100. Jahrgang • 100ème année • 26. April 2011 … · 2012. 10. 23. · außergewöhnlich ITSC...
48
OFFIZIELLES ORGAN DES SCHWEIZERISCHEN VEREINS FÜR SCHWEISSTECHNIK 100. Jahrgang • 100 ème année • 26. April 2011 SCHWEISSTECHNIK SOUDURE 03 / 2011 Aus der Industrie • Innovationen • Highlights • Wirtschaftsdaten • Produktneuheiten Fachbeiträge • Schweisser-Prüfnormen Berichte • Programm JV 2011 des SVS Schutz für Schweisswerkzeuge • Oasis of the Sea • Orbital-Schweisstechnologie • • X-Man Rätsel Mitteilungen • SVS Kursprogramm • Veranstaltungskalender • Impressum • Vorschau Heft 4/ 2011 Inhalt / Sommaire Programm JV SVS Seite 9 Schweisserprüfungen nach EN 287-1 und / oder ISO 9606-1 Seite 28 In Finnland geborene SUPERLATIVE Seite 35 Herbsttagung der Schweissfachmänner 2010 Seite 42
Transcript of 100. Jahrgang • 100ème année • 26. April 2011 … · 2012. 10. 23. · außergewöhnlich ITSC...

OFFIZIELLES ORGAN DES SCHWEIZERISCHEN VEREINS FÜR SCHWEISSTECHNIK
100. Jahrgang • 100ème année • 26. April 2011
SCHWEISSTECHNIKSOUDURE
03 / 2011
Aus der Industrie • Innovationen• Highlights• Wirtschaftsdaten• Produktneuheiten
Fachbeiträge • Schweisser-Prüfnormen
Berichte • ProgrammJV2011desSVS
SchutzfürSchweisswerkzeuge•OasisoftheSea•Orbital-Schweisstechnologie•
• X-ManRätsel
Mitteilungen • SVSKursprogramm• Veranstaltungskalender• Impressum• VorschauHeft4/2011
Inhalt / Sommaire
Programm JV SVS Seite 9
Schweisserprüfungen nach EN 287-1 und / oder ISO 9606-1 Seite 28
In Finnland geborene SUPERLATIVE Seite 35
Herbsttagung der Schweissfachmänner 2010 Seite 42
SCHWEISSTECHNIK

Ihre offiziellen Kemppi Vertretungen in der SchweizVos représentations Kemppi officielles en Suisse
Wolf Schweisstechnik GmbH Güterstrasse Ost4313 MöhlinTel. 061 853 91 67 Fax 061 853 91 69
KSR SA Associate of Kemppi GroupGeneralimporteur für die SchweizRue des Uttins 38 1400 Yverdon-les-BainsTel. 024 447 44 00 Fax 024 447 44 05
Tambourstrasse 1 8833 SamstagernTel. 044 784 95 05 Fax 044 784 90 05
Bernstrasse 41 3175 FlamattTel. 031 744 66 44 Fax 031 744 66 45
Vaterlaus Schweisstechnik AG Vorderdorfstrasse 30 8112 OtelfingenTel. 044 847 30 00 Fax 044 847 30 01
JS Schweisstechnik
LWB WeldTech AG
www.kemppi.com
Leicht - Leichter -Kempact TM Pulse 3000
Kempact TM Pulse 3000ist eine hervorragende Kombinationvon Mobilität und Leistung. Durchdas einzigartige Leistungs-/Gewichts-verhältnis wird die digital gesteuerte22 kg leichte Kempactaußergewöhnlichanwendungsfreundlich.
svs_zeitschrift_2_09.indd 2 6.3.2009 12:15:29 Uhr
FastMig Pulse 350/450
Es ist Ihre SchweißmissionMit FastMig Pulse übernehmen Sie die Kontrolle.
Und dies meinen wir nicht nur in schweißtechnischer
Hinsicht, obwohl FastMig Pulse darin besonders
eindrucksvoll ist. FastMig Pulse setzt neue Maßstäbe für
die Wahl des Kunden. Die Softwarearchitektur ermöglicht
die Eignung standardmäßiger oder maßgeschneiderter
Pakete für Ihr spezielles Schweißumfeld, sodass Ihnen
die gewerblichen Vorteile sicher sind. Wie auch immer
Ihre Schweißmission aussieht, FastMig Pulse wird die
technischen und gewerblichen Lösungen liefern, die Ihren
Erfordernissen gerecht werden.
Bitte wenden Sie sich für weitere Informationen an den
nächsten Kemppi-Vertriebshändler oder besuchen Sie
unsere Webseite unter www.kemppi.com.
Missionskontrolle
FastMig_Pulse_210x148_bleed3mm.indd 1 18.1.2010 13:16:38

Mitteilungen m
03/2011Schweisstechnik/Soudure45
IMPRESSUM
Herausgeber: SchweizerischerVereinfürSchweisstechnikSt.Alban-Rheinweg222CH-4052BaselTel: +41613178484Fax:[email protected]
Chefredaktor:Horst MoritzBachtobelstrasse9CH-8106AdlikonTel./Fax:+41448410644Mobil: [email protected]
Redaktionskommission:E. BruneR. Girardier U. Hadrian M. HerethR. Smolin Dr. V. Stingelin
Anzeigen:SchweizerischerVereinfürSchweisstechnikNadja HeikkinenTel. [email protected]
Produktion:GremperAGKasernenstrasse32PostfachCH-4005Basel
Auflage:Total2000ExemplareAbonnenten1138
Preise:JahresaboCHF63.–einschl.VersandEinzelbezugCHF11.–zuzüglichVersand
HaftungsausschlussDerSVShatkeineKontrolleoderdergleichenüberAusführungoderNichtausführung,Fehlinterpretationen,richtigeoderfalscheAnwendungjeglicher InformationenoderEmpfehlungen,die indenVeröffentlichungenenthalten sind.Daher schliesst der SVS und seineMitglieder jeglicheGewährleistung im Zusammenhangdamitaus.
VORSCHAU AUF AUSGABE 04 / 2011
Aus der IndustrieInnovationen,Highlights,WirtschaftsdatenundProduktneuheiten
FachbeiträgeBeiträgeausderWeltdesSchweissens,SchneidensundPrüfensForschungsberichteX-ManStory
BerichtePraxis-undKurzberichteX-ManRätsel
MitteilungenNormen,Kursprogramm,Veranstaltungskalender
DienächsteAusgabeerscheintam27.Juni2011
VERANSTALTUNGSKALENDERDatum / Zeit Ort Veranstaltung
20.05.11 Basel 100-JahreSVSJubiläumsversammlung
21.05.11 Basel SVSTagderoffenenTür
06+07.06.11 Basel EWFGeneralAssembly
17.–22.07.11 Chennai IIWAnnualAssembly2011
06.09.2011 Mägenwil ThermischesSpritzen3-Ländereck Verschleissschutztagung
26.–29.09.11 Hamburg DVSCongress GSTGrosseSchweisstechnischeTagung2011
27.–29.09.11 Hamburg InternationalThermalSprayingConference ITSC2011
27.–29.09.11 Hamburg DVSExpo2011
27.09.2011 Basel ThermischesSpritzen3-Ländereck ThermischeNachbehandlungvonSpritzschichten
06.12.2011 Basel ThermischesSpritzen3-Ländereck HartverchromenundthermischesSpritzen: EinVergleich
28.02.2012 Basel ThermischesSpritzen3-Ländereck EinsatzundVerhaltenvonthermischenSpritz- schichteninkorrosiverUmgebung
10.04.2012 Basel ThermischesSpritzen3-Ländereck PartikelexpositionenbeimThermischenSpritzen
Auskunft:SchweizerischerVereinfürSchweisstechnik
St.Alban-Rheinweg222,4052Basel,Tel.0613178484,Fax0613178480
Ihre offiziellen Kemppi Vertretungen in der SchweizVos représentations Kemppi officielles en Suisse
Wolf Schweisstechnik GmbH Güterstrasse Ost4313 MöhlinTel. 061 853 91 67 Fax 061 853 91 69
KSR SA Associate of Kemppi GroupGeneralimporteur für die SchweizRue des Uttins 38 1400 Yverdon-les-BainsTel. 024 447 44 00 Fax 024 447 44 05
Tambourstrasse 1 8833 SamstagernTel. 044 784 95 05 Fax 044 784 90 05
Bernstrasse 41 3175 FlamattTel. 031 744 66 44 Fax 031 744 66 45
Vaterlaus Schweisstechnik AG Vorderdorfstrasse 30 8112 OtelfingenTel. 044 847 30 00 Fax 044 847 30 01
JS Schweisstechnik
LWB WeldTech AG
www.kemppi.com
Leicht - Leichter -Kempact TM Pulse 3000
Kempact TM Pulse 3000ist eine hervorragende Kombinationvon Mobilität und Leistung. Durchdas einzigartige Leistungs-/Gewichts-verhältnis wird die digital gesteuerte22 kg leichte Kempactaußergewöhnlichanwendungsfreundlich.
svs_zeitschrift_2_09.indd 2 6.3.2009 12:15:29 Uhr
FastMig Pulse 350/450
Es ist Ihre SchweißmissionMit FastMig Pulse übernehmen Sie die Kontrolle.
Und dies meinen wir nicht nur in schweißtechnischer
Hinsicht, obwohl FastMig Pulse darin besonders
eindrucksvoll ist. FastMig Pulse setzt neue Maßstäbe für
die Wahl des Kunden. Die Softwarearchitektur ermöglicht
die Eignung standardmäßiger oder maßgeschneiderter
Pakete für Ihr spezielles Schweißumfeld, sodass Ihnen
die gewerblichen Vorteile sicher sind. Wie auch immer
Ihre Schweißmission aussieht, FastMig Pulse wird die
technischen und gewerblichen Lösungen liefern, die Ihren
Erfordernissen gerecht werden.
Bitte wenden Sie sich für weitere Informationen an den
nächsten Kemppi-Vertriebshändler oder besuchen Sie
unsere Webseite unter www.kemppi.com.
Missionskontrolle
FastMig_Pulse_210x148_bleed3mm.indd 1 18.1.2010 13:16:38

Schweissen mit Know-how. Schweisskurse in Winterthur, Dagmersellen und Ecublens.
PanGas AGHauptsitz, Industriepark 10, CH-6252 Dagmersellen Telefon +41 844 800 300, Fax +41 844 800 301, www.pangas.ch
Autogentechnik • MIG/MAG/WIG • Löten Auftragsschweissen • Orbitalschweissen Formieren • Laserschweissen
Schweissen mit Know-how:
Bei PanGas lernen Sie es in modern eingerichteten
Schulungslokalen.
• Autogentechnik und Schutzgasschweissen• Schutzgasschweissen für Fortgeschrittene• Schweisskurse für Praktiker• Spezial-Schweisskurse mit Prüfung
Auch auf Ihre individuellen Anforderungen
zugeschnittene Kurse in Ihrem Haus sind möglich.
Fordern Sie unser Schweisskurs-Programm an:PanGas AG, Hauptsitz, Sonja Bachmann
Industriepark 10, 6252 Dagmersellen
Telefon +41 62 748 15 41
PanGas – ideas become solutions.
Anerkannte Ausbildungsstätte des

Editorial
Liebe MitgliederVerehrte Leserinnen und Leser
Weitsichtige schweizerische Industri-elle trafen sich am 10. März 1911 imBahnhofbuffet Olten und gründetennach demVorbild bereits bestehendereuropäischer Acetylen-Vereine undunterderLeitungdesdannzumerstenPräsidenten ernannten Dr. E. SCHU-MACHER,Kantonschemiker inLuzern,den Schweizerischen Acetylen-Verein(SAV). Vereinszweck: Förderung der
Acetylen-Industrie durch sachliche Beratung und Beaufsichti-gung,sowiedurchVerbreitungtechnischerKenntnissemittelsOrganisation vonKursenusw. – ImSeptembererscheint dieerste Nummer der Zeitschrift als offizielles Organ des SAV,unter demTitel «Mitteilungen», wovon im Gründungsjahr 7Ausgabenerschienen.Der Jahrgang1912hatte12Ausgaben,wobei bereits abderNummerdrei imMärzalleHeftezweisprachig (BULLETINdela Societé Suisse de l‘Acétylène) veröffentlicht wurden. Zwi-schen1913und1915bestandsovielDrangnachWissensmit-teilung,dassdieMitteilungenzweimalmonatlicherschienen,dabeiwardieSeitenanzahleherbescheiden.Von1916wegbisEnde1982erschiendasoffizielleVereinsorganmonatlich.AcetylenfanddamalsnamentlichzuBeleuchtungszwecken,dieSchweisstechnik imReparaturwesenAnwendung.DerVereinhatvonAnfangandiebedeutendeEntwicklungderSchweiss-technikmitverfolgt.SeineerfreulicheEntfaltungwäreaberniemöglichgewesenohnediegleichzeitigeEntwicklungderver-schiedenenanderSchweisstechnik interessierten Industrien,ohne deren finanzielleUnterstützung und ohne gegenseitigeImpulse.Mit der erstenAusgabe des Jahrgangs 1921 erschienen diefrüherenMitteilungenunterdemTitel«AcetylenundAutogeneSchweissung/AcétylèneetSoudureAutogène».MitdemBe-kanntheitsgradunddergewonnenenAttraktivitätdesVereins,suchtemanwahrscheinlichauchmitdemTitel derZeitschriftdieTätigkeitenundDienstleistungenauszudrücken.Sokames,dassabderNummer1desJahres1927dieZeitschriftfortan«SchweissungundkomprimierteGase»trug.AlsBegründungschriebdieRedaktion:«DieseÄnderungdrängtsichaufange-sichtsderAusdehnung,diediemodernenSchweissverfahrenaufdenverschiedenenGebieten,imEisenhochbau,imKessel-bau, in den mechanischen Werkstätten, Schlossereien undSchmieden,angenommenhaben,diealleaufdenindustriellenMetallen, Eisen, Guss, Kupfer, Bronze, Messing, Aluminiumusw.,arbeiten.»Der damaligen aufmerksamen Leserschaft war es nicht ent-gangen,dassdieserTiteldieTätigkeitenauchnichtrichtigbe-schrieb,woraufdieRedaktionnachrüstenmusste:«Manmachtuns darauf aufmerksam, dass wir an Stelle des Ausdruckes‹KomprimierteGase›, der in unseremneuen Zeitschriftentitelfigurierte, besser sagen würden ‹Technische Gase› Das ge-wöhnlicheAcetylen und dasAcetylendissus seien z.B. keine
komprimiertenGase.…»AlleweiterenAusgabendiesesJahr-gangeserschienen somit unter demTitel «SchweissungundTechnischeGase/SoudureetGazindustriels».DieserZeitschriftentitelwaranscheinendimmernochnichtbe-friedigendundzutreffendgenug,dennabJanuar1928erschiendas offizielle Organ des Schweizerischen Acetylen-VereinsunterdemTitel«ZeitschriftfürSchweisstechnik/JournaldelaSoudure».Unddaswaresdannwohl,denndieseBezeichnunghat sich bis 1966 unverändert gehalten.Ab 1967 führten dieHeftedenTitel«SCHWEISSTECHNIK/SOUDURE»aberimmermitdemUntertitelZeitschrift fürSchweisstechnik/JournaldelaSoudure.Ab1983erschiendannunsereZeitschrifteigenständiginneunvon24Ausgaben inderTECHNICA.DieserSchrittwurdeda-mals aus Kostengründen gewählt. Die Druckmedien durch-lebteneineturbulenteZeitmitsehreingreifendentechnischenunddamitverbundenenpersonellenVeränderungen.Dieklei-nen Verlage konnten dieser Entwicklung nicht immer standhalten,wovon derTechnicaverlag auch nicht verschont blieb.Damals entschied sich derVorstand, dieVereinszeitschrift abJanuar2006wiederineigenerRegiezuverlegen.DabeiistderUntertitel «Zeitschrift fürSchweisstechnik/Journal de laSou-dure»verschwundenunddieZeitschriftträgtnurnochdenTitel«SCHWEISSTECHNIK/SOUDURE».VondererstenAusgabeimJahre1911biszurletztenAusgabeimJahr2010wurdeninsgesamt1135Hefteveröffentlichtundjeder Jahrgang befindet sich in gebundener Form in unsererBibliothek.InjedemJahrganghatderVorstandzurMitglieder-versammlungineinerderAusgaben,mitgenauerSchilderungdesTagesablaufesschriftlicheingeladenundbis1982wurdenauchalleJahresberichteausführlichunddetailliert imVereins-organpubliziert.InderZeit,inderunsereZeitschriftimTechni-caverlag erschien,wurden aus Kostengründen der Jahresbe-richt und das Programmheft als gesonderte eigeneHefte er-stellt. Ab dem Jahrgang 2006 habenwir das Programm derJahresversammlunginder3.AusgabeeinesjedenJahrganges,inderMitte inFormeinerSondereinlage,abgedruckt.DiesesJahr tunwirdiesmitbesondererFreude,dennwir ladenSiezur100.MitgliederversammlungdesSchweizerischenVereinsfürSchweisstechnikein.
ÜberdiegesamteVereinsgeschichte istderVorstandseinemPrinziptreugeblieben,dieMitgliederversammlungimmerwie-derineineranderengeographischenRegionderSchweizabzu-halten. Bei besonderen Jahren hatman sich aber, wie auchdiesesJahr,inBasel,demOrtdesHauptsitzesdesVereinsge-troffen.KommenSiezahlreichanunserezweitägigeJubiläums-veranstaltung.
UlrichHadrianGeschäftsführerSVS
Schweissen mit Know-how. Schweisskurse in Winterthur, Dagmersellen und Ecublens.
PanGas AGHauptsitz, Industriepark 10, CH-6252 Dagmersellen Telefon +41 844 800 300, Fax +41 844 800 301, www.pangas.ch
Autogentechnik • MIG/MAG/WIG • Löten Auftragsschweissen • Orbitalschweissen Formieren • Laserschweissen
Schweissen mit Know-how:
Bei PanGas lernen Sie es in modern eingerichteten
Schulungslokalen.
• Autogentechnik und Schutzgasschweissen• Schutzgasschweissen für Fortgeschrittene• Schweisskurse für Praktiker• Spezial-Schweisskurse mit Prüfung
Auch auf Ihre individuellen Anforderungen
zugeschnittene Kurse in Ihrem Haus sind möglich.
Fordern Sie unser Schweisskurs-Programm an:PanGas AG, Hauptsitz, Sonja Bachmann
Industriepark 10, 6252 Dagmersellen
Telefon +41 62 748 15 41
PanGas – ideas become solutions.
Anerkannte Ausbildungsstätte des

2Schweisstechnik/Soudure03/2011
Aus der Industriei
SchUTzSchiLD füR TEURE SchwEiSSwERK-zEUGE
LangfristigenSpritzschutz fürSchweissgerätebietetdiekera-mischeTrockenschutzbeschichtungAerodagCeramishieldvonHenkel.DiemitdempolnischenInnovationspreis2010ausge-zeichnete Oberflächenbeschichtung verringert die Spritzerbil-dungimSchweissbrennerdeutlichundreduziertsodieProduk-tionskosten.FlüssigeMetallspritzer,diebeimVerschweissenvonMetallenentstehen,beeinträchtigennegativdieQualitätderSchweiss-gerätesowiedieOberflächenderzuverschweissendenMetall-teile.EinenzuverlässigenSchutzbietetAerodagCeramishieldvonHenkel.DasProduktwurdekürzlich inPolenmitdemIn-novationspreis 2010 ausgezeichnet. Der Einsatz der kera-mischenTrockenschutzbeschichtung hat eine deutlich verrin-gerte Spritzerbildung imSchweissbrenner zur Folge.DieAn-wendung von Aerodag Ceramishield ist einfach: Nach demEntfettenderOberflächenwirddasProduktausderSpraydoseaufdiezuschützendenKomponentenaufgesprüht.NachdemAuftragentrocknetderFilm innerhalbwenigerSekundenundhärtet zu Beginn des Schweissvorgangs vollständig aus. SoentstehteinkeramischerSchutzschild,derSpritzersofort ab-weist.ZufriedeneKundenwiedieREMAGS.A.berichten,dassdieDüsenderSchweissgerätedankAerodagCeramishieldnurnochhalbsooftausgetauschtwerdenmüssenalsbisher.
Geeignet für alle SchweissprozesseAerodagCeramishieldeignetsichfürallegängigenSchweiss-prozesse. Ein Auftrag der silikonfreien Beschichtung genügt,
um Schweissspitzen und Gasdüsen in allen MIG/MAG-SchweissprozessenbiszuachtStundenlangzuschützen.BeimPunktschweissen verhindert die Beschichtung von Spannba-cken, Geräten undVorrichtungen, dass sich Schweissspritzeran denOberflächen festsetzen.Auch Stromkabel, Sensoren,Halterungen,Metallteile und Backen von Punktschweissanla-gen lassen sich so effektiv gegenSchweissspritzer schützen–unddassogarbiszueinerWochemiteinemeinzigenAuftrag.BesondersempfindlichaufSpritzerreagierenLaser-undPlas-madüsen, da diese schnell zuUnterbrechungen im Produkti-onsprozessführenkönnen.AuchhierreichteinedünneSchichtAerodagCeramishield,ohnedenBetriebderGerätezubeein-trächtigen.
Steigerung der Produktivität und Langlebigkeit der SchweissgeräteDieVorteile derVerwendung vonAerodag Ceramishield sindvielfältig: Unterbrechungen des Produktionsprozesses zumReinigenderSchweissgeräteentfallenzukünftig,sodassdieProduktionsleistungumbiszuzehnProzentgesteigertwerdenkann. Das arbeitsintensive Entfernen der Spritzermit teurenund umweltbelastenden Reinigungschemikalien gehört derVergangenheitan;müheloslassensichdiesemiteinerweichenBürsteentfernen.DiessparterheblicheKosteneinundentla-stetzudemdieUmwelt.EinweitererVorteilvonAerodagCe-ramishieldist,dassesSchweisswerkzeugenichtnurphysisch,sondernauchthermischschützt.DieLebensdaueristdeshalbimSchnittvier-bisfünfmalhöher.ZugleichverbessertsichauchdieQualitätderSchweissnaht,weildieGasdüsekeineSpritzeraufnimmtundsoderGasflussnichtunterbrochenwird.
HenkelistweltweitmitführendenMarkenundTechnologienindendreiGeschäftsfeldernWasch-/Reinigungsmittel,Kosmetik/Körperpflege und AdhesiveTechnologies (Klebstoff-Technolo-gien) tätig.Das1876gegründeteUnternehmenhältmit rund50000MitarbeiternundbekanntenMarkenwiePersil,Schwarz-
Einfach aufgesprüht schützt Aerodag Ceramishield effektiv vor Schweisssprit-zern.

