Warum - Ermittlung von Kennwerten - Qualitäts- und ... · HOCHSCHULE BREMEN. UNIVERSITY OF APPLIED...
33
9. Werkstoffprüfung Warum - Ermittlung von Kennwerten - Qualitäts- und Fehlerprüfung - Betriebsüberwachung - Schadensanalyse Auswahl - Zugversuch - Härteprüfung - Kerbschlagbiegeversuch - Dauerschwingversuch - Zerstörungsfreie Prüfverfahren Prof. Dr.-Ing. Uwe Reinert Abteilung Maschinenbau 147
Transcript of Warum - Ermittlung von Kennwerten - Qualitäts- und ... · HOCHSCHULE BREMEN. UNIVERSITY OF APPLIED...

HOCHSCHULE BREMENUNIVERSITY OF APPLIED SCIENCES
Prof. Dr.-Ing. Uwe ReinertProf. Dr.-Ing. Rüdiger Schubert
Fachbereich Maschinenbau
9. Werkstoffprüfung
Warum - Ermittlung von Kennwerten- Qualitäts- und Fehlerprüfung- Betriebsüberwachung- Schadensanalyse
Auswahl - Zugversuch- Härteprüfung- Kerbschlagbiegeversuch- Dauerschwingversuch- Zerstörungsfreie Prüfverfahren
Prof. Dr.-Ing. Uwe ReinertAbteilung Maschinenbau
147

HOCHSCHULE BREMENUNIVERSITY OF APPLIED SCIENCES
Prof. Dr.-Ing. Uwe ReinertProf. Dr.-Ing. Rüdiger Schubert
Fachbereich Maschinenbau9.1 Zugversuch
Normen zum Zugversuch (Auszug):DIN EN 10002-1(Metalle)DIN 50125(Metallzugproben)DIN 53455(Kunststoffe)DIN 53504(Elastomere)DIN 51221(Zugprüfmaschinen)
Welche statische Belastung hält der Werkstoff im Betrieb aus?
Welcher Werkstoff kann gewählt werden, wenn man die Belastung kennt?
Prof. Dr.-Ing. Uwe ReinertAbteilung Maschinenbau
148

HOCHSCHULE BREMENUNIVERSITY OF APPLIED SCIENCES
Prof. Dr.-Ing. Uwe ReinertProf. Dr.-Ing. Rüdiger Schubert
Fachbereich MaschinenbauVerlängerung und Dehnung
Verlagerungsaufnehmer
Dehnungsmessstreifen
Induktiver Wegaufnehmer
=
Prof. Dr.-Ing. Uwe ReinertAbteilung Maschinenbau
149

HOCHSCHULE BREMENUNIVERSITY OF APPLIED SCIENCES
Prof. Dr.-Ing. Uwe ReinertProf. Dr.-Ing. Rüdiger Schubert
Fachbereich MaschinenbauKraft und Spannung
Kraftmessdose
Messbalken mitDehnungsmess-
streifen
Messbalken mitinduktivem
Wegaufnehmer
Prof. Dr.-Ing. Uwe ReinertAbteilung Maschinenbau
150

HOCHSCHULE BREMENUNIVERSITY OF APPLIED SCIENCES
Prof. Dr.-Ing. Uwe ReinertProf. Dr.-Ing. Rüdiger Schubert
Fachbereich Maschinenbau
Mechanische Eigenschaften (Kap. 4.1): Reversible Verformung (Elastizität) - Irreversible Verformung (Plastizität) - Bruch
α
Kraft-Verlängerungs-DiagrammSpannungs-Dehnungs-Diagramm
Prof. Dr.-Ing. Uwe ReinertAbteilung Maschinenbau
151

HOCHSCHULE BREMENUNIVERSITY OF APPLIED SCIENCES
Prof. Dr.-Ing. Uwe ReinertProf. Dr.-Ing. Rüdiger Schubert
Fachbereich Maschinenbau
Zugproben
Prof. Dr.-Ing. Uwe ReinertAbteilung Maschinenbau
152

