2016 Heft Stand 16-03-23 Druckstand - Landkreis … · einer Projektarbeit gemeinsam mit Schülern...
28
H Energieweg Traunreut BSH HAUSGERÄTE GMBH
Transcript of 2016 Heft Stand 16-03-23 Druckstand - Landkreis … · einer Projektarbeit gemeinsam mit Schülern...
H
Energieweg Traunreut
BSH HAUSGERÄTE GMBH


Energieweg Traunreut 2
Vorwort
Energie-Effizienz und Ressourceneinspa-rung haben eine lange Tradition am Werks-Standort Traunreut. Bereits seit den 90er Jahren wird kontinuierlich an der Reduzierung des Energieeinsatzes und Ressourcenverbrauchs gearbeitet. Im Frühjahr 2009 begannen wir diese Aktivitäten unter dem Dach der „Energie-Effizienz-Initiative“ zu bündeln und die Anstrengungen mit einer ehrgeizigen Zielstellung zu verbinden. Bis 2015 sollte der spezifische, also der bezogen auf die produzierte Menge von Geräten einge-setzte Energieverbrauch um 25% redu-ziert werden. Am Ende des Jahres 2015 können wir nun – durchaus mit Stolz – eine sehr erfolgreiche Bilanz ziehen: Mit sehr vielen guten Ideen und an die 300 konkreten Maßnahmen sowie einem sehr konse-quenten Projekt-Management hat es der Traunreuter Standort tatsächlich ge-schafft, den Ressourcenverbrauch trotz deutlich gestiegener Produktionszahlen auf das angestrebte Ziel abzusenken. Die Gesamteinsparung seit Projektbeginn 2009 summiert sich mittlerweile auf mehr als 21 Millionen Kilowattstunden. Dies entspricht dem jährlichen Verbrauch an elektrischer Energie einer Gemeinde mit ca. 5000 Privat-Haushalten. Der spezi-fische Energieverbrauch konnte seit 2009 von 1191 kWh/t auf 866 kWh/t um 27% gesenkt werden.
Das ist eine hervorragende Leistung des gesamten Teams und aller am Prozess beteiligten Mitarbeiter. Die vielen, im Laufe der Jahre am Standort umgesetzten Maßnahmen haben uns nun dazu motiviert, einen „Energieweg Traunreut“ zu gestalten. Auf diesem Weg führen wir Sie quer durch unseren großen Standort und zeigen Ihnen an insgesamt 12 Stationen sehr anschaulich, wie es bei vielen einzelnen Prozessen gelungen ist, diese enorme Einsparung zu realisieren. Natürlich sind diese 12 Stationen nur eine kleine Aus-wahl aus einer Vielzahl von technisch sehr interessanten und werterheblichen Beispielen. Deshalb haben wir in der vorliegenden Broschüre noch einige weitere Maßnahmen dargestellt. Der „Energieweg-Traunreut“ wurde in einer Projektarbeit gemeinsam mit Schülern des Hertzhaimer-Gymnasiums Trostberg konzipiert. Wir möchten uns daher an dieser Stelle ganz ausdrücklich bei der Schule für die gute Zusammen-arbeit bedanken. Das Werk Traunreut ist also nicht nur
eine Fabrik „im Grünen“ sondern mit der
Energie-Effizienz-Initiative auch auf dem
Weg zu einer „grünen Fabrik“!
Ihr Günter Striegel
Energieweg Traunreut 3
Inhalt
Vorwort 2
Stationen
1 Heizkraftwerk 4
2 Kühlturm 5
3 Heizung 6
4 Waschanlage 7
5 NIR-Trocknen 8
6 Flachwareofen 9
7 Herd IQ 700 / Serie 8 10
8 Beleuchtung 11
9 Dach 12
10 Nachhaltige Logistik 13
11 Schrumpfverpackung 14
12 Tore 15
Weitere Maßnahmen
Heizungssanierung 16
Abgaswärmetauscher 17
Dachdurchführungen 18
Fenster 19
Straßenbeleuchtung 20
Druckluft 21
Presse 22
Hydraulik 23
Spritzgießen 24
KVP-Workshops 25
Energieweg – BSH Traunreut 26
Impressum Energieweg Traunreut Herausgeber BSH Hausgeräte GmbH Produktbereich Kochen Fabrik Traunreut Werner-von-Siemens-Straße 200 D-83301 Traunreut
Telefon: +49 (8669) 30-2991 Telefax: +49 (8669) 30-2115
Redaktion Stefan Schirm (FCGT-ES) e-mail: [email protected]
Nachdruck und Übernahme nur mit Genehmigung der Redaktion

Energieweg Traunreut 4
Heizkraftwerk
Energiegewinnung durch Biomasse!
Maßnahme
Das Biomasseheizkraftwerk ist eine Er-gänzung zum bereits vorhandenen Heizwerk. Das Kraftwerk hat eine elek-trische Leistung von 4,9 MW, welche als EEG - Strom weitergegeben wird. Betrie-ben wird das Heizkraftwerk mit dem Brennstoff Holz der Klassen A I – A III. Die verschiedenen Klassen geben den Grad der Verschmutzung an. Unten stehend ein Überblick über die einzelnen Holzklassen:
A I - Holz: z.B. Paletten aus Vollholz
A II - Holz: z.B. Türblätter und Dielen
A III - Holz: z.B. Spanplatten
A IV - Holz: z.B. Bahnschwellen
Biomassekraftwerk
Da Holz der Klasse A IV sehr belastet ist, hat sich der Betreiber verpflichtet, auf diese Kategorie zu verzichten. Die Abwärme des Heizkraftwerks wird an die Nahwärmeversorgung der Stadt Traunreut abgegeben. Die Kombination aus Heizwerk und Heiz-kraftwerk erzeugt eine Wärmeleistung von insgesamt 36 MW. Der Verbrauch von Holz liegt bei 40.000 Tonnen pro Jahr, was einen LKW Verkehr von 10 bis 14 LKWs pro Tag zur Folge hat. CO2-Emissionen
-33.000.000
Kg/a

