Bachelorarbeit - fb06.fh-muenchen.de€¦ · Based on the inherited drive concept, of a mechanical...
55
Bachelorarbeit über das Thema Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) Development and prototype construction of a mechanical extruder for 3D-Bioprinting of cell-laden hydrogels (bioink) Autor: Benedikt Korbinian Kaufmann Bioingenieurwesen B.Eng. [email protected] Mat.Nr.: 01518611 Prüfer: Prof. Dr.-Ing Alfred Fuchsberger Zweitprüfer: Dr. Stefanie Sudhop Abgabedatum: 28. September 2015
Transcript of Bachelorarbeit - fb06.fh-muenchen.de€¦ · Based on the inherited drive concept, of a mechanical...
Bachelorarbeit über das Thema
Entwicklung und Prototypenbau eines
mechanischen Extruders für das 3D-Bioprinting
von zell-beladenen Hydrogelen (Biotinte)
Development and prototype construction of a mechanical extruder
for 3D-Bioprinting of cell-laden hydrogels (bioink)
Autor: Benedikt Korbinian Kaufmann Bioingenieurwesen B.Eng. [email protected] Mat.Nr.: 01518611
Prüfer: Prof. Dr.-Ing Alfred Fuchsberger Zweitprüfer: Dr. Stefanie Sudhop
Abgabedatum: 28. September 2015
Kurzfassung
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) I
Kurzfassung
Das Ziel dieser Arbeit ist die Entwicklung und der Prototypenbau eines mechanischen Extruders, für
das 3D-Bioprinting von zellbeladenen Hydrogelen, für das Tissue Engineering.
Tissue Engineering bezeichnet ein interdisziplinäres Forschungsfeld an der Schnittstelle zwischen
Ingenieurwissenschaften, Biologie und Medizin, dessen Ziel die Generierung von funktionellem
biokompatiblem Gewebeersatz ist. Die Strategien zur Erzeugung dieser Gewebestrukturen sind
vielfältig, verfolgen jedoch ein gemeinsames Ziel. Aufgebaut aus körpereigenen oder genetisch
veränderten Zellen, sollen zukünftig vollständige Organe hergestellt werden können.
Unter Einsatz der 3D-Druck-Technologie wurden bereits einige Verfahren etabliert, bei denen
sogenannte Scaffolds, d.h. Gitterstrukturen aus biodegradierbaren Polymeren, erzeugt werden, um
diese in einem separaten Schritt mit Zellen zu besiedeln und anschließend zu implantieren. „Scaffold-
free“ 3D-Bioprinting bezeichnet den jüngeren Forschungsansatz, bei dem auf die Verwendung von
Polymeren verzichtet wird und stattdessen direkt lebende Zellen, eingebettet in spezielle medizinische
Gele, verdruckt werden.
Integraler Bestandteil, hierfür nötiger besonderer 3D-Drucker, sogenannter Bioprinter, ist der
Druckkopf, dessen Charakteristiken exakt auf die der verwendete Biotinte abgestimmt sein müssen,
um ein strukturell akkurates Produkt, bei gleichzeitig hoher Zellviabilität, zu erzeugen.
Auf Basis des übernommenen Antriebskonzepts, eines mechanischen Kolbenextruders, konnte in
mehreren Schritten ein neuer funktionstüchtiger Prototyp konzipiert, konstruiert und aufgebaut
werden. Dieser ist zur Fertigung im FDM 3D-Druck optimiert, um modernen Ansprüchen, an einfache,
schnelle und kostengünstige Modifizierbarkeit und Reproduzierbarkeit, gerecht zu werden.
Durch erste Druckversuche, zur empirischen Ermittlung passender Steuerungsparameter, konnten
bereits erfolgreich dreidimensionale Strukturen mehrschichtig gedruckt und quervernetzt werden.
Neben den Ergebnissen des Konzeptions- und Konstruktionsauftrags und einem „Proof of Concept“ zur
Validierung, bietet diese Arbeit ferner Anregungen für den weiteren Entwicklungsverlauf und Konzepte
zur Erweiterung des Druckkopfes und Automatisierung des Druckprozesses.
Abstract
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) II
Abstract
The objective of this paper is the development and prototype construction of a mechanical extruder,
for 3D-Bioprinting of cell-laden hydrogels, for tissue engineering.
Tissue engineering is an interdisciplinary research field at the interface between engineering, biology
and medicine, aiming the production of functional biocompatible tissue substitutes. There are multiple
strategies to generate these tissue structures, though they share the same ambition. In the near future
entire organs are to be produced, made up of the patient’s own or genetically engineered cells.
Using 3D-printing technology several procedures have been established, relying on creating so called
scaffolds, a framework of biodegradable polymers, populating them with cells in a separate step and
subsequently implanting them. “Scaffold-free” 3D-Bioprinting constitutes a more recent research
approach, forgoing the use of polymers and instead immediately printing living cells, embedded in
special medical gels.
A key component of these particular printers, so-called bioprinters, is the print head, whose
characteristics must be matched exactly to those of the used bioink, in order to achieve a structurally
accurate product and high cell survival rates.
Based on the inherited drive concept, of a mechanical piston extruder, it was possible to concept,
construct and assemble a functioning Prototype. Optimized to be fabricated using FDM 3D-Printing to
meet modern requirements of easy, fast and cost-efficient modifiability and reproducibility.
By performing first printing tests, to empirically determine suitable control parameters, three-
dimensional multilayer structures have already been successfully printed and crosslinked. Besides the
results of the conception and construction assignment and a proof of concept for validation purposes,
this paper furthermore offers proposals for the ongoing development process and concepts of
enhancements for the print head and automatization of the printing process.
Inhaltsverzeichnis
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) III
Inhaltsverzeichnis
Kurzfassung .............................................................................................................................................. I
Abstract ................................................................................................................................................... II
Inhaltsverzeichnis ................................................................................................................................... III
Abbildungsverzeichnis ............................................................................................................................. V
1. Einleitung ......................................................................................................................................... 1
2. Theorie und Grundlagen ................................................................................................................. 2
2.1 3D-Druck allgemein ....................................................................................................................... 2
2.2 3D-Druck im Bereich Tissue Engineering ...................................................................................... 5
3. Aufgabenstellung ............................................................................................................................. 9
3.1 Vorstellung der Ausgangsbasis des Konzeptes eines Druckkopfes ............................................... 9
4. Material und Methoden ................................................................................................................ 11
4.1 SolidWorks und Cura ................................................................................................................... 11
4.2 Ultimaker² + PLA .......................................................................................................................... 12
4.3 Manuelle Nachbearbeitung der Druckteile ................................................................................. 13
4.4 Übernommene Kaufteile für den Prototypen ............................................................................. 14
4.5 Schematische Aufbau des 3D-Bioprinter..................................................................................... 15
5. Versuch der Validierung des übernommenen Konzepts ............................................................... 16
6. Konzeption und Konstruktion eines neuen Prototypen ................................................................ 19
6.1 Neudesign der Grundplatte ......................................................................................................... 19
6.2 Optimierung des Druckkopfdesigns auf den 3D-Druck ............................................................... 20
6.3 Arretierungskonzept des Spritzentanks in der Grundplatte ....................................................... 21
6.4 Konstruktion der Spritzenhalterung zur Arretierung des Spritzentanks ..................................... 23
6.5 Integration von Kontaktschaltern in des Designkonzept ............................................................ 24
6.6 Konstruktion der oberen Wellenbrücke ...................................................................................... 25
6.7 Anpassung des Schlittens entsprechend der veränderten Anforderungen ................................ 26
6.8 Anpassung des Extruderschlittens der Bioprinter ....................................................................... 28
7. Zusammenbau des neuen Prototypen .......................................................................................... 30
7.1 Zusammenbau des Kolbenschlittens ........................................................................................... 31
7.2 Zusammenbau des Heizelementes .............................................................................................. 32
7.3 Zusammenbau der Grundplatte .................................................................................................. 32
7.4 Zusammenbau von Wellenbrücke und Spritzenhalter ................................................................ 34
7.5 Finaler Zusammenbau aller Komponenten ................................................................................. 34
7.6 Übersichten über Zeit- und Materialbedarf der Druckteile: ....................................................... 36
Inhaltsverzeichnis
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) IV
8. Erweiterungen zur Quervernetzung der Hydrogele ...................................................................... 37
8.1 UV-Quervernetzung..................................................................................................................... 37
8.2 CaCl2-Quervernetzung ................................................................................................................ 38
9. Steuerung und Automatisierung ................................................................................................... 39
10. Proof of Concept........................................................................................................................ 40
11. Diskussion und Ausblick ............................................................................................................ 43
12. Literaturverzeichnis ................................................................................................................... 45
Quellen der Abbildungen .................................................................................................................. 47
Anhang .................................................................................................................................................. 48
Erklärung ............................................................................................................................................... 49
Abbildungsverzeichnis
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) V
Abbildungsverzeichnis Abb. 2.1: Die Handprothese „Raptor Hand“ der Community „Enabling the future“ .............................. 3
Abb. 2.2: Durch 3D-Druck entstandene Kopie einer 1974 Honda CB500 von Jonathan Brand .............. 4
Abb. 2.3: Schematische Schritte bei der Replikation durch 3D Scanner und Drucker ............................ 4
Abb. 2.4: Exemplarischer Arbeitsablauf beim Einsatz eines Scaffold-basierten Implantats ................... 5
Abb. 2.5: Inkjet, Mikroextrusion und lasergestützte Druckverfahren .................................................... 6
Abb. 2.6: Bioprinten von tubulären Strukturen aus zellulären Zylindern ............................................... 7
Abb. 2.7: 3D gedruckter Prototyp eines bionischen Ohrs ....................................................................... 8
Abb. 2.8: "Magnetic Levitation" Konzept der Firma n3D Biosiences ...................................................... 8
Abb. 3.1: Konzept eines mechanischen Extruders, konstruiert von Simon Huber ................................. 9
Abb. 3.2: Konzept eines mechanischen Extruders nach Überarbeitung ............................................... 10
Abb. 4.1: Schematischer Übergang der in SolidWorks erzeugten STL Datei in einen G-Code .............. 11
Abb. 4.2: Schematischer Übergang von G-Code in ein reales Bauteil durch den Ultimaker2 .............. 12
Abb. 4.3: Druckteile direkt nach der Fertigung und bei der manuellen Entfernung des Stützgerüstes 13
Abb. 4.4: Übersicht von Beispielfotos der Kaufteile in Reihenfolge ihrer Erwähnung ......................... 14
Abb. 4.5: Die 3D-Bioprinter Prototypen des CANTER ........................................................................... 15
Abb. 5.1: Wiegen des fast vollständigen Druckkopfes und die potentielle Gewichtsersparnis ............ 17
Abb. 5.2: Druckkopf unter Einsatz von „Halter Mini“ anstelle des AL-Rückgrats ................................. 17
Abb. 6.1: Die erste Evolutionsstufe der Grundplatte ............................................................................ 19
Abb. 6.2: Die zweite Evolutionsstufe der Grundplatte .......................................................................... 20
Abb. 6.3: Die dritte Evolutionsstufe der Grundplatte ........................................................................... 21
Abb. 6.5: Ansicht der Oberseite des fertigen Prototyps der Grundplatte ............................................ 22
Abb. 6.4: Ansicht der Unterseite des fertigen Prototyps der Grundplatte ........................................... 22
Abb. 6.6: Prototyp der Spritzenhalterung ............................................................................................. 23
Abb. 6.7: Darstellung der kongruenten Magnetreihen und Passung von Halterung und Grundplatte 23
Abb. 6.8: Detailansicht des Prototyps der oberen Wellenbrücke ......................................................... 25
Abb. 6.9: Schrittweise Evolution des Prototyps der oberen Wellenbrücke .......................................... 25
Abb. 6.10: Der vorläufige Prototyp des zweiteiligen Spritzenschlittens ............................................... 26
Abb. 6.11: Ober- und Unteransicht des fertigen Prototypen des zweiteiligen Spritzenschlittens ....... 27
Abb. 6.12: Das Zusammenspiel der beiden Miniaturschalter und Kontaktflächen .............................. 27
Abb. 6.13: Spritzenschlitten mit eingesetztem Schlüssel ...................................................................... 28
Abb. 6.14: 3D-Ansicht des umkonstruierten Extruderschlitten ............................................................ 28
Abb. 6.15: 3D-Ansichten des fertigen Extruder-Prototyps .................................................................... 29
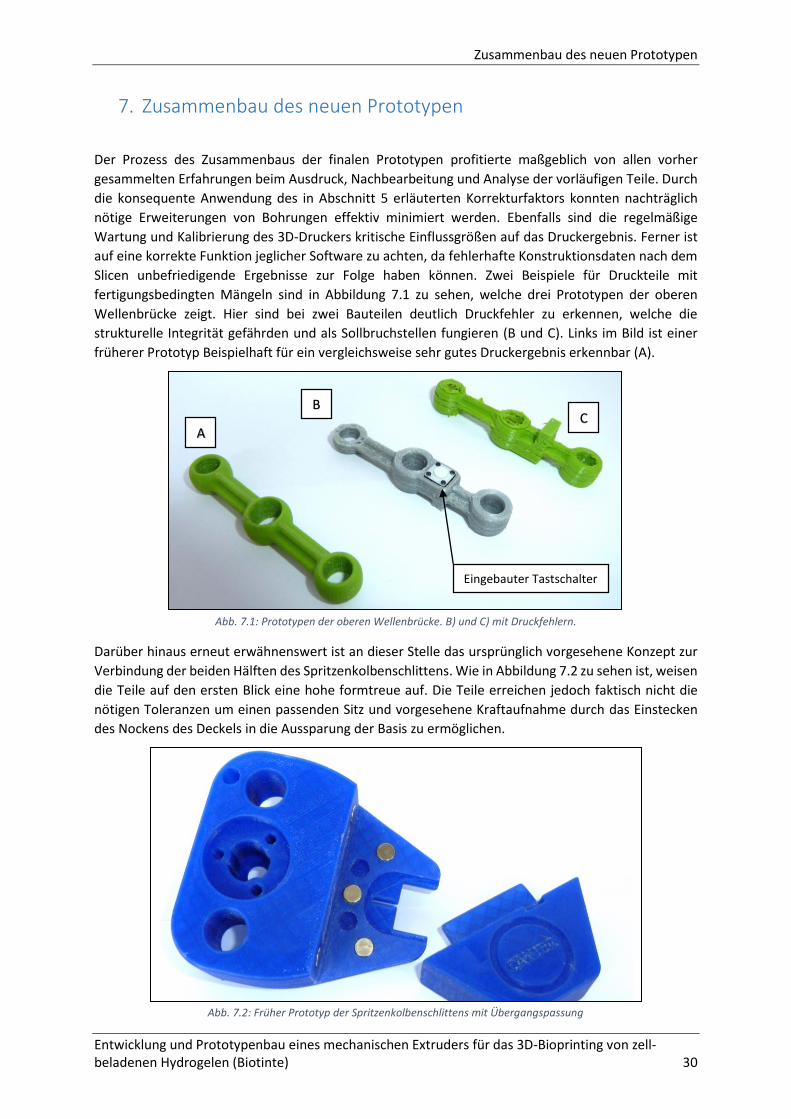
Abb. 7.1: Prototypen der oberen Wellenbrücke ................................................................................... 30
Abb. 7.2: Früher Prototyp der Spritzenkolbenschlittens mit Übergangspassung ................................. 30
Abb. 7.3: Zwei Ansichten des fertigen Prototyps des Spritzenkolbenschlittens ................................... 31
Abb. 7.4: Zwei Ansichten des Aufbaus der Spritzenheizung ................................................................. 32
Abb. 7.5: Oberseite und Unterseite der finalen Grundplatte unmittelbar nach der Fertigung ............ 33
Abb. 7.6: Drei Ansichten der teilbestückten Grundplatte aus PLA-HT .................................................. 33
Abb. 7.7: Ausgedruckte und bestückte finale Versionen der oberen Wellenbrücke ............................ 34
Abb. 7.8: Drei Ansichten des zusammengebauten Extruders ............................................................... 35
Abb. 7.9: Der fertige Extruder eingesteckt in den experimentellen Bioprinter .................................... 36
Abb. 8.1: Schematischer Aufbau eines Konzepts zur UV-Quervernetzung von Hydrogelen ................ 37
Abb. 8.2: Konzept zur Erweiterung des Extruders zur Quervernetzung mit CaCl2-Lösungen .............. 38
Abb. 8.3: Detailansichten der Erweiterungskonzepte zur Quervernetzung ......................................... 38
Abb. 10.1 Detailaufnahme der angeschlossenen Adapterkabel ........................................................... 40
Abb. 10.2 Detailaufnahmen der Druckvorbereitungen am Bioprinter ................................................. 41
Abb. 10.3 Aufnahmen des Druckvorgangs und einige Druckergebnisse ……………………………………………42
Einleitung
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 1
1. Einleitung
Das Ziel dieser Arbeit ist die Konzeption, Konstruktion und der Prototypenbau eines mechanischen
Druckkopfs zum Vergießen von zellbeladenen Hydrogelen für das Tissue Engineering. Darüber hinaus
wird eine anschließende Validierung, durch praktische Druckversuche an dem vorgesehen Bioprinter,
angestrebt.
Diese Abschlussarbeit wurde im Auftrag und in Zusammenarbeit mit der Forschungsabteilung CANTER
der Hochschule München erstellt. Das „Centrum für Angewandtes Tissue Engineering und
Regenerative Medizin“ ist eine Kooperation der Hochschule München, LMU und TUM und arbeitet an
den Schnittstellen der Bereiche „Chirurgie, Regenerative Medizin, Zell- und Molekularbiologie,
Bioingenieurwesen, Biophysik, Maschinenbau und Medizintechnik“. Das Bestreben der Abteilung ist
die (In Vitro) Generierung von funktionellem Gewebeersatz, der die individuellen Bedürfnisse der
betroffenen Patienten befriedigt. [1, 2, 3]
Dieser Entwicklungsprozess wird maßgeblich durch den regen interdisziplinären Know-how-Transfer
und die lokale Bündelung von Kompetenzen begünstigt. Durch die laufende Vergabe von Abschluss-
und Projektarbeiten wird der Nachwuchs der wissenschaftlichen Gemeinschaft gefördert und der
Raum für immer wieder neue gedankliche Ansätze, Ideen und Methoden eröffnet.
Derzeitiger Schwerpunkt der Abteilung ist die Entwicklung eines 3D-BioPrinters, dessen
Konstruktionsdaten nach Fertigstellung im Rahmen des Open Source Programmes weltweit entgeltfrei
zur Verfügung gestellt werden soll, um die Forschung in diesem Bereich voranzutreiben. Prinzipiell wird
so jeder Forschungs- und Lehreinrichtung, die über ein ausreichendes Budget, Zellkultur-Ausstattung
und einen 3D-Drucker verfügt, der schnelle und direkte Einstieg zur eigenen Forschung bzw.
Fortbildung ermöglicht. [1, 2, 3]

Theorie und Grundlagen
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 2
2. Theorie und Grundlagen
2.1 3D-Druck allgemein
Aktuelle Prognosen errechnen für das Jahr 2018 einen weltweiten Umsatz von 5,4 Mrd. US-Dollar im
Bereich 3D-Druck und weitere 10,8 Mrd. im Bereich der zugehörigen Dienstleistungen und Materialien.
Obgleich der aktuelle Konsens besteht, dass es sich hierbei um einen Hype und nicht mehr einer
weiteren industriellen Revolution handelt, bleibt man fest von einem steten Wachstum und dem
enormen Potential dieser Technik überzeugt. [4, 5]
Im Unterschied zu den traditionellen Fertigungsverfahren bei denen das Werkstück durch Abtragen
von Material, beispielsweise durch Fräsen, in seine fertige Form überführt wird, handelt es sich bei
dem 3D-Druck um ein generatives Schichtbauverfahren. Konkret bedeutet das, dass basierend auf
einem am Computer generierten 3D-Model durch das schichtweise Hinzufügen von Material ein
komplexer Volumenkörper „aus dem Nichts“ aufgebaut wird. Außerdem ist im Allgemeinen kein
zusätzliches Werkzeug oder Nachbearbeitung zwingend nötig.
Grundsätzlich unterscheidet man zwischen zwei prinzipiellen Arten von 3D-Druck-Technologien. Die
Kategorie der „Selective Binding Printers“ nutzt die Einbringung von Energie in ein mit Rohmaterial
gefülltes Druckbett, um es schichtweise zur Bindung anzuregen. Hierzu zählt das Selektive Lasersinter,
bei der die fokussierte Strahlung eines Lasers z.B. Polymergranulat in die gewünschte Form
verschmilzt. [6, 7, 8]
Werden dreidimensionale Strukturen durch die Ausbringung von Rohmaterial durch eine Düse oder
Kanüle generiert, spricht man von „Selective Deposition Printers“. Für die im Nachfolgenden
behandelte Untergruppe der „Fused Deposition Modeling“ Drucker kommt hierbei eine beheizte Düse
in Verbindung mit einem kontrolliert hindurchgeführten thermoplastischen Material zum Einsatz.
Sobald dieses flüssig ausgetreten ist, erhärtet es erneut an der gewünschten Stelle, um sich mit ggf.
bereits extrudierten Schichten zu komplexen Formen zu verbinden. [6, 7, 8]
Anfangs vor allem als schnelle und kostengünstige Methode zum Rapid Prototyping, d.h. der Erstellung
von modellartige Prototypen verwendet, etwa im Bereich der Produktentwicklung, gewinnen
Druckergebnisse dieses Herstellungsprozesses zunehmend Bedeutung als fertiges Endprodukt.
Mit dem Aufkommen moderner immer kostengünstigerer Modelle findet diese Technologie nun auch
Einzug in die Hobbyräume des privaten Enthusiasten (OneUp V2 von Q3 3D Printers ist bereits ab 199$
erhältlich) und kleinen Unternehmen (z.B. der Ultimaker 2 von Ultimaker ab 1895 € Netto). Die schier
endlosen Anwendungsmöglichkeiten spannen von dem Modellbau und dem heimischen Ersatz von
defekten Kunststoffteilen über die Erstellung von plastischer Kunst und dem Rapid Prototyping von
Werkstücken bis hin zur individuellen Anpassung von Prothesen und Implantaten in der Medizin.
Darüber hinaus erweitert sich die Palette der hierbei eingesetzten Materialien laufend und eröffnet
immer neue Möglichkeiten. Ebenfalls trägt der Trend zur simultanen Verwendung von mehreren
Stoffen zur Vielfalt bei, wie bei der Mischung von spröden und elastischen Polymeren in einem
Druckprozess. [6, 7, 8, 9, 10]
Neben den an die Anforderungen angepassten und weitverbreiteten Polymeren wie PLA und ABS,
können durch verschiedene Prozesse eine breite und wachsende Palette an Materialien verwendet
werden, zu denen Glas, Keramiken und Metalle, aber auch Lebensmittel und lebende Zellen in
speziellen medizinischen Gelen zählen. [6, 7, 8]
Theorie und Grundlagen
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 3
Darüber hinaus erlauben die hierbei möglichen Formen, welche ihre Grenzen praktisch nur noch in der
Vorstellungskraft des Anwenders bzw. des verwendeten Algorithmus finden, einen zuvor unerreichten
Level an Komplexität. Eben dies, die Kombination von Werkstoffen wie Titan, die freidefinierbaren
Hohlräume, allgemeine Gestaltungsfreiheit und rasche Fertigung machen das Konzept auch
interessant für den Leichtbau in Luft- und Raumfahrt. Neben Beispielen wie dem Design von hohlen
und besonders leichten Turbinenrotoren ist eine Produktion zur Wartung und Reparatur vor Ort auf
Raumstationen denkbar, wahlweise mit kurzfristig von der Erde übermittelten Konstruktionsdaten.
Des Weiteren beschleunigt das sich ständig erweiternde Netzwerk aus Plattformen zum Austausch von
Konstruktionsdaten und Wissen im Internet die flächendeckende Nutzbarkeit dieser Technologie
durch Personen ohne passende spezielle Ausbildung. Nutzer können, selbst ohne eigene CAD
Kenntnisse, nach wahlweise kostenpflichtigen oder gratis zur Verfügung gestellten vorgefertigten
Modellen online suchen (z.B. auf http://www.thingiverse.com) und diese am eigenen Drucker
verwenden oder externe Anbieter zu Produktion beauftragen. Auf Webseiten wie
https://www.3dhubs.com können bereits Auflagen von nur einem Exemplar in Auflösung und Material
der Wahl zur lokalen Abholung oder Lieferung per Post bestellt werden. Derartige Auflagen (1 Stück)
wären, in Bezug auf Produktionskosten und -zeiten (einige Tage), in traditionellen Techniken, wie dem
Spritzgussverfahren, gänzlich undenkbar.
