Bearbeitung Turbolader - KOMETGROUP · 6 0 10 20 30 40 50 60 U-Achse ermöglicht eine effiziente,...
8
ENGINEERED PRODUCTIVITY SOLUTIONS Bearbeitung Turbolader 25 % schneller als bei herkömmlicher Zerspanung
Transcript of Bearbeitung Turbolader - KOMETGROUP · 6 0 10 20 30 40 50 60 U-Achse ermöglicht eine effiziente,...
ENGINEERED PRODUCTIVITY SOLUTIONS
Bearbeitung Turbolader
25 % schneller als bei herkömmlicher Zerspanung

2
Bis zu 67 % Zeiteinsparung. Bis zu 25 % schnellere Bearbeitung.
Die Kombination aus STAMA Fräs-Drehzentrum MT 838 TWIN und KOMET® -Zerspanungsoptimierung mit einem spezi-ellen KomTronic® U-Achs-Werkzeug setzt neue Maßstäbe. Allein bei der V-Band-Bearbeitung wird eine Zeiteinsparung von bis zu 67 Prozent erreicht. Diese resultiert im Wesent-lichen durch das Interpolations-Stechdrehen, welches das ursprünglich verwendete Zirkularfräsen ersetzt und durch den Einsatz von KOMET® U-Achssystemen. Das Ergebnis: eine 25 Prozent schnellere Bearbeitung über den kompletten Zerspanungsprozess des Bauteils hinweg. Inklusive erheblich niedrigerer Werkzeugkosten.
EINE ERFOLGREICHE KOOPERATION:TURNKEY-LÖSUNG FÜR DIE BEARBEITUNG NEUER TURBOLADER-GENERATIONEN
Productivity PLUS! Hocheffizente Lösung in der Turbolader-Fertigung von STAMA Maschinenfabrik GmbH und der KOMET GROUP GmbH
Anforderungen bei der Turbolader-Fertigung:
Durch den Werkstoff Sehr hohe Anforderungen an die thermomechanischen
Eigenschaften, hohe Warmfestigkeit – Einsatz bis 1.100 °C bei Ottomotoren Verwendung hochlegierter, hochwarmfester Werkstoffe
mit einem hohen Anteil an Nickel und Chrom Äußerst geringe Wärmeleitfähigkeit
