Werkstoffewerkstoffzeitschrift.de/wp-content/uploads/2015/01/Werkstoffe_01... · STM bie-tet...
44
Werkstoffe in der Fertigung ISSN 0939-2629/B 25800 www.werkstoffzeitschrift.de Ausgabe 1/Februar 2017
Transcript of Werkstoffewerkstoffzeitschrift.de/wp-content/uploads/2015/01/Werkstoffe_01... · STM bie-tet...

Werkstoffe in der Fertigung
ISSN 0939-2629/B 25800 www.werkstoffzeitschrift.de Ausgabe 1/Februar 2017
DIE FERTIGUNGSWELT VON MORGEN

Württembergische Allplastik GmbHJohannes-Kepler-Str. 12 · 71083 Herrenberg
Tel. +49 (0)7032 93680 · Fax +49 (0)7032 [email protected] · www.blitzbinder.deBLITZBINDER
Al lp las t i k®
DETEKTIERBAREBLITZBINDERBLITZBINDER
®
Detektierbare Blitzbinder 185x276_sicher.indd 1 14.12.2016 14:31:07

Werkstoffe 1/2017 3
Werkstofftrends
Unter ionischen Flüssigkeiten (engl. Ionic Li-quids, ILs) versteht man Salze in flüssigem Zustand, sie sind also hauptsächlich aus posi-tiv und negativ geladenen Ionen sowie kurzle-bigen Ionenpaaren aufgebaut. Konventionelle Flüssigkeiten bestehen dagegen überwiegend aus elektrisch neutralen Molekülen, wie z.B. Wasser. Die überwiegende Zahl an ILs, die bei niedrigen Temperaturen (unter 100°C, Koch-salz zum Vergleich schmilzt bei ca. 800°C) flüs-sig ist, besteht aus organischen Salzen. Diese sind seit über 100 Jahren bekannt, werden aber erst seit ca. 25 Jahren intensiver untersucht, als gezeigt werden konnte, dass viele von ihnen an Luft und Wasser stabil bleiben.Zu ihren im Vergleich zu konventionellen Flüs-sigkeiten besonderen Eigenschaften zählen: Vernachlässigbarer Dampfdruck, hohe ther-mische und elektrochemische Stabilität, hohe Ionenleitfähigkeit, ein weiter Temperaturbe-reich des flüssigen Zustands, hohe Transparenz im sichtbaren Wellenlängenbereich, sowie ein signifikantes Lösevermögen für organische, anorganische und polymere Stoffe. Aus die-sen Gründen wurden sie bereits intensiv auf ihre Eignung als umweltverträglichere und v.a. maßschneiderbare Alternative zu flüchtigen organischen Lösemitteln („VOCs“) untersucht. Zu ihren Anwendungsfeldern gehören hier viele Bereiche der sogenannten Green Chemistry. Ein weiteres wesentliches Einsatzgebiet ist En-ergiegewinnung und -speicherung. Hier dienen sie als sicherere Elektrolyten in Batterien, Su-perkondensatoren, Brennstoffzellen und Farb-solarzellen („Grätzel-Zellen“).Die oben benannten Eigenschaften der ILs ha-ben in den letzten 10 Jahren auch das Interesse der Werkstoffforschung als dritten großen An-wendungsbereich geweckt. Insbesondere wer-den sie daher als vielseitig einsetzbare Basis bzw. Bausteine für neuartige funktionelle Werk-stoffe diskutiert, aber auch als Komponente in Werkstoffcompositen. Kern dieses Ansatzes ist, dass ausgewählte Moleküle bzw. funktionelle Gruppen (organische, anorganische sowie po-lymere Bausteine) durch Ionenaustausch oder chemische Funktionalisierung in das Gerüst der ionischen Flüssigkeiten eingebaut werden kön-nen. Dadurch lassen sich z.B. konventionelle Werkstoffe zu Ionenleitern modifizieren und aus ILs neuartige Funktionswerkstoffe maß-schneidern. Wichtige einstellbare Stoffeigen-schaften sind z.B. Viskosität, Dichte, Schmelz-punkt, Leitfähigkeit, oder Löslichkeit, aber auch chemische Reaktivität. Da auch diese neuen Werkstoffe weiterhin einen sehr niedrigen Dampfdruck, ein sehr großes Temperaturfen-ster für den flüssigen Zustand, sowie exzellente chemische, elektrochemische, thermische und mechanische Beständigkeit zeigen, eigenen sie
sich für den Einsatz unter Extrembedingungen. Aktuell zeichnen sich vier große Anwendungs-felder ab: Sensor- und Aktorwerkstoffe, energe-tische Werkstoffe, Stoffe mit einstellbaren op-tische Eigenschaften, und Hybridwerkstoffe aus ionischen Flüssigkeiten mit Nanokohlenstoffen. Letztere werden hier nicht weiter betrachtet. Das bislang umfangreichste Forschungsgebiet sind die Sensor- und Aktorwerkstoffe. Ihre Ei-genschaften können durch eine Veränderung eines äußeren Reizes wie z.B. Helligkeit, Feuch-tigkeit, Temperatur, Atmosphärenzusammen-setzung (Gase), ein elektrisches oder magne-tisches Feld spontan oder über eine gewisse Zeitspanne hinweg geändert werden, in der Regel reversibel. Auch elektrochrome ILs und solche mit schaltbarer Polarität wurden bereits synthetisiert. Durch sichtbares sowie UV-Licht können bei-spielsweise Schmelzpunkt, Ionenleitfähigkeit oder das magnetische Moment verändert wer-den. Strategien zur Verbesserung dieser Ei-genschaften umfassen den Einbau geordneter Strukturen wie Mizellen oder flüssigkristalline Bereiche. Die relativ genaue Signalisierung von Umgebungsfeuchte gelingt durch den Einbau eines hydrophilen Anions, das Wassermoleküle in die Flüssigkeit zieht, die dadurch ihren Bre-chungsindex ändert, was wiederum optisch ge-messen werden kann. Zusätzlich verändert die-se IL kontinuierlich mit der relativen Luftfeuchte auch ihre Farbe. Bei der Temperaturmessung lassen sich aktuell zwei Ansätze unterscheiden: Volumenänderung der IL mit Temperaturände-rung wie im klassische Thermometer, und op-tische Signalisierung über Farbänderung oder Lichtemission. Für Gasmessung scheinen ILs aufgrund ihrer Eigenschaften, v.a. der großen Löslichkeit von Gasmolekülen in ihnen sowie ihres extrem nied-rigen Dampfdrucks, der eine stabile Messung über lange Zeiträume erlaubt, als besonders prädestiniert. Allerdings gibt es bislang erst ein indirektes Messverfahren (Quarzkristall-Mikro-waage), bei dem eine Masseänderung über die durch sie verursachte Änderung einer Schwing-frequenz erfasst wird. Direkte Messverfahren, bei denen die ILs selbst detektieren und anzei-gen, z.B. durch Farbänderung, sind im frühen Forschungsstadium. Magnetisch responsive ILs sind neben vielfältigen weiteren Anwendungen besonders interessant für die Schwingungs-dämpfung, die bei Kraftfahrzeugen und auch Maschinen essentielle Bedeutung hat. Ihr Vor-teil gegenüber konventionellen Trägerfluiden ist, dass sie durch ihre Eigenschaften wie ihre große dielektrische Konstante, Ionenladungen, große Polaritäten und supramolekulare Struk-tur magnetische Nanopartikel wesentlich bes-ser und länger in Suspension halten können.
Energetische ILs stehen bereits seit über 15 Jahren erfolgreich im Fokus der Erforschung neuer, besser umweltverträglicher Explosiv-stoffe und Treibmittel und haben in der Lite-ratur bereits eine eigene Abkürzung (EIL) mit fortlaufender Nummerierung. Ein primäres Ziel ist, den Sprengstoff TNT zu ersetzen. Sehr jung dagegen ist der Ansatz, ökologisch verträgliche selbstzündende Treibstoffe für Raketen mithilfe von ILs zu entwickeln, wobei die EIL zur Zündung und Verbrennung mit einem Oxidationsmittel wie Wasserstoffperoxid oder Distickstofftetroxid in Kontakt gebracht wird. Designkriterien für die Anpassung der IL-Basis sind eine minimale Zündverzögerung nach dem Mischen der Kom-ponenten und ein möglichst hoher Energiege-halt der in die IL eingebrachten Moleküle.Die Anwendungsfelder für ILs mit einstellbaren optischen Eigenschaften sind Lumineszenz, photonische ILs und nichtlineare Optik. Das gesamte Gebiet befindet sich ein einem sehr frühen Forschungsstadium. Jedoch wurden für verschiedene entsprechend modifizierte lumineszente ILs bereits die Detektion spie-gelbildlicher Moleküle (Chiralität), von Bio-makromolekülen sowie Metallionen, und die biomedizinische Bildgebung als potentielle Anwendungsfelder identifiziert. Erste photo-nische ILs können z.B. auf das Anlegen und Variieren einer elektrischen Spannung mit einer Verschiebung der Wellenlänge ihres Reflexions-maximums für Licht reagieren. Durch ihre gute Modifizierbarkeit wird für die Zukunft erwartet, dass diese ILs z.B. Anionen oder organische Lösungsmittel unterscheiden können. In Be-zug auf nichtlineare optische Eigenschaften, die von hoher technischer Relevanz in den Be-reichen optische Kommunikation und Datenver-arbeitung sind, versprechen ILs v.a. kürzere Re-aktionszeiten und eine niedrigere dielektrische Konstante.
Insgesamt können ILs als eine Art Brückenwerk-stoff zwischen organischen und anorganischen, molekular und ionisch aufgebauten sowie flüs-sigen und festen Werkstoffen gesehen werden. Ihr volles Potenzial ist heute noch kaum zu überschauen.
Ionische Flüssigkeiten als Werkstoffbasis Stefan Reschke, Dr. Diana Freudendahl, Dr. Ramona Langner
*Fraunhofer Institut fürNaturwissenschaftlich-Technische Trendanalysen
Appelsgarten 2, 53879 Euskirchenberichtet in jeder Ausgabe exklusiv
über Werkstofftrends

4 Werkstoffe 1/2017
Kriterien für die erfolgreiche Beantragung eines EU-Projektesin Horizont 2020
Aufgrund der hohen Überzeichnung von Horizont 2020 ist es von großer Bedeu-tung, einen möglichst perfekten Antrag einzureichen. Kritisch ist besonders das Erreichen der Schwellenwerte in den Bereichen Exzellenz (excellence) und Auswirkung (impact). Hier ist die Gefahr eines möglichen Scheiterns besonders groß, da in beiden Kriterien mindestens vier von fünf Punkten (Note: sehr gut) er-reicht werden müssen. Bei der Ausschrei-bungsrunde Mai 2016 wurden 84 Anträ-ge im Bereich NMBP (Nanotechnology, advanced materials, biotechnology und production) eingereicht, von denen nur 40 Anträge diesen Anspruch erfüllten. Somit liegen 52,4 Prozent der Anträge unter mindestens einem der benötigten Schwellenwerte.Eine optimal auf die spezifischen Anfor-derungen des Ausschreibungsthemas ausgerichtete Projektidee und ein gut zusammengesetztes, sich im Hinblick auf beabsichtigten Arbeiten ergänzendes, Konsortium sind die Grundlage eines jeden erfolgreichen Antrags. Bei der Pro-jektidee ist es essentiell, dass sie exakt auf das Ausschreibungsthema passt, d. h. die im Ausschreibungstext angege-benen Elemente unter „scope“ und „im-pact“ werden alle erfüllt. Weiterhin muss der Technologiereifegrad passen und im Antrag muss gezeigt werden, dass das Projekt erfolgreich durchgeführt werden kann. Hierbei hilft eine klare Darstellung des Ablaufs und der Ziele, z. B. durch übersichtliche Tabellen und Schaubilder. In den letzten Antragsrunden wird immer mehr die Wichtigkeit von Management- und Geschäftsplänen (business cases) betont. Mit dem letztgenannten kann un-ter Zuhilfenahme von geeigneten Werten eine Markteinschätzung erfolgen und so das Innovationspotential des Projekts abgeschätzt werden. Im Antrag muss er-sichtlich werden, worin die Aufgabe und die Expertise der einzelnen Teilnehmer des Konsortiums liegen.Die Zusammenstellung des Konsortiums sollte sich aus dem Projekt ergeben und
Europäische Nachrichten aus Jülich
nicht künstlich konstruiert werden. Bei der oben genannten Frist wurden 31 Pro-jekte zur Förderung vorgeschlagen. Hier zeigt sich eine sehr ausgewogene Zusam-mensetzung der Konsortien, so liegt der durchschnittliche Industrieanteil bei 48,7 Prozent. Weiterhin interessant ist der KMU-Anteil von 45,7 Prozent. Alle übrigen Projektpartner kommen aus dem Bereich der Forschung oder der öffentlichen Ein-richtungen. Die durchschnittliche Größe der Konsortien liegt bei 11,9 Partner, wobei die Konsortien zwischen acht und 22 Partnern reichen.Generell ist ein frühzeitiger Beginn der Antragsplanung zu empfehlen, sodass eine unbeteiligte Person den Antrag mit dem Ziel gegenlesen kann, Verbesse-rungsbedarf aufzuzeigen – eine Aufgabe, welcher die NKS Werkstoffe gerne nach-kommt.
Serviceangebot der Nationalen Kontaktstelle Werkstoffe
Die NKS Werkstoffe bietet an, Ihre Ideen-papiere sowie Skizzen und Vollanträge vor der Einreichung im Teilnehmerportal (participant portal) der EU-Kommission zu prüfen und Verbesserungspotential aufzuzeigen. Dabei werden Sie auf dem ganzen Weg der Antragstellung beglei-tet – von der Idee bis zur Antragseinrei-chung. Der Service ist für Sie stets ko-stenfrei und alle Informationen werden selbstverständlich vertraulich behandelt.Die NKS Werkstoffe äußert sich zur Eignung Ihrer Projektidee in Bezug auf das adressierte Ausschreibungsthema, die fachliche Verständlichkeit des Kon-zeptes und die Einhaltung der formalen Aspekte. Sie bekommen im Anschluss eine umfangreiche Kommentierung mit Korrektur- und Optimierungshinweisen zugesandt. Dazu wird unter anderem die Expertise aus der Analyse der Gutachter-kommentare in den Evaluation Summary Reports (ESRs) vorangegangener Calls genutzt. Bei Ausschreibungsthemen, in denen verschiedene NMBP-Bereiche
adressiert werden (Cross-KET) koope-rieren die NKS Werkstoffe eng mit den Kolleginnen und Kollegen der fachlich zuständigen nationalen Kontaktstelle. Die gute Vernetzung mit den zuständigen wissenschaftlichen Mitarbeitern der EU-Kommission ermöglicht es auch Fragen der Genese von Ausschreibungsthemen und die Verankerung in die übergeord-neten politischen Zielsetzungen bei der Beratung zu berücksichtigen.
NKS Werkstoffe: http://www.nks-werk-stoffe.de
NMP TeAm
Die Internetseite des EU-geförderten Netzwerkprojektes der National Contact Points zu Nanotechnologien, Werkstoffen und Produktion bietet Ihnen auf der entsprechenden Internetseite ein um-fangreiches Serviceangebot. Neben ak-tuellen Informationen zu den laufenden Ausschreibungen und zu transnationalen Veranstaltungen im Themenfokus finden Sie dort Webstreams zu verschiedenen Aspekten der Antragstellung:
NMP TeAm: http://www.nmpteam.com/ Für die Unterstützung bei der Bildung erfolgversprechender Konsortien zu den aktuellen Ausschreibungsthemen steht die Partnersuchplattform des Netzwerk-projektes NMP TeAm bereit. Dort finden Sie bereits eine Vielzahl an themenspe-zifischen Profilen und Projektideen. Au-ßerdem besteht die Möglichkeit eigene Kooperationsangebote einzugeben:
Partnersuchplattform: https://www.nmp-partnersearch.eu/
Ansprechpartner:Dr. Michael WesselNationale Kontaktstelle WerkstoffeProjektträger Jülich – PtJ Tel.: 02461/61-85088Email: [email protected]
Besuchen Sie uns auch online
www.werkstoffzeitschrift.de

WWW.STM.ATMADE IN AUSTRIA100% PREMIUM QUALITY
30% ihrer operati ven Kosten werden durch Abrasiv verursacht.
Unsere Lösung: OneClean, das modulare System für Recycling und Wiederaufb e-reitung von Wasser und Abrasiv.
Von Einsti egslösungen bis hin zu komplexen 3D-Systemen. STM bie-tet Wasserstrahlschneide-Lösungen um Sie noch effi zienter, wirtschaft li-cher und erfolgreicher zu machen.
WATERJET SOLUTIONS
Made in Spangenberg, made in Germany. www.wikus.de
MIT WIKUS AUF DER ÜBERHOLSPURWir bringen Sie zum Erfolg!
Besuchen Sie uns auf der TUBE 2016
vom 04. bis 08. April 2016 in Düsseldorf.
Sie finden uns in der Halle 6, Stand A49
SCHÄRFE ISTUNSERE PRÄZISION
FORM? BESTWERTE.
VIELFALT? BESTWERTE.
BESTÄNDIGKEIT? BESTWERTE.
Die Vorteile der Technischen Keramik
ließen sich weiter fortführen. Auch wenn es um eine wirtschaftliche
Produktion geht.
Aber das möchten wir lieber persönlich mit Ihnen besprechen.
Sembach GmbH & Co. KG . Oskar-Sembach-Straße 15 . 91207 Lauf a. d. Pegnitz . Tel.: +49 (0) 9123 167 0 . [email protected] . sembach.de
u:\AAA\Anzeigen\HWVerlag\Werkstoffe in der Fertigung2016.qxp 1/4 s, 4c 90 x 120 mm
Werkstoffe in der Fertigung 10/2016
Mittelfrequenzumrichterbis 1000 kW, 2 - 100 kHz.
Löten, Vorwärmen, Schweißen.Hochfrequenzgeneratoren bis 200 kW,100 kHz - 27,12 MHz.
Löten, Glühen, unter Schutz-gas / Vakuum. Wärmebehand-lung. Schutzgas- /Vakuumkammeröfen mitUmluft bis 900 °C,1000 lmit hitzebeständiger gasdichterMuffel. Umfangreiche Optionen.
www.linn.de
InduktiveUmschmelzanlagenfür metallischeProben.Lifumat-M-3.3 P(Vac). Emission,AAS, ICP,X-Emission.Neu:Steuerungüber Touch-screen undProgramm-speicher fürhöchstenBedienkomfort.
Werkstoffe in der Fertigung 12/2016
Löten, Vorwärmen,Schweißen.Hochfrequenzgene-ratoren bis 200 kW,
100 kHz - 27,12 MHz. Mittelfrequenzumrichterbis 1000 kW, 2 - 100 kHz.
www.linn.de
InduktiveUmschmelzanlagenfür metallischeProben.Lifumat-M-3.3 P(Vac). Emission,AAS, ICP,X-Emission.Neu:Steuerungüber Touch-screen undProgramm-speicher fürhöchstenBedienkomfort.
Werkstoffe in der Fertigung 11/2016
Mittelfrequenzumrichterbis 1000 kW, 2 - 100 kHz.
Löten, Vorwärmen, Schweißen.Hochfrequenzgeneratoren bis 200 kW,100 kHz - 27,12 MHz.
Löten, Glühen, unter Schutz-gas / Vakuum. Wärmebehand-lung. Schutzgas- /Vakuumkammeröfen mitUmluft bis 900 °C,1000 lmit hitzebeständiger gasdichterMuffel. Umfangreiche Optionen.
www.linn.de
InduktiveUmschmelzanlagenfür metallischeProben.Lifumat-M-3.3 P(Vac). Emission,AAS, ICP,X-Emission.Neu:Steuerungüber Touch-screen undProgramm-speicher fürhöchstenBedienkomfort.
KammeröfenAK: 800 °C (950 °C) zum Anlas-sen, Tempern und Weichglühenmit Luftumwälzung.HK: 1200 °C (1300 °C) zumGlühen, Härten, Pulveraufkohlenund Entspannen.Optionen: Hubtür, Schutzgas-spülung, Schaffplatte.AHK: - Kombination beiderOfentypen.
www.werkstoffzeitschrift.de

6 Werkstoffe 1/2017
Wissenstransfer aus Bayern
In der Rubrik „Wissenstransfer aus Bayern“ stellt die Bayern Innovativ GmbH regelmäßig aktuelle Trends aus Wirtschaft und Wissenschaft vor.
sondern auch für Fahrzeug- oder Leicht- bau. Innovative Verbund-/Hybridlösungen oder naturfaserverstärkte Komposite sind ein großes Zukunftsthema. Der tra-ditionelle Werkstoff Holz und holzbasier-te Produkte können hier als neue, inno-vative Werkstofflösungen im Verbund mit Kunststoffen eine wichtige Rolle spielen.
Die Erfolgsformel: Höhere Innovationsfähigkeit, erfolg- reichere Unternehmen
Um zukünftigen Herausforderungen begegnen zu können und in neuen Ma-terialanwendungen im Rahmen der Bio-ökonomieinitiative noch schneller vor-anzukommen, ist die Zusammenarbeit zwischen Unternehmen aus der Holzbran-che und anderen Werkstoffbereichen, vor allem aus der Kunststoff- und Verbund-werkstoffindustrie, ein wichtiger Bau-stein. Mit einem systematischen Ansatz werden in diesem Cross-Cluster Projekt geeignete Kooperationspartner ausge-wählt und gezielt zusammengeführt. Im Rahmen dieses vom bayerischen Staatsministerium für Wirtschaft und Medien, Energie und Technologie geför-derten Projektes sollen innovative Pro-dukte und Technologien entstehen und neue Märkte für die Unternehmen er-schlossen werden.
Autoren: Dr. Tobias Schwarzmüller, Nicola Socha, Cluster Neue Werkstoffe
www.cluster-neuewerkstoffe.dewww.cluster-forstholzbayern.de
Cluster-Offensive Bayern – im Netzwerk zum Erfolg
Im Rahmen ihrer Clusterpolitik fördert die Bayerische Staatsregierung den Betrieb von 17 landesweiten Plattformen in High-Tech-Industrien und traditionellen Bran-chen der bayerischen Wirtschaft. Zentra-le Aufgabe der Clusterplattformen ist es, Unternehmen untereinander beziehungs-weise Unternehmen und Forschungsein-richtungen miteinander zu vernetzen.
Cluster Neue WerkstoffeDer Cluster Neue Werkstoffe ist die ba-yernweite Innovations- und Kooperati-onsplattform auf dem Gebiet der Neuen Materialien. Der von der Bayern Innovativ GmbH koordinierte Cluster intensiviert
Holz und Kunststoff im Verbund
Holz als „traditioneller“ Werkstoff ist einer der wichtigsten nachwachsenden Roh-stoffe in Bayern. Dieser Rohstoff bietet sich für die Herstellung von biobasierten bzw. nachhaltigen Werkstoffen beson-ders an, da er als nachwachsender Roh-stoff gut verfügbar ist und nicht in Konkur-renz zur Nahrungsmittelherstellung steht. So lassen sich durch neue Technologien die verschiedenen Bestandteile wie Cel-lulose, Lignin und Inhaltsstoffe wie z.B. Tannine oder Harze für die stoffliche Nut-zung gewinnen und für neue Werkstoffe (Biokomposit, WPC, Schäume, Textilfaser etc.), Anwendungen und Technologien (Additive Fertigung, Fügetechnologien, Leichtbau, Engineered Wood Products, etc.) nutzbar machen. Die Vielfalt an Verarbeitungsmöglichkeiten der einzel-nen Holzbestandteile ermöglicht eine große Anzahl an Anwendungsmöglich-keiten nicht nur im Holz- und Möbelbau,
Der Einsatz nachwachsender Rohstoffe und die Entwicklung biobasierter und nachhaltiger Produkte gewinnt zuneh-mend an Bedeutung. Gründe hierfür sind sowohl der Wunsch nach Unabhängigkeit von fossilen Ressourcen als auch die Reduzierung von CO2-Emissionen. Die Bioökonomie als nachhaltige, moderne Wirtschaftsform umfasst alle Aktivitäten, die diese Ziele verfolgen und trägt damit wesentlich zur Innovations- und Wettbe-werbsfähigkeit einer Gesellschaft mit nachhaltigen Entwicklungszielen im post-fossilen Zeitalter bei. Unter anderem ist es Ziel, durch eine nachhaltige Nutzung nachwachsender Rohstoffe den Einsatz biobasierter Werkstoffe in unterschied-lichen Anwendungsbereichen wie Auto-mobil, Konsumgüter, Textil, Möbel, etc. zu erhöhen. Gerade innovative Verbund-werkstoffe aus Holz und Kunststoff haben ein großes Potenzial für Anwendungen in den genannten Bereichen.
Die bayerischen Cluster Forst und Holz und Cluster Neue Werkstoffe bündeln erstmalig in einem gemeinsamen Cluster-Verbund – Projekt Ihre Kompetenzen, um das zukünf-tige Potenzial von holz- und biobasierten Werkstoffen aufzuzeigen. Unter dem Projekt-titel „Technologiekooperationen für biobasierte Werkstoffe aus Holz und Kunststoff“ soll mit Hilfe eines systematischen Ansatzes die Innovationsfähigkeit der Unternehmen verbessert und Forschungs- und Entwicklungsprojekte im Bereich der biobasierten Komposite und holzbasierten Verbundwerkstoffe initiiert werden.
Premiere: Erstes bayernweites ProjektHolz und Kunststoff im Verbund gestartet
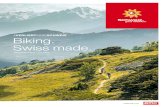
Der Metropol Parasol in Sevilla ist ein kühnes Tragwerkgebilde aus Holz, das mit Polyurethan be-schichtet wurde. Der wasserabweisende Belag erlaubt es, das Holz frei in seiner ganzen Vielfalt als konstruktives Multitalent einzusetzen. Nur durch die hybride Kombination von Holz mit Polyurethan sind derart flexible Formen möglich. Bildquelle: Finnforest