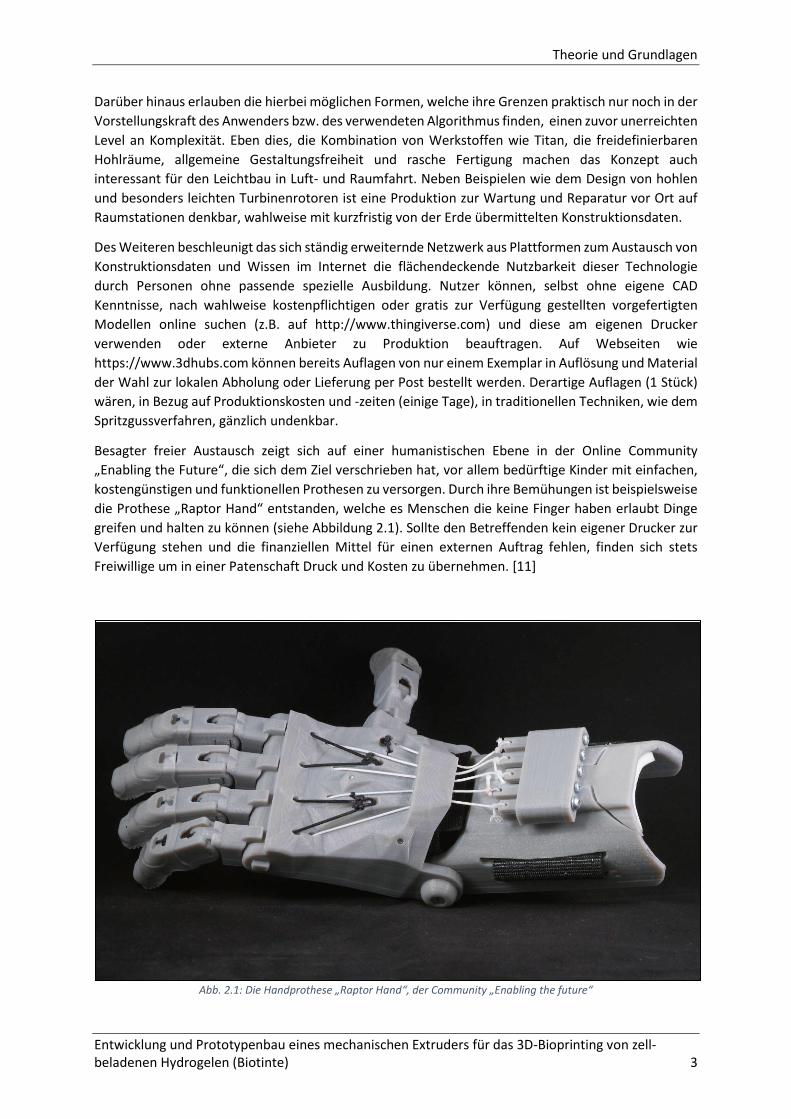
Besagter freier Austausch zeigt sich auf einer humanistischen Ebene in der Online Community
„Enabling the Future“, die sich dem Ziel verschrieben hat, vor allem bedürftige Kinder mit einfachen,
kostengünstigen und funktionellen Prothesen zu versorgen. Durch ihre Bemühungen ist beispielsweise
die Prothese „Raptor Hand“ entstanden, welche es Menschen die keine Finger haben erlaubt Dinge
greifen und halten zu können (siehe Abbildung 2.1). Sollte den Betreffenden kein eigener Drucker zur
Verfügung stehen und die finanziellen Mittel für einen externen Auftrag fehlen, finden sich stets
Freiwillige um in einer Patenschaft Druck und Kosten zu übernehmen. [11]
Abb. 2.1: Die Handprothese „Raptor Hand“, der Community „Enabling the future“
Theorie und Grundlagen
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 4
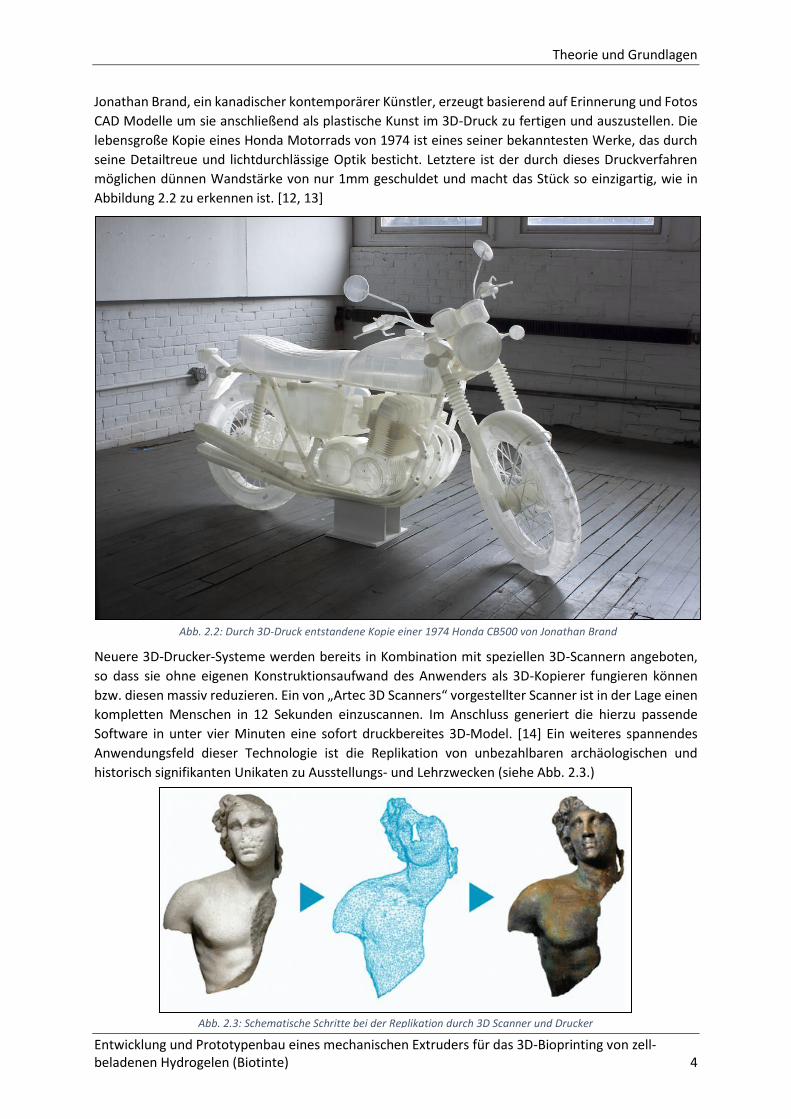
Jonathan Brand, ein kanadischer kontemporärer Künstler, erzeugt basierend auf Erinnerung und Fotos
CAD Modelle um sie anschließend als plastische Kunst im 3D-Druck zu fertigen und auszustellen. Die
lebensgroße Kopie eines Honda Motorrads von 1974 ist eines seiner bekanntesten Werke, das durch
seine Detailtreue und lichtdurchlässige Optik besticht. Letztere ist der durch dieses Druckverfahren
möglichen dünnen Wandstärke von nur 1mm geschuldet und macht das Stück so einzigartig, wie in
Abbildung 2.2 zu erkennen ist. [12, 13]
Neuere 3D-Drucker-Systeme werden bereits in Kombination mit speziellen 3D-Scannern angeboten,
so dass sie ohne eigenen Konstruktionsaufwand des Anwenders als 3D-Kopierer fungieren können
bzw. diesen massiv reduzieren. Ein von „Artec 3D Scanners“ vorgestellter Scanner ist in der Lage einen
kompletten Menschen in 12 Sekunden einzuscannen. Im Anschluss generiert die hierzu passende
Software in unter vier Minuten eine sofort druckbereites 3D-Model. [14] Ein weiteres spannendes
Anwendungsfeld dieser Technologie ist die Replikation von unbezahlbaren archäologischen und
historisch signifikanten Unikaten zu Ausstellungs- und Lehrzwecken (siehe Abb. 2.3.)
Abb. 2.2: Durch 3D-Druck entstandene Kopie einer 1974 Honda CB500 von Jonathan Brand
Abb. 2.3: Schematische Schritte bei der Replikation durch 3D Scanner und Drucker
Theorie und Grundlagen
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 5
2.2 3D-Druck im Bereich Tissue Engineering
Tissue Engineering bezeichnet ein interdisziplinäres Forschungsfeld an der Schnittstelle zwischen
Ingenieurwissenschaften, Biologie und Medizin, dessen Ziel die Generierung von funktionellem
biokompatiblem Gewebeersatz ist. [15]
Gerade in einer Gesellschaft mit steigendem durchschnittlichem Alter, medizinischem Fortschritt und
nötigem Wohlstand wächst die Nachfrage nach künstlich erzeugte Gewebe rapide an. Der potentielle
Markt erstreckt sich von der Behandlung von Unfallopfern, Menschen mit genetischen Defekten und
akuten Erkrankungen bis hin zur Verbesserung über den Soll-Zustand hinaus zu kosmetischen Zwecken
oder etwa der Steigerung der sportlichen Leistungsfähigkeit.
Die Strategien zur Erzeugung von funktionellem Ersatz sind vielfältig, verfolgen jedoch prinzipiell das
gemeinsame Ziel, zukünftig ganze Organe oder sogar Gliedmaßen, aufgebaut aus körpereigenen oder
genetisch veränderter nicht immunogene Zellen, herstellen zu können. Hierdurch könnte man darüber
hinaus die Risiken, Komplikationen und Kosten die mit traditionellen Transplantationen verbunden
sind minimieren und gleichzeitig hochindividuell auf die Bedürfnisse des jeweiligen Kunden eingehen.
Ferner könnten durch künstliche Organe Medikamentenstudien beschleunigt und allgemein ein
Großteil der Studien die aktuell noch den Einsatz von Versuchstieren erfordern reduziert werden.
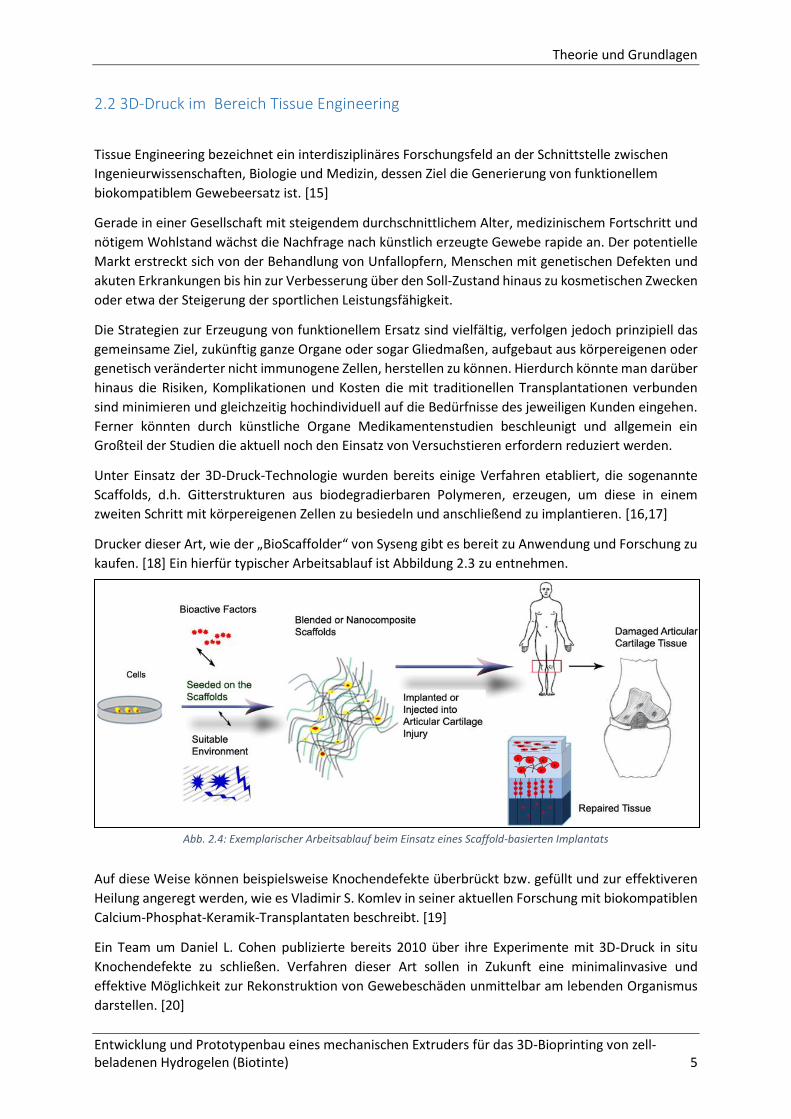
Unter Einsatz der 3D-Druck-Technologie wurden bereits einige Verfahren etabliert, die sogenannte
Scaffolds, d.h. Gitterstrukturen aus biodegradierbaren Polymeren, erzeugen, um diese in einem
zweiten Schritt mit körpereigenen Zellen zu besiedeln und anschließend zu implantieren. [16,17]
Drucker dieser Art, wie der „BioScaffolder“ von Syseng gibt es bereit zu Anwendung und Forschung zu
kaufen. [18] Ein hierfür typischer Arbeitsablauf ist Abbildung 2.3 zu entnehmen.
Auf diese Weise können beispielsweise Knochendefekte überbrückt bzw. gefüllt und zur effektiveren
Heilung angeregt werden, wie es Vladimir S. Komlev in seiner aktuellen Forschung mit biokompatiblen
Calcium-Phosphat-Keramik-Transplantaten beschreibt. [19]
Ein Team um Daniel L. Cohen publizierte bereits 2010 über ihre Experimente mit 3D-Druck in situ
Knochendefekte zu schließen. Verfahren dieser Art sollen in Zukunft eine minimalinvasive und
effektive Möglichkeit zur Rekonstruktion von Gewebeschäden unmittelbar am lebenden Organismus
darstellen. [20]
Abb. 2.4: Exemplarischer Arbeitsablauf beim Einsatz eines Scaffold-basierten Implantats
Theorie und Grundlagen
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 6
„Scaffold-free“ 3D-Bioprinting bezeichnet den jüngeren Forschungsansatz, der innerhalb der CANTER
Community Anwendung findet. Hierbei wird auf die Verwendung von Scaffolds verzichtet und
stattdessen direkt lebende Zellen, eingebettet in spezielle medizinische Gele, verdruckt. Diese
sogenannten Hydrogele, die ihren Namen durch den hohen Wasseranteil bekommen, haben die
Aufgabe die Zellen zu tragen und fungieren als ein für den Druck und das Überleben kompatibles
Medium. Integraler Bestandteil hierfür nötiger spezieller 3D-Drucker, sogenannter Bioprinter, ist der
Druckkopf, dessen Charakteristiken exakt auf die verwendete Biotinte abgestimmt sein muss, um ein
strukturell akkurates Produkt bei gleichzeitig hoher Zellviabilität zu erzeugen. [21, 22]
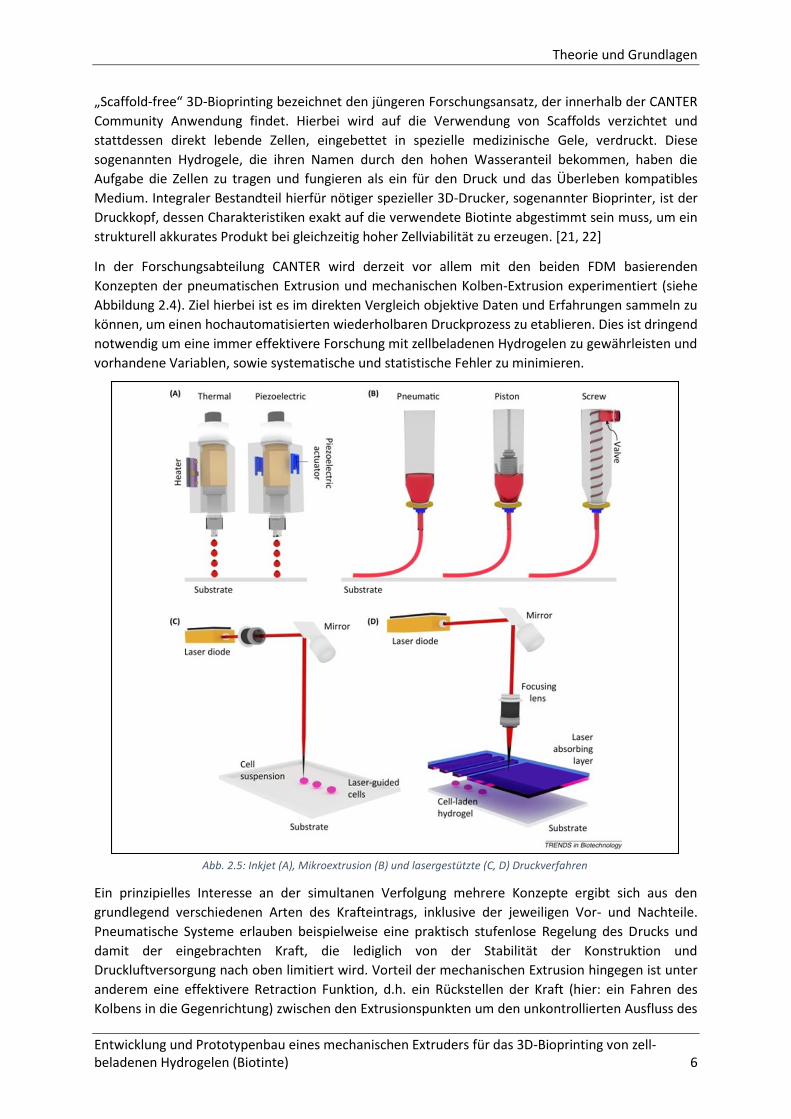
In der Forschungsabteilung CANTER wird derzeit vor allem mit den beiden FDM basierenden
Konzepten der pneumatischen Extrusion und mechanischen Kolben-Extrusion experimentiert (siehe
Abbildung 2.4). Ziel hierbei ist es im direkten Vergleich objektive Daten und Erfahrungen sammeln zu
können, um einen hochautomatisierten wiederholbaren Druckprozess zu etablieren. Dies ist dringend
notwendig um eine immer effektivere Forschung mit zellbeladenen Hydrogelen zu gewährleisten und
vorhandene Variablen, sowie systematische und statistische Fehler zu minimieren.
Ein prinzipielles Interesse an der simultanen Verfolgung mehrere Konzepte ergibt sich aus den
grundlegend verschiedenen Arten des Krafteintrags, inklusive der jeweiligen Vor- und Nachteile.
Pneumatische Systeme erlauben beispielweise eine praktisch stufenlose Regelung des Drucks und
damit der eingebrachten Kraft, die lediglich von der Stabilität der Konstruktion und
Druckluftversorgung nach oben limitiert wird. Vorteil der mechanischen Extrusion hingegen ist unter
anderem eine effektivere Retraction Funktion, d.h. ein Rückstellen der Kraft (hier: ein Fahren des
Kolbens in die Gegenrichtung) zwischen den Extrusionspunkten um den unkontrollierten Ausfluss des
Abb. 2.5: Inkjet (A), Mikroextrusion (B) und lasergestützte (C, D) Druckverfahren

Theorie und Grundlagen
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 7
Gels zu verhindern. Stellt der Druckablass bei einem pneumatischen Drucker alleine noch kein großes
Problem dar, ist eine Lösung die kontrolliert Unterdruck aufbauen kann technisch schwerer
umzusetzen, als einen mechanischen Motor eine an das Druckmedium und Temperatur angepasste
Schrittanzahl rückwärtsfahren zu lassen.
Der für das CANTER typische mehrschichtige Forschungsansatz zeigt sich ebenfalls bei den
verschiedenen Konzepten zur Quervernetzung der Hydrogele. Konkret werden zwei unterschiedliche
Methoden erprobt, um die flüssig extrudierte Biotinte zur strukturellen Integrität zu verhelfen. Neben
ersten Versuchen mit UV-Licht und speziellen Photoinitiatoren, die beispielsweise als freie Radikale
bestimmte funktionelle Gruppen der Hydrogelketten miteinander verbinden und so zu einer
Aushärtung führen. Durch Definierung der Art und Anteile dieser funktionellen Gruppen und die
eingebrachte Energiemenge kann der Grad und der Verlauf der Quervernetzung aktiv beeinflusst
werden. [23]
Eingehende Erfahrungen konnten bereits mit einem CaCl2 basiertem System gemacht werden, bei
dem es durch Komplexbildung von funktionellen Gruppen zur Veränderung der mechanischen
Eigenschaften kommt. Entscheidend für das Ergebnis ist, neben der Konzentration der Lösung, vor
allem die Art der Aufbringung. Der direkte Druck in ein mit Calciumchlorid gefülltes Gefäß hat sich früh
als impraktikabel erwiesen, da das Gel durch den hohen Wasseranteil in der Lösung unkontrolliert
aufquillt. Experimentelle aktuelle Lösungsansätze sind der Druck in einem CaCl2-Nebel durchfluteten
Raum bzw. die kontrollierte Aufbringung durch Sprühgänge zwischen den jeweiligen Schichten.
Vorteile gegenüber der Verwendung von Scaffolds sind unter anderem das Wegfallen der Limitationen
bei der Auswahl und Verträglichkeit der biokompatiblen Materialen für die Stützgerüste, inklusive
Degradationskinetik und Abbauprodukte. Darüber hinaus können wesentlich höhere physiologische
Zelldichten erreicht werden und Zell-Zell-Interaktionen verbessert werden. [21,22,24]
Ein zunehmendes Interesse und Fortschritt in diesem Bereich des Tissue Engineering kann durch
Zunahme der Publikationen und Forschungsgruppen beobachtet werden. Beispielweise
veröffentlichte ein Team um Cyrille Norotte ihre Ergebnisse zur Generierung von tubulären Strukturen
als vaskulärer Gewebeersatz (siehe Abb. 2.5). Durch die simultane Verwendung von zwei Druckköpfen
wurden Schichten aus Zylindern mit zellbeladenem Hydrogel und zellfreiem Stützmaterial auf Basis
von Alginat aufgebaut. Nach ausreichender Kultivierung und damit eingehenden Verknüpfung der
korrespondierenden Zylinder wird das Stützmaterial entfernt und das hohle röhrenförmige Gewebe
gewonnen. [24]
Abb. 2.6: Bioprinten von tubulären Strukturen aus zellulären Zylindern A) Schematischer Bauplan, B) Schichtweise Auftragung, C) Bioprinter, D) Druckergebnis, E) Endprodukt
Theorie und Grundlagen
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 8
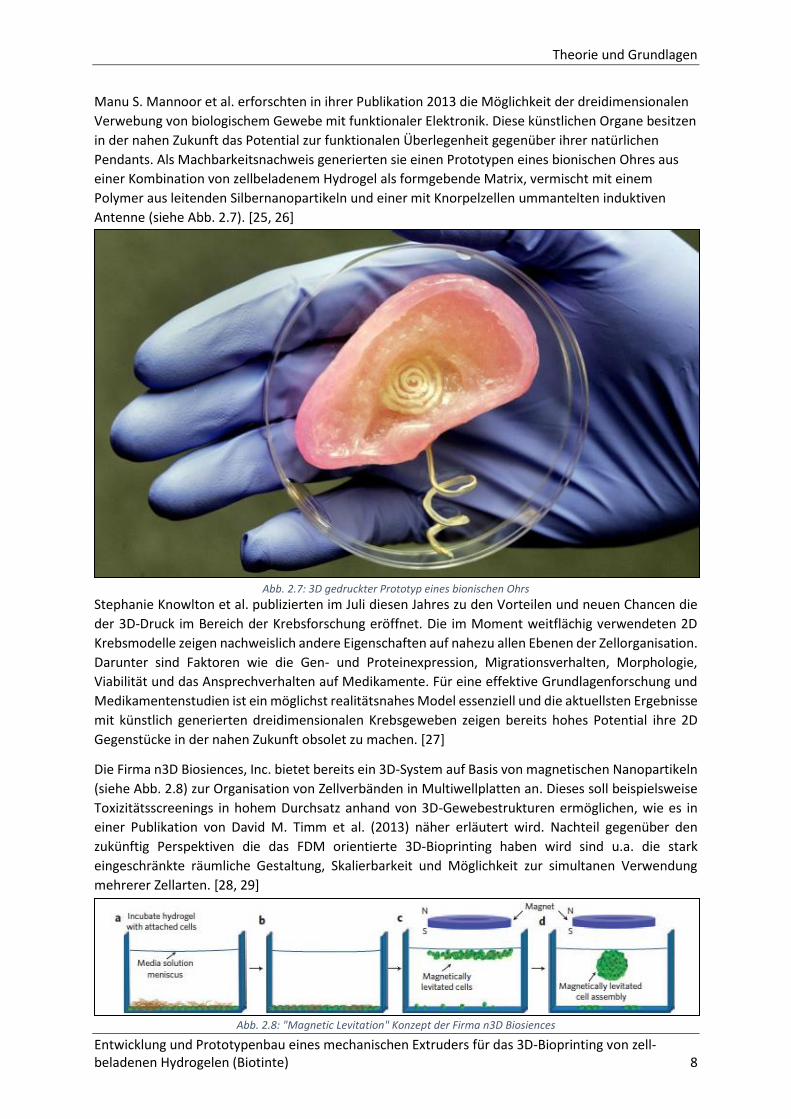
Manu S. Mannoor et al. erforschten in ihrer Publikation 2013 die Möglichkeit der dreidimensionalen
Verwebung von biologischem Gewebe mit funktionaler Elektronik. Diese künstlichen Organe besitzen
in der nahen Zukunft das Potential zur funktionalen Überlegenheit gegenüber ihrer natürlichen
Pendants. Als Machbarkeitsnachweis generierten sie einen Prototypen eines bionischen Ohres aus
einer Kombination von zellbeladenem Hydrogel als formgebende Matrix, vermischt mit einem
Polymer aus leitenden Silbernanopartikeln und einer mit Knorpelzellen ummantelten induktiven
Antenne (siehe Abb. 2.7). [25, 26]
Stephanie Knowlton et al. publizierten im Juli diesen Jahres zu den Vorteilen und neuen Chancen die
der 3D-Druck im Bereich der Krebsforschung eröffnet. Die im Moment weitflächig verwendeten 2D
Krebsmodelle zeigen nachweislich andere Eigenschaften auf nahezu allen Ebenen der Zellorganisation.
