





Sprachen
Seiten
Rechtliche


MechanischeBearbeitung
RIPAMONTIGIANMARIO & F.lli s.n.c.
RIPAMONTIGIANMARIO & F.lli s.n.c.
RGM
RipamontiMECCANICA S.r.l.
Tecnologia - Qualità - Precisione

Mechanische Bearbeitung von komplexen Bauteilen:Drehen, Bohren, Fräsen
Hauptziehl dieses Prospektes ist, die
potentielle Kundschaft mit der Firma
durch die Hervorhebung ihrer
Eigenschaften und Leistungen
bekannt zu machen, damit das
Unternehmen sich in der Welt der
mechanischen Lohnfertigung
auszeichnet. Im Bereich der
komplexen Bearbeitungen ist das
Lieferantenvertrauen für den Kunden
äusserst wichtig; nach 35 Jahren
unserer Geschichte geht unser
Trachten darin, die anspruchsvollsten
Kunden zu erreichen, auch über die
nationalen Grenze, und sie mit den
Fakten zu überzeugen.
Die Qualität des
Unternehmensmanagements, der
Produktionsmittel und der Prozesse
steht auf unserer Seite: wir sind stolz
darauf, sie Ihnen mit diesem Prospekt
vorzustellen.
Die Geschichte
Die Offi cina Meccanica Ripamonti wurde
im Jahr 1974 als individuelle Firma
gegründet, und wandelte sich als KG im
Jahr 1977. Ursprünglich als allgemeine
Dreherei tätig, spezialisierte sich die Firma
nachher in der Bearbeitung von
Zeichnungsteilen für Werkzeugmaschinen,
mechanischen Komponenten für
Brennanlagen und Stahlwerke,
Komponenten und Ersatzteilen für
Energieerzeugungsanlagen.
Am Anfang der 90e, aufgrund des
steigenden Platzbedarfs, nahm die Familie
Ripamonti den Entscheid, den Betrieb von
Palazzago nach Almenno San Bartolomeo
zu verlegen; in diesem Standort besitzt
das Unternehmen eine Gesamtfl äche von
8000 mq., von denen 4000 mq. für die
Produktion. Die in den über 30 Jahren
Tätigkeit gewidmete beachtliche
Erfahrung, sowie die hohe Vielfältigkeit
der Organisation und die Erzielung, im
Jahr 1996, der erwünschten ISO-9002
Zertifi zierung (später als ISO-9001
entwickelt) haben die Wahl der Familie
Ripamonti als Marktsieger bestätigt.
Die Entwicklung
Die stetige Technologieentwicklung der
Industrie und die steigend
anspruchsvollenen Kundenanforderungen
führten die Ripamonti zu einer
Umstrukturierung der Organisation und der
Produktionsmittel. Diesbezüglich erfolgten
neue Investitionen im Maschinenpark, mit
der Zufriedenstellung der neuen, höheren
Kundenanforderungen bez.
Stückabmessungen und
Bearbeitungsgenauigkeiten als Ziel.
Maschinen, Geräte und
spitzentechnologische Ausstattungen sind
von einer motivierten, befähigten, experten
und trainierten Arbeitskraft geführt, die in
der Lage ist, ein sehr hohes
Leistungsniveau zu erreichen; damit das
Ansehen, das die Gruppe Ripamonti auf
dem Markt geniesst, konstant erhöht wird.

RIPAMONTIGIANMARIO & F.lli s.n.c.
RIPAMONTIGIANMARIO & F.lli s.n.c.
RGM
MechanischeBearbeitung
UNSERE STARKPUNKTE
Unsere hauptsächlichen Starkpunkte
können wie folgt zusammengefasst
werden:
• “keine Kompromisse”:
komplette Einhaltung der vom
Kunden gestellten Leistungs- u.
Qualitätsanforderungen
• “die Fähigkeit”:
ein technisches und ausführliches
Know-How, konsolidiert durch über
35 Jahre Erfahrung
• “Wir sorgen dafür”:
durch ein kontinuierlich entwickeltes
Unterlieferantennetz werden den
Kunden ergänzende Nebendienste
gewährleistet, wie:
• Fremdbearbeitungen (Schleifen,
Tiefbohren)
• alle nicht im Hause durchgeführten
Kontrollen (z.B. Zerstörungsprüfungen,
Ultraschall)
• Wärmebehandlungen
• Oberfl ächebehandlungen
• Materialaufl agen (z.B. Stellitierung,
Rostfreistahlaufl agen)
• Schweisskonstruktionen (Schweissen,
Biegen, Kalandern)
• Lackierung
• Beschaffung Rohmaterialien,
auch im Ausland
• “Kultur der Qualität”
Werkstoffprüfungen von
Unterlieferanten: Mess,
Härte-, Magnetpulver- und
Penetriermittelprüfungen schrittweise
durch den Fertigungsplan und nicht
nur beim Fertigprodukt
• “immer vorwärts sein”:
konstante Aktualisierung des
Maschinenparks (50% der installierten
WZ-Maschinen sind weniger als
10 Jahre, 30% weniger als 3 Jahre
alt; in den letzten 2 Jahren wurden
trotzt der weltweit schwierigen
Wirtschaftslage, 3 neue Maschinen
in Betrieb genommen)
• “Enthusiasmus und Zuneigung
zur Firma”:
eine junge Belegschaft, jedoch mit
guter Betriebserfahrung (75% der
Maschinenarbeiter sind weniger als
35 Jahre alt, davon viele nähern sich
zu 10 Jahren Dienstalter)