Werkstoffe 1/2017 7
Wissenstransfer aus Bayern
Bausteine sind die Vernetzung, der Wis-sens- und Innovationstransfer und die Entwicklung gemeinsamer Strategien. Gemeinsam mit den Projektteilnehmern sollen F & E Projekte initiiert werden um neuartige Produkte und Verbünde zu ent-wickeln.In den Netzwerken und Gremien der Cluster-Initiative Forst Holz Bayern sind derzeit als stark engagierte Kernakteu- re über 120 Unternehmen und Verbände sowie wissenschaftliche Institute betei-ligt.
bau, Polymere oder auch technischen Gläsern und Keramiken.
Cluster Forst & HolzDie Cluster-Initiative Forst und Holz Ba-yern ist die bayernweite Vernetzungsplatt-form für Unternehmen und Erwerbstätige im Cluster Forst, Holz und Papier.Unter dem Leitspruch „gemeinsam wach-sen“ ist es das erklärte Ziel der Cluster-arbeit, den Unternehmen der Wertschöp-fungskette Zugang zu Netzwerken und neuen Märkten zu schaffen. Zentrale
den werkstoff- und branchenübergrei-fenden Technologietransfer, identifiziert aktuelle technologische Fragestellungen und treibt die Bearbeitung und Lösung über proaktive Netzwerktätigkeit voran. Das Ziel des Clusters ist es, Innovationen zu beschleunigen und die Wettbewerbs-fähigkeit bayerischer Unternehmen zu stärken. Dies erfolgt in den übergrei-fenden Leitthemen Additive Fertigung, Leichtbau und Multimaterialdesign sowie Nachhaltigkeit sowie in werkstofflichen Themenfeldern, wie metallischem Leicht-
Mehr als 70 Prozent aller technolo-gischen Innovationen basieren auf den Eigenschaften oder Funktionalitäten Neuer Materialien. Ohne sie wären viele zukunftsweisende Prozesse oder Produkte in vielen Branchen nicht rea-lisierbar. Aufgrund ihres enormen Inno-vationspotenzials sind sie entscheidend für die Wettbewerbsfähigkeit. Gerade kleine und mittelständische Firmen produzieren innovative und spannende Produkte oder entwickeln neuartige Verfahren im Bereich neuer Werkstoffe. Sie sprechen darüber aber kaum – oder gar nicht. Das soll sich ändern: „Cluster-Wissen: Innovationskommunikation in der Materialbranche“ heißt ein neues Fortbildungsformat des Clusters Neue Werkstoffe der Bayern Innovativ, das am 16. März 2017 in München erstmals an-geboten wird.Ob klassisch oder online: Kommunika-tionsexperte und Referent Dr. Norbert Aschenbrenner von der Innovationskom-munikation der Siemens AG, zeigt in einem eintägigen Workshop, was Journa-listen wirklich interessiert und erleichtert den Teilnehmern so die Positionierung von Ideen, Produkten und Technologien aus dem Werkstoff- und Materialsektor. Schwerpunkte sind die Themen Innova- tion & Kommunikation, das nachricht-liche Aufbereiten von Themen, die Nut-zung klassischer PR-Instrumente zur Positionierung von Ideen, Produkten und Technologien aus dem Werkstoff- und Materialsektor sowie die Entwicklung von Botschaften im Kontext der Materialbran-che. Zielsetzung ist, den strategischen Einsatz professioneller Öffentlichkeitsar-beit an praktischen Beispielen zu lernen, Botschaften zu entwickeln und mehr über die Arbeitsweise der klassischen Print- und Online-Medien zu erfahren. Aus den
Cluster Neue Werkstoffe berät Unternehmen der Materialszene in ihrer Öffentlichkeitsarbeit
Themen des Unternehmens werden um-setzbare Konzepte erörtert. Individuelle Pressemaßnahmen der teilnehmenden Unternehmen und wissenschaftlichen Einrichtungen werden außerdem auf ihre Wirkung untersucht.
Was Journalisten wirklich inte-ressiert
„Ob Batterien für Elektroautos, Hochleis-tungskeramiken oder Pulvermetalle für Additive Fertigung: Materialien prägen unsere Zukunft – wobei der hohe Inno-vationsgrad der Branche nicht immer zur Geltung kommt. Wer die Gesetze und Vorlieben der Medien kennt und sie mit Themen bespielt, kann das Interesse am eigenen Unternehmen steigern“, so Nor-bert Aschenbrenner. Das Format richtet
sich an Anfänger und Öffentlichkeitsarbei-ter in Unternehmen, die oft noch weitere Aufgaben haben. Erfahrenere Teilnehmer können vom zeitgemäßen Puls-Check ih-rer Arbeit und dem Austausch mit einem Profi profitieren. Sie tauschen Erfah-rungen aus und erwerben Wissen, das Sie für Ihre PR-Arbeit sofort umsetzen können. „Das neue Format des Clusters Neue Werkstoffe konzentriert sich auf die professionelle Kommunikation von Inno-vationen aus dem Materialbereich und berücksichtigt dabei die individuellen Anforderungen der Unternehmen in ihrer Presse- und Öffentlichkeitsarbeit“, so Ni-cola Socha, Cluster Neue Werkstoffe.
Weitere Informationen unter: http://www.bayern-innovativ.de/komm_material2017
Das neue Format des Clusters Neue Werkstoffe konzentriert sich auf die professionelle Kommunikati-on von Innovationen aus dem Materialbereich Bildquelle: sdecoret_124107349
Innovationskommunikation für die Materialbranche

8 Werkstoffe 1/2017
Strukturieren und Entschichten von Faserverbundbauteilen mittels Ultrakurzpuls-Laserstrahlung
Verbundwerkstoffe aus Glas- oder Kohle-fasern zeichnen sich durch ein geringes spezifisches Gewicht und herausragende mechanische Eigenschaften aus. Bereits heute werden faserverstärkte Bauteile er-folgreich in der industriellen Serienferti-gung verarbeitet. Das Material bringt zwar Einschränkungen im Bereich der Verar-beitungsprozesse mit sich, diese lassen sich jedoch durch die geschickte Nutzung von Laserprozessen ausgleichen.Nachdem die Faserverbundwerkstoffe in der Luft- und Raumfahrt bereits seit längerer Zeit zum Einsatz kommen, ha-ben sie ihren erfolgreichen Einzug auch in zahlreichen anderen Bereichen wie beispielsweise dem Automobilbau, der Medizintechnik oder der Baubranche ge-halten. Der Bedarf nach Materialien und Bearbeitungsverfahren wächst entspre-chend schnell.Die hochwertigen mechanischen Eigen-schaften von Faserverbundbauteilen resultieren aus einer belastungsange-passten Zusammensetzung aus Polymer-matrix und Fasern. Um das Matrixmate-rial oberflächennah zu entfernen, wurde am Fraunhofer-Institut für Lasertechnik ILT ein Verfahren entwickelt, mit dem es möglich ist, die äußeren Schichten der umgebenden Polymermatrix zu entfer-nen, ohne die darunterliegenden Fasern zu beschädigen.
Freilegen von Kohlefaserbau-teilen
Durch die Verwendung von ultrakurz gepulster Laserstrahlung lässt sich der zumeist aus Epoxidharz bestehende Ma-trixkunststoff orts- und tiefenselektiv be-arbeiten und sogar vollständig entfernen. Eine angepasste Prozessführung erlaubt eine Oberflächenbearbeitung derart,
dass die nachfolgenden Fasern keine Schädigung erfahren. »Dies gelingt durch eine ortsselektive Anpassung von Laser-leistung und Strahlführung.« erklärt Dipl.-Ing. Christian Hördemann, Wissenschaft-ler am Fraunhofer ILT. »Dabei lassen sich auch komplexe Geometrien und 3D Bauteile mit dem Laser bearbeiten.« Die Oberflächenbearbeitung ohne Störung der belastungsorientiert verarbeiteten Fasern ist insbesondere für die Luft- und Raumfahrt von großem Interesse.
Ungleiche Bauteile verbinden und Kunststoff-Bauteile um-weltfreundlich metallisieren
Ein mögliches Einsatzgebiet des neu-artigen Verfahrens ist die Vorbereitung einer festen Verbindung zwischen Ver-bundmaterialien und angrenzenden Bau-
teilen. Artungleiche Kunststoffe können in einem Folgeschritt direkt an die freige-legte Faserstruktur angespritzt werden, wobei sie die Fasern umgeben und form-schlüssig miteinander gefügt werden. Auch für nachfolgende Arbeitsschritte mittels Kleben eignet sich das Verfahren. Für bestimmte Anwendungen müssen CFK- und Kunststoff-Bauteile mit leitfä-higen Schichten versehen werden. Ge-meinsam mit dem Fraunhofer IST wurde das Verfahren so weiterentwickelt, dass Kunststoffbauteile ohne Verwendung von schädlichen Cr(VI)-Verbindungen mit einer haftfesten Kupferschicht versehen werden können. Auch eine Direktmetal-lisierung ist möglich. Anwendung findet das Verfahren für hochbelastete Anten-nenkörper aber auch zur Verchromung von dekorativen Leichtbauteilen.
Fraunhofer-Institut für Laser-technik ILT
Mit über 415 Mitarbeitern und mehr als 19.500 m² Nettogrundfläche zählt das Fraunhofer-Institut für Lasertechnik ILT weltweit zu den bedeutendsten Auf-tragsforschungs- und Entwicklungsinsti-tuten im Bereich Laserentwicklung und Laseranwendung. Unsere Kernkompe-tenzen umfassen die Entwicklung neuer Laserstrahlquellen und -komponenten, Lasermess- und Prüftechnik sowie Laser-fertigungstechnik. Hierzu zählt beispiels-weise das Schneiden, Abtragen, Bohren, Schweißen und Löten sowie das Ober-flächenvergüten, die Mikrofertigung und das Rapid Manufacturing.
Wissenswertes aus NRW
Bild 1: Freigelegte Faserstruktur ©Fraunhofer ILT, Aachen
Bild 2: Mittels Laser entschichtete Bauteile aus CFK ©Fraunhofer ILT, Aachen

8 Werkstoffe 1/2017
Die führende Rolle Nordrhein-Westfalens im Bereich der Nanotechnologie zeigte sich deutlich auf der international renom-mierten Veranstaltung: Am Nanostandort Münster diskutierte das Fachpublikum aus den Fachbereichen Nanomaterialien, Nanosicherheit, Nanoanalytik, Nanome-dizin, Nanoelektronik, Nanoenergie und organische Elektronik über Chancen, Ri-siken und Potenziale.Im Fokus der Konferenz standen die Themenfelder „Gesundheit“, „Elektro-nik“, „Neue Werkstoffe“, „Sicherheit und gesellschaftliche Akzeptanz“ und „Energie“. Erstmalig wurde eine Fach-session dem „Geschäftsmodell Nano-technologie“ gewidmet. Auch hier zeigten die Besucherzahlen deutlich, dass die Nanotechnologie schon lange den Weg von der Wissenschaft in die Anwendung gefunden hat. Eine Vielzahl spannender R&D-Projekte sowie Produkte und Dienst-leistungen wurden auch auf der umfang-reichen Ausstellung präsentiert. Hier standen neben der Demonstration vor allem der Gedankenaustausch und die Vernetzung im Fokus. Diesen essentiellen Elementen der Konferenz dienten auch die „Business Pitches“, in denen sich Un-ternehmen jeweils in 240-Sekunden-Prä-sentationen vorgestellt haben. Aber auch der wissenschaftliche Nachwuchs kam
auf seine Kosten – auf der über 110 Po-ster umfassenden Posterausstellung prä-sentierten viele Nachwuchswissenschaft-lerInnen ihre Forschungsergebnisse.Wo Wirtschaft und Wissenschaft zusam-menkommen, sind Förderprojekte nicht weit. Auf der Ausstellung wurden im Rah-men des Interreg Europe-Projekts „NMP-REG“ Stakeholder zum Thema Unter-nehmensgründung und -konsolidierung akquiriert, um mit Best-Practice-Erfah-rungsberichten speziell aus dem Bereich der Schlüsseltechnologien Startups zu unterstützen und so den Technologie-transfer zu verbessern. Auf der Abend-veranstaltung wurden die besten drei Aussteller prämiert. Unterstützt durch den Young Academics-Sponsor „nano-bay – NB GmbH“ wurden ebenfalls die besten drei Posteraussteller ausgezeich-net und alle Referenten und Teilnehmer der Posterausstellung haben im Rahmen der NMWP Young Academics die Chance, einen wissenschaftlichen Beitrag (Full Paper) zu ihrem Thema bei der Zeitschrift „Materials Today: Proceedings“ zu veröf-fentlichen.Im „Nano4School“-Bereich gab das MEx-Lab Physik der Westfälischen Wilhelms-Universität Münster über 80 Oberstu-fenschülerinnen und -schülern aus ganz NRW einen anschaulichen Einstieg in die
Nanoanalytik am Beispiel der Rasterson-denmikroskopie mittels eines funktions-fähigen Lego Mindstorm-Setups.Das Feedback der internationalen Besu-cher war durchweg positiv. Die Ausrich-tung wird künftig im Wechsel zwischen den Standorten Münster und Dortmund stattfinden.
Wissenswertes aus NRW
Die 7. NRW Nano-Konferenz setzt neue Maßstäbe
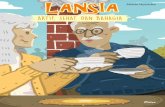
Beeindruckt von Qualität und Vielseitigkeit der Ausstellung der 7. NRW Nano-Konferenz waren (v.l.n.r.) Dr. Thomas Robbers (Geschäftsführer der Wirtschaftsförderung Münster GmbH), Markus Lewe (Oberbürgermeister der Stadt Münster), Svenja Schulze (Wissenschaftsmini-sterin des Landes Nordrhein-Westfalen), Hélène Chraye (Head of Unit "Advanced Materials and Nanotechnologies", Directorate General for Re-search and Innovation, European Commission, Brussels) und Dr.-Ing. Harald Cremer (Clusterma-nager NanoMikroWerkstoffePhotonik.NRW).
24.– 28. April 2017 ▪ Hannover ▪ Germanyhannovermesse.de
Das gesamte Spektrum der
Industrial Supply
Oberflächentechnik an einem Ort.
Jetzt neu:
SurfaceTechnology
Area auf der
Industrial Supply
in Halle 6

10 Werkstoffe 1/2017
Baden-Württemberg ist eine der führen-den Innovationsregionen Europas. Immer-hin 4,8 Prozent des Bruttoinlandsprodukts werden für Forschung und Entwicklung ausgegeben. Um diese Spitzenstellung zu halten, müssen Innovationspotenziale, auch bei kleinen und mittleren Unterneh-men stärker genutzt werden. Neue Inno-vationsmethoden müssen in der betrieb-lichen Praxis ankommen, hier stellt Open Innovation eine große Chance für die Un-ternehmen dar.Durch die Einbeziehung von Kunden, Lie-feranten, Forschungseinrichtungen und der gesamten Wissenscommunity kön-nen betriebliche Innovationsprozesse be-schleunigt, Innovationsrisiken gemindert
und bessere Innovationsergebnisse erzielt werden. Die Digitalisierung kann dabei neue und kostengünstige Möglichkeiten aufzeigen, um Open Innovation Strategien gewinnbringend umzusetzen.Für viele Global Players ist es inzwischen Standard, über Open Innovation das glo-bale Wissen für das eigene Unternehmen nutzbar zu machen. Aber auch im Mittel-stand gibt es bereits ein starkes und wach-sendes Interesse an Open Innovation. Nach dem Innovationsreport 2015/16 des Deutschen Industrie- und Handelskam-mertags haben 47 Prozent der befragten Unternehmen Open Innovation als wich-tige Innovationsstrategie der kommenden Monate genannt. Hier hat sich gezeigt,
dass sich auch kleine Betriebe mit weniger als 10 Mitarbeitern positive Impulse von Open Innovation erhoffen. Auf dem Open-Innovation Kongress 2017 werden von he-rausragende Experten Einsichten zu Open Innovation sowie der Bedeutung digitaler Techniken vermittelt. Innovationsmetho-den wie das Innovation Hacking, Innova-tion Labs und Makerspaces und Themen wie Crowdfunding, IT-Sicherheit und gei-stiges Eigentum werden vorgestellt. Veranstalter: Ministerium für Wirtschaft, Arbeit und Wohnungsbau Baden-Württ-emberg, Steinbeis 2i GmbH und Industrie- und Handelskammer Region Stuttgart.Kontakt: Olga Marschalek, [email protected]
Digitalisierung der Innovationsprozesse: Open Innovation-Kongress Baden-Württemberg, 3. April 2017 Stuttgart
Nachrichten aus dem Steinbeis Zentrum
Europas wichtigste Automatisierungs- und Mechatronikindustrien liegen in den Regionen Mitteleuropas. Diese Unterneh-men sind einerseits international aktiv und liefern ihre Produkte in alle Welt; die Vernetzung mit Forschungs- und Entwick-lungseinrichtungen hingegen ist meist lokal begrenzt. Der transnationale Tech-nologietransfer und die Umsetzung von Forschungsergebnissen in kommerzielle
Das EU-Projekt PHABLABS 4.0 kombi-niert zwei Trends in Bezug auf die Digi-talisierung der europäischen Industrie: Zum einen das wachsende Bewusstsein für Photonik als Schlüsseltechnologie und Innovationstreiber, zum anderen ein schnell wachsendes Netzwerk of-fener Werkstätten, die auf Computer-gesteuerte-Fertigung ausgerichtet sind und in denen praktisches Lernen unter Nutzung von Schlüsseltechnologien ein wesentlicher Bestandteil ist (sogenannte Fabrication Laboratories – Fablabs). Ziel von PHABLABS 4.0 ist es, die Photonik
Das Steinbeis-Europa-Zentrum hat im Oktober 2016 Dienstleistungen und Kompetenzen an seine 100 % Tochter, die Steinbeis 2i GmbH übergeben. Ge-schäftsführer sind Dr. Petra Püchner und
Produkte werden dadurch erschwert. Das EU-Projekt NUCLEi hat zum Ziel, ei-nen transnationalen Wissenspool zu schaffen, welcher Innovationen im Be-reich der Fertigung grenzüberschreitend unterstützt. Dabei werden insbesonde-re KMU beim Zugang zu internationa-len Forschungsergebnissen und bei der Umsetzung in marktgängige Produkte unterstützt. Der Fokus liegt auf der Auto-
dauerhaft in FabLabs und MakerLabs zu integrieren. Experten aus 13 euro-päischen Photonikeinrichtungen und MINT-orientierten Organisationen sowie FabLab Betreiber werden Workshops, Projekte und Toolkits entwickeln. Das Projekt richtet sich an Schülerinnen und Schüler, Studierende, junge Berufstätige und an Techniker. Die Aktivitäten werden in 14 bestehenden FabLabs getestet, um sie schließlich als bewährtes Modell in Europa zu nutzen. Die FabLabs werden das Design, Fertigung, Experimente und den Aufbau innovativer Systeme unter
Dr. Jonathan Loeffler. Steinbeis 2i ver-pflichtet sich den Themen Innovieren und Internationalisieren. So wird das Portfolio des Steinbeis-Europa-Zentrums erwei-tert, die Arbeit des Europabeauftragten
mobil- und Elektroindustrie sowie auf den Sektoren IT-, Robotik und mechanische Automatisierung. Das Projekt wird vom Programm INTERREG Mitteleuropa unter-stützt, das Steinbeis-Europa-Zentrum ist Partner, gemeinsam mit Partnern aus Ita-lien, Deutschland, Österreich, Polen, Slo-wakei und der Tschechischen Republik.Kontakt: Sarah Mortimer, [email protected]
Nutzung von Photonik stimulieren und Fähigkeiten für das 21. Jahrhundert aus-bilden. Ein weiteres Ziel ist eine bessere Qualifizierung der Arbeitskräfte und die Erhöhung der Innovationsfähigkeit der beteiligten Akteure und Regionen.Für das Frühjahr 2017 ist der Pilotwork-shop „Photonik trifft neue Strukturen“ geplant, zur Positionierung von Technolo-gien für optische Instrumente und Anwen-dungen, ebenso ein Challenger-Projekt im Bereich Solarenergie.Kontakt: Dr. Aude Pélisson-Schecker, [email protected]
ergänzt und das Engagement für die Un-ternehmen und Forschungseinrichtungen in Baden-Württemberg verstärkt.
Open Innovation für die mitteleuropäische Fertigungs- und Verarbeitungsindustrie
Photonik FabLabs treiben die Digitalisierung voran
Gründung der Steinbeis 2i GmbH – innovativ und international

Dichtungen GmbHGummi Kunststoffe Dichtungen
Sofortbedarf - Einzel- und Serienfertigung
keine Werkzeugkosten
Derchinger Str. 143 | 86165 AugsburgTel. 0821/74867-0 | Fax 0821/74867-99
[email protected] | www.jurima-gmbh.de
• Mit bis zu zwölf Eingängen(je nach Typ)
• Stromversorgung über die USB-Schnittstelle
• über einen Treiber eine virtuelle serielle Schnittstelle
• Fusstasteranschluss• USB-Kabel & Treiber im
Lieferumfang enthalten• Verschiedene Messmittel
unter einen Hut
BOBE Industrie-ElektronikSylbacher Str. 3, D-32791 Lage, Tel. 0 52 32/9 51 08-0, Fax 0 52 32/6 44 94eMail: [email protected],Internet: www.bobe-i-e.de
Die M-Box als USB-Interface für die Qualtitässicherung
Hält 20 mal länger* mit Hochleistungskeramik
* mindestens - Maschinenbauteile aus Keramik. Verschleißfest, magnetisch und elektrisch neutral. Mehr unter doceram.com
3D-Entspiegelungsspray
Heidgraben, Tel. 04122 922-0www.helling.de
Handjochmagnete
Heidgraben, Tel. 04122 922-0www.helling.de
Rissprüfmittel für PT + MT
Heidgraben, Tel. 04122 922-0www.helling.de
UV-Leuchten
Heidgraben, Tel. 04122 922-0www.helling.de
Technische KeramikSiemensstraße 2D-73095 AlbershausenTel. +49 (0) 71 61 / 93 82-0Fax +49 (0) 71 61 / 93 [email protected]
Besuchen Sie uns auch online www.werkstoffzeitschrift.de
Farbspritzen ohne SprühnebelFarbspritzen ohne SprühnebelFarbspritzen ohne SprühnebelFarbspritzen ohne SprühnebelFarbspritzen ohne SprühnebelFarbspritzen ohne SprühnebelFarbspritzen ohne SprühnebelFarbspritzen ohne SprühnebelFarbspritzen ohne SprühnebelFarbspritzen ohne SprühnebelFarbspritzen ohne SprühnebelFarbspritzen ohne SprühnebelFarbspritzen ohne SprühnebelFarbspritzen ohne SprühnebelFarbspritzen ohne Sprühnebel
®
Profi-Spritzpistole für jeden EinsatzWeitere Infos unterwww.metacap.deoder +49 (0)451 5820091

12 Werkstoffe 1/201712 Werkstoffe 1/2017
Die Klinke für den Fuß – gefertigt in Zinkdruckguss
Nachrichten der Initiative Zink
Wie viele Bakterien befinden sich auf ei-ner Türklinke? Das Online-Statistikportal Statista gibt Auskunft: 71.000. Und das auf einer Fläche von nur 10 Quadratzen-timetern. Eine Zahl, die bereits in Privat-haushalten oder beispielsweise bei der Benutzung öffentlicher Toiletten für ein ungutes Gefühl sorgt. Doch besonders in Krankenhäusern kann dieser hohe Bakterienanteil zur Gefahr werden, denn Krankheitserreger verbreiten sich über Türgriffe schnell unter den Patienten. Abhilfe schafft hier der Fußtüröffner von Metiba – ein weltweit einzigartiges und in über 60 Ländern patentiertes System. Das bei der Produktion zum Einsatz kom-mende Verfahren ist zum überwiegenden Teil Zinkdruckguss, weil es bei dem Fußtüröffner nicht zuletzt auf eine lange Haltbarkeit ankommt. Die Funktionsweise ist einfach: Am un-teren Ende der Tür befindet sich ein Pe-dalmechanismus, der über einen Seil-zug mit dem Schlosskasten verbunden ist. Wird er mit dem Fuß betätigt, öffnet sich die Tür und kann mit Schwung auf-gestoßen werden. „Das ist nicht nur in sensiblen Bereichen wie Krankenhäu-sern, Laboren, Arztpraxen und Senioren-heimen ein großer Vorteil, wo Hygiene eine wesentliche Rolle spielt. Auch wer mit vollen Händen im Büro, in der Schule oder zu Hause die Tür öffnen will, muss sich nicht mehr verrenken, sondern nutzt einfach den Fußtüröffner. Selbst barrie-refreies Bauen wird damit interessant“, erklärt Dieter Bartels von Metiba.Dieter Bartels war es auch, der im Herbst 2012 das Potenzial der Erfindung von Sascha Klein erkannte: Bei einer Veran-
staltung von HannoverImpuls lernte er den Tüftler kennen, analysierte die Idee, wog Risikofaktoren ab und entschloss sich, das System gemeinsam mit ihm zur Marktreife zu bringen. „Eine gute Idee macht nur 10 bis 15 Prozent der gesam-ten Konstruktionsphase aus“, so Bartels, „für die Realisierung mussten viele Pa-rameter bedacht und getestet werden. Dieser Prozess beginnt bei der Werkstoff-auswahl und der Entwicklung geeigneter Werkzeuge inklusiver verschiedener Te-steinbauten. Mit den hierbei gewonnenen Ergebnissen haben wir den Fußtüröffner immer weiter verfeinert und optimiert. Mittlerweile haben wir die ersten Exem-plare in Arztpraxen, Krankenhäusern und einer Schule installiert.“Anfangs bestand der Fußtüröffner aus vielen und zu komplizierten Komponen-ten, was ihn teuer in der Herstellung machte. Dieter Bartels: „Die Konse-quenz: Im Sommer 2014 haben wir die Konstruktion noch einmal komplett neu gedacht. Entscheidend daran mitgewirkt haben das Produktionstechnische Zen-trum der Universität Hannover und die Dipl.-Ing. Siegfried Müller Druckgießerei, Formen- und Werkzeugbau.“ Ziel war, ein robustes Bauteil mit ausgezeichneten mechanischen Eigenschaften zu entwi-ckeln – und Zinkdruckguss hat sich dafür als das geeignete Verfahren erwiesen: Er ermöglicht die schnelle Fertigung großer Stückzahlen aus einer Form, die extrem lange hält und eine gleichbleibende Qua-lität sicherstellt. Und damit können Teile mit komplizierter Formgebung – wie in diesem Fall unterschiedliche Wandstär-ken – gegossen werden.
Kontakt:Dr.-Ing. Sabina GrundINITIATIVE ZINK im Netzwerk der WirtschaftsVereinigung MetalleAm Bonneshof 5 40474 Düsseldorf Fon: 0211 47 96 166 Fax: 0211 47 96 25 166 E-Mail: [email protected] Internet: www.zink.de
Die Initiative Zink ist ein Zusam-menschluss von Zinklegierungs-herstellern, Zinkrecyclern, Halb-zeugproduzenten, Herstellern und Verarbeitern von Zinkverbindungen im Netzwerk der WirtschaftsVereini-gung Metalle. Sie ist Ansprechpart-ner für Behörden, Anwender und für die Presse in allen Fragen rund um das Zink. Die Initiative Zink hat ih-ren Sitz in Düsseldorf und arbeitet in enger Kooperation mit nationalen und internationalen Zinkverbänden.
Bitte eintreten: Ein Tritt aufs Pedal und die Tür lässt sich mühelos öffnen.
FachzeitschriftWERKSTOFFE in der Fertigung
Herausgeber und Verlag:HW-VerlagRumfordstraße 2, D-86415 MeringPostfach 60, D-86407 MeringTelefon 08233 32761Telefax 08233 32762E-Mail: [email protected]:Amira Malik, Anschrift des VerlagesVertrieb und Anzeigen-Koordination:Dipl. oec. Tea Malik, Anschrift des VerlagesErscheinen:zweimonatlich, jeweils am Monatsende
Bezugsmöglichkeit:Direkt beim Verlag
Gestaltung & Satz:ihoch3 verlag.werbeagentur gmbhJosef-Baumann-Str. 5, 86316 FriedbergTelefon 0821 796362-05Telefax 0821 796362-06E-Mail: [email protected]:deVega Medien GmbHAnwaltinger Straße 10, 86165 AugsburgTelefon 0821 50 211-0Telefax 0821 50 211-33E-Mail: [email protected]:Das Jahresabonnement kostet € 45,–zzgl. Versandspesen und MwSt.Bezugsbedingungen:Abonnements werden mit Beginn des Be-zugszeitraums berechnet, Kündigungen
müssen 6 Wochen vor Ende des Bezugs-zeitraums schriftlich vorliegen, andernfalls wird das Abonnement um ein volles Jahr verlängert. Adressenänderungen sind dem Verlag sofort bekannt zu geben. Störungen, entstanden durch höhere Gewalt, entbin-den den Verlag von seinen Verpflichtungen.Zahlungsmöglichkeit:Stadtsparkasse AugsburgBLZ 720 500 00, Konto-Nr. 5 17 71Postscheckkonto MünchenBLZ 700 100 80, Konto-Nr. 3 24 21 98 00Manuskripte:Für unverlangt eingesandte Manuskripte wird keine Gewähr übernommen. Bei Zu-schriften an die Redaktion wird das Ein-verständnis zum Abdruck vorausgesetzt. Bei Anfragen bitte Rückporto beilegen. Bei Annahme eines Beitrages sind wir auch be-rechtigt, anderweitig darüber zu verfügen.
IMPRESSUM