Darunter sind Faktoren wie die Gen- und Proteinexpression, Migrationsverhalten, Morphologie,
Viabilität und das Ansprechverhalten auf Medikamente. Für eine effektive Grundlagenforschung und
Medikamentenstudien ist ein möglichst realitätsnahes Model essenziell und die aktuellsten Ergebnisse
mit künstlich generierten dreidimensionalen Krebsgeweben zeigen bereits hohes Potential ihre 2D
Gegenstücke in der nahen Zukunft obsolet zu machen. [27]
Die Firma n3D Biosiences, Inc. bietet bereits ein 3D-System auf Basis von magnetischen Nanopartikeln
(siehe Abb. 2.8) zur Organisation von Zellverbänden in Multiwellplatten an. Dieses soll beispielsweise
Toxizitätsscreenings in hohem Durchsatz anhand von 3D-Gewebestrukturen ermöglichen, wie es in
einer Publikation von David M. Timm et al. (2013) näher erläutert wird. Nachteil gegenüber den
zukünftig Perspektiven die das FDM orientierte 3D-Bioprinting haben wird sind u.a. die stark
eingeschränkte räumliche Gestaltung, Skalierbarkeit und Möglichkeit zur simultanen Verwendung
mehrerer Zellarten. [28, 29]
Abb. 2.7: 3D gedruckter Prototyp eines bionischen Ohrs
Abb. 2.8: "Magnetic Levitation" Konzept der Firma n3D Biosiences

Aufgabenstellung
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 9
3. Aufgabenstellung
Im Folgenden soll der Entwicklungsstand zu Beginn dieser Arbeit vorgestellt und durch den Versuch
einer Validierung des Konzepts eine Anforderungsliste für einen neuen Prototyp erstellt werden.
3.1 Vorstellung der Ausgangsbasis des Konzeptes eines Druckkopfes
Das Projekt einen mechanischen Extruder für den Bioprinter des CANTER zu erstellen, wurde in dem
vorhergehenden Semester durch Simson Huber bearbeitet und resultierte ein zu validierendes
Konzept. Unter anderem durch Verwendung einer wertenden Anforderungsliste und einem hierzu
ausgearbeiteten morphologischen Kasten, wurde ein passendes Antriebskonzept ausgewählt und ein
erster Prototyp konstruiert. [30]
Durch eine motorbetriebene Spindel wird ein Schlitten bewegt, welcher den Kolben einer
handelsüblichen auswechselbaren Spritze ausdrückt, um das zellbeladene Gel zu verdrucken.
Mit Hilfe einer uniformen Grundplatte soll ein schneller Wechsel zwischen verschiedenen Druckköpfen
möglich sein. Auf Lösungen für Rückziehbarkeit der Spritze und einer Temperierung wurde zu diesem
Zeitpunkt verzichtet. Abbildung 3.1 zeigt eine 3D-Darstellung des fertigen Prototyps. [30]
Abb. 3.1: Konzept eines mechanischen Extruders, konstruiert von Simon Huber
Aufgabenstellung
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 10
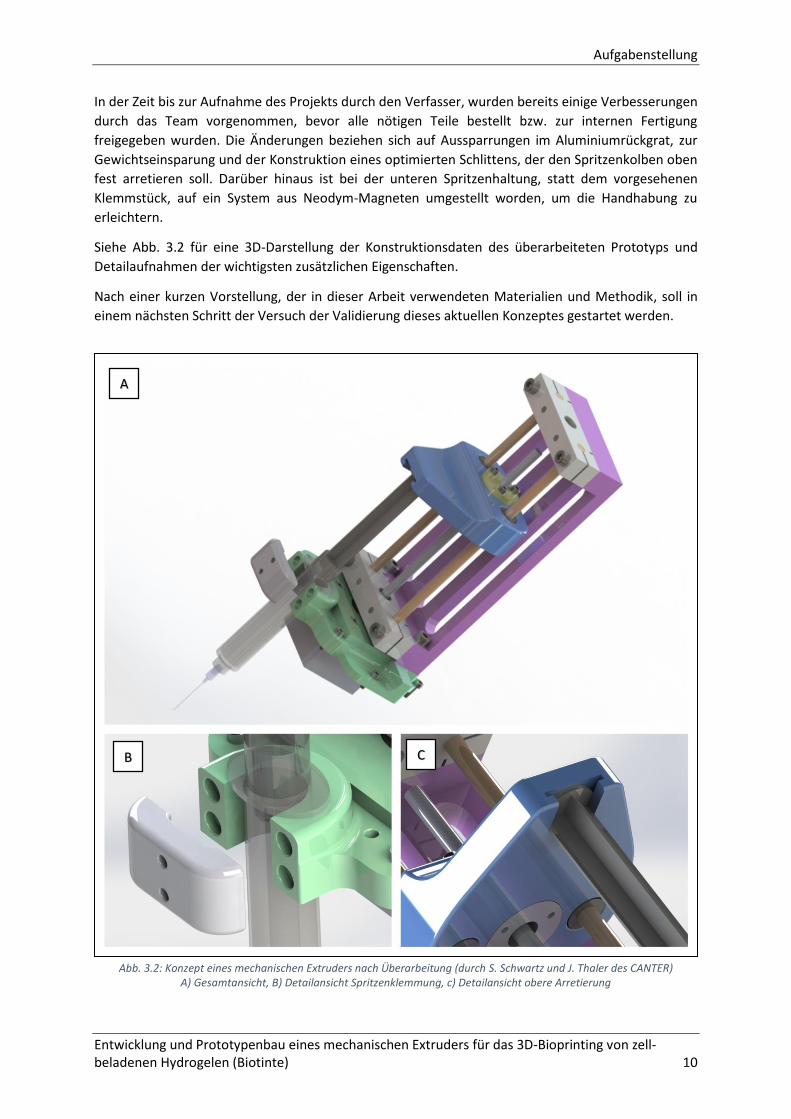
In der Zeit bis zur Aufnahme des Projekts durch den Verfasser, wurden bereits einige Verbesserungen
durch das Team vorgenommen, bevor alle nötigen Teile bestellt bzw. zur internen Fertigung
freigegeben wurden. Die Änderungen beziehen sich auf Aussparrungen im Aluminiumrückgrat, zur
Gewichtseinsparung und der Konstruktion eines optimierten Schlittens, der den Spritzenkolben oben
fest arretieren soll. Darüber hinaus ist bei der unteren Spritzenhaltung, statt dem vorgesehenen
Klemmstück, auf ein System aus Neodym-Magneten umgestellt worden, um die Handhabung zu
erleichtern.
Siehe Abb. 3.2 für eine 3D-Darstellung der Konstruktionsdaten des überarbeiteten Prototyps und
Detailaufnahmen der wichtigsten zusätzlichen Eigenschaften.
Nach einer kurzen Vorstellung, der in dieser Arbeit verwendeten Materialien und Methodik, soll in
einem nächsten Schritt der Versuch der Validierung dieses aktuellen Konzeptes gestartet werden.
Abb. 3.2: Konzept eines mechanischen Extruders nach Überarbeitung (durch S. Schwartz und J. Thaler des CANTER) A) Gesamtansicht, B) Detailansicht Spritzenklemmung, c) Detailansicht obere Arretierung
A
B C
Material und Methoden
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 11
4. Material und Methoden
4.1 SolidWorks und Cura
Die Ausfertigung der Konstruktionen mit 3D-CAD findet in der Forschungsabteilung mit Hilfe von
SolidWorks, des Softwareunternehmens „Dassault Systèmes SolidWorks Corp.“ statt. Durch die
verhältnismäßig intuitiv aufgebaute Bedienungsoberfläche und den Einsatz der inhaltlich
eingeschränkteren Version SolidEdge in vorangehenden Lehrveranstaltungen in der Hochschule, ist
eine verringerte Einarbeitungszeit bei vollständig ausreichender Funktionalität innerhalb des CANTER
gewährleistet. So entstandene Konstruktionsdateien werden anschließend in ein für die Slicer-
Software verwendbares Format (hier: *.STL) überführt. [31]
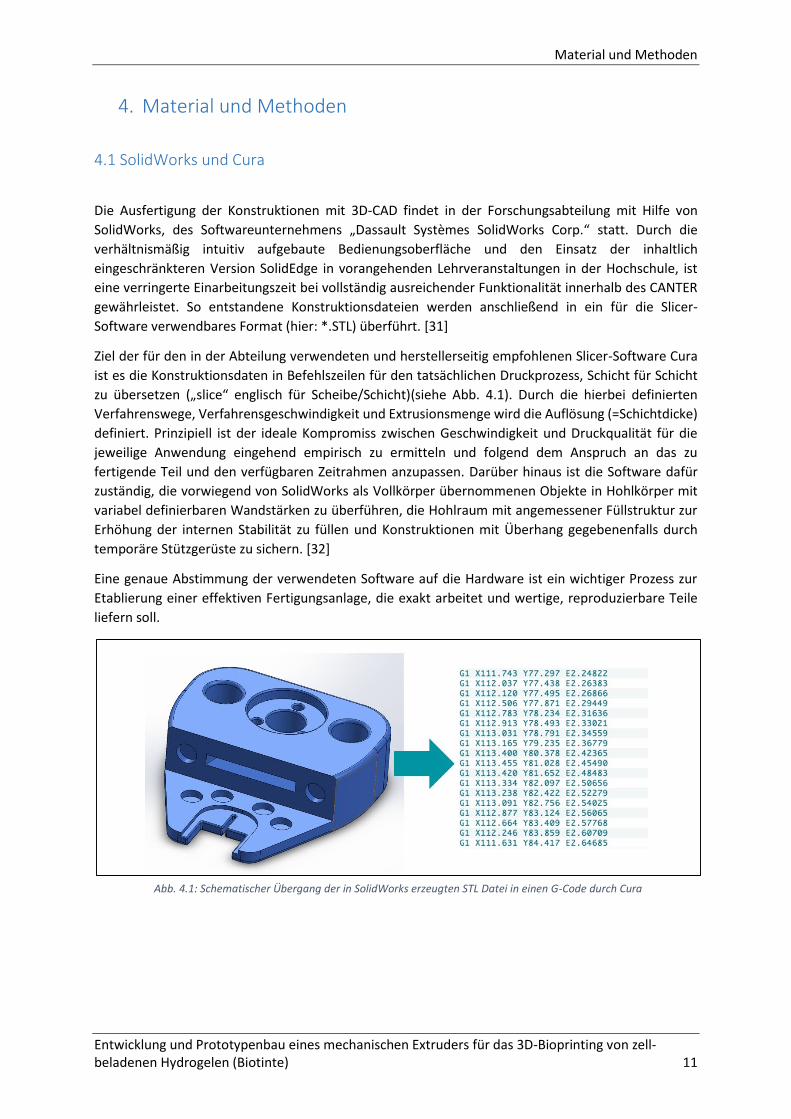
Ziel der für den in der Abteilung verwendeten und herstellerseitig empfohlenen Slicer-Software Cura
ist es die Konstruktionsdaten in Befehlszeilen für den tatsächlichen Druckprozess, Schicht für Schicht
zu übersetzen („slice“ englisch für Scheibe/Schicht)(siehe Abb. 4.1). Durch die hierbei definierten
Verfahrenswege, Verfahrensgeschwindigkeit und Extrusionsmenge wird die Auflösung (=Schichtdicke)
definiert. Prinzipiell ist der ideale Kompromiss zwischen Geschwindigkeit und Druckqualität für die
jeweilige Anwendung eingehend empirisch zu ermitteln und folgend dem Anspruch an das zu
fertigende Teil und den verfügbaren Zeitrahmen anzupassen. Darüber hinaus ist die Software dafür
zuständig, die vorwiegend von SolidWorks als Vollkörper übernommenen Objekte in Hohlkörper mit
variabel definierbaren Wandstärken zu überführen, die Hohlraum mit angemessener Füllstruktur zur
Erhöhung der internen Stabilität zu füllen und Konstruktionen mit Überhang gegebenenfalls durch
temporäre Stützgerüste zu sichern. [32]
Eine genaue Abstimmung der verwendeten Software auf die Hardware ist ein wichtiger Prozess zur
Etablierung einer effektiven Fertigungsanlage, die exakt arbeitet und wertige, reproduzierbare Teile
liefern soll.
Abb. 4.1: Schematischer Übergang der in SolidWorks erzeugten STL Datei in einen G-Code durch Cura
Material und Methoden
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 12
4.2 Ultimaker² + PLA
Das CANTER verfügt über einen eigenen 3D-Drucker, um den Entwicklungsprozess maßgeblich zu
beschleunigen, da so für einen Großteil der benötigten Teile nicht auf externe Lieferanten
zurückgegriffen werden muss. Dadurch entfallen eventuell anfallende Lieferzeiten und auch die
Produktionskosten werden dauerhaft gesenkt.
Bei der Anschaffung eines Druckers wurde sich für den Ultimaker 2 der Firma Ultimaker entschieden,
da hier das Preis-Leistungs-Verhältnis für die aktuelle Anwendung ideal ist. Er kommt durch seine hohe
Auflösung von bis zu 20 Mikrometern, Druckgeschwindigkeiten von bis zu 300m/s und seinem
intuitiven LCD-Interface sowohl dem Streben nach zügig erstellten hochwertigen Druckergebnissen,
als auch der einfachen Handhabung durch das gesamte Personal nach. Ferner lässt sich durch eine
variable Düsentemperatur von bis zu 260°C eine Vielzahl von Materialien verwenden. [33]
Durch die Erweiterung mit einem beheizten Druckbett, für den die Steuerung bereits werkseitig
integriert ist, wurde der Fertigungsprozess weiter optimiert. In der Zukunft ist eine Testreihe mit
verschiedenen Druckplattenmaterialien geplant, um so eventuelle Vorteile von z.B. Carbon gegenüber
der derzeit verwendeten mit Kaptonklebeband (nähere Erläuterung in Kapitel 7) beschichteten
Glasplatte zu ermitteln.
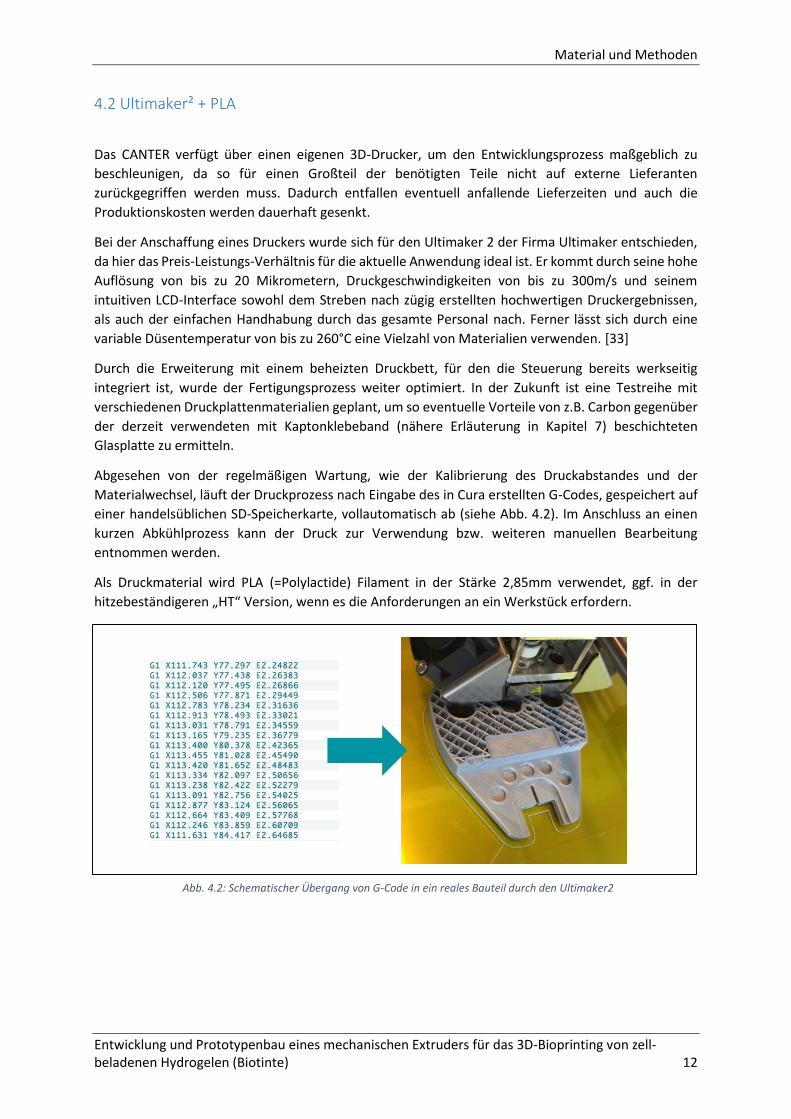
Abgesehen von der regelmäßigen Wartung, wie der Kalibrierung des Druckabstandes und der
Materialwechsel, läuft der Druckprozess nach Eingabe des in Cura erstellten G-Codes, gespeichert auf
einer handelsüblichen SD-Speicherkarte, vollautomatisch ab (siehe Abb. 4.2). Im Anschluss an einen
kurzen Abkühlprozess kann der Druck zur Verwendung bzw. weiteren manuellen Bearbeitung
entnommen werden.
Als Druckmaterial wird PLA (=Polylactide) Filament in der Stärke 2,85mm verwendet, ggf. in der
hitzebeständigeren „HT“ Version, wenn es die Anforderungen an ein Werkstück erfordern.
Abb. 4.2: Schematischer Übergang von G-Code in ein reales Bauteil durch den Ultimaker2
Material und Methoden
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 13
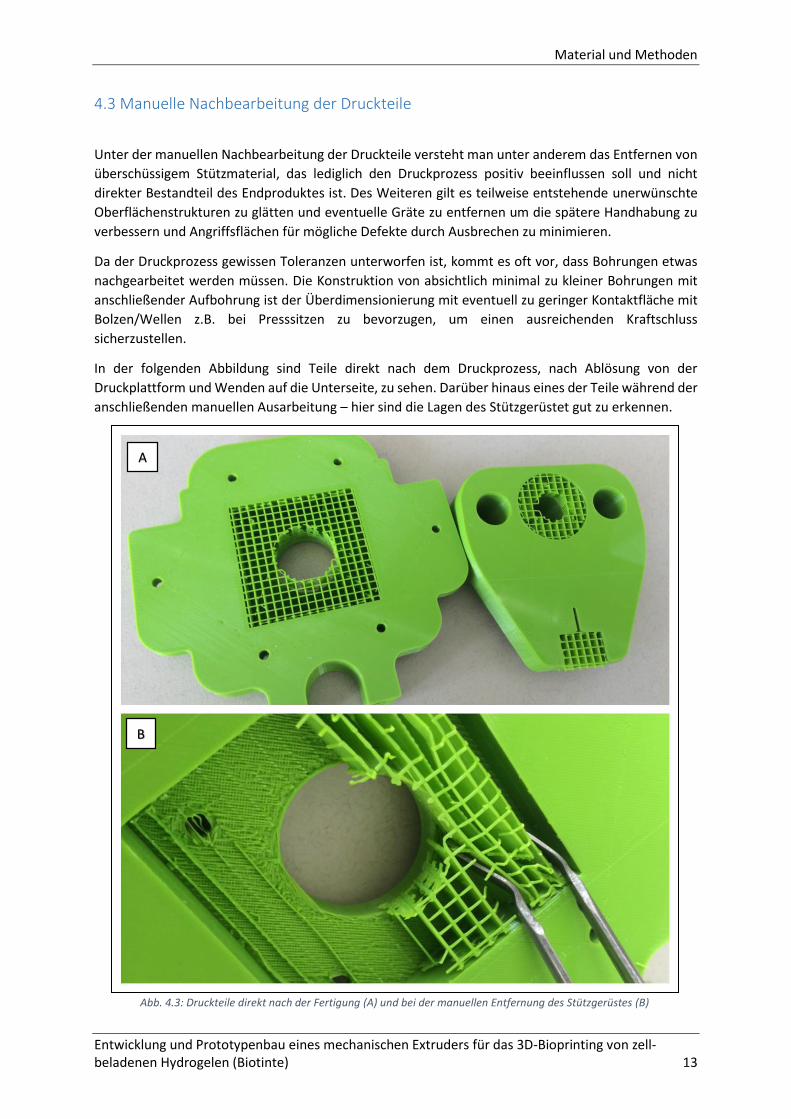
4.3 Manuelle Nachbearbeitung der Druckteile
Unter der manuellen Nachbearbeitung der Druckteile versteht man unter anderem das Entfernen von
überschüssigem Stützmaterial, das lediglich den Druckprozess positiv beeinflussen soll und nicht
direkter Bestandteil des Endproduktes ist. Des Weiteren gilt es teilweise entstehende unerwünschte
Oberflächenstrukturen zu glätten und eventuelle Gräte zu entfernen um die spätere Handhabung zu
verbessern und Angriffsflächen für mögliche Defekte durch Ausbrechen zu minimieren.
Da der Druckprozess gewissen Toleranzen unterworfen ist, kommt es oft vor, dass Bohrungen etwas
nachgearbeitet werden müssen. Die Konstruktion von absichtlich minimal zu kleiner Bohrungen mit
anschließender Aufbohrung ist der Überdimensionierung mit eventuell zu geringer Kontaktfläche mit
Bolzen/Wellen z.B. bei Presssitzen zu bevorzugen, um einen ausreichenden Kraftschluss
sicherzustellen.
In der folgenden Abbildung sind Teile direkt nach dem Druckprozess, nach Ablösung von der
Druckplattform und Wenden auf die Unterseite, zu sehen. Darüber hinaus eines der Teile während der
anschließenden manuellen Ausarbeitung – hier sind die Lagen des Stützgerüstet gut zu erkennen.
Abb. 4.3: Druckteile direkt nach der Fertigung (A) und bei der manuellen Entfernung des Stützgerüstes (B)
A
B
Material und Methoden
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 14
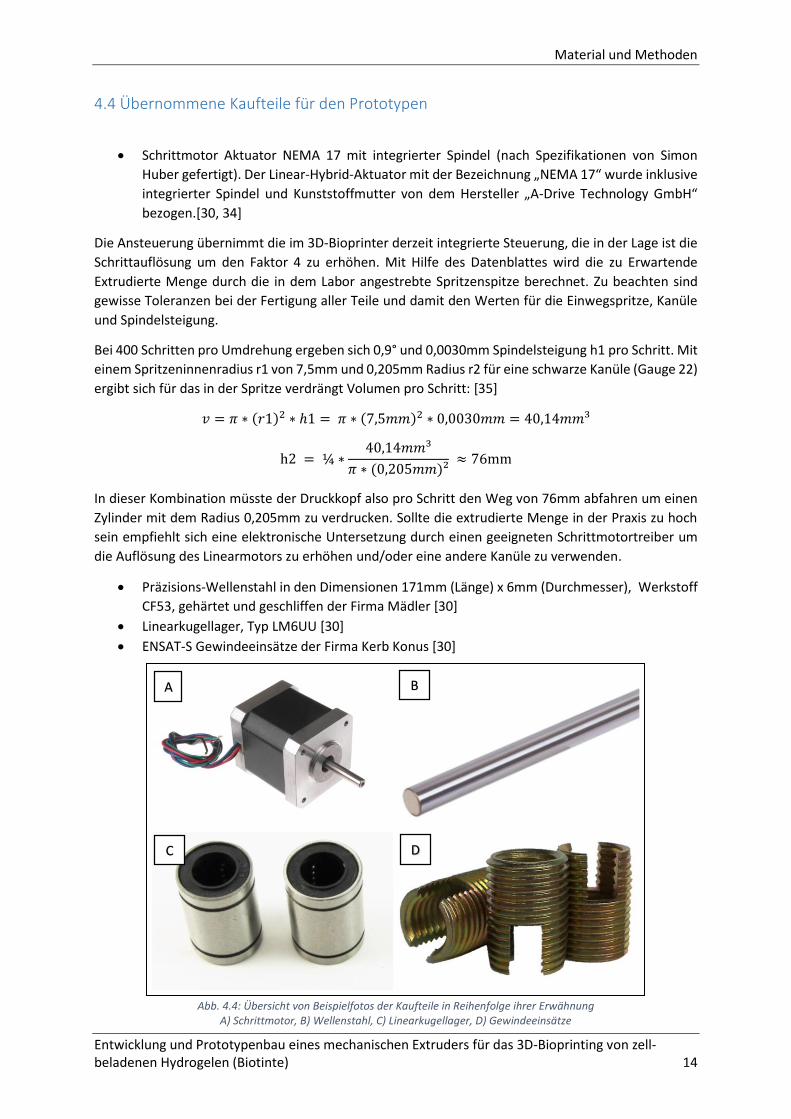
4.4 Übernommene Kaufteile für den Prototypen
Schrittmotor Aktuator NEMA 17 mit integrierter Spindel (nach Spezifikationen von Simon
Huber gefertigt). Der Linear-Hybrid-Aktuator mit der Bezeichnung „NEMA 17“ wurde inklusive
integrierter Spindel und Kunststoffmutter von dem Hersteller „A-Drive Technology GmbH“
bezogen.[30, 34]
Die Ansteuerung übernimmt die im 3D-Bioprinter derzeit integrierte Steuerung, die in der Lage ist die
Schrittauflösung um den Faktor 4 zu erhöhen. Mit Hilfe des Datenblattes wird die zu Erwartende
Extrudierte Menge durch die in dem Labor angestrebte Spritzenspitze berechnet. Zu beachten sind
gewisse Toleranzen bei der Fertigung aller Teile und damit den Werten für die Einwegspritze, Kanüle
und Spindelsteigung.