Maschinen und Produkte
Karusseldrehmaschine IMT
VBM30.36
(Dreh-/Fräsmaschine) mit
doppeltem Ständer:
• Tragfähigkeit am Tisch: 30 To.
• Spindelmotor 71 kW
• Traversenhub 1200 mm.
• max. Drehdurchmesser 3600
mm.
• max. Drehhöhe 2000 mm.
• V-Hub RAM-Schlitten 1500 mm.
• max. H-Schlittenverschiebung
3820 mm.
• Winkel-Fräskopf
• Werkzeuglager: 24 St.
• Inbetriebsnahme: 2010
“Eine optimale Lösung für unsere
Bezugsmärkte: die Fertigung von
schweren Teilen völlig auf einer
Maschine”(siehe 56 im Faltprospekt Maschinenpark))

RIPAMONTIGIANMARIO & F.lli s.n.c.
RIPAMONTIGIANMARIO & F.lli s.n.c.
RGM
MechanischeBearbeitung
Bohr-/Fräsmaschine
PAMA Speedmat 3/TR25:
• Tragfähigkeit am Tisch: 25 To.
• Tischabmessungen 2000x2500 mm.
• max. Raumbedarf beim Tischdrehen 3700 mm.
• Spindelmotor 46 kW
• Bohrspindeldurchmesser 160 mm.
• X / Y / Z / W-Achsenhub:
4000 / 2500 / 2700 / 800 mm.
• Werkzeuglager: 80 St.
• Universalkopf mit rechtwinkligen Achsen TTL
• CNC-Plandreh-/Bohrkopf UT5-630S
• Inbetriebsnahme: 2010
“Eine Maschine, die nach einer sehr vielseitigen
Konfi guration und mit einer sehr kompletten
Ausrüstung gewählt wurde.
Nötig, um die heutigen Anforderungen zufrieden
zu stellen, sie erlaubt neue Entwicklungen
in der Bearbeitung prismatischer Teile”
(siehe 54 im Faltprospekt Maschinenpark)

CNC-Spitzendrehmaschine
GIANA GFP20:
• max. Stückgewicht zwischen
Spitzen 30 To.
• Spindelmotor 100 kW
• Spitzenhöhe auf dem
Bank 1020 mm.
• Spitzenweite 12500 mm.
• max. Durchmesser auf dem
Schlitten 1580 mm.
• Bohrkopfträger Ø 400 mm.
• 2 St. Lünetten,
Ø 750 und Ø 1400 mm.
• C-Fräsachse mit angetriebenen
Werkzeugen
• Inbetriebsnahme: 2007
“Eine grosse Maschine für schwere
Teile und hohe Performances.
Eine Garantie für Leistung,
Präzision und Zuverlässigkeit”
Maschinen und Produkte
(siehe 46 im Faltprospekt Maschinenpark)

RIPAMONTIGIANMARIO & F.lli s.n.c.
RIPAMONTIGIANMARIO & F.lli s.n.c.
RGM
MechanischeBearbeitung
Multitask (Dreh-/Fräs–)
Bearbeitungszenter
(horizontal) MAZAK
INTEGREX e-1060/8VII:
• max. Stückgewicht 2,7 To.
• Spindelmotor 37 kW
(Langbetrieb: 30 kW)
• 2 Tische Ø 1000
• max. Drehdurchmesser 1250
mm.
• X / Y / Z-Achsenhub:
1875 / 1060 / 1345 mm.
• Werkzeuglager: 80 St.
• Spindeleinsatz C8 capto
• aktive Steuerung durch
die “e-Tower” Schnittstelle
• Inbetriebsnahme: 2007
“die beste Maschine für die
schwierigsten Teile, in einer
einzigen Einspannung”
(siehe 48 im Faltprospekt Maschinenpark)