Werkstoffe 1/2017 13
Über 100 Teilnehmer hatten sich in Karls-ruhe getroffen, um sich beim diesjäh-rigen Kupfer-Symposium über Trends und Entwicklungen zu informieren, bei denen Kupfer und Kupferlegierungen im Fokus stehen. Zusammen mit dem Koopera-tionspartner KIT (Karlsruher Institut für Technologie) hatte das Deutsche Kupfer-institut auch in 2016 das Auditorium mit einem qualitativ hochwertigen Programm und namhaften Referenten begeistert. Dr. Christoph Nobel konnte sich zudem über den Kupfer-Innovationspreis freuen, der mit 2.500 Euro dotiert ist. Ausgezeichnet wurde Dr. Nobel für sei-ne Dissertations-Arbeit zur „Drehbear-beitung von bleiarmen Kupfer-Zink-Le-gierungen“, die er an der RWTH Aachen verfasst hatte. Eine Vielzahl an Bauteilen aus Kupfer (Cu) - Zink (Zn) - Legierungen wird in der Großserie mit Stückzahlen von mehreren hundert Millionen pro Jahr produziert. Den Cu-Zn-Legierungen wird zur Verbesserung der Zerspanbarkeit Blei hinzulegiert, sofern nicht spezifische technische Anforderungen an die Bauteil-funktionalität dessen Einsatz ausschlie-ßen. Aufgrund der umwelt- und gesund-heitsschädlichen Wirkung von Blei zielt die Gesetzgebung jedoch verstärkt auf ein Verbot dieses Elements in Kupfer-werkstoffen ab. Infolgedessen wurden in den vergangenen Jahren bleiarme (Pb < 0,2%) Cu-Zn-Legierungen für unter-schiedliche Anwendungsbereiche entwi-ckelt. In der Industrie ist die Zerspanung dieser Werkstoffe heutzutage durch eine deutlich geringere Produktivität, Prozess-sicherheit und Wirtschaftlichkeit im Ver-gleich zu bleihaltigen Cu-Zn-Legierungen charakterisiert.
Anwendungsorientierte Forschung
„In dieser Arbeit wurde auf Grundlage der geschilderten Ausgangssituation zu-nächst der Stand der Erkenntnisse zur Zerspanung von bleiarmen Cu-Zn-Legie-rungen analysiert“, erläuterte Nobel bei der Preisübergabe dem interessierten Publikum. „Hieraus wurde abgeleitet, dass der Einfluss der chemischen Zu-sammensetzung und des Werkstoffgefü-ges auf den Zerspanprozess bislang nicht systematisch untersucht wurde. Zudem fehlte grundlegendes, modellbasiertes Wissen zur Wirkung von Werkstoff-, Werk-zeug- und Prozessparametern auf den Zerspanprozess. Es war daher zunächst das Ziel dieser Arbeit, die grundlegenden Ursache-Wirkungs-Zusammenhänge und Wirkmechanismen bei der Zerspanung
Werkstofftagung gab Überblick über innovative Forschungsvorhaben rund um Kupferwerkstoffe
Nachrichten des Deutschen Kupferinstituts
von bleiarmen Cu-Zn-Legierungen sy-stematisch zu erforschen. Des Weiteren zielte die Arbeit darauf ab, die empirisch gewonnenen Erkenntnisse in Modellen zur Werkzeug- und Prozessauslegung für die Drehbearbeitung abzubilden. Dies ermöglicht dem Anwender in der Praxis eine modellgestützte Planung und Ausle-gung von Drehprozessen von bleiarmen Cu-Zn-Legierungen und schließlich eine Reduzierung der Fertigungskosten.“Die zweitägige Werkstofftagung selbst setzte in diesem Jahr ihren Schwerpunkt auf Themen wie „Systemgebundene Ma-terialeigenschaften“ mit Vorträgen zum Einsatz von Kupferwerkstoffen u.a. in Bordnetzen und „Hochleistungsfügever-fahren“, wobei z.B. das Magnetimpuls- bzw. das Laserstrahlschweißen anhand von praktischen Beispielen vorgestellt wurde. Aber auch Bereiche wie die Nano- und Oberflächentechnik mit Vorträgen zur Tribologie und Beschichtung sowie Fragen der Simulation und Modellierung wurden in den qualitativ hochwertigen Beiträgen erörtert. Vorträge zu den The-men Prozess- und Fertigungstechnik und Werkstoffdesign rundeten das Spek-trum ebenso ab wie eine begleitende Posterausstellung.
Kupferwerkstoffe prägen die technische Zukunft
Völlig neue Anwendungsbereiche eröff-nete den Veranstaltungsteilnehmern der Tagungsteil zum Thema „LED und Brennstoffzelle“. In seinem Vortrag „Wie Kupfer organische Leuchtdioden effizi-enter macht“ erläuterte Professor. Bräse vom KIT diesen Ansatz: „Seit einiger Zeit
liegt die Entwicklung von neuen, energie-sparenden Lösungen für den Beleuch-tungs- und Displaymarkt im Fokus von Forschungsaktivitäten in Unternehmen und an Universitäten. Organische Leucht-dioden (OLEDs) haben sich mittlerweile als innovative Lösung am Markt etabliert, jedoch besteht weiterhin ein großes For-schungs- und Entwicklungspotential. Kupferhaltige Leuchtstoffe, deren hohe Effizienz aus thermisch aktivierter ver-zögerter Fluoreszenz (TADF) stammt, können andere Metallkomplexe hier in Zukunft ablösen.“ Seine Präsentation verdeutlichte eindrucksvoll, was anwen-dungsorientierte Forschung zu leisten vermag.Wohin sich die Brennstoffzellentechnik entwickeln kann, zeigte ein Vortrag von Professor Greiner von der TU Bayreuth. Er diskutierte als vollkommen neues An-wendungsfeld den Einsatz verkupferter Polymerschwämme als Elektroden in mikrobiellen Brennstoffzellen. Greiner dazu: „Polymer-Kupfer-Komposite bieten auf Grund der Kombination von Polyme-reigenschaften mit den metallischen Ei-genschaften des Kupfers ganz besonders vielfältige Möglichkeiten für neuartige An-wendungen.“ Schon jetzt steht der Termin für das Kup-fer-Symposium 2017 fest: Zusammen mit der Hochschule Esslingen lädt das Deut-sche Kupferinstitut am 8. und 9. Novem-ber 2017 zur nächsten Werkstofftagung ein. Wer sich mit einem Beitrag oder einem Poster beteiligen möchte, kann schon jetzt ein entsprechendes Abstract unter [email protected] einreichen.
Dr. Michael Köhler, Vorsitzender des Industrieausschusses des Deutschen Kupferinstituts, überreicht Dr. Christoph Nobel den diesjährigen Förderpreis. Bild: Kammer

14 Werkstoffe 1/2017
Mit seinem Prinzip, Werkzeuge, ähn-lich wie in Apothekerschränken, in Ver-tikalauszügen zu lagern, hat sich der in Dossenheim bei Heidelberg ansässige Betriebseinrichter Apfel mit seinen WKS Werkzeugschränken schon vor etlichen Jahren in der metallverabeitenden In-dustrie etabliert. Der vermehrten kun-denseitigen Nachfrage nach höheren Kapazitäten und dem Wunsch nach einer automatisierten, kontrollierten Teileaus-gabe entsprechend, wurde 2013 mit den LT Lagertürmen die nächste Generation platzsparender und effektiver Bevorra-tung auf der Basis eines Liftsystems mit übereinander gestapelten Tablaren vor-gestellt.Erstmals wird Apfel zur diesjährigen Lo-giMAT in Stuttgart nun auch eine eigen-entwickelte, bedienerfreundliche Soft-ware zur bewährten Hardware vorstellen. Dem Ursprungsgedanken, mittels durch-dachter Technik und Methodik unnütze und teure Nebenzeiten und Laufwege zu vermeiden, folgend, geht man nun den nächsten Schritt in Richtung moderner Betriebslogistik.Mit einer digital vernetzten, intelligenten Ansteuerung per Smartphone macht Ap-fel den Lagerturm zur vollautomatisier-ten, zeiteffizienten Warenausgabe, die dem Bediener jegliches Suchen erspart und ihm die gewünschten Teile schon im Voraus bereitstellt. Optional sind über Ti-melines mehrere Artikelanforderungen in Serienschaltung hintereinander abrufbar, um unnütze Eingabe- und Wartephasen zu vermeiden. Eine integrierte Digitalka-mera erfasst hierbei jeden Verfahrvor-gang – so ist der aktuelle Ladezustand jedes einzelnen Tablars überall und je-derzeit nachzuvollziehen.Da anhand der technischen Möglich-keiten der Weg zur Integration in ein kundenspezifisches ERP-System nur eine logische Konsequenz darstellt, bietet
Apfel mit seinem hauseigenen Entwick-lerteam auch hier zahlreiche Optionen zum Lager- und Ausgabecontrolling, zur Warenwirtschaft oder zur Vernetzung mit individuellen Betriebsabläufen. Wurden Industrielifte bislang fast ausschließlich als konventionelle Speichereinheiten benutzt, sind die betriebstechnischen Möglichkeiten, die sich durch eine durch-dachte Einbindung in die Arbeitsprozesse ergeben, fast unbegrenzt.Auch die Lagertürme selbst können aufgrund der modularen Bauweise in individuelle Arbeitsprozesse integriert, aufgestockt und mit mehreren Bedien-öffnungen auf der Vorder- wie auf der Rückseite ausgestattet werden. Mit einer zusätzlichen Isolierung sind sie sogar außerhalb von Gebäuden installierbar. So lassen sich optimal auf den Betriebs-zweck und die räumlichen Gegebenheiten angepasste Konfigurationen realisieren, die den Lagerturm zu weit mehr als zu einem simplen Bevorratungssystem ma-chen. Der Lagerturm wird z.B. zum zen-tralen Warenlager auf das in mehrerern Stockwerken zugegriffen werden kann, er dient als Pufferspeicher für die auto-matisierte Produktion mit Robotern oder für die Vorratshaltung innerhalb einer Produktionskette mit mehreren Verarbei-tungsschritten.Das „Ware zur Person“-Prinzip des Apfel LT stellt die Produkte in einer ergono-misch angenehmen Arbeitshöhe bereit, so dass der Arbeitsaufwand minimiert und die Arbeitssicherheit erhöht wird. Die Bevorratung in einem Lagerturm funktio-niert wie bei einem Tablettwagen in einem Selbstbedienungsrestaurant. Durch die hochverdichtete, vertikale Stapelung auf Schienen können viele Tablare auf einer geringen Standfläche untergebracht wer-den. Der Lagerturm organisiert dabei die Unterbringung des Lagerguts vollkommen selbstständig, Überlasten oder Fehlpositi-onierungen werden durch das intelligente System ausgeschlossen. Die durch spe-zielle Einrichtungskomponenten an die Produktionsabläufe angepasste Tablar-belegung vermindert zusätzlich die Zahl der Verfahrvorgänge und die damit ver-bundenen Zugriffszeiten.Gerade bei der Ausstattung der Tablare besticht die Vielzahl an Komponenten für eine saubere, sichere und schonende Bevorratung verschiedenster Lagergüter. Angefangen vom Lagerkasten aus Me-tall oder Kunststoff, über Lagerwannen und Schlitzrasterrahmen mit werkzeug-los verstellbaren Trennblechen, bis hin zu speziell gefertigten Werkzeugträgern für Gewerke wie Stanzen, Abkanten oder Zerspanen – die Produktpalette bietet für
nahezu alle Einsatzbereiche ausgereiftes und funktionelles Zubehör.Die präzise gefalzten, einzeln heraus-nehmbaren Apfel LK Lagerkästen organi-sieren Tablare bis ins kleinste Detail. Ob aus solidem Stahlblech oder gewichts-sparendem Aluminium gefertigt – Metall-Lagerkästen sorgen mit ihrer geringen Wandstärke für die optimale Raumnut-zung. Alle Lagerkästen von 100 bis 400 mm Breite und Tiefe sind je nach ge-wünschter Füllmenge in Standardhöhen von 50, 75 und 100 mm erhältlich.Auch die neu in die Produktpalette auf-genommenen KEK Kunststoffbehälter sind exakt auf die Tablarmaße der La-gertürme abgestimmt, die vier Größen sind jeweils in Breite und Länge mitei-nander kombinierbar und so bestens für die individuelle Einteilung geeignet. Aus schlagfestem und lebensmittelgeeig-netem Polypropylen (PP) hergestellt und mit röhrenförmigen Ecken versehen, las-sen sie sich leicht und sicher stapeln und erlauben extreme Traglasten (z.B. 650 kg Auflast für KEK 4030). Sie sind in den Größen 150 t x 100 b x 80 h, 200 t x 150 b x 125 h, 300 t x 200 b x 160 h und 400 t x 300 b x 210 h in zahlreichen Farben, optional auch mit eingearbeitetem Fir-menlogo, lieferbar. Durch die Euronorm-Abmessungen passen die KEK Lager-kästen auch exakt in die Vertikalauszüge der Apfel Schrankserien WKS und VLS.
Zur Logistikmesse LogiMAT päsentiert Apfel seine Produkte live vom 14. bis 16. März 2017 in Stuttgart am Eingang Ost, Stand EO81.
Industrie 4.0 – mobil für die Hosentasche
Industrie 4.0 – mobil für die Hosentasche
Apfel KEK Kunststoffbehälter im Euronorm-Maß – in Länge und Breite miteinander kombinierbar
Apfel GmbH

Werkstoffe 1/2017 1514 Werkstoffe 1/2017
Detektierbare Allplastik-Blitzbinder® Beutelverschlüsse für mehr Sicherheit in der Produktion In vielen Branchen sind kleine Fehler bei der Produktion nicht weiter tragisch. Oft nicht mehr als Schönheitsfehler. In der Lebensmittelproduktion oder der Medi-zintechnik aber dürfen sie nicht vorkom-men, da sie weitreichende Folgen verur-sachen.Hier gelten Hygienevorschriften und Ver-unreinigungen aller Art müssen ausge-schlossen werden. Denn zu Recht ist die Empörung beim Verbraucher groß, wenn auch nur eine „Kleinigkeit“ nicht den Re-geln entspricht.
Detektierbare Allplastik-Blitz-binder® mit Sicherheitspaket
Die detektierbaren Allplastik-Blitzbinder® bieten:• Sicherheit vor Rückständen• Sicherheit vor Imageschäden• Sicherheit vor unkalkulierbaren Folge-
kosten
In Lebensmitteln zuverlässig detektierbar
Die Allplastik-Blitzbinder® sind wider-standsfähig und belastbar. Doch jedes Material erreicht irgendwann sein Life-Cycle-Ende. Es kann spröde werden und Bruchstücke oder Splitter können in die Lebensmittel gelangen.Was bei herkömmlichen Kunststoffpro-dukten katastrophale Folgen nach sich ziehen würde, stellt mit den detektier-baren Blitzbindern® kein Problem dar.
Erkennbar in Metalldetektoren und mit Röntgenstrahlen
Diese Allplastik-Blitzbinder® werden von Metalldetektoren und Röntgenstrahlen zuverlässig erkannt. Handelsübliche Ge-räte spüren im Rahmen standardisierter
Prozesse Materialreste zuverlässig auf. Dadurch gelangen keine belasteten Pro-dukte in den Handel und die Gefahr von hohen Folgekosten durch Rückrufe und Imageverlusten werden minimiert.
Zusätzliche Sicherheit durch Know-how
Unsere Allplastik-Blitzbinder® sind opti-mal auf die Funktionsweise der meistver-breiteten Metalldetektoren abgestimmt. Das Zusammenspiel von Material und Detektoren verschafft eine beruhigende
Verlässlichkeit. Im Zweifel bieten wir eine individuelle Beratung, welche Kombina-tion aus Produkt und Detektoreneinstel-lung für Ihre spezifische Anwendung die besten Ergebnisse erreicht.Die detektierbaren Allplastik-Blitzbinder® besitzen einen Spezialverschluss, der in Verbindung mit einem Rundprofil höchste Festigkeit und absolute Verschlusssicher-heit garantiert und ohne Werkzeug wie-der öffenbar ist. Der Doppelverschluss der Allplastik-Blitzbinder® erlaubt über seine Verschlusswirkung hinaus auch die Bildung einer Aufhängeschlaufe.
Württembergische Allplastik
In den frühen fünfziger Jahren des 20. Jahrhunderts hatte der Unternehmensgründer Dipl.-lng. Otto Lef-naer eine revolutionäre Idee: Ein Verschlusssystem, das rasch und unkompliziert zu handhaben ist und trotzdem über ein enormes Maß an Stabilität verfügt. Der Blitzbinder® war erfunden. 1953 erfolgte die Firmengründung der Württembergischen Allplastik GmbH® durch Otto Lefnaer in Stuttgart, seither wird das Unternehmen familiengeführt. Im Jahr 1992 verlagerte die Firma ihren Sitz nach Herrenberg, um dort ihre Produktionsanlagen zu vergrößern. Mit Gründung der Geschäftspräsenz in USA/Chicago verstärkte Allplastik im Jahr 2006 sein Engagement auf dem amerikanischen Markt und baute die Absatzmärkte in Europa, USA und Kanada weiter aus. 2012 entwickelt Allplastik den detektierbaren Blitzbinder®. Dieses FDA- und EUR 10/2011-konforme Sortiment wird mit einer innovativen Materialmischung produziert, die das Detektieren dieser Produkte, z B. in der Lebensmittelindustrie ermöglichen. Von 1953 bis 2015 wur-den mehr als drei Milliarden Blitzbinder produziert. Heute findet man die Produkte von Allplastik made in Germany in aller Welt.
Qualität verbindet. Als ISO 9001:2008 zertifiziertes Unternehmen steht Allplastik für hochwertige Rohstoffe, hohe Produktqua-lität, schnelle Produktverfügbarkeit und zuverlässige Lieferung. Zusätzlich zeichnen kurze Lieferzeiten und ein hohes Maß an Flexibilität im Hinblick auf individuelle Kundenwünsche das Unternehmen aus. Die Allplastik-Blitzbinder® werden aus Polyethylen mit einem Spezialverschluss produziert, der in Verbindung mit einem Rundprofil höchste Festigkeit und absolute Verschlusssicherheit garantiert und zudem wieder-öffenbar ist. Die detektierbaren Allplastik-Blitzbinder® bestehen aus einem hochwertigen Basiskunststoff, dem metallische Füllstoffe beigemischt werden. Diese Metallbestandteile sorgen für die Erkennbarkeit in Detektoren, die das Auffinden selbst kleinster Bruchstücke dieser Produkte ermöglicht. (Konform mit den FDA-Anforderungen sowie der Richtlinie 2000/72/EG und der Verordnung (EU) Nr. 10/2011). Die All-plastik-Kabelbinder® werden aus hochwertigem Polyamid 6.6 hergestellt und besitzen einen patentierten Membranverschluss, der das Wiederöffnen auch bei hoher Zugkraft verhindert.

16 Werkstoffe 1/2017
Qualitätssicherung von Faserverbundwerkstoffen in der Fertigung mit Zerstörungsfreien Prüfverfahren
Thema: Qualitätssicherung
Eine moderne Qualitätssicherung von Werkstoffen in der Fertigung ist heute ohne den Einsatz von modernen zerstö-rungsfreien Prüftechniken undenkbar. Dabei können insbesondere bildgebende Verfahren verwendet werden, um De-fekte in einzelnen Bauteilen aufzufinden und Qualitätsmängel frühzeitig zu ver-meiden. Am Beispiel von modernen Fa-serkunststoffverbundbauteilen, wie sie aktuell in den Bereichen Automotive und Aeronautik eingesetzt werden, sollen die Möglichkeiten aber auch die Grenzen des Prüfmethodeneinsatzes erläutert wer-den. Im ersten Teil werden zunächst die verschiedenen Verfahren dargestellt und im zweiten Teil folgt eine Beschreibung, wie Prüfmethoden in der Fertigung effizi-ent eingesetzt werden können.
Teil 1: Überblick über Zerstö-rungsfreie Prüfverfahren
Generell lassen sich zerstörungsfreie Prüftechniken nach ihren Einsatzgebie-ten in Verfahren zur Qualitätssicherung (beispielsweise bei der Fertigung oder kurz danach), zur Inspektion (also im Betrieb) und zur Dauerüberwachung un-terscheiden. Aber auch bereits vor der Produktionsphase erfolgt deren Anwen-dung bei der Entwicklung von Bauteilen und Produkten. Die im Folgenden vorge-stellten Verfahren für die Zerstörungs-freie Prüfung (ZfP) von Bauteilen aus Faser-Werkstoff-Verbunden können in der Regel in allen genannten Bereichen eingesetzt werden. Die Auswahl der ge-eigneten Technik hängt dabei vom Feh-lertyp ab (siehe Teil 2). Defekte können beispielsweise auf einem mangelhaften Herstellungsprozess beruhen und zu einer Fehllagerung von Faserbündeln (sogenannte Ondulationen oder Faser-welligkeit) bzw. zu trockenen Laminaten oder einer erhöhten Porosität führen. Es ist zudem nicht ausgeschlossen, dass be-reits geschädigte Bauteile (Schlagschä-den, gerissene Bauteile, Bauteile mit
Delaminationen) verbaut werden. Neben der Einzelprüfung (Stichprobe) von Halb-zeugen und Bauteilkomponenten können ZfP-Verfahren auch bei komplexeren Pro-duktionsprozessen eingesetzt werden, z.B. bei der automatisierten Produkther-stellung von industriellen Massengütern (Fließbandfertigung). Man spricht dann von einer Inline-Prüfung. Einen zusätzlichen Gewinn bieten ZfP-Verfahren, mit denen der Produktions-prozess optimiert werden kann, z.B. durch eine zeitliche Optimierung der einzelnen Produktionsschritte. Im Faser-verbundbereich sind hierfür Beispiele die automatisierte Fertigung von Bau-teilen und insbesondere der zeitlich op-timierte Aushärtevorgang von Formtei-len. Dieser Prozess kann u. a. durch die Anwendung von Ultraschalltechniken so kontrolliert werden, dass der optimale Zeitpunkt durch beispielsweise das Er-reichen einer bestimmten Wellenausbrei-tungsgeschwindigkeit oder eines Elas- tizitätsmoduls bestimmt werden kann. So können zwei Aufgaben gleichzeitig er-füllt werden: Qualitätssicherung und Fer- tigungsoptimierung. Generell gibt es eine schwer überschaubare Anzahl an zerstö-rungsfreien Prüfverfahren. Bereits die Sortierung dieser Verfahren ist problema-tisch. Sie können nach den zugrundelie-genden physikalischen Messprinzipien (Messgrößen: Wellen, Felder, Effekte) oder nach Anwendungsklassen eingeteilt werden. Tabelle 1 zeigt ein Beispiel für eine Einteilung und benennt exempla-risch einige gängige Prüftechniken. Dabei sind einfachere Techniken (wie visuelle Sortierverfahren oder Oberflächenana-lyseverfahren bzw. Mikroskopie) ebenso weggelassen worden, wie minimalinva-sive Verfahren (Härteprüfung) oder Tech-niken, bei denen eine Bauteilprobe ge-nommen werden muss.
Berührende und kontaktfreie VerfahrenWeitere Unterteilungen von ZfP-Tech-niken lassen sich problemlos finden. So
kann man Verfahren unterscheiden, die die Ankopplung des Sensors oder des Prüfgerätes ans Bauteil erfordern. Die konventionelle Ultraschalltechnik sowie Phased-Array-Techniken (s.u.) gehören zu diesen Verfahren, da der Sensor bzw. das Sensorarray über z.B. Wasser an die Bauteiloberfläche angekoppelt werden muss. Andere Verfahren ermöglichen eine kontaktfreie Messung, was in der Regel mit einem Geschwindigkeitsvorteil verbunden ist. Dies ist insbesondere bei der Auswahl des Messverfahrens u.a. für die Inline-Prüfung zu berücksichtigen, da der Einsatz von zeitlich und finanziell auf-wändigen Prüftechniken bei Massenpro-dukten oft nicht in Frage kommt. Sofern dies möglich ist, wird deswegen auch bei etablierten Techniken untersucht, ob sie berührungsfrei eingesetzt werden kön-nen, wie z.B. bei Luftultraschall. Andere Verfahren wie die Thermographie (s.u.), Shearographie oder Laservibrometrie werden seit längerer Zeit als kontaktfreie Verfahren in der Praxis eingesetzt. Kon-taktfreie Prüftechniken können automati-siert bzw. robotergestützt eingesetzt wer-den, was Zeit und Kosten spart.
Abb.1: Kontaktfreie Luftultraschallprüfung eines Bauteils aus Kohlefaserverbundwerkstoffen (CFK).
UltraschallDas Ultraschallverfahren ist seit lan-gem u.a. in der Medizintechnik und der Schweißnahtprüfung etabliert und kann in Reflexion oder in Transmission eingesetzt werden. Die Anwendung an Faserverbundwerkstoffen ist dabei pro-blematisch, weil einerseits die starke Anisotropie quantitative Messungen er-schweren kann und die Ankopplung der Sensoren (s.o.) zeitaufwändig ist. Zudem erhöhen Bauteilheterogenitäten im Ul-traschallbild das Rauschen. Um dieses zu vermindern, werden bei modernen Ul-traschallgeräten Arraysensoren verwen-det, die aus mehreren Einzelschwingern aufgebaut sind (Abb. 2). Dies ermöglicht z.B. die „Ausleuchtung“ eines Bauteils auch von tieferen Bauteilbereichen und aus unterschiedlichen Schallwinkeln. Al-gorithmen, die aus vielen solcher Mes-sungen durch Rekonstruktion ein Abbild
Tab. 1: Beispiel für eine Einteilung von ZfP-Techniken nach physikalischen Kriterien:
Verfahrensklassen und Beispiele für Techniken (Auswahl)Visuelle Prüfung (Endoskopie)Radiografische Verfahren (Computertomografie, Laminografie)Akustische Verfahren (Ultraschall, Lokale Akustische Resonanzspektroskopie, Schwingungs- und Modalanalyse, Schallemissionsanalyse)Elektromagnetische Wellen / Felder (Infrarotthermografie, Mikrowellen, Terahertz, Wirbelstrom)Optische Prüfung (Lasertriangulation, Shearografie, Digital image correlation)Sonstige Verfahren (Magnetpulver-Prüfung, Farbeindringverfahren, etc.)

Werkstoffe 1/2017 17
Thema: Qualitätssicherung
putertechnik auch Simulationsverfahren im materialwissenschaftlichen Bereich eingesetzt. Es wurden für die Untersu-chung der Lasteinwirkung und der Reakti-on eines Bauteils darauf unterschiedliche Verfahren entwickelt, wie beispielsweise die Finite-Elemente-Methode, Finite-Dif-ferenzen oder Randelement-Methoden. Im Idealfall kann so in raumzeitlicher Dar-stellung die Schädigungsentstehung und -ausbreitung in einem Bauteil vorausge-sagt werden. Vergleichsweise neu ist die Simulation auch der Anwendung von ZfP-Techniken selbst. Ziel ist dabei einerseits, die messtechnische Streuung besser be-werten zu können und so die Interpreta-tion der Messergebnisse eindeutiger zu gestalten. Zudem kann noch vor einer Messung geprüft werden, ob mit einem bestimmten Messgerät ein bestimmter Defekttyp (beispielsweise eine schlechte Klebverbindung wie in Abb. 4) detektiert werden kann oder nicht. Jedoch können Simulationstechniken auch eingesetzt werden, um den Messaufwand zu mini-mieren und die Messanordnung sowie die Wahl der Sensorik zu optimieren. Beispielsweise lässt sich vorhersagen, welches die günstigste Platzierung eines Sensors wäre, um einen bestimmten De-fekt detektieren zu können oder mit wel-cher Prüffrequenz zu messen ist. Dabei können Simulationsverfahren helfen, den Personal- und Geräteaufwand zu optimie-ren.Man könnte die Beschreibung modernen Prüftechniken noch um viele weitere Bei-spiele ergänzen. Einen Überblick über viele ZfP-Techniken kann man sich im ZfP-Wiki (LINK) des Lehrstuhls für Zer-störungsfreie Prüfung der TU München verschaffen. Entscheidend bei der Konzepterstellung für eine moderne Qualitätssicherung ist, die Problemstellung vor einem Einsatz möglichst genau zu fassen, um Messge-räte und Auswerteverfahren zielgerichtet einsetzen zu können. Wie diese Auswahl anhand weniger einfacher Kriterien erfol-gen kann und wie ein effizienter Messein-satz zu gestalten ist, wird im zweiten Teil des Artikels beschrieben.
Autor: Christian Große, TU München
grafie. Generell ist die IRT jedoch eher für die Detektion von oberflächennahen Defekten geeignet.
Radiografische VerfahrenMit radiografischen Verfahren wird der Dichtekontrast in Bauteilen analysiert (siehe Abb. 4 b und e). Sie stellen eine besondere Klasse von Prüfverfahren dar, da ihre Anwendung nicht unproblema-tisch für den Prüfer und die Umgebung ist. Zudem ist die Anwendung der radio-grafischen Computertomografie (CT) oft kostspielig und zeitaufwändig. Aufgrund der Leistungsfähigkeit des Verfahrens gilt die CT unter den Prüfverfahren für viele Einsatzgebiete als „Goldstandard“, mit dem sich beispielsweise andere Ver-fahren qualifizieren lassen. In der Mas-senfertigung ist das Verfahren noch sel-ten anzutreffen, jedoch wird intensiv an robotergestützten Techniken geforscht, die einen automatisierten und effizienten Einsatz ermöglichen sollen. Längst sind auch nicht nur kleine Objekte untersuch-bar. So ist es möglich, sogar komplette Fahrzeuge in einem Computertomografen zu analysieren. Trotzdem sind Strahlen-schutz, Eindringtiefe und Kostenaufwand nach wie vor limitierende Faktoren für den Routineeinsatz der CT.
Verfahrenskombination und Simulation Insbesondere für komplexe Bauteile wie Komposite ist der Einsatz von mehreren ZfP-Techniken am selben Bauteil von Vor-teil. Dadurch lässt sich die Messunsicher-heit verringern und u. U. die Effizienz er-höhen. Manche Fehlertypen lassen sich zudem nur mit einem bestimmten Verfah-ren finden. Abb. 4 zeigt als Beispiel die Er-gebnisse an einer CFK-Probe, bei der eine Klebverbindung mit Ultraschall, Thermo-graphie und radiographischer Computer-Tomographie (CT) untersucht wurde. Da alle drei Techniken auf unterschiedlichen physikalischen Wirkprinzipien beruhen, werden auch verschiedene Materialpara-meter „gesehen“. Die Kombination dieser Daten ergibt ein vollständigeres Bild vom Zustand der Probe als die Messung nur mit einem Verfahren.Seit Mitte des letzten Jahrhunderts wer-den mit zunehmender Nutzung der Com-
des Bauteilinneren generieren, werden als Phased-Array Technique, Synthetic Aperture Focusing Technique oder als Migration bezeichnet. Ultraschallabbil-dungsverfahren mit Hilfe dieser Mess- und Auswertetechniken sind bildgebend und ermöglichen eine direkte Zuordnung eines Defektbereichs zu einer Prüfstelle bzw. einer Bauteiltiefe. Fehlstellen, die kleiner als die verwendete Prüffrequenz (Wellenlänge) sind, lassen sich jedoch nicht auflösen. Problematischer ist in vielen Fällen der Zeitaufwand durch An-kopplung der Prüfsensoren. Aktuell wer-den leistungsfähige luftgekoppelte Ultra-schalltechniken entwickelt (Abb. 1), mit denen die Bauteilprüfung mit Ultraschall wesentlich beschleunigt wird.
Abb.2: Ultraschall-Phased-Array-Prüfung der Tragfläche eines Sportflugzeugs (Foto: Bachmai-er, TUM).
InfrarotthermografieAuch die Infrarotthermografie (IRT) ist ein bildgebendes Verfahren, wobei man pas-sive und aktive Techniken unterscheidet. Aufwändiger aber leistungsfähiger sind dabei aktive Techniken bei denen Strah-ler die Bauteiloberfläche (u.U. in Sekun-den) aufheizen und so eine Wärmewelle einleiten (Abb. 3). Der Wärmefluss im Bauteil wird durch Defekte gestört, was sich durch eine im infraroten Wellenlän-genbereich empfindliche Thermogra-fiekamera aufzeichnen lässt. Mit einer sinusförmigen Lichtmodulation (Lock-In-Thermografie) können Wärmewellen mit unterschiedlicher Frequenz und Ein-dringtiefe erzeugt werden, wodurch eine gewisse Tiefenauflösung erreicht wird. Lichtmodulationsverfahren sind aller-dings zeitintensiver als die Blitz-Thermo-
Abb.3: Prüfung einer Motorhaube aus CFK mit der aktiven Thermografie (Foto: Bachmaier, TUM)
Abb. 4: a) und d) zeigen einen Ultraschall-A-, B- und C-Scan einer Klebeprobe mit einer Luftblase (Pha-sed-Array-Messung). b) und e) zeigen CT-Referenzaufnahmen und c) eine Aufnahme einer optischen Lockin-Thermographiemessung [Quelle: Grager 2013].

