ist im Ver-
gleich zum westlichen ergebnisorientierten Management deshalb im Vorteil, da der pro-
zessorientierte Ansatz viel früher in das Geschehen eingreift (siehe Abb. 6).71 Durch das
frühe Eingreifen von Seiten des Managements kann entsprechend früh eine Verände-
rung des Endergebnisses erreicht werden. Auf diese Weise lässt sich das Endergebnis
überwiegend positiv verändern.
A B C D E
Prozess Ergebnis
Verbesserungs-versuche
Hilfe und Anregung
P-Kriterien E-Kriterien
Arbeits-durchführung
Kontrolle mit Lob und Kritik
Abbildung 6: Prozessorientierte Kriterien (P) versus ergebnisorientierte Kriterien (E)72
Ein Status der Vollendung oder der Perfektion tritt nie ein. Der verbesserte Status wird
nicht als endgültig akzeptiert. Eine immer wiederkehrende Überprüfung der Optimie- 69
Imai (1996), S. 30
70 Vgl. Traeger (1994), S. 5
71 Vgl. Imai (1996), S. 39
72 Ebenda, S. 41
25
rungsmöglichkeiten wird stets vollzogen. Dabei wird jeder noch so kleinste Hinweis
beachtet. Manchmal lösen gerade die kleinen Hinweise den Anstoß für große Verände-
rungen aus.73
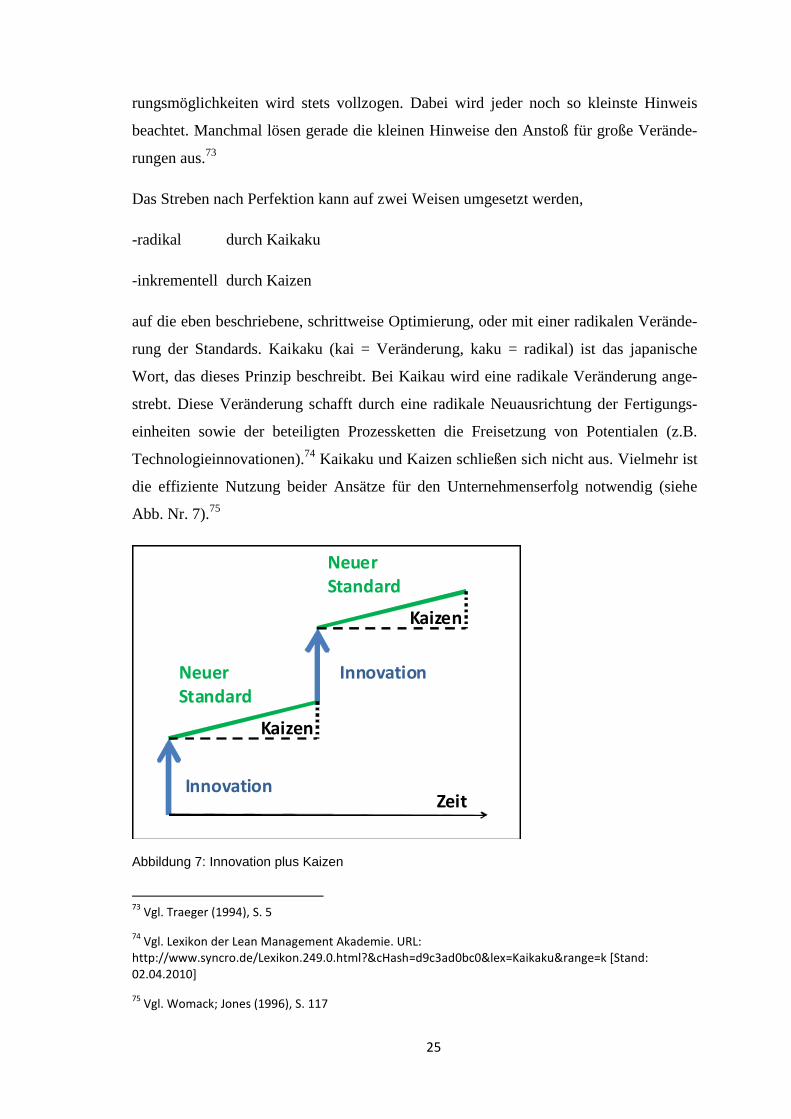
Das Streben nach Perfektion kann auf zwei Weisen umgesetzt werden,
-radikal durch Kaikaku
-inkrementell durch Kaizen
auf die eben beschriebene, schrittweise Optimierung, oder mit einer radikalen Verände-
rung der Standards. Kaikaku (kai = Veränderung, kaku = radikal) ist das japanische
Wort, das dieses Prinzip beschreibt. Bei Kaikau wird eine radikale Veränderung ange-
strebt. Diese Veränderung schafft durch eine radikale Neuausrichtung der Fertigungs-
einheiten sowie der beteiligten Prozessketten die Freisetzung von Potentialen (z.B.
Technologieinnovationen).74 Kaikaku und Kaizen schließen sich nicht aus. Vielmehr ist
die effiziente Nutzung beider Ansätze für den Unternehmenserfolg notwendig (siehe
Abb. Nr. 7).75
Abbildung 7: Innovation plus Kaizen
73
Vgl. Traeger (1994), S. 5
74 Vgl. Lexikon der Lean Management Akademie. URL:
http://www.syncro.de/Lexikon.249.0.html?&cHash=d9c3ad0bc0&lex=Kaikaku&range=k [Stand:
02.04.2010]
75 Vgl. Womack; Jones (1996), S. 117
Kaizen
Innovation
Neuer
Standard
Kaizen
Neuer
Standard
Zeit
Innovation
26
Sobald sich eine kontinuierliche Verbesserung aufgrund von Kaizen Maßnahmen ein-
stellt, sollte das Management nach Innovationen (z.B. eine neue Maschine, die aufgrund
technischer Neuerungen effizienter arbeiten kann) suchen, um eine ständige Verbesse-
rung des Status quo aufrechtzuerhalten.76 Mit einer kontinuierlichen Verbesserung sollte
direkt nach der Einführung einer Innovation begonnen werden (siehe Abb. 7).77
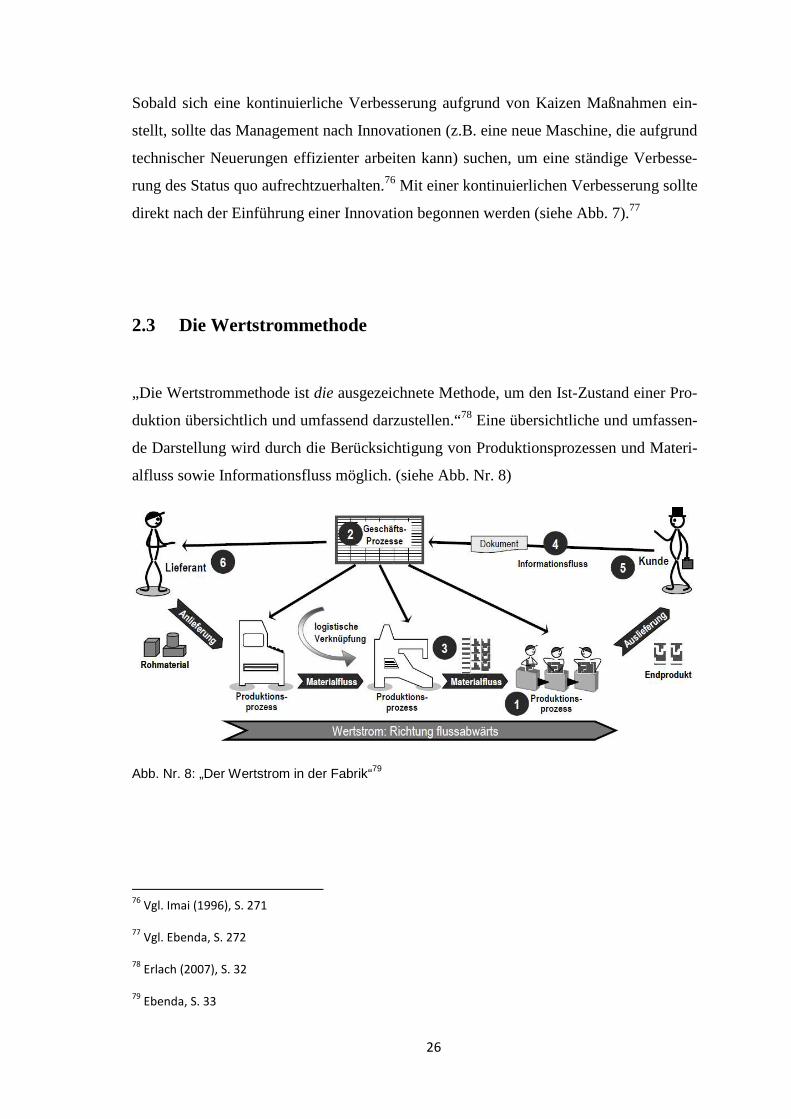
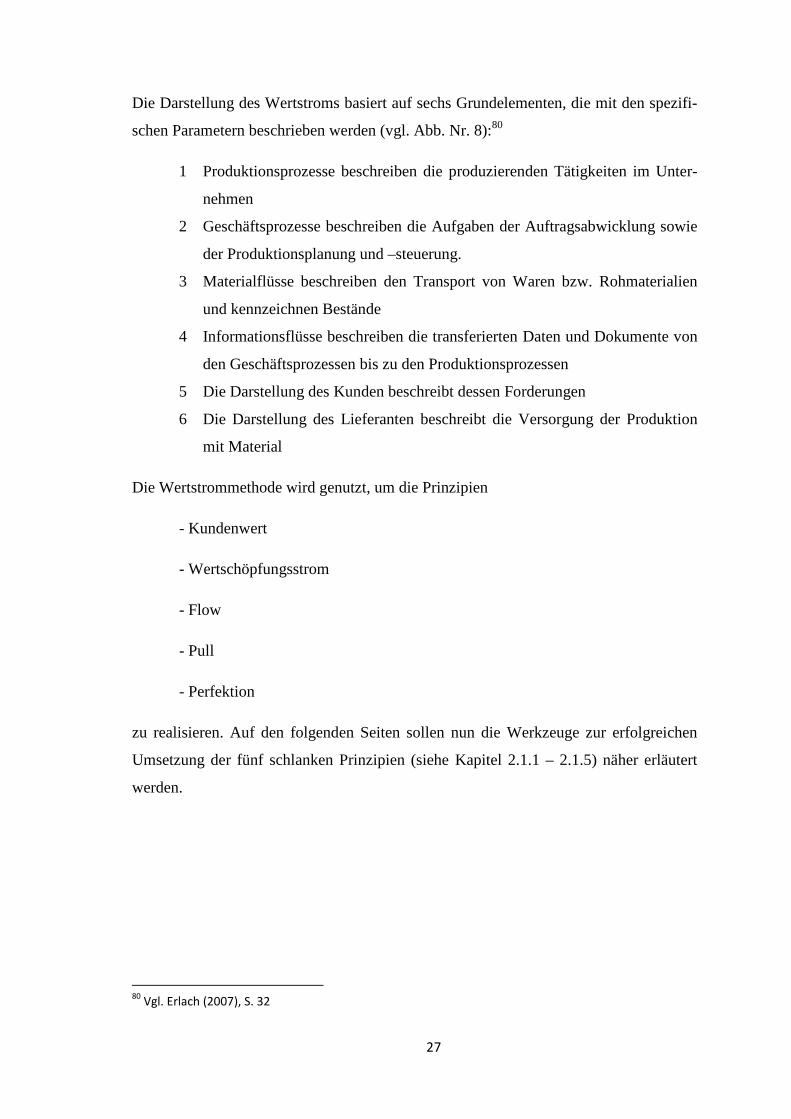
2.3 Die Wertstrommethode
„Die Wertstrommethode ist die ausgezeichnete Methode, um den Ist-Zustand einer Pro-
duktion übersichtlich und umfassend darzustellen.“78 Eine übersichtliche und umfassen-
de Darstellung wird durch die Berücksichtigung von Produktionsprozessen und Materi-
alfluss sowie Informationsfluss möglich. (siehe Abb. Nr. 8)
Abb. Nr. 8: „Der Wertstrom in der Fabrik“79
76
Vgl. Imai (1996), S. 271
77 Vgl. Ebenda, S. 272
78 Erlach (2007), S. 32
79 Ebenda, S. 33
27
Die Darstellung des Wertstroms basiert auf sechs Grundelementen, die mit den spezifi-
schen Parametern beschrieben werden (vgl. Abb. Nr. 8):80
1 Produktionsprozesse beschreiben die produzierenden Tätigkeiten im Unter-
nehmen
2 Geschäftsprozesse beschreiben die Aufgaben der Auftragsabwicklung sowie
der Produktionsplanung und –steuerung.
3 Materialflüsse beschreiben den Transport von Waren bzw. Rohmaterialien
und kennzeichnen Bestände
4 Informationsflüsse beschreiben die transferierten Daten und Dokumente von
den Geschäftsprozessen bis zu den Produktionsprozessen
5 Die Darstellung des Kunden beschreibt dessen Forderungen
6 Die Darstellung des Lieferanten beschreibt die Versorgung der Produktion
mit Material
Die Wertstrommethode wird genutzt, um die Prinzipien
- Kundenwert
- Wertschöpfungsstrom
- Flow
- Pull
- Perfektion
zu realisieren. Auf den folgenden Seiten sollen nun die Werkzeuge zur erfolgreichen
Umsetzung der fünf schlanken Prinzipien (siehe Kapitel 2.1.1 – 2.1.5) näher erläutert
werden.
80
Vgl. Erlach (2007), S. 32
28
2.3.1 Grundlagen der Wertstrommethode
Untersucht man die Vorgehensweise der schlanken Produktion kommt man nicht ohne
die Analyse und Darstellungsmethode des Wertstromdesigns aus. Ursprünglich wurde
die Methode des Wertstromdesigns „Material and Information Flow Mapping“ ge-
nannt.81 Die Methode des Wertstromdesigns ist eine der wichtigsten Werkzeuge des
TPS.82
Die Automobilindustrie kann zwar als „Geburtsort“ der Wertstrommethode bezeichnet
werden, ihre Anwendung ist allerdings auf viele verschiedene Bereiche übertragbar. Es
ist daher nicht verwunderlich, dass sich in der Literatur Beispiele für eine erfolgreiche
Anwendung in Bereichen wie Vertrieb, Marketing, Entwicklung, Konstruktion oder
auch im Bereich des Verwaltungswesens (Lean Administration oder Lean Office) fin-
den lassen.83 Das Grundprinzip bleibt dabei immer gleich: Den Zeithorizont durch die
konsequente Aufdeckung und Eliminierung von Verschwendung verkürzen.84 „Alles,
was wir tun, ist, den Zeithorizont nicht aus den Augen zu verlieren.“85
Hauptziel der Methode des Wertstromdesigns ist, die bestehenden Strukturen auf Ver-
schwendung zur untersuchen, um so dem schlanken Ansatz der Lean Production gerecht
zu werden. Mittels Wertstromdesign ist es möglich, einen detaillierten Ist-Zustand des
Untersuchungsortes darzustellen. Das Wertstromdesign bedient sich dazu einer Palette
an einfach verständlichen Symbolen (Symbole siehe Anhang) und kann durch diese
unmissverständliche Darstellungsform als Kommunikationsmittel genutzt werden. Das
typisierte Vorgehen bei der Methode des Wertstromdesigns bezieht sich auf ein Produkt
oder auf eine Zusammenfassung mehrerer Produkte mit ähnlichen Merkmalen, einer so
genannten Produktgruppe / -familie (siehe Abb. Nr. 9). Vor der eigentlichen Aufnahme
81
Vgl. Wertstromdesign in der variantenreichen Produktion mit dem ValueStreamDesigner (VSD). URL:
http://www.v-und-s.de/doc/2006_06_09_Whitepaper_VSD.pdf [Stand: 06.05.2010]
82
Vgl. Rother; Shook (1998), S. 1
83Vgl. Traeger (1994), S. 62
84 Vgl. Ohno (1978), S. 23
85 Ebenda, S. 22
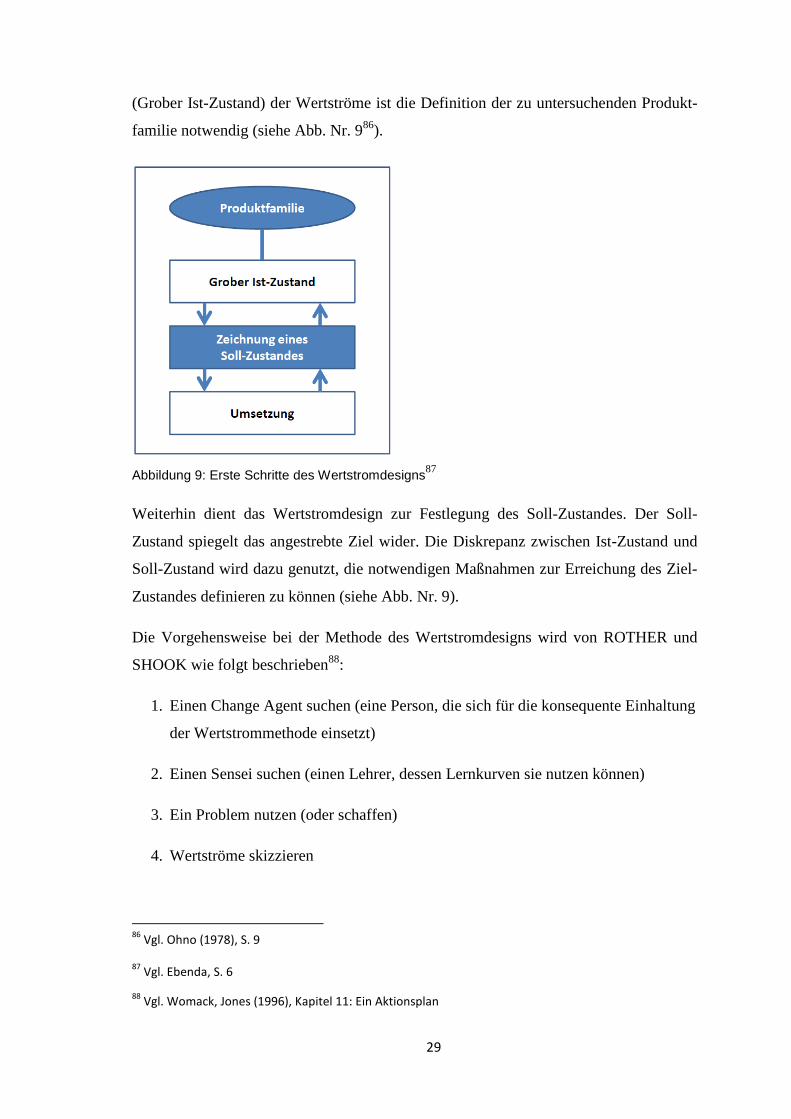
29
(Grober Ist-Zustand) der Wertströme ist die Definition der zu untersuchenden Produkt-
familie notwendig (siehe Abb. Nr. 986).
Abbildung 9: Erste Schritte des Wertstromdesigns87
Weiterhin dient das Wertstromdesign zur Festlegung des Soll-Zustandes. Der Soll-
Zustand spiegelt das angestrebte Ziel wider. Die Diskrepanz zwischen Ist-Zustand und
Soll-Zustand wird dazu genutzt, die notwendigen Maßnahmen zur Erreichung des Ziel-
Zustandes definieren zu können (siehe Abb. Nr. 9).
Die Vorgehensweise bei der Methode des Wertstromdesigns wird von ROTHER und
SHOOK wie folgt beschrieben88:
1. Einen Change Agent suchen (eine Person, die sich für die konsequente Einhaltung
der Wertstrommethode einsetzt)
2. Einen Sensei suchen (einen Lehrer, dessen Lernkurven sie nutzen können)
3. Ein Problem nutzen (oder schaffen)
4. Wertströme skizzieren
86
Vgl. Ohno (1978), S. 9
87 Vgl. Ebenda, S. 6
88 Vgl. Womack, Jones (1996), Kapitel 11: Ein Aktionsplan
30
5. Auf sofortige Resultate bestehen. „Greifen Sie sich etwas Wichtiges heraus und
entfernen Sie schnell Verschwendung, um dann überrascht festzustellen, wie viel
Sie innerhalb kürzester Zeit erreichen können“.89
Das Scheitern vieler Unternehmen bei der Anwendung der Wertstrommethode liegt an
der fehlenden Wertstromperspektive bei der Optimierung ihrer Prozesse.90 WOMACK
und JONES stellten fest, dass viele Unternehmen nach erfolgreicher Umsetzung der
ersten drei Schritte gleich bei Schritt fünf, also der Umsetzung zur Beseitigung von
Verschwendung, weitermachen. Der vierte Schritt, nämlich das Skizzieren der Wert-
ströme wurde einfach übersprungen. Durch die mutwillige Übergehung der Darstellung
aller am Produktionsprozess beteiligten Wertströme konnte zwar die „offensichtliche“
Verschwendung beseitigt werden. Durch die mangelnde Ausrichtung auf die wertschöp-
fenden Prozesse und den mangelnden Blick auf die Kunden konnte der gesamte Wert-
strom jedoch nicht verbessert werden. Viele Unternehmen folgerten daraus, dass man
am Engpass ansetzen müsse und trafen entsprechende Maßnahmen, beispielsweise mit
einer Six Sigma91 Offensive.
Wenn man den Gesamtprozess verbessern möchte empfiehlt es sich, den Wertstrom in
seiner Gesamtheit zu analysieren und systematisch unter Berücksichtigung der fünf
Prinzipien einer schlanken Produktion vorzugehen. Punkt vier der Vorgehensweise nach
ROTHER und SHOOK, das Skizzieren der Wertströme, besteht aus
- Wertstromaufnahme
- Erstellung des Wertstromdiagramms
- Lokalisierung und Bewertung der Verbesserungspotenziale
- Erstellung eines Soll-Zustandes
- Abgeleitete Maßnahmen
und wird in den nächsten Kapiteln ausführlich erläutert.
89
Rother, Shook (1998), S. II
90 Vgl. Ebenda, S. II
91 Weiterführende Literatur siehe: George; Rowlands; Kastle (2004), Was ist Lean Six Sigma
31
2.3.1.1 Die Wertstromaufnahme
Die Wertstromaufnahme stellt die untersuchten Prozesse verständlich und übersichtlich
dar. Die Betrachtung erfolgt vom Rohmaterial bis in die Hände des Endkunden.92 Dar-
gestellt werden neben den Kernprozessen (z.B. Material- und Personalflüsse) auch die
unterstützenden Prozesse (z.B. Informationsflüsse). Das so entstandene Bild gibt den
Ist-Zustand des Produktionsprozesses wider. „Eine Wertstromperspektive einzunehmen
bedeutet, am Gesamtbild zu arbeiten, nicht nur an einzelnen Fertigungsprozessen.“93
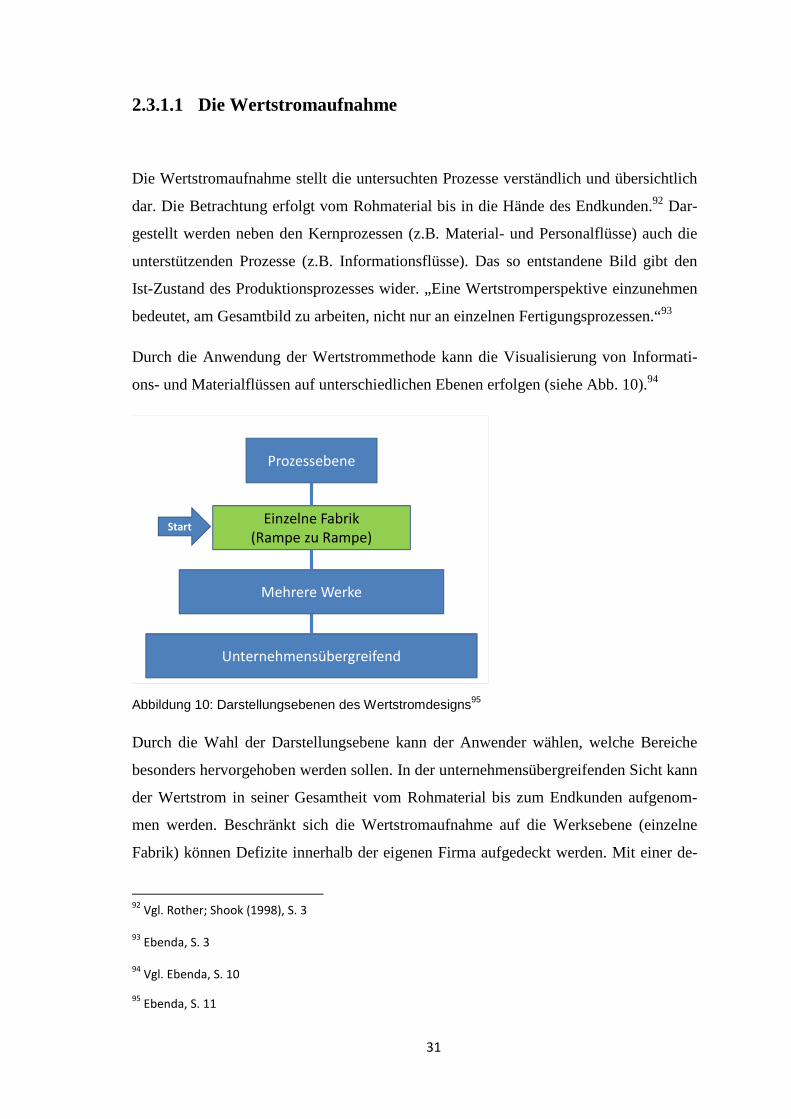
Durch die Anwendung der Wertstrommethode kann die Visualisierung von Informati-
ons- und Materialflüssen auf unterschiedlichen Ebenen erfolgen (siehe Abb. 10).94
Prozessebene
Einzelne Fabrik(Rampe zu Rampe)
Mehrere Werke
Unternehmensübergreifend
Start
Abbildung 10: Darstellungsebenen des Wertstromdesigns95
Durch die Wahl der Darstellungsebene kann der Anwender wählen, welche Bereiche
besonders hervorgehoben werden sollen. In der unternehmensübergreifenden Sicht kann
der Wertstrom in seiner Gesamtheit vom Rohmaterial bis zum Endkunden aufgenom-
men werden. Beschränkt sich die Wertstromaufnahme auf die Werksebene (einzelne
Fabrik) können Defizite innerhalb der eigenen Firma aufgedeckt werden. Mit einer de-
92
Vgl. Rother; Shook (1998), S. 3
93 Ebenda, S. 3
94 Vgl. Ebenda, S. 10
95 Ebenda, S. 11
32
taillierten Sicht auf die Prozesse können Schwachstellen und Verbesserungspotentiale
auf dem Prozesslevel aufgedeckt werden.
Die Toyota Motor Company nutzt diese Vorgehensweise der Wertstromaufnahme und
legt besonderen Wert auf das Skizzieren der Wertströme. Ziel ist es, weg von einer
punktuellen Verbesserung bestimmter Bereiche, hin zu einer verknüpften Optimierung
aller Prozesse zu gelangen. Diese ganzheitliche Sicht wird zuerst nur auf das eigene
Unternehmen für ein Produkt oder eine Produktgruppe durchgeführt (Vgl. Abb. Nr. 10,
Start). Nach erfolgreicher Anwendung der fünf Lean Prinzipien werden die Bemühun-
gen auf andere, an der Wertschöpfung beteiligten Unternehmen, ausgedehnt. Im Fokus
bleibt stets die Bemühung einer Verbesserung des Gesamtwertstroms. Bevor alle Liefe-
ranten und Kunden mit einbezogen werden empfehlen ROTHER und SHOOK96 die
Methode des Wertstromdesigns zuerst auf die eigene Unternehmung, genauer gesagt,
auf eine Betrachtung „von Rampe zu Rampe“ für ein Produkt oder eine Produktgruppe
vorzunehmen (siehe Abb. Nr. 10, grün markierter Kasten). Mit einer Betrachtung von
„Rampe zu Rampe“ ist die Aufnahme aller Informations- und Materialflüsse von der
Warenannahme bis zum Versand gemeint.97 Ziel ist ein schrittweises Vorgehen bis ein
Gesamtwertstrom vom Rohmaterial bis zum Endkunden entsteht.
Die Wertstromaufnahme umfasst alle Prozessschritte für ein ausgewähltes Produkt
(oder eine Produktgruppe) in einem ausgewählten Bereich. Mittels Wertstromaufnahme
werden anfänglich alle Prozesse entlang der Wertschöpfungskette (vom Rohmaterial bis
zum Endprodukt) dargestellt und die Material- und Informationsflüsse eingezeichnet.
Das Ergebnis ist ein einfach verständliches Bild des momentanen Ist-Zustandes in der
Produktion. Bedingt durch die einheitliche, einfache und unmissverständliche Symbolik
des Wertstromdesigns sind für jeden Betrachter die Schwachstellen klar erkenntlich.
96
Vgl. Rother, Shook(1998), S. 12
97 Vgl. Ebenda, S.12
33
2.3.1.2 Erstellung des Wertstromdiagramms
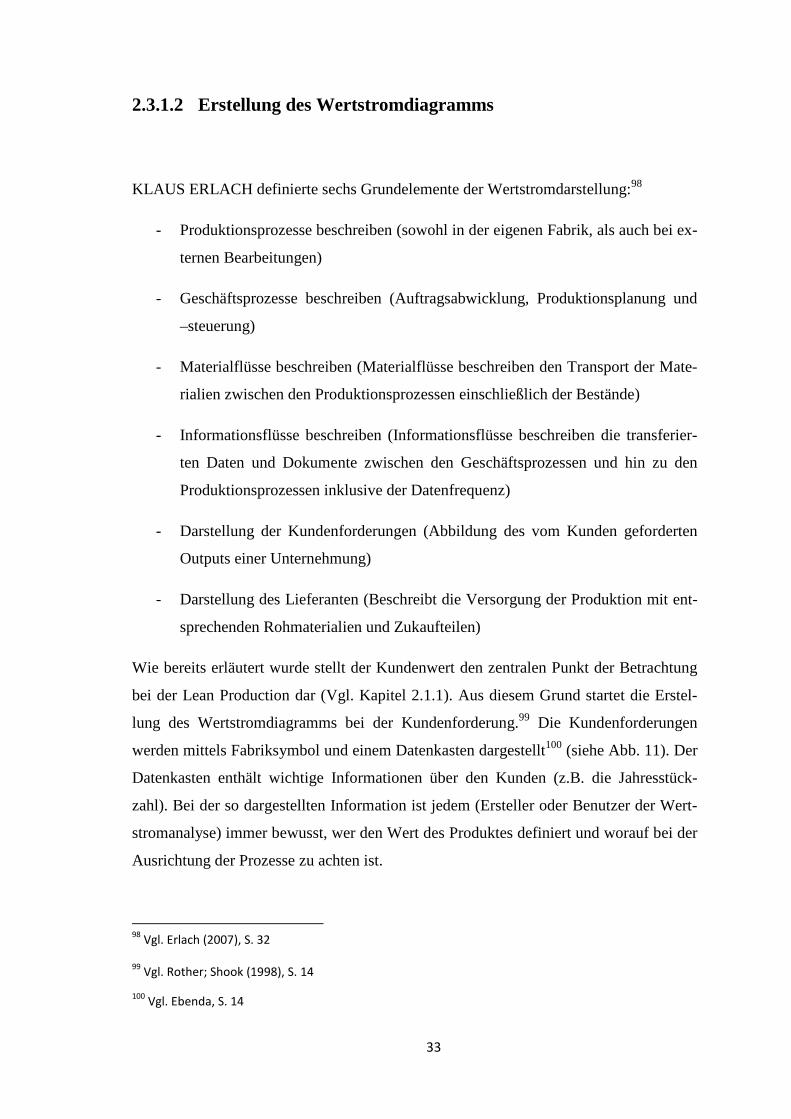
KLAUS ERLACH definierte sechs Grundelemente der Wertstromdarstellung:98
- Produktionsprozesse beschreiben (sowohl in der eigenen Fabrik, als auch bei ex-
ternen Bearbeitungen)
- Geschäftsprozesse beschreiben (Auftragsabwicklung, Produktionsplanung und
–steuerung)
- Materialflüsse beschreiben (Materialflüsse beschreiben den Transport der Mate-
rialien zwischen den Produktionsprozessen einschließlich der Bestände)
- Informationsflüsse beschreiben (Informationsflüsse beschreiben die transferier-
ten Daten und Dokumente zwischen den Geschäftsprozessen und hin zu den
Produktionsprozessen inklusive der Datenfrequenz)
- Darstellung der Kundenforderungen (Abbildung des vom Kunden geforderten
Outputs einer Unternehmung)
- Darstellung des Lieferanten (Beschreibt die Versorgung der Produktion mit ent-
sprechenden Rohmaterialien und Zukaufteilen)
Wie bereits erläutert wurde stellt der Kundenwert den zentralen Punkt der Betrachtung
bei der Lean Production dar (Vgl. Kapitel 2.1.1). Aus diesem Grund startet die Erstel-
lung des Wertstromdiagramms bei der Kundenforderung.99 Die Kundenforderungen
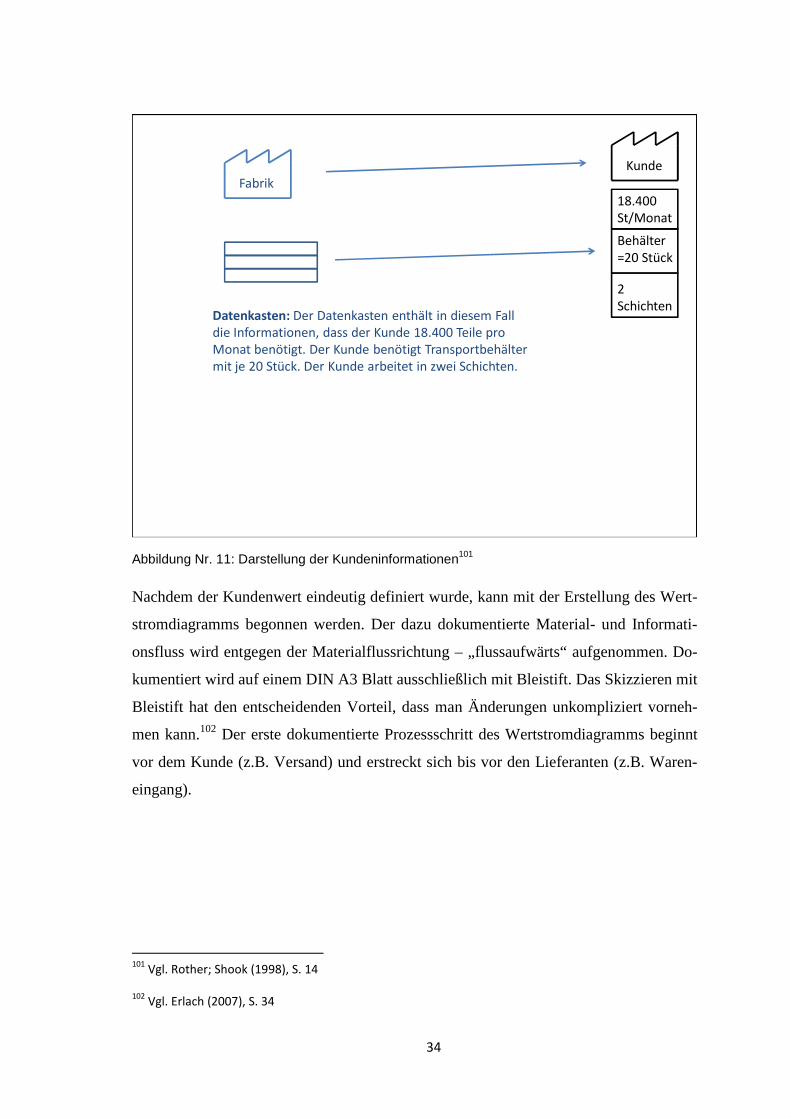
werden mittels Fabriksymbol und einem Datenkasten dargestellt100 (siehe Abb. 11). Der
Datenkasten enthält wichtige Informationen über den Kunden (z.B. die Jahresstück-
zahl). Bei der so dargestellten Information ist jedem (Ersteller oder Benutzer der Wert-
stromanalyse) immer bewusst, wer den Wert des Produktes definiert und worauf bei der
Ausrichtung der Prozesse zu achten ist.