(Wärme fließt ins Zerspanungswerkzeug) Starke Neigung zur Kaltverfestigung Hoch abrasive Gusshaut, Randzonenhärte bis zu 450 HV 0,5 Austenitische Matrix mit Chromkarbiden erfordert hohe
Schnittkräfte, die zu relativ geringen Werkzeugstand- zeiten führt In Summe schwer zerspanbar und abrasiv
In der Bearbeitung Hohe Anforderung an Form- und Lagetoleranzen Automatisierte Serienfertigung Reduzierung der Stückkosten und der Bearbeitungszeit
Ihr Plus: Deutliche Reduzierung des Bearbeitungsprozesses
um 25 % Gesteigerte hochpräzise Bearbeitung Um Grade höhere Standzeiten von Werkzeugen Einsparung von Werkzeugen Integriertes Assistenz- und Überwachungssystem Hoher Automatisierungsgrad ausgelegt für
die Serienfertigung Steigerung der Langzeitqualität
von Turboladern Turboladergehäuse
3
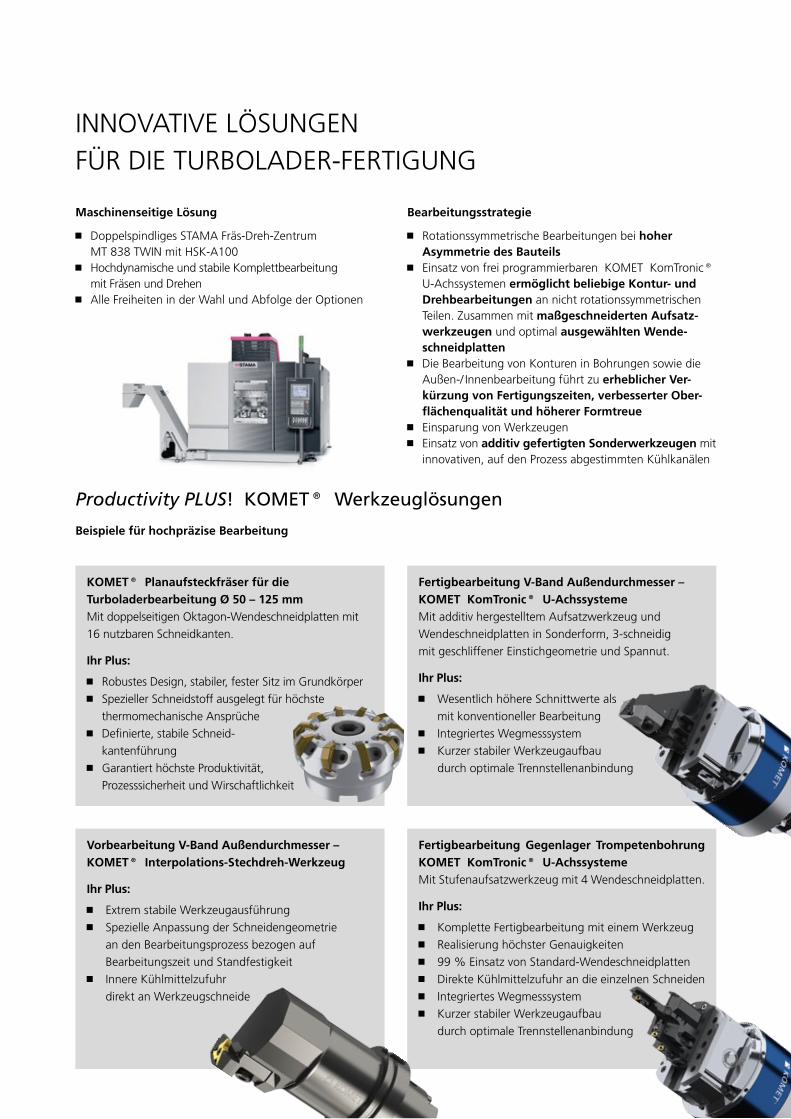
KOMET® Planaufsteckfräser für die Turboladerbearbeitung Ø 50 – 125 mmMit doppelseitigen Oktagon-Wendeschneidplatten mit
16 nutzbaren Schneidkanten.
Ihr Plus:
Robustes Design, stabiler, fester Sitz im Grundkörper
Spezieller Schneidstoff ausgelegt für höchste
thermomechanische Ansprüche
Definierte, stabile Schneid-
kantenführung
Garantiert höchste Produktivität,
Prozesssicherheit und Wirschaftlichkeit
Fertigbearbeitung V-Band Außendurchmesser – KOMET KomTronic® U-AchssystemeMit additiv hergestelltem Aufsatzwerkzeug und
Wendeschneidplatten in Sonderform, 3-schneidig
mit geschliffener Einstichgeometrie und Spannut.
Ihr Plus:
Wesentlich höhere Schnittwerte als
mit konventioneller Bearbeitung
Integriertes Wegmesssystem
Kurzer stabiler Werkzeugaufbau
durch optimale Trennstellenanbindung
Fertigbearbeitung Gegenlager Trompetenbohrung KOMET KomTronic® U-Achssysteme Mit Stufenaufsatzwerkzeug mit 4 Wendeschneidplatten.