Bei 400 Schritten pro Umdrehung ergeben sich 0,9° und 0,0030mm Spindelsteigung h1 pro Schritt. Mit
einem Spritzeninnenradius r1 von 7,5mm und 0,205mm Radius r2 für eine schwarze Kanüle (Gauge 22)
ergibt sich für das in der Spritze verdrängt Volumen pro Schritt: [35]
𝑣 = 𝜋 ∗ (𝑟1)2 ∗ ℎ1 = 𝜋 ∗ (7,5𝑚𝑚)2 ∗ 0,0030𝑚𝑚 = 40,14𝑚𝑚³
h2 = ¼ ∗40,14𝑚𝑚³
𝜋 ∗ (0,205𝑚𝑚)² ≈ 76mm
In dieser Kombination müsste der Druckkopf also pro Schritt den Weg von 76mm abfahren um einen
Zylinder mit dem Radius 0,205mm zu verdrucken. Sollte die extrudierte Menge in der Praxis zu hoch
sein empfiehlt sich eine elektronische Untersetzung durch einen geeigneten Schrittmotortreiber um
die Auflösung des Linearmotors zu erhöhen und/oder eine andere Kanüle zu verwenden.
Präzisions-Wellenstahl in den Dimensionen 171mm (Länge) x 6mm (Durchmesser), Werkstoff
CF53, gehärtet und geschliffen der Firma Mädler [30]
Linearkugellager, Typ LM6UU [30]
ENSAT-S Gewindeeinsätze der Firma Kerb Konus [30]
Abb. 4.4: Übersicht von Beispielfotos der Kaufteile in Reihenfolge ihrer Erwähnung A) Schrittmotor, B) Wellenstahl, C) Linearkugellager, D) Gewindeeinsätze
A B
D C
Material und Methoden
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 15
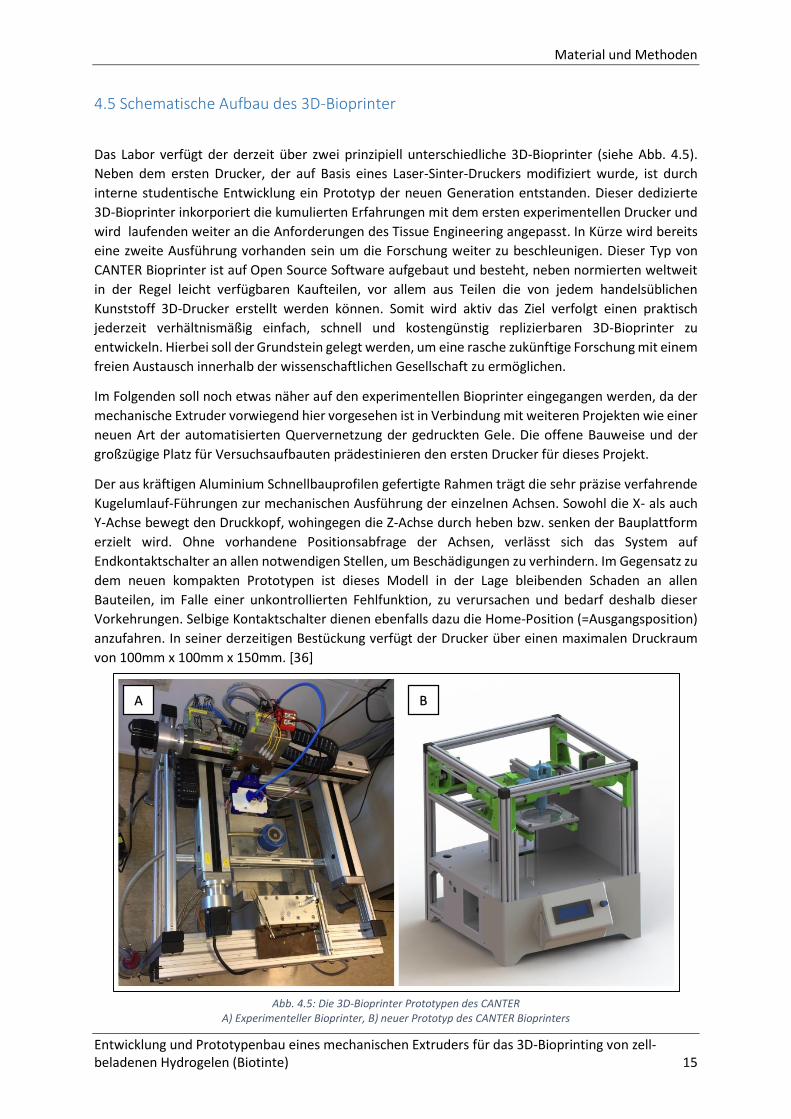
4.5 Schematische Aufbau des 3D-Bioprinter
Das Labor verfügt der derzeit über zwei prinzipiell unterschiedliche 3D-Bioprinter (siehe Abb. 4.5).
Neben dem ersten Drucker, der auf Basis eines Laser-Sinter-Druckers modifiziert wurde, ist durch
interne studentische Entwicklung ein Prototyp der neuen Generation entstanden. Dieser dedizierte
3D-Bioprinter inkorporiert die kumulierten Erfahrungen mit dem ersten experimentellen Drucker und
wird laufenden weiter an die Anforderungen des Tissue Engineering angepasst. In Kürze wird bereits
eine zweite Ausführung vorhanden sein um die Forschung weiter zu beschleunigen. Dieser Typ von
CANTER Bioprinter ist auf Open Source Software aufgebaut und besteht, neben normierten weltweit
in der Regel leicht verfügbaren Kaufteilen, vor allem aus Teilen die von jedem handelsüblichen
Kunststoff 3D-Drucker erstellt werden können. Somit wird aktiv das Ziel verfolgt einen praktisch
jederzeit verhältnismäßig einfach, schnell und kostengünstig replizierbaren 3D-Bioprinter zu
entwickeln. Hierbei soll der Grundstein gelegt werden, um eine rasche zukünftige Forschung mit einem
freien Austausch innerhalb der wissenschaftlichen Gesellschaft zu ermöglichen.
Im Folgenden soll noch etwas näher auf den experimentellen Bioprinter eingegangen werden, da der
mechanische Extruder vorwiegend hier vorgesehen ist in Verbindung mit weiteren Projekten wie einer
neuen Art der automatisierten Quervernetzung der gedruckten Gele. Die offene Bauweise und der
großzügige Platz für Versuchsaufbauten prädestinieren den ersten Drucker für dieses Projekt.
Der aus kräftigen Aluminium Schnellbauprofilen gefertigte Rahmen trägt die sehr präzise verfahrende
Kugelumlauf-Führungen zur mechanischen Ausführung der einzelnen Achsen. Sowohl die X- als auch
Y-Achse bewegt den Druckkopf, wohingegen die Z-Achse durch heben bzw. senken der Bauplattform
erzielt wird. Ohne vorhandene Positionsabfrage der Achsen, verlässt sich das System auf
Endkontaktschalter an allen notwendigen Stellen, um Beschädigungen zu verhindern. Im Gegensatz zu
dem neuen kompakten Prototypen ist dieses Modell in der Lage bleibenden Schaden an allen
Bauteilen, im Falle einer unkontrollierten Fehlfunktion, zu verursachen und bedarf deshalb dieser
Vorkehrungen. Selbige Kontaktschalter dienen ebenfalls dazu die Home-Position (=Ausgangsposition)
anzufahren. In seiner derzeitigen Bestückung verfügt der Drucker über einen maximalen Druckraum
von 100mm x 100mm x 150mm. [36]
Abb. 4.5: Die 3D-Bioprinter Prototypen des CANTER A) Experimenteller Bioprinter, B) neuer Prototyp des CANTER Bioprinters
A B
Versuch der Validierung des übernommenen Konzepts
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 16
5. Versuch der Validierung des übernommenen Konzepts
Nachdem eine Eingangskontrolle aller Kaufteile zur Zufriedenheit erfolgt ist, sollen im nächsten Schritt
die ersten Teile mit Hilfe des Ultimaker² gefertigt werden. Hierbei zeigten sich sofort einige
Besonderheiten dieses Fertigungsprozesses.
Erstens ist zu erwähnen, dass für ein strukturell integres Produkt ein konstruktionelles Runden
sämtlicher scharfer Kanten essenziell ist, um der möglichen Ablösung einzelner Schichten vorzubeugen
und insgesamt die Stabilität zu erhöhen. Darüber hinaus kommt es durch den Abkühlprozess zu einem
gewissen Schrumpfen der Teile, das vor allem bei Bohrungen wahrgenommen werden und einen
geplanten Zusammenbau verhindern kann. An diesem Punkt angelangen gilt es, sich zwischen einer
Anpassung des Bauplanes, inklusive eines neuen Druckversuchs oder der manuellen Erweiterung durch
Aufbohren der fehlerhaften Bohrungen, abzuwägen. Letzteres birgt das Potential, die oft aus Gründen
der Produktionsgeschwindigkeit, Material- und Gewichtsersparnis relativ dünn gewählte Wandstärke
gefährlich zu reduzieren, mit entsprechenden Folgen für den Formerhalt des Werkstückes.
Infolge dieser Erkenntnis wurden einige Probeteile vermessen und deren Ist-Werte mit den Soll-
Werten der Konstruktionszeichnungen verglichen um einen möglichen Korrekturfaktor, nominal oder
prozentual, zu ermitteln. Diese empirische Ermittlung ergab für den ausschließlich im Folgenden
eingesetzten Ultimaker² (da Abweichungen selbst zwischen unterschiedlichen Exemplaren desselben
Typs nicht auszuschließen sind) und Software, in dem relevanten Bereich der Größenordnungen eine
Abweichung von 0,25mm im Durchmesser.
Die für den Fertigungsprozess korrigierten Teile konnten nun gedruckt und zur Validierung
zusammengebaut werden. Hierbei wurden folgende Erfahrungen gemacht:
1. Die Ensat Gewindeeinsätze sind für diese Anwendung nur bedingt zu empfehlen. Sie erfordern
ein zeitaufwendiges Schneiden von Gewinden in die PLA-Grundplatte. Die dadurch verringerte
Wandstärke wird durch die Gewindeeinsätze und das anschließende Montieren von Bauteilen
und Schrauben überbelastet und neigt zum Einreißen, so dass eine exakte Führung nicht sicher
gewährleistet werden kann.
2. Die vorgesehenen Halteplatten scheinen konstruktionsbedingt bereits einen ausreichenden
Presssitz für die Führungswellen zu haben, ohne das die passenden Schrauben zur
Verspannung eingesetzt werden.
3. Das Rückgrat und die Halteplatten sind insgesamt unverhältnismäßig massiv gewählt
4. Die Grundplatte ist nicht deckungsgleich mit der Aufnahme der im Labor vorhandenen Drucker
5. Die Durchgangsbohrungen um die Grundplatte an den Extruderschlitten des Druckers zu
verschrauben sind in ihrem Durchmesser als Gewindebohrung ausgelegt
6. Es ist kein Platz für Unterlegscheiben bei der Montage des Motors vorgesehen
Da es ernsthafte Bedenken über eine Verwendung des Druckkopfs in dieser Ausführung gibt, weil das
Gewicht fertig zusammengebaut mit erwarteten fast 1 kg und der hohe Schwerpunkt die derzeitige
Aufnahme beschädigen könnte. Beziehungsweise ist zu erwarten, dass die Pendelneigung bei den
schnellen Druckbewegungen mindestens langfristig zu einem Ermüdungsbruch der Aufnahme und
kurzfristig zu unpräzisen Druckergebnissen führen würde.
Unmittelbares Potential zur Gewichtsreduzierung stellt die Wegrationalisierung des
Aluminiumrückgrates inklusive dem oberen Klemmenhalter inklusive der Befestigungsschrauben dar,
um eine zeitnahe Montage und erste Probe des Antriebskonzeptes zu ermöglichen (siehe Abb. 5.1).
Versuch der Validierung des übernommenen Konzepts
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 17
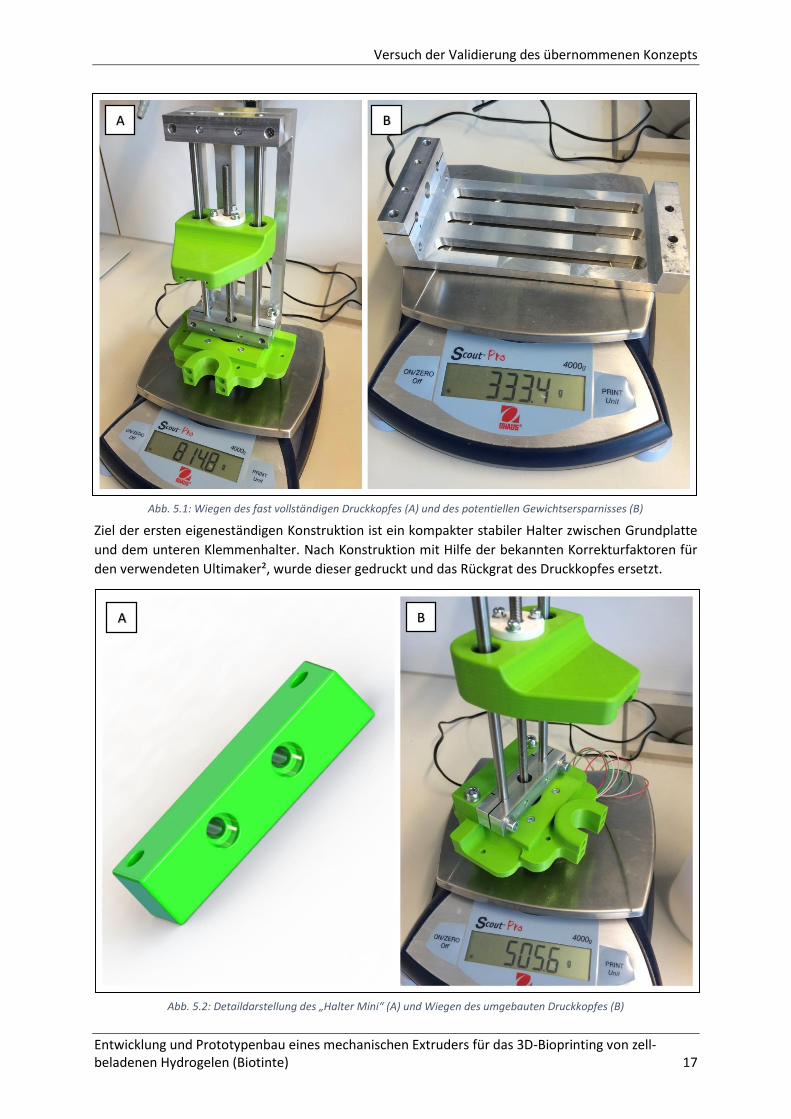
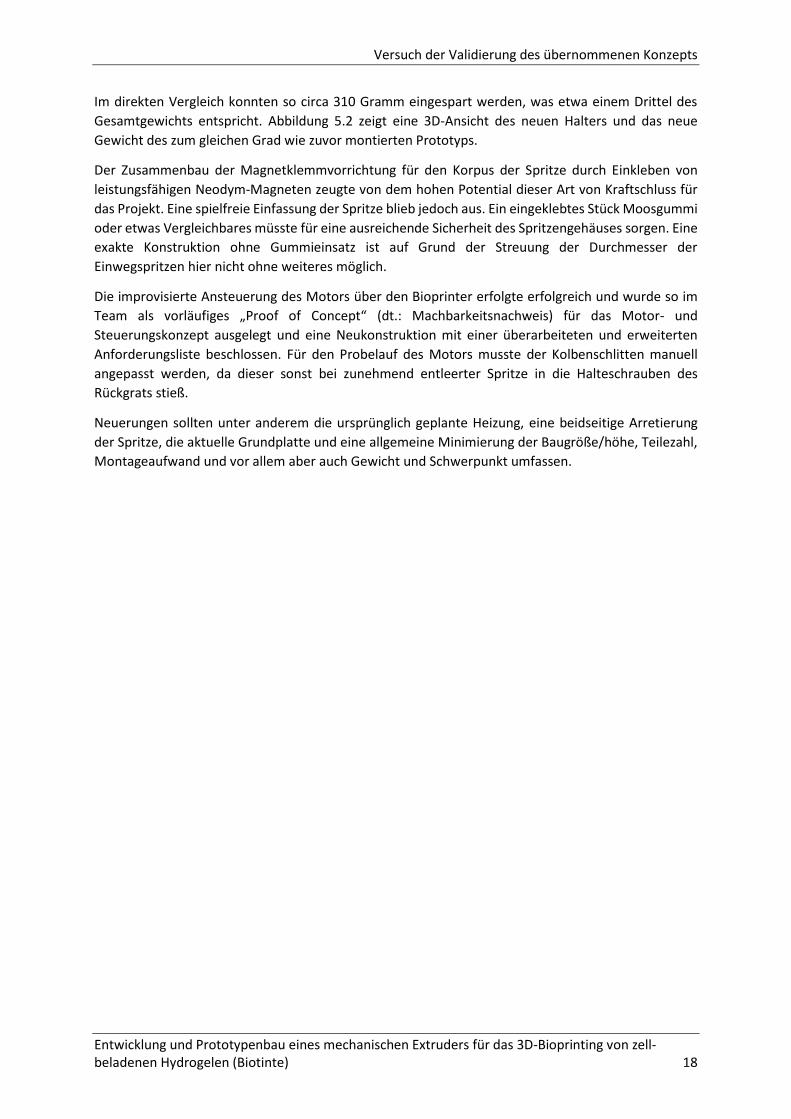
Ziel der ersten eigeneständigen Konstruktion ist ein kompakter stabiler Halter zwischen Grundplatte
und dem unteren Klemmenhalter. Nach Konstruktion mit Hilfe der bekannten Korrekturfaktoren für
den verwendeten Ultimaker², wurde dieser gedruckt und das Rückgrat des Druckkopfes ersetzt.
Abb. 5.2: Detaildarstellung des „Halter Mini“ (A) und Wiegen des umgebauten Druckkopfes (B)
Abb. 5.1: Wiegen des fast vollständigen Druckkopfes (A) und des potentiellen Gewichtsersparnisses (B)
A B
A B
Versuch der Validierung des übernommenen Konzepts
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 18
Im direkten Vergleich konnten so circa 310 Gramm eingespart werden, was etwa einem Drittel des
Gesamtgewichts entspricht. Abbildung 5.2 zeigt eine 3D-Ansicht des neuen Halters und das neue
Gewicht des zum gleichen Grad wie zuvor montierten Prototyps.
Der Zusammenbau der Magnetklemmvorrichtung für den Korpus der Spritze durch Einkleben von
leistungsfähigen Neodym-Magneten zeugte von dem hohen Potential dieser Art von Kraftschluss für
das Projekt. Eine spielfreie Einfassung der Spritze blieb jedoch aus. Ein eingeklebtes Stück Moosgummi
oder etwas Vergleichbares müsste für eine ausreichende Sicherheit des Spritzengehäuses sorgen. Eine
exakte Konstruktion ohne Gummieinsatz ist auf Grund der Streuung der Durchmesser der
Einwegspritzen hier nicht ohne weiteres möglich.
Die improvisierte Ansteuerung des Motors über den Bioprinter erfolgte erfolgreich und wurde so im
Team als vorläufiges „Proof of Concept“ (dt.: Machbarkeitsnachweis) für das Motor- und
Steuerungskonzept ausgelegt und eine Neukonstruktion mit einer überarbeiteten und erweiterten
Anforderungsliste beschlossen. Für den Probelauf des Motors musste der Kolbenschlitten manuell
angepasst werden, da dieser sonst bei zunehmend entleerter Spritze in die Halteschrauben des
Rückgrats stieß.
Neuerungen sollten unter anderem die ursprünglich geplante Heizung, eine beidseitige Arretierung
der Spritze, die aktuelle Grundplatte und eine allgemeine Minimierung der Baugröße/höhe, Teilezahl,
Montageaufwand und vor allem aber auch Gewicht und Schwerpunkt umfassen.
Konzeption und Konstruktion eines neuen Prototypen
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 19
6. Konzeption und Konstruktion eines neuen Prototypen
Auf Grund der Erfahrungen mit dem ersten Prototyp, durch CANTER-interne Meetings und Absprachen
wurden Kriterien für einen neuen Prototyp geschaffen.
Die erweiterte Anforderungsliste umfasst folgende Punkte:
Aktualisierung der Grundplatte
Optimierung für den 3D-Druck -> Minimierung speziell angefertigter Kaufteile
Vollständige Entleerbarkeit der Einwegspritze -> Material- und Kosteneinsparung
Etablierung der Retraction Funktion durch beidseitige Arretierung der Spritze
Automatisierung des Spritzenwechselprozesses
Positionsabfrage/ -sensor bzw. Kalibrierungsmöglichkeit auf Home Position
Notschalter/kontakte um Beschädigungen des Druckkopfes vorzubeugen
Eliminierung der Hebelwirkung durch den Spalt zwischen Rückgrat und Grundplatte
Erweiterbarkeit durch zusätzliche Module z.B. zur Quervernetzung der Gele
Integration einer gesteuerten Heizung der Biotinte
Minimierung von Gewicht, Bauhöhe, Schwerpunkt und Pendelneigung
Einhaltung der derzeit vorliegenden bauraumbedingten Limitationen im neuen 3D-Bioprinter
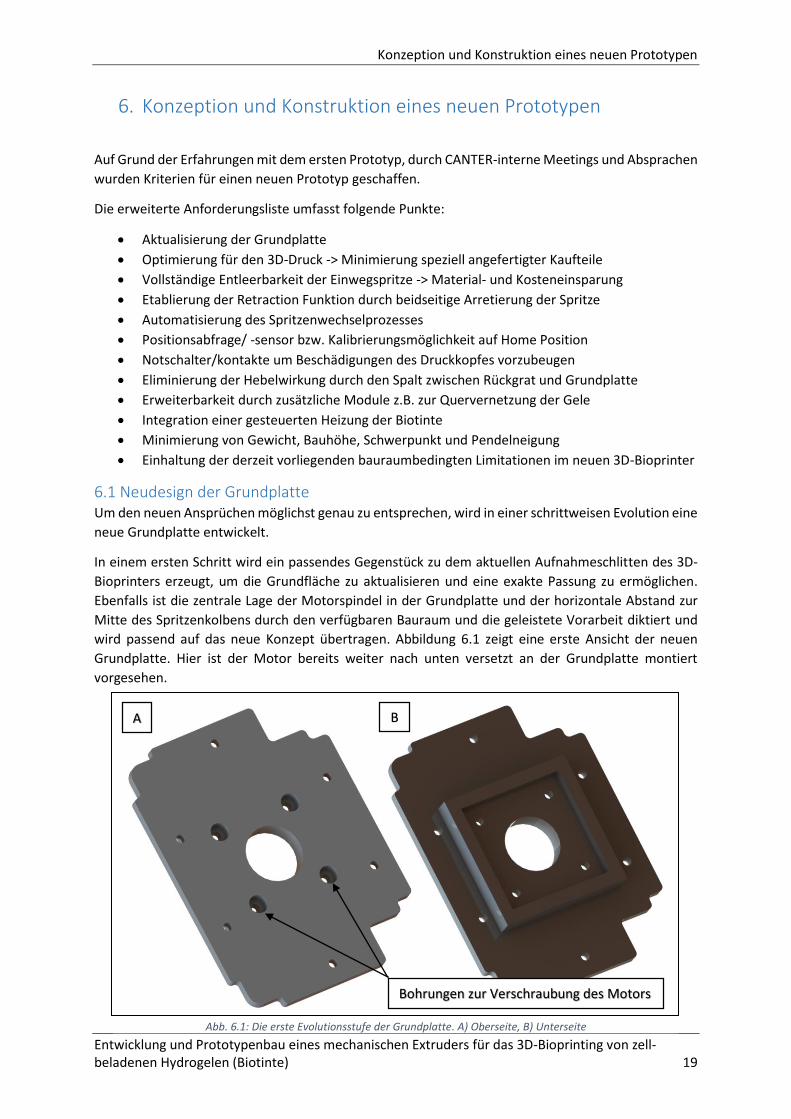
6.1 Neudesign der Grundplatte Um den neuen Ansprüchen möglichst genau zu entsprechen, wird in einer schrittweisen Evolution eine
neue Grundplatte entwickelt.
In einem ersten Schritt wird ein passendes Gegenstück zu dem aktuellen Aufnahmeschlitten des 3D-
Bioprinters erzeugt, um die Grundfläche zu aktualisieren und eine exakte Passung zu ermöglichen.
Ebenfalls ist die zentrale Lage der Motorspindel in der Grundplatte und der horizontale Abstand zur
Mitte des Spritzenkolbens durch den verfügbaren Bauraum und die geleistete Vorarbeit diktiert und
wird passend auf das neue Konzept übertragen. Abbildung 6.1 zeigt eine erste Ansicht der neuen
Grundplatte. Hier ist der Motor bereits weiter nach unten versetzt an der Grundplatte montiert
vorgesehen.
Abb. 6.1: Die erste Evolutionsstufe der Grundplatte. A) Oberseite, B) Unterseite
A B
Bohrungen zur Verschraubung des Motors

Konzeption und Konstruktion eines neuen Prototypen
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 20
Als eine der wichtigsten Neuerung des Designs sollen die Führungswellen direkt in die Grundplatte
montiert werden. Hierzu sind Bohrungen für einen Presssitz der Wellen vorgesehen, die über eine
Brücke oberhalb der Motorbohrung miteinander verstrebt und somit versteift werden soll. Dieses
Konzept vereint gleichzeitig mehrere Kriterien der Anforderungsliste. Durch das Wegfallen des
massiven Rückgrats aus Aluminium und der dazugehörigen beiden speziell angefertigten
Halteklammern kann sowohl Gewicht, Bauraum, Kosten und Produktionszeit gespart werden und eine
Auslegung des Designs auf die hauseigene Produktion mit Hilfe der 3D-Druck-Technologie findet statt.