98
Vgl. Erlach (2007), S. 32
99 Vgl. Rother; Shook (1998), S. 14
100 Vgl. Ebenda, S. 14
34
Kunde
18.400 St/Monat
Behälter =20 Stück
2 Schichten
Fabrik
Datenkasten: Der Datenkasten enthält in diesem Fall die Informationen, dass der Kunde 18.400 Teile pro Monat benötigt. Der Kunde benötigt Transportbehälter mit je 20 Stück. Der Kunde arbeitet in zwei Schichten.
Abbildung Nr. 11: Darstellung der Kundeninformationen101
Nachdem der Kundenwert eindeutig definiert wurde, kann mit der Erstellung des Wert-
stromdiagramms begonnen werden. Der dazu dokumentierte Material- und Informati-
onsfluss wird entgegen der Materialflussrichtung – „flussaufwärts“ aufgenommen. Do-
kumentiert wird auf einem DIN A3 Blatt ausschließlich mit Bleistift. Das Skizzieren mit
Bleistift hat den entscheidenden Vorteil, dass man Änderungen unkompliziert vorneh-
men kann.102 Der erste dokumentierte Prozessschritt des Wertstromdiagramms beginnt
vor dem Kunde (z.B. Versand) und erstreckt sich bis vor den Lieferanten (z.B. Waren-
eingang).
101
Vgl. Rother; Shook (1998), S. 14
102 Vgl. Erlach (2007), S. 34
35
Dieses Vorgehen hat zwei entscheidende Vorteile:
- bei der Dokumentation des Wertstroms wird explizit auf die Anforderungen des
Kunden geachtet
- die Betrachtungsweise des Wertstromdesigns ermöglicht es, Abstand zum Pro-
zessgeschehen zu erlangen, was zu einem besseren Verständnis des Wertstromes
in der Produktion führen kann.
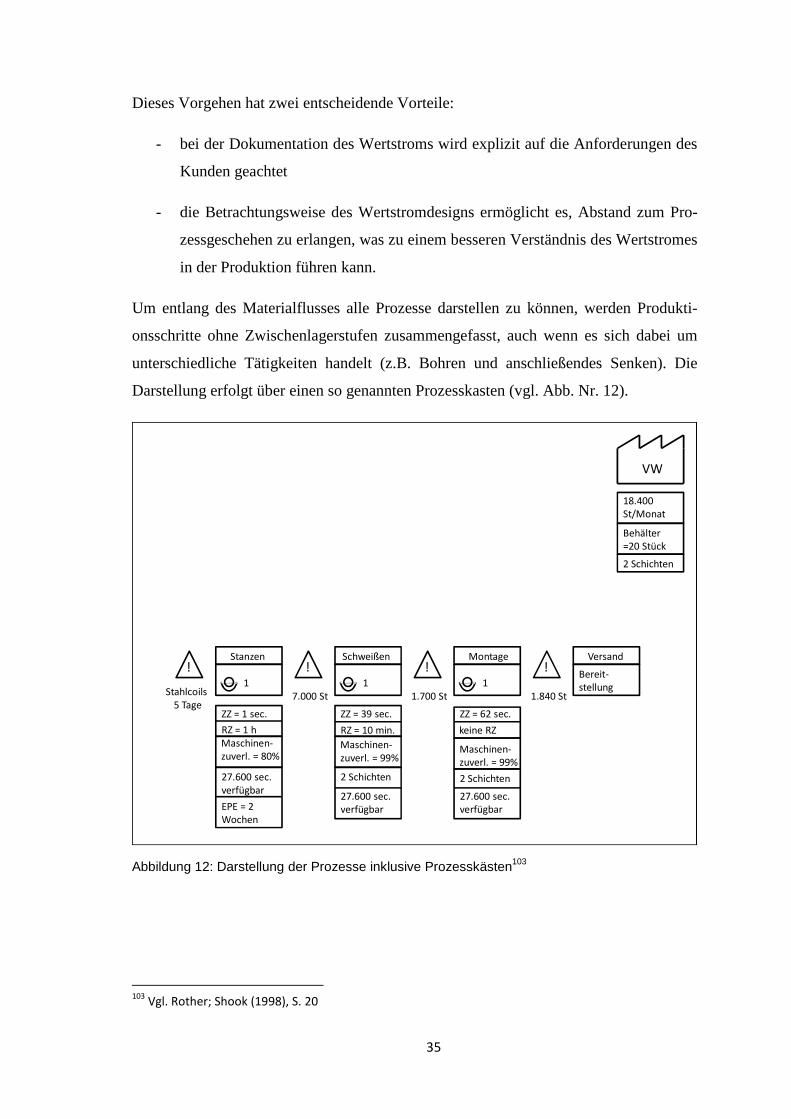
Um entlang des Materialflusses alle Prozesse darstellen zu können, werden Produkti-
onsschritte ohne Zwischenlagerstufen zusammengefasst, auch wenn es sich dabei um
unterschiedliche Tätigkeiten handelt (z.B. Bohren und anschließendes Senken). Die
Darstellung erfolgt über einen so genannten Prozesskasten (vgl. Abb. Nr. 12).
VW
18.400 St/Monat
Behälter =20 Stück
2 Schichten
Stanzen! ! ! !
Schweißen Montage Versand
ZZ = 1 sec.
27.600 sec.
verfügbar
ZZ = 39 sec.
2 Schichten
Stahlcoils
5 Tage7.000 St 1.700 St
1 1 1
RZ = 1 h
Maschinen-zuverl. = 80%
EPE = 2 Wochen
RZ = 10 min.
Maschinen-
zuverl. = 99%
27.600 sec.verfügbar
ZZ = 62 sec.
keine RZ
Maschinen-zuverl. = 99%
27.600 sec.verfügbar
2 Schichten
1.840 St
Bereit-stellung
Abbildung 12: Darstellung der Prozesse inklusive Prozesskästen103
103
Vgl. Rother; Shook (1998), S. 20
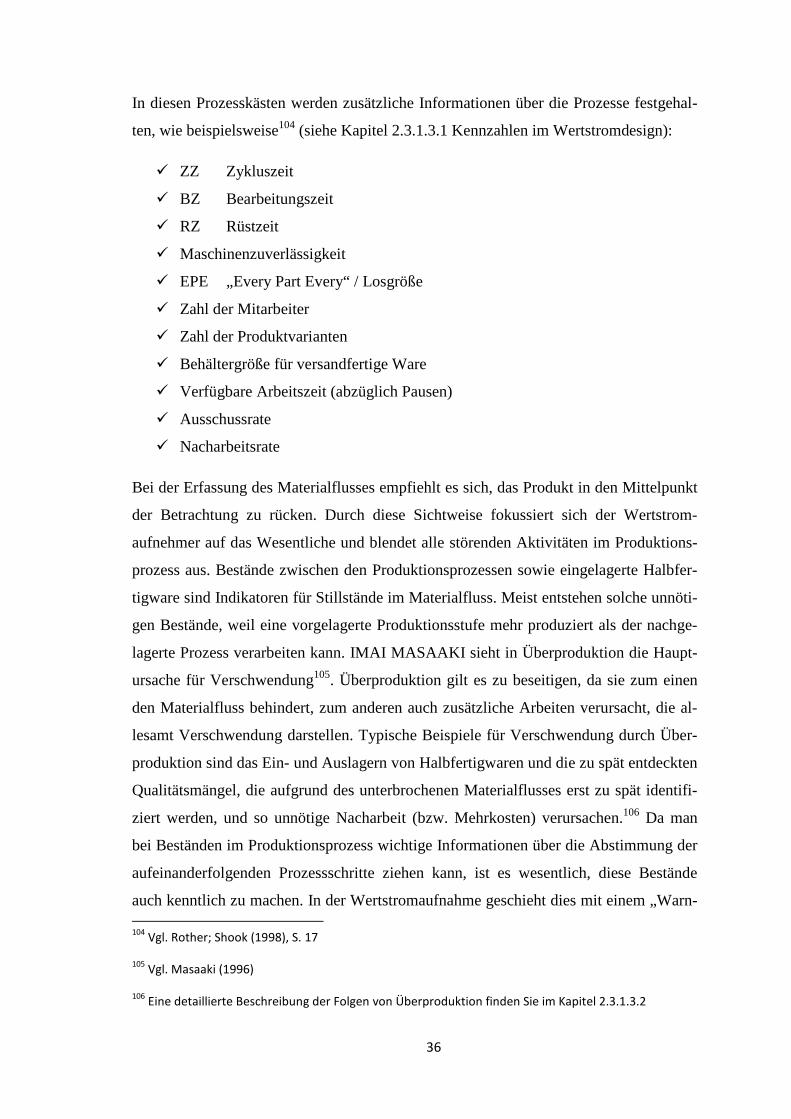
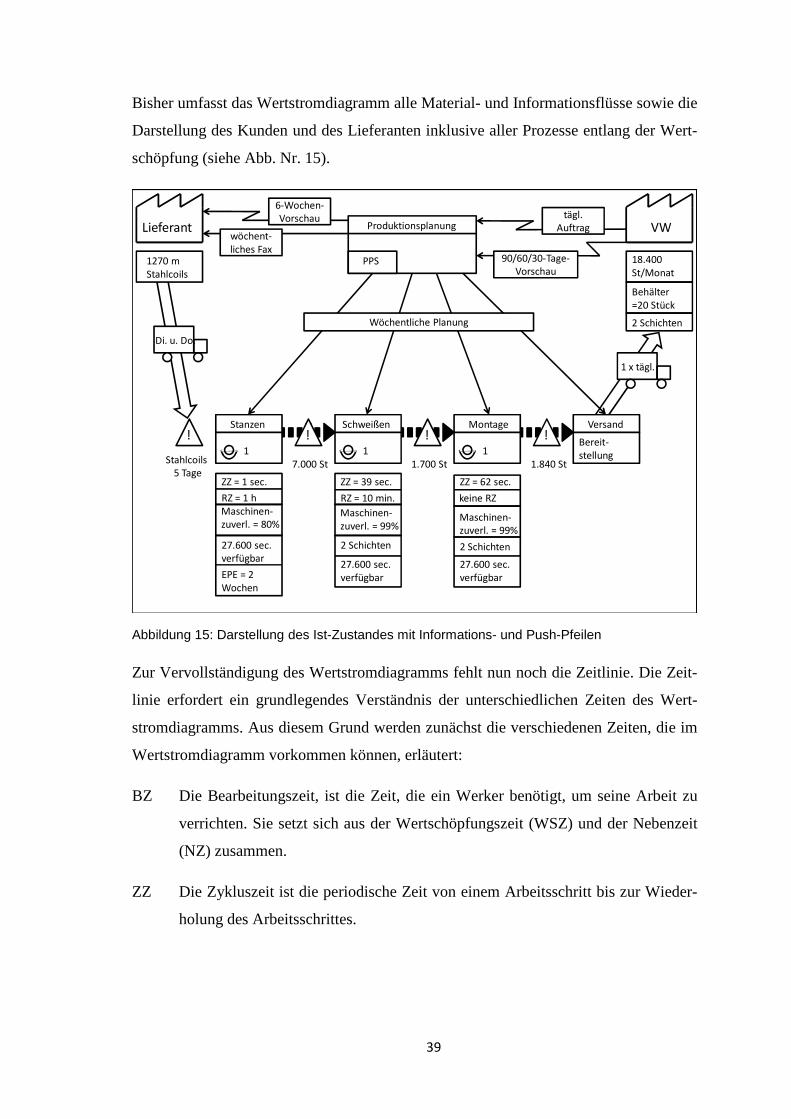
36
In diesen Prozesskästen werden zusätzliche Informationen über die Prozesse festgehal-
ten, wie beispielsweise104 (siehe Kapitel 2.3.1.3.1 Kennzahlen im Wertstromdesign):
� ZZ Zykluszeit
� BZ Bearbeitungszeit
� RZ Rüstzeit
� Maschinenzuverlässigkeit
� EPE „Every Part Every“ / Losgröße
� Zahl der Mitarbeiter
� Zahl der Produktvarianten
� Behältergröße für versandfertige Ware
� Verfügbare Arbeitszeit (abzüglich Pausen)
� Ausschussrate
� Nacharbeitsrate
Bei der Erfassung des Materialflusses empfiehlt es sich, das Produkt in den Mittelpunkt
der Betrachtung zu rücken. Durch diese Sichtweise fokussiert sich der Wertstrom-
aufnehmer auf das Wesentliche und blendet alle störenden Aktivitäten im Produktions-
prozess aus. Bestände zwischen den Produktionsprozessen sowie eingelagerte Halbfer-
tigware sind Indikatoren für Stillstände im Materialfluss. Meist entstehen solche unnöti-
gen Bestände, weil eine vorgelagerte Produktionsstufe mehr produziert als der nachge-
lagerte Prozess verarbeiten kann. IMAI MASAAKI sieht in Überproduktion die Haupt-
ursache für Verschwendung105. Überproduktion gilt es zu beseitigen, da sie zum einen
den Materialfluss behindert, zum anderen auch zusätzliche Arbeiten verursacht, die al-
lesamt Verschwendung darstellen. Typische Beispiele für Verschwendung durch Über-
produktion sind das Ein- und Auslagern von Halbfertigwaren und die zu spät entdeckten
Qualitätsmängel, die aufgrund des unterbrochenen Materialflusses erst zu spät identifi-
ziert werden, und so unnötige Nacharbeit (bzw. Mehrkosten) verursachen.106 Da man
bei Beständen im Produktionsprozess wichtige Informationen über die Abstimmung der
aufeinanderfolgenden Prozessschritte ziehen kann, ist es wesentlich, diese Bestände
auch kenntlich zu machen. In der Wertstromaufnahme geschieht dies mit einem „Warn- 104
Vgl. Rother; Shook (1998), S. 17
105 Vgl. Masaaki (1996)
106 Eine detaillierte Beschreibung der Folgen von Überproduktion finden Sie im Kapitel 2.3.1.3.2
37
dreieck“, das die Bestände markiert (siehe Abb. Nr. 13).107 Materialflüsse werden mit-
tels breiter Pfeile dargestellt und bekommen zusätzlich ein Symbol, das abhängig von
der Beförderungsart ist (z.B. LKW, siehe Abb. Nr. 13). Zusätzlich wird der Material-
fluss mit der Menge sowie der Transportfrequenz gekennzeichnet.
VW
18.400
St/Monat
Behälter =20 Stück
2 Schichten
Stanzen! ! ! !
Schweißen Montage Versand
ZZ = 1 sec.
27.600 sec.
verfügbar
ZZ = 39 sec.
2 Schichten
Stahlcoils
5 Tage7.000 St 1.700 St
1 1 1
RZ = 1 h
Maschinen-zuverl. = 80%
EPE = 2 Wochen
RZ = 10 min.
Maschinen-
zuverl. = 99%
27.600 sec.verfügbar
ZZ = 62 sec.
keine RZ
Maschinen-zuverl. = 99%
27.600 sec.verfügbar
2 Schichten
1.840 St
Bereit-stellung
Lieferant
1270 m
Stahlcoils
Di. u. Do.
1 x tägl.
Abbildung 13: Darstellung des Ist-Zustandes mit Materialfluss und Push-Pfeilen
107
Vgl. Rother; Shook (1998), S. 18
38
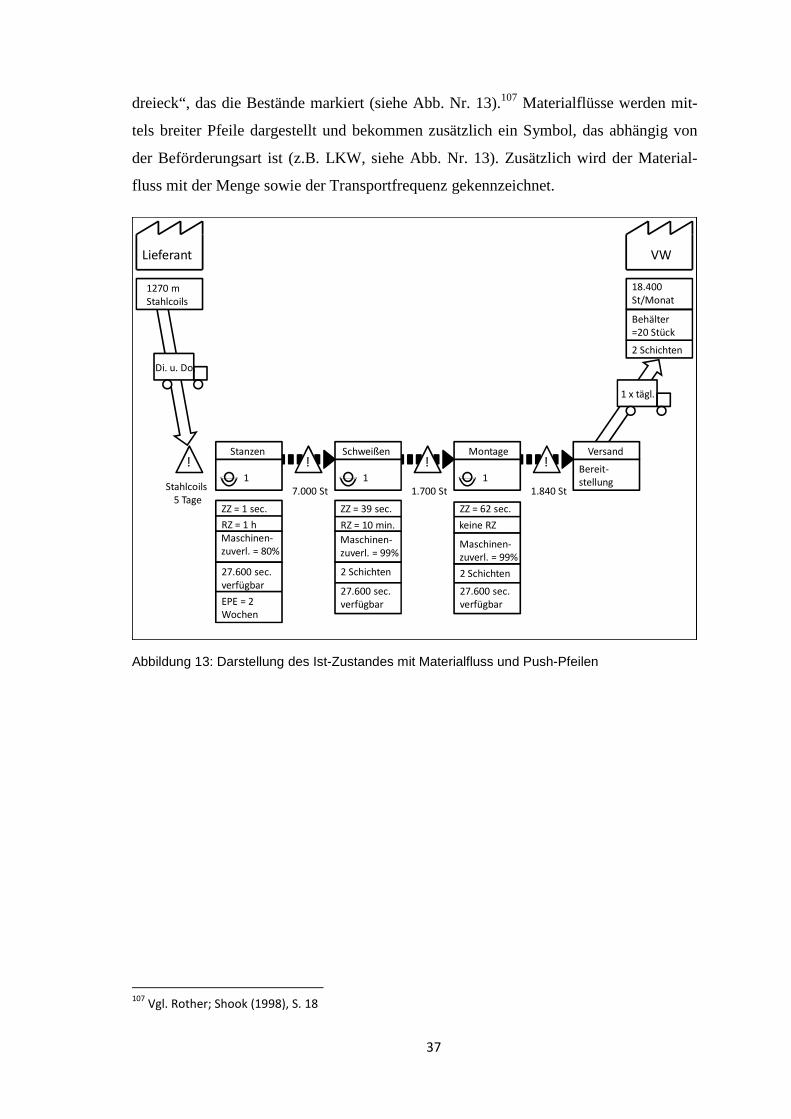
In der Mehrzahl der Unternehmen wird die zentrale Einteilung der Aufgaben an die
Prozesse sowie die Synchronisation der Maschinenbelegung von einem Planungs- und
Steuerungssystem (PPS) übernommen.
Informationsflüsse werden mittels dünner
Pfeile dargestellt (siehe Abb. Nr. 14).
Erfolgt der Informationsfluss in elektro-
nischer Form wird er mittels eines dün-
nen Blitzes dargestellt. Wie schon bei
den Materialflüssen werden wichtige
Informationen zum Informationsfluss in
einem kleinen Kasten dargestellt.108
Abbildung 14: Darstellung des Informationsflusses109
Obwohl die meisten Firmen über eine zentrale Steuerung durch ein Produktionspla-
nungs- und Steuerungssystem verfügen, kann sich die Erfassung der Informationsflüsse
als Herausforderung gestalten. Unverlässliche Daten (z.B. falsch eingebuchte Fertigwa-
ren) zwingen vielerorts die Produktionsleiter, sich vor Ort ein Bild der tatsächlichen
Gegebenheiten (z.B. Bestände) zu verschaffen. Diese Verifizierung wird „Go-See“ Pla-
nung genannt (siehe Abb. Informationsfluss im Anhang (e)). Durch die Go-See Planung
ist meist eine exaktere Planung der Fertigung möglich.110 Erschwerend kommt hinzu,
dass die Kommunikation in vielen Unternehmen nicht wirklich funktioniert.111
108
Vgl. Rother; Shook (1998), S. 22
109 Erlach (2007), S. 83
110 Vgl. Rother; Shook (1998), S. 24
111 Vgl. Ebenda, S. 24
Informationsfluss
elektronischerInformationsfluss
39
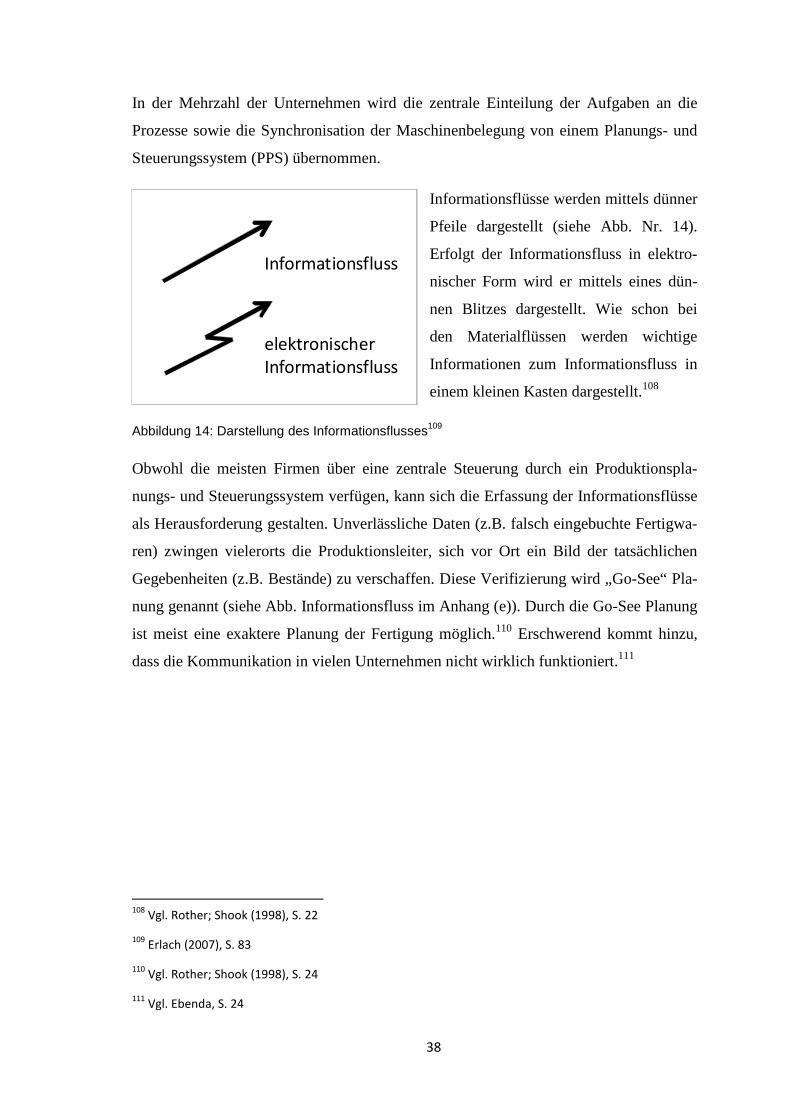
Bisher umfasst das Wertstromdiagramm alle Material- und Informationsflüsse sowie die
Darstellung des Kunden und des Lieferanten inklusive aller Prozesse entlang der Wert-
schöpfung (siehe Abb. Nr. 15).
VW
18.400 St/Monat
Behälter =20 Stück
2 Schichten
Stanzen! ! ! !
Schweißen Montage Versand
ZZ = 1 sec.
27.600 sec.verfügbar
ZZ = 39 sec.
2 Schichten
Stahlcoils5 Tage
7.000 St 1.700 St1 1 1
RZ = 1 hMaschinen-zuverl. = 80%
EPE = 2 Wochen
RZ = 10 min.
Maschinen-zuverl. = 99%
27.600 sec.verfügbar
ZZ = 62 sec.
keine RZ
Maschinen-zuverl. = 99%
27.600 sec.verfügbar
2 Schichten
1.840 St
Bereit-stellung
Lieferant
1270 m Stahlcoils
Di. u. Do.
1 x tägl.
Produktionsplanung
PPS
6-Wochen-Vorschau
wöchent-liches Fax
tägl. Auftrag
90/60/30-Tage-Vorschau
Wöchentliche Planung
Abbildung 15: Darstellung des Ist-Zustandes mit Informations- und Push-Pfeilen
Zur Vervollständigung des Wertstromdiagramms fehlt nun noch die Zeitlinie. Die Zeit-
linie erfordert ein grundlegendes Verständnis der unterschiedlichen Zeiten des Wert-
stromdiagramms. Aus diesem Grund werden zunächst die verschiedenen Zeiten, die im
Wertstromdiagramm vorkommen können, erläutert:
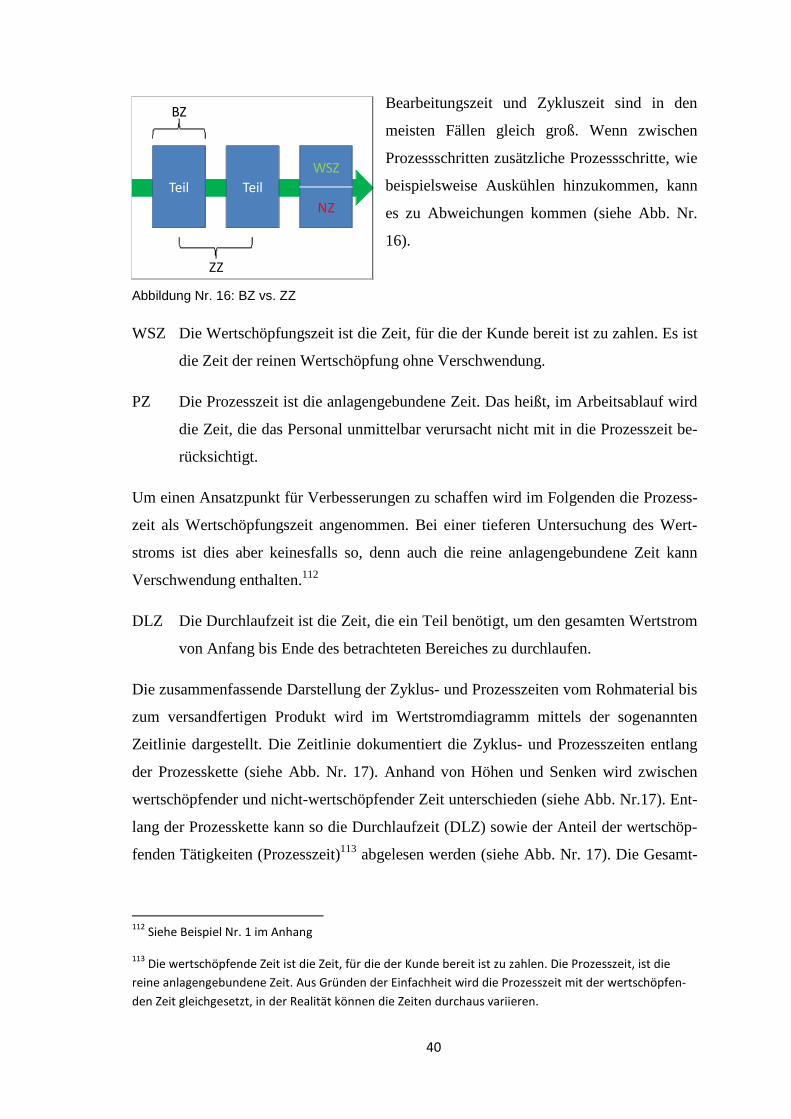
BZ Die Bearbeitungszeit, ist die Zeit, die ein Werker benötigt, um seine Arbeit zu
verrichten. Sie setzt sich aus der Wertschöpfungszeit (WSZ) und der Nebenzeit
(NZ) zusammen.
ZZ Die Zykluszeit ist die periodische Zeit von einem Arbeitsschritt bis zur Wieder-
holung des Arbeitsschrittes.
40
Bearbeitungszeit und Zykluszeit sind in den
meisten Fällen gleich groß. Wenn zwischen
Prozessschritten zusätzliche Prozessschritte, wie
beispielsweise Auskühlen hinzukommen, kann
es zu Abweichungen kommen (siehe Abb. Nr.
16).
Abbildung Nr. 16: BZ vs. ZZ
WSZ Die Wertschöpfungszeit ist die Zeit, für die der Kunde bereit ist zu zahlen. Es ist
die Zeit der reinen Wertschöpfung ohne Verschwendung.
PZ Die Prozesszeit ist die anlagengebundene Zeit. Das heißt, im Arbeitsablauf wird
die Zeit, die das Personal unmittelbar verursacht nicht mit in die Prozesszeit be-
rücksichtigt.
Um einen Ansatzpunkt für Verbesserungen zu schaffen wird im Folgenden die Prozess-
zeit als Wertschöpfungszeit angenommen. Bei einer tieferen Untersuchung des Wert-
stroms ist dies aber keinesfalls so, denn auch die reine anlagengebundene Zeit kann
Verschwendung enthalten.112
DLZ Die Durchlaufzeit ist die Zeit, die ein Teil benötigt, um den gesamten Wertstrom
von Anfang bis Ende des betrachteten Bereiches zu durchlaufen.
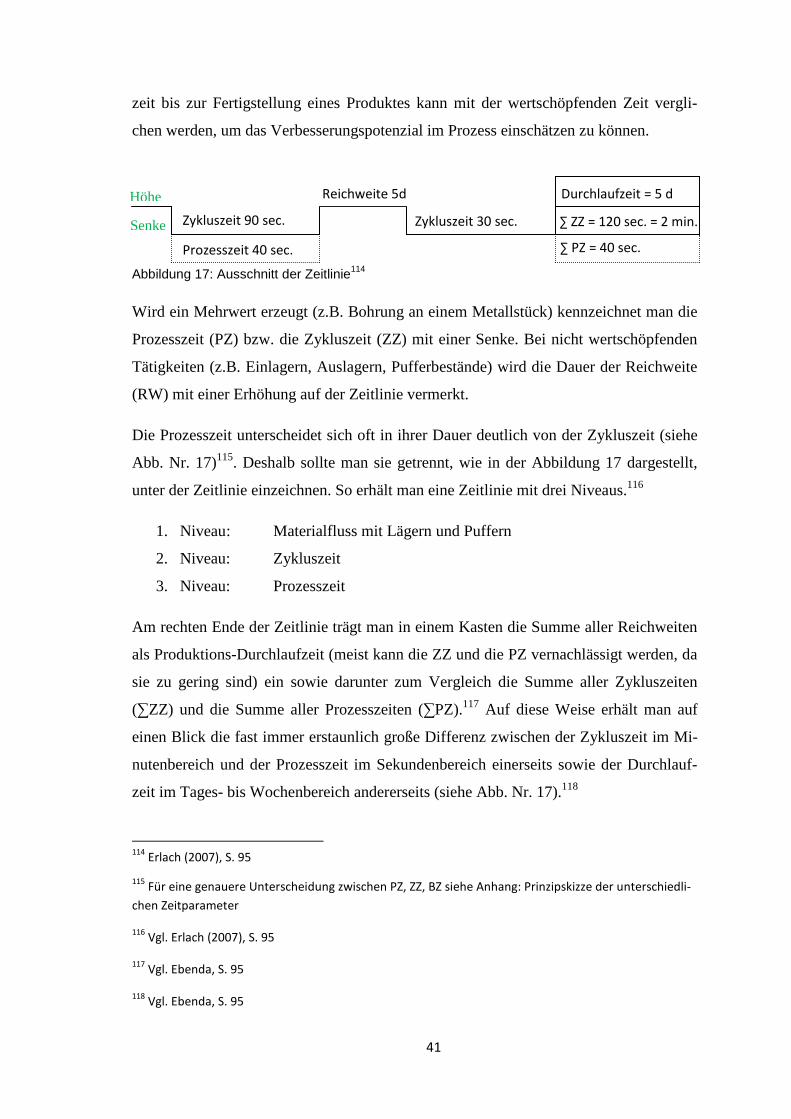
Die zusammenfassende Darstellung der Zyklus- und Prozesszeiten vom Rohmaterial bis
zum versandfertigen Produkt wird im Wertstromdiagramm mittels der sogenannten
Zeitlinie dargestellt. Die Zeitlinie dokumentiert die Zyklus- und Prozesszeiten entlang
der Prozesskette (siehe Abb. Nr. 17). Anhand von Höhen und Senken wird zwischen
wertschöpfender und nicht-wertschöpfender Zeit unterschieden (siehe Abb. Nr.17). Ent-
lang der Prozesskette kann so die Durchlaufzeit (DLZ) sowie der Anteil der wertschöp-
fenden Tätigkeiten (Prozesszeit)113 abgelesen werden (siehe Abb. Nr. 17). Die Gesamt-
112
Siehe Beispiel Nr. 1 im Anhang
113 Die wertschöpfende Zeit ist die Zeit, für die der Kunde bereit ist zu zahlen. Die Prozesszeit, ist die
reine anlagengebundene Zeit. Aus Gründen der Einfachheit wird die Prozesszeit mit der wertschöpfen-
den Zeit gleichgesetzt, in der Realität können die Zeiten durchaus variieren.
Teil Teil
BZ
ZZ
WSZ
NZ
41
zeit bis zur Fertigstellung eines Produktes kann mit der wertschöpfenden Zeit vergli-
chen werden, um das Verbesserungspotenzial im Prozess einschätzen zu können.
Abbildung 17: Ausschnitt der Zeitlinie114
Wird ein Mehrwert erzeugt (z.B. Bohrung an einem Metallstück) kennzeichnet man die
Prozesszeit (PZ) bzw. die Zykluszeit (ZZ) mit einer Senke. Bei nicht wertschöpfenden
Tätigkeiten (z.B. Einlagern, Auslagern, Pufferbestände) wird die Dauer der Reichweite
(RW) mit einer Erhöhung auf der Zeitlinie vermerkt.
Die Prozesszeit unterscheidet sich oft in ihrer Dauer deutlich von der Zykluszeit (siehe
Abb. Nr. 17)115. Deshalb sollte man sie getrennt, wie in der Abbildung 17 dargestellt,
unter der Zeitlinie einzeichnen. So erhält man eine Zeitlinie mit drei Niveaus.116
1. Niveau : Materialfluss mit Lägern und Puffern
2. Niveau: Zykluszeit
3. Niveau: Prozesszeit
Am rechten Ende der Zeitlinie trägt man in einem Kasten die Summe aller Reichweiten
als Produktions-Durchlaufzeit (meist kann die ZZ und die PZ vernachlässigt werden, da
sie zu gering sind) ein sowie darunter zum Vergleich die Summe aller Zykluszeiten
(∑ZZ) und die Summe aller Prozesszeiten (∑PZ).117 Auf diese Weise erhält man auf
einen Blick die fast immer erstaunlich große Differenz zwischen der Zykluszeit im Mi-
nutenbereich und der Prozesszeit im Sekundenbereich einerseits sowie der Durchlauf-
zeit im Tages- bis Wochenbereich andererseits (siehe Abb. Nr. 17).118
114
Erlach (2007), S. 95
115 Für eine genauere Unterscheidung zwischen PZ, ZZ, BZ siehe Anhang: Prinzipskizze der unterschiedli-
chen Zeitparameter
116 Vgl. Erlach (2007), S. 95
117 Vgl. Ebenda, S. 95
118 Vgl. Ebenda, S. 95
Zykluszeit 30 sec. Zykluszeit 90 sec.