Ihr Plus:
Komplette Fertigbearbeitung mit einem Werkzeug
Realisierung höchster Genauigkeiten
99 % Einsatz von Standard-Wendeschneidplatten
Direkte Kühlmittelzufuhr an die einzelnen Schneiden
Integriertes Wegmesssystem
Kurzer stabiler Werkzeugaufbau
durch optimale Trennstellenanbindung
INNOVATIVE LÖSUNGEN FÜR DIE TURBOLADER-FERTIGUNG
Productivity PLUS! KOMET® Werkzeuglösungen
Beispiele für hochpräzise Bearbeitung
Maschinenseitige Lösung
Doppelspindliges STAMA Fräs-Dreh-Zentrum MT 838 TWIN mit HSK-A100 Hochdynamische und stabile Komplettbearbeitung
mit Fräsen und Drehen Alle Freiheiten in der Wahl und Abfolge der Optionen
Vorbearbeitung V-Band Außendurchmesser – KOMET® Interpolations-Stechdreh-Werkzeug
Ihr Plus:
Extrem stabile Werkzeugausführung
Spezielle Anpassung der Schneidengeometrie
an den Bearbeitungsprozess bezogen auf
Bearbeitungszeit und Standfestigkeit
Innere Kühlmittelzufuhr
direkt an Werkzeugschneide
Bearbeitungsstrategie
Rotationssymmetrische Bearbeitungen bei hoher Asymmetrie des Bauteils Einsatz von frei programmierbaren KOMET KomTronic®
U-Achssystemen ermöglicht beliebige Kontur- und Drehbearbeitungen an nicht rotationssymmetrischen Teilen. Zusammen mit maßgeschneiderten Aufsatz- werkzeugen und optimal ausgewählten Wende- schneidplatten Die Bearbeitung von Konturen in Bohrungen sowie die
Außen-/ Innenbearbeitung führt zu erheblicher Ver- kürzung von Fertigungszeiten, verbesserter Ober- flächenqualität und höherer Formtreue Einsparung von Werkzeugen Einsatz von additiv gefertigten Sonderwerkzeugen mit
innovativen, auf den Prozess abgestimmten Kühlkanälen
4
1
2
Vorbearbeitung V-Band Außendurchmesser
Vorbearbeitung V-Band Semi, zirkular Vorbearbeitung V-Band
Fertigbearbeitung V-BandFinishbearbeitung V-Band
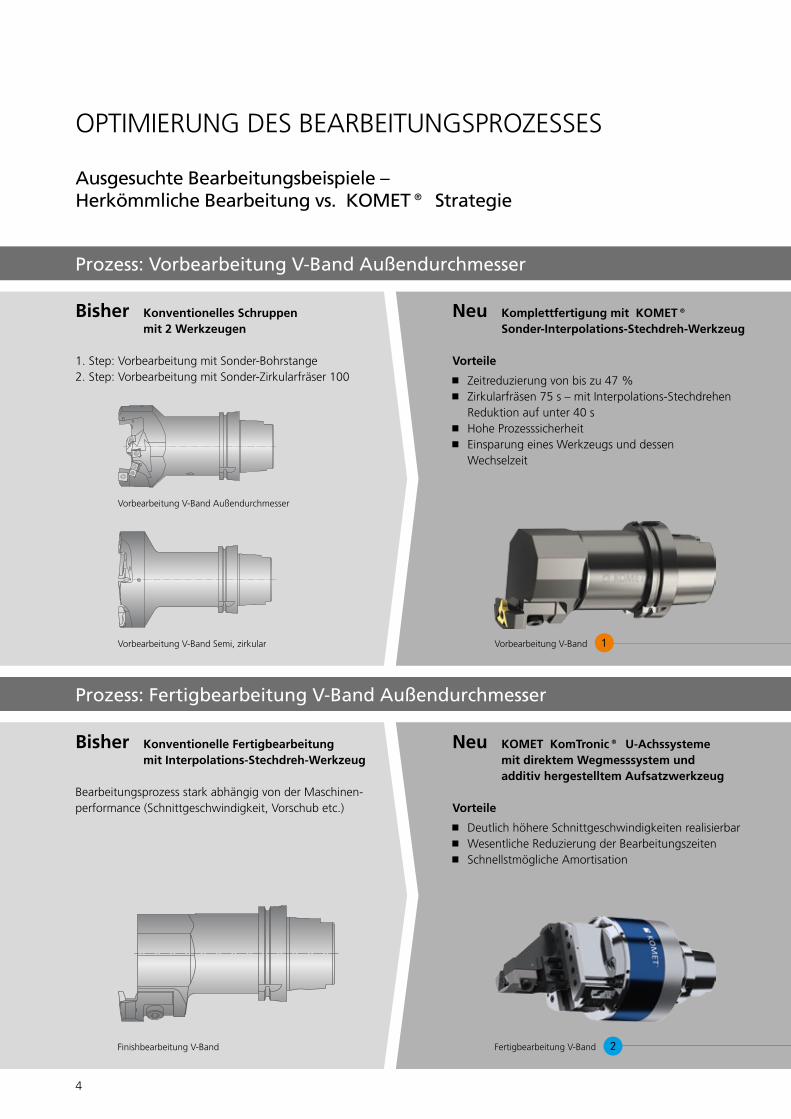
Prozess: Vorbearbeitung V-Band Außendurchmesser
Prozess: Fertigbearbeitung V-Band Außendurchmesser
Bisher Konventionelles Schruppen mit 2 Werkzeugen
1. Step: Vorbearbeitung mit Sonder-Bohrstange2. Step: Vorbearbeitung mit Sonder-Zirkularfräser 100
Bisher Konventionelle Fertigbearbeitung mit Interpolations-Stechdreh-Werkzeug
Bearbeitungsprozess stark abhängig von der Maschinen-performance (Schnittgeschwindigkeit, Vorschub etc.)
