1 Stanztechnik - Christiani · Werkzeug (Schneidstempel) Schneidspalt Freifläche Druckfläche...
14
Werkzeug (Schneidstempel) Schneidspalt Freifläche Druckfläche Schneidkeil Freifläche Werkzeug (Schneidplatte) a) Werkzeug b) Werkstück Schneid- spalt Schneide Schnitt- linie Schnitt- kanten Schnitt- teil 1 Schnitt- teil 2 Schnittkanten Schnitt- fläche a) offener Verlauf b) geschlossener Verlauf Werkzeug Spalt Spalt Werkstück geschlossener Verlauf der Schneiden Werkzeug geschlossene Schnittlinie am Werkstück offene Schnittlinie am Werkstück offener Verlauf der Schneiden Scherschneiden Keilschneiden z. B. Ausschneiden z. B. Messerschneiden Biegestempel Biegen Biegegesenk Falzen Nieten 1 1 Stanztechnik Begriffsbestimmungen, Zerteilen 7 Das Stanzen gehört zu den spanlosen Fer- tigungsverfahren. Der Begriff fasst mehrere Schneid-, Umform- und Formverfahren zu- sammen (Tabelle 1). Mit einem Stanzwerkzeug kann man beispielsweise zerteilen, umformen oder fügen. Mit Hilfe der Stanztechnik fertigt man vorwie- gend Werkstücke aus Blechstreifen, Metall- bändern, Platten oder Bahnen aus Kunststoff, Papier, Leder, Textilien und aus Dichtungswerk- stoffen. Die zweiteiligen, formgebundenen Werk- zeuge werden meist in Pressen eingebaut und besitzen ein Ober- und ein Unterteil. Die eingesetzten Werkzeuge bezeichnet man als Zerteilwerkzeuge, Umformwerkzeuge und Füge- werkzeuge. In Verbundwerkzeugen können die einzelnen Verfahren kombiniert werden. Zerteilen ist nach DIN 8588 ein spanloses Trenn- verfahren. Die hauptsächlich angewendeten Ver- fahren sind das Scherschneiden und das Keil- schneiden. Durch Umformen (DIN 8582) kann an einem festen Körper eine bleibende Formänderung her- beigeführt werden. Die Benennung der Werkzeu- ge erfolgt meist durch die Angabe des Ferti- gungsverfahrens, z. B. Biegewerkzeug. Fügen ist nach DIN 8593 das Zusammenbringen zweier oder mehrerer Werkstücke in fester Form durch Einpressen, Falzen oder Nieten. 1.2.1 Scherschneiden Scherschneiden ist das Zerteilen von Werk- stoffen durch zwei Schneiden, die sich anein- ander vorbeibewegen. Der Verlauf der Schneiden am Werkzeug und der Verlauf der Schnittlinien am Werkstück können dabei sowohl offen als auch geschlossen sein (Bild 1). Begriffe, die das Werkzeug betreffen, erhalten die Stammsilbe „Schneid-“, wie z. B. Schneid- stempel, Schneidplatte (Bild 2 a). Begriffe, die das Werkstück betreffen, erhalten die Stamm- silbe „Schnitt-“, wie z. B. Schnittfläche, Schnitt- kante (Bild 2 b). 1.2 Zerteilen 1.1 Begriffsbestimmungen Tabelle 1: Verfahren der Stanztechnik Zerteilen Umformen Fügen Verfahren Werkzeuge und Vorgang Bild 1: Scherschneiden Bild 2: Begriffe am Werkzeug und am Werkstück
Transcript of 1 Stanztechnik - Christiani · Werkzeug (Schneidstempel) Schneidspalt Freifläche Druckfläche...

Werkzeug (Schneidstempel)
Schneidspalt
Freifläche
Druckfläche
Schneidkeil
Freifläche
Werkzeug(Schneidplatte)
a) Werkzeug b) Werkstück
Schneid-spalt
Schneide
Schnitt-linie
Schnitt-kanten
Schnitt-teil 1
Schnitt-teil 2
Schnittkanten Schnitt-fläche
a) offener Verlauf b) geschlossener Verlauf
Werkzeug
Spalt
Spalt
Werkstück
geschlossenerVerlauf derSchneiden
Werkzeug
geschlossene Schnittlinieam Werkstückoffene Schnittlinie am Werkstück
offenerVerlauf derSchneiden
Scherschneiden Keilschneiden
z. B. Ausschneiden z. B. Messerschneiden
Biegestempel
Biegen
Biegegesenk
Falzen Nieten
1
1 Stanztechnik
Begriffsbestimmungen, Zerteilen 7
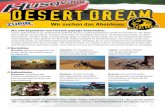
Das Stanzen gehört zu den spanlosen Fer -tigungsverfahren. Der Begriff fasst mehrereSchneid-, Umform- und Formverfahren zu-sammen (Tabel le 1). Mit einem Stanzwerkzeugkann man beispielsweise zerteilen, umformenoder fügen.
Mit Hilfe der Stanztechnik fertigt man vorwie-gend Werkstücke aus Blechstreifen, Metall -bändern, Platten oder Bahnen aus Kunststoff,Papier, Leder, Textilien und aus Dichtungswerk-stoffen. Die zweiteiligen, formgebundenen Werk-zeuge werden meist in Pressen eingebaut undbesitzen ein Ober- und ein Unterteil.
Die eingesetzten Werkzeuge bezeichnet man alsZerteilwerkzeuge, Umformwerkzeuge und Füge-werkzeuge. In Verbundwerkzeugen können dieeinzelnen Verfahren kombiniert werden.
Zerteilen ist nach DIN 8588 ein spanloses Trenn-verfahren. Die hauptsächlich angewendeten Ver-fahren sind das Scherschneiden und das Keil-schneiden.
Durch Umformen (DIN 8582) kann an einemfe sten Körper eine bleibende Formänderung her-beigeführt werden. Die Benennung der Werkzeu-ge erfolgt meist durch die Angabe des Fer ti -gungs verfahrens, z.B. Biegewerkzeug.