Ebenfalls wird der Spalt zwischen Klemmhalter und Grundplatte des ursprünglichen Prototyps und die
damit eingehende Hebelwirkung eliminieren. Darüber hinaus wird jetzt eine Ummantelung der Spritze
mit Vorkehrungen für eine integrierte Heizung konstruiert, die sich an das Konzept des bereits in der
Forschungsgruppe etablierten pneumatischen Extruders orientiert. In dem Kapitel 7.2 „Zusammenbau
des Heizelementes“ wird näher auf diesen Aspekt eingegangen. Dieser nun vorliegende Rohbau des
Konzepts wird in Abbildung 6.2 dargestellt.
6.2 Optimierung des Druckkopfdesigns auf den 3D-Druck In einem weiteren Schritt werden alle Vorkehrungen für einen Ausdruck der Konstruktion getroffen.
Dies geschieht, um dem Team einen theoretisch nutzbaren Prototypen vorstellen zu können. Hierbei
gewonnenes Feedback zu der bisherigen Herangehensweise und der zusätzlicher Wissensgewinn über
den weiteren Verlauf des Projektes sollen die Generierung eines für alle Beteiligte und zukünftige
Nutzer zufriedenstellenden Prototyps sicherstellen.
Die Fokussierung auf die Fertigung durch 3D-Druck stützt sich auf die nachhaltigen Vorteile in Bezug
auf Produktionsgeschwindigkeiten, der freieren gestalterischen Vielfalt und damit einhergehenden
Flexibilität bei der Konstruktion und konstanten zukünftigen Optimierung des Prototyps.
Hierzu gehört das Runden jeglicher Kanten, das sich in hohem Grad an der Ausarbeitung der
Wellenbrücke erkennen lässt (siehe Abb. 6.3). Ebenfalls wurde das Kompartiment der Spitzenheizung
um 90 Grad gedreht, um den für die Halterung im Drucker nötigen Raum freizugeben. Zusätzlich sind
so die vorgesehenen zwei Bohrungen für die Klemmung der Heizung (oben in der Seitenwand) und
wichtiger, die unterste Bohrung für die Anbringung eventueller zusätzlicher Module, auch im
eingebauten Zustand, leichter zugänglich.
Abb. 6.2: Die zweite Evolutionsstufe der Grundplatte inkl. Heizungsgehäuse und Wellenbrücke
Wellenbrücke
Heizungsgehäuse

Konzeption und Konstruktion eines neuen Prototypen
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 21
Durch einen regen Austausch von Ideen und Feedback, konnte nach Studium der aktuellen
Konstruktionsentwürfe innerhalb des Teams folgende konstruktive Kritik gesammelt werden:
Notwendigkeit einer Wellenbrücke am oberen Ende der Führungswellen zur zusätzlichen
Versteifung und Sicherstellung eines idealen Laufes des Kolbenschlittens
Weitere Reduzierung der Bauhöhe und des Schwerpunktes durch Versetzung des Motors und
der Wellenbrücke nach unten
Idealerweise die Schaffung einer ebenen Oberfläche auf der Oberseite um die Produktion zu
Vereinfachen und (Stütz)Material einzusparen
Vorsehung von Kabeldurchführungen durch die Grundplatte
Zusätzliche Aussparung des Spritzenheizungsmantels um den Wellen des Extruderschlittens
des 3D-Druckers auszuweichen
Mit Hilfe dieser neuen und den vorhandenen Anforderungen wird die Konstruktion weiter verfeinert
und erweitert.
6.3 Arretierungskonzept des Spritzentanks in der Grundplatte Um die Arretierung des Spritzenkolbens an der Grundplatte zu gewerkstelligen ist eine
halbkreisförmige Anordnung von bis zu acht Neodym-Magneten vorgesehen, um eine an die Spritze
anzubringende Halterung aufzunehmen. Zusätzliche Durchgangsbohrungen sollen die Kabelführung
durch die Grundplatte ermöglichen. Der Versatz der Wellenbrücke inklusive der Motorhalterung nach
unten, bündig zur Oberfläche der Grundplatte, ermöglicht die gleichzeitige Erfüllung mehrerer
relevanter Kriterien. Neben der Einsparung von Stützmaterial bei der Herstellung, wird der
Schwerpunkt positiv beeinflusst und eine noch stabilere Verbindung zwischen den Führungswellen
geschaffen.
Des Weiteren wird das neue Design, durch Integration eines Miniaturkontaktschalters in die
Grundplatte, dem Anspruch nach einem Notschalter für den Kolbenschlitten gerecht. Besagter Schalter
wird durch ein Relais zu verschiedenen Zeiten unterschiedliche Funktionen erfüllen können und so
auch zur Steuerung eines für später geplanten automatisierten Spritzenwechsels dienen.
Abb. 6.3: Die dritte Evolutionsstufe der Grundplatte. Optimiert für den 3D-Druck.
Heizungsgehäuse
um 90Grad gedreht
Optimierte
Wellenbrücke
Alle Kanten gerundet
Konzeption und Konstruktion eines neuen Prototypen
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 22
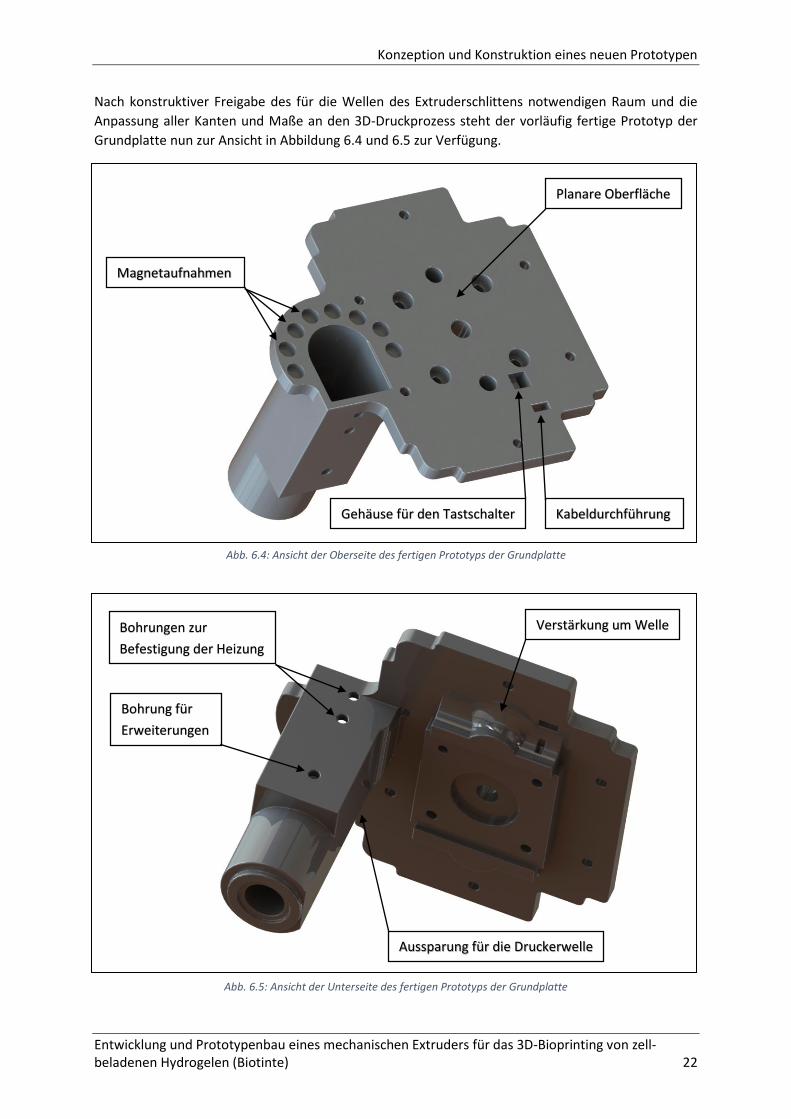
Nach konstruktiver Freigabe des für die Wellen des Extruderschlittens notwendigen Raum und die
Anpassung aller Kanten und Maße an den 3D-Druckprozess steht der vorläufig fertige Prototyp der
Grundplatte nun zur Ansicht in Abbildung 6.4 und 6.5 zur Verfügung.
Abb. 6.5: Ansicht der Unterseite des fertigen Prototyps der Grundplatte
Abb. 6.4: Ansicht der Oberseite des fertigen Prototyps der Grundplatte
Kabeldurchführung Gehäuse für den Tastschalter
Magnetaufnahmen
Bohrungen zur
Befestigung der Heizung
Bohrung für
Erweiterungen
Aussparung für die Druckerwelle
Verstärkung um Welle
Planare Oberfläche

Konzeption und Konstruktion eines neuen Prototypen
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 23
6.4 Konstruktion der Spritzenhalterung zur Arretierung des Spritzentanks In einem nächsten Schritt wird eine, zu der Magnetaufnahme deckungsgleiche, Spritzenhalterung
konzipiert. Diese soll ein einfaches Aufstecken und Wiederabnehmen von der Einwegspritze
ermöglichen und trotzdem sicheren Halt zwischen der Halterung und der Spritze, respektive der
Halterung und der Grundplatte gewährleisten.
Hierzu wurde ein teilkreisförmiger in sich teilweise geschlitzter Aufbau gewählt, der sich schnell und
leicht um die Flügel genormter Einwegspritzen schieben lässt und durch für ihre Größe kräftige
Neodym-Magneten an der Grundplatte arretiert werden kann. Hierfür nötige Scheibenmagneten
wurden in einer Dimensionierung von 6,0 x 2,0 mm aus N45 Nickel mit einer Haltekraft von 700g
ausgewählt. Diese bieten einen idealen Kompromiss aus Durchmesser, Tiefe und Kraft für die gewählte
Anwendung. [37]
Durch exakte Vermessung aller relevanten Komponenten und Konstruktion, mit Hilfe der ermittelten
Korrekturfaktoren und Einbringung der Erfahrung aus dem vorhergehenden Konstruktionsprozesses
konnte zügig ein funktionsfähiger Prototyp erstellt werden. Folgend wird der Prototyp der
Spritzenhalterung in Abbildung 6.6 in zwei Ansichten und zur besseren Visualisierung der Verwendung
und Passung auf der Grundplatte zusammen mit dieser in Abbildung 6.7 dargestellt.
Abb. 6.7: Darstellung der kongruenten Magnetreihen und Passung von Halterung und Grundplatte
Abb. 6.6: Prototyp der Spritzenhalterung. A) Unterseite, B) Oberseite
A B
Konzeption und Konstruktion eines neuen Prototypen
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 24
6.5 Integration von Kontaktschaltern in des Designkonzept Zur Realisierung der Notschalter bzw. einer Möglichkeit zur Kalibrierung wurden Miniaturtastschalter
der Maße 6x6x4,3mm ausgewählt, für die jeweils in der Grundplatte und der Wellenbrücke oben ein
nötiges Gehäuse vorgesehen wurde. [38]
Vorteile gegenüber anderer denkbarer Lösungen, welche im Vorhinein einzeln abgewogen wurden,
sind vor allem die geringe Größe und Gewicht. Darüber hinaus sind einfache Verfügbarkeit,
Anwendung und sehr niedrige Anschaffungskosten ebenfalls im Einklang mit dem Open-Source
Projekt.
Anbei ein Auszug aus dem Prozess der Lösungsfindung:
Lösungskonzept „Lichtschranke“:
Anbringung zweier Laserschranken und einer jeweils korrespondierenden Nocke, als Stoppkontakt an
oberem und unterem Ende.
Vorteile:
Kontaktlose Auslösung -> keine Kraftübertragung nötig
Nachteile:
Höheres Gewicht
Größerer Platzbedarf
Höhere Anschaffungskosten
In unserer speziellen Anwendung überwiegen die Nachteile.
Lösungskonzept „Laserdistanzmessung“
Anbringung eines Laserdistanzmessgerätes an die Grundplatte, der die Distanz zum Spritzenschlitten
misst, bei bekanntem Abstand der oberen Wellenbrücke.
Vorteile:
Kontaktlose Auslösung -> keine Kraftübertragung nötig
Kontinuierliche Messergebnisse/Distanzabfrage
Nachteile:
Aufwendigere Steuerung zur Signalabfrage
Hohe Anschaffungskosten
Höheres Gewicht
Größerer Platzbedarf
Unverhältnismäßige Funktionalität für diese Anwendung. Die Nachteile überwiegen hier.

Konzeption und Konstruktion eines neuen Prototypen
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 25
6.6 Konstruktion der oberen Wellenbrücke Als nächstes Teil wird eine obere Wellenbrücke konzipiert und konstruiert. Diese soll vor allem den
gleichmäßigen, spielfreien und reibungsarmen Lauf des zukünftigen Spritzenschlittens gewährleisten.
Darüber hinaus soll ein weiterer Stoppkontakt integriert werden, um einen sicheren oberen
Anschlagpunkt zu haben. Letzteres ermöglicht nun eine Kalibrierung des Schlittens in beide Richtungen
und wird Teil der Steuerung für den Spritzenwechsel sein.
Die folgende Abbildung 6.8 stellt die schrittweise Evolution des Designs, analog zu der bisherigen
konstruktiven Vorgehensweise, dar. Angefangen von einem groben Schema, lediglich mit den nötigen
Bohrungen, wird in einem mehrstufigen Prozess bis hin zum fertigen Teil, nach und nach die
Anforderungen inkorporiert.
Abbildung 6.9 liefert eine weitere 3D-Detailsansicht des fertigen Prototyps der (oberen) Wellenbrücke.
Abb. 6.9: Detailansicht des Prototyps der oberen Wellenbrücke
Abb. 6.8: Schrittweise Evolution des Prototyps der oberen Wellenbrücke
Gehäuse für den Tastschalter
Kabeldurchführung
Presssitz der Führungswelle
Aussparung der Motorspindel
Kompakte stabile Verstrebung
Konzeption und Konstruktion eines neuen Prototypen
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 26
Zur Erfüllung der geltenden Kundenanforderungen ist eine Neukonstruktion des Spritzenschlittens
ebenfalls unumgängliche. Mit dieser wird sich der nächste Abschnitt befassen.
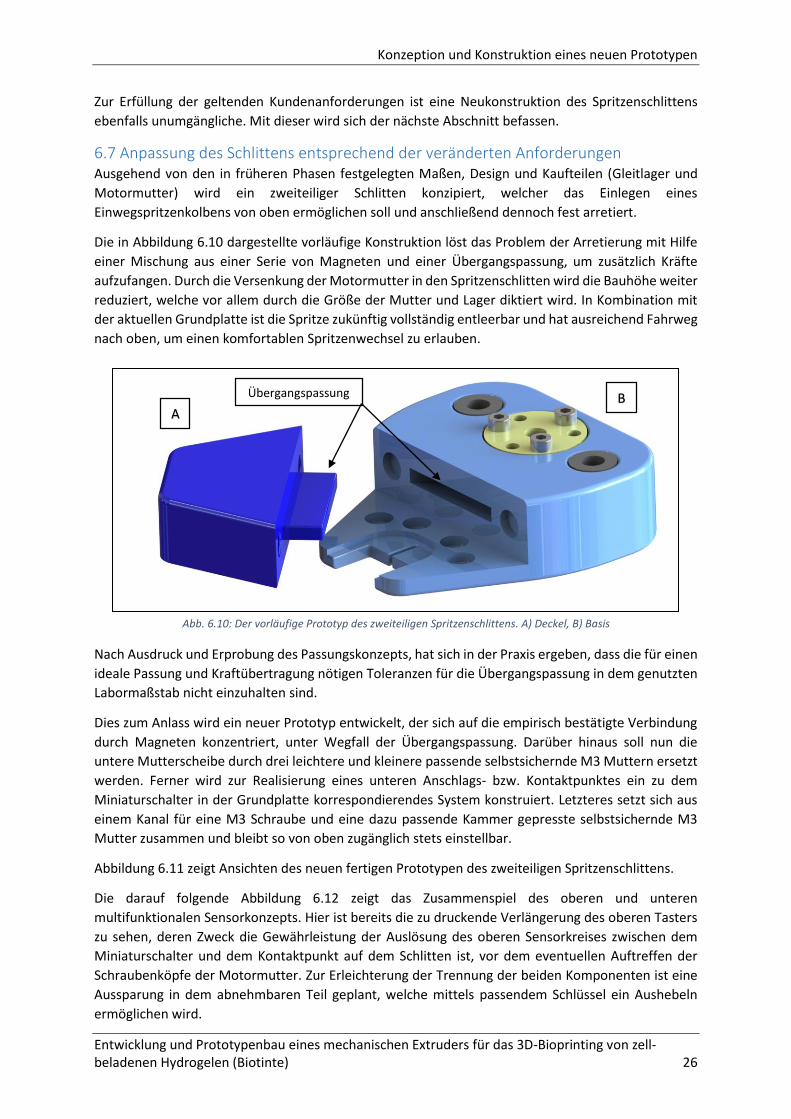
6.7 Anpassung des Schlittens entsprechend der veränderten Anforderungen Ausgehend von den in früheren Phasen festgelegten Maßen, Design und Kaufteilen (Gleitlager und
Motormutter) wird ein zweiteiliger Schlitten konzipiert, welcher das Einlegen eines
Einwegspritzenkolbens von oben ermöglichen soll und anschließend dennoch fest arretiert.
Die in Abbildung 6.10 dargestellte vorläufige Konstruktion löst das Problem der Arretierung mit Hilfe
einer Mischung aus einer Serie von Magneten und einer Übergangspassung, um zusätzlich Kräfte
aufzufangen. Durch die Versenkung der Motormutter in den Spritzenschlitten wird die Bauhöhe weiter
reduziert, welche vor allem durch die Größe der Mutter und Lager diktiert wird. In Kombination mit
der aktuellen Grundplatte ist die Spritze zukünftig vollständig entleerbar und hat ausreichend Fahrweg
nach oben, um einen komfortablen Spritzenwechsel zu erlauben.
Nach Ausdruck und Erprobung des Passungskonzepts, hat sich in der Praxis ergeben, dass die für einen
ideale Passung und Kraftübertragung nötigen Toleranzen für die Übergangspassung in dem genutzten
Labormaßstab nicht einzuhalten sind.
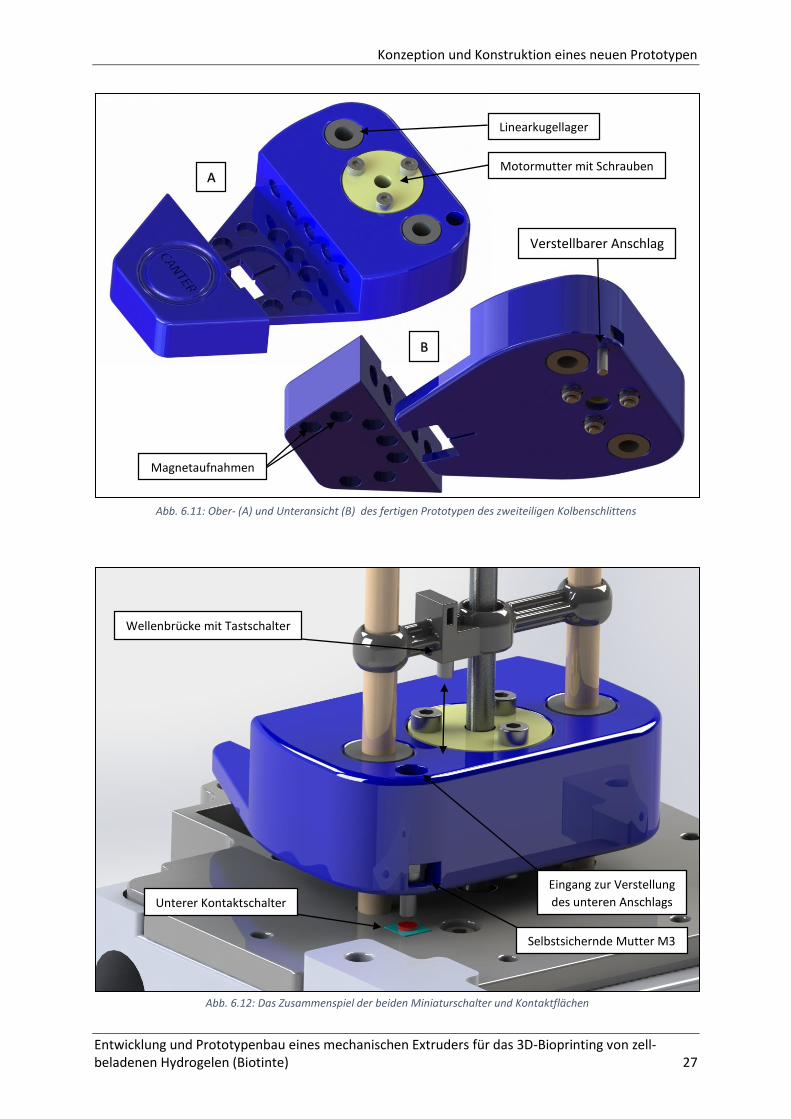
Dies zum Anlass wird ein neuer Prototyp entwickelt, der sich auf die empirisch bestätigte Verbindung
durch Magneten konzentriert, unter Wegfall der Übergangspassung. Darüber hinaus soll nun die
untere Mutterscheibe durch drei leichtere und kleinere passende selbstsichernde M3 Muttern ersetzt
werden. Ferner wird zur Realisierung eines unteren Anschlags- bzw. Kontaktpunktes ein zu dem
Miniaturschalter in der Grundplatte korrespondierendes System konstruiert. Letzteres setzt sich aus
einem Kanal für eine M3 Schraube und eine dazu passende Kammer gepresste selbstsichernde M3
Mutter zusammen und bleibt so von oben zugänglich stets einstellbar.
Abbildung 6.11 zeigt Ansichten des neuen fertigen Prototypen des zweiteiligen Spritzenschlittens.
Die darauf folgende Abbildung 6.12 zeigt das Zusammenspiel des oberen und unteren
multifunktionalen Sensorkonzepts. Hier ist bereits die zu druckende Verlängerung des oberen Tasters
zu sehen, deren Zweck die Gewährleistung der Auslösung des oberen Sensorkreises zwischen dem
Miniaturschalter und dem Kontaktpunkt auf dem Schlitten ist, vor dem eventuellen Auftreffen der
Schraubenköpfe der Motormutter. Zur Erleichterung der Trennung der beiden Komponenten ist eine
Aussparung in dem abnehmbaren Teil geplant, welche mittels passendem Schlüssel ein Aushebeln
ermöglichen wird.
Abb. 6.10: Der vorläufige Prototyp des zweiteiligen Spritzenschlittens. A) Deckel, B) Basis
A B Übergangspassung
Konzeption und Konstruktion eines neuen Prototypen
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 27
Abb. 6.11: Ober- (A) und Unteransicht (B) des fertigen Prototypen des zweiteiligen Kolbenschlittens
Abb. 6.12: Das Zusammenspiel der beiden Miniaturschalter und Kontaktflächen
Linearkugellager
Motormutter mit Schrauben
Magnetaufnahmen
Verstellbarer Anschlag
Wellenbrücke mit Tastschalter
Unterer Kontaktschalter
Selbstsichernde Mutter M3
Eingang zur Verstellung
des unteren Anschlags
A
B
Konzeption und Konstruktion eines neuen Prototypen
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 28
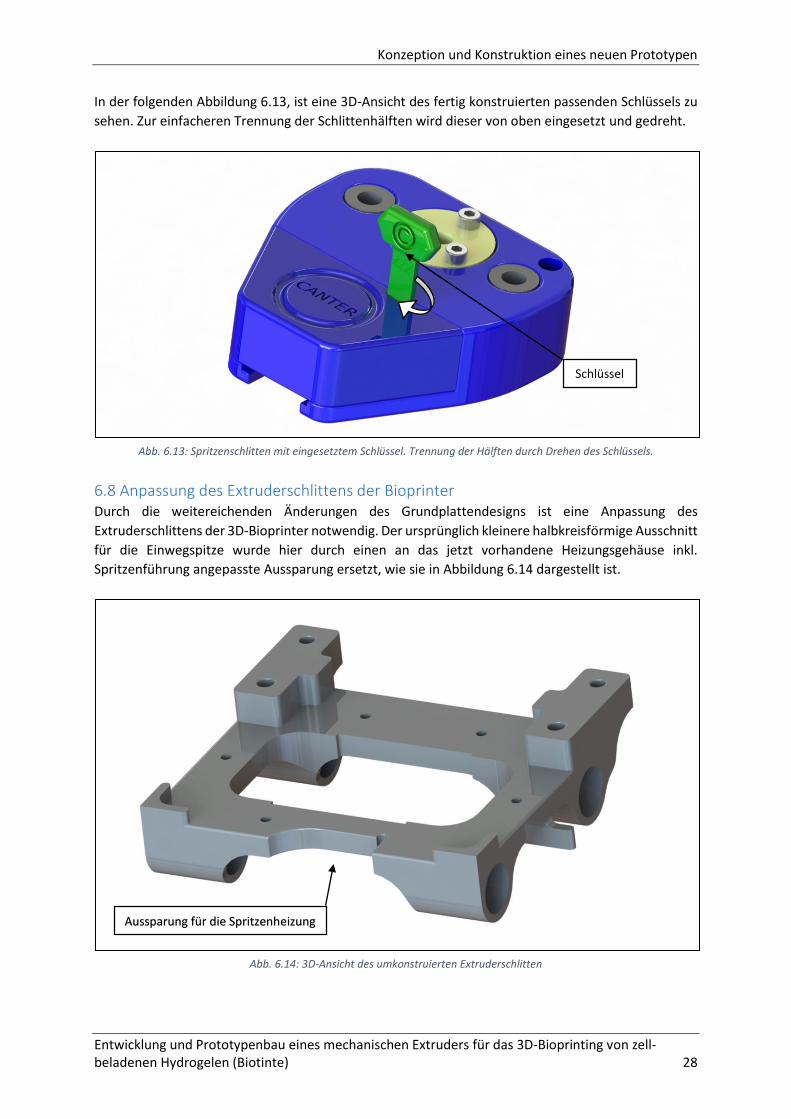
In der folgenden Abbildung 6.13, ist eine 3D-Ansicht des fertig konstruierten passenden Schlüssels zu
sehen. Zur einfacheren Trennung der Schlittenhälften wird dieser von oben eingesetzt und gedreht.