Neu Komplettfertigung mit KOMET® Sonder-Interpolations-Stechdreh-Werkzeug
Vorteile
Zeitreduzierung von bis zu 47 % Zirkularfräsen 75 s – mit Interpolations-Stechdrehen
Reduktion auf unter 40 s Hohe Prozesssicherheit Einsparung eines Werkzeugs und dessen
Wechselzeit
Neu KOMET KomTronic® U-Achssysteme mit direktem Wegmesssystem und additiv hergestelltem Aufsatzwerkzeug
Vorteile
Deutlich höhere Schnittgeschwindigkeiten realisierbar Wesentliche Reduzierung der Bearbeitungszeiten Schnellstmögliche Amortisation
OPTIMIERUNG DES BEARBEITUNGSPROZESSES
Ausgesuchte Bearbeitungsbeispiele – Herkömmliche Bearbeitung vs. KOMET® Strategie

5
2
2
3
3
3
1
1
Sonderbohrstange HSK-100 Mono
Sonderbohrstange HSK-A100 MonoSonderbohrstange HSK-A100 Mono
Sonderbohrstange HSK-A100 Mono einstellbar Fertigbearbeitung V-Band mit KomTronic® U-Achswerkzeug
Prozess: Fertigbearbeitung Gegenlager Trompetenbohrung
Bisher Konventionelle Gegenlagerbearbeitung mit bis zu 4 Werkzeugen
1. Step: Semi Finish Laufbuchse2. Step: Semi Finish Lagerring3. Step: Semi Finish Gegenlager4. Step: Semi Finish Laufbuchse
Neu KOMET KomTronic® U-Achssysteme mit direktem Wegmesssystem und additiv hergestelltem Aufsatzwerkzeug
Vorteile
Deutlich höhere Schnittgeschwindigkeiten realisierbar Wesentliche Reduzierung der Bearbeitungszeiten Schnellstmögliche Amortisation
Neu KOMET KomTronic® U-Achssysteme mit Stufenaufsatzwerkzeug und direktem Wegmesssystem
Vorteile
Komplettfertigbearbeitung Höhere Positioniergenauigkeit und Prozesssicherheit Frei programmierbare U-Achse ermöglicht Einsatz von