18 Werkstoffe 1/2017
Neue Plasmaversiegelung sichert Hybridverbunde im Spritzgussprozess
Thema: Hybridtechnik
Die Grenzfläche zwischen Kunststoff und Metall ist ein Risikofaktor, der Spritz-gussherstellern bei der Produktion von Hybridbauteilen immer wieder Kopfzer-brechen bereitet. Insbesondere korrosive Medien können im Laufe der Zeit über die Grenzfläche in das Bauteil eindrin-gen und zu dessen Schädigung oder gar Delamination führen (Bild 1). Die Praxis zeigt, dass auch ein ursprünglich dich-ter Verbundspritzguss nach einiger Zeit undicht werden kann und in Folge sein Zusammenhalt und die Funktion der Bau-teile nicht mehr gegeben sind. Das vor-zeitige Haftungsversagen beruht in vielen Fällen auf einer Feuchtigkeitsaufnahme in Kombination mit Sauerstoff, die eine Unterwanderung der Grenzfläche mit sich bringt.Für dieses Problem eine sichere Indus-trielösung zu finden, war das Ziel der Systempartner Plasmatreat und Akro-Plastik. Dem Plasmaspezialisten und dem Kunststoffhersteller gelang es nach zweijähriger Forschungsarbeit, ein Ver-fahren mit dem Namen Plasma-SealTight zu entwickeln, bei dem die Zusammen-setzung einer im Atmosphärendruck er-zeugten plasmapolymeren anti-korrosiv wirkenden Schicht, die Rezeptur der Kunststoff-Compounds und die Prozes-sparameter so aufeinander abgestimmt wurden, dass ein langzeitstabiler medi-endichter Verbund des Spritzgussbauteils entsteht.
Plasmabeschichtung ohne Vakuum
Die PlasmaPlus-Düsentechnologie, die als Basis für dieses neue Versiege-lungsverfahren dient, wurde vor rund zehn Jahren von Plasmatreat und dem Fraunhofer-Institut für Fertigungstech-nik und Angewandte Materialforschung IFAM, Bremen, entwickelt. Basierend auf der von dem Plasmaunternehmen bereits 1995 entwickelten Openair-Plasma-Dü-sentechnik zur Feinstreinigung und Akti-vierung von Materialoberflächen, können mit ihr funktionale Dünnschichten an-statt im Niederdruck, d.h. in einer sepa-raten und kostenaufwendigen Vakuum-kammer, unter Atmosphärendruck und damit unter ganz normalen Produktions-bedingungen inline oder extern erzeugt werden. Das Verfahren ist prozesssicher und hundertprozentig reproduzierbar. Der trockene, umweltfreundliche Prozess ersetzt die bei der Hybrid- Spritzgießen häufig angewandten Reinigungs- und Primerverfahren. Arbeitsschritte wie Zwi-schenlagerung oder Trocknungsprozesse entfallen komplett, die Bauteile können sofort nach ihrer Beschichtung weiterver-arbeitet werden.
Mehrfachfunktion
Von den chemischen Eigenschaften einer Grenzflächenschicht zwischen zwei un-
gleichen Materialien wird verlangt, dass sie eine simultane Verbindung zwischen den unterschiedlichen Stoffen herstellen. PlasmaPlus ist ein chemisch-physika-lisches Verfahren, das durch Schichtab-scheidung im Atmosphärendruck-Plas-ma die stoffschlüssige Verbindung der verschiedenen Materialien bewirkt. Die Schicht verbindet sich auf molekularer Ebene mit dem Metall und gewährleistet im Verbund mit den angepassten Kunst-stoffcompounds eine so hohe Haftung und Dichtigkeit, dass sie gleichzeitig die Funktion einer Antikorrosionsschicht übernimmt.Zur Erzeugung einer Schicht wird dem Plasma ein Präkursor in Form einer silizi-umorganischen Verbindung beigemischt. Durch die hochenergetische Anregung im Plasma wird diese Verbindung frag-mentiert und scheidet sich auf einer Oberfläche als glasartige Schicht ab. Die chemische Zusammensetzung kann je nach Anwendungsfall variiert werden, um auf den unterschiedlichen Materialien die jeweils besten Funktionalisierungs-resultate zu erzielen. Ein weiterer Vorteil des Prozesses ist seine hohe Flexibilität. Insbesondere die Schichtstärke und die Prozessgeschwindigkeit können genau auf eine bestimmte Korrosionsschutzwir-kung abgestimmt werden. Gegenüber an-deren Beschichtungstechniken liegt ein ganz besondere Vorteil des Verfahrens zweifellos darin, dass die Schichtabschei-
Bild 1: Korrosive Medien können im Laufe der Zeit über die Grenzfläche eines Hybrid-Bauteils eindringen und zu dessen Schädigung oder gar Delamination führen Bild: Plasmatreat
Bild 2: Mit dem chemisch-physikalischen Plasma-SealTight-Verfahren lassen sich in Millisekunden funktionelle Nanoschichten ortsselektiv abscheiden und in Folge stoffschlüssige Verbindungen unter-schiedlicher Materialien erzeugen Bild: Plasmatreat

18 Werkstoffe 1/2017 Werkstoffe 1/2017 19
Thema: Hybridtechnik
effizienten von Kunststoff und Metall auf der einen und den chemisch-physi- kalischen Haftverbund mit der plasma- polymeren Schicht auf der anderen Seite.
Starke Haftung
Für das Basis-Compound in der Test-phase konzentrierte man sich auf einen glasfaserverstärkten Kunststoff des Typs PA6 GF30, der entsprechend dem Testverlauf modifiziert wurde. Getestet wurden bislang rund 3500 Prüfkörper mit verschiedenen Metallen und modifi-zierten Kunststoff-Compounds, wobei die Plasmaschicht ständig – sowohl in Hin-blick auf Haftung wie gleichzeitig auch auf den Schutz vor korrosiven Medien – optimiert wurde. Zum gewünschten kohä-siven Bruch des Kunststoffs kam es bei den Metallen Stahl, Edelstahl, poliertem Edelstahl und poliertem Kupfer. Die er-reichten Zugscherfestigkeiten lagen hier in einem hohen Bereich (Bild 3). Bei Aluminium und galvanisiertem Stahl erfolgte ein Mischbruch. Ein kohäsiver Bruch im Kunststoff wurde auch bei anderen Kombinationen, wie Stahl und Edelstahl, jeweils angespritzt mit den Thermoplasten PA66 GF30, PA6 GF50, PA66+PA6 GF30 und PBT GF 30, erreicht. Durchgeführte Auslagerungstests zeigten ebenfalls gute Festigkeiten.
eine hohe Präzision und Reproduzierbar-keit des Compoundierprozesses voraus. Akro-Plastic, auf komplexe, individuelle Anpassungen von Kunststoffeigenschaf-ten spezialisiert und aufgrund einer im eigenen Hause entwickelten Com-poundiertechnologie in der Lage, die vorgenannten Voraussetzungen in punk-to Funktionserhaltung und Qualität unabhängig vom Produktionsstandort international zu erfüllen, hatte im Pro-jekt die Aufgabe übernommen, ein Com-pound mit gezielten Eigenschaften herzu-stellen. Die chemische Rezeptur musste bei dem neuen Verfahren vor allem zwei Aspekte berücksichtigen, den un-terschiedlichen Längenausdehnungsko-
dung aufgrund der Düsentechnik ortsse-lektiv, d.h. im Millimeterbereich und an genau definierter Stelle, erfolgen kann und das bei sehr hoher Geschwindigkeit (Bild 2). Während hier eine 100nm dün-ne Schichtdecke in Millisekunden abge-schieden wird, dauert es beispielsweise beim Niederdruckplasma (Vakuumkam-mer) etwa ein bis zwei Minuten und eine Ortsselektion ist nicht möglich. Durch die Entwicklung neuer Präkursoren und die umfangreiche Anpassung der Plasmaparameter gelang Plasmatreat beim Plasma-SealTight-Verfahren der ge-zielte Einbau von gleichzeitig mehreren Funktionen in einer Schicht. Zu diesen Funktionen gehören die gute Bindung an die Metalloberfläche, eine erhöhte Korrosionsbeständigkeit, die Wirkung als Medien- und Oxidationsbarriere so-wie die haftvermittelnde Eigenschaften für Kunststoffe durch funktionelle che-mische Gruppen. Während das in der Schicht enthaltene Silizium für die Haf-tung am Metall bzw. Metalloxid sorgt, ist Siliziumoxid für die Barrierewirkung und Mediendichtigkeit verantwortlich. Die or-ganischen Anteile in der Schicht (funkti-onelle Gruppen) bewirken die Haftung an das Polymer.
Kunststoff-Rezepte
Bei der Rezeptur ihrer Kunststoffe haben die Hersteller viele vom Kunden verlangte Eigenschaften des späteren Produkts zu berücksichtigen – mechanische, elek-trische, thermische und chemische, das Brandverhalten des Kunststoffs und sei-ne allgemeinen Eigenschaften wie Dichte und Feuchtigkeitsaufnahme. Die jewei-lige Modifizierung der Kunststoffmatrix erfolgt durch eine Additivierung sowie die Zugabe von Füll- und Verstärkungs-stoffen. Erst diese Rezepturbestandtei- le machen aus dem Basiskunststoff ei-nen anwendungsspezifischen Kunststoff-Compound. Die Sicherstellung einer konstanten Pro-duktqualität und damit der Funktion der späteren Bauteile setzt beim Hersteller
Zugscherfestigkeit (Mpa)
14,3523,1716,928,2725,7621,3227,58,8410,32
14,35
23,18
16,90
28,27
25,76
21,32
27,5
8,84
10,32
0
5
10
15
20
25
30
Zugs
cher
fest
igke
it [M
pa]
Zugscherfestigkeiten nach Plasma-SealTight®- Prozess und Vergleichswerte
(Maximalwerte)
Stah
l mit
Lase
rstr
uktu
r /
> PA
6 G
F30
< (T
U-D
resd
en)
Gal
vani
sier
ter S
tahl
/ >
PA6
GF3
0 <
Alu
min
um /
> PA
6 G
F30
<
Stah
l / >
PA
6 G
F30
<
Edel
stah
l / >
PB
T G
F30
<
Polie
rtes
Kup
fer /
> P
A6
GF3
0 <
Polie
rter
Ede
lsta
hl /
> PA
6 G
F30
<
Edel
stah
l / >
PA
6 G
F30
<
Stah
l mit
Haf
tver
mitl
er /
>
PA6
GF3
0 <
(TU
-Dre
sden
)
Bild 3: Im Vergleich: Die erreichten maximalen Zugscherfestigkeiten der Plasma-SealTight-Verbunde liegen weit über den Höchstwerten der mit einem Haftvermittler beschichten bzw. laserstrukturierten Prüfkörper Bild: Plasmatreat
Bild 4: Dringt Wasser in die Grenzfläche des Kunststoff-Metall-Verbunds, kann es zu Korrosion, zum Versagen der Bauteilfunktion oder gar zu einer Delamination kommen (links). Die plasmapolymere Schicht (rechts) füllt dagegen alle Hohlräume und bietet dem Wasser keine Möglichkeit, in die Grenz-fläche vorzudringen. Die stoffschlüssige Verbindung wirkt somit korrosionsschützend. Bild: Plasmatreat

20 Werkstoffe 1/2017
maschine angepasst werden. Mit ihr wird nicht nur ein besonders schneller, son-dern auch kontinuierlicher Fertigungs-prozess für die Serienproduktion von Kunststoff-Metall-Bauteilen möglich. Die Zelle beinhaltet vom Generator und Ro-boter, der Steuerungstechnik, einer PCU Plasma Control Unit und den Plasmajets bis hin zu Kabeln und Verbrauchsmate-rial alles, was der Prozess verlangt. Das Plasma-System selbst besteht aus zwei getrennten Plasmadüsen. Ein Roboter – oder bei zwei kleineren Varianten ein XY-Achssystem – führt den Metalleinleger zunächst unter die Openair-Plasmadüse, wo seine Oberfläche auf molekularer Ebene von jeglichen Kontaminationen ge-reinigt und damit seine ursprüngliche Fä-higkeit für eine gute Benetzbarkeit wieder hergestellt wird. Im direkten Anschluss erfolgt die funktionale Beschichtung aus der zweiten Plasmadüse.
Fazit
Mit dem innovativen Beschichtungs-prozess wurde eine zukunftsweisende Lösung zur Verbesserung von Kunst-stoff-Metall-Verbunden in der Spritzgus-sindustrie geschaffen. Die Systempart-nerschaft der beiden Spezialisten bietet Anwendern ein besonders hohes Maß an Sicherheit bei der Erfüllung individueller Kundenanforderungen. Eine höhere Pro-duktqualität kann lt. Angaben der Her-steller durch das neue Verfahren ebenso gewährleistet werden, wie ein sicherer, reproduzierbarer und wirtschaftlich effizi-enter Produktionsprozess – und dies bei völliger Verträglichkeit mit der Umwelt.
Autor: Inès A. Melamies, facts4you.de
Kontakt:Plasmatreat GmbHQueller Str. 76-8033803 Steinhagenwww.plasmatreat.de
AKRO-PLASTIC GmbHIndustriegebiet Brohltal-OstIm Stiefelfeld 156651 Niederzissenwww.akro-plastic.com
korrosives Medium gelegt. Nach Heraus-nahme wurde der Kunststoff mechanisch entfernt und das Metall geprüft. Zu erken-nen war eine scharfe Trennung zwischen dem unbeschichteten, nun stark korro-dierten Bereich und der plasmabeschich-teten korrosionsfreien Metallfläche (Bild 5). Die Forschungen zur Öldichtigkeit und zu weiteren Medien sind derzeit noch im Gange, jedoch haben Vorversuche be-reits gute Ergebnisse gezeigt.
Maschinelle Umsetzung
Bei der maschinellen Umsetzung des Be-schichtungsverfahrens standen für das Plasmaunternehmen die Kompaktheit des Multi-Komponenten-Vorbehandlungs-systems und seine einfache Integration in eine kontinuierliche Fertigungslinie an er-ster Stelle. Mit der Entwicklung der schlüs-selfertigen, vollautomatischen Plasma-zelle PTU1200 (Bild 6), die erstmals bei der K 2016 vorgestellt wurde, hat das Unternehmen sein Ziel erreicht. Die Zelle kann an jede handelsübliche Spritzguss-
Thema: Hybridtechnik
Mediendicht
Werden Materialien nicht stoffgebun-den gefügt, so kann Wasser leicht in die Grenzfläche eindringen und sich auf der Materialoberfläche ausdehnen. Die Plasma-Versiegelung verhindert diesen Effekt, indem die Schicht mikroskopisch kleine Hohlräume fein wie ein Nebel aus-füllt und sich korrosionsschützend mit der Metalloberfläche verbindet (Bild 4). Ziel der bislang durchgeführten Versuche zur Mediendichtigkeit und Korrosions-widerstandsfähigkeit war zu erfahren, inwieweit die erlangte Verbundfestigkeit durch Auslagerungstests geschwächt wird. Bei den plasmabeschichteten Me-tallen konnte nachgewiesen werden, dass die Schicht eine Barriere gegen Wasser, Salzlösungen und Gase bildet und keine Unterwanderung durch die-se Medien stattfindet. Ein Beispiel: Ein Edelstahlprüfkörper wurde zur Hälfte atmosphärisch plasmabeschichtet, kom-plett mit PA6 GF30 übergespritzt und anschließend für mehrere Wochen in ein
Bild 5: Die mikroskopische Aufnahme zeigt eine deutliche Trennlinie zwischen der plasmabe-schichteten, korrosionsfreien Metallfläche (links) und dem unbeschichteten, korrodierten Bereich (rechts) Bild: Plasmatreat
Bild 6: Die schlüsselfertige, vollautomatische Plasmazelle PTU1200 beinhaltet alles, was der Plasmaprozess verlangt und kann an jede han-delsübliche Spritzgussmaschine angeschlossen werden Bild: Plasmatreat

20 Werkstoffe 1/2017
Bes
uche
n Si
e un
s au
ch o
nlin
e w
ww
.wer
ksto
ffze
itsch
rift.d
e
Wird auch
nicht heiß*bis 700 N/mm2 - Hochtemperaturwerk-
stoffe für industrielle Anwendungen. Halbzeuge und Zeichnungsteile.
Mehr unter dotherm.com
unter Druck*
www.karodur.com
Wasserschneidtechnik2 – 3D
www.karodur.com
Wasserschneidtechnik2 – 3D
Wasserschneidtechnik2 – 3D
--------------------------------------------------Prodynamics GmbH - Frankfurt am Main
Tel. +49(0)69-70790850 [email protected]
-------- www.prodynamics.com --------
Sensoren & Messtechnik fürAircraft/Aerospace, Automotive & Industrie
PRODYNAMICS
www.goodfellow.com
SCHNELLERVERSAND
SUPPLY CHAINMANAGEMENT
70 000PRODUKTE
10
Goodfellow GmbHPostfach 13 43D-61213 Bad NauheimDeutschlandTel. : 0800 1000 579oder +44 1480 424 810Fax : 0800 1000 580oder +44 1480 424 [email protected]
SONDER-ANFERTIGUNGEN
Ihr Partner fürStandard-und Hightech-Materialien
ON-LINE KATALOG
Laboratory_ger_276x60:Mise en page 1 28/05/12 8:51 Page 1
www.langescheid.de
Eugen LangescheidVolmestraße 45
58579 SchalksmühleTel. 023 55/15 36
Fax 023 55/ 61 61
Hartmetall-Konstruktions-
teile im.Verschleißbereich.
Hartmetall-Maschinenteile.im Verbund mit.
anderen Werkstoffen.
Teile ausHartmetall
Langescheid e.K.Volmestraße 45
58579 SchalksmühleTel. 02355/1536Fax 02355/6161

22 Werkstoffe 1/201722 Werkstoffe 1/2017
Thema: Werkzeug- und Formenbau
Steigende Anforderungen an die Fahr-zeugsicherheit bei gleichzeitig mini-miertem Materialeinsatz zur Umsetzung des Leichtbaus bedingen den Einsatz von höchstfesten presshärtbaren Bor-Mangan-Stählen. Die beim Presshärten notwendigen Temperaturen zur Austeniti-sierung der Halbzeuge erfordern eine zu-sätzliche Aluminium/Silizium-Beschich-tung, um sie gegen Verzunderung zu schützen. Derartige Beschichtungen nei- gen jedoch zur Anhaftung an tempe-rierten Werkzeugoberflächen und er-zeugen somit adhäsive Rückstände, die zu erhöhtem Verschleiß der Werkzeuge führen. Des Weiteren verursachen die beim Presshärten auftretenden Prozess-kräfte abrasiven Verschleiß, der speziell in hochbeanspruchten Bereichen des Werkzeuges, wie dem Ziehringradius, zu einer reduzierten Werkzeugqualität führt. Zur Erhöhung der Verschleißbeständig-keit wird das Gefüge in einem selektiven Laserstrahllegierungsprozess lokal mo-difiziert. Entsprechend der auftretenden Belastungsarten ist eine individuelle Einstellung der mechanischen Eigen-schaften durch eine entsprechende Wahl geeigneter Legierungselemente möglich. Bei konventionellen Laserstrahllegie-rungsprozessen wird das Zusatzmaterial in Form von Pulver im ein- oder zweistu-figen Prozess verarbeitet. Neben system- und prozesstechnischen Parametern, wie beispielsweise Durchflussmenge des Pulvers und Laserstrahlintensität, beein-flusst die Korngröße der Pulverfraktionen sowie die Homogenität des Massen-stroms, die Prozessstabilität und somit die Reproduzierbarkeit der Gefügemo-difikation. Speziell die Verarbeitung von Pulvermischungen, deren Einzelkompo-nenten unterschiedliche Dichten aufwei-sen, führt aufgrund von Entmischungs-effekten zu einer Inhomogenität des eingebrachten Zusatzwerkstoffes in der Prozesszone. Zudem werden die Effizienz und Wirtschaftlichkeit bei pulverbasier-ten Legierungsprozessen aufgrund des auftretenden Oversprays und des damit reduzierten Pulvernutzungsgrades verrin-gert. Aufgrund der genannten Nachteile, sowie der Gesundheitsrisiken bei der Ver-arbeitung metallischer Pulverwerkstoffe, besteht ein Prozessentwicklungsbedarf zur Substitution pulverförmiger Zusatz-werkstoffe. Da zudem bei der Gefügemo-difikation eine gleichmäßige Verteilung der Legierungselemente im modifizierten Gefüge gefordert wird, um homogene mechanische Eigenschaften zu garantie-ren, wird der linearen Vorschubbewegung
des Laserstrahls eine dynamische Os-zillation überlagert, um eine turbulente Schmelzbadströmung in der Prozesszo-ne zu induzieren. Zur Begegnung dieser Anforderungen wurde am Bayerischen Laserzentrum ein Legierungsverfahren mit drahtförmigen Zusatzwerkstoffen und dynamischer Laserstrahloszillation ent-wickelt, bei dem eine Entmischung von Legierungselementen unterschiedlicher Dichte in der Förderstrecke ausgeschlos-sen sowie eine gleichmäßige Verteilung in der Prozesszone ermöglicht wird. Ent-sprechend der auftretenden Belastungen eignet sich das drahtbasierte Laser-strahllegieren, um eine beanspruchungs-spezifische Modifikation auf ebenen und gekrümmten Oberflächen mit kontinuier-lichen oder gradierten mechanischen Ei-genschaften abzubilden. Für die Untersuchungen zum drahtba-sierten Laserstrahllegieren mit dyna-mischer Strahloszillation, die im Rahmen des von der Bayerischen Forschungsstif-tung geförderten Forschungsverbundes ForNextGen durchgeführt wurden, wird ein Faserlaser verwendet, der bei einer maximalen Ausgangsleistung von 1000 W eine Wellenlänge von 1070 nm emit-tiert. Der linearen Vorschubbewegung des Prozesses wird eine Kreisoszillation überlagert, wobei die Strahlablenkung durch eine 2D-Scanneroptik erfolgt, die eine maximale Ablenkgeschwindigkeit von 6 m/s ermöglicht. Für eine genauere Beschreibung des verwendeten Versuch-saufbaus sei auf [1] verwiesen. Entsprechend der Anforderungen an die mechanischen Eigenschaften von Press-härtewerkzeugen erfolgt die Wahl der Legierungselemente, um eine wirkortge-rechte Modifikation der Funktionsfläche mit gesteigerter Härte bzw. Warmfestig-keit zu erzielen. Grundsätzlich können
beim Laserstrahllegieren neben der Här-te weitere mechanische und thermome-chanische Eigenschaften, wie Duktilität oder Wärmeleitfähigkeit eingestellt wer-den. Speziell bei kaltrissanfälligen Warm-arbeitsstählen kann durch eine gezielte Zugabe des Legierungselementes Nickel die Duktilität sowie Härtbarkeit verbes-sert werden, um die Kaltrissbildung zu vermeiden [4], [2] und gleichzeitig die mechanischen Eigenschaften zu ver-bessern. In den Untersuchungen wird der auf 56 HRC grundgehärtete Warm-arbeitsstahl WP7V (0,5 Gew.-% C; 7,8 Gew.-% Cr; 1,5 Gew.-% Mo; 1,5 Gew.-% V; Rest Fe) mit dem Zusatzwerkstoff NiMo-Cr90 (Durchmesser 0,8 mm) legiert [2]. Die chemische Zusammensetzung des Drahtwerkstoffes erweist sich als geeig-net, um die geforderte und in den Unter-suchungen bestätigte Nickelkonzentrati-on < 1,3 Gew.-% im legierten Gefüge zu erzielen. Die Untersuchungen werden mit variierenden Streckenmassen des Legie-rungswerkstoffes zwischen 1 g/m und 8 g/m durchgeführt, um die notwendige Konzentration der relevanten Legierungs-elemente zu identifizieren. Zum Schutz vor Oxidation erfolgt eine Begasung der Prozesszone mit dem Inertgas Argon 4.6. Zusätzlich erfolgt eine koaxiale Begasung des Drahtwerkstoffes, um eine Oxidation der Drahtoberfläche durch Wärmestrah-lung sowie Wärmeleitung zu vermeiden. Die Zufuhr des drahtförmigen Legie-rungswerkstoffes erfolgt in schleppender Anordnung, um ein unkontrolliertes Abschmelzen niedrigschmelzender Ele-mente durch die thermische Strahlung des Schmelzbades bei stechender Draht-zufuhr zu vermeiden. Grundsätzlich ist bei einer Gefügemodi-fikation von Werkzeugoberflächen eine hohe Güte des modifizierten Gefüges hin-
Maßgeschneiderte mechanische Eigenschaften von Werk-zeugoberflächen durch drahtbasiertes Laserstrahllegieren
Bild 1: Aufsicht einer laserstrahllegierten, konvex gekrümmten Oberfläche

