BGI 593 Hazardous substances in welding and allied processes · Hazardous substances BGI 593 in...
108
BGI 593 Hazardous substances in welding and allied processes VMBG Vereinigung der Metall- Berufsgenossenschaften BG-Information
Transcript of BGI 593 Hazardous substances in welding and allied processes · Hazardous substances BGI 593 in...

BGI 593Hazardous substancesin welding andallied processes
VMBGVereinigung der Metall-Berufsgenossenschaften
BG-Information

InformationsschriftenAnschläger (BGI 556)Arbeiten an Bildschirmgeräten (BGI 742)Arbeiten an Gebäuden und Anlagen vorbereiten und durchführen (BGI 831)Arbeiten in engen Räumen (BGI 534)Arbeiten unter Hitzebelastung (BGI 579)Arbeitsplätze und Verkehrswege auf Dächern (BGI 5074)Arbeitsschutz im Handwerksbetrieb (BGI 741)Arbeitsschutz will gelernt sein – Ein Leitfaden für den Sicherheitsbeauftragten (BGI 587)Arbeitssicherheit durch vorbeugenden Brandschutz (BGI 560)Auftreten von Dioxinen (PCDD/PCDF) bei der Metall-erzeugung und Metallbearbeitung (BGI 722)Belastungstabellen für Anschlagmittel (BGI 622)Beurteilung der Gesundheitsgefährdung durchSchweißrauche – Hilfestellung für die schweißtech-nische Praxis (BGI 616) – (als pdf unter www.vmbg.de)Damit Sie nicht ins Stolpern kommen (BGI 5013)Der erste Tag – Leitfaden für den Unternehmer als Organisationshilfe und zur Unterweisung von Neulingen (BGI 568)Der Familienbetrieb – Das Wichtigste für Sicherheit und Gesundheit in Kleinbetrieben (BGI 5030)Einsatz von Fremdfirmen im Rahmen von Werkverträgen (BGI 865)Elektrofachkräfte (BGI 548)Elektromagnetische Felder in Metallbetrieben (BGI 839)Elektrostatisches Beschichten (BGI 764)Fahrzeug-Instandhaltung (BGI 550)Gabelstaplerfahrer (BGI 545)Galvaniseure (BGI 552)Gasschweißer (BGI 554)Gebrauch von Hebebändern und Rundschlingen aus Chemiefasern (BGI 873)Gefährdungen in derKraftfahrzeug-Instandhaltung (BGI 808)Gefahren beim Umgang mit Blei und seinen anorganischen Verbindungen (BGI 843)Gefahren durch Sauerstoff (BGI 644)Gefahrstoffe in Gießereien (BGI 806)Gießereiarbeiter (BGI 549)Handwerker (BGI 547)Hautschutz in Metallbetrieben (BGI 658)Inhalt und Ablauf der Ausbildung zur Fachkraft für Arbeitssicherheit (BGI 838)Informationen zur Ausbildung der Fachkraft für Arbeitssicherheit (BGI 838-1)Instandhalter (BGI 577)Jugendliche (BGI 624)Keimbelastung wassergemischter Kühlschmierstoffe (BGI 762)Kranführer (BGI 555)Lackierer (BGI 557)Lärm am Arbeitsplatz in der Metall-Industrie (BGI 688)Leitern sicher benutzen (BGI 521)Lichtbogenschweißer (BGI 553)
Maschinen der Zerspanung (BGI 5003)Mensch und Arbeitsplatz (BGI 523)Metallbau-Montagearbeiten (BGI 544)Montage, Demontage und Instandsetzung von Aufzugsanlagen (BGI 779)Montage von Profiltafeln für Dach und Wand (BGI 5075)Nitrose Gase beim Schweißen und bei verwandten Verfahren (BGI 743)Praxishilfe für Unternehmer– Schlosserei (BGI 751-1)Praxishilfe für Unternehmer – Kfz-Instandhaltung (BGI 751-2)Praxishilfe für Unternehmer – Heizung, Klima, Lüftung (BGI 751-3)Praxishilfe für Unternehmer – Galvanik (BGI 751-4)Presseneinrichter (BGI 551)Pressenprüfung (BGI 724)Prüfung von Pfannen (BGI 601)Rückengerechtes Verhalten beim Gerüstbau (BGI 821)Schadstoffe beim Schweißenund bei verwandten Verfahren (BGI 593)Schleifer (BGI 543)Schutz gegen Absturz – Auffangsysteme sachkundig auswählen, anwenden und prüfen (BGI 826)Schweißtechnische Arbeiten mit chrom- und nickel-legierten Zusatz- und Grundwerkstoffen (BGI 855)Sichere Reifenmontage (BGI 884)Sichere Verwendung vonFlüssiggas in Metallbetrieben (BGI 645)Sicherer Umgang mit fahrbaren Hubarbeitsbühnen (BGI 720)Sicherheit bei der Blechverarbeitung (BGI 604)Sicherheit beim Arbeiten mit Handwerkszeugen (BGI 533)Sicherheit beim Errichten und Betreiben von Batterieladeanlagen (BGI 5017)Sicherheit durch Betriebsanweisungen (BGI 578)Sicherheit durch Unterweisung (BGI 527)Sicherheit und Gesundheitsschutz bei Transport- und Lagerarbeiten (BGI 582)Sicherheit und Gesundheitsschutz durch Koordinieren (BGI 528)Stress am Arbeitsplatz (BGI 609)Tätigkeiten mit biologischen Arbeitsstoffen in der Metallindustrie (BGI 805)Überwachung von Metallschrott auf radioaktive Bestandteile (BGI 723)Umgang mit Gefahrstoffen (BGI 546)Verringerung von Autoabgasen in der Kfz-Werkstatt (BGI 894)Wenn die Seele streikt (BGI 5046)Wiederholungsprüfung ortsveränderlicher elektrischer Betriebsmittel (BGI 5090)Wolfram-Inertgasschweißen (WIG) (BGI 746)
Auf CD-ROM erhältlich:„Prävention – Arbeitssicherheit und Gesundheitsschutz”

Vilia Elena Spiegel-Ciobanu
Translators:Karin Hentschel, Annelie Beyer,Norddeutsche Metall-Berufsgenossenschaft
Hazardous substancesin welding and allied processes
Responsible for the contents:
BGMBerufsgenossenschaftMetall Nord Süd
302721
Rechteck

Foreword . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
1 General information on hazardous substances . . . . . . . . . . . . . . 71.1 Definition . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71.2 Classification . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
1.2.1 Occurrence . . . . . . . . . . . . . . . . . . . . . . . . . . . 81.2.2 Effects . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
1.3 Generation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 131.3.1 Gaseous hazardous substances. . . . . . . . . . . . . . . . . 141.3.2 Particulate hazardous substances . . . . . . . . . . . . . . . . 151.3.3 Hazardous substances from organic based coating material . . 16
1.4 Influencing factors . . . . . . . . . . . . . . . . . . . . . . . . . . . 191.5 New Hazardous Substances Ordinance . . . . . . . . . . . . . . . . 201.6 Mandatory limit values (according to TRGS …) . . . . . . . . . . . . . 20
1.6.1 Occupational exposure limit values (AGW) in accordance with TRGS 900 . . . . . . . . . . . . . . . . . . 21
1.6.2 Biological limit value in accordance with TRGS 903 . . . . . . . 221.7 Limit values of the German Research Organisation (DFG) . . . . . . . 22
1.7.1 Maximum workplace concentration (MAK) . . . . . . . . . . . 221.7.2 Biological tolerance value for working substances (BAT) . . . . 231.7.3 Biological guideline values (BLW) . . . . . . . . . . . . . . . . 241.7.4 Exposure equivalents for carcinogenic working substances (EKA) 25
1.8 Limit values of the European Union . . . . . . . . . . . . . . . . . . . 261.9 Limit values according to the radiation protection ordinance (StrlSchV) 261.10 Test methods . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
2 Effects of specific hazardous substances . . . . . . . . . . . . . . . . . 332.1 Toxic gaseous hazardous substances . . . . . . . . . . . . . . . . . 33
2.1.1 Carbon monoxide (CO) . . . . . . . . . . . . . . . . . . . . . 332.1.2 Nitrogen oxides (NOx = NO, NO2) . . . . . . . . . . . . . . . . 332.1.3 Ozone (O3) . . . . . . . . . . . . . . . . . . . . . . . . . . . . 332.1.4 Phosgene (COCl2) . . . . . . . . . . . . . . . . . . . . . . . . 332.1.5 Gases from coating materials . . . . . . . . . . . . . . . . . . 33
2.2 Particulate hazardous substances . . . . . . . . . . . . . . . . . . . 352.2.1 Lung-stressing substances . . . . . . . . . . . . . . . . . . . 352.2.2 Toxic substances . . . . . . . . . . . . . . . . . . . . . . . . 352.2.3 Carcinogenic substances . . . . . . . . . . . . . . . . . . . . 362.2.4 Thorium dioxide (ThO2) . . . . . . . . . . . . . . . . . . . . . 36
3 Assignment of hazardous substances to welding processes and materials 383.1 Welding . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
3.1.1 Gas welding . . . . . . . . . . . . . . . . . . . . . . . . . . . 393.1.2 Manual metal arc welding with covered electrodes . . . . . . . 39
Contents
2