Standardschneiden für komplizierte Konturen Effekt: weniger Schnittdruck und Bearbeitung des Konturzugs in einem Gang Ergebnis: geringere Bearbeitungskräfte, höhere Standzeiten und dadurch sehr hohe Formtreue
Jetzt anschauen! www.kometgroup.com/turbolader
Alle KOMET® Videos finden Sie auch auf unserem YouTube-Channel: www.youtube.com/kometgroup
6
0
10
20
30
40
50
60
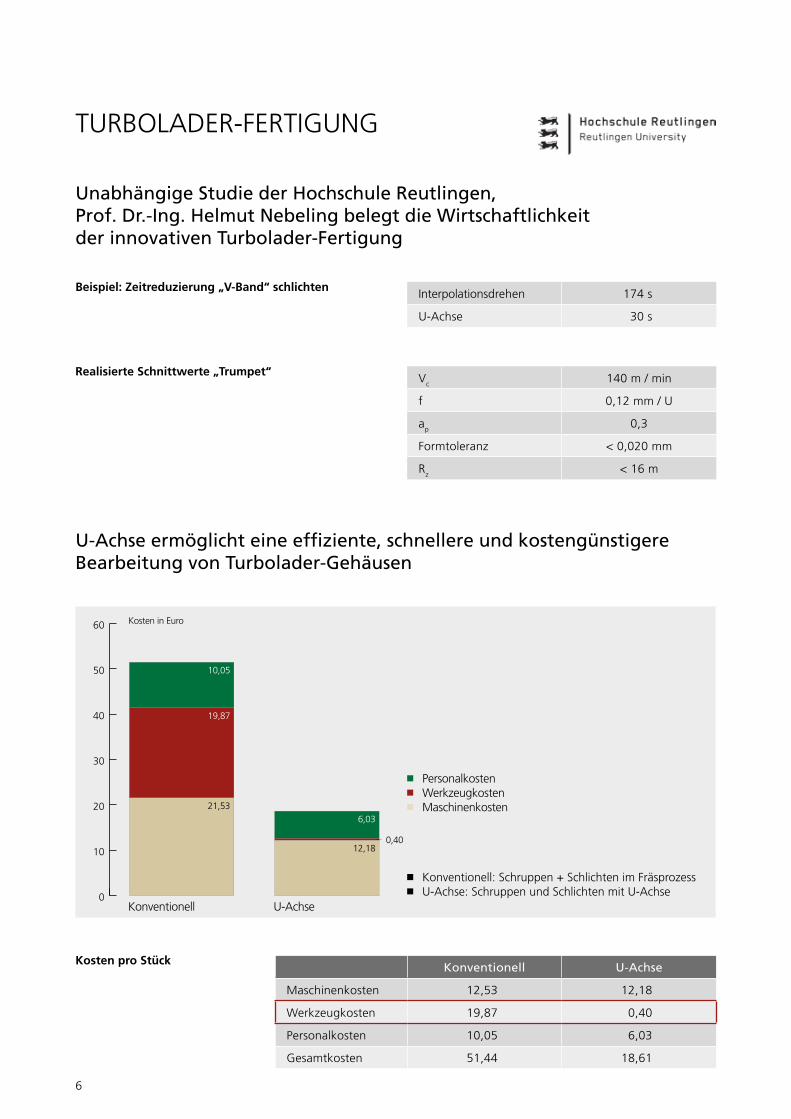
U-Achse ermöglicht eine effiziente, schnellere und kostengünstigere Bearbeitung von Turbolader-Gehäusen
Realisierte Schnittwerte „Trumpet“
Beispiel: Zeitreduzierung „V-Band“ schlichten
Kosten pro Stück
Vc 140 m / min
f 0,12 mm / U
ap 0,3
Formtoleranz < 0,020 mm
Rz < 16 m
Konventionell U-Achse
Maschinenkosten 12,53 12,18
Werkzeugkosten 19,87 0,40
Personalkosten 10,05 6,03
Gesamtkosten 51,44 18,61
Interpolationsdrehen 174 s
U-Achse 30 s
Unabhängige Studie der Hochschule Reutlingen, Prof. Dr.-Ing. Helmut Nebeling belegt die Wirtschaftlichkeit der innovativen Turbolader-Fertigung
TURBOLADER-FERTIGUNG
Konventionell: Schruppen + Schlichten im Fräsprozess U-Achse: Schruppen und Schlichten mit U-Achse
Personalkosten Werkzeugkosten Maschinenkosten
Konventionell U-Achse
Kosten in Euro
21,53
12,18
6,03
19,87
10,05
0,40
7
KOMET GROUP GmbHKOMET GROUP GmbHKOMET GROUP GmbHKOMET GROUP GmbH WerkstueckWerkstueckWerkstueckWerkstueck Angebots-Nr.: 123456Angebots-Nr.: 123456Angebots-Nr.: 123456Angebots-Nr.: 123456
AufspannungAufspannungAufspannungAufspannung WerkstoffWerkstoffWerkstoffWerkstoff
Wer
kstü
ck-ID
Wer
kstü
ck-ID
Wer
kstü
ck-ID
Wer
kstü
ck-ID
Anza
hl W
kstü
.