03/2011Schweisstechnik/Soudure3
Aus der Industrie i
kopfoderLoctiteglobal führendeMarktpositionen imKonsu-menten-und im Industriegeschäft. ImGeschäftsjahr2009er-zielteHenkeleinenUmsatzvon13,573Mio.Euroundeinbe-reinigtes betriebliches Ergebnis von 1.364 Mio. Euro. DieVorzugsaktienvonHenkelsindimDAXnotiertunddasUnter-nehmenzählt zuden500umsatzstärkstenderWelt (FortuneGlobal500).
Un écran de protection pour les outils de soudure coûteux LapelliculesècheencéramiqueAerodagCeramishielddeHen-keloffreauxappareilsdesoudureuneprotectionlongueduréecontre lesprojectionsdesoudure.Cerevêtementdesurfaceaobtenuleprixpolonaisdel’innovation2010.Ilréduitl’adhé-siondesprojectionsauniveaudestorchesetdeschalumeauxetdonclescoûtsdeproduction.Lesprojectionsdemétalliquideprovoquéesparlasouduredemétauxdétériorent laqualitéde l’équipementdesoudureetles surfaces des pièces de métal à souder. Aerodag Cera-mishielddeHenkeloffreuneprotectionfiable.Dernièrement,ceproduit reçutenPologne leprixde l’innovation2010.L’ap-plicationde lapelliculesècheencéramique réduit fortementl’adhésion des projections de soudure sur les torches et leschalumeaux. Aerodag Ceramishield est d’utilisation simple:aprèsdégraissagedessurfaces,lepulvérisateurpermetdeva-poriserleproduitsurlescomposantsàprotéger.Unefoisap-pliqué, lefilmsècheenquelquessecondesetdurcitcomplè-tementaudébutduprocessusdesoudure.L’écrandecérami-quequienrésulterepousseimmédiatementlesprojectionsdesoudure.Lesclientssatisfaits,telREMAGS.A.,déclarentchan-gerlestubesdeprotectiondejetdeleurmatérieldesouduredeuxfoismoinsqu’avant,grâceàAerodagCeramishield.
Adapté à tous les processus de soudureAerodag Ceramishield convient pour tous les processus desoudurecourants.Uneseuleapplicationdu revêtementsanssiliconesuffitàprotégerlestubescontactetlestubesdepro-tection de jet jusqu’à 8 heures, pour tous les processus desoudureMIG/MAG.Quantàlasoudureparpoints, lerevête-mentdesgabarits,châssisdemontageetfixationsempêchelesprojectionsdesoudured’adhérerauxsurfaces.Demême,lescâblesd’alimentation,capteurs,bridesdeserrage,piècesmétalliques et mâchoires des équipements de soudure parpointspeuventeuxaussiêtreefficacementprotégéscontrelesprojectionsdesoudure–etcejusqu’àunesemainecomplèteen une seule couche. Les tubes des applications laser etplasma sont particulièrement sensibles aux projections, quivite viennent interrompre le processus de production encontinu.Làencore,unefinecouchedeAerodagCeramishieldsuffit, sans toucher au fonctionnement normal de l’équipe-ment.
Une meilleure productivité et longévité du matériel de soudureL’utilisation de Aerodag Ceramishield présente de nombreuxavantages.Lesinterruptionsduprocessusdeproductionpourprocéderaunettoyagedesappareilsdesouduresontvouéesàdisparaître,cequiaugmentelaproductivitéjusqu’à10%.Lesprojectionsne s’éliminentplusde façon laborieuse avecdesproduitschimiquesdenettoyage,chersetpolluants.Ellesdis-paraissentfacilementsousl’actiond’unebrossesouple.Celapermet de faire des économies significatives, tout en proté-geant l’environnement. De plus, la protection apportée auxoutilsdesoudureparAerodagCeramishieldestnonseulementphysique,maisaussithermique.Leurduréedevieaugmenteainsijusqu’à4ou5fois,enmoyenne.Enmêmetemps,laqua-litéde lasoudureobtenueestmeilleure.Eneffet, letubedeprotectiondejetrestelibredetouteprojectionetlefluxdegazn’estjamaisinterrompu.
Nach 75-minütiger Schweissarbeit zeigt sich in den Tests eine deutlich verrin-gerte Spritzerbildung im Schweissbrenner (oben), in der unbeschichteten Düse jedoch eine klare Spritzerbildung (unten)

4Schweisstechnik/Soudure03/2011
Aus der Industriei
ESAB im AUfSchwUNG
Nach globaler Neustrukturierung Leistungsfähigkeit erhöhtESABCUTTINGSYSTEMS,einerderweltweitführendenHer-steller von Schneidtechnik, ist nach einer umfassenden Re-strukturierungsphasegestärktausderwirtschaftlichenKrisen-zeitimJahr2009undAnfang2010herausgekommen.Dipl.-Ing. Achim Dries, Geschäftsführer der ESAB CUTTINGSYSTEMSGmbH undVorstand CUTTING im ESAB-Konzern:«AlleZeichenstehenfürESABweltweitaufAufschwung.DerESABKonzernhatteweltweit einenmoderatenUmsatzrück-gang von knapp18%gegenüber 2009 zu verkraften, dieEr-tragslageverbliebentsprechenddenErwartungen imKrisen-jahrpositivunddie jüngstenEntwicklungenstimmenweiter-hinzuversichtlich.»MiteinerdeutlichenVerschlankungundRationalisierungvielerinternerProzesseinEuropa,NordamerikaundChinasowiederAusweitungdesProduktportfolios,derEntwicklungneuerPro-dukteundServiceleistungenhatteESABdieKrisenzeitgenutzt,sichstrategischamMarktneuaufzustellen.Soerhöhtedaszurbritischen Charter-Gruppe gehörige Unternehmen beispiels-weisedenForschungs-undEntwicklungsaufwandfürdieBe-reicheSchweissenundSchneidenumüber20Prozentauf15,5MillionenPfund(2009)zu12,1MillionenPfund(2008).LeitungsfähigereProdukte–unddasbeierschwinglichenKos-ten–verschaffenESABnundennötigentechnologischenWett-bewerbsvorsprungfürdiekommendenJahre.Gleichzeitigwur-den die einzelnen Produktgruppen weiter standardisiert undmiteinanderverzahnt,sodassinKombinationmitService-undSupportdienstleistungenoptimaleGesamtkonfiguartionenent-stehen, die noch besser auf die Bedürfnisse derweltweitenAnwenderabgestimmtwerdenkönnen.AchimDries: «DieseMassnahmen fruchten. Unsere Kundenhaben niedrigere Investitions- und Unterhaltungskosten, kür-zereLieferzeiten,höhereProduktivitätunddamiteinegrössereWirtschaftlichkeit.UntermStrichwächstdadurchdieKunden-zufriedenheitsignifikant.»
fAKTEN UND ViSioNEN DES AUTomoBiLEN LEichTBAUS
Wissenschaft und Industrie diskutieren auf 2. Automobil-konferenzAm 9. und 10. Februar 2011 trafen sich im österreichischenSattledtüber130WissenschaftlerundExpertenderAutomobil-undZulieferindustrie.13VorträgedientendemBeschreibener-folgreicherProjekte,TrendsundVisionensowieneuenwissen-schaftlichen Erkenntnissen des automobilen Leichtbaus.SchwerpunktebildetenWerkstoffeundFügetechniken.Organi-sator sowie Gastgeber derVeranstaltung mit internationalen
ReferentenundGästenwarwiebeider1.KonferenzFroniusInternational.DerVorsitzendeder1.undEhrenvorsitzendeder2.Konferenz,Dr.KlausKoglin,AudiAG,resümierteamEnde:«WenigeFachtagungengreifendieseInhaltesobreitgefächertund gleichzeitig hochqualifiziert auf. Mein Lob gilt auch derWeitsicht,demMutundderKreativität,mitderdieOrganisa-torenvonFroniusdieVorträgeohneEigenpräsentationzusam-mengestellthaben.»
Die Leichtbau-Karosserie der Zukunftwird geprägt vomEin-sparen begrenzter Ressourcen sowie vom Reduzieren desEnergieverbrauchs und der CO2-Emissionen, ist ProfessorDr.ThomasTröster,TUPaderborn,überzeugt.Nureinkonse-quenterWerkstoffmix und für Hybridmaterialien geeignete,teilweisenochzuentwickelndeFertigungs-undFügeverfahrenkönnendieLeichtbauanforderungenerfüllen.HöherfesteMul-tiphasenstähleAHSS (Advanced High Strenght Steel) sollenlautChristianWalchvonvoestalpine,Österreich,mitihrenein-stellbaren Festigkeiten bis zu 1.200 – und pressgehärtet bis1.500 – MPa Streckgrenze dabei einen aktiven Part leisten.Noch zu entwickeln seien Verfahren für geeigneten katho-dischen Oberflächenschutz und die Schweisseignung derAHSSzumHerstellenvon«TailoredPropertyParts».«Grünen» Aluminiumprodukten der AMAG Austria Metall,weitgehendausSchrotterzeugt,prophezeitDr.HelmutKauf-manneinenwachsendenAnteil imKarosseriebau.Wärmebe-handelteWalzbleche der 6.000er-Legierungen erreichen be-reitsStreckgrenzenvonüber350MPa.Aushärtbareneuewalz-plattierte Aluminiumwerkstoffe erreichen die 2- bis 3-fachenDehngrenzwerteimVergleichzukonventionellennaturharten.Ebenso markante Vorteile bieten dem Karosseriebauer unddamitdemAutofahrersowiederUmweltzukünftigweiterent-wickelte wärmebehandelte oder heissumgeformte Alumini-umlegierungen.
Über 130 Wissenschaftler und Experten der Automobil- und Zulieferindustrie diskutierten Projekte, Trends und Visionen im automobilen Leichtbau.

03/2011Schweisstechnik/Soudure5
Aus der Industrie i
DerVerschweissbarkeiteineslangealsnichtschweissbargel-tendenLeichtbauwerkstoffeswidmetesichAloisLang,BMWGroup: Magnesium ist bei gleicher Festigkeit noch deutlichleichter als Aluminium, hat gute Dämpfungseigenschaften,eine hohe Rohstoffverfügbarkeit und ist sehr gut recyclebar.Die Fertigungsexperten vonBMWverfügen inzwischen überdasKnowhow,MagnesiumkomponentenunterProduktionsbe-dingungen reproduzierbar zu schweissen.Mit dem CMT-Ver-fahrenvonFroniusfügensiez.B.MotorblöckeundkompletteInstrumentenkonsolen.
Referenten von Audi, Daimler, Hyundai, Jaguar und MagnaSteyrberichtetenüberTrendsimAutomobil-undKarosseriebauund spezifisch über Fügetechnologien. Dr. Gerson Meschut,BölhoffDeutschland,zeigteinnovativemechanischeundKlebe-verfahrenfürdasFügengemischterMaterialpaarungenauf.Er-wähnenswert sind ebenfalls dieVorträge vonProf.Dr.YoungWhan Park, Pukyong Universität, Korea, über das innovativeWiderstandspunktschweissen DeltaSpot und von MichaelSchnick,TUDresden, über neueErkenntnisse der Prozesssi-mulation von Lichtbogenverfahren. Abschliessend wünschensichTeilnehmer,KonferenzleitungundVeranstalter,dassinzweiJahrendie3.InternationaleAutomobilkonferenzeinebensoan-spruchsvollesProgrammwiehohesNiveaubietensoll.
wiG-hEiSSDRAhTSchwEiSSEN
Ein technologischer Fortschritt auf WelttourneeVerdreifachenSieIhreProduktivität!POLYSOUDE ist in der ganzenWelt für sein Know-how imWIGHeissdrahtschweissenbekannt, insbesondere indenBe-reichenEngspalt-undAuftragsschweissen.
Dr. Klaus Koglin, Audi AG, resümierte am Ende: «Nur wenige Fachtagungen greifen das Thema Leichtbau so breit gefächert und gleichzeitig hochqualifiziert auf.»
VondieserSpitzentechnologiezutiefstüberzeugt,hatdasUn-ternehmen die Entwicklung desWIG-Heissdrahtschweissver-fahrensaufverschiedensteAnwendungenausgeweitet,dieinzahlreichenBereichenanzutreffensind,zumBeispielinderPe-trochemiewieauchinOff-undOnshore-Anlagen(inderRegelzusammengefasstunterdemBegriff«ProzessPiping»)oderinKraftwerken(konventionell/nuklear)usw.UmdieVorteiledesWIG-HeissdrahtschweissverfahrenseinembreiterenPublikumaufzuzeigen,hatPOLYSOUDEbeschlossen,imwahrstenSinnedesWortesumdieWeltzureisenunddenExpertendieneuenAnwendungsbereichevorzustellen.StattfindenwerdendieDemosindenLändernGrossbritannien,Frankreich, Skandinavien, Deutschland, Österreich, in derSchweiz,Italien,indenUSAundinJapan.
Programm-Highlights:PräsentationderVorteiledesWIG-Heissdrahtverfahrensim•VergleichzumWIG-KaltdrahtverfahrenVorstellungderentsprechendenGeräte:Schweissfahrwerk•PolycarPLC,ausgestattetmitMesswerterfassungssystemundbeidseitigerKamera,offenerHeissdraht-SchweisskopfMUIV195HW«Grip-It»unddiedazugehörigeHeissdraht-SchweissstromquelleP6HW.Live-Schweissvorführungen:Kohlenstoffstahl168×12,5mm•in5GPositionmitoffenerNahtvorbereitungJundV,sowierostfreierStahl355×90in2GPositionEngspalt.
Polycar 60 PLC beim Schweissen

6Schweisstechnik/Soudure03/2011
Aus der Industriei
Die Vorteile des WIG-Heissdrahtverfahrens:geeignetfüreineVielzahlvonIndustriesektoren•einausgereiftesVerfahren,dankneuesterTechnologienein-•facheinsetzbareineSteigerungderProduktionumdasZwei-bisDreifache•ohnejeglichenQualitätsverlustimVergleichzumWIG-Kalt-drahtverfahreneine beachtliche Erhöhung der Abschmelzleistung: im•Durchschnitt0,4kg/hmitKaltdrahtund1,2kg/hmitHeiss-drahteine «bezahlbare»Alternativemit hervorragenden Ergeb-•nissenimVergleichzuanderenSchweissverfahren
Polysoude bietet eine grosse Zahl an vielseitigen LösungenzumorbitalenWIGHeissdrahtschweisseninderVorproduktionoderaufderBaustellen.
Offene Schweissköpfe – die Multitalente:kompakt:ohneZubehör–passenfürverschiedeneDurch-•messereinfachzuverwenden:extremschnellschweissbereit•
Schweissfahrwerke für «Heavy Duty» Anwendungenerfüllt höchste Qualitätsansprüche bei geringen Platzver-•hältnissenundgrossenWandstärken
LE SoUDAGE TiG fiL chAUD
Une avance technologique qui fait le tour du mondeDopezlaproductivitéparunfacteurdetrois!POLYSOUDEestmondialementreconnupoursonsavoir-fairedansledomainedusoudageTIGFilChaud,ettoutparticuliè-rementpourlespiècesenfortesépaisseursenjointétroitetpourlessolutionsparrechargement.Convaincu par cette technologie de pointe, POLYSOUDE acontinuéledéveloppementdeceprocédédesoudageTIGFilChaudversungrandnombred’applicationsdiversesetvariées,quenoustrouvonsdansdenombreuxsecteursd’activités,telsquelapétrochimieetl’off-etl’onshore(généralementregrou-péssous le termedeprocesspiping), lescentrales (conven-tionnellesetnucléaires)etbiend’autresencore.Pour fairedécouvrir lesavantagesduprocédéTIGFilChaud,POLYSOUDEadécidédefaireletourdumondeausenspro-predutermeafindedémontrercesnouvellesapplicationsauxspécialistes du soudage. Ces démonstrations auront lieu auRoyaume Uni, en France, Scandinavie, Allemagne, Autriche,Suisse,Italie,auxEtats-UnisetauJapon.
Sont au programme:DesprésentationsmontrantlesavantagesduprocédéTIG•FilChaudcomparéauprocédéTIGFilFroid
Ladémonstrationd’équipementsdédiés,commelatêtede•soudagetypechariotPolycar60PLC(fig.1)équipéeavecdouble vidéo et systèmes d’acquisition de données, têtedesoudageouverteMUIV195HW(fig.2),commandéesàpartird’ungénérateurdesoudagefilchaudP6HW.Desdémonstrationsdesoudageendirect•
Les avantages du procédé TIG Fil Chaud:Accessibleàunlargepaneld’utilisateurs•Unprocédésophistiquémaisfacileàutilisergrâceàlanou-•velletechnologieUneaugmentationremarquabledelaproductivitépar2ou•3 – sans aucuneperte enqualité par rapport au procédéTIGFilFroidUne augmentation remarquable du taux de dépôt: une•moyenne de 0,4 kg/h avec fil froid et 1,2 kg/h avec filchaudUnealternativeabordableaveclesmeilleursrésultatscom-•paréeàd’autresprocédés.
POLYSOUDEproposedenombreuses solutions polyvalentespourlesoudageorbitalTIGFilChaudenpréfabricationousurchantier
Têtes de soudage ouvertes « multi-talents:Compactes:spécialementadaptéesàdesdiamètresvariés•sansoutillagesspéciauxFacilesàutiliser:installationextrêmementrapide•
Têtes de soudage type chariot Adaptéesàdesexigencesdequalitétrèsélevéesavecpeu•d’encombrementetpourdefortesépaisseursProductivitéélevéegarantie•
Tête de soudage ouverte «multi-talent» MU IV 195 HW