6.8 Anpassung des Extruderschlittens der Bioprinter Durch die weitereichenden Änderungen des Grundplattendesigns ist eine Anpassung des
Extruderschlittens der 3D-Bioprinter notwendig. Der ursprünglich kleinere halbkreisförmige Ausschnitt
für die Einwegspitze wurde hier durch einen an das jetzt vorhandene Heizungsgehäuse inkl.
Spritzenführung angepasste Aussparung ersetzt, wie sie in Abbildung 6.14 dargestellt ist.
Abb. 6.13: Spritzenschlitten mit eingesetztem Schlüssel. Trennung der Hälften durch Drehen des Schlüssels.
Abb. 6.14: 3D-Ansicht des umkonstruierten Extruderschlitten
Aussparung für die Spritzenheizung
Schlüssel
Konzeption und Konstruktion eines neuen Prototypen
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 29
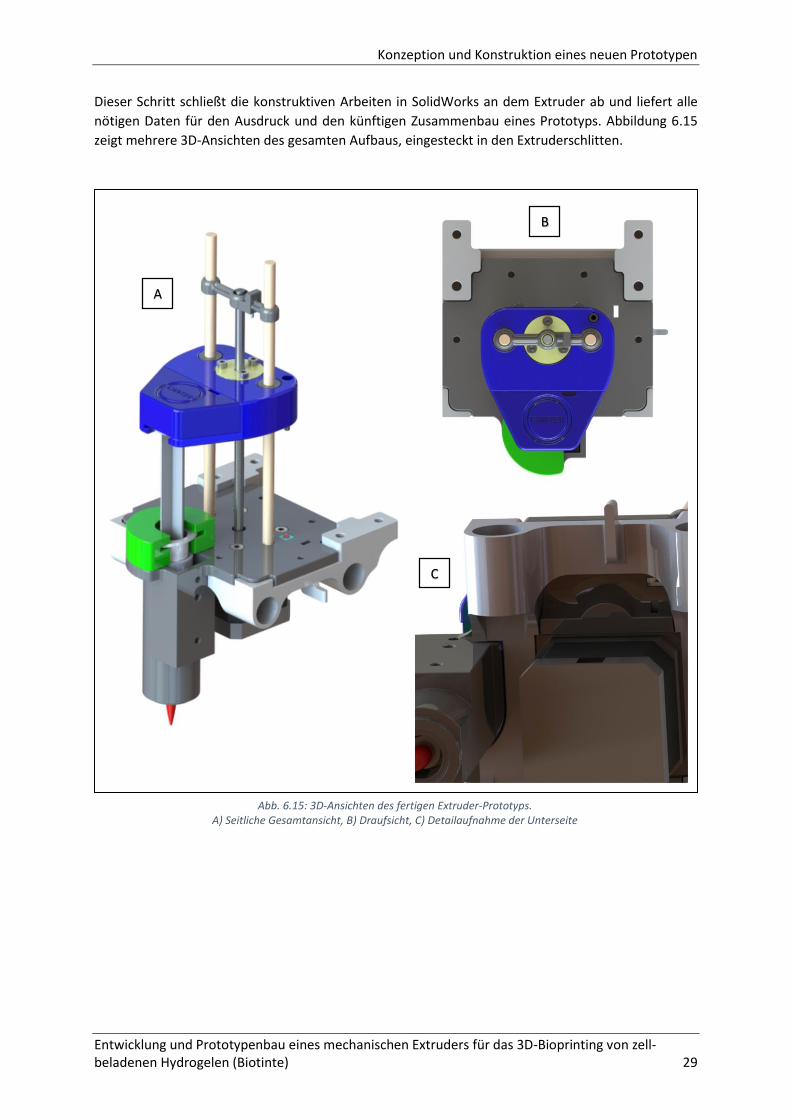
Dieser Schritt schließt die konstruktiven Arbeiten in SolidWorks an dem Extruder ab und liefert alle
nötigen Daten für den Ausdruck und den künftigen Zusammenbau eines Prototyps. Abbildung 6.15
zeigt mehrere 3D-Ansichten des gesamten Aufbaus, eingesteckt in den Extruderschlitten.
Abb. 6.15: 3D-Ansichten des fertigen Extruder-Prototyps. A) Seitliche Gesamtansicht, B) Draufsicht, C) Detailaufnahme der Unterseite
A
B
C
Zusammenbau des neuen Prototypen
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 30
7. Zusammenbau des neuen Prototypen
Der Prozess des Zusammenbaus der finalen Prototypen profitierte maßgeblich von allen vorher
gesammelten Erfahrungen beim Ausdruck, Nachbearbeitung und Analyse der vorläufigen Teile. Durch
die konsequente Anwendung des in Abschnitt 5 erläuterten Korrekturfaktors konnten nachträglich
nötige Erweiterungen von Bohrungen effektiv minimiert werden. Ebenfalls sind die regelmäßige
Wartung und Kalibrierung des 3D-Druckers kritische Einflussgrößen auf das Druckergebnis. Ferner ist
auf eine korrekte Funktion jeglicher Software zu achten, da fehlerhafte Konstruktionsdaten nach dem
Slicen unbefriedigende Ergebnisse zur Folge haben können. Zwei Beispiele für Druckteile mit
fertigungsbedingten Mängeln sind in Abbildung 7.1 zu sehen, welche drei Prototypen der oberen
Wellenbrücke zeigt. Hier sind bei zwei Bauteilen deutlich Druckfehler zu erkennen, welche die
strukturelle Integrität gefährden und als Sollbruchstellen fungieren (B und C). Links im Bild ist einer
früherer Prototyp Beispielhaft für ein vergleichsweise sehr gutes Druckergebnis erkennbar (A).
Darüber hinaus erneut erwähnenswert ist an dieser Stelle das ursprünglich vorgesehene Konzept zur
Verbindung der beiden Hälften des Spritzenkolbenschlittens. Wie in Abbildung 7.2 zu sehen ist, weisen
die Teile auf den ersten Blick eine hohe formtreue auf. Die Teile erreichen jedoch faktisch nicht die
nötigen Toleranzen um einen passenden Sitz und vorgesehene Kraftaufnahme durch das Einstecken
des Nockens des Deckels in die Aussparung der Basis zu ermöglichen.
Abb. 7.1: Prototypen der oberen Wellenbrücke. B) und C) mit Druckfehlern.
Abb. 7.2: Früher Prototyp der Spritzenkolbenschlittens mit Übergangspassung
A
B C
Eingebauter Tastschalter
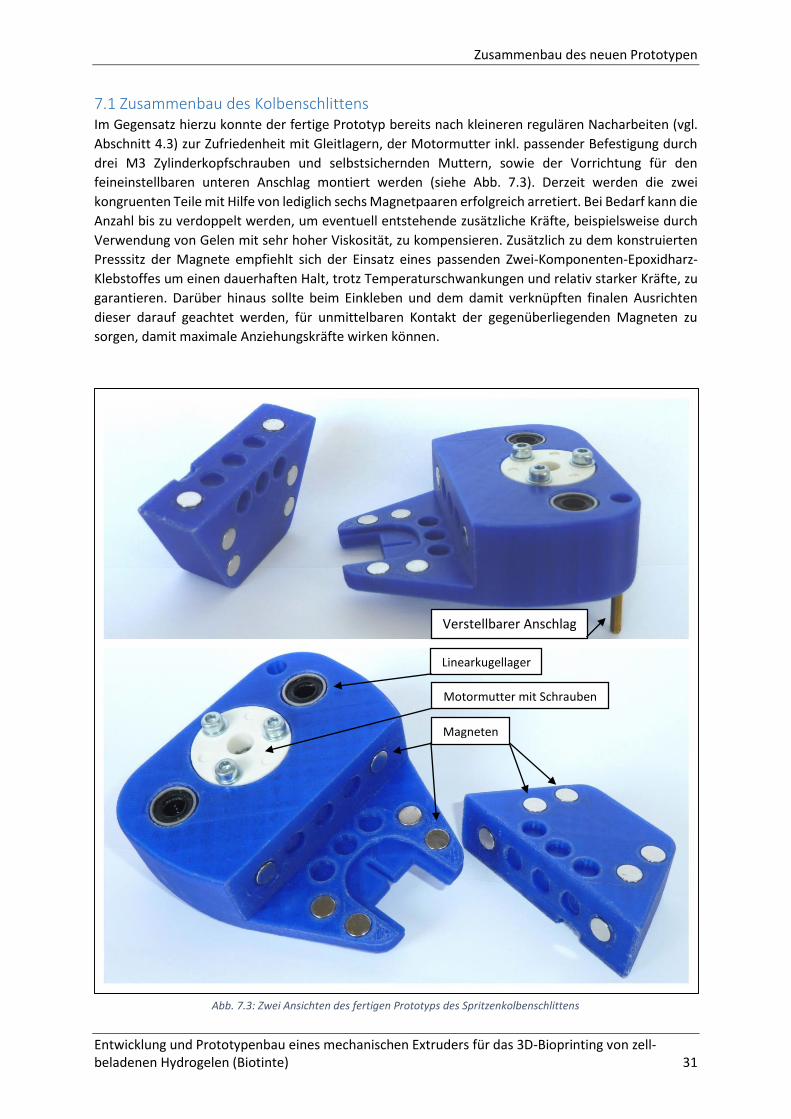
Zusammenbau des neuen Prototypen
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 31
7.1 Zusammenbau des Kolbenschlittens Im Gegensatz hierzu konnte der fertige Prototyp bereits nach kleineren regulären Nacharbeiten (vgl.
Abschnitt 4.3) zur Zufriedenheit mit Gleitlagern, der Motormutter inkl. passender Befestigung durch
drei M3 Zylinderkopfschrauben und selbstsichernden Muttern, sowie der Vorrichtung für den
feineinstellbaren unteren Anschlag montiert werden (siehe Abb. 7.3). Derzeit werden die zwei
kongruenten Teile mit Hilfe von lediglich sechs Magnetpaaren erfolgreich arretiert. Bei Bedarf kann die
Anzahl bis zu verdoppelt werden, um eventuell entstehende zusätzliche Kräfte, beispielsweise durch
Verwendung von Gelen mit sehr hoher Viskosität, zu kompensieren. Zusätzlich zu dem konstruierten
Presssitz der Magnete empfiehlt sich der Einsatz eines passenden Zwei-Komponenten-Epoxidharz-
Klebstoffes um einen dauerhaften Halt, trotz Temperaturschwankungen und relativ starker Kräfte, zu
garantieren. Darüber hinaus sollte beim Einkleben und dem damit verknüpften finalen Ausrichten
dieser darauf geachtet werden, für unmittelbaren Kontakt der gegenüberliegenden Magneten zu
sorgen, damit maximale Anziehungskräfte wirken können.
Abb. 7.3: Zwei Ansichten des fertigen Prototyps des Spritzenkolbenschlittens
Linearkugellager
Motormutter mit Schrauben
Magneten
Verstellbarer Anschlag
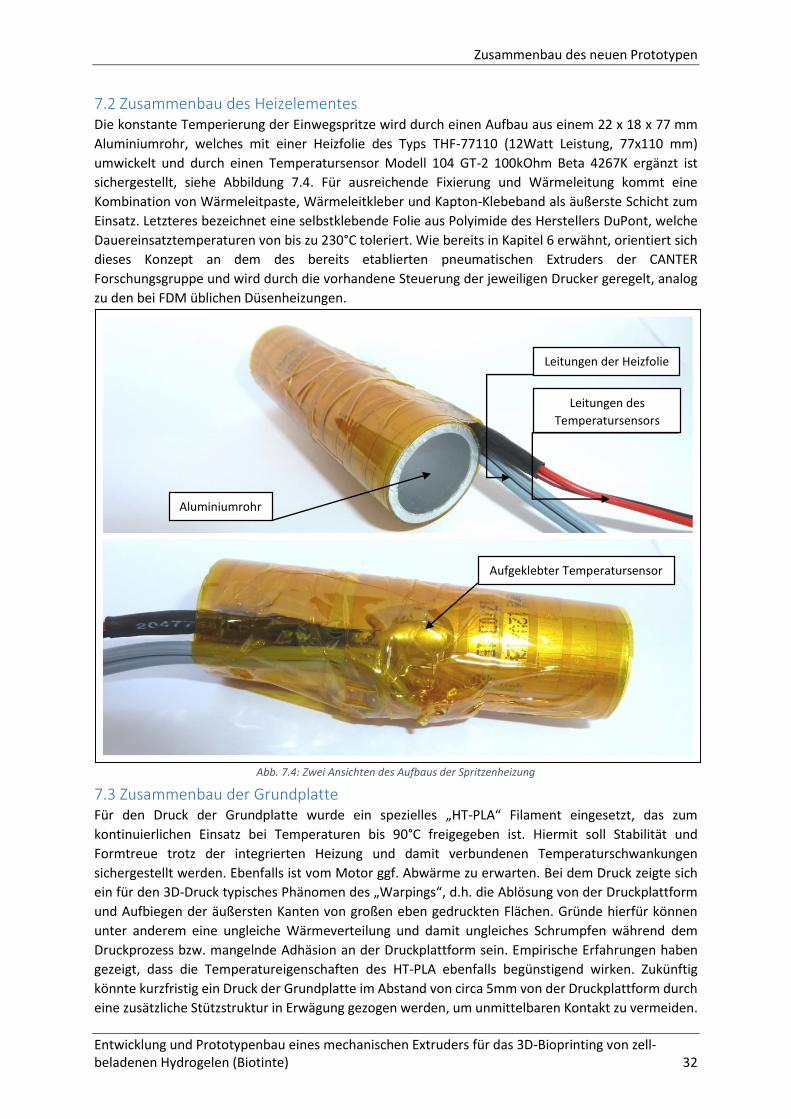
Zusammenbau des neuen Prototypen
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 32
7.2 Zusammenbau des Heizelementes Die konstante Temperierung der Einwegspritze wird durch einen Aufbau aus einem 22 x 18 x 77 mm
Aluminiumrohr, welches mit einer Heizfolie des Typs THF-77110 (12Watt Leistung, 77x110 mm)
umwickelt und durch einen Temperatursensor Modell 104 GT-2 100kOhm Beta 4267K ergänzt ist
sichergestellt, siehe Abbildung 7.4. Für ausreichende Fixierung und Wärmeleitung kommt eine
Kombination von Wärmeleitpaste, Wärmeleitkleber und Kapton-Klebeband als äußerste Schicht zum
Einsatz. Letzteres bezeichnet eine selbstklebende Folie aus Polyimide des Herstellers DuPont, welche
Dauereinsatztemperaturen von bis zu 230°C toleriert. Wie bereits in Kapitel 6 erwähnt, orientiert sich
dieses Konzept an dem des bereits etablierten pneumatischen Extruders der CANTER
Forschungsgruppe und wird durch die vorhandene Steuerung der jeweiligen Drucker geregelt, analog
zu den bei FDM üblichen Düsenheizungen.
7.3 Zusammenbau der Grundplatte Für den Druck der Grundplatte wurde ein spezielles „HT-PLA“ Filament eingesetzt, das zum
kontinuierlichen Einsatz bei Temperaturen bis 90°C freigegeben ist. Hiermit soll Stabilität und
Formtreue trotz der integrierten Heizung und damit verbundenen Temperaturschwankungen
sichergestellt werden. Ebenfalls ist vom Motor ggf. Abwärme zu erwarten. Bei dem Druck zeigte sich
ein für den 3D-Druck typisches Phänomen des „Warpings“, d.h. die Ablösung von der Druckplattform
und Aufbiegen der äußersten Kanten von großen eben gedruckten Flächen. Gründe hierfür können
unter anderem eine ungleiche Wärmeverteilung und damit ungleiches Schrumpfen während dem
Druckprozess bzw. mangelnde Adhäsion an der Druckplattform sein. Empirische Erfahrungen haben
gezeigt, dass die Temperatureigenschaften des HT-PLA ebenfalls begünstigend wirken. Zukünftig
könnte kurzfristig ein Druck der Grundplatte im Abstand von circa 5mm von der Druckplattform durch
eine zusätzliche Stützstruktur in Erwägung gezogen werden, um unmittelbaren Kontakt zu vermeiden.
Abb. 7.4: Zwei Ansichten des Aufbaus der Spritzenheizung
Aufgeklebter Temperatursensor
Leitungen der Heizfolie
Leitungen des
Temperatursensors
Aluminiumrohr
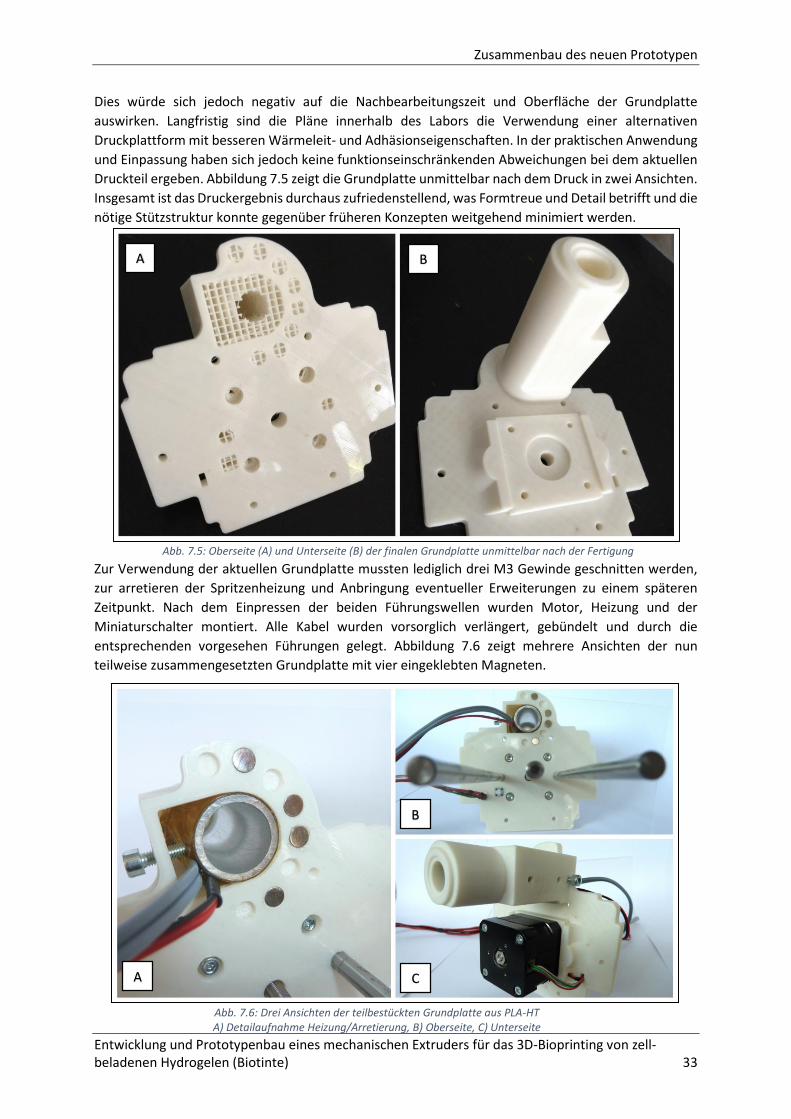
Zusammenbau des neuen Prototypen
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 33
Dies würde sich jedoch negativ auf die Nachbearbeitungszeit und Oberfläche der Grundplatte
auswirken. Langfristig sind die Pläne innerhalb des Labors die Verwendung einer alternativen
Druckplattform mit besseren Wärmeleit- und Adhäsionseigenschaften. In der praktischen Anwendung
und Einpassung haben sich jedoch keine funktionseinschränkenden Abweichungen bei dem aktuellen
Druckteil ergeben. Abbildung 7.5 zeigt die Grundplatte unmittelbar nach dem Druck in zwei Ansichten.
Insgesamt ist das Druckergebnis durchaus zufriedenstellend, was Formtreue und Detail betrifft und die
nötige Stützstruktur konnte gegenüber früheren Konzepten weitgehend minimiert werden.
Zur Verwendung der aktuellen Grundplatte mussten lediglich drei M3 Gewinde geschnitten werden,
zur arretieren der Spritzenheizung und Anbringung eventueller Erweiterungen zu einem späteren
Zeitpunkt. Nach dem Einpressen der beiden Führungswellen wurden Motor, Heizung und der
Miniaturschalter montiert. Alle Kabel wurden vorsorglich verlängert, gebündelt und durch die
entsprechenden vorgesehen Führungen gelegt. Abbildung 7.6 zeigt mehrere Ansichten der nun
teilweise zusammengesetzten Grundplatte mit vier eingeklebten Magneten.
Abb. 7.5: Oberseite (A) und Unterseite (B) der finalen Grundplatte unmittelbar nach der Fertigung
Abb. 7.6: Drei Ansichten der teilbestückten Grundplatte aus PLA-HT A) Detailaufnahme Heizung/Arretierung, B) Oberseite, C) Unterseite
A
B
C
A B

Zusammenbau des neuen Prototypen
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 34
7.4 Zusammenbau von Wellenbrücke und Spritzenhalter Nach einem ersten Druckversuch und anschließender Feinabstimmung der CAD-Daten, konnte ein
funktionstüchtiger Prototyp des Spritzenhalters gefertigt werden. Dieser kann, passend zur
Grundplatte, mit bis zu acht Magneten bestückt werden, von denen im Moment lediglich 50% besetzt
sind. Ferner rastet der Spritzentank nun, durch einen akustisch wahrnehmbares leises „Klick“
Geräusch, spielfrei in der Halterung ein. Durch seitliches Abdrehen um die Achse der Spritze ist der
Kraftschluss der Magneten benutzerfreundlich zu lösen, sobald die Spitze wieder entfernt werden soll.
Der finale Prototyp der oberen Wellenbrücke wurde nach der Ausarbeitung analog zur Grundplatte
mit einem der Tastschalter (des Typs TE Connectivity 1825910-2) inklusive passender Verkabelung
bestückt. Abbildung 7.7 zeigt die fertig verkabelte Wellenbrücke, noch vor dem Aufkleben der
Tastenverlängerung, neben einem Foto der ausgedruckten finalen Version des unteren
Spritzenhalters.
7.5 Finaler Zusammenbau aller Komponenten Der weitere Zusammenbau gestaltet sich durch die Vorbestückung der Hauptelemente
verhältnismäßig einfach und kann so jederzeit in umgekehrter Reihenfolge beispielsweise zu
Wartungszwecken oder Modifizierung durchgeführt werden. Zur Befestigung des Kolbenschlittens
wird dieser über die zwei Führungswellen, bis zum Kontakt mit der Motorspindel, eingeführt. Durch
manuelle Drehung der Antriebsspindel auf das Gewinde der Motormutter kann der Schlitten an die
gewünschte vorläufige Position gebracht werden. Im Anschluss auf das gleichmäßige Einpressen der
oberen Wellenbrücke, kann deren Verkabelung mit der restlichen zur besseren Handhabung an
geeigneter Stelle zusammengeführt werden. Nach Aufsetzten dieser oberen Führungshilfe ist sofort
ein wesentlich gleichmäßigerer und reibungsärmerer Lauf des Kolbenschlittens bemerkbar. Um
zusätzliche Stabilität zu erlangen und auf lange Zeit garantieren zu können, sollten die Wellen zukünftig
(etwa bei der ersten Wartung) zusätzlich fest mit 2K-Epoxidharz in die Grundplatte eingeklebt werden.
Hierdurch könnte die Kontaktfläche zwischen Metall und Polymer über die Limitationen der
Toleranzen des 3D-Druck Prozesses hinweg maximiert werden. Auf diesen Schritt wurde vorläufig
verzichtet, da die nötige finale Länge und Legierung der Führungen noch nicht bestimmt wurde.