Fügen ist nach DIN 8593 das Zusammenbringenzweier oder mehrerer Werkstücke in fester Formdurch Einpressen, Falzen oder Nieten.
1.2.1 Scherschneiden
Scherschneiden ist das Zerteilen von Werk-stoffen durch zwei Schneiden, die sich anein-ander vorbeibewegen.
Der Verlauf der Schneiden am Werkzeug und derVerlauf der Schnittlinien am Werkstück könnendabei sowohl offen als auch geschlossen sein(Bild 1).
Begriffe, die das Werkzeug betreffen, erhaltendie Stammsilbe „Schneid-“, wie z.B. Schneid-stempel, Schneidplatte (Bild 2a). Begriffe, diedas Werkstück betreffen, erhalten die Stamm -silbe „Schnitt-“, wie z.B. Schnittfläche, Schnitt-kante (Bild 2b).
1.2 Zerteilen
1.1 Begriffsbestimmungen Tabelle 1: Verfahren der Stanztechnik
Zerteilen
Umformen
Fügen
Verfahren Werkzeuge und Vorgang
Bild 1: Scherschneiden
Bild 2: Begriffe am Werkzeug und am Werkstück

Schnittteil
AbfalldurchBeschneiden
z. B. SchmiedeteilAbfall durchAbgratschneiden
Abfall durchAusschneiden Schnittteil
Band oder Streifen
Band oder Streifen
Abfall
SchnittlinieSchneidstempel Schnittteile
ohneAbfall
mitAbfall
SchnittteilAbfall durch LochenZwischenform
SchnittteilAbfall durch AusklinkenZwischenform
SchnittlinieZwischenform
1
1.2.2 Scherschneidverfahren
Die Fertigungsverfahren beim Scherschneiden können unter anderem nach der Lage der Schnittlinieeingeteilt werden. Die einzelnen Verfahren heißen:
➜ Ausschneiden ➜ Einschneiden ➜ Trennschneiden
➜ Abschneiden ➜ Beschneiden mit ➜ Knabberschneiden
➜ Lochen Abgratschneiden ➜ Feinschneiden
➜ Ausklinken ➜ Nachschneiden
8 Stanztechnik
Verfahren Ausgangsform Fertigungsablauf Endform Anwendung
Tabelle 1: Scherschneidverfahren
Ausschneiden ist das Werkstücke mitSchneiden längs einer genauenin sich geschlossenen AußenformenSchnittlinie zur Her- stellung der Außenformeines Werkstückes.
Abschneiden ist das Einfache Werkstücke,Schneiden entlang einer Außenform wird nuroffenen Schnittlinie. teilweise geschnittenDas Abschneiden kann ohne oder mit Abfall erfolgen.
Lochen ist das Schneiden Werkstücke mitdes Werkstoffes längs genaueneiner in sich geschlosse- Innenformennen Schnittlinie zur Herstellung beliebiger Innenformen.
Ausklinken ist das An Werkstücken,Herausschneiden von die nicht in einemFlächenteilen an der ArbeitsgangAußen- oder Innenform bearbeitbar sindlängs einer offenenSchnittlinie.
Einschneiden ist das teil- Vorbereitung fürweise Trennen am oder Biege- undim Werkstück entlang Zieharbeiteneiner offenen Schnittlinie.
Beschneiden ist das Form- und maßgenaueTrennen von Rändern Teileoder Bearbeitungszu-gaben an Werkstücken Abgraten von Rändernlängs einer offenenoder geschlossenen Schnittlinie.
Abgratschneiden ist das ÜberstehenderEntfernen der Grate an Werkstoff an Guss- undGuss-, Schmiede- oder Schmiedeteilen, derFormpressteilen. scharfe Kanten erzeugt

einhubiges Scherschneiden
mehrhubiges, fortschreitendes Scherschneiden
Schermesser
einhubiges odermehrhubigesScherschneiden
kontinuierliches Scherschneiden
Schermesser
1. Schnittteil
2. Schnittteil
zwei EndformenSchnittlinie
X(mit Schneidstempel dargestellt)
Abfall durchFeinschneiden
SchnittteilStreifen
Vorschublinie
X
Schneidstempel
Abfall jeSchnitt
SchnittteilAbfall durchNachschneiden
vorgeschnittenesTeil
1
1.2.3 Lage der Schneiden beim Scherschneiden
Scherschneiden lässt sich auch nach der Lage der Schneiden zueinander und nach dem Arbeits-vorgang unterscheiden und bezeichnen (Tabelle 2).
Zerteilen 9
Verfahren Ausgangsform Fertigungsablauf Endform Anwendung
Tabelle 1: Scherschneidverfahren (Fortsetzung)
Nachschneiden ist das VorgeschnitteneAbtrennen schmaler Werkstücke, die eineRänder entlang offener glatte, senkrechteoder in sich geschlossener SchnittflächeSchnittlinien an vorge- benötigenschnittenen Werkstücken.
Trennschneiden ist das Endformen, die ausSchneiden längs einer demselben Ausgangs-offenen oder in sich ge- teil bestehen sollenschlossenen Schnittlinie,wobei aus der Ausgangs-form mehrere Werk-stücke hergestellt werden.
Knabberschneiden ist Werkstücke, die vondas stückweise Abtrennen Hand oder mit einervon Werkstoffteilchen Maschine bearbeitetentlang einer offenen werden und eineSchnittlinie bei einer freie Kontur besitzen.beliebig verlaufenden Vorschublinie.
Feinschneiden ist das Dicke Werkstücke,Schneiden eines Werk- die eine genaue, recht-stoffes zur Herstellung winklige und glattevon Innen- und Außen- Schnittfläche benötigenformen, die rechtwinklig zur Planfläche des Werk-stückes liegen und eine geringe Oberflächenrau- heit aufweisen.