03/2011Schweisstechnik/Soudure7
Aus der Industrie i
ESAB cUTTiNG SYSTEmS
COMBIREX™ DX vereint Autogen und Plasma zu grosser Leistung bei geringem AufwandMehrLeistung,mehrEffizienzundmehrProduktivitätetwabeiInstandsetzungsarbeiten oder rationeller Teilefertigung ver-spricht der Spezialist für thermische Schneidverfahren ESABCUTTING SYSTEMS mit der Portalschneidmaschine COMBI-REX™DX.DieneueHochleistungsanlagefürpräzise,einfacheSenkrechtschnitteermöglichtdenproduktivenundwirtschaft-lichenEinsatzdesAutogen-undPlasmaschneidensaufeinerMaschine–entwederinKombinationodereinzeln,zurErgän-zung des vorhandenen Maschinenparks oder als separatesSchneidzentrum. Damit erschliesst sich dem Anwender einbreitgefächertesApplikationsspektrum.
Die Portalschneidmaschine COMBIREX™ DX lässt sich pas-send zu den kundenspezifischen Aufgabenstellungen alsPlasma-,Autogen-oderauchalskombiniertePlasma-Autogen-Schneidanlage einsetzen. CarlM. Bandhauer, Global ProductManager Small and MediumMachines & PlasmatechnologyvonESABCUTTINGSYSTEMS:«COMBIREX™DXhatimmerdierichtigeGrösse,wirklichGrosseszuleisten.Vierverschie-deneSpurbreitenundeineflexibleLaufbahnverlängerungaufbiszu18MeterermöglichendieindividuelleKonfigurationeinerSchneidanlageexaktnachdemjeweiligenBedarf.SomiteignetsichdieextrarobustgebauteCOMBIREX™DXgleichermassenfürdieBearbeitungvonStandardplattenmassenwieauchvonspeziellenGrössen.»COMBIREX™DXgibtesinvierunterschiedlichenSpurbreiten,diejenachAusführungundBrennerbestückungzwischen2500und4000mmliegen.DiemaximaleSchneidbreitemiteinemBrenner im Autogen- oder im Plasmabetrieb beträgt 3500mm.ImAutogenbereich schneidet dieCOMBIREX™DXMaterial-stärkenbis200mm.ImreinenAutogenbetriebkönnenbiszuvierBrennergleichzeitigeingesetztwerden.
MiteinemPlasmabrenner realisiertderOperator inkürzesterZeitperfekteSchnittevoneinerStärkebiszu60mmBaustahl.MitnureinemBrennerkannderAnwenderdaskompletteLeis-tungsspektrumdesPlamaschneidensvollnutzen.TrockenoderimWassertisch–beidesistmöglich.CarlM.Bandhauer:«MitCNC-SteuerungundbiszuvierWerk-zeugwagen ist dieses modulare Maschinenkonzept jederzeitbereit, auch geänderten und künftigen Fertigungsanforde-rungen voll und ganz zu genügen. Das durchdachte mecha-nischeDesignundsinnvolleFunktionsdetailswiedieSchnell-kupplungzureinfachenPositionierungderWerkzeugwagenge-währleisten dabei stets das optimale Handling durch denBediener.»Alle konstruktivenMerkmale von COMBIREX™ DX entspre-chen dem bekannt hohen Qualitätsstandard von ESAB CUT-TINGSYSTEMS.COMBIREX™DX verfügt über eineVielzahlinnovativer,ständigverbesserterSicherheitseinrichtungenwieetwadiemitfahrendeLichtschranke zumSchutz desBedien-personals.DieAusstattungmitbiszuvierBrennerwagenbietetgrosseFlexibilitätundEinsatzvielfalt.DerdoppelseitigeLängs-antriebmitPräzisionszahnstangeundRitzelermöglichtzusam-menmit demspielfreienGetriebehohePositioniergeschwin-digkeitenbiszu24000mm/min.DieLinearführungmitAC-Mo-torengewährleistetzusätzlicheinesehrhoheLaufgenauigkeitder Maschine über den gesamten Schneidbereich. AlleTeilesindrobustundunempfindlichundarbeitenreibungsloszusam-men.Carl M. Bandhauer: «Die durchdachte Konstruktion und diekompromissloseVerarbeitungsqualitätreduzierenbeiderCOM-BIREX™DXdenWartungsaufwandaufeinMinimumundga-rantieren eine hohemechanische Lebensdauer.Weitere Fea-turessinddieschnelleWerkzeugpositionierungauchfürspie-gelbildlichesSchneiden,dieBefestigungderWerkzeugwagenan einem spielfreien, gegen Ablagerungen unempfindlichenStahlband,sowiedieMöglichkeit,COMBIREX™DXproblem-losauchmitdemGabelstaplerzube-undentladen.»ObalsEinzelplatzoderalssinnvolleErgänzungdesbestehen-den Maschinenparks: Ohne grossen Aufwand lässt sich derCOMBIREX™DXArbeitsbereichinderSchneidlängeerweiternundauchmitperipherenKomponentenwieFilteranlagenundautomatischenHandling-Einrichtungenverbinden.CarlM.Bandhauer: «COMBIREX™DX ist dasErgebnis aus-führlicher Bedarfsanalysen. Hier haben unsereTechniker undIngenieureanderSchnittstellezumKundenbzw.Maschinen-bedienerganzgenauzugehörtundeineMaschineentwickelt,diehaargenauaufdieBedürfnissederKundenzugeschnittenist. Als Komplettlösung mit der numerischen SteuerungVISION™ 51, optional ergänzbar mit dem innovativen Pro-grammiersystem COLUMBUS.NET™ von ESAB CUTTINGSYSTEMS, bietet die COMBIREX™ DX besteVoraussetzun-gen,diegängigstenSchneidaufgabenschnellundwirtschaftlichzulösen.»ESAB CUTTING SYSTEMS GmbH

8Schweisstechnik/Soudure03/2011
Aus der Industriei
mch mESSE BASEL üBERGiBT oRGANi-SATioN DER SwiSSTEch pER SofoRT AN ExhiBiT & moRE
Die Verantwortlichen der MCH Messe Schweiz (Basel) AGhabenentschieden,dieOrganisationunddieDurchführungderSwisstech, der zentralen Messe der Zulieferindustrie, an ihrTochterunternehmenExhibit&Morezuübergeben.DieSwisstech,diezentraleMessederZulieferindustrie,istfürdieLeaderderBrancheausdenBereichenEinkauf,Beschaf-fung,FertigungundProduktionallezweiJahrewichtigerTreff-punktinBasel.Bereitsseit2004findetparallelzurSwisstechauch die Prodex, die Fachmesse für Werkzeugmaschinen,WerkzeugeundFertigungsmesstechnik,statt.DasRezept,alsIndustrieeventmitgeballterBranchenkraftauf-zutretenunddieSynergienzwischenderMaschinen-undZu-lieferindustriezubetonen,hatsichinderVergangenheitsowohlfür dieBesucherwie auch für dieAussteller bereitsgelohnt.Als logische Konsequenz übergibt dieMCHMesse Schweiz(Basel)AGdieOrganisationunddieDurchführungderSwisstechnunpersofortanihr100-prozentigesTochterunternehmenEx-hibit&More.DasUnternehmenistseitüber30Jahrenführen-der Fachmessenveranstalter und verfügt über Erfahrung undausgewiesene Kompetenzen im Industriebereich. Das Ma-nagementderbeidenVeranstalteristüberzeugt,mitdieserZu-sammenführungdiebeidenFachmessennochbesserimMarktzupositionierenunddieWeichenfüreineerfolgreicheZukunftzustellen.
www.exhibitandmore.ch
SYSTEmGEDANKE im VoRDERGRUND
Fronius belohnt Prinzip «Alles aus einer Hand» Stahlschweisser benötigen ein Schweissequipment, das vollund ganz auf ihren Bedarf eingestellt ist. Denn das Fügenschwerer und robuster Stahlbauteile stellt dieAnwender vorbesondereundunterschiedlicheHerausforderungen–aufBau-stellen, inWerkhallen der industriellen oder handwerklichenFertigung,inAteliers,inWerftenundOffshore.EntwicklervonFroniushabenhierfürdieganzheitlicheLösungderSteelTrans-ferTechnology zumMAG- sowie Stabelektroden-Schweissenentwickelt.VonderSchweissstromquelleüberdieDrahtförde-rungunddasSchlauchpaketbishinzumMedienanschlussunddemBrennersindalleKomponentenklaraufdasStahlschweis-senbezogenundinihrerGanzheitaufdasWesentlichekonzen-triert.UmsichvondenVorteilendessystemischenGanzenzuüberzeugen,erhältzwischendem1.Februarunddem,30.April2011 jederKäufereinerTransSteel3500/5000kostenfreidendaraufabgestimmtenBrenner.Einfache Bedienbarkeit und Zuverlässigkeit plus perfekteSchweisseigenschaften–dieseVorzügederProduktreiheTrans-SteellerntenbereitseinigePilotanwenderkennen.Interessiert
zeigten sie sich vor allem für Features und Funktionen, dieLanglebigkeit bei intensivem Einsatz sowie Zukunftsfähigkeitder Geräte gewährleisten. Inzwischen haben sichTransSteel3500undTransSteel5000inderPraxisbewährt.Ihrewesent-lichenNutzenfaktorensind inderStimmigkeitdesGesamtsy-stemsbegründet.DiezentraleSteuer-undRegeleinheitsorgtauchuntersichän-dernden Bedingungen für einen stets sicheren Prozess undeinenstabilenLichtbogen.DieDrahtförderung ist als tragbare, leichteund robusteBau-gruppemitkomfortablem,intuitivbedienbaremDisplaygestal-tet.DerNutzerkanndieaufGleitkufenmobileEinheitbequemvonderSchweissstromquellelösenundanschwerzugänglicheSchweissstellenzumEinsatzortmitführen.DreiwählbareLicht-bogentypen gewährleisten sowohl einfaches Bedienen alsauchflexiblesEinstellen auf charakteristischeAufgabenbeimStahlschweissen.MitdeminnovativenAnschlussFSC(FroniusSystemConnec-tor)gewinntderNutzereinweiteresPlusanQualität,Zuverläs-sigkeit, Flexibilität undKomfort.Der FSC integriert sämtlicheVersorgungs- undSteuerleitungen.Dieser zentraleAnschlussfür alle Medien macht externe Steuerstecker überflüssig.SchnellundsicheristderergonomischgeformteBrennerübereinenHebelverschlussauszuwechseln.PotenzielleNutzereinesTransSteelGerätesmitFSC,diesichinnerhalbdesaufden1.Februar2011folgendenQuartalszumErwerbentscheiden,könnendiesenBrennerzusätzlichundko-stenfrei in ihr neues System SteelTransferTechnology [email protected]
Nur ein zentraler Anschluss mit dem Fro-nius System Connector genügt für alle Medien
Die handliche Drahtfördereinheit der TransSteel-Geräte mit Bediendisplay, Bren-ner und nur 12 kg Gewicht kann der Nutzer von der Schweissstromquelle lösen und zu schwer zugänglichen Schweissstellen mitnehmen.

100. Jahresversammlung am 20. Mai 2011
Tag der offenen Türam 21. Mai 2011
Inhalt
03/2011Schweisstechnik/Soudure9
ProgrammFreitag,20.05.11 Seite11
Referat1 Seite12Referat2 Seite13
Unterhaltung/Moderation Seite14
Übernachtung Seite15
Parkgelegenheit Seite16
TagderoffenenTür Seite17
Arbeitssicherheit Seite18
Ausbildung Seite19
Beratung Seite20
Werkstofftechnik Seite21
Rundgang Seite22

In der Schweiz verletzen sich jährlich mehr Menschenbei Stolperunfällen als bei Autounfällen.
Ru
fL
an
z
In der Schweiz erleiden jährlich rund 295 000 Menschen einen Stolper- oder Sturzunfall. Oft mitfatalen Folgen. Viele dieser Unfälle liessen sich mit wenig Aufwand vermeiden: Beseitigen SieStolperfallen und benutzen Sie auf Treppen den Handlauf. Konzentrieren Sie sich auf den Weg undnicht auf Ihr Handy oder die Zeitung. Weitere Präventionstipps finden Sie auf www.stolpern.ch.
PRO_Suva_Anz_A4_stolpern_MASTER_ZS_d:d 11.02.2010 16:38 Seite 2

In der Schweiz verletzen sich jährlich mehr Menschenbei Stolperunfällen als bei Autounfällen.
Ru
fL
an
z
In der Schweiz erleiden jährlich rund 295 000 Menschen einen Stolper- oder Sturzunfall. Oft mitfatalen Folgen. Viele dieser Unfälle liessen sich mit wenig Aufwand vermeiden: Beseitigen SieStolperfallen und benutzen Sie auf Treppen den Handlauf. Konzentrieren Sie sich auf den Weg undnicht auf Ihr Handy oder die Zeitung. Weitere Präventionstipps finden Sie auf www.stolpern.ch.
PRO_Suva_Anz_A4_stolpern_MASTER_ZS_d:d 11.02.2010 16:38 Seite 2
14h45–15h15 Eintreffen der Mitglieder
15h15–16h00 100. Ordentliche Jahresversammlung SaalSydney(2.Stock)
16h00–16h30 PauseFoyer(2.Stock)
16h30–18h00 Referate und Gratulationen SaalSydney(2.Stock)
18h00–18h45 ApéroFoyer(2.Stock)
18h45–19h30 Eröffnung und Begrüssung SaalSanFrancisco(3.Stock)
19h30–23h00 Galadinner mit Unterhaltung
Freitag, 20. Mai 2011Congress Center Basel
Botschafter Eric Scheidegger, Dr.rer. pol., seit 1.2.2007 Stellvertre-tenderDirektordesSECOundseit1.10.2003 Leiter der Direktion fürStandortförderung. Zuvor Leiterdes Bereichs StandortförderungimSECO.1998–2002wirtschafts-politischer Berater von BundesratPascal Couchepin. Das SECO istdas Kompetenzzentrum des Bun-des für alle Kernfragen derWirt-schaftspolitik.Das Ziel desSECOistes,ordnungs-undwirtschafts-politischeRahmenbedingungenzuschaffen,damitsichdieWirtschaftzumWohleallerentwickelt.
Eröffnung und BegrüssungMarkus Gloor absolvierte seineLehrebeiderFa.FritzBuserAGinWiler b. Utzenstorf. Danach be-suchteerdieIngenieurschuleBurg-dorf, wo er sein Studium alsMa-schineningenieur HTL abschloss.Diverse Sprachaufenthalte rundenseine Ausbildungszeit ab. Nachzwei Jahren als Projektleiter beiderFirmaAFAGAGinHuttwilstieger1986alsBetriebsleiterinseinenFamilienbetriebein.HeuteistHerrGloorTechnischer Leiter und Mit-glied derGeschäftsleitung bei derGebr.GloorAGinBurgdorf.Einna-tional- und international anerkann-tesUnternehmenmitca.90Mitar-beiterInnen. Seit 1999 leitet HerrGloordenSVSalsPräsident.
Markus GloorPräsident SVS
Programmablauf
03/2011Schweisstechnik/Soudure11
Botschafter Eric ScheideggerStellvertretender Direktor des SECOLeiter der Direktion für Stand-ortförderung
ChristophEymann,hatanderUni-versität Basel Jurisprudenz stu-diertunddortauchdoktoriert.Von1980 bis 1984 arbeitete er beimBasler Volkswirtschaftsbund, von1984bis2001warerDirektordesGewerbeverbandes Basel-Stadt.Seine politische Karriere bei derLiberal-DemokratischenPartei be-gann 1981 mit der Wahl in denBürgergemeinderat. 1984 wurdeerGrossrat, 1991Nationalrat, einAmt, daser 2001, nachderWahlin den Regierungsrat, aufgab. ImRegierungsratisterVorsteherdesErziehungsdepartements.
Dr. Christoph EymannRegierungsrat Basel-Stadt

EinegrosseZahl schweisstechnischerPro-zesse und vielfältige Fügetechniken sindSchlüsseltechnologienderProduktion.Kaumeine moderne Produktionskette ist direktoderindirektohnedieseTechnologiendenk-bar.
Beispiele ausVerkehrs- undTransporttech-nik, Energietechnik, Bauwesen undMikro-technologieuntermauerndieseAussage.
Exemplarische Anwendungsbeispiele jun-ger Schweissprozesse zeigen sowohl dietechnischen und wirtschaftlichen VorteiledieserVerfahrensvariantenalsauchihreFas-zination.
Prof. Dr.-Ing. Ulrich DiltheyPräsident IIW(International Institute of Welding)
100. Jahresversammlung SVS
«Ohne Schweissen ist nix mit ... Schlüsseltechnologie Schweissen»
Schutzgase von Messer für optimale Schweissergebnisse
Kompetenz, diezusammenschweisstUnsere weltweit einheitlichen Produktreihen und die materialbezo-genen und dadurch leicht verständlichen Namen machen Ihnen dieAuswahl des für Sie optimalen Schutzgases leicht! Schutzgasesind ein erheblicher Einflussfaktor beim Schweissen, denn diejeweilige Mischung und Reinheit beeinflussen massgeblich dieQualität und Wirtschaftlichkeit der schweisstechnischen Fertigung.
Das Produktspektrum vom Basisprodukt bis zu angepassten „Spe-zialitäten“ erfüllt jeden Qualitätsanspruch: So kommt Ferrolinevorwiegend bei un- und niedrig legierten Stählen zum Einsatz.Inoxline ist speziell für hoch legierte Stähle vorgesehen.Formiergas wird zum Wurzelschutz bei hoch- und zum Teil beiniedrig legierten Stählen verwendet. Aluline erhöht beimSchweissen von Aluminium die Prozess- und Porensicherheitdeutlich und reduziert die Nacharbeit.
Profitieren auch Sie von dieser umfassenden Kompetenz, diezusammenschweisst und sprechen Sie uns an.
Messer Schweiz AGSeonerstrasse 75
5600 LenzburgTel. +41 62 886 41 41Fax +41 62 886 41 00

LIWAG - Ihr Partner für Wärmebehandlungsanlagen
• gas- und elektrisch beheizte Ofenanlagen
• Modernisierungen und Revisionen bestehender Anlagen, Retrofit von Steuerungen
• feuerfeste Auskleidungen
• für Wärmebehandlungen wie: Glühen, Härten, Vergüten Anlassen, Entspannen Sintern und Hochtemperaturlöten
LIWAG, Industrieofenbau und Wärmetechnik AG Tel. 052 315 29 21 Tössstrasse 14, 8413 Neftenbach Fax 052 315 14 06
www.liwag.ch [email protected]
«100 Jahre Schweissgeschichte in der Schweiz»
100. Jahresversammlung SVS
VondererstenVeröffentlichungimSeptem-ber 1911bis zumheutigenTag sindwir imBesitz aller Ausgaben des Vereinsorgans.AusdiesemFundushabenwirdas Interes-santeste ausgewählt und zusammen-getragen.Über viele Jahrzehnte hat die HerstellungvonAcetylenundderenAnwendungdieAuf-gaben des Schweizerischen Acetylen-Ver-eins bestimmt. Aus heutiger Sicht wurdendie kuriosestenVerwendungszwecke unter-suchtundangewendet.NachdemzweitenWeltkrieghatdannlang-samdaselektrischeWiderstandsschweissendie Oberhand genommen. Damals machtederVerein grosse technische und auch ex-pandierendeEntwicklungendurch.IndemReferatwerdendievergangenen100Jahre Schweissgeschichte, auch für denLaienverständlichdargestellt
Ulrich HadrianGeschäftsführer SVS

Kosten senken durch Weiterbildung?
Viele europäische als auch nationaleRegelwerke enthaltenAnforderungenandieMitarbeiterpunktoQualifikation(z.B.Schweisserprüfungen)undWis-senalsauchandieBetriebseinrichtungeneinesSchweissbetriebes.Diege-forderten Investitionen indieBetriebseinrichtungenwerdendabeieherak-zeptiert,dadiesemeistenseinemessbareProduktionserhöhungnachsichziehen.InvestitionenindieAusbildungundQualifikationderMitarbeiterwer-denabereheralsunnötigundkostentreibendempfunden.DieserMeinungkann entgegengehalten werden, dass nur gut ausgebildetes Personal dievorhandenenBetriebseinrichtungen(z.B.Stromquellen),denAnforderungenangepasst,einsetzenkann.EineErhöhungderProduktivitätistdadurcheben-fallserreichbar,seidiesdurch„schnelleres“SchweissenalsauchVerminde-rungdernotwendigenNacharbeiten.DieLISTECSchweisstechnikAGbietetausdiesemGrundekundenspezifischeKurseunddieAbnahmevonSchweisserprüfungenalsDienstleistungfürdasSchweisspersonalan.DiesindendreiSchulungswerkstätteninRheineckSG,SpreitenbachAGundneuBurgdorfBEalsauchbeimKundenvorOrt.AufAVOR-undVerkaufsmitarbeiterangepassteKurseinderSchweisstechnikrundendasAngebotab.
Eslohntsich,indieAusbildungderMitarbeiterundsomitindieQualitätderArbeitzuinvestieren.
DieREGIOSIXJazzband,eineinternationaleBandmitMusikernausFrankreich,derSchweizundDeutsch-land.DieBandspieltdentraditionellenJazzderfünfzigerundsechzigerJahre.IndenvielenJahren,inde-nendieBandschonzusammenspielt,vertieftensichverschiedeneStilrichtungendesJazz,wieDIXIELAND,SWING,BLUES,BE-BOPbisNEWORLEANS...
DerErfolgderREGIOSIXJazzbandbasiertauf ihrerbesondererArtderArrangements.Dankdesmusi-kalischenReichtumsderBandmitgliederwird das Interesse in derRegion für eine JazzbanddieserArtgeweckt.
Regio Six Jazz Band … sorgt für Unterhaltung
NicolasDrechslerstudierteGeschichteundSpanischanderUniversitätBaselundschlossmitdemLizentiatPhil.Iab.DanacharbeiteteeralsRedaktorundspäterChefredaktorbeiRadioBasilisk.NacheinemkurzenAbstecherindenStaatsdienst,alspersönlicherMitarbeitervonRe-gierungsratHanspeterGass,wechselteer2009zuTelebasel.DortproduzierterdasNachrichtenmagazin7vor7,arbeitetalsRedaktorundmode-riertzwei-bisdreimalwöchentlichdieaktuelleInterview-Sendung«061Live».
Nicolas Drechsler … führt durch den Abend
Nicolas DrechslerModerator und Produzent Telebasel