HOCHSCHULE BREMENUNIVERSITY OF APPLIED SCIENCES
Prof. Dr.-Ing. Uwe ReinertProf. Dr.-Ing. Rüdiger Schubert
Fachbereich Maschinenbau
Spannungs – Dehnungs – Diagramm – Grundtypen metallischer Werkstoffe
Charakte-ristische
Diagramme
Typ: Beispiele:
I typisch für kfz reine Metalle wie Al, Ni, Cu sowie für Ag und austenitische Stähle
II viele Cu und Al-Basislegierungen
III unlegierte Stähle mit nicht zu großen C-Gehalt
IV wird oft als theoretische Abstraktion benutzt
V typisch für unlegierte und legierte Stähle im martensitischen Zustand
VI Effekte beruhen auf der dynamischen Reckalterung
Prof. Dr.-Ing. Uwe ReinertAbteilung Maschinenbau
153

HOCHSCHULE BREMENUNIVERSITY OF APPLIED SCIENCES
Prof. Dr.-Ing. Uwe ReinertProf. Dr.-Ing. Rüdiger Schubert
Fachbereich Maschinenbau
Zugverfestigungskurven verschiedener metallischer Werkstoffe
1 Gehärteter Stahl 2 Vergüteter Stahl 3 Weicher Stahl 4 AlCuMg ausgehärtet 5 Gußeisenlegierung
ReH = obere Streckgrenze ReL = untere Streckgrenze L = Lüdersdehnung
Unlegierte Stähle mit nicht zu großen Kohlenstoffgehalten zeigen
ausgeprägte Streckgrenzeneffekte
Prof. Dr.-Ing. Uwe ReinertAbteilung Maschinenbau
154

HOCHSCHULE BREMENUNIVERSITY OF APPLIED SCIENCES
Prof. Dr.-Ing. Uwe ReinertProf. Dr.-Ing. Rüdiger Schubert
Fachbereich Maschinenbau
Lüdersdehnung Cottrellwolke
Prof. Dr.-Ing. Uwe ReinertAbteilung Maschinenbau
155

HOCHSCHULE BREMENUNIVERSITY OF APPLIED SCIENCES
Prof. Dr.-Ing. Uwe ReinertProf. Dr.-Ing. Rüdiger Schubert
Fachbereich MaschinenbauZugkurven von KunststoffenProf. Dr.-Ing. Uwe ReinertAbteilung Maschinenbau
156

HOCHSCHULE BREMENUNIVERSITY OF APPLIED SCIENCES
Prof. Dr.-Ing. Uwe ReinertProf. Dr.-Ing. Rüdiger Schubert
Fachbereich MaschinenbauBruchverhaltenTrennung des Werkstoffes infolge der Bildung und Ausbreitung von Rissen
Mechanische Eigenschaften(Kap. 4.1)
Prof. Dr.-Ing. Uwe ReinertAbteilung Maschinenbau
157

HOCHSCHULE BREMENUNIVERSITY OF APPLIED SCIENCES
Prof. Dr.-Ing. Uwe ReinertProf. Dr.-Ing. Rüdiger Schubert
Fachbereich Maschinenbau9.2 Härteprüfung
Härte = der Widerstand, den ein Werkstoff dem Eindringen eines (härteren) Körpers entgegensetzt
Härteprüfverfahren
Quasistatische Verfahren: Brinell (DIN 10003) Vickers (DIN 50133) Rockwell (DIN 10109)
Dynamische Verfahren: Schlaghärteprüfung
(plast. Verformung)
Ritzverfahren: Mohs
Bem.: Die Interpretation dieser Definition läßt verschiedene Prüfverfahren zu, so daß die Härtekennwerte von der Prüfmethode abhängen und i.a. nicht miteinander vergleichbar sind.
Prof. Dr.-Ing. Uwe ReinertAbteilung Maschinenbau
158