3
3.1.3 Gas-shielded arc welding . . . . . . . . . . . . . . . . . . . . 413.1.3.1 Gas-shielded metal arc welding (MAG/MIG) . . . . . . 423.1.3.2 High-duty MAG welding . . . . . . . . . . . . . . . . 443.1.3.3 Tungsten inert gas welding (TIG) . . . . . . . . . . . . 44
3.1.4 Resistance welding . . . . . . . . . . . . . . . . . . . . . . . 463.1.5 Laser welding with CO2-laser . . . . . . . . . . . . . . . . . . 46
3.1.5.1 Laser welding without filler metal . . . . . . . . . . . . 463.1.5.2 Laser cladding . . . . . . . . . . . . . . . . . . . . . 47
3.1.6 Laser welding with Nd:YAG-laser . . . . . . . . . . . . . . . . 473.1.7 Hybrid welding . . . . . . . . . . . . . . . . . . . . . . . . . 49
3.2 Thermal cutting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 493.2.1 Flame cutting (unalloyed and low-allow steel) . . . . . . . . . . 493.2.2 Plasma cutting. . . . . . . . . . . . . . . . . . . . . . . . . . 503.2.3 Laser cutting. . . . . . . . . . . . . . . . . . . . . . . . . . . 50
3.2.3.1 Laser cutting with CO2-laser . . . . . . . . . . . . . . 503.2.3.2 Laser cutting with Nd:YAG-laser . . . . . . . . . . . . 52
3.3 Thermal spraying . . . . . . . . . . . . . . . . . . . . . . . . . . . . 543.3.1 Flame spraying . . . . . . . . . . . . . . . . . . . . . . . . . 543.3.2 Arc spraying . . . . . . . . . . . . . . . . . . . . . . . . . . . 563.3.3 Plasma spraying . . . . . . . . . . . . . . . . . . . . . . . . . 56
3.4 Soldering and Brazing . . . . . . . . . . . . . . . . . . . . . . . . . 563.4.1 Soldering (T < 450 °C) . . . . . . . . . . . . . . . . . . . . . . 563.4.2 Brazing (T > 450 °C) . . . . . . . . . . . . . . . . . . . . . . . 573.4.3 MIG brazing, laser brazing, plasma brazing (T > 900 °C) . . . . . 61
4 Hazard evaluation during welding. . . . . . . . . . . . . . . . . . . . . . 62
5 Measurement methods . . . . . . . . . . . . . . . . . . . . . . . . . . . 645.1 Measurement methods for gaseous substances . . . . . . . . . . . . 645.2 Measurement methods for particulate substances . . . . . . . . . . . 66
6 Assessment of airborne particlesduring welding and allied processes . . . . . . . . . . . . . . . . . . . . 70
7 Determination and evaluation of the hazardous substances concentration . . . . . . . . . . . . . . . . 72
8 Situation of hazardous substances at the workplace . . . . . . . . . . . 738.1 Exposure to welding fume . . . . . . . . . . . . . . . . . . . . . . . 738.2 Exposure to chromium(VI) compounds and nickel oxide . . . . . . . . 74
9 Protective measures against hazardous substances . . . . . . . . . . . 759.1 Technical protective measures . . . . . . . . . . . . . . . . . . . . . 75
9.1.1 Selection of low fume emission processes . . . . . . . . . . . 769.1.2 Selection of low fume emission materials . . . . . . . . . . . . 77

4
9.1.3 Optimising the working conditions. . . . . . . . . . . . . . . . 779.1.3.1 Selection of favourable welding parameters . . . . . . 789.1.3.2 Use of non-thoriated electrodes in TIG welding. . . . . 789.1.3.3 Selection of favourable parameters for laser cladding . 789.1.3.4 Selection of favourable parameters for laser cutting . . 789.1.3.5 Surface condition of the workpiece . . . . . . . . . . . 789.1.3.6 Body posture of the welder . . . . . . . . . . . . . . . 78
9.1.4 Technical safety devices . . . . . . . . . . . . . . . . . . . . . 789.1.4.1 Torch holder with gas shut-up valve . . . . . . . . . . 799.1.4.2 Plasma cutting with water protection device . . . . . . 799.1.4.3 Plasma cutting under water . . . . . . . . . . . . . . . 799.1.4.4 Flame cutting and plasma cutting
on the water surface . . . . . . . . . . . . . . . . . . 799.1.4.5 Flame cutting under water . . . . . . . . . . . . . . . 799.1.4.6 Operations in enclosed booths . . . . . . . . . . . . . 79
9.1.5 Ventilation . . . . . . . . . . . . . . . . . . . . . . . . . . . . 809.1.5.1 Extraction . . . . . . . . . . . . . . . . . . . . . . . . 819.1.5.2 Supply air systems/room ventilation . . . . . . . . . . 869.1.5.3 Assignment of ventilation measures
to processes and materials used in welding . . . . . . 869.2 Personal protective equipment . . . . . . . . . . . . . . . . . . . . . 89
9.2.1 Welder’s hand and face shields . . . . . . . . . . . . . . . . . 899.2.2 Respiratory protective equipment . . . . . . . . . . . . . . . . 89
10 Preventive occupational medical care . . . . . . . . . . . . . . . . . . . 9210.1 General . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9210.2 Principles and selection criteria . . . . . . . . . . . . . . . . . . . . . 9210.3 Welding fume (general) . . . . . . . . . . . . . . . . . . . . . . . . . 9310.4 Chromium(VI) compounds . . . . . . . . . . . . . . . . . . . . . . . 9410.5 Nickel and nickel compounds . . . . . . . . . . . . . . . . . . . . . 95
11 Regulations and rules . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9611.1 Accident Prevention Regulations . . . . . . . . . . . . . . . . . . . . 9611.2 BG Rules, BG Information and BG Principles . . . . . . . . . . . . . . 9611.3 Ordinances and Technical Regulations . . . . . . . . . . . . . . . . . 9711.4 DIN Standards . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9811.5 Other technical rules . . . . . . . . . . . . . . . . . . . . . . . . . . 9811.6 Other literature sources . . . . . . . . . . . . . . . . . . . . . . . . . 98
Annex . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 100

5
Continuous progress in the develop-ment and sophistication of working methods in welding and allied processes,together with the use of new materials,make it necessary to continuously opti-mise measures for the protection of employees against accidents and dama-ges to health at work and thus strive for an improvement of the occupationalexposure situation on the whole.
Modern occupational health and safetydoes not only mean observation of regulations. The employer shall rather determine and assess the hazard for the employees related with their work and initiate relevant protective mea-sures in accordance with the new law on occupational health and safety. It goes without saying that regulations and rules may be helpful in this context.
When determining protective measures,certain principles shall be taken as basis:
1. Work shall be so designed that hazards to life and health are avoided as far as possible and the residual risk is kept as low as possible.
2. Hazards shall be prevented at source.
3. The state of the art, occupational medicine and hygiene shall be taken into account as well as other firm knowledge in the field of occupational science.
4. Technology, work organisation, other work conditions, social relations and environmental influencesshall be regarded as an entity andcompetently linked.
5. Individual protection measures are subordinate; mechanically operated collective protection measures are of prime importance.
6. Employees in need of special protection, e.g. young persons, shall be considered.
7. Employees shall be given instructions motivating them to behave in the desired way as far as safety and health are concerned.
During welding, cutting and allied processes, gaseous or particulate substances are formed, which, accordingto composition, concentration and duration of exposure, present a hazard tothe health of the employees (hazardoussubstances).
The determination of the concentra-tion and the intensity of the effect of dominant hazardous substances (= key components) is a precondition forthe assessment of the relevant workcondition, for the determination and execution of the required measures and thus for successful health care as a whole.
Foreword

6
The purpose of this booklet is:
● to provide information on the gene-ration and the effects of hazardoussubstances produced during weldingand allied processes (thermal cutting,thermal spraying, soldering and brazing etc.),
● to give guidance on the determinationof hazardous substances,
● to simplify assessment of the hazarddue to hazardous substances,
and
● to show possibilities of how to avoid or reduce the risk resulting from thesesubstances.

7
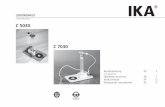
Figure 1-1: Absorption of hazardous substances by the human body by inhalation
1.1 DefinitionHazardous substances in welding and allied processes are the inhalable/respirable substances generated, whichare absorbed by the human body (figure 1-1).
At a certain concentration, these substances may cause a hazard tohealth.
These substances have at least one ofthe properties listed in § 3, para 1 of theChemicals’ Act under numbers 6 to 14.
They thus count among hazardous sub-stances (Gefahrstoffe) within the meaningof the Hazardous Substances Ordinance(Gefahrstoffverordnung [GefStoffV]).
See as well BG Rule „Welding fume“(BGR 220).
1 General information on hazardous substances
nasopharyngealcavity
inhalationgases, fume, dust
air tube(trachea)
gullet(oesophagus)
bronchis
alveoli
lung

Figure 1-2: Classification of particulate hazardous substances in welding and allied processes according to their particle size (occurrence)
8
1.2 Classification
Hazardous substances generated duringwelding, cutting and allied processes canbe classified according to their occurren-ce and effects (figure 1-2).
1.2.1 Occurrence
Hazardous substances are generated bywelding, cutting and allied processes inthe form of gases and/or particles (figure1-5, page 12). Particulate substances are a dispersed distribution of minute solid particles in air. For all particles pre-sent in air, the following fractions are distinguished on the basis of particle size(according to DIN EN 481):
Inhalable fraction – The fraction of particles which is inhaled through mouthand nose into the body; it comprises particle sizes up to and exceeding 100 µm. In the past, this fraction was called „total dust“.
Respirable fraction – The fraction of particles capable of penetrating into the alveoli (air sacs); it comprises particle sizes up to 10 µm. In the past,this fraction was called „fine dust“.
Particulate substances generated during welding are very fine. In general, they have a diameter of less than 1 µm (in most cases less than 0,1 µm), therefore they are respirable and called
Welding fume
Soldering and brazing fume
Respirable = fine dust
0,01 µm 0,1 µm 1 µm 10 µm 100 µm(0,1 mm)
Inhalable = total dust
RESPIRABLENON-
RESPIRABLE

9
Figure 1-3: Particle size, shape and morphology of welding fume (examples)
„welding fume“. Particles in the size range of < 0,1 µm are called „ultrafine particles“.
During thermal cutting and some alliedprocesses, the particulate substances generated are only partially respirable.
Particle size and morphology (shape)
The quantity of particles depends on the combination of the processes andmaterials used.
Depending on the process group, different particle sizes with different par-ticle morphology result (figure 1-3).
Particle
Process MaterialSize of
Shape ofIndividual
Chains Agglomeratesindividualparticlesparticles(diameter) (length) (diameter)
Manual metalup to 50 nm several µmarc welding
with covered Cr-Ni-steel ball shaped up to 500 nmelectrodes(MMA)
up to 400 nm several µm
Gas shieldedCr-Ni-steel ball shaped up to 10 nm up to 100 nm up to 100 nm
arc welding Aluminium-ball shaped
10 to 50 nm n.d.n. d.(MAG/MIG) alloys up to 400 nm n. d.
n. d. = no dataµm = micro metres (1 µm � 10-3 mm � 10-6 m)nm = nano metres (1 nm � 10-6 mm � 10-9 m)

10
Figures 1-4 a and b:Electron microscope photos of welding fume
Morphological studies suggest that the individual welding fume particles do not have a homogeneous composition.
Figure 1-4 a: Particles of the fume generated during metal inert gas weldingunder carbon dioxide
Figure 1-4 b: Particles of the fumegenerated during metalactive gas welding of aluminium alloys
Besides primary particles (individual particles) chains and agglomerates are also formed by coagulation (figures 1-4 aand b).