ÜBERNACHTUNg CONgRESS CENTER
Swissôtel Le PlazaMesseplatz 254005 Basel
liegt direkt neben dem Congress Center
Congress Center BaselMesseplatz 214058 Basel
Master Weiterbildung Master of Advanced Studies MAS
Schweiss- technologie Schweissfachingenieur mit Managementfähigkeiten
Die kompakte Ausbildung zum internationalen Schweissfachingenieur (IWE) mit Zusatzkompetenzen für erfolgreiches Unternehmens- und Prozessmanagement.
In Kooperation mit dem
Besuchen Sie unsere Info-Events
www.hsz-t.ch Hochschule für Technik Zürich Sekretariat Tel. 043 268 25 22 Lagerstrasse 41, 8004 Zürich
Mitglied der Zürcher
Fachhochschule DER PERFEKTE PARTNER!
+AUTOGENENDRESS AGHORGENSCHWEISSTECHNIKP R O PA N T E C H N I KOberdorfstrasse 45 Tel. +41(0)44 725 21 218810 Horgen Fax +41(0)44 725 20 [email protected] www.autogen-endress.ch
•Schutzgasschweissen•Plasmaschneiden•Autogen, Propan•Vorführung•Beratung•Verkauf•Schulung•Service

…..seit über 50 Jahren im Dienste unserer Kunden
B. Schmid Co AG ist seit 1956 der Berater für alle schweisstechnischen Belange und Aufgaben. Profitieren Sie auch von unserem grossen Lager.
Seit jeher steht Ihnen und uns das Wissen, die Forschung und die Qualität verschiedener Weltfirmen zur Verfügung, deren Produkte wir mit grossem Erfolg in der Schweiz vertreten:
Autom. Schweissvorrichtungen à la carte Für automatisierte Schweissprozesse über-nehmen wir als GU die Gesamtverantwortung von der Erstellung der Offerte bis zur Aus-lieferung komplexer Schweissvorrichtungen, inklusive Inbetriebnahme und Schulung. Unser Motto lautet «alles aus einer Hand».
• Führender Deutscher Hersteller von elektrischen Schweissgeräten für den professionellen Einsatz im Handwerks-betrieb und Industrie
• Weltmarktführer in der Plasmaschneidtechnik
• Schweiss- und Schneidtechnik seit über 40 Jahren
• Hochwertige Schweisszusatzwerkstoffe sowie Schweiss- und Schneidanlagen
All diese hervorragenden Produkte begeistern die Anwender ebenso sehr wie uns. .
Zur Ergänzung unseres Teams suchen wir einen initiativen technischen Verkäufer im Aussendienst. Bitte kontaktieren Sie uns.
Täfernstrasse 12 5405 Baden-Dättwil Tel. 056 484 10 80 Fax 056 484 10 90
E-Mail: [email protected]
www.schmid-schweissen.ch
PARkgELEgENHEIT
Parkhaus Messe:24 h geöffnet9 Stockwerke liegt direkt neben dem Congress Center
MessegebäudeExhibition Hall
Übernachtung
Swissôtel Le PlazaMesseplatz 254058 Basel
ParkgelegenheitParkhaus Messe: 24h geöffnetliegt direkt neben dem Congress Center
Congress Center
Congress Center BaselMesseplatz 214058 Basel
SvS

…..seit über 50 Jahren im Dienste unserer Kunden
B. Schmid Co AG ist seit 1956 der Berater für alle schweisstechnischen Belange und Aufgaben. Profitieren Sie auch von unserem grossen Lager.
Seit jeher steht Ihnen und uns das Wissen, die Forschung und die Qualität verschiedener Weltfirmen zur Verfügung, deren Produkte wir mit grossem Erfolg in der Schweiz vertreten:
Autom. Schweissvorrichtungen à la carte Für automatisierte Schweissprozesse über-nehmen wir als GU die Gesamtverantwortung von der Erstellung der Offerte bis zur Aus-lieferung komplexer Schweissvorrichtungen, inklusive Inbetriebnahme und Schulung. Unser Motto lautet «alles aus einer Hand».
• Führender Deutscher Hersteller von elektrischen Schweissgeräten für den professionellen Einsatz im Handwerks-betrieb und Industrie
• Weltmarktführer in der Plasmaschneidtechnik
• Schweiss- und Schneidtechnik seit über 40 Jahren
• Hochwertige Schweisszusatzwerkstoffe sowie Schweiss- und Schneidanlagen
All diese hervorragenden Produkte begeistern die Anwender ebenso sehr wie uns. .
Zur Ergänzung unseres Teams suchen wir einen initiativen technischen Verkäufer im Aussendienst. Bitte kontaktieren Sie uns.
Täfernstrasse 12 5405 Baden-Dättwil Tel. 056 484 10 80 Fax 056 484 10 90
E-Mail: [email protected]
www.schmid-schweissen.ch
EntdeckenSiedieBereichedesSVS
Arbeitssicherheit•Ausbildung•Beratung•Werkstofftechnik•Zertifizierung•
FürUnterhaltungunddasleiblicheWohlistgesorgt.
FISCH und Partner AG
Wilstrasse 40, 8600 Dübendorf, Tel. 044 821 01 15, Fax 044 821 10 16, [email protected], www.fischundpartner.ch
• GE IT
• ARDROX
• ITW TIEDE
• ESAB
• LABINO
SEIFERT / AGFA STRUCTURIX - Röntgen– und Radiografie-Filmsysteme
Eindringprüfanlagen, Penetriermittel und chemische Spezialprodukte
Magnetelektrische Rissprüfgeräte und Zubehör
Autogen-, Plasma- und Laserschneidsysteme
UV-Lampen und Spezialbeleuchtung
ESAB der Spezialist für Autogen- und Plasmaschneiden ARDROX - Farbeindring-Prüfung
und chemische Spezialprodukte aus dem Hause Chemetall
TIEDE - Geräte und Zubehör für die Magnetpulver-Prüfung
GE Inspection Technologies Mit SEIFERT und AGFA Produkten der Spezialist für Röntgen mit Film und digitalen Systemen
SERVICE CENTER
FürinteressierteGästeundBesucherhabenunsereMitarbeitereinenRundgangdurchalleBetriebsstät-ten vorbereitet. Dies gibt Ihnen die Gelegenheitsich selbst ein Bild von unserenDienstleistungenzumachen.
KommenSiezahlreichundbringenSieIhreFreundeundBekanntemit.
WICHTIG:BittebeachtenSiedassdieParkmöglichkeitenbeimSVSbeschränktsind.WirempfehlendahermitdenöffentlichenVerkehrsmittelnanzureisenoderdasAutoindieumliegendenParkhäuserzustellen.
Tag der offenen Tür
21. Mai 2011 09h00–16h00St. Alban-Rheinweg 222 4052 Basel

Wir sind Ansprechpartner für Industrie und Ge-werbe,HospitälerundSchulen inallenFragenderArbeitssicherheitindenBereichen
SchweissenundverwandteVerfahren•TechnischeundmedizinischeGase•
ZumThemaGaseerlebenSieanHandvonDemons-trationendieverschiedenenGaseigenschaftenundeineAusstellungvonGasflaschenwieKryobehälter,Acetylenflaschen,Campinggas-Kartuschenusw.
ZumThemaSchweissenzeigenwirIhnenalteundneue Schweissanlagen im schweisstechnischenUmfeld.
ZumThemaArbeitssicherheitstellenwir ineinem«Gruselkabinett» alte Gasflaschen, Schaufenster-puppenundUnfallutensilienalsabschreckendeBei-spieleaus.
Arbeitssicherheit
Gase, Service
und Know-how
Starten Sie durch – mit technischen Gasen, Kältemitteln und Spezialgasen.
Wir bieten Ihnen die komplette Gasepalette für Handwerk, Industrie, Labor und Medizin zur Selbst abholung oder per Lieferung. Acetylen, Argon, Ballongas, Kältemittel, Lachgas, Propan, Schweiss schutz gase, Sauerstoff, Wasserstoff und noch viel mehr.
Und wieviel Gas darf’s für Sie sein? Wir beraten Sie gern: Rufen Sie an, schreiben, faxen oder mailen Sie.
Westfalen Gas Schweiz GmbH · Bachstrasse 10/Postfach · 4313 MöhlinFon 061/8 55 25 25 · Fax 061/8 55 25 26www.westfalen-gas.ch · [email protected]
Voll-Gas.
Voll_Gas_182x131.indd 1 24.03.2011 9:37:07 Uhr

IhrAnsprechpartnerfürdieAusbildung
SchweisskurseindenStandardschweiss-•verfahrenOrbitalschweissen•PE-Schweissen•Löten•SchweissenvonBetonstahl•
WeiterbildungzurSchweissaufsicht•SonderkursebeiFirmen•AusbildungMaterialprüfung(Röntgen)•
AnunseremInformationsstanderhaltenSieAus-künftezuallenunserenAusbildungsmöglichkeiten.SchauenSievorbei!
Ausbildung
Versicherung und Vorsorge
Die AXA Winterthur bietet für Sie privat oder für Ihr Unternehmen finanzielle Sicherheit. Unsere Versicherungs- und Vorsorgelösungen werden individuell auf Sie abgestimmt.
Kommen Sie auf unsere Seite.
Gerne beraten wir Sie.
AXA WinterthurGeneralagentur Peter GeissmannHenric Petri-Strasse 6, 4051 BaselTelefon 061 284 66 [email protected]/basel
88.5x131_text_sw_d_basel.indd 1 11.2.2010 10:01:17 Uhr
www.esab.ch
Kompakt, leicht und leistungsstark. Der neue Schweißinverter Caddy® Mig C160i/C200i ist ein perfekter Reisebegleiter. Den Tragegurt über die Schulter und auf zum nächsten Job. Einfachste Bedienung und robuste Konstruktion, dieses Überall- Schweißgerät bietet industrielle Schweißleistung auch am entlegen-sten Ort. Ob Sie den Caddy® Mig C160i oder den intelligenten C200i wählen, Ihr neuer Partner wird Ihre Erwartungen übertreffen.
Echte Tragbarkeit, volle Funktionalität

... zu Ihrer Verfügung:CASTOLIN Zusatzwerkstoffe und Verfahren für Reparaturen, Unterhalt und Verschleissschutz
Lichtbogen Hand-Schweiss-/Schneidgeräte
Brennschneidmaschinen
Roboterschweissanlagen
Die dazu passenden Schweissgase liefert Ihnen Messer Schweiz AG.
1
2
3
1 3
4
Anwendungstechnik und Service –kompetent aus einer Hand.
MESSER Eutectic Castolin Switzerland S.A.Industriestr. 34a CH-8108 Dällikon ZHTel. 044 847 17 17 Fax 044 847 17 [email protected]
Ch. de la Venoge 7 CH-1025 St-SulpiceTél. 021 694 11 02 Fax 021 691 55 [email protected]
www.messer-castolin.ch
Die ganze Welt der Schweiss- und Schneidtechnik …
4
IhrPartnerfürBeratung
Qualitätsmanagementsysteme•Schweissaufsicht•FabrikationsüberwachungenundAbnahmen•Auditierungen•Gutachten•BeratungzuVerfahrens-undPersonalqualifikati-•onen
HabenSieFragenoderhabenSieeinbesonderesAnliegen?DiskutierenSiediesemitunserenkompetentenSchweissfach-IngenieurenaufdemvorbereitetenRundgang
Beratung

WerkstofftechnikZurSicherungIhrerProduktqualität
führenwiralsakkreditiertePrüfstellezerstö-•rungsfreieundzerstörendeWerkstoffprüfungenundFertigungsüberwachnungendurch
bietenwirfachtechnischeUnterstützungin•allenschweiss-undprüftechnischenBelangen
erstellenwirExpertisenundSchadensanalysen•undführenAbnahmendurch
AnverschiedenenStationenstellenwirIhnenanHandvonpraktischenVorführungenallezerstö-rungsfreieundzerstörendePrüfverfahrenvor.
WohnenSieeinemZugversuch,einemBiegever-suchodergareinemKerbschlagversuchbei.WiewirdeinBauteilmittelsRöntgenstrahlendurchleuchtetoderwiewerdenFehlerperUltra-schallermittelt.
AlldiesespannendenTätigkeitenstellenwirIhnengernevor.

Rundgang
CH-9424 Rheineck
Dietrichstrasse 1
T +41 (0)71 888 46 66
F +41 (0)71 888 46 78
CH-8957 Spreitenbach
Limmatstrasse 12
T +41 (0)44 741 24 24
F +41 (0)44 741 24 [email protected]
www.listec.ch
CH-3400 Burgdorf
Industrie Buchmatt 21
T +41 (0)44 741 24 24
F +41 (0)44 741 24 25
LISTEC Schweisstechnik AG
Neu: Aus- und Weiterbildungsstätte auch in Burgdorf BE
Eingang
Em
pfa
ng
1
2
33-e
r Tr
am
sta
tion
4
5
67
Verpflegung
8Info
Nach Station 1–8 haben Sie sich eine Wurst verdient!Nun erwarten wir Sie gerne bei der Verpflegung.
T E C H N O L O G Y F O R T H E W E L D E R ’ S W O R L D .
www.binzel-abicor.com
Alexander Binzel GmbH & Co. KGSchweisstechnik GrenchenPostfach 259 • Kapellstrasse 24–30CH-2540 GrenchenTel.: 032 644 34 45Fax: 032 644 34 40Email: [email protected]
High-quality welds!ABIPLAS® WELD CT –die neuen ROBO-Plasmaschweissbrennervon ABICOR BINZEL.
Schweiz_Anzeigen_DIN_A4.qxd:Layout 1 23.02.2011 13:40 Uhr Seite 3
Unbenannt-2 1 13.12.2010 11:54:13
Hebutec AG Schweisstechnik Gallusstrasse 16, 9501 Wil SG Tel: 071/911 77 11, http://www.hebutec.ch
Hebutec.indd 1 17.12.2010 10:12:27
Unbenannt-2 1 13.12.2010 11:37:00
30 Fachmärkte in der Schweiz.Telefon 0844 800 300, Fax 0844 800 [email protected], www.pangas.ch
Unbenannt-4 1 13.12.2010 09:04:05Unbenannt-2 1 13.12.2010 11:29:57
Unbenannt-4 1 13.12.2010 12:27:06Unbenannt-4 1 13.12.2010 12:49:22
www.vst-schweisstechnik.ch [email protected]
Unbenannt-1 1 17.12.2010 09:06:30
B.Schmid Co AG Täfernstrasse 12, 5405 Baden-DättwilTel: 056 484 10 80, www.schmid-schweissen.ch
B.Schmid neu . indd.indd 1 13.12.2010 16:27:01B.Schmid neu . indd.indd 1 13.12.2010 16:28:22
LISTEC Schweisstechnik AGDietrichstrasse 1, 9424 Rheineck SG Tel. 071/888 46 66, www.listec.ch
Listec neu . indd.indd 1 13.12.2010 14:47:51
IMHOF Schweisstechnik GmbH Faanweg 423, 5054 KirchleerauTel: 062 739 28 00, www.imhof-schweisstechnikk.ch
Imhof neu . indd.indd 1 13.12.2010 15:28:34Imhof neu.indd 1 13.12.2010 15:36:57
Bernstrasse 413175 Flamatt3175 Flamatt
Tel. Tel. +41 (0)31 744 66 44+41 (0)31 744 66 44Fax Fax +41 (0)31 744 66 45+41 (0)31 744 66 45www.lwbweldtech.ch
3 Anzeige SVS März 2011 final.indd 1 03.03.2011 14:44:40

T E C H N O L O G Y F O R T H E W E L D E R ’ S W O R L D .
www.binzel-abicor.com
Alexander Binzel GmbH & Co. KGSchweisstechnik GrenchenPostfach 259 • Kapellstrasse 24–30CH-2540 GrenchenTel.: 032 644 34 45Fax: 032 644 34 40Email: [email protected]
High-quality welds!ABIPLAS® WELD CT –die neuen ROBO-Plasmaschweissbrennervon ABICOR BINZEL.
Schweiz_Anzeigen_DIN_A4.qxd:Layout 1 23.02.2011 13:40 Uhr Seite 3
Unbenannt-2 1 13.12.2010 11:54:13
Hebutec AG Schweisstechnik Gallusstrasse 16, 9501 Wil SG Tel: 071/911 77 11, http://www.hebutec.ch
Hebutec.indd 1 17.12.2010 10:12:27
Unbenannt-2 1 13.12.2010 11:37:00
30 Fachmärkte in der Schweiz.Telefon 0844 800 300, Fax 0844 800 [email protected], www.pangas.ch
Unbenannt-4 1 13.12.2010 09:04:05Unbenannt-2 1 13.12.2010 11:29:57
Unbenannt-4 1 13.12.2010 12:27:06Unbenannt-4 1 13.12.2010 12:49:22
www.vst-schweisstechnik.ch [email protected]
Unbenannt-1 1 17.12.2010 09:06:30
B.Schmid Co AG Täfernstrasse 12, 5405 Baden-DättwilTel: 056 484 10 80, www.schmid-schweissen.ch
B.Schmid neu . indd.indd 1 13.12.2010 16:27:01B.Schmid neu . indd.indd 1 13.12.2010 16:28:22
LISTEC Schweisstechnik AGDietrichstrasse 1, 9424 Rheineck SG Tel. 071/888 46 66, www.listec.ch
Listec neu . indd.indd 1 13.12.2010 14:47:51
IMHOF Schweisstechnik GmbH Faanweg 423, 5054 KirchleerauTel: 062 739 28 00, www.imhof-schweisstechnikk.ch
Imhof neu . indd.indd 1 13.12.2010 15:28:34Imhof neu.indd 1 13.12.2010 15:36:57
Bernstrasse 413175 Flamatt3175 Flamatt
Tel. Tel. +41 (0)31 744 66 44+41 (0)31 744 66 44Fax Fax +41 (0)31 744 66 45+41 (0)31 744 66 45www.lwbweldtech.ch
3 Anzeige SVS März 2011 final.indd 1 03.03.2011 14:44:40

Seit genau 100 Jahren fördert der SchweizerischeVerein für Schweisstechnik (SVS) Wissen undTechnik rund um das Thema Schweissen. Er istein wichtiger und verlässlicher Partner der Suvain sämtlichen Belangen der Arbeitssicherheit.Bereits vor 100 Jahren haben visionäre Männer dieBedeutung der Schweisstechnik erkannt und denSchweizerischen Acetylen-Verein (SAV) gegründet.Schon in den Gründerjahren gehörten Beratung, Auf-sicht und Schulung zu den zentralen Aktivitäten desVereins. 1918 nahm die Suva ihre Tätigkeit auf und seit-her entwickelte sich die Zusammenarbeit zwischendem SAV respektive SVS und der Suva zu einerErfolgsgeschichte. 1918 wurde der erste Vertrag überdie Inspektion der Acetylenanlagen unterzeichnet. Eswar die Geburtsstunde eines eigenen Inspektionsdiens-tes beim SVS. Seither übernimmt der Verein im Auftrag
der Suva Kontrollen und Beratungen im Bereich derArbeitssicherheit im Zusammenhang mit Schweissen,Schneiden und verwandten Verfahren sowie im Bereichder Lagerung und des Umgangs mit nicht-netzgebun-denen Gasen.
SVS mit wichtiger Scharnierfunktion Der Schweizerische Verein für Schweisstechnik, der1956 aus dem SAV hervorging, und die Suva arbeitenHand in Hand und sorgen für mehr Sicherheit undGesundheitsschutz an den Arbeitsplätzen. Der SVSnimmt die zentrale Scharnierfunktion zwischen denUnternehmen, in denen Schweisstechniken angewen-det werden, und der Suva ein. Er stellt dank seinemumfassenden Beratungs- und Schulungsangebotsicher, dass bei Schweissarbeiten nicht bloss die Quali-tät stimmt, sondern dass vor Ort auch die Bestimmun-gen der Arbeitssicherheit eingehalten werden. DieInspektoren des SVS sind dank ihrer Berufserfahrungund ihrem fundierten Wissen in der Lage, gefährlicheSituationen zu erkennen und die notwendigen Mass-nahmen einzuleiten, um Unfälle zu verhindern. Eineüberaus wichtige Aufgabe, sind doch in der Schweizrund 150'000 Personen in unterschiedlichsten Bran-chen mit Schweissarbeiten beschäftigt.
Leid verhindern, Kosten senken
Wie gefragt die Angebote des SVS sind und wieerfolgreich die Zusammenarbeit mit der Suva ist, ver-deutlichen zwei Zahlen: 2010 besuchten mehr als2000 Personen die insgesamt 57 Kurse des SVS undmit 106 Teilnehmenden war die gemeinsam mit derSuva durchgeführte Tagung «Arbeitssicherheit undGesundheitsschutz beim Schweissen» ein voller Erfolg.Dank dem gemeinsamen Engagement wurde in denvergangenen 100 Jahren einerseits viel Leid verhindert,andererseits konnten die Kosten für Unfälle undBerufskrankheiten erheblich gesenkt werden. Letztlichkommt dies allen Versicherten zugute, gibt doch dieSuva als nicht gewinnorientiertes und selbsttragendesUnternehmen Gewinne in Form tieferer Prämien an diebei ihr versicherten Betriebe weiter. Die Suva blicktdenn auch mit Freude auf die kommende Zusammen-arbeit mit dem Schweizerischen Verein für Schweiss-technik und gratuliert herzlich zum 100-Jahr-Jubiläum.
Edouard Currat, Mitglied der Geschäftsleitung der SuvaVorsitzender Departement Gesundheitsschutz
Martin Gschwind, Suva Leiter Abteilung Gesundheitsschutz am Arbeitsplatz
Wichtiger Partner für sichere Arbeitsplätze
Hand in Hand sorgen der Schweizerische Verein für Schweiss -technik und die Suva für mehr Sicherheit und Gesundheitsschutzan den Arbeitsplätzen.