Energieweg Traunreut 5
Kühlturm
Mehr Kühlleistung – weniger Energie!
Maßnahme
Die Kühlleistung der Kühltürme wurde bei gleicher Energieaufnahme von 1.000 kW auf 1.300 kW erhöht. Das führt zu einer jährlichen Energieeinsparung von bis zu 14.000 kWh, was einer Kosteneinspa-rung von 9.500 € entspricht. Durch die Erneuerung der Kühltürme ist die Versorgung der Fabrik mit Kühl-wasser gesichert. Die veraltete Steue-rung wurde ersetzt, wodurch sich die Ausfallwahrscheinlichkeit der Kühltürme wesentlich verringerte. Außerdem konnte die Verbindung der Kühltürme zueinander optimiert werden. Wenn ein Kühlturm ausfällt, kann ein anderer dessen Kühlarbeit übernehmen, bis dieser wieder einsatzfähig ist.
Kühltürme
Fakten
- Inbetriebnahme: 2011 - Größe: ca. 4,5m x 2m x 6m - Kühlung des Wassers von ca. 40°C
auf ca. 23°C - Kühlungsart: Hybridkühler Besprühung Wasserkühlung CO2-Emissionen Energieverbrauch
-8.500
Kg/a
-14.000
kWh/a

Energieweg Traunreut 6
Heizung
Optimierte Systemtrennung!
Maßnahme
Überall in den Gebäuden wurde eine Systemtrennung mittels Wärmetauscher durchgeführt und die Heißwasser-Hei-zungsanlage mit 150°C Temperatur auf eine Pumpenwarmwasserheizungsanla-ge mit 75°– 90°C, je nach Ausführung, umgestellt. Die Temperatur-Regelung wurde auf die bestehende Gebäudeleittechnik aufge-schaltet. Dadurch ist es nun möglich, Zeitintervalle für die einzelnen Gebäude zu programmieren und die Raumtempe-raturen gleiten zu lassen. Damit sind die Heiztemperaturen gut zu kontrollieren und können nach Kundenwunsch zur Verfügung gestellt werden.
Heizverteilerzentrale
Zugleich ergibt sich durch diese Sanie-rung eine wesentlich höhere Betriebs-sicherheit. Ebenso werden durch die lastabhängige Regelung Betriebskosten eingespart. CO2-Emissionen Energieverbrauch
-420.000
Kg/a
-1.600.000
kWh/a

Energieweg Traunreut 7
Waschanlage
Waschen und Trocknen mit weniger
Energie!
Maßnahme
Konventionelle Waschanlagen bringen erhebliche Nachteile mit sich. Durch die vielen Bäder und den hohen Aufwand für die Trocknung hat man einen sehr hohen Platzbedarf. Der größte Nachteil ist je-doch der weitaus höhere Energiever-brauch. Die neue Bandwaschanlage mit inte-grierter Trocknung wurde im Jahr 2012 in Betrieb genommen. Seitdem reinigt sie bei stark gesenkter Wasch- und Trock-nungstemperatur jährlich ca. 5 Mio. Teile. Weitere Vorteile sind die niedrigen Unter-haltskosten sowie das kompakte und modulare Baukastenprinzip.
Moderne Bandwaschanlage
Funktionsprinzip
Die zu waschenden Teile werden nur mit warmem Wasser und geringen Zusätzen bei starkem mechanischem Spritzdruck vorbehandelt. Dies wurde jedoch erst möglich durch die Umstellung von einem Hängesystem mit Haken auf ein eingeschichtetes, fest fixiertes Transportverfahren
CO2-Emissionen Energieverbrauch
-390.000
Kg/a
-650.000
kWh/a
Energieweg Traunreut 8
NIR-Trocknen-Druckfarben
Infrarotstrahlung statt Dauerbetrieb!
Maßnahme
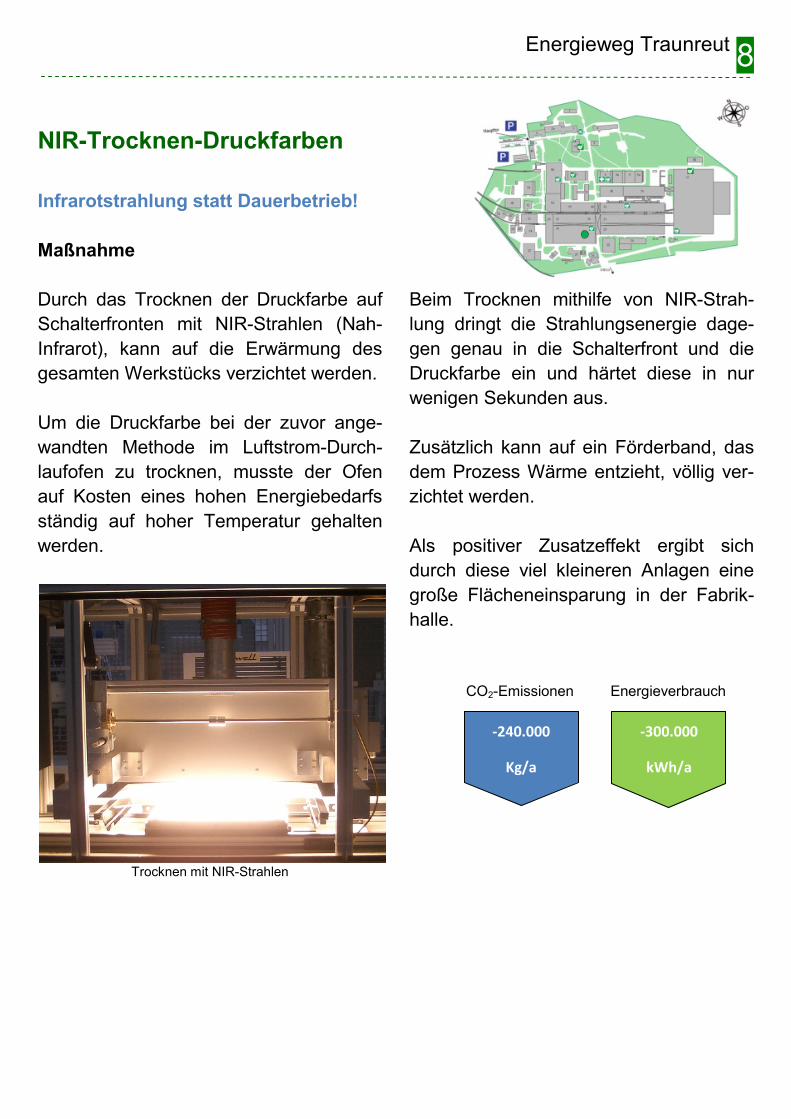
Durch das Trocknen der Druckfarbe auf Schalterfronten mit NIR-Strahlen (Nah-Infrarot), kann auf die Erwärmung des gesamten Werkstücks verzichtet werden. Um die Druckfarbe bei der zuvor ange-wandten Methode im Luftstrom-Durch-laufofen zu trocknen, musste der Ofen auf Kosten eines hohen Energiebedarfs ständig auf hoher Temperatur gehalten werden.
Trocknen mit NIR-Strahlen
Beim Trocknen mithilfe von NIR-Strah-lung dringt die Strahlungsenergie dage-gen genau in die Schalterfront und die Druckfarbe ein und härtet diese in nur wenigen Sekunden aus. Zusätzlich kann auf ein Förderband, das dem Prozess Wärme entzieht, völlig ver-zichtet werden. Als positiver Zusatzeffekt ergibt sich durch diese viel kleineren Anlagen eine große Flächeneinsparung in der Fabrik-halle. CO2-Emissionen Energieverbrauch
-240.000
Kg/a
-300.000
kWh/a

