
Aufbereitung von industriellem Abwasser zu Brauchwasser ... · INSTITUT FÜR...
89
I NSTITUT FR SIEDLUNGSWASSERWIRTSCHAFT UND A BFALLTECHNIK LEIBNIZ UNIVERSIT˜T H ANNOVER Prof. Dr. -Ing. K.- H. Rosenwinkel Schlussbericht Aufbereitung von industriellem Abwasser zu Brauchwasser mittels Anaerob- und Membrantechnik (Deutsch-Russisches Kooperationsvorhaben) Antragssteller: Institut für Siedlungswasserwirtschaft und Abfalltechnik, Leibniz Universitt Hannover Welfengarten 1, 30167 Hannover Projektpartner: Untertürkheimer Strasse 25, 66117 Saarbrücken Mechanical Separation Division Westfalia Separator Umwelttechnik GmbH Werner-Habig-Strae 1, 59302 Oelde
Transcript of Aufbereitung von industriellem Abwasser zu Brauchwasser ... · INSTITUT FÜR...

INSTITUT FÜR SIEDLUNGSWASSERWIRTSCHAFT UND ABFALLTECHNIK
L E I B N I Z U N I V E R S I T Ä T H A N N O V E R
Prof. Dr.-Ing. K.-H. Rosenwinkel
Schlussbericht
Aufbereitung von industriellem Abwasser zu
Brauchwasser mittels
Anaerob- und Membrantechnik (Deutsch-Russisches Kooperationsvorhaben)
Antragssteller:
Institut für Siedlungswasserwirtschaft und Abfalltechnik, Leibniz Universität Hannover
Welfengarten 1, 30167 Hannover
Projektpartner:
Untertürkheimer Strasse 25, 66117 Saarbrücken
Mechanical SeparationDivision
Westfalia Separator
Umwelttechnik GmbH
Werner-Habig-Straße 1, 59302 Oelde
Seite 2
Inhaltsverzeichnis
1 Ziele 8
2 Voraussetzungen für die Durchführung 11
3 Planung und Ablauf 11
4 Theoretische Grundlagen 13
4.1 Anaerobtechnik 13
4.1.1 Ablaufschema 13
4.1.2 Anwendungsbereiche 16
4.1.3 Vor- und Nachteile 17
4.1.4 Bemessungsgrundlagen der anaeroben Behandlung 17
4.1.5 Verfahren und Verfahrensauswahl 23
4.2 Membrantechnik 29
4.2.1 Theorie der Deckschichtbildung 30
4.2.2 Cross-Flow und Dead-End-Filtration 33
4.2.3 Membranklassifizierung 35
4.2.4 Herstellung keramischer Membranen 41
4.2.5 Membranbauformen 42
4.2.6 Veränderung der Deckschicht 44
4.2.7 Das aerobe/anaerobe Membran-Bio-Reaktor-Verfahren 47
5 Ergebnisse 48
5.1 Laboruntersuchungen (Modul II ISAH, LUH) 48
5.1.1 Material und Methoden 48
5.1.2 Versuchsergebnisse 52
5.2 Halbtechnische Versuche zum Membranbioreaktorverfahren (Modul II ISAH, LUH) 56
5.2.1 Material und Methoden 56
5.2.2 Abwassercharakteristik 57
5.2.3 Versuchsergebnisse 58
5.3 Ergänzende halbtechnische Untersuchungen zum Verfahren der anaeroben Membrantechnik (ISAH, LUH) 65
5.3.1 Material und Methoden 66
5.3.2 Abwassercharakteristik 66
Seite 3
5.3.3 Versuchsergebnisse 67
5.4 Laboruntersuchungen zur Prozesswassererzeugung mittels Lösungsdiffusionsmembranen (Modul III ISAH, LUH) 70
5.4.1 Material und Methoden 70
5.4.2 Versuchergebnisse 72
5.5 Laboruntersuchungen (Modul I und II, NNGASU) 74
5.6 Halbtechnische Versuche zum Membranbioreaktorverfahren (Modul II, NNGASU) 79
5.7 Halbtechnische Versuche zur Prozesswassererzeugung (Modul III, NNGASU) 81
5.8 Laboruntersuchungen zur Schlammbehandlung 82
5.8.1 Entwässerbarkeitstest 82
5.8.2 Erwarteter Schlammanfall 84
5.8.3 Brennwertbestimmungen 85
6 Nutzen und Verwertbarkeit 86
7 Zusammenfassung 87
8 Veröffentlichung der Ergebnisse 88
9 Literaturverzeichnis 88
Abbildungs- und Tabellenverzeichnis
Abb. 1-1: Gesamtkonzept anaerobe Vorbehandlung und Membranfiltration.................................. 9
Abb. 1-2: Behandlungs- und Verwertungsmöglichkeiten für Industrieschlämme.......................... 10
Abb. 4-1: Schema des mehrstufigen anaeroben Abbaus (ROSENWINKEL, 2004) ..................... 14
Abb. 4-3: Relative maximale Versäuerungsrate der versäuerenden Bakterien, Zoetemeyer zitiert
in (BISCHOFSBERGER, 2004)................................................................................................... 20
Abb. 4-4: Prozentuale Hemmung der Methanbildung in Abhängigkeit Essigsäurekonzentration (li.)
und der Konzentration undissozierter Propionsäure rechts (KROISS, 1986) ............................... 22
Abb. 4-5: Prozentualer Anteil der undissoziierten Säuren an den Gesamtsäuren in Abhängigkeit
vom pH-Wert (KROISS, 1986) .................................................................................................... 22
Abb. 4-6: Abhängigkeit des NH4+-NH3-Gleichgwichtes vom pH-Wert (li.) und prozentuale Hemmung (re.) (KROISS, 1986) ................................................................................................. 22
Seite 4
Abb. 4-7: Systematik der anaeroben Behandlungsverfahren, erweitert nach ATV-Fachausschuss-7.5 zitiert in (BISCHOFSBERGER, 2004) ................................................................................... 23
Abb. 4-8: Schema des Anaeroben Belebungsverfahren (SAAKE, 1986) ..................................... 24
Abb. 4-9: Schema und Abbildung (Kadi KG, Schweiz) eines UASB-Reaktors (BIOPAQ® - System)....................................................................................................................................... 24
Abb. 4-10: Schema und Abbildung eines IC®-Reaktors .............................................................. 25
Abb. 4-11: Varianten der Membrananordnung bei Anaeroben Membranverfahren (LIAO, 2006). 26
Abb. 4-12: Schema des MARS-Verfahrens nach (KOBAYASHI, 1998)....................................... 26
Abb. 4-13: Schema des ADUF-Verfahrens (BROCKMANN, 1998).............................................. 27
Abb. 4-14: Anwendungsbereiche der versch. Reaktortypen (BROCKMANN, 1998).................... 28
Abb. 4-15: Gegenüberstellung der Schlammbelastung und CSB-Konzentration im Zulauf (BROCKMANN, 1998) ................................................................................................................ 28
Abb. 4-16: Schematische Darstellung des Selektionsverhaltens einer Membran (MELIN, 2007). 29
Abb. 4-17: Arbeitsbereich der verschiedenen Membrantrennverfahren (MELIN, 2007) ............... 30
Abb. 4-18: Geschwindigkeits- und Konzentrationsmembranprofile (MELIN, 1997)...................... 31
Abb. 4-19: Darstellung der Beziehung Flux und Druck ................................................................ 32
Abb. 4-20: Kräfte an einem Kolloid (MELIN, 1997)...................................................................... 33
Abb. 4-21: Schematische Darstellung des Dead-end-Verfahrens (statisch) (MELIN, 1997)......... 33
Abb. 4-22: Schematische Darstellung des Cross-flow-Verfahrens (dynamisch) (MELIN, 1997) .. 34
Abb. 4-23: Belüftetes Membranmodul mit symbolisierter Strömungswalze.................................. 35
Abb. 4-24: Kenngrößen Membrancharakterisierung (MELIN, 1997) ............................................ 36
Abb. 4-25: Einteilung der Membranen (MELIN, 2007) ................................................................. 38
Abb. 4-26: Aufbau einer keramischen NF-Membran (WEBER, 2001) ......................................... 40
Abb. 4-27: Verfahren der Sol-Gel Herstellung (WEBER, 2001) ................................................... 41
Abb. 4-28: Hohlfasermembranen vergrößert und im Schnitt dargestellt (MELIN, 1997)............... 43
Abb. 4-29: Module aus Nanopore Filterelementen; Filterflächen: Links Labormodul mit 0,35 m²,
Rechts KKA Modul 2,0 m². .......................................................................................................... 44
Abb. 4-34: Biofilmbildung (JAKOBS, 2001) ................................................................................. 46
Abb. 4-35: Separate Anordnung des Modul im MBR-Verfahren .................................................. 47
Abb. 4-36: Getauchte Anordnung des Modul im MBR-Verfahren ................................................ 48
Seite 5
Abb. 5-1: Fließschema der Versuchsanlage................................................................................ 50
Abb. 5-2: Keramikmembran Klarwasser, Porengröße 200 nm, Schichtdicke 40 µm, Kennwerte
Flux............................................................................................................................................. 53
Abb. 5-3: Keramikmembran Klarwasser, Porengröße 300 nm, Schichtdicke 15 µm, Kennwerte
Flux............................................................................................................................................. 54
Abb. 5-4: Trendextrapolation Leistungsfähigkeitsabnahme Membranen, drucknormiert .............. 55
Abb. 5-5: Halbtechnische Versuchsanlage zu Modul II (ISAH, LUH) ........................................... 56
Abb. 5-6: Indirekteinleitung, Versuchsphase Alkoholherstellung, Fließschema der
Abwasserbehandlungsanlage ..................................................................................................... 58
Abb. 5-7: Indirekteinleitung, Versuchsphase Alkoholherstellung, chemisch physikalische Bedingungen im Reaktor............................................................................................................. 59
Abb. 5-8: Versuchsphase Alkoholherstellung, CSB Zu- und Ablaufbelastung sowie Reduktion... 60
Abb. 5-9: Versuchsphase Alkoholherstellung, Filtratfluss ............................................................ 62
Abb. 5-10: Versuchsphase Alkoholherstellung, Transmembrandruck Filtration, Rückspülung ..... 63
Abb. 5-11: Versuchsphase Alkoholherstellung, Permeabilität Filtration, Rückspülung................. 64
Abb. 5-12: Vereinfachtes Fließschema der Versuchsanlage ....................................................... 66
Abb. 5-13: Verteilung der Partikelgrößen im aneroben Belebtschlamm....................................... 68
Abb. 5-14: Summenhäufigkeit der Partikelgrößen im aneroben Belebtschlamm ......................... 68
Abb. 5-15: Vergleich der Schlammaktivitäten .............................................................................. 70
Abb. 5-16: Membranteststand des ISAH ..................................................................................... 71
Abb. 5-17: Permeabilität und transmembraner Druck (Wickelmodul) .......................................... 73
Abb. 5-18: Permeabilität und transmembraner Druck (Hohlfasermodul)...................................... 73
Abb. 5-19: CSB Belastung in der Vorlage und dem Filtrat und die Abbaurate (Hohlfasermodul) . 74
Abb. 5-20: Das Schema der Laboranlage der biologischen Abwasserreinigung.......................... 75
Abb. 5-21: Laboranlage zu Modul I und II (NNGASU) ................................................................. 76
Abb. 5-22: Röhrenkeramikmembranen der Russischen Technologischen Chemie Universität D.
Mendeleev (Russland) ................................................................................................................ 77
Abb. 5-23: CSB, BSB20- und NH4+-N- Abbaurate in der Abhängigkeit von der Verweilzeit........... 78
Abb. 5-24: Abhängigkeit der tagesdurchschnittlichen Permeabilität bei verschiedenen TS-Gehalten im System.................................................................................................................... 79
Abb. 5-25: Halbtechnische Versuchsanlagezu Modul II (NNGASU) ............................................ 80
Seite 6
Abb. 5-26: Halbtechnische Versuchsanlage zu Modul III (NNGASU) .......................................... 81
Abb. 5-27: Trocknungsrate des belebten Schlammes aus der Versuchsanlage KWST (li.) aus der Großtechnik KWST(re.)............................................................................................................... 83
Abb. 5-28: Trocknungsraten von belebten Schlämmen aus der Abwasserbehandlung der Fa. Emsland Stärke (re.) und aus der Faulung der KA Herrenhausen (re.) ....................................... 83
Abb. 5-29: Trocknungsraten von belebten Schlämmen aus der Abwasserbehandlung der Fa. Schwarza (li.) und der fa. Wesergold (re.) ................................................................................... 83
Abb. 5-30: Vergleich der rechnerisch und gemessene TR-Bildung bei einer angenommenen Wachstumsrate von 0,08 kg TR/kg CSB ..................................................................................... 85
Tab. 4-1: Ausgangsstoffe und Produkte der Hydrolyse ............................................................... 14
Tab. 4-2: Energiebilanz der Acetogenese ................................................................................... 15
Tab. 4-3: Gegenüberstellung anaerobe und aerobe Abwasserbehandlung ................................. 17
Tab. 4-4: Auslegungs- und Betriebsdaten anaerober Belebungsanlagen nach (BISCHOFSBERGER, 2004) versch. Quellen ............................................................................. 18
Tab. 4-5: Richtwerte des Spurenelementbedarfs beim anaeroben Abbau nach (BISCHOFSBERGER 2004) ....................................................................................................... 19
Tab. 4-6: mittlerer Nährstoffbedarf für den Biomassenaufbau anaerober Bakterien
(BISCHOFSBERGER, 2004) ...................................................................................................... 19
Tab. 4-7: Übersicht über die toxischen und hemmenden Stoffe bei der anaeroben Vergärung ... 21
Tab. 4-8 Point of Zero Charge keramischer Materialien .............................................................. 37
Tab. 5-1: Keramikmembran Belebtschlammtest, Porengröße 200 nm, Schichtdicke 40 µm,
Kennwerte Flux ........................................................................................................................... 52
Tab. 5-2: Keramikmembran Belebtschlammtest, Porengröße 200 nm, Schichtdicke 40µm,
Abnahme der Fluxwerte zwischen Beginn und Ende eine Druckstufe ......................................... 52
Tab. 5-3: Keramikmembran Belebtschlammtest, Porengröße 300 nm, Schichtdicke 15 µm,
Kennwerte Flux ........................................................................................................................... 53
Tab. 5-4: Chemisch/physikalische Eigenschaften im Zulauf der VA ............................................ 57
Tab. 5-5: Versuchsphase Alkoholherstellung, Zulaufdaten der Betriebskläranlage ..................... 57
Tab. 5-6: Versuchsphase Alkoholherstellung, Messwerte im Reaktor ......................................... 59
Tab. 5-7: Versuchsphase Alkoholherstellung, Abbauleistung ...................................................... 61
Tab. 5-8: Versuchsphase Alkoholherstellung, zusammenfassende Ergebnisse .......................... 65
Tab. 5-9: Charakteristik des Abwassers aus der Bioethanolherstellung ...................................... 67
Seite 7
Tab. 5-10: Technische Daten des Moduls ÝPO-KH-100-101 ...................................................... 71
Tab. 5-11: Technische Daten des Moduls UVA-20-PS-1040....................................................... 72
Tab. 5-12: Abwasserzusammensetzung Nudelproduktion........................................................... 76
Tab. 5-13: Charakteristik des Abwassers aus der Schokoladenproduktion ................................. 80
Tab. 5-14: Wasserqualität nach dreistufiger Behandlung (NNGASU) .......................................... 81
Tab. 5-15: Gegenüberstellung der Entwässerungsparameter der versch. belebten Schlämme mit
zusätzlichen Werten von Zentrifugenversuchen bei 1000 und 48.000g....................................... 84
Tab. 5-16: Rechnerischer Überschussanfall aus Versuchsphasen.............................................. 85
Tab. 5-17: Gegenüberstellung der Brennwerte verschiedener Schlämme................................... 86
Seite 8
1 Ziele
Die Behandlung und Kreislaufführung von Industrieabwasser gewinnt weltweit zunehmend an
Bedeutung. Hauptgründe hierfür sind ein immer ausgereifteres breites Band an wirtschaftlich
einsetzbaren Verfahrenstechniken. Die Kreislaufführung ist bei einem Großteil der Anwendungen
aber an die Reduktion bzw. den Rückhalt von ungewünschten Wasserinhaltsstoffen gebunden,
um ein Prozesswasser zu erzeugen, dass dem Qualitätsanspruch der jeweiligen Anwendung
genügt. Hierfür haben sich Membranverfahren seit Ende der achtziger Jahre bewährt.
Als Behandlungsverfahren für hoch kohlenstoffhaltige Abwässer haben sich anaerobe Verfahren
bewährt. Dies resultiert zum einen daraus, dass die Anaerobtechnik im Vergleich zu den
konventionellen aeroben Verfahren deutlich höhere Raumabbauleistungen erreicht und damit
kleinere Behältervolumina benötigt und zum anderen aus der Tatsache, dass bei den anaeroben
Verfahren statt einer Umwandlung der Abwasserinhaltstoffe in CO2 und Schlamm, eine
Umwandlung in Biogas stattfindet, welches energetisch genutzt wird und damit durch den
verminderten Verbrauch fossiler Rohstoffe einen wichtigen Beitrag zu Klimaschutz liefert.
Im Zuge betriebsinterner Kreislaufführung ist die Anaerobtechnik daher ein wichtiges Bauteil zur
Reduktion organischer Komponenten. Problematisch ist bei dieser Technik jedoch der geringe
Abbau von Nährsalzen und die hohe Keimbelastung des Ablaufs, der eine landwirtschaftliche
Nutzung des nährstoffreichen Wasser zum Teil ausschließt. Die landwirtschaftliche Verwertung
kommt außerdem nur in der Wachstumsperiode in Frage.
Im Rahmen der beiden vorangegangenen Projekte �Entwicklung eines neuartigen anaerob-aerob-
Prozesses für hochbelastete Industrieabwässer auf Basis des russischen Biosorbers�, sowie
�Anschlussantrag zum Deutsch-Russischen bmb+f-Kooperationsvorhaben Entwicklung eines
Anaerobverfahrens auf Basis des russischen Biosorbers� ist mit dem Biosorber ein prinzipiell
geeignetes Verfahren für die anaerobe Reinigung industrieller Abwässer in Russland untersucht
worden. Es ist davon auszugehen, dass die anaerobe Abwasserreinigung - mit ihren deutlichen
Vorteilen gegenüber den aeroben Reinigungsverfahren - in Zukunft eine wesentliche Verbreitung
im Bereich der russischen Industrieabwasserreinigung erfahren wird.
Das Projekt baut auf den Forschungsvorhaben (Förderkennzeichen 02-WA9738/7 und
02WA0170) auf und hat das vorrangige Ziel, dass anaerob vorbehandelte Abwasser mit Hilfe der
Technik der Membranfiltration / Membranbiologie zu Brauchwasser (Indirekteinleiterqualität) oder
Kesselspeisewasser aufzubereiten und somit eine weitestgehende Kreislaufführung des Wassers
zu erzielen.
Seite 9
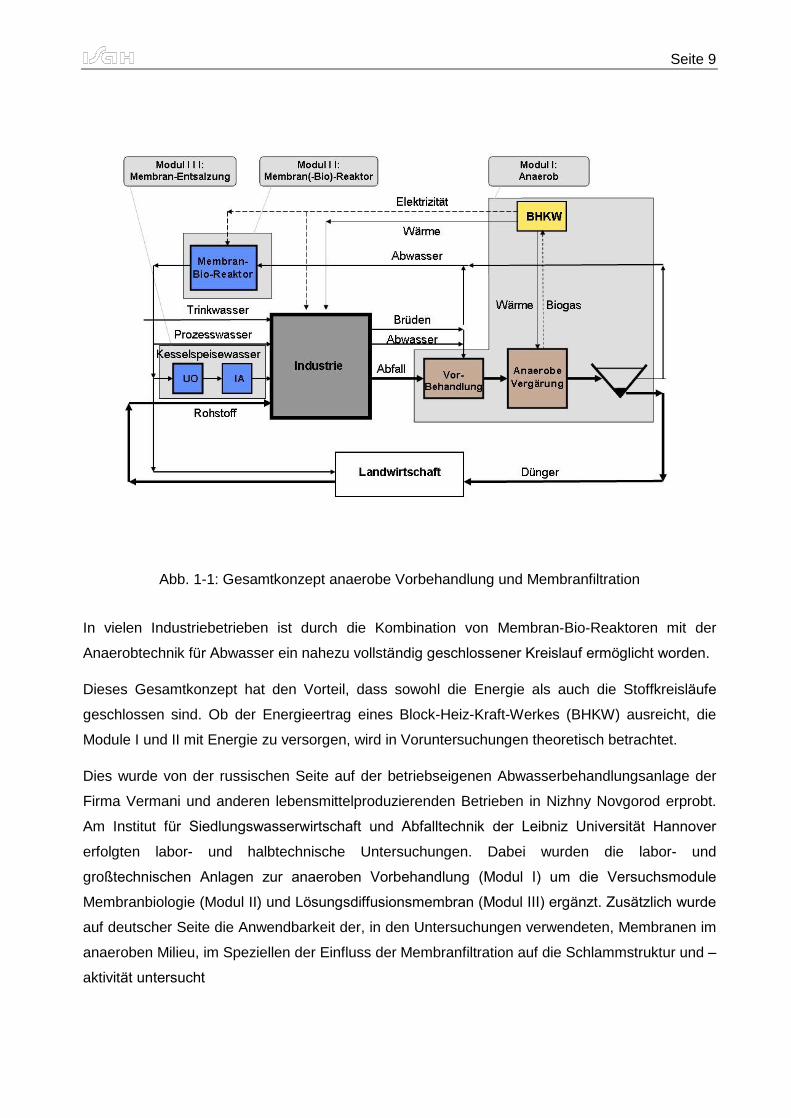
Abb. 1-1: Gesamtkonzept anaerobe Vorbehandlung und Membranfiltration
In vielen Industriebetrieben ist durch die Kombination von Membran-Bio-Reaktoren mit der
Anaerobtechnik für Abwasser ein nahezu vollständig geschlossener Kreislauf ermöglicht worden.
Dieses Gesamtkonzept hat den Vorteil, dass sowohl die Energie als auch die Stoffkreisläufe
geschlossen sind. Ob der Energieertrag eines Block-Heiz-Kraft-Werkes (BHKW) ausreicht, die
Module I und II mit Energie zu versorgen, wird in Voruntersuchungen theoretisch betrachtet.
Dies wurde von der russischen Seite auf der betriebseigenen Abwasserbehandlungsanlage der
Firma Vermani und anderen lebensmittelproduzierenden Betrieben in Nizhny Novgorod erprobt.
Am Institut für Siedlungswasserwirtschaft und Abfalltechnik der Leibniz Universität Hannover
erfolgten labor- und halbtechnische Untersuchungen. Dabei wurden die labor- und
großtechnischen Anlagen zur anaeroben Vorbehandlung (Modul I) um die Versuchsmodule
Membranbiologie (Modul II) und Lösungsdiffusionsmembran (Modul III) ergänzt. Zusätzlich wurde
auf deutscher Seite die Anwendbarkeit der, in den Untersuchungen verwendeten, Membranen im
anaeroben Milieu, im Speziellen der Einfluss der Membranfiltration auf die Schlammstruktur und �
aktivität untersucht
Seite 10
Als wesentliches Restprodukt der Abwasserbehandlung verbleibt die überschüssige
Bakterienmasse, die sich durch den Abbau der Abwasserinhaltsstoffe bildet und kontinuierlich
aus dem System des Anaerobreaktors abgezogen werden muss. Unabhängig von der
abschließenden Verwertung oder Entsorgung des so genannten Überschussschlammes, ist
zunächst die Reduzierung von Schlammvolumen und �gewicht erforderlich. Ein geeignetes
Verfahren zur Schlammentwässerung stellen Zentrifugen dar.
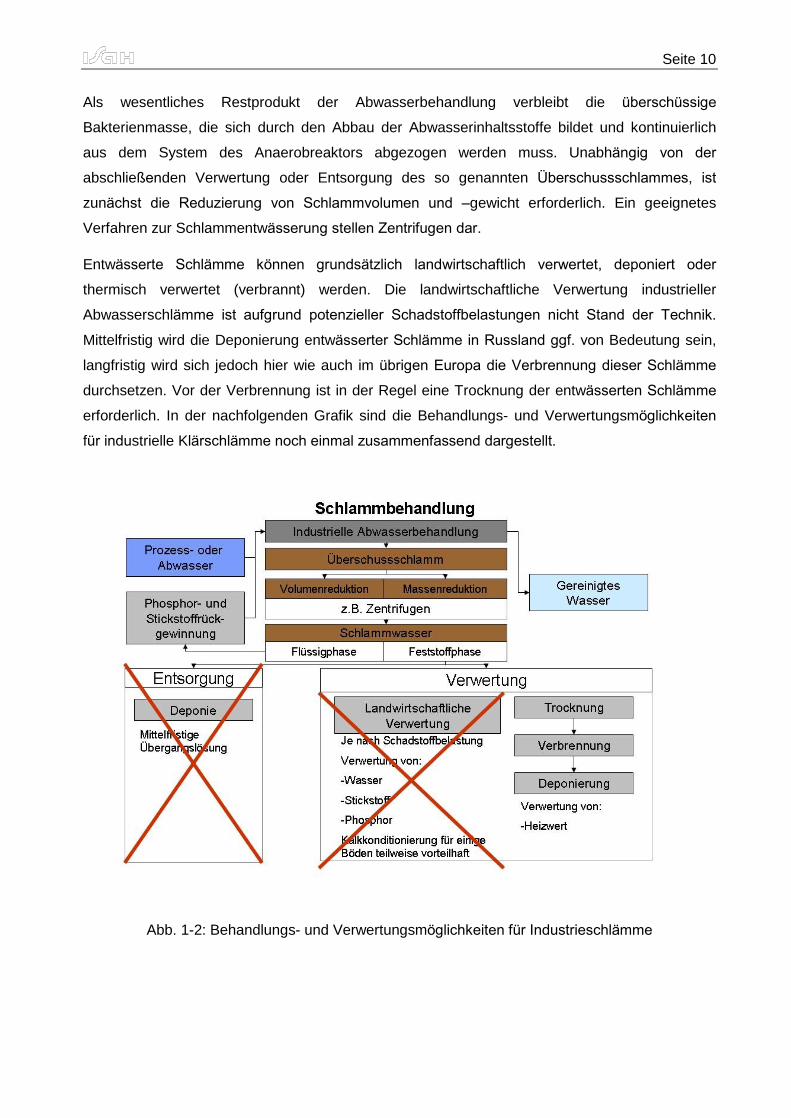
Entwässerte Schlämme können grundsätzlich landwirtschaftlich verwertet, deponiert oder
thermisch verwertet (verbrannt) werden. Die landwirtschaftliche Verwertung industrieller
Abwasserschlämme ist aufgrund potenzieller Schadstoffbelastungen nicht Stand der Technik.
Mittelfristig wird die Deponierung entwässerter Schlämme in Russland ggf. von Bedeutung sein,
langfristig wird sich jedoch hier wie auch im übrigen Europa die Verbrennung dieser Schlämme
durchsetzen. Vor der Verbrennung ist in der Regel eine Trocknung der entwässerten Schlämme
erforderlich. In der nachfolgenden Grafik sind die Behandlungs- und Verwertungsmöglichkeiten
für industrielle Klärschlämme noch einmal zusammenfassend dargestellt.
Abb. 1-2: Behandlungs- und Verwertungsmöglichkeiten für Industrieschlämme
Seite 11
2 Voraussetzungen für die Durchführung
Das Institut für Siedlungswasserwirtschaft und Abfalltechnik der Leibniz Universität Hannover
befasst sich seit vielen Jahren intensiv mit der Membrantechnik. Neben der Durchführung von
wissenschaftlichen Forschungsarbeiten, verfügt es, insbesondere durch den engen Kontakt zu industriellen Großanlagen, über entsprechende fachliche Kompetenz.
Das durchgeführte Projekt baut auf zwei Vorgängerprojekten auf (u.a. das erste vom BMBF
geförderte Technologieprojekt auf dem Gebiet der industriellen Abwasserreinigung), in denen ein russisches Verfahren zur anaeroben Industrieabwasserbehandlung (Biosorber) auf seine großtechnische Tauglichkeit hin untersucht wurde. Die erfolgreiche Umsetzung der genannten
Vorhaben dokumentiert die fachliche Kompetenz aller beteiligten Projektpartner und schafft eine fundierte Basis für die Fortsetzung dieser Kooperation.
3 Planung und Ablauf
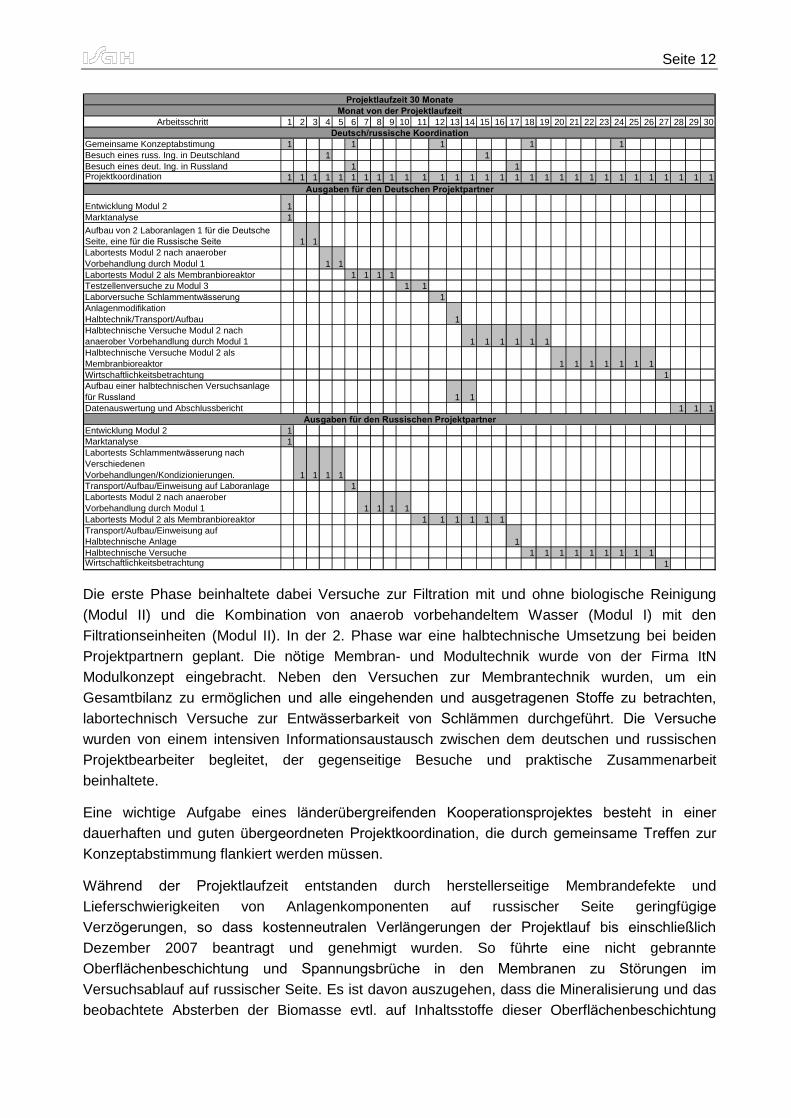
Der Arbeitsplan wurde bestimmt von den beiden Blöcken Versuche in Deutschland und Versuche
in Russland, die parallel laufen und einem ähnlichem Aufbau unterliegen. Nach einer Vorbereitungsphase, in der insbesondere der Projektablauf koordiniert, die Marktsituation des Gesamtsystems theoretisch betrachtet wurde, wurden die Versuchsanlagen erstellt, bevor dann mit der Durchführung der Laborversuche begonnen wurde. Die Versuche unterteilten sich jeweils in 2 Hauptphasen (labor- und halbtechnische Anwendung), die von einer Zwischenbilanz und einem erneuten Koordinationsgespräch unterbrochen wurde.
Seite 12
Arbeitsschritt 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
Gemeinsame Konzeptabstimung 1 1 1 1 1Besuch eines russ. Ing. in Deutschland 1 1Besuch eines deut. Ing. in Russland 1 1Projektkoordination 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Entwicklung Modul 2 1 Abs
chlu
ssbe
richt
Marktanalyse 1
Aufbau von 2 Laboranlagen 1 für die Deutsche
Seite, eine für die Russische Seite 1 1Labortests Modul 2 nach anaerober Vorbehandlung durch Modul 1 1 1Labortests Modul 2 als Membranbioreaktor 1 1 1 1Testzellenversuche zu Modul 3 1 1Laborversuche Schlammentwässerung 1Anlagenmodifikation Halbtechnik/Transport/Aufbau 1Halbtechnische Versuche Modul 2 nach anaerober Vorbehandlung durch Modul 1 1 1 1 1 1 1Halbtechnische Versuche Modul 2 als Membranbioreaktor 1 1 1 1 1 1 1Wirtschaftlichkeitsbetrachtung 1Aufbau einer halbtechnischen Versuchsanlage für Russland 1 1Datenauswertung und Abschlussbericht 1 1 1
Entwicklung Modul 2 1Marktanalyse 1Labortests Schlammentwässerung nach
Verschiedenen Vorbehandlungen/Kondizionierungen. 1 1 1 1Transport/Aufbau/Einweisung auf Laboranlage 1Labortests Modul 2 nach anaerober Vorbehandlung durch Modul 1 1 1 1 1Labortests Modul 2 als Membranbioreaktor 1 1 1 1 1 1Transport/Aufbau/Einweisung auf Halbtechnische Anlage 1Halbtechnische Versuche 1 1 1 1 1 1 1 1 1Wirtschaftlichkeitsbetrachtung 1
Deutsch/russische Koordination
Projektlaufzeit 30 Monate
Monat von der Projektlaufzeit
Ausgaben für den Deutschen Projektpartner
Ausgaben für den Russischen Projektpartner
Die erste Phase beinhaltete dabei Versuche zur Filtration mit und ohne biologische Reinigung (Modul II) und die Kombination von anaerob vorbehandeltem Wasser (Modul I) mit den Filtrationseinheiten (Modul II). In der 2. Phase war eine halbtechnische Umsetzung bei beiden Projektpartnern geplant. Die nötige Membran- und Modultechnik wurde von der Firma ItN Modulkonzept eingebracht. Neben den Versuchen zur Membrantechnik wurden, um ein Gesamtbilanz zu ermöglichen und alle eingehenden und ausgetragenen Stoffe zu betrachten,
labortechnisch Versuche zur Entwässerbarkeit von Schlämmen durchgeführt. Die Versuche
wurden von einem intensiven Informationsaustausch zwischen dem deutschen und russischen Projektbearbeiter begleitet, der gegenseitige Besuche und praktische Zusammenarbeit beinhaltete.
Eine wichtige Aufgabe eines länderübergreifenden Kooperationsprojektes besteht in einer
dauerhaften und guten übergeordneten Projektkoordination, die durch gemeinsame Treffen zur
Konzeptabstimmung flankiert werden müssen.
Während der Projektlaufzeit entstanden durch herstellerseitige Membrandefekte und Lieferschwierigkeiten von Anlagenkomponenten auf russischer Seite geringfügige
Verzögerungen, so dass kostenneutralen Verlängerungen der Projektlauf bis einschließlich
Dezember 2007 beantragt und genehmigt wurden. So führte eine nicht gebrannte Oberflächenbeschichtung und Spannungsbrüche in den Membranen zu Störungen im
Versuchsablauf auf russischer Seite. Es ist davon auszugehen, dass die Mineralisierung und das beobachtete Absterben der Biomasse evtl. auf Inhaltsstoffe dieser Oberflächenbeschichtung
Seite 13
zurückzuführen ist. Da durch die unzureichende Erfahrung der russischen Projektpartner mit keramischen Membranen nicht erkannt werden konnte, führte dies dazu, dass die 3-monatige Versuchsphase mit der defekten Membran auf russischer Seite keine verwertbaren Ergebnisse liefern konnte und somit wiederholt werden musste.
Ein immer wieder eintretender Produktionsstop des Industriepartners auf russischer Seite hat durch den ausbleibenden Abwasseranfall zu zusätzlichen Verzögerungen geführt. Trotz der genannten Schwierigkeiten konnten auf Seiten der beiden Partner alle geplanten Projektinhalte bearbeitet werden.
4 Theoretische Grundlagen
4.1 Anaerobtechnik
Die Geschichte der Anaerobtechnik begann bereits im 7. Jahrhundert v. Chr., jedoch eine kontrollierte Nutzung dieser Art der Abwasserreinigung begann erst zum Ende des 19. Jahrhunderts. Heutzutage findet die Anaerobtechnik im Bereich der Abwasserbehandlung hauptsächlich im industriellen Bereich zur Behandlung organisch hochbelasteter Abwässer Anwendung. Hauptziel der anaeroben Behandlung ist die Kohlenstoff-Elimination unter Erzeugung von Biogas, was im Allgemeinen eine aerobe Nachbehandlung nötig werden lässt.
4.1.1 Ablaufschema
Voraussetzung für einen anaeroben Abbau ist die weitestgehende Abwesenheit von gelösten
oder gebundenen Sauerstoff, da der Energiegewinn der verschiedenen Umsetzungsvorgänge nur
einen Bruchteil der aeroben und anoxischen, -1100 kJ/mol freie Energie beim aeroben Abbau von Glukose im Gegensatz zu -58 kJ/mol beim anaeroben, beträgt.
Seite 14
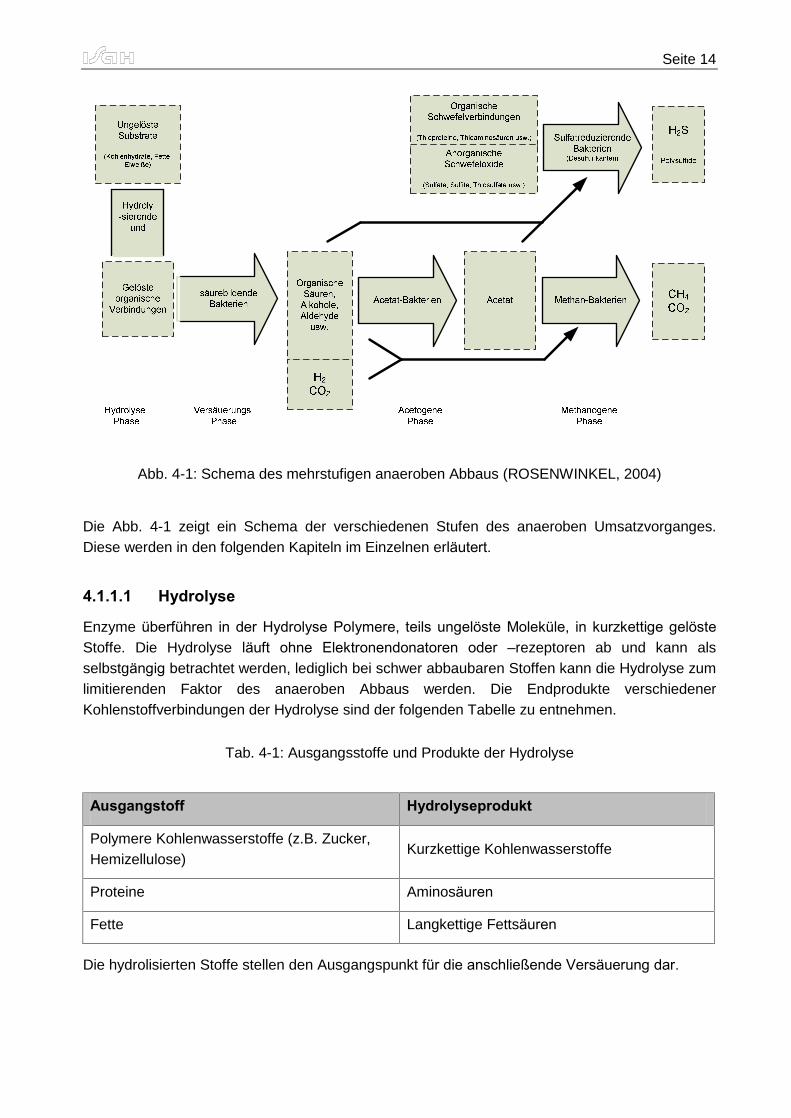
Abb. 4-1: Schema des mehrstufigen anaeroben Abbaus (ROSENWINKEL, 2004)
Die Abb. 4-1 zeigt ein Schema der verschiedenen Stufen des anaeroben Umsatzvorganges. Diese werden in den folgenden Kapiteln im Einzelnen erläutert.
4.1.1.1 Hydrolyse
Enzyme überführen in der Hydrolyse Polymere, teils ungelöste Moleküle, in kurzkettige gelöste
Stoffe. Die Hydrolyse läuft ohne Elektronendonatoren oder �rezeptoren ab und kann als selbstgängig betrachtet werden, lediglich bei schwer abbaubaren Stoffen kann die Hydrolyse zum limitierenden Faktor des anaeroben Abbaus werden. Die Endprodukte verschiedener Kohlenstoffverbindungen der Hydrolyse sind der folgenden Tabelle zu entnehmen.
Tab. 4-1: Ausgangsstoffe und Produkte der Hydrolyse
Ausgangstoff Hydrolyseprodukt
Polymere Kohlenwasserstoffe (z.B. Zucker, Hemizellulose)
Kurzkettige Kohlenwasserstoffe
Proteine Aminosäuren
Fette Langkettige Fettsäuren
Die hydrolisierten Stoffe stellen den Ausgangspunkt für die anschließende Versäuerung dar.
Seite 15
4.1.1.2 Versäuerung
Bei diesem Schritt der Vergärung erfolgt die Umsetzung der Endprodukte der Hydrolyse in
kurzkettige organische Säuren (z.B. Buttersäure, Essigsäure, Propionsäure), Alkohole, sowie
Wasserstoff und Kohlendioxid. Es stellt sich keine wesentliche Reduktion des CSB, nur ca. 10 %, ein. Für den weiteren Umsatz zu Essigsäure in der Acetogenese, ist eine Umwandlung der
entstandenen Säuren, mit Ausnahme der Essigsäure und der Ameisensäure, notwendig.
4.1.1.3 Acetogene Phase
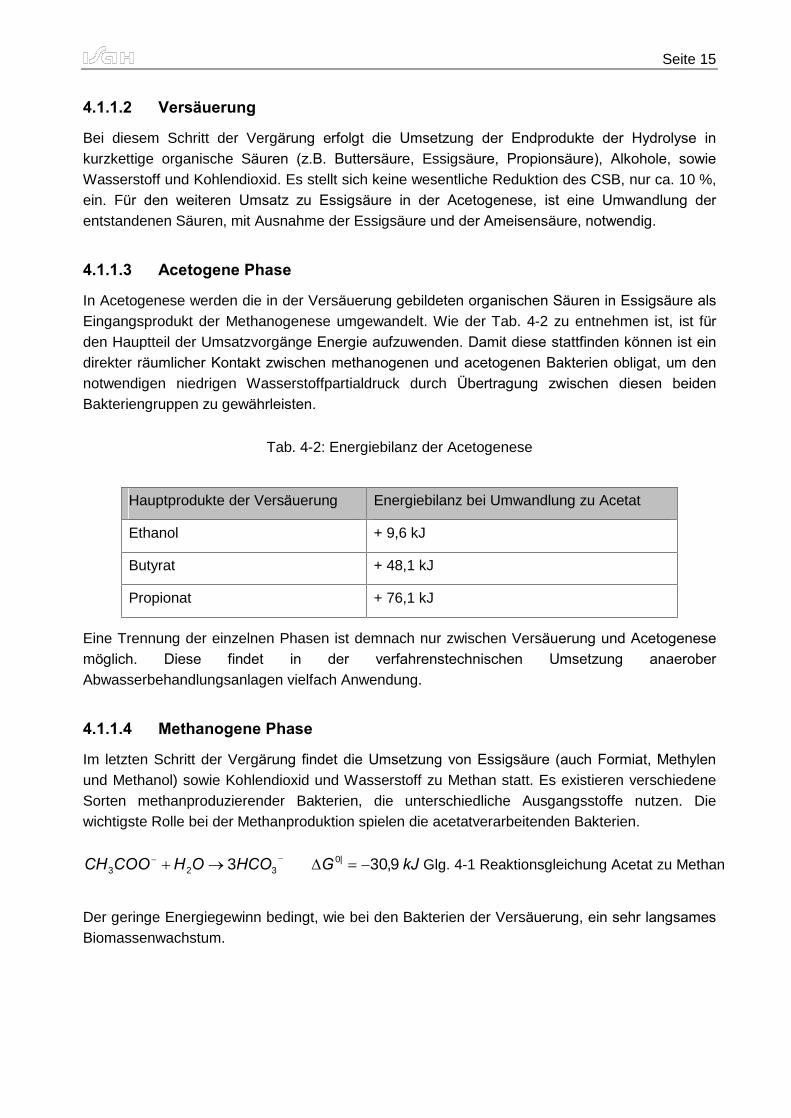
In Acetogenese werden die in der Versäuerung gebildeten organischen Säuren in Essigsäure als
Eingangsprodukt der Methanogenese umgewandelt. Wie der Tab. 4-2 zu entnehmen ist, ist für
den Hauptteil der Umsatzvorgänge Energie aufzuwenden. Damit diese stattfinden können ist ein
direkter räumlicher Kontakt zwischen methanogenen und acetogenen Bakterien obligat, um den
notwendigen niedrigen Wasserstoffpartialdruck durch Übertragung zwischen diesen beiden
Bakteriengruppen zu gewährleisten.