Maschinen und Produkte
Parallel-Drehzenter MAZAK Nexus QTN 450-IIM:
• Spitzenhöhe auf dem Bank 450 mm.
• max. Drehabmessungen: Ø 580 x 3000 mm.
• Spindelleistung 30 kW
• motorisierte Werkzeuge
• CNC-Steuerungssystem Mazatrol Matrix
• Inbetriebsnahme: 2009
(siehe 53 im Faltprospekt Maschinenpark)

RIPAMONTIGIANMARIO & F.lli s.n.c.
RIPAMONTIGIANMARIO & F.lli s.n.c.
RGM
MechanischeBearbeitung
Bohr-/Fräsmaschine
mit H/V-Spindel MONTI
MAF50
• drehbarer Tisch
1500x1250 mm.
• X / Y / Z-Achsenhub:
2500 / 1700 / 1500 mm.
• max. Stückgewicht 5 To.
• Inbetriebsnahme: 1993
“bis heute haben wir sie
für alle Bedüfnisse des
Bohrens intensiv vertwertet;
trotz der Inbetriebsnahme
der neuen PAMA wird
sie weiter dienen”
(siehe 01 im Faltprospekt Maschinenpark)

Maschinen und Produkte
Multitask Fräs-/Drehzenter
(horizontal) MAZAK 50YB
• max. Drehdurchmesser 520 mm.
• X / Y / Z-Achsenhub:
520 / 200 / 2600 mm.
• Inbetriebsnahme: 2001
(siehe 35 im Faltprospekt Maschinenpark)
RIPAMONTIGIANMARIO & F.lli s.n.c.
RIPAMONTIGIANMARIO & F.lli s.n.c.
RGM
MechanischeBearbeitung
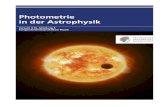
Fräsmaschine mit bewegl.
Ständer F.P.T. SIRIO M60:
• Tisch 8000x2000 mm.
• Spindelmotor 27 kW
• X / Y / Z-Achsenhub:
6000 / 1200 / 2000 mm.
• Werkzeuglager 10 St.
• Inbetriebsnahme: 2006
(siehe 45 im Faltprospekt Maschinenpark)

Maschinen und Produkte
CNC-Spitzendrehmaschine
PBR
• Spitzenhöhe auf dem
Bank 300 mm.
• max. Drehabmessungen:
Ø520 x 3000 mm.
• Inbetriebsnahme: 2004
(siehe 37 im Faltprospekt Maschinenpark)

RIPAMONTIGIANMARIO & F.lli s.n.c.
RIPAMONTIGIANMARIO & F.lli s.n.c.
RGM
MechanischeBearbeitung

Referenzliste Produkte
Bearbeitungen
Anwendungsfeld Beschreibung sonsitge Besonderheiten
H-D
re
he
n
v-D
re
he
n
Bo
hre
n /
Frä
se
n
Gas-/ Öldichtungen x x Bearb. 2-teilig
Dampfturbinen, Schutzmäntel x x Schweissen
Turbogeneratoren Ringe, Mutter, Flanschen x x x Bearb. 2-teilig
Ventildeckel, Innendeckel x x x Tiefbohrung Verzahnung am
Aussen Ø
Ventilsitze x x Tiefbohrung
Schleifen,
Polieren
Dichtringe x x x Funkenerosion, mit Dichtstreifen
Stemmen eingestemmt, Bearb.
2-teilig
Dichtsegmente x x x Funkenerosion bei kompletten Ringen
Ø 2964
Dichtringe für Lager x x x Schweissen auch mit komplexen
Profi len
Ablaufdeckel x x
Leitringe x x x Schweissen Schaufelfertigung
möglich
Düsenplatten x x x Funkenerosion Montage und Fertigung
der Dichtelemente,
Bearbeitung 3-teilig
Einlassventile (Hauptstopfen) x x auch: Ventile
komplett montiert
Einlassventile (Stange) x x Verzahnung, auch: Ventile
Polieren, komplett montiert
Tiefbohrung
Pumpenräder x x eingeschrumpfte Ringe
Pumpenkörper x x Schweissen
Gelenke x x Verzahnung am
Wechselstromgenerator Aussen Ø
Hochdruckausgleicher x x x Montage Dichtringe u.
sonstige Teile
Rohre, Buchsen und x x
Bohrplatten für Reduzierventile
Rotoren x x
Hauptwellen x x
Ölanlagen, Flanschen und Anschlüsse x x x mit Inconel-Auftrag
Raffi nerien, hydraulische Aktuatoren (Körper) x x Polieren
Bohrtechnik, hydraulische Aktuatoren (Kolben) x
Wärme- u. Buchsen x
Atomkraftwerke Verteiler x x Polieren
Ringe, Mutter x x
Rohraufhänger x x
Komponenten für Bohrlochköpfe x x mit Inconel-Auftrag
Verteiler für Flachschieber x x Polieren
Komponenten für Aktuatoren x x Polieren
hydraulische Injektoren (Körper) x x Schweissen Ausbohren
Turbinen Wellenschutzbuchsen x x Schweissen
Dichtungsstützringe x x Schweissen
Führungslager x x Tiefbohrung
Turbinenwellen x x Schleifen
Ventilkörper x x
Windturbinen Rotoren x x Schweissen
Ringe (versch.) x x x
Wellen x x