Flachware-Ofen
Effiziente Heizung und gute Isolation
Maßnahme
Um Energie einzusparen wurde der alte Flachware-Ofen (FLW-Ofen) abgerissen und durch einen neuen ersetzt. Dieser ist nicht nur mit einem modernen Spaltstrombrenner ausgerüstet, sondern auchdeutlich besser isoliert. Außerdem ist er wesentlich effizienter und kann dadurch zusätzlich die Teile, die vorher durch einen separaten ETE-Ofen eingebrannt wurden, übernehmen. Da der ETE-Ofen nun nicht mehr benötigt wird, konnte diese Energie komplett eingespart werden.
Optimale Wärmedämmung
Energieweg Traunreut
Effiziente Heizung und gute Isolation!
wurde der alte Ofen) abgerissen ersetzt. Dieser ist modernen Spalt-
sondern auch deutlich besser isoliert. Außerdem ist er
und kann dadurch zlich die Teile, die vorher durch
Ofen eingebrannt
Ofen nun nicht mehr benötigt wird, konnte diese Energie komplett
Funktion und Zweck
- Durchlaufofen - Verschmelzung des bereits leicht haftenden Pulvers zu einer homogenen Glasschicht
- Schutz der Zubehörteile vor Beschädigungen im späteren Gebrauch
CO2-Emissionen
-220.000
Kg/a
nergieweg Traunreut 9
Verschmelzung des bereits leicht haf-tenden Pulvers zu einer homogenen
Schutz der Zubehörteile vor Beschä-digungen im späteren Gebrauch
Energieverbrauch
-370.000
kWh/a
Herd iQ 700 / Serie 8
Auch unsere Kunden sparen Energie!
Maßnahme
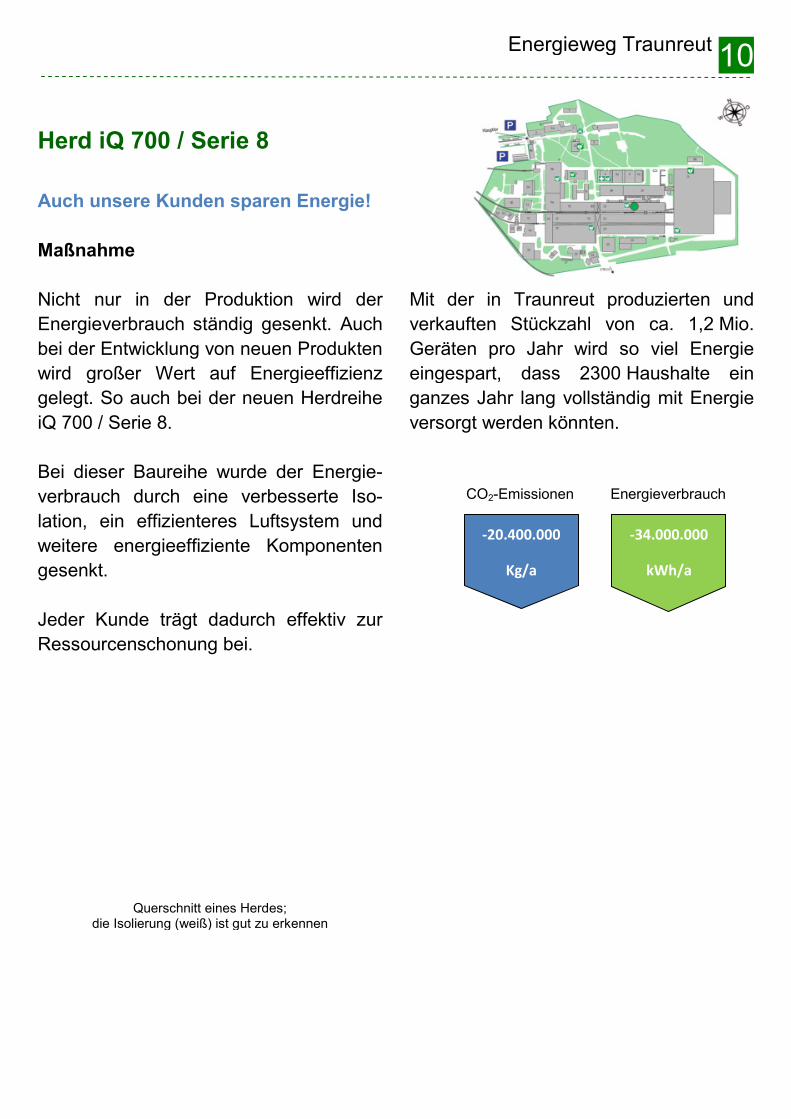
Nicht nur in der Produktion wird der Energieverbrauch ständig gesenkt. Auch bei der Entwicklung von neuen Produkten wird großer Wert auf Energieeffizienz gelegt. So auch bei der neuen Herdreihe iQ 700 / Serie 8.
Bei dieser Baureihe wurde der Energieverbrauch durch eine verbesserte Isolation, ein effizienteres Luftsystem und weitere energieeffiziente Komponenten gesenkt. Jeder Kunde trägt dadurch effektiv zur Ressourcenschonung bei.
Querschnitt eines Herdes; die Isolierung (weiß) ist gut zu erkennen
Energieweg Traunreut
Auch unsere Kunden sparen Energie!
Nicht nur in der Produktion wird der Energieverbrauch ständig gesenkt. Auch bei der Entwicklung von neuen Produkten wird großer Wert auf Energieeffizienz gelegt. So auch bei der neuen Herdreihe
Bei dieser Baureihe wurde der Energie-auch durch eine verbesserte Iso-
lation, ein effizienteres Luftsystem und weitere energieeffiziente Komponenten
effektiv zur
die Isolierung (weiß) ist gut zu erkennen
Mit der in Traunreut produzierten und verkauften Stückzahl von ca. 1,2Geräten pro Jahr wird so viel Energie eingespart, dass 2300ganzes Jahr lang vollständig mitversorgt werden könnten. CO2-Emissionen
-20.400.000
Kg/a
nergieweg Traunreut 10
Mit der in Traunreut produzierten und verkauften Stückzahl von ca. 1,2 Mio. Geräten pro Jahr wird so viel Energie eingespart, dass 2300 Haushalte ein
vollständig mit Energie en.
Energieverbrauch
-34.000.000
kWh/a