Werkstoffe 1/2017 2322 Werkstoffe 1/201722 Werkstoffe 1/2017
Thema: Werkzeug- und Formenbau
auftritt, identifiziert werden. Entspre-chend der identifizierten Verschleißzo-nen hochbeanspruchter Werkzeugober-flächen, die über konvex sowie konkav gekrümmte Konturen verlaufen, wurde am Bayerischen Laserzentrum ein Laser-strahllegierungskonzept zur beanspru-chungsgerechten Gefügemodifikation von 3D-Werkzeugoberflächen entwickelt. Speziell in Richtung des Scheitelpunktes der Ziehringrundung konnte durch eine angepasste Prozessstrategie ein Konzen-trationsgradient abgebildet werden. Im Detail bietet eine lineare Erhöhung der Prozessgeschwindigkeit eine Senkung der Legierungselementkonzentration um ca. 50%, sodass ein Delta der Mikrohärte von 50 HV 0,2 resultiert. Bild 1 zeigt die makroskopische Aufsicht eines auf einer konkav gekrümmten Oberfläche legierten Bereichs. In Bild 2 ist ein Konzentrations-gradient über den konvex gekrümmten Radius im Längsschliff dargestellt..Entsprechend der identifizierten Bean-spruchungsbereiche können gradierte mechanische Eigenschaften über konvex gekrümmte Oberflächen in einem Winkel-segment von 0°-45° mit dem drahtba-sierten Laserstrahllegierungsverfahren bei angepasster Prozessführung abge-bildet werden. Dies äußert sich in einem Anstieg der Mikrohärte von 780 HV0.2 (Messfeld 1) auf 820 HV0.2 (Messfeld 2). Auf Basis der identifizierten Legierungs-zonen konnte über die Konzentrations-gradienten der Legierungselemente die Mikrohärte zum Scheitelpunkt des Krüm-mungsradius entsprechend des Bean-spruchungsverlaufes gesteigert werden.
Kontakt und weitere Informationen:Bayerisches Laserzentrum GmbHKonrad-Zuse-Straße 2-691052 ErlangenTelefon: 09131/97790-0E-Mail: [email protected], URL: www.blz.org
[1] Hofmann, K. Schmitt, S.; Holzer, M.; Mann, V.; Hugger, F.; Roth, S.; Schmidt, M.: Development of wire based laser alloying processes for highly stressed surfaces of hot forming tools. In: Graf, T.; Vollertsen, F.; Overmeyer, L. (Hrsg.): Lasers in Manufacturing; 2015[2] Läpple, V.: Wärmebehandlung des Stahls. Grundlagen, Verfahren und Werkstoffe, 10. aktu-alisierte Auflage; 2010[3] Hofmann, K.; Neubauer, F.; Holzer, M.; Mann, V.; Hugger, F.; Roth, S.; Schmidt, M.: Effect of laser beam alloying strategies on the metallurgical and mechanical properties of hot forming toll steels. In: Laser Assisted Net Shape Engineering 9th International Conference on Photonic Technolo-gies, Proceedings of the LANE 2016, September 19-22, 2016, Physics Procedia Vol. 83, pp. 264-276; 2016[4] Hoffmann, H.; Neugebauer, R., Spur, G.: Ver-schleiß in: Handbuch Umformen, Hanser-Verlag, München, S.80-81; 2012
sichtlich Poren- und Rissfreiheit gefordert. Demzufolge ist der Einsatz einer Laser-strahlquelle hoher Brillanz erforderlich, um eine stabile Ausprägung der Prozess-zone auch bei hohen Vorschubgeschwin-digkeiten und somit eine prozesssichere Bearbeitung zu ermöglichen. Dies eröff-net zusätzlich die Möglichkeit, komplexe Oszillationsgeometrien des Laserstrahls bis zu einer Ablenkgeschwindigkeit von 6 m/s zu nutzen. Basierend auf einer line-aren Vorschubbewegung des Laserstrahls wird in den vorliegenden Untersuchungen eine kreisförmige Oszillation mit einer Os-zillationsfrequenz von 400 Hz überlagert, sodass eine spiralförmige Strahlbewe-gung resultiert. Somit wird im Vergleich zu linearen Vorschubbewegungen eine turbulente Schmelzbadströmung in der Prozesszone induziert und somit eine homogene Durchmischung der Legie-rungselemente mit dem Grundwerkstoff erzielt. Um eine lokale Härtesteigerung des Warmarbeitsstahls WP7V zu erzielen, wurde für das Legierungselement Nickel eine elementspezifische Konzentration im legierten Gefüge von 0,4 Gew.-% reali-siert, die zu einer Härtesteigerung von ca. 20% führt. Jedoch resultiert bei flächiger Gefügemodifikation mit parallel angeord-neten Legierungsspuren ein thermischer Einfluss, sodass bereits legierte Bereiche entfestigt werden, sobald kritische Hal-tetemperaturen unterschritten werden. Durch eine geeignete Prozessführung können kritische Haltetemperaturen und Entfestigungen vermieden werden [3].Zudem bietet das drahtbasierte Laser-strahllegieren die Möglichkeit, eine gra-dierte Gefügemodifikation abzubilden, um entsprechend der Beanspruchungs-zonen unterschiedliche Konzentrations-gradienten einzustellen, sodass eine maximale funktionale Effizienz im Press-härteprozess erzielt wird. Speziell beim Laserstrahllegieren konvex gekrümmter Oberflächen sind gradierte Element-konzentrationen erforderlich, um eine wirkortgerechte Gefügemodifikation mit unterschiedlichen Mikrohärten entspre-chend der ermittelten Beanspruchungen zu erreichen. In Untersuchungen des Projektpartners Lehrstuhl für Fertigungs-technologie der Friedrich-Alexander-Uni-versität Erlangen-Nürnberg konnte ein linearer Anstieg der Beanspruchung vom Einlaufbereich der Matrize bis zum Schei-telpunkt, an dem der maximale Verschleiß
Bild 2: Längsschliff einer gradierten Legierungs-spur
Fachlicher Träger: FDPW Fachverband Deutscher Präzisions-Werkzeugschleifer e.V., www.fdpw.de
Veranstalter: AFAG Messen u. Ausstellungen GmbH Am Messezentrum 5, 86159 Augsburg, www.grindtec.de
GrindTec
* Gelszus Messe-Marktforschung, Dortmund
95 % der Aussteller* gaben an, sich auch auf der GrindTec 2018 zu präsentieren.
Informationen +
Anmeldeunterlagen
www.grindtec.de
Weltleitmesse der Schleiftechnik
14. - 17. MärzMesse Augsburg
Top-Ergebnisse für die 577 Aus-steller, Bestnoten von den 17.950 Besuchern aus rund 60 Nationen:

24 Werkstoffe 1/201724 Werkstoffe 1/2017
Seit den frühen 90er Jahren sind 500 Mit-arbeiter des Instituts für Plasmaphysik im Max Planck Institut Greifswald an einem der derzeit größten Forschungsprojekte Deutschlands, dem Atomfusionsreaktor Wendelstein 7-X beschäftigt. Wendel-stein 7-X wird nach der Fertigstellung die weltweit größte Fusionsanlage vom Typ Stellarator sein. Ihre Aufgabe ist es, die Kraftwerkseignung dieses Bautyps zu untersuchen. Bei solch einem Kraftwerk wird versucht, die durch Kernfusion statt-findende Energiegewinnung der Sonne nachzubilden. Erst bei Einhaltung des so genannten Lawson-Kriteriums erhält man ein zündfähiges, energieabgebendes Plasma. Hierzu müssen drei Faktoren er-füllt werden. Einer dieser Faktoren ist die Temperatur des Plasmas, ein anderer die Materialdichte. Im Kern der Sonne herr-schen 15.000.000°C, jedoch eine auf der Erde niemals zu erreichende Dichte. Um diese mangelnde Dichte zu kompen-sieren, wird das Plasma im Wendelstein 7-X auf das 10 fache der Sonnentempe-ratur aufgeheizt: 150.000.000°C!Das aus Wasserstoff oder Deuterium be-stehende Plasma wird mit einem extrem starken Magnetfeld von 3 Tesla in einem torusförmigen Vakuumgefäß im Umlauf gehalten. Hierzu sind insgesamt 50 spe-ziell geformte Magnetspulen erforderlich. Diese Spulen müssen supraleitende Ei-genschaften aufweisen und daher auf -270°C gekühlt werden. Der Abstand zwi-schen diesen Spulen und dem auf viele Millionen Grad aufgeheizten Plasma beträgt dabei gerade einen Meter. Wiede-rum eine enorme Herausforderung an die Isolierung der Außenwände. Ein nicht unerheblicher Teil der Anlage stellen elektrische Zusatzbeheizungen dar, welche in Form von isolierten Heiz-matten das Vakuumgefäß sowie Stutzen und Pumpen auf Betriebstemperatur von etwa 160°C halten. Dieses Temperieren beseitigt die Verunreinigung der Anlagen-teile, die in Form von Ölen, Fetten, kon-densierten Dämpfen und weiteren Reak-tionsprodukten auftritt. Erst danach kann das gewünschte Vakuum von 10-8 mbar erreicht werden. Und genau hier kommt der Mehrkreisregler FP1600 zusammen mit der Prozessvisualisierung Visual Fe-con von Feller Engineering zum Einsatz.
Insgesamt 380 Regelkreise werden von 5 identisch aufgebauten Steuerschränken mit jeweils einem FP1600 geregelt und überwacht. Mit in der Summe 25 Kilome-ter speziell angefertigten Kabel höchster Güte werden die Heizmatten mit integ-riertem PT100 Element angeschlossen, um eine absolut störungsfreie Tempera-turerfassung in solch einem extremen Umfeld zu ermöglichen. Neben der eigentlichen Temperaturre-gelung erfasst der FP1600 die jewei-lige Netzspannung sowie den aktuellen Heizstrom, die Schaltschranktemperatur sowie den Status der Sicherheitsabschal-tung. Insgesamt werden 132kW Leistung für die Zusatzbeheizung benötigt.Die Temperaturregler werden über Licht-leiter miteinander vernetzt und dann mit dem Zentralrechner der Anlage verbun-
den. Auf diesem läuft Visual Fecon, ein speziell auf diese Regler abgestimmte Software für die Bedienung aller Kreise und deren übersichtlichen Visualisierung.Im großen Kontrollraum der Versuchsan-lage, in dem mehr als hundert Arbeits-plätze mit großformatigen Monitoren ein-gerichtet sind, lässt sich Fecon bei Bedarf auf jeden einzelnen Platz zuschalten. Mitarbeiter des Instituts haben über die integrierte Fecon Prozessbild-Funktion übersichtliche Grafiken der Anlage ein-gebunden, die eine genaue Lokalisierung der jeweiligen Heizkreise ermöglicht.Alle Prozesswerte der Zusatzbeheizung werden sekündlich in der Fecon-Daten-bank protokolliert und erlauben eine zu-verlässige Auswertung in Kurvenform.
www.fellereng.de
Atomfusionsreaktor Wendelstein X-7
Thema: Automatisierungstechnik
Atomfusionsreaktor Wendelstein X-7
FP1600 für 112 Regelzonen

24 Werkstoffe 1/2017 Werkstoffe 1/2017 25
Panacol präsentiert einen neuen ther-misch schnell härtenden Epoxid-Kleb-stoff: Structalit® 8801 T wurde speziell für Anwendungen im Elektronikbereich sowie in der Automobil- und Luftfahrt-technik entwickelt.Structalit® 8801 T ist ein universell ein-setzbarer beigefarbener, einkomponen-tiger Klebstoff auf Epoxidbasis. Aufgrund seiner Viskosität ist der Klebstoff bestens als Potting- und Füllmaterial von Elektro-nikkomponenten geeignet, seine sehr gute Medienbeständigkeit gegenüber Öl und Kraftstoffen qualifiziert ihn zudem für Anwendungen in der Automobil- und Luftfahrtindustrie. In der Luftfahrt wird Structalit® 8801 T bereits erfolgreich für eine Anwendung eingesetzt, in der eine
hohe Beständigkeit des Klebstoffs gegen heißes Kerosin und Bremsflüssigkeiten Voraussetzung war.Aufgrund seines strukturviskosen Verhal-tens ermöglicht Structalit® 8801 T eine verbesserte Flusskontrolle und die ge-zielte Dosierung auf einzelne Komponen-ten. Er haftet besonders gut auf Keramik, Metallen und vielen Kunststoffen. Structalit® 8801 T besticht durch sehr kurze Aushärtezeiten im Niedrigtempera-tur-bereich. Bereits ab 100°C kann der Klebstoff innerhalb weniger Minuten aus-gehärtet werden. Auf ferromagnetischen Substraten härtet Structalit® 8801 T so-gar induktiv aus.
www.panacol.de
Neuer Strukturklebstoff härtet bei niedrigen Temperaturen aus
Thema: Verbindungstechnik
PHOTONIC SOLUTIONS engineered for your success
ilumCUREMobile UV-Lichtquelle
250 mW bei 365 nm
zum Aushärten vonUV-Klebern
mit integriertemLi-Ionen Akku
Besuchen Sie uns!Stand 8437 und Stand 4629-1428. - 29.01.2017 und 31.01. - 02.02.2017 in San Francisco, The Moscone Centre
der Social Media
B e r a t e rDaniel Schindler
D E R
social media
B E R A T E R
Ich bin digital 4.0 ...
Facebook Unternehmensseite | Facebook Anzeigen | Facebook Betreuung
Google + | Google AdWords | Google Analytics | Google MyBusiness
... und kümmere mich um Ihren Erfolg!
DER social media BERATER Daniel SchindlerJosef-Baumann-Straße 5 | 86316 Friedberg | Tel. 0173 [email protected] | www.der-social-media-berater.de
Keine Ahnung von Facebo
ok?
Kein Erfolg? Zu teuer?

26 Werkstoffe 1/201726 Werkstoffe 1/2017
Enrico Ehrhardt, Digital Factory, Machine Tool-Systems, Siemens AGwww.siemens.de/Sinumerik
Keramische Werkstücke sind vor dem Sintern kreideähnlich und lassen sich noch vergleichsweise einfach in Form bringen. Doch der Werkstoff weist vor dem Härten einige Besonderheiten auf: er ist empfindlich, er sondert bei der Tro-ckenbearbeitung Staub ab und es muss einkalkuliert sein, dass er beim Sintern schrumpft. Erfahrung und adäquate Aus-rüstung sind hier gefragt.Einspannen und mit der Bearbeitung los-legen – bei Werkstücken aus Keramik ist das nicht so einfach. Spätestens wenn man einen sogenannten Grünling in der Hand hält, wird klar, warum das so ist: Aus feinem Pulver gepresst, hat er deut-lich fühlbar eine kreideähnliche Konsi-stenz. ‚Grünling‘ – so wird ein ungebrann-ter Rohling unabhängig von seiner Farbe vor dem Sintern genannt (Bild 1) – das gilt auch für keramische Presslinge, die entweder fast weiß sind und häufig einen leichten Grau- oder Gelbstich haben. Da sich Keramik nach dem Sintern nur noch aufwendig und teuer mit Diamantwerk-zeugen bearbeiten lässt, werden die Teile soweit wie möglich vor dem Sintern in Form gebracht. Doch es ist eine gehörige Portion Erfahrung und Gefühl für das Ma-terial notwendig, um beim Hantieren und vor allem beim Einspannen nicht unge-wollt unsichtbare Spuren in den Werkstü-
cken zu hinterlassen. Einmal zu fest ange-fasst, können nach dem Sintern Unre-gelmäßigkeiten zum Vorschein kommen, die das Teil zum Aus-schuss machen. Da-rüber hinaus ist bei diesem Werkstoff ein Schwundfaktor zu berücksichtigen: Ein Grünling ver-liert beim Sintern je nach Zusammenset-zung etwa ein Fünf-tel seiner Größe. Bei der Festlegung der Grünlingsmaße muss dieser Schwund schon mit einkalkuliert sein, sodass die verlangte Werkstückgenauigkeit im Zehn-tel- oder gar Hundertstelbereich am Ende des Gesamtprozesses stimmt.Die Barat Ceramics befasst sich seit über 100 Jahren mit der Herstellung und dem Vertrieb von Erzeugnissen aus technischer Keramik. Know-how und In-frastruktur des Unternehmens sind voll auf diesen Werkstoff ausgerichtet, aus dem sich besonders verschleiß-, tempe-ratur- und korrosionsfeste Teile erzeugen lassen. Daraus gefertigte Komponenten kommen beispielsweise im Maschinen- und Anlagenbau, der Diagnostik oder in der Sicherheitstechnik zum Einsatz. Kun-den werden hier von vornherein bezüglich
der Realisierbarkeit von Produkten bera-ten.
Robuste Maschinen
Zur Bearbeitung von Grünlingen kommt längst nicht jede Werkzeugmaschine in Frage. Sie werden trocken bearbeitet; da-bei entstehen keine Späne, die Presslinge sondern stattdessen Staub ab, der sehr abrasiv wirkt und abgesaugt wird. Die Ab-saugungen bieten zwar einen gewissen Schutz, dennoch müssen die Maschinen vergleichsweise robust sein, um diesen Staub-Belastungen auf Dauer Stand zu halten. Die Anforderungen zeigen sich ex-emplarisch an der Zyklendrehmaschine des Typs Trens SE 320. Die mit der Steu-erung Sinumerik 840D sl ausgestattete Maschine (Bild 4) ist seit Ende 2014 im Einsatz. Die Maveg Maschinen-Vertriebs-Gesellschaft, die Werkzeugmaschinen des slowakischen Herstellers Trens SK in Deutschland vertreibt, hat diese Ma-schine auf die Erfordernisse bei Barat hin konfiguriert und vorbereitet. Sie ist nicht nur mit Absaugungsvorrichtungen aus-gerüstet, sondern verfügt auch über eine wohldosierte Schmierung.
Mit Einzel-Zyklen einfach drehen
Bei der SE 320 handelt es sich um die erste Maschine bei den Keramikspezia-listen, die mit einer Siemens-Steuerung ausgerüstet ist. Die Bezeichnung „Zyk-lensteuerung“ nimmt es vorweg: Aus der werkstattorientierten Arbeitsschritt-Pro-grammierung ShopTurn stehen sämtliche Zyklen als einzelne Bearbeitungsvorgän-ge in Form von fertigen Zyklenmasken zur Verfügung. Ohne dass ein Teileprogramm angelegt werden müsste, also auch ohne Programmierkenntnisse, lässt sich mit-
Thema: KeramikWeiße MagieKeramik bearbeiten: Vom Grünling zum verschleißfesten Teil
Die Zyklendrehmaschine des Typs Trens SE 320 ist mit der Steuerung Sinumerik 840D sl ausgestattet und seit Ende 2014 bei Barat im Einsatz Bildnachweis: Siemens AG/Ramona Riesterer
Ein ‚Grünling‘ – so wird ein ungebrannter Keramikrohling völlig unabhän-gig von seiner Farbe vor dem Sintern genannt – ist aus feinem Pulver gepresst und hat eine deutlich fühlbar kreideähnliche Konsistenz Bildnachweis: Barat Ceramics GmbH

Werkstoffe 1/2017 2726 Werkstoffe 1/201726 Werkstoffe 1/2017
ringere Wartungskosten. Alle eineinhalb Sekunden wird in der optoelektronischen Prüfanlage ein Keramikteil geprüft. Bei einem Drei-Schicht-Betrieb sind das 40 Teile pro Minute, 2.400 Teile pro Stunde oder ca. 14.000 Teile pro Schicht. Damit eine Anlage mit dieser Taktrate störungs-frei funktioniert, müssen Prüfstand-Kom-ponenten wie die Auffädelnadel für das Greifen des Prüfteils in einwandfreiem Zustand sein. Sobald Anzeichen für Ver-schleiß auftreten, müssen diese Teile ausgetauscht werden, um das Prüfungs-ergebnis nicht zu beeinträchtigen. Im Maschinen- und Anlagenbau gibt es zahlreiche verschleißbeanspruchte Kon-
Thema: Keramik
rung von Siemens ausgerüstet ist, einge-setzt. Die Mehrzahl der Teile wird auch hier direkt an der CNC mittels ShopTurn programmiert. Und für Programme von komplexeren Teilen wird ein ‚SinuTrain‘-Arbeitsplatz genutzt. Dieser steuerung-sidentische NC-Programmierplatz bringt die Oberfläche der Steuerung ‚Sinumerik Operate‘ auf den PC. So lässt sich die Arbeitsvorbereitung komfortabel durch-führen und die Programme anschließend übertragen, ohne die reale Maschine beim Programmieren zu belegen. Bei Ba-rat haben sämtliche vorhandenen CNC-Maschinen dort ihr eins-zu-eins Abbild.
Widersprüchlicher Werkstoff
So vorsichtig der Maschinenbediener beim Einspannen der Grünlinge sein muss, um nicht Spannungen im Mate-rial zu hinterlassen, so erstaunlich sind
die Drehzahlen, die beim Bearbeiten gefahren werden können. Das Wissen, wie mit Keramik umzugehen ist, wird im Unternehmen mit einem Augenzwinkern ‚weiße Magie‘ genannt.Bei Keramikteilen, die in der Verschleiß-technik zum Einsatz kommen, ist eine Genauigkeit im Zehntelbereich häufig ausreichend, so dass sie nach dem Sin-tern nur noch gereinigt, geprüft, verpackt und dann ohne weitere Bearbeitung zum Kunden geschickt werden. Sind Präzisi-onsbauteile gewünscht, werden die Grün-linge mit Aufmaß produziert. Nach dem Sintern lässt sich dann in der Hartbear-beitung die gefragte Genauigkeit herstel-len. Insbesondere bei Werkstücken, die geklebt sind (Bild 5) oder mit Metallteilen verbunden werden, sind die Toleranz-grenzen sehr eng.
Keramik – Nischendasein oder breiter Einsatz
Keramische Erzeugnisse haben spezi-fische Eigenschaften, die andere Werk-stoffe nicht erreichen. Temperatur-, Kor-rosions- und Verschleißfestigkeit oder Isolationseigenschaften lassen sich unter anderem durch die Zusammensetzung für den beabsichtigten Verwendungs-zweck anpassen. Ein frisch gepresster Grünling in der Hand vermittelt zwar nicht gerade den Eindruck, als sei er für den Einsatz an besonders beanspruch-ten Stellen in Maschinen oder Anlagen geeignet. In Form gebracht und gesin-tert, wird er es aber sein – und das teils besser, als andere, häufiger verwendete und bekanntere Materialien. Um wirklich zu beurteilen, ob sich eine Anwendung in keramischer Ausführung sinnvoll realisie-ren lässt, ist ein Partner mit genügend Erfahrung und passender Ausrüstung nötig.
tels der sogenannten ‚Manuellen Ma-schine‘ schrittweise ein Zyklus nach dem anderen ausführen und abarbeiten. Nach Anwahl des Zyklus genügt die Eingabe weniger Parameter, um beispielsweise plan oder längs zu drehen. Die Einzelzy-klen sind dabei im Einrichtebetrieb „JOG“ integriert und anwählbar. Unterstützt werden auch noch die Handräder durch eine einfache Kegeldrehen-Funktion. Als Flachbettmaschine konstruiert, sitzt der Werkzeugträger bei der SE 320 vor der Drehmitte, das heißt vor dem Werkstück, sodass der Maschinenaufbau und die Lo-gik einer konventionellen Drehmaschine entsprechen.Bei der Bearbeitung der Grünlinge kom-men sämtliche Formgebungsverfahren zur Anwendung, also das Drehen, Frä-sen, Sägen, Schleifen usw. Hierfür wird eine CNC-Drehmaschine des Typs Trens SBL 300, die ebenfalls mit einer Steue-
Ein Beispiel für ein geschliffenes, geklebtes keramisches Teil mit hohen Genauigkeitsanforderungen Bildnachweis: Barat Ceramics GmbH
Anlagenkomponenten aus Technischer Keramik lohnen sichAutor: Christian Montel
Statt einmal am Tag, einmal im halben Jahr: Die Lebensdauer verschleißbe-dingter Bauteile in Anlagen und Ma-schinen erhöht sich deutlich, wenn sie aus korrosionsresistenter Technischer Keramik hergestellt sind. Sembach ist Spezialist für Technische Keramik. Zu-sammen mit der Kubat Mechanik GmbH, die sich auf den Sondermaschinenbau spezialisiert hat, entwickelte Sembach Lösungen aus teilstabilisiertem Zirkono-xid für optoelektronische Prüfanlagen. Das Ergebnis: weniger Verschleiß, weni-ger Anlagenstillstände und deutlich ge-
struktionsteile wie z. B. die Auffädelna-del einer optoelektronischen Prüfanlage, die in äußerst kurzen Abständen aus-getauscht werden müssen. Der Bauteil-wechsel zieht meist einen Anlagenstill-stand, Produktionsausfall sowie Kosten für Wartungsarbeiten nach sich. Ziel ist es daher, die Anlagenverfügbarkeit dau-erhaft zu gewährleisten und Bauteile aus einem besonders verschleißresistenten Material einzusetzen. Technische Kera-mik zeichnet sich durch eine hohe Tem-peratur- und Korrosionsbeständigkeit aus. Der verschleißarme Werkstoff kann Metall und Kunststoff in vielen Fällen er-setzen.

28 Werkstoffe 1/2017
Thema: Keramik
herzustellen – eine wesentliche Voraus-setzung, um eine präzise Messung durch die Kamera zu ermöglichen. Durch den hohen Abrieb der Keramikteile auf den Aufnahme-Nestern wurde die Beschich-tung immer wieder aufgerissen, das dar-unterliegende Metall schimmerte durch. Die Kamera erkannte diesen Effekt als Bestandteil des zu prüfenden Keramik-bauteils und klassifizierte einwandfreie Bauteile als Ausschuss – ein Grund, sich für schwarze Zirkonoxidkeramik (Y-TZP) zu entscheiden. Die Messung ist präziser, da die Zirkonoxidkeramik durchgehend schwarz ist und so gut wie kein Abrieb erzeugt wird. Zirkonoxid-Nester haben außerdem ei-nen betriebswirtschaftlichen Vorteil. Zwar kostet ein einzelnes Stahlnest etwa die Hälfte weniger als eines aus Keramik, die Bauteile aus Metall wurden jedoch einmal monatlich verschleißbe-dingt ausgetauscht. Jene aus Zirkonoxid sind dagegen wesentlich länger haltbar. Zu beachten ist jedoch, dass Zirkonoxid empfindlich gegenüber stoßartigen Be-lastungen ist, wie sie bei dieser optoe-lektronischen Prüfanlage auftreten. Der Anlagenbetreiber musste entsprechende Einstellungen an der Prüfanlage vorneh-men, um diesen Effekt abzufangen.
Vorteil bei hohen Stückzahlen
Gerade bei hohen Stückzahlen bzw. Takt-zeiten, die unter einer Sekunde liegen, bietet die Technische Keramik erhebliche Vorteile. Der Verschleiß an den Bauteilen sinkt deutlich und damit auch die Kosten für Wartung sowie die Stillstandzeiten.
ten musste die 20-Euro-teure Nadel aus Kunststoff ausgetauscht werden. Durch die Herstellung der Nadel aus weißem teilstabilisiertem Zirkonoxid (Y-TZP) konn-te der Austausch der Schwerter aufgrund von Verschleiß deutlich reduziert werden. Charakteristisch für diesen Werkstoff ist seine hohe Abriebfestigkeit. Er verfügt über einen sehr hohen kritischen Span-nungsintensitätsfaktor (K1c) und setzt der sogenannten „Rissfortpflanzung“ einen hohen Widerstand entgegen. Ein weiterer Vorteil: Das Material ist schlagzäh. Bei der Aufnahme der Bauteile muss sich die Nadel leicht bogenartig verformen kön-nen und darf nicht sofort brechen. Die Biegefestigkeit von Zirkoniumoxid liegt bei 1.000 Megapascal (MPa). Im Ver-gleich dazu hat der Hochleistungskunst-stoff Polyetheretherketon (PEEK) eine Biegefestigkeit von maximal 170 MPa, handelsüblicher Baustahl (S235JR) von 180 MPa.
Keramisches Aufnahme-Nest widerstandsfähig bei Abrasivität
Bei der zweiten optoelektronischen Prü-fanlage für Keramikteile stand die Opti-mierung der sogenannten „Aufnahme-Nester“ im Fokus. Die Aufnahme-Nester wurden zunächst aus Hartmetall mit ei-ner Exxtral-Plus-Beschichtung gefertigt. Diese dünne Beschichtung im µ-Bereich musste aus zwei Gründen aufgebracht werden: Erstens, um den Verschleiß zu reduzieren und um, zweitens, durch das geschwärzte Hartmetall einen Kontrast zwischen Aufnahme und weißem Prüfteil
Robuste Auffädelnadel aus Keramik
Die Anforderungen an die Prüftechnik zur Qualitätskontrolle von Bauteilen sind bei Sembach sehr hoch. Mit einer der opto- elektronischen Prüfanlagen für kera-mische Bauteile setzt Sembach eine 100-Prozent-Prüfung um. Die Prüfmerk-male sind exakt auf Bauteileigenschaf-ten, Maße und Konturen abgestimmt. Für den Vierkantdurchbruch der Bauteile erfolgt eine kamerabasierte Durchgangs-prüfung. Die Komponenten sind rotati-onssymmetrisch mit einem Steg auf dem oberen Schaft angelegt. Die Herausforde-rung bei der technischen Umsetzung der Anlage war, dass die Keramikelemente für die Kameraprüfung so platziert werden sollten, dass der Steg immer an der glei-chen Stelle zu sehen ist. Zunächst wur-de die Auffädelvorrichtung in Form eines Schwertes aus Stahl hergestellt. Beim Stahl wurde der Abrieb unterschätzt. Ke-ramik ist ein abrasiver Werkstoff. Bei der Aufnahme mit der Stahlnadel sind – wenn auch fast unsichtbar – immer wieder me-tallische Rückstande haften geblieben. Um diese zu vermeiden, wurde die Nadel im zweiten Schritt mit Diamant beschich-tet. Doch auch bei diesem Werkstoff kam es zu Abrieb vom Diamantträger. Weitaus abriebfester wurde die Auffädelvorrich-tung durch die Fertigung aus Karbon und schließlich aus glasfaserbeschichtetem Kunststoff (EFK). Die Lösung mit Kunst-stoff war optimal hinsichtlich des Abriebs. Doch der Verschleiß war noch hoch. Insgesamt vier Auffädelnadeln sind in der Anlage enthalten. Nach drei Schich-
Das Aufnahme-Nest aus Technischer Keramik (re.) in einer optoelektronischen Prüfanlage ist zu 100 Prozent verschleißfrei bei einem abrasiven Prüfteil – im Gegensatz zu einem beschichteten Nest aus Stahl (li.) Bild: © Sembach GmbH & Co. KG
Die Auffädelnadel von Sembach aus Technischer Keramik ist resistent gegenüber Abrieb und Verschleiß Bild: © Sembach GmbH & Co. KG