11
1.2.2 Effects
The gaseous and particulate substancesgenerated during welding, cutting and allied processes can be classified accord-ing to their effect on the different organsof the human body as follows (figure 1-5on page 12):
Substances stressing the respiratorytract and the lung – long-term intake of high concentrations may lead to stressof the respiratory tract and the lung. A long-term intake of high concentrationsmay e.g. lead to diseases of the respira-tory tract (in the form of bronchitis up to obstructive bronchitis).
In addition, dust deposits in the lung may occur as siderosis (for iron oxides).Furthermore, at high concentrations, fibrogenous reactions (reproduction of the connective tissue) of the lung may occur (e.g. for aluminium oxide).
Toxic (poisonous) substances – have a toxic effect on the human body, if a certain dose (= amount per unit weight of the body) is exceeded. There is a dose-effect-relationship. Slight poisoningleads to mild health disorders; high concentrations of these substances in the inhaled air may cause very serious poisoning or be lethal.
Toxic substances are, for example, gases such as carbon monoxide, nitrogenoxides (monoxide and dioxide), ozone, as well as oxides of metals such as copper, lead, zinc in the form of fume and dusts.
Carcinogenic (cancer causing) sub-stances – are substances which are known to cause malignant tumors. Therisk of cancer generally depends on anumber of factors, e.g. genetic predis-position, environmental pollution. There is no automatic effect, but the risk of cancer increases with the dose.
The latent period (interval between firstcontact and manifestation of the disease)may last for years or decades.
For these substances there is no knownthreshold value below which the hazarddoes no longer exist. In many cases thesesubstances have an additional toxic effect.
Carcinogenic substances are listed inTRGS 905 and Directive 67/548/EEC and classified into categories 1, 2 or 3 according to Annex 1 GefStoffV.
The Deutsche Forschungsgemeinschaft(DFG; German Research Association),classifies carcinogenic substances as follows:
Category 1 Substances which are known to be carcinogenic for human beings(sufficient evidence).
Category 2Substances which should be regarded as being carcinogenic for human beings(well founded presumption).
Category 3Substances which give cause for concerndue to evident or possible inducing effects, which can, however, not be finally

12
judged due to insufficient information.The classification is preliminary.
A) Substances, for which the precondi-tions classifying them into categories 4or 5 are given, for which there is, however, no sufficient information for the deduction of a MAK (maximumworkplace concentration) or BAT (bio-logical exposure tolerance) value.
B) There are indications for a car-cinogenic effect from in-vitro or animal experiments, which are, how-ever, not sufficient for a classifica-tion into another category.
If other investigations show that thesubstance or its metabolites have no genotoxic effects, a MAK or BATvalue can be laid down.
Occurrence Effects
gaseous particulate lungtoxic
carcino-inhalable respirable stressing genic
nitrogen oxides X
ozone X X1)
carbon monoxide X
phosgene X
hydrogen cyanide X
formaldehyde X1)
aluminium oxide X
iron oxide X
magnesium oxide X
barium compounds X
lead oxide X1)
fluorides X
copper oxide X
manganese oxide X
molybdenum oxide X
vanadium pentoxide X
zinc oxide X
chromium(VI) compounds X
nickel oxide X
cobalt oxide X1)
cadmium oxide X
beryllium oxide X1) suspected to have a carcinogenic effect
Figure 1-5: Classification of hazardous substances according to their occurrence and effects

13
Category 4Substances with carcinogenic effect,where a non-genotoxic mechanism of action is predominant and where genoto-xic effects play no or only a subordinaterole in the observance of the MAK or BAT value. Under these conditions no important contribution to the cancer riskfor man has to be anticipated.
Category 5Substances with carcinogenic and genotoxic effect, the effectiveness ofwhich is, however, considered to be so low that no important contribution to the cancer risk for man has to be anticipated, provided the MAK and BATvalue is observed.
For welding and allied processes, thesubstances to be considered among
those listed in table 1-5 are especiallynickel oxides, certain hexavalent chro-mium compounds, cadmium and its compounds, cobalt and its compounds and beryllium and its compounds.
1.3 Generation
Hazardous substances generated duringwelding and allied processes arise from:
● filler materials,
● parent materials,
● shielding gases,
● coatings,
● contamination and
● ambient air
at high temperature (of the arc or flame)by physical and/or chemical processes(figure 1-6) such as
Figure 1-6:Generation of hazardous substances(examples)
Evaporation metalsFe, Cu, Mn, Ni, …
Condensation metals
Oxidation metals + O2 = oxides FeO, Fe2O3, CuO, …N2 + O2 2NONO + 1⁄2O2 NO2
Decomposition CO2 CO + 1/2O2
Pyrolysis organic componentsCxHy Cx1Hy1
COCH2O
Combustion organic components + O2
CxHyO2 CO + H2O
CO2 + H2O
}

14
● evaporation,● condensation,● oxidation,● decomposition,● pyrolysis and● combustion.
The type and amount of the hazardoussubstances generated depend on thematerial and the process. The chemicalcomposition of the materials used has a direct influence on the chemical com-position of the particulate hazardous substances. The processes used affectthe generation of gaseous hazardoussubstances.
1.3.1 Gaseous hazardous substances
Carbon monoxide (CO) is generated incritical concentrations during metal activegas welding with carbon dioxide (MAGC)or during metal active gas welding withmixed gases (with a high concentration of carbon dioxide) by thermal decomposi-tion of carbon dioxide (CO2).
Furthermore, carbon monoxide is gene-rated during any form of combustion withan inadequate oxygen supply.
Nitrogen oxides (NOx = NO, NO2) aregenerated by the oxidation of the atmos-pheric nitrogen (from the oxygen [O2] andnitrogen [N2] in the air) at the edge of theflame or the arc. Nitrogen monoxide isgenerated at temperatures exceeding1000 °C. Nitrogen monoxide oxidises tonitrogen dioxide in the air at room tem-perature.
N2 + O2T > 1000 °C 2 NO
2 NO + O2TRoom 2 NO2
In oxy-fuel processes (gas welding, flame heating, flame straightening, flamecutting, flame spraying), in plasma cutting with compressed air or nitrogen,and in laser beam cutting with com-pressed air or nitrogen, the predominanthazardous substances (key components)are nitrogen oxides (primarily nitrogen dioxide).
Ozone (O3) is generated by ultraviolet radiation from the oxygen in the air, especially during inert gas shielded welding of materials reflecting radiationstrongly, such as aluminium and alu-minium silicon alloys. The presence ofother gases, fume or dust in the airaccelerates the decomposition of ozoneinto oxygen.
O2UV radiation 2 O
O + O2 O3
O3gas and particles. O2 + O
This explains why the ozone concen-tration is particularly high in processeswith low fume generation.
Phosgene (COCI2) is generated in addition to hydrogen chloride (HCI) duringheating or by UV-radiation of degreasingagents containing chlorinated hydro-carbons.
Gases from coating materials are generated during welding of work-

15
pieces with shop primers (surface coat-ings preventing corrosion) or with othercoatings (paints, lacquers). Depending on the chemical composition of the coat-ings, not only metal oxides are generat-ed, which are particulate, but also gases, e.g. carbon monoxide (CO), formal-dehyde (HCHO), toluylene diisocyanate, hydrogen cyanide (HCN), hydrogen chloride (HCI).
1.3.2 Particulate hazardous substances
Iron oxides (FeO, Fe2O3, Fe3O4) are generated from filler and parent materialduring welding and cutting of steels.
Aluminium oxide (AI2O3) is generatedfrom filler and parent material during welding and cutting of aluminium basematerials.
Manganese oxides (MnO2, Mn2O3,Mn3O4, MnO) are generated by any arc process using manganese containing fillers. The concentration of manganese in the welding filler has a direct influenceon the concentration of manganese oxide in the welding fume and alwaysleads to enrichment in the welding fume. Analyses during hardfacing withcore wires having high manganese content revealed emission levels of up to 40 % manganese oxides in the welding fume.
Fluorides (CaF2, KF, NaF, other) are ge-nerated from the covering of stick electro-
des or from the filling of flux-cored wireswhen using lime-type coatings or fluxescontaining fluorides.
In manual metal arc welding with basic covered unalloyed and low-alloy electrodes, for example, the concen-tration of fluorides in the welding fume reaches values between 10 % and 20 %.
Barium compounds (BaCO3, BaF2) aregenerated during welding with filler mate-rials containing barium from the coatingof covered electrodes or from the filling of the flux-cored wires, e.g.:
● electrodes for welding of cast iron and copper alloys,
● high and medium-alloy flux-cored wireelectrodes or covered electrodes.
Thus, for example, during welding of cast iron and copper alloys with coveredelectrodes, the barium content in weld-ing fume reached 40 %.
Potassium oxide, sodium oxide, titanium dioxide (K2O, Na2O, TiO2) aregenerated from the coating when coveredelectrodes are used. Titanium dioxidemay also occur in the fume of rutile-acidelectrodes.
Chromium(VI) compounds(chromates = Na2CrO4, K2CrO4, ZnCrO4, etc)(chromium trioxide = CrO3)
Hexavalent chromium compounds aregenerated in critical concentrations when using high-alloy covered electrodes

16
for manual metal arc welding and alsowhen welding with high-alloy flux-coredwires containing chromium.
Chromium(VI) compounds may also occur in repair welding of materials coated with shop primers containing zincchromates, which were common in thepast.
Nickel oxides (NiO, NiO2, Ni2O3) aremainly generated by:
● welding with pure nickel and nickel-base alloys (from the filler material)
● plasma cutting of high-alloy steel containing nickel (from the parent material)
● thermal spraying with nickel-basespraying materials (from the spraying material).
Cadmium oxide (CdO) is generated:
● from the filler material when brazingwith brazing alloys containing cadmium,
● during welding and cutting of cadmiumcoated material.
Beryllium oxide is generated from theparent material used in cutting of materialcontaining beryllium.
Cobalt oxide (CoO) is generated from the:
● filler material used in weld surfacingwith alloys containing cobalt,
● spraying material in thermal spraying with cobalt-containing alloys,
● parent material in cutting of steel containing cobalt as an alloying element.
Thorium dioxide (ThO2) is generatedfrom the thoriated tungsten electrodemainly during TIG welding of aluminiummaterial.
Other metals in the oxide form
Lead oxide, copper oxide, zinc oxide, tin oxide, vanadium pentoxide aregenerated during processing and manu-facturing welding operations (e.g. frommetallic coatings during repair welding,from the spraying material during thermal spraying, from the flux/filler material during soldering and brazing)using materials containing the above metals.
Fumes from coating materials
A great number of hazardous substancesconsisting of organic components are generated by welding and cutting pro-cesses from metallic materials having organic base coatings (e.g. paints, lacquers, primers).
1.3.3 Hazardous substances from organic based coating materials
Studies using pyrolysis of organic coatings used in shipbuilding, which are partly still applied today, revealed the decomposition products as shown in figures 1-7 a and 1-7 b (on pages 17 and 18):