Energieweg Traunreut 11
Beleuchtung
Energiesparen mit intelligenter Licht-
technik!
Maßnahme
Sanierung der Beleuchtung in vielen Gebäuden. Durch die Installation von hocheffizienten Leuchten z.B. mit LED- Technik und intelligenten Lichtsteuerun-gen, welche auf das Tageslicht oder die Anwesenheit von Mitarbeitern reagieren, wird eine jährliche Energieeinsparung von 950.000 kWh und eine CO2 – Ein-sparung von 532.000 kg erzielt.
Effiziente Hallenbeleuchtung
Weitere Beispiele
- Leuchten mit elektronischen Vor-schaltgeräten (Multi-EVG)
- Installation effizienter Leuchtmittel - Anpassung der Leuchtstärken
- Hochreflektierende Spiegel
- Installation von Bewegungsmeldern
- Helligkeitssensoren zur Steuerung der
Lichtstärke
CO2-Emissionen Energieverbrauch
-532.000
Kg/a
-950.000
kWh/a
Energieweg Traunreut 12
Dach
Energieeinsparung durch Isolation!
Maßnahme
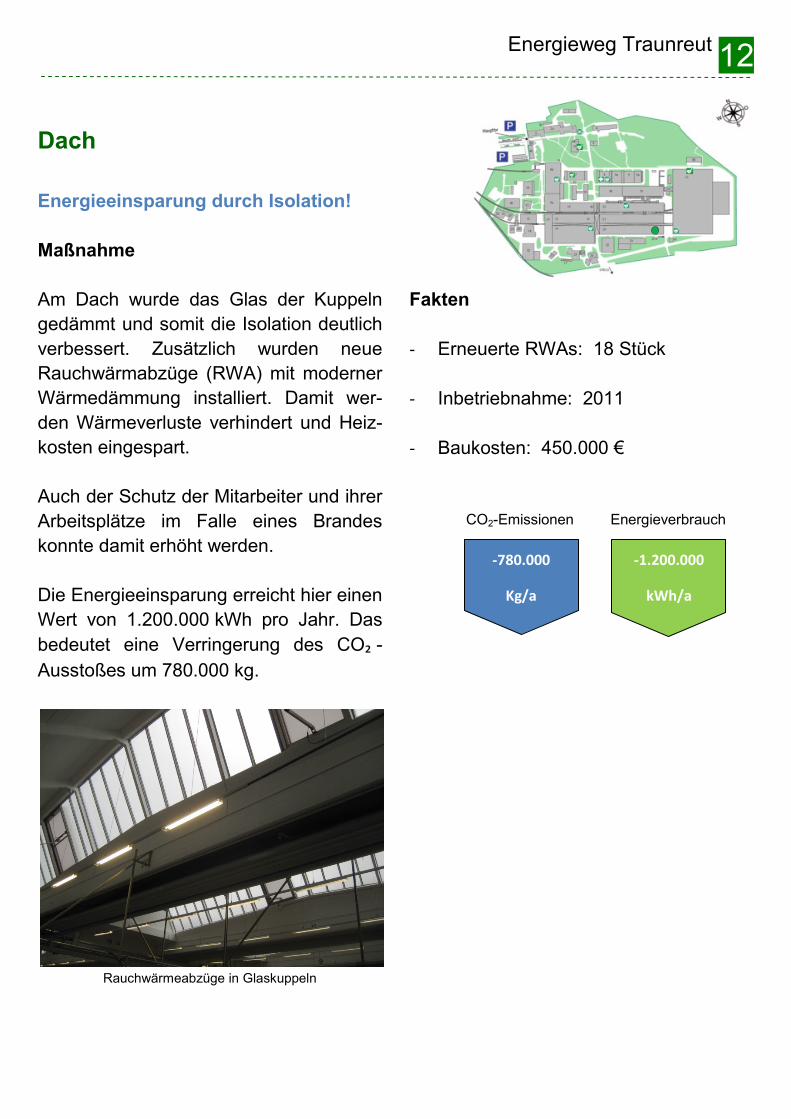
Am Dach wurde das Glas der Kuppeln gedämmt und somit die Isolation deutlich verbessert. Zusätzlich wurden neue Rauchwärmabzüge (RWA) mit moderner Wärmedämmung installiert. Damit wer-den Wärmeverluste verhindert und Heiz-kosten eingespart. Auch der Schutz der Mitarbeiter und ihrer Arbeitsplätze im Falle eines Brandes konnte damit erhöht werden. Die Energieeinsparung erreicht hier einen Wert von 1.200.000 kWh pro Jahr. Das
bedeutet eine Verringerung des CO₂ -
Ausstoßes um 780.000 kg.
Rauchwärmeabzüge in Glaskuppeln
Fakten
- Erneuerte RWAs: 18 Stück - Inbetriebnahme: 2011 - Baukosten: 450.000 € CO2-Emissionen Energieverbrauch
-780.000
Kg/a
-1.200.000
kWh/a