HOCHSCHULE BREMENUNIVERSITY OF APPLIED SCIENCES
Prof. Dr.-Ing. Uwe ReinertProf. Dr.-Ing. Rüdiger Schubert
Fachbereich MaschinenbauHärteprüfung nach Brinell (1900)
Prüfprinzip:
Eindringkörper: Kugel (Stahl oder Hartmetall), genormte Durchmesser 10, 5, 2.5, 1 mm,
Prüfkraft F: Ist so zu wählen, daß der Eindruckdurchmesser zwischen 0,24 und 0,6 D liegt, ( Prüfkrafttabelle nach Norm für verschiedene Beanspruchungsgrade C=0,102F/D² mit C = 30, 10, 5, 2.5, 1)
Berechnung: ][,102,0 NinFA
FHBk
][,,)(2
22 mmindDdDDDAk
Beispiel: 120 HBS 5/250/30 Normalbed.: Einwirkdauer 30 s 10 ... 15 s
Prüfkraft 2450 N 29420 N
(Stahl)Kugel 5 mm 10 mm
Brinellhärte 120 120
C 10 30
nur Härtewert angegeben 120 HB
NinFA
FHBk
;102,0
mmindDdDDDA k,;
222 --
Prof. Dr.-Ing. Uwe ReinertAbteilung Maschinenbau
159
HOCHSCHULE BREMENUNIVERSITY OF APPLIED SCIENCES
Prof. Dr.-Ing. Uwe ReinertProf. Dr.-Ing. Rüdiger Schubert
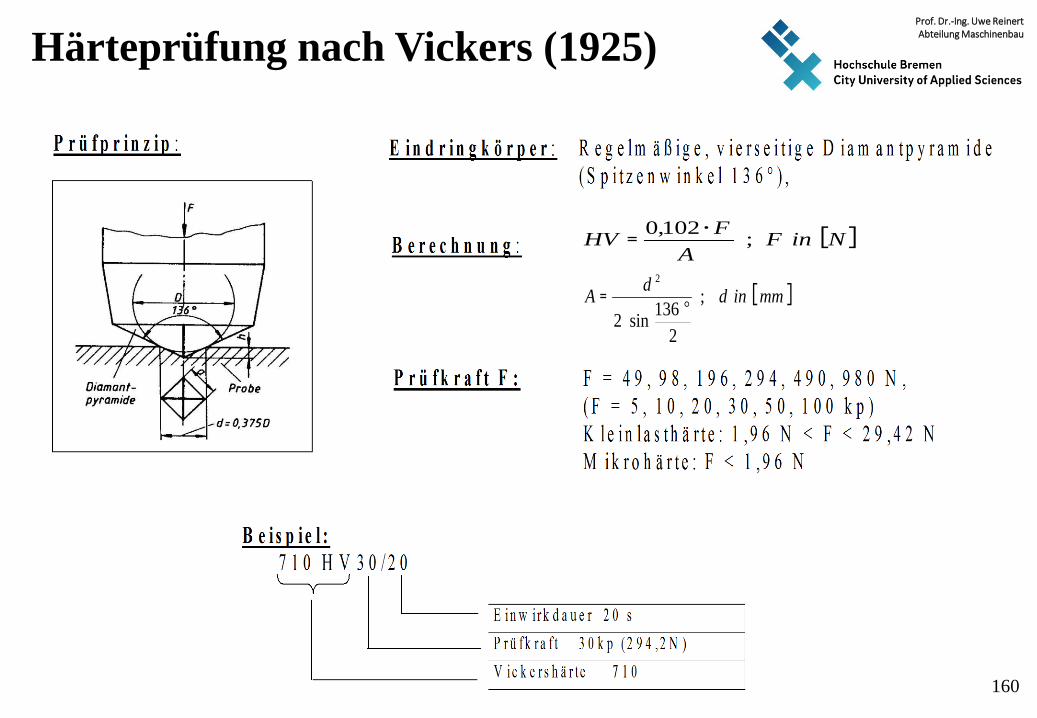
Fachbereich MaschinenbauHärteprüfung nach Vickers (1925)
NinFA
FHV ;102,0
mminddA ;
2136sin2
2
Prof. Dr.-Ing. Uwe ReinertAbteilung Maschinenbau
160

HOCHSCHULE BREMENUNIVERSITY OF APPLIED SCIENCES
Prof. Dr.-Ing. Uwe ReinertProf. Dr.-Ing. Rüdiger Schubert
Fachbereich MaschinenbauHärteprüfung nach Rockwell (1922)
Prüfprinzip: Eindringkörper: Diamantkegel mit Kegelwinkel von 120° (HRC, C=Cone) Krümmungsradius an der Kegelspitze 0,2 mm,
Prüfkraft F: Prüfvorkraft F0 = 98 N Prüfzusatzkraft F1 = 1373 N Prüfgesamtkraft F = 1471 N
Berechnung: 002,0100 hHRC h = bleibende Eindringtiefe in mm
unter Prüfvorkraft nach Rücknahme der Prüfzusatzkraft,
Beispiel: 57 HRC, d.h. Rockwellhärte 57, Härteskala C nach DIN 10109-1 58-66 HRC: gehärteter Werkzeugstahl
HRC = 100 – h/0,002
Prof. Dr.-Ing. Uwe ReinertAbteilung Maschinenbau
161