Prozesszeit 40 sec.
Reichweite 5d Höhe
Senke
Durchlaufzeit = 5 d
∑ ZZ = 120 sec. = 2 min.
∑ PZ = 40 sec.
42
Die Dauer der Reichweite errechnet sich aus der Division der Bestandsmenge durch den
Kehrwert des täglichen Kundenbedarfs. Die Durchlaufzeit eines Wertstroms ergibt sich
somit aus der Summe aller Zykluszeiten und der Lagerreichweiten im langsamsten
Zweig des betrachteten Wertstroms:“
������� = ∑�� ��� (ZZ) + ∑����� �� (GL 1)
mit: DLZ Produktions-Durchlaufzeit
ZZ Zykluszeit
RW Reichweite
Bei der Erstellung des Wertstromdiagramms ist es wichtig, sich nicht „blind“ auf die
betrieblichen Daten zu verlassen. Ein detailliertes und aktuelles Bild des Ist-Zustandes
bekommt man nur, wenn man selbst die Daten vor Ort sammelt. Die Eliminierung von
Verschwendung ist nur durch die verifizierten Zahlen, Daten, Fakten möglich.119
2.3.1.3 Lokalisierung und Bewertung der Verbesserungspotentiale
Wie in den vorausgegangenen Kapiteln dargestellt, ermöglicht das Wertstromdesign
eine übersichtliche Darstellung betrieblicher Prozesse und Abläufe. Die Identifikation
der Verbesserungspotentiale wird durch die Methode des Wertstromdesigns zwar er-
leichtert, aber durch die Visualisierung allein kann nicht automatisch eine Verbesserung
herbeigeführt werden. Es ist das Wissen aller am Wertstrom beteiligter Personen, die
anhand der Visualisierung zusammen mit einem umfangreichen Fachwissen und beruf-
licher Erfahrung Verschwendung erkennen und entsprechende Maßnahmen zur Beseiti-
gung einleiten. Aus diesem Grund wird in diesem Kapitel zuerst die Bewertungsgrund-
lage des Wertstromdesigns anhand von Kennzahlen erläutert und dann auf die Verbes-
serungspotentiale und die Identifikation von Verschwendung eingegangen.
119
Vgl. Syncro APT - Management- und Engineering Berater http://www.apt-
global.com/de/glossar/letter/All/7 [Stand: 04.06.2010]
43
2.3.1.3.1 Kennzahlen im Wertstromdesign
Anhand von Kennzahlen kann man eine sachliche Bewertung des momentanen Ist
-Zustandes vornehmen und solide Entscheidungen über die Prozesskette treffen. Speku-
lationen und Vermutungen werden im Wertstromdesign nicht toleriert. Da es eine Viel-
zahl von Kennzahlen verschiedenster Art gibt, werden in dieser Arbeit nur die wert-
stromrelevanten Kennzahlen betrachtet. Wichtige Kennzahlen für das Wertstromdesign
sind:
- kundenbezogene,
- prozessbezogene und
- wertstrombezogene Kennzahlen.
Je nachdem, welcher Prozess des Wertstromdesigns im Mittelpunkt der Betrachtung
steht, werden die notwendigen Kennzahlen zur analytischen Betrachtung als Basis der
betrieblichen Entscheidung herangezogen. Welche Kennzahlen notwendig sind hängt in
hohem Maße von der betrachtenden Unternehmung ab. Die Kennzahlen, die in diesem
Kapitel vorgestellt werden, sind nicht als vollständig zu betrachten. Vielmehr stellen die
betrachteten Kennzahlen eine aussagekräftige Ausgangsbasis für diese Arbeit dar. Für
weitere Kennzahlen und deren Anwendung verweise ich Sie auf das Buch Kennzahlen:
harte und weiche Faktoren erkennen, messen und bewerten von MARK G. BROWN.
Laut VDI Nachrichten ist es für Unternehmen empfehlenswert mit wenigen aussage-
kräftigen Kennzahlen zu arbeiten, um den Überblick aufgrund übermäßiger Datenmen-
gen nicht zu verlieren.120
Begonnen wird, wie schon bei der Wertstromaufnahme, mit dem Kunden bzw. den
Kundeninformationen und den damit verbundenen Kennzahlen. Ziel der kundenbezoge-
nen Kennzahlen ist es, den Kundenwert mittels Zahlen sichtbar zu machen. Für die
kundenbezogene Betrachtung bieten sich folgende Kennzahlen an:
120
Vgl.: Von Denriesch (2010), VDI Nachrichten vom 28.05.2010, Kennzahlen-Studie: Weniger ist oft
mehr, S. 18
44
- Qualitätsdaten
- Liefererfüllung
- Jahresbedarf des Kunden
- Anzahl der Produktvarianten
- Kundentakt (oder auch Kundentaktzeit)
Der Kundentakt hat bei der Methode des Wertstromdesigns eine wichtige Aufgabe. Mit-
tels Kundentakt werden die Zeitabstände angegeben, in denen gefertigt werden muss,
um den Kundenanforderungen nachzukommen.121 Das Ergebnis ist eine Produktionsrate
in Stück (siehe Gl. 2)122. Der Kundentakt bildet somit eine wichtige Vergleichsgröße zu
den internen Produktionstakten.
�� =verfügbare Betriebszeit pro Jahr
Kundenbedarf pro Jahr=
FT ∗ AZ
Stck
mit: KT Kundentakt [min./Stck.] (Gl. 2)
FT Fabriktage [d/a]
AZ tägliche Arbeitszeit [min.]
Stck Jahrestückzahl [Stck./a]
Folgende Kennzahlen eignen sich für den Materialfluss im Wertstromdesign:
- Anzahl der Schichten (bzw. verfügbare Arbeitszeit)
- Rüstzeit
- Bearbeitungszeit
- Zykluszeit
- Wertschöpfungszeit
- Prozesszeit 121
Vgl. Erlach (2007), S. 53
122 Vgl. Ebenda, S. 48
45
- Maschinenzuverlässigkeit
- Ausschussrate
Zeitbasierenden Kennzahlen ist besondere Aufmerksamkeit entgegen zu bringen, da
gerade hier Verbesserungspotentiale in Form von Verschwendung verborgen sind, die
sich auf die gesamte Durchlaufzeit auswirken können.
Da die Wertstromanalyse über die Betrachtung von kunden- und prozessbezogenen
Kennzahlen hinausgeht und die gesamte Wertschöpfungskette im Fokus behält, ist die
Einbeziehung von wertstrombezogenen Kennzahlen notwendig. Wie bereits erwähnt
bergen Schnittstellen oft erhebliche Verbesserungs- und Optimierungspotenziale. Wert-
strombezogene Kennzahlen fokussieren die Schnittstellenbereiche unter Beachtung des
Gesamtwertstroms und geben Aufschluss über:
- Wertschöpfungszeit
- Prozesszeit
- Zykluszeit
- Bearbeitungszeit
- Durchlaufzeit
- Bestandsreichweite
Mit der Bestandsreichweite wird die Zeitdauer beschrieben, die die Produktion mit Ma-
terial versorgen kann, wenn kein weiteres Material zum Bestand hinzugefügt wird123
(siehe GL. Nr.3).124
56789:;<6=>ℎ@6=86 AB=:C = DEFGHI� AJGC
K:MNI�EIGHOG APQIJGR C
(GL 3)
Die Bestandsreichweite beschreibt die Relation zwischen dem Fertigungsbestand und
dem Kundentakt und ist somit ein Indikator für Verschwendung im Produktionsprozess.
123
bei Nicht-Lean Unternehmen kann der durchschnittliche Verbrauch pro Tag als Quotient verwendet
werden
124 Vgl. VNL Verein Netzwerk Logistik Österreich: URL: http://www.vnl.at/Bestandsreichweite.139.0.html
[Stand 23.05.2010]
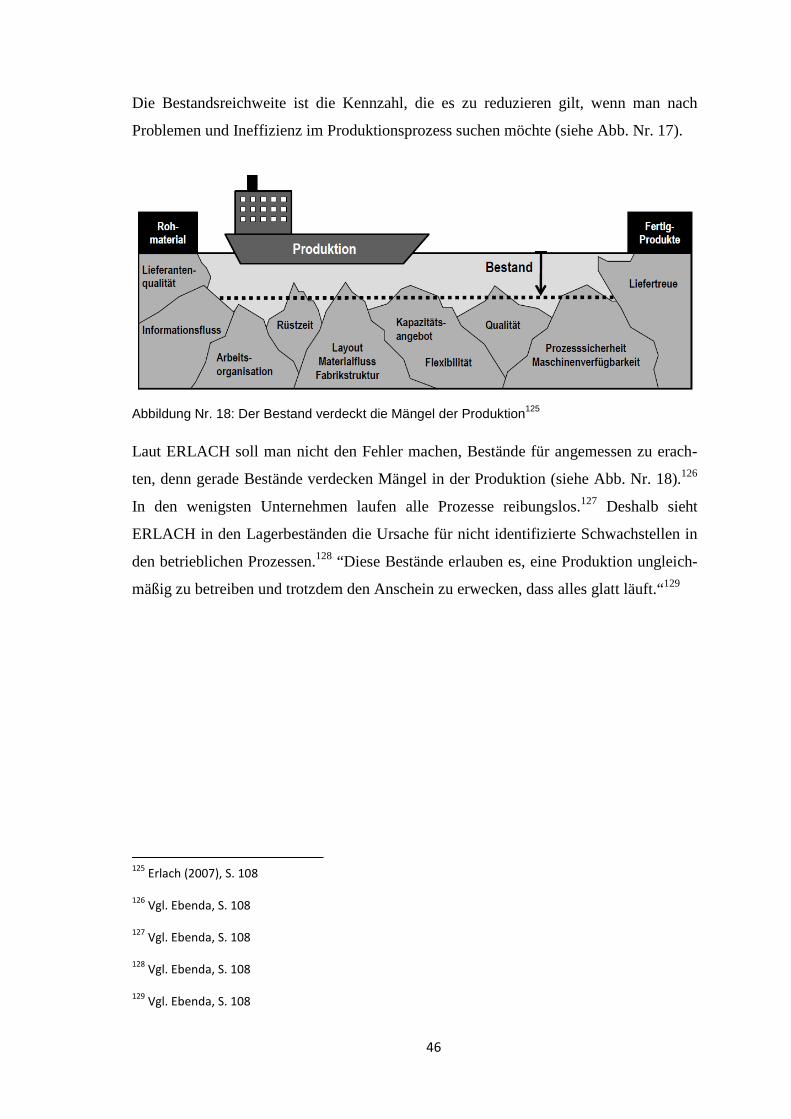
46
Die Bestandsreichweite ist die Kennzahl, die es zu reduzieren gilt, wenn man nach
Problemen und Ineffizienz im Produktionsprozess suchen möchte (siehe Abb. Nr. 17).
Abbildung Nr. 18: Der Bestand verdeckt die Mängel der Produktion125
Laut ERLACH soll man nicht den Fehler machen, Bestände für angemessen zu erach-
ten, denn gerade Bestände verdecken Mängel in der Produktion (siehe Abb. Nr. 18).126
In den wenigsten Unternehmen laufen alle Prozesse reibungslos.127 Deshalb sieht
ERLACH in den Lagerbeständen die Ursache für nicht identifizierte Schwachstellen in
den betrieblichen Prozessen.128 “Diese Bestände erlauben es, eine Produktion ungleich-
mäßig zu betreiben und trotzdem den Anschein zu erwecken, dass alles glatt läuft.“129
125
Erlach (2007), S. 108
126 Vgl. Ebenda, S. 108
127 Vgl. Ebenda, S. 108
128 Vgl. Ebenda, S. 108
129 Vgl. Ebenda, S. 108
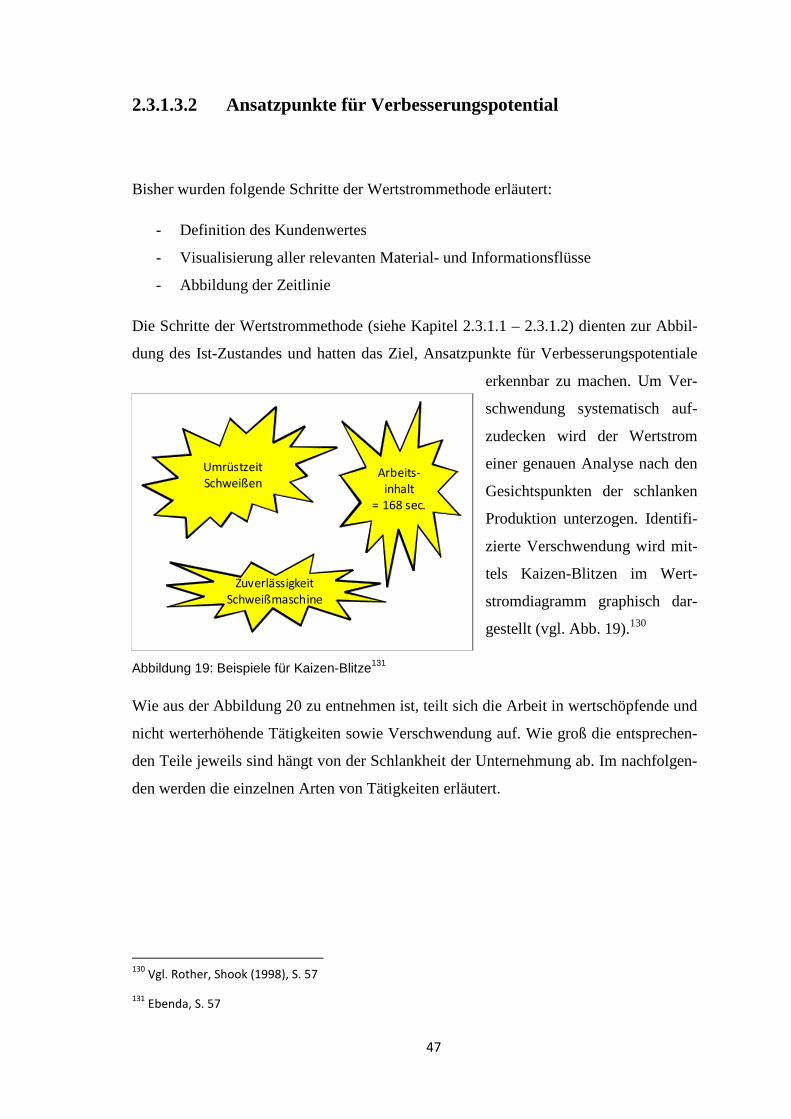
47
2.3.1.3.2 Ansatzpunkte für Verbesserungspotential
Bisher wurden folgende Schritte der Wertstrommethode erläutert:
- Definition des Kundenwertes
- Visualisierung aller relevanten Material- und Informationsflüsse
- Abbildung der Zeitlinie
Die Schritte der Wertstrommethode (siehe Kapitel 2.3.1.1 – 2.3.1.2) dienten zur Abbil-
dung des Ist-Zustandes und hatten das Ziel, Ansatzpunkte für Verbesserungspotentiale
erkennbar zu machen. Um Ver-
schwendung systematisch auf-
zudecken wird der Wertstrom
einer genauen Analyse nach den
Gesichtspunkten der schlanken
Produktion unterzogen. Identifi-
zierte Verschwendung wird mit-
tels Kaizen-Blitzen im Wert-
stromdiagramm graphisch dar-
gestellt (vgl. Abb. 19).130
Abbildung 19: Beispiele für Kaizen-Blitze131
Wie aus der Abbildung 20 zu entnehmen ist, teilt sich die Arbeit in wertschöpfende und
nicht werterhöhende Tätigkeiten sowie Verschwendung auf. Wie groß die entsprechen-
den Teile jeweils sind hängt von der Schlankheit der Unternehmung ab. Im nachfolgen-
den werden die einzelnen Arten von Tätigkeiten erläutert.
130
Vgl. Rother, Shook (1998), S. 57
131 Ebenda, S. 57
Umrüstzeit
SchweißenArbeits-
inhalt= 168 sec.
Zuverlässigkeit
Schweißmaschine
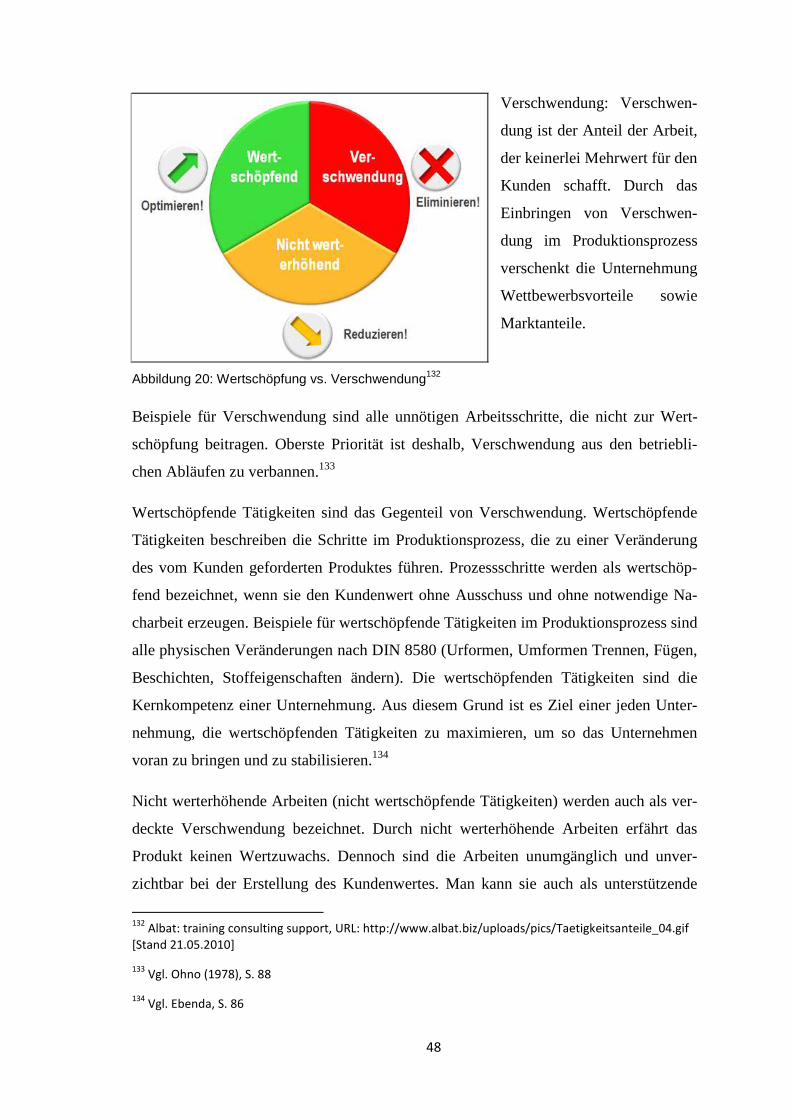
48
Verschwendung: Verschwen-
dung ist der Anteil der Arbeit,
der keinerlei Mehrwert für den
Kunden schafft. Durch das
Einbringen von Verschwen-
dung im Produktionsprozess
verschenkt die Unternehmung
Wettbewerbsvorteile sowie
Marktanteile.
Abbildung 20: Wertschöpfung vs. Verschwendung132
Beispiele für Verschwendung sind alle unnötigen Arbeitsschritte, die nicht zur Wert-
schöpfung beitragen. Oberste Priorität ist deshalb, Verschwendung aus den betriebli-
chen Abläufen zu verbannen.133
Wertschöpfende Tätigkeiten sind das Gegenteil von Verschwendung. Wertschöpfende
Tätigkeiten beschreiben die Schritte im Produktionsprozess, die zu einer Veränderung
des vom Kunden geforderten Produktes führen. Prozessschritte werden als wertschöp-
fend bezeichnet, wenn sie den Kundenwert ohne Ausschuss und ohne notwendige Na-
charbeit erzeugen. Beispiele für wertschöpfende Tätigkeiten im Produktionsprozess sind
alle physischen Veränderungen nach DIN 8580 (Urformen, Umformen Trennen, Fügen,
Beschichten, Stoffeigenschaften ändern). Die wertschöpfenden Tätigkeiten sind die
Kernkompetenz einer Unternehmung. Aus diesem Grund ist es Ziel einer jeden Unter-
nehmung, die wertschöpfenden Tätigkeiten zu maximieren, um so das Unternehmen
voran zu bringen und zu stabilisieren.134
Nicht werterhöhende Arbeiten (nicht wertschöpfende Tätigkeiten) werden auch als ver-
deckte Verschwendung bezeichnet. Durch nicht werterhöhende Arbeiten erfährt das
Produkt keinen Wertzuwachs. Dennoch sind die Arbeiten unumgänglich und unver-
zichtbar bei der Erstellung des Kundenwertes. Man kann sie auch als unterstützende
132
Albat: training consulting support, URL: http://www.albat.biz/uploads/pics/Taetigkeitsanteile_04.gif
[Stand 21.05.2010]
133 Vgl. Ohno (1978), S. 88
134 Vgl. Ebenda, S. 86
49
Tätigkeiten bezeichnen. Beispiele für nicht werterhöhende Arbeiten sind das Rüsten von
Werkzeugen oder das Spannen von Werkstücken. Ziel einer jeden Unternehmung sollte
sein, den Anteil der nicht werterhöhenden Arbeiten zu minimieren (z.B. durch verbes-
serte Umrüstvorgänge).
Verschwendung oder japanisch „muda“ kann man nach TAIICHI OHNO in sieben Ar-
ten aufschlüsseln.135 Sich die Ursachen für Verschwendung bewusst zu machen ist not-
wendig, um Verschwendung beseitigen zu können.
Die sieben Arten der Verschwendung136: - Überproduktion / Überinformation
- Bestände
- Ineffizienter Informationstransfer
- Wartezeiten
- Unnötige Wege / Bewegungen
- Unnötige / unangepasste Arbeits-
schritte
- Fehler und Nacharbeit
Von diesen sieben Arten der Verschwendung ist laut TAIICHI OHNO Überproduktion
die schlimmste Art der Verschwendung. Überproduktion bezeichnet die Fertigung ohne
Kundenabruf (Produktion „auf Lager“ früher oder schneller, als der Kunde die Produkte
abruft).137 Überproduktion ist deshalb so gefährlich, da sie andere Arten der Ver-
schwendung auslösen kann. Beispiele für durch Überproduktion verursachte Ver-
schwendung sind:138
135
Vgl. Ohno (1978), S. 46
136 Albat / training consulting support, URL: http://www.albat.biz/was-ist-lean/der-verschwendung-auf-
der-spur.html [Stand 23.05.2010]
137 Vgl. Rother; Shook (1998), S. 39
138 Vgl. Ebenda, S. 39
50
- Bestände an zu früh oder zu viel produzierten Produkten
- Wartezeiten wegen künstlicher Bedarfsspitze
- Unnötige Bewegungen von Produkten (Zwischenproduk-
ten), die zu viel oder zu früh produziert wurde
- Fehler, die aufgrund von eingelagerter Halbfertigware zu
spät erkannt werden und so Nacharbeit oder Ausschuss
verursachen
- Zusätzliche Bereitstellung von Lagerfläche notwendig
- Mehr Personalaufwand durch mehr Lageraufwand
- Verderbliche Ware kann durch zu langes Einlagern zer-
stört werden (z.B. Gummimischungen mit Verfallsdaten)
- Eingeschränkte Fertigungsflexibilität (man kann nicht
mehr so flexibel auf die Kundenanfragen reagieren) be-
dingt durch längere DLZ (wiederum bedingt durch unter-
brochenen Materialfluss in der Fertigung)
- Unnötig gebundenes Kapital
Ein Prinzip der Massenproduktion sagt aus, dass, je mehr und je schneller produziert
wird, desto kostengünstiger ist eine Produktion.139 Diese Aussage stimmt aber nur in
Bezug auf die direkte Stückkostenperspektive der herkömmlichen Buchführung.140 Die
Stückkostenperspektive der herkömmlichen Buchführung lässt alle zuvor erwähnten
Faktoren, die mit Überproduktion einhergehen, unbeachtet.141
139
Vgl. Rother; Shook (1998), S. 39
140 Vgl. Ebenda, S. 39
141 Vgl. Ebenda, S. 39
51
2.3.1.4 Erstellung eines Soll-Zustandes
Der Soll-Zustand bildet den angestrebten Zustand (Zielkonzept) im Wertstromdesign.
Dazu werden systematisch alle Arten von Verschwendung aus dem Produktionsprozess
eliminiert. Um realistische Ziele zu definieren hat sich die Vorgehensweise bewährt,
mindestens zwei Soll-Zustände darzustellen: einen operativen und einen strategischen
Soll-Zustand.
Der strategische Soll-Zustand dient der Geschäftsleitung zur Ausrichtung der Unter-
nehmensstrategie. Beschrieben wird eine Vision eines „idealen“ Ablaufes, dem sich
durch einen iterativen Prozess im Laufe von Jahren angenähert wird.
Aus der Differenz zwischen Ist-Zustand und operativem Soll-Zustand werden die not-
wendigen Maßnahmen zur Umsetzung abgeleitet. Der operative Soll-Zustand soll mög-
lichst innerhalb des nächsten halben Jahres realisierbar sein.
Die Darstellung des Soll-Zustandes ist ein Ziel, das die Unternehmung anstrebt. Ziele
sollten immer SMART sein142:
� S - spezifisch
� M - messbar
� A - angemessen
� R - realistisch
� T - terminiert
Ein Zielkonzept sollte so formuliert sein, dass man sich Änderungen vorbehalten kann.
Auf diese Art und Weise kann das Zielkonzept an aktuelle Rahmenbedingungen ange-
passt werden.143
142
Vgl. Projekt Magazin: URL: http://www.projektmagazin.de/glossar/gl-0731.html [Stand: 21.06.2010]
143 Vgl. Rother; Shook (1998), S. 51
52
Idealmodell der Lean Production
Das Idealmodell soll die Ziele der Unternehmung optimal widerspiegeln. Bei dem Ide-
almodell kommen die fünf schlanken Prinzipien (siehe Kapitel 2.2.1–2.2.5) zum Ein-
satz.
Das Idealmodell ist die Vision der Fertigung ohne Verschwendung mit maximierter
Wertschöpfung und minimierten, nicht werterhöhenden Tätigkeiten. Die Vision ist aber
keinesfalls an der Unternehmensgrenze beendet, vielmehr wird ein unternehmensüber-
greifender Ansatz verfolgt, der einen verschwendungsfreien Wertstrom vom Rohmate-
rial bis zum Endkunden ermöglicht. In dem Idealmodell bekommt der Kunde seine Wa-
re in geforderter Menge zur geforderten Zeit. Es existiert keine Überproduktion (siehe
negative Auswirkungen der Überproduktion Kapitel 2.3.1.3.2).144
Ziel einer schlanken Produktion ist die Vermeidung von Verschwendung. Pufferbestän-
de und Stauchungen im Produktionsprozess treten im Idealmodell der schlanken Pro-
duktion nicht auf. Ebenso existieren weder Nacharbeit noch Ausschuss. Es wird aus-
schließlich die vom Kunden geforderte Qualität produziert und nicht kontrolliert.
Das Idealmodell der schlanken Produktion setzt mittels Just-In-Time die Kundenforde-
rungen um. KANBA Steuerungen verwirklichen das Pull Prinzip, das ohne Sicherheits-
bestände und ohne Zwischenlagerbestände produzieren kann. Nach ROTHER und
SHOOK verhindert der One-Piece-Flow, dass fehlerhafte Erzeugnisse zu einem nachge-
lagerten Prozess gelangen.145
144
Vgl. Shingo (1989), S. 29
145 Vgl. Rother; Shook (1998)
53
Folgende Kriterien müssen zwingend erfüllt werden, um den One-Pice-Flow realisieren
zu können (und sind somit auch für das Idealmodell zwingend erforderlich):
- schnelle Rüstzeiten
- flexible und geschulte Mitarbeiter
- auf den Kundetakt zugeschnittene Fertigungsstrukturen146
Um die Durchlaufzeit an die Prozesszeit anzunähern ist es notwendig, die nicht werter-
höhenden Tätigkeiten zu reduzieren. Eine Reduktion der nicht werterhöhenden Tätig-
keiten ist zum Beispiel durch ein angepasstes Maschinenlayout mit optimierten Wegen
und Bewegungen auf einer möglichst kleinen Fläche erreichbar (z.B. Einführung von U-
Zellen).
Der innerbetriebliche Transport muss ebenfalls fließen, um eine optimale Versorgung
der Produktion zu ermöglichen. Die optimale Versorgung wird durch festgelegte Ver-
sorgungsrouten sichergestellt. Transportkonzepte, wie das Milkrun-Konzept, gestalten
durch eine sequenzielle Abholung, bei mehreren definierten Lieferanten oder Kunden
(auch interne Kunden), eine effektive Form der Logistikabwicklung durch die Integrati-
on der Leergut-Rückführung.147
Wird ein Fehler im Produktionsprozess entdeckt ist der Mitarbeiter gezwungen, mittels
einer Anzeigetafel (Andon) auf den Fehler aufmerksam zu machen. Kann der Mitarbei-
ter den Fehler nicht beseitigen, ohne dass der Fehler in den nachfolgenden Prozess
kommt, muss er das Band anhalten. Durch die konsequente Aufdeckung von Problemen
können Maßnahmen getroffen werden, die das wiederholte Auftreten eines Problems
ausschließen.148
Im Idealmodell der Lean Production ist eine volle Auslastung des Personals realisiert,
die Maschinen haben dagegen noch Kapazitätsreserven. Durch die Kapazitätsreserven
kann man so Spitzen in der Bestellmenge (Bedarfsschwankungen) durch Überstunden
146
Vgl. Dickmann (2007), S. 16
147 Vgl. TCW Standpunkt Nr. 13: Partnerschaftliche Prozessoptimierung in der Automobilindustrie / Wil-
demann, Horst; Faust, Peter [Stand 25.03.2010], S. 8
148 Shingo (1989), S. 43
54
oder höheren Personaleinsatz ausgleichen.149 Bedarfsschwankungen im Produktionspro-
zess werden mittels Vorausplanung (genaue Informationen aus der Markforschung) und
Tagesplanung über den tatsächlichen Kundenbedarf (Aufträge) geplant und bei Bedarfs-
spitzen nivelliert.150
Die Mitarbeiter der idealen schlanken Produktion machen viele Vorschläge zur Verbes-
serung, die vom Management geprüft und ggf. umgesetzt werden. Auf diese Weise kann
die Qualität der Arbeit kontinuierlich verbessert werden.151
2.3.1.5 Abgeleitete Maßnahmen
Die aus der Differenz zwischen Ist-Zustand und Soll-Zustand abgeleiteten Maßnahmen
werden in einem Maßnahmenplan dargestellt.
Eine bewährte Form des Maßnahmenplanes ist die Darstellung in tabellarischer Form,
um die geplanten Aktivitäten übersichtlich zu organisieren (siehe Abb. Nr. 21). Der
Maßnahmenplan hilft einem Team zu entscheiden, welche unterschiedlichen Aktivitäten
Priorität haben. Priorität beinhaltet, von wem in welcher Zeit eine definierte Maßnahme
umgesetzt sein soll (siehe Abb. Nr. 21).152 Es empfiehlt sich, den Erfüllungsgrad von
Maßnahmen zu dokumentieren. Auf diese Art und Weise ist das am Wertstrom beteilig-
te Team über den Fortschritt der Maßnahmen informiert und kann sich so besser am
iterativen Problemlösungsansatz beteiligen. Der Erfüllungsgrad der jeweiligen Maß-
nahme kann durch das Darstellen von Prozenten kenntlich gemacht werden. Um sicher-
zustellen, dass die Maßnahmen langfristig auch den gewünschten Effekt aufweisen,
empfiehlt es sich, die Nachhaltigkeit von Maßnahmen zu überprüfen. Ein geeigne-
149
Vgl. Shingo (1989), S. 55
150 Ebenda, S. 58
151 Ebenda, S. 46
152 Vgl. managerSeminare.de: das Weiterbildungsportal, URL:
http://www.managerseminare.de/Tools/Problemloesungs-Tool-Massnahmenplan,164376 [Stand
03.06.2010]
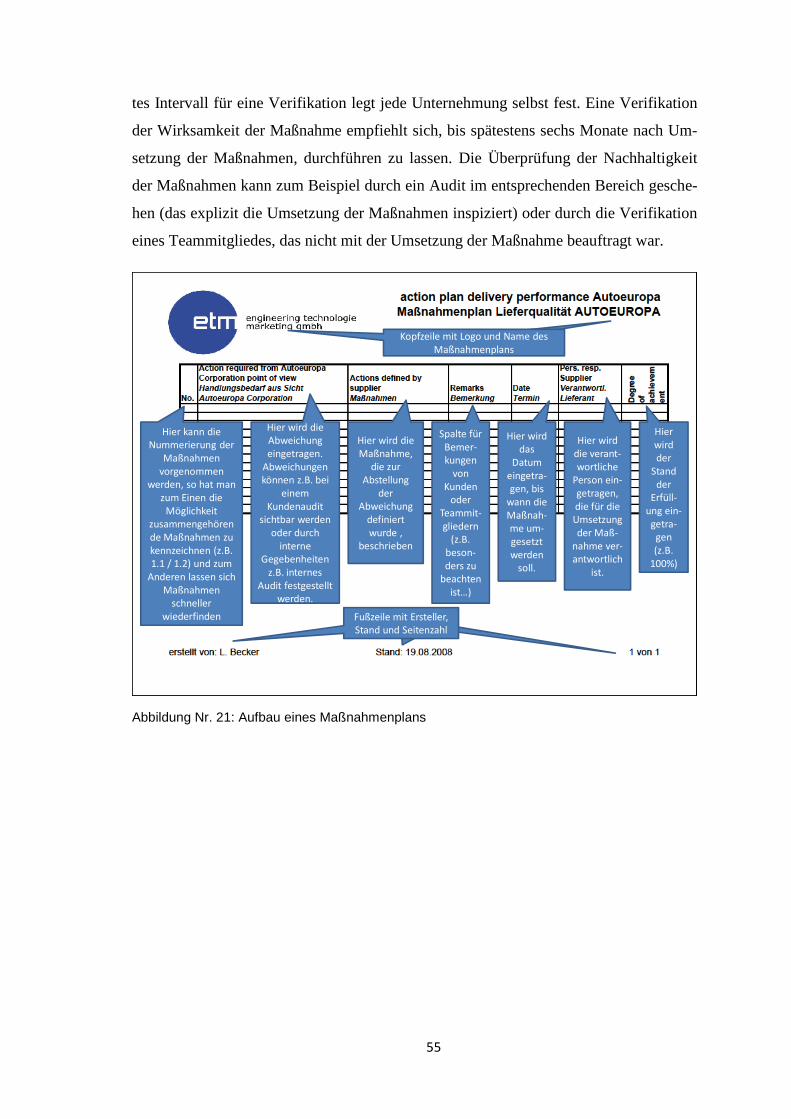
55
tes Intervall für eine Verifikation legt jede Unternehmung selbst fest. Eine Verifikation
der Wirksamkeit der Maßnahme empfiehlt sich, bis spätestens sechs Monate nach Um-
setzung der Maßnahmen, durchführen zu lassen. Die Überprüfung der Nachhaltigkeit
der Maßnahmen kann zum Beispiel durch ein Audit im entsprechenden Bereich gesche-
hen (das explizit die Umsetzung der Maßnahmen inspiziert) oder durch die Verifikation
eines Teammitgliedes, das nicht mit der Umsetzung der Maßnahme beauftragt war.