RIPAMONTIGIANMARIO & F.lli s.n.c.
RIPAMONTIGIANMARIO & F.lli s.n.c.
RGM
MechanischeBearbeitung
Bearbeitungen
Anwendungsfeld Beschreibung sonsitge Besonderheiten
H-D
re
he
n
v-D
re
he
n
Bo
hre
n /
Frä
se
n
industrielle Gas- u. Luftsammler x x
Brennanlagen Mischer (Körper) x
(Ventile, Regler, Ventile (Körper) x x
Brenner, Mischer) Flanschen x
Brenner (Körper) x x
Brennerplatten x
industrielle Ansaugkrümmer x x x Schweissen
Verdichter Aussendichtringe x x x
gewölbte Böden x x Schweissen
für Druckbehälter
Eisenhüttenwerke Holme x x
Ofenrollen x x x Tiefbohrung
Automatisierung u. nut screws x x
Antriebslösungen
Mechanik Gleitlager x x x Schleifen mit angeschw.
(versch. (neu und repariert) Weissmetall,
Anwendungen) US-Prüfung, auch
2-teilig, Balligdrehen,
Tiefbohrung, Montage
Kippsegmente x x x Schleifen mit angeschw.
Weissmetall,
US-Prüfungen,
Flüssigkeits-prüfungen
Kippsegmentenführungen x mit angeschw.
Weissmetall
Lagerböcke x x x Schweissen Balligdrehen,
Montage
Dichthalteringe x x x
Führungsbuchsen x x
Dichtungsringe x x x auch 2-teilig, mit
angeschweisstem
Weissmetall,
US-Prüfung
Bronzebuchsen x x
Wellen x x Tiefbohrung auch Nockenwellen,
Auswuchten
Naben x x x Tiefbohrung
Antriebstechnik Wickler x x Schleifen
Getränke- Wellen x x
verpackung
Schütt- u. Wellen x x Schweissen
Pulververpackung
Walzanlagen Walzengarnituren x x x
Regelventile für Ventilkörper x x Inconel-Guss
Flüssigkeiten
Flüssigkeits- u. Einsatzringe für x
Filtertechnik selbstreinigende Spaltfi lter
Werkzeug- Spindeln und Spindelwellen x x
maschinen
Schiffbau Propellerwellen x x Tiefbohrung
Kalandermaschinen Kalanderwalzen x x
Zementwerke Brechrotoren x
Wellen für Brechrotoren x x Schweissen
Förder- u. Trommeln der Spilleinheit x x x Schweissen
Hebetechnik für Laufkräne

Die Qualität
Seit immer arbeitet RIPAMONTI
zusammen mit Kunden, die der
Qualität und Sicherheit ihrer Produkte
die Priorität ohne Kompromisse
geben; über 60% der Lieferungen
sind für die Bereiche Energie und
Anlagenbau bestimmt, die eine stetige
Herausforderung zum Qualitätsniveau
darstellen.
Daher hat für RIPAMONTI die Erzielung
der ersten ISO-Zertifi zierung im Jahr
1996 nichts weiter bedeutet, als das
Ergebnis der spontanen und ständigen
Anwendung der Qualitätsgrundsätze.
Die Politik der Qualität, in unserer
Internet-Präsenz als Download
verfügbar, deutlich stellt einige
Grundsätze fest, die die Führungslinien
zur Erzielung wertvoller Ergebnisse
darstellen, hinsichtlich des
Unternehmens, der Kunden, des
Personals und der Umwelt.
DIE GRUNDSÄTZE