Tab. 4-2: Energiebilanz der Acetogenese
Hauptprodukte der Versäuerung Energiebilanz bei Umwandlung zu Acetat
Ethanol + 9,6 kJ
Butyrat + 48,1 kJ
Propionat + 76,1 kJ
Eine Trennung der einzelnen Phasen ist demnach nur zwischen Versäuerung und Acetogenese
möglich. Diese findet in der verfahrenstechnischen Umsetzung anaerober
Abwasserbehandlungsanlagen vielfach Anwendung.
4.1.1.4 Methanogene Phase
Im letzten Schritt der Vergärung findet die Umsetzung von Essigsäure (auch Formiat, Methylen
und Methanol) sowie Kohlendioxid und Wasserstoff zu Methan statt. Es existieren verschiedene Sorten methanproduzierender Bakterien, die unterschiedliche Ausgangsstoffe nutzen. Die wichtigste Rolle bei der Methanproduktion spielen die acetatverarbeitenden Bakterien.
kJGHCOOHCOOCH 9,30 3 |0323 Glg. 4-1 Reaktionsgleichung Acetat zu Methan
Der geringe Energiegewinn bedingt, wie bei den Bakterien der Versäuerung, ein sehr langsames
Biomassenwachstum.
Seite 16
4.1.1.5 Gasproduktion
Die Zusammensetzung des gebildeten Biogases ist von der Substratbeschaffenheit abhängig.
Die Zusammensetzung des Biogases ergibt sich zu:
Glg. 4-2: Zusammensetzung CH4/CO2 (BISCHOFSBERGER, 2004)
Der im Abwasser enthaltene CSB wird komplett zu Methan umgesetzt, die Summe aus Methan und Kohlendioxid entspricht dem gesamten umgesetzten organischen Kohlenstoff. Die Zusammenhänge lassen sich wie folgt darstellen:
Glg. 4-3: CH4- und CO2 Bildung aus Kohlenstoff (BISCHOFSBERGER, 2004)
4.1.2 Anwendungsbereiche
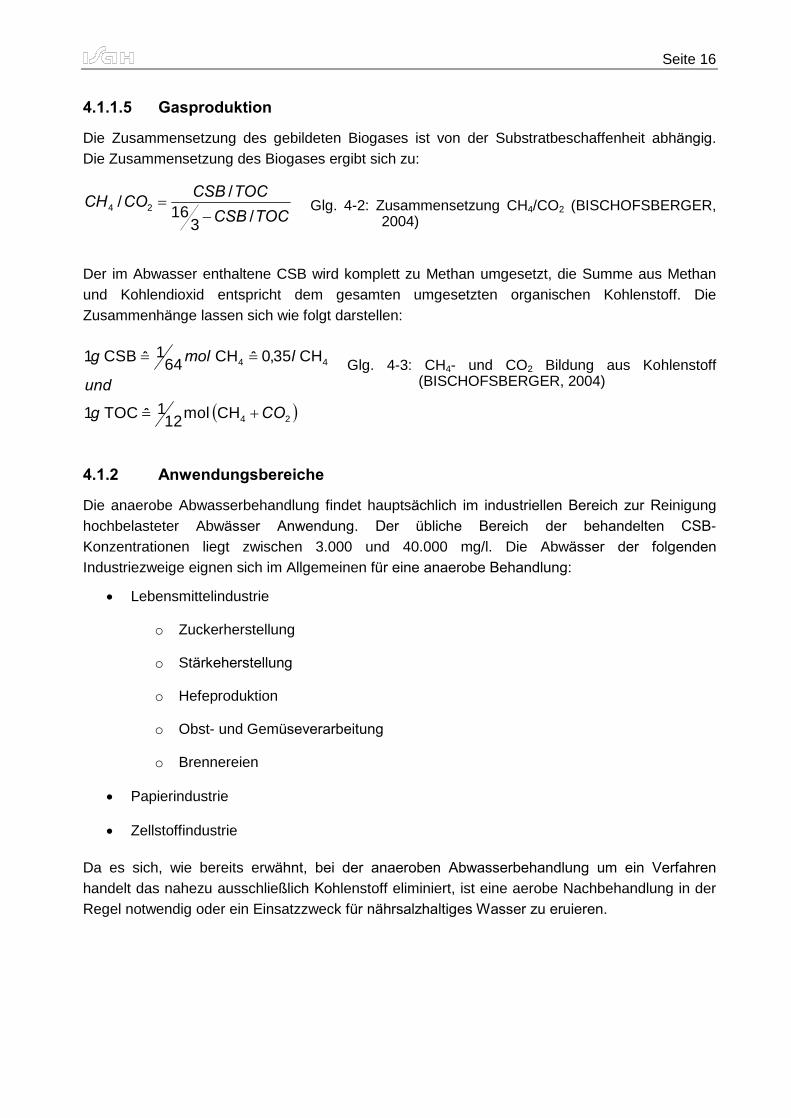
Die anaerobe Abwasserbehandlung findet hauptsächlich im industriellen Bereich zur Reinigung hochbelasteter Abwässer Anwendung. Der übliche Bereich der behandelten CSB-Konzentrationen liegt zwischen 3.000 und 40.000 mg/l. Die Abwässer der folgenden
Industriezweige eignen sich im Allgemeinen für eine anaerobe Behandlung:
Lebensmittelindustrie
o Zuckerherstellung
o Stärkeherstellung
o Hefeproduktion
o Obst- und Gemüseverarbeitung
o Brennereien
Papierindustrie
Zellstoffindustrie
Da es sich, wie bereits erwähnt, bei der anaeroben Abwasserbehandlung um ein Verfahren
handelt das nahezu ausschließlich Kohlenstoff eliminiert, ist eine aerobe Nachbehandlung in der Regel notwendig oder ein Einsatzzweck für nährsalzhaltiges Wasser zu eruieren.
TOCCSB
TOCCSBCOCH
/316
// 24
24
44
CH mol121�TOC 1
CH 35,0�CH 641�CSB 1
COg
und
lmolg
Seite 17
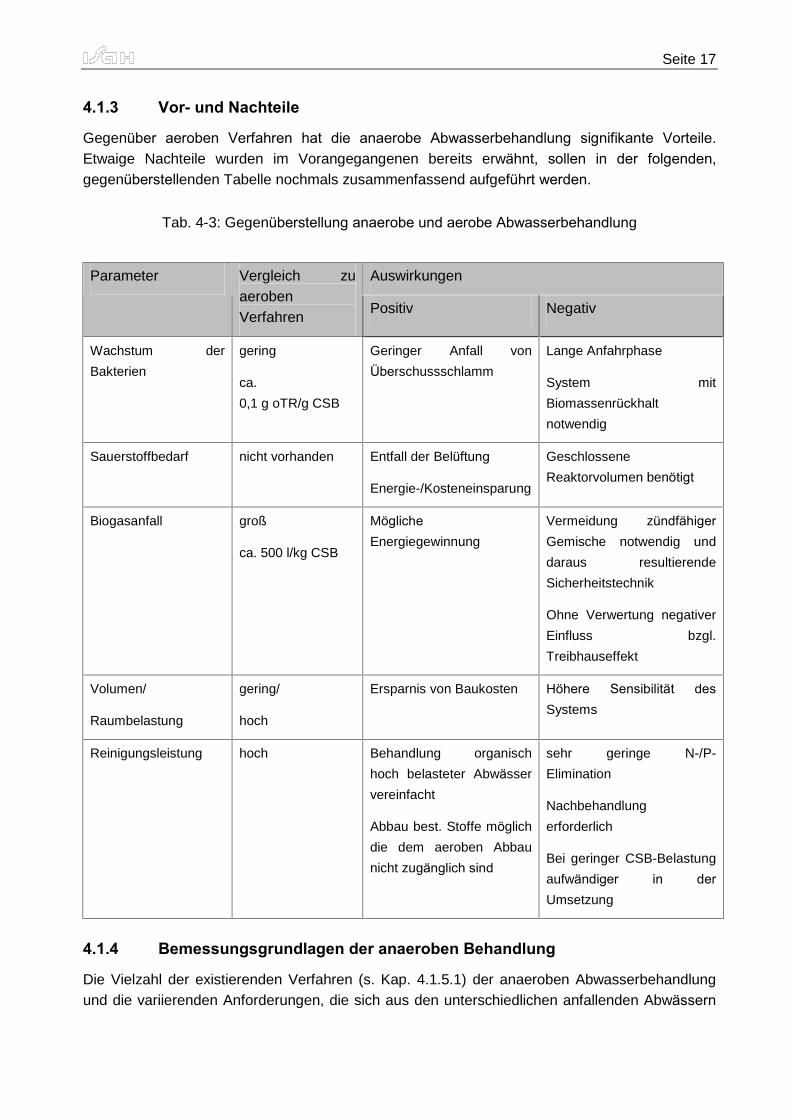
4.1.3 Vor- und Nachteile
Gegenüber aeroben Verfahren hat die anaerobe Abwasserbehandlung signifikante Vorteile.
Etwaige Nachteile wurden im Vorangegangenen bereits erwähnt, sollen in der folgenden,
gegenüberstellenden Tabelle nochmals zusammenfassend aufgeführt werden.
Tab. 4-3: Gegenüberstellung anaerobe und aerobe Abwasserbehandlung
Auswirkungen Parameter Vergleich zu aeroben Verfahren
Positiv Negativ
Wachstum der
Bakterien
gering
ca.
0,1 g oTR/g CSB
Geringer Anfall von
Überschussschlamm
Lange Anfahrphase
System mit
Biomassenrückhalt
notwendig
Sauerstoffbedarf nicht vorhanden Entfall der Belüftung
Energie-/Kosteneinsparung
Geschlossene
Reaktorvolumen benötigt
Biogasanfall groß
ca. 500 l/kg CSB
Mögliche
Energiegewinnung
Vermeidung zündfähiger
Gemische notwendig und
daraus resultierende
Sicherheitstechnik
Ohne Verwertung negativer
Einfluss bzgl.
Treibhauseffekt
Volumen/
Raumbelastung
gering/
hoch
Ersparnis von Baukosten Höhere Sensibilität des
Systems
Reinigungsleistung hoch Behandlung organisch
hoch belasteter Abwässer
vereinfacht
Abbau best. Stoffe möglich
die dem aeroben Abbau
nicht zugänglich sind
sehr geringe N-/P-
Elimination
Nachbehandlung
erforderlich
Bei geringer CSB-Belastung
aufwändiger in der
Umsetzung
4.1.4 Bemessungsgrundlagen der anaeroben Behandlung
Die Vielzahl der existierenden Verfahren (s. Kap. 4.1.5.1) der anaeroben Abwasserbehandlung und die variierenden Anforderungen, die sich aus den unterschiedlichen anfallenden Abwässern
Seite 18
ergibt, lassen zumeist keine einheitliche Bemessungsgrundlage zu. Als Orientierung dienen realisierte Großanlagen oder intensive Versuchsphasen.
4.1.4.1 Kenngrößen
Als allgemeine Hauptkenngrößen werden die Raumbelastung BR,CSB und die Verweilzeit tR herangezogen. Als weitere Kennzahlen werden die Schlammbelastung BTR bzw. BoTR und die Oberflächenbeschickung qA herangezogen.
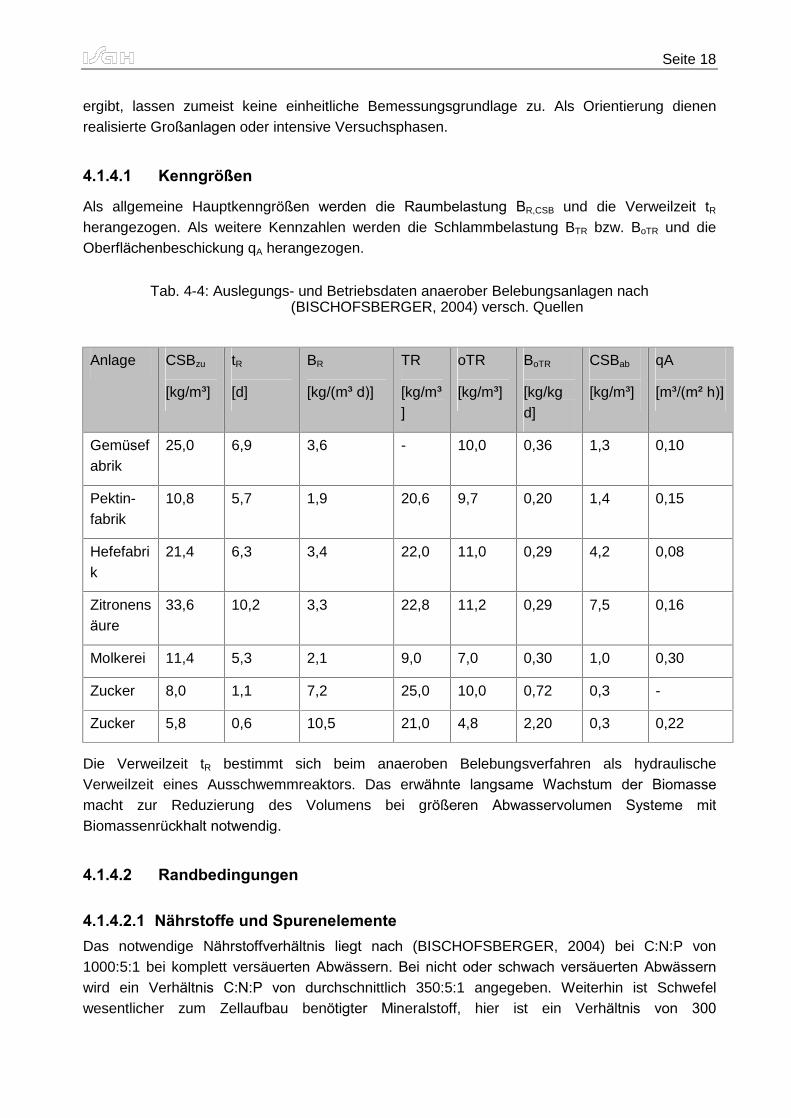
Tab. 4-4: Auslegungs- und Betriebsdaten anaerober Belebungsanlagen nach (BISCHOFSBERGER, 2004) versch. Quellen
Anlage CSBzu
[kg/m³]
tR
[d]
BR
[kg/(m³ d)]
TR
[kg/m³
]
oTR
[kg/m³]
BoTR
[kg/kg d]
CSBab
[kg/m³]
qA
[m³/(m² h)]
Gemüsefabrik
25,0 6,9 3,6 - 10,0 0,36 1,3 0,10
Pektin-fabrik
10,8 5,7 1,9 20,6 9,7 0,20 1,4 0,15
Hefefabrik
21,4 6,3 3,4 22,0 11,0 0,29 4,2 0,08
Zitronensäure
33,6 10,2 3,3 22,8 11,2 0,29 7,5 0,16
Molkerei 11,4 5,3 2,1 9,0 7,0 0,30 1,0 0,30
Zucker 8,0 1,1 7,2 25,0 10,0 0,72 0,3 -
Zucker 5,8 0,6 10,5 21,0 4,8 2,20 0,3 0,22
Die Verweilzeit tR bestimmt sich beim anaeroben Belebungsverfahren als hydraulische Verweilzeit eines Ausschwemmreaktors. Das erwähnte langsame Wachstum der Biomasse
macht zur Reduzierung des Volumens bei größeren Abwasservolumen Systeme mit
Biomassenrückhalt notwendig.
4.1.4.2 Randbedingungen
4.1.4.2.1 Nährstoffe und Spurenelemente
Das notwendige Nährstoffverhältnis liegt nach (BISCHOFSBERGER, 2004) bei C:N:P von 1000:5:1 bei komplett versäuerten Abwässern. Bei nicht oder schwach versäuerten Abwässern
wird ein Verhältnis C:N:P von durchschnittlich 350:5:1 angegeben. Weiterhin ist Schwefel wesentlicher zum Zellaufbau benötigter Mineralstoff, hier ist ein Verhältnis von 300
Seite 19
(kohlehydrathaltiges Abwasser) bis 800 (fett- und proteinhaltiges Abwasser):5:1:1 (C:N:P:S) anzustreben. Bei zu hohen Schwefelgehalten ist allerdings die parallel ablaufende Desulfurikation (vgl. Abb. 4-1) und die zu erwartende toxische Wirkung auf die Methanogenese zu achten. Der benötigte Stickstoff wird aus Ammonium oder Vorstufen wie Harnstoff gewonnen.
Des Weiteren sind verschiedene Nährstoffe und Spurenelemente für den Zellaufbau der
Bakterien notwendig. Die folgende Tabelle gibt eine kürze Übersicht.
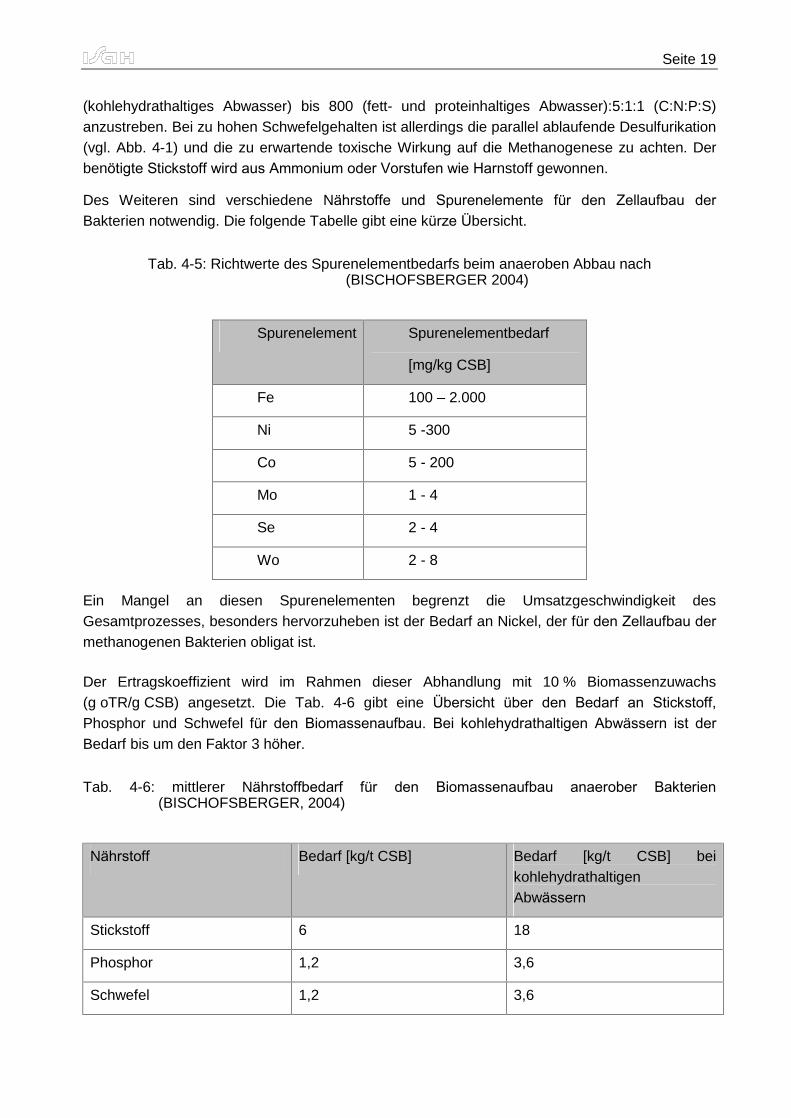
Tab. 4-5: Richtwerte des Spurenelementbedarfs beim anaeroben Abbau nach (BISCHOFSBERGER 2004)
Spurenelement Spurenelementbedarf
[mg/kg CSB]
Fe 100 � 2.000
Ni 5 -300
Co 5 - 200
Mo 1 - 4
Se 2 - 4
Wo 2 - 8
Ein Mangel an diesen Spurenelementen begrenzt die Umsatzgeschwindigkeit des Gesamtprozesses, besonders hervorzuheben ist der Bedarf an Nickel, der für den Zellaufbau der
methanogenen Bakterien obligat ist.
Der Ertragskoeffizient wird im Rahmen dieser Abhandlung mit 10 % Biomassenzuwachs (g oTR/g CSB) angesetzt. Die Tab. 4-6 gibt eine Übersicht über den Bedarf an Stickstoff,
Phosphor und Schwefel für den Biomassenaufbau. Bei kohlehydrathaltigen Abwässern ist der
Bedarf bis um den Faktor 3 höher.
Tab. 4-6: mittlerer Nährstoffbedarf für den Biomassenaufbau anaerober Bakterien (BISCHOFSBERGER, 2004)
Nährstoff Bedarf [kg/t CSB] Bedarf [kg/t CSB] bei kohlehydrathaltigen Abwässern
Stickstoff 6 18
Phosphor 1,2 3,6
Schwefel 1,2 3,6
Seite 20
4.1.4.2.2 Temperatur und pH-Wert
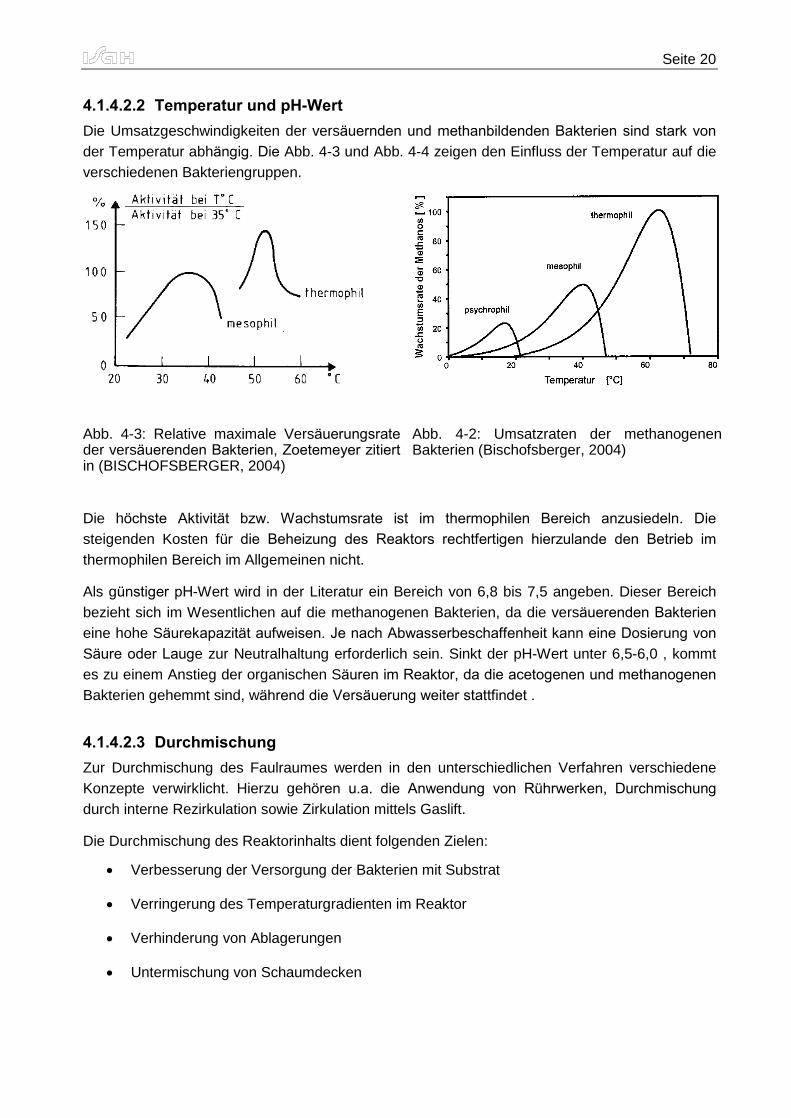
Die Umsatzgeschwindigkeiten der versäuernden und methanbildenden Bakterien sind stark von
der Temperatur abhängig. Die Abb. 4-3 und Abb. 4-4 zeigen den Einfluss der Temperatur auf die verschiedenen Bakteriengruppen.
Abb. 4-3: Relative maximale Versäuerungsrate
der versäuerenden Bakterien, Zoetemeyer zitiert
in (BISCHOFSBERGER, 2004)
Die höchste Aktivität bzw. Wachstumsrate ist im thermophilen Bereich anzusiedeln. Die
steigenden Kosten für die Beheizung des Reaktors rechtfertigen hierzulande den Betrieb im
thermophilen Bereich im Allgemeinen nicht.
Als günstiger pH-Wert wird in der Literatur ein Bereich von 6,8 bis 7,5 angeben. Dieser Bereich bezieht sich im Wesentlichen auf die methanogenen Bakterien, da die versäuerenden Bakterien
eine hohe Säurekapazität aufweisen. Je nach Abwasserbeschaffenheit kann eine Dosierung von
Säure oder Lauge zur Neutralhaltung erforderlich sein. Sinkt der pH-Wert unter 6,5-6,0 , kommt es zu einem Anstieg der organischen Säuren im Reaktor, da die acetogenen und methanogenen
Bakterien gehemmt sind, während die Versäuerung weiter stattfindet .
4.1.4.2.3 Durchmischung
Zur Durchmischung des Faulraumes werden in den unterschiedlichen Verfahren verschiedene Konzepte verwirklicht. Hierzu gehören u.a. die Anwendung von Rührwerken, Durchmischung
durch interne Rezirkulation sowie Zirkulation mittels Gaslift.
Die Durchmischung des Reaktorinhalts dient folgenden Zielen:
Verbesserung der Versorgung der Bakterien mit Substrat
Verringerung des Temperaturgradienten im Reaktor
Verhinderung von Ablagerungen
Untermischung von Schaumdecken
Abb. 4-2: Umsatzraten der methanogenen Bakterien (Bischofsberger, 2004)
Seite 21
Der Energieeintrag durch die Durchmischung darf unter keinen Umständen nachteilige Wirkung auf die Biozönose und die Struktur des Schlammes haben und die Umsatzvorgänge
beeinträchtigen. Hierzu zählen:
Bildung von EPS auf Grund von Belastung (mechanisch, Kavitation) und Verminderung
der Aktivität
Mechanische Zerstörung der Bakterien und der Schlammstruktur
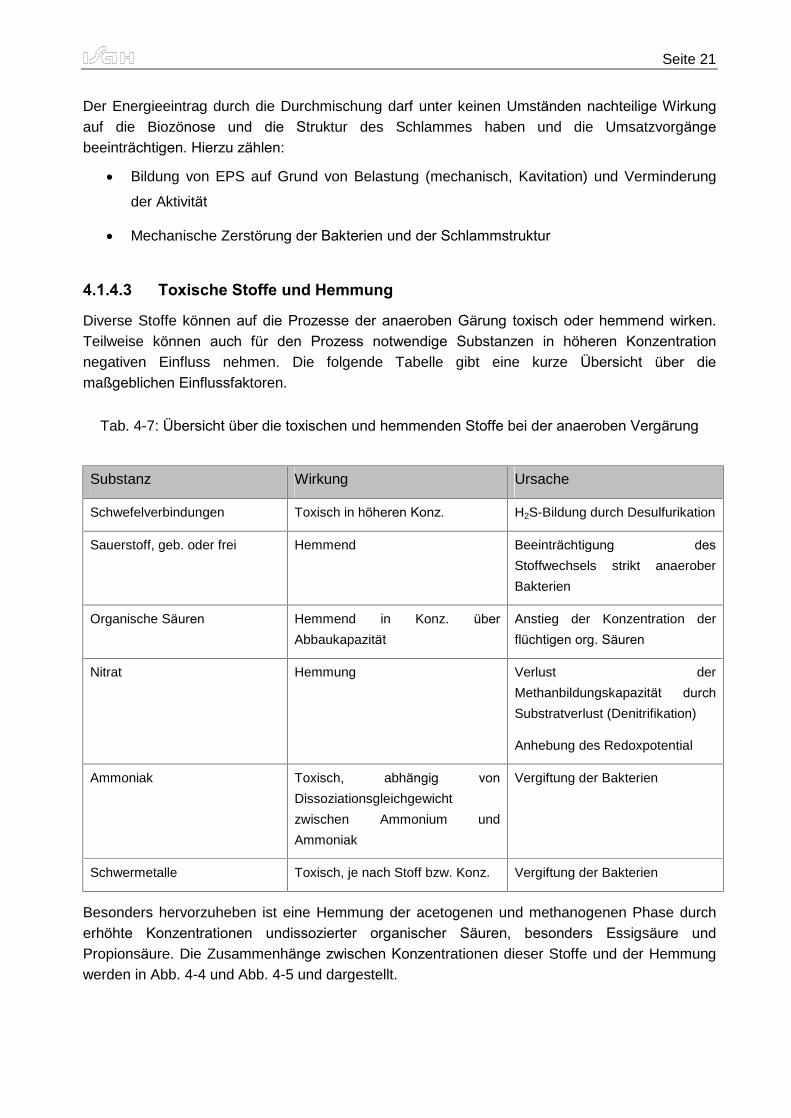
4.1.4.3 Toxische Stoffe und Hemmung
Diverse Stoffe können auf die Prozesse der anaeroben Gärung toxisch oder hemmend wirken.
Teilweise können auch für den Prozess notwendige Substanzen in höheren Konzentration
negativen Einfluss nehmen. Die folgende Tabelle gibt eine kurze Übersicht über die
maßgeblichen Einflussfaktoren.
Tab. 4-7: Übersicht über die toxischen und hemmenden Stoffe bei der anaeroben Vergärung
Substanz Wirkung Ursache
Schwefelverbindungen Toxisch in höheren Konz. H2S-Bildung durch Desulfurikation
Sauerstoff, geb. oder frei Hemmend Beeinträchtigung des
Stoffwechsels strikt anaerober
Bakterien
Organische Säuren Hemmend in Konz. über
Abbaukapazität
Anstieg der Konzentration der
flüchtigen org. Säuren
Nitrat Hemmung Verlust der
Methanbildungskapazität durch
Substratverlust (Denitrifikation)
Anhebung des Redoxpotential
Ammoniak Toxisch, abhängig von
Dissoziationsgleichgewicht
zwischen Ammonium und
Ammoniak
Vergiftung der Bakterien
Schwermetalle Toxisch, je nach Stoff bzw. Konz. Vergiftung der Bakterien
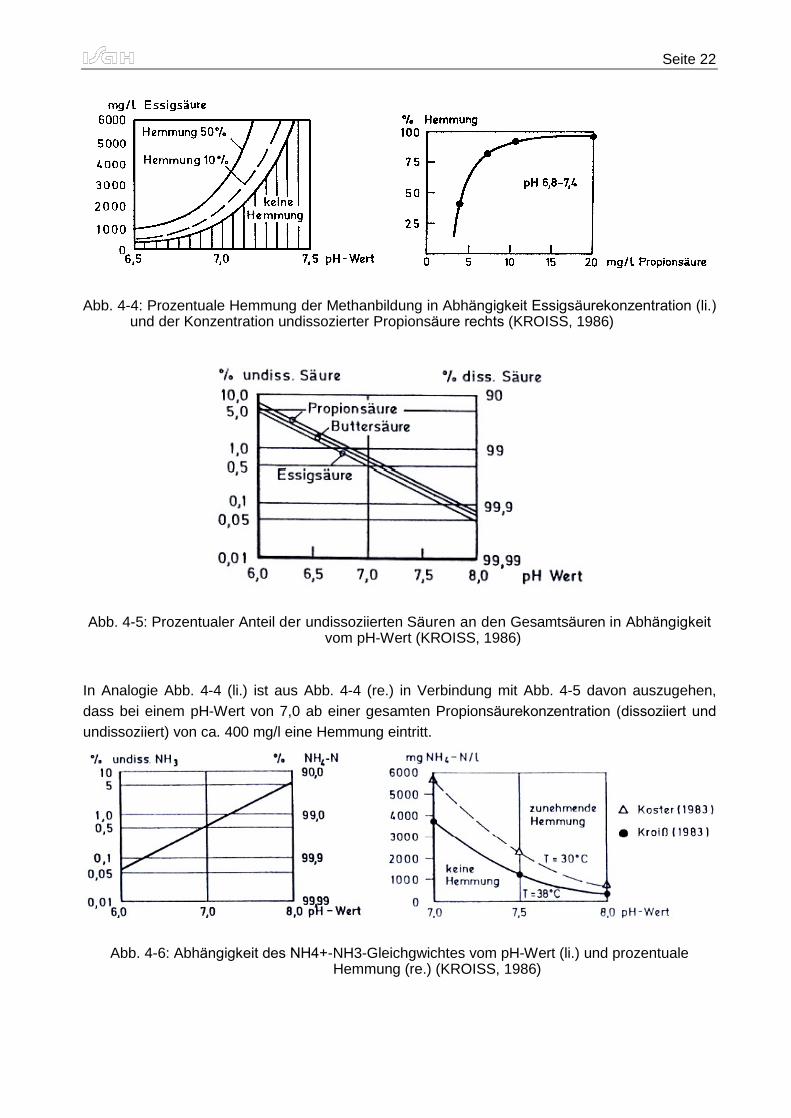
Besonders hervorzuheben ist eine Hemmung der acetogenen und methanogenen Phase durch erhöhte Konzentrationen undissozierter organischer Säuren, besonders Essigsäure und
Propionsäure. Die Zusammenhänge zwischen Konzentrationen dieser Stoffe und der Hemmung werden in Abb. 4-4 und Abb. 4-5 und dargestellt.
Seite 22
Abb. 4-4: Prozentuale Hemmung der Methanbildung in Abhängigkeit Essigsäurekonzentration (li.)
und der Konzentration undissozierter Propionsäure rechts (KROISS, 1986)
Abb. 4-5: Prozentualer Anteil der undissoziierten Säuren an den Gesamtsäuren in Abhängigkeit
vom pH-Wert (KROISS, 1986)
In Analogie Abb. 4-4 (li.) ist aus Abb. 4-4 (re.) in Verbindung mit Abb. 4-5 davon auszugehen, dass bei einem pH-Wert von 7,0 ab einer gesamten Propionsäurekonzentration (dissoziiert und
undissoziiert) von ca. 400 mg/l eine Hemmung eintritt.
Abb. 4-6: Abhängigkeit des NH4+-NH3-Gleichgwichtes vom pH-Wert (li.) und prozentuale Hemmung (re.) (KROISS, 1986)
Seite 23
Abb. 4-6 verdeutlicht den Zusammenhang zwischen Hemmung und Ammoniak- bzw. Ammoniumkonzentration. Dies kann im Besonderen Abwässern mit hohen Ammonium und/oder
TKN-Gehalten auftreten.
4.1.5 Verfahren und Verfahrensauswahl
Die Verfahren und die Verfahrensauswahl richten sich generell nach dem Anwendungszweck. Im Folgenden soll kurz die generelle Unterteilung der Verfahren, sowie die relevanten Systeme erläutert werden.
4.1.5.1 Verfahrensübersicht
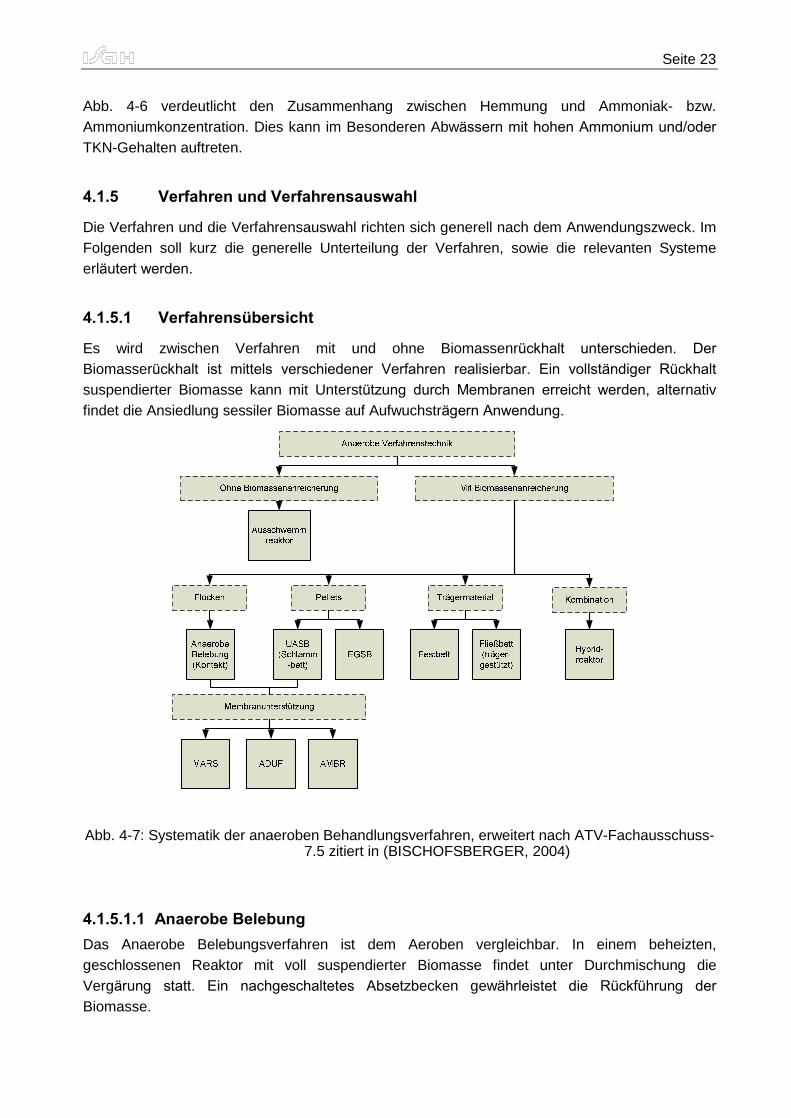
Es wird zwischen Verfahren mit und ohne Biomassenrückhalt unterschieden. Der
Biomasserückhalt ist mittels verschiedener Verfahren realisierbar. Ein vollständiger Rückhalt
suspendierter Biomasse kann mit Unterstützung durch Membranen erreicht werden, alternativ findet die Ansiedlung sessiler Biomasse auf Aufwuchsträgern Anwendung.
Abb. 4-7: Systematik der anaeroben Behandlungsverfahren, erweitert nach ATV-Fachausschuss-7.5 zitiert in (BISCHOFSBERGER, 2004)
4.1.5.1.1 Anaerobe Belebung
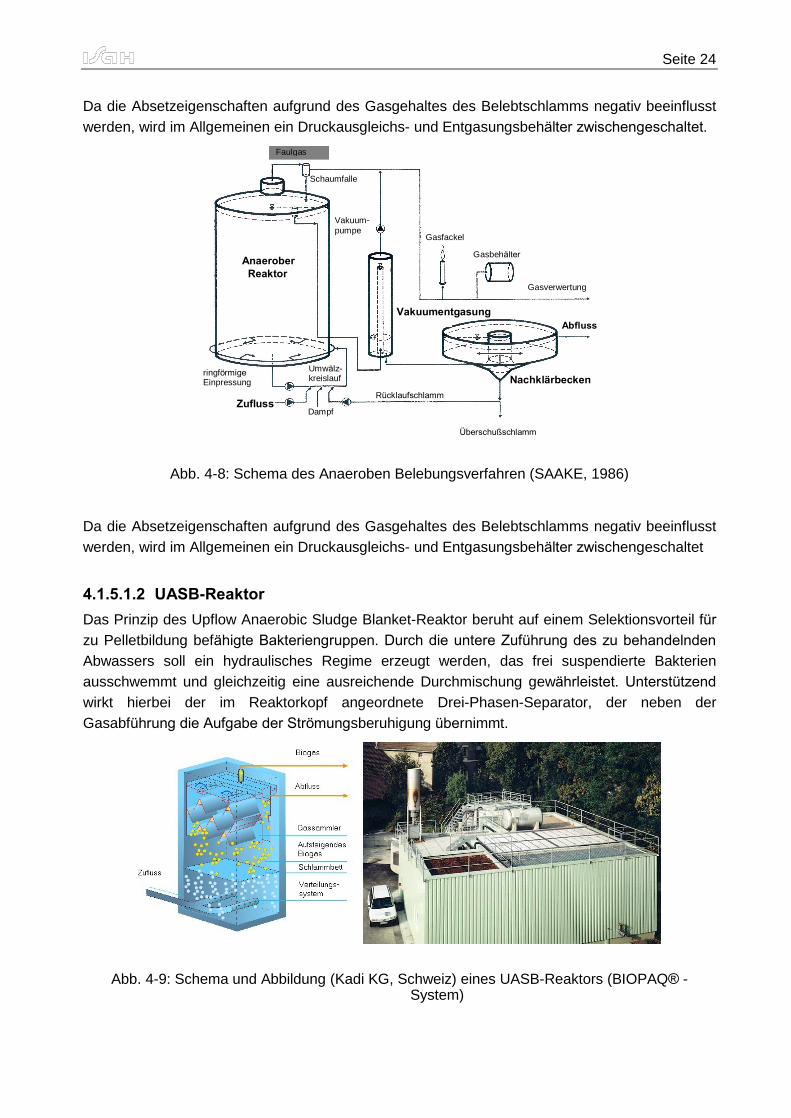
Das Anaerobe Belebungsverfahren ist dem Aeroben vergleichbar. In einem beheizten, geschlossenen Reaktor mit voll suspendierter Biomasse findet unter Durchmischung die Vergärung statt. Ein nachgeschaltetes Absetzbecken gewährleistet die Rückführung der
Biomasse.
Seite 24
Da die Absetzeigenschaften aufgrund des Gasgehaltes des Belebtschlamms negativ beeinflusst werden, wird im Allgemeinen ein Druckausgleichs- und Entgasungsbehälter zwischengeschaltet.