HOCHSCHULE BREMENUNIVERSITY OF APPLIED SCIENCES
Prof. Dr.-Ing. Uwe ReinertProf. Dr.-Ing. Rüdiger Schubert
Fachbereich MaschinenbauHärteskala nach Mohs (1811)
1 Speckstein Mg3(Si2O5)2(OH)2
2 Gips CaO4 2H2O
3 Kalkspat CaCO3
4 Flußspat CaF2
5 Apatit Ca5(PO4)3O(F, Cl)
6 Feldspat KaSi3O8
7 Quarz SiO2
8 Topas Al2SiO4 (F, OH)
9 Korund Al2O3
10 Diamant C
gehärteter Stahl
Hartmetall
Aluminium
Weicher Stahl
Tafelglas
Beispiele:
Prof. Dr.-Ing. Uwe ReinertAbteilung Maschinenbau
162
HOCHSCHULE BREMENUNIVERSITY OF APPLIED SCIENCES
Prof. Dr.-Ing. Uwe ReinertProf. Dr.-Ing. Rüdiger Schubert
Fachbereich Maschinenbau
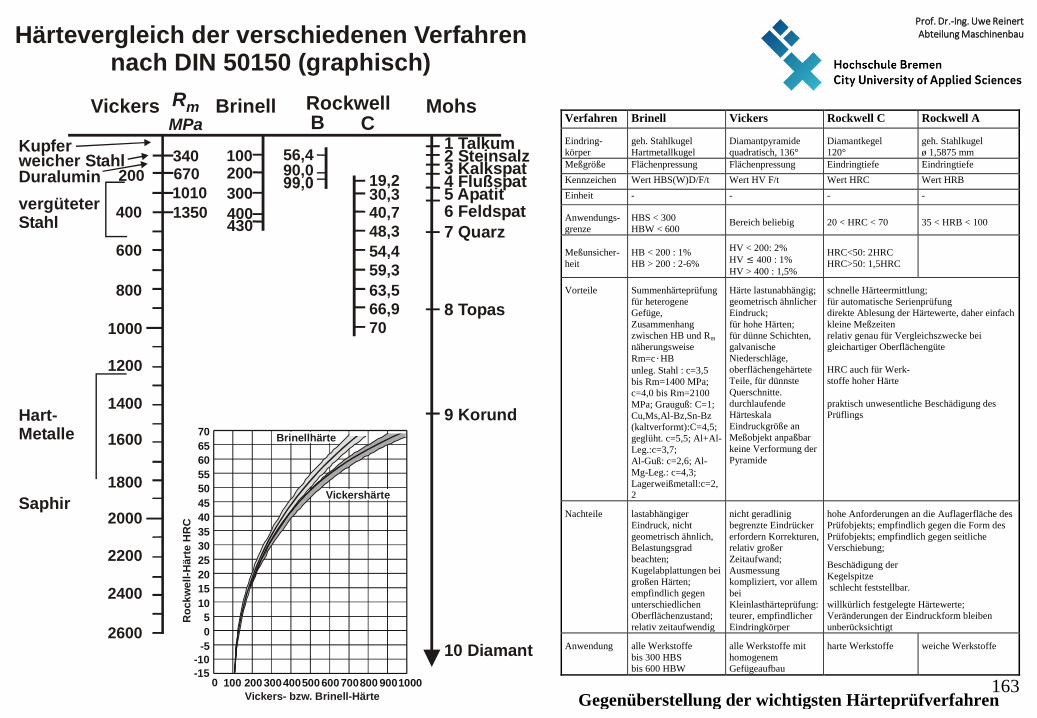
Verfahren Brinell Vickers Rockwell C Rockwell A
Eindring- körper
geh. Stahlkugel Hartmetallkugel
Diamantpyramide quadratisch, 136°
Diamantkegel 120°
geh. Stahlkugel ø 1,5875 mm
Meßgröße Flächenpressung Flächenpressung Eindringtiefe Eindringtiefe Kennzeichen Wert HBS(W)D/F/t Wert HV F/t Wert HRC Wert HRB Einheit - - - -
Anwendungs-grenze
HBS < 300 HBW < 600
Bereich beliebig
20 < HRC < 70
35 < HRB < 100
Meßunsicher- heit
HB < 200 : 1% HB > 200 : 2-6%
HV < 200: 2% HV 400 : 1% HV > 400 : 1,5%
HRC<50: 2HRC HRC>50: 1,5HRC
Vorteile
Summenhärteprüfung für heterogene Gefüge, Zusammenhang zwischen HB und Rm näherungsweise Rm=cHB unleg. Stahl : c=3,5 bis Rm=1400 MPa; c=4,0 bis Rm=2100 MPa; Grauguß: C=1; Cu,Ms,Al-Bz,Sn-Bz (kaltverformt):C=4,5; geglüht. c=5,5; Al+Al-Leg.:c=3,7; Al-Guß: c=2,6; Al-Mg-Leg.: c=4,3; Lagerweißmetall:c=2,2
Härte lastunabhängig; geometrisch ähnlicher Eindruck; für hohe Härten; für dünne Schichten, galvanische Niederschläge, oberflächengehärtete Teile, für dünnste Querschnitte. durchlaufende Härteskala Eindruckgröße an Meßobjekt anpaßbar keine Verformung der Pyramide
schnelle Härteermittlung; für automatische Serienprüfung direkte Ablesung der Härtewerte, daher einfach kleine Meßzeiten relativ genau für Vergleichszwecke bei gleichartiger Oberflächengüte HRC auch für Werk- stoffe hoher Härte praktisch unwesentliche Beschädigung des Prüflings
Nachteile
lastabhängiger Eindruck, nicht geometrisch ähnlich, Belastungsgrad beachten; Kugelabplattungen bei großen Härten; empfindlich gegen unterschiedlichen Oberflächenzustand; relativ zeitaufwendig
nicht geradlinig begrenzte Eindrücker erfordern Korrekturen, relativ großer Zeitaufwand; Ausmessung kompliziert, vor allem bei Kleinlasthärteprüfung: teurer, empfindlicher Eindringkörper
hohe Anforderungen an die Auflagerfläche des Prüfobjekts; empfindlich gegen die Form des Prüfobjekts; empfindlich gegen seitliche Verschiebung;
Beschädigung der Kegelspitze schlecht feststellbar.
willkürlich festgelegte Härtewerte; Veränderungen der Eindruckform bleiben unberücksichtigt
Anwendung
alle Werkstoffe bis 300 HBS bis 600 HBW
alle Werkstoffe mit homogenem Gefügeaufbau
harte Werkstoffe
weiche Werkstoffe
Gegenüberstellung der wichtigsten Härteprüfverfahren
Vickers BrinellRmMPa
RockwellB C
Mohs
34067010101350
100
1000
800
600
400
200
1200
1400
1600
1800
2000
2200
2400
2600
200300400430
90,056,4
19,230,340,748,354,459,363,566,970
1 Talkum2 Steinsalz3 Kalkspat4 Flußspat5 Apatit6 Feldspat7 Quarz
8 Topas
9 Korund
10 Diamant
Kupferweicher StahlDuraluminvergüteterStahl
Hart-Metalle
Saphir
Härtevergleich der verschiedenen Verfahrennach DIN 50150 (graphisch)
0 100 200 300400500 600 700800 9001000-15-10
-505
10152025303540455055606570
Vickershärte
Brinellhärte
Roc
kwel
l-Här
te H
RC
Vickers- bzw. Brinell-Härte
Prof. Dr.-Ing. Uwe ReinertAbteilung Maschinenbau
163