RIPAMONTIGIANMARIO & F.lli s.n.c.
RIPAMONTIGIANMARIO & F.lli s.n.c.
RGM
MechanischeBearbeitung
Eine Turbinenwelle, ein Lager mit Weissmetallaufl age, ein
Dampdichtring, ein Ventilkörper mit Stellitierung… alle sind Bauteile,
die keine Kompromisse in der Qualität der Ausführung tolerieren.
RIPAMONTI hat sich mit einer Prüforganisation ausgestattet,
geeignet um Komponenten solcher Eigenschaften in absoluter
Sicherheit zu fertigen, mit Einsatz nicht nur beim Fertigprodukt,
sondern in jeder kritischen Stelle des Fertigungsprozesses:
Mod. RVD-27-1
N°
Data Datum
CERTIFICATO PROVE DI DUREZZA Härteprüfbericht
CLIENTE Kunde
DESCRIZIONE Beschreibung
ORDINE N° Bets.-Nr.
DATADatum
COMMESSAAuftrag Nr.
POSIZIONEPos.
MATERIALEMaterial
APPARECCHIO DI PROVA Prüfgerät
ITEM N°
NORME DI COLLAUDO Prüfnormen
DISEGNO Zeichnung
COD. DISEGNOInt. Zchn. Code
QUANTITA'Menge (St.)
DUREZZA RISCONTRATA Härte (Istwert)
DESCRIZIONE Beschreibung
MATERIALEMaterial (ist)
VALORE ACCETTATOSollwert
Note Anmerkungen
OFFICINA MECCANICA RIPAMONTI ISPEZIONE ESTERNA Inspektor FIRMA Unterschrift CLIENTE-AGENZIA
Kunde-VertreterFIRMA UQ Unterschrift Q-Abt. Data Datum Data Datum
RPD - 66 - 0
N°
Data Datum
RAPPORTO DI ESAME CON LIQUIDI PENETRANTI Penetriermittelprüfbericht
CLIENTE Kunde
ORDINE N° Best.-Nr. DESCRIZIONE Beschreibung
DATADatum
COMMESSAAuftrag Nr.
POSIZIONEPos.
MATERIALEMaterial
DISEGNO Zeichnung NORME DI COLLAUDO Prüfnormen
COD. DISEGNOInt. Zchn. Code
QUANTITA'Menge (St.)
STADIO DI LAVORAZIONE Bearbeitungszustand
CONDIZIONI SUPERFICIALI Oberflächezustand
POST EMULSIFICANTEnachemulgierend
Come saldato geschweisst
Molato Handgeschliffen
Spazzolatogebürstet
Come laminatogewalzt
Lavorato di macchina bearbeitet
Superficie grezzaroh
METODO DI ESAME Prüfverfahren
PULITORE Reinigungsmittel PENETRANTE Penetriermittel EMULSIFICANTE Emulgator SOLVENTE Lösemittel RILEVATORE Aufnehmer MARCA Herst.
SOLUBILE IN ACQUAwasserlöslich
SOLUZIONE IN SOLVENTELösemittellösung
VIS. / Sichtbar FLUORES. FLUORES.VIS. / Sichtbar FLUORES.VIS. / Sichtbar
PULITURA Reinigung APPLICAZIONE PENETRANTE Auftragen Penetriermittel RIMOZIONE PENETRANTE Entfernung Penetriermittel APPLICAZIONE SVILUPPATORE Auftragen Entwickler
ESSICAZIONETrocknungTEMPO MINIMO DI PENETRAZIONE Min. PenetrationszeitAPPLICAZIONE EMULSIFICATORE Auftragen EmulgatorTEMPO MINIMO DI SVILUPPO Min. EntwicklungszeitTEMPERATURA DELLA SUPERFICIE Oberflächentemperatur
TEMPO MASS. DI RISCONTRO Max. Prüfzeit
RISULTATO DELL' ESAME PrüfergebnisCONFORME konform NON CONFORME nicht konform RAPPORTO DI NON CONFORMITA' N° Fehlerbericht n°
OFFICINA MECCANICA RIPAMONTI ISPEZIONE ESTERNA Inspektor NOME Name - LIV PnD - FIRMA Unterschr. Data Datum
CLIENTE-AGENZIA Kunde-Vertreter FIRMA Unterschrift Data Datum
Note Anmerkungen
Mod. RLP-30-2
N°
Data Datum
RAPPORTO DI ESAME MAGNETOSCOPICO Magnetpulverprüfbericht
CLIENTE Kunde ORDINE N° Best.-Nr. DESCRIZIONE Beschreibung DISEGNO Zeichnung NORME DI COLLAUDO Prüfnormen STADIO DI LAVORAZIONE Bearbeitungszustand
DATADatum
COMMESSAAuftrag Nr.
POSIZIONEPos.
MATERIALEMaterial