Gebr. Gloor AG
Ein klassischer KMU Betrieb im Wandel der Zeit und der Technik.
Auf die Frage ob man Gloor kennt, kommt meistens prompt die Antwort: „Gloor, ist das nicht die Firma mit den Schweissbrennern?“. Tatsächlich fertigt das Unternehmen seit über 70 JahrenProdukte für die Autogentechnik. Autogene Schweissgeräte und dazugehörige Druckregler werden weiterhin produziert, wobei über 60% in den Export geht. Der Fokus hat sich aber stark auf die Druckreguliertechnik verschoben, wo die Firma auch in Zukunft gute Wachstumschancen sieht.
Die Druckreguliertechnik hat sich in den letzten Jahrzehnten massiv verändert und entwickelt. So sind heute Märkte wie Verbindungstechnik, Chemie, Pharma, Lebensmitteltechnologie, Medizinoder Verpackungsindustrie etc. ohne Gasanwendungen undenkbar. Dementsprechend haben sich auch ihre Anwendungen und die damit verbundenen Produkte stetig weiterentwickelt.
.
Ihr Spezialist für Autogentechnik – Armaturen für zentrale Gaseversorgungen –Druckreguliertechnik für industrielle Gase, Reinstgase und medizinische Gase.
Die Gebr. Gloor AG, ein Familienunter-nehmen geführt in der zweiten Generation durch Regula und Markus Gloor, setztausschliesslich auf den ProduktionsstandortSchweiz. Mit aktuell rund 90 Mitarbeiternentwickelt und produziert das Unternehmen neben der Autogentechnik eine breite Palette von Produkten für die Druckreguliertechnik im Bereich industrielle Gase, Reinstgase und medizinische Gase.
Gebr. Gloor AG, ein gutes Beispiel dafür, wie ein klassischer KMU Betrieb im nationalen und internationalen Umfeld durch Fokussierung auf Qualität und Innovation erfolgreich bestehen kann.

Diese Mitarbeiter waren und sind hinter diesen Mauern und Fenstern für Sie
tätig!
NORDWESTSCHWEIZST.ALBAN-RHEINWEG 222 • 4052 BASEL•TELEFON 061/317 84 84 • FAX 061/ 317 84 80
NORDOSTSCHWEIZRÜTISBERGSTRASSE 12• 8156 OBERHASLI•TELEFON 044/820 40 34/35 • FAX 044/820 40 36
SÜDSCHWEIZCASELLA POSTALE • 6596 GORDOLA•TELEFON 091/730 92 30 • FAX 091/ 730 92 31
WESTSCHWEIZRUE GALILÉE 15• 1400 YVERDON-LES-BAINS•TELEFON 024/425 77 40/41/42 • FAX 024/ 425 77 43
RRäätseltsel X X = = ??
-- MenMen-- MenMen
Teilnahmebedingungen: In diesem Jahrgang erscheinen sieben Rätsel. Mit drei richtigen Lösungen nehmen Sie an der Verlosung teil! Der Einsendeschluss wird bei jedem Rätsel bekannt gegeben. Zu gewinnen ist eine Reise nach Prag inkl. Übernachtung und Taschengeld. Die Verlosung unter den korrekt eingegangenen Antworten findet jeweils anlässlich der Jahresversammlung statt. MitarbeiterInnen des SVS und der Redaktion sind von der Teilnahme ausgeschlossen.
AuflAuflöösung in der sung in der nnäächsten Ausgabechsten Ausgabe
AuflAuflöösung X = sung X = MultilayerMultilayer / Mehrlagenbeh/ Mehrlagenbehäälterlter2 2
20112011
Antwort einsenden an: [email protected]
Einsendeschluss: 25. Juni 2011
Gewinne eine Reise Gewinne eine Reise nach Pragnach Prag
3 3 20112011
Jetzt ist der Schweiss-Fachmann gefragtDie Diskussionen um die Kosten bei den
verschiedenen Schweisspositionen sind vermutlich so alt wie die Schweisstechnik selber.
Welche Position ist die kostengünstigste und wie erreicht man diese am besten? Da werden Faktoren
gehandelt von 1 : 1 bis 1 : 5.Doch das ist hier nicht die Frage!
Preisfrage: Um welche Positionen handelt es sich bei den abgebildeten Schweissern?
Verbal oder Kurzform – was glauben/wissen Sie?
Mehrlagenbehälter oder neudeutsch Multilayersind Druckbehälter, bei denen im Beispiel um ein 20 mm dickes Kernrohr mit einem Durchmesser
von ca. 2400 mm 9 Lagen von 8 mm dicken Blechen aus Fk Stahl mit 690 N/mm2 gewickelt
und längsnahtverschweisst werden. Das äussere Blech ist dann nochmals 6 mm dick und innen
wird das Ganze mit Superduplex plattiert.
Das Schwergewicht, gebaut bei Schoeller / Bleckmann / Nooter in
Linz, ist ca. 33 m lang, 218 Tonnen schwer und für einen
Betriebsdruck von 270 bar ausgelegt.

RRäätseltsel X X = = ??
-- MenMen-- MenMen
Teilnahmebedingungen: In diesem Jahrgang erscheinen sieben Rätsel. Mit drei richtigen Lösungen nehmen Sie an der Verlosung teil! Der Einsendeschluss wird bei jedem Rätsel bekannt gegeben. Zu gewinnen ist eine Reise nach Prag inkl. Übernachtung und Taschengeld. Die Verlosung unter den korrekt eingegangenen Antworten findet jeweils anlässlich der Jahresversammlung statt. MitarbeiterInnen des SVS und der Redaktion sind von der Teilnahme ausgeschlossen.
AuflAuflöösung in der sung in der nnäächsten Ausgabechsten Ausgabe
AuflAuflöösung X = sung X = MultilayerMultilayer / Mehrlagenbeh/ Mehrlagenbehäälterlter2 2
20112011
Antwort einsenden an: [email protected]
Einsendeschluss: 25. Juni 2011
Gewinne eine Reise Gewinne eine Reise nach Pragnach Prag
3 3 20112011
Jetzt ist der Schweiss-Fachmann gefragtDie Diskussionen um die Kosten bei den
verschiedenen Schweisspositionen sind vermutlich so alt wie die Schweisstechnik selber.
Welche Position ist die kostengünstigste und wie erreicht man diese am besten? Da werden Faktoren
gehandelt von 1 : 1 bis 1 : 5.Doch das ist hier nicht die Frage!
Preisfrage: Um welche Positionen handelt es sich bei den abgebildeten Schweissern?
Verbal oder Kurzform – was glauben/wissen Sie?
Mehrlagenbehälter oder neudeutsch Multilayersind Druckbehälter, bei denen im Beispiel um ein 20 mm dickes Kernrohr mit einem Durchmesser
von ca. 2400 mm 9 Lagen von 8 mm dicken Blechen aus Fk Stahl mit 690 N/mm2 gewickelt
und längsnahtverschweisst werden. Das äussere Blech ist dann nochmals 6 mm dick und innen
wird das Ganze mit Superduplex plattiert.
Das Schwergewicht, gebaut bei Schoeller / Bleckmann / Nooter in
Linz, ist ca. 33 m lang, 218 Tonnen schwer und für einen
Betriebsdruck von 270 bar ausgelegt.
07/2010Schweisstechnik/Soudure27
fX-Man Rätsel

28Schweisstechnik/Soudure03/2011
f EN 287-1 und ISO 9606-1
DieBemühungenvonCENundISO,zueinerinternationalgül-tigenSchweisserqualifizierungzugelangen,warenbisherdurchdasNebeneinander von EN 287-1 und ISO 9606-1 nicht vonErfolggekrönt.BisMitte2012könnteallerdingseineFassungvon ISO 9606-1 vorliegen, die dann die gültige EN 287-1 er-setzenkönnte.DeutschlandwürdefüreineÜbernahmealsENISO9606-1stimmen.DerlangemühsameWegzueinerinter-nationalenSchweisserqualifizierungwäredamitgelungen.
Dipl.-Ing. J. Mussmann, Meerbusch
Bereits imJahr1987starteteerstmaligderVersuch,eineeu-ropäische/internationaleNormfürdiePrüfungvonStahlschweis-sern zu erarbeiten. DieserVersuch kam jedoch damals nichtüberdasNormentwurfsstadiumhinaus.SchlussendlichkonntemansichimCEN/TC121fünfJahrespäter«nur»aufeineeu-ropäische Schweisserprüfungsnorm einigen, die noch heute,zwarmehrfachaktualisiert,festinEuropaverankertist.HierbeihandeltessichumdieDINEN287-1[1].DiederzeitinDeutsch-landgültigeFassungträgtdasAusgabedatumJuni2006;dieseFassungentsprichtderEN287-1,Ausgabe2004,mitderein-gearbeitetenÄnderung(A2)ausdemJahr2006.DieseÄnde-rungwarnotwendiggeworden,dadieBewertungsnormDINENISO5817imJahr2003neuveröffentlichtwurdeunddarindie Merkmale hinsichtlich des schroffen Nahtübergangs, derEinbrandkerbeunddesWinkelversatzesentschärftwurden.DamittrenntensichdieWegevonCEN(ComitéEuropéendeNormalisation, Europäisches Komitee für Normung) und ISO(International Organization for Standardization, InternationaleOrganisationfürNormung)zumThemagemeinsameSchweis-serprüfungsnormfürStahlschweisser.ZwarveröffentlichteISOim Jahre 1994 auch eine internationale Schweisserprüfungs-norm(ISO9606-1PrüfungvonSchweissern–Schmelzschweis-sen–Teil1:Stähle),diejedochinEuropaundauchausserhalbvonEuropaaufwenigGegenliebestiessundbisheutesogutwienichtangewendetwird.
Was bislang geschahISO/TC44/SC11nahmimJahr2000dasThemaeuropäische/internationale Schweisserprüfung erneut auf und veröffent-lichte imFolgejahr2001einenentsprechendenNormentwurfeinerprENISO9606-1.Auchdieser(DIN-)EN-ISO-NormentwurfscheitertewieseineVorgängerundNachfolger. ImJahr2008zogCENdieKonsequenzenundkündigtezumzweitenMaldieZusammenarbeitmitISO,umeigeneWegeinderAnpassungdereuropäischenEN287-1gehenzukönnen.NachzähenDiskussionenhattedaszuständigeISO-GremiumISO/TC44/SC11«Qualificationrequirementsforweldingandalliedprocessespersonnel»Ende2009einenneuenArbeits-entwurfder ISO9606-1vorgelegt.DieserberücksichtigteineVielzahlvondeutschenKommentaren,diebisherindenvoran-gegangenenDiskussionenkaumBeachtungfanden.DamithatISO eine gute Ausgangsbasis geschaffen, um den gemein-
samenWegfüreineeuropäischeundinternationaleNormzurPrüfungvonStahlschweissernzuebnen.AuchdasCEN-GremiumwarinderZwischenzeitnichtuntätigundlegteebenfallsEnde2009einenVorschlagzurÜberarbei-tungderjetzigenEN287-1:2004+A2:2006,identischmitderDINEN287-1:2006,vor.DiesereuropäischeVorschlagähneltschon sehr der abgelehnten ISO-Norm, berücksichtigt aberauchdieWünschederEuropäer.InsbesonderenimmtderneueEntwurfdieBelangederunterschiedlichenVerarbeitungsanfor-derungenvonFeinkornstählen,warmfestenStählenundLegie-rungenimKriechbereichauf.ImFolgendenwerdendieerreich-tenErgebnissebeiderNormentwürfemitStandvomFrühjahr2010anhandrelevanterMerkmalebeschrieben.CENundISOverfolgeninihrenbeidenVorschlägenaufdener-stenBlick ganz unterschiedlicheAnsätze.CENorientiert sichweiterhinandemGrundwerkstoffalsBasisfürdenQualifizie-rungsbereich.ISOsiehtdenverwendetenSchweisszusatzalsführende Grösse für die Zuordnung des Geltungsbereichs.GenaudieseganzunterschiedlichePhilosophie führtebislangzu keiner Einigung auf ein gemeinsames international einge-führtesRegelwerk.
FprEN 287-1:2010-06 (E DIN EN 287-1:2011-01)ImzuständigeneuropäischenKomiteeCEN/TC121/SC2«Qua-lification requirements for welding and allied processespersonnel»(analogdemISO-Gremium)wurdeeinVorschlagfüreineüberarbeiteteFassungvonEN287-1:2004+A2:2006er-arbeitet.DieOrientierunganderEinteilungnachdenWerkstoff-gruppen fürdasPrüfstückunddemdaraus abgeleitetenGel-tungsbereichwurdebeibehalten.Eswurdenweiterhin inhalt-licheÄnderungenhinsichtlichderTerminologievorgenommen.DerAufbauderNorm,dieNummerierungderAbschnitteunddieBetitelungwurdenunverändertbeibehalten.Basisfürwei-tereEntscheidungen istderderzeitvorliegendeVorschlagzurRevisionvonEN287-1,derSchlussentwurfFprEN287-1:2010[2].DierelevantenÄnderungsvorschlägewerdenimFolgendenkurzdargestellt.
DieÜberarbeitungvonISO4063hinsichtlicheinerAusdifferen-zierung fürdasWolfram-Inertgasschweissen (WIG) indieVer-fahrensvarianten141,142,143und145wurdeberücksichtigt.
141(WIG-SchweissenmitSchweissstab),•142(WIG-SchweissenohneSchweisszusatz),•143(WIG-SchweissenmitFüllstab),•145(WIG-SchweissenmitreduzierendemSchutzgasund•mitSchweissstab).
EinSchweissen imProzess141,143oder145qualifiziertdieVerfahren 141, 142, 143 und 145. 142 qualifiziert jedoch nur142.Dies steht auch inÜbereinstimmungmitAbschnitt 5.6,auch in der bestehenden Fassung, wonach Schweissen mitSchweisszusatzdasSchweissenohneSchweisszusatzqualifi-ziert,jedochnichtumgekehrt.
Schweisserprüfungen nach EN 287-1 und / oder ISO 9606-1

03/2011Schweisstechnik/Soudure29
EN 287-1 und ISO 9606-1 f
Schweissposition des Prüfstücks
Geltungsbereich a
PA PBb PC PDb PE PF (Blech)
PH (Rohr)
PG (Blech)
PJ (Rohr) H-L045 J-L045
PA X X – – – – – – – – –
PBb X X – – – – – – – – –
PC X X X – – – – – – – –
PDb X X X X X X – – – – –
PE X X X X X X – – – – –
PF (Blech) X X – – – X X – – – –
PH (Rohr) X X – X X X X – – – –
PG (Blech) – – – – – – – X X – –
PJ (Rohr) X X – X X – – X X – –
H-L045 X X X X X X X – – X –
J-L045 X X X X X – – X X – X
a Zusätzlich sind die Anforderungen nach 5.3 und 5.4 zu beachtenb die Schweisspositionen PB und PD werden nur für Kehlnähte (siehe 5.4 b) angewendet und können nur KehlnähteinanderenSchweisspositionenqualifizierenLegende: X gibtdieSchweisspositionan,fürdiederSchweisserqualifiziertist– gibtdieSchweisspositionenB28fürdiederSchweissennichtqualifiziertist
Geltungsbereich Schweisszusätze, die bei der Prüfung verwendet wurden FM1 FM2 FM3 FM4 FM5 FM6
FM1 X X - - - -
FM2 X X - - - -
FM3 X X X - - -
FM4 X X X X - -
FM5 - - - - X -
FM6 - - - - X X
Schweisszusätze für das Schweissen von:
FM1 unlegierten und Feinkornstählen: ISO 2560, 14341, 636, 14171, 17632 FM2 hochfesten Stählen: ISO 18275, 16834, 26304, 18276 FM3 kriechfesten Stählen Cr < 3,75%: ISO 3580, 21952, 24598, 17634 FM4 kriechfesten Stählen 3,75 ≤ Cr ≤ 12%: ISO 3580, 21952, 24598, 17634 FM5 nicht rostenden und hitzebeständigen Stählen: ISO 3581, 14343, 17633 FM6 Nickel und Nickellegierungen: ISO 14172, 18274 Legende:
X bezeichnet die Schweisszusätze, für die der Schweisser qualifiziert ist - bezeichnet die Schweisszusätze, für die der Schweisser nicht qualifiziert ist
Tab. 1. Geltungsbereich für Schweisspositionen nach FprEN 287-1:2010-06
Tab. 2. Geltungsbereich für den Schweisszusatz nach ISO / DIS 9606-1:2010-07
FW Test Piece BW Test Piece
Combined FW/BW Test Piece
FW Test Piece BW Test Piece
Combined FW/BW Test Piece
Abb. 1: Kombiniertes Stumpfnaht-Kehlnaht-Prüfstück – in ISO / DIS 9606-1:2010-07 wurde diese alternative Möglichkeit zur Qualifizierung einer Kehlnaht in Kombination mit einer Stumpfnaht geschaffen.

30Schweisstechnik/Soudure03/2011
EN 287-1 und ISO 9606-1f
InAbschnitt 5.3 «Produktform» gibt es eine Neuerung: Zu-künftig qualifiziert ein Prüfstück am Blech alle Rohraussen-durchmesserüber500mminallenPositionen,bislangwarnurdieSchweisspositionPFeingeschlossen.InAbschnitt 5.4«Nahtart»wurdedieAnforderungfürdieKehl-nähte «stahlbaufreundlich» angepasst. Zukünftig qualifizierenStumpfnähtenichtmehrKehlnähteundumgekehrt.Dies be-deutet zwar unter Umständen mehr Prüfstücke, liefert aberauchmehrSicherheit hinsichtlich derwahren Fähigkeit einesSchweissers, denWurzelpunkt bei Kehlnähten tatsächlich zuerfassenunddiesineinerPrüfungnachzuweisen.DiealteFor-mulierung lautete: «Werden überwiegend Kehlnähte ge-schweisst,muss der Schweisser auch durch eine geeigneteKehlnahtprüfung qualifiziert werden; wenn überwiegendStumpfnähte geschweisstwerden, qualifizieren StumpfnähteKehlnähte.»Hierzuwurdeergänzt:«WenneinSchweisseraneinerStumpf-naht qualifiziert wurde, kann ein ergänzendes Kehlnahtprüf-stück geschweisst werden, das die gleiche Blechdicke vonmax.10mmbesitztundinEinlagentechnikinSchweisspositionPB fertiggestellt wurde. Für diesen Ergänzungstestwird derSchweisser für alle Kehlnähte wie im Geltungsbereich derStumpfnähtequalifiziert.»Hierbleibtkritischanzumerken,dasseineerfolgreichePrüfunginPBnichtautomatischzurFähigkeitführt, auchKehlnähte inPDoderPE schweissen zu können.DeutschlandwirddahingehendeinenEinspruchzumNorment-wurfformulieren.Tabelle 2–GeltungsbereichfürGrundwerkstoffe–bliebunver-ändert.Dies bedeutetweiterhin einen Schwachpunkt für dieSicherheitderwahrenHandfertigkeitvonSchweissernanmar-tensitischenChromstählenwieX10CrMoVNb9-1(1.4903;P91)oderX10CrWMoVNb9-2 (1.4901;P92).NachprEN287-1:2010qualifiziert eine Schweisserprüfung amWerkstoff 13CrMo4-5auch weiterhin das Schweissen der Werkstoffe 15NiCu-MoNb5-6-4 (1.6368),X20CrMoV12-1 (1.4922;X20),X10CrMo-VNb9-1(1.4903;P91)undX11CrMoWVNb9-1-1(1.4905;E911).Diese recht grosszügigeMiterfassung reduziert zwar dieAn-zahl der erforderlichenPrüfungendeutlich, es bleibt aber dieFrage, ob aus dem nachgewiesenen Schweissen desWerk-stoffs13CrMo4-5auchaufdasfehlerfreieVerarbeitenderan-derenWerkstoffegeschlossenwerdenkann.Jederdieserge-nanntenWerkstoffe erfordert eine ganz unterschiedliche Ge-wichtung bei seiner schweisstechnischen Verarbeitung. AufdieseProblematikwurdeschonineinemBeitragaufderGros-senSchweisstechnischenTagung2009hingewiesen[3].
Die Tabelle für den Geltungsbereich der SchweisszusätzewurdesinnvollerweiseinzweiTabellengeteilt:
fürumhüllteStabelektrodenunda.fürStäbeundDrahtelektroden.b.
Damit verschiebt sich die Zählnummer derTabellen um eineZählnummergegenüberderbekanntenNorm.
In Abschnitt 5.7 «Abmessungen» blieben die Geltungsbe-reiche der Grundwerkstoffdicken und der SchweissgutdickenbeiKombinationsprozessenfürStumpfnähte,derGeltungsbe-reichfürRohraussendurchmesserundderGeltungsbereichderWerkstoffdickedesPrüfstücksfürKehlnähteunverändert.BeiAbschnitt 5.8«Schweisspositionen»wurdengeringeVer-änderungenvorgenommen(Tabelle1).DerSatz«DieSchweiss-positionen J-L045 und H-L045 an Rohren qualifizieren alleRohrwinkel.»wurdeersatzlosgestrichen.Die inDINEN ISO6947 neu aufgenommenen Schweisspositionen PH und PJwurdensowohl indenTextalsauch indieTabelleaufgenom-men.
PHbedeutetStumpfnahtanRohr,Rohrachsewaagerecht,•steigendSchweissenundersetztdieBezeichnungPF,PJbedeutetStumpfnahtanRohr,Rohrachsewaagerecht,•fallendSchweissenundtrittanstellevonPG.
EinZitatausAbschnitt 5.8lautet:«DasSchweissenvonzweiRohren mit gleichem Rohraussendurchmesser, eines inSchweisspositionPH[früherPF]undeinesinSchweisspositionPC,schliesstdenGeltungsbereichfüreinRohr,dasinSchweiss-positionH-L045 geschweisstwird, ein.DasSchweissen vonzwei Rohrenmit gleichemRohraussendurchmesser, eines inSchweisspositionPJ[früherPG]undeinesinSchweisspositionPC,schliesstdenGeltungsbereichfüreinRohr,dasinSchweiss-positionJ-L045geschweisstwird,ein.Rohraussendurchmes-serD>150mmkönnenmiteinemPrüfstückinzweiSchweiss-positionengeschweisstwerden(PH[früherPF]oderPJ[früherPG]2/3desUmfangs,PC1/3desUmfangs).»InAbschnitt 6.3«Schweissbedingungen»wurdederseitLan-gem aus deutscher Sicht notwendigeSatz zur erforderlichenSchweissnahtdicke (a-Mass) für dasKehlnahtprüfstückeinge-fügt: «Die erforderliche Kehlnahtdicke für das Kehlnahtprüf-stückmussinderpWPSoderWPSfürdiePrüfungangegebenwerden.»UnterdenaufgeführteneinzuhaltendenSchweissbedingungenwurde hinsichtlich der Zulässigkeit des Schleifens präzisiert:«DemSchweissermuss gestattetwerden, kleinereUnregel-mässigkeiten durch Schleifen zu beseitigen, ausgenommensind die Decklagenraupen, die nur amBeginn und Ende be-schliffenwerden dürfen.DieGenehmigung des Prüfers oderderPrüfstellemussdazueingeholtwerden.»HinsichtlichdesAbschnitts 7«AbnahmeanforderungenandiePrüfstücke»bleibtesmitderÄnderung(A2)von2006beiderBewertungnachENISO5817,BewertungsgruppeB,mitAus-nahmefolgenderUnregelmässigkeiten:zugrosseNahtüberhö-hung (Stumpfnaht),zugrosseNahtüberhöhung (Kehlnaht),zugrosseKehlnahtdicke,zugrosseWurzelüberhöhung,schrofferNahtübergang undEinbrandkerbe, für dieBewertungsgruppeC angewendet werden muss. Somit ist die Bewertung desWinkelversatzeswiederGrundlagefürdieHandfertigkeit!AuchhierzuwirdDeutschlandEinsprucheinlegen,dadieseAnforde-rungnichtsmitdemNachweisderHandfertigkeit zu tunhat,sondern sich aus den Anforderungen an das herzustellende