Hier kann die Nummerierung der
Maßnahmen vorgenommen
werden, so hat man zum Einen die
Möglichkeit zusammengehörende Maßnahmen zu kennzeichnen (z.B. 1.1 / 1.2) und zum
Anderen lassen sich Maßnahmen
schneller wiederfinden
Hier wird die Abweichung eingetragen.
Abweichungen können z.B. bei
einem Kundenaudit
sichtbar werden oder durch
interne Gegebenheiten
z.B. internes Audit festgestellt
werden.
Hier wird die Maßnahme,
die zur Abstellung
der Abweichung
definiert wurde ,
beschrieben
Spalte für Bemer-kungen
von Kunden
oder Teammit-gliedern
(z.B. beson-ders zu
beachten ist…)
Hier wird das
Datum eingetra-gen, bis
wann die Maßnah-me um-gesetzt werden
soll.
Hier wird die verant-wortliche
Person ein-getragen, die für die Umsetzung der Maß-
nahme ver-antwortlich
ist.
Hier wird der
Stand der
Erfüll-ung ein-
getra-gen (z.B.
100%)
Kopfzeile mit Logo und Name des Maßnahmenplans
Fußzeile mit Ersteller, Stand und Seitenzahl
Abbildung Nr. 21: Aufbau eines Maßnahmenplans
56
3 Rahmenbedingungen im Unternehmen
3.1 Vorstellung des Unternehmens
Die engineering technologie marketing GmbH (ETM) ist ein mittelständisches Unter-
nehmen mit Sitz in Saalburg-Ebersdorf, in Südost-Thüringen. Nach der Gründung im
Juli 1999 startete das Unternehmen seine Tätigkeit als Zulieferer in der Automobilin-
dustrie. Bis heute hat sich die ETM GmbH zu einem Entwicklungs- und Produktions-
partner der internationalen Automobilindustrie und ihrer Zulieferer für Bauteile und
Systeme aus Kunststoffen, elastomeren Werkstoffen und deren Kombinationen mit an-
deren Werkstoffen durchgesetzt. Auch die Montage komplexer Baugruppen, wie bei-
spielsweise Dosierpumpen und Windabweisern, zählen zum Produktionsspektrum. Auf
einer Produktions- und Lagerfläche von ca. 29.550 m² (siehe Abb. Nr. 22) werden von
derzeit 300 Mitarbeitern im Schichtbetrieb mit einem Maschinenpark von 60 Spritz-
gussmaschinen, 29 Elastomermaschinen und sieben Blasformmaschinen, annähernd
1.200 Einzelprodukte hergestellt.
Abbildung Nr. 22: Luftaufnahme der ETM153
153
interne Quelle
57
Weiterhin verfügt die ETM GmbH über einen eigenen Werkzeugbau, in welchem neben
Werkzeugen für die Fertigung der Kundenartikel auch Prüf- und Montagevorrichtungen
sowie Messmittel hergestellt, gewartet und repariert werden. Der Kundenstamm umfasst
neben Volkswagen, Audi, Skoda, Porsche und Opel auch Linde und MAN sowie deren
Zulieferer. Der Umsatz im Jahr 2009 lag bei 47,77 Millionen Euro.
Seit Juni 2008 werden mittels Blasformen und anschließendem Spritzguss Ladeluftrohre
mit umspritzten Haltern produziert. Technisch gesehen stellt diese neue Produktions-
weise eine Herausforderung für die Firma ETM dar.
3.2 Problemstellung des Ladeluftrohres
Von der technischen Seite wird eine Verbesserung des Produktionsprozesses notwen-
dig, um den Lieferabrufen des Kunden von durchschnittlich 7.000 Teilen pro Woche
(Stand Oktober 2009) auf bis zu 12.000 Teilen pro Woche noch bis zum Ende des Jah-
res 2009 gerecht zu werden. Somit ist ein einwandfrei funktionierender Produktionspro-
zess unumgänglich.
Wirtschaftlich gesehen ist das Ladeluftrohr 1K0 145 840 AA von großer Bedeutung, da
circa 10% des Umsatzes der Firma ETM allein von diesem einen Produkt erbracht wer-
den. Produziert wird das Ladeluftrohr in Halle 10, einer Halle der ETM, in der fast aus-
schließlich Blasformteile produziert werden. Da es sich bei dem Ladeluftrohr um ein
kombiniertes Blasform-Spritzguss-Teil handelt (siehe Abb. Nr. 22), wurde der Maschi-
nenpark der Blasformabteilung um eine Spritzgießmaschine erweitert. Die räumliche
Nähe der Spritzgussmaschinen und die angeschlossene Montage realisieren allerdings
noch nicht einen ununterbrochenen Produktionsfluss. Das Problem der Unterbrechun-
gen im Produktionsprozess entsteht durch hohe Zwischenlagerbestände.
Die Firma ETM verfügt über keinerlei Kenntnisse der schlanken Produktion. Zwar gab
es in der Vergangenheit Kaizen Bemühungen, wie beispielsweise einen Kaizen-
Workshop. Dieser Kaizen-Workshop wurde von einer externen Beraterfirma durchge-
führt und zielte auf das Prozesslevel ab. Verfolgt man den schlanken Ansatz der Lean

58
Production, so muss man weg von einer punktuellen Betrachtung einzelner Prozesse
und eine Verbesserung des gesamten Wertstroms fokussieren. Es wurden bisher keine
Schritte seitens der Firma ETM unternommen, eine Umstrukturierung der Produktions-
linien nach den Kriterien der Lean Production umzusetzen. Auch die Wichtigkeit einer
schlanken Produktion wurde von der Geschäftsleitung der ETM noch nicht in vollem
Maße erkannt.
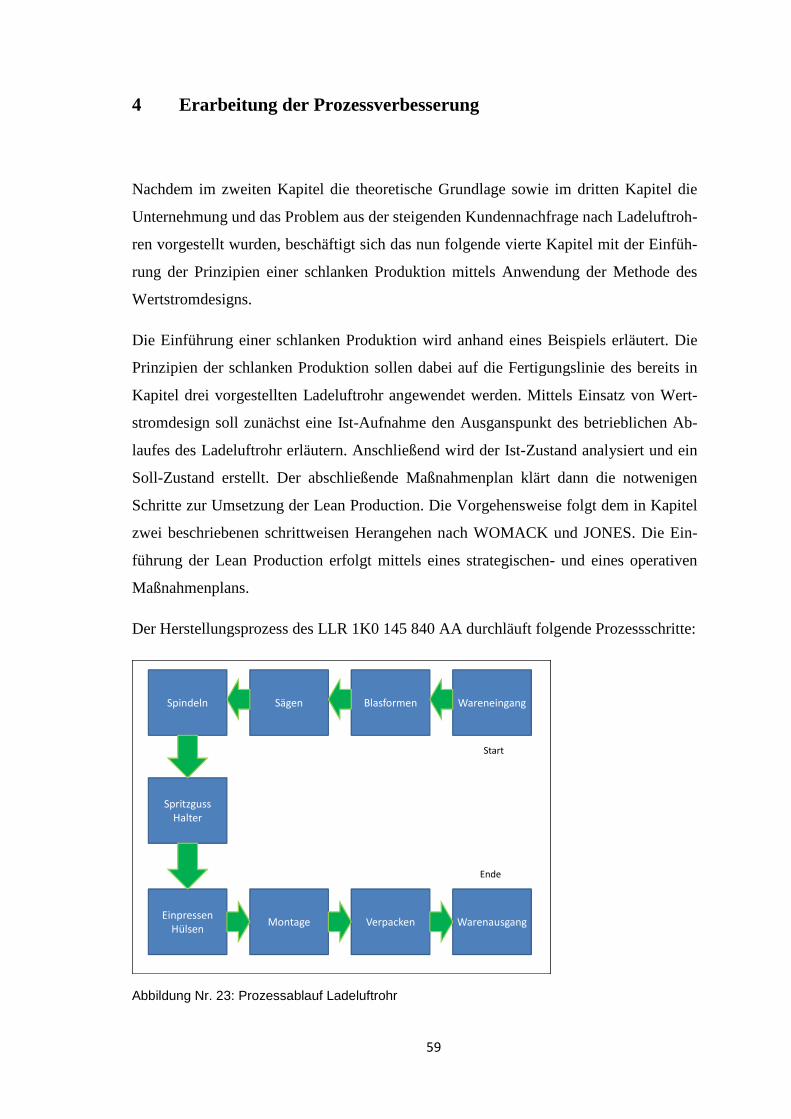
59
4 Erarbeitung der Prozessverbesserung
Nachdem im zweiten Kapitel die theoretische Grundlage sowie im dritten Kapitel die
Unternehmung und das Problem aus der steigenden Kundennachfrage nach Ladeluftroh-
ren vorgestellt wurden, beschäftigt sich das nun folgende vierte Kapitel mit der Einfüh-
rung der Prinzipien einer schlanken Produktion mittels Anwendung der Methode des
Wertstromdesigns.
Die Einführung einer schlanken Produktion wird anhand eines Beispiels erläutert. Die
Prinzipien der schlanken Produktion sollen dabei auf die Fertigungslinie des bereits in
Kapitel drei vorgestellten Ladeluftrohr angewendet werden. Mittels Einsatz von Wert-
stromdesign soll zunächst eine Ist-Aufnahme den Ausganspunkt des betrieblichen Ab-
laufes des Ladeluftrohr erläutern. Anschließend wird der Ist-Zustand analysiert und ein
Soll-Zustand erstellt. Der abschließende Maßnahmenplan klärt dann die notwenigen
Schritte zur Umsetzung der Lean Production. Die Vorgehensweise folgt dem in Kapitel
zwei beschriebenen schrittweisen Herangehen nach WOMACK und JONES. Die Ein-
führung der Lean Production erfolgt mittels eines strategischen- und eines operativen
Maßnahmenplans.
Der Herstellungsprozess des LLR 1K0 145 840 AA durchläuft folgende Prozessschritte:
Spindeln Sägen
Spritzguss Halter
Einpressen Hülsen
Montage Verpacken Warenausgang
WareneingangBlasformen
Start
Ende
Abbildung Nr. 23: Prozessablauf Ladeluftrohr
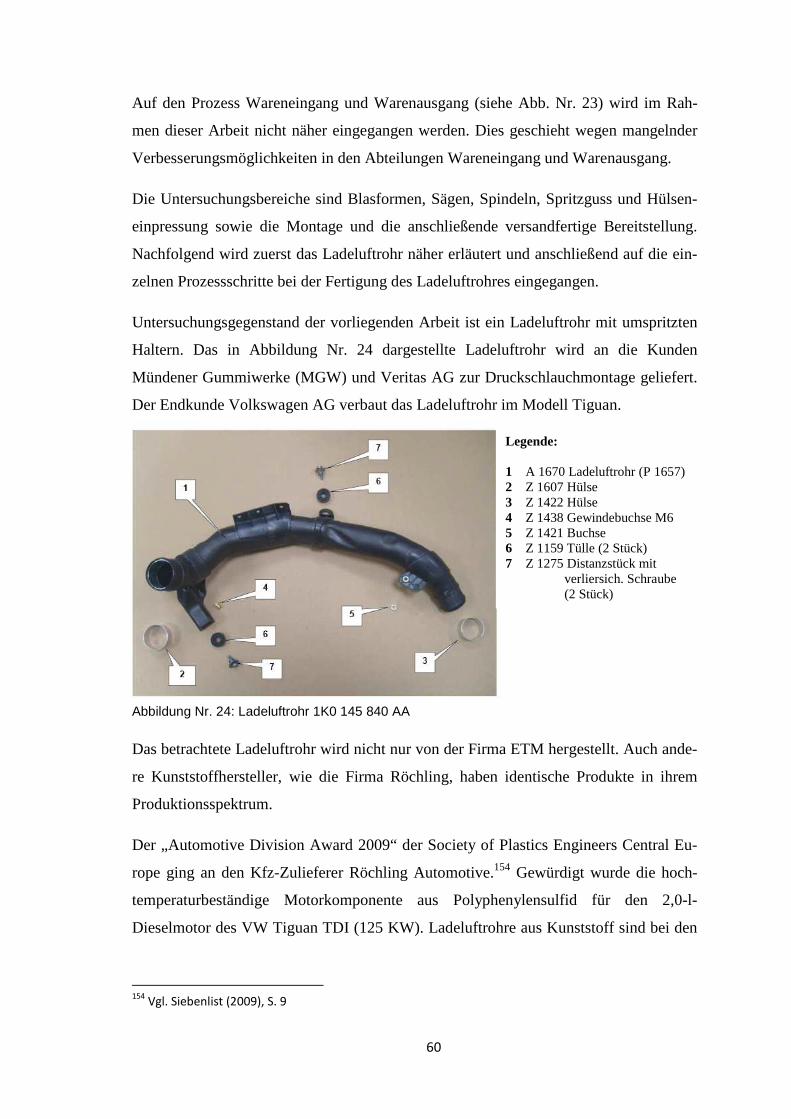
60
Auf den Prozess Wareneingang und Warenausgang (siehe Abb. Nr. 23) wird im Rah-
men dieser Arbeit nicht näher eingegangen werden. Dies geschieht wegen mangelnder
Verbesserungsmöglichkeiten in den Abteilungen Wareneingang und Warenausgang.
Die Untersuchungsbereiche sind Blasformen, Sägen, Spindeln, Spritzguss und Hülsen-
einpressung sowie die Montage und die anschließende versandfertige Bereitstellung.
Nachfolgend wird zuerst das Ladeluftrohr näher erläutert und anschließend auf die ein-
zelnen Prozessschritte bei der Fertigung des Ladeluftrohres eingegangen.
Untersuchungsgegenstand der vorliegenden Arbeit ist ein Ladeluftrohr mit umspritzten
Haltern. Das in Abbildung Nr. 24 dargestellte Ladeluftrohr wird an die Kunden
Mündener Gummiwerke (MGW) und Veritas AG zur Druckschlauchmontage geliefert.
Der Endkunde Volkswagen AG verbaut das Ladeluftrohr im Modell Tiguan.
Abbildung Nr. 24: Ladeluftrohr 1K0 145 840 AA
Das betrachtete Ladeluftrohr wird nicht nur von der Firma ETM hergestellt. Auch ande-
re Kunststoffhersteller, wie die Firma Röchling, haben identische Produkte in ihrem
Produktionsspektrum.
Der „Automotive Division Award 2009“ der Society of Plastics Engineers Central Eu-
rope ging an den Kfz-Zulieferer Röchling Automotive.154 Gewürdigt wurde die hoch-
temperaturbeständige Motorkomponente aus Polyphenylensulfid für den 2,0-l-
Dieselmotor des VW Tiguan TDI (125 KW). Ladeluftrohre aus Kunststoff sind bei den
154
Vgl. Siebenlist (2009), S. 9
Legende:
1 A 1670 Ladeluftrohr (P 1657) 2 Z 1607 Hülse 3 Z 1422 Hülse 4 Z 1438 Gewindebuchse M6 5 Z 1421 Buchse 6 Z 1159 Tülle (2 Stück) 7 Z 1275 Distanzstück mit
verliersich. Schraube (2 Stück)
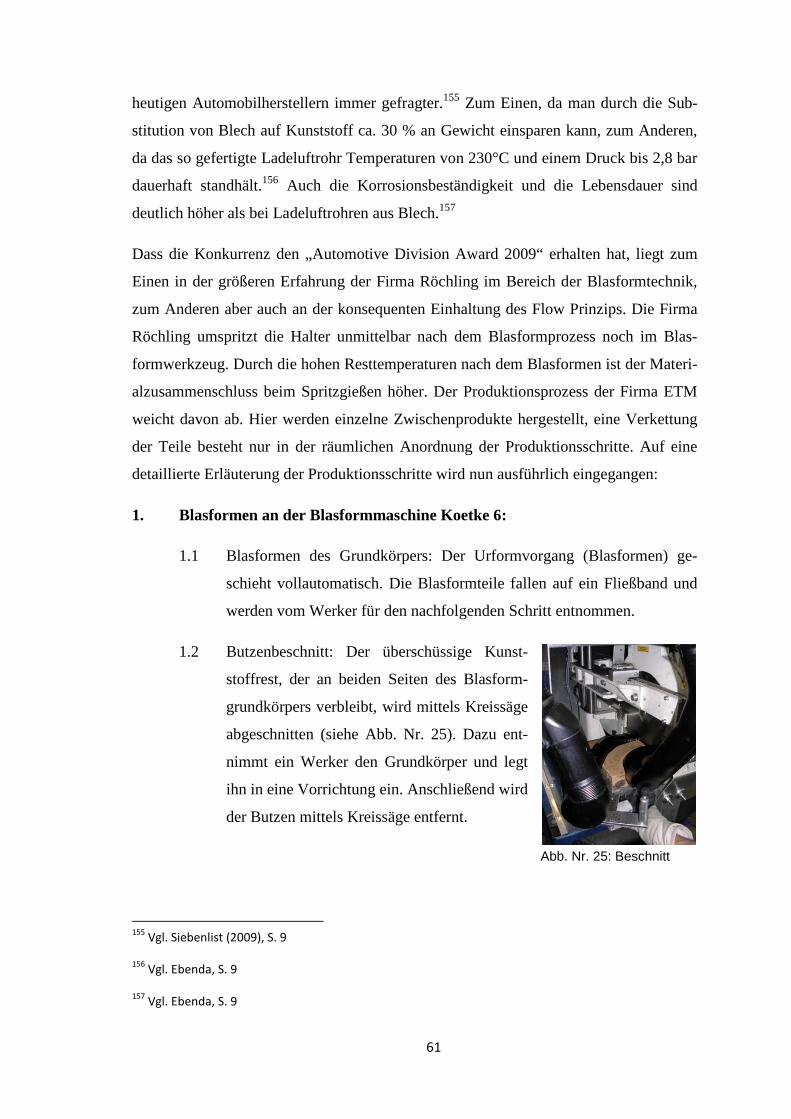
61
heutigen Automobilherstellern immer gefragter.155 Zum Einen, da man durch die Sub-
stitution von Blech auf Kunststoff ca. 30 % an Gewicht einsparen kann, zum Anderen,
da das so gefertigte Ladeluftrohr Temperaturen von 230°C und einem Druck bis 2,8 bar
dauerhaft standhält.156 Auch die Korrosionsbeständigkeit und die Lebensdauer sind
deutlich höher als bei Ladeluftrohren aus Blech.157
Dass die Konkurrenz den „Automotive Division Award 2009“ erhalten hat, liegt zum
Einen in der größeren Erfahrung der Firma Röchling im Bereich der Blasformtechnik,
zum Anderen aber auch an der konsequenten Einhaltung des Flow Prinzips. Die Firma
Röchling umspritzt die Halter unmittelbar nach dem Blasformprozess noch im Blas-
formwerkzeug. Durch die hohen Resttemperaturen nach dem Blasformen ist der Materi-
alzusammenschluss beim Spritzgießen höher. Der Produktionsprozess der Firma ETM
weicht davon ab. Hier werden einzelne Zwischenprodukte hergestellt, eine Verkettung
der Teile besteht nur in der räumlichen Anordnung der Produktionsschritte. Auf eine
detaillierte Erläuterung der Produktionsschritte wird nun ausführlich eingegangen:
1. Blasformen an der Blasformmaschine Koetke 6:
1.1 Blasformen des Grundkörpers: Der Urformvorgang (Blasformen) ge-
schieht vollautomatisch. Die Blasformteile fallen auf ein Fließband und
werden vom Werker für den nachfolgenden Schritt entnommen.
1.2 Butzenbeschnitt: Der überschüssige Kunst-
stoffrest, der an beiden Seiten des Blasform-
grundkörpers verbleibt, wird mittels Kreissäge
abgeschnitten (siehe Abb. Nr. 25). Dazu ent-
nimmt ein Werker den Grundkörper und legt
ihn in eine Vorrichtung ein. Anschließend wird
der Butzen mittels Kreissäge entfernt.
Abb. Nr. 25: Beschnitt
155
Vgl. Siebenlist (2009), S. 9
156 Vgl. Ebenda, S. 9
157 Vgl. Ebenda, S. 9
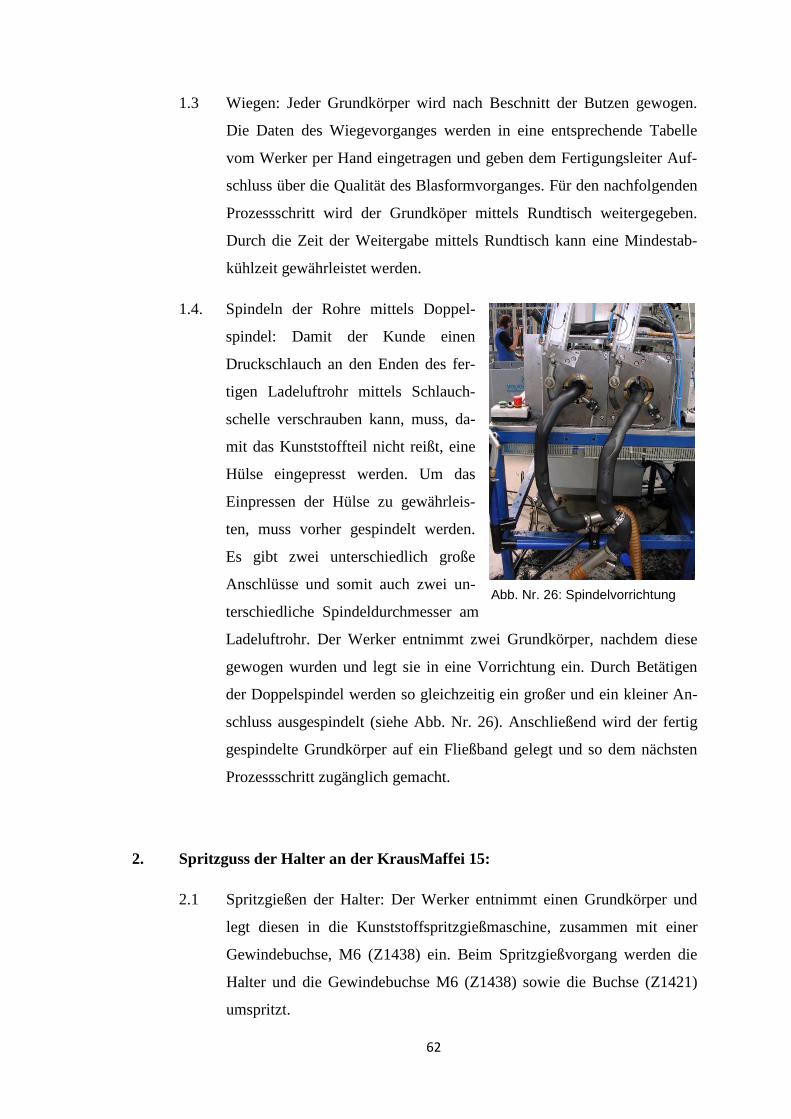
62
Abb. Nr. 26: Spindelvorrichtung
1.3 Wiegen: Jeder Grundkörper wird nach Beschnitt der Butzen gewogen.
Die Daten des Wiegevorganges werden in eine entsprechende Tabelle
vom Werker per Hand eingetragen und geben dem Fertigungsleiter Auf-
schluss über die Qualität des Blasformvorganges. Für den nachfolgenden
Prozessschritt wird der Grundköper mittels Rundtisch weitergegeben.
Durch die Zeit der Weitergabe mittels Rundtisch kann eine Mindestab-
kühlzeit gewährleistet werden.
1.4. Spindeln der Rohre mittels Doppel-
spindel: Damit der Kunde einen
Druckschlauch an den Enden des fer-
tigen Ladeluftrohr mittels Schlauch-
schelle verschrauben kann, muss, da-
mit das Kunststoffteil nicht reißt, eine
Hülse eingepresst werden. Um das
Einpressen der Hülse zu gewährleis-
ten, muss vorher gespindelt werden.
Es gibt zwei unterschiedlich große
Anschlüsse und somit auch zwei un-
terschiedliche Spindeldurchmesser am
Ladeluftrohr. Der Werker entnimmt zwei Grundkörper, nachdem diese
gewogen wurden und legt sie in eine Vorrichtung ein. Durch Betätigen
der Doppelspindel werden so gleichzeitig ein großer und ein kleiner An-
schluss ausgespindelt (siehe Abb. Nr. 26). Anschließend wird der fertig
gespindelte Grundkörper auf ein Fließband gelegt und so dem nächsten
Prozessschritt zugänglich gemacht.
2. Spritzguss der Halter an der KrausMaffei 15:
2.1 Spritzgießen der Halter: Der Werker entnimmt einen Grundkörper und
legt diesen in die Kunststoffspritzgießmaschine, zusammen mit einer
Gewindebuchse, M6 (Z1438) ein. Beim Spritzgießvorgang werden die
Halter und die Gewindebuchse M6 (Z1438) sowie die Buchse (Z1421)
umspritzt.
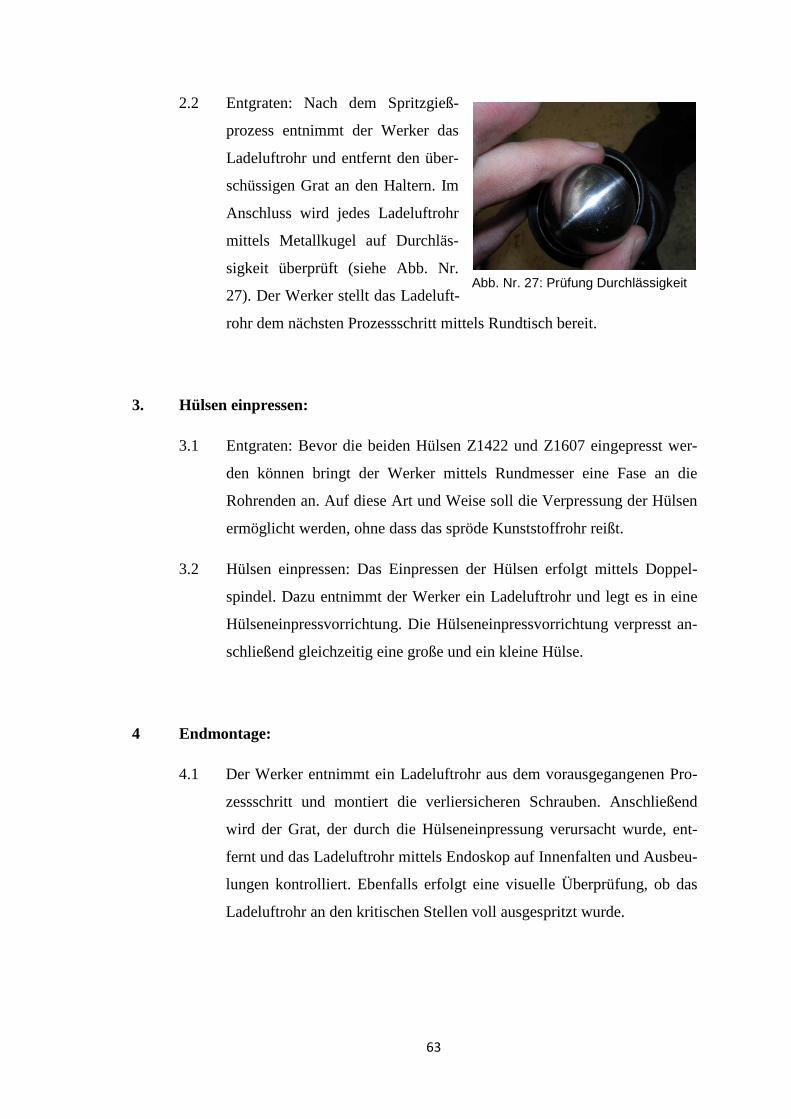
63
Abb. Nr. 27: Prüfung Durchlässigkeit
2.2 Entgraten: Nach dem Spritzgieß-
prozess entnimmt der Werker das
Ladeluftrohr und entfernt den über-
schüssigen Grat an den Haltern. Im
Anschluss wird jedes Ladeluftrohr
mittels Metallkugel auf Durchläs-
sigkeit überprüft (siehe Abb. Nr.
27). Der Werker stellt das Ladeluft-
rohr dem nächsten Prozessschritt mittels Rundtisch bereit.
3. Hülsen einpressen:
3.1 Entgraten: Bevor die beiden Hülsen Z1422 und Z1607 eingepresst wer-
den können bringt der Werker mittels Rundmesser eine Fase an die
Rohrenden an. Auf diese Art und Weise soll die Verpressung der Hülsen
ermöglicht werden, ohne dass das spröde Kunststoffrohr reißt.
3.2 Hülsen einpressen: Das Einpressen der Hülsen erfolgt mittels Doppel-
spindel. Dazu entnimmt der Werker ein Ladeluftrohr und legt es in eine
Hülseneinpressvorrichtung. Die Hülseneinpressvorrichtung verpresst an-
schließend gleichzeitig eine große und ein kleine Hülse.
4 Endmontage:
4.1 Der Werker entnimmt ein Ladeluftrohr aus dem vorausgegangenen Pro-
zessschritt und montiert die verliersicheren Schrauben. Anschließend
wird der Grat, der durch die Hülseneinpressung verursacht wurde, ent-
fernt und das Ladeluftrohr mittels Endoskop auf Innenfalten und Ausbeu-
lungen kontrolliert. Ebenfalls erfolgt eine visuelle Überprüfung, ob das
Ladeluftrohr an den kritischen Stellen voll ausgespritzt wurde.
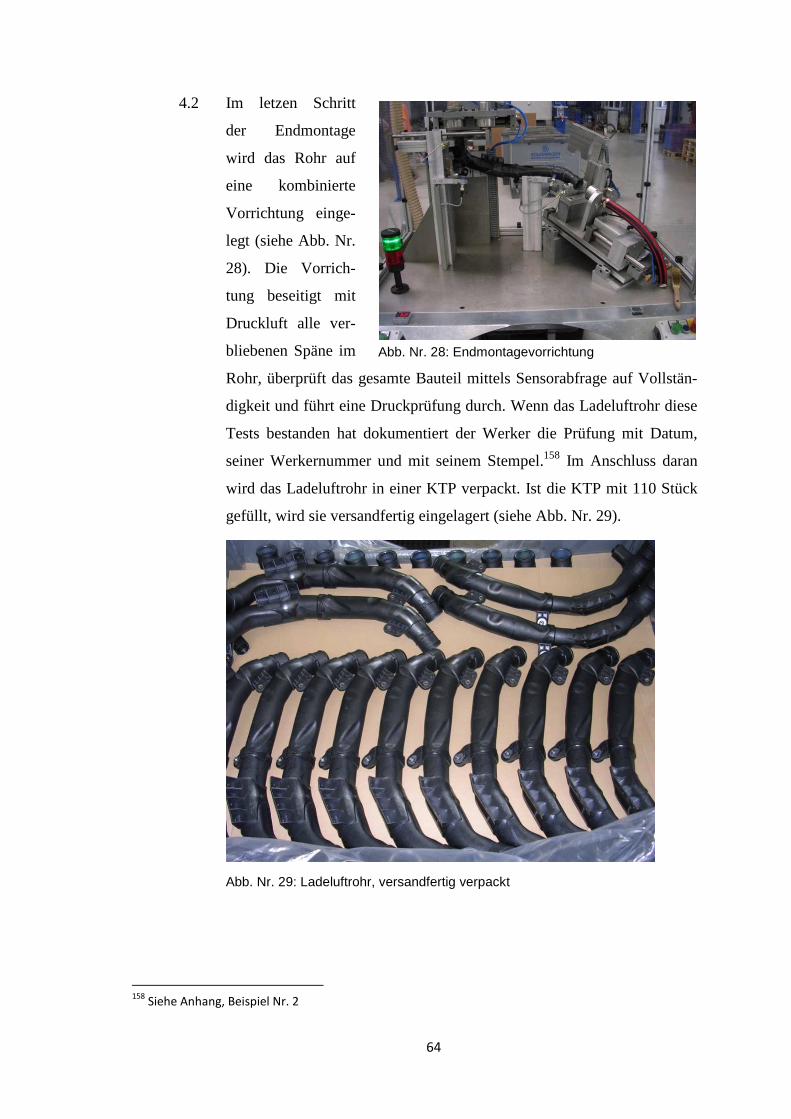
64
Abb. Nr. 28: Endmontagevorrichtung
4.2 Im letzen Schritt
der Endmontage
wird das Rohr auf
eine kombinierte
Vorrichtung einge-
legt (siehe Abb. Nr.
28). Die Vorrich-
tung beseitigt mit
Druckluft alle ver-
bliebenen Späne im
Rohr, überprüft das gesamte Bauteil mittels Sensorabfrage auf Vollstän-
digkeit und führt eine Druckprüfung durch. Wenn das Ladeluftrohr diese
Tests bestanden hat dokumentiert der Werker die Prüfung mit Datum,
seiner Werkernummer und mit seinem Stempel.158 Im Anschluss daran
wird das Ladeluftrohr in einer KTP verpackt. Ist die KTP mit 110 Stück
gefüllt, wird sie versandfertig eingelagert (siehe Abb. Nr. 29).
Abb. Nr. 29: Ladeluftrohr, versandfertig verpackt
158
Siehe Anhang, Beispiel Nr. 2
65
4.1 Aufnahme des Ist-Zustandes in Halle 10
Die folgende Wertstromaufnahme erfolgt nach der in Kapitel zwei beschriebenen Vor-
gehensweise in vier Schritten159:
1. Produktfamilienbildung: Auswahl einer geeigneten Produktfamilie bzw. eines
Produktes.
2. Kundenbedarfsanalyse: Ermittlung des Jahresbedarfs des Kunden sowie des
Kundentaktes
3. Durchführung der Wertstromaufnahme
4. Auswertung der Wertstromaufnahme: Verbesserungspotentiale
Der Punkt vier, die Auswertung der Wertstromaufnahme, wird im Kapitel 4.2 mit der
Analyse des Ist-Zustandes ausführlich erläutert.
Produktfamilienbildung
Auf eine formale Bildung einer Produktfamilie kann im Rahmen dieser Diplomarbeit
verzichtet werden, da es sich bei dem Untersuchungsgegenstand um ein einzelnes Pro-
dukt handelt.