Tabelle 2: Einteilung des Scherschneidens
Ziehende Schneiden
DrückendeSchneiden
Vollkantig Schneiden Kreuzend Schneiden

FWerkstoff
Schneid-platte
1. Stufe
Beginn desAbscherensund derRissbildung
3. Stufe
Abstreifer5. Stufe F F
Fe Fe
2. StufeEinzieh-rundung
Rück-federung
6. Stufe
Fe Fe
Einzieh-rundung
Bruchfläche
Schnittflächeverursacht durch Schneidplatte
Rückfederung
GratFe
Schnittfläche verur-sacht durch Stempel
Bruch4. Stufe
F
F
F
1
1.2.4 Schneidvorgang
Beim Scherschneiden mit Schneidwerkzeugenwird der Werkstoff mit dem Schneidstempelund der Schneidplatte zerteilt. Der Schneid -vorgang läuft in mehreren Stufen ab (Bild 1).
1. Stufe: Elastische Verformung
Der Werkstoff wird durch den eindringendenStem pel zunächst elastisch verformt.
2. Stufe: Bleibende Verformung
Beim weiteren Eindringen des Stempels in denWerkstoff werden die Werkstofffasern noch wei-ter gedehnt. Die Elastizitätsgrenze des Werkstof-fes wird überschritten, so dass eine bleibendeVerformung eintritt. Der Werkstoff wird vonaußen nach innen zur Schneide des Stempelsgezogen. Dadurch bilden sich am Schnittteil Ein-ziehrundungen.
3. Stufe: Abscherung
Dringt der Stempel noch weiter ein, wird dieScherfestigkeit des Werkstoffes überschritten.Der Werkstoff wird an der Schneidekante derSchneidplatte und des Schneidstempels abge-schert und bildet Schnittflächen. Im weiterenVerlauf entstehen von den Schneidkanten ausRisse, die aufeinander zulaufen.
4. Stufe: Bruch
Die Festigkeit des Restquerschnittes ist jetzt sogering, dass sich die Rissbildung beim weiterenEindringen des Stempels fortsetzt, bis der Bruchdes Werkstoffes eintritt. Die Bruchfläche verläuftjedoch nicht senkrecht, sondern schräg zurSchnittstreifen- bzw. Schnittteiloberfläche.
5. Stufe: Glättung der Schnittflächen
Nach dem Trennen des Werkstoffes wird derzurückgleitende Stempel an den Seitenflächendurch den Werkstoff stark beansprucht. BeimRückhub drücken die Rückverformungskräfte Fe
(Elastizität des Werkstoffes) auf den Stempel.Dadurch entsteht eine weitere Glättung derSchnittfläche. Durch einen Abstreifer muss deranhaftende Streifen abgestreift werden, wennder Stempel zurückgeht.
6. Stufe: Rückfederung
Nach dem Rückhub des Stempels federt derWerkstoff zurück. Diese Rückfederung führt da-zu, dass Lochungen etwas kleiner und ausge-schnittene Teile etwas größer als der Stempel-durchmesser bzw. der Schneidplattendurch-bruch werden.
10 Stanztechnik
Bild 1: Schneidvorgang

u u
Schneidspalt
u =Spiel
2
Spiel =a-a1
Schneidplatte
Stempela1
a
å
Bild 1: Schneidspalt und Spiel
1.6 Einflüsse auf die Gestaltungvon Schneidwerkzeugen
1.6.1 Schneidspalt und Spiel
Zwischen der Schneidkante des Stempels und der entsprechenden Schneidkante desSchneidplattendurchbruches muss, rechtwink-lig zur Schneidenebene gemessen, einSchneid spalt vorhanden sein (Bild1).
Die Größe des Schneidspaltes hängt von derDicke und von den Festigkeitseigenschaften deszu schneidenden Werkstoffes ab sowie von derArt des Werkzeugaufbaues und der gefordertenQualität der Schnittflächen (Tabellen1 und 2).
In der Regel beträgt der Schneidspalt 2 bis 5%der Blechdicke, wobei der untere Wert für klei-nere Blechdicken gilt. Nur wenn der Schneid-spalt die richtige Größe und überall das gleicheMaß hat, erhält man Schnittteile mit normalenGrat höhen.
Von der Größe und Lage des Schneidspalteswird vor allem auch die Standzeit der Werkzeugebeeinflusst. Unter Standmenge versteht man beiSchneidwerkzeugen die Anzahl der Schnittteile,die mit einem scharfgeschliffenen Werkzeug ge-schnitten werden können, bis ein neuer Scharf-schliff notwendig wird.
Ist der Schneidspalt an einer Stelle enger als ander gegenüberliegenden, so wird der Stempelabgedrängt. Dadurch sind die Führungen einemerhöhten Verschleiß unterworfen, die Standzeitverringert sich, die Schneidkraft wird größer unddie Gratbildung am Schnittteil wird unregel-mäßig.
Ob die richtige Größe des Schneidspaltes einge-halten worden ist, erkennt man an der Schnitt-fläche und am Grat (Tabelle 3). Die Überprüfungdes Schneidspaltes geschieht am einfachstenmit einem Höhenmess- oder Winkelprüfgerätmit Digitalanzeige.
Die Größe des Schneidspaltes beeinflusst diefolgenden Merkmale:
➜ Grathöhe am Schnittteil
➜ Oberflächengüte der Schnittflächen
➜ Maßgenauigkeit
➜ Schneidkraft
➜ Verschleiß des Werkzeugs (Standmenge)
42 Stanztechnik
1
Tabelle 1: Schneidspalt u für å = 0°
Dicke s Scherfestigkeit †ab in N/mm2
mm bis 250 251…400 401…600
0,4…0,6 0,015 0,02 0,025
0,7…0,8 0,025 0,03 0,04
0,9…1 0,03 0,04 0,05
1,5…2 0,05 0,06…0,08 0,08…0,10
Schneidspalt = }Sp
2
iel} u = }
a –
2
a1}
Tabelle 2: Schneidspalt u für å > 0°
Dicke s Scherfestigkeit †ab in N/mm2
mm bis 250 251…400 401…600
0,4…0,6 0,010 0,015 0,020
0,7…0,8 0,015 0,02 0,03
0,9…1 0,02 0,03 0,04
1,5…2 0,03 0,04…0,05 0,05…0,07
1) s = Werkstoffdicke2) bei härteren Werkstoffen verringert sich der glänzende
Anteil von s.