03/2011Schweisstechnik/Soudure31
EN 287-1 und ISO 9606-1 f
Gruppe Schweisszusätze für das Schweissen von Beispiele von anwendbaren Normen
FM1 unlegierten und Feinkornstählen ISO 2560, 14341, 636, 14171, 17632
FM2 hochfesten Stählen ISO 18275, 16834, 26304, 18276
FM3 kriechfesten Stählen Cr < 3,75% ISO 3580, 21952, 24598, 17634
FM4 kriechfesten Stählen 3,75 ≤ Cr ≤ 12% ISO 3580, 21952, 24598, 17634
FM5 nicht rostenden und hitzbeständigen Stählen ISO 3581, 14343, 17633
FM6 Nickel und Nickellegierungen ISO 14172, 18274
Geltungsbereich Schweiss-prozess
Schweisszusätze, die für das
Prüfstück verwendet wurden b
Massivdraht (S)
Fülldrahtelektrode (M)
Fülldrahtelektrode (B)
Fülldrahtelektrode (R, P, V, W, Y, Z)
131, 135, 145 Massivdraht (S) X X - -
121, 125 Massivdraht (S) X X - -
138, 141, 143, 15 Fülldrahtelektrode (M) X X - -
Fülldrahtelektrode (B) - - X X 114, 136, 143 Fülldrahtelektrode
(R, P, V, W, Y, Z) - - - X
a Abkürzungen siehe 4.3.2 b Der Typ der Schweisszusätze, die bei der Schweisserprüfung für die Wurzellage ohne Badsicherung (ss, nb) benutzt wurde, ist der Typ der Schweisszusätze, die in der Produktion für das Schweissen der Wurzellage ohne Badsicherung (ss, nb) qualifiziert wurde,
Legende: X bezeichnet die Schweisszusätze, für die der Schweisser qualifiziert ist - bezeichnet die Schweisszusätze, für die der Schweisser nicht qualifiziert ist
Schweissgutdicke des Prüfstücks [s] Geltungsbereich e
s < 3 s bis 3a oder s bis 2sa
je nachdem was grösser ist
3 ≤ s <12 3 to 2sb
s ≥ 12 c, d ≥ 3d
a Für Gassschweissen mit Sauerstoff-Acetylen-Flamme (311): s bis 1,5s
b Für Gassschweissen mit Sauerstoff-Acetylen-Flamme (311): 3 bis 1,5s
c Das Prüfstück muss mindestens in 3 Lagen geschweisst werden
d Für Kombimationsprozesse ist s die Schweissgutdicke für jeden Einzelprozess
e Für Einzelprozesse und denselben Typ des Schweisszusatzes entspricht s der Dicke des Prüfstücks t
f Der Geltungsbereich der Schweissgutdicke für Stutzennähte ist:
• Für aufgesetzte Stutzen, siehe z. B. Bild 1a, ist die Schweissgutdicke die Dicke des Stutzens • Für durchgesteckte und eingesetzte Stutzen, siehe z.B. Bild 1b und Bild 1c, ist die Schweissgutdicke die Dicke des
Grundrohres oder Mantels
Tab. 3. Einteilung der Schweisszusätze nach ISO / DIS 9606-1:2010-07 auf Grundlage der Schweisszusatznormen
Tab. 4. Geltungsbereich für Schweisszusätze nach ISO / DIS 9606-1:2010-07
Tab. 5. Geltungsbereich für Schweissgutdicken bei Stumpfnähten nach ISO / DIS 9606-1:2010-07

32Schweisstechnik/Soudure03/2011
EN 287-1 und ISO 9606-1f
Produktergibt.BeiderBestätigungderGültigkeitinAbschnitt9.2wurde die Zulässigkeit durch eine elektronische Signaturergänzt.
ISO / DIS 9606-1:2010-07NachdemverschiedeneEntwürfefüreineneueNormISO/WD9606-1(WD=Workingdraft)inderVergangenheitbeiAbstim-mungen,wenn auch knapp, gescheitert sind,wurde im ISO-GremiumISO/TC44/SC11einneuerVersuchfüreineNormgestartet.DiesistjetztdervierteAnsatzfüreineweltweitgül-tigeNormzurQualifizierungvonSchweissern.DerAufbaudesNormentwurfsmitderAbschnittseinteilungistweitgehendidentischmitFprEN287-1:2010.AuchinISO/DIS9606-1:2010-07[4](DIS=DraftInternationalStandard)werdendieselbenSchweissprozessegelistetwieinFprEN287-1:2010.BeidenEinschlüssenfürdieVerfahren131,135und138wirdjedocheineAbhängigkeitvomLichtbogeneingefügt.WennderSchweisserinderPrüfungdenKurzlichtbogenverwendet,qua-lifiziertdiesauchandereLichtbogenarten, jedochnichtumge-kehrt.EinenWertfürSpannungenoderStromstärkenfüreinegenaueAbgrenzungderLeistungsbereichegibtesnicht.Hierwird sicherlich mit Diskussionen bei erster Anwendung derNormzurechnensein.InAbschnitt 5.3 «Produktform»wirddieebenbeschriebenePrüfstückabmessungvonFprEN287-1:2010übernommen:EinPrüfstück mit einem Rohraussendurchmesser über 25 mmschliesstBlecheein.AuchhierschliesstdanneinPrüfstückamBlechalleRohraussendurchmesserüber500mminallenPo-sitionennachdenTabellen9und10ein.In Abschnitt 5.4 «Nahtart» qualifizieren Stumpfnähte nichtmehr Kehlnähte und umgekehrt. Hierwurde eine alternativeMöglichkeit zur Qualifizierung einer Kehlnaht in Kombinationmit einer Stumpfnaht geschaffen. Der neue Anhang C zeigtdiesesungewöhnlichePrüfstück(Bild1).Der deutlichste Unterschied zum bisherigen System derSchweisserqualifizierung,seiesnuninderaltenDIN8560von1982oderallenAusgabenvonEN287-1derJahre1992,1997,2004und2006, liegt inderZuordnungdesGeltungsbereichsaufBasisdesbeiderPrüfungverwendetenSchweisszusatzes.Nicht mehr der Grundwerkstoff, sondern der verwendeteSchweisszusatzistführend.Tabelle2zeigtdenentsprechendenGeltungsbereich.DieseraufdenerstenBlicketwasmerkwürdiganmutendeVer-such istbeinäheremHinsehen jedocheinleuchtend.EsgehtumdenNachweisdesSchweissers,denZusatzwerkstoffbe-herrschen zu können; und diese Fähigkeit ist bestimmt vomTropfenübergang, vom Fliessverhalten und von dem Benet-zungsverhaltendesSchweisszusatzes.MitdieserEinteilung insechsGruppenwurden letztlichauchdie deutschenBedenken in der Entstehung diesesEntwurfsberücksichtigt.IndenerstenFassungenvonISO9606-1warennurzweiZusatzwerkstoffgruppen(FerritundAustenit)vorgese-
hen.AlsBasisfürdieGruppenzuordnungwirddiezugehörigeNormdesverwendetenSchweisszusatzeszugrundegelegt.Gerade für dieVerarbeitung derwarmfestenmartensitischen8%- bis 11%-igen Chromstähle ist hiermit eine vernünftigeBasis fürdenAnsatzeinerQualifizierunggeschaffenworden.DieZuordnungderSchweisszusätzeerfolgtaufderGrundlageihrerEinteilungindieSchweisszusatznormen(Tabelle3).Wie auch inFprEN287-1:2010sinddieTabellen für denGel-tungsbereich der Schweisszusätze (Umhüllungstyp für um-hüllte Stabelektroden bzw. Drahtelektroden und Stäbe) ge-trennt ausgeführt worden. Sowohl gegenüber DIN EN 287-1:2006 als auch gegenüber FprEN 287-1:2010 ist derGeltungsbereich fürumhüllteStabelektrodenunverändertge-blieben.DieTabellefürdenGeltungsbereichderDrahtelektro-denundStäbewirdinISO/DIS9606-1:2010übersichtlichdenverschiedenProzessenzugeordnet(Tabelle4).InAbschnitt 5.7«Abmessungen»istaucheineweitgehendeGleichheitmitDINEN287-1:2006,Tabelle5,festzustellen.Je-dochgiltfürSchweissgutdickenab12mmeinGeltungsbereichab3mmstattwiesonst5mm(Tabelle5).DieTabellenhinsichtlichdesGeltungsbereichsfürRohraussen-durchmesserundGrundwerkstoffdickenfürKehlnähtesindun-verändert gegenüber der jetzigen EN 287-1 und FprEN 287-1:2010.InAbschnitt 5.8«Schweisspositionen»wurdegegen-über DIN EN 287-1:2006 und FprEN 287-1:2010 dieTabelle«GeltungsbereichfürSchweisspositionenfürStumpf-undfürKehlnähte» in zweiTabellen aufgeteilt (Tabellen 6 und 7). Soqualifiziert ein Stumpfnahtprüfstück inÜberkopfposition nichtmehrdiePositionsteigendSchweissen(PF).InAbschnitt 6 «Untersuchung und Prüfung» ist dieAbmes-sung für die PrüfstückeStumpf- undKehlnaht amBlech von300mmLängeauf200mmLängereduziertworden.DieswareinKompromissgegenüberJapan,umeinenKonsenserzielenzukönnen.InwieweiteinederartkurzeLängenochaussagefä-hig fürdieHandfertigkeit ist,bleibt inderPraxisabzuwarten.DieAbmessungenfürdasPrüfstückStumpfnahtamRohrundKehlnahtamRohrbliebenunverändert.FürdieDurchführungderBruchprüfungwurdenMindestbreitenderProbeninAbhängigkeitvomRohraussendurchmesserfest-gelegt.DamitisteineAussagefähigkeitüberdasErgebnisderBruchprüfungfürdeninnerenBefundgewährleistet.InAbschnitt 7 «AbnahmeanforderungenandiePrüfstücke»er-folgt die Bewertung (genau wie in DIN EN 287-1:2006 undFprEN287-1:2010)nachDINENISO5817,BewertungsgruppeB,mit Ausnahme folgender Unregelmässigkeiten: zu grosseNahtüberhöhung (Stumpfnaht), zu grosse Nahtüberhöhung(Kehlnaht),zugrosseKehlnahtdicke,zugrosseWurzelüberhö-hung,schrofferNahtübergangundEinbrandkerbe, fürdieBe-wertungsgruppeCangewendetwerdenmuss.Die«Erleichterung»,dassfürEinbrandkerbendieAnforderungh≤0,05t(h=TiefederKerbe,t=Blechdicke)nichtgilt(wieinDINEN287-1:2006),kommthiernichtzumTragen.DasMerk-

03/2011Schweisstechnik/Soudure33
EN 287-1 und ISO 9606-1 f
Geltungsbereich Schweissposition des Prüfstücks PA
Wannenposition PC
Querposition PE
ÜberkopfpositionPF
Steigposition PG
Fallposition
PA X - - - -
PC X X - - -
PE (Blech) X X X - -
PF (Blech) X - - X -
PH (Rohr) X - X X -
PG (Rohr) - - - - X
PJ (Rohr) X - X - X
PK X - X X X
H-L045 X X X X -
J-L045 X X X - X
Legende: X gibt die Schweissposition an, für die der Schweisser qualifiziert ist - gibt die Schweisspositionen B28 für die der Schweissen nicht qualifiziert ist Anmerkung: siehe auch 5.3
Geltungsbereich a Schweissposition des Prüfstücks PA
Wannen-position
PB Horizontal-
Vertikalposition
PC Querposition
PD Horizontal-
Überkopfposition
PE Überkopf-position
PF Steigposition
PG Fallposition
PA X - - - - - -
PB X X - - - - -
PC X X X - - - -
PD X X X X X - -
PE (Blech) X X X X X - -
PF (Blech) X X - - - X -
PH (Rohr) X X - X X X -
PG (Blech) - - - - - - X
PJ (Rohr) X X - X X - X
Legende: X gibt die Schweissposition an, für die der Schweisser qualifiziert ist - gibt die Schweisspositionen B28 für die der Schweissen nicht qualifiziert ist Anmerkung: siehe auch 5.3
Tab. 6. Geltungsbereich für Schweisspositionen für Stumpfnähte nach ISO / DIS 9606-1:2010-07
Tab. 7. Geltungsbereich für Schweisspositionen für Kehlnähte nach ISO / DIS 9606-1:2010-07

34Schweisstechnik/Soudure03/2011
EN 287-1 und ISO 9606-1f
malWinkelversatz ist auch bei ISO/DIS 9606-1:2010 für dieSchweisserprüfungwiederrelevant.EinedeutlicheVeränderungwirdes inAbschnitt 9.3«Verlän-gerungderGültigkeit»geben.DieHandfertigkeiteinesSchweis-sersmusssomitperiodischnacheinerderfolgendenVerfahrenbestätigtwerden:
DerSchweisserwird alle drei Jahre aneinemPrüfstücka.geprüft(bislangalle2Jahre!).EswerdenallezweiJahreindenletztensechsMonatenb.desGültigkeitsbereichs zwei Schweissnähte hergestellt,diemitHilfederDurchstrahlungs-oderUltraschallprüfungzuprüfenundzudokumentierensind.EsgeltendieAn-nahmekriterien des Abschnitts 7. Die geprüften NähtemüssendabeiunterdenPrüfbedingungenderErstprüfungmitAusnahmederDickeunddesRohraussendurchmes-sershergestelltwordensein.DieseUntersuchungenver-längern dann die Schweisserprüfung für weitere zweiJahre (unverändert gegenüber DIN EN 287-1:2006 undFprEN287-1:2010).EinePrüfungsbescheinigungeinesSchweissersmussfürc.weitere sechsMonate bestätigt werden, wenn alle fol-gendenBedingungenerfülltsind:
Der Schweisser arbeitet für denselbenArbeitgeber,•der ihnalsverantwortlicherHersteller fürseinePro-dukteauchqualifizierthat;derHerstellerunterhälteingeprüftesQualitätsanfor-•derungsprogrammnachDINENISO3834-2oder-der Hersteller dokumentiert, dass der Schweisser•NähteineinerQualitäthergestellthat,diedieAnfor-derungenausderProduktnormerfüllen.Dieseunter-suchten Nähte müssen mit den folgenden Bedin-gungenübereinstimmen:Schweissposition(en),Naht-art (Stumpf- oder Kehlnaht), mit oder ohneSchweissbadsicherung.
FürVariantec)erforderteinWechselzueinemneuenArbeitge-beralsoeineneuePrüfungmitSchweisseneinesPrüfstücks.Der Hersteller muss zwar ein Qualitätssicherungsprogrammhaben, es ist jedoch keineÜberprüfung (Zertifizierung) durcheinen unabhängigen Dritten erforderlich. Die bestätigteSchweissnahtgüte an den Produkten ist nicht zwingend diegleichehoheAnforderungwiebeieinerPrüfungnachISO/DIS9606-1.Entscheidenddabei ist,dassbereitsbeimAusstellender Prüfungsbescheinigung festzulegen ist, welche der dreivorgestelltenVariantenderVerlängerungzumTragenkommensoll.
Deutschland für Übernahme als EN ISO 9606-1Am7.Mai2009wurdevomzuständigeneuropäischenKomitee(CEN/TC 121/SC 2) für die Überarbeitung der DIN EN 287-1:2006einneuerWI(WorkItem)beantragt.(UmNormenge-mässdenCEN-Regularienüberarbeitenzukönnen,mussfor-maleinArbeitsgegenstand,einWI,beantragtwerden.)DieserWIwurde imUAP-Verfahren(UAP=UniqueAcceptancePro-
cedure; vereinfachtes Annahmeverfahren) angenommen unddamitderWegfürdieErstellungeinesEntwurfsgelegt.DieserEntwurfmitdeneingereichtenKommentarenwurdeinderSit-zungvonCEN/TC121/SC2am30.November2009diskutiertundalsFprEN287-1:2010zurfünfmonatigenUmfrageimUAP-Verfahren verabschiedet. Dieses Papier wurde inhaltlich hierbeschrieben.DerEntwurf der neuenEN287-1 ist imJanuar2011erschienen.Der dritte Entwurf ISO/DIS 9606-1.3:2009wurde im zustän-digeninternationalenKomitee(ISO/TC44/SC11)ganzknappabgelehnt.UmdenGedankenaneineweltweiteNormnochnichtgänzlichaufzugeben,wurdeeinneuerWIbeantragt,dersogenanntevierteEntwurf.DieserEntwurfmitKommentarenwurdeam1.Dezember2009intensivdiskutiertunddirektzurCD-Umfrage(CD=ComitteeDraft)verabschiedet.Diehiervor-gestellteDIS istdieüberarbeiteteCD-Fassung.FürMai2010solltedasPapieralsNormentwurf ISO/DIS9606-1:2010vomslowakischenSekretariat vorgelegtwerden. Es schliesst sicheinefünfmonatigeDIS-Umfragean.BisherwurdejedochnochkeinEntwurfoffiziellvonISOverteilt,sodassnichtvorFrühjahr2011 mit der Beratung der eingegangenen Kommentare zurechnenist.NacherfolgreicherinternationalerBeratungkönntedanach die Schlussabstimmung zum ISO/FDIS 9606-1:2010(FDIS=FinalDraftInternationalStandard)beginnen.Nachdie-serzweimonatigenAbstimmunglägenimHerbst2011dieEr-gebnissezumFDISvor.EineendgültigeFassungISO9606-1könnte somit frühestens Anfang bis Mitte 2012 verfügbarsein.Der deutsche Spiegelausschuss im NormenausschussSchweisstechnik(NA092-00-02AA«QualifizierungvonPerso-nal fürdasSchweissenundverwandteVerfahren (DVSAGQ5)»)hat in seiner letztenSitzung inBerlin am29.März2010beschlossen:WenndieneueISO9606-1verfügbarist,stimmtDeutschland für eine Übernahme als EN ISO 9606-1. DamitwürdediedannbereitserschieneneEN287-1(hiervorgestellt)ersatzloszurückgezogenunddurcheineeuropäische/internati-onaleNormersetzt.DerlangemühsameWegzueinerinterna-tionalenSchweisserqualifizierungwäregelungen.Dieeuropä-ischenStaatenwürdendieseNorminihreAnwendungsregel-werke übernehmen. Ob die USA und Kanada dann auchkonsequent die ISO 9606-1 ohneVeränderung in ihre Regel-werkeübernehmen,bleibtabzuwarten.
LiteraturDINEN287-1(2006-06):PrüfungvonSchweissern–Schmelzschweissen–Teil1:Stähle;1.
deutscheFassungEN287-1:2004+A2:2006.
(CEN/TC121/SC2)FprEN287-1(2010-06):Qualificationtestofwelders–Fusionwelding2.
–Part1:Steels.
Gräb,Th.;Mussmann,J.:AusbildungundQualifizierungvonSchweissernnachDINEN3.
287-1fürdenHochdruckrohrleitungsbau–ausreichendbefähigtodernochBedarfanpro-
duktbezogenerNachschulung?DVS-Berichte,Band258,S.269–274.
(ISO/TC44/SC11)ISO/DIS9606-1(2010-07-01):Qualificationtestofwelders–Fusion4.
welding–Part1:Steels.