17
Key components1) for different coating materials
Intermediate coat (binder base) Finishing coat2)
Shop primer3) Primer4)(binder base)
epoxy ethylPVB
epoxy chlorinated alkyd chlorinated alkydresin silicate resin rubber resin rubber resin
aliphatic aldehydes5) L2 L3 L4 L3 L4
aliphatic alcohols L4 L2 L3 L4(C2 - C4) 6)
aliphatic L2 L2carboxylic acids
alkyle benzenes L3 L3 L4 L4(C7- C8) 7)
hydrogen chloride (HCI) L1 L1
carbon monoxide (CO) L2 L1 L1 L2 L2 L3 L2 L3
phenols L1 L1(incl. bisphenol A)
phthalic anhydride L1 L1
fine dust L L L L L L L L(respir. fraction)
1) L: general key component. L1, L2, L3, L4: first, second, third, fourth key component.2) Top coat is also called „finishing paint“.3) The intermediate coat which the manufacturer often applies on semi-finished products (tools, profiles) is called
shop primer.4) The intermediate coat which is applied on finished products by the process operator is called primer.5) e.g. butyric aldehyde.6) e.g. butanol7) e.g. toluene, xylene
Note! From experience it is known that with increasing temperature, the spectrum of decomposition products moves towards low-molecular materials, e.g.:aliphatic aldehydes acrolein, formaldehydealiphatic alcohols ethanol, methanolaliphatic carboxylic acids acetic acid, formic acid.
Figure 1-7 a: Recommendations for key components related to decomposition products of organic based coating materials during pyrolysis (t = 350 °C)
Decompositionproducts
(Hazardoussubstances)

18
Coating EpoxyPoly- Epoxy
Epoxy Urethane Epoxy Alkyd
Vinyl/(binder base) tar
urethane tarresin alkyd tar resin
epoxyamide
tar amine resinresin
addition hardened (tar con-Decomposition hardened taining)products(Hazardous substances) Detected substances Key components
Acenaphthene X
Acetaldehyde X
Benzaldehyde X
Benzene X X X X X X X X
Biphenyl X
Bisphenol-A X X X X
Butene X
4-tert. Butylphenol X
Dibenzofuran X
Dihydrobenzopyrane or isomers X
Diisocyanatetoluene X
Fluorene X
Cresols X
Methyl-methacrylate X
�-Methylstyrene (Isopropenylbenzene) X X X
Dimers of �-Methylstyrene X
Methylnaphthaline X
Naphthaline X
4-core poly aromatic X Xhydrocarbons (PAH)
5-core poly aromatic X Xhydrocarbons (PAH)
Phenanthrene / Anthracene X X
Phenol X X X X
Pyrene X X
Styrene X X X X X X X
Toluene X X X X X X X X
Xylene X X
Figure 1-7 b: Decomposition products from organic based coating materials during pyrolysis (t = 800 °C)

19
Figure 1-8: Influencing factors
1.4 Influencing factors
Apart from the processes and materials used, the amount and kind of hazardous substances are also influenced by surface coatings and contaminations as well as by the follow-ing factors:
Current, voltage
For identical processes and materials,higher welding currents and welding voltages lead to higher emissionrates of hazardous substances.
Type of current
Higher emission rates are observed with a.c. than with d.c.
parent metalfiller material
surface condition process parameters
construction procedure
wirecovering/fillerpowdersolder/flux
contaminationscoatings
metalnonmetal/metalnonmetal
hazardoussubstances
process
consumableshielding gasesfluxing compound
gasesfumesdusts
Diameter of the electrode
Emission of hazardous substances increases with the electrode diameter.
Type of coating
Rutile coated electrodes have the lowest emission rates of hazardous substances while cellulose covered electrodes have the highest.
Inclination angle of the electrode
At flat angles of inclination of the electrode, emission rates are lower thanat steep inclination angles.
Type of welding
Overlaying produces higher emission ratesof hazardous substances than joint welding.

20
1.5 New Hazardous Substances Ordinance
With coming into force of the HazardousSubstances Ordinance (GefStoffV) on01.01.2005 in the version of 23.12.2004,companies had to face modifications in comparison to the ordinance valid untilthen.
The most important modifications withimpact on welding and allied processesinclude:
● Occupational exposure limit values(Arbeitsplatzgrenzwerte, AGW),which, in their new meaning are conceived such that when observed noacute or chronic detrimental effectshave to be expected.
● Biological limit values (BiologischeGrenzwerte, BGW), which are based on toxicological and occupa-tional medical findings and specify the concentrations in the biological material, at which the health of the employees is normally not affect-ed. According to this definition, the previous MAK values correspond to the AGW, the previous BAT values correspond to the BGW.
● Technically based values like the TRK are not envisaged, the previousTRK are no longer valid.
● Hazard evaluation – which should be considered as the essence of the ordinance.
● Concept of protection classes –which is in close relation to the hazardevaluation and classifies the protec-tive measures in to four classes representing the severity of the hazard (for welding and allied processes see as well BG Rule „Schweißrauche“ (Welding fume) [BGR 220]).
● Preventive occupational medical examinationsThey have to be initiated for weldingand cutting of metals, when the welding fume concentration exceeds 3 mg/m3; they shall, however, also be offered, when this concentration is not exceeded.
1.6 Mandatory limit values(according to TRGS …)
TRGS 900 „Arbeitsplatzgrenzwerte“ (Occupational exposure limit values) contains limit values (AGW) for the timeweighted average concentration of substances in air at the workplace with reference to a given period of time.
The AGW determines the concentrationof a substance that is not expected to induce acute or chronic detrimentalhealth effects (§ 3 para 6 GefStoffV). They are established by the Ausschussfür Gefahrstoffe (Committee for Hazar-dous Substances (AGS)).
In order to limit the exposure of weldersto hazardous substances at the work-

21
place, i.e. to minimise the effects of these substances on the human body,substance-specific limit values have been established. These limit values areperiodically checked on the basis of technical conditions at the workplace and analytical and occupational medicalfindings.
1.6.1 Occupational exposure limit value (AGW) in accordancewith TRGS 900
Occupational exposure limit values in their new meaning are conceived such that acute or chronic effects have not to be expected when they are observed,
The TRGS 900 „Arbeitsplatzgrenzwerte“contains occupational exposure limit values on the basis of medical findingsfor numerous substances.
General dust limit value
The general dust limit value distinguishesbetween:
● the limit value for the respirable fraction(A-Fr) of 3 mg/m3
and
● the limit value for the inhalable fraction(E-Fr) of 10 mg/m3.
If the general dust limit value is observ-ed, impairment to health is unlikely, if pertinent tests ensure that no mutagenic,
carcinogenic, fibrogenic or allergenic effects of the dust are to be expected.
The general dust limit value also applies to
● aluminium oxide (except for fume),
● iron oxides,
● magnesium oxide (except for fume)
and
● titanium dioxide.
The general dust limit value is specifiedas a TWA value and shall be applied to hardly soluble or insoluble dusts which cannot be regulated otherwise. The limit value is considered as generalupper limit, in addition, the substancespecific air limit values shall, however, be complied with as well.
The limit value does not apply to soluble dusts, ultrafine and coarsely dispersed particle fractions.
For dusts with ultrafine particle fractionsand for welding activities, the generaldust limit is the upper limit; ultrafine particles shall be specifically consideredfollowing availability of relevant assess-ment criteria (limit values).
If a dust concentration of 3 mg/m3 (A-Fr)cannot be observed at workplaces, pre-ventive occupational medical examinati-ons shall be provided for the employees.
Impairment of the function of respira-tory organs by the above dust and

22
fume is the result of long-term effects and mainly depends on the dose of dust, which is determined by the mean fine dust concentration acting over a longer period.
The values shall prevent impairment ofthe function of the respiratory organs dueto a general dust effect.
1.6.2 Biological limit value (Biologischer Grenzwert, BGW)in accordance with TRGS 903
Biological limit values (BGW) are derived from toxicological and occupa-tional medical findings and specify theconcentration in the biological material at which the health of the employees is normally not impaired.
BGW is the limit value for the concen-tration of a substance, its metabolite(transformation product within the body)or a stress indicator in the correspond-ing biological material on a toxicologicaland occupational medical basis at which the health of an employee is notimpaired.
1.7 Limit values of the GermanResearch Association(Deutsche Forschungs-gemeinschaft, DFG)
1.7.1 Maximum workplace concentration (MAK)
These values are established by the SenateCommission of the DFG and annually published in the MAK list of the SenateCommission. A great number of these values are integrated into the TRGS 900„Occupational Exposure Limit Values“ after discussions in the Committee for Hazardous Substances (AGS).
MAK is the concentration of a sub-stance in the air at the workplace atwhich the health of the employees is generally not affected. Scientific criteria of health and safety rather than technical and economical possibilities of realisation in practice are taken as basis.
As a general rule, MAK only applies toindividual substances (pure substances)and is a long-term value, namely a time-weighted average concentration, normallyfor a daily eight-hours exposure and anaverage of 40 hours of work a week (infour-shift companies 42 hours a week forfour successive weeks).
Due to the fact that the concentration of different substances at the workplacemay vary, short-term values are estab-lished in order to be able to evaluate short-term exceeding of the time-weighted

23
average concentration (exposure peaks).They are limited with respect to dose, duration, frequency and time intervals.
Limit values for substance mixtures shall be determined in accordance with TRGS 403 „Bewertung von Stoff-gemischen in der Luft am Arbeitsplatz“ (Evaluation of substance mixtures in the air at the workplace).
During welding and allied processes, hazardous substances always occur inthe form of mixtures. Therefore, the determination of the limit values is verycomplex. In practice, process- or material-specific key components aretherefore often used.
1.7.2 Biological tolerance value for working substances (Biologischer Arbeitsstoff-toleranzwert [BAT value])
The BAT value is the concentration of asubstance or its metabolites in the bodyor the resulting deviation of a biologicalindicator from the norm at which thehealth of the employee is generally notimpaired. BAT values are listed in TRGS903. The BAT values for some hazardoussubstances in welding are listed in figure1-9. BAT values are intended to be maximum values for a healthy individual.The values are specified on the basis of medically and toxicologically founded criteria of health protection. As a rule,
Figure 1-9: Biological limit values (BGW)/biological tolerance values for working substances(BAT) for some hazardous substances in welding and allied processes
Hazardous substance Parameter BGW/BAT-valueTest- Sampling
material time
1 Gaseous
Carbon monoxide (CO) CO-Hb 5 % blood (B) b
2 Particulate
Aluminium Aluminium 200 µg/l urine (H) b
Manganese and itsManganese 20 µg/l blood (B) c, bcompounds
Fluorides Fluoride 7,0 mg/g creatinine urine (H) b(inorganic fluorine compounds) 4,0 mg/g creatinine urine (H) d
Lead Lead400 µg/l1)
blood (B) a300 µg/l2)
a = no limit d = before next shiftb = end of exposure or end of shift 1) fabrication and repair of leaded containers and pipesc = for long-term exposure following several preceding shifts 2) women < 45 years