COD. DISEGNOInt. Zchn. Code
QUANTITA'Menge (St.)
CONDIZIONI SUPERFICIALI Oberflächezustand Come saldato geschweisst
Molato Handgeschliffen
Spazzolatogebürstet
Come laminato gewalzt
Lavorato di macchina bearbeitet
Superficie grezzaroh
METODO DI MAGNETIZZAZIONE / Magnetisierungsverfahren PUNTALI Stössel
GIOGO Joch
BOBINA Spule
CONTATTO DIRETTO Kontakt
PULIZIA DOPO CONTROLLO Reinigung nach der Prüfung
SMAGNETIZZAZIONEEntmagnetisierung
RISULTATO DELL' ESAME PrüfergebnisCONFORME konform NON CONFORME nicht konform RAPPORTO DI NON CONFORMITA' N° Fehlerbericht n°
OFFICINA MECCANICA RIPAMONTI ISPEZIONE ESTERNA Inspektor
NOME Name - LIV PnD - FIRMA Unterschr. Data Datum
CLIENTE-AGENZIA Kunde-Vertreter FIRMA Unterschrift Data Datum
Note Anmerkungen
CORRENTE / Strom INTENSITA'/ Intens. DISTANZA/Abstand TIPO APPARECCHIO / Gerät
CORRENTE / Strom DISTANZA / Abstand TIPO APPARECCHIO / Gerät
CORRENTE / Strom AMPER SPIRE / AW-Zahl TIPO APPARECCHIO / Gerät
CORRENTE / Strom TIPO APPARECCHIO / GerätINTENSITA' / Intensität
METODO DI ISPEZIONE / Aufsichtsverfahren
SECCO / trocken UMIDO / nass FLUORESCENTE / fluores.
POLVERE Pulver
GRIGIA / grau NERA / schwarz ROSSA / rot
MARCA Herst.
MARCA Herst.
POLVEREPulver ROSSA / rot
NERA / schwarz
IN SOLUZIONE DILösung ACQUA / Wasser
OLIO / Öl
MARCA Herst.
POLVERE Pulver
SOSPENZIONE IN Aufschwemmung ACQUA /Wasser
OLIO / Öl
SI' / Ja NO / NeinSI' / Ja NO / Nein
Mod. RMT-29-2
N°
Data Datum
RAPPORTO DI NON CONFORMITA' Fehlerbericht
CLIENTE Kunde ORDINE N° Best.-Nr.
DATADatum
COMMESSAAuftrag Nr.
POSIZIONEPos.
MATERIALEMaterial
DESCRIZIONE Beschreibung
DISEGNO Zeichnung
COD. DISEGNOInt. Zchn. Code
QUANTITA'Menge (St.)
Descrizione della non conformità Fehlerbeschreibung
Firma UQ Unterschrift Q-Abt.
DataDatum
Soluzione non conformità Lösung zur Fehlerbeseitigung Rilavorare
Nacharbeiten Usare tale quale So lassen
ScartareVerschrotten
Altrosonstiges
Rendere a fornitore/cliente Rücklieferung an Kunden / Lieferanten
RiparareReparieren
Firma UQ Unterschrift Q-Abt.
Data Datum
Firma DGUnterschrift G-Leitung
Azione correttiva Korrekturmassnahmen
Proposta Vorschlag
RAC n° Azione preventivaVorbeugende Massnahmen
RAP n°
PropostaVorschlag
Note Anmerkungen
Chiusura della non conformità Enderledigung Firma UQ Unterschrift Q-Abt..
DataDatum
Mod. RNC-08-1
DIE PRÜFUNGEN
• Prüfung seitens der Unterlieferanten der zugekauften Materialien
und Behandlungen, nach Kundenvorschriften oder jedenfalls nach
den QS-Richtlinien
• Messprüfungen, auch mit 3D-Messmaschine
• Härteprüfungen
• Magnetpulver- und Penetriermittelprüfungen, mit eigenem befähigten
Personal
Die für das Produkt geforderten oder geplanten Prüfungen werden
in den Arbeitsplan eingefügt, so wie alle Bearbeitungsschritte,
und für alle sind die betreffenden Eintragungen verfügbar.
Die Qualität hat für uns eine Bedeutung, die unsere traditionellen Kunden
gut kennen. Die potentiellen Kunden können sich auf uns verlassen;
die Qualität ihres Produktes resultiert aus Personen, Grundsätzen,
Verhaltens und Mittel, die mit der Qualität jeden Tag leben.