Faulgas
Schaumfalle
Vakuum-pumpe
Gasfackel
Gasbehälter
Gasverwertung
Abfluss
Rücklaufschlamm
Überschußschlamm
Anaerober
Reaktor
Dampf
Umwälz-
kreislauf
Zufluss
ringförmige
Einpressung
Vakuumentgasung
Nachklärbecken
Abb. 4-8: Schema des Anaeroben Belebungsverfahren (SAAKE, 1986)
Da die Absetzeigenschaften aufgrund des Gasgehaltes des Belebtschlamms negativ beeinflusst werden, wird im Allgemeinen ein Druckausgleichs- und Entgasungsbehälter zwischengeschaltet
4.1.5.1.2 UASB-Reaktor
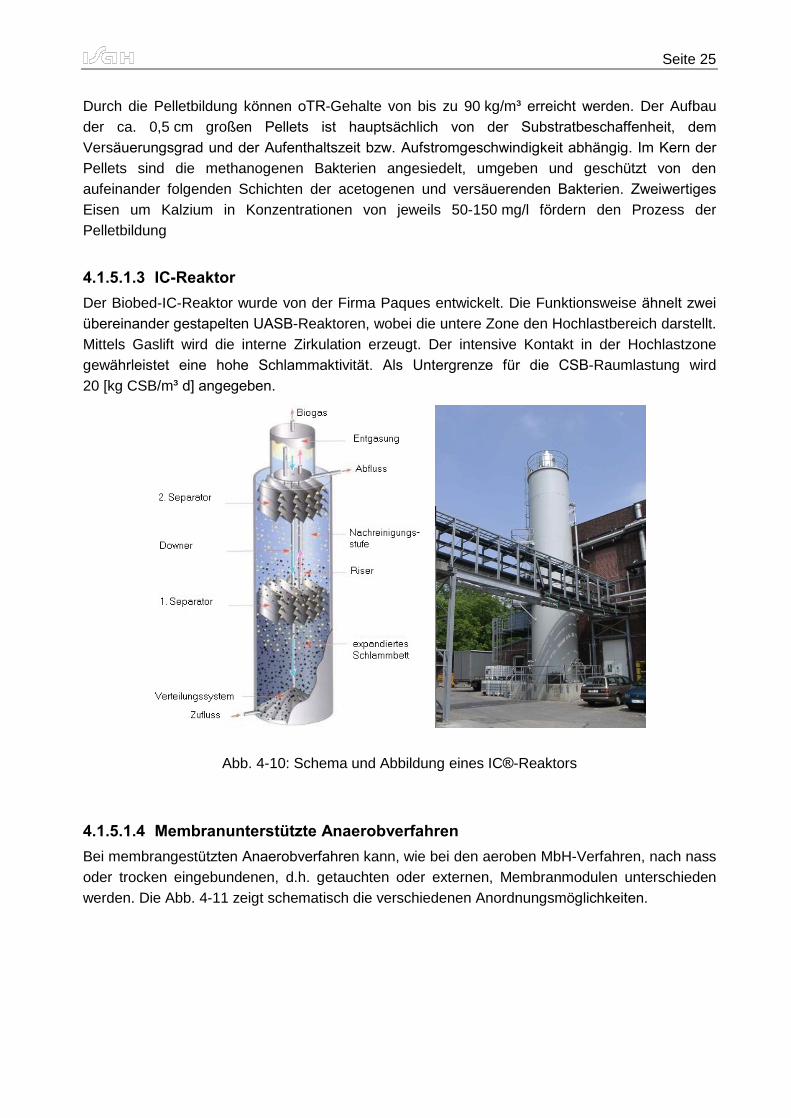
Das Prinzip des Upflow Anaerobic Sludge Blanket-Reaktor beruht auf einem Selektionsvorteil für
zu Pelletbildung befähigte Bakteriengruppen. Durch die untere Zuführung des zu behandelnden
Abwassers soll ein hydraulisches Regime erzeugt werden, das frei suspendierte Bakterien ausschwemmt und gleichzeitig eine ausreichende Durchmischung gewährleistet. Unterstützend
wirkt hierbei der im Reaktorkopf angeordnete Drei-Phasen-Separator, der neben der Gasabführung die Aufgabe der Strömungsberuhigung übernimmt.
Abb. 4-9: Schema und Abbildung (Kadi KG, Schweiz) eines UASB-Reaktors (BIOPAQ® - System)
Seite 25
Durch die Pelletbildung können oTR-Gehalte von bis zu 90 kg/m³ erreicht werden. Der Aufbau der ca. 0,5 cm großen Pellets ist hauptsächlich von der Substratbeschaffenheit, dem
Versäuerungsgrad und der Aufenthaltszeit bzw. Aufstromgeschwindigkeit abhängig. Im Kern der
Pellets sind die methanogenen Bakterien angesiedelt, umgeben und geschützt von den
aufeinander folgenden Schichten der acetogenen und versäuerenden Bakterien. Zweiwertiges
Eisen um Kalzium in Konzentrationen von jeweils 50-150 mg/l fördern den Prozess der Pelletbildung
4.1.5.1.3 IC-Reaktor
Der Biobed-IC-Reaktor wurde von der Firma Paques entwickelt. Die Funktionsweise ähnelt zwei
übereinander gestapelten UASB-Reaktoren, wobei die untere Zone den Hochlastbereich darstellt. Mittels Gaslift wird die interne Zirkulation erzeugt. Der intensive Kontakt in der Hochlastzone gewährleistet eine hohe Schlammaktivität. Als Untergrenze für die CSB-Raumlastung wird 20 [kg CSB/m³ d] angegeben.
Abb. 4-10: Schema und Abbildung eines IC®-Reaktors
4.1.5.1.4 Membranunterstützte Anaerobverfahren
Bei membrangestützten Anaerobverfahren kann, wie bei den aeroben MbH-Verfahren, nach nass oder trocken eingebundenen, d.h. getauchten oder externen, Membranmodulen unterschieden werden. Die Abb. 4-11 zeigt schematisch die verschiedenen Anordnungsmöglichkeiten.
Seite 26
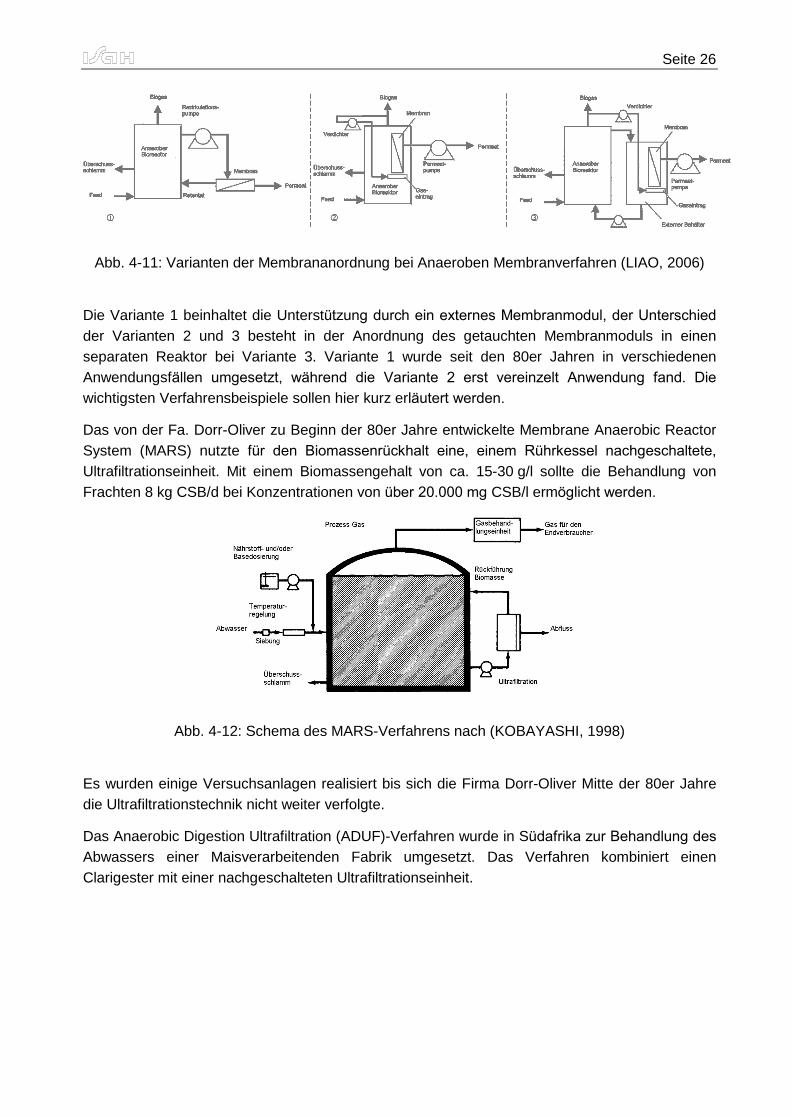
Abb. 4-11: Varianten der Membrananordnung bei Anaeroben Membranverfahren (LIAO, 2006)
Die Variante 1 beinhaltet die Unterstützung durch ein externes Membranmodul, der Unterschied
der Varianten 2 und 3 besteht in der Anordnung des getauchten Membranmoduls in einen separaten Reaktor bei Variante 3. Variante 1 wurde seit den 80er Jahren in verschiedenen Anwendungsfällen umgesetzt, während die Variante 2 erst vereinzelt Anwendung fand. Die
wichtigsten Verfahrensbeispiele sollen hier kurz erläutert werden.
Das von der Fa. Dorr-Oliver zu Beginn der 80er Jahre entwickelte Membrane Anaerobic Reactor System (MARS) nutzte für den Biomassenrückhalt eine, einem Rührkessel nachgeschaltete,
Ultrafiltrationseinheit. Mit einem Biomassengehalt von ca. 15-30 g/l sollte die Behandlung von Frachten 8 kg CSB/d bei Konzentrationen von über 20.000 mg CSB/l ermöglicht werden.
Abb. 4-12: Schema des MARS-Verfahrens nach (KOBAYASHI, 1998)
Es wurden einige Versuchsanlagen realisiert bis sich die Firma Dorr-Oliver Mitte der 80er Jahre die Ultrafiltrationstechnik nicht weiter verfolgte.
Das Anaerobic Digestion Ultrafiltration (ADUF)-Verfahren wurde in Südafrika zur Behandlung des
Abwassers einer Maisverarbeitenden Fabrik umgesetzt. Das Verfahren kombiniert einen Clarigester mit einer nachgeschalteten Ultrafiltrationseinheit.
Seite 27
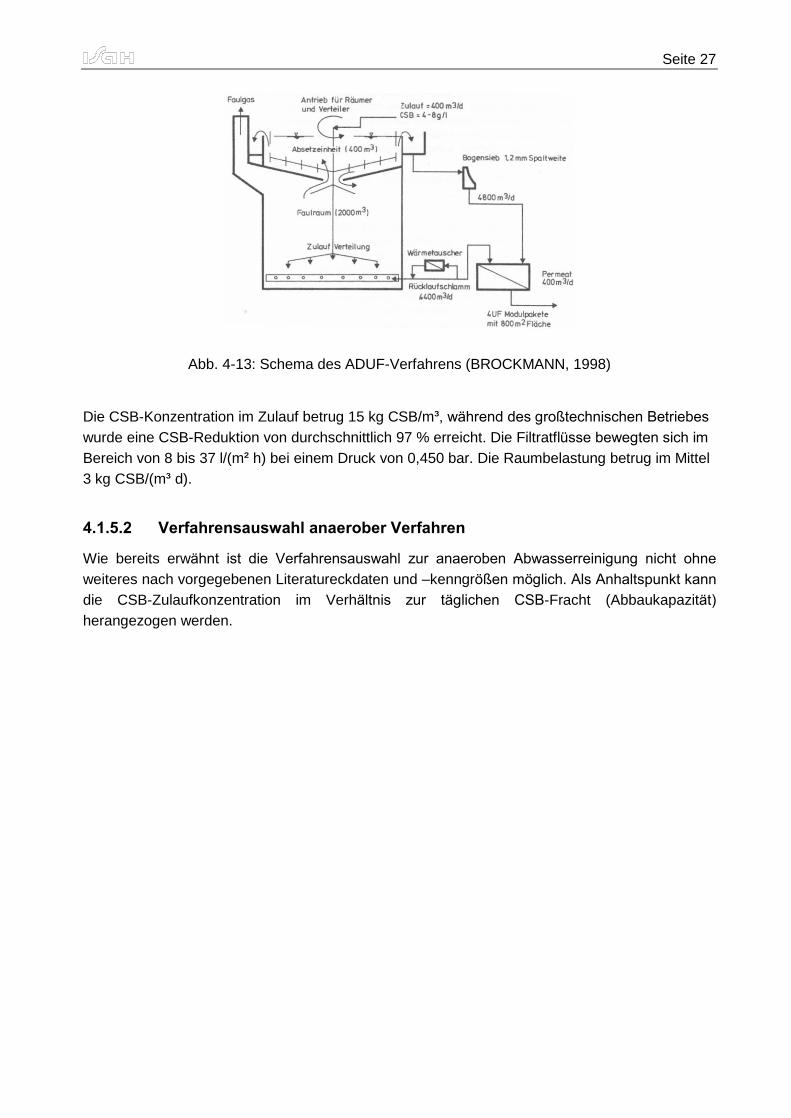
Abb. 4-13: Schema des ADUF-Verfahrens (BROCKMANN, 1998)
Die CSB-Konzentration im Zulauf betrug 15 kg CSB/m³, während des großtechnischen Betriebes
wurde eine CSB-Reduktion von durchschnittlich 97 % erreicht. Die Filtratflüsse bewegten sich im
Bereich von 8 bis 37 l/(m² h) bei einem Druck von 0,450 bar. Die Raumbelastung betrug im Mittel 3 kg CSB/(m³ d).
4.1.5.2 Verfahrensauswahl anaerober Verfahren
Wie bereits erwähnt ist die Verfahrensauswahl zur anaeroben Abwasserreinigung nicht ohne
weiteres nach vorgegebenen Literatureckdaten und �kenngrößen möglich. Als Anhaltspunkt kann
die CSB-Zulaufkonzentration im Verhältnis zur täglichen CSB-Fracht (Abbaukapazität)
herangezogen werden.
Seite 28
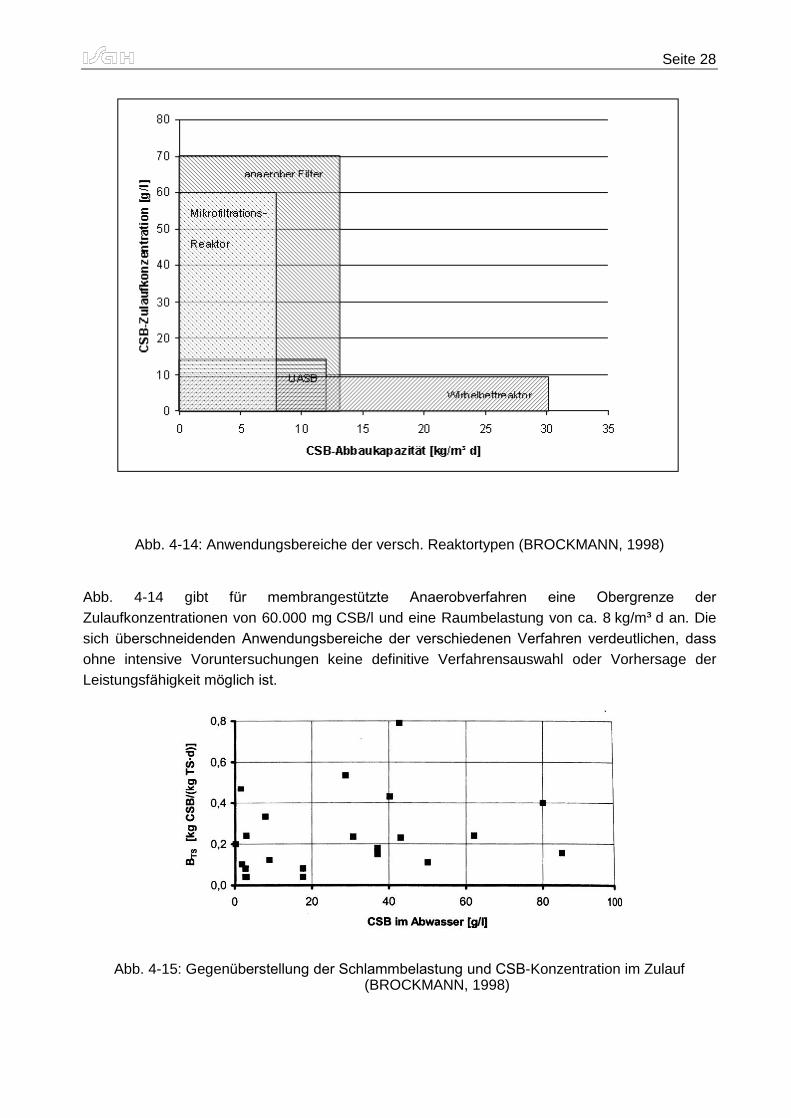
Abb. 4-14: Anwendungsbereiche der versch. Reaktortypen (BROCKMANN, 1998)
Abb. 4-14 gibt für membrangestützte Anaerobverfahren eine Obergrenze der
Zulaufkonzentrationen von 60.000 mg CSB/l und eine Raumbelastung von ca. 8 kg/m³ d an. Die sich überschneidenden Anwendungsbereiche der verschiedenen Verfahren verdeutlichen, dass
ohne intensive Voruntersuchungen keine definitive Verfahrensauswahl oder Vorhersage der Leistungsfähigkeit möglich ist.
Abb. 4-15: Gegenüberstellung der Schlammbelastung und CSB-Konzentration im Zulauf (BROCKMANN, 1998)
Seite 29
Als weiteres Kriterium kann die Schlammbelastung herangezogen werden. BROCKMANN (1998) stellt die in anaeroben Membranverfahren erreichten Schlammbelastungen zusammen. Der Betrieb der betrachteten Anlagen aus verschiedenen Industriebereichen erfolgte bei Schlammbelastungen von bis zu 0,8 kg CSB/(kg TS d) und einer maximalen Zulaufkonzentration von ca. 85 g CSB/l. Die Werte beziehen sich mangels Angaben nicht auf den organischen Anteil, sondern auf den gesamten Trockensubstanzgehalt.
4.2 Membrantechnik
Natürliche wie synthetische Membranen sind im weitesten Sinne Filter, die Trennung eines Gemisches erfolgt durch die unterschiedliche Möglichkeit zur Permeation zweier oder mehrerer
Komponenten. Anders als Filter erlauben Membranen jedoch eine Trennung bis in den molekularen Bereich.
Für alle Membrantrennprozesse sind zwei typische Eigenschaften von zentraler Bedeutung (MELIN, 2007):
Die Trennung durch die Membran erfolgt rein physikalisch, d.h. das zu trennende
Medium wird nicht thermisch, chemisch oder biologisch verändert. Dadurch ist
theoretisch ein Wiedereinsatz der getrennten Stoffe möglich.
Der modulare Aufbau der Membranverfahren ermöglicht eine an jede Anwendung
angepasste Kapazität.
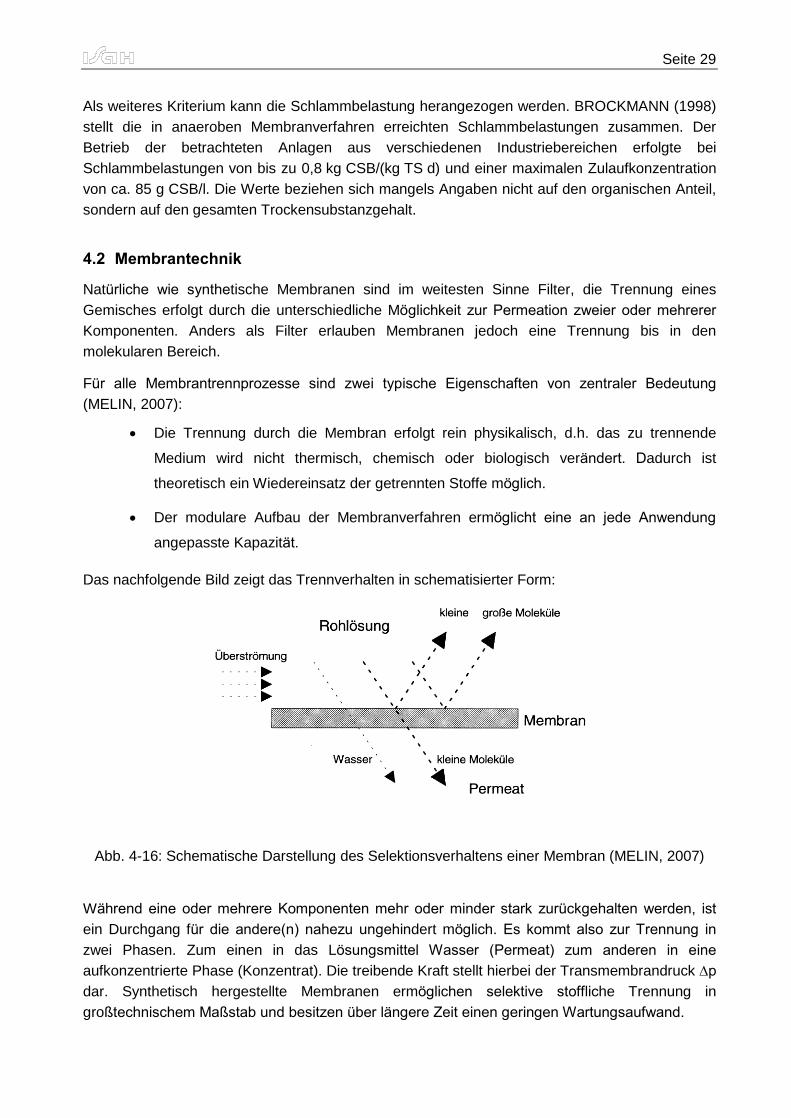
Das nachfolgende Bild zeigt das Trennverhalten in schematisierter Form:
Abb. 4-16: Schematische Darstellung des Selektionsverhaltens einer Membran (MELIN, 2007)
Während eine oder mehrere Komponenten mehr oder minder stark zurückgehalten werden, ist
ein Durchgang für die andere(n) nahezu ungehindert möglich. Es kommt also zur Trennung in
zwei Phasen. Zum einen in das Lösungsmittel Wasser (Permeat) zum anderen in eine
aufkonzentrierte Phase (Konzentrat). Die treibende Kraft stellt hierbei der Transmembrandruck ∆p
dar. Synthetisch hergestellte Membranen ermöglichen selektive stoffliche Trennung in großtechnischem Maßstab und besitzen über längere Zeit einen geringen Wartungsaufwand.
Seite 30
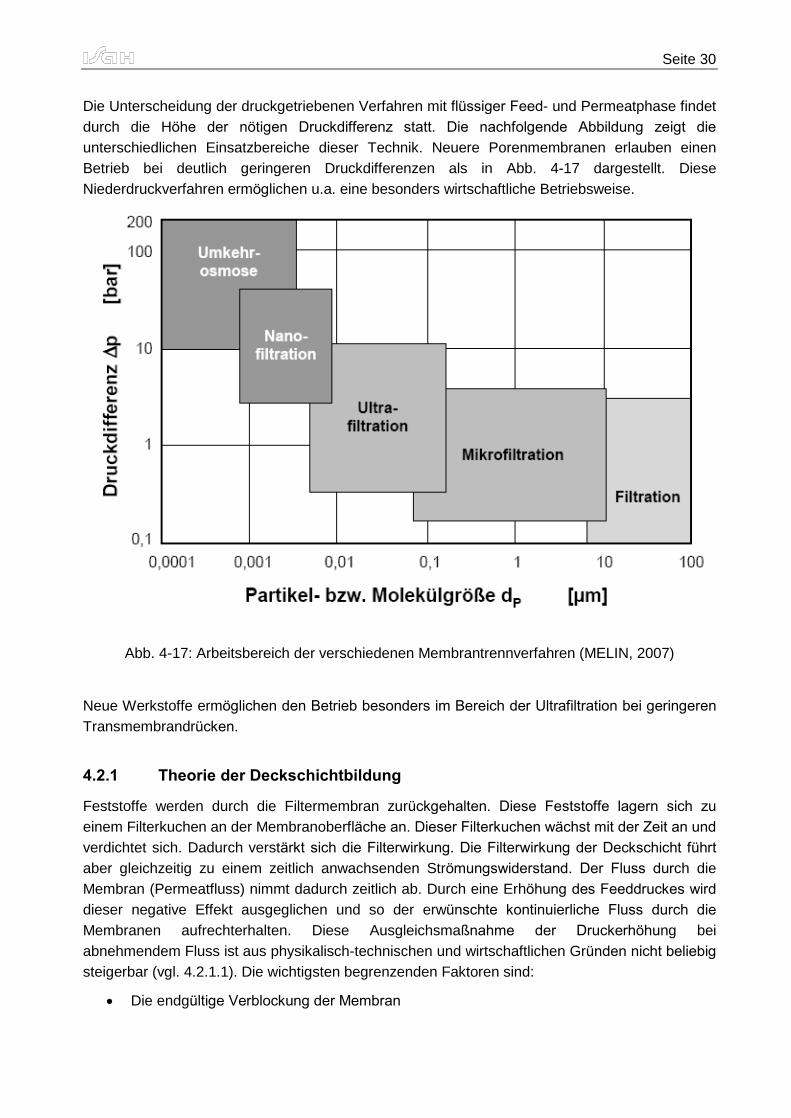
Die Unterscheidung der druckgetriebenen Verfahren mit flüssiger Feed- und Permeatphase findet durch die Höhe der nötigen Druckdifferenz statt. Die nachfolgende Abbildung zeigt die
unterschiedlichen Einsatzbereiche dieser Technik. Neuere Porenmembranen erlauben einen Betrieb bei deutlich geringeren Druckdifferenzen als in Abb. 4-17 dargestellt. Diese Niederdruckverfahren ermöglichen u.a. eine besonders wirtschaftliche Betriebsweise.
Abb. 4-17: Arbeitsbereich der verschiedenen Membrantrennverfahren (MELIN, 2007)
Neue Werkstoffe ermöglichen den Betrieb besonders im Bereich der Ultrafiltration bei geringeren
Transmembrandrücken.
4.2.1 Theorie der Deckschichtbildung
Feststoffe werden durch die Filtermembran zurückgehalten. Diese Feststoffe lagern sich zu
einem Filterkuchen an der Membranoberfläche an. Dieser Filterkuchen wächst mit der Zeit an und
verdichtet sich. Dadurch verstärkt sich die Filterwirkung. Die Filterwirkung der Deckschicht führt
aber gleichzeitig zu einem zeitlich anwachsenden Strömungswiderstand. Der Fluss durch die Membran (Permeatfluss) nimmt dadurch zeitlich ab. Durch eine Erhöhung des Feeddruckes wird
dieser negative Effekt ausgeglichen und so der erwünschte kontinuierliche Fluss durch die
Membranen aufrechterhalten. Diese Ausgleichsmaßnahme der Druckerhöhung bei abnehmendem Fluss ist aus physikalisch-technischen und wirtschaftlichen Gründen nicht beliebig
steigerbar (vgl. 4.2.1.1). Die wichtigsten begrenzenden Faktoren sind:
Die endgültige Verblockung der Membran
Seite 31
Der ansteigende Energieverbrauch für die Pumpenleistung zur Erzeugung des
entsprechenden Feeddruckes und je nach Verfahren einer ausreichenden
Überströmgeschwindigkeit
Die mechanische Belastbarkeit der Membran
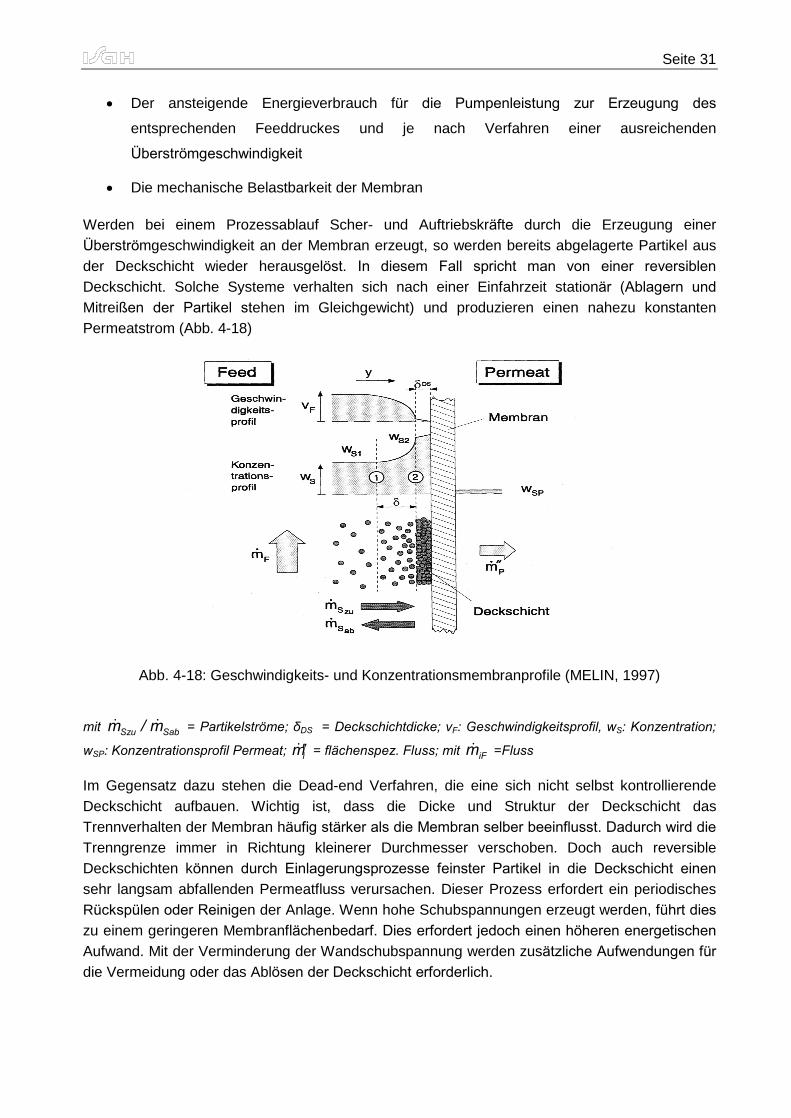
Werden bei einem Prozessablauf Scher- und Auftriebskräfte durch die Erzeugung einer Überströmgeschwindigkeit an der Membran erzeugt, so werden bereits abgelagerte Partikel aus der Deckschicht wieder herausgelöst. In diesem Fall spricht man von einer reversiblen
Deckschicht. Solche Systeme verhalten sich nach einer Einfahrzeit stationär (Ablagern und
Mitreißen der Partikel stehen im Gleichgewicht) und produzieren einen nahezu konstanten Permeatstrom (Abb. 4-18)
Abb. 4-18: Geschwindigkeits- und Konzentrationsmembranprofile (MELIN, 1997)
mit SabSzu m/m = Partikelströme; äDS = Deckschichtdicke; vF: Geschwindigkeitsprofil, wS: Konzentration;
wSP: Konzentrationsprofil Permeat; i
m = flächenspez. Fluss; mit iFm =Fluss
Im Gegensatz dazu stehen die Dead-end Verfahren, die eine sich nicht selbst kontrollierende Deckschicht aufbauen. Wichtig ist, dass die Dicke und Struktur der Deckschicht das Trennverhalten der Membran häufig stärker als die Membran selber beeinflusst. Dadurch wird die
Trenngrenze immer in Richtung kleinerer Durchmesser verschoben. Doch auch reversible Deckschichten können durch Einlagerungsprozesse feinster Partikel in die Deckschicht einen
sehr langsam abfallenden Permeatfluss verursachen. Dieser Prozess erfordert ein periodisches Rückspülen oder Reinigen der Anlage. Wenn hohe Schubspannungen erzeugt werden, führt dies
zu einem geringeren Membranflächenbedarf. Dies erfordert jedoch einen höheren energetischen
Aufwand. Mit der Verminderung der Wandschubspannung werden zusätzliche Aufwendungen für
die Vermeidung oder das Ablösen der Deckschicht erforderlich.
Seite 32
Dead-end Verfahren finden vor allem bei Wässern und Abwässern mit geringen Konzentrationen
partikulärer Stoffe, wie zum Beispiel der Trinkwassergewinnung Anwendung.
4.2.1.1 Diffusionsmodell
Durch den Rückhalt der Membranen entstehen an deren Grenze Konzentrationspolarisationen, die die Triebkraft für den diffusen Rücktransport der Partikel in die Kernströmung verursachen.
Dieser Zusammenhang wird durch das Diffusionsmodell beschrieben. Das bedeutet, dass zeitlich betrachtet die Deckschicht solange anwächst, bis der Permeatfluss sich auf einen
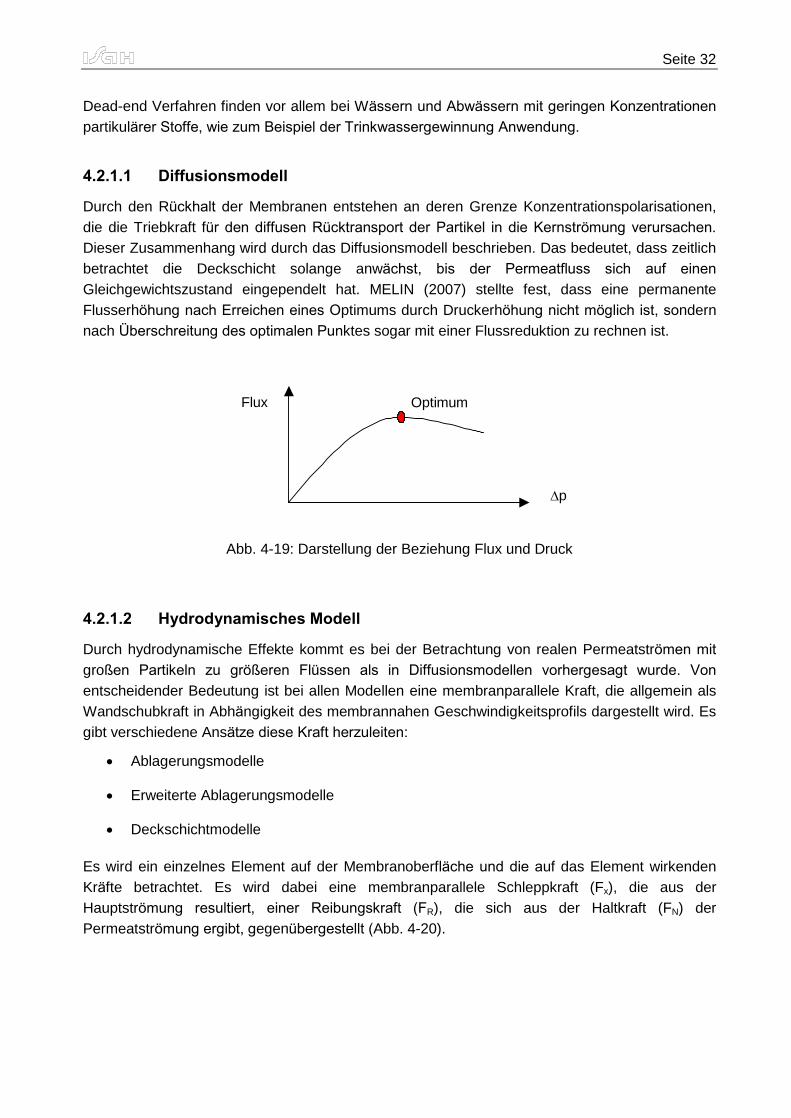
Gleichgewichtszustand eingependelt hat. MELIN (2007) stellte fest, dass eine permanente Flusserhöhung nach Erreichen eines Optimums durch Druckerhöhung nicht möglich ist, sondern nach Überschreitung des optimalen Punktes sogar mit einer Flussreduktion zu rechnen ist.
Optimum Flux
p
Abb. 4-19: Darstellung der Beziehung Flux und Druck
4.2.1.2 Hydrodynamisches Modell
Durch hydrodynamische Effekte kommt es bei der Betrachtung von realen Permeatströmen mit
großen Partikeln zu größeren Flüssen als in Diffusionsmodellen vorhergesagt wurde. Von
entscheidender Bedeutung ist bei allen Modellen eine membranparallele Kraft, die allgemein als Wandschubkraft in Abhängigkeit des membrannahen Geschwindigkeitsprofils dargestellt wird. Es gibt verschiedene Ansätze diese Kraft herzuleiten:
Ablagerungsmodelle
Erweiterte Ablagerungsmodelle
Deckschichtmodelle
Es wird ein einzelnes Element auf der Membranoberfläche und die auf das Element wirkenden Kräfte betrachtet. Es wird dabei eine membranparallele Schleppkraft (Fx), die aus der Hauptströmung resultiert, einer Reibungskraft (FR), die sich aus der Haltkraft (FN) der Permeatströmung ergibt, gegenübergestellt (Abb. 4-20).
Seite 33
Abb. 4-20: Kräfte an einem Kolloid (MELIN, 1997)
4.2.2 Cross-Flow und Dead-End-Filtration
Um einen gleichmäßig hohen Permeatstrom sicherzustellen, muss besonderes Augenmerk auf
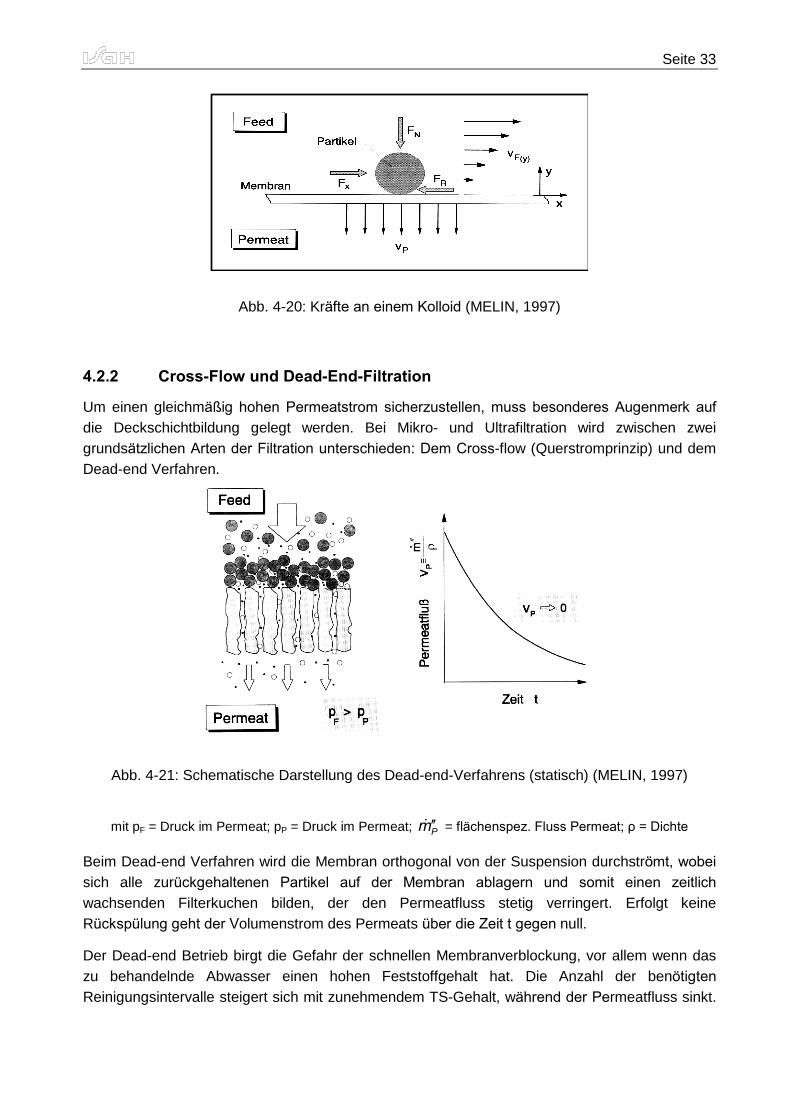
die Deckschichtbildung gelegt werden. Bei Mikro- und Ultrafiltration wird zwischen zwei grundsätzlichen Arten der Filtration unterschieden: Dem Cross-flow (Querstromprinzip) und dem Dead-end Verfahren.
Abb. 4-21: Schematische Darstellung des Dead-end-Verfahrens (statisch) (MELIN, 1997)
mit pF = Druck im Permeat; pP = Druck im Permeat; Pm = flächenspez. Fluss Permeat; ñ = Dichte
Beim Dead-end Verfahren wird die Membran orthogonal von der Suspension durchströmt, wobei
sich alle zurückgehaltenen Partikel auf der Membran ablagern und somit einen zeitlich
wachsenden Filterkuchen bilden, der den Permeatfluss stetig verringert. Erfolgt keine Rückspülung geht der Volumenstrom des Permeats über die Zeit t gegen null.
Der Dead-end Betrieb birgt die Gefahr der schnellen Membranverblockung, vor allem wenn das zu behandelnde Abwasser einen hohen Feststoffgehalt hat. Die Anzahl der benötigten
Reinigungsintervalle steigert sich mit zunehmendem TS-Gehalt, während der Permeatfluss sinkt.
Seite 34
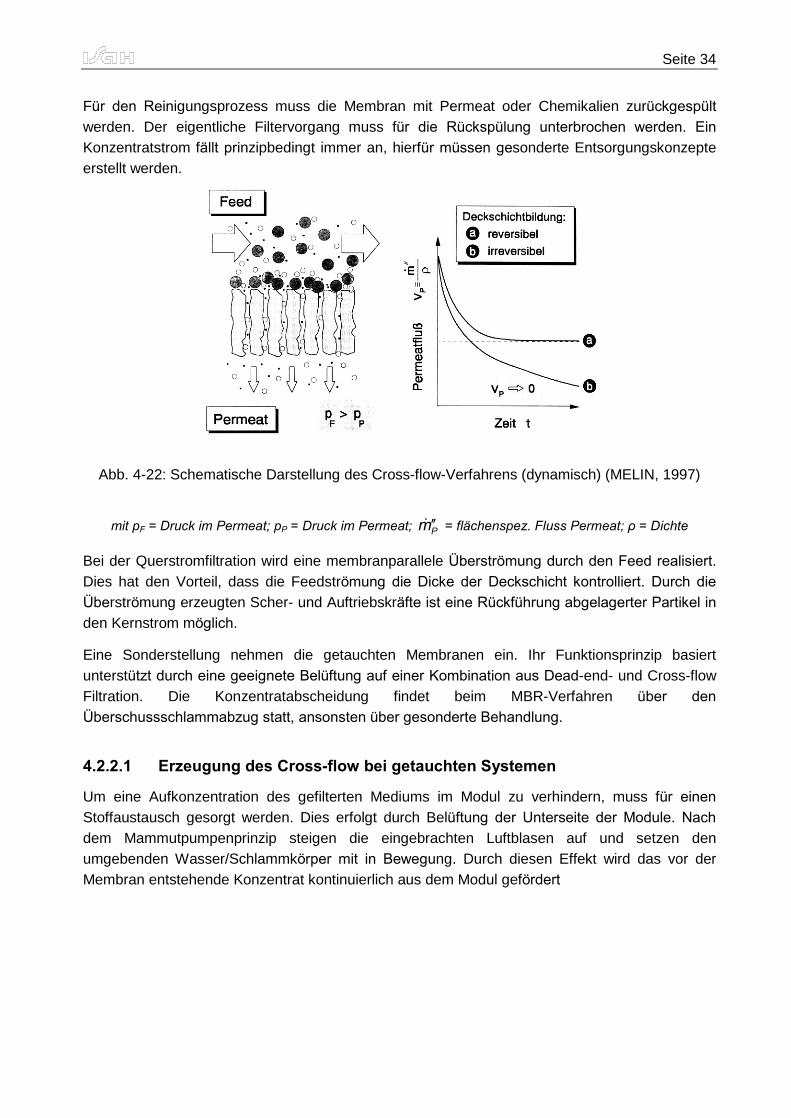
Für den Reinigungsprozess muss die Membran mit Permeat oder Chemikalien zurückgespült
werden. Der eigentliche Filtervorgang muss für die Rückspülung unterbrochen werden. Ein
Konzentratstrom fällt prinzipbedingt immer an, hierfür müssen gesonderte Entsorgungskonzepte erstellt werden.
Abb. 4-22: Schematische Darstellung des Cross-flow-Verfahrens (dynamisch) (MELIN, 1997)
mit pF = Druck im Permeat; pP = Druck im Permeat; Pm = flächenspez. Fluss Permeat; ñ = Dichte
Bei der Querstromfiltration wird eine membranparallele Überströmung durch den Feed realisiert.
Dies hat den Vorteil, dass die Feedströmung die Dicke der Deckschicht kontrolliert. Durch die
Überströmung erzeugten Scher- und Auftriebskräfte ist eine Rückführung abgelagerter Partikel in
den Kernstrom möglich.
Eine Sonderstellung nehmen die getauchten Membranen ein. Ihr Funktionsprinzip basiert unterstützt durch eine geeignete Belüftung auf einer Kombination aus Dead-end- und Cross-flow Filtration. Die Konzentratabscheidung findet beim MBR-Verfahren über den
Überschussschlammabzug statt, ansonsten über gesonderte Behandlung.