24
BAT values apply to an exposure to single substances.
BAT values can be defined as concen-trations, formation or excretion rates(amount/unit of time), generally in theblood and/or urine. Like MAK values, they are normally related to an expo-sure to a substance of a maximum of 8 hours per day and 40 hours per week.
BAT values are intended to protect health at the workplace, especially with-in the scope of special preventive medical examinations. They serve as a basis for the assessment of whether the amounts of substances taken in by the organism are critical or non-critical.
Monitoring may be carried out by a periodic quantitative determination of a substance in biological material or a biological parameter. The measurementstrategy should take into account the exposure conditions at the workplace.Observation of the BAT values does not imply that monitoring the concen-tration of hazardous substances in the air can be neglected.
1.7.3 Biological guideline values (Biologische Leitwerte, BLW)
The BLW is the quantity of a working substance or working substance meta-bolite or the deviation it initiates of a
biological indicator from its standard forhuman beings, which shall be taken as a lead for the protective measure to betaken. Biological guideline values are only given for hazardous substances forwhich no biological tolerance values (BAT values) on the basis of toxicologicaland occupational medical findings canbe established (i.e. for carcinogenic or cancer suspicious substances of cate-gories 1 to 3 and for non-carcinogenicsubstances, for which no sufficient toxicological data are available).
For the BLW, generally an exposure toworking substances of 8 hours a day and40 hours a week at maximum over theworking life is taken as basis.
Even if the biological guideline value is observed, the risk of an impairment ofhealth cannot be excluded.
The technical conditions and the tech-nical, hygienic and organisational pro-tective measures shall be so improvedthat concentrations are reached whichare as far below the biological guidelinevalue as possible.
Due to the frame conditions at the work-place it is not necessarily correct to derive the substance concentration in the air at the workplace from the bio-logical value specific for a substance andvice versa in the actual case.
Important influencing factors are physically heavy work, work in constrain-ed posture and temperature at the workplace.

Figure 1-10: Exposure equivalents for carcinogenic working substances (EKA) for some hazardous substances in welding and allied processes
25
1.7.4 Exposure equivalents for carcino-genic working substances (Expo-sitionsäquivalente für krebs-erzeugende Arbeitsstoffe [EKA])
For some carcinogenic substances - suchas alkali chromates, cobalt, nickel and
Nickel(Nickel metal, -oxide, -carbonate, -sulphide,-sulphide ores)
Sampling time: Sampling time:
Airfor long-term exposure End of exposure or end of
CrO3 (mg/m3)after several shiftpreceding shifts
Alkali chromates Erythrocytes1) Urine2)Cr(VI) Chromium (µg/l whole blood) Chromium (µg/l)
0,03 9 120,05 17 200,08 25 300,10 35 40
Air Sampling time: no limit
Cobalt (mg/m3) Whole blood (µg/l) Urine/Cobalt (µg/l)Cobalt and its
0,05 2,5 30compounds0,10 5 600,50 25 300
AirSampling time: End of exposure or end of shift
Urine PlasmaHydrazine (mg/m3) µg Hydrazine/g Creatinine Hydrazine (µg/l)
Hydrazine 0,013 35 270,026 70 550,065 200 1600,104 300 2700,130 380 340
AirSampling time: after several preceding shifts
UrineNickel (mg/m3) Nickel (µg/l)
0,10 150,30 300,50 45
nickel compounds - correlations can beestablished between the concentration ofhazardous substances in the air and in the biological material (blood or urine).
These correlations are called exposureequivalents (figure 1-10).
1) not applicable to welding fume exposure 2) also applicable to welding fume exposure

26
1.8 Limit values of the European Union
EU values are limits set by the EuropeanUnion (obligatory limit and indicative values) for occupational exposure. In analogy to the AGW, MAK or old TRKvalues, these values are time-weightedaverage concentrations for an 8 hours exposure.
In figures 1-11 a and 1-11 b and 1-12 aand 1-12 b on pages 27 - 30, the hazardous substances in welding and allied processes, their limit values and classifications are given in tabular form.
1.9 Limit values according to the radiation protection ordinance (Strahlenschutzverord-nung, StrlSchV)
The StrlSchV of 1 August 2001 specifiesnew limit values for the handling of radioactive substances
The following dose limit values apply:
● 6 mSv for persons not occupationallyexposed to radiation during „work activities“,
● 20 mSv for persons occupationally exposed to radiation,
● 400 mSv for the total occupationrelated dose,
● 6 mSv for persons under the age of 18.
Technical guidance concentration(TRK)
The TRK values were deleted from TRGS 900 in accordance with the new GefStoffV. As in practice the old definition of the TRK still is of some relevance,it is described at this point.
According to the old GefStoffV, TRK was the concentration of a substance in air at the workplace, which could be attained by the state of the art. Generally,TRK are time-weighted average concen-trations for a daily 8 hour exposure and an average work schedule of 40 hours aweek. The limitation of the upper devia-tions from the mean value was as well determined by short-term values. TRKwere only established for substances, for which no toxicologically and occu-pational medically founded MAK could be established. TRK were also given forcarcinogenic substances; when observingthem at the workplace the risk of damageto health was reduced but not completelyexcluded.

27
Figure 1-11a: Hazardous substances in welding and allied processes, limit values, classification, status January 2003
1 Gaseous hazardous substancesI II III IV V
Classi- Air limit value Value G- Relev.Hazardous substance fication Peak-limit/ Short-time Short-time in biol. Prin- Regul./
K mg/m3 ml/m3 Type (origin) Categ. value level value durat.1) mat. ciples Literature
1.1 ToxicCarbon monoxide (CO) 35 30 MAK (DFG) 2 2 · MAK 15 min, MiW BAT 7Carbon dioxide (CO2) 9100 5000 MAK (DFG, EU) 4 4 · MAK 15 min, MiWPhosgene (Carbonyl chloride) (COCl2) 0,082 0,02 MAK (DFG) = 1 = Z/H 1/298Nitrogen monoxide (NO) 30 25 MAK (EU)Nitrogen dioxide (NO2) 9,5 5 MAK (DFG) = 1 = MAK ZH 1/214
1.2 CarcinogenicTRGS
Formaldehyde (HCHO) 3 0,62 0,5 TRK (AGS) = 1 = TRK 513, 607 ZH 1/296
Ozone (O3) 3 0,2 0,1 MAK (DFG) = 1 = MAK
1) The duration of increased exposure shall not exceed a total of one hour within a shift
Figure 1-11b: Hazardous substances in welding and allied processes, limit values, classification, status January 2003
2 Particulate hazardous substancesI II III IV V
Classi- Air limit value Value G- Relev.Hazardous substance fication Peak-limit/ Short-time Short-time in biol. Prin- Regul./
K mg/m3 ml/m3 Type (origin) Categ. value level value durat.1) mat. ciples Literature
2.1 Lung-stressing2)
Aluminium oxide 3 A/6 A 2) MAK (DFG) 4 4 · MAK 15 min, MiW BATIron oxides 3 A/6 A 2) MAK (DFG) 4 4 · MAK 15 min, MiWMagnesium oxide 3 A/6 A 2) MAK (DFG) 4 4 · MAK 15 min, MiWMolybdenum compounds, insoluble(calculated as Mo) 15 E 2) MAK (DFG) 4 4 · MAK 15 min, MiWTitanium dioxide 3 A/6 A 2) MAK (DFG) 4 4 · MAK 15 min, MiW
2.2 ToxicBarium compounds, soluble 0,5 E MAK (DFG, EU) 4 4 · MAK 15 min, MiWLead oxide 0,1 E MAK (DFG) 4 4 · MAK 15 min, MiW BATCalcium oxide 5 E MAK (DFG) = 1 = MAK 15 min, MiWFluorides (calculated as fluorine) 2,5 E MAK (DFG) 4 4 · MAK 15 min, MiW BAT ZH 1/161Copper oxide 0,1 A MAK (DFG) 4 4 · MAK 15 min, MiWManganese oxides 0,5 E MAK (DFG) 4 4 · MAK 15 min, MiWMolybdenum compounds, soluble(calculated as Mo) 5 E MAK (DFG) 4 4 · MAK 15 min, MiW1) The duration of increased exposure shall not exceed a total of one hour within a shift2) see clause 1.5 Limit values, general dust limit value, BGI 593