Werkstoffe 1/2017 2928 Werkstoffe 1/2017
Die Stärke des Zulieferbereichs auf der HANNO-VER MESSE ist seine Vielfalt.
Um den Fachbesuchern der Industrial Supply darin eine gute Orientierung zu bieten, schaffen die Hallen und einzel-ne Themencluster eine nachvollziehbare Struktur. Neu ist 2017, dass erstmals der Bereich Oberflächentechnik als Sur-faceTechnology Area die internationa-le Leitmesse für innovative Zulieferlö-sungen bereichert. Sie wird künftig alle zwei Jahre Teil der Industrial Supply sein. Damit bekommt die Halle 6 neben den Schwerpunktthemen Leichtbau und neue Werkstoffe ein weiteres wichtiges Thema hinzu. Gemeinsam ist allen Ausstellern in den Hallen 4, 5 und 6, dass der Trend dahingeht, nicht mehr einzelne Produkte, sondern Lösungen anzubieten.
Jede Halle hat ihre Themen
Halle 4 teilen sich die Bereiche Massi-vumformung, Blechumformung, Systeme und Baugruppen sowie spanabhebend gefertigte Teile. Im Themenpark Massi-vumformung führen der Industrieverband Massivumformung und namhafte Einzel-unternehmen der Branche zeitgemäße metallische Werkstoffe und innovative Verarbeitungsverfahren vor. Die Initiative Massiver Leichtbau präsentiert zudem ihre Konzepte zur Gewichtseinsparung im PKW- und Nutzfahrzeugbau. Den größten Teil von Halle 5 macht die Gießereiin-dustrie aus. Im Themenpark gegossene Technik beweist die Gussbranche Innova-tionskraft und Leichtbau-Knowhow. Mit-gliedsunternehmen des Bundesverbands der Deutschen Gießerei-Industrie (BDG) stellen dort Anwendern, Konstrukteuren und Einkäufern aktuelle Entwicklungen vor. Weitere Bereiche in der mittleren der Industrial-Supply-Hallen sind Ver-schlusstechnik, Bedienelemente und Befestigungstechnik. Außerdem ist das neue Forum Industrial Supply in Halle 5 untergebracht. Neu daran ist, dass die Industrial Supply nicht mehr drei Büh-nen bespielt, sondern ein zentrales Ex-pertenforum bekommt, in dem an allen Messetagen Vorträge und Podiumsdis-kussionen zum gesamten Spektrum der Zulieferindustrie angeboten werden.In Halle 6 wiederum befinden sich die Themen Verfahrenstechnologien, Leicht-bau, Micro-Nano, Teile und Komponen-ten aus Gummi, Metall, Kunststoff und Keramik sowie Oberflächentechnik. Der Themenpark Leichtbau ist der zentrale Anlaufpunkt für alle an Leichtbau inte-ressierten Fachbesucher. Unternehmen
und Institutionen präsentieren dort neue Produkte und Systeme aus Leichtbau-materialien, innovative Technologien sowie branchenspezifische Leichtbau-lösungen und -konstruktionen. Im The-menpark Technische Keramik geht es um innovative Lösungen mit dem Werkstoff Keramik für Elektronik und Elektrotech-nik, Chemie und Anlagentechnik. Unter den Überschriften „think ceramics“ und „Treffpunkt Keramik – Ceramic Applica-tions“ zeigen spezialisierte Unternehmen ihre Anwendungen. Ein fester Bestand-teil der Halle 6 ist außerdem der Stand „WeP – Wertschöpfungspartner Conti Tech“. Gemeinsam mit ausgewählten Zulieferern demonstriert ContiTech dort elastomere Produkte und Systeme für Automotive- und Industrieanwendungen. Ein Highlight in Halle 6 wird die Live-demonstration der Kunststoffspezialisten Arburg und Pöppelmann sein. Sie zeigen mit der Produktion an räumlich getrenn-ten Orten die kundenspezifische Indivi-dualisierung von Großserienteilen. Damit wird deutlich, welche Perspektiven sich aus der Vernetzung, Automatisierung und additiver Fertigung ergeben.Während Pöppelmann Aussteller im Be-reich Industrial Supply ist, steht Arburg auf der angrenzenden Digital Factory. Egal ob es um intelligente Lösungen für eine gemeinsame Produktentwicklung geht oder um die Optimierung der Supply Chain, beide Leitmessen - Digital Factory und Industrial Supply - profitieren vonei-nander. Ob CAD und CAE oder PLM und ERP – digitale Vernetzung von Maschinen und Anlagen, aber auch von Konsumgü-tern verlangt nach einer durchgängigen Digitalisierung der gesamten Wertschöp-fungskette. Die zugrundeliegende Soft-ware zeigen die Aussteller der Digital Factory.
Neu: SurfaceTechnology Area und Micro-Nano
Eine Sonderrolle sowohl in Halle 6 als auch innerhalb der gesamten Industri-al Supply nimmt die SurfaceTechnology Area ein. Die bisherige Leitmesse Sur-faceTechnology ist 2017 erstmals Teil des Zulieferbereichs auf der HANNOVER MESSE und bildet dort alle zwei Jahre das gesamte Spektrum der Oberflächen-technik ab – von der Vorbehandlung über die Beschichtung und Nachbehandlung bis hin zum Endprodukt. Auf diese Weise profitieren die Anbieter von Oberflächen-technik von der größeren Nähe zu ihren wichtigsten Zielgruppen – zahlreiche Aus-steller der Industrial Supply sind bereits Anwender von Oberflächentechnik oder potenzielle Kunden. Was das Portfolio
der SurfaceTechnology Area betrifft, so unterscheidet es sich nicht von der Ver-gangenheit. Der Name SurfaceTechnolo-gy steht für das gesamte Spektrum von der Vorbehandlung über die Beschich-tung und Nachbehandlung bis hin zum Endprodukt. Besonders stark vertreten sind die Bereiche Galvanotechnik und Strahltechnik. Die aktuellen Themen der Oberflächentechnik – wie Energieeffizi-enz und Einsparpotenziale, Material- und Ressourceneffizienz über den gesamten Beschichtungsprozess oder eine um-weltschonende Vorbehandlung – werden außerdem im zentralen Forum Industrial Supply in Halle 5 diskutiert. Am Donners-tagvormittag der Messe steht die Oberflä-chentechnik dort im Mittelpunkt. Konkret umfasst die SurfaceTechnology Area die Themen Teilereinigung und Vorbehand-lung, Galvanotechnik, Lackiertechnik, Strahltechnik, Industrielle Plasma-Ober-flächentechnik, Nanotechnologie, Mess-, Prüf- und Analysegeräte sowie entspre-chende Dienstleistungen. Innerhalb der SurfaceTechnology Area gibt es drei Son-derbereiche: den Gemeinschaftsstand des Verbands Deutscher Maschinen- und Anlagenbau (VDMA), die neue Micro-Nano-Area, die gemeinsam mit den Part-nern vom Fachverband IVAM und dem Verein Nano in Germany organisiert wird, sowie die „Welt der Oberfläche“ vom Zen-tralverband Oberflächentechnik (ZVO). Die Unternehmen des ZVO zeigen Inno-vationen aus sämtlichen Bereichen der Prozesskette. Die „Welt der Oberfläche“ schlägt den Bogen von der Vorbehand-lung über das Galvanisieren, die Verfah-renschemie und Anlagentechnik bis hin zu Qualitätssicherung und Prüfverfahren.Beim VDMA stehen Maschinenbau und Verfahrenstechnik für die Oberflächen-behandlung im Mittelpunkt des Ge-meinschaftsstands. Unternehmen aus Lackiertechnik, Strahltechnik, elektro-chemischer Oberflächenbearbeitung und Luftreinhaltung zeigen Innovationen für effizientere Oberflächenbearbeitung und leistungsfähigere Oberflächen.Ebenfalls neu und im direkten Umfeld der SurfaceTechnology Area ist der The-menbereich Micro-Nano angesiedelt. Spezialisten für Mikro- und Nanotech-nik präsentieren dort ihre „Key Enabling Technologies“. Dazu zählen Mikrokom-ponenten und -strukturen sowie Sensor-systeme, intelligente Laserbearbeitungs-systeme, hochpräzise 3D-Messverfahren oder Nanotechnologie- und Energy-Harvesting-Anwendungen. Partner des Gemeinschaftsstands sind der IVAM Fachverband für Mikrotechnik sowie der Verein Nano in Germany.
Industrial Supply 2017: Große Vielfalt – klare Struktur
Messen und Termine

30 Werkstoffe 1/2017
Messen und Termine
Vom 4. bis 6. April 2017 trifft sich die internationale Coatings-Welt wie alle zwei Jahre: Die Europe-an Coatings Show öffnet dann im Messezentrum Nürnberg ihre Tore für Formulierer von Farben, Lacken, Klebstoffen, Dichtstoffen, Druckfarben oder Produkten der Bauchemie, Rohstofflieferanten und industrielle Verarbeiter. Die zweitägige European Coatings Show Conference mit 24 Sessions ist international aufgestellt und verspricht aktuelles Fachwissen aus einer globalen Per-spektive. Sie beginnt bereits am 3. April, die einführenden Pre-congress tutorials am 2. April. Lack-, Farben-, und Beschichtungshersteller arbeiten gemein-sam mit Rohstofflieferanten an umweltfreundlichen Rezepturen und funktionalen Coatings-Lösungen, die beispielsweise Ober-flächen eisfrei halten. Für Gesprächsstoff dürfte unter anderem die letzte Registrierungsphase der europäischen Chemikalien-verordnung REACH bis 2018, der Einsatz von Nanotechnologie und Neuheiten zur UV-LED Härtung sorgen. Nicht nur an den Ständen können sich die Fachbesucher informieren, auch in Kurzvorträgen in den Product Presentations geben die Aussteller einen Ausblick auf die Coatings-Technologien der Zukunft. Junge Unternehmen aus Deutschland stellen sich auf der European Coatings Show unter dem Motto „Innovationen made in Germa-ny“ auf einem geförderten Gemeinschaftsstand vor. Dank Un-terstützung durch das Messeförderprogramm des Bundesmini-steriums für Wirtschaft und Energie (BMWi) können berechtigte Firmen von einer vergünstigten Messebeteiligung profitieren. Weitere Informationen zu Fördermöglichkeiten für junge Unter-nehmen: www.european-coatings-show.com/gjuTeilparallel zur Messe diskutieren internationale Experten bei der European Coatings Show Conference am 3. und 4. April 2017 aktuelle Trends und Herausforderungen: In 24 besetzten Ses-sions sind umweltfreundliche Rezepturen und Strahlenhärtung ebenso Themen wie funktionale Lacke und Beschichtungen, die helfen, Korrosion oder mikrobiellen Bewuchs zu verhindern. Eine praxisnahe Einführung versprechen zehn zusätzlich angebotene Pre-congress tutorials, die bereits am 2. April stattfinden.www.european-coatings.com
European Coatings Show 2017
Erfahrung. Wissen. Innovation.Die beste Lösung für Ihr Lösemittel:
Destillieranlagen Typ ROTOmaX
Technisch ausgereift Hoch effizient Hohe Rückgewinnungsrate wertvoller Lösemittel Vollautomatischer Betrieb möglich Anbindung an Druckmaschinen mit Selbstreinigungseinrichtungen
Kurze Amortisationszeiten
D.W. RENZMANN Apparatebau GmbH · Industriestraße 1 · D-55569 Monzingen / Germany · Fon: +49 (0) 67 51 878-0 · Fax: +49 (0) 67 51 878-111 · [email protected] · www.dw-renzmann.de
4. bis 6. April 2017 in Nürnberg

Werkstoffe 1/2017 3130 Werkstoffe 1/2017
Messen und Termine
Unter dem Motto „Wandel gestalten: Di-gital – Vernetzt – Innovativ“ steht die Lo-giMAT, 15. Internationale Fachmesse für Distribution, Material- und Informations-fluss, vom 14. bis 16. März 2017 ganz im Zeichen der Zukunftsprojekte Industrie 4.0 und dem Internet der Dinge – mithin der Digitalisierung und intelligenten Ver-netzung von Prozessen.In einer einzigartigen Branchenkonzen-tration bietet die LogiMAT 2017 in den acht Ausstellungshallen einen nach Branchensegmenten klar strukturierten Überblick über die Lösungsangebote für effiziente Intralogistikprozesse in Zeiten der Digitalisierung. Die traditionell stär-kste Ausstellergruppe repräsentiert die Bereiche Fördertechnik, Regalbau, Lager- und Betriebseinrichtungen. In den Hallen 1, 3 und 5 zeigen die System- und Anla-genbauer ihre jüngsten Entwicklungen, Produkte und Innovationen für koordi-nierte Materialflüsse. Im Fokus dort: Komplette Anlagen, Lager- und Kommis-sioniersysteme mit neuen Konzepten, wie etwa der 3D-Matrix Solution von SSI Schäfer (Halle 1, Stand 1D21), und Sys-teme, die zunehmend ganzheitlich aus-gerichtet sind und den Warentransport im Lager autonom übernehmen. Eine weitere maßgebliche Aussteller- und Innovatoren-Gruppe seit der ersten Lo-giMAT im Jahr 2003 sind die Entwickler und Anbieter der Logistiksoftware. Sie sind mit ihren Neuheiten, Systemen, Modulen und Funktionsumfängen für effiziente Prozessteuerung, Datenvernet-zung und Informationsverarbeitung in der Halle 5 sowie in der kompletten Halle 7 vertreten. Im Fokus: Exponate, die eine weitere Digitalisierung und Mobilität un-terstützen.Die beiden Hallen 4 und 6 sind traditio-nell wieder mit den Anbietern von Kenn-zeichnungs- und Identifikationstechniken sowie den Verpackungs- und Handling-Systemen belegt. Auch dort stehen Infor-mationsverarbeitung und Effizienzsteige-rungen im Fokus.Auf der TradeWorld, die zum vierten Mal in die LogiMAT als ein strategisches Kom-
petenzfeld integriert ist, präsentieren Aussteller Lösungen zu E-Commerce und Omnichannel. Zahlreiche LogiMAT-Aus-steller zeigen neben ihren klassischen intralogistischen Produkten und Syste-men zunehmend auch solche für einen reibungslosen Ablauf von Handelsaktivi-täten. Zu sehen sind auf der TradeWorld, insbesondere auf den Ausstellungsflä-chen rund um das TradeWorld-Fachforum mit zentralem Standort in der Halle 6, innovative E-Commerce-Konzepte für die Gestaltung, Steuerung und vernetzte Di-gitalisierung in den Bereichen Beschaf-fung, Onlineshop und Vermarktung, Pay-ment, Software, Intralogistik, Versand, Fulfillment, Retoure und Aftersales.Außerdem bemerkenswertes Novum auf der LogiMAT 2017: Der Gemeinschafts-stand für Start-ups der Intralogistikbran-che in Halle 6, Stand 6C61. Das Bundes-
ministerium für Wirtschaft und Energie (BMWi) fördert die Teilnahme von jungen, innovativen Unternehmen auf internatio-nalen Leitmessen. Auf diesem Gemein-schaftsstand präsentieren sich auf der LogiMAT 2017 zehn Start-ups.
Für die Vermittlung der aktuellen Trends und praxisnaher Lösungen steht darüber hinaus das bewährte Rahmenprogramm der LogiMAT. Insgesamt 34 Informations-veranstaltungen – davon 31 Fachforen mit mehr als 100 Referenten in den Hal-len 1, 3, 4, 6, 7 und 9 sowie drei serielle Live-Events – stehen für ein Informations-angebot auf Kongressniveau. Sie werden abgerundet von der Präsentation zahl-reicher Trendstudien.
www.logimat-messe.dewww.tradeworld.de
Logimat 2017 – 15. Internationale Fachmesse für Distribution, Material- und Informationsfluss 14. bis 16. März 2017, Neue Messe Stuttgart
2017
15. Int. Fachmesse für Distribution, Material- und Informationsfluss
14. – 16. März 2017 Neue Messe Stuttgart
2017
Jetzt anmelden
und dabei sein!
logimat-messe.de
✆ +49 (0)89 32391-259
Die Premium-Plattform für Intralogistik-Lösungen
Digital – Vernetzt – InnovativWANDEL GESTALTEN
Erneut im Rahmen der Fachmesse LogiMAT Erneut im Rahmen der Fachmesse LogiMAT
Lösungsanbieter in E-Commerce / Omnichannel Beschaffung | Onlineshop | Vermarktung | Payment | Software | Intralogistik | Versand | Fulfillment | Retoure | Aftersalesfür Handel + Industriewww.tradeworld.de

32 Werkstoffe 1/2017
Vom 7. bis 10. März lädt das Messeduo Intec und Z 2017 zum ersten wichtigen internationalen Branchentreff des Jahres für die Fertigungstechnik in der Metall-bearbeitung und für die Zulieferindustrie ein. Rund 1.400 Aussteller aus 30 Län-dern zeigen auf 70.000 Quadratmetern ihr Leistungsspektrum. Zu den Kernbereichen zählen Werkzeug-maschinen und andere Bearbeitungsma-schinen sowie Präzisionswerkzeuge und
Vorrichtungen. Alle großen deutschen Maschinenbauzentren sind gut vertre-ten. Zu den größten internationalen Be-teiligungen auf der Intec gehören Italien, Österreich, die Schweiz und Tschechien.Auf der Intec 2017 wartet der Werk-zeugmaschinensektor mit einer Reihe an Neuerungen und Optimierungen auf. So bringt HEDELIUS die neue, kompakte und präzise 5-Achs-Baureihe ACURA für den Werkzeug- und Formenbau mit nach Leipzig. Die INDEX-Werke stellen die zwei-te Generation der INDEX G200 vor, die Verbesserungen vom Maschinenaufbau mit vergrößerter Drehlänge über einen zusätzlichen Werkzeugträger bis hin zur Leistungsfähigkeit der Frässpindel ent-hält. Mit dem optimierten Dreh-Fräszen-trum ist eine Simultanbearbeitung mit bis zu vier Werkzeugen gleichzeitig möglich. Auch das neueste CNC-Bearbeitungszen-trum der Maschinenfabrik Berthold Her-mle, C 250, zieht die Blicke der Fachleute auf sich. Die Produktionsautomatisierung
unter Industrie 4.0-Gesichtspunkten spiegelt sich ebenfalls im Angebot der In-tec-Aussteller wider. SCHUNK präsentiert die elektrisch gesteuerte Linearachse SCHUNK ELP mit Industrie-4.0-Qualität, ein ultrakompaktes Linearmodul mit war-tungsarmem 24V-Lineardirektantrieb und einem geringen Inbetriebnahmeaufwand. CytroPac von Bosch Rexroth beweist, mit wie wenig Bauraum moderne Hydrauliklö-sungen auskommen. Das neue Kleinag-gregat verringert durch bedarfsgerechte Drehzahlregelungen den Energiebedarf um bis zu 80 Prozent, erfasst alle Be-triebszustände und fügt sich in Industrie 4.0-Konzepte ein. Mit einer ganzen Pa-lette Industrie 4.0-fähiger Applikationen wartet auch Festo auf – wie zum Beispiel adaptive Greifereinheiten, Software-Tools für Montage- und Handhabungsprozesse oder intuitive Steuerungen. Auf der parallel zur Intec stattfindenden Z sind unter anderem Neuheiten aus der kunststoffverarbeitenden Industrie und
Messen und Termine
Leipzig wird im März zur Hochburg der metallbearbeitenden Industrie und der Zulieferbranche
Internationale Fachmesse für Werkzeugmaschinen,Fertigungs- und Automatisierungstechnik
Internationale Zuliefermesse für Teile, Komponenten,Module und Technologien
7. – 10. März 2017Fertigungstechnik • Zulieferindustrie • neue Technologien
www.messe-intec.de www.zuliefermesse.de

Werkstoffe 1/2017 3332 Werkstoffe 1/2017
aus dem Formenbau zu finden: Zum Bei-spiel kann auf dem Messestand von PSG Plastic Service der neue Heißkanalregler profiTEMP+ unter die Lupe genommen werden, der Vorteile wie eine geringe Standfläche, erweiterte Funktionen und eine komfortable Bedienung durch einen Touchscreen vorweist. HASCO stellt ihre neuen, allseitig bearbeiteten Platten P1 aus, die Formenbauern größtmögliche Flexibilität sowie Wirtschaftlichkeit bei der Herstellung von Spritzgießwerkzeu-gen ermöglichen. Der Laserspezialist bkl-lasertechnik hat ein Verfahren entwickelt, mit dem Hochglanzflächen mit der Schä-um-Spritzgießtechnik realisiert werden. Die materialsparende Entwicklung wird auf der Zuliefermesse vorgestellt. Doch das ist noch nicht alles: Bei Rapidobject sind durch additive Fertigung hergestellte 3D-Druck-Modelle aus Kunststoff, Metall oder Polymergips zu sehen. Neben dem breitgefächerten Angebot an den Messeständen ist das begleiten-de und praxisorientierte Fachprogramm ein integraler Bestandteil der Intec und Z 2017. In Konferenzen, Tagungen und Workshops werden Branchenthemen aufgegriffen, die entscheidend für die Zukunft der industriellen Produktion sind. An allen Messetagen hat die Sonderschau mit integriertem Fachsymposium „Intelli-genter Leichtbau“ in Halle 5 den aktuellen Entwicklungsstand für den industriellen Einsatz im Fokus. Das Technologieforum „Additive Fertigung“ informiert in Halle 2 über Technologien, Anwendungen so-wie Potenziale neuartiger Verfahren und Einsatzgebiete. Am 8. und 9. März geben Experten im Rahmen eines Fachsympo-siums einen detaillierten Einblick in die Möglichkeiten der additiven Fertigung. Das Ausstellerforum bietet – ebenfalls in Halle 2 – während der gesamten Mes-selaufzeit praxisrelevante Vorträge sowie Projektpräsentationen aus allen auf In-tec und Z vorgestellten Fachbereichen. In Halle 4 können sich Fachleute bei der Lernfabrik Lean Factory ein Bild von einer ganzheitlich nach Lean-Gesichtspunkten ausgerichteten Fertigung machen – an
Messen und Termine
07.03. - 10.03.2017Halle - Stand D 57
• CNC-Fräsmaschinen• CNC-Wasserstrahlanlagen• CNC-Laser Gravier- und Schneidanlagen
Made in Germany
imes-icore
Qualität
oelheld GmbH - innovative fluid technology • Ulmer Strasse 133–139 • 70188 Stuttgart Telefon: +49 711 16863 - 0 • Fax: +49 711 16863 - 3500 • [email protected] • www.oelheld.de
Human-Technologyfür Mensch, Naturund Maschine
Dielektrikum für Senkerodiermaschinen
IonoPlus®IME-MH▪ Angereichert mit Satellitenelektroden▪ Aromatenfrei▪ Kein Geruch▪ Exzellente Oberflächenqualitäten▪ Noch bessere Poliereigenschaften▪ Lange Standzeit der Dielektrika
Besuchen Sie uns auf der Intec in Leipzig 07. - 10. März 2017
Halle: 2Stand: A55
Werkstoffe_102x157_Dielektrikum.indd 1 16.01.2017 15:37:08
einer Mixed-Model-Montagelinie werden verschiedene Produkte live hergestellt. Zusätzlich werden in Halle 4 der Work-shop „Verbindungstechnik für Teile aus Kunststoff und Metall“ am 7. März, die CONTACT Business Meetings am 8. März, der 3. Sächsische Tag der Automation am 9. März sowie der Studententag mit Job-börse am 10. März ausgerichtet.Im Congress Center Leipzig (CCL) – in un-mittelbarer Nähe zum Messegeschehen – findet am 7. März die Konferenz „Strate-gieWerkstatt: Industrie der Zukunft“ statt.
Am 8. März wird auf dem 5. Kongress „Ressourceneffiziente Produktion“ unter dem Motto „Mehrwert digitale Fabrik“ über den derzeitigen Fortschritt in der Produktionstechnik diskutiert. Das 24. Leipziger Fachseminar der Deutschen Gesellschaft für Galvano- und Oberflä-chentechnik am 9. März sowie zahlreiche internationale Seminare und Nachwuch-sprogramme runden das Fachprogramm ab. www.messe-intec.dewww.zuliefermesse.de

34 Werkstoffe 1/2017
Messen und Termine
Als langjähriger und zuverlässiger Partner in der Serienfertigung nutzt SITEC erfolg-reich die Symbiose aus Technologiekom-petenz und Produktions-Know-How. Das Unternehmen stellt Komponenten und Baugruppen für die Fahrzeugindustrie im Bereich Motor, Getriebe, Antriebsstrang, Fahrzeugsicherheit und Interieur her und agiert als Zulieferer für weitere Branchen.In den Kerntechnologien Laserbearbei-tung, elektrochemische Metallbearbei-tung und mechanische Fertigung unter-stützt SITEC seine Kunden, beginnend mit der Technologie- und Produktentwick-lung bis hin zur Großserienfertigung.Lösungen im Kundenauftrag sind unter anderen:- Entwicklungssupport z.B. bei Auslegung und Erprobung
- Machbarkeitsuntersuchungen z.B. Schweißbarkeit und Härtbarkeit
- Konzeption von Vorrichtungsmechanis-men
- Ermittlung von Prozess-, Fertigungs- und Prüfparametern
- Beratung bei der Materialauswahl, Konstruktion, Zeichnungsmerkmalen, Bauteildesign
- Fertigung von Mustern und Prototypen- Bearbeitung von hochlegierten Stählen, optischen Gläsern und Kunststoffen
Zu den Kernkompetenzen in der Laser-materialbearbeitung gehören das La-serschweißen, 3D-Laserschneiden und Laserhärten komplexer Bauteile und un-terschiedlichster Materialien. Universelle 5-Achs-CNC-Bearbeitungszentren sowie unterschiedlichste Laserstrahlquellen
Zum ersten Technologietag am 23. No-vember 2016 begrüßte die LASERPLUSS AG, Spezialist für Laseranlagen für Prä-zisionsbearbeitungen, ein interessiertes Fachpublikum in den Räumlichkeiten der Tigra GmbH in Oberdorf.Im Mittelpunkt stand dabei der zur AMB neu präsentierte RayCutter 2.0. Die In-novationen der neuen Anlage, wie die adaptive Strahlformung und die neue An-wendersoftware, wurden in einem Fach-vortrag erläutert. Anschließend konnten die Besucher den RayCutter in Aktion erleben und hatten über verschiedene Bildschirme die Möglichkeit, die einfache Bedienbarkeit sowie den eigentlichen Laservorgang zu beobachten. Das bear-beitete Musterwerkzeug wurde nach der Laserbearbeitung auf einem Alicona-Messgerät ausgewertet, wobei das Fach-
mit einer Laserleistung von 100 – 8000 W stehen für die Bearbeitung zur Verfü-gung. Eine hohe Flexibilität in der Serie wird durch manuelle bis automatisierte Fertigungsprozesse garantiert. In der elektrochemischen Materialbear-beitung (ECM) einem abtragenden Fer-tigungsverfahren hat SITEC langjährige Erfahrungen im Entgraten, Senken und Bohren. Insbesondere schwer zugäng-liche Stellen in Getriebe-, Motor-, Hydrau-lik- und Pneumatikteilen können präzise und wirtschaftlich entgratet werden. Ideal ergänzt wird die Wertschöpfungs-kette durch eine Vielzahl an Fertigungs-verfahren, wie Drehen, Fräsen, Schleifen.
publikum Informationen zu neuesten Messmöglichkeiten aus dem Hause Alicona er-hielt.Daneben hatten die Besu-cher die Gelegenheit, sich bei einer Werksführung über die Tigra GmbH zu informieren. Bernd Motzer, Geschäftsfüh-rer des Unternehmens, bot einen Einblick in die verschie-denen PKD-Sorten und ihre optimale Anwendung. Das Feedback der Kunden und Interessenten war durch-weg positiv. „Die Vielseitigkeit und Präzi-sion der Laseranlagen sind erstaunlich“, so ein Besucher des Technologietages. Und Manuel Dillmann, Vertriebsleiter LA-SERPLUSS, ergänzt: „Wir konnten sehr
Qualitätsplanung und -sicherung sind nach ISO 9001 und ISO/TS 16949 für SITEC selbstverständlich. Für dieses Auf-gabengebiet stehen ein Team von quali-fizierten und erfahrenen QS-Mitarbeitern, adäquate Prüf- und Messmittel, ein voll-klimatisierter Messraum sowie weitere fertigungsnahe Messräume zur Verfü-gung.SITEC erreicht bei seinen Kunden seit Jahren A-Lieferantenstatus.Besuchen Sie uns auf der Z 2017 in Halle 4, Stand A39.
www.sitec-technology.de
viele intensive Gesprächen mit Kunden und Interessenten führen und haben speziell zum RayCutter 2.0 ein durchweg positives Feedback erhalten. Der Techno-logietag war ein voller Erfolg, wir arbeiten schon an ersten konkreten Projekten.“
intec: Systemlösungen für Baugruppen und Komponenten
Erster Technologietag von LASERPLUSS