Tabelle 3: Auswirkungen verschiedenerSchneidspalte
Schneidspalt Schnittfläche Grat
zu groß rau, brüchig stark gezackt
zu klein glänzend fein, hoch
richtig 1/3 · s1) glänzend2) normal2/3 · s matt
ungleich rau, brüchig stark gezacktund glänzend und fein, hochund glänzend/ und normalmatt

b= 25
a=30
121)
Werkstück
d=œ81)
R4
œ8,161)
R3,92 1)
30
29,841)
œ8 25
24,84R4
Lochstempel Schneidplatte
Ausschneid-stempel
1) nicht maßstäblich
gezeichnet
Sollmaß a
a1
Stempel
u u
Streifen
Werkstück
åSchneidplatte
a
Sollmaß a1
Stempel
u u
Streifen
Werkstück
åSchneidplatte
Bild 1: Lochen
Bild 3: Schnittteil mit Stempeln und Schneidplatte
Bild 2: Ausschneiden
Berechnung der Stempel- und Schneidplattenmaße
Bezeichnungen:u Schneidspalta1; b1; d1 Maße der Stempela; b; d Maße der Schneidplattendurchbrüche
Um maßgenaue Außen- und Innenformen beiSchnittteilen zu erhalten, müssen folgendeGrundsätze beachtet werden:
Beim Lochen (Innenformen) ist der Lochstem-pel bestimmend und erhält das Sollmaß desSchnittteiles. Der Schneidplattendurchbruchwird um das Spiel (= 2 · Schneidspalt) größer(Bild 1).
Beim Ausschneiden (Außenformen) ist derSchneidplattendurchbruch bestimmend underhält das Sollmaß des Schnittteiles. Der Loch-stempel wird um das Spiel kleiner (Bild 2).
Beispiel: Das Schnittteil Bild 3 soll aus 3 mmdickem Stahlblech hergestellt wer-den. Für einen Schneidspalt von 0,08mm sind die Maße für die Schneid-plattendurchbrüche und die Loch-stempelmaße zu ermitteln.
Lösung: Lochen
Der Lochstempel erhält das Sollmaß des Schnitt-teiles. d1 = 8 mm
Einflüsse auf die Gestaltung von Schneidwerkzeugen 43
1
Schneidplattendurchbruch d = d1 + 2 · u = 8 mm + 2 · 0,08 mm = 8,16 mm
Lösung: Ausschneiden
Der Schneidplattendurchbruch erhält die Sollmaße des Schnittteiles. Länge a = 30 mm; Breite b = 25 mm; Radius r = 4 mm.
Ausschneidstempelmaße: a1 = a – 2 · u = 30 mm – 2 · 0,08 mm = 29,84 mmb1 = b – 2 · u = 25 mm – 2 · 0,08 mm = 24,84 mm
r1 = r – 2 · u = 4 mm – 2 mm }2 ·20,08} = 3,92 mm
Berücksichtigung der SchnittteiltoleranzenDurch Abnutzung der Schneidstempel und der Schneidplattendurchbrüche verändern sich auch dieMaße des Schnittteils. Damit die ToleranzT trotzdem über einen längeren Zeitraum eingehalten wer-den kann, empfiehlt VDI3368 folgende Regeln:
LochenBezugsgröße sind die Höchstmaße G0 der Lochung
Ausschneiden Bezugsgrößen sind die Mindestmaße Gu desSchnittteils.
Bei genaueren Lochungen in dicken Blechen federt der Werkstoff nach dem Schneidvorgang zurück,d.h., das geschnittene Loch wird kleiner als der Lochstempel. Um den geforderten Lochdurchmessertrotzdem zu erhalten, wird der den Lochstempel zusätzlich um das halbe Spiel, das sog. Quellmaß,größer gefertigt.
Lochstempel d1 = G0 – 0,2 · T
Schneidplattendurchbruch d = d1 + 2 · u
Schneidplattendurchbruch a = Gu + 0,2 · T
Ausschneidstempelmaße a1 = a – 2 · u
a = a1 + 2 · u a1 = a – 2 · u

Schnittstreifen
V
e
R6
l = la
i
B b
l e
a1
a2
1
Abfallgitter
Seitenschneider
LochenLeer-stufe
Aus-schneiden
Abfallgitter
Vorschub-richtung
Schnittstreifen
Werkstückmaße, Stückzahl,Fertigungsverfahren
Steglänge, Randlänge,Blechdicke, Seitenschneider
Werkstückstoff, Blech-dicke, Schnittlinienlänge
Arbeitsstufen
Streifenmaße
Schneidkraft
3+ -0
,1
12-0
,1
0,05 A
A
3+0
,1
15
10
œ3+0,1
15
40
35,5
œ4+0
,1
t = 1,5
3R6
Bild 1: Anschlagleiste
Bild 2: Lösungsschritte
Bild 3: Arbeitsstufen (Streifenbild)
Bild 4: Streifenmaße
1.10 Fallbeispiel – Folgeschneidwerkzeug
60 Stanztechnik
1.10.1 Aufgabenstellung
Für die Anschlagleiste (Bild 1) ist unter folgen-den Vorgaben ein Folgeschneidwerkzeug mitHandvorschub zu planen.
Halbzeug: Band EN 10 131-1,5 2 52 Werkstoff: DC 01; Rm = 270 bis 410 N/mm2
Exzenterpresse; F = 250 kN; n = 130/minStückzahl: 40000/Jahr
1.10.2 Vorüberlegungen
Die Vorüberlegungen können entsprechend denLösungsschritten nach Bild 2 erfolgen.
➜ Welche Arbeitsstufen sind zweckmäßig?
Um die verlangte Lagetoleranz von 0,05 mm undeine stabile Schneidplatte zu erhalten, werdender Schlitz und die Bohrung zusammen gelocht(Bild 3).
Die Leerstufe schafft mehr Platz zwischen demLoch- und dem Ausschneidstempel in der Stem-pelplatte und verringert die Rissgefahr beim Här-ten der Schneidplatte.
➜ Welche Streifenmaße ergeben sich?