4.2.2.1 Erzeugung des Cross-flow bei getauchten Systemen
Um eine Aufkonzentration des gefilterten Mediums im Modul zu verhindern, muss für einen
Stoffaustausch gesorgt werden. Dies erfolgt durch Belüftung der Unterseite der Module. Nach
dem Mammutpumpenprinzip steigen die eingebrachten Luftblasen auf und setzen den umgebenden Wasser/Schlammkörper mit in Bewegung. Durch diesen Effekt wird das vor der Membran entstehende Konzentrat kontinuierlich aus dem Modul gefördert
Seite 35
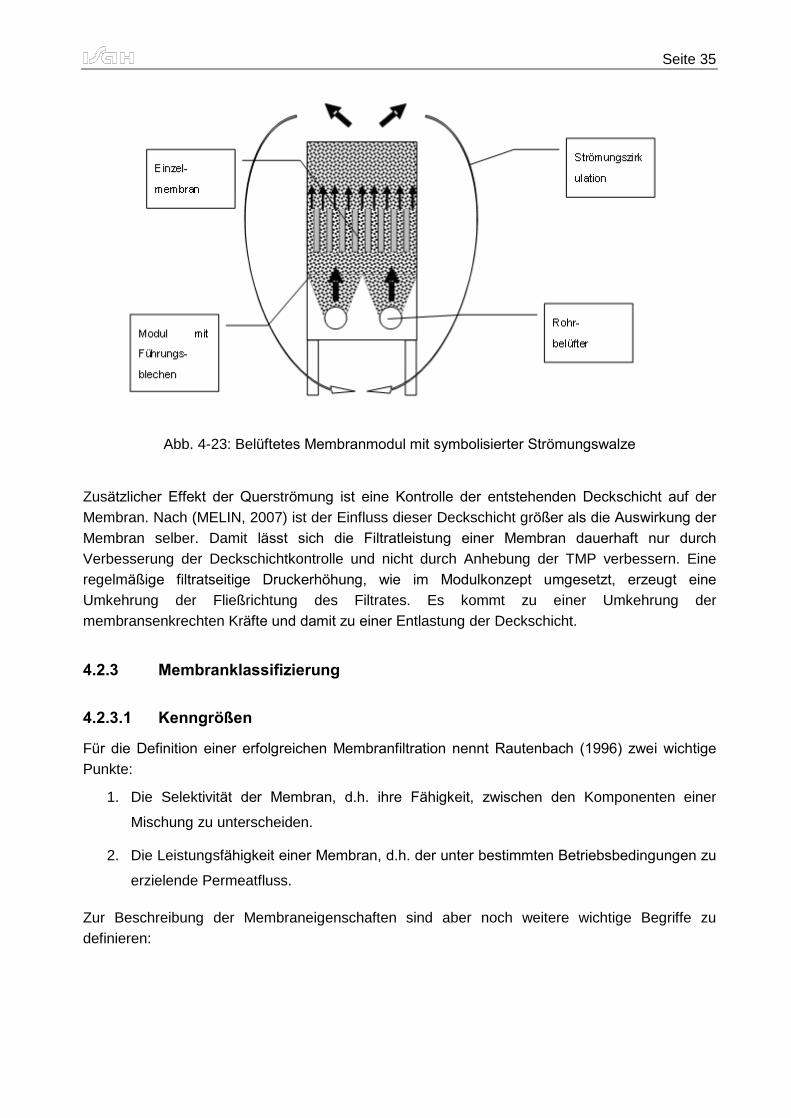
Abb. 4-23: Belüftetes Membranmodul mit symbolisierter Strömungswalze
Zusätzlicher Effekt der Querströmung ist eine Kontrolle der entstehenden Deckschicht auf der
Membran. Nach (MELIN, 2007) ist der Einfluss dieser Deckschicht größer als die Auswirkung der
Membran selber. Damit lässt sich die Filtratleistung einer Membran dauerhaft nur durch
Verbesserung der Deckschichtkontrolle und nicht durch Anhebung der TMP verbessern. Eine regelmäßige filtratseitige Druckerhöhung, wie im Modulkonzept umgesetzt, erzeugt eine
Umkehrung der Fließrichtung des Filtrates. Es kommt zu einer Umkehrung der membransenkrechten Kräfte und damit zu einer Entlastung der Deckschicht.
4.2.3 Membranklassifizierung
4.2.3.1 Kenngrößen
Für die Definition einer erfolgreichen Membranfiltration nennt Rautenbach (1996) zwei wichtige
Punkte:
1. Die Selektivität der Membran, d.h. ihre Fähigkeit, zwischen den Komponenten einer
Mischung zu unterscheiden.
2. Die Leistungsfähigkeit einer Membran, d.h. der unter bestimmten Betriebsbedingungen zu
erzielende Permeatfluss.
Zur Beschreibung der Membraneigenschaften sind aber noch weitere wichtige Begriffe zu definieren:
Seite 36
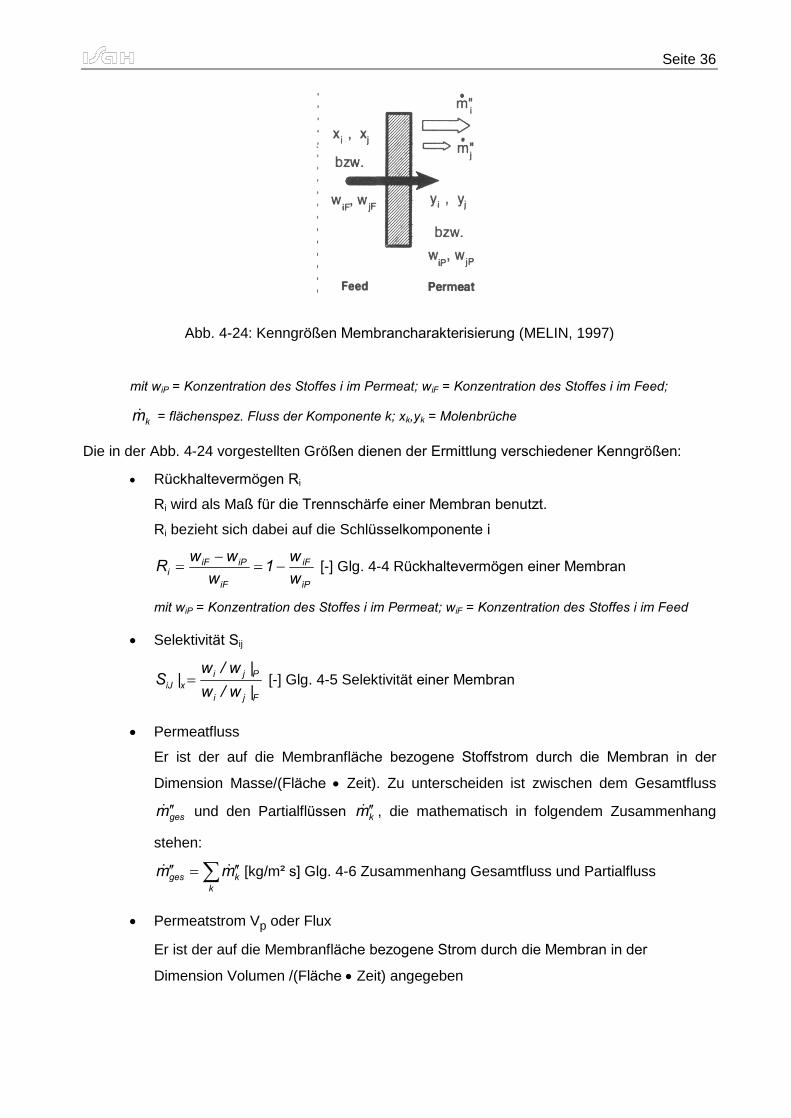
Abb. 4-24: Kenngrößen Membrancharakterisierung (MELIN, 1997)
mit wiP = Konzentration des Stoffes i im Permeat; wiF = Konzentration des Stoffes i im Feed;
km = flächenspez. Fluss der Komponente k; xk,yk = Molenbrüche
Die in der Abb. 4-24 vorgestellten Größen dienen der Ermittlung verschiedener Kenngrößen:
Rückhaltevermögen Ri
Ri wird als Maß für die Trennschärfe einer Membran benutzt.
Ri bezieht sich dabei auf die Schlüsselkomponente i
iP
iF
iF
iPiFi
w
w1
w
wwR
[-] Glg. 4-4 Rückhaltevermögen einer Membran
mit wiP = Konzentration des Stoffes i im Permeat; wiF = Konzentration des Stoffes i im Feed
Selektivität Sij
Fji
Pji
xiJ|w/w
|w/w|S [-] Glg. 4-5 Selektivität einer Membran
Permeatfluss
Er ist der auf die Membranfläche bezogene Stoffstrom durch die Membran in der
Dimension Masse/(Fläche Zeit). Zu unterscheiden ist zwischen dem Gesamtfluss
gesm und den Partialflüssen km , die mathematisch in folgendem Zusammenhang
stehen:
k
kges mm [kg/m² s] Glg. 4-6 Zusammenhang Gesamtfluss und Partialfluss
Permeatstrom Vp oder Flux
Er ist der auf die Membranfläche bezogene Strom durch die Membran in der
Dimension Volumen /(Fläche Zeit) angegeben
Seite 37
Transmembrane Druckdifferenz p
Sie ist ein Maß für die Triebkraft zur Herbeiführung der Trennwirkung. Sie wirkt
zwischen Feedseite und Permeatseite der Membran.
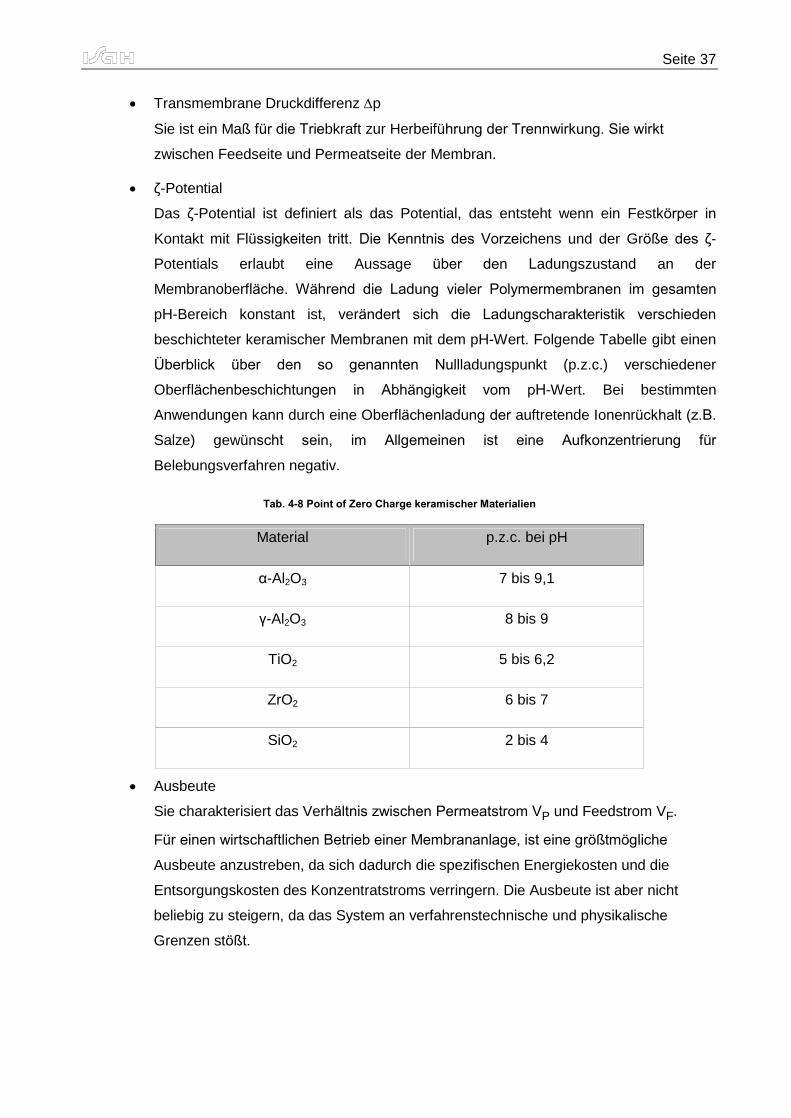
æ-Potential
Das æ-Potential ist definiert als das Potential, das entsteht wenn ein Festkörper in
Kontakt mit Flüssigkeiten tritt. Die Kenntnis des Vorzeichens und der Größe des æ-
Potentials erlaubt eine Aussage über den Ladungszustand an der
Membranoberfläche. Während die Ladung vieler Polymermembranen im gesamten
pH-Bereich konstant ist, verändert sich die Ladungscharakteristik verschieden
beschichteter keramischer Membranen mit dem pH-Wert. Folgende Tabelle gibt einen
Überblick über den so genannten Nullladungspunkt (p.z.c.) verschiedener
Oberflächenbeschichtungen in Abhängigkeit vom pH-Wert. Bei bestimmten
Anwendungen kann durch eine Oberflächenladung der auftretende Ionenrückhalt (z.B.
Salze) gewünscht sein, im Allgemeinen ist eine Aufkonzentrierung für
Belebungsverfahren negativ.
Tab. 4-8 Point of Zero Charge keramischer Materialien
Material p.z.c. bei pH
á-Al2O3 7 bis 9,1
ã-Al2O3 8 bis 9
TiO2 5 bis 6,2
ZrO2 6 bis 7
SiO2 2 bis 4
Ausbeute
Sie charakterisiert das Verhältnis zwischen Permeatstrom VP und Feedstrom VF.
Für einen wirtschaftlichen Betrieb einer Membrananlage, ist eine größtmögliche
Ausbeute anzustreben, da sich dadurch die spezifischen Energiekosten und die
Entsorgungskosten des Konzentratstroms verringern. Die Ausbeute ist aber nicht
beliebig zu steigern, da das System an verfahrenstechnische und physikalische
Grenzen stößt.
Seite 38
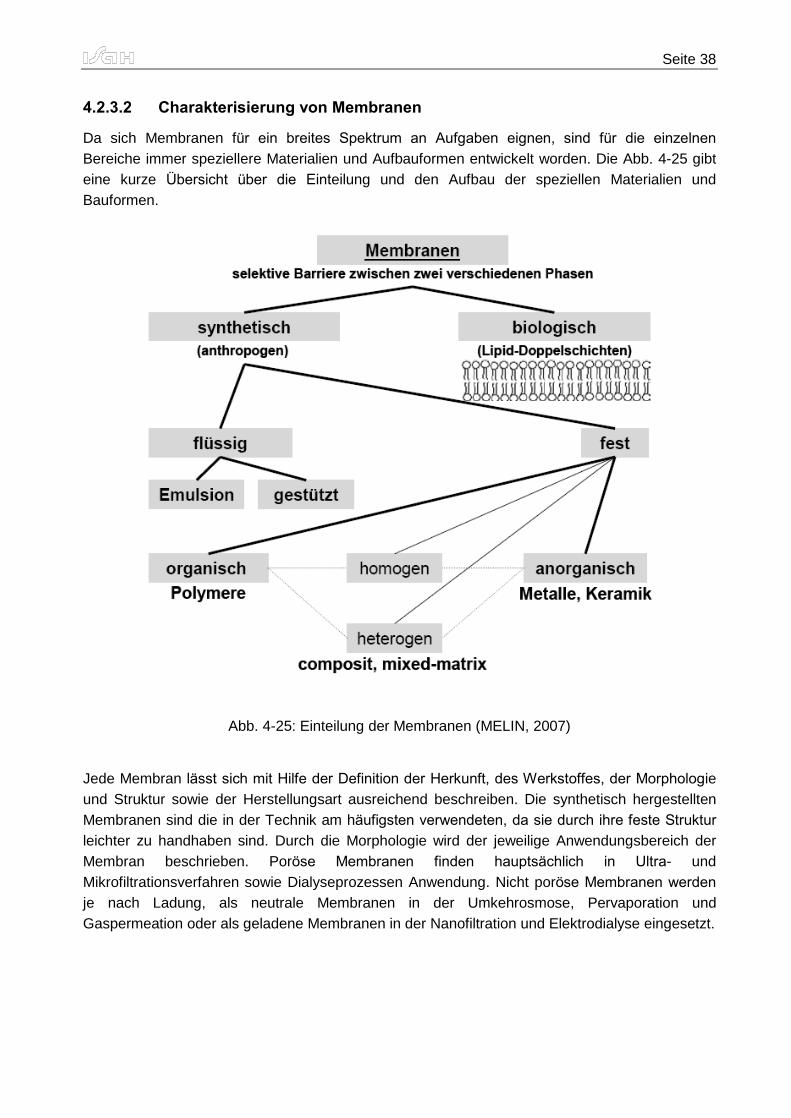
4.2.3.2 Charakterisierung von Membranen
Da sich Membranen für ein breites Spektrum an Aufgaben eignen, sind für die einzelnen
Bereiche immer speziellere Materialien und Aufbauformen entwickelt worden. Die Abb. 4-25 gibt eine kurze Übersicht über die Einteilung und den Aufbau der speziellen Materialien und Bauformen.
Abb. 4-25: Einteilung der Membranen (MELIN, 2007)
Jede Membran lässt sich mit Hilfe der Definition der Herkunft, des Werkstoffes, der Morphologie und Struktur sowie der Herstellungsart ausreichend beschreiben. Die synthetisch hergestellten Membranen sind die in der Technik am häufigsten verwendeten, da sie durch ihre feste Struktur
leichter zu handhaben sind. Durch die Morphologie wird der jeweilige Anwendungsbereich der Membran beschrieben. Poröse Membranen finden hauptsächlich in Ultra- und Mikrofiltrationsverfahren sowie Dialyseprozessen Anwendung. Nicht poröse Membranen werden
je nach Ladung, als neutrale Membranen in der Umkehrosmose, Pervaporation und Gaspermeation oder als geladene Membranen in der Nanofiltration und Elektrodialyse eingesetzt.
Seite 39
4.2.3.3 Organische Membranen
Synthetische Polymermembranen bestehen aus organischen, makromolekularen Verbindungen. Die Trenneigenschaften einer organischen Membran bestimmen sich im Wesentlichen nach den Struktureigenschaften der verwendeten Polymere:
Molekulargewicht
chemischen Aufbau und räumliche Anordnung innerhalb der Makromoleküle
Wechselwirkungen zwischen den Makromolekülen
Als Vorteile im Vergleich zu anorganischen Membranen können folgende Punkte genannt
werden:
Elastizität
geringes Gewicht
niedrige Investitionskosten
Nachteile dieser Membranen sind:
Alterung
geringere Temperatur- und Chemikalienbeständigkeit
geringe Abriebfestigkeit
Rückspülung nur mit geringen Drücken oder gar nicht möglich
4.2.3.4 Anorganische Membranen
Anorganische Membranen zeichnen sich gegenüber organischen durch folgende Vorteile aus:
hohe Temperaturbeständigkeit
chemisch Beständigkeit
Abriebfestigkeit
keine Alterung, lange Standzeiten
Rückspülung mit hohen Drücken möglich
Trenngrenze und Trennschärfe kontrollierbar
Allerdings stehen diesen einige Nachteile entgegen:
spröde Eigenschaften
hohes Gewicht
Seite 40
große Investitionskosten
Dichtwerkstoffe limitierender Faktor
Generell können anorganische Membranen nach dem verwendeten Material unterschieden werden:
metallische Membranen
Glasmembranen
Kohlenstoff-Membranen
keramische Membranen
4.2.3.5 Symmetrische und Asymmetrische Membranen
Eine weitere wichtige Unterteilung ist die in symmetrische (gleicher Aufbau über die
Membrandicke) und asymmetrische (Aufbau mit veränderlichen Eigenschaften) Membranen. Dies
ist entscheidend für den Fluss, da dieser durch die Membran umgekehrt proportional zu ihrer
Dicke ist. Asymmetrische Aufbauten nutzen diesen Sachverhalt optimal aus, weil sie nur eine sehr dünne selektive Schicht haben. Dieser Schicht wird durch eine verhältnismäßig dicke
Tragschicht Stabilität verliehen. Da die Tragschicht hochporös ausgebildet wird, hat sie nur einen
sehr geringen Einfluss auf den Fluss. Auf die Herstellungsverfahren soll hier nicht weiter eingegangen werden. Diese einfache Einteilung sollte aber nicht darüber hinweg täuschen, dass
Membranen für jeden Anwendungsfall genauestens auf ihre Spezifikationen hin überprüft werden
müssen.
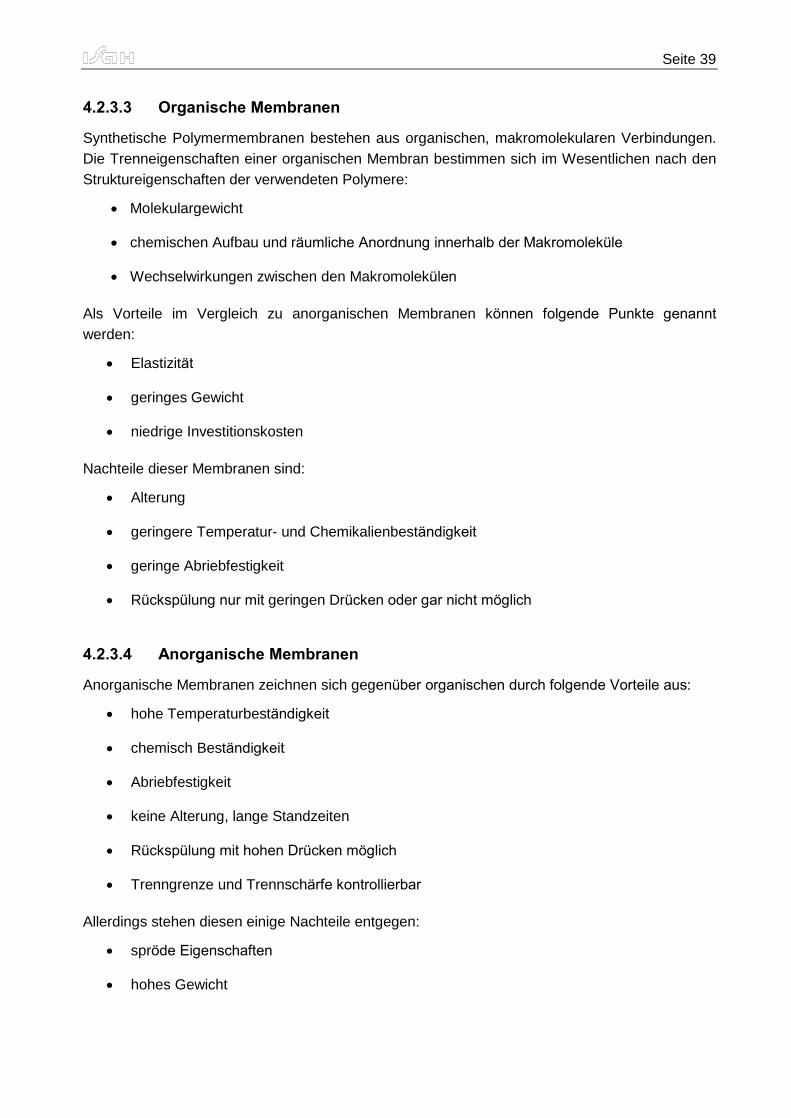
An dieser Stelle soll kurz der Aufbau, der im Rahmen dieser Arbeit verwendeten keramischen a-symmetrischen Membranen erläutert werden.
Diese Membranen bestehen aus mindestens zwei Schichten. Ziel des schichtweisen Aufbaus ist neben einer fehlerfreien Oberfläche, die sukzessive Verringerung des Strömungswiderstandes
durch Steigerung der Porosität von der Trennschicht bis zum Trägermaterial.
Abb. 4-26: Aufbau einer keramischen NF-Membran (WEBER, 2001)
Die Zwischenschichten verhindern den Durchschlag der trennschichtbildenden Aufschlämmung
der Trennschicht in die Poren der Trägerschicht und sorgen gleichzeitig für einen gleichmäßigen
Abbau des Druckgradienten.
Seite 41
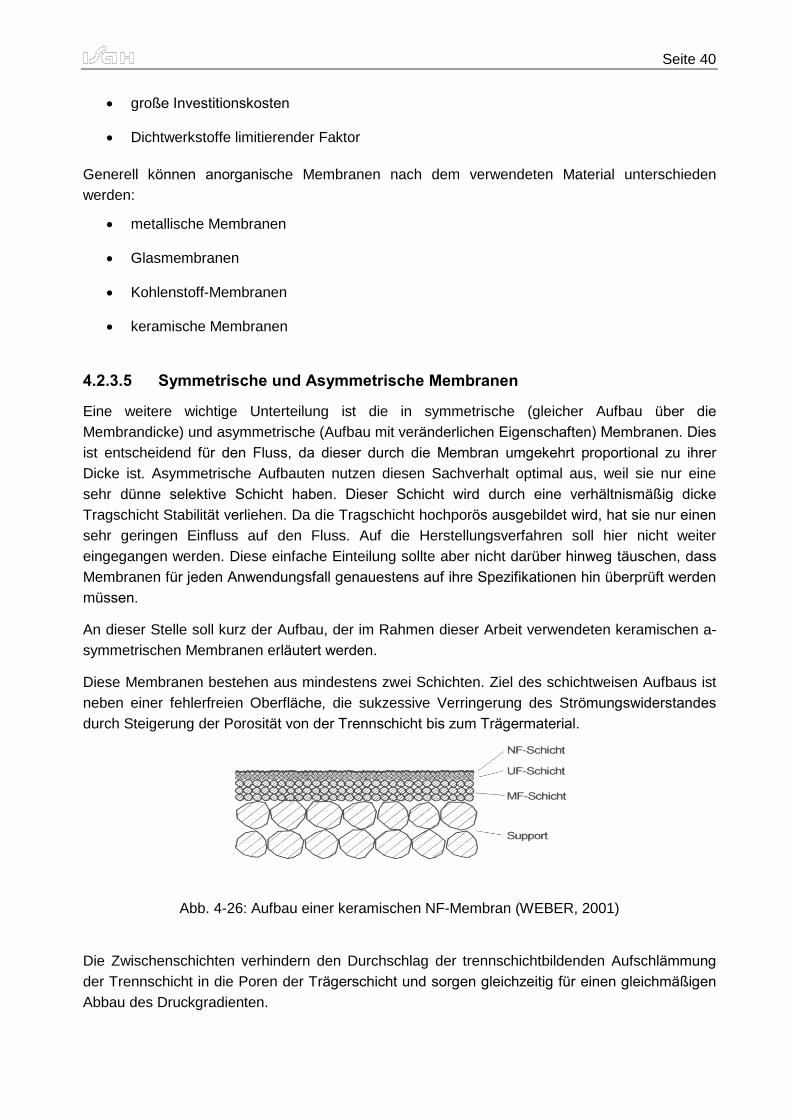
4.2.4 Herstellung keramischer Membranen
Zunächst wird das Trägermaterial aus grobkörnigem Keramikpulver herstellt. Hierzu gibt es
verschiedene Möglichkeiten:
isostatisches Pressen
Extrusion
Gießen einer Schlickersuspension
Anschließend werden die Formkörper bei hohen Temperaturen gesintert. Das Aufbringen der
Trennschicht erfolgt im Allgemeinen nach dem Sol-Gel-Verfahren. Hierbei wird der Träger in
verschiedene Verfahren; Sprühen, Tauchen oder Rotation des Membranträgers, mit einem
flüssigen Sol beschichtet. Bei Überschreitung des Gelpunktes lässt sich das Sol in ein festes Gel überführen. Nach dem Trocknen kann durch Wärmebehandlung noch eine Veränderung der
Porenstruktur erreicht werden.
Abb. 4-27: Verfahren der Sol-Gel Herstellung (WEBER, 2001)
Seite 42
4.2.5 Membranbauformen
4.2.5.1 Anforderung und Unterteilung
An dieser Stelle soll lediglich auf die einzelnen Membranbauformen, nicht jedoch auf deren Zusammenfassung in Module und Racks vertieft eingegangen werden.
Kernstück jeder Membrananlage ist das Modul mit den einzelnen Membranen, d.h. die technische Anordnung der Membranen. Bei der Modulentwicklung sind folgende Kriterien entscheidend:
gute, gleichmäßige Überströmung der Membran ohne Totwasserzonen
mechanische, chemische und thermische Stabilität
große Packungsdichte
kostengünstige Fertigung
gute Reinigungsmöglichkeit
kostengünstige Möglichkeit eines Membranwechsels und
geringe Druckverluste.
Die Module werden zu Racks zusammengefasst, wodurch eine platzsparende Baukastenstruktur ermöglicht wird. Darüber hinaus spielt das zu behandelnde Medium mit seinen Eigenschaften eine entscheidende Rolle bei der Wahl der optimalen Geometrie und Strömungsführung.
Sieht man von konstruktiven Einzelheiten ab, lassen sich die Module auf zwei Bauklassen und 6 Bauarten zurückführen:
1. Bauklasse 1: Module mit Schlauchmembranen
Rohrmodul
Kapillarmodul
Hohlfasermodul
2. Bauklasse 2: Module mit Flachmembran
Plattenmodul
Wickelmodul
Kissenmodul
Aus Gründen des Umfangs sollen an dieser Stelle nur die im Versuchsbetrieb verwendeten
Modularten kurz beschrieben werden.
4.2.5.1.1 Hohlfasermembran
Seite 43
In den ergänzenden Vergleichstests findet neben Plattenmodulen auch ein Hohlfasermodul
Anwendung.
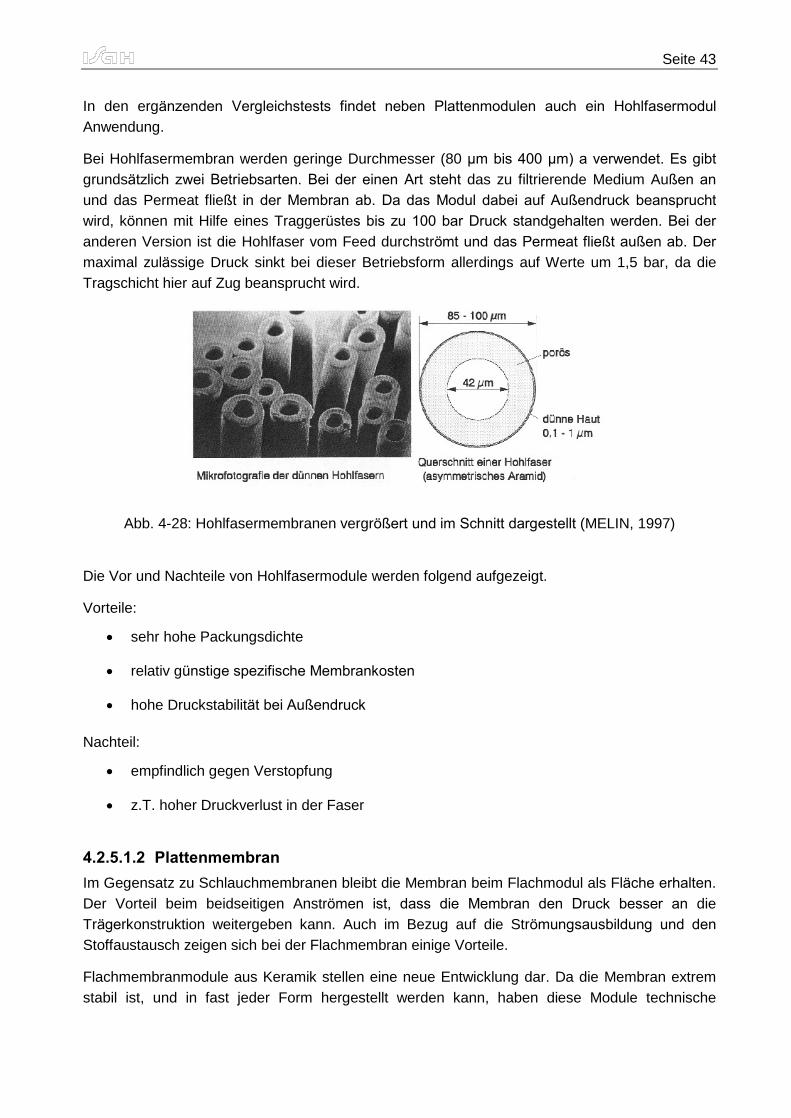
Bei Hohlfasermembran werden geringe Durchmesser (80 µm bis 400 µm) a verwendet. Es gibt
grundsätzlich zwei Betriebsarten. Bei der einen Art steht das zu filtrierende Medium Außen an
und das Permeat fließt in der Membran ab. Da das Modul dabei auf Außendruck beansprucht
wird, können mit Hilfe eines Traggerüstes bis zu 100 bar Druck standgehalten werden. Bei der
anderen Version ist die Hohlfaser vom Feed durchströmt und das Permeat fließt außen ab. Der
maximal zulässige Druck sinkt bei dieser Betriebsform allerdings auf Werte um 1,5 bar, da die Tragschicht hier auf Zug beansprucht wird.
Abb. 4-28: Hohlfasermembranen vergrößert und im Schnitt dargestellt (MELIN, 1997)
Die Vor und Nachteile von Hohlfasermodule werden folgend aufgezeigt.
Vorteile:
sehr hohe Packungsdichte
relativ günstige spezifische Membrankosten
hohe Druckstabilität bei Außendruck
Nachteil:
empfindlich gegen Verstopfung
z.T. hoher Druckverlust in der Faser
4.2.5.1.2 Plattenmembran
Im Gegensatz zu Schlauchmembranen bleibt die Membran beim Flachmodul als Fläche erhalten.
Der Vorteil beim beidseitigen Anströmen ist, dass die Membran den Druck besser an die Trägerkonstruktion weitergeben kann. Auch im Bezug auf die Strömungsausbildung und den
Stoffaustausch zeigen sich bei der Flachmembran einige Vorteile.
Flachmembranmodule aus Keramik stellen eine neue Entwicklung dar. Da die Membran extrem stabil ist, und in fast jeder Form hergestellt werden kann, haben diese Module technische
Seite 44
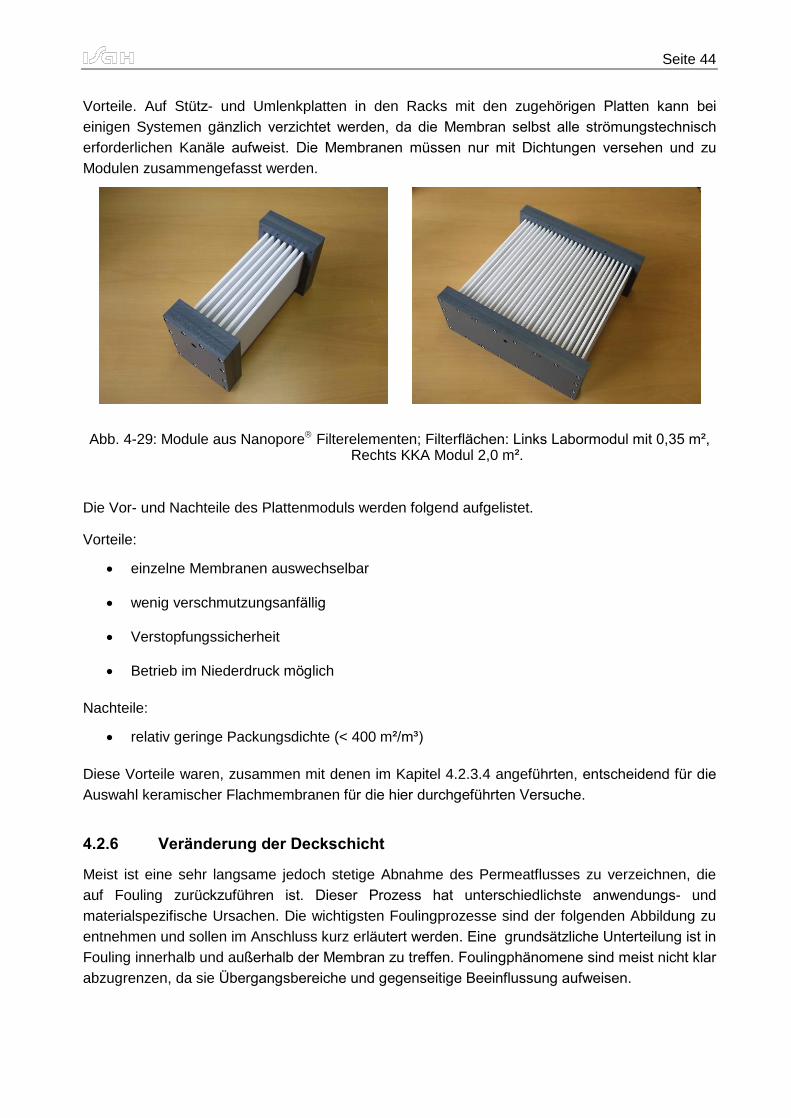
Vorteile. Auf Stütz- und Umlenkplatten in den Racks mit den zugehörigen Platten kann bei
einigen Systemen gänzlich verzichtet werden, da die Membran selbst alle strömungstechnisch erforderlichen Kanäle aufweist. Die Membranen müssen nur mit Dichtungen versehen und zu
Modulen zusammengefasst werden.
Abb. 4-29: Module aus Nanopore Filterelementen; Filterflächen: Links Labormodul mit 0,35 m²,
Rechts KKA Modul 2,0 m².
Die Vor- und Nachteile des Plattenmoduls werden folgend aufgelistet.
Vorteile:
einzelne Membranen auswechselbar
wenig verschmutzungsanfällig
Verstopfungssicherheit
Betrieb im Niederdruck möglich
Nachteile:
relativ geringe Packungsdichte (< 400 m²/m³)
Diese Vorteile waren, zusammen mit denen im Kapitel 4.2.3.4 angeführten, entscheidend für die
Auswahl keramischer Flachmembranen für die hier durchgeführten Versuche.
4.2.6 Veränderung der Deckschicht
Meist ist eine sehr langsame jedoch stetige Abnahme des Permeatflusses zu verzeichnen, die auf Fouling zurückzuführen ist. Dieser Prozess hat unterschiedlichste anwendungs- und materialspezifische Ursachen. Die wichtigsten Foulingprozesse sind der folgenden Abbildung zu entnehmen und sollen im Anschluss kurz erläutert werden. Eine grundsätzliche Unterteilung ist in
Fouling innerhalb und außerhalb der Membran zu treffen. Foulingphänomene sind meist nicht klar
abzugrenzen, da sie Übergangsbereiche und gegenseitige Beeinflussung aufweisen.
Seite 45
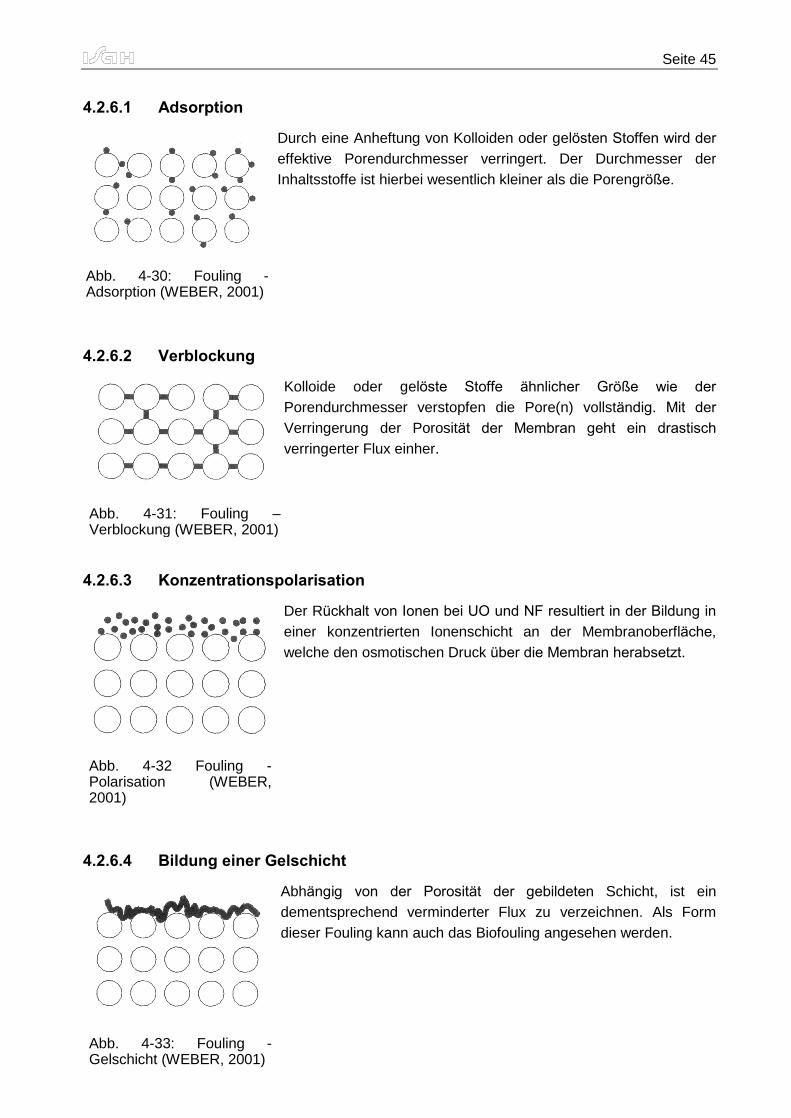
4.2.6.1 Adsorption
Durch eine Anheftung von Kolloiden oder gelösten Stoffen wird der
effektive Porendurchmesser verringert. Der Durchmesser der Inhaltsstoffe ist hierbei wesentlich kleiner als die Porengröße.
4.2.6.2 Verblockung
Kolloide oder gelöste Stoffe ähnlicher Größe wie der
Porendurchmesser verstopfen die Pore(n) vollständig. Mit der
Verringerung der Porosität der Membran geht ein drastisch
verringerter Flux einher.
4.2.6.3 Konzentrationspolarisation
Der Rückhalt von Ionen bei UO und NF resultiert in der Bildung in
einer konzentrierten Ionenschicht an der Membranoberfläche,
welche den osmotischen Druck über die Membran herabsetzt.
4.2.6.4 Bildung einer Gelschicht
Abhängig von der Porosität der gebildeten Schicht, ist ein dementsprechend verminderter Flux zu verzeichnen. Als Form dieser Fouling kann auch das Biofouling angesehen werden.