HOCHSCHULE BREMENUNIVERSITY OF APPLIED SCIENCES
Prof. Dr.-Ing. Uwe ReinertProf. Dr.-Ing. Rüdiger Schubert
Fachbereich MaschinenbauSchlaghärteprüfung
Prof. Dr.-Ing. Uwe ReinertAbteilung Maschinenbau
164
HOCHSCHULE BREMENUNIVERSITY OF APPLIED SCIENCES
Prof. Dr.-Ing. Uwe ReinertProf. Dr.-Ing. Rüdiger Schubert
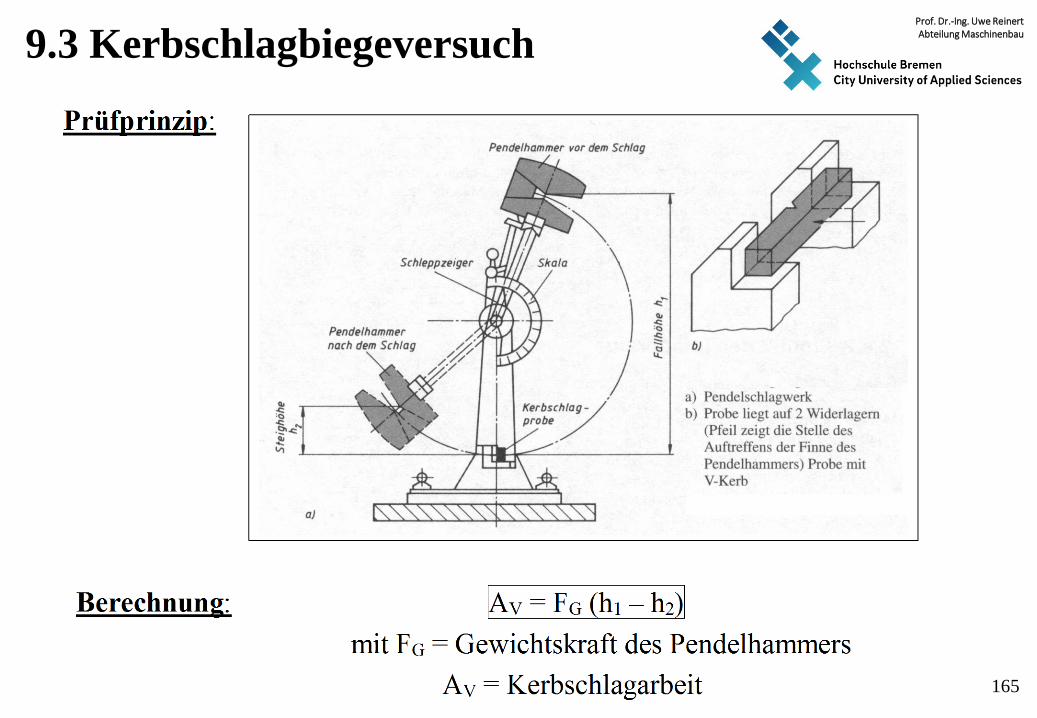
Fachbereich Maschinenbau9.3 KerbschlagbiegeversuchProf. Dr.-Ing. Uwe ReinertAbteilung Maschinenbau
165