28
Figure 1-11 b continued: Hazardous substances in welding and allied processes, limit values, classification, status January 2003
2 Particulate hazardous substancesI II III IV V
Classi- Air limit value Value G- Relev.Hazardous substance fication Peak-limit/ Short-time Short-time in biol. Prin- Regul./
K mg/m3 ml/m3 Type (origin) Categ. value level value durat.1) mat. ciples Literature
2.2 Toxic (continuation)Silver compounds 0,01 E MAK (EU)Vanadium pentoxide 0,05 A MAK (DFG) 4 4 · MAK 15 min, MiWZinc oxide 5 A MAK (DFG) 4 4 · MAK 15 min, MiWTin compounds, inorganic 2 E MAK (DFG, EU) 4 4 · MAK 15 min, MiW
2.3 CarcinogenicBeryllium oxide 2 0,002 E TRK (AGS) 4 4 · TRK 15 min, MiW 40Cadmium oxide 2 0,03 E 2) TRK (AGS) 4 4 · TRK 15 min, MiW 32 ZH 1/136
0,015 E 3) Bundes-arbeitsblatt(1991),Nr. 9, S. 76
Chromium(VI) compounds, including TRGS 602,lead chromate (in the form of 613, ZH 1/88dusts/aerosols excluding those 2 4) 0,1 E 5) TRK (AGS) 4 4 · TRK 15 min, MiW EKA 7) 15 BIA-Arbeits-practically insoluble in water, such 0,05 E 6) mittel as barium chromate) KZ 1010Cobalt oxide 3 8) 0,1 E TRK (AGS) 4 4 · TRK 15 min, MiW EKA 40Nickel oxide 1 0,5 E TRK (AGS) 4 4 · TRK 15 min, MiW EKA 38
5) for manual metal arc welding with covered electrodes6) for all other processes7) for alkali chromates8) classification according to lists B and C (see explanations to column „classification“)
1) The duration of increased exposure shall not exceed a total of 1 hour per shift
2) for welding of cadmium containing alloys3) for all other processes4) Lead chromate: classification = 3 chromium trioxide: classification = 1
zinc chromate: classification = 1 zinc potassium chromate: classification = 1strontium chromate: classification = 2
C Key to assignment in column „Type (origin)“Comparison of classifications of carcinogenic substances DFG - TRGS 900
DFG TRGS900
III K Certain special substance groups (carcinogens), listed in Notice 28 of the Senate Commission in paragraph III „Carcinogenic working substances“ and/or in Directive 90/394/EWG „Cancer Directive“ (Article 2, letter C).
III A1 1 Working substances clearly identified as carcinogenic, which are known to becapable of causing malignant tumors in human beings.
III A2 2 Working substances clearly identified as carcinogenic, which up to now, according to the Commission, have only proved to be carcinogenic in animal experiments under conditions comparable to a possible human exposure at the workplace or from which comparability can be derived.
III B 3 Substances with well-founded suspicion of being potentially carcinogenic.
D Key to column „Value in biological material“BAT Biological tolerance values for working substancesEKA Exposure equivalents for carcinogenic working substances
Key to symbols:
A Key to column „Air limit values“ (see TRGS 900)A Respirable fraction (former fine dust)E Inhalable fraction (former total dust)MAK Maximum occupational exposure concentrationTRK Technical guidance (reference) concentration(AGS) Ausschuß für Gefahrstoffe (Committee for hazardous substances)(DFG) Senatskommission der Deutschen Forschungsgemeinschaft
(Senate Commision of the German Research Council)(EU) Commission of the European UnionMiW Mean value
B Key to column „Classification“ (see TRGS 905)K Classification as carcinogenic (see lists A, B and C)
Category 1, 2 or 3 according to Annex I GefStoffV.List A: Here, all substances classified by the European Union (EU) and all substances
listed in §§ 15a and 35 of the GefStoffV are given.List B: The substances given here have not yet been classified by the EUList C: Here, all substances are given, the national evaluation by the AGS of which differs
from the EU classification. A modification of the legal classification by the EU is aspired for these substances

29
Figure 1-12 a: Hazardous substances in welding and allied processes, limit values, classification, status January 2006 in accordance with the new GefStoffV
1 Gaseous hazardous substancesI II III IV V
Classi- Air limit value Value G- Relev.Hazardous substance fication Peak-limit/ Short-time Short-time in biol. Prin- Regul./
K mg/m3 ml/m3 Type (origin) Categ. value level value durat.1) mat. ciples Literature
1.1 ToxicCarbon monoxide (CO) 35 30 MAK (DFG) 1 (II) 1 · MAK 15 min, MiW BAT 7Carbon dioxide (CO2) 9100 5000 MAK (DFG, EU) 2 (II) 2 · MAK 15 min, MiWPhosgene (Carbonyl chloride) (COCl2) 0,082 0,02 MAK (DFG) 2 (I) BGI 615Nitrogen monoxide (NO)2)
Nitrogen dioxide (NO2)3)
1.2 CarcinogenicTRGS 513,Formaldehyde (CH2O)4) 4 (DFG) 607, BGI 614
Ozone (O3) 3 (AGS)1) The duration of increased exposure shall not exceed a total of one hour within a shift2) Revision by UA III of AGS envisaged; DFG 2004: EU: 30 mg/m3; (RL 322); SCOEL: 0,25 mg/m3
3) Revision by UA III of AGS envisaged; DFG 2004; C3B without MAK value4) Revision by UA III of AGS envisaged; DFG 2000: 0,3 ppm
Figure 1-12 b: Hazardous substances in welding and allied processes, limit values, classification,status January 2006 - in accordance with the new GefStoffV
2 Particulate harzardous substancesI II III IV V
Classi- Air limit value Value G- Relev.Hazardous substance fication Peak-limit/ Short-time Short-time in biol. Prin- Regul./
K mg/m3 ml/m3 Type (origin) Categ. value level value durat.1) mat. ciples Literature
2.1 Lung-stressing2)
Aluminium oxide 3 A/10 E2) AGW (AGS) 2 (II) 2 AGW 15 min, MiW BATIron oxides 3 A/10 E2) AGW (AGS) 2 (II) 2 AGW 15 min, MiWMagnesium oxide 3 A/10 E2) AGW (AGS) 2 (II) 2 AGW 15 min, MiWTitanium dioxide 3 A/10 E2) AGW (AGS) 2 (II) 2 AGW 15 min, MiW
2.2 ToxicBarium compounds, soluble 0,5 E4) MAK (DFG, EU) II (2) 2 MAK 15 min, MiWFluorides (calculated as fluorine) 2,5 E AGW (AGS) 2 (II) 2 AGW 15 min, MiW BAT ZH 1/161Copper oxide 0,1 A MAK (DFG) II (2) 2 MAK 15 min, MiWManganese oxide 0,5 E AGW (DFG)Silver compounds, inorganic 0,01 E AGW (DFG, EU) 2 (I) 2 AGWZinc oxide3) 1 A MAK (DFG) I (1) MAK
3) zinc containing fume, calculated as zinc oxide, revision of the old value of 2 A mg/m3 until 30.04.2007, for processes with working temperature > 850 °C, like flame soldering and brazing, flame spraying, soldering, welding and cutting processes
4) under revision
1) The duration of increased exposure shall not exceed a total of one hour within a shift
2) see clause 1.5 Limit values, general dust limit value, BGI 593

30
Figure 1-12 b continued: Status January 2006
2 Partikculate hazardous substancesI II III IV V
Classi- Air limit value Value G- Relev.Hazardous substance fication Peak-limit/ Short-time Short-time in biol. Prin- Regul./
K mg/m3 ml/m3 Type (origin) Categ. value level value durat.1) mat. ciples Literature
2.3 CarcinogenicBeryllium oxide 1 (DFG) 40
2 (EG) 3)
Lead oxide 3B (DFG)
Cadmium oxide 1 (DFG) 32 ZH 1/1362 (AGS, Bundes-
EG) 3) arbeitsblatt(1991),Nr. 9, S. 76
Chromium(VI) compounds; TRGS 602,inhalable fraction, 613, ZH 1/88excluding those practically 2 1) (EG) 3) EKA 2) 15 BIA-Arbeits-insoluble in water, such as mittel, barium chromate, lead chromate) KZ 1010
Cobalt oxide 2 (DFG) EKA 403 (EG) 3)
Nickel oxide 1 (EG) 3) EKA 481) lead chromate: classification = 3B chromium trioxide: classification = 1 2) for alkali chromates
zinc chromate: classification = 1 zinc potassium chromate: classification = 1 3) according to EC Directive 67/548/EECstrontium chromate: classification = 2
1.10 Test methods
Reliable evidence of the risk which thewelder encounters at the workplacethrough hazardous substances can beobtained from application of different test methods, primarily:● laboratory emission measurements,● workplace immission measurements –
measurements of concentrations,● analyses of biological material,● epidemiological studies.
Laboratory emission measurementsdetermine the amount per unit time(mg/s) and the chemical composition ofemitted hazardous substances for several
processes and materials using the fumebox method.
Thus, basic data are obtained for comparison of different processes and materials and for the evaluation of the hazard to the welder (see clause 4). Emission measurements also provide a basis for calculating ventilation systemsand for other necessary protective measures.
As an additional example for the resultsof emission measurements, see also figure 3-1 „Analysis of welding fumegenerated by manual metal arc weldingwith covered electrodes, according toDIN 1913“.

31
Workplace exposure measurementsare intended to show the real external exposure of the welder. Sampling takesplace in the welder’s breathing zone. Details on the quantitative and qualitativeevaluation of the sample are described
in clause 5.1 (Measuring methods for gaseous substances) and in clause 5.2(Measuring methods for particulate sub-stances). The measured concentrations(mg/m3) are compared with the relevant limit values and determine the protective
Figure 1-13: Results of emission measurements (examples)
Example 2: Emmissions during different welding processes from unalloyed and low-alloy steel
Welding process Emission rate (mg/s)
Manual metal arc welding with covered electrodes (MMA) 4,7 – 18
with solid wire 2,7 – 12
MAG with flux cored wire and shielding gas 6,7 – 54
with selfshielded flux-cored wire up to 97
Example 1: Emissions during different welding processes from high-alloy chromium-nickel steel
Emission rate (mg/s)Welding process Welding Total Chromium(VI)-
Nickel oxide Manganese oxidefume chromium compounds
MMA1) 2-16 0,04-1,3 0,01-1,2 0,03-0,5 0,04-1,1
MAG2) 1,5-8 0,1-1,3 0-0,05 0,05-0,6 0,1-1,2
Laser beam welding 1,3-2,0 0,16-0,26 0,003-0,007 0,05-0,08 0,09-0,161) MMA = manual metal arc welding with covered electrodes 2) MAG = metal active gas welding
Example 3: Emissions during MIG welding with different high nickel filler materials and different shielding gases
Emission rate in (mg/s)Filler material Shielding gases Welding Nickel Total Molyb- Copper Titanium
fume chromium denum
SG-NiTi4 Cronigon® He30S 2,82 1,94 — — — 0,03
SG-NiCr23Mo16 Cronigon® He30S 2,23 0,98 0,26 0,19 — —
SG-CuNi30Fe Cronigon® He30S 3,58 0,67 — — 2,2 —
Cronigon® He30S 1,97 0,99 — 0,1 — —
Argon 1,05 0,53 — 0,05 — —
SG-NiMo28Cr Varigon® He50 1,57 0,88 — 0,18 — —
Cronigon® He50S 1,02 0,53 — 0,11 — —

32
measures to be taken. The accuracy of the measurement primarily depends on whether the sampling is actually effected within the breathing zone. There are a number of approaches in this field at present, with correspondingspecifications for measuring techniques(sampling).
Analyses of biological material, i.e. body fluids (urine, blood) taken from thewelder, show the concentrations of critical substances they contain. Thesevalues give information on the level of the welder’s internal stress caused by exposure at the workplace and are com-pared with normal values or BAT values.
Epidemiological studies are carried outto clarify the frequency of diseases andmortality in different groups of persons,
e.g. to clarify the welder’s pulmonary cancer risk. Epidemiological studies arebased on comparisons between „testpersons (probands)“ (e.g. welders) and a control group (employees not involvedin welding activities and hence con-sidered to be unexposed).
Many epidemiological studies have been carried out with regard to health hazards caused by the exposure of arc welders to chromium and nickel.
They revealed a slightly increased cancer risk for manual metal arc welders working with stainless steel.
However, recent epidemiological studiesalso indicate a slightly increased risk of pulmonary cancer for arc welders ingeneral.