Die Wahl des Produktes ist deshalb auf das Ladeluftrohr gefallen, da man sich nach
ERLACH160 zur Einführung von schlanken Prinzipien in die betrieblichen Arbeitsabfol-
gen ein Produkt oder eine Produktgruppe aussuchen soll, die möglichst stückzahlstark,
relativ variantenarm und einen hohen Umsatz aufweist. Das ausgewählte Ladeluftrohr
zählt mit 10 % des Gesamtumsatzes bei entsprechend hoher Stückzahl zu den umsatz-
stärksten Produkten der Unternehmung. Durch die Auswahl eines solchen Produktes
159
Vgl. Erlach (2007), S. 36
160 Vgl. Ebenda, S. 39
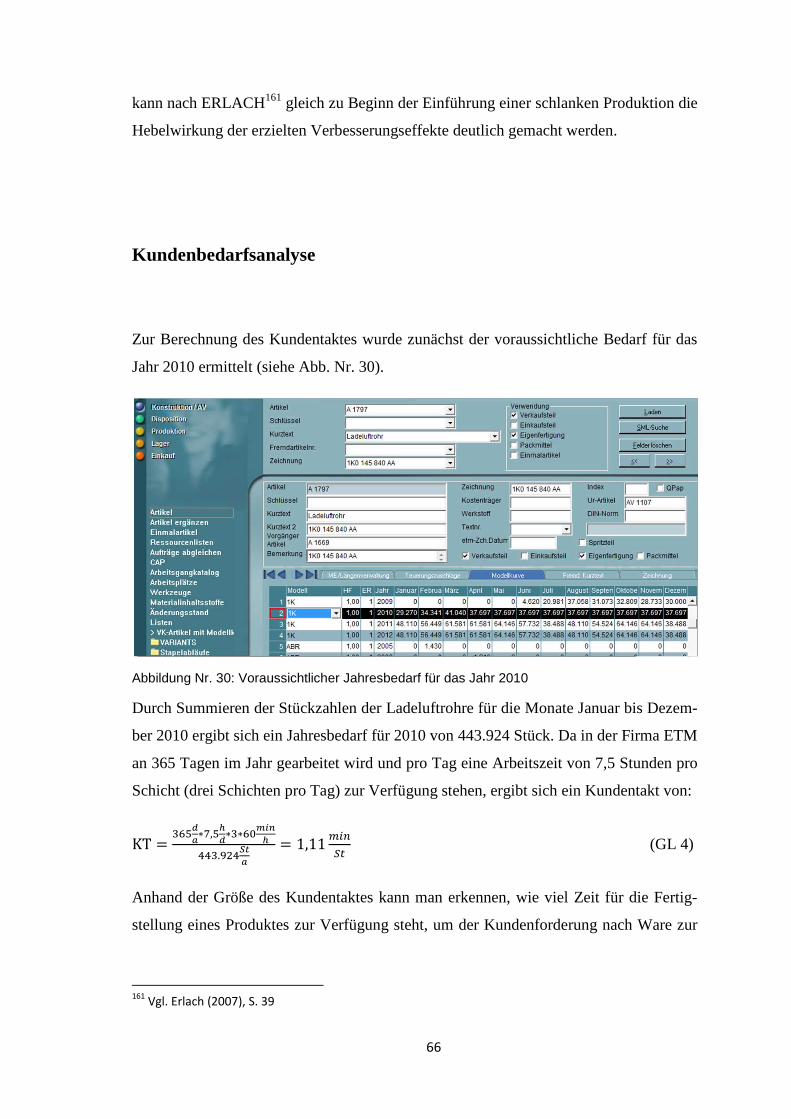
66
kann nach ERLACH161 gleich zu Beginn der Einführung einer schlanken Produktion die
Hebelwirkung der erzielten Verbesserungseffekte deutlich gemacht werden.
Kundenbedarfsanalyse
Zur Berechnung des Kundentaktes wurde zunächst der voraussichtliche Bedarf für das
Jahr 2010 ermittelt (siehe Abb. Nr. 30).
Abbildung Nr. 30: Voraussichtlicher Jahresbedarf für das Jahr 2010
Durch Summieren der Stückzahlen der Ladeluftrohre für die Monate Januar bis Dezem-
ber 2010 ergibt sich ein Jahresbedarf für 2010 von 443.924 Stück. Da in der Firma ETM
an 365 Tagen im Jahr gearbeitet wird und pro Tag eine Arbeitszeit von 7,5 Stunden pro
Schicht (drei Schichten pro Tag) zur Verfügung stehen, ergibt sich ein Kundentakt von:
KT =STU
VW
∗X,UZV
∗S∗T[\]^
Z
__S.ab_cdW
= 1,11PQI
JG (GL 4)
Anhand der Größe des Kundentaktes kann man erkennen, wie viel Zeit für die Fertig-
stellung eines Produktes zur Verfügung steht, um der Kundenforderung nach Ware zur
161
Vgl. Erlach (2007), S. 39
67
richtigen Zeit in geforderter Menge nachzukommen.162 Dabei ist zu beachten, dass der
Kundentakt der tatsächlich nachgefragten Menge nur angenähert ist, da er mittels des
vorrausichtlichen Kundenbedarfes errechnet wird. Die vom Kunden tatsächlich benötig-
ten Mengen können aufgrund von Bedarfsschwankungen vom voraussichtlichen Kun-
denbedarf abweichen. Der Kundentakt bildet durch die Berechnung mittels voraussicht-
lichen Mengen (meist der Jahresbedarf) eine grobe Richtung zur Einteilung des Ferti-
gungstakes. Der Kundentakt wird im Wertstromdiagramm als Kundeninformation auf-
genommen und kann so mit der tatsächlichen Durchlaufzeit verglichen werden.
Durchführung der Wertstromaufnahme
Um den Ist-Zustand des Fertigungsprozesses Ladeluftrohr festzustellen, wurden an
einem für den Produktionsablauf typischen Arbeitstag zuerst die Produktionsprozesse
vor Ort besichtigt und alle notwendigen Prozessschritte (Produktionsstationen) aufge-
nommen. Diese Form der Wertstromaufnahme nennt man einen Schnelldurchgang
durch den vollständigen Wertstrom. Dabei wird entgegen des Materialflusses vom Ver-
sand bis zum Wareneingang vorgegangen.163 Anschließend wurden Informationen zu
den jeweiligen Prozessschritten aufgenommen. Bei der Aufnahme der Informationen
wurden alle Zyklus- und Prozesszeiten sowie die Pufferbestände neu erhoben. Damit
wird sich an die Vorgehensweise aus dem Kapitel zwei gehalten, die eine Wertstrom-
aufnahme nur mit verlässlichen Informationen gestattet.
Die Skizzierung des Wertstroms wurde, wie in Kapitel zwei beschrieben, vor Ort mit-
tels Bleistift auf einem DIN A3 Blatt durchgeführt (siehe Abb. Nr. 31).164 Durch die
selbstgewonnenen Eindrücke bei der Wertstromaufnahme bekommt der Ersteller einen
besseren Überblick und somit auch ein besseres Verständnis über die Abläufe und Zu-
sammenhänge des betrachteten Wertstroms. 162
Vgl. Dickmann (2006), S. 16
163 Vgl. Rother; Shook (1998), S. 12
164 Vgl. Erlach (2007), S. 55
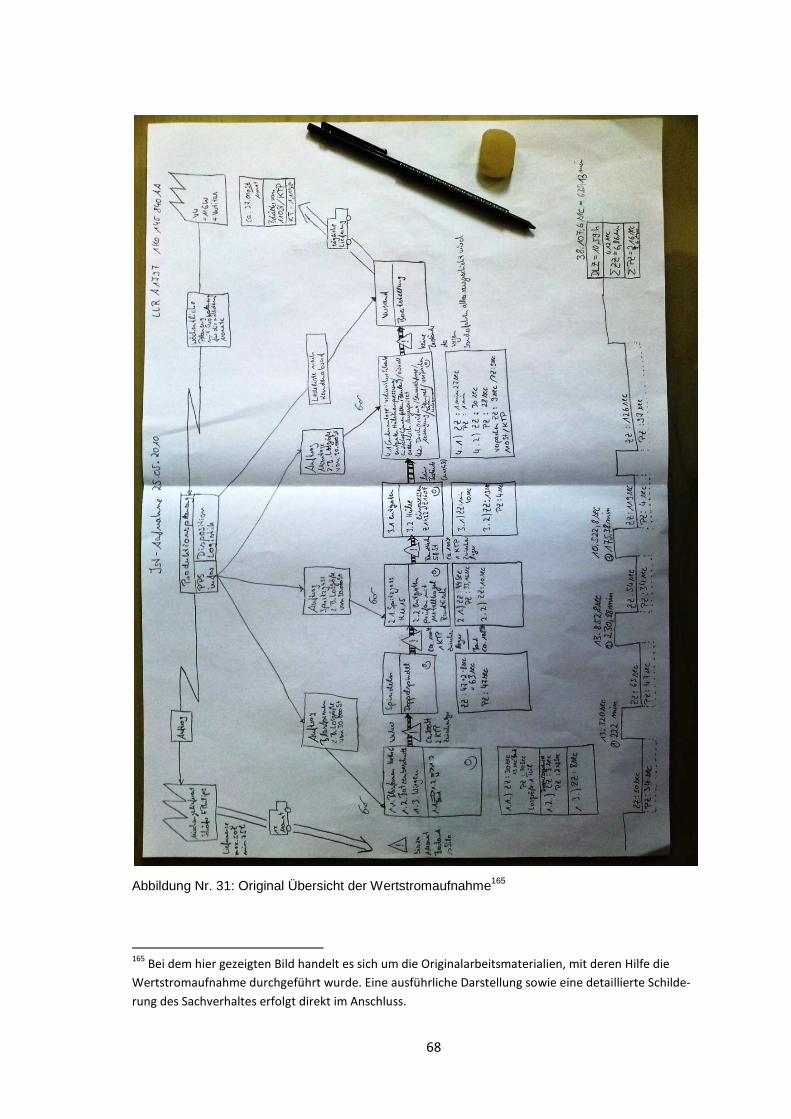
68
Abbildung Nr. 31: Original Übersicht der Wertstromaufnahme165
165
Bei dem hier gezeigten Bild handelt es sich um die Originalarbeitsmaterialien, mit deren Hilfe die
Wertstromaufnahme durchgeführt wurde. Eine ausführliche Darstellung sowie eine detaillierte Schilde-
rung des Sachverhaltes erfolgt direkt im Anschluss.
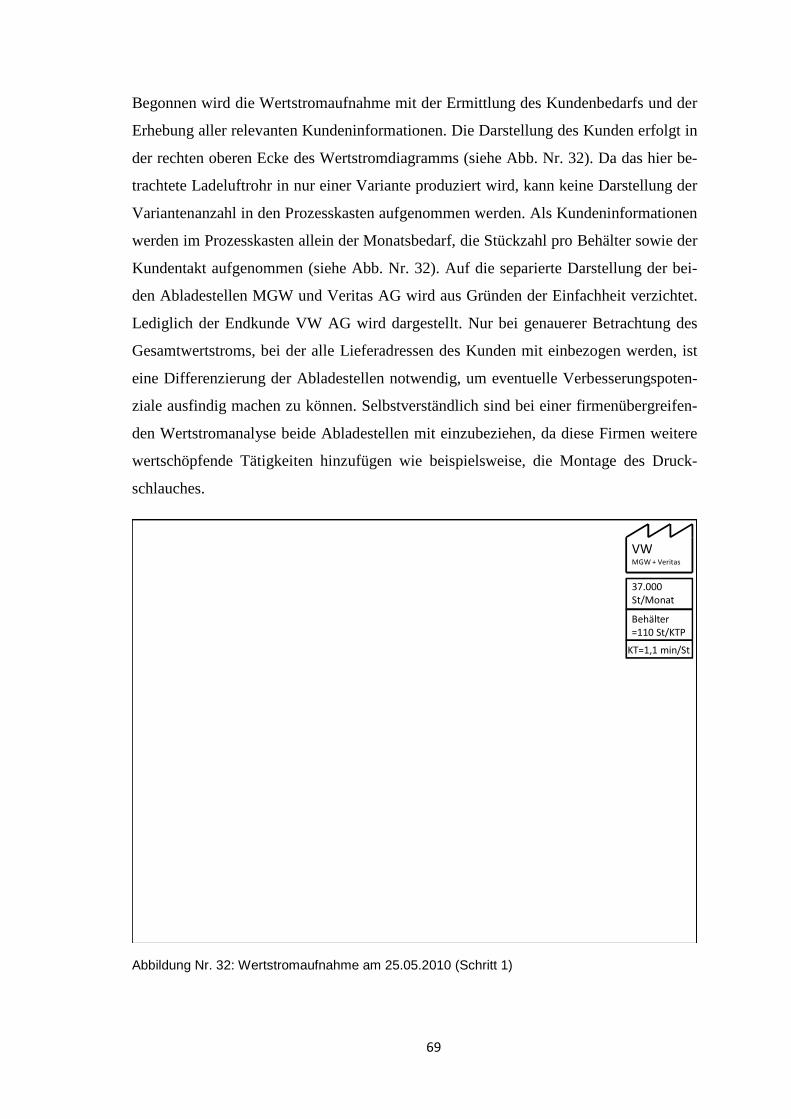
69
Begonnen wird die Wertstromaufnahme mit der Ermittlung des Kundenbedarfs und der
Erhebung aller relevanten Kundeninformationen. Die Darstellung des Kunden erfolgt in
der rechten oberen Ecke des Wertstromdiagramms (siehe Abb. Nr. 32). Da das hier be-
trachtete Ladeluftrohr in nur einer Variante produziert wird, kann keine Darstellung der
Variantenanzahl in den Prozesskasten aufgenommen werden. Als Kundeninformationen
werden im Prozesskasten allein der Monatsbedarf, die Stückzahl pro Behälter sowie der
Kundentakt aufgenommen (siehe Abb. Nr. 32). Auf die separierte Darstellung der bei-
den Abladestellen MGW und Veritas AG wird aus Gründen der Einfachheit verzichtet.
Lediglich der Endkunde VW AG wird dargestellt. Nur bei genauerer Betrachtung des
Gesamtwertstroms, bei der alle Lieferadressen des Kunden mit einbezogen werden, ist
eine Differenzierung der Abladestellen notwendig, um eventuelle Verbesserungspoten-
ziale ausfindig machen zu können. Selbstverständlich sind bei einer firmenübergreifen-
den Wertstromanalyse beide Abladestellen mit einzubeziehen, da diese Firmen weitere
wertschöpfende Tätigkeiten hinzufügen wie beispielsweise, die Montage des Druck-
schlauches.
VWMGW + Veritas
37.000St/Monat
Behälter =110 St/KTP
KT=1,1 min/St
Abbildung Nr. 32: Wertstromaufnahme am 25.05.2010 (Schritt 1)
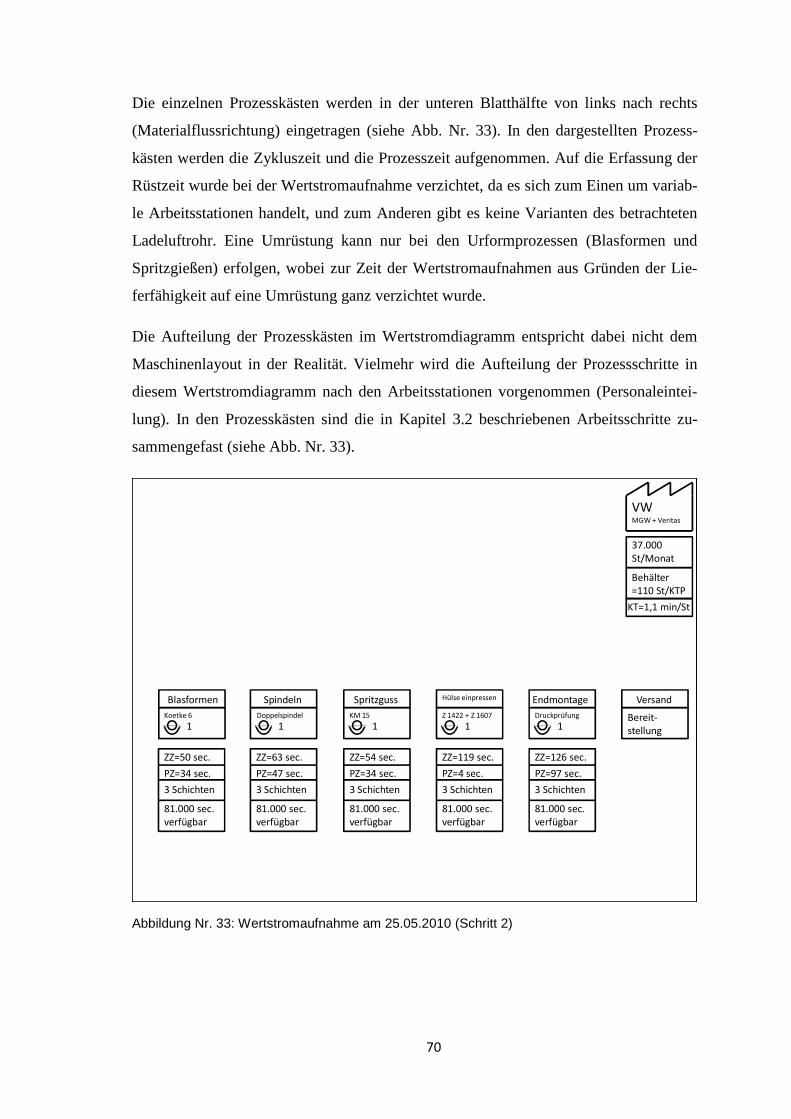
70
Die einzelnen Prozesskästen werden in der unteren Blatthälfte von links nach rechts
(Materialflussrichtung) eingetragen (siehe Abb. Nr. 33). In den dargestellten Prozess-
kästen werden die Zykluszeit und die Prozesszeit aufgenommen. Auf die Erfassung der
Rüstzeit wurde bei der Wertstromaufnahme verzichtet, da es sich zum Einen um variab-
le Arbeitsstationen handelt, und zum Anderen gibt es keine Varianten des betrachteten
Ladeluftrohr. Eine Umrüstung kann nur bei den Urformprozessen (Blasformen und
Spritzgießen) erfolgen, wobei zur Zeit der Wertstromaufnahmen aus Gründen der Lie-
ferfähigkeit auf eine Umrüstung ganz verzichtet wurde.
Die Aufteilung der Prozesskästen im Wertstromdiagramm entspricht dabei nicht dem
Maschinenlayout in der Realität. Vielmehr wird die Aufteilung der Prozessschritte in
diesem Wertstromdiagramm nach den Arbeitsstationen vorgenommen (Personaleintei-
lung). In den Prozesskästen sind die in Kapitel 3.2 beschriebenen Arbeitsschritte zu-
sammengefast (siehe Abb. Nr. 33).
Blasformen Spindeln Spritzguss Versand
ZZ=63 sec.
3 Schichten
1 1 1
PZ=47 sec.
81.000 sec.verfügbar
Bereit-stellung
VWMGW + Veritas
37.000St/Monat
Behälter =110 St/KTP
KT=1,1 min/St
Endmontage
1Doppelspindel
ZZ=50 sec.
3 Schichten
PZ=34 sec.
81.000 sec.verfügbar
Koetke 6 KM 15
ZZ=54 sec.
3 Schichten
PZ=34 sec.
81.000 sec.verfügbar
Hülse einpressen
1Z 1422 + Z 1607
ZZ=119 sec.
3 Schichten
PZ=4 sec.
81.000 sec.verfügbar
ZZ=126 sec.
3 Schichten
PZ=97 sec.
81.000 sec.verfügbar
Druckprüfung
Abbildung Nr. 33: Wertstromaufnahme am 25.05.2010 (Schritt 2)
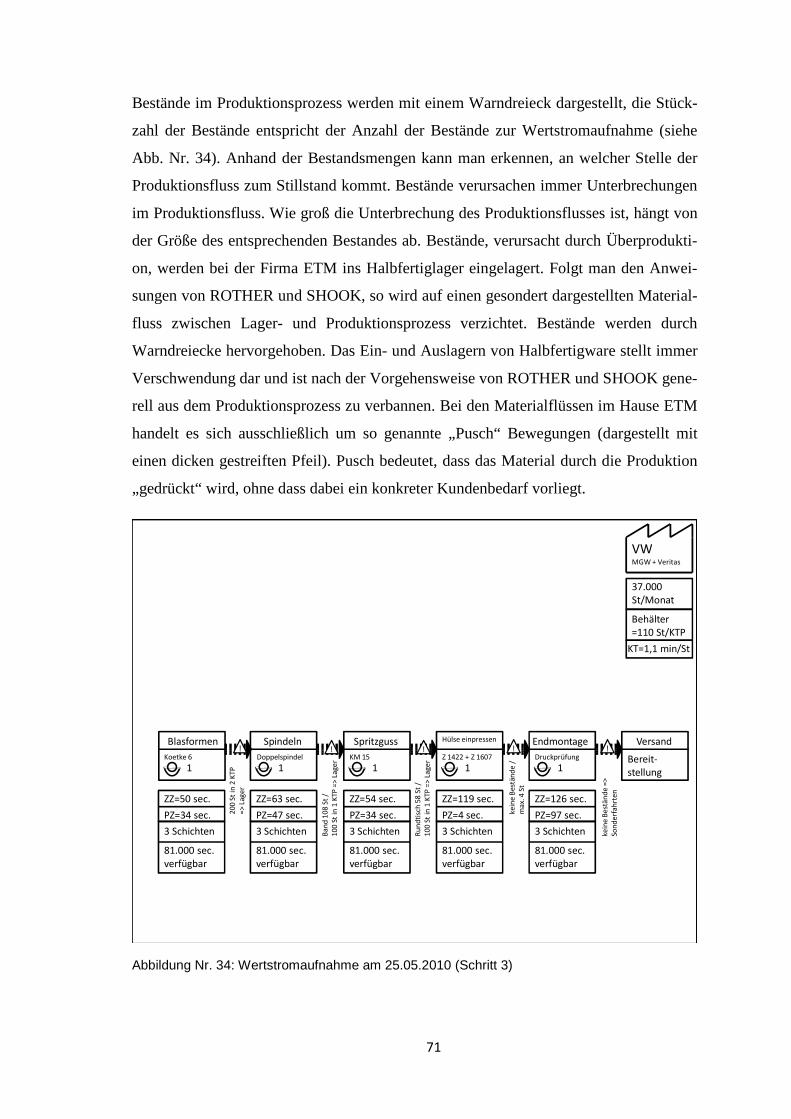
71
Bestände im Produktionsprozess werden mit einem Warndreieck dargestellt, die Stück-
zahl der Bestände entspricht der Anzahl der Bestände zur Wertstromaufnahme (siehe
Abb. Nr. 34). Anhand der Bestandsmengen kann man erkennen, an welcher Stelle der
Produktionsfluss zum Stillstand kommt. Bestände verursachen immer Unterbrechungen
im Produktionsfluss. Wie groß die Unterbrechung des Produktionsflusses ist, hängt von
der Größe des entsprechenden Bestandes ab. Bestände, verursacht durch Überprodukti-
on, werden bei der Firma ETM ins Halbfertiglager eingelagert. Folgt man den Anwei-
sungen von ROTHER und SHOOK, so wird auf einen gesondert dargestellten Material-
fluss zwischen Lager- und Produktionsprozess verzichtet. Bestände werden durch
Warndreiecke hervorgehoben. Das Ein- und Auslagern von Halbfertigware stellt immer
Verschwendung dar und ist nach der Vorgehensweise von ROTHER und SHOOK gene-
rell aus dem Produktionsprozess zu verbannen. Bei den Materialflüssen im Hause ETM
handelt es sich ausschließlich um so genannte „Pusch“ Bewegungen (dargestellt mit
einen dicken gestreiften Pfeil). Pusch bedeutet, dass das Material durch die Produktion
„gedrückt“ wird, ohne dass dabei ein konkreter Kundenbedarf vorliegt.
Blasformen Spindeln Spritzguss Versand
ZZ=63 sec.
3 Schichten
1 1 1
PZ=47 sec.
81.000 sec.verfügbar
Bereit-stellung
VWMGW + Veritas
37.000St/Monat
Behälter =110 St/KTP
KT=1,1 min/St
Endmontage
1Doppelspindel
ZZ=50 sec.
3 Schichten
PZ=34 sec.
81.000 sec.verfügbar
Koetke 6 KM 15
ZZ=54 sec.
3 Schichten
PZ=34 sec.
81.000 sec.verfügbar
Hülse einpressen
1Z 1422 + Z 1607
ZZ=119 sec.
3 Schichten
PZ=4 sec.
81.000 sec.verfügbar
ZZ=126 sec.
3 Schichten
PZ=97 sec.
81.000 sec.verfügbar
Druckprüfung! ! ! ! !
20
0 S
t in
2 K
TP
=>
Lag
er
Ban
d 1
08
St /
1
00 S
t in
1 K
TP =
> La
ger
Ru
nd
tisc
h 5
8 S
t /
100
St
in 1
KTP
=>
Lage
r
kein
e B
est
änd
e =
>
Son
de
rfah
rte
n
kein
e B
estä
nd
e /
m
ax. 4
St
Abbildung Nr. 34: Wertstromaufnahme am 25.05.2010 (Schritt 3)
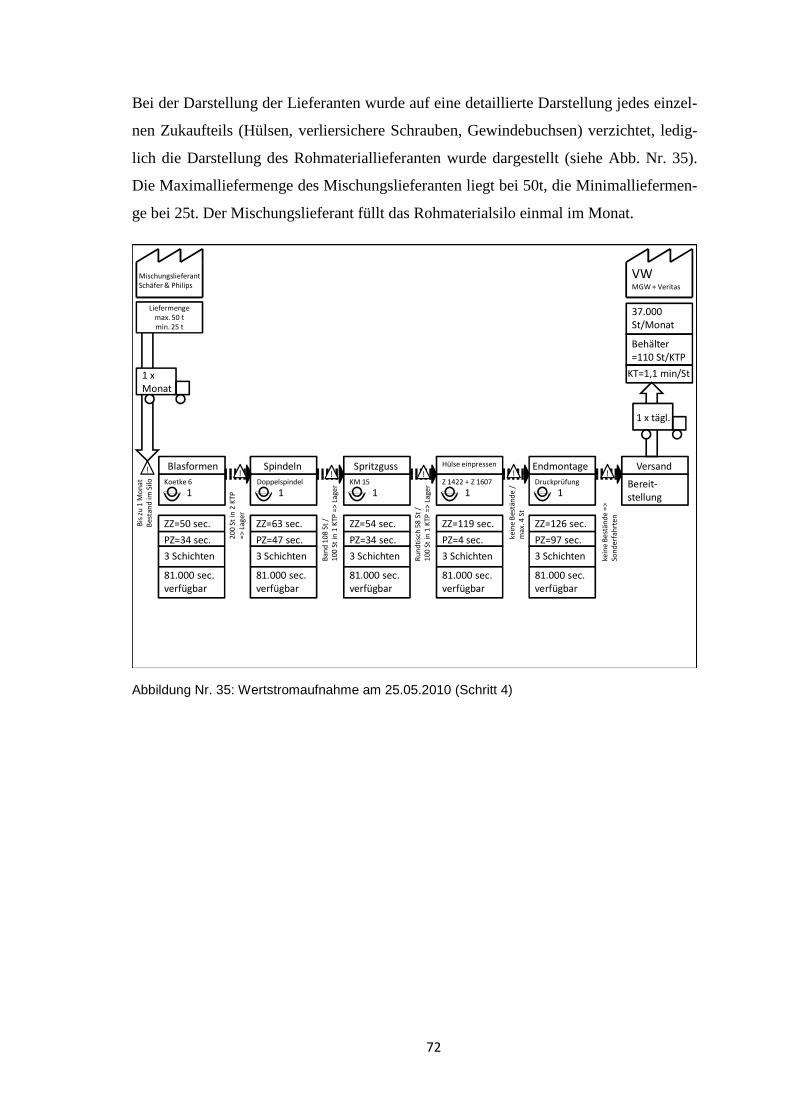
72
Bei der Darstellung der Lieferanten wurde auf eine detaillierte Darstellung jedes einzel-
nen Zukaufteils (Hülsen, verliersichere Schrauben, Gewindebuchsen) verzichtet, ledig-
lich die Darstellung des Rohmateriallieferanten wurde dargestellt (siehe Abb. Nr. 35).
Die Maximalliefermenge des Mischungslieferanten liegt bei 50t, die Minimalliefermen-
ge bei 25t. Der Mischungslieferant füllt das Rohmaterialsilo einmal im Monat.
Blasformen Spindeln Spritzguss Versand
ZZ=63 sec.
3 Schichten
1 1 1
PZ=47 sec.
81.000 sec.verfügbar
Bereit-stellung
VWMGW + Veritas
37.000St/Monat
Behälter =110 St/KTP
KT=1,1 min/St
Endmontage
1Doppelspindel
ZZ=50 sec.
3 Schichten
PZ=34 sec.
81.000 sec.verfügbar
Koetke 6 KM 15
ZZ=54 sec.
3 Schichten
PZ=34 sec.
81.000 sec.verfügbar
Hülse einpressen
1Z 1422 + Z 1607
ZZ=119 sec.
3 Schichten
PZ=4 sec.
81.000 sec.verfügbar
ZZ=126 sec.
3 Schichten
PZ=97 sec.
81.000 sec.verfügbar
Druckprüfung! ! ! ! !
20
0 S
t in
2 K
TP
=>
Lag
er
Ban
d 1
08
St /
1
00 S
t in
1 K
TP =
> La
ger
Ru
nd
tisc
h 5
8 S
t /
100
St
in 1
KTP
=>
Lage
r
kein
e B
est
änd
e =
>
Son
de
rfah
rte
n
kein
e B
estä
nd
e /
m
ax. 4
St
Bis
zu
1 M
on
at
Bes
tan
d im
Silo
Mischungslieferant Schäfer & Philips
Liefermenge max. 50 tmin. 25 t
1 x Monat
!
1 x tägl.
Abbildung Nr. 35: Wertstromaufnahme am 25.05.2010 (Schritt 4)
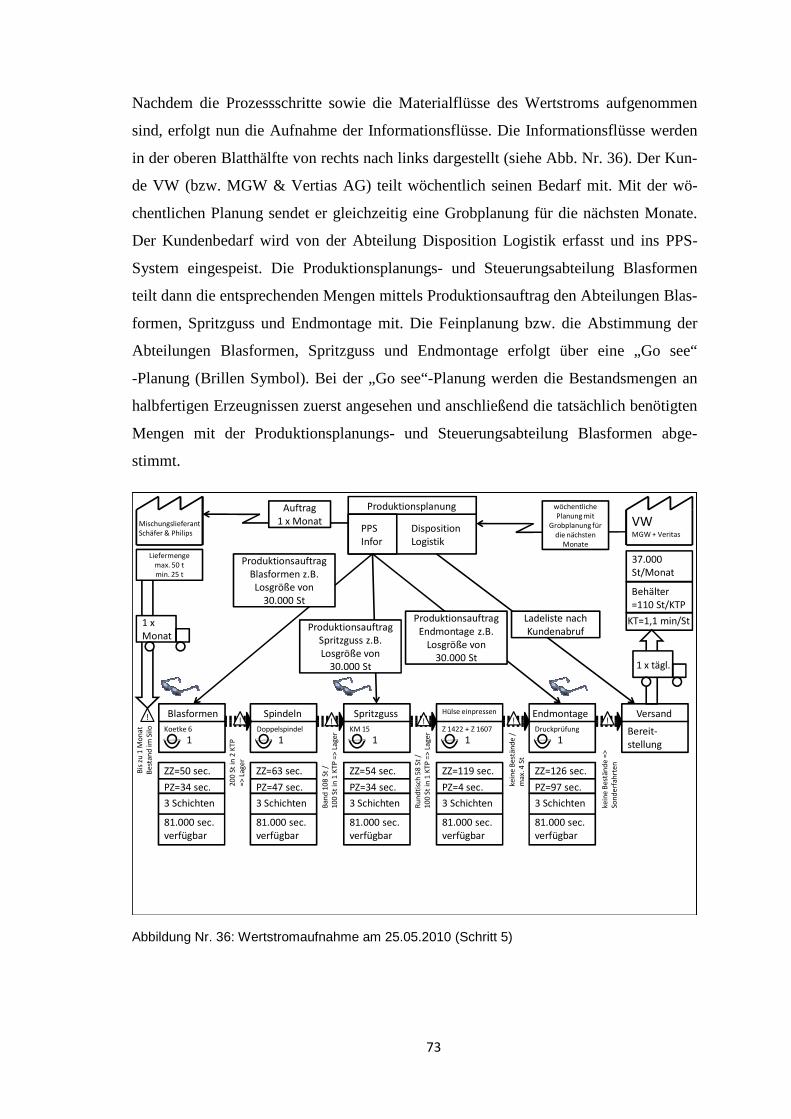
73
Nachdem die Prozessschritte sowie die Materialflüsse des Wertstroms aufgenommen
sind, erfolgt nun die Aufnahme der Informationsflüsse. Die Informationsflüsse werden
in der oberen Blatthälfte von rechts nach links dargestellt (siehe Abb. Nr. 36). Der Kun-
de VW (bzw. MGW & Vertias AG) teilt wöchentlich seinen Bedarf mit. Mit der wö-
chentlichen Planung sendet er gleichzeitig eine Grobplanung für die nächsten Monate.
Der Kundenbedarf wird von der Abteilung Disposition Logistik erfasst und ins PPS-
System eingespeist. Die Produktionsplanungs- und Steuerungsabteilung Blasformen
teilt dann die entsprechenden Mengen mittels Produktionsauftrag den Abteilungen Blas-
formen, Spritzguss und Endmontage mit. Die Feinplanung bzw. die Abstimmung der
Abteilungen Blasformen, Spritzguss und Endmontage erfolgt über eine „Go see“
-Planung (Brillen Symbol). Bei der „Go see“-Planung werden die Bestandsmengen an
halbfertigen Erzeugnissen zuerst angesehen und anschließend die tatsächlich benötigten
Mengen mit der Produktionsplanungs- und Steuerungsabteilung Blasformen abge-
stimmt.
Blasformen Spindeln Spritzguss Versand
ZZ=63 sec.
3 Schichten
1 1 1
PZ=47 sec.
81.000 sec.
verfügbar
Bereit-
stellung
VWMGW + Veritas
37.000St/Monat
Behälter
=110 St/KTP
KT=1,1 min/St
Endmontage
1Doppelspindel
ZZ=50 sec.
3 Schichten
PZ=34 sec.
81.000 sec.
verfügbar
Koetke 6 KM 15
ZZ=54 sec.
3 Schichten
PZ=34 sec.
81.000 sec.
verfügbar
Hülse einpressen
1Z 1422 + Z 1607
ZZ=119 sec.
3 Schichten
PZ=4 sec.
81.000 sec.
verfügbar
ZZ=126 sec.
3 Schichten
PZ=97 sec.
81.000 sec.
verfügbar
Druckprüfung! ! ! ! !
200
St
in 2
KTP
=>
Lag
er
Ban
d 1
08
St
/ 10
0 S
t in
1 K
TP =
> La
ger
Ru
nd
tisc
h 5
8 S
t /
100
St
in 1
KTP
=>
Lage
r
kein
e B
estä
nd
e =
>
Son
de
rfah
rte
n
kein
e B
estä
nd
e /
m
ax. 4
St
Bis
zu
1 M
on
at
Be
stan
d im
Silo
Mischungslieferant Schäfer & Philips
Liefermenge max. 50 tmin. 25 t
1 x
Monat
!
1 x tägl.
Produktionsplanung
PPS
Infor
Auftrag
1 x Monat
wöchentliche Planung mit
Grobplanung für die nächsten
Monate
Disposition
Logistik
Produktionsauftrag
Blasformen z.B. Losgröße von
30.000 St
Ladeliste nach
KundenabrufProduktionsauftrag Spritzguss z.B.
Losgröße von 30.000 St
Produktionsauftrag
Endmontage z.B.