Zusammen mit den anderen Mitgliedern des 3D-Teams wurde ein zukünftiges Konzept für die
elektrische Verbindung der Druckköpfe mit den Druckern beschlossen. Dieses besteht aus zwei 15-
poligen Sub-D Verbindern, die um eine Verwechslung unmöglich zu machen jeweils einmal in
weiblicher und männlicher Variante vorhanden sind. Es werden jeweils die nötigen Leitungen für
niedrige Ströme und hohe Ströme auf einen Stecker zusammengelegt. Die Belegung des mechanischen
Kolbenextruders lautet wie folgt:
Abb. 7.7: Ausgedruckte und bestückte finale Versionen der oberen Wellenbrücke (A) und des Spritzenhalters(B)
A B
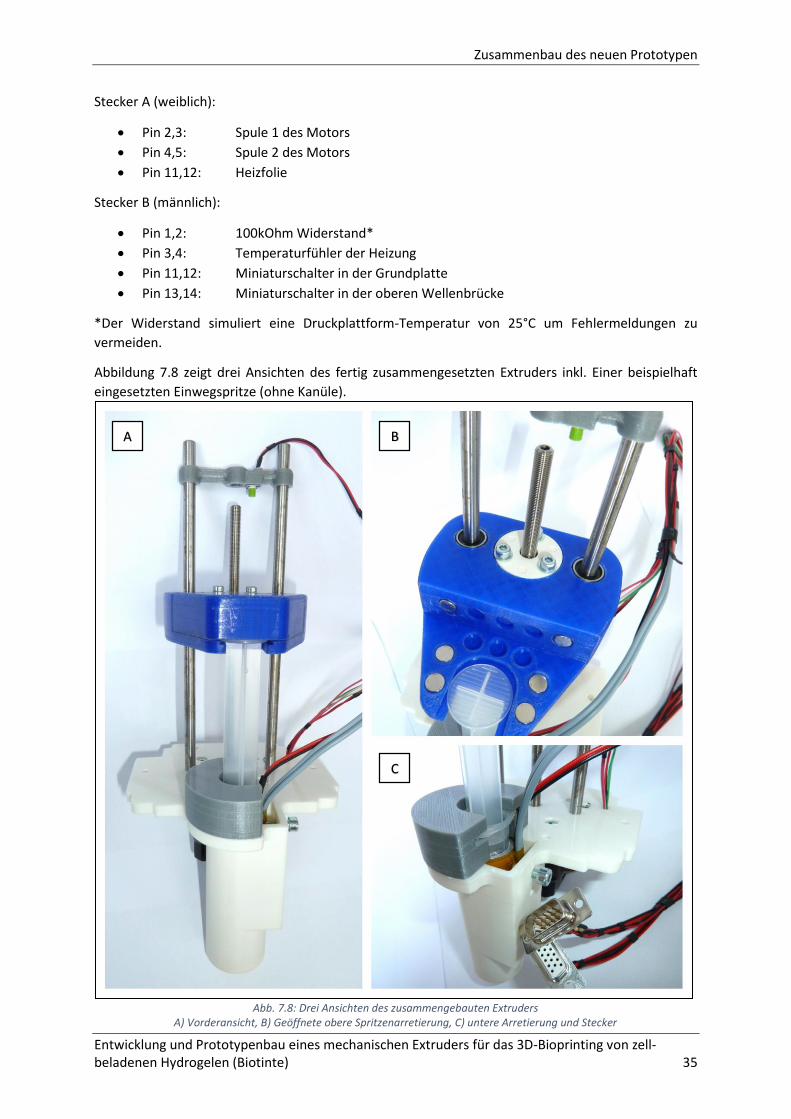
Zusammenbau des neuen Prototypen
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 35
Stecker A (weiblich):
Pin 2,3: Spule 1 des Motors
Pin 4,5: Spule 2 des Motors
Pin 11,12: Heizfolie
Stecker B (männlich):
Pin 1,2: 100kOhm Widerstand*
Pin 3,4: Temperaturfühler der Heizung
Pin 11,12: Miniaturschalter in der Grundplatte
Pin 13,14: Miniaturschalter in der oberen Wellenbrücke
*Der Widerstand simuliert eine Druckplattform-Temperatur von 25°C um Fehlermeldungen zu
vermeiden.
Abbildung 7.8 zeigt drei Ansichten des fertig zusammengesetzten Extruders inkl. Einer beispielhaft
eingesetzten Einwegspritze (ohne Kanüle).
Abb. 7.8: Drei Ansichten des zusammengebauten Extruders A) Vorderansicht, B) Geöffnete obere Spritzenarretierung, C) untere Arretierung und Stecker
A B
C
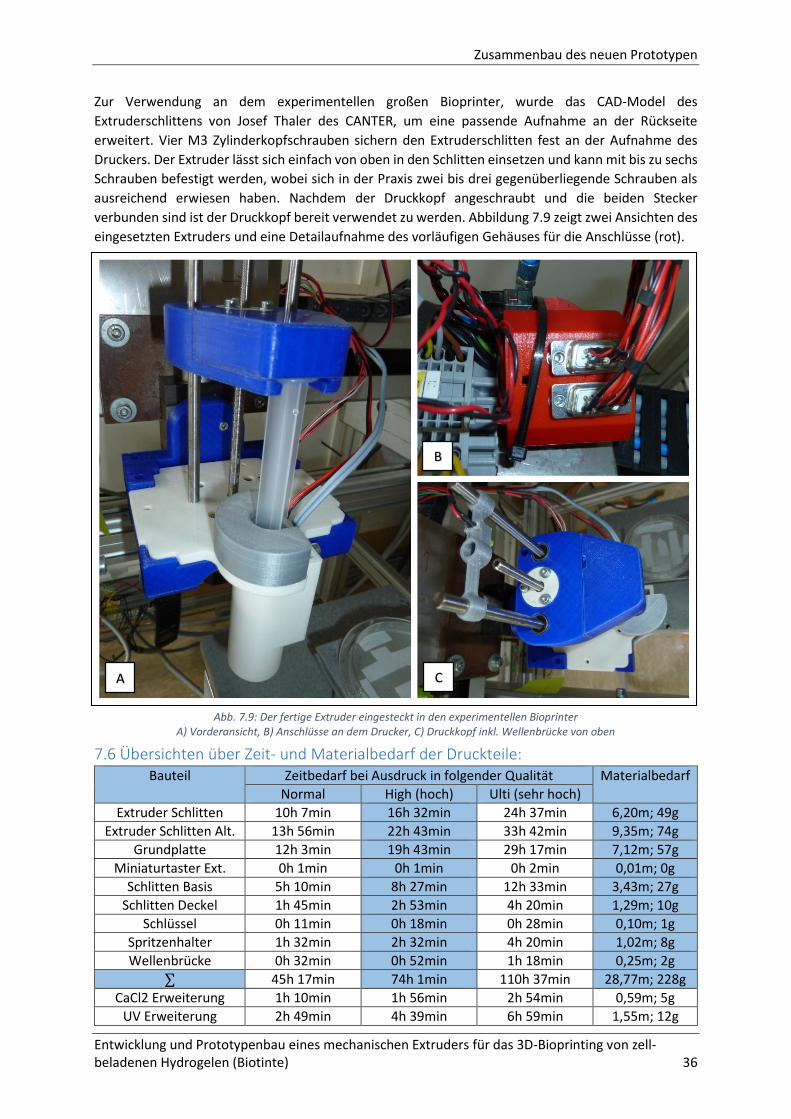
Zusammenbau des neuen Prototypen
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 36
Zur Verwendung an dem experimentellen großen Bioprinter, wurde das CAD-Model des
Extruderschlittens von Josef Thaler des CANTER, um eine passende Aufnahme an der Rückseite
erweitert. Vier M3 Zylinderkopfschrauben sichern den Extruderschlitten fest an der Aufnahme des
Druckers. Der Extruder lässt sich einfach von oben in den Schlitten einsetzen und kann mit bis zu sechs
Schrauben befestigt werden, wobei sich in der Praxis zwei bis drei gegenüberliegende Schrauben als
ausreichend erwiesen haben. Nachdem der Druckkopf angeschraubt und die beiden Stecker
verbunden sind ist der Druckkopf bereit verwendet zu werden. Abbildung 7.9 zeigt zwei Ansichten des
eingesetzten Extruders und eine Detailaufnahme des vorläufigen Gehäuses für die Anschlüsse (rot).
7.6 Übersichten über Zeit- und Materialbedarf der Druckteile: Bauteil Zeitbedarf bei Ausdruck in folgender Qualität Materialbedarf
Normal High (hoch) Ulti (sehr hoch)
Extruder Schlitten 10h 7min 16h 32min 24h 37min 6,20m; 49g
Extruder Schlitten Alt. 13h 56min 22h 43min 33h 42min 9,35m; 74g
Grundplatte 12h 3min 19h 43min 29h 17min 7,12m; 57g
Miniaturtaster Ext. 0h 1min 0h 1min 0h 2min 0,01m; 0g
Schlitten Basis 5h 10min 8h 27min 12h 33min 3,43m; 27g
Schlitten Deckel 1h 45min 2h 53min 4h 20min 1,29m; 10g
Schlüssel 0h 11min 0h 18min 0h 28min 0,10m; 1g
Spritzenhalter 1h 32min 2h 32min 4h 20min 1,02m; 8g
Wellenbrücke 0h 32min 0h 52min 1h 18min 0,25m; 2g
∑ 45h 17min 74h 1min 110h 37min 28,77m; 228g
CaCl2 Erweiterung 1h 10min 1h 56min 2h 54min 0,59m; 5g
UV Erweiterung 2h 49min 4h 39min 6h 59min 1,55m; 12g
Abb. 7.9: Der fertige Extruder eingesteckt in den experimentellen Bioprinter A) Vorderansicht, B) Anschlüsse an dem Drucker, C) Druckkopf inkl. Wellenbrücke von oben
A
B
C
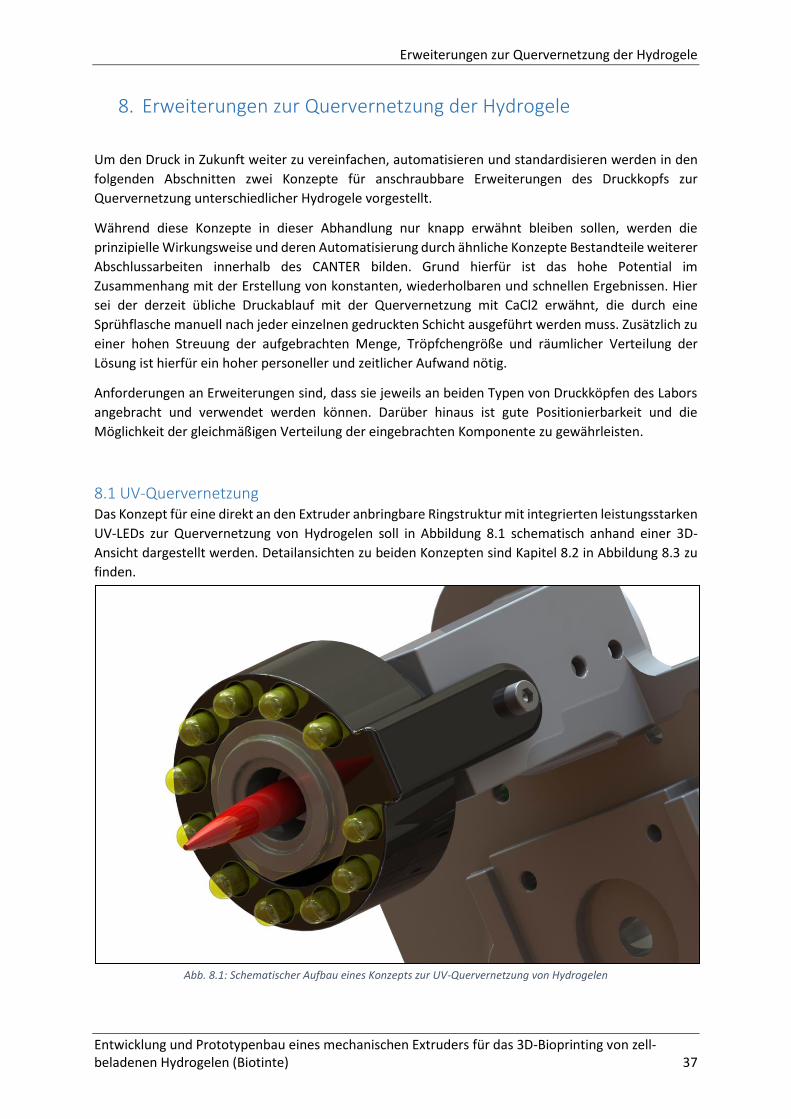
Erweiterungen zur Quervernetzung der Hydrogele
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 37
8. Erweiterungen zur Quervernetzung der Hydrogele
Um den Druck in Zukunft weiter zu vereinfachen, automatisieren und standardisieren werden in den
folgenden Abschnitten zwei Konzepte für anschraubbare Erweiterungen des Druckkopfs zur
Quervernetzung unterschiedlicher Hydrogele vorgestellt.
Während diese Konzepte in dieser Abhandlung nur knapp erwähnt bleiben sollen, werden die
prinzipielle Wirkungsweise und deren Automatisierung durch ähnliche Konzepte Bestandteile weiterer
Abschlussarbeiten innerhalb des CANTER bilden. Grund hierfür ist das hohe Potential im
Zusammenhang mit der Erstellung von konstanten, wiederholbaren und schnellen Ergebnissen. Hier
sei der derzeit übliche Druckablauf mit der Quervernetzung mit CaCl2 erwähnt, die durch eine
Sprühflasche manuell nach jeder einzelnen gedruckten Schicht ausgeführt werden muss. Zusätzlich zu
einer hohen Streuung der aufgebrachten Menge, Tröpfchengröße und räumlicher Verteilung der
Lösung ist hierfür ein hoher personeller und zeitlicher Aufwand nötig.
Anforderungen an Erweiterungen sind, dass sie jeweils an beiden Typen von Druckköpfen des Labors
angebracht und verwendet werden können. Darüber hinaus ist gute Positionierbarkeit und die
Möglichkeit der gleichmäßigen Verteilung der eingebrachten Komponente zu gewährleisten.
8.1 UV-Quervernetzung Das Konzept für eine direkt an den Extruder anbringbare Ringstruktur mit integrierten leistungsstarken
UV-LEDs zur Quervernetzung von Hydrogelen soll in Abbildung 8.1 schematisch anhand einer 3D-
Ansicht dargestellt werden. Detailansichten zu beiden Konzepten sind Kapitel 8.2 in Abbildung 8.3 zu
finden.
Abb. 8.1: Schematischer Aufbau eines Konzepts zur UV-Quervernetzung von Hydrogelen
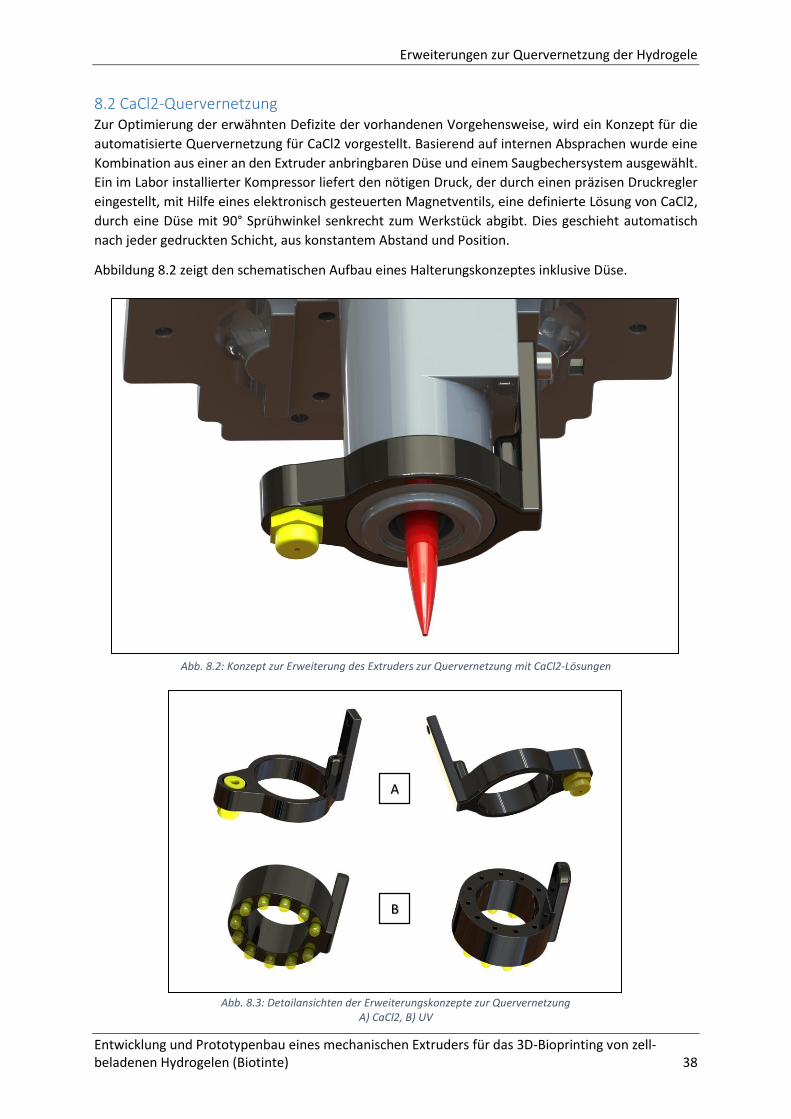
Erweiterungen zur Quervernetzung der Hydrogele
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 38
8.2 CaCl2-Quervernetzung Zur Optimierung der erwähnten Defizite der vorhandenen Vorgehensweise, wird ein Konzept für die
automatisierte Quervernetzung für CaCl2 vorgestellt. Basierend auf internen Absprachen wurde eine
Kombination aus einer an den Extruder anbringbaren Düse und einem Saugbechersystem ausgewählt.
Ein im Labor installierter Kompressor liefert den nötigen Druck, der durch einen präzisen Druckregler
eingestellt, mit Hilfe eines elektronisch gesteuerten Magnetventils, eine definierte Lösung von CaCl2,
durch eine Düse mit 90° Sprühwinkel senkrecht zum Werkstück abgibt. Dies geschieht automatisch
nach jeder gedruckten Schicht, aus konstantem Abstand und Position.
Abbildung 8.2 zeigt den schematischen Aufbau eines Halterungskonzeptes inklusive Düse.
Abb. 8.2: Konzept zur Erweiterung des Extruders zur Quervernetzung mit CaCl2-Lösungen
Abb. 8.3: Detailansichten der Erweiterungskonzepte zur Quervernetzung A) CaCl2, B) UV
A
B
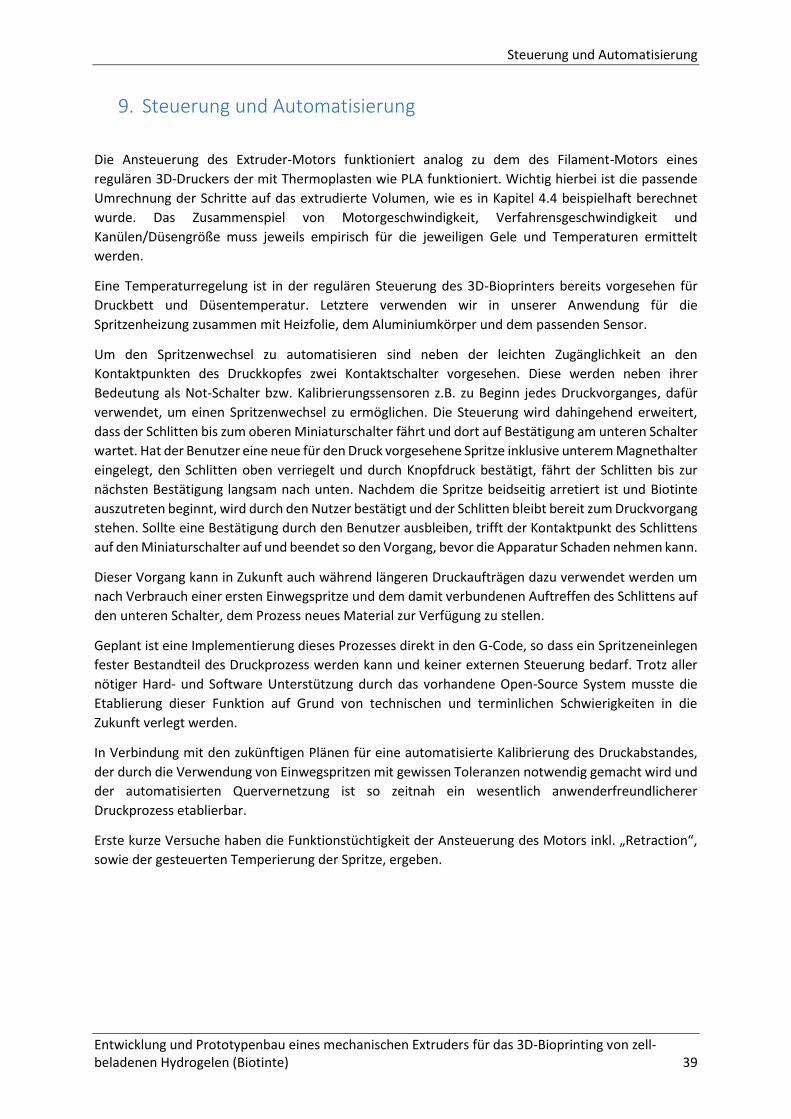
Steuerung und Automatisierung
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 39
9. Steuerung und Automatisierung
Die Ansteuerung des Extruder-Motors funktioniert analog zu dem des Filament-Motors eines
regulären 3D-Druckers der mit Thermoplasten wie PLA funktioniert. Wichtig hierbei ist die passende
Umrechnung der Schritte auf das extrudierte Volumen, wie es in Kapitel 4.4 beispielhaft berechnet
wurde. Das Zusammenspiel von Motorgeschwindigkeit, Verfahrensgeschwindigkeit und
Kanülen/Düsengröße muss jeweils empirisch für die jeweiligen Gele und Temperaturen ermittelt
werden.
Eine Temperaturregelung ist in der regulären Steuerung des 3D-Bioprinters bereits vorgesehen für
Druckbett und Düsentemperatur. Letztere verwenden wir in unserer Anwendung für die
Spritzenheizung zusammen mit Heizfolie, dem Aluminiumkörper und dem passenden Sensor.
Um den Spritzenwechsel zu automatisieren sind neben der leichten Zugänglichkeit an den
Kontaktpunkten des Druckkopfes zwei Kontaktschalter vorgesehen. Diese werden neben ihrer
Bedeutung als Not-Schalter bzw. Kalibrierungssensoren z.B. zu Beginn jedes Druckvorganges, dafür
verwendet, um einen Spritzenwechsel zu ermöglichen. Die Steuerung wird dahingehend erweitert,
dass der Schlitten bis zum oberen Miniaturschalter fährt und dort auf Bestätigung am unteren Schalter
wartet. Hat der Benutzer eine neue für den Druck vorgesehene Spritze inklusive unterem Magnethalter
eingelegt, den Schlitten oben verriegelt und durch Knopfdruck bestätigt, fährt der Schlitten bis zur
nächsten Bestätigung langsam nach unten. Nachdem die Spritze beidseitig arretiert ist und Biotinte
auszutreten beginnt, wird durch den Nutzer bestätigt und der Schlitten bleibt bereit zum Druckvorgang
stehen. Sollte eine Bestätigung durch den Benutzer ausbleiben, trifft der Kontaktpunkt des Schlittens
auf den Miniaturschalter auf und beendet so den Vorgang, bevor die Apparatur Schaden nehmen kann.
Dieser Vorgang kann in Zukunft auch während längeren Druckaufträgen dazu verwendet werden um
nach Verbrauch einer ersten Einwegspritze und dem damit verbundenen Auftreffen des Schlittens auf
den unteren Schalter, dem Prozess neues Material zur Verfügung zu stellen.
Geplant ist eine Implementierung dieses Prozesses direkt in den G-Code, so dass ein Spritzeneinlegen
fester Bestandteil des Druckprozess werden kann und keiner externen Steuerung bedarf. Trotz aller
nötiger Hard- und Software Unterstützung durch das vorhandene Open-Source System musste die
Etablierung dieser Funktion auf Grund von technischen und terminlichen Schwierigkeiten in die
Zukunft verlegt werden.
In Verbindung mit den zukünftigen Plänen für eine automatisierte Kalibrierung des Druckabstandes,
der durch die Verwendung von Einwegspritzen mit gewissen Toleranzen notwendig gemacht wird und
der automatisierten Quervernetzung ist so zeitnah ein wesentlich anwenderfreundlicherer
Druckprozess etablierbar.
Erste kurze Versuche haben die Funktionstüchtigkeit der Ansteuerung des Motors inkl. „Retraction“,
sowie der gesteuerten Temperierung der Spritze, ergeben.

Proof of Concept
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 40
10. Proof of Concept
Die geplante Etablierung des Druckkopfes als zweites Werkzeug, neben dem bereits vorhandenen
pneumatischen Extruder, inklusive anderer Belegung der Stecker zur Erkennung, musste leider auf
Grund von technischen Schwierigkeiten fallen gelassen werden. In den praktischen Versuchen stellte
sich eine Inkompatibilität der aktuellen Steuerung heraus, was eine Anpassung der Stecker nötig
machte, um eine uniforme Belegung vorzuweisen. Damit zukünftig das ursprüngliche Konzept einfach
wieder aufgegriffen werden kann, wurden hierzu entsprechende Adapterkabel angefertigt (siehe Abb.
10.1). Dies hat zur Folge, dass die Steuerung aktuell nicht selbstständig zwischen den verschiedenen
Extrudern unterscheiden kann und der Benutzer deshalb jeweils G-Codes mit passenden Koordinaten
(Offsets) verwenden muss, um die Unterschiede der Extrudergeometrien zu kompensieren.
Eine erste erneute Ansteuerung des Motors blieb ohne Erfolg. Als Ursache konnte ein fehlerhaftes
Netzteil entdeckt werden, welches diverse Bauteile mit 24 statt den vorgesehenen 12 Volt versorgt
hatte. In Folge dessen eröffnete sich ein weitreichender Prozess, alle Bauteile die hierbei Schaden
genommen haben zu identifizieren und zu ersetzen. Als letztes Hindernis blieb der Schrittmotortreiber
zunächst unentdeckt, wurde dann jedoch in diesem Zuge gleich gegen einen hochwertigeren ersetzt,
welcher zu einer Unterteilung in 32 Schritten im Stande ist. Empirische Versuche bei dem Druck haben
ergeben, dass bei zu hoch gewählter Steuerungsspannung des Schrittmotortreibers eine hohe
Temperaturentwicklung im Motor die Folge ist, die selbst in der Spindel deutlich wahrgenommen
werden kann. Eine darauffolgende Testreihe hat vorläufig eine Spannung von 1,3 Volt ergeben, bei der
das Drehmoment ausreichend ist, um selbst die schnell verfahrende „Retraction“-Funktion
auszuführen und dabei nur moderate Erwärmung in der Apparatur zeigt.