Die Streifenmaße sind von der Blechdicke undvon den Außenmaßen des Teils abhängig (Bild 4). Nach Tabelle 1 Seite 51 ergibt sich:
für §a = 12 mm eine Randbreite a1 = 1,4 mmfür R = 6 mm eine Randbreite a2 = 1,3 mmfür §e = 41 mm eine Stegbreite e0 = 1,4 mmfür s = 1,5 mm ist der seitliche Abfall i = 2,2 mm
Lösung:
Streifenbreite B = b + 1 mm + a1 + a2 + i
B = 46 mm + 1 mm + 1,4 mm + 1,3 + 2,2 mmB = 51,9 mm, Bger = 52 mm
Streifenvorschub V = §a + e= (12 + 1,4) mm = 13,4 mm
➜ Welche Schneidkraft ist erforderlich?
Lösung:
Schnittlänge mit Seitenschneider§s = Í § = 165,4 mm
Schnittfläche S = §s · s = (165,4 · 1,5) mm2
= 248,1 mm2
Scherfestigkeit †aBmax = 0,8 · Rmmax
= 0,8 · 410 N/mm2 = 328 N/mm2
Schneidkraft F = S · †aBmax
= 248,1 mm2 · 328 N/mm2 = 81 376 N
Mindestpressenkraft bei 20% VerfahrenszuschlagFp = 1,2 · F = 1,2 · 82 kN $ 100 kN
1

6 22 18
5
14
7
4
13
3
8
2
1
20
21
9
17
19
10
11
12
15
Bild 1: Folgeschneidwerkzeug
Fallbeispiel - Folgeschneidwerkzeug 61
1
1.10.3 Werkzeugaufbau
Um geringe Werkzeugkosten und kurze Herstell-zeiten zu erreichen, sollte der Werkzeugaufbauso weit wie möglich mit Normalien erfolgen(Bild 1).
➜ Welcher Werkzeugaufbau ist zu wählen?
Da es sich um ein einfaches Teil ohne erhöhteGenauigkeitsanforderungen handelt, ist einWerkzeug mit Plattenführung zweckmäßig. Beiseiner Herstellung können überwiegend Norma-lien verwendet werden.
➜ Aus welchen Gründen ist die Verwendung eines Seitenschneiders bei diesem Werkzeugsinnvoll?
Da der Vorschub von Hand erfolgt, kann erschneller erfolgen, da das Band nicht angehobenwerden muss. Ferner ergibt sich eine genauereBandführung. Um die Vorschubgenauigkeit zuerhöhen, könnte noch ein Suchstift vorgesehenwerden.
➜ Warum wird ein Schutzgitter vorgesehen?
Dadurch erhöht sich die Arbeitssicherheit. Fer-ner können kürzere Stempel verwendet werden.
➜ Wie kann die Befestigung des Ausschneid-stempels (Pos. 10) erfolgen?
Sie kann durch Anstauchen des Stempelkopfesoder durch Verschrauben mit der Kopfplatte(Pos. 6) erfolgen.
Um eine spielfreie Anlage der Stempel mit derDruckplatte zu erreichen, müssen sie nach derMontage gemeinsam mit der Stempelplatteüberschliffen werden.
➜ Welche Werkstoffe eignen sich für die Bau -teile Pos. 1, 2, 3, 4, 5, 6, 10?
Pos. 1: E295(St 50-2) Pos. 5: C105 WPos. 2: X210CrW12 Pos. 6: E295 (St 50-2)Pos. 3 + 4: C45W Pos. 10: X210CrW12
➜ Wie hoch ist die Streifenausnutzung?
Die Streifenausnutzung ist von der Außenformdes Werkstückes und seiner Lage im Schnitt-streifen in Vorschubrichtung abhängig.
Lösung:
A1 = § · b = 40 mm · 12 mm = 480,0 mm2
A2 = }d
4
2
·
·
2
π} = }
122 m
4 ·
m
2
2 · π} = 56,5 mm2
A3 = § · b = 10 mm · 3 mm = 30 mm2
Ages = (480 + 56,5 – 30) mm2 = 488,5 mm2
ª = }R
V
·
·
A
B} = = 0,7 ≠ 70%
1 · 488,5 mm2
}}}
13,4 mm · 52 mm Bild 2: Stückliste – Folgeschneidwerkzeug (Auszug)
11 1 Lochstempel X210CrW12
10 1 Ausschneidstempel
9 1 Seitenschneider X210CrW12
8 1 Zwischenlage C80W1
7 1 Zwischenlage C80W1
6 1 Kopfplatte
5 1 Druckplatte
4 1 Stempelplatte
3 1 Führungsplatte
2 1 Schneidplatte
1 1 Grundplatte
Pos. Menge Benennung Werkstoff

Pre
sse
Werk
zeug
Niederhalter
Ziehstempel
Ziehring
GrundplatteAuswerfer
ZiehstößelNiederhalterstößel
Ausstoßer
Werkstück
Ziehmatrize
Aufnahme
Ziehstempel
Unterplatte
Pressentisch
Nieder-halter
Ausstoßerfeder
Druck-bolzen
Druckplatte
Druckfeder
Federteller
Tellerfedersäule
78 Stanztechnik
Aufbau der Tiefziehwerkzeuge
Der Aufbau der Tiefziehwerkzeuge richtet sichnach den zur Verfügung stehenden Pressen. Beieiner Ziehpresse wird der Niederhalter am Nie-derhaltestößel befestigt. Den Stempel spanntman in einem Ziehstößel, der im Niederhalter-stößel geführt wird. Beide bewegen sich zuerstgemeinsam nach unten, bis der Niederhalter aufdem Blech aufsetzt. Der Ziehstempel wird durchden Ziehstößel weiter nach unten gedrückt undzieht dabei den Werkstoff durch den Ziehring(Bild 1).
Der Niederhalterdruck soll während des ganzenZiehvorganges gleich groß bleiben. Da sich dasBlech streckt und damit dünner wird, muss dieNiederhalterkraft gesteuert werden. Bei mecha-nischen Pressen geschieht dies mit Hilfe vonKurvenscheiben, bei hydraulischen Pressen überden Öldruck.