Losgröße von 30.000 St
Abbildung Nr. 36: Wertstromaufnahme am 25.05.2010 (Schritt 5)
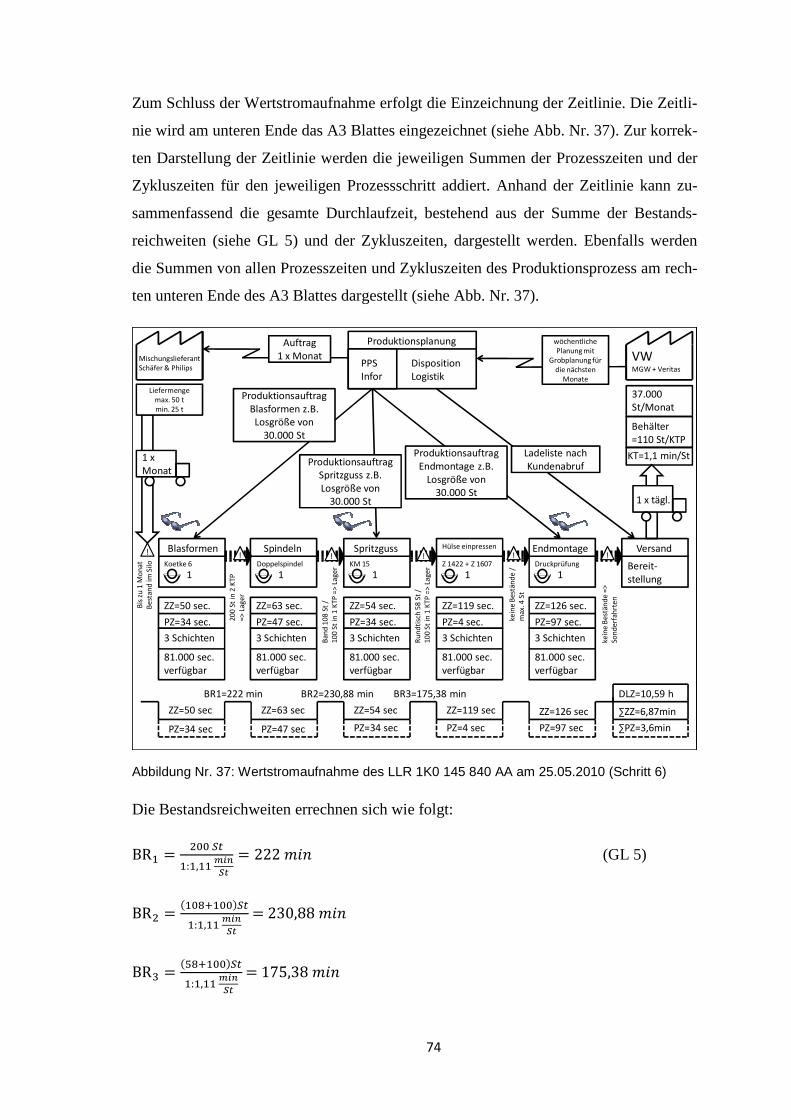
74
Zum Schluss der Wertstromaufnahme erfolgt die Einzeichnung der Zeitlinie. Die Zeitli-
nie wird am unteren Ende das A3 Blattes eingezeichnet (siehe Abb. Nr. 37). Zur korrek-
ten Darstellung der Zeitlinie werden die jeweiligen Summen der Prozesszeiten und der
Zykluszeiten für den jeweiligen Prozessschritt addiert. Anhand der Zeitlinie kann zu-
sammenfassend die gesamte Durchlaufzeit, bestehend aus der Summe der Bestands-
reichweiten (siehe GL 5) und der Zykluszeiten, dargestellt werden. Ebenfalls werden
die Summen von allen Prozesszeiten und Zykluszeiten des Produktionsprozess am rech-
ten unteren Ende des A3 Blattes dargestellt (siehe Abb. Nr. 37).
Blasformen Spindeln Spritzguss Versand
ZZ=63 sec.
3 Schichten
1 1 1
PZ=47 sec.
81.000 sec.
verfügbar
Bereit-
stellung
VWMGW + Veritas
37.000St/Monat
Behälter
=110 St/KTP
KT=1,1 min/St
Endmontage
1Doppelspindel
ZZ=50 sec.
3 Schichten
PZ=34 sec.
81.000 sec.
verfügbar
Koetke 6 KM 15
ZZ=54 sec.
3 Schichten
PZ=34 sec.
81.000 sec.
verfügbar
Hülse einpressen
1Z 1422 + Z 1607
ZZ=119 sec.
3 Schichten
PZ=4 sec.
81.000 sec.
verfügbar
ZZ=126 sec.
3 Schichten
PZ=97 sec.
81.000 sec.
verfügbar
Druckprüfung! ! ! ! !
200
St
in 2
KTP
=>
Lag
er
Ban
d 1
08
St
/ 10
0 S
t in
1 K
TP =
> La
ger
Ru
nd
tisc
h 5
8 S
t /
100
St
in 1
KTP
=>
Lage
r
kein
e B
estä
nd
e =
>
Son
de
rfah
rte
n
kein
e B
estä
nd
e /
m
ax. 4
St
Bis
zu
1 M
on
at
Be
stan
d im
Silo
Mischungslieferant Schäfer & Philips
Liefermenge max. 50 tmin. 25 t
1 x
Monat
!
1 x tägl.
Produktionsplanung
PPS
Infor
Auftrag
1 x Monat
wöchentliche Planung mit
Grobplanung für die nächsten
Monate
Disposition
Logistik
Produktionsauftrag
Blasformen z.B. Losgröße von
30.000 St
Ladeliste nach
Kundenabruf
ZZ=50 sec
PZ=34 sec
BR1=222 min
ZZ=63 sec
PZ=47 sec
BR2=230,88 min
ZZ=54 sec
PZ=34 sec
BR3=175,38 min
ZZ=119 sec
PZ=4 sec
ZZ=126 sec
PZ=97 sec
∑ZZ=6,87min
∑PZ=3,6min
DLZ=10,59 h
Produktionsauftrag Spritzguss z.B.
Losgröße von 30.000 St
Produktionsauftrag
Endmontage z.B.
Losgröße von 30.000 St
Abbildung Nr. 37: Wertstromaufnahme des LLR 1K0 145 840 AA am 25.05.2010 (Schritt 6)
Die Bestandsreichweiten errechnen sich wie folgt:
BRK =b[[ JG
K:K,KK \]^
cd
= 222 B=: (GL 5)
BRb =hK[ijK[[kJG
K:K,KK \]^
cd
= 230,88 B=:
BRS =hUijK[[kJG
K:K,KK \]^
cd
= 175,38 B=:
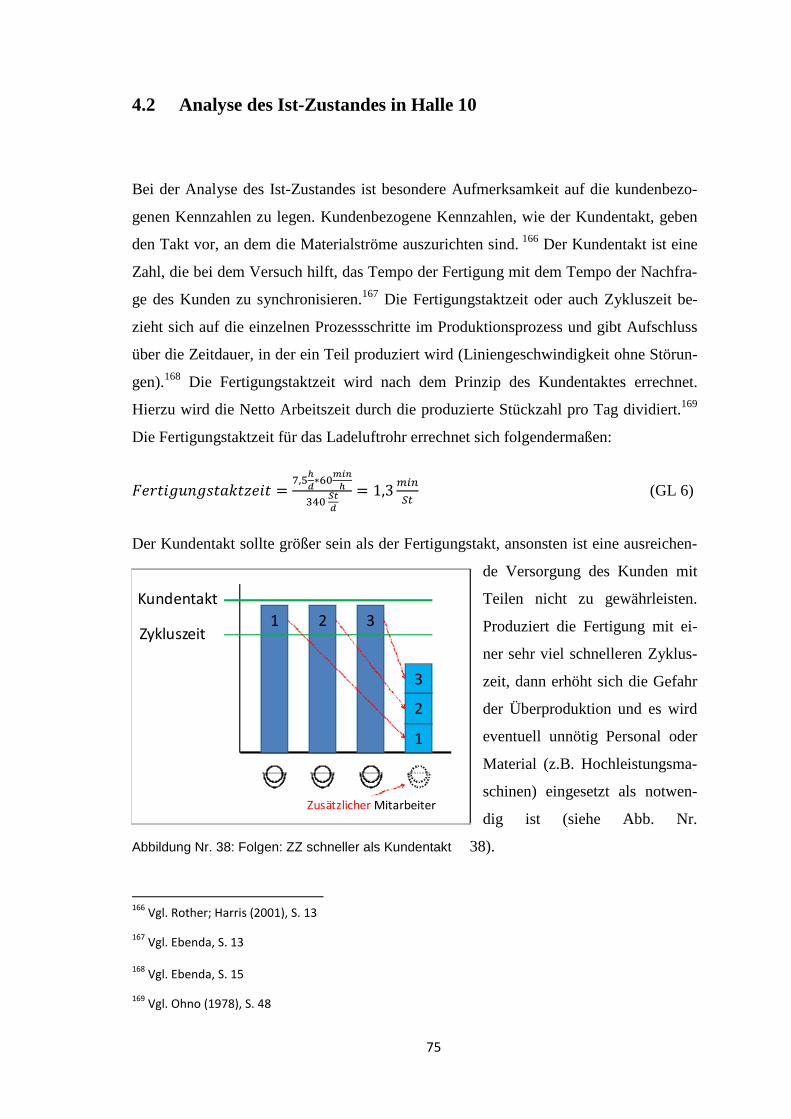
75
4.2 Analyse des Ist-Zustandes in Halle 10
Bei der Analyse des Ist-Zustandes ist besondere Aufmerksamkeit auf die kundenbezo-
genen Kennzahlen zu legen. Kundenbezogene Kennzahlen, wie der Kundentakt, geben
den Takt vor, an dem die Materialströme auszurichten sind. 166 Der Kundentakt ist eine
Zahl, die bei dem Versuch hilft, das Tempo der Fertigung mit dem Tempo der Nachfra-
ge des Kunden zu synchronisieren.167 Die Fertigungstaktzeit oder auch Zykluszeit be-
zieht sich auf die einzelnen Prozessschritte im Produktionsprozess und gibt Aufschluss
über die Zeitdauer, in der ein Teil produziert wird (Liniengeschwindigkeit ohne Störun-
gen).168 Die Fertigungstaktzeit wird nach dem Prinzip des Kundentaktes errechnet.
Hierzu wird die Netto Arbeitszeit durch die produzierte Stückzahl pro Tag dividiert.169
Die Fertigungstaktzeit für das Ladeluftrohr errechnet sich folgendermaßen:
q6<8=rs:r789t8u6=8 =X,U
ZV
∗T[\]^
Z
S_[ cdV
= 1,3PQI
JG (GL 6)
Der Kundentakt sollte größer sein als der Fertigungstakt, ansonsten ist eine ausreichen-
de Versorgung des Kunden mit
Teilen nicht zu gewährleisten.
Produziert die Fertigung mit ei-
ner sehr viel schnelleren Zyklus-
zeit, dann erhöht sich die Gefahr
der Überproduktion und es wird
eventuell unnötig Personal oder
Material (z.B. Hochleistungsma-
schinen) eingesetzt als notwen-
dig ist (siehe Abb. Nr.
Abbildung Nr. 38: Folgen: ZZ schneller als Kundentakt 38).
166
Vgl. Rother; Harris (2001), S. 13
167 Vgl. Ebenda, S. 13
168 Vgl. Ebenda, S. 15
169 Vgl. Ohno (1978), S. 48
1 2 3
1
2
3
Kundentakt
Zykluszeit
Zusätzlicher Mitarbeiter
76
Die Forderungen des Kunden gestalten sich nur in den seltensten Fällen konstant. Aus
diesem Grund ist die Ermittlung des Kundetaktes aufgrund zukünftiger Bedarfsmengen
zu errechnen. Gerade bei der Definition des Soll-Zustandes müssen zukünftige Be-
darfsmengen hinzugezogen werden, um auf diese Weise einen aktuellen Sollzustand zu
definieren.
Um einen optimalen Wertstrom nach den Kriterien der schlanken Produktion auszubau-
en, ist es von entscheidender Bedeutung, den Fertigungstakt an den Kundentakt anzunä-
hern. Wenn Fertigungstakt und Kundentakt übereinstimmen ist eine Produktion nach
den Bedürfnissen des Kunden ausgelegt. Eine solche Produktion erzeugt die geforderte
Menge zur geforderten Zeit und eliminiert somit Überproduktion im Produktionspro-
zess.170
Vergleicht man zwischen Kundentakt und Zykluszeit lassen sich die Fragen stellen:171
- Wie oft erwartet der Kunde ein fertiges Ladeluftrohr?
- Wie oft wird tatsächlich ein Ladeluftrohr gefertigt?
- Warum gibt es Unterschiede?
Vergleicht man die vorliegenden Antworten erkennt man, dass der Fertigungstakt mit
1,3 min./St höher ist als der Kundentakt von 1,1 min./St. Somit müssen deutliche Ver-
besserungen in den Produktionsprozess einfließen, um die Versorgung des Kunden zu
gewährleisten. Nachdem die ersten beiden Fragen beantwortet worden sind, ist es nun
wichtig, den Grund herauszufinden, warum der Fertigungstakt über dem Kundentakt
liegt.
Wenn man sich den Kundentakt ansieht, so muss alle 1,11 Minuten ein Ladeluftrohr
gefertigt werden. Der Engpassprozess benötigt, mit 126 Sekunden oder umgerechnet 2,1
Minuten, schon mehr Zeit als der Kundentakt vorgibt. Die Engpasszeit am Prozess-
schritt der Endmontage entspricht in etwa dem errechneten Fertigungstakt. Im Idealfall
der schlanken Produktion ist die Durchlaufzeit gleich der Wertschöpfungszeit (verein-
facht gleich der Prozesszeit). Das bedeutet, das Verhältnis von Durchlaufzeit zu Wert-
170
Vgl. Dickmann (2006), S. 16
171 Vgl. Rother; Harris (2001), S. 14
77
schöpfungszeit ist eins zu eins oder 100 %. Bei dem Produktionsprozess des Ladeluft-
rohres errechnet sich folgendes Verhältnis:
Verhältnisy
z�y=
S,T PQI
K[,Ua{∗T[\]^
Z
= 0,00567 = 0,567% (GL 7)
Dieses aussagekräftige Ergebnis weißt auf einen ineffizienten Produktionsprozess hin.
Vergleicht man die Wertschöpfungszeit mit der Bearbeitungszeit erkennt man, dass der
Produktionsprozess noch Verbesserungspotential aufweist. Selbiges gilt für das Ver-
hältnis von Prozesszeit zu Durchlaufzeit.
Um Verbesserungspotentiale ausfindig zu machen, wird sich die nun folgende Betrach-
tung mit der Ermittlung des Engpassprozesses beschäftigen: Betrachtet man die einzel-
nen Prozesse im Wertstromdiagramm (siehe Abb. Nr. 37) so kann man sehen, dass die
längste Zykluszeit auf die Endmontage mit 126 Sekunden entfällt. Dass sich die Halb-
fertigteile vor dem Prozessschritt der Endmontage nicht aufstauen, hängt mit der Solida-
rität der Werker zusammen. So hilft der für den Prozessschritt Hülsen einpressen einge-
setzte Werker der Endmontage, sollte es zu Stauchungen im Prozess kommen.
Eine Betrachtung der einzelnen Verhältnisse der Einzelprozessschritte macht Folgendes
deutlich:
Blasformen Verhältnis PZZZR =
S_ ���.
U[ ���.= 0,68 (GL 8)
Spindeln Verhältnis PZZZR =
_X ���.
TS ���.= 0,75
Spritzguss Verhältnis PZZZR =
S_ ���.
U_ ���.= 0,63
Hülsen einpressen Verhältnis PZZZR =
_ ���.
KKa ���.= 0,03
Endmontage Verhältnis PZZZR =
aX ���.
KbT ���.= 0,77
Anhand der Zahlen kann man erkennen, dass das kleinste Verhältnis dem Prozessschritt
Hülsen einpressen zuzuordnen ist. Das Verhältnis des Prozessschrittes der Endmontage
ist mit fast 80% Übereinstimmung hingegen gut, wenn man bedenkt, dass nur 20% zum
Optimum fehlen.
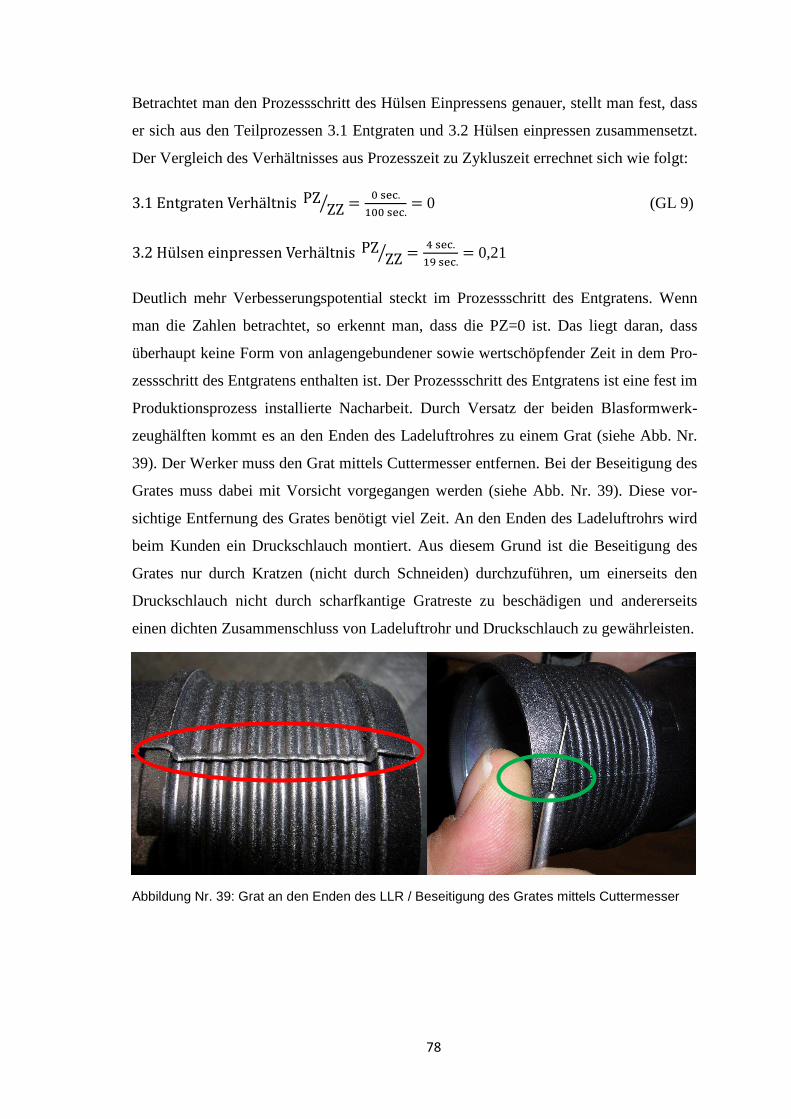
78
Betrachtet man den Prozessschritt des Hülsen Einpressens genauer, stellt man fest, dass
er sich aus den Teilprozessen 3.1 Entgraten und 3.2 Hülsen einpressen zusammensetzt.
Der Vergleich des Verhältnisses aus Prozesszeit zu Zykluszeit errechnet sich wie folgt:
3.1 Entgraten Verhältnis PZZZR =
[ ���.
K[[ ���.= 0 (GL 9)
3.2 Hülsen einpressen Verhältnis PZZZR =
_ ���.
Ka ���.= 0,21
Deutlich mehr Verbesserungspotential steckt im Prozessschritt des Entgratens. Wenn
man die Zahlen betrachtet, so erkennt man, dass die PZ=0 ist. Das liegt daran, dass
überhaupt keine Form von anlagengebundener sowie wertschöpfender Zeit in dem Pro-
zessschritt des Entgratens enthalten ist. Der Prozessschritt des Entgratens ist eine fest im
Produktionsprozess installierte Nacharbeit. Durch Versatz der beiden Blasformwerk-
zeughälften kommt es an den Enden des Ladeluftrohres zu einem Grat (siehe Abb. Nr.
39). Der Werker muss den Grat mittels Cuttermesser entfernen. Bei der Beseitigung des
Grates muss dabei mit Vorsicht vorgegangen werden (siehe Abb. Nr. 39). Diese vor-
sichtige Entfernung des Grates benötigt viel Zeit. An den Enden des Ladeluftrohrs wird
beim Kunden ein Druckschlauch montiert. Aus diesem Grund ist die Beseitigung des
Grates nur durch Kratzen (nicht durch Schneiden) durchzuführen, um einerseits den
Druckschlauch nicht durch scharfkantige Gratreste zu beschädigen und andererseits
einen dichten Zusammenschluss von Ladeluftrohr und Druckschlauch zu gewährleisten.
Abbildung Nr. 39: Grat an den Enden des LLR / Beseitigung des Grates mittels Cuttermesser
79
4.3 Lokalisierung der Verbesserungspotentiale
Um Verbesserungspotentiale lokalisieren zu können, werden im Kapitel 4.3.1 die
Schwachstellen im Produktionsprozess erläutert. Dabei wird jeder Schwachstelle eine
Nummer zugeordnet. Im Kapitel 4.3.2 werden, bezugnehmend auf die in Kapitel 4.3.1
erläuterten Schwachstellen, Lösungsansätze unter Berücksichtigung der schlanken Pro-
duktion definiert.
4.3.1 Schwachstellen im Produktionsprozess
Durch gezielte Beobachtung des Produktionsprozesses und Befragen des technischen
Leiters, des Produktionsleiters Blasformen und der Schichtverantwortlichen sowie der
Werker an den entsprechenden Stationen selbst, wurden die folgenden Mängel und Stö-
rungen technischer und organisatorischer Art lokalisiert und dokumentiert:
1.) Die Anordnung der Produktionsprozesse ist in einer Linie ausgerichtet.
Durch die unvorteilhafte Anordnung der Produktionsprozesse in einer Linie ent-
stehen für die Werker zu lange Wege, um die notwendigen Arbeiten durchzu-
führen.
2.) Waren, die vom nachgelagerten Prozessschritt aufgrund von Überproduk-
tion nicht verbraucht werden können, werden als Zwischenbestände (Halb-
fertigware) eingelagert. Schaut man sich die Prozessschritte entlang der Wert-
schöpfungskette des Ladeluftrohres an, so erkennt man Bestände an Halbfertig-
waren. Diese Halbfertigwaren resultieren aus der systematisch geduldeten Über-
produktion. Anhand der Zykluszeit kann man deutlich erkennen, dass es zu
Stauchungen im Produktionsprozess mit entsprechenden Beständen kommen
muss. Grund für die Stauchungen im Produktionsprozess sind zu schnelle Zyk-
luszeiten des vorgelagerten Prozessschrittes. Im Falle der Stauchung vor dem
80
Prozessschritt Spindeln ist es eindeutig Überproduktion. Aus der Blasformma-
schine fällt alle 30 Sekunden ein Grundkörper. Dieser viel zu schnelle Zyklus
kann von den nachfolgenden Prozessen nicht annähernd aufgenommen werden.
3.) Aufgrund der Lieferprobleme und Zusatzkosten durch Sonderlieferungen ver-
sucht die Produktionsplanung in der Blasformabteilung Bestände an Halbfer-
tigwaren aufzubauen, um bei Problemen im Produktionsprozess auf Lagerbe-
stände ausweichen zu können.
4.) Ein Beispiel für ein durch Bestände verdecktes Problem ist der bereits in Kapitel
4.2 beschriebene Entgratungsvorgang an den Enden des Ladeluftrohres. Der
Prozessschritt vor dem Hülseneinpressen beinhaltet das Entgraten (siehe Pro-
zessschritt 3.1). Entgratet werden muss aufgrund eines Grates, der durch einen
Versatz im Blasformwerkzeug hervorgerufen wird. Implementiert wird das
Problem schon ganz zu Anfang des Produktionsprozesses, nämlich im Prozess-
schritt des Blasformens (siehe Prozessschritt 1.1). Diese fest installierte Nachar-
beit wird nicht als Solche gesehen. Der vorgelagerte Schritt hat eine kürzere
Zykluszeit und die Überproduktion wird als Halbfertigware eingelagert. Gäbe es
keine Bestände, würde diese fest installierte Nacharbeit zu ernsthaften Proble-
men im Produktionsprozess führen. Aus diesem Grund werden Qualitätsmängel
(Ausschuss) zu spät entdeckt und verursachen durch weitere Nacharbeit wiede-
rum Ausschuss. Es entsteht auch eine Unsicherheit in der Produktionsplanung,
da die Fertigungs-Steuerung nie davon ausgehen kann, dass die Bestände im
System stimmen bzw. nicht unbrauchbar und damit Ausschuss sind.
5.) Die Arbeiter tauschen die Positionen und unterstützen so die Prozesse, die
Hilfe benötigen. Die Arbeiter beobachten, wenn es zu Engpässen kommt, und
unterstützen ihre Kollegen. Dieses Verhalten der Werker ist ein Indiz dafür, dass
die Prozessschritte zeitlich nicht aufeinander abgestimmt sind. Nach dem Pro-
zessschritt der Hülseneinpressung kann es zu Stauchungen zum nächsten Pro-
zessschritt der Endmontage kommen. Da der Prozessschritt der Endmontage das
„Nadelöhr“ der Produktion, den so genannten Engpassprozess darstellt, ist eine
Vermeidung von Stauchungen gerade hier besonders wichtig.
81
6.) Die Gratbildung am Halter nach dem Spritzgießprozess muss aufwändig
mittels Cuttermessers entfernt werden.
7.) Die Arbeitsabläufe sind in den Schichten unterschiedlich. So wird beispiels-
weise in der Schicht A vor Verpressen der Hülse eine Fase mittels Rundmesser
angebracht, um später die Hülse besser verpressen zu können. Schicht B hinge-
gen bringt keine Fase an und verpresst bei Bedarf mehrmals. Zu prüfen ist, ob
durch das mehrmalige Verpressen (bzw. nicht erfolgreiches Verpressen der Hül-
se) das spröde Ladeluftrohr nicht zerstört wird (z.B. durch unsichtbare Mikroris-
se, die auch durch die Druckprüfung nicht identifiziert werden können). Sollte
festgestellt werden, dass sich die Fase am Rohr für das Verpressen der Hülse als
zwingend notwendig erweist, ist zu prüfen, ob man nicht gleich beim Spindeln
eine entsprechende Fase anbringen kann.
8.) Eine ganz wesentliche Schwachstelle im Produktionsprozess ist die zentrale
Steuerung der Produktion. Durch die zentrale Steuerung wird Verschwen-
dung im Produktionsprozess implementiert. Dies geschieht, da die Produkti-
onsplanung die Produktion immer aufgrund von Vermutungen plant und aus-
richtet. Die tatsächliche Kundennachfrage bleibt dabei unberücksichtigt.
4.3.2 Definition von Lösungsansätzen
Dieses Kapitel definiert Lösungsansätze für die im Kapitel 4.3.1 genannten Schwach-
stellen. In der nachfolgenden Tabelle (Tabelle Nr. 1) wird zunächst eine Übersicht über
die Schwachstellen mit den entsprechenden Lösungen erläutert, um anschließend die
Lösungsansätze zu präzisieren:
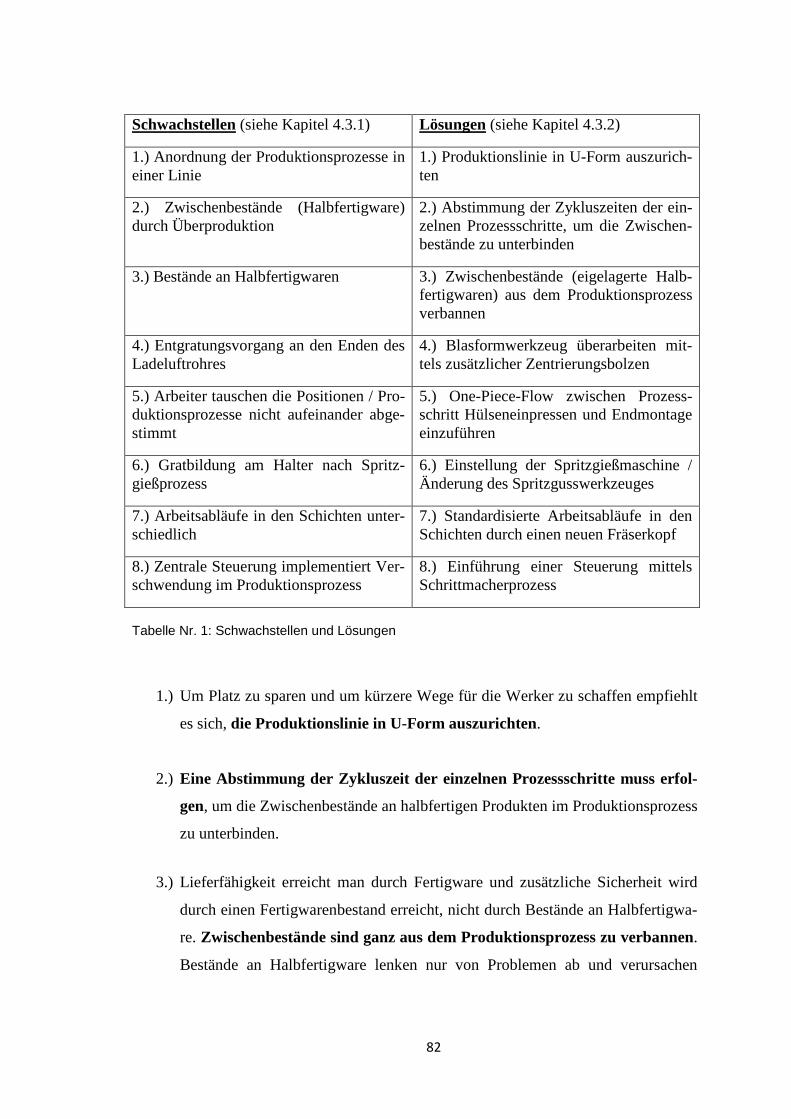
82
Schwachstellen (siehe Kapitel 4.3.1) Lösungen (siehe Kapitel 4.3.2)
1.) Anordnung der Produktionsprozesse in einer Linie
1.) Produktionslinie in U-Form auszurich-ten
2.) Zwischenbestände (Halbfertigware) durch Überproduktion
2.) Abstimmung der Zykluszeiten der ein-zelnen Prozessschritte, um die Zwischen-bestände zu unterbinden
3.) Bestände an Halbfertigwaren 3.) Zwischenbestände (eigelagerte Halb-fertigwaren) aus dem Produktionsprozess verbannen
4.) Entgratungsvorgang an den Enden des Ladeluftrohres
4.) Blasformwerkzeug überarbeiten mit-tels zusätzlicher Zentrierungsbolzen
5.) Arbeiter tauschen die Positionen / Pro-duktionsprozesse nicht aufeinander abge-stimmt
5.) One-Piece-Flow zwischen Prozess-schritt Hülseneinpressen und Endmontage einzuführen
6.) Gratbildung am Halter nach Spritz-gießprozess
6.) Einstellung der Spritzgießmaschine / Änderung des Spritzgusswerkzeuges
7.) Arbeitsabläufe in den Schichten unter-schiedlich
7.) Standardisierte Arbeitsabläufe in den Schichten durch einen neuen Fräserkopf
8.) Zentrale Steuerung implementiert Ver-schwendung im Produktionsprozess
8.) Einführung einer Steuerung mittels Schrittmacherprozess
Tabelle Nr. 1: Schwachstellen und Lösungen
1.) Um Platz zu sparen und um kürzere Wege für die Werker zu schaffen empfiehlt
es sich, die Produktionslinie in U-Form auszurichten.
2.) Eine Abstimmung der Zykluszeit der einzelnen Prozessschritte muss erfol-
gen, um die Zwischenbestände an halbfertigen Produkten im Produktionsprozess
zu unterbinden.
3.) Lieferfähigkeit erreicht man durch Fertigware und zusätzliche Sicherheit wird
durch einen Fertigwarenbestand erreicht, nicht durch Bestände an Halbfertigwa-
re. Zwischenbestände sind ganz aus dem Produktionsprozess zu verbannen.
Bestände an Halbfertigware lenken nur von Problemen ab und verursachen
83
durch verspätet entdeckte Mängel im Produktionsprozess unnötige Nacharbeit
bzw. Mehrarbeit.
4.) Wenn man die Bestände reduziert und auf eine Fertigung im Kundentakt be-
harrt, hat dies zur Folge, dass die Ursache des Problems abzustellen ist. Die
Notwendigkeit, im Kundentakt zu produzieren, wird die Werker, Schichtverant-
wortlichen sowie die Produktionsleiter dazu veranlassen, ihre Kreativität einzu-
setzen, um den Fertigungstakt aufrechtzuerhalten. Die Methode des systemati-
schen Fragens nach der Ursache (5W)172 wirft folgende Fragen auf:
1W Warum kann nicht im Kundentakt produziert werden?
� Es wird mehr Zeit im Produktionsprozess Hülseneinpressen
benötigt als vorgesehen.
2W Warum wird mehr Zeit benötigt?
� Das Ladeluftrohr muss nachgearbeitet werden.
3W Warum muss das Ladeluftrohr nachgearbeitet werden?
� Es hat an den Enden einen Grat.
4W Warum hat es an den Enden eine Grat?
� Das Blasformwerkzeug ist versetzt.
5W Warum ist das Blasformwerkzeug versetzt?
� Weil zwar die Werkzeughälften zentriert sind, nicht aber die
Schieber, die den Schlauchansatz formen.
Lösung: Das Blasformwerkzeug überarbeiten und zusätzliche Zentrie-
rungsbolzen an den Schiebern anbringen.
172
Vgl. Shingo (1989), S. 52
84
5.) Ein Lösungsansatz ist, einen One-Piece-Flow zwischen dem Prozessschritt
Hülseneinpressen und der Endmontage einzuführen. Der Prozessschritt Hül-
seneinpressen und Endmontage kann zusammengefasst werden. Mit diesem Lö-
sungsansatz ergibt sich eine automatische Nivellierung des Engpassprozesses.
6.) Eine Einstellung der Spritzgießmaschine, wenn notwendig sogar eine Ände-
rung des Spritzgusswerkzeuges verhindert die Gratbildung am Halter. Mit
der Implementierung dieses Lösungsansatzes wird die fest installierte Nachar-
beit überflüssig.
7.) Die Arbeitsabläufe müssen für alle Schichten standardisiert werden. Ein
Lösungsansatz hierzu ist die Nutzung eines neuen Fräserkopfes. Durch einen
neuen Fräserkopf ist es möglich, beim Ausspindeln der Rohre eine entsprechen-
de Fase mit anzubringen. Mittels zusätzlicher Schneiden am Fräserkopf kann so
schon beim einmaligen Einfahren in das Rohr die Fase angebracht werden, die
Zykluszeit bleibt unverändert und gleichzeitig wird der Mehraufwand (Fase mit-
tels Rundmesser anbringen) vermieden. Auf diese Weise ist eine standardisierte
Abfolge der Arbeitsschritte erreicht.
8.) Ein Lösungsansatz ist, die zentrale Steuerung der Produktion durch eine
Steuerung mittels Schrittmacherprozess zu ersetzen. Durch die Steuerung der
Produktion über den Schrittmacherprozess wird Verschwendung durch Über-
produktion ausgeschlossen. Auf diese Weise kann eine Produktionsplanung, die
auf der tatsächlichen Kundennachfrage basiert, realisiert werden.