Abb. 4-30: Fouling -Adsorption (WEBER, 2001)
Abb. 4-31: Fouling � Verblockung (WEBER, 2001)
Abb. 4-32 Fouling - Polarisation (WEBER, 2001)
Abb. 4-33: Fouling - Gelschicht (WEBER, 2001)
Seite 46
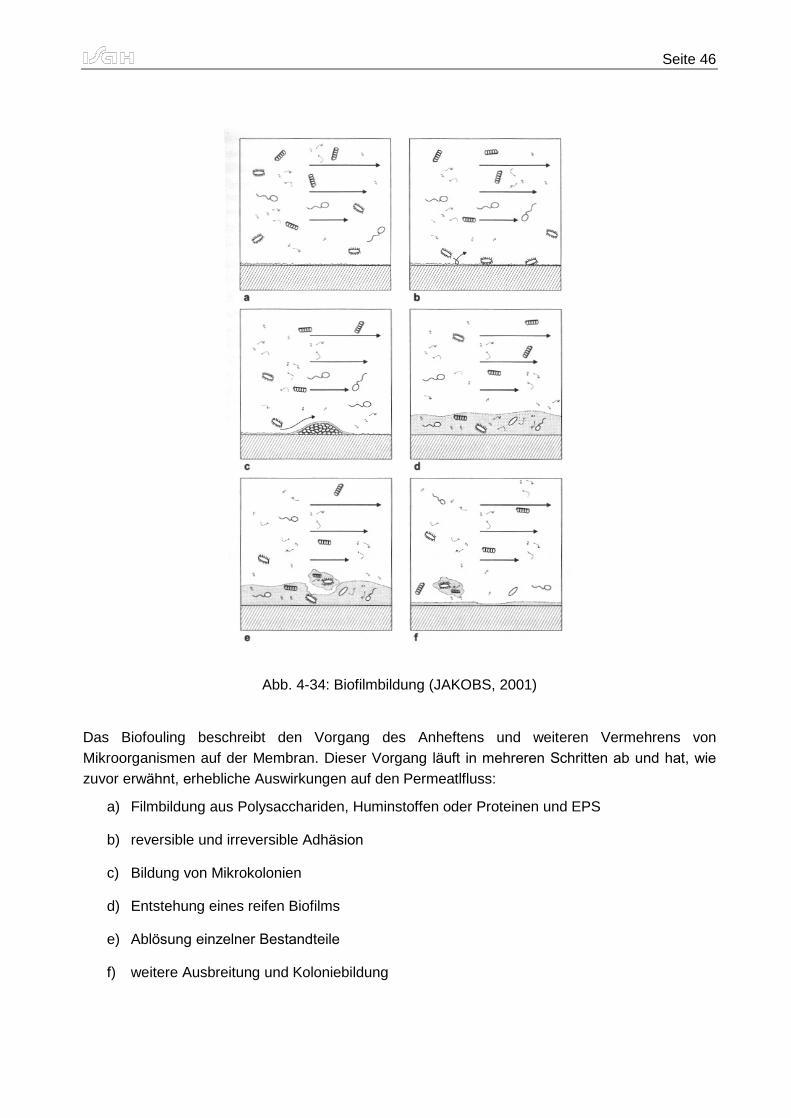
Abb. 4-34: Biofilmbildung (JAKOBS, 2001)
Das Biofouling beschreibt den Vorgang des Anheftens und weiteren Vermehrens von Mikroorganismen auf der Membran. Dieser Vorgang läuft in mehreren Schritten ab und hat, wie
zuvor erwähnt, erhebliche Auswirkungen auf den Permeatlfluss:
a) Filmbildung aus Polysacchariden, Huminstoffen oder Proteinen und EPS
b) reversible und irreversible Adhäsion
c) Bildung von Mikrokolonien
d) Entstehung eines reifen Biofilms
e) Ablösung einzelner Bestandteile
f) weitere Ausbreitung und Koloniebildung
Seite 47
Das Fouling ist stark abhängig von der Oberflächenstruktur bezüglich der Rauhigkeit der Membran. Wird diese als unveränderlich angesehen kann dem Fouling durch Erhöhung der
Scherkräfte (vgl. 4.2.1.2) oder Verringerung des spezifischen transmembranen Flusses entgegengewirkt werden.
4.2.7 Das aerobe/anaerobe Membran-Bio-Reaktor-Verfahren
Das anaerobe MBR-Verfahren ist dem aeroben in den meisten Gesichtspunkten vergleichbar. Allerdings muss im Allgemeinen eine abschließende aerobe Stufe nachgeschaltet werden. Als
Ziele des anaeroben MBR-Verfahrens können genannt werden:
Steigerung der Biomassenkonzentration
Der Ablauf enthält keine partikulären Stoffe
Bakterien werden zurückgehalten
Die Zahl der Viren wird durch Anhaftungsprozesse deutlich verringert
Durch das mögliche extrem hohe Schlammalter ist ein optimaler biologischer Stoffumsatz
durch Adaption an das Substrat gegeben
Da der TS-Gehalt erhöht werden kann ist eine höhere Biomassenkonzentration im System
möglich. Aus diesem Grund kann das Reaktorvolumen sehr viel kleiner als bei einer
konventionellen Anlage gewählt werden. Dabei muss allerdings in Kauf genommen werden, dass
die Pufferwirkung größerer Beckenvolumina bei Frachtspitzen entsprechend eingeschränkt wird.
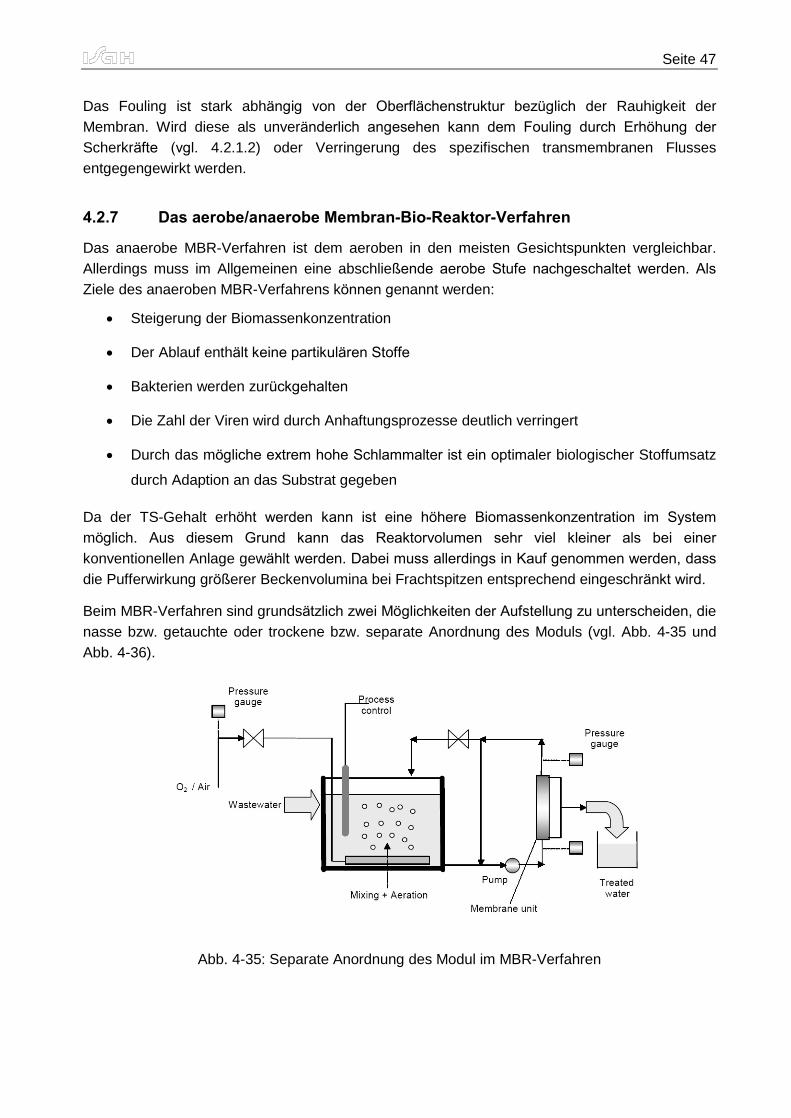
Beim MBR-Verfahren sind grundsätzlich zwei Möglichkeiten der Aufstellung zu unterscheiden, die nasse bzw. getauchte oder trockene bzw. separate Anordnung des Moduls (vgl. Abb. 4-35 und Abb. 4-36).
Abb. 4-35: Separate Anordnung des Modul im MBR-Verfahren
Seite 48
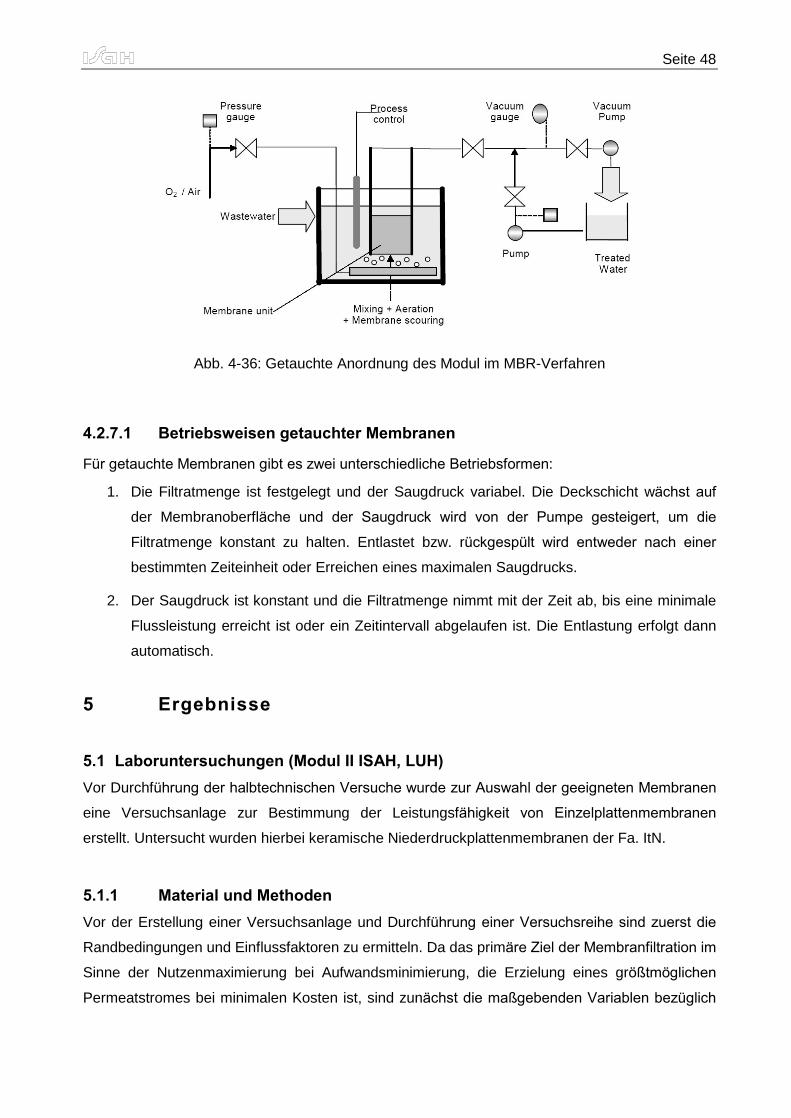
Abb. 4-36: Getauchte Anordnung des Modul im MBR-Verfahren
4.2.7.1 Betriebsweisen getauchter Membranen
Für getauchte Membranen gibt es zwei unterschiedliche Betriebsformen:
1. Die Filtratmenge ist festgelegt und der Saugdruck variabel. Die Deckschicht wächst auf
der Membranoberfläche und der Saugdruck wird von der Pumpe gesteigert, um die
Filtratmenge konstant zu halten. Entlastet bzw. rückgespült wird entweder nach einer
bestimmten Zeiteinheit oder Erreichen eines maximalen Saugdrucks.
2. Der Saugdruck ist konstant und die Filtratmenge nimmt mit der Zeit ab, bis eine minimale
Flussleistung erreicht ist oder ein Zeitintervall abgelaufen ist. Die Entlastung erfolgt dann
automatisch.
5 Ergebnisse
5.1 Laboruntersuchungen (Modul II ISAH, LUH)
Vor Durchführung der halbtechnischen Versuche wurde zur Auswahl der geeigneten Membranen
eine Versuchsanlage zur Bestimmung der Leistungsfähigkeit von Einzelplattenmembranen
erstellt. Untersucht wurden hierbei keramische Niederdruckplattenmembranen der Fa. ItN.
5.1.1 Material und Methoden
Vor der Erstellung einer Versuchsanlage und Durchführung einer Versuchsreihe sind zuerst die
Randbedingungen und Einflussfaktoren zu ermitteln. Da das primäre Ziel der Membranfiltration im
Sinne der Nutzenmaximierung bei Aufwandsminimierung, die Erzielung eines größtmöglichen
Permeatstromes bei minimalen Kosten ist, sind zunächst die maßgebenden Variablen bezüglich
Seite 49
dieses Ziels festzustellen. Der Flux einer Membran ist in wesentlichen durch folgende Parameter
bestimmt:
Material
Porengröße
Schichtdicke
pH
Temperatur
Druck
Geometrie
Luftmenge / Überströmgeschwindigkeit
Diese lassen sich wiederum in materialspezifische und prozessspezifische Faktoren unterteilen.
Die im Umfeld der realisierten Versuchsreihe basiert auf der Variation der material- oder
membranspezifischen Faktoren Porengröße und Schichtdicke. Alle prozesstechnischen
Variationsmöglichkeiten, Druck, pH-Wert, und Temperatur, sollten durch die zu erstellende
Versuchsanlage ermöglicht werden. Die zwei primären Bestandteile dieser Versuchsanordnung
sind die Versuchsanlage als solche, sowie die softwaremäßige Steuerung und Auswertung der
erfassten Daten. Bei der Entwicklung der Versuchsanlage wurde besonderes Augenmerk auf die
Möglichkeit zur Anpassung der Anlage an verschiedene Versuchsaufbauten und Membranarten
gelegt.
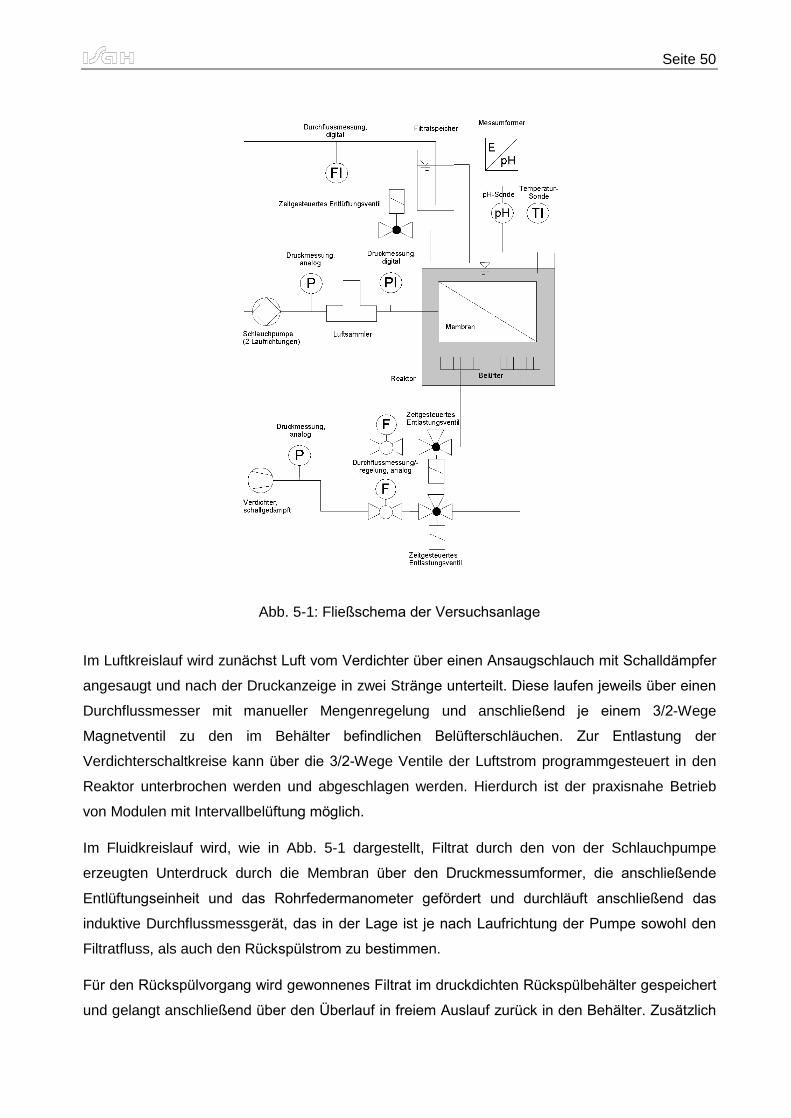
Seite 50
Abb. 5-1: Fließschema der Versuchsanlage
Im Luftkreislauf wird zunächst Luft vom Verdichter über einen Ansaugschlauch mit Schalldämpfer
angesaugt und nach der Druckanzeige in zwei Stränge unterteilt. Diese laufen jeweils über einen
Durchflussmesser mit manueller Mengenregelung und anschließend je einem 3/2-Wege
Magnetventil zu den im Behälter befindlichen Belüfterschläuchen. Zur Entlastung der
Verdichterschaltkreise kann über die 3/2-Wege Ventile der Luftstrom programmgesteuert in den
Reaktor unterbrochen werden und abgeschlagen werden. Hierdurch ist der praxisnahe Betrieb
von Modulen mit Intervallbelüftung möglich.
Im Fluidkreislauf wird, wie in Abb. 5-1 dargestellt, Filtrat durch den von der Schlauchpumpe
erzeugten Unterdruck durch die Membran über den Druckmessumformer, die anschließende
Entlüftungseinheit und das Rohrfedermanometer gefördert und durchläuft anschließend das
induktive Durchflussmessgerät, das in der Lage ist je nach Laufrichtung der Pumpe sowohl den
Filtratfluss, als auch den Rückspülstrom zu bestimmen.
Für den Rückspülvorgang wird gewonnenes Filtrat im druckdichten Rückspülbehälter gespeichert
und gelangt anschließend über den Überlauf in freiem Auslauf zurück in den Behälter. Zusätzlich
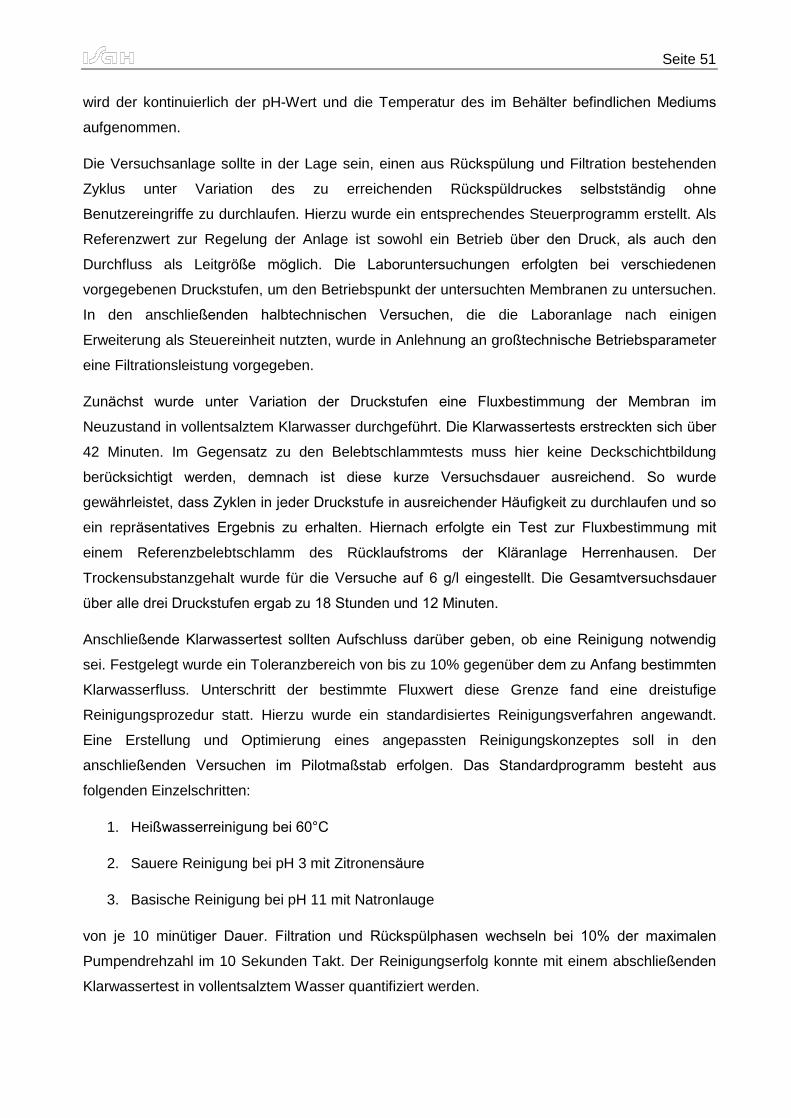
Seite 51
wird der kontinuierlich der pH-Wert und die Temperatur des im Behälter befindlichen Mediums
aufgenommen.
Die Versuchsanlage sollte in der Lage sein, einen aus Rückspülung und Filtration bestehenden
Zyklus unter Variation des zu erreichenden Rückspüldruckes selbstständig ohne
Benutzereingriffe zu durchlaufen. Hierzu wurde ein entsprechendes Steuerprogramm erstellt. Als
Referenzwert zur Regelung der Anlage ist sowohl ein Betrieb über den Druck, als auch den
Durchfluss als Leitgröße möglich. Die Laboruntersuchungen erfolgten bei verschiedenen
vorgegebenen Druckstufen, um den Betriebspunkt der untersuchten Membranen zu untersuchen.
In den anschließenden halbtechnischen Versuchen, die die Laboranlage nach einigen
Erweiterung als Steuereinheit nutzten, wurde in Anlehnung an großtechnische Betriebsparameter
eine Filtrationsleistung vorgegeben.
Zunächst wurde unter Variation der Druckstufen eine Fluxbestimmung der Membran im
Neuzustand in vollentsalztem Klarwasser durchgeführt. Die Klarwassertests erstreckten sich über
42 Minuten. Im Gegensatz zu den Belebtschlammtests muss hier keine Deckschichtbildung
berücksichtigt werden, demnach ist diese kurze Versuchsdauer ausreichend. So wurde
gewährleistet, dass Zyklen in jeder Druckstufe in ausreichender Häufigkeit zu durchlaufen und so
ein repräsentatives Ergebnis zu erhalten. Hiernach erfolgte ein Test zur Fluxbestimmung mit
einem Referenzbelebtschlamm des Rücklaufstroms der Kläranlage Herrenhausen. Der
Trockensubstanzgehalt wurde für die Versuche auf 6 g/l eingestellt. Die Gesamtversuchsdauer
über alle drei Druckstufen ergab zu 18 Stunden und 12 Minuten.
Anschließende Klarwassertest sollten Aufschluss darüber geben, ob eine Reinigung notwendig
sei. Festgelegt wurde ein Toleranzbereich von bis zu 10% gegenüber dem zu Anfang bestimmten
Klarwasserfluss. Unterschritt der bestimmte Fluxwert diese Grenze fand eine dreistufige
Reinigungsprozedur statt. Hierzu wurde ein standardisiertes Reinigungsverfahren angewandt.
Eine Erstellung und Optimierung eines angepassten Reinigungskonzeptes soll in den
anschließenden Versuchen im Pilotmaßstab erfolgen. Das Standardprogramm besteht aus
folgenden Einzelschritten:
1. Heißwasserreinigung bei 60°C
2. Sauere Reinigung bei pH 3 mit Zitronensäure
3. Basische Reinigung bei pH 11 mit Natronlauge
von je 10 minütiger Dauer. Filtration und Rückspülphasen wechseln bei 10% der maximalen
Pumpendrehzahl im 10 Sekunden Takt. Der Reinigungserfolg konnte mit einem abschließenden
Klarwassertest in vollentsalztem Wasser quantifiziert werden.
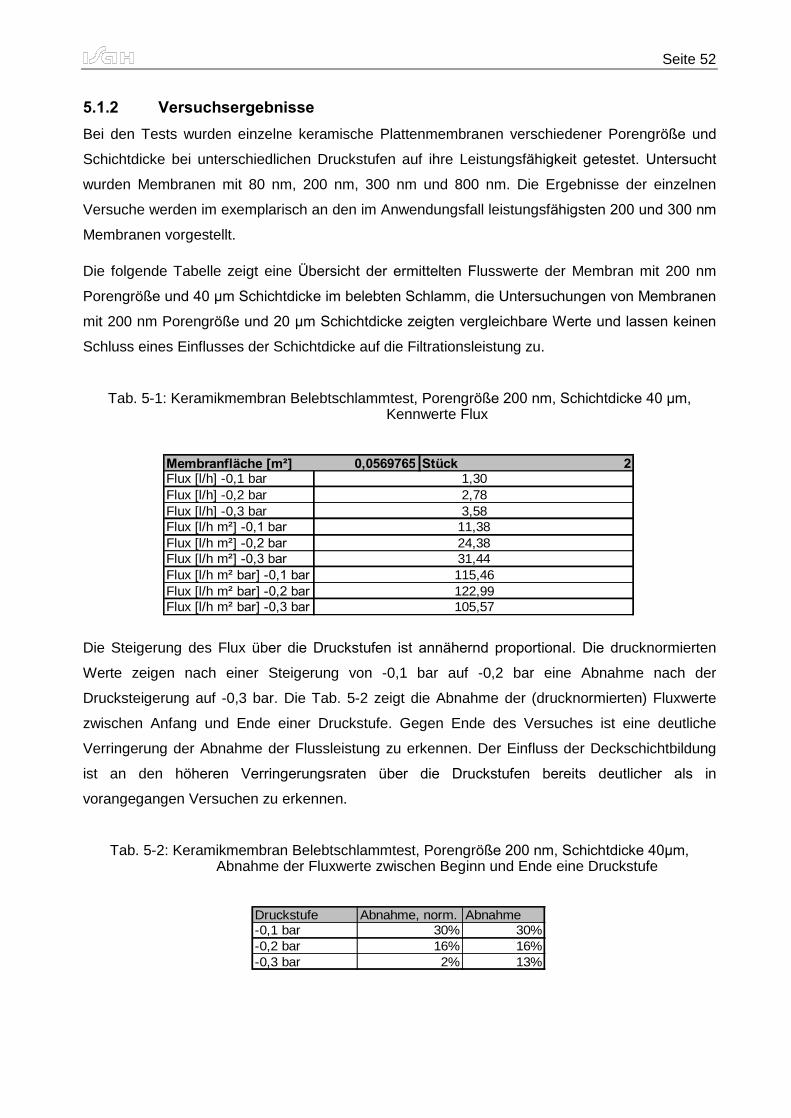
Seite 52
5.1.2 Versuchsergebnisse
Bei den Tests wurden einzelne keramische Plattenmembranen verschiedener Porengröße und
Schichtdicke bei unterschiedlichen Druckstufen auf ihre Leistungsfähigkeit getestet. Untersucht
wurden Membranen mit 80 nm, 200 nm, 300 nm und 800 nm. Die Ergebnisse der einzelnen
Versuche werden im exemplarisch an den im Anwendungsfall leistungsfähigsten 200 und 300 nm
Membranen vorgestellt.
Die folgende Tabelle zeigt eine Übersicht der ermittelten Flusswerte der Membran mit 200 nm
Porengröße und 40 µm Schichtdicke im belebten Schlamm, die Untersuchungen von Membranen
mit 200 nm Porengröße und 20 µm Schichtdicke zeigten vergleichbare Werte und lassen keinen
Schluss eines Einflusses der Schichtdicke auf die Filtrationsleistung zu.
Tab. 5-1: Keramikmembran Belebtschlammtest, Porengröße 200 nm, Schichtdicke 40 µm,
Kennwerte Flux
Membranfläche [m²] 0,0569765 Stück 2
Flux [l/h] -0,1 barFlux [l/h] -0,2 barFlux [l/h] -0,3 barFlux [l/h m²] -0,1 bar
Flux [l/h m²] -0,2 bar
Flux [l/h m²] -0,3 bar
Flux [l/h m² bar] -0,1 bar
Flux [l/h m² bar] -0,2 bar
Flux [l/h m² bar] -0,3 bar
1,302,783,58
11,38
105,57
24,3831,44115,46122,99
Die Steigerung des Flux über die Druckstufen ist annähernd proportional. Die drucknormierten
Werte zeigen nach einer Steigerung von -0,1 bar auf -0,2 bar eine Abnahme nach der
Drucksteigerung auf -0,3 bar. Die Tab. 5-2 zeigt die Abnahme der (drucknormierten) Fluxwerte
zwischen Anfang und Ende einer Druckstufe. Gegen Ende des Versuches ist eine deutliche
Verringerung der Abnahme der Flussleistung zu erkennen. Der Einfluss der Deckschichtbildung
ist an den höheren Verringerungsraten über die Druckstufen bereits deutlicher als in
vorangegangen Versuchen zu erkennen.
Tab. 5-2: Keramikmembran Belebtschlammtest, Porengröße 200 nm, Schichtdicke 40µm,
Abnahme der Fluxwerte zwischen Beginn und Ende eine Druckstufe
Druckstufe Abnahme, norm. Abnahme-0,1 bar 30% 30%-0,2 bar 16% 16%-0,3 bar 2% 13%
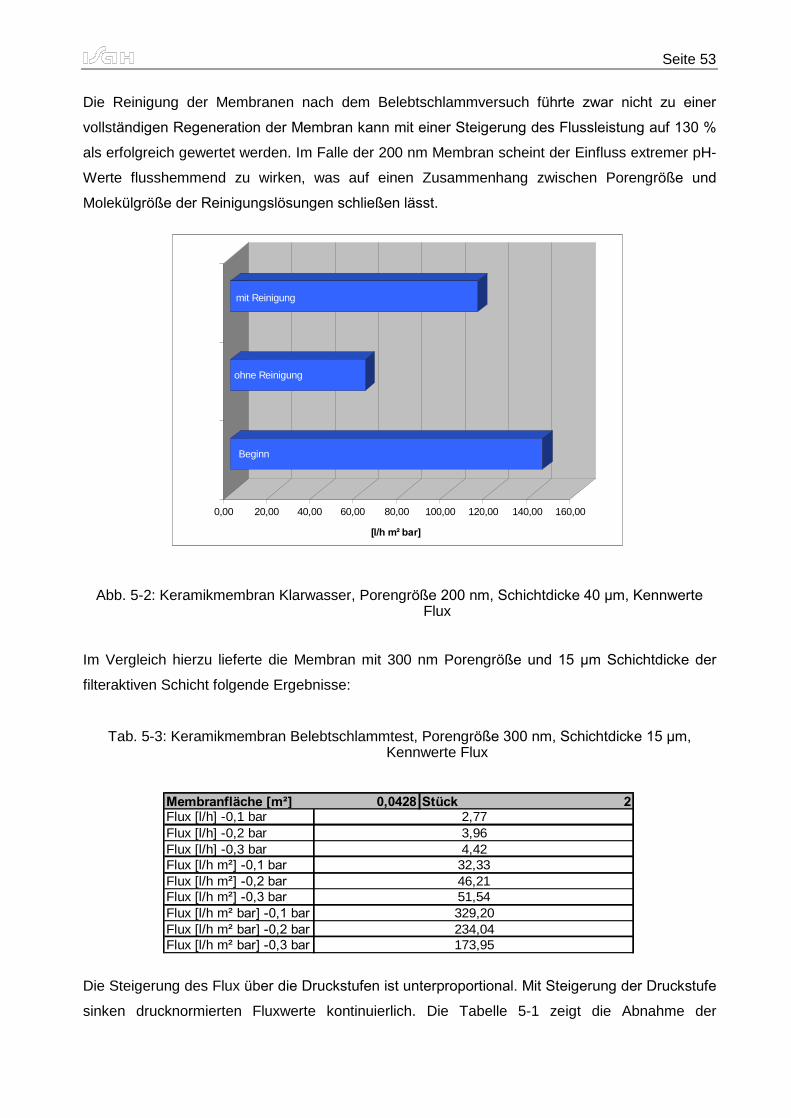
Seite 53
Die Reinigung der Membranen nach dem Belebtschlammversuch führte zwar nicht zu einer
vollständigen Regeneration der Membran kann mit einer Steigerung des Flussleistung auf 130 %
als erfolgreich gewertet werden. Im Falle der 200 nm Membran scheint der Einfluss extremer pH-
Werte flusshemmend zu wirken, was auf einen Zusammenhang zwischen Porengröße und
Molekülgröße der Reinigungslösungen schließen lässt.
Beginn
ohne Reinigung
mit Reinigung
0,00 20,00 40,00 60,00 80,00 100,00 120,00 140,00 160,00
[l/h m² bar]
B e g in n
o h n e R e in ig u n g
m it R e in ig u n g
Abb. 5-2: Keramikmembran Klarwasser, Porengröße 200 nm, Schichtdicke 40 µm, Kennwerte
Flux
Im Vergleich hierzu lieferte die Membran mit 300 nm Porengröße und 15 µm Schichtdicke der
filteraktiven Schicht folgende Ergebnisse:
Tab. 5-3: Keramikmembran Belebtschlammtest, Porengröße 300 nm, Schichtdicke 15 µm,
Kennwerte Flux
Membranfläche [m²] 0,0428 Stück 2
Flux [l/h] -0,1 barFlux [l/h] -0,2 barFlux [l/h] -0,3 barFlux [l/h m²] -0,1 bar
Flux [l/h m²] -0,2 bar
Flux [l/h m²] -0,3 bar
Flux [l/h m² bar] -0,1 bar
Flux [l/h m² bar] -0,2 bar
Flux [l/h m² bar] -0,3 bar 173,95
46,2151,54329,20234,04
2,773,964,42
32,33
Die Steigerung des Flux über die Druckstufen ist unterproportional. Mit Steigerung der Druckstufe
sinken drucknormierten Fluxwerte kontinuierlich. Die Tabelle 5-1 zeigt die Abnahme der
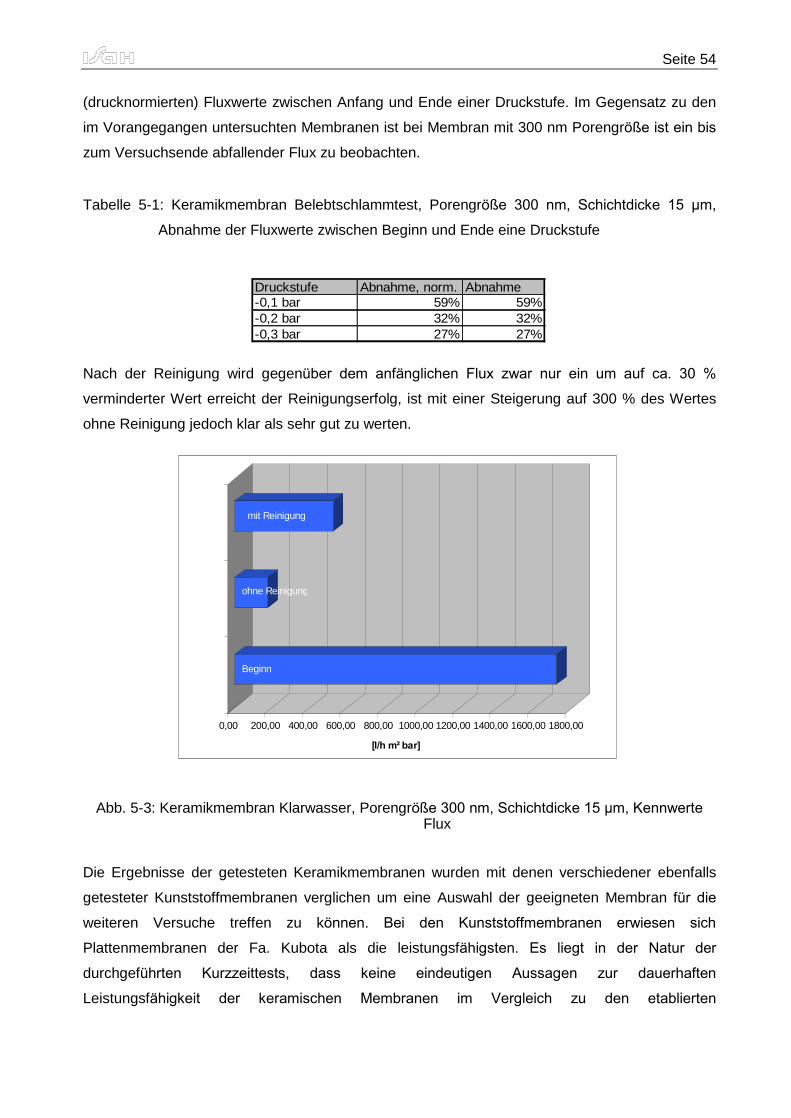
Seite 54
(drucknormierten) Fluxwerte zwischen Anfang und Ende einer Druckstufe. Im Gegensatz zu den
im Vorangegangen untersuchten Membranen ist bei Membran mit 300 nm Porengröße ist ein bis
zum Versuchsende abfallender Flux zu beobachten.
Tabelle 5-1: Keramikmembran Belebtschlammtest, Porengröße 300 nm, Schichtdicke 15 µm,
Abnahme der Fluxwerte zwischen Beginn und Ende eine Druckstufe
Druckstufe Abnahme, norm. Abnahme-0,1 bar 59% 59%-0,2 bar 32% 32%-0,3 bar 27% 27%
Nach der Reinigung wird gegenüber dem anfänglichen Flux zwar nur ein um auf ca. 30 %
verminderter Wert erreicht der Reinigungserfolg, ist mit einer Steigerung auf 300 % des Wertes
ohne Reinigung jedoch klar als sehr gut zu werten.
Beginn
ohne Reinigung
mit Reinigung
0,00 200,00 400,00 600,00 800,00 1000,00 1200,00 1400,00 1600,00 1800,00
[l/h m² bar]
B e g in n
o h n e R e in ig u n g
m it R e in ig u n g
Abb. 5-3: Keramikmembran Klarwasser, Porengröße 300 nm, Schichtdicke 15 µm, Kennwerte
Flux
Die Ergebnisse der getesteten Keramikmembranen wurden mit denen verschiedener ebenfalls
getesteter Kunststoffmembranen verglichen um eine Auswahl der geeigneten Membran für die
weiteren Versuche treffen zu können. Bei den Kunststoffmembranen erwiesen sich
Plattenmembranen der Fa. Kubota als die leistungsfähigsten. Es liegt in der Natur der
durchgeführten Kurzzeittests, dass keine eindeutigen Aussagen zur dauerhaften
Leistungsfähigkeit der keramischen Membranen im Vergleich zu den etablierten

Seite 55
Kunststoffmembranen getroffen werden können. Der Vergleich der Kunststoffplattenmembran mit
den Keramikmembranen der Fa. ItN liefert vielversprechende Ergebnisse. Eine moderate
Trendextrapolation der Steigerungsraten in den Belebtschlammtests macht deutlich, dass bereits
eine geringe Steigerung des transmembranen Drucks auf 0,4 bar bei der Filtration eine signifikant
höhere Flussleistung der Keramikmembran gegenüber der Kunststoffmembran zur Folge haben
kann.
Einen weiteren Ansatzpunkt liefert der Vergleich des Leistungsverlusts der Kunststoffmembran
gegenüber der Keramikmembran. Die Verlauf zeigt hier einen möglichen Abfall der Flussleistung
der Kunststoffmembran unter die der keramischen Membranen über die Dauer der Filtration nach
bereits innerhalb weniger Tage, hierbei ist allerdings zu berücksichtigen, dass die
Reinigungsintervalle und somit jeweils ein veränderter Ausgangspunkt hinsichtlich des
Reinigungserfolges nicht einbezogen wurde. Durch die Möglichkeit zu schärferen
Reinigungsmethoden und eines daraus resultierenden höheren Reinigungserfolges über die
Dauer des Betriebes bei den keramischen Membranen, können sich im großtechnischen Betrieb
weitere Vorteile der keramischen Membranen gegenüber den Kunststoffmembranen
herausstellen.
Kunststoffmembran Kubota 400nm
R2 = 0,988
R2 = 0,9999
0,000
100,000
200,000
300,000
400,000
500,000
600,000
1 2 3 4 5 6 7 8 9 10 11 12
Keramikmembran ITN 300nm
[l/h
m² b
ar]
Abb. 5-4: Trendextrapolation Leistungsfähigkeitsabnahme Membranen, drucknormiert
Für die weiterführenden Versuche im Pilotmaßstab wurden an Hand der vorliegenden Daten auf
der höheren Fluxleistungen und Permeabilitäten Module mit der Porengröße 300 nm ausgewählt.

Seite 56
5.2 Halbtechnische Versuche zum Membranbioreaktorverfahren (Modul II ISAH,
LUH)
Nach erfolgter Membranauswahl wurden die Ergebnisse im halbtechnischen Maßstab verifiziert
(BRINKMEYER, 2007).
5.2.1 Material und Methoden
Die verwendete Anlage entspricht der Laboranlage, zusätzlich wurde eine füllstandsgesteuerte
Zulaufpumpe ins System integriert, sowie eine über den Sauerstoffgehalt gesteuerte
Luftversorgung.
Die Anlage wurde mit einem 200 Liter Reaktor ausgerüstet und mit anorganischen getauchten
Membranen des Herstellers ItN-Nanovation bestückt. Anfänglich kamen Laborplatten mit einer
Gesamtfläche von 0,4 m² und später ein Minimodulen mit 1,1 m² zum Einsatz.
Abb. 5-5: Halbtechnische Versuchsanlage zu Modul II (ISAH, LUH)
Im Rahmen der Versuchsphase diente der Ablauf eines großtechnischen IC-Reaktors zur
Behandlung von Abwasser aus der Alkoholherstellung als Zulauf der Versuchsanlage. Die
Reduktion der Anaerobstufe belief sich im Versuchszeitraum auf 85 % mit einer
Ablaufkonzentration/Zulauf zur VA von durchschnittlich 2480 mg/l bezogen auf den CSB im
Versuchszeitraum.
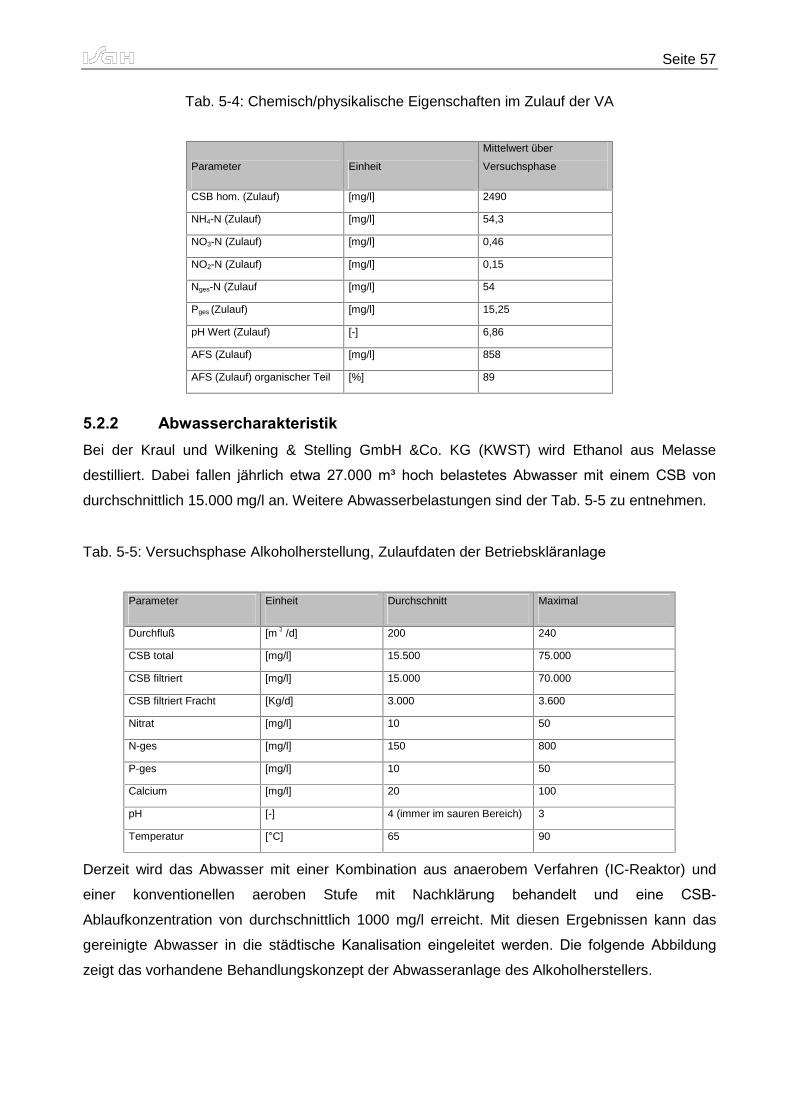
Seite 57
Tab. 5-4: Chemisch/physikalische Eigenschaften im Zulauf der VA
Parameter Einheit
Mittelwert über
Versuchsphase
CSB hom. (Zulauf) [mg/l] 2490
NH4-N (Zulauf) [mg/l] 54,3
NO3-N (Zulauf) [mg/l] 0,46
NO2-N (Zulauf) [mg/l] 0,15
Nges-N (Zulauf [mg/l] 54
Pges (Zulauf) [mg/l] 15,25
pH Wert (Zulauf) [-] 6,86
AFS (Zulauf) [mg/l] 858
AFS (Zulauf) organischer Teil [%] 89
5.2.2 Abwassercharakteristik
Bei der Kraul und Wilkening & Stelling GmbH &Co. KG (KWST) wird Ethanol aus Melasse
destilliert. Dabei fallen jährlich etwa 27.000 m³ hoch belastetes Abwasser mit einem CSB von
durchschnittlich 15.000 mg/l an. Weitere Abwasserbelastungen sind der Tab. 5-5 zu entnehmen.