Sind Tiefziehwerkzeuge in Exzenter- und Kurbel-pressen ohne Niederhalterdrucksteuerung ein-gespannt, wird über Federn im Werkzeug dieNiederhalterkraft erzeugt (Bild 2). Weil die Feder-kraft mit zunehmender Ziehtiefe ansteigt, wirddie Niederhalterkraft aber am Ende des Ziehvor-gangs oft so groß, dass der Werkstoff reißenkann. Deshalb sollten bei diesen VerhältnissenWerkstoffe nicht bis an die Grenze ihrer Verform-barkeit beansprucht werden um gute Ergebnissezu erzielen.
An vielen Pressen ist ein Federdruckapparat miteinstellbarer Zentralfeder einsetzbar, der für alleWerkzeuge benutzt werden kann. Für diesenZweck haben sich Tellerfedern sehr gut bewährt,da sich aufgrund ihres Federverhaltens die Nie-derhaltekraft sehr genau abstimmen lässt.
Nur wenn die Höhe des Ziehteiles im Verhältniszu seinen anderen Abmessungen sehr klein ist,kann ohne Niederhalter gezogen werden.
Herstellen der Tiefziehwerkzeuge
Die Herstellung der Ziehstempel und derZiehmatrize erfolgt durch Drehen, Fräsen,Schleifen, Feilen und bei Verwendung vonHM-Werkstoffen auch durch Erodieren.
Die Durchbrüche, die Gleitflächen der Ziehmatri-ze und des Niederhalters, die Rundungen derZiehkanten sind zu polieren, besser noch zu läp-pen. Bearbeitungsspuren müssen in Gleitrich-tung verlaufen, Querriefen müssen beseitigtwerden.
1
Bild 1: Aufbau eines Tiefziehwerkzeuges für doppelt wirkende Pressen
Bild 2: Tiefziehwerkzeug mit Zentralfeder

Ziehspaltweiten
Werkstoff
Stahl
Schwermetall
Leichtmetall
Erstzug
Zuschnitt-Blechdicke
bis 2 mm 2,5...4 mm
1 = 1,16 ·
1 = 1,08 ·
1 = 1,04 ·
1 = 1,12 ·
1 = 1,06 ·
1 = 1,03 ·
Weiterzug
Zuschnitt-Blechdicke
bis 4 mm
2 = 1,08 ·
2 = 1,04 ·
2 =
Erstzug
w1
r r r st
Ziehring
ZiehstempelWeiterzug
w2
rst r
r
Luftströmt ein
luftverdünnterRaum
Stempel mit LuftlochBoden bleibt eben
Stempel ohne LuftlochBoden verbeult
äußerer Luftdruckinnen und außengleicher Druck
Erstzug Weiterzug
Aufnahme
Niederhalter
Ziehstempel
Zieh-matrize
Ziehkanten-rundung
38}
38}
rst r
r
Verfahren der Umformtechnik 79
1
Die Größe der Ziehkantenrundungen rr an derZiehmatrize hängt von der Blechdicke und demUnterschied zwischen dem Zuschnitt- und demZiehdurchmesser ab (Bild 1). Die Größe der Run-dungen sind Erfahrungswerte, die aus Tabellenentnommen werden können.
Man kann auch durch Versuche die Größe derRundung bestimmen. Dabei lässt man die Run-dungen zunächst verhältnismäßig klein undzieht einige Teile durch die weiche Ziehmatrize.Reißen die Teile in der Nähe des Bodens, so istmeist eine zu kleine Ziehkantenrundung die Ur-sache. Zu große Rundungen erkennt man an derFaltenbildung am oberen Zargenrand, da dannder Niederhalter das Blech nicht lange genugfesthält.
Die Ziehstempelrundung rSt soll so groß wiemöglich sein. Kleine Rundungen oder scharfeKanten am Boden des Ziehteiles kann man durchNachprägen in einem besonderen Werkzeug er-reichen. Sind für ein Ziehteil mehrere Ziehstufenerforderlich, so erhalten die Stempel der erstenZüge an den Ziehkanten eine Abschrägung von38° (Bild 2). Die Kanten dieser Abschrägungenmüssen ebenfalls abgerundet sein.
Neben den Rundungen am Ziehstempel und derZiehkante ist die richtige Wahl der Mindestspalt-weite w von Bedeutung. Sie ist abhängig vondem zu verarbeitenden Werkstoff und dem Ver-fahren, d.h. Erst- oder Weiterzug (Bild 3).
Der Niederhalter für den Erstzug erhält dort, woer auf das Blech drückt, eine ebene Fläche. Beiden folgenden Zügen müssen die Niederhalter indas vorgezogene Teil passen und an ihrer Stirn-seite die gleichen Anschrägungen besitzen wieder Stempel des vorhergehenden Werkzeuges.
Beim Abstreifen des Ziehteiles vom Stempel ent-steht zwischen der Stirnfläche des Stempels undder inneren Bodenfläche der Teile ein luftver-dünnter Raum. Damit der äußere Luftdruck beidünnen Blechen und großen Bodenflächen keineBeulen in den Boden drücken kann, bohrt man in den Stempel ein Loch, durch das Luft ein -strömen kann (Bild 4).
Ausprobieren der Tiefziehwerkzeuge
Das Ausprobieren der Ziehwerkzeuge erfordertviel Sorgfalt und große Erfahrung. Da die Zieh-geschwindigkeit für das einwandfreie Arbeiteneines Ziehwerkzeuges mitbestimmend ist, sollzum Ausprobieren dieselbe Presse verwendetwerden, die auch für die Fertigung vorgesehenist.