HOCHSCHULE BREMENUNIVERSITY OF APPLIED SCIENCES
Prof. Dr.-Ing. Uwe ReinertProf. Dr.-Ing. Rüdiger Schubert
Fachbereich MaschinenbauKerbschlagarbeit Kerbschlagarbeit- Temperaturkurven (schematisch)
Typ I: z.B. krz-Strukturen; Typ II: z.B. kfz-Strukturen
Trennbrüche
Verformungsbrüche
Tieflage
Hochlage
Kerbschlag-arbeit
Typ I
Typ II
Übergangsbereich(Steilabfall)
Streubereich
Mischbrüche
PrüftemperaturÜbergangs-temperatur
wp-kerb6.cdr
Prof. Dr.-Ing. Uwe ReinertAbteilung Maschinenbau
166

HOCHSCHULE BREMENUNIVERSITY OF APPLIED SCIENCES
Prof. Dr.-Ing. Uwe ReinertProf. Dr.-Ing. Rüdiger Schubert
Fachbereich MaschinenbauEinfluß des KohlenstoffesProf. Dr.-Ing. Uwe ReinertAbteilung Maschinenbau
167

HOCHSCHULE BREMENUNIVERSITY OF APPLIED SCIENCES
Prof. Dr.-Ing. Uwe ReinertProf. Dr.-Ing. Rüdiger Schubert
Fachbereich Maschinenbau
9.4 Dauerschwingversuch
Phänomen:Versagen von Bauteilen bei schwingender Belastung unterhalb der Streckgrenze
Ursache:Anisotroper Aufbau des Werkstoffes führt zu lokalen Spannungsüberhöhungen, damit zu Fließen und Verfestigung und schließlich zur Schädigung
Ergebnis:Dauerbruch (=Schwingbruch=Ermüdungsbruch) ist die Summe dieser lokalen Schädigungen
Prof. Dr.-Ing. Uwe ReinertAbteilung Maschinenbau
168