Tab. 5-5: Versuchsphase Alkoholherstellung, Zulaufdaten der Betriebskläranlage
Parameter Einheit Durchschnitt Maximal
Durchfluß [m 3 /d] 200 240
CSB total [mg/l] 15.500 75.000
CSB filtriert [mg/l] 15.000 70.000
CSB filtriert Fracht [Kg/d] 3.000 3.600
Nitrat [mg/l] 10 50
N-ges [mg/l] 150 800
P-ges [mg/l] 10 50
Calcium [mg/l] 20 100
pH [-] 4 (immer im sauren Bereich) 3
Temperatur [°C] 65 90
Derzeit wird das Abwasser mit einer Kombination aus anaerobem Verfahren (IC-Reaktor) und
einer konventionellen aeroben Stufe mit Nachklärung behandelt und eine CSB-
Ablaufkonzentration von durchschnittlich 1000 mg/l erreicht. Mit diesen Ergebnissen kann das
gereinigte Abwasser in die städtische Kanalisation eingeleitet werden. Die folgende Abbildung
zeigt das vorhandene Behandlungskonzept der Abwasseranlage des Alkoholherstellers.
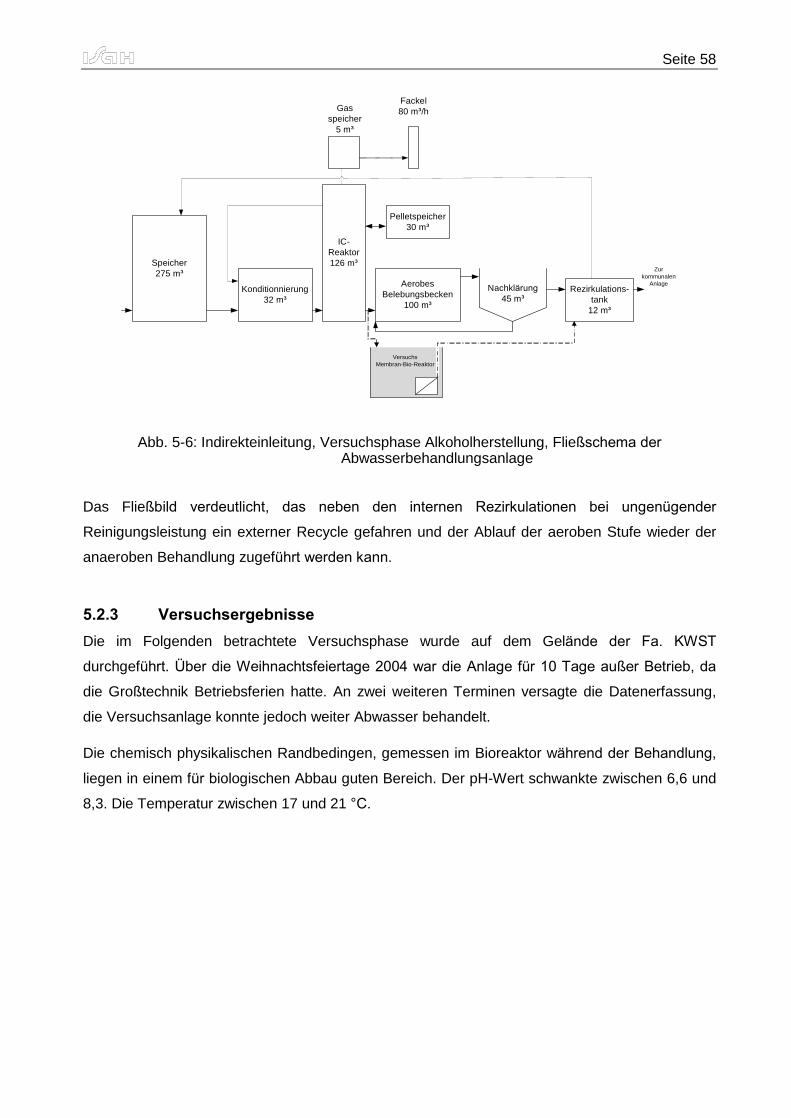
Seite 58
Speicher275 m³
Konditionnierung32 m³
IC-Reaktor126 m³
Aerobes Belebungsbecken
100 m³
Nachklärung
45 m³
Rezirkulations-tank
12 m³
Fackel80 m³/hGas
speicher5 m³
Pelletspeicher30 m³
Zur kommunalen
Anlage
VersuchsMembran-Bio-Reaktor
Abb. 5-6: Indirekteinleitung, Versuchsphase Alkoholherstellung, Fließschema der
Abwasserbehandlungsanlage
Das Fließbild verdeutlicht, das neben den internen Rezirkulationen bei ungenügender
Reinigungsleistung ein externer Recycle gefahren und der Ablauf der aeroben Stufe wieder der
anaeroben Behandlung zugeführt werden kann.
5.2.3 Versuchsergebnisse
Die im Folgenden betrachtete Versuchsphase wurde auf dem Gelände der Fa. KWST
durchgeführt. Über die Weihnachtsfeiertage 2004 war die Anlage für 10 Tage außer Betrieb, da
die Großtechnik Betriebsferien hatte. An zwei weiteren Terminen versagte die Datenerfassung,
die Versuchsanlage konnte jedoch weiter Abwasser behandelt.
Die chemisch physikalischen Randbedingen, gemessen im Bioreaktor während der Behandlung,
liegen in einem für biologischen Abbau guten Bereich. Der pH-Wert schwankte zwischen 6,6 und
8,3. Die Temperatur zwischen 17 und 21 °C.
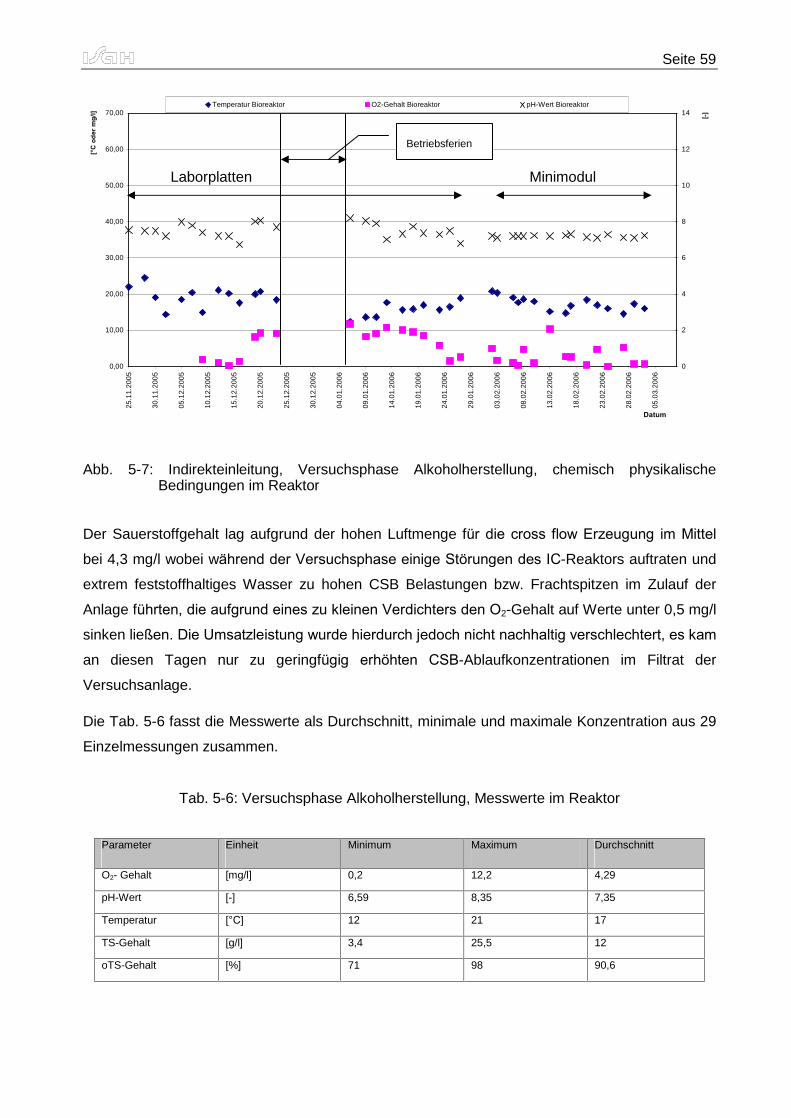
Seite 59
0,00
10,00
20,00
30,00
40,00
50,00
60,00
70,00
25.1
1.20
05
30.1
1.20
05
05.1
2.20
05
10.1
2.20
05
15.1
2.20
05
20.1
2.20
05
25.1
2.20
05
30.1
2.20
05
04.0
1.20
06
09.0
1.20
06
14.0
1.20
06
19.0
1.20
06
24.0
1.20
06
29.0
1.20
06
03.0
2.20
06
08.0
2.20
06
13.0
2.20
06
18.0
2.20
06
23.0
2.20
06
28.0
2.20
06
05.0
3.20
06
Datum
[°C
od
er
mg
/l]
0
2
4
6
8
10
12
14
[-]
Temperatur Bioreaktor O2-Gehalt Bioreaktor pH-Wert Bioreaktor
Abb. 5-7: Indirekteinleitung, Versuchsphase Alkoholherstellung, chemisch physikalische Bedingungen im Reaktor
Der Sauerstoffgehalt lag aufgrund der hohen Luftmenge für die cross flow Erzeugung im Mittel
bei 4,3 mg/l wobei während der Versuchsphase einige Störungen des IC-Reaktors auftraten und
extrem feststoffhaltiges Wasser zu hohen CSB Belastungen bzw. Frachtspitzen im Zulauf der
Anlage führten, die aufgrund eines zu kleinen Verdichters den O2-Gehalt auf Werte unter 0,5 mg/l
sinken ließen. Die Umsatzleistung wurde hierdurch jedoch nicht nachhaltig verschlechtert, es kam
an diesen Tagen nur zu geringfügig erhöhten CSB-Ablaufkonzentrationen im Filtrat der
Versuchsanlage.
Die Tab. 5-6 fasst die Messwerte als Durchschnitt, minimale und maximale Konzentration aus 29
Einzelmessungen zusammen.
Tab. 5-6: Versuchsphase Alkoholherstellung, Messwerte im Reaktor
Parameter Einheit Minimum Maximum Durchschnitt
O2- Gehalt [mg/l] 0,2 12,2 4,29
pH-Wert [-] 6,59 8,35 7,35
Temperatur [°C] 12 21 17
TS-Gehalt [g/l] 3,4 25,5 12
oTS-Gehalt [%] 71 98 90,6
Betriebsferien
Laborplatten Minimodul
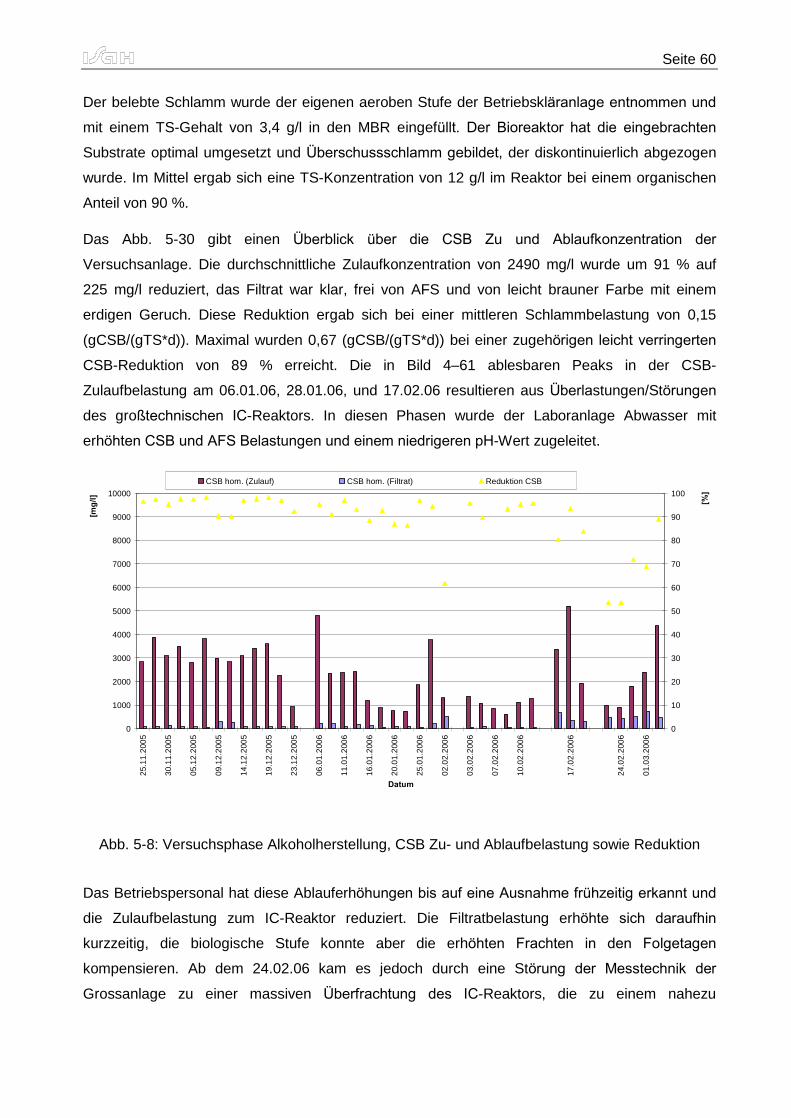
Seite 60
Der belebte Schlamm wurde der eigenen aeroben Stufe der Betriebskläranlage entnommen und
mit einem TS-Gehalt von 3,4 g/l in den MBR eingefüllt. Der Bioreaktor hat die eingebrachten
Substrate optimal umgesetzt und Überschussschlamm gebildet, der diskontinuierlich abgezogen
wurde. Im Mittel ergab sich eine TS-Konzentration von 12 g/l im Reaktor bei einem organischen
Anteil von 90 %.
Das Abb. 5-30 gibt einen Überblick über die CSB Zu und Ablaufkonzentration der
Versuchsanlage. Die durchschnittliche Zulaufkonzentration von 2490 mg/l wurde um 91 % auf
225 mg/l reduziert, das Filtrat war klar, frei von AFS und von leicht brauner Farbe mit einem
erdigen Geruch. Diese Reduktion ergab sich bei einer mittleren Schlammbelastung von 0,15
(gCSB/(gTS*d)). Maximal wurden 0,67 (gCSB/(gTS*d)) bei einer zugehörigen leicht verringerten
CSB-Reduktion von 89 % erreicht. Die in Bild 4�61 ablesbaren Peaks in der CSB-
Zulaufbelastung am 06.01.06, 28.01.06, und 17.02.06 resultieren aus Überlastungen/Störungen
des großtechnischen IC-Reaktors. In diesen Phasen wurde der Laboranlage Abwasser mit
erhöhten CSB und AFS Belastungen und einem niedrigeren pH-Wert zugeleitet.
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
10000
25.1
1.20
05
30.1
1.20
05
05.1
2.20
05
09.1
2.20
05
14.1
2.20
05
19.1
2.20
05
23.1
2.20
05
06.0
1.20
06
11.0
1.20
06
16.0
1.20
06
20.0
1.20
06
25.0
1.20
06
02.0
2.20
06
03.0
2.20
06
07.0
2.20
06
10.0
2.20
06
17.0
2.20
06
24.0
2.20
06
01.0
3.20
06
Datum
[mg
/l]
0
10
20
30
40
50
60
70
80
90
100
[%]
CSB hom. (Zulauf) CSB hom. (Filtrat) Reduktion CSB
Abb. 5-8: Versuchsphase Alkoholherstellung, CSB Zu- und Ablaufbelastung sowie Reduktion
Das Betriebspersonal hat diese Ablauferhöhungen bis auf eine Ausnahme frühzeitig erkannt und
die Zulaufbelastung zum IC-Reaktor reduziert. Die Filtratbelastung erhöhte sich daraufhin
kurzzeitig, die biologische Stufe konnte aber die erhöhten Frachten in den Folgetagen
kompensieren. Ab dem 24.02.06 kam es jedoch durch eine Störung der Messtechnik der
Grossanlage zu einer massiven Überfrachtung des IC-Reaktors, die zu einem nahezu
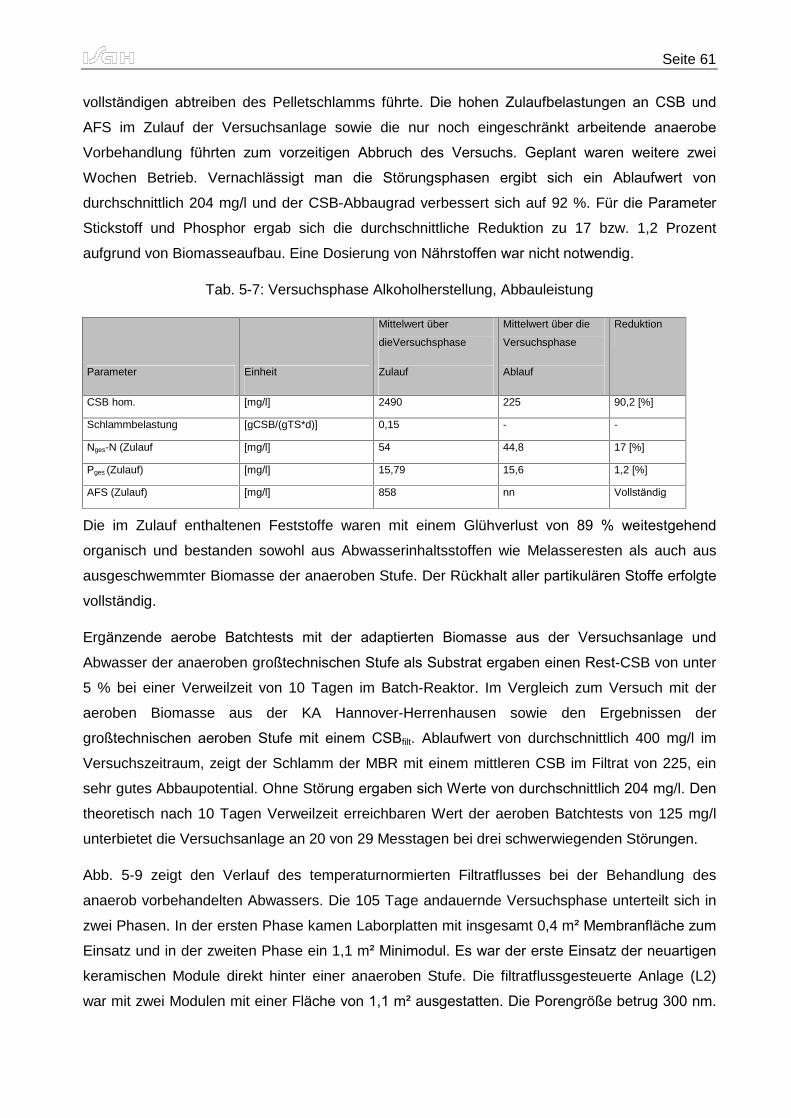
Seite 61
vollständigen abtreiben des Pelletschlamms führte. Die hohen Zulaufbelastungen an CSB und
AFS im Zulauf der Versuchsanlage sowie die nur noch eingeschränkt arbeitende anaerobe
Vorbehandlung führten zum vorzeitigen Abbruch des Versuchs. Geplant waren weitere zwei
Wochen Betrieb. Vernachlässigt man die Störungsphasen ergibt sich ein Ablaufwert von
durchschnittlich 204 mg/l und der CSB-Abbaugrad verbessert sich auf 92 %. Für die Parameter
Stickstoff und Phosphor ergab sich die durchschnittliche Reduktion zu 17 bzw. 1,2 Prozent
aufgrund von Biomasseaufbau. Eine Dosierung von Nährstoffen war nicht notwendig.
Tab. 5-7: Versuchsphase Alkoholherstellung, Abbauleistung
Parameter Einheit
Mittelwert über
dieVersuchsphase
Zulauf
Mittelwert über die
Versuchsphase
Ablauf
Reduktion
CSB hom. [mg/l] 2490 225 90,2 [%]
Schlammbelastung [gCSB/(gTS*d)] 0,15 - -
Nges-N (Zulauf [mg/l] 54 44,8 17 [%]
Pges (Zulauf) [mg/l] 15,79 15,6 1,2 [%]
AFS (Zulauf) [mg/l] 858 nn Vollständig
Die im Zulauf enthaltenen Feststoffe waren mit einem Glühverlust von 89 % weitestgehend
organisch und bestanden sowohl aus Abwasserinhaltsstoffen wie Melasseresten als auch aus
ausgeschwemmter Biomasse der anaeroben Stufe. Der Rückhalt aller partikulären Stoffe erfolgte
vollständig.
Ergänzende aerobe Batchtests mit der adaptierten Biomasse aus der Versuchsanlage und
Abwasser der anaeroben großtechnischen Stufe als Substrat ergaben einen Rest-CSB von unter
5 % bei einer Verweilzeit von 10 Tagen im Batch-Reaktor. Im Vergleich zum Versuch mit der
aeroben Biomasse aus der KA Hannover-Herrenhausen sowie den Ergebnissen der
großtechnischen aeroben Stufe mit einem CSBfilt. Ablaufwert von durchschnittlich 400 mg/l im
Versuchszeitraum, zeigt der Schlamm der MBR mit einem mittleren CSB im Filtrat von 225, ein
sehr gutes Abbaupotential. Ohne Störung ergaben sich Werte von durchschnittlich 204 mg/l. Den
theoretisch nach 10 Tagen Verweilzeit erreichbaren Wert der aeroben Batchtests von 125 mg/l
unterbietet die Versuchsanlage an 20 von 29 Messtagen bei drei schwerwiegenden Störungen.
Abb. 5-9 zeigt den Verlauf des temperaturnormierten Filtratflusses bei der Behandlung des
anaerob vorbehandelten Abwassers. Die 105 Tage andauernde Versuchsphase unterteilt sich in
zwei Phasen. In der ersten Phase kamen Laborplatten mit insgesamt 0,4 m² Membranfläche zum
Einsatz und in der zweiten Phase ein 1,1 m² Minimodul. Es war der erste Einsatz der neuartigen
keramischen Module direkt hinter einer anaeroben Stufe. Die filtratflussgesteuerte Anlage (L2)
war mit zwei Modulen mit einer Fläche von 1,1 m² ausgestatten. Die Porengröße betrug 300 nm.
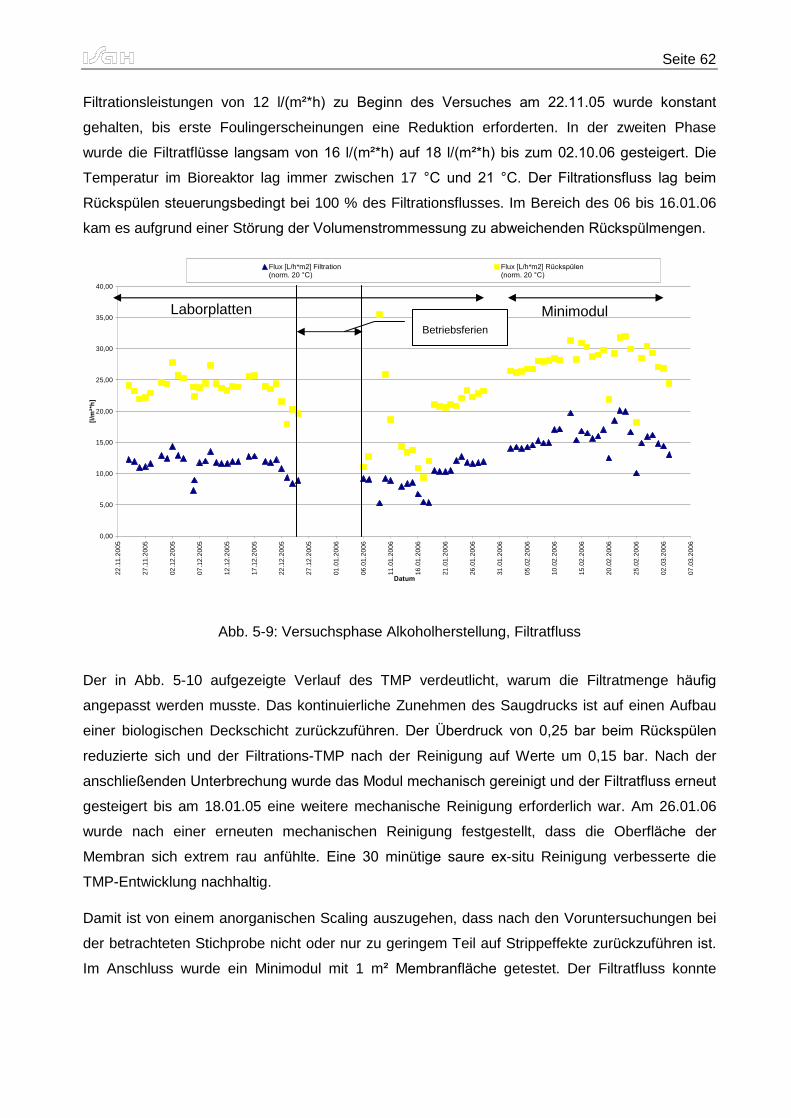
Seite 62
Filtrationsleistungen von 12 l/(m²*h) zu Beginn des Versuches am 22.11.05 wurde konstant
gehalten, bis erste Foulingerscheinungen eine Reduktion erforderten. In der zweiten Phase
wurde die Filtratflüsse langsam von 16 l/(m²*h) auf 18 l/(m²*h) bis zum 02.10.06 gesteigert. Die
Temperatur im Bioreaktor lag immer zwischen 17 °C und 21 °C. Der Filtrationsfluss lag beim
Rückspülen steuerungsbedingt bei 100 % des Filtrationsflusses. Im Bereich des 06 bis 16.01.06
kam es aufgrund einer Störung der Volumenstrommessung zu abweichenden Rückspülmengen.
0,00
5,00
10,00
15,00
20,00
25,00
30,00
35,00
40,00
22.1
1.20
05
27.1
1.20
05
02.1
2.20
05
07.1
2.20
05
12.1
2.20
05
17.1
2.20
05
22.1
2.20
05
27.1
2.20
05
01.0
1.20
06
06.0
1.20
06
11.0
1.20
06
16.0
1.20
06
21.0
1.20
06
26.0
1.20
06
31.0
1.20
06
05.0
2.20
06
10.0
2.20
06
15.0
2.20
06
20.0
2.20
06
25.0
2.20
06
02.0
3.20
06
07.0
3.20
06
Datum
[l/m
²*h
]
Flux [L/h*m2] Filtration (norm. 20 °C)
Flux [L/h*m2] Rückspülen
(norm. 20 °C)
Abb. 5-9: Versuchsphase Alkoholherstellung, Filtratfluss
Der in Abb. 5-10 aufgezeigte Verlauf des TMP verdeutlicht, warum die Filtratmenge häufig
angepasst werden musste. Das kontinuierliche Zunehmen des Saugdrucks ist auf einen Aufbau
einer biologischen Deckschicht zurückzuführen. Der Überdruck von 0,25 bar beim Rückspülen
reduzierte sich und der Filtrations-TMP nach der Reinigung auf Werte um 0,15 bar. Nach der
anschließenden Unterbrechung wurde das Modul mechanisch gereinigt und der Filtratfluss erneut
gesteigert bis am 18.01.05 eine weitere mechanische Reinigung erforderlich war. Am 26.01.06
wurde nach einer erneuten mechanischen Reinigung festgestellt, dass die Oberfläche der
Membran sich extrem rau anfühlte. Eine 30 minütige saure ex-situ Reinigung verbesserte die
TMP-Entwicklung nachhaltig.
Damit ist von einem anorganischen Scaling auszugehen, dass nach den Voruntersuchungen bei
der betrachteten Stichprobe nicht oder nur zu geringem Teil auf Strippeffekte zurückzuführen ist.
Im Anschluss wurde ein Minimodul mit 1 m² Membranfläche getestet. Der Filtratfluss konnte
Betriebsferien
Laborplatten Minimodul
Seite 63
deutlich gesteigert werden. Trotz Steigerung des Filtratflusses stieg der TMP während der
Filtration nur langsam wieder an.
-1,00
-0,75
-0,50
-0,25
0,00
0,25
0,50
0,75
1,00
1,25
22.1
1.20
05
27.1
1.20
05
02.1
2.20
05
07.1
2.20
05
12.1
2.20
05
17.1
2.20
05
22.1
2.20
05
27.1
2.20
05
01.0
1.20
06
06.0
1.20
06
11.0
1.20
06
16.0
1.20
06
21.0
1.20
06
26.0
1.20
06
31.0
1.20
06
05.0
2.20
06
10.0
2.20
06
15.0
2.20
06
20.0
2.20
06
25.0
2.20
06
02.0
3.20
06
07.0
3.20
06
Datum
[ba
r]
TMP Filtration TMP Rückspülen
Abb. 5-10: Versuchsphase Alkoholherstellung, Transmembrandruck Filtration, Rückspülung
(1= mechanische Reinigung, 2 = Saure chemische Reinigung)
Kombiniert man die Abb. 5-9 und Abb. 5-10 erhält man als Ergebnis die temperaturnormierte
Permeabilität während der Filtration gemessen in l/(m²*h*bar). Über die Versuchsphase sank bei
den Laborplatten die Permeabilität von Werten um 40 l/(m²*h*bar) auf ein Niveau von 18
l/(m²*h*bar). Dieser Wert markierte das Ende der ersten Phase vor den Weihnachtsfeiertagen.
1 1 1
1
2
Betriebsferien
Laborplatten Minimodul
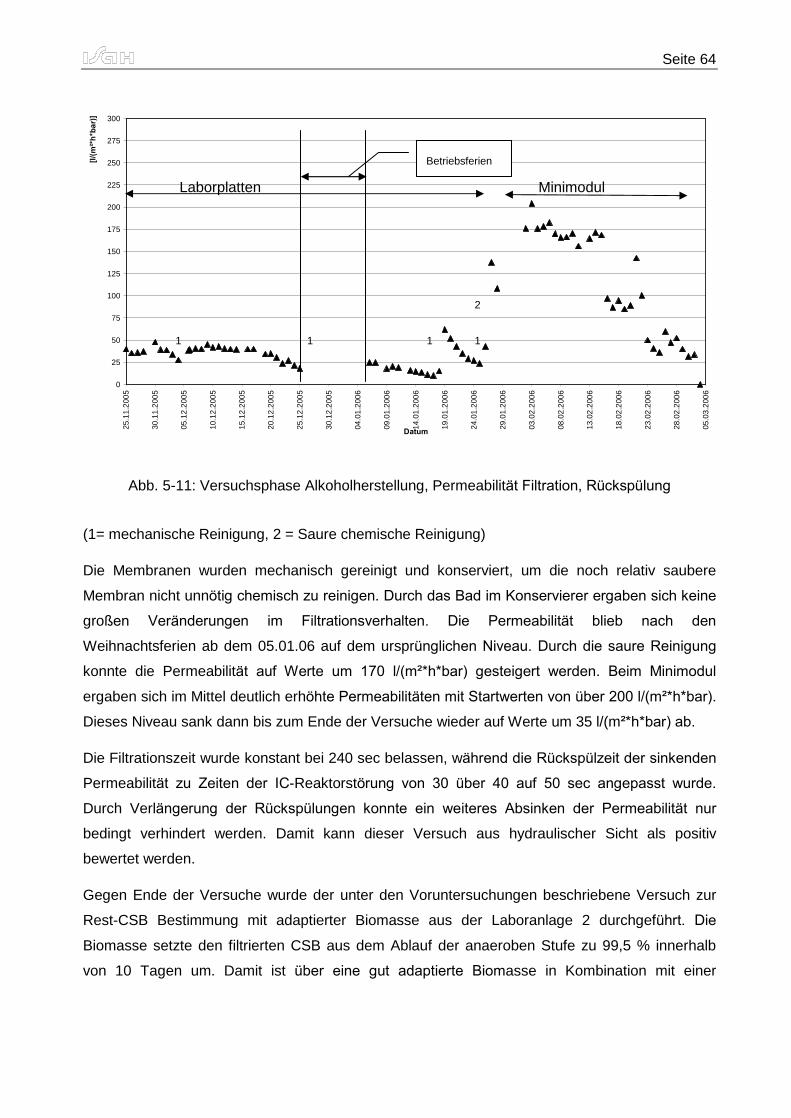
Seite 64
0
25
50
75
100
125
150
175
200
225
250
275
30025
.11.
2005
30.1
1.20
05
05.1
2.20
05
10.1
2.20
05
15.1
2.20
05
20.1
2.20
05
25.1
2.20
05
30.1
2.20
05
04.0
1.20
06
09.0
1.20
06
14.0
1.20
06
19.0
1.20
06
24.0
1.20
06
29.0
1.20
06
03.0
2.20
06
08.0
2.20
06
13.0
2.20
06
18.0
2.20
06
23.0
2.20
06
28.0
2.20
06
05.0
3.20
06
Datum
[l/(
m²*
h*b
ar)
]
Abb. 5-11: Versuchsphase Alkoholherstellung, Permeabilität Filtration, Rückspülung
(1= mechanische Reinigung, 2 = Saure chemische Reinigung)
Die Membranen wurden mechanisch gereinigt und konserviert, um die noch relativ saubere
Membran nicht unnötig chemisch zu reinigen. Durch das Bad im Konservierer ergaben sich keine
großen Veränderungen im Filtrationsverhalten. Die Permeabilität blieb nach den
Weihnachtsferien ab dem 05.01.06 auf dem ursprünglichen Niveau. Durch die saure Reinigung
konnte die Permeabilität auf Werte um 170 l/(m²*h*bar) gesteigert werden. Beim Minimodul
ergaben sich im Mittel deutlich erhöhte Permeabilitäten mit Startwerten von über 200 l/(m²*h*bar).
Dieses Niveau sank dann bis zum Ende der Versuche wieder auf Werte um 35 l/(m²*h*bar) ab.
Die Filtrationszeit wurde konstant bei 240 sec belassen, während die Rückspülzeit der sinkenden
Permeabilität zu Zeiten der IC-Reaktorstörung von 30 über 40 auf 50 sec angepasst wurde.
Durch Verlängerung der Rückspülungen konnte ein weiteres Absinken der Permeabilität nur
bedingt verhindert werden. Damit kann dieser Versuch aus hydraulischer Sicht als positiv
bewertet werden.
Gegen Ende der Versuche wurde der unter den Voruntersuchungen beschriebene Versuch zur
Rest-CSB Bestimmung mit adaptierter Biomasse aus der Laboranlage 2 durchgeführt. Die
Biomasse setzte den filtrierten CSB aus dem Ablauf der anaeroben Stufe zu 99,5 % innerhalb
von 10 Tagen um. Damit ist über eine gut adaptierte Biomasse in Kombination mit einer
1 1 1 1
2
Betriebsferien
Laborplatten Minimodul
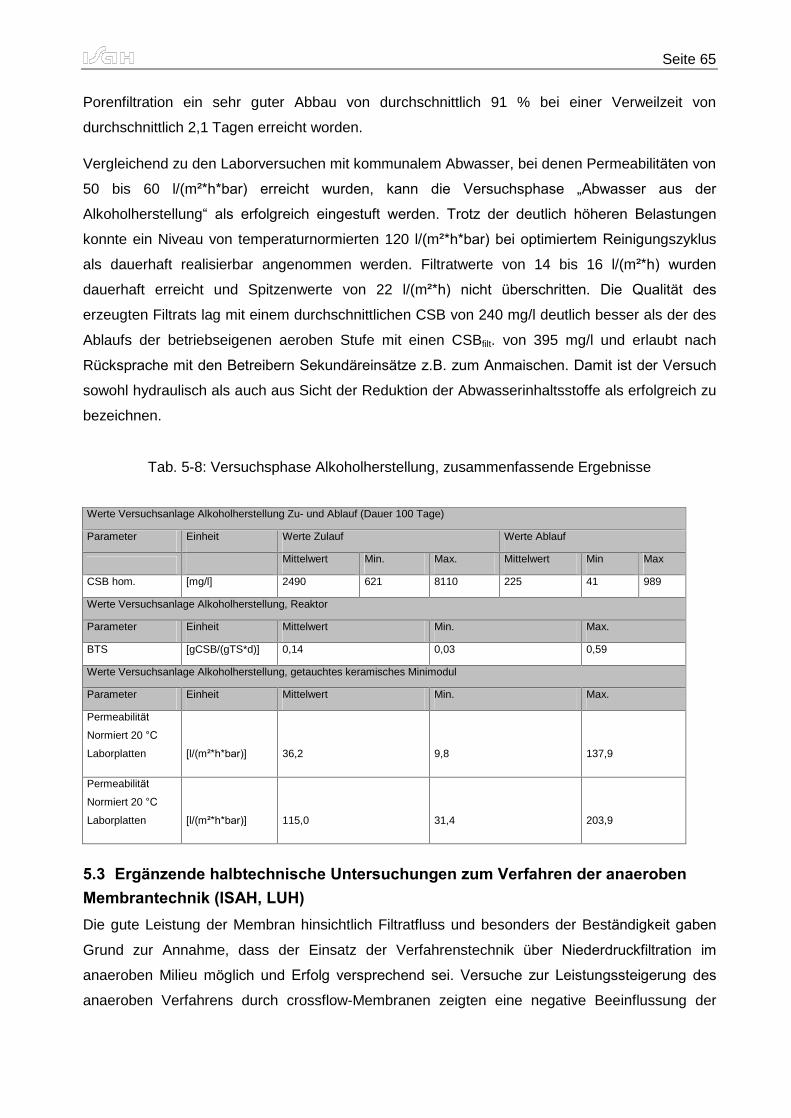
Seite 65
Porenfiltration ein sehr guter Abbau von durchschnittlich 91 % bei einer Verweilzeit von
durchschnittlich 2,1 Tagen erreicht worden.
Vergleichend zu den Laborversuchen mit kommunalem Abwasser, bei denen Permeabilitäten von
50 bis 60 l/(m²*h*bar) erreicht wurden, kann die Versuchsphase �Abwasser aus der
Alkoholherstellung� als erfolgreich eingestuft werden. Trotz der deutlich höheren Belastungen
konnte ein Niveau von temperaturnormierten 120 l/(m²*h*bar) bei optimiertem Reinigungszyklus
als dauerhaft realisierbar angenommen werden. Filtratwerte von 14 bis 16 l/(m²*h) wurden
dauerhaft erreicht und Spitzenwerte von 22 l/(m²*h) nicht überschritten. Die Qualität des
erzeugten Filtrats lag mit einem durchschnittlichen CSB von 240 mg/l deutlich besser als der des
Ablaufs der betriebseigenen aeroben Stufe mit einen CSBfilt. von 395 mg/l und erlaubt nach
Rücksprache mit den Betreibern Sekundäreinsätze z.B. zum Anmaischen. Damit ist der Versuch
sowohl hydraulisch als auch aus Sicht der Reduktion der Abwasserinhaltsstoffe als erfolgreich zu
bezeichnen.
Tab. 5-8: Versuchsphase Alkoholherstellung, zusammenfassende Ergebnisse
Werte Versuchsanlage Alkoholherstellung Zu- und Ablauf (Dauer 100 Tage)
Parameter Einheit Werte Zulauf Werte Ablauf
Mittelwert Min. Max. Mittelwert Min Max
CSB hom. [mg/l] 2490 621 8110 225 41 989
Werte Versuchsanlage Alkoholherstellung, Reaktor
Parameter Einheit Mittelwert Min. Max.
BTS [gCSB/(gTS*d)] 0,14 0,03 0,59
Werte Versuchsanlage Alkoholherstellung, getauchtes keramisches Minimodul
Parameter Einheit Mittelwert Min. Max.
Permeabilität
Normiert 20 °C
Laborplatten [l/(m²*h*bar)] 36,2 9,8 137,9
Permeabilität
Normiert 20 °C
Laborplatten [l/(m²*h*bar)] 115,0 31,4 203,9
5.3 Ergänzende halbtechnische Untersuchungen zum Verfahren der anaeroben
Membrantechnik (ISAH, LUH)
Die gute Leistung der Membran hinsichtlich Filtratfluss und besonders der Beständigkeit gaben
Grund zur Annahme, dass der Einsatz der Verfahrenstechnik über Niederdruckfiltration im
anaeroben Milieu möglich und Erfolg versprechend sei. Versuche zur Leistungssteigerung des
anaeroben Verfahrens durch crossflow-Membranen zeigten eine negative Beeinflussung der
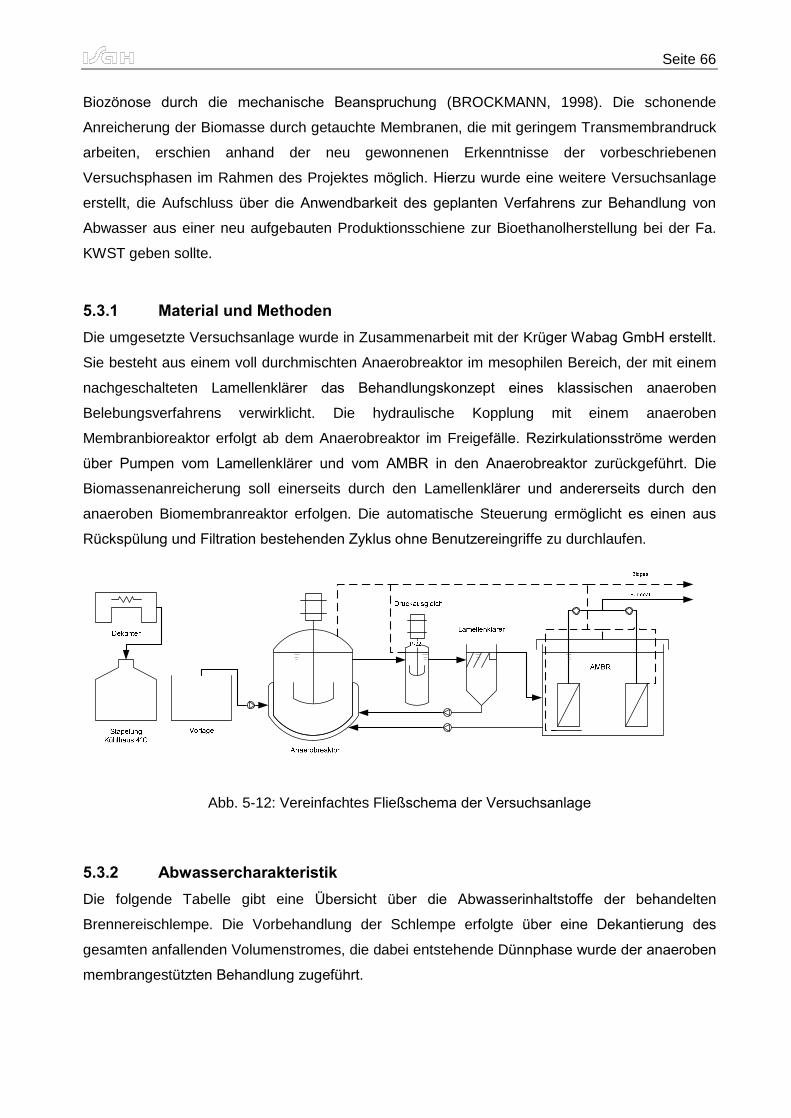
Seite 66
Biozönose durch die mechanische Beanspruchung (BROCKMANN, 1998). Die schonende
Anreicherung der Biomasse durch getauchte Membranen, die mit geringem Transmembrandruck
arbeiten, erschien anhand der neu gewonnenen Erkenntnisse der vorbeschriebenen
Versuchsphasen im Rahmen des Projektes möglich. Hierzu wurde eine weitere Versuchsanlage
erstellt, die Aufschluss über die Anwendbarkeit des geplanten Verfahrens zur Behandlung von
Abwasser aus einer neu aufgebauten Produktionsschiene zur Bioethanolherstellung bei der Fa.
KWST geben sollte.
5.3.1 Material und Methoden
Die umgesetzte Versuchsanlage wurde in Zusammenarbeit mit der Krüger Wabag GmbH erstellt.