33
2.1 Toxic gaseous hazardous substances
2.1.1 Carbon monoxide (CO)
Very poisonous, odourless gas. In higherconcentrations the oxygen transport inthe blood is impeded by the great affinity of carbon monoxide to haemoglobin (haemoglobin is necessary for transport-ing oxygen in the body). The result is alack of oxygen in the tissues.
Carbon monoxide is classified as a substance toxic to reproduction (RE 1).
Dizziness, lassitude and head ache occurat a concentration of 150 ml/m3 of CO inthe breathing zone. A level of 700 ml/m3
of CO causes fainting, increased pulseand breathing rates, finally leading to unconsciousness, respiratory paralysis, cardiac arrest and death.
MAK value = 33 mg/m3, 30 ml/m3.
2.1.2 Nitrogen oxides (NOx = NO, NO2)
Also called nitric oxides or nitrous gases.Nitrogen monoxide (NO) is a colourless,poisonous gas. Nitrogen dioxide (NO2) is abrown-red, poisonous gas causing oxidati-on. Nitrogen dioxide is much more toxicthan nitrogen monoxide and acts as an in-sidious irritant gas even in relatively lowconcentrations. The first stage of intoxica-tion comprises irritation of the air passag-es and dyspnoea and is followed by anasymptomatic state lasting from somehours to several days. The second stageleads, in severe cases, to fatal pulmonaryoedema (accumulation of fluid in the lungs).
MAK value for NO2 = cancelledMAK value for NO = cancelled
NO2 has been classified into category 3 Bcarcinogenic by the DFG (see page 13).
2.1.3 Ozone (O3)
In high concentrations this is a deep blue gas having a penetrating smell andbeing highly toxic. It acts as an irritantgas on respiratory organs and eyes. Itcauses an irritation of the throat, dys-pnoea and possibly pulmonary oedema.
MAK value = 0,2 mg/m3; 0,1 ml/m3
More recent studies do not exclude thepossibility that ozone has a carcinogenicpotential. Therefore ozone has been classi-fied into category K 3 (substances sus-pected to have a carcinogenic potential).
2.1.4 Phosgene (COCI2)
(Carbonyle chloride or carbon dichlorideoxide) – is an odourless, extremely poiso-nous gas with a musty smell. Initially (3 to 8 hours) there are only slight symp-toms which may be followed by heavy irritations of the respiratory tract ending in pulmonary oedema (accumulation of fluid in the lungs).
MAK (DFG) value = 0,082 mg/m3; 0,02 ml/m3
2.1.5 Gases from coating materials
Hydrogen cyanide (HCN) (hydrocyanicacid) – has a smell of bitter almonds and isa very weak, not very stable acid, which isamong the strongest and quickest-actingpoisons. Similar to carbon monoxide,
2 Effects of specific hazardous substances

34
Figure 2-1: Effects of specific gaseous hazardous substances in welding and allied processes
Hazardous substance Effect
1.1 Toxic
Hydrogen cyanide (HCN) toxic – impedes oxygen transport in the bloodpoisoningrespiratory paralysis
Carbon monoxide (CO) toxic - impedes oxygen transport in the bloodheadachepoisoningrespiratory paralysispossibly unconsciousness
Toluylene diisocyanate (TDI) toxic - irritation of respiratory tract (bronchial asthma)
1.2 Carcinogenic
Formaldehyde (CH2O) Suspicion of carcinogenic effect – strong irritation of the mucous membrane
Ozone (O3) Suspicion of carcinogenic effect – toxic – irritation of the mucous membrane
acute irritant gas intoxicationpulmonary oedema
Phosgene (Carbonylchloride) (COCl2) Suspicion of carcinogenic effecttoxic – irritation of the mucous membrane
irritant gas intoxicationNitrogen dioxide (NO2) delayed pulmonary oedema (danger to life)
it impedes the transport of oxygen in theblood, but to a much greater extent.
MAK value = 11 mg/m3; 10 ml/m3
Formaldehyde (CH2O) – is a pungentlysmelling colourless gas having a stronglyirritant effect on the mucous membranes.It causes inflammation of the respiratorytract and is suspected to be mutagenicand carcinogenic.
MAK value = 0,6 mg/m3; 0,5 ml/m3
Toluylene diisocyanate (TDI) – has astrongly irritant effect on the respiratorytract; it may cause asthma-like attacksand may lead to „bronchial asthma“ by sensitisation.
Classified into category 3 A as carcino-genic by the DFG (see page 11)
Figure 2-1 shows a summary of the effects of important gaseous hazardoussubstances on the human body in a table.

35
2.2 Particulate hazardoussubstancess
2.2.1 Lung-stressing substances
Iron oxides (FeO, Fe2O3, Fe3O4) – areconsidered to be substances without anytoxic or carcinogenic effects. Long-termintake of high concentrations may resultin a dust deposit in the lungs. This depo-sit is also known as siderotic pneumono-coniosis or siderosis. It is also called „tattooing of the lungs“. When the expo-sure has ended the iron deposits general-ly are reversible.
AGW = 3 mg/m3 A/10 mg/m3 E.
Aluminium oxide (Al2O3) – may lead to a dust deposit in the lungs. Under certaincircumstances an aluminosis (pneumoco-niosis) may occur which is not reversiblelike siderosis. In this case intensity of the aluminium oxide exposure rather thanits duration is important. Irritation of therespiratory tract may also occur.
AGW = 3 mg/m3 A/10 mg/m3 E.
Potassium oxide, sodium oxide, titanium dioxide (K2O, Na2O, TiO2) –should be classified as lung-stressing,because they may result in dust depositsin the lungs.
AGW = 3 mg/m3 A/10 mg/m3 E.
2.2.2 Toxic substances
Manganese oxides (MnO2, Mn2O3,Mn3O4, MnO) in high concentrations may have irritant effects on the respira-tory tract and may result in pneumonia.
Permanent exposure can impair the nervous system and lead to paralysis agitans (unknown in welders up to now)
AGW = 0,5 mg/m3 E for Mn compounds
Fluorides (CaF2, KF, NaF and others) –high concentrations lead to irritation ofthe gastric mucous membrane and of the respiratory tract. In severe cases,i.e. constant intake of high amounts,chronic general and bone damages areobserved (unknown in welders up tonow).
AGW = 2,5 mg/m3 E.
Barium compounds (BaCO3, BaF2) – in the welding fume are mainly present in water-soluble form and have a toxic effect when taken in by the human body.If the MAK values for soluble barium are exceeded, slight accumulation of barium cannot be excluded. In some cases the organism may suffer from a lack of potassium (hypokalemia). A clear correlation between external and internal barium exposure has been established.
MAK value (DFG) = 0,5 mg/m3 E (status 2006)
Other metallic oxides – with toxic effects:
Lead oxide – may cause blood and nervepoisoning.
Copper oxide, zinc oxide – may causemetal (welding) fume fever.

36
Vanadium pentoxide – is toxic and has irritant effects on the eyes and the respiratory tract. High concentrations exceeding the MAK value may result inimpairments of the lung functions.
MAK value (DFG) = 0,05 mg/m3 A
2.2.3 Carcinogenic substances
Chromium(VI) compounds – in the form of chromates (especially thosewhich are slightly soluble) and chromiumtrioxide may have carcinogenic effects on the human body, particularly on the respiratory organs. They are classified as category 1, 2 or 3 carcinogens (see figure 1-12 b on page 30, „limit values,classification“).
Especially chromium trioxide is classi-fied as a carcinogenic substance in category 1. This means that exposuremay cause malignant tumours in humans.
Chromium(VI) compounds can also irritate the mucous membrane and becaustic.
Nickel oxides (NiO, NiO2, Ni2O3) – may have a carcinogenic effect on the respiratory tract and are classified as carcinogenic substance in category 1.
Cadmium oxide (CdO) – is classified ascarcinogenic substance in category 2(AGS). It acts as a strong irritant and results, similar to nitrous gases, in pos-
sibly severe pulmonary oedema, often after slight symptoms and a stage ofmany hours (20 to 30 hours) without symptoms. If high amounts of cadmiumare inhaled, changes may appear in the upper respiratory tract after approxi-mately two years and pulmonary emphysema and disorders similar torheumatism may occur.
Beryllium oxide (BeO) – is classified ascarcinogenic substance in category 2 (EU).Beryllium generally has a considerable toxic effect. The inhalation of fume and dust containing beryllium causes severe irritant effects in the upper res-piratory tract and acute metal fume fever. Severe cases may result in chronic inflammation of the respiratory tract(chronic pneumonia).
Cobalt oxide (CoO) – is classified as carcinogenic substance in category 3(AGS). At higher exposures, damages tothe respiratory organs cannot be excluded.
2.2.4 Thorium dioxide (ThO2)
Thorium dioxide (ThO2) – is a radio-active substance. The inhalation of fume and dust containing thorium dioxide leads to an internal radiation exposure.
Damages may occur through deposi-tion of thorium in the bones, radiation ofthe bronchial tubes and the lungs.