In der mehrtägigen Erprobung der Funktion des Extruders kamen zwei unterschiedliche Hydrogele zum
Einsatz. Erste Versuche mit einem verhältnismäßig einfach aufgebauten und günstigen Gel aus 5%
Alginat in PBS haben die bisher besten Ergebnisse geliefert und eigenen sich auf Grund ihrer relativ
niedrigen Viskosität gut zur Etablierung des Spritzenrückzugs während des Druckens, da andernfalls
schnell ein Nachlaufen der Flüssigkeit bemerkt werden kann. Als Testfiguren dienten vorwiegend
quadratische Strukturen mit unterschiedlich komplexen Füllstrukturen (z.B. Honigwaben- und
Gittermuster) die es im Mehrschichtverfahren zu dreidimensionalen Körpern aufzubauen galt.
Eine Quervernetzung des Gels fand mit Hilfe einer 1 Molaren Calciumchlorid-Lösung statt, aufgebracht
durch eine Zerstäuberflasche. Zu diesem Zweck wurde der G-Code dahingehend modifiziert, nach jeder
Abb. 10.1 Detailaufnahme der angeschlossenen Adapterkabel - das rote Klebeband dient der einfachen Zuordnung
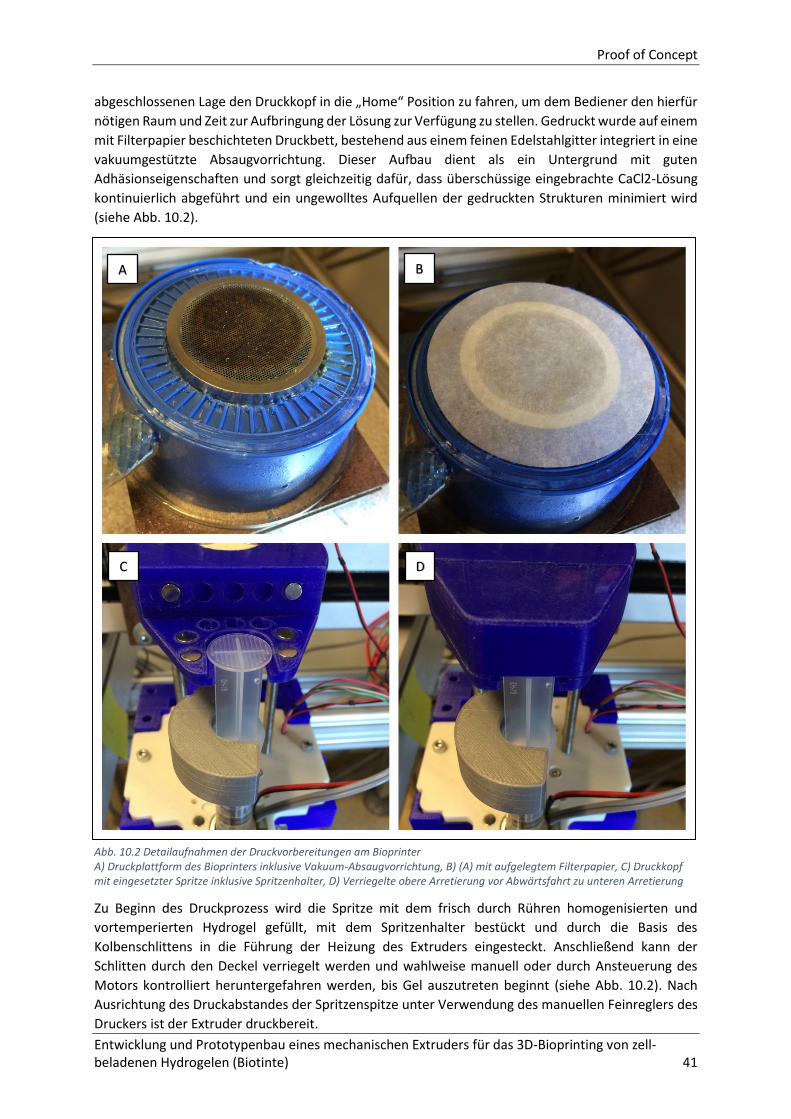
Proof of Concept
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 41
abgeschlossenen Lage den Druckkopf in die „Home“ Position zu fahren, um dem Bediener den hierfür
nötigen Raum und Zeit zur Aufbringung der Lösung zur Verfügung zu stellen. Gedruckt wurde auf einem
mit Filterpapier beschichteten Druckbett, bestehend aus einem feinen Edelstahlgitter integriert in eine
vakuumgestützte Absaugvorrichtung. Dieser Aufbau dient als ein Untergrund mit guten
Adhäsionseigenschaften und sorgt gleichzeitig dafür, dass überschüssige eingebrachte CaCl2-Lösung
kontinuierlich abgeführt und ein ungewolltes Aufquellen der gedruckten Strukturen minimiert wird
(siehe Abb. 10.2).
Zu Beginn des Druckprozess wird die Spritze mit dem frisch durch Rühren homogenisierten und
vortemperierten Hydrogel gefüllt, mit dem Spritzenhalter bestückt und durch die Basis des
Kolbenschlittens in die Führung der Heizung des Extruders eingesteckt. Anschließend kann der
Schlitten durch den Deckel verriegelt werden und wahlweise manuell oder durch Ansteuerung des
Motors kontrolliert heruntergefahren werden, bis Gel auszutreten beginnt (siehe Abb. 10.2). Nach
Ausrichtung des Druckabstandes der Spritzenspitze unter Verwendung des manuellen Feinreglers des
Druckers ist der Extruder druckbereit.
Abb. 10.2 Detailaufnahmen der Druckvorbereitungen am Bioprinter A) Druckplattform des Bioprinters inklusive Vakuum-Absaugvorrichtung, B) (A) mit aufgelegtem Filterpapier, C) Druckkopf mit eingesetzter Spritze inklusive Spritzenhalter, D) Verriegelte obere Arretierung vor Abwärtsfahrt zu unteren Arretierung
A B
D C
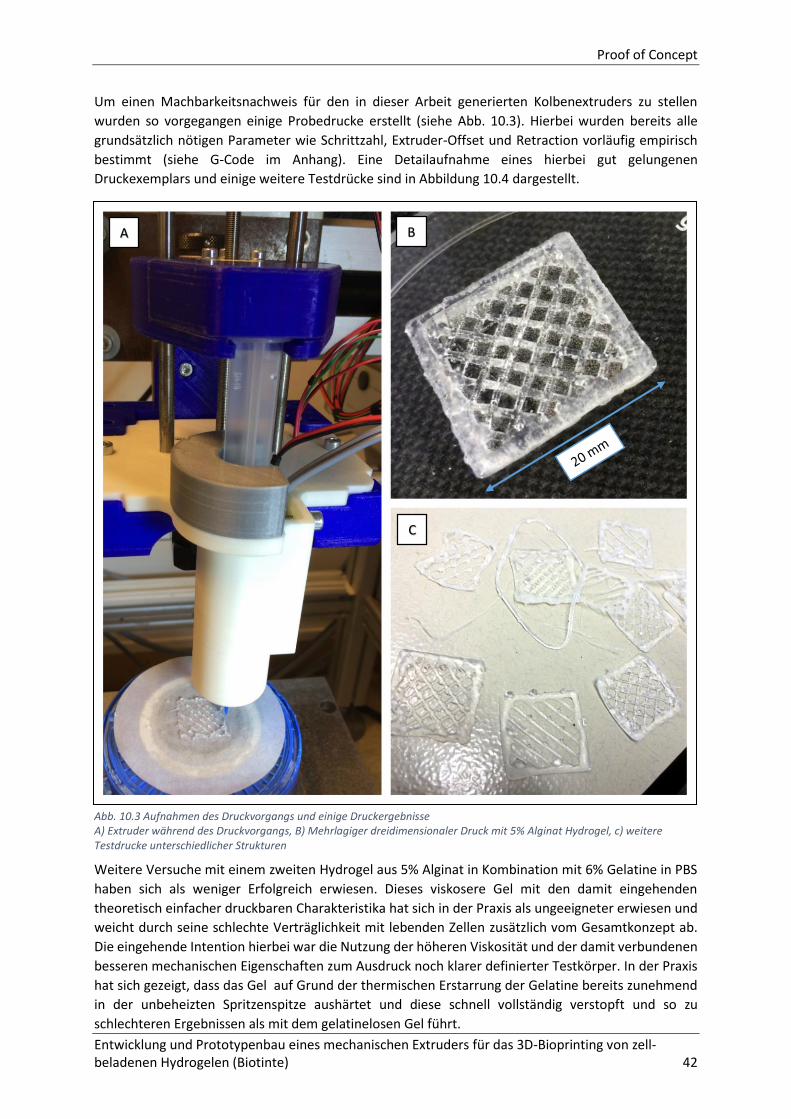
Proof of Concept
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 42
Um einen Machbarkeitsnachweis für den in dieser Arbeit generierten Kolbenextruders zu stellen
wurden so vorgegangen einige Probedrucke erstellt (siehe Abb. 10.3). Hierbei wurden bereits alle
grundsätzlich nötigen Parameter wie Schrittzahl, Extruder-Offset und Retraction vorläufig empirisch
bestimmt (siehe G-Code im Anhang). Eine Detailaufnahme eines hierbei gut gelungenen
Druckexemplars und einige weitere Testdrücke sind in Abbildung 10.4 dargestellt.
Weitere Versuche mit einem zweiten Hydrogel aus 5% Alginat in Kombination mit 6% Gelatine in PBS
haben sich als weniger Erfolgreich erwiesen. Dieses viskosere Gel mit den damit eingehenden
theoretisch einfacher druckbaren Charakteristika hat sich in der Praxis als ungeeigneter erwiesen und
weicht durch seine schlechte Verträglichkeit mit lebenden Zellen zusätzlich vom Gesamtkonzept ab.
Die eingehende Intention hierbei war die Nutzung der höheren Viskosität und der damit verbundenen
besseren mechanischen Eigenschaften zum Ausdruck noch klarer definierter Testkörper. In der Praxis
hat sich gezeigt, dass das Gel auf Grund der thermischen Erstarrung der Gelatine bereits zunehmend
in der unbeheizten Spritzenspitze aushärtet und diese schnell vollständig verstopft und so zu
schlechteren Ergebnissen als mit dem gelatinelosen Gel führt.
Abb. 10.3 Aufnahmen des Druckvorgangs und einige Druckergebnisse A) Extruder während des Druckvorgangs, B) Mehrlagiger dreidimensionaler Druck mit 5% Alginat Hydrogel, c) weitere Testdrucke unterschiedlicher Strukturen
A B
C

Diskussion und Ausblick
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 43
11. Diskussion und Ausblick
Auf Basis des übernommenen Antriebskonzepts und unter Einbeziehung bereits vorhandener Kaufteile
konnte in mehreren Schritten ein neuer funktionstüchtiger Prototyp eines mechanischen Kolben-
Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen konzipiert, konstruiert und aufgebaut
werden. Durch den regen interdisziplinären Wissensaustausch und regelmäßiges Feedback innerhalb
der wissenschaftlichen Gemeinschaft des CANTER konnten bestehende Anforderungen klar definiert
und laufenden angepasst und erweitert werden, um einen zukunftsorientierte Plattform zur Forschung
zu schaffen.
Durch Besinnung auf ein minimalistisches Design, das sich hauptsächlich auf die interne Fertigung in
FDM 3D-Druck mit PLA stützt wurden Ressourcen (u.a. Kosten und Zeit) geschont und die Möglichkeit
einer kurzfristigen Replikation und Modifikation eröffnet. Es wurde der Grundstein für ein
hochautomatisiertes Druckverfahren gelegt, welches es dem Benutzer erlaubt sich auf die Forschung
mit unterschiedlichen Druckparametern, etwa der verwendete Hydrogele, Temperatur und
Quervernetzungsmechanismen zu konzentrieren, gelegt. In diesem Zusammenhang wurden unter
anderem eine Temperierung des Druckmediums, die nötige Mechanik und Elektronik für einen in die
Steuerung integrierten automatisierten Spritzenwechsel und die Vorbereitung auf Erweiterungen zur
Quervernetzung geschaffen. Dies geschah innerhalb der vorgegebenen Limitationen (beispielsweise
des verfügbaren Bauraumes) und unter Anwendung bereits etablierter Konzepte und vorrätiger
Kaufteile. Darüber hinaus wird durch den neuen Prototyp dem Anspruch des Open-Source Konzeptes
Rechenschaft getragen, da dieser bis auf den Motor nun nur noch aus selbstausdruckbaren Teilen und
für den 3D-Druck üblichen Normteilen aufgebaut ist. Besagter spezialangefertigte Motor könnte
gegebenenfalls durch einen regulären günstigeren NEMA 17 Motor, der mit einer passenden
Gewindestange modifiziert wird, substituiert werden.
Bei der Konstruktion des Prototyps ist bewusst auf eine leichte Modifizierbarkeit und die Schaffung
einer experimentalen Plattform geachtet worden. Dies ist beispielsweise an den großzügigen
Kapazitäten für weitere Magneten zu erkennen, die nach der empirischen Ermittlung der für die später
etablierten Hydrogele nötigen Anzahl entsprechend angepasst werden können. Hierdurch könnte
weiter Gewicht und Volumen eingespart werden. Ebenfalls empfiehlt sich die Umstellung auf in ihrer
Länge exakt angepasste Führungswellen aus rostfreiem Edelstahl, da vor allem durch den Umgang mit
ionischen Lösungen wie CaCl2, sehr schnell oberflächliche Korrosion an den vorhanden Wellen
aufgetreten ist.
Zu einem späteren Zeitpunkt sollte innerhalb des CANTER entschieden werden ob eine Abweichung
von der bestehenden Vorgehensweise des Druckens von Teilen in PLA mit 20% Füllungsgrad hin zu
einem Konzept aus Teilen mit niedrigerem Volumen und höherer Füllungsdichte sinnvoll wäre.
Eventuelle Vorteile könnten, neben einer potentiellen weiteren Reduzierung des Gewichts, vor allem
ein geringerer Raumbedarf innerhalb des Bioprinters sein. Fernen ist in diesem Zusammenhang die
Anwendung einer FEM Analyse auf die finalen Teile ein vielversprechender Ansatz.
Zur Optimierung des Kolbenschlittens sollte der Einsatz von kompakteren, leichteren kugelloser
Lineargleitlagern debattiert werden, um die Bauhöhe weiter zu reduzieren. Darüber hinaus könnte der
hierbei vorhandene Flaschenhals der überdimensionierten Kunststoff-Trapezmutter des Motors
probeweise durch ein direkt in den Schlitten geschnittenes Gewinde ersetzt werden. Sollte die
mechanischen Eigenschaften des verwendeten Polymers nicht ausreichen, bietet sich alternativ ein
kompakteres Konzept aus Edelstahl an.

Diskussion und Ausblick
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 44
Das in dieser Arbeit ausschließlich verwendete Fertigungsverfahren des 3D-Drucks hat sich als sehr
vorteilhaft erwiesen. Abgesehen von in den in Kapitel 7 erwähnten Komplikationen und einem zufällig
erhöhten Wartungsaufwand, konnten schlussendlich stets funktionelle Teile erzeugt werden. Nur
durch den reduzierten logistischen und zeitlichen Aufwand war es möglich simultan zur Konstruktion
bereits vorläufige Prototypen und Testdrucke zu erstellen und anschließend rechtzeitig einen fertigen
Extruder zu fertigen und erproben.
Durch erste Druckversuche, zur empirischen Ermittlung passender Steuerungsparameter, konnten
bereits erfolgreich dreidimensionale Strukturen mehrschichtig gedruckt und quervernetzt werden.
Insgesamt stellte sich der Druckprozess hochsensibel auf jegliche Eingaben und Veränderungen der
Parameter dar und zeigt über das bereits erreichte Ergebnis hinaus hohes Potential zeitnah weiter
optimierbar zu sein. Für die Verwendung von thermisch hochsensibler Hydrogele empfiehlt sich eine
Modifizierung der Temperierung, um zukünftig auch die Spritzenspitze miteinzubeziehen. Im Anschluss
an die Optimierung der prinzipiellen Druckparameter für Extrusion, Retraction und
Fahrgeschwindigkeit und der Implementierung des Spritzenwechsels als fester Bestandteil in den G-
Code des Bioprinters, sollte abschließend ein Prozess für die Quervernetzung automatisiert werden.
An dieser Stelle möchte ich mich herzlich für die großartige Zusammenarbeit und das stets
überwältigend positive, von gegenseitigem Respekt und Hilfsbereitschaft geprägte, Arbeitsklima bei
allen Beteiligten und Mitgliedern des Centrums für Angewandtes Tissue Engineering und Regenerative
Medizin bedanken.
Literaturverzeichnis
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 45
12. Literaturverzeichnis
[1] http://hm.edu/allgemein/aktuelles/veranstaltungen/veranstaltungsdetail_42306.de.html *
[2] http://www.fb06.fh-muenchen.de/fb/index.php/de/labhome.html?labid=74 *
[3] https://www.hm.edu/allgemein/forschung_entwicklung/forschungsfelder/
canter_1/canter.de.html *
[4] http://de.statista.com/infografik/2220/prognose-zur-entwicklung-der-3d-druck-branche/ *
[5] https://hci.rwth-aachen.de/tiki-download_wiki_attachment.php?attId=1882 *
[6] Hod Lipson, Melba Kurman (2013): “Fabricated: The New World of 3D Printing”. Indianapolis,
Indiana: John Wiley & Sons, Inc.
[7] Petra Fastermann (2014): „3D-Drucken, Wie die generative Fertigungstechnik funktioniert.“
Krefeld, Deutschland: Springer Vieweg
[8] Petra Fastermann (2012): „3D-Druck/Rapid Prototyping, Eine Zukunftstechnologie – kompakt
erklärt.“ Düsseldorf, Deutschland: Springer Vieweg
[9] http://q3dprinter.com/ *
[10] https://shop.ultimaker.com/product/8/ultimaker-2 *
[11] http://enablingthefuture.org/faqs/media-faq/ *
[12] http://www.jonathanbrand.com/images/projects/motorcycle/pages/motorcycle01.htm *
[13] https://ultimaker.com/en/stories/view/38-jonathan-brand-3d-printed-motorcycle *
[14] http://3dprintingindustry.com/2014/10/23/inside-3d-printing-santa-clara-2/ *
[15] Benedikt Kaufmann, Max Hörter et al. (2015): „Printhead Development for
Pneumatic/Mechanical Extrusion of Cell-Laden Hydrogels (Bioink) for Tissue Engineering“. HM
München: CANTER
[16] Doulabi, A.H.; Mequanint, K.; Mohammadi, H.: „Blends and Nanocomposite Biomaterials for
Articular Cartilage Tissue Engineering.” Materials 2014, 7, 5327-5355.
[17] Zein I, Hutmacher DW, Tan KC, Teoh SH. „Fused deposition modeling of novel scaffold
architectures for tissue engineering applications.” Biomaterials. 2002 Feb;23(4):1169-85.
[18] http://syseng.de/produkte/bioscaffolder.pdf *
[19] Komlev VS et al. RV(2015): „3D printing of octacalciumphosphate bone substitutes.” Front.
Bioeng. Biotechnol. 3:81.doi:10.3389/fbioe.2015.00081
[20] Daniel L Cohen et al. (2010): „Additive manufacturing for in situ repair of osteochondral
defects.” Biofabrication 2 035004
[21] Sean V Murphy & Anthony Atala: „3D bioprinting of tissues and organs“. Nature Biotechnology
VOLUME 32 NUMBER 8 AUGUST 2014
[22] Chia, Helena N, and Benjamin M Wu. „Recent Advances in 3D Printing of Biomaterials.” Journal
of Biological Engineering 9 (2015): 4. PMC. Web. 8 Sept. 2015.
Literaturverzeichnis
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 46
[23] Jason A. Burdick, William L. Murphy: „Moving from static to dynamic complexity in hydrogel
design.” Nature, DECEMBER 2012
[24] Norotte, Cyrille et al. „Scaffold-Free Vascular Tissue Engineering Using Bioprinting.”
Biomaterials 30.30 (2009): 5910–5917. PMC. Web. 8 Sept. 2015.
[25] Manu S. Mannoor et al.: „3D Printed Bionic Ears.” Nano Letters 2013 13 (6), 2634-2639. DOI:
10.1021/nl4007744
[26] http://www.nature.com/news/the-printed-organs-coming-to-a-body-near-you-1.17320 *
[27] Knowlton, Stephanie et al.: „Bioprinting for cancer research”. Trends in Biotechnology, Volume
33, Issue 9, 504 – 513. DOI: 10.1021/nl4007744
[28] David M. Timm et al.: „A high-throughput three-dimensional cell migration assay for toxicity
screening with mobile device-based macroscopic image analysis.” Scientific Reports 3, Article
number: 3000 (2013). doi:10.1038/srep03000
[29] http://www.n3dbio.com/products/ *
[30] Simon Huber (2015): „ Konzeption eines Druckkopfes für einen Bioprinter, zur Anwendung von
Tissue Engineering.“ Bachelorarbeit, HM München: CANTER
[31] http://www.solidworks.de/sw/images/interface/DEU/
SW_Launch2015_DS_Solutions_R1_DEU.pdf *
[32] https://ultimaker.com/en/products/cura-software *
[33] https://ultimaker.com/en/products/ultimaker-2-family *
[34] Datenblatt NEMA17
[35] http://www.sigmaaldrich.com/chemistry/stockroom-reagents/learning-center/technical-
library/needle-gauge-chart.html
[36] Rainer Stabhuber (2014): „Realisierung des 3D-Druckens von biokompatiblen Hydrogelen.“
Bachelorarbeit, HM München: CANTER
[37] https://www.magnet-shop.net/media/pdf/Datenblatt_SM-06x02-N.pdf
[38] Datenblatt Tastschalter
Literaturverzeichnis
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 47
Quellen der Abbildungen
2.1 http://enablingthefuture.org/wp-content/uploads/2014/05/raptor-hand.jpg?w=611 *
2.2 https://d2py9w124w2itd.cloudfront.net/photo/image/0x0/54ab2b69589bd.jpg *
2.3 http://www.sculpteo.com/blog/wp-content/uploads/2013/06
/Screen-Shot-2013-06-26-at-18.03.58.png *
2.4 http://www.mdpi.com/materials/materials-07-05327/article_deploy/html/images/materials-
07-05327-g005-1024.png *
2.5 Knowlton, Stephanie et al.: “Bioprinting for cancer research”. Published in Trends in
Biotechnology, Volume 33, Issue 9, 504 – 513
2.6 Norotte, Cyrille et al. “Scaffold-Free Vascular Tissue Engineering Using Bioprinting.”
Biomaterials 30.30 (2009): 5910–5917. PMC. Web. 8 Sept. 2015.
2.7 http://www.nature.com/polopoly_fs/7.25315.1429023153!/image/9244_CM_web.jpg_gen
/derivatives/landscape_630/9244_CM_web.jpg *
2.8 http://www.n3dbio.com/wp-content/uploads/2014/04/Magnetic-Levitation.jpg *
4.1 http://pcappleworld.com/wp-content/uploads/2014/04/Screen-Shot-2014-04-19-at-1.03.20-
PM.png *
4.2 http://pcappleworld.com/wp-content/uploads/2014/04/Screen-Shot-2014-04-19-at-1.03.20-
PM.png *
4.4 https://upload.wikimedia.org/wikipedia/commons/8/83/Nema_17_Stepper_Motor.jpg *;
http://ecx.images-amazon.com/images/I/61EPuVTn-uL._SX355_.jpg *;
http://www.thorintl.com/Enlarged%20Files/Ensat-302-Self-Tapping-Insert-Steel.jpg *;
https://www.maedler.de/Images/250-250/Bilder_Ecomm/Productpics/Wellenstahl_CF53.jpg
*
*Alle markierten Quellen aus dem Internet: Stand 08.09.2015
Literaturverzeichnis
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 48
Anhang
A) Inhalt der beiliegenden CD
Diese Arbeit im PDF Format
Alle finalen Konstruktionsdateien
Datenblätter der Kaufteile
Sammlung von Fotos die im Rahmen dieser Arbeit entstanden sind
Sammlung von 3D-Render Grafiken der Bauteile
Slic3r Konfigurationsdateien und beispielhafter G-Code
Videomaterial
Poster für das Forschungsforum 2015 an der HM
B) Explosionszeichnung des Extruders
C) Konstruktionszeichnungen
D) Vorläufige Slic3r Konfigurationsdaten
E) Poster für das Forschungsforum 2015 an der HM; Ein Einblick in Zwischenstand und Ausblick
dieser Arbeit

Erklärung
Entwicklung und Prototypenbau eines mechanischen Extruders für das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte) 49
Erklärung
Hiermit erkläre ich gemäß der Rahmenprüfungsordnung der Hochschule München, dass ich die
vorliegende Arbeit mit dem Titel „Entwicklung und Prototypenbau eines mechanischen Extruders für
das 3D-Bioprinting von zell-beladenen Hydrogelen (Biotinte)“ selbständig verfasst, noch nicht
anderweitig für Prüfungszwecke vorgelegt, keine anderen als die angegebenen Quellen oder
Hilfsmittel benutzt sowie wörtliche und sinngemäße Zitate als solche gekennzeichnet habe.
München, 28.09.2015 ………………………………………………………….
Benedikt Kaufmann