Zusa
tzin
fo
Z-Ac
hse
Wks
tü.-
Abst
and
[mm
]
X-Ac
hse
Wks
tü.-
Abst
and
[mm
]
Y-Ac
hse
Wks
tü.-
Abst
and
[mm
]
Wer
ksto
ff-be
zeic
hnun
g
Wer
ksto
ffhau
pt-
grup
pe
Wer
ksto
ff-gr
uppe
Zugf
estig
keit
[N/m
m²]
Här
te [H
B]
Spez
if. S
chni
tt-kr
aft [
N/m
m²]
k c W
erks
toff-
expo
nent
Spez
if. V
orsc
hub-
kraf
t [N
/mm
²]
k f W
erks
toff-
expo
nent
RRRRmmmm kkkkc1.1c1.1c1.1c1.1 mmmmcccc kkkkf1.1f1.1f1.1f1.1 mmmmffff
1 1 X 12 NiCrSi 36 16 S 31 550 1706 0,26 733 0,443
www.cutview.comSeite: 1/1
18900002.xlsx02.05.2017
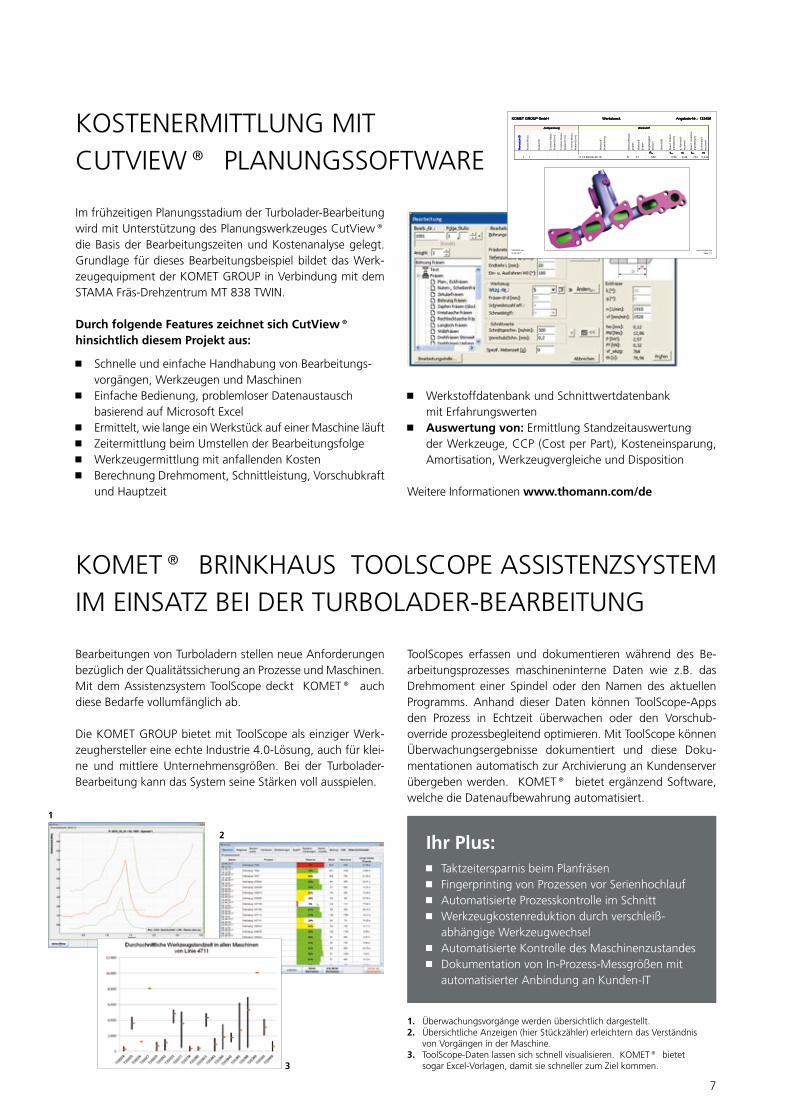
1. Überwachungsvorgänge werden übersichtlich dargestellt.2. Übersichtliche Anzeigen (hier Stückzähler) erleichtern das Verständnis von Vorgängen in der Maschine.3. ToolScope-Daten lassen sich schnell visualisieren. KOMET® bietet sogar Excel-Vorlagen, damit sie schneller zum Ziel kommen.