Sie besteht aus einem voll durchmischten Anaerobreaktor im mesophilen Bereich, der mit einem
nachgeschalteten Lamellenklärer das Behandlungskonzept eines klassischen anaeroben
Belebungsverfahrens verwirklicht. Die hydraulische Kopplung mit einem anaeroben
Membranbioreaktor erfolgt ab dem Anaerobreaktor im Freigefälle. Rezirkulationsströme werden
über Pumpen vom Lamellenklärer und vom AMBR in den Anaerobreaktor zurückgeführt. Die
Biomassenanreicherung soll einerseits durch den Lamellenklärer und andererseits durch den
anaeroben Biomembranreaktor erfolgen. Die automatische Steuerung ermöglicht es einen aus
Rückspülung und Filtration bestehenden Zyklus ohne Benutzereingriffe zu durchlaufen.
Abb. 5-12: Vereinfachtes Fließschema der Versuchsanlage
5.3.2 Abwassercharakteristik
Die folgende Tabelle gibt eine Übersicht über die Abwasserinhaltstoffe der behandelten
Brennereischlempe. Die Vorbehandlung der Schlempe erfolgte über eine Dekantierung des
gesamten anfallenden Volumenstromes, die dabei entstehende Dünnphase wurde der anaeroben
membrangestützten Behandlung zugeführt.
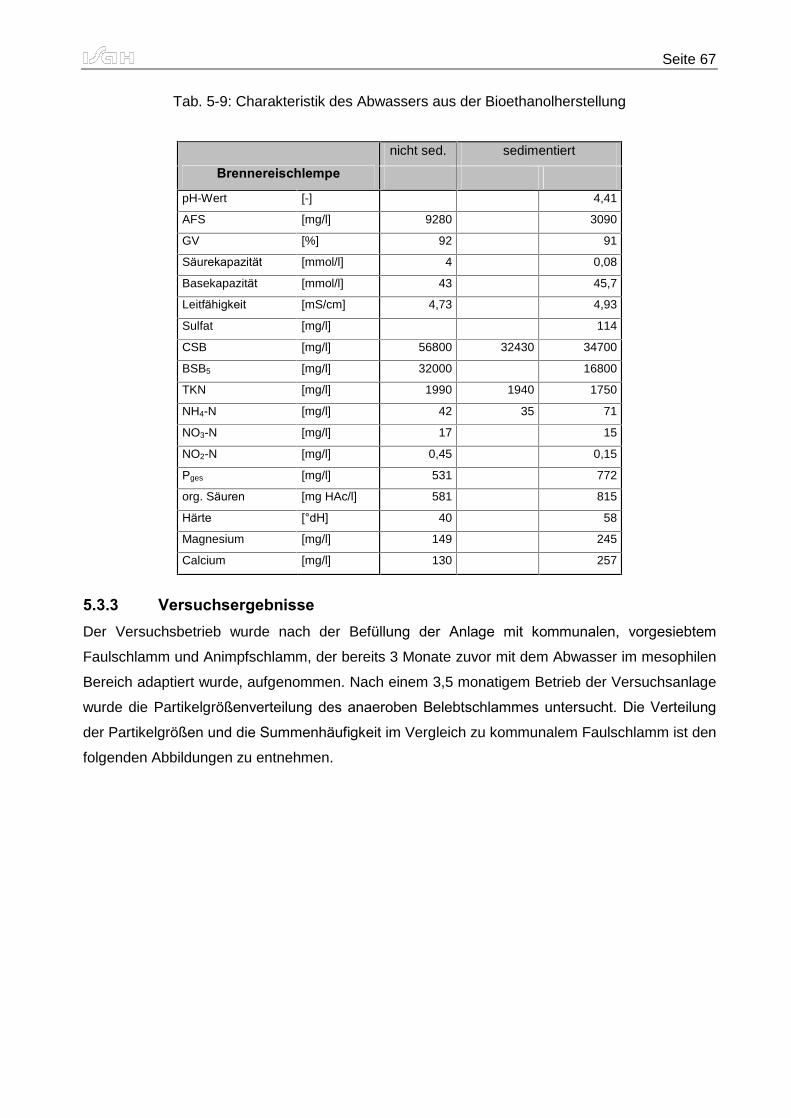
Seite 67
Tab. 5-9: Charakteristik des Abwassers aus der Bioethanolherstellung
nicht sed. sedimentiert
Brennereischlempe
pH-Wert [-] 4,41
AFS [mg/l] 9280 3090
GV [%] 92 91
Säurekapazität [mmol/l] 4 0,08
Basekapazität [mmol/l] 43 45,7
Leitfähigkeit [mS/cm] 4,73 4,93
Sulfat [mg/l] 114
CSB [mg/l] 56800 32430 34700
BSB5 [mg/l] 32000 16800
TKN [mg/l] 1990 1940 1750
NH4-N [mg/l] 42 35 71
NO3-N [mg/l] 17 15
NO2-N [mg/l] 0,45 0,15
Pges [mg/l] 531 772
org. Säuren [mg HAc/l] 581 815
Härte [°dH] 40 58
Magnesium [mg/l] 149 245
Calcium [mg/l] 130 257
5.3.3 Versuchsergebnisse
Der Versuchsbetrieb wurde nach der Befüllung der Anlage mit kommunalen, vorgesiebtem
Faulschlamm und Animpfschlamm, der bereits 3 Monate zuvor mit dem Abwasser im mesophilen
Bereich adaptiert wurde, aufgenommen. Nach einem 3,5 monatigem Betrieb der Versuchsanlage
wurde die Partikelgrößenverteilung des anaeroben Belebtschlammes untersucht. Die Verteilung
der Partikelgrößen und die Summenhäufigkeit im Vergleich zu kommunalem Faulschlamm ist den
folgenden Abbildungen zu entnehmen.
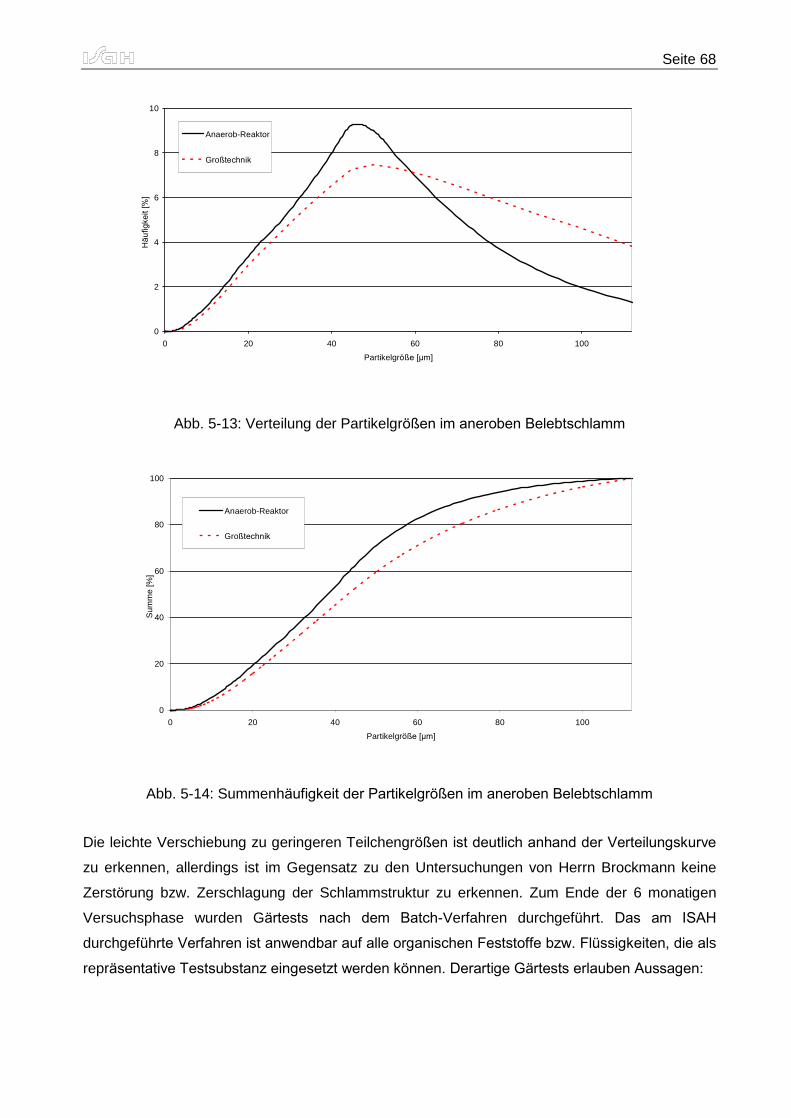
Seite 68
0
2
4
6
8
10
0 20 40 60 80 100
Partikelgröße [µm]
Hä
ufig
ke
it [
%]
Anaerob-Reaktor
Großtechnik
Abb. 5-13: Verteilung der Partikelgrößen im aneroben Belebtschlamm
0
20
40
60
80
100
0 20 40 60 80 100
Partikelgröße [µm]
Sum
me
[%]
Anaerob-Reaktor
Großtechnik
Abb. 5-14: Summenhäufigkeit der Partikelgrößen im aneroben Belebtschlamm
Die leichte Verschiebung zu geringeren Teilchengrößen ist deutlich anhand der Verteilungskurve
zu erkennen, allerdings ist im Gegensatz zu den Untersuchungen von Herrn Brockmann keine
Zerstörung bzw. Zerschlagung der Schlammstruktur zu erkennen. Zum Ende der 6 monatigen
Versuchsphase wurden Gärtests nach dem Batch-Verfahren durchgeführt. Das am ISAH
durchgeführte Verfahren ist anwendbar auf alle organischen Feststoffe bzw. Flüssigkeiten, die als
repräsentative Testsubstanz eingesetzt werden können. Derartige Gärtests erlauben Aussagen:
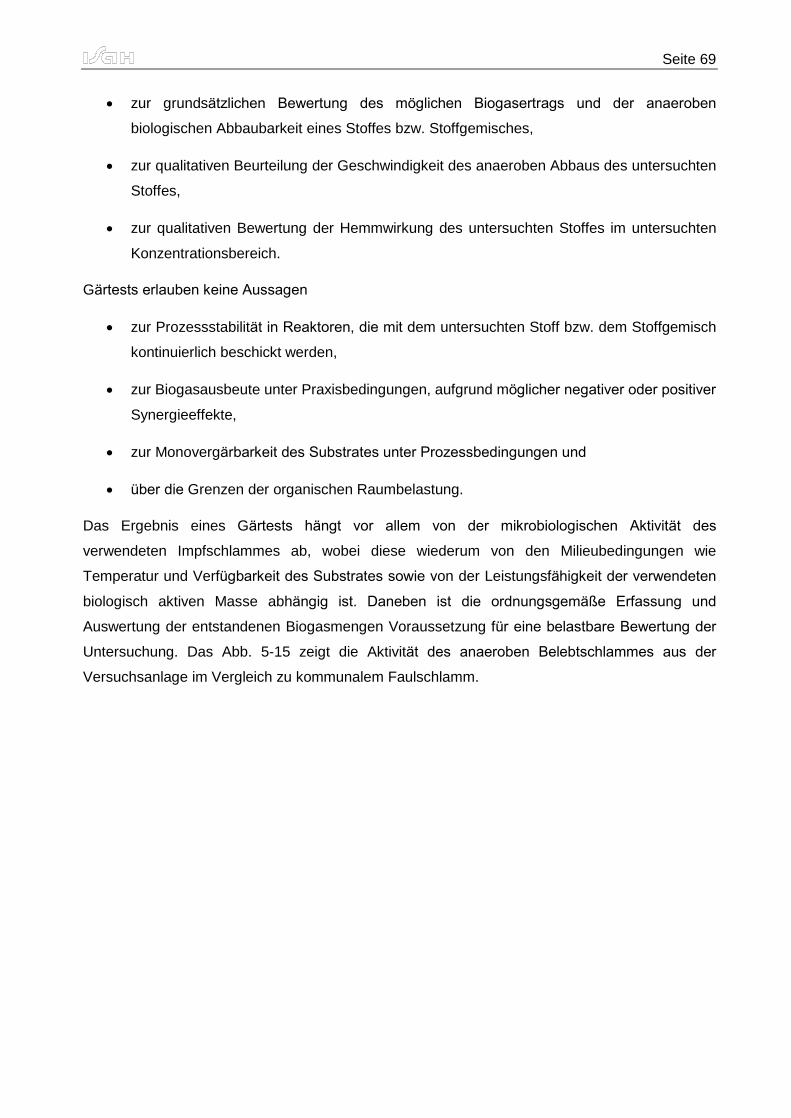
Seite 69
zur grundsätzlichen Bewertung des möglichen Biogasertrags und der anaeroben
biologischen Abbaubarkeit eines Stoffes bzw. Stoffgemisches,
zur qualitativen Beurteilung der Geschwindigkeit des anaeroben Abbaus des untersuchten
Stoffes,
zur qualitativen Bewertung der Hemmwirkung des untersuchten Stoffes im untersuchten
Konzentrationsbereich.
Gärtests erlauben keine Aussagen
zur Prozessstabilität in Reaktoren, die mit dem untersuchten Stoff bzw. dem Stoffgemisch
kontinuierlich beschickt werden,
zur Biogasausbeute unter Praxisbedingungen, aufgrund möglicher negativer oder positiver
Synergieeffekte,
zur Monovergärbarkeit des Substrates unter Prozessbedingungen und
über die Grenzen der organischen Raumbelastung.
Das Ergebnis eines Gärtests hängt vor allem von der mikrobiologischen Aktivität des
verwendeten Impfschlammes ab, wobei diese wiederum von den Milieubedingungen wie
Temperatur und Verfügbarkeit des Substrates sowie von der Leistungsfähigkeit der verwendeten
biologisch aktiven Masse abhängig ist. Daneben ist die ordnungsgemäße Erfassung und
Auswertung der entstandenen Biogasmengen Voraussetzung für eine belastbare Bewertung der
Untersuchung. Das Abb. 5-15 zeigt die Aktivität des anaeroben Belebtschlammes aus der
Versuchsanlage im Vergleich zu kommunalem Faulschlamm.
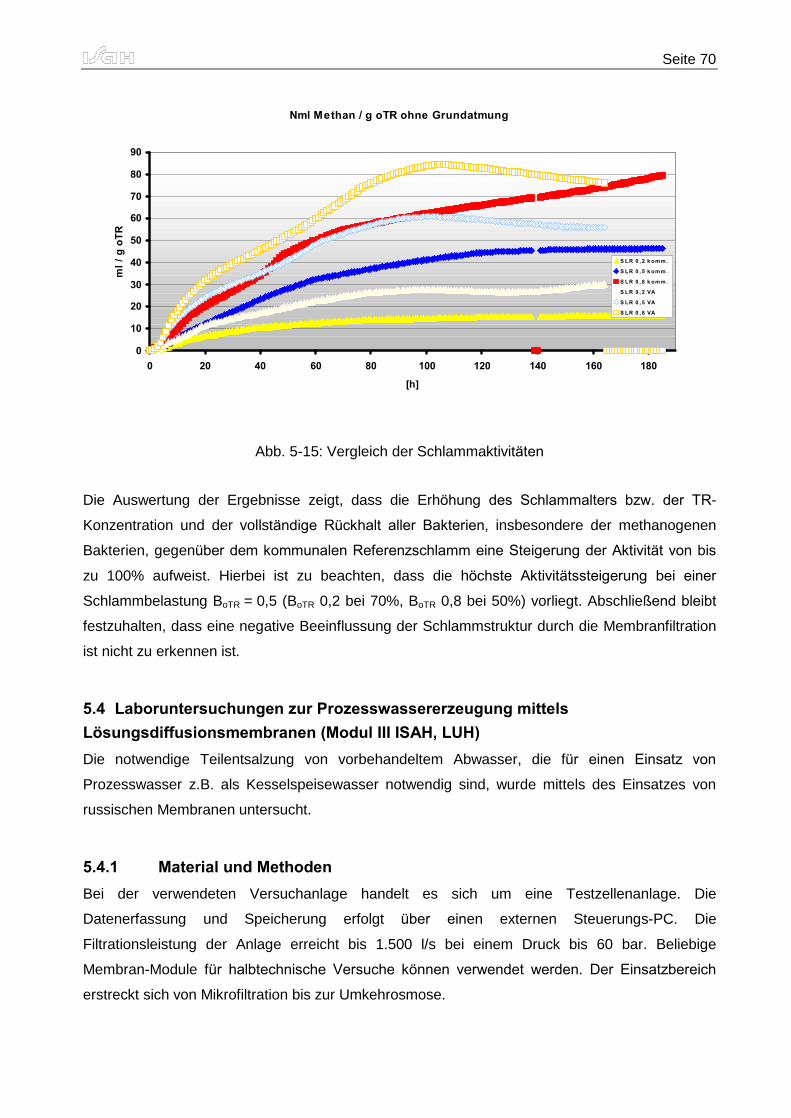
Seite 70
Nml Methan / g oTR ohne Grundatmung
0
10
20
30
40
50
60
70
80
90
0 20 40 60 80 100 120 140 160 180
[h]
ml
/ g
oT
R
S LR 0 , 2 k om m .
S LR 0 , 5 k om m .
S LR 0 , 8 k om m .
S LR 0 , 2 VA
S LR 0 , 5 VA
S LR 0 , 8 VA
Abb. 5-15: Vergleich der Schlammaktivitäten
Die Auswertung der Ergebnisse zeigt, dass die Erhöhung des Schlammalters bzw. der TR-
Konzentration und der vollständige Rückhalt aller Bakterien, insbesondere der methanogenen
Bakterien, gegenüber dem kommunalen Referenzschlamm eine Steigerung der Aktivität von bis
zu 100% aufweist. Hierbei ist zu beachten, dass die höchste Aktivitätssteigerung bei einer
Schlammbelastung BoTR = 0,5 (BoTR 0,2 bei 70%, BoTR 0,8 bei 50%) vorliegt. Abschließend bleibt
festzuhalten, dass eine negative Beeinflussung der Schlammstruktur durch die Membranfiltration
ist nicht zu erkennen ist.
5.4 Laboruntersuchungen zur Prozesswassererzeugung mittels
Lösungsdiffusionsmembranen (Modul III ISAH, LUH)
Die notwendige Teilentsalzung von vorbehandeltem Abwasser, die für einen Einsatz von
Prozesswasser z.B. als Kesselspeisewasser notwendig sind, wurde mittels des Einsatzes von
russischen Membranen untersucht.
5.4.1 Material und Methoden
Bei der verwendeten Versuchanlage handelt es sich um eine Testzellenanlage. Die
Datenerfassung und Speicherung erfolgt über einen externen Steuerungs-PC. Die
Filtrationsleistung der Anlage erreicht bis 1.500 l/s bei einem Druck bis 60 bar. Beliebige
Membran-Module für halbtechnische Versuche können verwendet werden. Der Einsatzbereich
erstreckt sich von Mikrofiltration bis zur Umkehrosmose.

Seite 71
Abb. 5-16: Membranteststand des ISAH
Untersucht wurde die Leistungsfähigkeit zweier verschiedener Module, die von der russischen
Seite zur Verfügung gestellt wurden. Hierbei handelte es sich um je ein Wickelmodul und ein
Hohlfasermodul. Die technischen Daten sind den beiden folgenden Tabellen zu entnehmen.
Tab. 5-10: Technische Daten des Moduls ÝPO-KH-100-101
Technische Daten
Wickelmodul ÝPO-KH-100-1016
Arbeitstemperatur 5 - 45 [ºC]
pH Arbeitsbereich 3 bis 10
Membranfläche 7 [m²]
Filtratleistung für Wasser (l/h bei 10bar) > 400 [l/h]
Arbeitsdruck 10 [bar]
Transmembrandrucke 20 [bar]
Cl-Menge in Zulauf < 0.1 [mg/l]
Fe-Gehalt im Zulauf < 0.1 [mg/l]
Partikelgröße 5 [ìm]
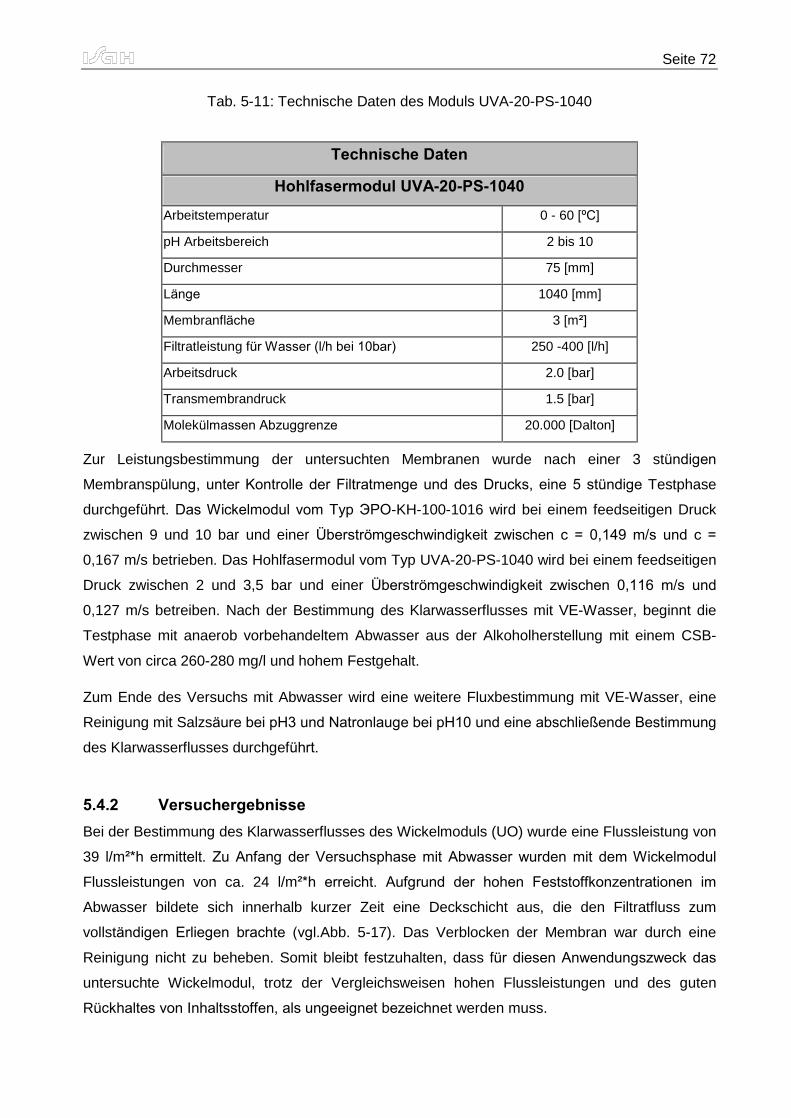
Seite 72
Tab. 5-11: Technische Daten des Moduls UVA-20-PS-1040
Technische Daten
Hohlfasermodul UVA-20-PS-1040
Arbeitstemperatur 0 - 60 [ºC]
pH Arbeitsbereich 2 bis 10
Durchmesser 75 [mm]
Länge 1040 [mm]
Membranfläche 3 [m²]
Filtratleistung für Wasser (l/h bei 10bar) 250 -400 [l/h]
Arbeitsdruck 2.0 [bar]
Transmembrandruck 1.5 [bar]
Molekülmassen Abzuggrenze 20.000 [Dalton]
Zur Leistungsbestimmung der untersuchten Membranen wurde nach einer 3 stündigen
Membranspülung, unter Kontrolle der Filtratmenge und des Drucks, eine 5 stündige Testphase
durchgeführt. Das Wickelmodul vom Typ ÝPO-KH-100-1016 wird bei einem feedseitigen Druck
zwischen 9 und 10 bar und einer Überströmgeschwindigkeit zwischen c = 0,149 m/s und c =
0,167 m/s betrieben. Das Hohlfasermodul vom Typ UVA-20-PS-1040 wird bei einem feedseitigen
Druck zwischen 2 und 3,5 bar und einer Überströmgeschwindigkeit zwischen 0,116 m/s und
0,127 m/s betreiben. Nach der Bestimmung des Klarwasserflusses mit VE-Wasser, beginnt die
Testphase mit anaerob vorbehandeltem Abwasser aus der Alkoholherstellung mit einem CSB-
Wert von circa 260-280 mg/l und hohem Festgehalt.
Zum Ende des Versuchs mit Abwasser wird eine weitere Fluxbestimmung mit VE-Wasser, eine
Reinigung mit Salzsäure bei pH3 und Natronlauge bei pH10 und eine abschließende Bestimmung
des Klarwasserflusses durchgeführt.
5.4.2 Versuchergebnisse
Bei der Bestimmung des Klarwasserflusses des Wickelmoduls (UO) wurde eine Flussleistung von
39 l/m²*h ermittelt. Zu Anfang der Versuchsphase mit Abwasser wurden mit dem Wickelmodul
Flussleistungen von ca. 24 l/m²*h erreicht. Aufgrund der hohen Feststoffkonzentrationen im
Abwasser bildete sich innerhalb kurzer Zeit eine Deckschicht aus, die den Filtratfluss zum
vollständigen Erliegen brachte (vgl.Abb. 5-17). Das Verblocken der Membran war durch eine
Reinigung nicht zu beheben. Somit bleibt festzuhalten, dass für diesen Anwendungszweck das
untersuchte Wickelmodul, trotz der Vergleichsweisen hohen Flussleistungen und des guten
Rückhaltes von Inhaltsstoffen, als ungeeignet bezeichnet werden muss.
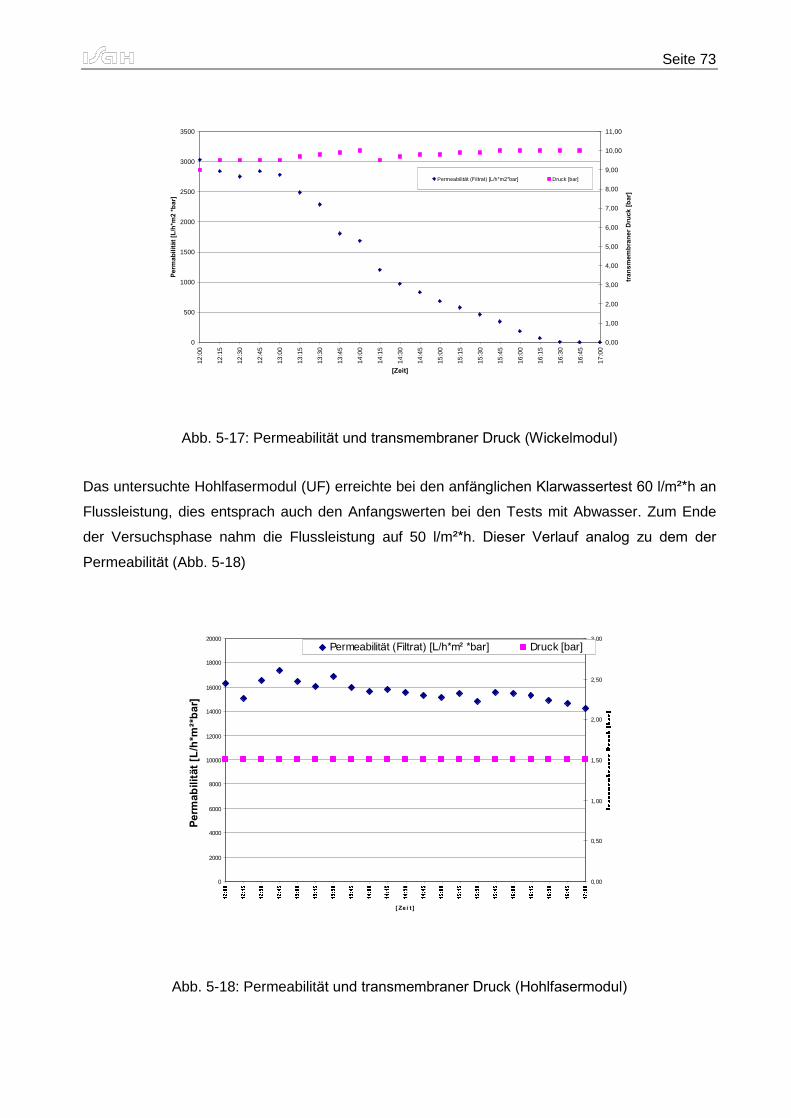
Seite 73
0
500
1000
1500
2000
2500
3000
3500
12:0
0
12:1
5
12:3
0
12:4
5
13:0
0
13:1
5
13:3
0
13:4
5
14:0
0
14:1
5
14:3
0
14:4
5
15:0
0
15:1
5
15:3
0
15:4
5
16:0
0
16:1
5
16:3
0
16:4
5
17:0
0
[Zeit]
Pe
rma
bil
itä
t [L
/h*m
2 *
ba
r]
0,00
1,00
2,00
3,00
4,00
5,00
6,00
7,00
8,00
9,00
10,00
11,00
tra
ns
me
mb
ran
er
Dru
ck
[b
ar]
Permeabilität (Filtrat) [L/h*m2*bar] Druck [bar]
Abb. 5-17: Permeabilität und transmembraner Druck (Wickelmodul)
Das untersuchte Hohlfasermodul (UF) erreichte bei den anfänglichen Klarwassertest 60 l/m²*h an
Flussleistung, dies entsprach auch den Anfangswerten bei den Tests mit Abwasser. Zum Ende
der Versuchsphase nahm die Flussleistung auf 50 l/m²*h. Dieser Verlauf analog zu dem der
Permeabilität (Abb. 5-18)
0
2000
4000
6000
8000
10000
12000
14000
16000
18000
20000
[ Ze i t ]
Pe
rma
bilit
ät
[L/h
*m²*
ba
r]
0,00
0,50
1,00
1,50
2,00
2,50
3,00
Permeabilität (Filtrat) [L/h*m² *bar] Druck [bar]
Abb. 5-18: Permeabilität und transmembraner Druck (Hohlfasermodul)
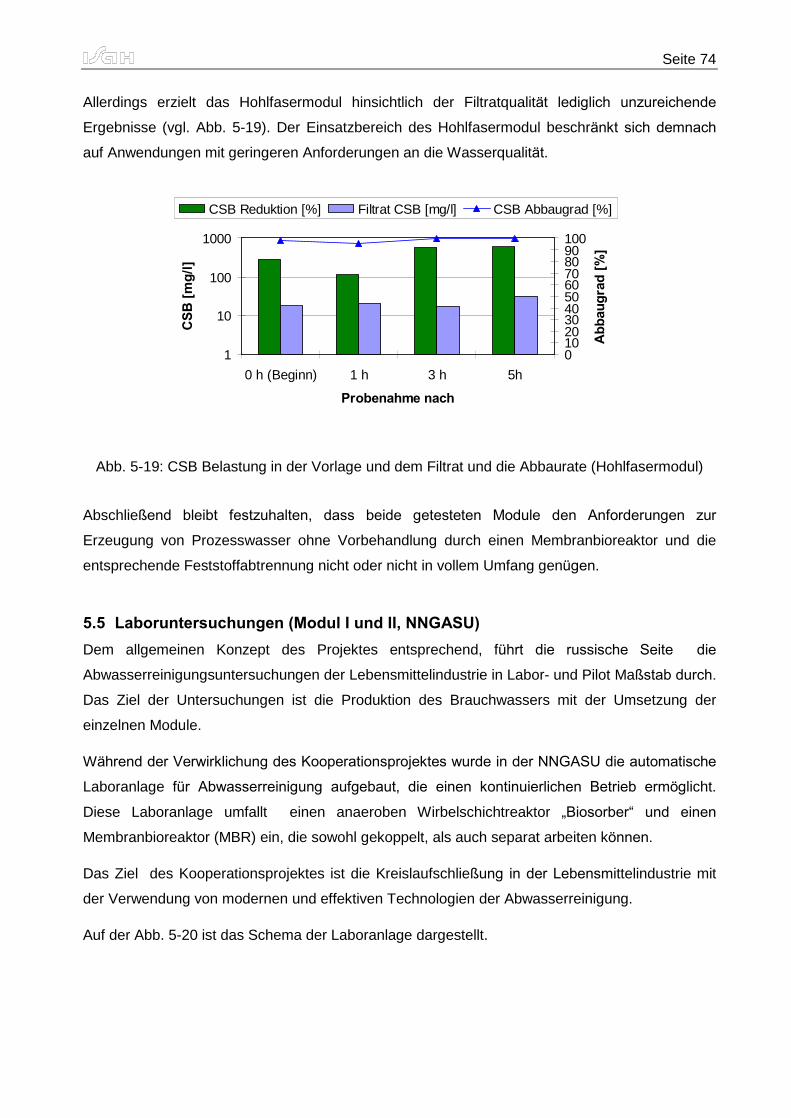
Seite 74
Allerdings erzielt das Hohlfasermodul hinsichtlich der Filtratqualität lediglich unzureichende
Ergebnisse (vgl. Abb. 5-19). Der Einsatzbereich des Hohlfasermodul beschränkt sich demnach
auf Anwendungen mit geringeren Anforderungen an die Wasserqualität.
1
10
100
1000
0 h (Beginn) 1 h 3 h 5h
Probenahme nach
CS
B [
mg
/l]
0102030405060708090100
Ab
bau
gra
d [
%]
CSB Reduktion [%] Filtrat CSB [mg/l] CSB Abbaugrad [%]
Abb. 5-19: CSB Belastung in der Vorlage und dem Filtrat und die Abbaurate (Hohlfasermodul)
Abschließend bleibt festzuhalten, dass beide getesteten Module den Anforderungen zur
Erzeugung von Prozesswasser ohne Vorbehandlung durch einen Membranbioreaktor und die
entsprechende Feststoffabtrennung nicht oder nicht in vollem Umfang genügen.
5.5 Laboruntersuchungen (Modul I und II, NNGASU)
Dem allgemeinen Konzept des Projektes entsprechend, führt die russische Seite die
Abwasserreinigungsuntersuchungen der Lebensmittelindustrie in Labor- und Pilot Maßstab durch.
Das Ziel der Untersuchungen ist die Produktion des Brauchwassers mit der Umsetzung der
einzelnen Module.
Während der Verwirklichung des Kooperationsprojektes wurde in der NNGASU die automatische
Laboranlage für Abwasserreinigung aufgebaut, die einen kontinuierlichen Betrieb ermöglicht.
Diese Laboranlage umfallt einen anaeroben Wirbelschichtreaktor �Biosorber� und einen
Membranbioreaktor (MBR) ein, die sowohl gekoppelt, als auch separat arbeiten können.
Das Ziel des Kooperationsprojektes ist die Kreislaufschließung in der Lebensmittelindustrie mit
der Verwendung von modernen und effektiven Technologien der Abwasserreinigung.
Auf der Abb. 5-20 ist das Schema der Laboranlage dargestellt.
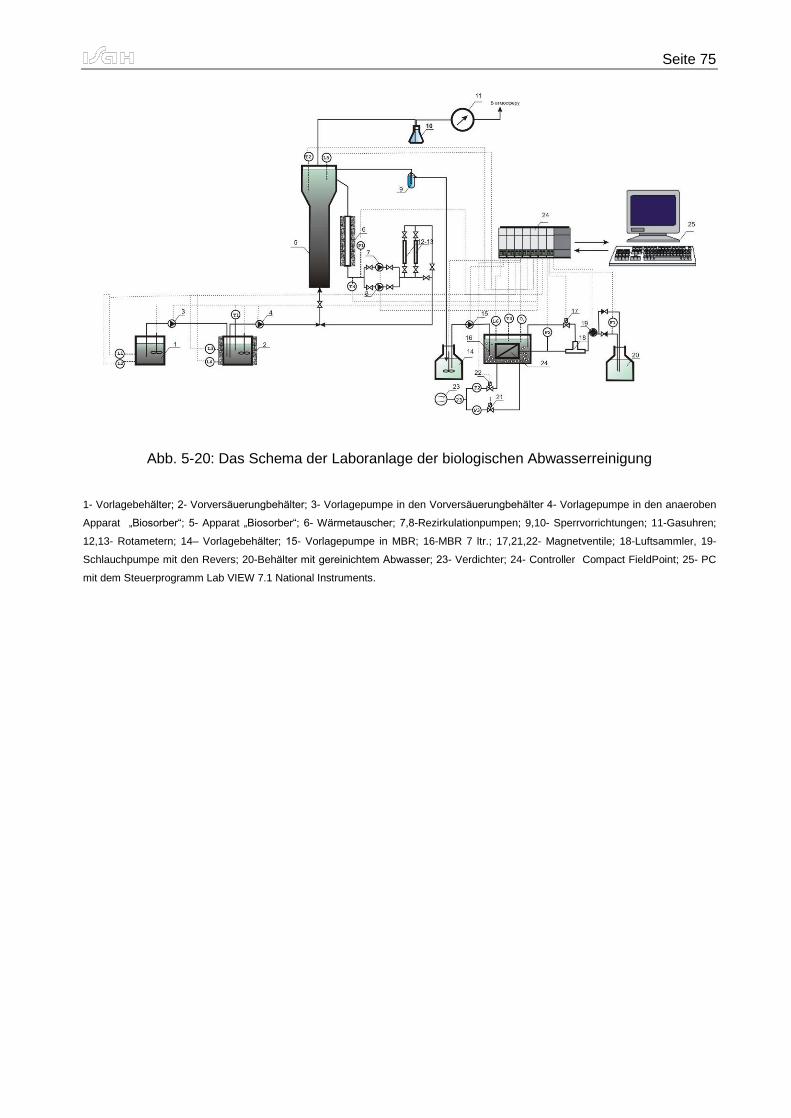
Seite 75
Abb. 5-20: Das Schema der Laboranlage der biologischen Abwasserreinigung
1- Vorlagebehälter; 2- Vorversäuerungbehälter; 3- Vorlagepumpe in den Vorversäuerungbehälter 4- Vorlagepumpe in den anaeroben
Apparat �Biosorber�; 5- Apparat �Biosorber�; 6- Wärmetauscher; 7,8-Rezirkulationpumpen; 9,10- Sperrvorrichtungen; 11-Gasuhren;
12,13- Rotametern; 14� Vorlagebehälter; 15- Vorlagepumpe in MBR; 16-MBR 7 ltr.; 17,21,22- Magnetventile; 18-Luftsammler, 19-
Schlauchpumpe mit den Revers; 20-Behälter mit gereinichtem Abwasser; 23- Verdichter; 24- Controller Compact FieldPoint; 25- PC
mit dem Steuerprogramm Lab VIEW 7.1 National Instruments.
Seite 76
Abb. 5-21: Laboranlage zu Modul I und II (NNGASU)
Die Untersuchungen zur Abwasserreinigung im Labormaßstab wurden mit dem Abwasser der
Nudelfabrik durchgeführt, die Zusammensetzung des Abwassers ist in der folgenden Tabelle
dargestellt.
Tab. 5-12: Abwasserzusammensetzung Nudelproduktion
Parameter
Min. Wert Max. Wert Mittelwert
CSB homogenisiert, mg/l 380 2320 990
BSB20, mg/l 173 1055 450
NH4+-N, mg/l 8,8 28,1 16,2
PO43--P, mg/l 0,33 2,53 1,23
Schwebstoffe, mg/l 69,5 237 141
ðÍ 4,5 6,7 5,6
Seite 77
Als getauchte Membanenelemente wurden Keramikplattenmembranen der Firma ItN Nanovation
mit dem Porendurchmesser 200 und 300 nm und auch die Röhrenkeramikmembranen der
Russischen Technologischen Chemie Universität D. Mendeleev (Russland) mit einem
Porendurchmesser 200 nm und einer Oberfläche von 0,1 m² verwendet.
Abb. 5-22: Röhrenkeramikmembranen der Russischen Technologischen Chemie Universität D.
Mendeleev (Russland)
Die Verweilzeit variiert während der Untersuchungen zwischen 4 und 21 h. Im Laufe der
Versuche wurden TS-Gehalt von bis zu 17,5 g/l erreicht, die Temperatur zwischen 19-23°C.
CSB- BSB20- und NH4+-N- Abbaurate liegt im Bereich von 73�91% für CSB, 97-99 % für BSB20
und 63-87 % für NH4+-N. Wie in Abb. 5-23 zu erkennen ist die Abbaurate in dem betrachteten
Bereich von der Verweilzeit unabhängig.
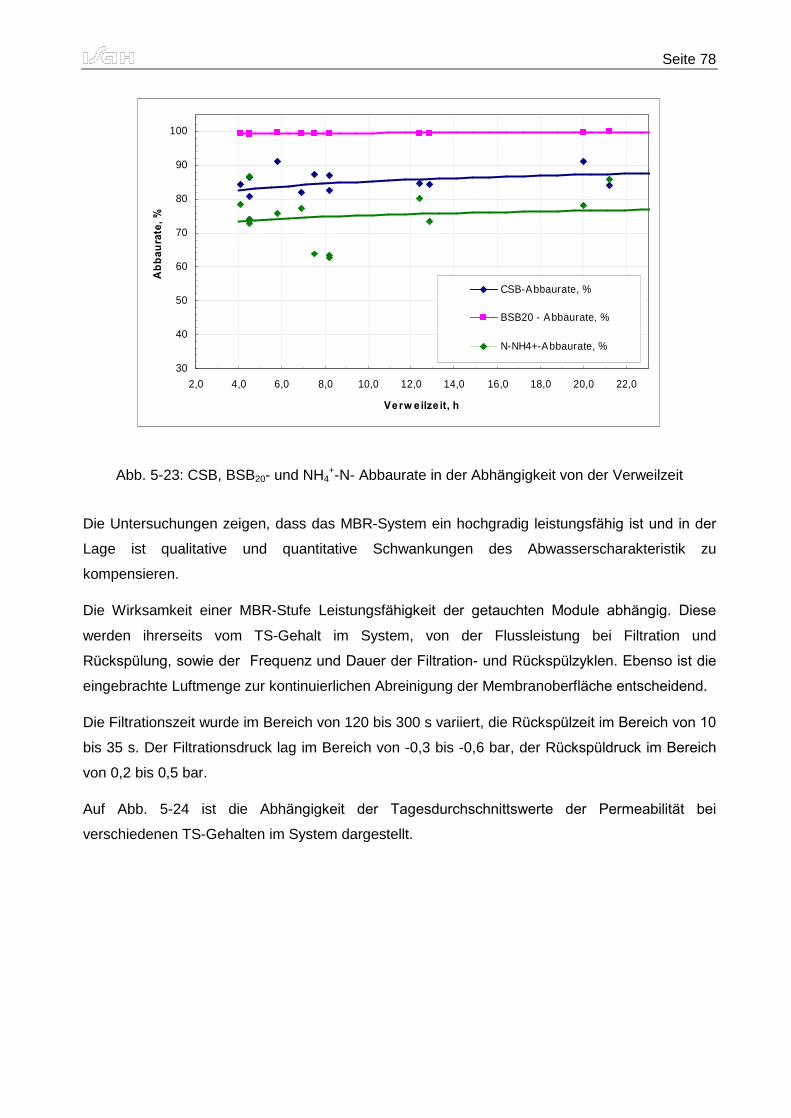
Seite 78
30
40
50
60
70
80
90
100
2,0 4,0 6,0 8,0 10,0 12,0 14,0 16,0 18,0 20,0 22,0
Verw eilze it, h
Ab
ba
ura
te,
%
CSB-Abbaurate, %
BSB20 - Abbaurate, %
N-NH4+-Abbaurate, %
Abb. 5-23: CSB, BSB20- und NH4+-N- Abbaurate in der Abhängigkeit von der Verweilzeit
Die Untersuchungen zeigen, dass das MBR-System ein hochgradig leistungsfähig ist und in der
Lage ist qualitative und quantitative Schwankungen des Abwasserscharakteristik zu
kompensieren.
Die Wirksamkeit einer MBR-Stufe Leistungsfähigkeit der getauchten Module abhängig. Diese
werden ihrerseits vom TS-Gehalt im System, von der Flussleistung bei Filtration und
Rückspülung, sowie der Frequenz und Dauer der Filtration- und Rückspülzyklen. Ebenso ist die
eingebrachte Luftmenge zur kontinuierlichen Abreinigung der Membranoberfläche entscheidend.
Die Filtrationszeit wurde im Bereich von 120 bis 300 s variiert, die Rückspülzeit im Bereich von 10
bis 35 s. Der Filtrationsdruck lag im Bereich von -0,3 bis -0,6 bar, der Rückspüldruck im Bereich
von 0,2 bis 0,5 bar.