34 Werkstoffe 1/2017
Hartmetallkompetenzfür höchste Ansprüche:MADE IN GERMANY
HHT-Hartmetall GmbH & Co.KGT +49 7348 40747 - [email protected]
HochleistungshartmetalleHighPerformanceCarbides
SCHLEIFENManuelle Handhebel-Flachschleifmaschine
BEMA MASCHINEN GMBHBunsenstraße 13 · D-75210 Keltern-Ellmendingen
Tel. (0 72 36) 14 27 · Fax (0 72 36) 14 29Internet: http://www.bemagmbh.de · E-Mail: [email protected]
optimal...
keine Wartezeiten bei Abstimm-arbeiten und in der Schleiferei; keinUnterbrechen von Schleifarbeiten
www.werkstoffzeitschrift.de
Wir bringen‘s in BewegungBesuchen Sie uns!
i+e in FreiburgHalle 2 | Stand F107
intec in LeipzigHalle 2 | Stand D41
www.ero-fuehrungen.de

36 Werkstoffe 1/2017
Während der EuroShop, der weltgrößten Messe für Ladenbau und Messedesign, präsentiert sich der IFES zusammen mit 18 seiner Mitglieder auf einer Stand-fläche von 660 m². Wir nennen es das Global Village, denn wie in einem guten Dorf treffen sich hier „Bewohner“ und Besucher, tauschen sich untereinander aus, gehen das eine oder andere Projekt gemeinsam an oder trinken einfach nur eine Tasse Kaffee. Das Global Village ist in Halle 4, Stand F36 zu finden.Wenn ein Messebau Unternehmen sich an einer Messe als Aussteller beteiligt, dann will es die Visionen des Unterneh-mens, die kreative Kraft der Designer und deren handwerkliche Realisierung prä-sentieren. Um den Raum hierfür zu schaffen, ent-wickelte der Standdesigner Hans de Wit ein Konzept, dass sich nach außen hin öffnet und den 16 Partnern die Möglich-keiten und Freiheit gibt, sich in einem virtuellen Kubus von 3 X 3 X 4 Metern zu präsentieren. Dies gibt den Aussteller kreative Freiheiten die zu einem Markt-platz der Möglichkeiten führt. Dieser Marktplatz entsteht räumlich in der Mitte des Standes und wird hier vom IFES mit Leben gefüllt. Das Global Village ist eine
Gemeinschaftsbeteiligung der besonderen Art. Von A = Argentinien bis ZA = Süd-afrika präsentieren sich die Unternehmen auf der 660 m² großen Fläche. In Mitten seiner Mitglieder präsentiert sich der IFES sozusagen als Herzstück. Auf dem „Markt-platz“ der internationalen Messewelt sind alle Mit-glieder, aber natürlich auch Partner und Freunde – und solche die es werden wollen – herzlich willkommen. Hier finden Besu-cher neben potenziellen Kooperations-partnern Informationen zu den aktuellen Projekten des IFES.Da Herzlichkeit und Gastfreundschaft von jeher beim IFES großgeschrieben werden und damit die familiäre Atmosphäre auch richtig unterstrichen wird, gibt es während der gesamten Messe einen Hospitality Bereich incl. Catering, der zum Wieder-kommen und Verweilen einlädt. Wie es zu einem guten Dorf gehört, findet am zwei-ten Tag der EuroShop ein Dorffest statt. Am 6. März ab 17.00 Uhr heißt es dann es ist „Block Party Time“. Dann wird das Glo-bal Village auch zum Magneten der um-
liegenden Aussteller. Weiter ist das IFES Global Village an vielen Stellen ein „Proto-typ“. Bei der Konstruktion und Umsetzung werden Materialien eingesetzt, die so noch nie auf einer Messe in Deutschland genutzt wurden. Das betrifft beispiels-weise den zentralen Baukörper, der aus einer Karbonfaser-Keramik-Konstruktion gebaut ist. Der eingesetzte Info-Screen ist eine semitransparente LED-Fassade, Bewegungen auf dem Stand werden mit-tels eines Tracking verfolgt und geben so Aufschluss über die Besucherströme auf dem Messestand. Neben dem globalen Netzwerk ist der IFES Auftritt damit auch eine globale Innovationsbörse.
Sonderteil: MessebauIFES Global Village auf der EuroShop
Die Wirkung eines Messesauftrittes sollte weit über die Grenzen der Messehallen und der Messelaufzeit hinausgehen. Medien sind dabei ein wichtiger Multipli-kator. Aber wie gelingt es Ihnen, die Auf-merksamkeit eines Fachmagazins oder Messe-TVs zu gewinnen?
Fakten klar herausarbeiten
Eine gute Kommunikation zu Ihrem Pro-dukt ist ein wichtiger Aspekt. Stellen Sie sich dazu selbst Fragen wie: Wo liegen die Vorteile der Nutzung meines Produktes? Was ist das Innovative an meinem Pro-dukt? Machen Sie deutlich, warum auf Ihr Produkt schon jetzt bzw. in naher Zukunft niemand mehr verzichten kann oder sollte. Stellen Sie vor allem die Al-leinstellungsmerkmale Ihres Produktes oder Ihrer Leistung heraus. Das ist enorm wichtig, da auf Messen unzählige Eindrü-cke auch auf die Medienvertreter wirken. Wenn Sie Fakten gut herausarbeiten und kommunizieren, ist dies eine gute Grund-lage für die Redaktionen.
Zeigen ist besser als nur erklären
Zeigen Sie das Produkt, das Sie anbieten.
Und zwar so verständlich und attraktiv wie möglich. Auch Dienstleistungen sollten Sie visuell gut darstellen. Versetzen Sie sich in die Lage eines Fernsehteams.Ein Messe-TV Sender hat z.B. die Wahl zwischen 2 Firmen, die auf der Messe LogiMAT eine Verpackungsanlage vorstel-len. Einer der Aussteller zeigt die Maschi-ne nur auf einem Prospekt und der ande-re führt die Maschine am Messestand im laufenden Betrieb vor. Was glauben Sie, über welchen Aussteller in der Regel der Beitrag gemacht wird? Schaffen Sie die Grundlage für gute Bilder. Wenn Sie Ihr Produkt nicht direkt zeigen können, dann seien Sie kreativ mit Modellen oder Visu-alisierungen.
Füttern Sie die Medien an
Einfach nur abzuwarten was passiert ist nicht erfolgversprechend. Wer nicht an-zeigt und verständlich herausstellt was er zu bieten hat, der wird schnell übersehen. Auf vielen Messen zeigen mehr als 1.000 Aussteller Ihre Innovationen und Neu-heiten. Gehen Sie also in die Offensive.Stellen Sie den Presse- und Medienvertre-ter am besten 4-8 Wochen vor der Mes-se gut aufgearbeitete Informationen zur Verfügung. Das zahlt sich mehrfach aus.
Denn stichhaltige Argumente benötigen Sie als Aussteller ohnehin, um die Fach-besucher und Entscheider als Kunden zu gewinnen.
Ihr Produkt auf Messeblick.TV?
Wenn Sie auf einer Messe ausstellen, senden Sie uns gerne Informationen. Unsere Redaktion wird die Unterlagen zeitnah prüfen und Kontakt zu Ihnen auf-nehmen.
Senden Sie Presseinformationen zu Ih-rem Messeauftritt gerne an: [email protected]
Kontakt:Deutsche Messefilm & Medien GmbH | Messeblick.TVInternet: www.messeblick.tv
Mediale Aufmerksamkeit für Ihre Produkte schaffen

Werkstoffe 1/2017 37
Beim Messebau zunächst prüfen
Wer mit seiner Firma auf einer Messe ausstellt braucht einen Messestand, so-viel steht fest. Ob das Messestand Design die Besucher anspricht und damit die Be-sucherfrequenz am Messestand erhöht, ist nicht von vornherein sicher. Der Ver-gleich von Angeboten ist also zu empfeh-len. Wichtig ist es darauf zu achten, dass bei einem Marketinginstrument wie dem Messestand, neben den Kosten auch die Leistung eine wichtige Rolle spielt. Dein-Messestand bietet Ausstellerfirmen einen kostenlosen Messeservice. Wer bei Dein-Messestand ein Angebot anfordert, der er-hält aus einem Netzwerk von mehr als 100 unabhängigen Messebauunternehmen bis zu 3 individuelle Messebau-Angebote mit Visualisierung und Kalkulation. Das spart Zeit und bringt den optimalen Leistungs-vergleich. www.dein-messestand.com
Sonderteil: Messebau
www.plasmatreat.de
Dreifacheffekt· Feinstreinigung· simultane Aktivierung· funktionale Beschichtung
Plasmatreat_7492_Anzeige_Werkstoffe_216x146mm_Druck.indd 1 07.10.16 12:12
(Bildquelle: Dein Service GmbH)

38 Werkstoffe 1/201738 Werkstoffe 1/2017
Produkte, Innovationenlegen in der Dokumentationsverwaltung, die Einträge u.a. auf Plausibilität prüfen und Revisionsprozesse anstoßen. Beide Bereiche haben völlig unterschiedliche Anforderungen an die Dokumentation, die bei diesem Dokumentations-Tool vor-bildlich umgesetzt sind: Wer vor Ort in der Anlage arbeitet, erhält eine einfache, klar strukturierte Eingabemaske. Mit einer Redlining-Palette von Handschrifteinga-be über Markieren, Durchstreichen bis hin zu dynamischen Stempeln und vielem mehr kann man Änderungen schnell vor-nehmen. Für die Nachverfolgbarkeit wer-den das Änderungsdatum und der Name des Mitarbeiters dabei automatisch hin-terlegt.Der Dokumentationsverwaltung dagegen stehen umfangreiche Funktionalitäten zur Verfügung, die z. B. das Revisionieren von Dokumenten oder die Änderungspla-nung unterstützen. Aber ein gutes Dokumentationssystem muss mehr können, als „Roteinträge“ digital zu erfassen. Das in Ludwigshafen eingesetzte Tool erfreut sich auch des-halb großer Akzeptanz, weil es den ge-samten Dokumentationsworkflow abbil-det, von der Datenerfassung bis hin zum Revisionieren. Vor dem Einsatz der digi-talen Lösung war gerade auch der Revisi-onsprozess aufwändig und oft mit vielen Rücksprachen verbunden, weil zum Bei-spiel handschriftliche Änderungen nicht lesbar waren oder Informationen zum Änderungsdatum bzw. dem verantwort-lichen Mitarbeiter fehlten. Beim digitalen Tool sind solche Prozesse strikt vorgege-ben, der Anwender wird also vom System „gezwungen“, alle relevanten Informatio-nen einzutragen. Nach einem Roteintrag sind Dokumente für die weitere Bearbeitung nicht ge-sperrt, sondern können auch bis zur nächsten Revision wie die normale Doku-mentation weiterverwendet werden. Das Tool bietet hierfür entsprechende Kon-zepte, die eventuell auftretende inhalt-liche Konflikte aufzeigen und verwalten.Revisionen werden nun nicht mehr nach einem starren Zeitraster vorgenommen, sondern abhängig von Umfang und Art der durchgeführten Änderungen. Die Betriebssteuerung erhält also per Knopfdruck einen Überblick über alle Änderungen der Anlage. Da man Än-derungen beliebig klassifizieren kann, lassen sich hier auch Informationen hin-terlegen und damit weitere Prozesse an-stoßen. Aber nicht nur bei Datenerfassung und Revisionieren wird Zeit eingespart. In vie-len Fällen wurden Ortsbegehungen unnö-tig, bei einer Anlagengröße wie der BASF in Ludwigshafen ein entscheidender Vor-teil. Jede in der Anlage verbaute Komponen-te wird als „Anlagen-Asset“ bezeichnet.
AEROSOLABSCHEIDUNG
Keine Chance für feine Nebel
In nahezu allen Bereichen der metall-verarbeitenden Industrie werden Kühl-schmierstoffe eingesetzt, die zur Aero-solbildung in der Luft führen. Um ein Höchstmaß an Sicherheit für Mensch und Maschine zu gewährleisten, bedarf es ei-ner effektiven Abscheidung dieser feinen Nebel und Aerosole. Speziell hierfür wur-den die innovativen Kanalnebelabschei-der von DELBAG® Air Filtration entwickelt, die im modular gestalteten Gesamtsy-stem DELBAG® MultiAir Premium zum Einsatz kommen. Die dabei verwendeten Filterkombinationen sorgen für eine hohe Tröpfchenabscheidung und sehr rasche Ableitung der Kühlschmierstoffe, gera-de bei Einsatz der hierfür speziell entwi-ckelten Filterbaureihe LoTex®. Die Wir-kungsweise: grobe Partikel und Tropfen werden im Vorfilter zurückgehalten, die feinen Aerosole werden in den nachgela-gerten Feinfilterstufen sicher abgeschie-den. Bei extremen Schadstoffkonzentrati-onen können sowohl zusätzliche Vorfilter als auch Hauptfilter der Filterklassen F7 bis H13 vorgesehen werden. Dabei sind Abscheidegrade von nahezu 100 Prozent realisierbar, weshalb das System auch im Umluftbetrieb gefahren werden kann. In Sachen Wirkungsgrad, Platzbedarf und Konstruktion lassen sich alle DELBAG® MultiAir Premium Aerosolabscheider opti-mal an die jeweilige Arbeitsumgebung an-passen. Unterschiedliche Modulgrößen und leistungsstarke Ventilatoren richten sich nach den Volumenströmen der zu filternden Luft und den baulichen Gege-benheiten vor Ort. Nach Inbetriebnahme sorgen komfortable Steuereinheiten für optimale Betriebssicherheit und leichte Überwachung des Betriebszustandes.Das patentierte Verfahren sorgt für größt-mögliche Energieeffizienz und trägt so ak-tiv und nachhaltig zum Klimaschutz bei. www.dencohappel.com
BETRIEBSBETREUUNG
Effektive Betriebsbetreuung in der Prozessindustrie
Den aktuellen as-built Zustand einer großen prozesstechnischen Anlage in der
Dokumentation abzubilden ist eine Her-kules-Aufgabe. Nicht selten ist die eigent-liche Änderung an der Anlage schneller erledigt als die nachfolgende Anpassung der Dokumentation. In großen Werken müssen Kopien von hier nach dort ge-fahren und in den entsprechenden Ord-nern an der richtigen Stelle abgelegt werden. Handschriftliche Notizen bergen zusätzlich die Gefahr, nicht eindeutig les-bar zu sein. Die einzelnen Arbeitsschritte und die Reihenfolge für Änderungspro-zesse sind nicht zwingend vorgegeben, d.h., wichtige Informationen können auf der Strecke bleiben und im Nachhinein zu Problemen führen. Deshalb entschied man sich bei BASF in Ludwigshafen 2009 für die sukzessive Einführung eines elek-tronischen Dokumentationssystems. Mittlerweile nutzen rund 1.500 Mitarbei-ter am Standort das Tool, ein guter Zeit-punkt für ein Zwischenfazit.Michael Brendelberger ist bei der BASF Ludwigshafen zuständig für den Bereich PLT-Planung und hat die Einführung des Dokumentations-Tools begleitet: „Für unsere Anlagenplanung setzen wir schon seit vielen Jahren auf ProDOK, ein PLT-CAE-System für einen integrierten Planungsprozess nach einheitlichen Re-geln. Das Dokumentations-Tool LiveDOK schien uns dazu die ideale Ergänzung. Seit wir unsere Anlagen digital doku-mentieren, haben wir eine aktuelle, ver-lässliche und allen zugängliche As-Built-Dokumentation. In Kombination mit dem komfortablen Dokumentations-Tool errei-chen wir Synergieeffekte – und sparen sowohl Zeit als auch Geld. Aber damit es soweit kommen kann, muss ein solches Tool nicht nur eingeführt, sondern von den Anwendern auch angenommen wer-den. Gerade der Umstieg von Papierdo-kumentation auf digitale Dokumentation stellt ja eine herausfordernde Hürde dar.Ein wesentliches Argument für den Ein-satz des Dokumentations-Tools war da-her seine intuitive Bedienung, die den Wechsel deutlich erleichterte. In der Re-gel kann man nach einer maximal eintä-gigen Schulung zuverlässig mit dem Tool arbeiten.Im Wesentlichen gibt es bei digitaler Do-kumentation zwei Nutzergruppen: Die Mitarbeiter vor Ort in der Anlage, die In-stallations-, Instandhaltungs- oder Repa-raturarbeiten durchführen, und die Kol-

Werkstoffe 1/2017 3938 Werkstoffe 1/2017
nen es danach von den Spannbacken des Rundtisches gefasst wird. Ebenso wie das anschließende Absägen von der Drahtrolle oder Stange erfolgt dies paral-lel zur Hauptprozesszeit. Danach taktet der Rundtisch die Werkstücke durch die nächsten acht Stationen bis zur zehnten Station, der Entladestation. Die Maschi-ne kann aus dem gleichen Stangen- oder Drahtmaterial in einem Durchlauf auch verschiedene Werkstücke gleichzeitig herstellen und automatisch den richtigen Boxen einer Sortierstation zuordnen. Bei jeder Station zwischen Be- und Ent-ladestation befindet sich auf beiden Seiten des Rundtisches je eine CNC Be-arbeitungseinheit. Alle 18 Bearbeitungs-einheiten können mit horizontalen und vertikalen Spindeln ausgerüstet werden; bis zu 34 Werkzeuge können simultan arbeiten. Auf Basis der „In-Prozess-Messungen“ korrigiert die Maschine Maßabweichungen schon lange bevor diese die Toleranzgrenzen erreichen. Jeweils die zwei horizontalen Spindeln können mit identischen Werkzeugen be-stückt werden. Bei Ausfall oder Abnüt-zung eines Werkzeugs kann also ohne Unterbrechung die benachbarte Achse einwechseln. Andererseits kann so die Drahtzufuhr und damit die Produktivität verdoppelt werden. Beim Ändern der Produktion muss der Maschinenbediener lediglich das ent-sprechende CNC Programm aufrufen. Ähnlich unkompliziert ist das Umrüsten des mechanischen Bereiches. Beim Aus-tausch der Spannbacken am Rundtisch misst die Maschine deren genaue Positi-on und führt eine automatische Korrek-tur der Nullpunkte durch. Die 18 Bear-beitungseinheiten haben standardisierte Schnittstellen und lassen sich wie Modu-le austauschen. www.mikron.com
INDUSTRIAL SUPPLY
Multitalent für Industrie und Gewerbe
Hohe Effizienz und innovative Lichttech-nik mit Individual.¬Lens.Optic (I.L.O.) bie-tet die neue LED-Hallenleuchte „worker“ von Regiolux. Die Flächenleuchte erfüllt nahezu alle Anforderungen in Industrie und Gewerbe. Für Einsatzbereiche mit erhöhten Umgebungstemperaturen sind
verschiedene Varianten wählbar. In je-dem Fall erzielt worker eine sehr gute Ent-blendung, da jede einzelne Linse exakt auf die LED abgestimmt ist. Sie eröffnet ein enormes Energieeinsparpotenzial, das sich durch Dimmbarkeit und durch den Einsatz von Lichtmanagementsyste-men weiter steigern lässt.Das schlichte, flache Gehäuse (59 mm Höhe) gibt es in drei unterschiedlichen Baulängen (700, 1.000 und 1.300 mm). Es lässt sich je nach Einsatzbe-reich mit Lichtströmen von 14.700lm bis 29.800lm ausstatten. Hochwertige LEDs in neutralweißem Licht (4.000 K) erzielen eine gute Farbwiedergabe (RA≥80) und garantieren eine extrem lange Lebens-dauer von 50.000 Stunden bei einem Lichtstromrückgang auf lediglich 80 Pro-zent.Die LED-Hallenleuchte bietet die höhere Schutzart IP54 und ist mit drei Lichttech-niken (breit-, tief-breit- und tiefstrahlend) flexibel einsetzbar. Die Version „High Output“ mit maximalem Lumenpaket eignet sich für Umgebungstemperaturen bis max. +35°C. „High Temperature“ mit leicht reduziertem Lumenpaket ist für höhere Umgebungstemperaturen bis +45°C die richtige Wahl. Die worker eig-net sich zur Montage an Ketten und zur Anbaumontage. www.regiolux.de
KUNSTSTOFF- COMPOUNDS
Hochleitfähige Kunststoffe
Graphit eignet sich aufgrund seiner exzel-lenten thermischen Leitfähigkeit ideal als funktionelles Additiv für Wärmemanage-mentaufgaben in E&E-Anwendungen und Automotive. Die Produktpalette der Gra-phite ist vielfältig, wobei sich diese gra-vierend in der Performance unterschei-den. Durch die Auswahl geeigneter, teils modifizierter Graphite lassen sich die Ei-genschaften je nach Anwendung entspre-chend optimieren. Die Nachfrage nach Compounds mit gu-ten mechanischen und gleichzeitig Wär-meleiteigenschaften steigt stetig. Mit Graphit gefüllte Kunststoffcompounds bieten als Hochleistungswerkstoffe eine Reihe von Vorteilen. Mit seiner einzigar-tigen Kombination an Eigenschaften stellt Graphit hingegen ein äußerst leistungsfä-higes Additiv für Kunststoffanwendungen
Zu jedem Asset lässt sich die komplette Dokumentation abspeichern. Gerade bei verschleißenden Komponenten wie Sen-soren, Ventilen, Antrieben usw. bringt die Dokumentationssoftware dem Asset-Ma-nagement Vorteile, denn damit kann per Abfrage herausgefunden werden, welche Komponente, wo in der Anlage verbaut ist. Gibt es Probleme mit bestimmten Komponenten, oder kündigt ein Herstel-ler ein bestimmtes Bauteil ab, erhält der Anlagenbetreiber so blitzschnell einen Überblick und kann weitere Strategien besser planen. Wird eine neue Anlage gebaut oder gibt es an einem Anlagenteil große Änderungen, sind oft viele Gewerke beteiligt. Bei früheren Projekten wurde für jedes ein Ordner mit den notwendigen Ar-beitsaufträgen und der entsprechenden Papierdokumentation bereitgestellt. Am Ende der Woche erhielt der Projektma-nager diese Dokumente zurück, mit ent-sprechenden Vermerken zum aktuellen Stand und eventuellen Problemen bei der Ausführung. Dabei den Überblick zu be-halten war nahezu unmöglich. Heute wird auch hierfür das Dokumentationstool ge-nutzt. Auch die Interaktion zwischen den einzelnen Gewerken funktioniert besser, weil eventuelle Roteinträge eines Mitar-beiters sofort für alle sichtbar sind.www.roesberg.com
CNC VERTIKAL RUNDTAKT-TRANSFER-MASCHINE
Mikron VX-10
Die Mikron VX-10 kombiniert die Vorteile der „Ab Draht Fertigung“ mit der Flexibili-tät eines 6-Seiten-Bearbeitungszentrums für Werkstücke bis 40 x 40 x 80 mm. Der doppelt gelagerte vertikale Rundtakttisch wird von einem thermostabilisierten Tor-quemotor innerhalb von 0,4 Sekunden mit einer Genauigkeit von +/- 0,002 mm positioniert. Noch während das Werk-stück in der Vorbearbeitungsstation eingespannt ist, erfolgt die Bearbeitung der Stirnseite und jener Flächen, an de-
Produkte, Innovationen