Bild 1: Ziehkanten- und Ziehstempelradien
Bild 2: Stempel und Blechhalter für Erstzug und Weiterzug
Bild 3: Ziehspaltenweite beim Erst- und Weiterzug
Bild 4: Luftloch im Ziehstempel

geöffnetes Werkzeug
geschlossenes Werkzeug
Hohl-stempel
Werkzeug-oberteil
Werkzeug-unterteil
Rohling
Dicht-stempel
Hoch-druck
Gegenhalter
T-Stück
Kraft Strömung
Werkzeugunterteil Werkstück
Werkzeugoberteil
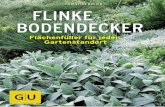
1.11.6 Innenhochdruckumformen
Beim Innenhochdruckumformen (IHU) auchHydroforming genannt, werden ausgehendvon Rohren, Hohlprofilen oder geschweißtenHohlformen in Werkzeugen durch Flüssigkeits-druck Hohlkörper mit komplexer Geometrie(Bild 1) oder wie in Bild 2, Seite 90 dargestelltgefertigt.
Verfahrensprinzip
Das IHU ist ein Kaltumformverfahren. Beim Auf-weiten des Rohteils wird dieses in axialer oderauch in radialer Richtung gestaucht und ab -schließend durch den Kalibrierdruck gegen dieWerkzeugwand expandiert. Man spricht deshalbauch von der ASE-Technik (Aufweiten-Stauchen-Expandieren). Der dadurch herrschende drei -dimensionale Spannungszustand ermöglicht ho-he Umformungsgrade.
Bei Bauteilen, bei denen nicht axial nachgescho-ben werden kann, erfolgt die Umformung nuraus der Wanddicke heraus. Man nennt diesesVerfahren, das eigentlich nur ein Kalibriervor-gang ist, AE-Technik (Aufweit-Expandier-Tech-nik.
Das Umformwerkzeug besteht aus einem Werk-zeugober- und -unterteil (Bild 2 und Bild 3). DerFertigungsprozess wird im Einzelnen am Bei-spiel von T-Stücken, die als Kupferfittings oderals Knotenelemente von tragenden StrukturenVerwendung finden, dargestellt (Bild 3). DerRohling wird in eine geteilte Werkzeugform ein-gelegt. Zwei axiale Dichtstempel (Axialkolben)verschließen die beiden Rohrenden des Rohteils.Einer der Dichtstempel ist als Hohlstempel aus-geführt. Nach dem Schließen der Werkzeughälf-ten wird das Rohteil entlüftet. Regelbare Pum-pen füllen durch die Bohrung des Hohlstempelsdas Rohteil bis zu einem definierten Vordruckmit einer Wasser-Öl-Emulsion. Die Umformungdes Rohteils bewirken die Axialkolben, die denWerkstoff stauchen. Gleichzeitig weitet das Wirk-medium das Rohteil mit bis zu 4000 bar auf. Dieser hohe Druck wird durch Druckübersetzererzeugt. Der Gegenhalter regelt während desUmformungsvorgangs den Werkstofffluss.Durch das seitliche Nachschieben und den In-nendruck kann die Wanddicke des Bauteils be-einflusst werden. Der Kalibrierdruck sorgt dafür,dass das Werkstück überall an der Werkzeug-wand anliegt. Ist der Vorgang abgeschlossen,öffnet sich das Werkzeug, und das Bauteil wirdausgeworfen.
Verfahren der Umformtechnik 89
1
Bild 1: Durch Innenhochdruckumformen hergestellte Bauteile
Bild 2: Umformwerkzeug zum Innenhochdruck-umformen mit Werkstück
Bild 3: Fertigung eines T-Stücks

Gewicht
Stückkosten
Werkzeug-kosten
100
70– 30%
– 20%
100
80
– 60%
100
40
IHU-Fertigung konventionelle Fertigung
Füllen
Zuhalte-kraft FZ
Innen-druck pi
horizon-talerWeg s
Formen
Kalibrieren Entlasten
Zeit
Der Fertigungsprozess erfordert für jedes herzu-stellende Bauteil genau auf den Werkstoff abge-stimmte Prozessgrößen wie Innendruck, Zuhal-tekraft und Stauchweg (Bild 1).
Anwendung
Aufgrund seiner spezifischen Verfahrensvorteilewird das IHU vor allem in der Automobil- undZulieferindustrie, der Sanitärindustrie und beiRohrherstellern angewendet. So kann z.B. dieWanddicke von Werkstücken beim IHU-Prozessgezielt gesteuert werden. Dadurch werden großeGewichtseinsparungen erreicht. Bei der Herstel-lung der Motorträger (Bild 2) konnte die Anzahlder Einzelteile deutlich reduziert werden. Dahersind im Vergleich zur konventionellen Fertigungstatt acht nur noch zwei Schweißnähte notwen-dig. Die dadurch vermiedenen Verbindungsstel-len erhöhen die Steifigkeit bzw. Festigkeit desBauteils, wodurch sich die Lebensdauer der Bau-teile wesentlich erhöht. Außerdem wird durchdie Kaltverfestigung das Bauteil außerordentlichverwindungssteif. Daher kann die Wanddicke imVergleich zu konventionell gefertigten Werk-stücken geringer ausfallen. Werkzeugkosten,Stückkosten und Bauteilgewicht werden so deut-lich reduziert (Bild 3).
Grundsätzlich eignen sich die meisten Stahl-werkstoffe zum IHU, die auch durch Tiefziehenverarbeitet werden. Darüber hinaus lassen sichmit diesem Umformverfahren auch Einsatz- und Vergütungsstähle wie z.B. 20MoCr4 und16MnCr5 umformen. Bauteile aus nicht rosten-den Edelstählen werden überwiegend aus aus-tenitischen Stählen wie z.B. X2CrNiMo17-12-2oder X5CrNi18-10 hergestellt. Ebenfalls eignensich für das IHU auch Titan, Kupfer, Nickel undAluminium-Knetlegierungen wie AlMg1 oderAlMgSi. Daneben werden mit dem IHU auchBauteile aus Kupfer-Zink- und Nickel-Kupfer-Zink-Legierungen hergestellt.
Die im IHU hergestellten Bauteile weisen in derRegel Wanddicken im Bereich 0,5 bis 20 mm undDurchmesser zwischen 10 und 250 mm auf. DieBauteillängen liegt meist unter 1000 mm.