Auf Abb. 5-24 ist die Abhängigkeit der Tagesdurchschnittswerte der Permeabilität bei
verschiedenen TS-Gehalten im System dargestellt.
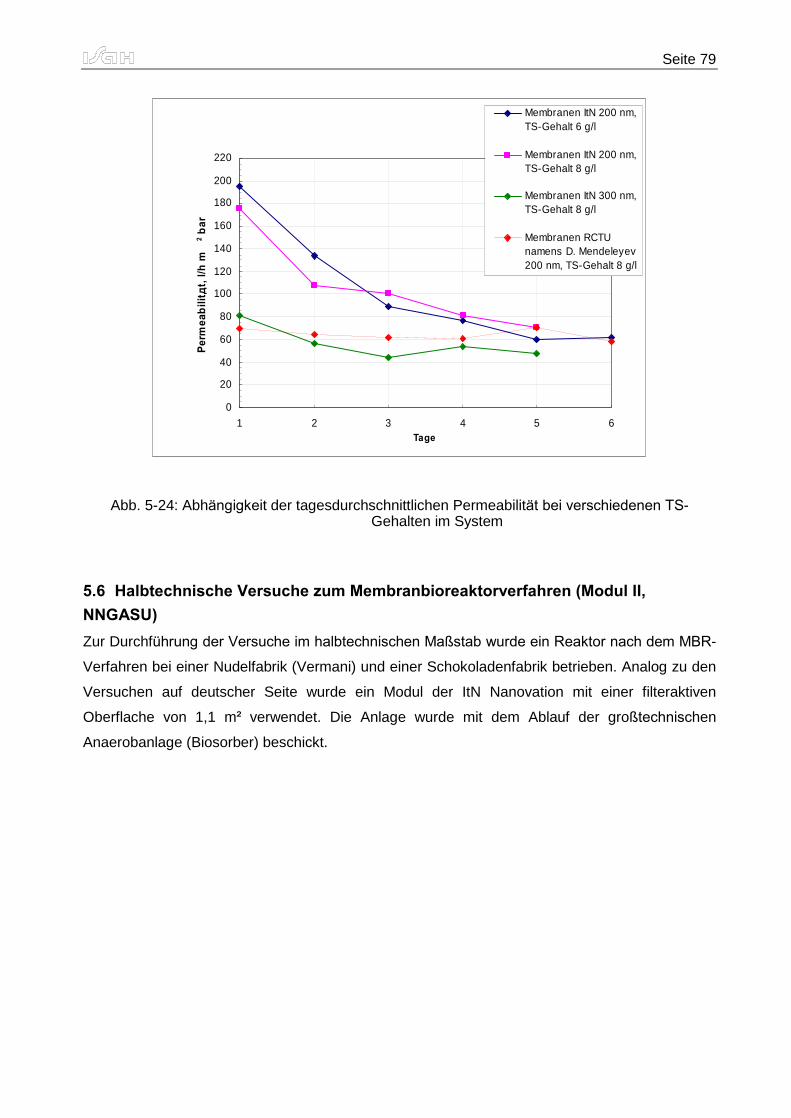
Seite 79
0
20
40
60
80
100
120
140
160
180
200
220
1 2 3 4 5 6Tage
Pe
rme
ab
ilitä
t, l
/h m
2 b
ar
Membranen ItN 200 nm,TS-Gehalt 6 g/l
Membranen ItN 200 nm,TS-Gehalt 8 g/l
Membranen ItN 300 nm,TS-Gehalt 8 g/l
Membranen RCTUnamens D. Mendeleyev200 nm, TS-Gehalt 8 g/l
Abb. 5-24: Abhängigkeit der tagesdurchschnittlichen Permeabilität bei verschiedenen TS-Gehalten im System
5.6 Halbtechnische Versuche zum Membranbioreaktorverfahren (Modul II,
NNGASU)
Zur Durchführung der Versuche im halbtechnischen Maßstab wurde ein Reaktor nach dem MBR-
Verfahren bei einer Nudelfabrik (Vermani) und einer Schokoladenfabrik betrieben. Analog zu den
Versuchen auf deutscher Seite wurde ein Modul der ItN Nanovation mit einer filteraktiven
Oberflache von 1,1 m² verwendet. Die Anlage wurde mit dem Ablauf der großtechnischen
Anaerobanlage (Biosorber) beschickt.
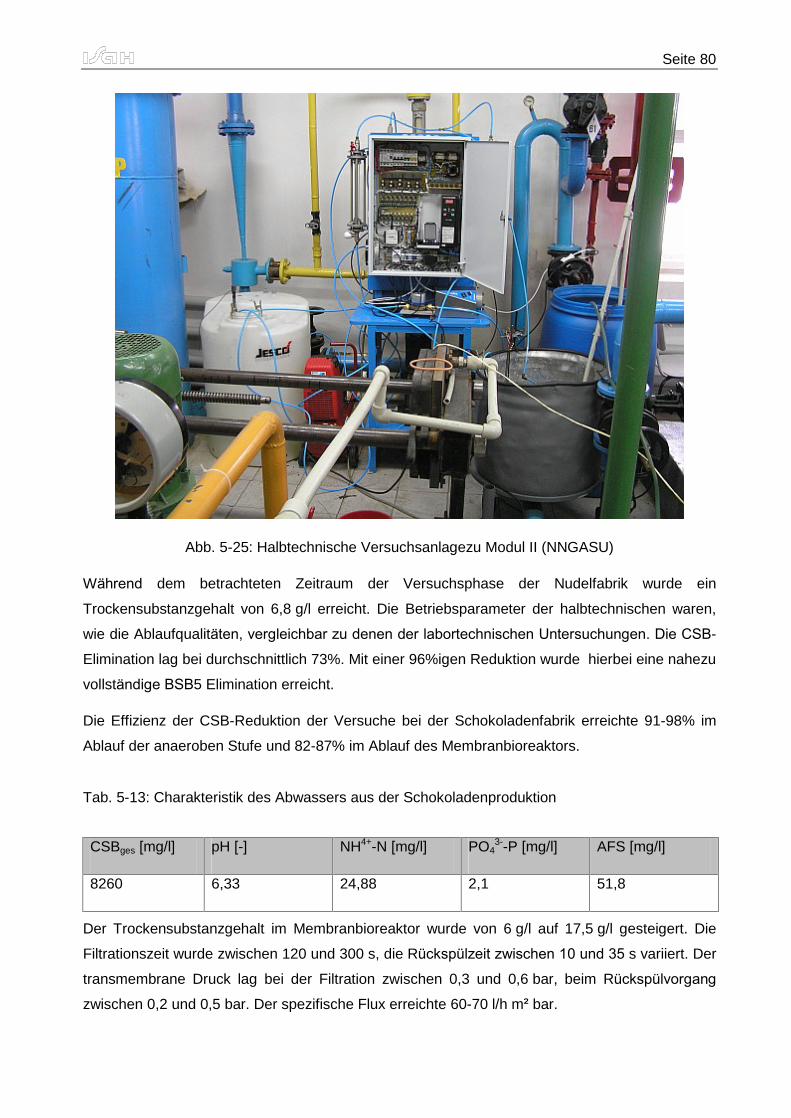
Seite 80
Abb. 5-25: Halbtechnische Versuchsanlagezu Modul II (NNGASU)
Während dem betrachteten Zeitraum der Versuchsphase der Nudelfabrik wurde ein
Trockensubstanzgehalt von 6,8 g/l erreicht. Die Betriebsparameter der halbtechnischen waren,
wie die Ablaufqualitäten, vergleichbar zu denen der labortechnischen Untersuchungen. Die CSB-
Elimination lag bei durchschnittlich 73%. Mit einer 96%igen Reduktion wurde hierbei eine nahezu
vollständige BSB5 Elimination erreicht.
Die Effizienz der CSB-Reduktion der Versuche bei der Schokoladenfabrik erreichte 91-98% im
Ablauf der anaeroben Stufe und 82-87% im Ablauf des Membranbioreaktors.
Tab. 5-13: Charakteristik des Abwassers aus der Schokoladenproduktion
CSBges [mg/l] pH [-] NH4+-N [mg/l] PO43--P [mg/l] AFS [mg/l]
8260 6,33 24,88 2,1 51,8
Der Trockensubstanzgehalt im Membranbioreaktor wurde von 6 g/l auf 17,5 g/l gesteigert. Die
Filtrationszeit wurde zwischen 120 und 300 s, die Rückspülzeit zwischen 10 und 35 s variiert. Der
transmembrane Druck lag bei der Filtration zwischen 0,3 und 0,6 bar, beim Rückspülvorgang
zwischen 0,2 und 0,5 bar. Der spezifische Flux erreichte 60-70 l/h m² bar.
Seite 81
5.7 Halbtechnische Versuche zur Prozesswassererzeugung (Modul III,
NNGASU)
Im Rahmen des Projektes wurde eine Pilotanlage erstellt, die zur Erprobung zweier
Ultrafiltrationsmodule BTU-0,5-2 und ein Umkehrosmosemodul des Betriebes �Membrani� AG
(Vladimir, Russland) diente. Diese Pilotanlage wurde zur Nachbehandlung des in Modul I und II
vorbehandelten Abwassers eingesetzt.
Abb. 5-26: Halbtechnische Versuchsanlage zu Modul III (NNGASU)
Die verwendeten Wickelmodule erzeugten in verschiedenen Anwendungen mit künstlichen
Abwasser und industriellen Abwasser aus der Nudelproduktion und der Schokoladenproduktion ein hochwertiges Prozesswasser (vgl. Tab. 5-14).
Tab. 5-14: Wasserqualität nach dreistufiger Behandlung (NNGASU)
pH
[-]
Trübung
[mg/l]
Härte
[°dH]
Alkalinität [mmol/]l
NH3, NH4
[mg/l]
NO2-N
[mg/l]
NO3-N
[mg/l]
Fe
[mg/l]
TOC
[mg/l]
6.63 < 0.58 0.7 1.72 0.18 0,1 6.4 < 0.1 0.5
Seite 82
5.8 Laboruntersuchungen zur Schlammbehandlung
In diesem Arbeitsschritt wurde die Schlammparameter verschiedener industrieller Schlämme und
des Schlamms aus der anaeroben Belebungsanlage bestimmt. Zusätzlich wurde der erwartete
Schlammanfall bei der Umsetzung der AMBR-Technik bestimmt.
5.8.1 Entwässerbarkeitstest
5.8.1.1 Material und Methoden
Bei den thermogravimetrischen Messungen wird die Schlammprobe bei konstanten Randbedingungen (Luftaustausch, Temperatur) getrocknet. Aus dem Kurvenverlauf der Trocknungsrate können in Abhängigkeit des Feuchtegehaltes der Probe die Wasseranteile
abgeleitet werden. Um entsprechende Wassermengen differenzieren zu können, wird die Probe
vor der Trocknung in einer Becherglaszentrifuge bei 1.000 g für 30 min eingedickt. Die Trocknung muss sehr langsam erfolgen, da ansonsten infolge eines zu hohen Energieeintrages eine Trennung der Wasseranteile anhand des Trocknungsverlaufes nicht mehr möglich ist. Von
besonderem Interesse für die Entwässerung ist die exakte Bestimmung des freien Wasseranteils, d.h. Punkt A der Trocknungskurve. Solange freies Wasser in der Klärschlammprobe vorhanden
ist, verläuft die Trocknungsrate linear. Als Trocknungsrate wird hierbei die Gewichtsabnahme des
Schlammes pro Zeiteinheit bezeichnet. Am Punkt A vermindert sich die Trocknungsrate aufgrund der stärkeren Bindungskräfte des kapillar gehaltenen Zwischenraumwassers an den
Schlammpartikeln. Die rechnerisch angelegte Tangente beschreibt nun nicht mehr den Kurvenverlauf. Aus dem Feuchtegehalt der Probe lässt sich auf den Feststoffgehalt des Schlammes TR(A) schließen. Nach dem derzeitigen Stand des Wissens kennzeichnet das Ende
des freien Wassers (Punkt A) den ersten Trocknungsabschnitt und die Grenze der maschinellen Entwässerung.
5.8.1.2 Ergebnisse
Die anaerobe Membrantechnik hat erwartungsgemäß nach den Ergebnissen der PGV-Untersuchungen, keinen wesentlichen Einfluss auf die Entwässerbarkeit des belebten
Schlammes. Gegenüber des kommunalen Faulschlamms ist nur eine geringe Verschlechterung der Entwässerbarkeit um ca. 1 Prozentpunkt zu beobachten, während der Pelletschlamm aus der
großtechnischen Abwasserbehandlung der bisherigen Produktion der Fa. KWST sogar eine
geringfügig schlechtere Entwässerbarkeit zu beobachten ist. Im Rahmen der Messungenauigkeit
von +/- 1,5 % TR relativieren sich diese Unterschiede, so dass von einer annähernden
Gleichwertigkeit ausgegangen werden kann.
Tab. 5-15 ist die Gegenüberstellung der Untersuchungsergebnisse aus der
thermogravimetrischen Feuchtebestimmung (Abb. 5-27, Abb. 5-28 und Abb. 5-30) zu entnehmen. Die Untersuchungen zeigen zusätzlich den deutlich erhöhten organischen Anteil (GV) des
belebten Schlamms aus der Versuchsanlage gegenüber dem kommunalen Faulschlamm.
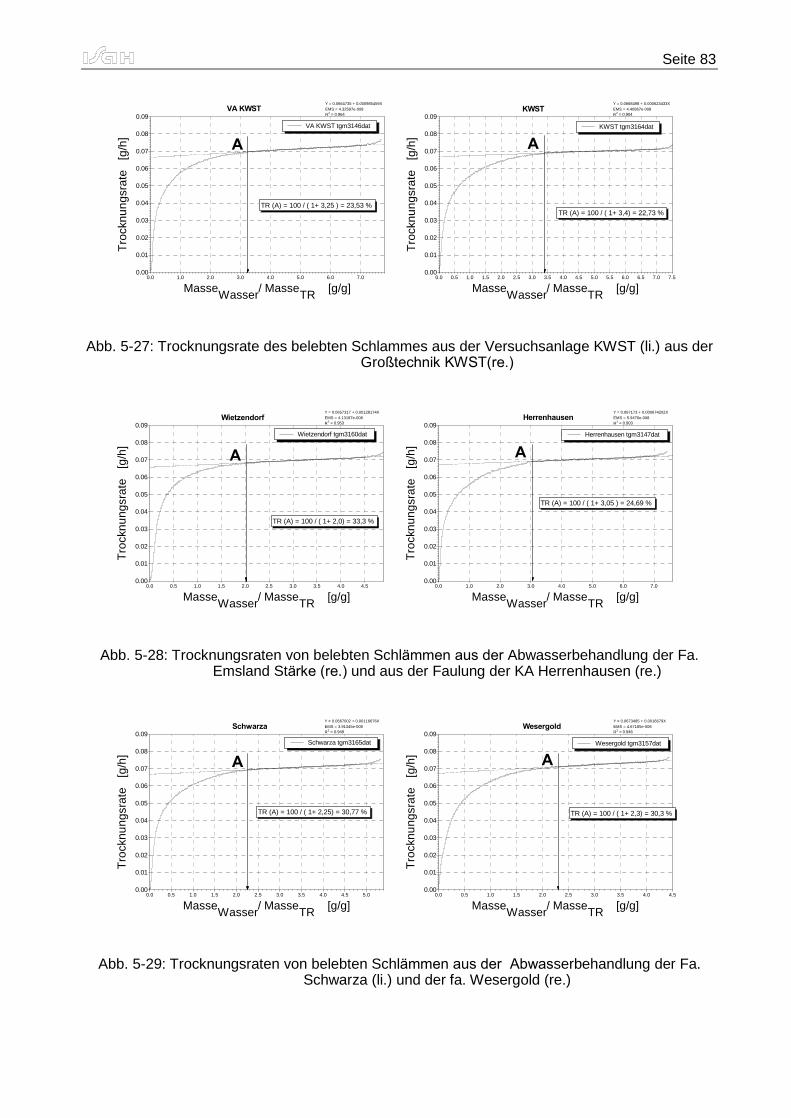
Seite 83
0.00
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09T
rock
nun g
srat
e [
g/h]
0.0 1.0 2.0 3.0 4.0 5.0 6.0 7.0
MasseWasser/ MasseTR [g/g]
Y = 0.0664735 + 0.000985459XEMS = 4.32597e-008R2 = 0.964
VA KWST tgm3146dat
VA KWST
A
TR (A) = 100 / ( 1+ 3,25 ) = 23,53 %
0.00
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09
Tro
cknu
ngsr
ate
[g/
h]
0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 5.0 5.5 6.0 6.5 7.0 7.5
MasseWasser/ MasseTR [g/g]
Y = 0.0668498 + 0.000623433XEMS = 4.40867e-008R2 = 0.904
KWST tgm3164dat
KWST
A
TR (A) = 100 / ( 1+ 3,4) = 22,73 %
Abb. 5-27: Trocknungsrate des belebten Schlammes aus der Versuchsanlage KWST (li.) aus der Großtechnik KWST(re.)
0.00
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09
Tro
cknu
n gsr
ate
[g/
h]
0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5
MasseWasser/ MasseTR [g/g]
Y = 0.0657317 + 0.00128174XEMS = 4.13187e-008R2 = 0.953
Wietzendorf tgm3160dat
Wietzendorf
A
TR (A) = 100 / ( 1+ 2,0) = 33,3 %
0.00
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09
Tro
cknu
n gsr
ate
[g/
h]
0.0 1.0 2.0 3.0 4.0 5.0 6.0 7.0
MasseWasser/ MasseTR [g/g]
Y = 0.067173 + 0.000674202XEMS = 5.9476e-008R2 = 0.903
Herrenhausen tgm3147dat
Herrenhausen
A
TR (A) = 100 / ( 1+ 3,05 ) = 24,69 %
Abb. 5-28: Trocknungsraten von belebten Schlämmen aus der Abwasserbehandlung der Fa. Emsland Stärke (re.) und aus der Faulung der KA Herrenhausen (re.)
0.00
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09
Tro
cknu
n gsr
ate
[g/
h]
0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 5.0
MasseWasser/ MasseTR [g/g]
Y = 0.0667002 + 0.00116676XEMS = 3.91345e-008R2 = 0.949
Schwarza tgm3165dat
Schwarza
A
TR (A) = 100 / ( 1+ 2,25) = 30,77 %
0.00
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09
Tro
cknu
n gsr
ate
[g/
h]
0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5
MasseWasser/ MasseTR [g/g]
Y = 0.0673485 + 0.0016679XEMS = 4.67185e-008R2 = 0.946
Wesergold tgm3157dat
Wesergold
A
TR (A) = 100 / ( 1+ 2,3) = 30,3 %
Abb. 5-29: Trocknungsraten von belebten Schlämmen aus der Abwasserbehandlung der Fa. Schwarza (li.) und der fa. Wesergold (re.)
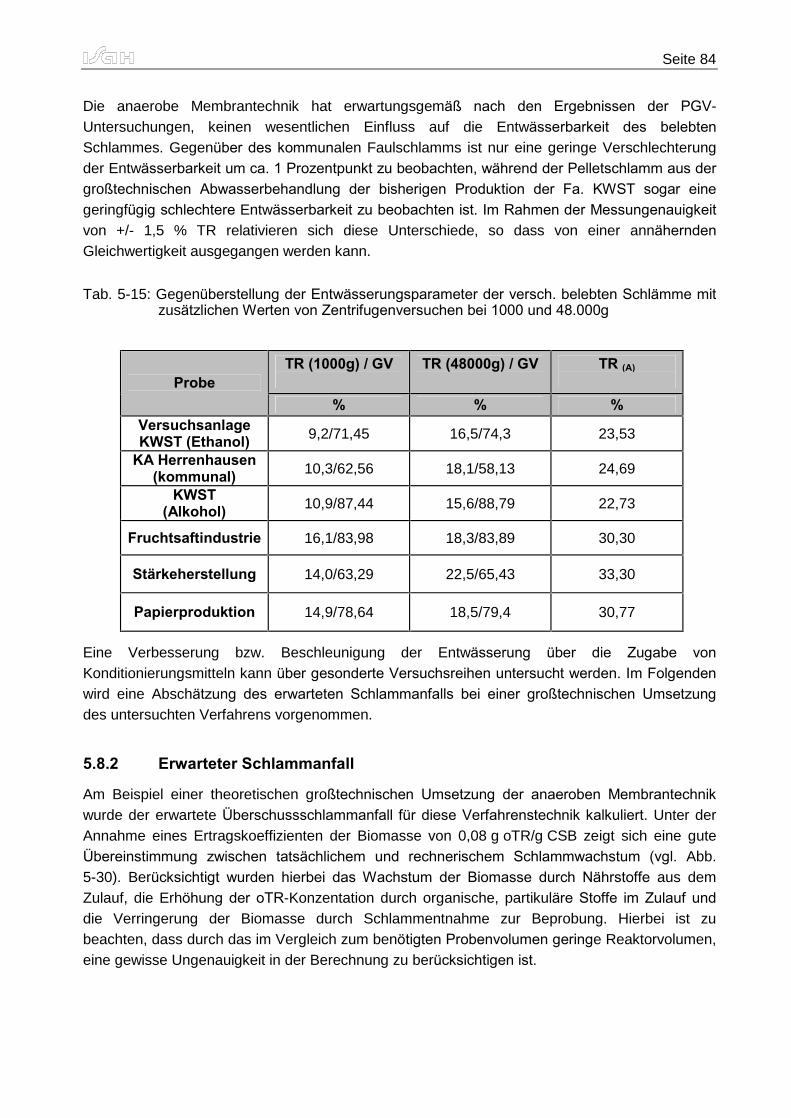
Seite 84
Die anaerobe Membrantechnik hat erwartungsgemäß nach den Ergebnissen der PGV-Untersuchungen, keinen wesentlichen Einfluss auf die Entwässerbarkeit des belebten
Schlammes. Gegenüber des kommunalen Faulschlamms ist nur eine geringe Verschlechterung der Entwässerbarkeit um ca. 1 Prozentpunkt zu beobachten, während der Pelletschlamm aus der
großtechnischen Abwasserbehandlung der bisherigen Produktion der Fa. KWST sogar eine
geringfügig schlechtere Entwässerbarkeit zu beobachten ist. Im Rahmen der Messungenauigkeit
von +/- 1,5 % TR relativieren sich diese Unterschiede, so dass von einer annähernden
Gleichwertigkeit ausgegangen werden kann.
Tab. 5-15: Gegenüberstellung der Entwässerungsparameter der versch. belebten Schlämme mit
zusätzlichen Werten von Zentrifugenversuchen bei 1000 und 48.000g
TR (1000g) / GV
TR (48000g) / GV
TR (A)
Probe
% % %
Versuchsanlage
KWST (Ethanol) 9,2/71,45 16,5/74,3 23,53
KA Herrenhausen
(kommunal) 10,3/62,56 18,1/58,13 24,69
KWST
(Alkohol) 10,9/87,44 15,6/88,79 22,73
Fruchtsaftindustrie 16,1/83,98 18,3/83,89 30,30
Stärkeherstellung 14,0/63,29 22,5/65,43 33,30
Papierproduktion 14,9/78,64 18,5/79,4 30,77
Eine Verbesserung bzw. Beschleunigung der Entwässerung über die Zugabe von
Konditionierungsmitteln kann über gesonderte Versuchsreihen untersucht werden. Im Folgenden
wird eine Abschätzung des erwarteten Schlammanfalls bei einer großtechnischen Umsetzung
des untersuchten Verfahrens vorgenommen.
5.8.2 Erwarteter Schlammanfall
Am Beispiel einer theoretischen großtechnischen Umsetzung der anaeroben Membrantechnik
wurde der erwartete Überschussschlammanfall für diese Verfahrenstechnik kalkuliert. Unter der Annahme eines Ertragskoeffizienten der Biomasse von 0,08 g oTR/g CSB zeigt sich eine gute Übereinstimmung zwischen tatsächlichem und rechnerischem Schlammwachstum (vgl. Abb. 5-30). Berücksichtigt wurden hierbei das Wachstum der Biomasse durch Nährstoffe aus dem Zulauf, die Erhöhung der oTR-Konzentation durch organische, partikuläre Stoffe im Zulauf und
die Verringerung der Biomasse durch Schlammentnahme zur Beprobung. Hierbei ist zu beachten, dass durch das im Vergleich zum benötigten Probenvolumen geringe Reaktorvolumen, eine gewisse Ungenauigkeit in der Berechnung zu berücksichtigen ist.
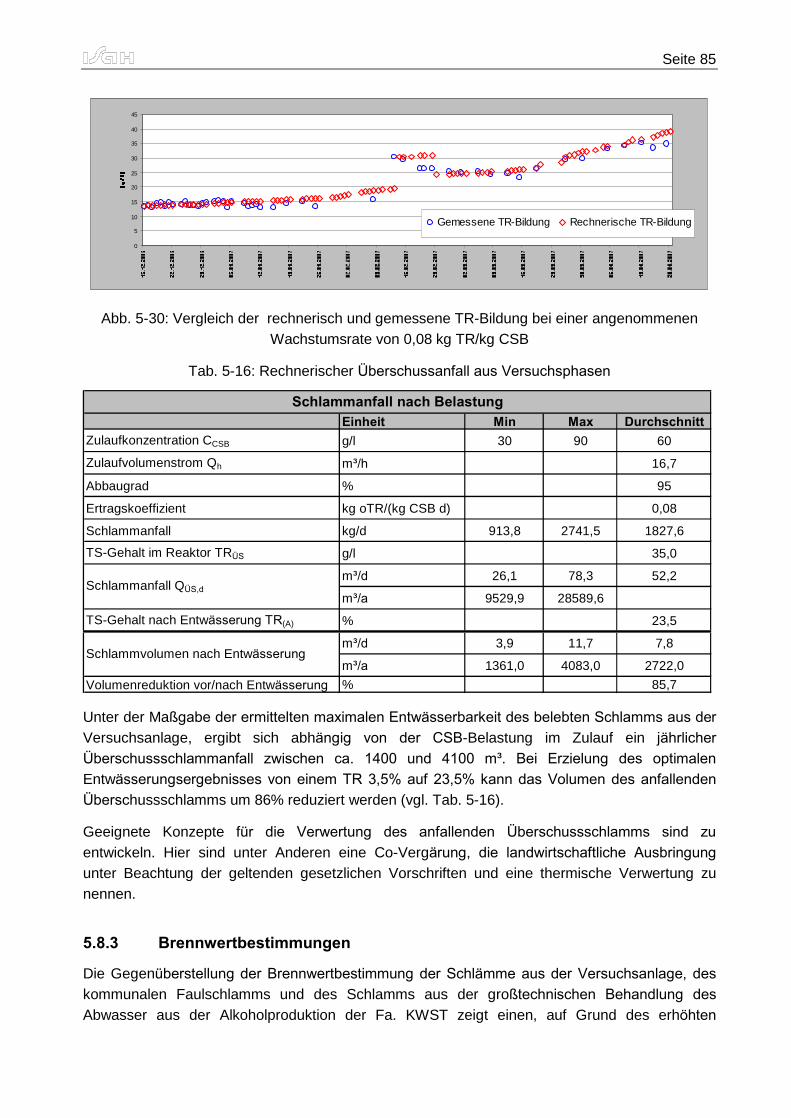
Seite 85
0
5
10
15
20
25
30
35
40
45
Gemessene TR-Bildung Rechnerische TR-Bildung
Abb. 5-30: Vergleich der rechnerisch und gemessene TR-Bildung bei einer angenommenen Wachstumsrate von 0,08 kg TR/kg CSB
Tab. 5-16: Rechnerischer Überschussanfall aus Versuchsphasen
Einheit Min Max Durchschnitt
Zulaufkonzentration CCSB g/l 30 90 60
Zulaufvolumenstrom Qh m³/h 16,7
Abbaugrad % 95
Ertragskoeffizient kg oTR/(kg CSB d) 0,08
Schlammanfall kg/d 913,8 2741,5 1827,6
TS-Gehalt im Reaktor TRÜS g/l 35,0
m³/d 26,1 78,3 52,2
m³/a 9529,9 28589,6
TS-Gehalt nach Entwässerung TR(A) % 23,5
m³/d 3,9 11,7 7,8
m³/a 1361,0 4083,0 2722,0
Volumenreduktion vor/nach Entwässerung % 85,7
Schlammanfall nach Belastung
Schlammvolumen nach Entwässerung
Schlammanfall QÜS,d
Unter der Maßgabe der ermittelten maximalen Entwässerbarkeit des belebten Schlamms aus der
Versuchsanlage, ergibt sich abhängig von der CSB-Belastung im Zulauf ein jährlicher
Überschussschlammanfall zwischen ca. 1400 und 4100 m³. Bei Erzielung des optimalen
Entwässerungsergebnisses von einem TR 3,5% auf 23,5% kann das Volumen des anfallenden
Überschussschlamms um 86% reduziert werden (vgl. Tab. 5-16).
Geeignete Konzepte für die Verwertung des anfallenden Überschussschlamms sind zu
entwickeln. Hier sind unter Anderen eine Co-Vergärung, die landwirtschaftliche Ausbringung
unter Beachtung der geltenden gesetzlichen Vorschriften und eine thermische Verwertung zu nennen.
5.8.3 Brennwertbestimmungen
Die Gegenüberstellung der Brennwertbestimmung der Schlämme aus der Versuchsanlage, des
kommunalen Faulschlamms und des Schlamms aus der großtechnischen Behandlung des
Abwasser aus der Alkoholproduktion der Fa. KWST zeigt einen, auf Grund des erhöhten
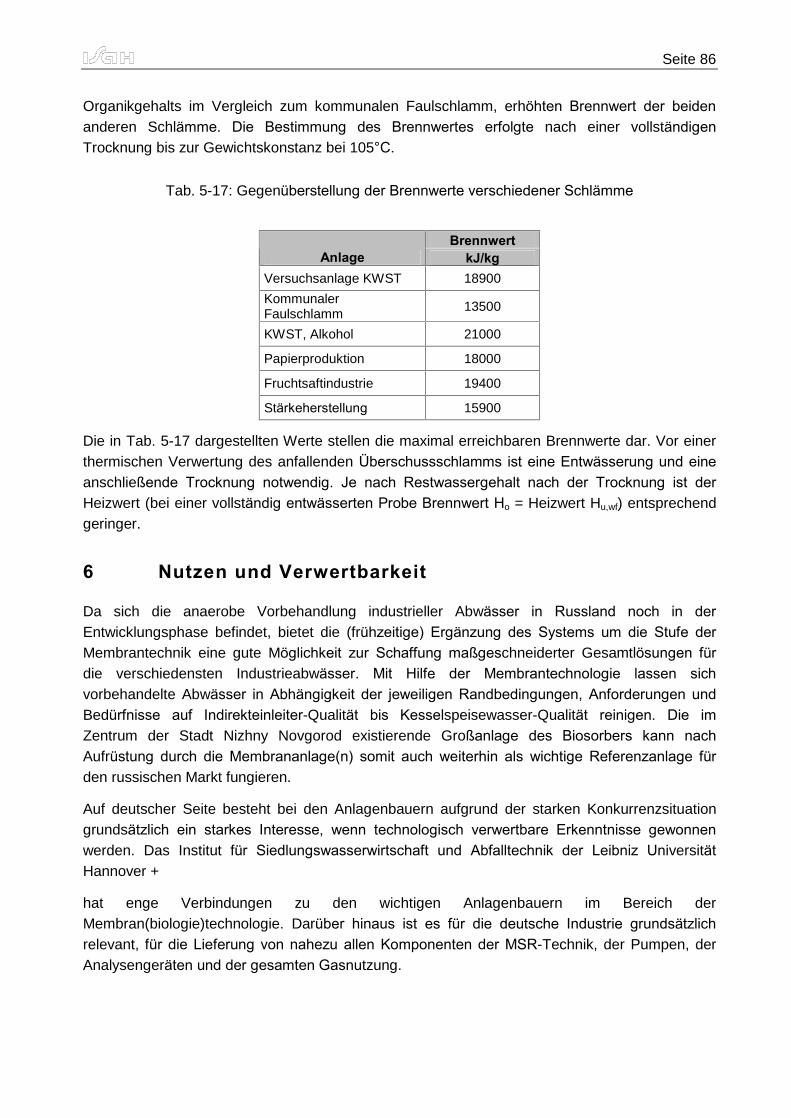
Seite 86
Organikgehalts im Vergleich zum kommunalen Faulschlamm, erhöhten Brennwert der beiden
anderen Schlämme. Die Bestimmung des Brennwertes erfolgte nach einer vollständigen
Trocknung bis zur Gewichtskonstanz bei 105°C.
Tab. 5-17: Gegenüberstellung der Brennwerte verschiedener Schlämme
Brennwert
Anlage kJ/kg
Versuchsanlage KWST 18900
Kommunaler Faulschlamm 13500
KWST, Alkohol 21000
Papierproduktion 18000
Fruchtsaftindustrie 19400
Stärkeherstellung 15900
Die in Tab. 5-17 dargestellten Werte stellen die maximal erreichbaren Brennwerte dar. Vor einer thermischen Verwertung des anfallenden Überschussschlamms ist eine Entwässerung und eine
anschließende Trocknung notwendig. Je nach Restwassergehalt nach der Trocknung ist der
Heizwert (bei einer vollständig entwässerten Probe Brennwert Ho = Heizwert Hu,wf) entsprechend geringer.
6 Nutzen und Verwertbarkeit
Da sich die anaerobe Vorbehandlung industrieller Abwässer in Russland noch in der
Entwicklungsphase befindet, bietet die (frühzeitige) Ergänzung des Systems um die Stufe der
Membrantechnik eine gute Möglichkeit zur Schaffung maßgeschneiderter Gesamtlösungen für
die verschiedensten Industrieabwässer. Mit Hilfe der Membrantechnologie lassen sich
vorbehandelte Abwässer in Abhängigkeit der jeweiligen Randbedingungen, Anforderungen und
Bedürfnisse auf Indirekteinleiter-Qualität bis Kesselspeisewasser-Qualität reinigen. Die im
Zentrum der Stadt Nizhny Novgorod existierende Großanlage des Biosorbers kann nach
Aufrüstung durch die Membrananlage(n) somit auch weiterhin als wichtige Referenzanlage für
den russischen Markt fungieren.
Auf deutscher Seite besteht bei den Anlagenbauern aufgrund der starken Konkurrenzsituation grundsätzlich ein starkes Interesse, wenn technologisch verwertbare Erkenntnisse gewonnen
werden. Das Institut für Siedlungswasserwirtschaft und Abfalltechnik der Leibniz Universität
Hannover +
hat enge Verbindungen zu den wichtigen Anlagenbauern im Bereich der Membran(biologie)technologie. Darüber hinaus ist es für die deutsche Industrie grundsätzlich
relevant, für die Lieferung von nahezu allen Komponenten der MSR-Technik, der Pumpen, der Analysengeräten und der gesamten Gasnutzung.
Seite 87
Die erfolgreiche Umsetzung einer weitergehenden Abwasserreinigung und Prozesswasseraufbereitung in Russland liefert zusätzlich Ansatzpunkte für vollständige
Nahrsälzelimination. Aufgrund der zunehmenden Belastung von Oberflächengewässern bzw. der
steigenden öffentlichen Aufmerksamkeit wird diese Problemstellung in der nahen Zukunft in
Russland zunehmend an Bedeutung gewinnen.
7 Zusammenfassung
Im Rahmen des Deutsch-Russischen bmb+f-Kooperationsvorhaben und vorangegangenen Vorhaben wurde mit Entwicklung des Biosorbers ein prinzipiell geeignetes Verfahren für die
anaerobe Reinigung industrieller Abwässer in Russland untersucht. Das vorgestellte
Kooperationsvorhaben hat das vorrangige Ziel, dass anaerob vorbehandelte Abwasser mit Hilfe der Technik der Membranfiltration / Membranbiologie zu Brauchwasser (Indirekteinleiterqualität)
oder Kesselspeisewasser aufzubereiten und somit eine weitestgehende Kreislaufführung des
Wassers zu erzielen. Dies wurde von der russischen Seite auf der betriebseigenen Abwasserbehandlungsanlage der Firma Vermani und anderen lebensmittelproduzierenden Betrieben in Nizhny Novgorod erprobt.
Am Institut für Siedlungswasserwirtschaft und Abfalltechnik der Leibniz Universität Hannover erfolgten labor- und halbtechnische Untersuchungen. Dabei wurden die labor- und großtechnischen Anlagen zur anaeroben Vorbehandlung (Modul I) um die Versuchsmodule
Membranbiologie (Modul II) und Lösungsdiffusionsmembran (Modul III) ergänzt.
Die halbtechnischen Versuche zu Modul II wurden auf dem Gelände des Alkoholherstellers Kraul & Wilkening u. Stelling KG-GmbH & Co. (KWST) durchgeführt. Die derzeitige
Abwasserbehandlung erfolgt durch einen IC®-Reaktor und eine nachgeschaltete aerobe Stufe. Mit dieser Verfahrenskombination werden durchschnittliche Ablaufwerte von 1000 mg CSB/L erreicht und die Indirekteinleitervorgaben eingehalten. Für die halbtechnischen Versuche wurde
die Testanlage mit dem Ablauf des IC®-Reaktor beschickt. Während der Versuche wurde in der anaeroben Vorhandlung bei einer mittleren Ablaufkonzentration von 2,500 mg/l eine durchschnittliche CSB-Reduktion von 85% erreicht. In der Testphase konnte eine CSB-Reduktion von 91% und ein nahezu keimfreies Filtrat erreicht werden. Der Langezeit-Nettoflux betrug 16 l/m²h mit Spitzenwerten von bis zu 27 l/m²h. Der MBR wurde mit einem TS von 7-18 g/l und einer Schlammbelastung von bis zu 0,67 kg CSB/kg TS betrieben.
Zusätzlich zu den halbtechnischen Versuchen im aeroben Milieu wurde die Anwendung der keramischen Membranen in einer anaeroben Biozönose untersucht. Hierzu wurde das klassische
Anaerobe Belebungsverfahren um eine Membranstufe mit einer Biogas-crossflow-Erzeugung erweitert. Die Pilotanlage wurde mit Schlempe aus der Bioethanolerzeugung beschickt. Bei einer Biomassenkonzentration von bis zu 45 g/l wurde ein stabiler Netto-Flux von 5 l/m² h erreicht, die CSB-Reduktion lag bei einer Zulaufkonzentration von bis zu 90.000 mg/l bei bis zu 99.9%.
Seite 88
8 Veröffentlichung der Ergebnisse
Die Ergebnisse des Projektes wurden ganz oder zu Teilen in folgender Form veröffentlicht.
Hierbei handelt es sich sowohl um Tagungen als auch um Zeitschriften- und Schriftreihenbeiträge.
K.-H. ROSENWINKEL, A. BORCHMANN, J. BRINKMEYER: Produktionsintegrierter Umweltschutz in der Industriewasserwirtschaft, VSA-Tagung, Emmenbrücke (2008)
A. BORCHMANN, J. BRINKMEYER, K.-H. ROSENWINKEL: Einsatz keramischer Membranen zur Industrieabwasserreinigung, DWA/DVGW-Membrantage, Kassel (2008)
K.-H. ROSENWINKEL, A. BORCHMANN, L.N. GUBANOV , I.V. KATRAEVA AND S.V KULEMIN: Treatment of Industrial Wastewater by Anaerobic and Membrane technology, IWA Regional Conference - Membrane Technologies in Water and Waste Water Treatment (2008)
A. BORCHMANN, J. BRINKMEYER, K.-H. ROSENWINKEL: Industrielle Abwasserwiederverwertung, GWF Wasser Abwasser 149 (2008) Nr.13
K.-H. ROSENWINKEL, A. BORCHMANN, J. BRINKMEYER: Abwasserbehandlung in der Ernährungs- und Getränkeindustrie, produktionsintegrierter Umweltschutz, DWA
WasserWirtschafts-Kurse, Kassel (2008)
K.-H. ROSENWINKEL, A. BORCHMANN, J. BRINKMEYER: Einbindung der Membrantechnik in die Abwassertechnik mittels Anaerobtechnik, 10. Hannoversche Industrieabwassertagung 22 - 23 Mai 2007, Veröffentlichungen des Institutes für Siedlungswasserwirtschaft und Abfalltechnik,
Leibniz Universität Hannover (2007)
9 Literaturverzeichnis
BERGKEMPER, M.: Betreuung eines halbtechnischen Versuches zur Be-handlung anaerob
vorbehandeltem Industrieabwasser mit cross-flow Membranen, Projektarbeit am Institut für
Siedlungswasserwirtschaft und Abfalltechnik, Leibniz Universität Hannover, unveröffentlicht
(2006)
BISCHOFSBERGER, W.; DICHTL, N.; ROSENWINKEL, K.-H.; SEYFRIED, C. F.
Anaerobtechnik, Springer Verlag Berlin (2004)
BORCHMANN, A.:, Erstellung und Betrieb eines Teststandes zur Leistungsfähigkeitsbestimmung
von getauchten Keramik - Niederdruck � Plattenmembranen, Bachelorarbeit am Institut für
Siedlungswasserwirtschaft und Abfalltechnik, Leibniz Universität Hannover, unveröffentlicht
(2005)
BORCHMANN, A.: Leistungssteigerung des Anaerobverfahrens durch Niederdruckmembranen �
Auswertung zweier halbtechnischer Versuche in der Alkohol und Stärkeherstellung �,
Seite 89
Masterarbeit am Institut für Siedlungswasserwirtschaft und Abfalltechnik, Leibniz Universität
Hannover, unveröffentlicht (2006)
BRINKMEYER, J.: Einsatz von MBRs mit organischen oder neuartigen anorganischen
getauchten Niederdruckmembranen zur aeroben Frachtreduktion, Promotionsschrift, (2007)
BROCKMANN, M.: Beitrag zur membrangestützten Abwasserreinigung, Veröffentlichungen des
Institut für Siedlungswasserwirtschaft und Abfalltechnik der Universität Hannover, Heft 98 (1998)
JAKOBS, D.: Stofftransport durch Nanofiltrationsmembranen unter Berücksichtigung von
Biofilmen, Shaker Verlag Aachen (2001)
KOBAYASHI, H. A.; DE MACARIO, E. C.; WILLIAMS, R. S.; MACARIO, A. J. L.: Direct
Characterization of Methanogens in Two High-Rate Anaerobic Biological Reactors, Ap-plied and
Environmental Microbiology Vol. 54 Nr.3 S.693-698, American Society for Microbiol-ogy
Washington (1988)
KROISS, H.: Anaerobe Abwasserreinigung, Wiener Mitteilungen, Wasser-Abwasser-Gewässer,
Bd. 62 Technische Universität Wien (1986)
LIAO, B.-Q.; KRAEMER, J. T.; BAGLEY, D. M.: Anaerobic Membrane Bioreactors: Applications
and Research Directions, Critical Reviews in Environmental Science and Technology, Vol. 36
S.489-530, Taylor & Francis Group London (2006)
MELIN, T.; RAUTENBACH, R.: Membranverfahren Teil I und II, Vorlesungsskript RWTH Aachen
(1997)
MELIN, T.; RAUTENBACH, R.: Membranverfahren - Grundlagen der Modul und
Anlagenauslegung,3.Auflage, Springer Verlag (2007)
ROSENWINKEL, K.-H.: Skript: �Wasserversorgung und Industrielle Wasserwirtschaft�, Institut für
Siedlungswasserwirtschaft und Abfalltechnik, Leibniz Universität Hannover (2004)
SAAKE, M.: Abscheidung und Rückhalt der Biomasse beim anaeroben Belebungsverfahren und
in Festbett-Reaktoren. Hannover, Veröffentlichungen des Institut für Siedlungswasserwirtschaft und Abfall-technik der Universität Hannover, Heft 68 (1986)
WEBER, R.: Charakterisierung, Stofftransport und Einsatz keramischer Nanofiltrationsmembranen, Mensch & Buch Verlag Berlin (2001)


