03/2011Schweisstechnik/Soudure35
Berichte b
AufseinerJungfernfahrtAnfangDezember2009wirddasPas-sagierschiff«OasisoftheSeas»durchdieglänzendenWellendesAtlantischenOzeansgleiten,bisesdiemalerischeKulissederkaribischenSeeerreicht.ZurgleichenZeitwirdesdenTitelfür das grösste Kreuzfahrtschiff derWelt erhalten und damitseinenebenfallsinFinnlandgebautenVorgängerablösen.
ImCentral Park vonNewYork gehe ich einen kurvenreichenWegentlangundbewunderediekürzlichgepflanztenBlumendiemichumgeben.ÜbermirerstrecktsicheinausgedehnterblauerHimmel.DieSonnespendeteineangenehmeWärme,während aus etwas Entfernung wiegende Merengue-Rhyth-menzuhörensindundinderNäheeineGruppeJungendlicherBasketballspielt.NichtweitentferntherrschteingeschäftigesTreiben inderEinkaufsstrasse. Ichfragemich,ob ichmeinenWegzumSpafortsetzen,oderlieberineinCafegehensoll.
Eine Urlaubsstadt auf WellenInFinnlandarbeitetdieSchiffswerftvonSTXEurope inTurkuzurzeitamKreuzfahrtschiff«OasisoftheSeas».AufGrundsei-nerenormenGrössewirdesmiteinerkleinenStadtverglichen.BeidemAuftraggeberhandeltessichumdasnorwegisch-ame-rikanischeUnternehmen«RoyalCaribbeanCruisesLtd.»,demzweitgrössten Kreuzfahrtunternehmen der Welt. Nach ihrerFertigstellungwirddie «Oasis of theSeas»dasgrössteundteuerste Passagierschiff sein, das jemals gebautwurde. DieBaukostenbelaufensichaufetwa900Millionen€.DerMittelgangdesKreuzers führtdurchden«CentralPark»,der die Länge eines Fussballfelds besitzt.Auf beiden SeitendesParkswerdenzweigetrennteHotelgebäudeerrichtet. ImParkwerdenechteBäume,GräserundBlumengepflanzt,undCafes,GaststättenundGeschäftewerden seineRänder säu-men.EinederabsolutenSensationendesSchiffswirdeinauf-zugsähnlichesRestaurantsein,daszwischendreiDeckshoch-undheruntergefahrenwerdenkann.
ZurGestaltungihrerFreizeitstehtdenReisendeneineausser-gewöhnlicheAuswahl zurVerfügung:EinWassertheater,eineKindertagesstätte, Heilbäder, ein grosser Schwimmbadkom-plex, eine Felskletterwand sowie einTennis-, Basketball- undMinigolfplatz.Vor nur einem Jahrzehnt klang der Gedanke, an Bord einesKreuzfahrtschiffszugehen,wieeinabsoluterLuxus,densichdiemeisten vonunsnur leisten konnten,wenn sie imLottogewonnenhaben. IcherinneremichnochandievielenFern-sehserien,indenenbezauberndeAbendkleiderundexotischeAnlaufhäfenzusehenwaren.IndenHäfenistdieseExotiksi-cherlich immernochzuspüren,aberaufdemSchifferwartetmaneineStimmung,dieallesanderealsformellseinwird.«UnserePassagiere sind imUrlaubundmöchtendieSonne,gutesEssenundeinenhochwertigenServicegeniessen.DieStimmung auf den Luxusdampfern der Karibik ist locker undungezwungen», sagtMarjo Keiramo, KommunikationsleiterinbeiSTXEurope.«Der Luxusbesteht darin, dassniemand kochenoder abwa-schenmuss»,fügtMarjoKeiramohinzu.Siebetont,dassdieGästeeinenbesonderenKabinenservicezuschätzenwissen.
In Finnland geborene SUPERLATIVE «Oasis of the Seas»

36Schweisstechnik/Soudure03/2011
Berichteb
DertypischePassagiermöchteverschiedeneReisezielebesich-tigenundwährendderwochenlangenKreuzfahrtneueErfah-rungensammeln.AusdiesemGrundbietetdasSchiffbeispiel-loseUnterhaltungsmöglichkeiten,sodassfüralleAltersgruppenvomMorgengrauen bis zur Abenddämmerung immer etwasdabeiist.IndenAnlaufhäfensorgenverschiedeneAusflugsop-tionendafür,dasssichdieGästeanmehralsnurdieUrlaubs-sonneunddasMeererinnern.MarjoKeiramosagt,dassdieheutigenSeekreuzfahrtenbeije-dermannbeliebtsind,vonKleinkindernbiszuGrosseltern.Bei-spielsweisemachenFamilienmitKindernoftmiteineranderenbefreundetenFamilieKreuzfahrturlaub.
Auffallend schönes schweissenDieGeschichtederfinnischenSchiffswerftenreichtbisins16.Jahrhundertzurück.SeitdieserZeitwurdenüber3500Seefahr-zeugeinFinnlandgebaut.STXEuropeistderweltweitführendeLieferantvonKreuzfahrt-schiffen. Die Schiffswerften des Unternehmens waren bzw.sindandemBauder15grösstenKreuzerderWeltbeteiligt.STXFinlandCruiseOy,einPartnerunternehmendesinternati-onalenKonzernsvonSTXEurope,verfügtüberdreiSchiffswerf-teninFinnland:EineinTurkuundzweiweitereinRaumaundHelsinki.DieSchiffswerftinTurku,diegrösstederdreiSchiffs-werften,istaufdenBauvonKreuzfahrtschiffenspezialisiert.DieKonstruktionsarbeitendauernvieleJahre,vomMarketingundvonanfänglichenEinkäufenüberdenBauselbstbishinzurendgültigenLieferung.DerAuftragfürdie«OasisoftheSeas»
wurdeam6.Februar2006unterzeichnet,woraufhinunzähligePlanungsstundenverstrichensind,bevorderBauam1.März2007tatsächlichbeginnenkonnte.DiePhasederRumpfkonstruktionwurdemitderKomponen-tenherstellung eingeläutet. Die einzelnen Komponentenwur-den zusammengefügt, umBausegmente zu bilden, diemandannwiederumaneinanderfügte,umnochgrössereSegmentezuformen.DasSchiffwirdaus181Bausegmentenbestehen,jedesmiteinemGewichtvon400bis600Tonnen.DieseSeg-mentekönnenbeispielsweise22Meter lang,32Meterbreitund13Meterhochsein.

03/2011Schweisstechnik/Soudure37
Berichte b
«SchweissenisteinesderwesentlichenProduktionsverfahrenfürdieSchiffsrümpfe.DerKreuzerverfügtüberSchweissnähtemiteinerGesamtlängevonüber2400Kilometern,wasmehrals eine Million Kilogramm Zusatzwerkstoff erforderlichmachte»,sagtPasiHiltunen,LeiterderSchweissabteilungundQualitätskontrolleaufderSchiffswerftSTXEuropeinTurku.DielackiertenRumpfsegmentewerdenzurBaugrubetranspor-tiert,inwelcherderSchiffsrumpfdurchAneinanderschweissenderSegmentezusammengebautwird.ZurgleichenZeitinstal-lierenmehrereBaumannschaftendiePassagierkabinen.«Schweissen ermöglicht uns das Zusammenfügen verschie-denartigerMetalle in derMontagephase. Die Gästewerdeneinige Schweissnähte an derAussenseite des Schiffs sehenkönnen, wohingegen die Rumpf- und Stützkonstruktion derPassagierquartiereund-einrichtungenmitverschiedenenOber-flächenabgedecktsind».
PasiHiltunenerklärt,dasseinegrosseAnzahlvonVerfahrenfürdie Überwachung der Schweissergebnisse in verschiedenenProduktionsstufen zum Einsatz kommen. Die SchweissnähtemüssensichunterverschiedenenBedingungendurchhöchsteFestigkeitundBelastbarkeitauszeichnen.SobalddasSchiffrei-sefähig ist,wirdseineKonstruktioneinerkontinuierlichendy-namischenLastausgesetztsein.«WährenddiesesBauprojektswurdenUltraschallundRöntgen-strahlen eingesetzt, um Stumpfschweissnähtemit einer Ge-samtlänge von über 8,5 Kilometern zu überprüfen», zeigt erauf.
Die Schiffswerft inTurku beschäftigt etwa 2100 Mitarbeiter.Wenn man das Lieferantennetzwerk hinzuzählt, waren letzt-endlichetwa4000FachkräfteamBaudesKreuzers«OasisoftheSeas»beteiligt.
«DiefachlichenAnforderungenandieSchweisserwarensehrhoch.Alle Schweissermussten nach der Norm SFS-EN 287undanderengeltendenStandardsbestimmteKompetenzprü-fungenerfolgreichablegen»,betontHiltunen.«DieSchiffswerftverfügtzudemübereineigenesBildungszen-trum, in demdieMitarbeiter fortwährend an Schulungen fürverschiedeneAufgabenteilnehmen.DerbetriebseigeneLehr-gang im Dickblechschweissen gewährleistet nun schon seitJahrendieVerfügbarkeitvonqualifiziertenSchweissern.»
Das Schwesternschiff «Allure of the Seas» wird bald folgenTausendegespannteKreuzfahrerhabenihreTicketsbereitsge-bucht,umaufder«OasisoftheSeas»anBordgehenzukön-nen.SiewirdvonderSchiffswerftinTurkuinSeestechenundAnfangDezemberihreJungfernfahrtantreten.
STXEurope’sSchiffswerftinTurkuwirddannmitdemBaudesSchwesterschiffs«AllureoftheSeas»fortfahren.Siewirdvo-raussichtlichimHerbst2010vonTurkuausinSeestechen.«DieSchiffsbauindustriestehtzurzeitweltweitvielengrossenHerausforderungen gegenüber. Jedoch blicken wir weiterhinzuversichtlich in die Zukunft», betont KommunikationsleiterinMarjoKeiramo.
Oasis of the SeasLänge:360Meter•Breite:47Meter•Höhe:65Meter•(überdemWasserspiegel)•Tiefgang:etwa9Meter•Geschwindigkeit:etwa22Knoten•Kapazität:5400Passagiereund3000MannBesatzung•Preis:etwa900MillionenEuro•
FitWeld entwickelt für den Einsatz auf SchiffswerftenFürkleinereSchweissarbeitenandenSchiffsrümpfenbenötig-tendieSchiffswerftenvonSTXEuropeeineleichteMIG/MAG-Schweissmaschine mit geeigneter Leistungsstärke. Dies for-derte einen kompakten, leichtgewichtigen und einfach trag-baren MIG/MAG-Schweissinverter, der ausserdem eineausreichendeSchweissleistungbietenmusste.KemppinahmdieHerausforderunganundbegann inZusam-menarbeitmit demUnternehmenmit der Entwicklung einerfür die Schiffsbauindustrie geeignetenMaschine.Aus diesenEntwicklungsarbeiten ging die Schweissmaschine «FitWeld300» hervor. Die neue Maschine ist ideal für Heftschweis-sungenundsieeignetsichzudemfürFertigungs-undInstalla-tionsarbeiten sowie für sonstige MIG/MAGSchweissanwen-dungen. Durch ihr geringes Gewicht kann die kompakte Fit-Weld300auchinengenRäumeneinfachgetragenwerden.

38Schweisstechnik/Soudure03/2011
Berichteb
Die 1999 gegründete GoldschmidtThermit GmbH ist die Führungsgesellschaft vonüber20mittelständischenEinzelunternehmen,diezusammendieGoldschmidt-Ther-mit-Gruppe bilden und gemeinsamden internationalenWachstumsmarkt der schie-nengebundenenVerkehrs-Infrastrukturbedienen.
DieGruppeengagiertsichseitüber100JahrenimVerbindungsschweissenvonEisen-bahnschienen.AusgehendvomThermit®-ProzesswurdeimLaufderJahreeineVielfaltvonVerfahrenentwickelt,Schienenlückenlosmiteinanderzuverschweissen.
DieGoldschmidtThermitGmbHistmiteigenenProduktions-undServicegesellschaftenweltweitvertretenundfürdieEisen-bahngesellschafteneinkompetenterPartnerbeiderEntwicklungundUnterhaltungihrerGleisnetze.
LegroupeGoldschmidtThermitGmbH,fondéen1999,estunesociétéquiencadreplusde20entreprisesdetaillemoyennes.CetensembleconstituelegroupeGold-schmidt-Thermit-Gruppeetdessertcollectivementlemarchéinternationalsanscessecroissantdel'infrastructuredutraficferroviaire.
LeGroupeGoldschmidt-Thermitseconsacreàlasoudurealumino-thermiquepourlesoudagedejonctiondesrailsdepuisplusde100ans.PartantduprocessusThermit®-Prozessunediversitédeméthodesontétédéveloppées,poursouderlesbarresentreelles.
Le Groupe Goldschmidt ThermitGmbHestreprésentémondialementpardessociétésdeproductionetdeservicesetjoueunrôledepartenairecompétent auprès des entreprisesdecheminde feretd'entreprisededéveloppement et entretien des ré-seauxferroviaires.
Goldschmidt Thermit Railservice (Schweiz) GmbH
Tramstrasse 62
4142 Münchenstein
YvanSantoroTel.:+41617411981/Fax:+41617413041E-Mail:[email protected]
Auf STX Europe’s Schiffswerft inTurku kommen bereits seitmehreren Monaten Schweissmaschinen der Reihe FitWeldzumEinsatz.«DieSchweisserhabensehrguteErfahrungenmitdenMaschi-nengemacht.DieFitWeldistleichtundhatgenaudierichtigeGrösse.UndihreSchweisseigenschaftensindausgezeichnet»,erklärtPasiHiltunen,LeiterderQualitätskontrolle.DieÜberprü-fungen, die er an den Schiffsrumpfschweissungen durchge-führthat,sindäusserstzufriedenstellendausgefallen.«Der in dem kompakten Gehäuse integrierte Drahtvorschubbietet eine sehr hilfreiche LED-Beleuchtung. Bei schlechtenLichtverhältnissen könnendieDrahtspulen so leichter ausge-tauschtwerden.»
www.oasisoftheseas.com,www.stxeurope.com

03/2011Schweisstechnik/Soudure39
Berichte b
Systeme zur Abfüllung undVerpackung von Nahrungsmittel,GetränkenundpharmazeutischenProduktensinddannerfolg-reich und leistungsstark, wenn sie alle Rahmenbedingungenund das gezielte Ineinandergreifen aller Einzelaggregate be-rücksichtigen,sowienachhöchstenQualitätskriteriengefertigtsind:MitdieserPhilosophieistdieKronesAG,mitfünfStand-orteninDeutschland,weltweitzumMarktführeraufgestiegen;jedevierteFlascheaufderWeltwirdvoneinerKrones-Anlageabgefüllt,etikettiertundverpackt(Abb.1).
DasWerk Flensburg, circa fünf Kilometer vor der dänischenGrenze,istdernördlichsteProduktionsstandortdesUnterneh-mens. Hier werden Flaschenreinigungsanlagen, Pasteure,Kastenwascher und Dampftunnel konstruiert, gefertigt undmontiert.ZudembefindetsichdortnebenderReinigungs-undProduktbehandlungs-TechnikauchdiePET-Recycling-Technolo-gievonKrones.EinerderSchlüsselfaktorenfürdieschonsprichwörtlicheKro-nes-QualitätistdiestetigeInvestitioninmodernsteSchweiss-technik.«Alles,washierimHausgebautwird,mussgeschweisstwerden–unddas inextremhoherQualitätnachHigh-Purity-Standard», lässt Frank Schimpf, Qualitätsinspektor in Flens-burg,wissen, «zu diesemZweck habenwir nahezu alle ein-
schlägigenweltweitenRegelwerkezueinereigenenNorm‹B+›harmonisiert».BesonderesAugenmerkgiltdabeidenProduktberührendenAnlagenteilenausEdelstahl.HiernimmtderAn-teildesautomatisiertenWIG-Orbitalschweissensstetigzu.Kro-nessetztdabei,wieauchinseinenanderenWerken,insbeson-dereaufTechnologievomfranzösischenWeltmarktführerPoly-soude,Nantes.
Automatisierte Orbital-Schweisssysteme – für keimfreie Produkte unabdingbarSpezielldieFügeprozessebeidenEdelstahl-Rohrverbindungenwerden verstärkt durch Orbital-Schweisssysteme automati-siert, um vom traditionellen Wolfram-Inertgas(WIG)-Hand-schweissen wegzukommen. Dazu der Qualitätsinspektor:«Nurso istdieQualität,dieKronesrundumdenGlobus lie-fert,reproduzierbarherzustellenunddadurcheinehoheWirt-schaftlichkeit garantiert.Anlagen von Polysoude haben enor-men Einfluss auf die Qualität und nur das automatisierteOrbitalschweissenliefertdiegefordertenreinigungsgerechten,glattenSchweissnähte,miteinerNahtwurzel,diebündigmitderRohr-Innenwandabschliesst, einerminimalenWärmeein-bringungmit geringsterOxidation, die gegebenenfalls durchBeizenleichtentfernbarist(einemetallischblankeInnenwandist Voraussetzung für den natürlichen Passivierungsprozess,derdieOberflächedauerhaftschützt).Hinzukommendieun-übertroffenenmetallurgischenEigenschaftenderOrbital-Tech-nologie,diejedenochsostrengeNormmehralserfüllen.AllesFaktoren,diefürdiekeimfreieProduktionvonGetränken,Le-bensmitteln, Pharmaka sowie Kosmetika unabdingbar sind».Schimpffügthinzu:«SelbstunsereHausnorm‹B+›meisterndie Orbitalanlagen anstandslos – und diese beinhaltet alleExtremforderungen aus einer Vielzahl internationaler Vor-schriften».
DieListederNormen,diein«B+»harmonisiertsind,istlang:DINENISO5817(2003-12):Schweissen–Stahl-,Nickel-,•Titan-undLegierungs-Schmelzschweissen(ausserStrahl-schweissen)–Mängelbewertungsgruppe.AD2000Regelwerk:RegelwerkbetreffendDruckbehälter.•ASME-BPVCodesec.VIII:RegelnzurKonstruktionvon•Druckbehältern.ASME-BPVCodesec.IX:EinschränkungenfürSchweiss-•undLötverfahren,Schweisser,LöterundSchweiss-undLötbediener.ASME-CodefürHochdruck-Rohrleitungen.•ASME-BPE2002BioprocessingEquipment.•TechnicalProvisionTP60(AnheuserBuschSpezifikation).•ANSI/AWSD18.1SpezifikationzumSchweissenvon•austenitischenEdelstahlrohrenund–Rohrleitungssyste-meninSanitärenAnlagen.EmpfehlungenderEHEDG(EuropeanHygienicEngineer-•ingandDesignGrouprecommendations).
Modernste Orbital-Schweisstechnologie für schärfste Norm der Welt
Abb. 1: Weltmarktführer unter sich: Von der sprichwörtlichen Krones-Qualität profitieren Getränke- und Lebensmittelindustrie ebenso wie Chemie, Pharmazie und Kosmetik. Die Fügetechnologie dazu stammt von Polysoude aus Frank-reich. Foto: Krones AG