Nachhaltige Logistik
Schiene statt Straße!
Maßnahme
Durch Verlagerung eines TeilsTransporte von der Straße auf die
Schiene wird weniger CO₂ ausgestoßen.
Ein Bahnwaggon, mit Blechcoils beladen, kann beispielsweise bis zu drei LKWTransporte ersetzen. Dieses „BSH Transportation Shift Project“ ist offiziell von der Deutschen Emissionshandelsstelle (DEHSt) als Klimaschutzprojekt anerkannt. Bedingt durch die breiteren und längeren Waggons können im Vergleich zu einem LKW wesentlich mehr Hausgeräte pro Waggon versendet werden. Darüber hinaus wurde auch der Transport von Schiffscontainern zum und vom Werk Traunreut teilweise auf die Schiene umgestellt.
Energieweg Traunreut
Durch Verlagerung eines Teils der Transporte von der Straße auf die
ausgestoßen.
Ein Bahnwaggon, mit Blechcoils beladen, kann beispielsweise bis zu drei LKW-
Dieses „BSH Transportation Shift Project“ Emissions-
handelsstelle (DEHSt) als Klimaschutz-
Bedingt durch die breiteren und längeren Waggons können im Vergleich zu einem LKW wesentlich mehr Hausgeräte pro
Darüber hinaus wurde auch der Trans-ffscontainern zum und vom
auf die Schiene
Vermiedene LKW-Fahrten pro Jahr
- Verlagerung der Stahlanlieferung auf Schiene: 500
- Optimierung von Routen und Frachtraumausnutzung: 6.000
- Bahnwaggons für den Versand von Fertiggeräten: 1.500
- Containertransporte auf der Schiene: 1.000
Durch diese Maßnahmen können aktuell pro Jahr ca. 9.000 LKWTraunreut eingespart werden.
Reachstacker beim Verladen der Container
nergieweg Traunreut 13
Fahrten pro Jahr
Verlagerung der Stahlanlieferung auf
Optimierung von Routen und Frachtraumausnutzung: 6.000
den Versand von Fertiggeräten: 1.500
Containertransporte auf der
Durch diese Maßnahmen können aktuell LKW-Fahrten durch
Traunreut eingespart werden.
eim Verladen der Container

Energieweg Traunreut 14
Schrumpfverpackung
Energieeinsparung durch Optimierung
der Verpackungsmethode!
Maßnahme
Das Verpackungsverfahren wurde von einem elektrischen, permanent beheizten Durchlaufofen auf einen gasbeheizten Schrumpfrahmen umgestellt. Energie wird dadurch nur beim direkten Prozess verbraucht. Somit konnte eine jährliche Energieein-sparung von 140.000 kWh und eine
CO₂ - Einsparung von 190.000 kg erzielt
werden.
Ablauf Verpackungsverfahren
- Folie wird quer zur Förderbandstrecke gespannt
- Zu verpackendes Gerät fährt hinein und wird mit der dünnen Folie an allen 4 Seiten umhüllt
- Folie wird mittels Schrumpfrahmen erwärmt
- Folie zieht sich zusammen und hält die einzelnen Verpackungskomponenten fest zusammen
CO2-Emissionen Energieverbrauch
Schrumpfverpackungsanlage
-190.000
Kg/a
-140.000
kWh/a