HOCHSCHULE BREMENUNIVERSITY OF APPLIED SCIENCES
Prof. Dr.-Ing. Uwe ReinertProf. Dr.-Ing. Rüdiger Schubert
Fachbereich MaschinenbauSchwingbeanspruchungBelastungsarten sind Zug, Druck, Biegung und Torsion
1 Schwingspiel
Zeit
Span
nung
σ m
σ a
2σa σ o
σ aσ u
Zug-Druck-Schwingbeanspruchungen
Spannungs-Zeit-Kurve
σσ
ma
>
σσ
ma
=
σσ
ma
<
σ m =
0
σσ
ma
>
σσ
ma
=
σσ
ma
<
Schwellbereich(Druck)
Schwellbereich(Zug)
Wechselbereich
+ Zu
g- D
ruck
m a
m a
m a
m a
m a
m a
m
0
m
a u
a
o
2a
Prof. Dr.-Ing. Uwe ReinertAbteilung Maschinenbau
169

HOCHSCHULE BREMENUNIVERSITY OF APPLIED SCIENCES
Prof. Dr.-Ing. Uwe ReinertProf. Dr.-Ing. Rüdiger Schubert
Fachbereich Maschinenbau
Wöhlerkurve undSmithdiagramm
Lastspielzahl log N
Dauerfestigkeit
Zeitfestigkeit
Kurzzeit-festigkeit
Span
nung
sam
plitu
de
(log
)σ a
ND
Zeitfestigkeits-gerade
Wöhlerkurve
Schwellbereich(Druck)
Schwellbereich(Zug)
Wechselbereich
Grenzlinie derOberspannungfür +
σσ
o
m
Grenzlinie derUnterspannungfür -
σσ
u
m
Grenzlinie derOberspannungfür +
σσ
o
m
+σm(Zug)
+σ(Zug)
-σm(Druck)
-σ(Druck)
Re
Rm
σ A σ zSc
h
σ W
Grenzlinie derUnterspannungfür +
σσ
u
m
σ W
σ A
σ DSc
h
m
m
u
om
um
m
m
o
A A
W W
DSc
h
ZSc
h
a
Prof. Dr.-Ing. Uwe ReinertAbteilung Maschinenbau
170

HOCHSCHULE BREMENUNIVERSITY OF APPLIED SCIENCES
Prof. Dr.-Ing. Uwe ReinertProf. Dr.-Ing. Rüdiger Schubert
Fachbereich Maschinenbau
Statische und dynamische Belastung
b
c d
aRm
Re
σD b
c d
Lastspielzahl log NDehnung bzw. Zeit
Betriebs-festigkeit
LebensdauerlinieW
öhlerlinie
Dauerfestigkeit
Zeitfestigkeit
2*106
Span
nung
Span
nung
D
Prof. Dr.-Ing. Uwe ReinertAbteilung Maschinenbau
171

HOCHSCHULE BREMENUNIVERSITY OF APPLIED SCIENCES
Prof. Dr.-Ing. Uwe ReinertProf. Dr.-Ing. Rüdiger Schubert
Fachbereich Maschinenbau
Smith-Diagramme
Prof. Dr.-Ing. Uwe ReinertAbteilung Maschinenbau
172
HOCHSCHULE BREMENUNIVERSITY OF APPLIED SCIENCES
Prof. Dr.-Ing. Uwe ReinertProf. Dr.-Ing. Rüdiger Schubert
Fachbereich Maschinenbau
9.5 Zerstörungsfreie Prüfverfahren
Ziel der Verfahren:
- Fehlersuche (z.B. Lunker, Porositäten, Bindefehler,Einschlüsse)
- Längen- und Dickenmessung
- Zusammensetzung der Struktur (z.B. Gefüge, chem.Zusammensetzung)
- Werkstoffzustand (z.B. Eigenspannungen)
Prof. Dr.-Ing. Uwe ReinertAbteilung Maschinenbau
173

HOCHSCHULE BREMENUNIVERSITY OF APPLIED SCIENCES
Prof. Dr.-Ing. Uwe ReinertProf. Dr.-Ing. Rüdiger Schubert
Fachbereich MaschinenbauRadiographische Verfahren Prof. Dr.-Ing. Uwe ReinertAbteilung Maschinenbau
174

HOCHSCHULE BREMENUNIVERSITY OF APPLIED SCIENCES
Prof. Dr.-Ing. Uwe ReinertProf. Dr.-Ing. Rüdiger Schubert
Fachbereich MaschinenbauRadiographische VerfahrenProf. Dr.-Ing. Uwe ReinertAbteilung Maschinenbau
175