40 Werkstoffe 1/2017
Produkte, Innovationen
und ein Pulver-Management. Es werden nun keine Container mehr für den Trans-port zwischen Maschine und Siebstati-on benötigt. Entpacken, Vorbereitungen für den nächsten Baujob sowie Sieben finden somit in einem geschlossenen System statt, ohne dass der Bediener in Kontakt mit dem Pulver gerät. Ebenso ist ein automatisierter Materialfluss ein wei-teres Alleinstellungsmerkmal. So kom-men geschlossene Module für Transport und Materialbereitstellung zum Einsatz. Die dazugehörige Software-Suite CL WRX 3.0 beinhaltet verschiedene Benutzerrol-len mit unterschiedlichen Berechtigungs-stufen, die eine bedienerspezifische, transparente Kontrolle und Steuerung aller Prozessabläufe ermöglicht. Zudem handelt es sich um eine offene Struktur mit Schnittstellen zu CLS, ERP, Maschi-nen- und Automationstechnik. Das Sys-tem soll Ferndiagnose, Service-Monito-ring und später auch Diagnosegeräte einbinden können. Einen weiteren Vorteil bietet die Konnektivität zu verschiedenen Ausgabemedien wie Panel, PC, Laptop oder Smartphone, die ein Mitarbeiter einsetzen kann, um auf dem Stand der Dinge zu bleiben. Die modulare Anla-gentechnik der M LINE FACTORY bildet das Herzstück des Konzeptes der „AM Factory of Tomorrow“ von Concept Laser, welches auch vor- und nachgelagerte Stufen des Produktionsprozesses sowie die Anbindung konventioneller Ferti-gungsmethoden vorsieht. Neben ihrem langjährigen Erfolgsmodell, der Mlab cu-sing R, präsentierte Concept Laser auf der formnext powered by TCT jetzt den „großen Bruder“, die Mlab cusing 200R. Diese ermöglicht die Herstellung noch größerer Bauteile bei deutlich erhöhter Produktivität, ohne dass die Anlage an ihrer gewohnten Kompaktheit einbüßt. Mit dem intuitiven Displaydesign findet sich der Maschinenbediener schnell zu-recht, wenn es gilt, Überblick im Prozess zu behalten. Die besondere Aufmerksam-keit des Anbieters galt dem Sieben des Pulvers. Für die Mlab cusing 200R bietet Concept Laser eine inertisierte Siebstati-on als Stand-Alone-Einheit an (QM Pow-der S). QM Powder S erlaubt unazbhängi-ges und automatisiertes Sieben parallel zum Produktionsprozess. Der Anwender kann auf eine variable Anzahl an Sieben (1 – 3 Stück) zurückgreifen. Eine dreidi-mensionale Wurfbewegung ermöglicht die optimale Ausnutzung der offenen Siebfläche. Natürlich stand auch die Si-cherheit ganz oben auf der Entwicklungs-liste der Mlab cusing 200R: Das neue Modell verfügt über wasserflutbare Fil-termodule und die für Concept Laser ty-pische räumliche Trennung von Prozess- und Handhabungskammer für höchste Sicherheit und einfaches Handling. Das Konzept des geschlossenen Systems war
dar, die hohe Wärmeleitfähigkeiten er-fordern. Die neuesten Ergebnisse einer Studie der Georg H. Luh in Zusammenar-beit mit der ZBT GmbH zeigen, dass es je nach Anforderungsprofil der Anwendung unterschiedliche graphitbasierte Füll-stoffkonzepte gibt, die jeweils zu optima-len Ergebnissen führen. Mit Wärmeleitfä-higkeiten von bis zu 25 W/mK und einer sehr guten Verarbeitbarkeit, auch bei hohen Füllraten, ist GraphTHERM® das ideale Additiv für hochleitfähige Kunst-stoff-Compounds. GraphCOND® erzielt bereits bei geringen Füllgraden eine her-vorragende Kombination aus hoher elekt-rischer und guter Wärmeleitfähigkeit. Die Studie hat darüber hinaus gezeigt, dass sowohl GraphTHERM® als auch Na-turgraphite in geringen Füllraten für Wär-meleitanwendungen eingesetzt werden können, die nur sehr niedrige elektrische Leitfähigkeitswerte erlauben. Da in den meisten Fällen tatsächlich nur moderate Wärmeleitfähigkeitswerte erforderlich sind, stellen speziell ausgewählte oder modifizierte Graphite ein ausgezeichne-tes Additiv für Wärmeleitanwendungen in Kunststoffen mit und ohne elektrischer Leitfähigkeit dar.www.luh.de
LASERTECHNIK
Concept Laser:Information zur Formnext 2016
Concept Laser stellte auf der formnext die neue Anlagenarchitektur MLINE Fac-tory vor. Für den Technologieführer aus Lichtenfels steht aber schon ein neues Innovationsziel auf dem Plan: Außerdem kündigte der Maschinen- und Anlagen-bauer an, in einer Kooperation mit Swiss-log, ein fahrerloses Transportsystem (FTS) zur automatisierten Bewegung von Modulen, z.B. für Pulveraufbereitung und Bauteilaufbau, zu integrieren. Weitere Highlights waren die Premiere der Mlab cusing 200R im kleinen Maschinenseg-ment sowie die Vorstellung der X LINE PCG im großen Maschinensegment, als Option zur bequemen und sicheren Ent-fernung des Pulvers nach dem Produk-tionsprozess. Neben der Verfügbarkeit von neuen Edelmetalllegierungen wur-de auch im Bereich der QM-Module ein
neues Produkt vorgestellt. Das neue La-serleistungsmessgerät QM Cusing Power erlaubt es nun, die Laserleistung direkt am Baufeld zu messen. Die M LINE FAC-TORY geht komplett neue Wege in der An-lagenarchitektur und bietet ein noch nie dagewesenes Maß an Automation und Innovation. Erstmals werden Bauteilpro-duktion sowie Auf- und Abrüstvorgänge in zwei unabhängigen Maschineneinheiten stattfinden, sodass diese räumlich ge-trennt voneinander betrieben werden können und beliebig kombinierbar sind. Dies ermöglicht es, Produktionsabläufe nun parallel statt sequentiell ablaufen zu lassen, sodass Stillstandzeiten deut-lich reduziert werden und somit die Ver-fügbarkeit und Ausbringungsmenge der Prozesskette erhöht wird. Die M LINE FACTORY PRD als Production Unit verfügt über einen max. Bauraum von 400 x 400 x 425 mm³ (x,y,z) und ist wahlweise mit 1 bis 4 Laserquellen mit je 400W oder 1.000W Laserleistung ausgestattet. Das Herzstück bilden drei voneinander unab-hängige Module, das Dosiermodul, das Baumodul und das Überlaufmodul, wel-che erstmals einzeln angesteuert werden können und somit keine zusammenhän-gende Einheit bilden. Dabei werden die einzelnen Module über ein Tunnelsystem im Inneren der Anlage bewegt. So kann z.B. bei der Zufuhr von neuem Pulver das leere Modul der Pulverbevorratung durch ein neues Modul sofort automatisiert er-setzt werden, ohne dass der Bauvorgang, wie bisher üblich, zwingend unterbrochen werden muss. Auch fertige Baujobs kön-nen nun mit dem eigenen Modul aus der Maschine gefahren werden und direkt durch ein neues vorbereitetes Baumo-dul ersetzt werden, sodass der Produkti-onsbetrieb sofort wieder aufgenommen werden kann. Des Weiteren wurde ein neuer 2-Achsen-Beschichtungsprozess realisiert, welcher es erlaubt, die Rück-fahrt des Beschichters parallel zur Be-lichtung durchzuführen, ohne die heute marktüblichen Probleme mit Schweiß-spritzern von Systemen, die in beide Richtungen beschichten. Dies führt zu einer wesentlichen Zeitersparnis beim Beschichtungsprozess in Verbindung mit höchstem Qualitätsstreben. In Vorberei-tung befindet sich zudem die Integration eines automatisierten Werkzeugwechsel-systems, wie in der CNC-Maschinentech-nik, welches Flexibilität sowie Zeitvorteile beim Rüsten der Maschine verspricht und den manuellen Eingriff des Bedie-ners weiter reduziert. Für Aufrüst- und Abrüstvorgänge steht die räumlich ge-trennte, autarke M LINE FACTORY PCG als Processing Unit zur Verfügung. Dies ermöglicht „optimale Nutzfenster“ bis hin zum Ideal einer 24/7-Verfügbarkeit der Anlagentechnik. Die neue Processing Unit verfügt über eine integrierte Siebstation

Werkstoffe 1/2017 4140 Werkstoffe 1/2017
tritt erst im Falle der Signalisierung in Er-scheinung. Das Signal einer Signalsäule muss immer gesehen werden - selbst unter äußerst schwierigen Bedingungen. Dank der neuen OmniVIEW-Kalotte mit einer 360°-Abstrahlung ist die Kombi-SIGN 72 aus allen Positionen deutlich er-kennbar. Tote Winkel werden vermieden und das Signal wird aus allen Richtungen deutlich wahrgenommen. Die optischen Elemente der Signalsäule KombiSIGN 72 bieten Flexibilität für den Anwender, da sie zwei Funktionen in einem Produkt vereinen: Mittels Dip-Schalter kann ein-fach zwischen einem LED-Dauerlicht und einem LED-Blinklicht („TwinLIGHT“) bzw. zwischen einem LED-Blitzlicht und der aufmerksamkeitsstarken LED-EVS-Funk-tion („TwinFLASH“) umgeschalten wer-den. Die Anzahl der Varianten reduziert sich dadurch auf die Hälfte: Dank der einfachen Anpassung des Leuchtbildes mittels Dip-Schalter erhält der Kunde ein Leuchtelement mit zwei Funktionen. Das bedeutet weniger Lagerplätze und gerin-gere Logistikkosten. Ein weiteres High-light sind die glatten Außenflächen der Leuchtelemente. Diese verhindern nicht nur effektiv die Verschmutzung, sondern lassen sich bei Bedarf auch einfach und schnell reinigen. Das neue SmoothDE-SIGN der KombiSIGN 72 garantiert dau-erhaft beste Sichtbarkeit. Auch bei der lautstarken Ergänzung bleibt der Anwen-der stets flexibel: Ob Dauerton oder alter-nierenden Ton, ob sehr laut für weitere Entfernungen oder reduzierte Lautstärke für nahe Umgebungen. Dabei lassen sich die Akustikmodule der KombiSIGN 72 Si-gnalsäule jederzeit einfach per Dip-Schal-ter auf die aktuellen Umgebungsbedin-gungen einstellen. Die KombiSIGN 72 ist auf eine einfache und schnelle Montage ausgelegt und lässt sich selbst in schwie-rigen Positionen (beispielsweise bei der „Über-Kopf-Montage) intuitiv und sicher montieren. Die Anschlüsse und Mechanik sind selbsterklärend, ein falsches Aufset-zen der Kalotten dank des „Poka Yoke“-Prinzips nicht möglich und eine Fehlmon-tage deshalb praktisch ausgeschlossen. Die neue modulare Signalsäule Kom-biSIGN 72 von WERMA Signaltechnik richtet sich an Maschinenbauer und Au-tomatisierer, die nicht nur sicher und zu-verlässig signalisieren wollen, sondern auch die Kosten für Montage, Logistik und weltweite Teileversorgung im Blick haben. Mit dieser Signalsäule werden Störungen an Maschinen und Anlagen, an Transport- und Förderbändern in der Produktion und Logistik signalisiert. www.werma.comWÄRMEBILDKAMERANeue Wärmebildkamera
Der Messtechnik-Spezialist Testo bringt vier neue Wärmebildkameras auf den
suchen liefern Korrosionsprüfungen im Labor nach relativ kurzer Zeit reproduzier-bare Ergebnisse. Es gibt eine Reihe von nationalen wie internationalen Standards und Werksnormen, die die Durchführung solcher Prüfungen festlegen. Phasen von Salznebel, Kondenswasser, Belüftung, Trocknung, Feucht-, Kühlungs- sowie Frostklimate können einzeln oder in un-terschiedlicher Zusammenstellung und verschiedenen Ausbaustufen kombiniert werden. Das Wechseltestsystem vom Typ SKBWF 1000 A-TR CF15 aus dem Hau-se Liebisch ist ein Multifunktionstalent mit Kühlaggregat Corro®Frost, das alle genannten Prüfperioden und -abläufe beherrscht und speziell auf Frostklimate bis -20°C (für z.B. VDA „Neu“, Daimler KWT-DC) ausgelegt ist. Dieses Prüfgerät in komfortabler Truhenbauform bietet ein Prüfraumvolumen von 1000 Liter. Gehäuse und Prüfraum aus chemisch-, temperaturhochbeständigem, glasfaser-verstärktem Kunststoff (GFK) bieten gute Qualität für hohe Ansprüche. Dieser be-sonders langlebige Werkstoff ist bekann-termaßen prädestiniert für den Einsatz in und von „aggressiven“ Umgebungen. Selbstverständlich verhalten sich alle weiteren Komponenten gewohnt prüf-neutral. Weitere Features zum Gerät: Alle gängigen Laborkorrosionsprüfungen sind durchführbar. Der Prüftemperaturbereich liegt zwischen – 20 °C. und +80°C, Kli-mate mit geregelten Luftfeuchten und Rampenprogrammierung sind Standard, Beregnungsphasen z.B. Volvo STD 423, Ford CETP 00.00-L-467 optional problem-los möglich. www.liebisch.de
SIGNALSÄULE
KombiSIGN 72: Die Fortsetzung der neuen Generation!
Die neue modulare Signalsäule Kombi-SIGN 72 entspricht mit einem Durchmes-ser von 70 mm dem Industriestandard und kann bis zu fünf Stufen signalisieren. Sie bietet für jeden Anwender das pas-sende optische Design: Der ClassicLOOK entspricht dem traditionellen farbigen Erscheinungsbild und der DesignLOOK überzeugt durch die klaren Kalotten. Die-se Ausführung passt zu den modernen, zeitgemäßen Maschinenoberflächen und
für die Mlab 200R ein Must-have: Alle Prozessschritte erfolgen unter Inertgas, abgeschlossen von Außeneinflüssen. Der ganze Prozess kann somit sicher und auf hohen Qualitätslevel abgerufen werden.Zur formnext präsentierte das Unterneh-men das neue Tool, QM Cusing Power. Mit diesem lässt sich nun die Laserleistung direkt am Baufeld messen. Herz dieses neuen Ansatzes ist ein kompaktes Mess-gerät mit digitaler Anzeige. Dieses Mess-gerät ist für alle Anlagen von Concept Laser (ab Maschinen-Softwareversion 2.0.3.5) verwendbar. Eine Adapterplatte für jeden Anlagentyp ermöglicht ein ein-faches Handling. Auch auf der Material-seite erwartete die Besucher der form-next powered by TCT Neues bei Concept Laser. So wurden verschiedene neue Edelmetalllegierungen zur Verwendung auf Mlab cusing und Mlab cusing R vorge-stellt. Konkret handelte es sich dabei um:• Silberlegierung (930 ‰)• Gelbgold (18 Karat, 3N)• Roségold (18 Karat, 4N)• Rotgold (18 Karat, 5N)• Platinlegierung (950 ‰). Die Bereitstellung der Bearbeitungspa-rameter erfolgt durch Concept Laser, die Werkstoffe selbst sind über den entspre-chenden Pulverhersteller zu beziehen.www.concept-laser.de
PRÜFGERÄTE
Korrosionsschutz-Prüfgeräte
Innerhalb des Gebietes der Materialprü-fung spielt die Korrosionsprüfung eine überaus wichtige Rolle. Die Korrosion, die bei alltäglichen Gebrauchsgegenständen wie z.B. Autos auftritt, ist jedem bekannt. Aber auch eine Vielzahl anderer Produkte erleidet Schäden durch Korrosion, deren Kostenumfang sich allein in Deutschland auf mehrere Milliarden Euro im Jahr be-läuft. Umso ärgerlicher, wenn Korrosion mit einfa-chen Mitteln und auch preis-günstig zu verhindern gewesen wäre. Warum werden keine oder zu geringe Maßnahmen gegen sie ergriffen? Ist es Unkenntnis oder auch die Furcht vor ho-hen Kosten? Ein Korrosionsprüfgerät simuliert atmo-sphärische Einflüsse und Umweltbedin-gungen auf Werkstoffe und Produkte aller Art. Im Gegensatz zu Freibewitterungsver-
Produkte, Innovationen

42 Werkstoffe 1/2017
Edelstahl-Grundplatte mit integrierten Kühlkanälen; somit sind die Führungs-stangen keinen Umwelteinflüssen ausge-setzt. Eine eingearbeitete vibrations- und schalldämpfende Verrippung im Gehäuse stellt einen geräuscharmen und ruhigen Betrieb sicher. Die Bedienerfreundlich-keit wird durch ein Sichtfenster erhöht, durch das der Bediener den Ölstand di-rekt und ohne Messstab prüfen und das Öl auf Verunreinigung inspizieren kann.Das patentierte Druckregelventil ermögli-cht rasche Anpassung des gewünschten Arbeitsdrucks, der von der Pumpe zu den Schneidköpfen geleitet wird. Das Ventil reguliert den Arbeitsdruck durch Druck-luft. Zudem mindert es den Wartungs-aufwand und ermöglicht das Schneiden bei beliebigen Drücken. Es zeichnet sich durch schnelle Reaktionszeiten aus, ist höchst zuverlässig und einfach zu warten.Die Direktantriebstechnologie eignet sich hervorragend für einfache Anwendungen, bei denen die Maschine als eigenständige Pumpe eingesetzt wird. Dabei empfiehlt es sich, die Direktantrieb-Hochdruckpum-pe als Wasserdruckgenerator im Dauer-betrieb zu nutzen. Der Effizienzgrad ist äußerst hoch, wenn die Schneidezeit min-destens 80 % der Motorlaufzeit erreicht. Durch ihre kleine Grundfläche und hohe Effizienz im Dauerbetrieb ist sie ideal für kleine Werkstätten und Lohnschneidebe-triebe geeignet, die konventionelle und einfache Schneidarbeiten ausführen. Zudem stellt sie eine ausgezeichnete Al-ternative für eine Druckübersetzerpumpe dar, wenn Platzbedarf, Anfangsinvestition oder elektrische Anschlussleistung vor Ort eine Herausforderung darstellen.www.KMT-waterjet.de
WERKSTOFFE
Bewährte alternative Werkstoffe
In kaum einem anderen Maschinen-komponenten-Bereich gibt es ein der-art breites Spektrum an Konzepten und Werkstoffen wie bei Gestellbaugruppen. Konstrukteure haben die Wahl zwischen Metallen wie Grauguss, Stahl und Alu-minium (gefüllt oder ungefüllt) sowie al-ternativen Werkstoffen wie natürlichem Hartgestein, Faserverbund- und Beton-werkstoffen und Mineralguss. „Jede die-ser Technologien hat ihre Berechtigung und kann spezifische Anforderungen der Maschinen auf unterschiedliche Art und Weise erfüllen – auch alternative Werkstoffe“, betont Martin Neumann, Geschäftsführer von RAMPF Machine Systems, einem Systemlieferanten für Maschinengestelle sowie Rumpf- und Basismaschinen mit Sitz in Wangen (bei Göppingen). Im Folgenden wird eine Auswahl gängiger alternativer Werkstoff-
gebracht. Über ihre integrierte Digitalka-mera erkennen die Wärmebildkameras testo 868, testo 871 und testo 872 den Aufkleber, ermitteln Emissionsgrad und reflektierte Temperatur und stellen beide Werte automatisch ein. www.testo.de
WASSERSTRAHLTECHNIK
Neue Hochdruckpumpe zum Wasserstrahlschneiden
Auf der EuroBLECH 2016 hatte KMT Wa-terjet Systems eine Erweiterung seiner Produktpalette um eine alternative Pum-pentechnologie vorgestellt: Mit dem Mo-dell TRILINE TL-I 30 bietet das Unterneh-men erstmals eine Direktantrieb-Pumpe für das Wasserstrahlschneiden an. Die neue Pumpe zeichnet sich durch kalku-lierbare Betriebskosten aus und kann als selbstständige Einheit für Routine- Schneidanwendungen eingesetzt wer-den. Die Direktantrieb-Pumpe TRILINE TL-I 30 verfügt über eine Antriebsleistung von 22 kW (30 PS) und erreicht damit ein Fördervolumen von 3,1 l Schneidwasser pro Minute. Bei einem Arbeitsdruck von 3.800 bar reicht das aus, um eine Was-serdüse mit einem Durchmesser von bis zu 0,3 mm zu betreiben – hier zeigt sich die größere Effizienz gegenüber einer Druckübersetzer-Pumpe, da bei gleicher Motorleistung ein höheres Fördervolu-men erreicht werden kann. Ein Elektromotor treibt über ein einfach zu wartendes Riemenscheibensystem direkt drei kurbelwellengetriebene Kol-ben an. Die Kolben werden mit einer Phasenverschiebung betrieben, so dass sie einen nahezu konstanten Hochdruck-Wasserstrom liefern. Aufgrund dieser direkten Kraftübertragung hat eine Di-rektantrieb-Pumpe einen relativ hohen Wirkungsgrad, der sich auf bis zu 85 % beläuft. Zudem ist diese Methode der Kraftübertragung unkompliziert, und sie umfasst weniger Teile als ein Hydraulik-kreis. Betreiber von Direktantrieb-Pum-pen profitieren daher von einer einfachen Fehlerbehebung, wenn Probleme im An-triebssystem vorliegen. Das Kernstück der TL-I 30-Direktantrieb-Pumpe ist daher das Kurbelgehäuse, das auf höchste Lei-stung und unkomplizierte Wartung aus-gelegt ist. Das Konzept basiert auf einer
Produkte, Innovationen
Markt. Die Modelle testo 865, testo 868, testo 871 und testo 872 vereinen Spit-zenqualität Made in Germany mit einem attraktiven Preis. Die hohe Auflösung bis zu 320 x 240 Pixel garantiert beste Bildqualität, die sich mit der testo Super-Resolution-Technologie sogar auf 640 x 480 Pixel erhöhen lässt. Weitere innova-tive Funktionen wie automatisches Ein-stellen des Emissionsgrades, objektive Vergleichbarkeit von Wärmebildern oder smartes Thermografieren machen diese Kameras ideal einsetzbar für jede Anwen-dung in Handwerk und Industrie. Ganz neu ist die testo Thermography App. Damit wird das Smartphone oder Tablet des Benutzers zum zweiten Display und zur Fernbedienung der Wärmebildkame-ra. Mit der für iOS und Android kosten-los erhältlichen App sind vor Ort schnell kompakte Berichte erstellt, online gespei-chert und per E-Mail versendet. Zudem lassen sich die neuen Kameras mit dem Thermo-Hygrometer testo 605i und der Stromzange testo 770-3 kabel-los verbinden. Die Messwerte der beiden Messgeräte werden über Bluetooth an die Kameras übertragen. So ist schnell und eindeutig zu erkennen, wo genau sich in einem Gebäude feuchte Stellen befinden oder mit welcher Last ein Schaltschrank läuft. Temperaturskala und Farbgebung von Wärmebildern können individuell an-gepasst werden. Deshalb ist es möglich, dass beispielsweise das Wärmedämm-verhalten eines Gebäudes falsch inter-pretiert wird. Die neu entwickelte Funkti-on testo ScaleAssist löst dieses Problem, indem sie die Farbverteilung der Skala an die Innen- und Außentemperatur des Messobjektes sowie an deren Differenz anpasst. Dies sorgt für objektiv vergleich-bare Wärmebilder des Wärmedämm-verhaltens von Gebäuden. Das Einstel-len von Emissionsgrad und reflektierter Temperatur, was für präzise Wärmebilder unerlässlich ist, war bislang umständlich und in Bezug auf die reflektierte Tempe-ratur auch eher ungenau. Das ändert sich mit dem testo ε-Assist. Um diese Funktion zu nutzen, wird ein spezieller Aufkleber (ε-Marker) am Messobjekt auf-

Werkstoffe 1/2017 4342 Werkstoffe 1/2017
Produkte, Innovationen
den hb integriert wird. „Wir sehen in der Region enorme Entwicklungsmöglich-keiten und können die dortige Industrie und das ansässige Gewerbe künftig noch besser mit hochwertigen Maschinen und Dienstleistungen beliefern.“ www.atlascopco.com
Weber investiert in Standort- erweiterung
Mit der neuen Fertigungs- und Montage-halle investiert WEBER weitere rund drei Millionen Euro in den Standort Kronach. Den gesamten Hallenbau realisierte WEBER ausschließlich mit Firmen und Handwerkern aus der Region. Notwendig ist der Erweiterungsbau hauptsächlich, um zusätzlich Montageflächen für den Schleifmaschinenbereich zu schaffen. Sie werden um 1200 m² vergrößert. Der Schleifmaschinenbereich expandiert seit einigen Jahren stark, gleichzeitig wer-den die Maschinen und Anlagen ständig größer und oft mit Zubehör wie Absaug-anlagen oder Handlingseinrichtungen versehen. Der zweite Teil des Neubaus mit ebenfalls 1200m² dient dazu, die noch am alten Standort befindlichen Fertigungsbereich am neuen Standort zusammenzuführen. Künftig ist damit die gesamte Fertigung im Werk II in der Industriestraße in Kronach vereinigt. WE-BER kann dann ein Konzept umsetzen, das Engpässe im Bereich der Montage-plätze zuverlässig vermeidet. Zusätzlich nutzen auch weitere Abteilungen frei werdende Flächen und werden innerbe-trieblich an andere Stellen verlagert um den Materialfluss und die Fertigung dort ebenfalls zu optimieren. www.hansweber.de
Vielfaches.Stahl im Verbund mit MineralgussWas anfänglich oft als nachträgliche Ver-besserung des dynamischen Verhaltens angewendet wurde, ist mittlerweile ein gängiges Verfahren: Die Gestellbaugrup-pe wird von vornherein als Hybridkon-struktion ausgelegt. Ziele sind höhere Produktivität und Energieeffizienz, bes-sere Ergonomie und Prozessoptimierung. Die sehr guten Dämpfungseigenschaften und hohe Wärmekapazität von Maschi-nenbetten aus Mineralguss resultieren in einer deutlichen Schwingungsredu-zierung, signifikanten Lärmreduktion, Verbesserung des Wirkprozesses sowie höheren Unempfindlichkeit gegenüber kurzfristigen Schwankungen der Umge-bungstemperatur. Stahl im Verbund mit Aluminiumschaum Eine große Herausforderung bei der Ent-wicklung hochdynamischer Maschinen besteht darin, schnell bewegte Baugrup-pen leicht und zugleich unempfindlich gegenüber Schwingungen zu konstruie-ren. Nur so können höchste Beschleuni-gungen und Verfahrgeschwindigkeiten erreicht werden. Aufgrund ihrer zellularen Struktur absorbieren Metallschäume so-wohl Schwingungen als auch ruckartige Belastungen sehr gut. Mit ihrem geringen Gewicht sind sie somit die ideale Basis für den Leichtbau von Gestellbauteilen mit optimaler Biegesteifigkeit und Schwin-gungsdämpfung. „Den Entscheidungsträ-gern bietet sich eine große Auswahl an al-ternativen Gestellwerkstoffen“, resümiert Martin Neumann. „Um die richtige Aus-wahl zu treffen, müssen vor allem die An-forderungen an Werkstoffeigenschaften, an konstruktive und funktionelle Möglich-keiten und letztlich an die Wirtschaftlich-keit sorgfältig analysiert werden.“www.rampf-gruppe.de
WIRTSCHAFTS- ENTWICKLUNG
Atlas Copco übernimmt hb Kompressoren
Der Industriekonzern Atlas Copco hat die in Bietigheim-Bissingen ansässige hb Kompressoren Druckluft- und Industrie-technik GmbH übernommen. Das gab die Atlas Copco Deutschland am 07.12.2016 in Essen bekannt. hb Kompressoren ver-treibt Industriekompressoren und Druck-lufttechnik und bietet zugehörige Dienst-leistungen an. Das Unternehmen ist ein langjähriger Handelspartner von Atlas Copco im südwestdeutschen Raum, hat zehn Mitarbeiter und setzte im vergan-genen Jahr 2,3 Millionen Euro um. „Mit dem Team werden wir unsere Präsenz im Südwesten Deutschlands stärken“, sagte Nico Delvaux, Präsident von Atlas Copcos Konzernbereich Kompressortechnik, in
lösungen hinsichtlich ihrer Fähigkeiten untersucht, den steigenden Anforderun-gen an die hochdynamische Produktions-technik – u. a. ausgewogene Dynamik, robuste Dämpfung, Widerstandsfähig-keit gegenüber mechanischen und ther-mischen Belastungen, Ausstattung mit sensorischen und aktuatorischen Funk-tionen sowie energieeffiziente Fertigung – gerecht zu werden.Epoxidharzgebundener MineralgussAusgewählte Mineralien sowie ein Bin-demittel auf Epoxidharzbasis bilden die Grundlage für Maschinenkomponenten mit überzeugenden Eigenschaften, viel-fältigen konstruktiven Möglichkeiten und spürbarem wirtschaftlichen Nutzen. Aufgrund seiner herausragenden Dämp-fungseigenschaften hat sich Mineralguss als Gestellwerkstoff durchgesetzt. Verglei-chende Messungen des logarithmischen Dekrements als Dämpfungskenngröße zeigen, dass Mineralguss eine acht- bis zehnmal höhere Werkstoffdämpfung auf-weist als metallische Werkstoffe. Ultrahochleistungsbeton Ultrahochleistungsbeton (UHPC) basiert auf einem Premium-Zement der neues-ten Generation. Gegenüber üblichem „Baubeton“ ist das Porenvolumen von UHPC um den Faktor zehn geringer. Die dadurch erreichbare höhere Festigkeit, Steifigkeit (E-Modul), Oberflächengüte und Chemikalienbeständigkeit machen diesen Werkstoff neben Anwendungen im Bauwesen, z. B. für Sichtbetontreppen oder Fassadenelemente, auch für Ma-schinenbetten interessant.Faserkunststoffverbunde Für bewegte Gestellbauteile bietet CFK mit seiner extrem hohen Steifigkeit, Festigkeit und Dämpfung bei geringer Dichte ein hohes Leichtbaupotenzial. Im Vergleich der spezifischen, d. h. auf die Dichte bezogenen Zugfestigkeit übertrifft CFK Stahl, Aluminium und GFK um ein

ABI Arbeitsinsel WKS Werkzeugschrank
Vertikallagerschrank Serie V SAP Schweißarbeitsplatz
In 500 mm Schrittenvon 2,5 bis über15 Meter
Höhe lieferbar
Max.
66 tGesamtgewicht
AZS
D 1
/201
7
Professionelle Betriebsausstattung direkt vom Hersteller
NEU!
Suchen
15:32
ArbeitshandschuheArt. Nr. 2333645
SchutzbrilleArt. Nr. 2333674
Universal-WerkzeugsetArt. Nr. 2333311
Distanzklotz-Satz Art. Nr. 2331169
Einhänge-AblageArt. Nr. 2331182
Magnethalter-SatzArt. Nr. 2332028
Verwalten Sie Ihre Lagerartikel einfach mit dem iPhone oder iPad!
Preise netto ab Werk, zzgl. gesetzlicher MwSt., Transport und Installation nicht enthalten. Maßangaben in mm. Änderungen vorbehalten.
Jetzt 2 m
Höhe gratis
€ 29.500,–in 4,5 m
Höhe
Apfel GmbHGerhart-Hauptmann-Straße 56D-69221 Dossenheim/HeidelbergTel. +49 (0) 62 21 / 87 61- 0 [email protected]
Erleben Sie unsere Produkte 2017 live:
LogiMAT Stuttgart 14. - 16. 03.
EMO Hannover 18. - 23. 09.
Motek Stuttgart 09. - 12. 10.
Blechexpo Stuttgart 07. - 10. 11.
Wir erweitern unser Vertriebsnetz!Apfel sucht Verkaufsmitarbeiter und Netzwerkpartner für den gesamten europäischen Raum – bewerben Sie sich jetzt!
Informationen unter: www.apfel-gmbh.de/stellenangebote
Wir erweitern unser Vertriebsnetz!Apfel sucht Verkaufsmitarbeiter und Netzwerkpartner für den gesamten europäischen Raum – bewerben Sie sich jetzt!
Informationen unter: www.apfel-gmbh.de/stellenangebote
Besuchen Sie uns!
14. - 16. 03., Stuttgart
Eingang Ost, EO81