KOSTENERMITTLUNG MIT CUTVIEW® PLANUNGSSOFTWARE
Im frühzeitigen Planungsstadium der Turbolader-Bearbeitung wird mit Unterstützung des Planungswerkzeuges CutView® die Basis der Bearbeitungszeiten und Kostenanalyse gelegt. Grundlage für dieses Bearbeitungsbeispiel bildet das Werk-zeugequipment der KOMET GROUP in Verbindung mit dem STAMA Fräs-Drehzentrum MT 838 TWIN.
Durch folgende Features zeichnet sich CutView® hinsichtlich diesem Projekt aus:
Schnelle und einfache Handhabung von Bearbeitungs- vorgängen, Werkzeugen und Maschinen Einfache Bedienung, problemloser Datenaustausch
basierend auf Microsoft Excel Ermittelt, wie lange ein Werkstück auf einer Maschine läuft Zeitermittlung beim Umstellen der Bearbeitungsfolge Werkzeugermittlung mit anfallenden Kosten Berechnung Drehmoment, Schnittleistung, Vorschubkraft
und Hauptzeit
Bearbeitungen von Turboladern stellen neue Anforderungen bezüglich der Qualitätssicherung an Prozesse und Maschinen. Mit dem Assistenzsystem ToolScope deckt KOMET® auch diese Bedarfe vollumfänglich ab. Die KOMET GROUP bietet mit ToolScope als einziger Werk-zeughersteller eine echte Industrie 4.0-Lösung, auch für klei-ne und mittlere Unternehmensgrößen. Bei der Turbolader- Bearbeitung kann das System seine Stärken voll ausspielen.
Weitere Informationen www.thomann.com/de
Ihr Plus: Taktzeitersparnis beim Planfräsen Fingerprinting von Prozessen vor Serienhochlauf Automatisierte Prozesskontrolle im Schnitt Werkzeugkostenreduktion durch verschleiß-
abhängige Werkzeugwechsel Automatisierte Kontrolle des Maschinenzustandes Dokumentation von In-Prozess-Messgrößen mit
automatisierter Anbindung an Kunden-IT
KOMET® BRINKHAUS TOOLSCOPE ASSISTENZSYSTEM IM EINSATZ BEI DER TURBOLADER-BEARBEITUNG
ToolScopes erfassen und dokumentieren während des Be-arbeitungsprozesses maschineninterne Daten wie z.B. das Drehmoment einer Spindel oder den Namen des aktuellen Programms. Anhand dieser Daten können ToolScope-Apps den Prozess in Echtzeit überwachen oder den Vorschub- override prozessbegleitend optimieren. Mit ToolScope können Überwachungsergebnisse dokumentiert und diese Doku-mentationen automatisch zur Archivierung an Kundenserver übergeben werden. KOMET® bietet ergänzend Software, welche die Datenaufbewahrung automatisiert.
Werkstoffdatenbank und Schnittwertdatenbank mit Erfahrungswerten Auswertung von: Ermittlung Standzeitauswertung
der Werkzeuge, CCP (Cost per Part), Kosteneinsparung, Amortisation, Werkzeugvergleiche und Disposition
1
2
3
www.kometgroup.com
FAQ – Fragen und Antworten zu KOMET® U-Achswerkzeugen
1. Welche Genauigkeiten können mit der KomTronic® U-Achse realisiert werden? Ohne Messsystem am Schieber 0,02 mm im Durchmesser, mit Messsystem 0,005 mm im Durchmesser. Das Messsystem hat eine Auswertung von 0,0001 mm (Genauigkeit ist ab-hängig von weiteren Bearbeitungseinflüssen, wie z.B. Werk- zeugwechselfehler, Schneidenverschleiß usw.)