Die Qualität
DIE PRÜFGERÄTE
Schublehren für Aussenmessungen
Mikrometer für Aussenmessungen
Bohrlehren
Höhenmesser
Rauheitsprüfer
Härteprüfer
Endmasse
Hartgestein-Messplatten
tragbare Messarmen, mehrachse
3D Messmaschine
Alle Prüfgeräte sind zertifi ziert
und unterliegen regelmässigen
Eichungen.
Siehe Faltprospekt
MASCHINEPARK für Details
RIPAMONTIGIANMARIO & F.lli s.n.c.
RIPAMONTIGIANMARIO & F.lli s.n.c.
RGM
MechanischeBearbeitung
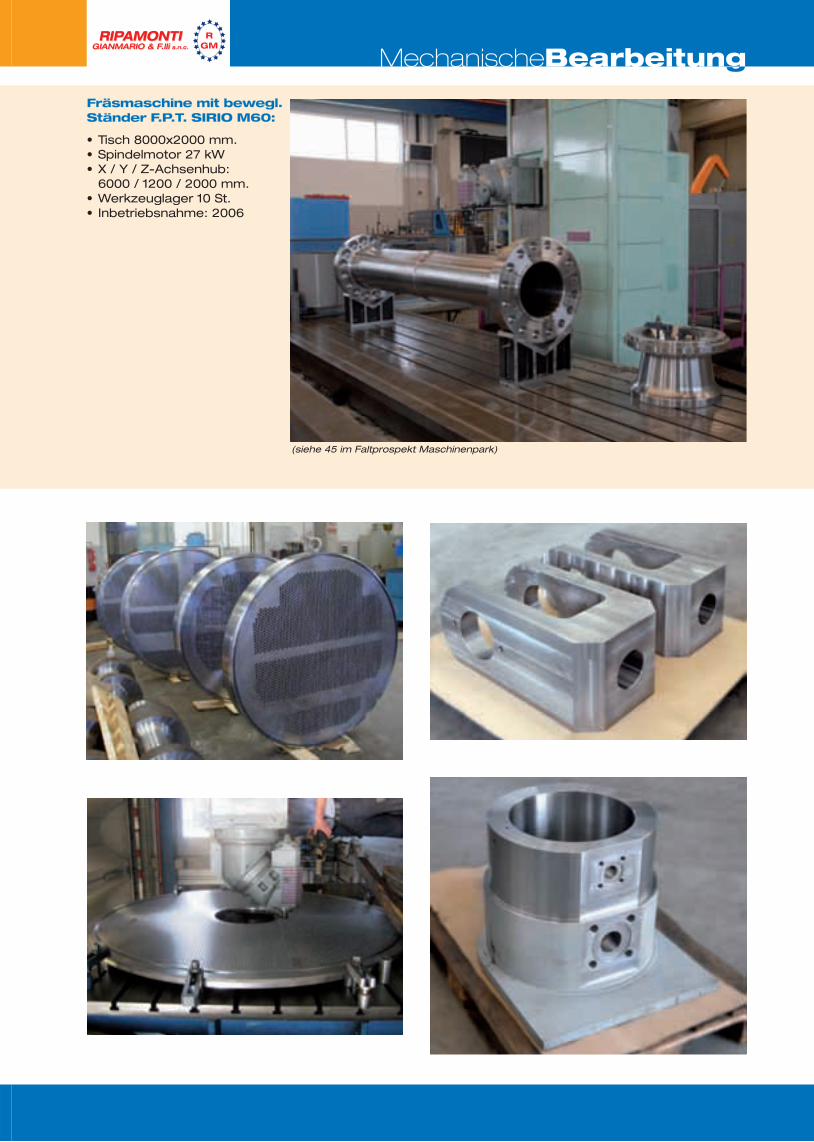
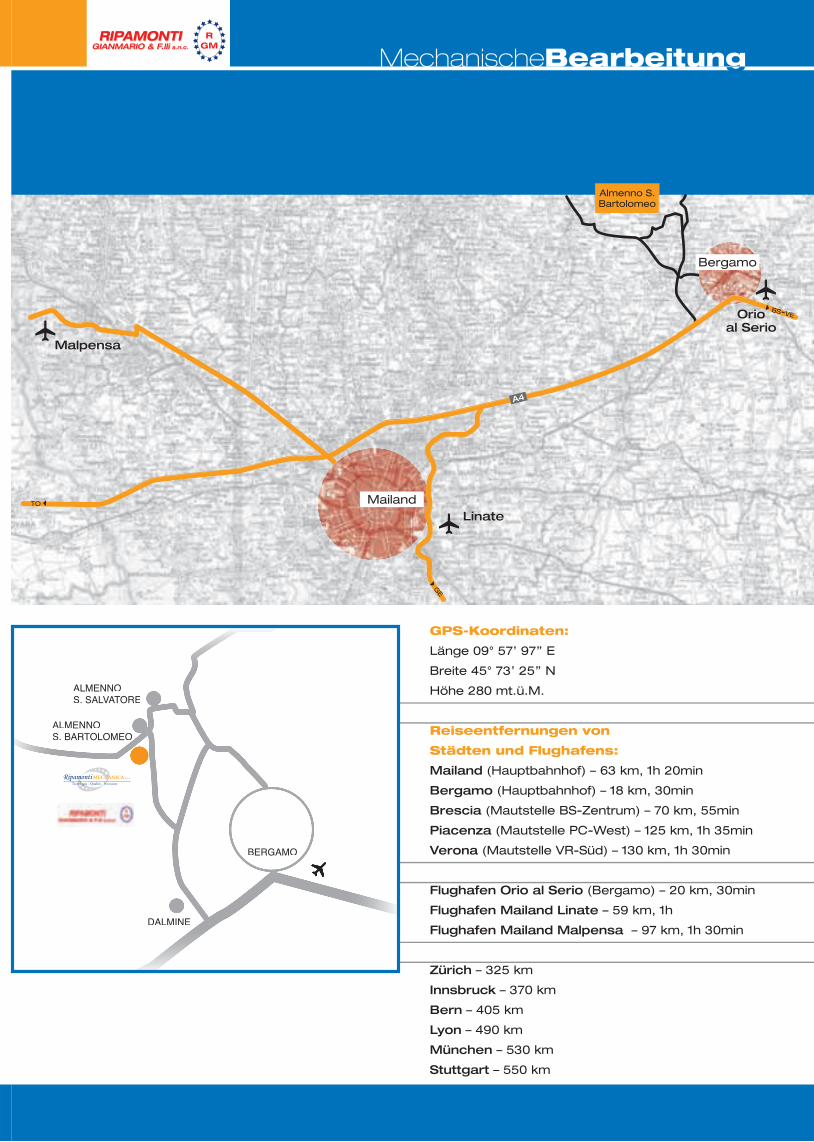
GPS-Koordinaten:
Länge 09° 57’ 97’’ E
Breite 45° 73’ 25’’ N
Höhe 280 mt.ü.M.
Reiseentfernungen von
Städten und Flughafens:
Mailand (Hauptbahnhof) – 63 km, 1h 20min
Bergamo (Hauptbahnhof) – 18 km, 30min
Brescia (Mautstelle BS-Zentrum) – 70 km, 55min
Piacenza (Mautstelle PC-West) – 125 km, 1h 35min
Verona (Mautstelle VR-Süd) – 130 km, 1h 30min
Flughafen Orio al Serio (Bergamo) – 20 km, 30min
Flughafen Mailand Linate – 59 km, 1h
Flughafen Mailand Malpensa – 97 km, 1h 30min
Zürich – 325 km
Innsbruck – 370 km
Bern – 405 km
Lyon – 490 km
München – 530 km
Stuttgart – 550 km
Almenno S. Bartolomeo
Malpensa
Linate
Orioal Serio
Bergamo
MailandTO
BS-VE
GE
A4

RIPAMONTI GIANMARIO & F.lli s.n.c.
RIPAMONTI MECCANICA S.r.l.
Via Partigiani, 23 24030 Almenno San Bartolomeo (BG) - Italy
Tel. +39 035 549790 / +39 035 6312067 Fax +30 035 549770
[email protected] www.ripamontigmario.com
Top Related