Energieweg Traunreut 15
Tore
Geschwindigkeit spart Energie!
Maßnahme
Durch das Austauschen von Falttoren durch schnelllaufende Rolltore wurde die Geschwindigkeit beim Öffnen und Schlie-ßen enorm erhöht. Die Sicherheitsvor-kehrungen wurden durch schnell an-sprechende Radarmelder optimiert. Zu-sätzlich konnte durch eine verbesserte Isolation der Wärmeverlust an den Toren deutlich vermindert werden. Dies führt zu einer jährlichen Energie-einsparung von 275.000 kWh. Trotz einer geringeren Lebensdauer der neuen Tore wird damit eine Kostenersparnis von 90% erzielt.
Beispiel: Neues und altes Tor Geb. 31
Fakten
- Inbetriebnahme: 2011
- Erneuerte Tore: 6 Stück
- Öffnungszahl: ca. 200 mal pro Tag
- Baukosten: 14.000 € pro Tor
- Zeitersparnis: von 42 auf 4 Sekunden Energieverbrauch
-275.000
kWh/a

Energieweg Traunreut 16
Heizungssanierung
Heizen kostet enorm viel Energie!
Maßnahme
Im gesamten Werk wurden diesbezüglich viele Optimierungsmaßnahmen vorge-nommen. Die alte Deckenrohrheizung in einigen Gebäuden konnte nur wenig Wärme-strahlung abgeben und es entstanden Warmzonen unter dem Dach. Durch moderne Deckenstrahlplatten wird die Wärme optimal in den Raum abgestrahlt. Wärmestau unter dem Dach wird dadurch verhindert. Zusätzlich konn-te der Querschnitt der Rohre verkleinert werden, was eine Energieeinsparung von 30% bewirkt.
Querschnitt einer Deckenstrahlplatte
Eine weitere Maßnahme ist die Isolierung der Heizleitungen. Ohne Isolierung gibt das blanke Stahlrohr viel Wärme ab, die sich wenig effizient unterhalb der Decke sammelt. Durch die Isolierung wurde der Wärmeverlust erheblich verringert. Es wird weniger Energie für die Erhaltung der Wärme in den Heizleitungen benötigt. Mehr Wärme kommt dort an, wo der Nutzen am größten ist, nämlich am Heizkörper. Das Abschalten der Heizung in den Sommermonaten führt ebenfalls zu einer wesentlichen Reduzierung des Energie-bedarfs. Allein diese Maßnahme spart jährlich 660.000 kWh. CO2-Emissionen Energieverbrauch
-420.000
Kg/a
-1.600.000
kWh/a

Energieweg Traunreut 17
Abgaswärmetauscher
Von vermeintlich wertlosen Abgasen
zum Energielieferanten!
Maßnahme
Abgase haben aufgrund ihrer hohen Temperatur ein sehr großes Energiespar-potential. Die Abgase des Emaillierofens für Back-rohre haben eine Temperatur von ca. 250ºC. Deshalb wurde zum Jahres-wechsel 2012 im Abgasrohr des Email-lierofens ein Abgaswärmetauscher einge-baut. Über ein ausgeklügeltes Wärmever-teilsystem erfolgt die gezielte Einleitung in die bestehende Heizungsanlage der Herdmontage. Mit der erzeugten Wärmeenergie aus dem Abgas wird die Herdfertigung seither teilweise mit beheizt.
Abgaswärmetauscher
Im Jahr 2014 ergab sich dadurch eine Einsparung von 390.000 kWh. Dies ent-spricht etwa dem jährlichen Gesamtener-gieverbrauch von 25 Einfamilienhäusern. CO2-Emissionen Energieverbrauch
-100.000
Kg/a
-390.000
kWh/a

Energieweg Traunreut 18
Dachdurchführungen
Verschwendung auf der Spur!
Maßnahme
Allein durch das Schließen von nicht mehr benötigten offenen Dachdurchfüh-rungen konnten bereits im ersten Jahr nach der Maßnahme 33.000 € an Heiz-kosten eingespart werden. Diese ehemaligen Kamin- und Absaug-öffnungen sind die Überreste von alten Maschinen und Anlagen, die im Laufe der Zeit abgebaut und entfernt wurden. Um diesen unnötigen Wärmeverlust zu ver-meiden, wurden alle nicht mehr benö-tigten Öffnungen verschlossen. Mit dieser Maßnahme konnte schon innerhalb des ersten Jahres mehr als 790.000 kWh an Heizenergie eingespart werden. Der CO2 - Ausstoß wurde somit um 206.000 kg reduziert.
Diese Maßnahme wird zukünftig konse-quent im Auge behalten. Sie wirkt sich auch sehr positiv auf die Gesundheit der Mitarbeiter aus, da nun unangenehme Arbeitsbedingungen wie Zugerscheinungen und Kälteeinfall in der kalten Jahreszeit vermieden werden. CO2-Emissionen Energieverbrauch
-206.000
Kg/a
-790.000
kWh/a