2. Wie lässt sich die Schneidplattenposition korrigieren?Am Werkzeug mit Kurzklemmhaltern sowie jede Schneide direkt über die Werkzeugverwaltung.
3. Muss die U-Achse immer nach dem Plattenwechsel neu ausgemessen werden?Nein, die U-Achse bzw. der Schieber hat immer dieselbe Position. Die Schneidplattenposition kann durch eine In-Prozessmessung direkt in der Maschine korrigiert werden.
4. Muss die KomTronic® U-Achse zum Vermessen des Werkzeuges aus der Maschine entnommen werden?Nein, wird durch Integration einer Trennstellenabindung (optional) komfortabel gelöst.
5. Wo liegt das Drehzahl-Limit?Mit dem Einfachschieber in Mittelposition gewuchtet max. 4.000 U/min, ausgesteuert hubabhängig. Mit bis 8.000 U/min über den ganzen Hub der Achse (siehe Prospekt „KomTronic® Aussteuerwerkzeuge für BAZ“)
6. Kann mit KomTronic® U-Achse auch geschruppt werden?Es können verschiedene Bearbeitungsverfahren zum Einsatz kommen (Schlichten und Schruppen). Der Schieber hat eine max. Kraft von 4.000 N. Zulässiges Drehmoment 200 Nm. Mögliche Einsatzdaten sind jedoch abhängig von der Gesamtlänge des Werkzeugs und der U-Achse.
7. Wie wird die U-Achse angetrieben?Die U-Achse wird über einen Servo-Motor angetrieben. Die Schieber der Baureihen UAS115/160 werden über einen spielfreien Rollengewindetrieb angetrieben.
8. Welche Werkstückdurchmesser können bearbeitet werden?Der Einsatzbereich reicht von 0,5 – 500 mm unter Beachtung entsprechender Auskraglänge und Trennstelle.
9. Wieviel verschiedene Durchmesser bzw. Schneiden sind möglich?Es sind x-beliebige Schneiden möglich. Das ist abhängig von der Werkzeuglänge und der Werkzeugbreite (Schieber) von 40 bzw. 60 mm und der Steuerung.
10. Wie erfolgt die Einstellung des Werkzeugsystems?Die U-Achse wird immer in Mittelstellung gewechselt. Somit kann das Aufsatzwerkzeug auch auf einem Dummy im Vor-einstellgerät vermessen werden. Weiterhin ist eine Post-Pro-zessmessung mit automatisierter Schneidenkorrektur über die Werkzeugverwaltung möglich.
11. Wartungsintervalle, Service? Empfohlen 1× jährlich oder nach Anwendung alle 2 Jahre
12. Wie lange ist die zu erwartende Lebensdauer? Durch regelmäßige Wartung und Pflege sowie durch Tauschen von verschleißrelevanten Bauteilen ist eine Betriebsstunden- zeit von > 6500 Std. realistisch, entspricht ca.10 Jahren.
13. Wie sind die Genauigkeiten bei Doppelspindel- Bearbeitung?Beide Systeme sollten versetzt (180°) bzw. nach Unwucht eingesetzt werden. Wie auch beim Einspindler werden doppel- spindlig die Genauigkeiten aus Punkt 1 mit exakter Werkzeug-voreinstellung auf die Z-Achse erreicht.
14. Bis zu welcher Größe kann bei HSK63 bzw. HSK100 bearbeitet werden? KomTronic® UAS-115 bis ca. Ø 250 mmKomTronic® UAS-160 bis ca. Ø 500 mmunter Beachtung entsprechender Auskraglänge und Trennstelle.
15. Sind die U-Achsen besser geeignet für die vertikale als für die horizontale Bearbeitung? U-Achsen werden vertikal sowie horizontal eingesetzt. Gleich-zusetzen mit den Vor- und Nachteilen eines mechanischen Werkzeugs (Fliehkräfte).
39900 81200-08/17 · © 2017 KOMET GROUP GmbH · Technische Änderungen, bedingt durch Weiterentwicklung, vorbehalten.