4.4 Erstellung des Soll-Zustandes
Bei Erstellung des Soll Zustandes wird der Ist-Zustand berücksichtigt, Anregungen zur
Veränderung von bisherigen Gegebenheiten liefern die Analyse des Ist-Zustandes sowie
die Lokalisierung von Verbesserungspotentialen (siehe Kapitel 4.2 und 4.3). Das Ge-
stalten des Soll-Zustandes erfolgt dabei mit Bleistift auf einem DIN A3 Blatt (siehe
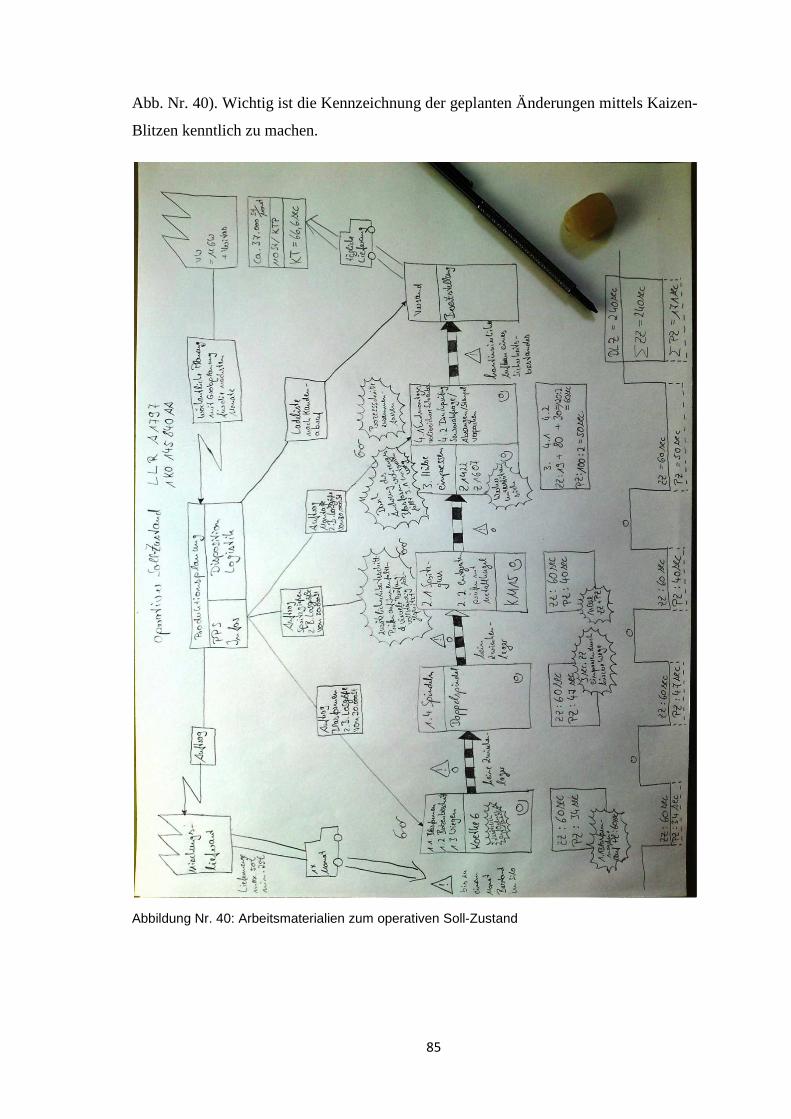
85
Abb. Nr. 40). Wichtig ist die Kennzeichnung der geplanten Änderungen mittels Kaizen-
Blitzen kenntlich zu machen.
Abbildung Nr. 40: Arbeitsmaterialien zum operativen Soll-Zustand
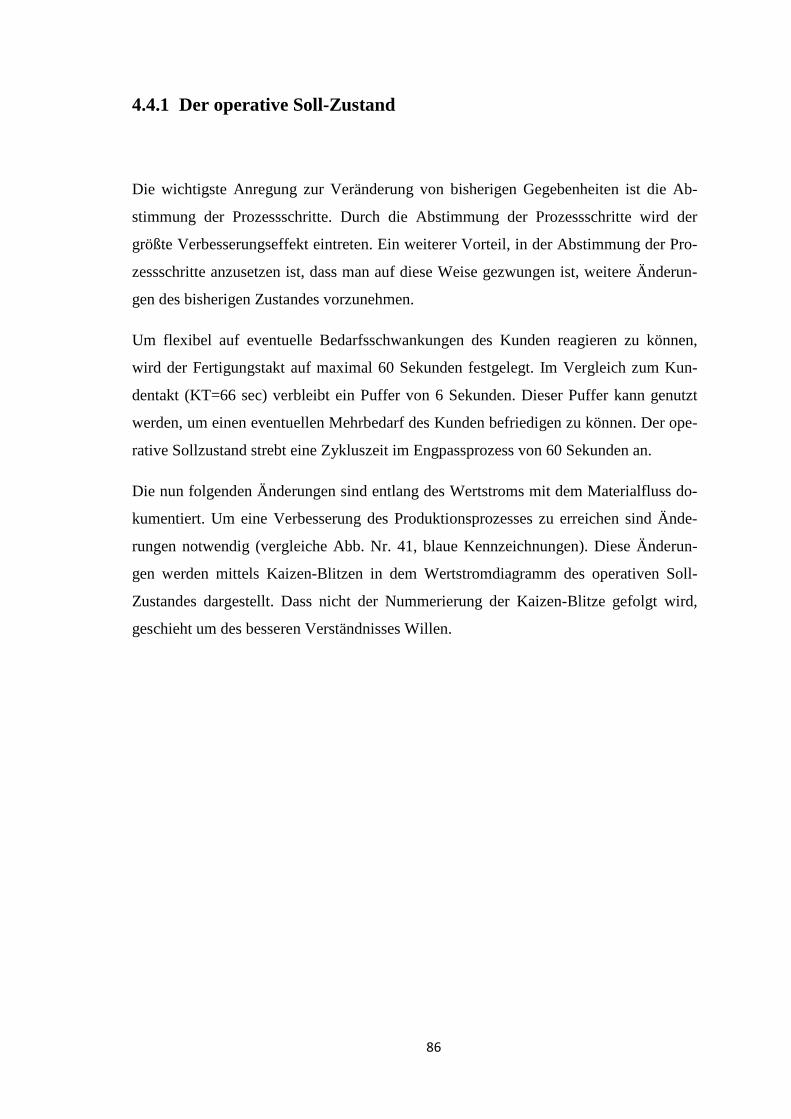
86
4.4.1 Der operative Soll-Zustand
Die wichtigste Anregung zur Veränderung von bisherigen Gegebenheiten ist die Ab-
stimmung der Prozessschritte. Durch die Abstimmung der Prozessschritte wird der
größte Verbesserungseffekt eintreten. Ein weiterer Vorteil, in der Abstimmung der Pro-
zessschritte anzusetzen ist, dass man auf diese Weise gezwungen ist, weitere Änderun-
gen des bisherigen Zustandes vorzunehmen.
Um flexibel auf eventuelle Bedarfsschwankungen des Kunden reagieren zu können,
wird der Fertigungstakt auf maximal 60 Sekunden festgelegt. Im Vergleich zum Kun-
dentakt (KT=66 sec) verbleibt ein Puffer von 6 Sekunden. Dieser Puffer kann genutzt
werden, um einen eventuellen Mehrbedarf des Kunden befriedigen zu können. Der ope-
rative Sollzustand strebt eine Zykluszeit im Engpassprozess von 60 Sekunden an.
Die nun folgenden Änderungen sind entlang des Wertstroms mit dem Materialfluss do-
kumentiert. Um eine Verbesserung des Produktionsprozesses zu erreichen sind Ände-
rungen notwendig (vergleiche Abb. Nr. 41, blaue Kennzeichnungen). Diese Änderun-
gen werden mittels Kaizen-Blitzen in dem Wertstromdiagramm des operativen Soll-
Zustandes dargestellt. Dass nicht der Nummerierung der Kaizen-Blitze gefolgt wird,
geschieht um des besseren Verständnisses Willen.
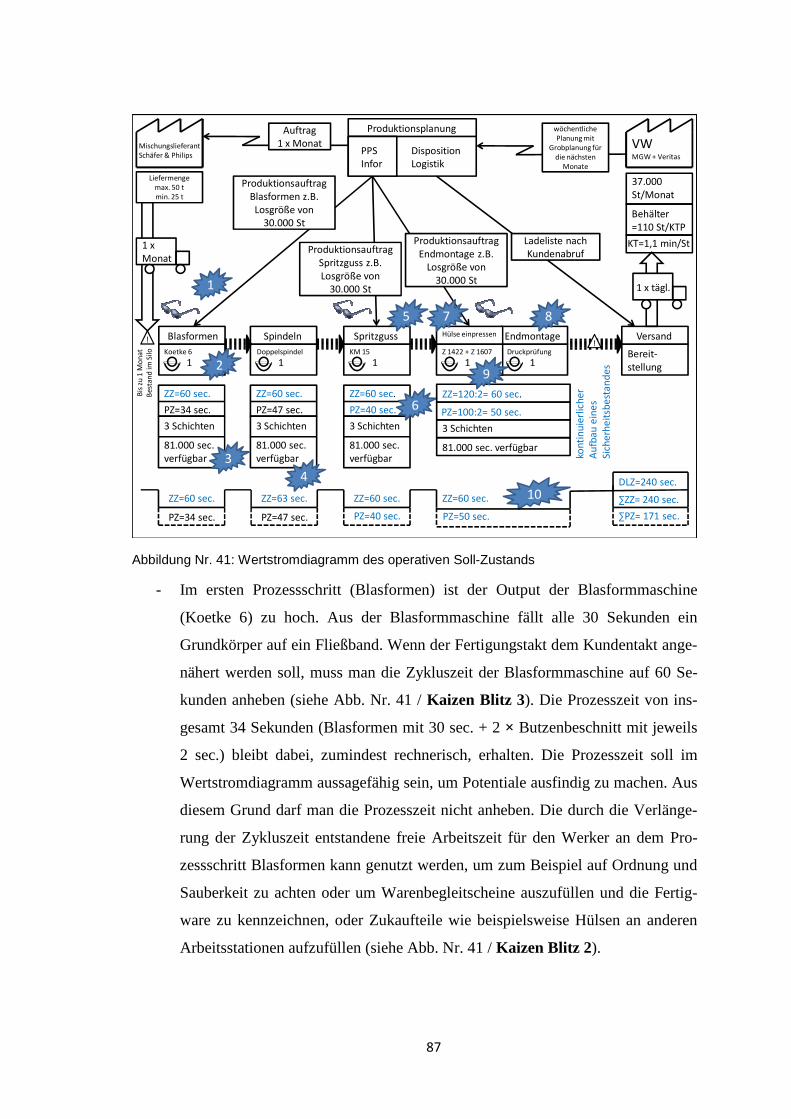
87
Blasformen Spindeln Spritzguss Versand
ZZ=60 sec.
3 Schichten
1 1 1
PZ=47 sec.
81.000 sec.verfügbar
Bereit-stellung
VWMGW + Veritas
37.000St/Monat
Behälter =110 St/KTP
KT=1,1 min/St
Endmontage
1Doppelspindel
ZZ=60 sec.
3 Schichten
PZ=34 sec.
81.000 sec.verfügbar
Koetke 6 KM 15
ZZ=60 sec.
3 Schichten
PZ=40 sec.
81.000 sec.verfügbar
Hülse einpressen
1Z 1422 + Z 1607 Druckprüfung
kon
tin
uie
rlic
he
r A
ufb
au e
ine
s
Sich
erh
eit
sbe
sta
nd
es
Bis
zu
1 M
on
at
Bes
tan
d im
Silo
Mischungslieferant Schäfer & Philips
Liefermenge max. 50 tmin. 25 t
1 x Monat
!
1 x tägl.
Produktionsplanung
PPSInfor
Auftrag 1 x Monat
wöchentliche Planung mit
Grobplanung für die nächsten
Monate
Disposition Logistik
Produktionsauftrag Blasformen z.B. Losgröße von
30.000 St
Ladeliste nach Kundenabruf
ZZ=60 sec.
PZ=34 sec.
ZZ=63 sec.
PZ=47 sec.
ZZ=60 sec.
PZ=40 sec.
∑ZZ= 240 sec.
∑PZ= 171 sec.
DLZ=240 sec.
Produktionsauftrag Spritzguss z.B. Losgröße von
30.000 St
Produktionsauftrag Endmontage z.B.
Losgröße von 30.000 St
2
3
1
5
6
!
81.000 sec. verfügbar
3 Schichten
ZZ=120:2= 60 sec.
PZ=100:2= 50 sec.
7 8
9
10
PZ=50 sec.
ZZ=60 sec.
4
Abbildung Nr. 41: Wertstromdiagramm des operativen Soll-Zustands
- Im ersten Prozessschritt (Blasformen) ist der Output der Blasformmaschine
(Koetke 6) zu hoch. Aus der Blasformmaschine fällt alle 30 Sekunden ein
Grundkörper auf ein Fließband. Wenn der Fertigungstakt dem Kundentakt ange-
nähert werden soll, muss man die Zykluszeit der Blasformmaschine auf 60 Se-
kunden anheben (siehe Abb. Nr. 41 / Kaizen Blitz 3). Die Prozesszeit von ins-
gesamt 34 Sekunden (Blasformen mit 30 sec. + 2 × Butzenbeschnitt mit jeweils
2 sec.) bleibt dabei, zumindest rechnerisch, erhalten. Die Prozesszeit soll im
Wertstromdiagramm aussagefähig sein, um Potentiale ausfindig zu machen. Aus
diesem Grund darf man die Prozesszeit nicht anheben. Die durch die Verlänge-
rung der Zykluszeit entstandene freie Arbeitszeit für den Werker an dem Pro-
zessschritt Blasformen kann genutzt werden, um zum Beispiel auf Ordnung und
Sauberkeit zu achten oder um Warenbegleitscheine auszufüllen und die Fertig-
ware zu kennzeichnen, oder Zukaufteile wie beispielsweise Hülsen an anderen
Arbeitsstationen aufzufüllen (siehe Abb. Nr. 41 / Kaizen Blitz 2).
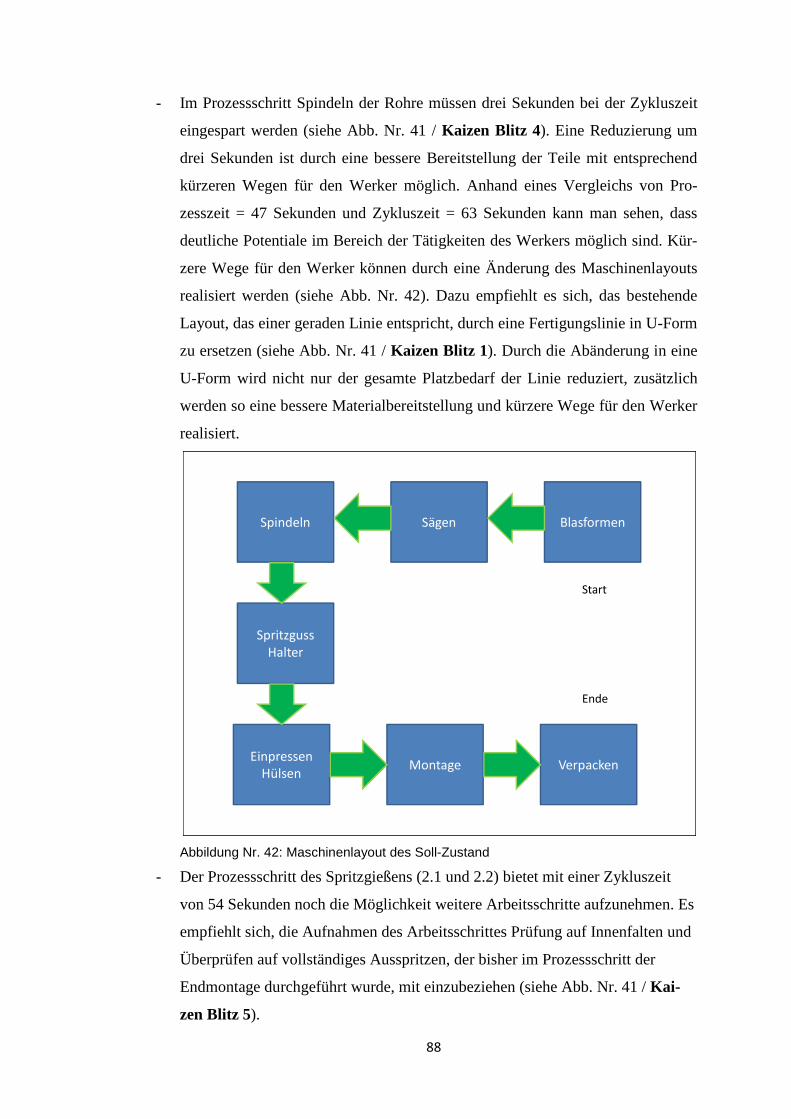
88
- Im Prozessschritt Spindeln der Rohre müssen drei Sekunden bei der Zykluszeit
eingespart werden (siehe Abb. Nr. 41 / Kaizen Blitz 4). Eine Reduzierung um
drei Sekunden ist durch eine bessere Bereitstellung der Teile mit entsprechend
kürzeren Wegen für den Werker möglich. Anhand eines Vergleichs von Pro-
zesszeit = 47 Sekunden und Zykluszeit = 63 Sekunden kann man sehen, dass
deutliche Potentiale im Bereich der Tätigkeiten des Werkers möglich sind. Kür-
zere Wege für den Werker können durch eine Änderung des Maschinenlayouts
realisiert werden (siehe Abb. Nr. 42). Dazu empfiehlt es sich, das bestehende
Layout, das einer geraden Linie entspricht, durch eine Fertigungslinie in U-Form
zu ersetzen (siehe Abb. Nr. 41 / Kaizen Blitz 1). Durch die Abänderung in eine
U-Form wird nicht nur der gesamte Platzbedarf der Linie reduziert, zusätzlich
werden so eine bessere Materialbereitstellung und kürzere Wege für den Werker
realisiert.
Spindeln Sägen
Spritzguss
Halter
Einpressen Hülsen
Montage Verpacken
Blasformen
Start
Ende
Abbildung Nr. 42: Maschinenlayout des Soll-Zustand
- Der Prozessschritt des Spritzgießens (2.1 und 2.2) bietet mit einer Zykluszeit
von 54 Sekunden noch die Möglichkeit weitere Arbeitsschritte aufzunehmen. Es
empfiehlt sich, die Aufnahmen des Arbeitsschrittes Prüfung auf Innenfalten und
Überprüfen auf vollständiges Ausspritzen, der bisher im Prozessschritt der
Endmontage durchgeführt wurde, mit einzubeziehen (siehe Abb. Nr. 41 / Kai-
zen Blitz 5).
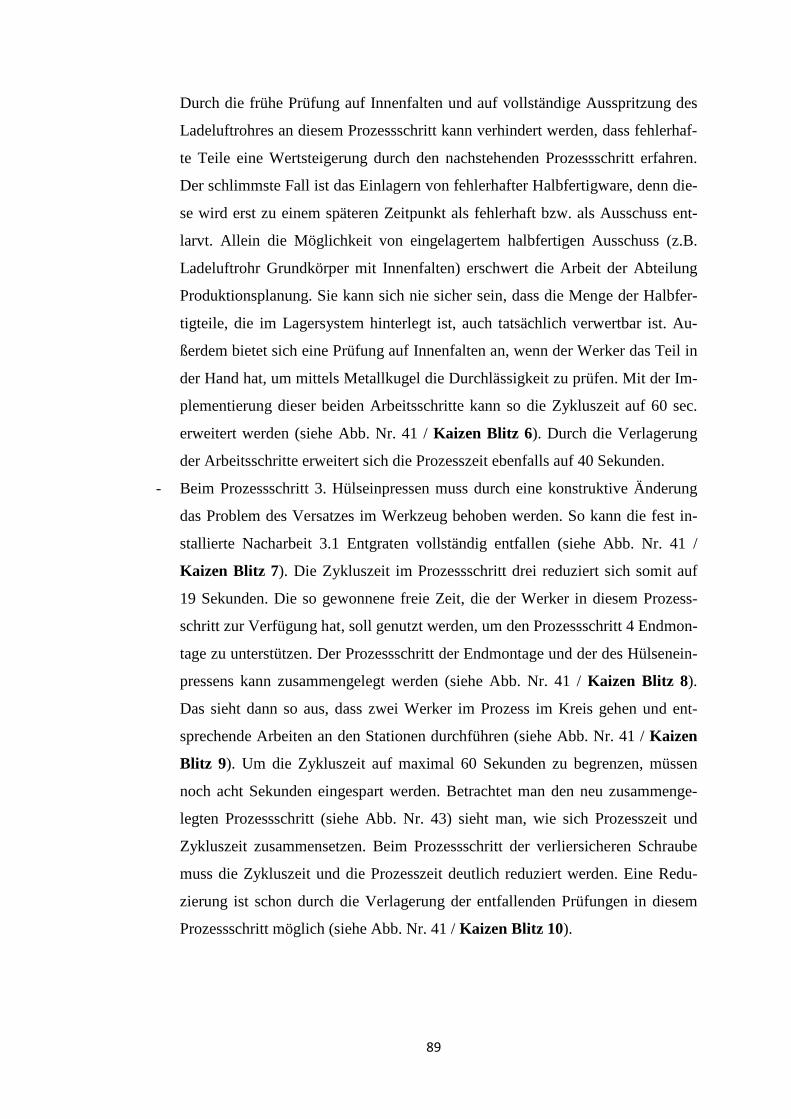
89
Durch die frühe Prüfung auf Innenfalten und auf vollständige Ausspritzung des
Ladeluftrohres an diesem Prozessschritt kann verhindert werden, dass fehlerhaf-
te Teile eine Wertsteigerung durch den nachstehenden Prozessschritt erfahren.
Der schlimmste Fall ist das Einlagern von fehlerhafter Halbfertigware, denn die-
se wird erst zu einem späteren Zeitpunkt als fehlerhaft bzw. als Ausschuss ent-
larvt. Allein die Möglichkeit von eingelagertem halbfertigen Ausschuss (z.B.
Ladeluftrohr Grundkörper mit Innenfalten) erschwert die Arbeit der Abteilung
Produktionsplanung. Sie kann sich nie sicher sein, dass die Menge der Halbfer-
tigteile, die im Lagersystem hinterlegt ist, auch tatsächlich verwertbar ist. Au-
ßerdem bietet sich eine Prüfung auf Innenfalten an, wenn der Werker das Teil in
der Hand hat, um mittels Metallkugel die Durchlässigkeit zu prüfen. Mit der Im-
plementierung dieser beiden Arbeitsschritte kann so die Zykluszeit auf 60 sec.
erweitert werden (siehe Abb. Nr. 41 / Kaizen Blitz 6). Durch die Verlagerung
der Arbeitsschritte erweitert sich die Prozesszeit ebenfalls auf 40 Sekunden.
- Beim Prozessschritt 3. Hülseinpressen muss durch eine konstruktive Änderung
das Problem des Versatzes im Werkzeug behoben werden. So kann die fest in-
stallierte Nacharbeit 3.1 Entgraten vollständig entfallen (siehe Abb. Nr. 41 /
Kaizen Blitz 7). Die Zykluszeit im Prozessschritt drei reduziert sich somit auf
19 Sekunden. Die so gewonnene freie Zeit, die der Werker in diesem Prozess-
schritt zur Verfügung hat, soll genutzt werden, um den Prozessschritt 4 Endmon-
tage zu unterstützen. Der Prozessschritt der Endmontage und der des Hülsenein-
pressens kann zusammengelegt werden (siehe Abb. Nr. 41 / Kaizen Blitz 8).
Das sieht dann so aus, dass zwei Werker im Prozess im Kreis gehen und ent-
sprechende Arbeiten an den Stationen durchführen (siehe Abb. Nr. 41 / Kaizen
Blitz 9). Um die Zykluszeit auf maximal 60 Sekunden zu begrenzen, müssen
noch acht Sekunden eingespart werden. Betrachtet man den neu zusammenge-
legten Prozessschritt (siehe Abb. Nr. 43) sieht man, wie sich Prozesszeit und
Zykluszeit zusammensetzen. Beim Prozessschritt der verliersicheren Schraube
muss die Zykluszeit und die Prozesszeit deutlich reduziert werden. Eine Redu-
zierung ist schon durch die Verlagerung der entfallenden Prüfungen in diesem
Prozessschritt möglich (siehe Abb. Nr. 41 / Kaizen Blitz 10).
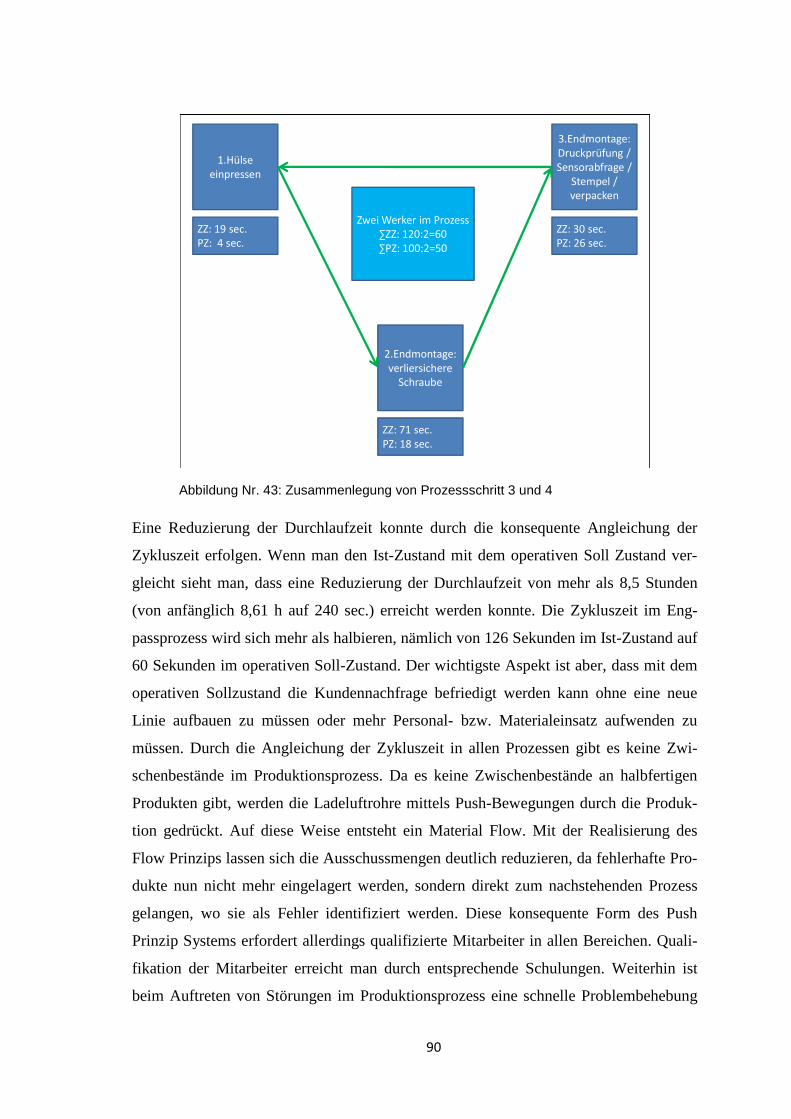
90
1.Hülse einpressen
2.Endmontage: verliersichere
Schraube
3.Endmontage: Druckprüfung / Sensorabfrage /
Stempel / verpacken
ZZ: 19 sec.PZ: 4 sec.
ZZ: 30 sec.PZ: 26 sec.
ZZ: 71 sec.PZ: 18 sec.
Zwei Werker im Prozess∑ZZ: 120:2=60∑PZ: 100:2=50
Abbildung Nr. 43: Zusammenlegung von Prozessschritt 3 und 4
Eine Reduzierung der Durchlaufzeit konnte durch die konsequente Angleichung der
Zykluszeit erfolgen. Wenn man den Ist-Zustand mit dem operativen Soll Zustand ver-
gleicht sieht man, dass eine Reduzierung der Durchlaufzeit von mehr als 8,5 Stunden
(von anfänglich 8,61 h auf 240 sec.) erreicht werden konnte. Die Zykluszeit im Eng-
passprozess wird sich mehr als halbieren, nämlich von 126 Sekunden im Ist-Zustand auf
60 Sekunden im operativen Soll-Zustand. Der wichtigste Aspekt ist aber, dass mit dem
operativen Sollzustand die Kundennachfrage befriedigt werden kann ohne eine neue
Linie aufbauen zu müssen oder mehr Personal- bzw. Materialeinsatz aufwenden zu
müssen. Durch die Angleichung der Zykluszeit in allen Prozessen gibt es keine Zwi-
schenbestände im Produktionsprozess. Da es keine Zwischenbestände an halbfertigen
Produkten gibt, werden die Ladeluftrohre mittels Push-Bewegungen durch die Produk-
tion gedrückt. Auf diese Weise entsteht ein Material Flow. Mit der Realisierung des
Flow Prinzips lassen sich die Ausschussmengen deutlich reduzieren, da fehlerhafte Pro-
dukte nun nicht mehr eingelagert werden, sondern direkt zum nachstehenden Prozess
gelangen, wo sie als Fehler identifiziert werden. Diese konsequente Form des Push
Prinzip Systems erfordert allerdings qualifizierte Mitarbeiter in allen Bereichen. Quali-
fikation der Mitarbeiter erreicht man durch entsprechende Schulungen. Weiterhin ist
beim Auftreten von Störungen im Produktionsprozess eine schnelle Problembehebung
91
unumgänglich. Durch die konsequente Reduzierung der Zwischenbestände werden wei-
tere Probleme im Produktionsprozess sichtbar werden. Ein Problem, wie der Ausfall
einer Maschine, kann durch die mangelnden Bestände an Halbfertigwaren nicht kom-
pensiert werden. Um präventive Maßnahmen ergreifen zu können ist besondere Auf-
merksamkeit auf die Maschinenzuverlässigkeit zu richten. Gerade dieser Kennzahl
wurde in der Vergangenheit seitens der Firma ETM zu wenig Beachtung geschenkt.
Inspektionsintervalle sorgen dafür, dass Maschinen, da ausreichend gewartet, zuverläs-
sig funktionieren. Eine technisch einwandfrei funktionierende Produktionslinie ist bei
der Realisierung des Flow Prinzips zwingend notwendig.
4.4.2 Der strategische Soll-Zustand
Der strategische Soll-Zustand verfolgt strategische Ziele. Das im strategischen Soll-
Zustand angestrebte Ziel soll bis zum Jahr 2015 umgesetzt sein. Um die entsprechenden
Zykluszeiten für die unterschiedlichen Prozessschritte festlegen zu können, müssen wei-
tere Informationen eingeholt werden. Folgende Fragen sollen vor der Festlegung des
strategischen Soll Zustandes beantwortet werden. Die Beantwortung dieser Fragen ent-
scheidet, ob die Ziele des derzeitigen strategischen Soll-Zustandes voraussichtlich auch
in 2015 noch aktuellen Charakter besitzen. Trifft dies zu, muss entsprechend reagiert
werden. Sollte sich eine andere Tendenz abzeichnen, ist dieser nachzugehen und der
strategische Soll-Zustand neu zu definieren. Das weitere Vorgehen richtet sich dann
nach dem neuen strategischen Soll-Zustand.
- Wie verhält sich die Kundennachfrage bis zum Jahr 2015?
- Wie hoch sind die Rüstzeiten an der Blasformmaschine und an der Spritzguss-
maschine?
- Wie kann die Rüstzeit der Blasformmaschine und der Spritzgussmaschine auf
ein Minimum reduziert werden?
92
- Bewirkt der Mehreinsatz zur Erreichung eines Rüstzeitminimums finanzielle
Vorteile? Ist es eventuell finanziell sinnvoller die Produktionslinie dauerhaft mit
der Produktion des Ladeluftrohrs auszulasten?
- Besteht überhaupt noch Bedarf an Maschinenkapazität, wenn die Produktion
nach den Kriterien der schlanken Produktion ausgelegt wird?
Erst nach Berücksichtigung der Antworten auf die gestellten Fragen kann ein strategi-
scher Sollzustand definiert werden, wobei zu beachten ist, dass sich auch der strategi-
sche Soll-Zustand ständig ändern kann. Mögliche Änderungen des strategischen Soll-
Zustandes sind Innovationen. Beispiele für Innovationen sind:
- neue Fertigungsstrategien
- modernere Maschinen
- neue Methoden zur Prozessverbesserung
- neue Arbeitsmaterialien
- neue Produktanforderungen
Die wichtigen Eckpunkte des strategischen Soll-Zustandes sind:
• Anbindung der Prozesse, die eine Losfertigung erfordern, mittels Su-
permarkt-Pull-Systematiken
Die Anbindung an ein Supermarkt-Pull-System ist deshalb so wichtig, um im
Fall einer technischen Störung einer Überproduktion vorzubeugen. Durch die
Anbindung an ein Supermarkt-Pull-System steht bei Auftreten eines Fehlers
im Produktionsprozess die ganze Linie. Die Stillstandszeit muss dann von
den Werkern zur aktiven Fehlerbeseitigung genutzt werden und es muss
gleichzeitig sichergestellt werden, dass sich der gleiche Fehler nicht wieder-
holt.
• Festlegung von KABAN-Mengen an rüstintensiven Prozessen
Rüstintensive Prozesse sind Blasformen und Spritzguss. Von einer Festle-
gung großer KANBAN-Mengen ist abzuraten, da bei großen KANBAN-
Mengen die Gefahr besteht, dass Fehler beim Blasformen oder Spritzguss
erst zu spät entdeckt werden. Sinnvoller ist eine Reduzierung der Zykluszeit
auf die gesamte Produktion anzuwenden, um so die Möglichkeit zu schaffen,
auch andere Arbeiten auf den rüstintensiven Anlagen durchführen zu kön-
nen.
93
Die Schaffung eines Fertigteilelagers ist erstrebenswert. Mit einem festgeleg-
ten Bestand an versandfertiger Ware wäre es möglich, die Maschinen umzu-
rüsten, um so die Produktion von anderen Produkten auf den gleichen Ma-
schinen zu ermöglichen. Der Bestand an versandfertiger Ware könnte dann
solange genutzt werden, solange die Produktionsanlagen andere Produkte
fertigen.
• Festlegung des Schrittmacherprozesses
Der Schrittmacherprozess soll der Prozessschritt der Endmontage werden.
An diesem Prozessschritt kann man optimal die vorgelagerten Prozesse mit-
tels Ziehen zu einer Produktion ohne Verschwendung durch Überproduktion
bewegen. Der Schrittmacherprozess wird von der Produktionsplanung koor-
diniert und orientiert sich maßgeblich an den Bedarfsmeldungen des Kunden.
• Festlegung der Planung und Steuerung (Festlegung des Versandprin-
zips)
Gesteuert wird der Schrittmacherprozess über die Produktionsplanung und
-steuerung sowie über die Disposition Logistik, die die Versendung der Wa-
ren koordiniert. Das Versandprinzip ist mit dem Kunden abgestimmt und be-
darf keiner weiteren Festlegung.
• Beachtung von Engpässen und Produktionsprozessen mit Reihenfolge
-Restriktionen. Alle Reihenfolgen-Restriktionen sind festgelegt. Der Pro-
duktionsprozess kann in seiner Reihenfolge nicht verändert werden. Die
Engpasszeit des operativen Soll-Zustand muss entsprechend reduziert wer-
den. Dabei ist zu prüfen, ob sich eine Reduzierung der Zykluszeit im Eng-
pass wirklich lohnt, da eventuell erheblich mehr Material- und Personalein-
satz notwendig sind.