Energieweg Traunreut 19
Fenster
Kontrolle lohnt sich!
Maßnahme
Undichte Fenster bedeuten einen großen Wärmeverlust und eine unnötige Belas-tung für die Mitarbeiter. Daher wurde beschlossen, sämtliche Fenster alle zwei Jahre einer Inspektion zu unterziehen und diese, wenn nötig auszutauschen oder zu sanieren. Es zeigte sich, dass diese Maßnahme ein voller Erfolg war, da sich die Aufwands-kosten von 6.000 € bereits nach unter einem Jahr amortisiert hatten. Jährlich werden somit 200.000 kWh an Heizenergie eingespart, was 52.000 kg CO2 entspricht.
Aufnahme Wärmebildkamera vorher nachher
Fakten:
Ein nicht gewartetes Fenster bedeutet:
- Einen zusätzlichen Wärmeverlust von 5-10%
- Eine Senkung der durchschnittlichen
Lebenszeit des Fensters um 50-70% - Zugerscheinungen und Kälteeinfall im
Winter CO2-Emissionen Energieverbrauch
-52.000
Kg/a
-200.000
kWh/a

Energieweg Traunreut 20
Straßenbeleuchtung
Sparsamer und heller durch moderne
Beleuchtung!
Maßnahme
Durch die Modernisierung der Straßen-beleuchtung auf dem gesamten Werks-gelände sowie des Parkplatzes für die Mitarbeiter kann erheblich zur Energie-einsparung beigetragen werden. Seit einigen Jahren wird im ganzen Werk sugzessive die Straßenbeleuchtung er-neuert. Dabei werden beispielsweise 250 W-Quecksilberdampflampen (HQL) durch umweltfreundliche 70 W-Metall-dampfleuchten mit Keramikbrenner oder LED-Technik ersetzt.
Optimale Parkplatzausleuchtung
Beispiel
Modernisierung der Beleuchtung des Mitarbeiterparkplatzes - Installation spezieller Leuchtentrag-arme auf den Mastleuchten
- Lenkung des Lichts nur auf genutzte Flächen
- Begrenzung der Beleuchtung an den Randbereichen
- Umstieg von HQL-Leuchtmittel (250 W) auf Metalldampf-Leuchtmittel (70 W) oder LED-Technik
CO2-Emissionen Energieverbrauch
-21.600
Kg/a
-36.000
kWh/a

Energieweg Traunreut 21
Druckluft
Druckluft – die teuerste Energieform
im Betrieb!
Maßnahme
Genau deshalb wurde die Effizienz der von Druckluft abhängigen Maschinen langfristig verbessert. Möglich ist dies durch Prozessoptimierungen an sehr vielen Maschinen, ein Abschaltmanage-ment und ein konsequentes Energie-monitoring. Prozessoptimierung bedeutet eine Re-duktion des Verbrauchs von Druckluft bei den Maschinen. Abschaltmanagement bedeutet, dass möglichst alle Druckluftkomponenten bei Pausen oder Schichtende ausgeschaltet werden. So wird nur dann Druckluft ver-braucht, wenn gefertigt wird.
Überprüfung auf Leckagen an einer Anlage
Ein weiteres Beispiel für die Einsparung von Druckluft ist das Projekt Druckluft-audit. Dabei werden mit einem speziellen Suchgerät, das nur die Frequenz von austretender Luft an Schläuchen und Verschraubungen erfasst, Druckluftlecks aufgespürt. Diese können dann sofort durch das Wartungspersonal behoben werden. Der Grund der hohen Kosten für die Drucklufterzeugung ist der hohe Energie-aufwand für die insgesamt 16 Kompres-soren. Der größte Kompressor hat eine Leistung von 180 kW bei einem Wir-kungsgrad von unter 10%. CO2-Emissionen Energieverbrauch
-486.000
Kg/a
-870.000
kWh/a

Energieweg Traunreut 22
Presse
Mehr Produkte bei gleichem Energie-
bedarf!
Maßnahme
Mit der Umstellung von Exzenterpressen auf Servopressen ist es der BSH nun gelungen, mehr Blechteile bei gleichem Energieverbrauch zu erzeugen. Durch Programmierung der Servopresse kann die Stösselbewegung exakt auf das jeweilige Produkt abgestimmt werden.
Vergleich: Servopresse-Exzenterpresse
Die wesentlich kürzeren Ein- und Aus-schaltzeiten des Hauptantriebes ermög-lichen es, diesen bei Produktionspausen auszuschalten. Dadurch wird der Ener-gieverbrauch in den Pausen stark redu-ziert. Bei Ersatzbeschaffungen wird zukünftig nur noch in die Servotechnik investiert.
Modelldarstellung einer Servopresse
CO2-Emissionen Energieverbrauch
-11.200
Kg/a
-20.000
kWh/a

Energieweg Traunreut 23
Hydraulik
Kleines Ding – große Wirkung!
Maßnahme
Ganz nach diesem Motto erreichte die BSH durch den Einbau von Frequenz-umrichtern in die Hydraulikpumpen eine Einsparung von ca. 60% des eigentlichen Energiebedarfs pro Aggregat. Die Frequenzumrichter sorgen dafür, dass die Motoren der Hydraulikpumpen nicht mehr kontinuierlich auf Hochleistung laufen. Solange nun keine Hydraulik bewegt werden muss, verharrt der Motor in einem Stand-by-Modus, welcher nur das nötige Öl durch die Hydraulik treibt.
Hydraulikaggregat
Energieeinsparungen
- Verringerung der Leistungsaufnahme des Motors im Leerlauf von 2,5 kW auf 1,0 kW
- Senkung des Energiebedarfs zum Kühlen des Öls
- Deutliche Reduzierung der Blind-leistung
- Filterung des Öls nur noch 1 Stunde täglich notwendig
- Geringerer Wärmeeintrag in die Produktionshalle
- Standzeiterhöhung der Hydraulik-komponenten und der Hilfsstoffe
CO2-Emissionen Energieverbrauch
-37.800
Kg/a
-67.200
kWh/a