HOCHSCHULE BREMENUNIVERSITY OF APPLIED SCIENCES
Prof. Dr.-Ing. Uwe ReinertProf. Dr.-Ing. Rüdiger Schubert
Fachbereich MaschinenbauMagnetpulververfahren
Ferromagnetisches Pulver (Fe2O3, Fe3O4) macht den gestörten Fluß der magnetischen Kraftlinien durch Oberflächen- und oberflächennaheFehler sichtbar.
Prof. Dr.-Ing. Uwe ReinertAbteilung Maschinenbau
176
HOCHSCHULE BREMENUNIVERSITY OF APPLIED SCIENCES
Prof. Dr.-Ing. Uwe ReinertProf. Dr.-Ing. Rüdiger Schubert
Fachbereich Maschinenbau
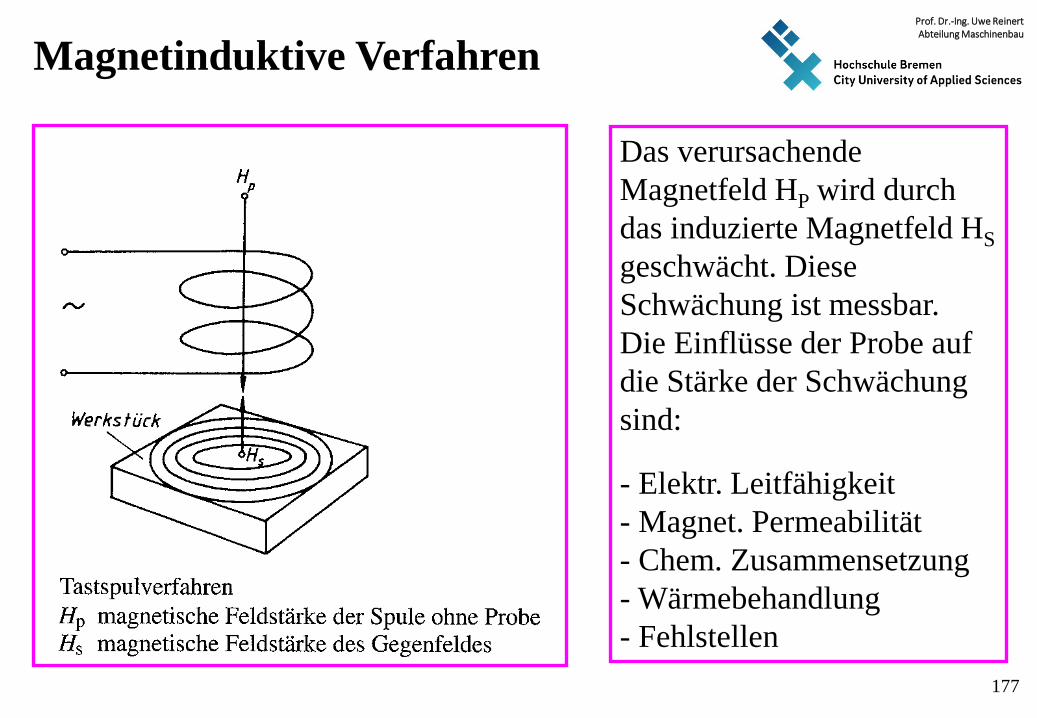
Magnetinduktive Verfahren
Das verursachende Magnetfeld HP wird durch das induzierte Magnetfeld HSgeschwächt. Diese Schwächung ist messbar.Die Einflüsse der Probe auf die Stärke der Schwächung sind:
- Elektr. Leitfähigkeit- Magnet. Permeabilität- Chem. Zusammensetzung- Wärmebehandlung- Fehlstellen
Prof. Dr.-Ing. Uwe ReinertAbteilung Maschinenbau
177

HOCHSCHULE BREMENUNIVERSITY OF APPLIED SCIENCES
Prof. Dr.-Ing. Uwe ReinertProf. Dr.-Ing. Rüdiger Schubert
Fachbereich Maschinenbau
Ultraschall-verfahren
Prof. Dr.-Ing. Uwe ReinertAbteilung Maschinenbau
178

HOCHSCHULE BREMENUNIVERSITY OF APPLIED SCIENCES
Prof. Dr.-Ing. Uwe ReinertProf. Dr.-Ing. Rüdiger Schubert
Fachbereich Maschinenbau
UltraschallverfahrenProf. Dr.-Ing. Uwe ReinertAbteilung Maschinenbau
179


