Zusätzlich ist anzustreben, den Blasformprozess mit dem Spritzgießprozess zu verbin-
den. Ganz nach dem Vorbild der Firma Röchling soll ein Blasformprozess angestrebt
werden, der vollautomatisch den Butzenbeschnitt und das direkt im Anschluss folgende
Spritzgießen der Halter noch im Blasformwerkzeug übernimmt. Auf diese Art und Wei-
se kann nicht nur ein Werker im Produktionsprozess eingespart werden (Senkung der
Personalkosten), viel wichtiger ist, dass sich damit der Zusammenschluss von Blas-
formgrundkörper und umspritzten Haltern verbessern wird. Durch diese technische
Verbesserung wird die Lebensdauer des Ladeluftrohres deutlich gesteigert und kann so
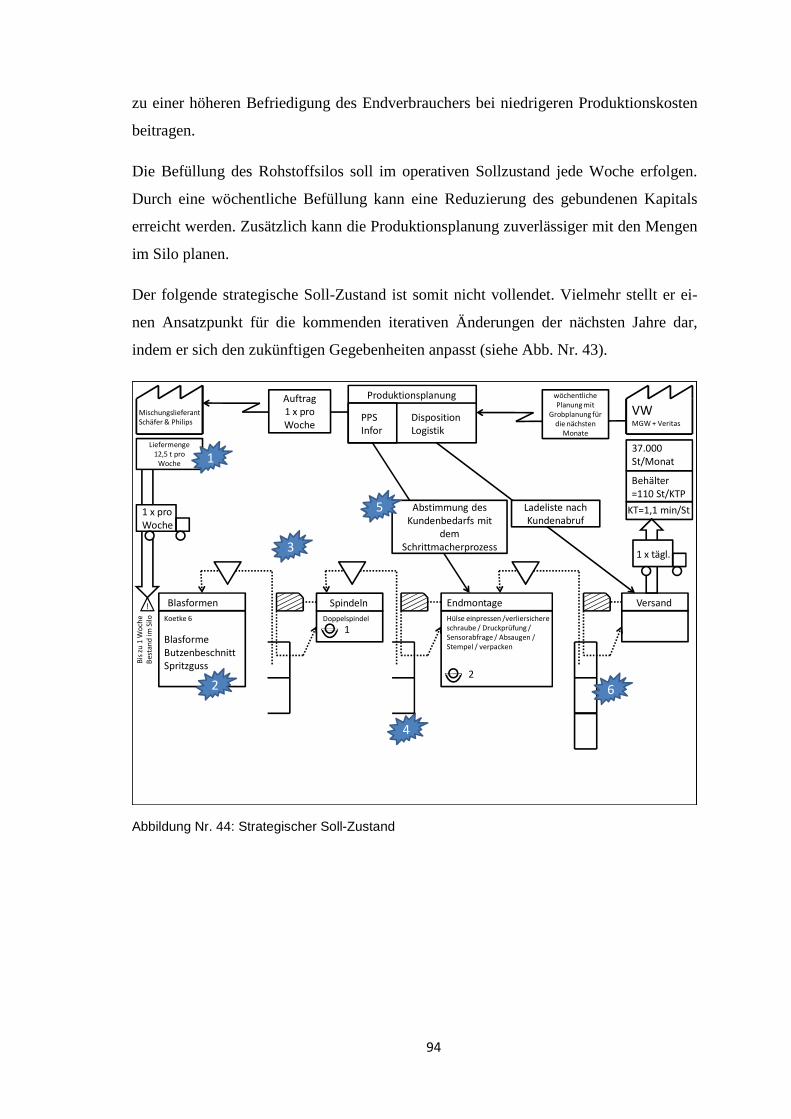
94
zu einer höheren Befriedigung des Endverbrauchers bei niedrigeren Produktionskosten
beitragen.
Die Befüllung des Rohstoffsilos soll im operativen Sollzustand jede Woche erfolgen.
Durch eine wöchentliche Befüllung kann eine Reduzierung des gebundenen Kapitals
erreicht werden. Zusätzlich kann die Produktionsplanung zuverlässiger mit den Mengen
im Silo planen.
Der folgende strategische Soll-Zustand ist somit nicht vollendet. Vielmehr stellt er ei-
nen Ansatzpunkt für die kommenden iterativen Änderungen der nächsten Jahre dar,
indem er sich den zukünftigen Gegebenheiten anpasst (siehe Abb. Nr. 43).
Blasformen Spindeln Versand
1
VWMGW + Veritas
37.000St/Monat
Behälter =110 St/KTP
KT=1,1 min/St
Endmontage
2
DoppelspindelKoetke 6
Blasforme ButzenbeschnittSpritzguss
Hülse einpressen /verliersichereschraube / Druckprüfung / Sensorabfrage / Absaugen / Stempel / verpacken
Bis
zu
1 W
och
e
Bes
tan
d im
Silo
Mischungslieferant Schäfer & Philips
Liefermenge 12,5 t pro
Woche
1 x proWoche
!
1 x tägl.
Produktionsplanung
PPSInfor
Auftrag 1 x pro Woche
wöchentliche Planung mit
Grobplanung für die nächsten
Monate
Disposition Logistik
Ladeliste nach Kundenabruf
Abstimmung des Kundenbedarfs mit
dem Schrittmacherprozess
2
1
3
4
5
6
Abbildung Nr. 44: Strategischer Soll-Zustand
95
4.5 Erstellung des Maßnahmenkataloges zur Umsetzung
Basis des hier dargestellten Maßnahmenkataloges zur Erreichung des operativen Soll-
Zustandes sind die Schwachstellen und deren Verbesserungsvorschläge, wie sie in Ka-
pitel 4.3.1 und 4.3.2 vorgestellt wurden. Der Maßnahmenplan wurde noch nicht mit der
Firma ETM abgestimmt. Aus diesem Grund sind die verantwortlichen Personen noch
nicht eingetragen.
Auf eine Gewichtung der einzelnen Maßnahmen wurde verzichtet, da alle Maßnahmen
gleichermaßen notwendig sind und ohne Ausnahme umgesetzt werden müssen, um zu
einem verbesserten Produktionsprozess zu gelangen. Der Verzicht auf eine Gewichtung
der Maßnahmen entspricht dem Vorgehen von WOMACK und JONES.173
173
Vgl. Womack, Jones (1996), S. 312
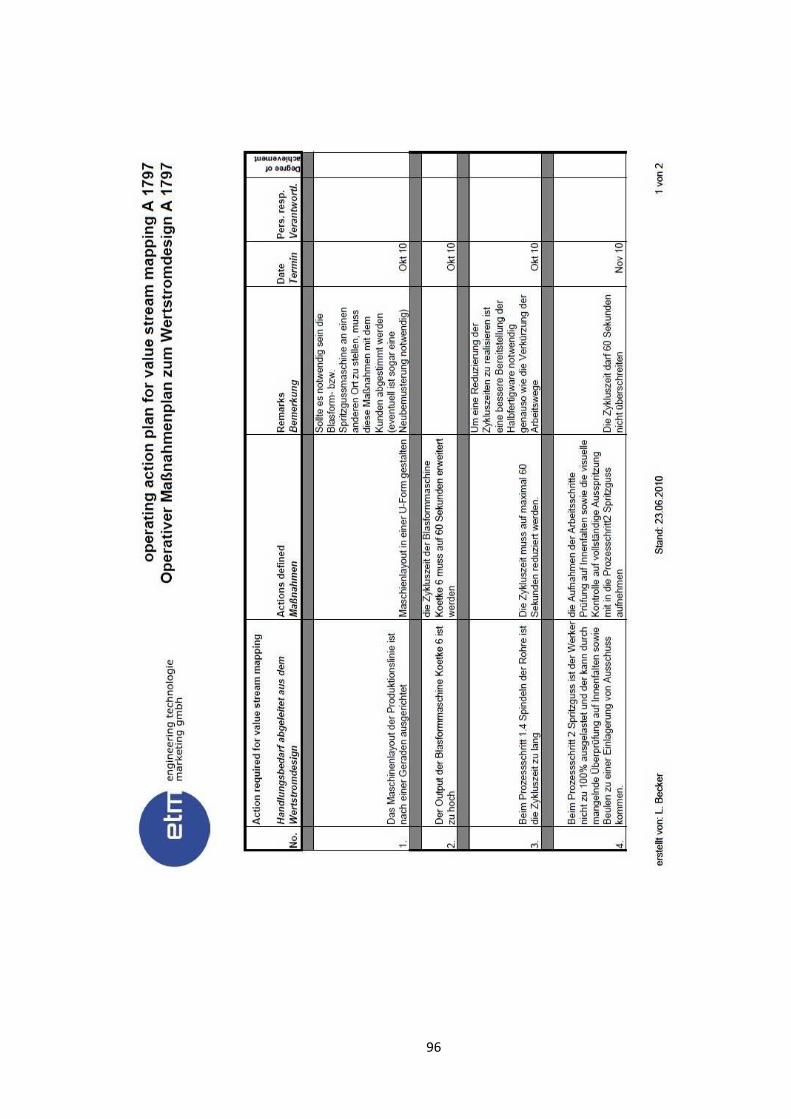
96
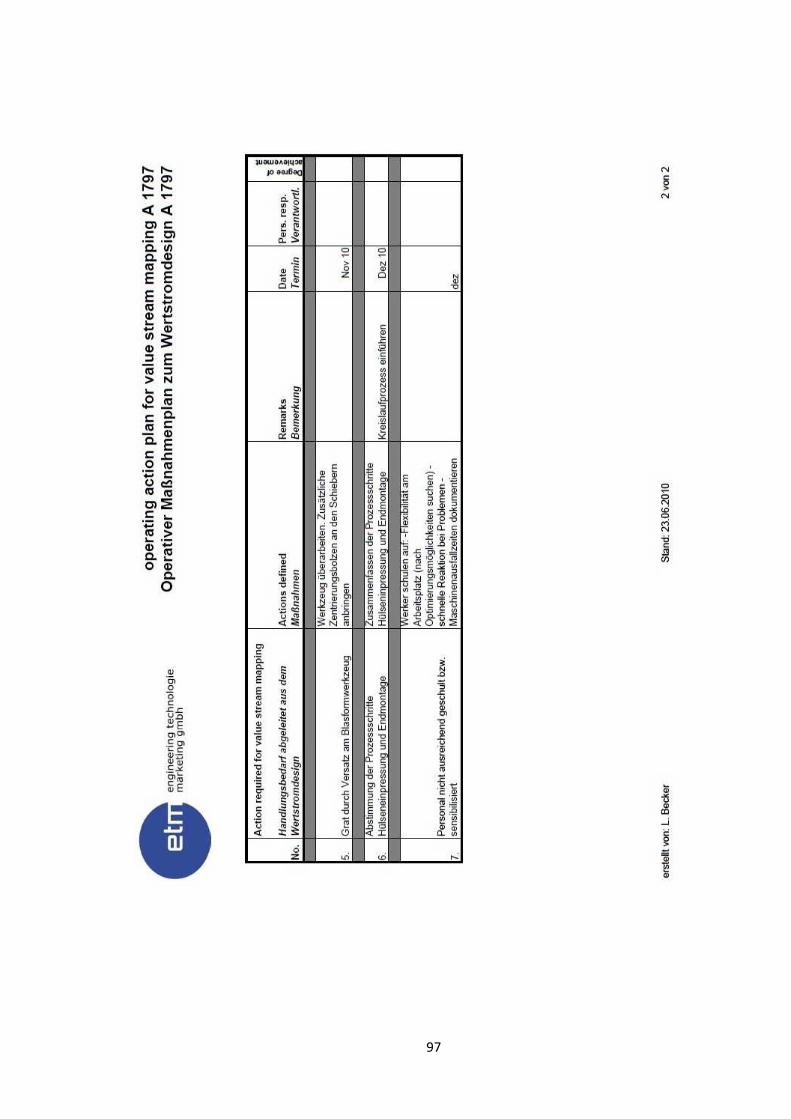
97
98
5 Fazit und Ausblicke
Zu Anfang der vorliegenden Arbeit wurde die Frage gestellt: „Wie können die wert-
schöpfenden Prozesse in der Unternehmung effizient und effektiv auf die Befriedigung
der Kundenbedürfnisse ausgelegt werden?“
Da der Kundentakt über dem Fertigungstakt liegt und zudem noch weiter ansteigt, müs-
sen Lösungen zur Befriedigung der Kundennachfrage entwickelt werden.
Die Methode zur Beantwortung der Frage erfolgt mittels Wertstromdesign und wurde
nach der Lean Production bzw. dem Vorbild von Toyota erarbeitet. Dazu sind folgende
Schritte durchgeführt worden:
- Aufnahme des Ist-Zustandes: Mittels der so genannten Wertstromaufnahme
wurden die Prozesse transparent und leicht verständlich dargestellt.
- Analyse des Ist-Zustandes: Die detaillierte Analyse der relevanten Kennzahlen
leistete entscheidende Vorarbeit zur Lokalisierung der Verbesserungspotentiale
im Produktionsprozess.
- Lokalisierung von Verbesserungspotentialen: Durch Aufzeigen der Schwach-
stellen im Produktionsprozess konnten anschließend Lösungsansätze definiert
werden.
- Erstellung der Soll-Zustandes: Es wurde ein operativer und ein strategischer
Soll-Zustand definiert. Der operative Soll-Zustand zeigt die notwendigen Maß-
nahmen zur Verbesserung des Produktionsprozesses auf, während der strategi-
sche Soll-Zustand eine Vision der Fertigung mit Richtung auf die zukünftigen
Investitionen und der daraus entstehenden Verbesserungsmaßnahmen vorstellt.
- Erstellung des Maßnahmenkataloges: Der Maßnahmenkatalog legt das Vor-
gehen zur Erreichung des angestrebten Zieles fest.
Im vierten Kapitel konnte die deutliche Verbesserung des Ist-Zustand des Ladeluftroh-
res, zumindest theoretisch, eindeutig dargestellt werden. Dem Einsatz der Methode des
Wertstromdesigns ist es zu verdanken, dass der Produktionsprozess an die Prinzipien
einer schlanken Produktion angenähert werden konnte. Mit der Methode des Wert-
stromdesigns konnten die Besonderheiten der Produktion des Ladeluftrohres einfach
99
und übersichtlich dargestellt werden. Obwohl die übersichtliche Darstellung angewen-
det wurde, konnten wichtige Kennzahlen, wie die Zykluszeit, die Prozesszeit und die
Durchlaufzeit präzise abgebildet werden. Auf dieser Kennzahlenbasis wurden die Er-
folge im Produktionsprozess theoretisch mittels operativem Soll-Zustand dargestellt.
Mit der Darstellung des operativen Soll-Zustandes kann die Geschäftsleitung die Vor-
teile einer schlanken Produktion ersehen und so abwägen, ob der operative Maßnah-
menplan realisiert wird. Folgende Verbesserungen konnten, bezogen auf den operativen
Soll-Zustand, durch diese Diplomarbeit theoretisch ausgearbeitet werden.
Die Durchlaufzeit konnte von 10,95 Stunden auf 240 Sekunden reduziert werden. Das
entspricht einer Reduzierung der Durchlaufzeit um 99,39%. Diese drastische Reduzie-
rung der Durchlaufzeit konnte durch die Abstimmung der einzelnen Prozessschritte im
Produktionsprozess realisiert werden. Ebenfalls konnte das Verhältnis von Prozesszeit
zu Durchlaufzeit von 0,6% im Ist-Zustand auf 71,25% im operativen Soll-Zustand an-
gehoben werden (siehe GL 9).
Verhältnisy
z�y=
KXK ���.
b_[ ���.= 0,7125 = 71,25% (GL 10)
Von entscheidender Wichtigkeit war dabei, dass der Blasformprozess von 30 auf 60
Sekunden angehoben wurde, um eine Überproduktion zu vermeiden. Alle nachfolgen-
den Prozessschritte wurden entsprechend auf eine Zykluszeit von maximal 60 Sekunden
ausgerichtet. Die Engpasszeit bei der Endmontage konnte so mehr als halbiert werden,
nämlich von 126 auf 60 Sekunden. Durch diese konsequente Verkettung der Prozess-
schritte konnten so die Stauungen von Halbfertigware im Produktionsprozess komplett
abgebaut werden. Auf diese Weise kann die bestehende Push Verkettung der Produkti-
onsprozesse mittel One-Pice-Flow sehr effizient und zeitsparend arbeiten und der Über-
produktion entgegenwirken. Verschwendung wurde beseitigt durch die konsequente
Vermeidung unnötiger Arbeitsschritte wie Ein- und Auslagern von Halbfertigware. Ein
weiterer großer Teil der Verschwendung stellte die systematische Nacharbeit des Ent-
gratens der Enden des Ladeluftrohres dar. Durch das systematische Erfragen der Ursa-
chen für diesen Nacharbeitsschritt konnte eine Lösung gefunden werden, die die Na-
charbeit ganz aus dem Produktionsprozess verbannt.
Wird der operative Soll-Zustand realisiert, kann Nacharbeit auf Dauer komplett entfal-
len. Dies ist möglich, indem Fehler schneller entdeckt werden und entsprechend schnell
100
mit Reaktionen entgegengewirkt werden kann. Bei konsequenter Anwendung der in
Kapitel zwei dargestellten Lean Prinzipien kann so kein Fehler zweimal in einem Pro-
duktionsprozess auftreten. Zusätzlich würde durch die Ausrichtung des Maschinenlay-
outs in U-Form Platz eingespart werden und kürzere Wege für den Werker und bessere
Materialbereitstellung sowie die Reduzierung der Zykluszeiten auf max. 60 Sekunden
realisierbar werden. Wenn sich die Firma ETM entschließt, den operativen Soll-Zustand
zu realisieren, werden damit die Kosten für die derzeit anfallenden Sonderfahrten entfal-
len. Das Unternehmen wäre wieder in der Lage, die Nachfrage des Kunden zu befriedi-
gen und das, trotz angestiegener Teilemenge an Lieferabrufen. Sogar der Aufbau eines
Sicherheitsbestandes an versandfertiger Ware wäre möglich. Die Maßnahmen des ope-
rativen Soll-Zustandes wären ohne Investitionen in neue Maschinen oder mehr Personal
möglich. Der Effekt, der sich durch die Realisierung des operativen Soll-Zustandes ein-
stellen wird, ist, die Produktion an den Kundentakt annähern.
Zusätzlicher Kapitaleinsatz ist bei der in dieser Arbeit vorgestellten Lösung nicht not-
wendig, da weder neue Maschinen angeschafft, noch zusätzliches Personal eingestellt
werden müsste. Mit den vorhandenen Gegebenheiten könnte die Umsetzung der schlan-
ken Produktion realisiert werden.
Finanzielle Vorteile der hier vorgestellten Lösung im operativen Soll-Zustand sind:
- Einsparung von Personalaufwand und –kosten
- Minimierung der Lagerkosten
- Wegfall der Lagerkosten für Zwischenbestände
- Geringerer Lagerbedarf (geringere Lagerkosten)
- Wegfall von Sonderfahrtkosten
- Einsparung von Fertigungsfläche
Der strategische Soll-Zustand ist ein Ziel, das die Unternehmung auf keinen Fall aus
den Augen verlieren sollte. Mit der Realisierung des strategischen Soll-Zustandes ist die
Firma ETM in der Lage, deutliche Einsparungen in Bezug auf den Planungsaufwand
verwirklichen zu können. Dazu muss man sich konsequent an der Verwirklichung der
Verkettung der Produktionsprozesse mittels Supermarkt-Pull-Systemen halten und über
ein KANBAN System die Produktion steuern. Auf diese Weise lassen sich nicht nur
Kosten einsparen, vielmehr wird die Nutzung von so freigewordenen Kapazitäten in der
Fertigungssteuerung der Unternehmung erhebliche Vorteile im Vergleich zu nicht Lean
101
Unternehmen verschaffen. Ebenfalls wird Überproduktion aus der Produktion verbannt.
Eine schnellere Reaktion auf Fehler und die Ursachenanalyse von Problemen wird über
längere Zeit zu einer zuverlässigeren Produktion im Kundentakt führen. Wenn man zu-
dem die technischen Lösungen realisiert, den Butzenbeschnitt im Blasformwerkzeug
vorzunehmen und direkt im Anschluss ebenfalls im Blasformwerkzeug die Halter
umspritzt, wird dies zu einer besseren Produktqualität und somit auch zu einer höheren
Kundenzufriedenheit führen. Außerdem kann so ein Werker im Produktionsprozess
einspart werden.
Die Grenzen der Diplomarbeit sind die Realisierung des operativen Maßnahmenplanes.
Mit der Bereitschaft der Geschäftsleitung der ETM, bestehende Strukturen zu verän-
dern, kann der operative Soll-Zustand realisiert werden.
X
Literaturverzeichnis
Albat / training consulting support, URL: http://www.albat.biz/uploads/pics/Taetigkeitsanteile_04.gif [Stand 21.05.2010]
Brown, Mark G. (1996), Kennzahlen: Harte und weiche Faktoren erkennen, messen und bewerten, 1. Aufl., München, Wien: Carl Hanser Verlag, 1997
Von Denriesch, F. (2010), Kennzahlen-Studie: Weniger ist oft mehr, VDI Nachrichten, Düsseldorf, 28.05.2010
Dickmann, Philipp (2006), Schlanker Materialfluss mit Lean Production, Kanban und Innovationen, 2. Aufl., Berlin Heidelberg: Springer Verlag 2009 / Zitat von Michael Gröbner, Gemeinsamkeiten und Unterschiede von Just-in-time-, Just-in-sequence- und One-piece-flow-Fertigunskonzepten; S. 16
Erlach, Klaus (2007), Wertstromdesign: Der Weg zur schlanken Fabrik, 1. Aufl. Berlin Heidelberg: Springer Verlag, 2007
Gärtner, M. (2010), Für die globale Autoindustrie beginnt in Detroit ein schwieriges Jahr, VDI Nachrichten, Düsseldorf, 15.01.2010
Gehr, Frank; Hellingrath, Bernd (2007), Logistik in der Automobilindustrie - Innova-tives Supply Chain Management für wettbewerbsfähige Zulieferstrukturen, 1. Aufl. Springer-Verlag, Berlin Heidelberg, 2007
George, Mike; Rowlands, David, Kastle, Bill (2004), Was ist Lean Six Sigma, 1. Aufl. Berlin Heidelberg: Springer-Verlag, 2007
Gienke; Kämpf: Kanban EBZ Beratungszentrum, Stuttgart, URL: http:// www.ebz-beratungszentrum.de/pps_seiten/KANBAN/KANBAN2.htm (Stand: 25.02.2010)
Groth, Uwe; Kammel, Andreas (1994), Lean Management: langfristige Zusammenar-beit von Herstellern und Zulieferern. In: Müller, Roland; Ruppel, Peter (1994), Lean Management in der Praxis, 2. Aufl. Zürich: Verl. Industrieller Organisation, 1994
Imai, Masaaki (1986), Kaizen: Der Schlüssel zum Erfolg der Japaner im Wettbewerb, 7. Aufl. Frankfurt Main / Berlin: Verlag Ullstein, 1996
Jeziorek, Olaf (2007), Lean Production: Vergleich mit anderen Konzepten zur Produk-tionsplanung und -steuerung, 1. Aufl. Braunschweig/Wiesbaden: Verlag Vieweg, 1994
Klevers, Thomas (2009), Kanban: Mit System zur optimalen Lieferkette, 1. Aufl. München: mi-Wirtschaftsbuchverlag, 2009
Löffler, Benno: Wertstromdesign in der variantenreichen Produktion mit dem ValueStreamDesigner (VSD). URL: http://www.v-und-s.de/doc/2006_06_09_Whitepaper_VSD.pdf [Stand: 06.05.2010]
XI
managerSeminare.de: das Weiterbildungsportal, URL: http://www.managerseminare.de/Tools/Problemloesungs-Tool-Massnahmenplan,164376 [Stand 03.06.2010]
Mohr, Günter (1991), Qualitätsverbesserung im Produktionsprozeß, 1. Aufl. Würz-burg: Vogel, 1991
Müller, Roland; Rupper, Peter (1994), Lean Management in der Praxis, 2. Aufl. Zü-rich: Industrielle Organisation, 1994
Ohno, Taiichi (1978), Das Toyota Produktionssystem, Frankfurt/Main: Campus Ver-lag, 2009
Pfeifer, Werner; Weiß, Enno (1992), Lean Management: Grundlagen der Führung und Organisation industrieller Unternehmen, 1. Aufl. Berlin: Erich Schmidt Verlag, 1992
Piontek, Jochen (1997), Global Sourcing, 1. Aufl. München: Oldenburg, 1997
Projekt Magazin: URL: http://www.projektmagazin.de/glossar/gl-0731.html [Stand: 21.06.2010]
PT/WOP (2010), Für Automobilzulieferer besteht weiterhin erhöhtes Insolvenzrisiko, VDI Nachrichten, Düsseldorf, 22.01.2010
Rother, Mike; Harris, Rick (2001), Kontinuierliche Fließfertigung organisieren: Pra-xisleitfaden zur Einzelstückfließfertigung für Manager, Ingenieure und Meister in der Produktion, 1. Aufl. Aachen: Lean Management Institut, 2004
Rother, Mike; Shook, John (1998), Sehen lernen: mit Wertstromdesign die Wert-schöpfung erhöhen und Verschwendung beseitigen, 2. Aufl. Aachen: Lean Management Institut, 2006
Rumpelt, Tina (2007), Im Focus: Toyota, unaufhaltsam vorwärts, Automobil-Produktion. Ausgabe Februar, S. 12
Shingo, Shingeo (1989), Das Erfolgsgeheimnis der Toyota Produktion, 2. Aufl. Landsberg/Lech: Verlag moderner Industrie, 1993
Siebenlist, Jürgen (2009), Zulieferer gewinnt mit modifiziertem Blasformen, VDI Nachrichten, Düsseldorf, 31.07.2009
Traeger, Dirk H. (1994), Grundgedanke der Lean Produktion, 1. Aufl. Stuttgart: Teubner Studienskript, 1994
Trechow, P. (2010), Experten rechnen vor allem mit Jobabbau in Deutschland, VDI Nachrichten, Düsseldorf, 16.04.2010
VNL Verein Netzwerk Logistik Österreich: URL: http://www.vnl.at/Bestandsreichweite.139.0.html [Stand 23.05.2010]
Vossebein, Ulrich (1997), Marketing – Intensivtraining, 3. Aufl. Wiesbaden: Gabler, 2002
Wildemann, Horst (1995), Das Just-In-Time-Konzept: Produktion und Zulieferung auf Abruf, 4. Aufl. München: Verlag: TCW, 1995

XII
Womack, James P.; Jones, Daniel T. (1996), Auf dem Weg zum perfekten Unterneh-men: (Lean thinking), 1. Aufl. Frankfurt/Main; New York: Campus Verlag, 1997
Womack, James P.; Jones, Daniel T.; Roos, Daniel (1990), Die zweite Revolution in der Automobilindustrie: Konsequenzen aus der weltweiten Studie des Massachusetts Institute of Technology, 7. Aufl. Frankfurt/Main; New York: Campus Verlag, 1992
TCW Standpunkt Nr. 13: Partnerschaftliche Prozessoptimierung in der Automobilin-dustrie / Wildemann, Horst; Faust, Peter, URL:
http://www.tcw.de/uploads/html/publikationen/standpunkte/files/Artikel_23_Partnerschaftliche_Prozessoptimierung.pdf [Stand 25.03.2010]
XIII
Ehrenwörtliche Erklärung
Ich versichere hiermit, dass ich die vorliegende Arbeit selbständig und ohne Benutzung weiterer Hilfsmittel als der angegebenen erstellt habe und die aus fremden Quellen di-rekt oder indirekt übernommenen Gedanken als solche gekennzeichnet habe.
Büdingen, den 14.10.2009
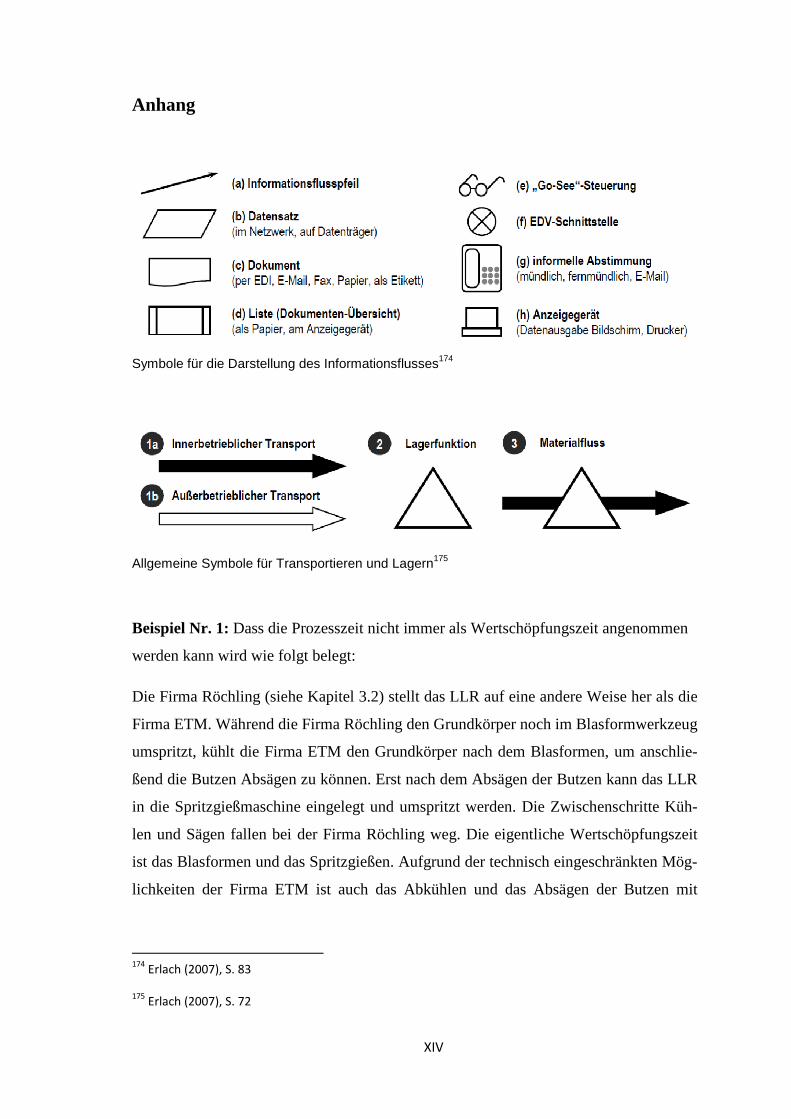
XIV
Anhang
Symbole für die Darstellung des Informationsflusses174
Allgemeine Symbole für Transportieren und Lagern175
Beispiel Nr. 1: Dass die Prozesszeit nicht immer als Wertschöpfungszeit angenommen
werden kann wird wie folgt belegt:
Die Firma Röchling (siehe Kapitel 3.2) stellt das LLR auf eine andere Weise her als die
Firma ETM. Während die Firma Röchling den Grundkörper noch im Blasformwerkzeug
umspritzt, kühlt die Firma ETM den Grundkörper nach dem Blasformen, um anschlie-
ßend die Butzen Absägen zu können. Erst nach dem Absägen der Butzen kann das LLR
in die Spritzgießmaschine eingelegt und umspritzt werden. Die Zwischenschritte Küh-
len und Sägen fallen bei der Firma Röchling weg. Die eigentliche Wertschöpfungszeit
ist das Blasformen und das Spritzgießen. Aufgrund der technisch eingeschränkten Mög-
lichkeiten der Firma ETM ist auch das Abkühlen und das Absägen der Butzen mit
174
Erlach (2007), S. 83
175 Erlach (2007), S. 72
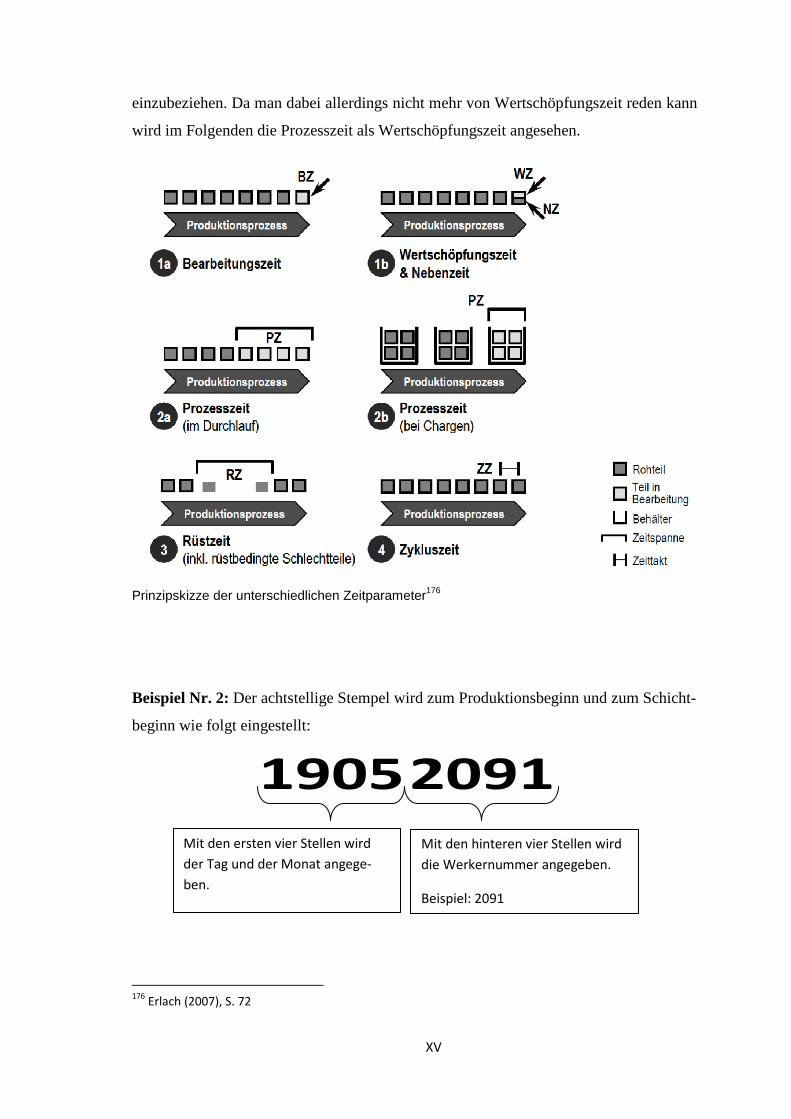
XV
einzubeziehen. Da man dabei allerdings nicht mehr von Wertschöpfungszeit reden kann
wird im Folgenden die Prozesszeit als Wertschöpfungszeit angesehen.
Prinzipskizze der unterschiedlichen Zeitparameter176
Beispiel Nr. 2: Der achtstellige Stempel wird zum Produktionsbeginn und zum Schicht-
beginn wie folgt eingestellt:
1905 2091
176
Erlach (2007), S. 72
Mit den ersten vier Stellen wird
der Tag und der Monat angege-
ben.
Mit den hinteren vier Stellen wird
die Werkernummer angegeben.
Beispiel: 2091


