Pressen für das IHU
Für das IHU werden Pressen verwendet, die denbesonderen Anforderungen dieses Fertigungs-verfahrens angepasst sind. Die Presse muss dieDrücke für den Umformungsprozess, dieSchließkraft und die Kräfte für die Gegenhaltererzeugen.
90 Stanztechnik
1
Bild 1: Prozessgrößen
Bild 2: Motorträger für Pkw
Bild 3: Vorteile des IHU am Beispiel eines Motorträgers

Keil-stempel
Kopfplatte
Stempelplatte
Führungs-platte
Führungs-einsätze
Führungs-säule
Aufschlag-stücke
Keil-schieber
Druckfeder Vorroll-stempel
Führungsstift
Vorrollstempel
Frei-schneid-stempel
Keilstempel-führung
RollstempelFührungs-säule
AbschneidstempelSuchstiftFormloch-stempel
Formseiten-schneider
Aufschlag-stücke
Einschneid-stempel
FührungsleisteSchneidplattemit Einsätzen
Grundplatte
Form-seitenschneiden
Lochen
Formlochen
Einschneiden
Freischneiden
Vorrollen
Rollen
Abschneiden
Abfalltrennen
Werkstücke(Kabelklemmen)
Nieder-halter zumRollen
Abfall-trenner
Bild 1: Folgeverbundwerkzeug mit Streifenbild
Verbundwerkzeuge 91
1Verbundwerkzeuge vereinigen in sich Zerteil- und Umformwerkzeuge. Man unterscheidet Folgever-bund- und Gesamtverbundwerkzeuge.
1.12.1 Folgeverbundwerkzeuge
Mit Folgeverbundwerkzeugen werden Schneid- und Umformvorgänge nacheinander in einemWerkzeug durchgeführt. Sie eignen sich für die Fertigung kleiner und komplizierter Werkstücke.
Folgeverbundwerkzeuge sind meist umfangreich. Sie besitzen häufig mechanische Kraftumlen-kungssysteme, z. B. Keilschieber, um innerhalb der Bearbeitungsstufen Umformungen vornehmenzu können (Bild 1). Der Schnittstreifen wird in diesem Werkzeug mit Formseitenschneidern beschnit-ten, was eine exakte Vorschubbegrenzung und genaue Führung zur Folge hat. In den folgenden Sta-tionen wird gelocht, ein- und freigeschnitten, vorgerollt, gerollt und zum Schluss so abgeschnitten,dass zwei verschiedene Werkstücke entstehen. Am Werkzeugende sorgt ein Stempel für die Abfall -trennung.
1.12 Verbundwerkzeuge

Schneid-stempel
gefederteFührungsplatte
Klemm-ring
Säulen-führung
Schneidplatte Streifenführungund Streifenheber
Grundplatte
Führungs-säule
Kugelführungs-buchse
Kopfplatte
Vorspann-element
Stempel-platte
Kopfplatte
Druck-platte
Stempel-platte
Führungs-platte
Auf-lage
Grund-platte
Schneidplat-teneinsatz
Frei-schneiden
Freischneide-stempel
Biegestempelangeschraubt
Abschneide-stempel
Einschneidenund Biegen
Biegen Ab-schneiden
Schneid- undBiegestempel
Gegen-halter
Biege-gesenk
Schneidplat-teneinsatz
Schneiden Umformen Trennen
Vorschub-richtung
Schneidplatteneinsatz Biegeeinsätze Schneidplatteneinsatz
z.B. Freischneiden z.B. Biegen z.B. Ausschneiden
Bild 1: Arbeitsstufen
Bild 2: Plattenbauweise
Bild 3: Säulenbauweise
92 Stanztechnik
1.12.2 Aufbau der Folgeverbundwerkzeuge
Folgeverbundwerkzeuge enthalten grundsätzlichdrei Arbeitsstufen:
➜ Schneidstufe. In der Schneidstufe wirkendie Schneidstempel für das Freischneiden,das Einschneiden und das Lochen.
➜ Umformstufe. In der Umformstufe kommenUmformstempel wie Biegestempel, Zieh-stempel und Prägestempel zum Einsatz.
➜ Trennstufe. In der Trennstufe am Ende desVerbundwerkzeuges wird noch aus- oderabgeschnitten (Bild 1).
Nach der Art der Stempelführung unterscheidetman Werkzeuge mit Plattenführung und Säulen-führung.
Kennzeichnend für die Plattenbauweise ist dieAnordnung der Führungsplatte im Werkzeugun-terteil. Die Führungsplatte wird mit denFührungsleisten, der Einsatzplatte und derGrundplatte verstiftet und verschraubt (Bild 2).Die Einsatzplatte enthält die Einsätze für dasSchneiden und das Umformen.Die Schneid- und Umformstempel sind in derStempelplatte im Werkzeugoberteil befestigt.Die Schneidstempel sind mit kleinem Übermaßeingebaut. Sie bleiben während des Nachschlei-fens im Werkzeug. Die Umformstempel sindmeist angeschraubt und können somit leichtaus- und eingebaut werden.
Plattenbauweise ist anwendbar, wenn
➜ die Umformkräfte abwärtsgerichtet sind,➜ nur kleine seitlich gerichtete Kräfte auf -
treten,➜ die Blechdicke > 0,5 mm beträgt.
Die Säulenführungsbauweise ist in ihrem Auf-bau genauso wie bei den entsprechenden Folge-bzw. Gesamtschneidwerkzeugen. Die gefederteFührungsplatte führt die Stempel und hält denStreifenwerkstoff fest. Eingebaute Biegeeinsätzeermöglichen Biegungen nach oben, unten undseitlich.
Zur Streifenhebung sind gefederte Abhebestiftevorzusehen. Durch sie wird der Streifen so weithochgehoben, dass er ohne Behinderung zurnächsten Bearbeitungsstufe geführt werdenkann (Bild 3).
Säulenbauweise wird angewendet, wenn
➜ außermittig liegende Umformungen Seiten-kräfte erzeugen,
➜ Umformungen entgegen der Pressenstößel-bewegung durchzuführen sind, und
➜ die Blechdicke < 0,5 mm beträgt.
1