40Schweisstechnik/Soudure03/2011
Berichteb
Hinzukommeninternationalzwarwenigerbekannte,aberfüreinenExporteurvomSchlageKronesäusserstwichtigelandes-spezifischeVorschriften,wiebeispielsweise inRusslandoderChina.
Gutes Schweissen ist wie eine saubere HandschriftNichtinallenFällenkanneineAutomationumgesetztwerden.DaherbenötigtKronesauchweiterhinFachkräfte,dievonHandhochwertigeWIG-Nähteschweissenkönnen.DieseKräftebil-det Krones selbst aus.Dazu der ExperteAxel Schwambach,Schweissaufsicht: «Im Betrieb fachlich gereiftes Personalschöpft auch Know-how von der erfahrenenMannschaft undweissdamit,woraufesankommt»,erfährtfort,«SchweissenerfordertabsoluteKonzentrationundDisziplin.DerMitarbeitermussinderLagesein,seinemaximaleLeistungüberStundenabzurufen,dieletzteNahteinerSchichtnochinhoherQualitätzu fertigen. Gutes Schweissen ist wie eine saubere Hand-schrift, jedeNaht zeugt von derGesamtqualität unsererMa-schinen».
Perfektes Arbeiten attestiertMitderartmotiviertenundgeschultenMitarbeitern lässtsichauchdieAutomationhervorragendvorantreiben.Sowurdedasautomatisierte Orbitalschweissen bereits 2005 in Flensburgeingeführt. Inzwischenstehen4Orbital-SchweissanlagenvonPolysoudefürdasFügeneinerVielzahlvonEdelstahlrohrenmitunterschiedlichenDurchmessern,WandstärkenundLängenzurVerfügung–mitoffenenwiemitgeschlossenenSchweisszan-gen.OffeneZangenvomTypMU–kompaktundbesondersfürRohr-Rohr-VerbindungenmittlererWandstärkengeeignet (Abb3).Geschlossene vomTypMW– für höchste Einschaltdauerund ebenfalls für Rohr-Rohr-Verbindungen. TS-Zangen zumRohr-in-Boden-SchweissenvonRöhren-Wärmetauschern.DiezufügendenMaterialiensindnachDIN11850zumBeispielChrom-Nickel-Stähle wie 1.4301 (ASTM 304) oder Chrom-Ni-ckel-Molybdän-Stähle wie 1.4404 (ASTM 316L), zunehmendaber auch Duplex-Stahl 1.4462 (ASTM S31803). Von den 40SchweissernimWerkmit jebiszuvierSchweisserprüfungenhaben15dieZusatzqualifikationzumOrbitalschweissen.WieperfektsiemitdieserTechnologieihreArbeitenverrichtenbe-zeugteinerdervielenPrüfberichtederakkreditiertenEWISAG(EuropäischerWerkstoff-undInspektionsservice),Lübeck:
Makroschliffuntersuchung (Wärmetauscher) – Querschliff1.(Abb.4)vonzweieingeschweisstenRohren(Durchmesser18,Wandstärke1,Blechdicket=12Millimeter;Werkstoff1.4301.«DieSchweissverbindungenzwischenRohrundBo-denblechweisenkeineSchweissnahtunregelmässigkeitengemäss DIN EN ISO 5817 auf. Unter demAuflichtmikro-skop wurde die Einbrandtiefe der Schweissverbindungenermittelt,Vergrösserungca.7:1(Abb.5),mittlereNahttiefeinderBodenplattezwischen0,9und1,0Millimeter».
Abb. 3: Kompakt und besonders für Rohr-Rohr-Verbindungen mittlerer Wand-stärken geeignet – offene Orbital-Schweisszangen vom Typ MU für eine Viel-zahl von Edelstahlrohren mit unterschiedlichen Durchmessern. Foto: Polysoude
Abb. 4: Makroschliffuntersuchung – die Schweissverbindungen zwischen Rohr und Bodenblech weisen keinerlei Schweissnahtunregelmässigkeiten auf. Foto: EWIS AG
Abb. 5: Die Vergrösserung des Querschliffs zeigt eine mittlere Nahttiefe von ca. 0,9 Millimetern. Foto: EWIS AG

03/2011Schweisstechnik/Soudure41
Berichte b
UntersuchungderwurzelseitigenNahtüberhöhunganfünf2.Rohren gleicher Dimension. «Die Rohrwandstärkewurdean fünf Rohrabschnitten gemessen. Die ermittelte Rohr-wandstärkebeträgtdurchschnittlich1,0Millimeter+/–0,04Millimeter.An fünf Rohrabschnittenwurde diewurzelsei-tigeNahtüberhöhung(Ordnungs-Nr.:504nachISO6520-1)ermittelt.DiedurchschnittlicheWurzelüberhöhungliegtzwi-schen0,02und0,09Millimeter».
Unübertroffenes Konzept: MMS beeindruckt und überzeugtNichtnurbeiKronesstandenerfahreneWIG-HandschweisserdenmitOrbitaltechnikteil-odervollautomatisiertenSchweiss-abläufenskeptischgegenüber:MusstensiesichdochbislangnachdemStartdesSchweissprogramms«imBlindflugüben».SiehattenwährenddesfestgelegtenAblaufskeinerleiEinflussmehraufdenFügeprozess,wurdenmitderfertigenNahtkon-frontiert.SeitguteinemJahrsorgteinNovumunterdenWIG-Orbital-Schweisssystemen für einen Meinungsumschwungunter den Flensburger Schweissern:Da eineweitere Strom-quelle zu den bisherigen Polysoude-Typen PS164 (tragbarer«Alleskönner»mit integrierter Istwert-Erfassung)undPS406(Hochleistungs-Stromquelle für reduzierteWärmeeinbringung)angeschafftwerdensollte,wurdezunächstmitmehrerenAn-bieterngesprochen.DenZuschlagerhieltwiederumPolysoudemit seiner brandneuen Stromquelle P4. QualitätsinspektorSchimpf zudieserEntscheidung:«EinenerstenEindruckvondenbesonderenMöglichkeitenderneuenMaschineerhielten
wir bereitswährend desHigh-Purity-Industry-Symposiums inNantes,2007;aufderMesseTubesahenwirdieAnlageinAk-tionundwarennachProbeschweissungenhierimWerkschnellüberzeugt», er fügt hinzu, «das Bedien- und Steuerungskon-zept ist unübertroffen:DieAnlagemit ihremTouchscreenalsMensch-Maschinen-Schnittstelle(MMS)gibtunserenSchweis-sern das ‹Erleben› des Fügeprozesses zurück (Abb. 6).Wiebeim Handschweissen beobachtet er sein Schmelzbad undweissgenau,wieermodulierenmuss.ErblicktquasiperBild-schirm in sein Schweissbad – rein virtuell, aber in Echtzeit.DieseDarstellungsformgibtihmdieMöglichkeit,denWIG-Fü-geprozesszujedemZeitpunktzukontrollierenundzusteuern.Nachdem alle Bediener ihre anfängliche Skepsis gegenüberdem neuen Schweisssystem schnell abgelegt haben,wollensienurnochmitderP4schweissen».
Polysoude – Partner heute wie morgenDer Schweissfachmann Schwambach kann dem neuenSchweisssystemnochweitereVorteileabgewinnen:«Wirver-fügeninderMaschineübereinProgrammangebot,mitdessenHilfe wir allein durch die Eingabe von Nennweite, Material-stärke,Materialart,StromeinevorläufigeSchweissanweisung(pWPS) erstellen können. So erstellte Schweissungen undpWPS haben bisher jeder Verfahrensprüfung unabhängigerPrüfstellenentsprochen.AllepWPSkonnten in SchweissanweisungenWPS(WeldingProcedureSpecifica-tion)übernommenwerden.DievonallenRegelwerkengestelltenQuali-tätsanforderungensindjederzeitre-produktionssicher abrufbar». Sei-nem Schweisssystem-Lieferantenmacht Schwambach ein zusätz-liches Kompliment: «Polysoude istein beeindruckender Partner, derbeiAnfragepromptreagiert.DieseEigenschaft, gepaart mit der Inno-vations-Führerschaft in der Orbital-Schweisstechnik kommt einerzukunftsorientierten Partnerschaftsehrentgegen».
Fürstliches ProtokollBeideFlensburgerFührungskräftesindsichauchinderBewer-tungderMöglichkeitenderP4zurDokumentationdesFüge-prozesseseinig:«GegenüberherkömmlichenGeräten istdasFührendesProtokollsunddessenAussagekraftnahezufürst-lich».UnddassdieDokumentationmitderWirklichkeitHandinHandgeht,zeigenRöntgen-wiezerstörendePrüfungen:EsgabnochkeineeinzigeBeanstandung,diesbeiüber100000SchweissnähtenproJahr.
Abb. 6: P4 – die besondere Stromquelle zum automatisierten Orbitalschweis-sen. Die Anlage mit ihrem Touchscreen als Mensch-Maschinen-Schnittstelle (MMS) gibt unseren Schweissern das «Erleben» des Fügeprozesses zurück Foto: Polysoude
Frank Schimpf (links), Qualitäts-inspektor, und Axel Schwam-bach, Schweissaufsicht in Flens-burg

42Schweisstechnik/Soudure03/2011
Berichteb
Herbsttagung der Schweissfachmänner 2010Paul Scherrer Institut (PSI) Villigen
Am20.Oktober2010fanddieHerbsttagungderSchweissfach-männer(SFM)inVilligenstatt.Ab9.30Uhrwurdendie104TeilnehmerimPSIinVilligenWestmitKaffeeundGipfeli begrüsst.Anschliessendgingenwir indieAuladesPSI, dieTeilnehmerwurdenvonBerndSpichalebegrüsst,alsDozentwurdeHr.Dr.DietrichvomPSIbegrüsst,bevordasWortanThomasHabeggerüberging.ThomasHabeg-gererinnerte,dassdieSFM-Kommission20Jahrealtist.Das25igsteGründungsjahrwird dann ausgiebig gefeiert.ThomasmachteeinenRückblickaufdieletzten20JahrederSFM-Kommission.Einige Auszüge: Gegründet wurde die Schweissfachmann-kommissionam12.01.1990inOlten.BeidenerstenHerbstta-gungenwaren es 20–40 SFM, in den letzten Jahren immer80–110SFManeinerHerbsttagung.Thomas listete dieOrteundFirmenauf,wowirindenletzten20Jahrenwaren.LeiderfehltunsinunserenAufzeichnungendieTagungausdemJahr1994.WerunseinenHinweisgebenkann,bittemelden.DernächstePunktderTagesordnungbeinhaltetedenRückblickunddieFotosaufdiesehrinteressanteHerbsttagung2009inderRuagEmmen,dortwarenes106SFM.DernächstePunktder Tagesordnung beinhaltete, Info, Ausbildung zukünftigerSFM,eswurden56SFMausgebildetund1Schweissfachfrau.VerweisaufdieHomepagedesSVS.
Hr. Dr. Dietrich stellte PSI vor:Forschungszentrum des Bundes im ETH-Bereich, Benutzerla-bormitweltweiterAnziehungskraft,OrtderZusammenarbeitmit Hochschulen und Industrie, Ausbildungszentrum für dieSchweizvonmorgen,OrtdesDialogszwischenWissenschaftundGesellschaft.
4 Forschungsschwerpunkte des PSI sind:FestkörperforschungundMaterialwissenschaften•Elementarteilchenphysik•Energie-undUmweltforschung•BiologieundMedizin•
Hr.Dr.Dietricherläutertedie4Forschungsschwerpunkte.Mit seinen 1300 Mitarbeitern, davon 300 Doktoranden, 80Lehrlingen,istdasPSIdasgrösstenationaleForschungsinstitutunddasEinzigeseinerArtinderSchweiz.DasPSIwirdvomBundmitca.250Mio.imJahrunterstützt.DerVortragwar sehr interessant und ausführlich, eswurdenvondenSFMvieleFragengestellt.
Führung durchs PSI am Nachmittag mit Hr. R. MaagVortragsthema:
GrossforschungsanlagenimPSI•VorstellungdesPSIWerkPSIOst,PSIWestimBildformat.•
PSIentwirft, bautundbetreibtGrossanlagenmit und zugun-sten von Nationalen und Internationalen Forschungsgemein-schaften.ÜbersJahrnutzenrund1500Gastforschendeaus50NationendiekomplexenAnlagendesPSIfürExperimente.
Es gibt 4 Grossforschungsanlagen im PSI, SINQ, SLS, Pro-tonenbeschleuniger,diesedurftenwirbesichtigen.
Spallatiane–Neutronenquelle(SINQ)•StrahllinienderSLS(SynchronenLichtquelleSchweiz)•Kosten170Mio.Teilchenbeschleuniger(Protonenbeschleuniger)•Solarkonzentrator(SpeicherungvonSonnenenergieinche-•mischenProdukten)
DasPSIistdieSammelstellefürdieRadioaktivenAbfälleausMedizin,Industrie,undForschungderSchweiz.InZusammen-arbeit mit Bundesamt für Gesundheit und der Suva werdenperiodischeSammelaktionendurchgeführt.
GrossprojektSwissFel,700mlangeFreie–Elektronen–Rönt-genlaser2016inBetrieb.Kostenca.270Mio.
RundgangdurchsPSIimRegen,leiderwardasWetterdiesesJahrnichtsotoll.

03/2011Schweisstechnik/Soudure43
Berichte b
1. Station:Spallations-Neutronenquelle(SINQ)undProtonen-beschleunigerPSIbetreibtseitmehrals30JahrenmitgrossemErfolgeinenProtonenbeschleuniger, der dank innovativer Weiterentwick-lungindenvergangenenJahrendenLeistungsweltrekordhält.Den PSI Protonenstrahl nutzen Forschungsgruppen aus allerWelt für ihre Experimente in Elementarteilchen-, Festkörper-undMaterialforschung;auchfürmedizinischeZweckewieTu-mortherapie.Anschliessendlenktenwirdenverbleibenden,je-dochsehr intensivenProtonenstrahlaufdieSpallations-Neu-tronenquelle,dieseit1996inBetriebist.DieProtonentreffendortmit hoherGeschwindigkeit auf einenKörper ausBlei indensieeindringen.DurchdieKollisionderProtonenmitdenBleikernenwerdendiesestarkangeregt.DieserinnerenEner-gieentledigensiesichvorallemdadurch,dasssieNeutronen«abdampfen»;diessinddieSpallations-Neutronen.NeutroneneignensichbesserzumdurchleuchtenderMateri-alien,sprichZFPPrüfung,(Neutronenradiografie)seit12JahreninBetriebnonstop7Tage24Std.Der Protonenbeschleuniger ist weltweit die stärksteAnlage,Jahres-Stromkosten12Mio.
2. Station:SLSSLS(SynchrotroneLichtquelleSchweiz),erzeugtscharfgebün-delte und höchst intensive Lichtstrahlen. Sie ist ein riesigesMikroskopundzugleicheinvielfarbigerMikroscheinwerfer.Die SLS ist gegenwärtig eine der fortschrittlichsten Synchro-tronlichtquellederWelt.IhreAnwendungenreichenvonMate-rialwissenschaftenüberProtein–EntschlüsselungbiszurVer-brennungsforschung. Synchrotronlicht ist elektromagnetischeStrahlung imWellenlängenbereich von Infrarot- bis zu harterRöntgenstrahlen.ErzeugtwirdsieineinerAnlage,woElektro-nen nahe der Lichtgeschwindigkeit durchMagnete auf einerKreisbahngehaltenwerdenunddabeiSynchrotronLichtaus-senden.EineStrahllinieführtdasLichtzueinemodermehrereExperi-menteundzweigttangentialvomHauptringderSLSab.Der-zeitsind16StrahllinieninBetrieb.Umfang282mdesRinges,Halle42müberspannt.
AmEndedesTagestrafensichalleSFM-TeilnehemerimBesu-cherzentrumdesPSI.
AltherrMarcel

44Schweisstechnik/Soudure03/2011
MitteilungenmKURSpRoGRAmm
Einführungskurse SVS-Mitglieder AndereG, Gasschweissen 5Tage 08.08.– 12.08.2011 Basel CHF 1100.– CHF1350.–
E, Lichtbogenhandschweissen 5Tage 31.10. – 04.11.2011 Basel CHF 1200.– CHF1400.–
MSG, Metall-Schutzgasschweissen 5Tage 27.06.– 01.07.2011 Basel CHF 1200.– CHF1400.–
WSG, Wolfram-Schutzgasschweissen 5Tage 06.06.– 10.06.2011 Basel CHF 1200.– CHF1400.–WSG, Wolfram-Schutzgasschweissen 5Tage 08.08.– 12.08.2011 Dagmersellen CHF 1450.– CHF1700.–
Weiterbildungskurse als Vorbereitung zur SchweisserprüfungG, Gasschweissen 9Tage 08.08.– 18.08.2011 Basel CHF 1700.– CHF2050.–
E, Lichtbogenhandschweissen 9Tage 31.10. – 10.11.2011 Basel CHF 1950.– CHF2200.–
MSG, Metall-Schutzgasschweissen 9Tage 08.08.– 18.08.2011 Basel CHF 2000.– CHF2300.–
WSG, Wolfram-Schutzgasschweissen 9Tage 20.06.– 30.06.2011 Basel CHF 2000.– CHF2300.–WSG, Wolfram-Schutzgasschweissen 9Tage 15.08.– 25.08.2011 Basel CHF 2000.– CHF2300.–
Aluminiumschweissen MIG Weiterbildung 9Tage 31.10. – 10.11.2011 Basel CHF 2250.– CHF2650.–
Aluminiumschweissen TIG Weiterbildung 9Tage 12.09.– 22.09.2011 Basel CHF 2250.– CHF2650.–
Firmenkurse IndividuelleSchweisskurseoderSonderkursezurAus-undWeiterbildungnachIhren Wünschen,inIhremHauseoderbeimSVS,offerierenwirgerne.
Schweisserprüfungen 16.05.–19.05.2011 WährenddieserDatenkanneinbeliebigerTag 14.06.–17.06.2011 fürdieSchweisserprüfungausgewähltwerden. 18.07.–22.07.2011
SpezialkurseBetonstahlschweissen 3Tage 30.05.– 01.06.2011 Basel CHF 900.– CHF1000.–
Orbitalschweissen 3Tage 03.10. – 05.10.2011 Basel CHF 900.– CHF1000.–
Grundlagen im praktischen Schweissen 4Tage 26.04.– 29.04.2011 Basel CHF 1700.– CHF1700.–
Beurteilen von RT-Filmen 3Tage 23.05.– 25.05.2011 Basel CHF 1150.– CHF1450.–
Durchstrahlungsprüfung RT 1 (Weiterbildungskurs) SGZP-Mitgl. Andere Ausbildung 10Tage 26.09.–07.10.2011 Basel CHF 3200.– CHF3500.– Prüfung 1Tag 02.11.2011 Basel CHF 550.– CHF 850.– Zertifizierung CHF 200.– CHF 200.–
Schweissfachmann SFM / IWS GrundlagenausbildungIWS0 5Tage 09.05.– 13.05.2011 Basel CHF 1200.– CHF1200.– TheoretischeAusbildungIWSI 10Tage 05.09.– 16.09.2011 Basel CHF 4800.– CHF4800.– TheoretischeAusbildungIWSIII 10Tage 07.11. – 18.11.2011 Basel PraktischeAusbildungIWSII 10Tage 10.10. – 21.10.2011 Basel CHF 550.– CHF 550.– (+CHF350.–proStandardverfahren) TheoretischePrüfung 2Tage 05.03.– 06.03.2012 Basel CHF 1200.– CHF1200.–
Arbeitssicherheit / Sécurité au travail / Sicurezza sul lavoro Arbeitsicherheit im Umgang mit medizinischen Gasen im Gesundheitswesen AS-MG 19.05.2011 Aarau CHF 240.–
Arbeitssicherheit im Umgang mit Gasen, Grundkurs AS-G1 07.09.2011 Basel CHF 210.–
Arbeitssicherheit im Umgang mit Gasen, Betrieb und Unterhalt AS-G2 21.09.2011 Basel CHF 210.–
Arbeitssicherheit beim Schweissen von Metallen AS-SM 19.10.2011 Basel CHF 210.–
Brandverhütung beim Schweissten AS-BS 10.11.2011 Basel CHF 210.–
Sécurité du travail: bouteilles de gaz en cas d’incendie ST-GI 17.05.2011 Yverdon-les-Bains CHF 210.–
Sécurité du travail lors de l’utilisation de gaz médicaux dans les établissement de santé ST-GM 27.09.2011 Yverdon-les-Bains CHF 240.–
Prévention incendie lors du soudage ST-PS 09.11.2011 Yverdon-les-Bains CHF 490.–
Sicurezza sul lavoro nell’utilizzo di gas, base SL-G1 11.05.2011 Ticino CHF 210.–
Sicurezza sul lavoro nell’utilizzo di gas, funzionamento e manutenzione SL-G2 08.06.2011 Ticino CHF 210.–
Sicurezza sul lavoro nell’utilizzo di gas medicinali nel settore della sanità SL-GM 06.07.2011 Ticino CHF 240.–



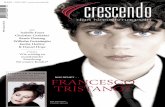

![Gemeindebrief 1/2011 DEz. 2010-Feb. 2011 · 2011. 6. 14. · 2/2011 März 2011— Mai 2011 Evangelische Friedenskirche Hardt Oberbettringen ] 2 [ Vom 9. ... bewusste Art des Umgangs](https://static.fdokument.com/doc/165x107/6115a0b902ed2829437e72ce/gemeindebrief-12011-dez-2010-feb-2011-2011-6-14-22011-mrz-2011a-mai.jpg)