Energieweg Traunreut 24
Spritzgießen
Energieeinsparung mit Elektronik statt
Hydraulik!
Funktionsprinzip
Spritzgießmaschinen für thermoplasti-sche Kunststoffe bestehen aus einer Spritzeinheit und einer Schließeinheit, die horizontal auf dem Maschinenbett ange-ordnet sind. Im Spritzzylinder wird Kunst-stoffgranulat durch die von der Rotation der Schnecke erzeugte Friktion (Reibung) und unter zusätzlicher Einwirkung der Zylinderheizung aufgeschmolzen, homo-genisiert und in den Schneckenvorraum gefördert. Nach Schließen des Werk-zeuges wird das plastifizierte Material durch axialen Vorschub der Schnecke in das Werkzeug eingespritzt. Das Form-nest (Kavität) ist ein, von zwei Werk-zeughälften gebildeter Hohlraum, der einem vergrößerten Negativ des späteren Formteils unter Berücksichtigung der Materialschwindung entspricht.
Schematische Darstellung einer Spritzgießmaschine
Maßnahmen
Vollelektrische Maschinen als Ersatz für ausgemusterte hydraulische Maschinen Energieeinsparungen und Vorteile
- Reduzierter Energiebedarf der Antriebstechnik
- Geringere notwendige Kühlleistung - Deutlich niedrigere Zykluszeiten - Kein austretendes Hydrauliköl - Möglichkeit der Prozessoptimierung durch Energiemonitoring
CO2-Emissionen Energieverbrauch
-116.000
Kg/a
-208.000
kWh/a
Energieweg Traunreut 25
KVP-Workshops
Erfolg durch Teamgeist!
Maßnahme
Bei vielen Workshops mit den Mitarbei-tern konnten über 200 Maßnahmen zur Energieeffizienz umgesetzt werden. Dabei wurden Vorschläge und Ideen der beteiligten Mitarbeiter diskutiert und deren Umsetzungsmöglichkeiten geprüft. Durch oft einfache, kostengünstige und praxisorientierte Maßnahmen werden rund 900.000 kWh Energie und damit 85.000 € pro Jahr eingespart.
„Gemeinsam sind wir stark“
Beispiele aus den Workshops:
- Austausch Druckluftschrauber gegen
Elektroschrauber - Optimierung der Raumtemperaturen - Absaugungen in Gebäude 31 und 33 - Geregelte Abschaltung der Vakuum-
pumpen in der Herdverpackung - Kleinere Schaltkreise bei Beleuch-
tungen CO2-Emissionen Energieverbrauch
-330.000
Kg/a
-900.000
kWh/a
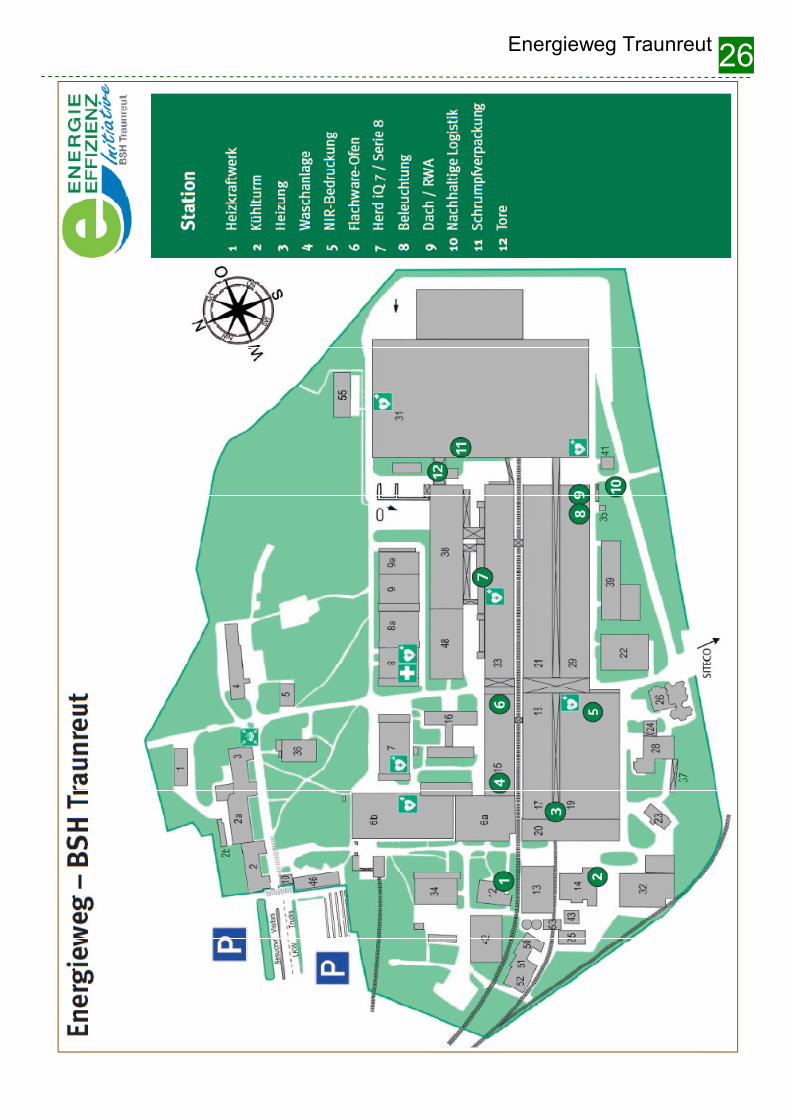
Energieweg Traunreut 26

Energieweg Traunreut 27