37
For non radiation workers at „work“ (i.e. during TIG welding) the limit value forthe effective dose1 of 6 mSv per year is valid.
Figure 2-2 shows a table summarizing the effects of the most important
particulate hazardous substances on the human body.1) In the last version of this BGI, the limit value of the
annual activity supply (GJAZ) was given at this place – this value was abolished with coming intoforce of the new StrSchV of 1 August 2001 (see BGInformation „Use of thoriated tungsten electrodesduring tungsten inert gas welding (TIG)” [BGI 746]
Hazardous substance Effect
2.1 Lung stressingAluminium oxide dust deposits in the lung, aluminosisIron oxide dust deposits in the lung, siderosisPotassium oxideSodium oxide dust deposits in the lungTitanium dioxide
2.2 ToxicBarium compounds, soluble toxic – nausea
possibly potassium deficiencyFluorides toxic – irritation of the mucous membrane
bone damageCopper oxide toxic – metal fume fever (copper fume fever)Manganese oxide toxic – irritation of the mucous membrane
nerve damageVanadium pentoxide toxic – irritation of eyes and respiratory tract
lung damagesZinc oxide toxic – metal fume fever (zinc fume fever)
2.3 CarcinogenicBeryllium oxide carcinogenic
– metal fume feverchronic pneumonia
Lead oxide suspicion of carcinogenic effect –toxic – nausea
gastrointestinal disordersnerve and kidney damage
Cadmium oxide carcinogenic – irritatrion of the mucous membrane
pulmonary emphysemaChromium(VI) compounds carcinogenic (respiratory tract)
– irritation of the mucous membraneCobalt oxide carcinogenic
– damage to respiratory organsNickel oxides carcinogenic (respiratory tract)
2.4 RadioactiveThorium dioxide radioactive
– radiation of the bronchial tubes and the lungs canhave carcinogenic effects
Figure 2-2: Effects of specific particulate hazardous substances in welding and allied processes

38
3 Assignment of hazardous substances to welding processes and materials
The studies described in clause 1.6 have yielded the following important results:
● the chemical composition of gaseousand particulate hazardous substancesdepends on the process and materialused;
● hazardous substances never occur as a single component but always as amixture of several components;
● depending on the process and mate-rial, one, two or even three components(gases and particles) may be pre-dominant as far as their concentrationand efficacy is concerned (e.g. the relevant limit values are the first to beexceeded).
Any predominant hazardous substance is called a key component (for a speci-fic combination of process and material) (see as well clause 7 of this BG Infor-mation). A main component of the welding fume is a component of occupa-tional medical importance, the fraction of which in the welding fume is not predominant, i.e., this component is nokey component of the welding fume.Main components shall not be equatedwith key components.
In the following text the processes are divided into four main groups:
● welding,
● thermal cutting,
● thermal spraying,
● soldering and brazing.
3.1 Welding
Welding always generates gaseous andparticulate hazardous substances. Theparticulate substances have a particle size (aerodynamic diameter) of less than 1 µm, they are respirable and arenormally called „welding fume“. From the occupational health point of view, the respirable fraction (A fraction) is of special importance. This fraction, formerly called fine dust, is usually mea-sured with the sampling head for the inhalable fraction (formerly called total dust; E dust) during personal measure-ments carried out in welding. The reasonis that at present it is still difficult to position the sampling head for the A frac-tion behind the welder’s shield (lack of space).
Since welding only produces very fineparticles, all of which are included in the„respirable fraction“, measurements of „E dust“ instead of „A dust“ are alwayson the safe side. The amount of hazar-dous substances generated in differentwelding processes is different.
Fume emission (mg/s) in welding is usually lower than fume and dust emissi-on in cutting or spraying.
Studies on the emission of hazardoussubstances in welding have shown that approx. 95 % of the welding fume is generated from the filler metal and only less than 5 % from the parent metal.

39
3.1.1 Gas welding
Gas welding of unalloyed and low-alloysteel mainly produces nitrous gases(nitrogen oxides).
Here as for other oxy-fuel gas proces-ses, e.g. flame heating and flame straightening, where an even larger amount of nitrogen oxides is generat-ed, the key component is nitrogen dioxide.
The concentration of nitrogen dioxide in the air at the workplace increases withthe length of the flame and hence withthe size of the torch and the distance between tip and sheet.
The concentration of nitrogen dioxide becomes critical for operations in confined spaces without adequate ventilation measures. With a freely burn-ing flame, it can reach 10 times the value produced by a flame with a lengthof 15 mm.
Measurements of emissions in gas welding and heating revealed the following approximate values for nitrousgases:
lead, copper) and from coatings con-taining such metals.
3.1.2 Manual metal arc welding with covered electrodes
Unalloyed, low-alloy steel(alloying components < 5 %)Compared with gas welding, this process generates high amounts ofairborne particles. Hazards caused by nitrous gases are unlikely.
In manual metal arc welding with unalloyed or low-alloy electrodes, thewelding fume (total) shall be con-sidered.
The chemical composition of the weld-ing fume reflects the chemical com-position of the core wire and of the cover-ing. In this case, the main constituentsof the welding fume are iron oxide (Fe2O3),silicon dioxide (SiO2), potassium oxide(K2O), manganese oxide (MnO), sodiumoxide (Na2), titanium dioxide (TiO2), alumunium oxide (Al2O3).
Dependent on the type of covering (acid, rutile, basic, cellulosic) these com-ponents occur in different proportions.The fume from basic covered electrodesalso contains calcium oxide (CaO) andfluorides (F). Here, fluorides should beconsidered as another main component(see figure 3-1 on page 40).
Process NOxemission rates (mg/s)
Gas welding 0,8 – 40
Heating up to 75
Problems with respect to generated airborne particles can only arise from thetreatment of non-ferrous metals (e.g.

40
Type of coveringHazardous
acid rutile basic cellulosesubstances% % % %
Na2O 2 – 4 2 – 4 2 – 4 2 – 4
Al2O3 1 – 2 1 – 2 1 – 2 1 – 2
SiO2 30 – 40 30 – 40 ≈ 10 ≈ 10
K2O 10 – 20 10 – 20 20 – 30 —
CaO 1 – 2 1 – 2 15 – 20 —
TiO2 < 1 ≈ 5 ≈ 1 ≈ 1,5
MnO ≈ 10 ≈ 7 ≈ 6 ≈ 5
Fe2O3 ≈ 40 20 – 30 20 – 30 70 – 80
F� — — 12 – 16 —
Fume of electrodes with acid covering contains up to 10 % of manganese oxide. Thus, manganese oxide may become an additional main component of the welding fume in this case.
The following approximate emission values for welding fume are the result of many measurements carried out during manual metal arc welding with unalloyed/low-alloy electrodes:
For special electrodes containing copper,copper oxide (CuO) may be an additionalmain component.
Chromium-nickel steel(� 20 % Cr and � 30 % Ni)
In addition to iron and substances from thecoating (as above), high-alloy coveredelectrodes contain up to 20 % of chromiumand up to 30 % of nickel in the core wire.
During manual metal arc welding with high-alloy electrodes, welding fume is generat-ed, the chemical composition of whichmay contain up to 16 % of chromium
Process Welding fumeemission rates (mg/s)
Manual metal arc welding 4 – 18
Figure 3-1: Analysis of welding fume generated by manual metal arc welding with unalloyed/low-alloy electrodes (according to DIN 1913)

41
3.1.3 Gas-shielded arc welding
In processes with active gas (MAGC,MAGM) primarily generation of largequantities of particulate hazardous substances (welding fume) can be ex-pected. The amount of hazardoussubstances is of the same order as in manual metal arc welding with coveredelectrodes.
compounds. Up to 90 % of these chromi-um compounds are present as chromates(chromium(VI) compounds) which in mostcases are classified as carcinogenic. Here,nickel oxide with 1 % and seldom up to3 % is clearly under-represented.
For this process with the above materials,the key component in the welding fume is „chromate“. The fume from basic covered electrodes contains much higherproportions of chromium(VI) than thosefrom rutile electrodes.
Examination of biological material and epidemiological studies indicate that thestrongest risk to a welder’s health is pro-duced by manual metal arc welding withhigh-alloy electrodes. Specific protectivemeasures should be provided at the work-place, e.g. exhaust of welding fume at the point of origin. In addition, preventiveoccupational medical examinations shallbe carried out.
Emission measurements made duringmanual metal arc welding with high-alloyelectrodes gave the following approxi-mate emission values for welding fume:
oxide is the key component, even thoughthe welding fume only contains a maxi-mum of 5 % of nickel oxide. Nickel oxidesare classified as carcinogenic substancesinto category 1. Specific protective mea-sures should therefore be provided at theworkplace.
Apart from nickel oxide in the welding fume copper oxide may be generated –depending on the type of alloy (with cop-per components) – as another main com-ponent. When cladding with electrodescontaining cobalt, attention should bepaid to cobalt oxide (CoO).
Emission measurements made duringmanual metal arc welding with pure nickel and nickel-base alloys gave the following approximate welding fumeemissions:
Process Welding fumeemission rates (mg/s)
Jointwelding 2 – 16
Cladding 3 – 22
Process Welding fumeemission rates (mg/s)
Manual metalarc welding approx. 7
Nickel, nickel alloys (> 30 % Ni)
In manual metal arc welding with purenickel or with nickel-base alloys, nickel

42
In contrast, processes using inert gas(MIG, TIG) exhibit a significantly lower fume generation.
Subject to the consumables and shieldinggases used, gases and welding fumeare generated, from which the key com-ponents are chosen. Figure 3-2 a on page45 gives some examples.
3.1.3.1 Gas-shielded metal arc welding(MAG/MIG)
● Influence of the shielding gas used onthe fume generation
Metal active gas welding with carbon dioxide (MAGC)
In metal active gas welding with carbondioxide (MAGC) of unalloyed and low-alloy steel, carbon monoxide is a keycomponent besides welding fume. Bythermal decomposition of the carbon dioxide which is used as shielding gas,carbon monoxide is generated. Here, the welding fume is mainly composed ofiron oxides.
Emission measurements made duringMAGC welding of unalloyed/low-alloysteel gave the following approximateemission values for welding fume andcarbon monoxide:
Metal active gas welding with gas mixture (MAGM)
In metal active gas welding with gas mixture (MAGM) of unalloyed and low-alloy steel, a gas mixture is used as shielding gas. If the gas mixture containscarbon dioxide, formation of a certainamount of CO is to be expected. Here,the welding fume is composed of ironoxides.
During MAGM welding of chromium-nickel steels, nickel oxide should be considered as possible key component.Although the welding fume contains up to 17 % of chromium compounds and up to 5 % of nickel oxide, the chro-mium compounds are almost exclusivelycomposed of the trivalent form, which is not regarded as being carcinogenic.
Metal inert gas welding (MIG)
In metal inert gas welding (MIG) of aluminium-base materials, formation of ozone (from UV-radiation and from strongly reflecting materials) should be taken into account in addition to the welding fume (in the form of alu-minium oxide). In most cases fume generation is, however, lower than inMAG welding.
Ozone concentrations are higher with aluminium-silicon alloys than with pure aluminium and considerably higher than with aluminium-magnesium alloys.
When MIG welding nickel and nickel-base alloys, nickel oxide is the im-
HazardousEmission rates (mg/s)substance
Welding fume 2 – 12
Carbon monoxide (CO) 2 – 12,5

43
portant key component in the welding fume.
Due to the high nickel proportion inthe filler metals the content of nickel oxidein the welding fume may reach valuesbetween 30 and 87 %.
Emission measurements made duringMIG welding of nickel and nickel-base alloys gave the following approximateemission values for welding fume andnickel oxide:
● Influence of electrode type on the fumegeneration
Larger amounts of welding fume are generated when MAG/MIG welding withflux-cored wire electrodes than when welding with solid wire electrodes.
The use of self-shielded flux-cored wire electrodes generates considerably higherwelding fume emissions than the use of flux-cored wire electrodes under shielding gas.
For example, metal active gas welding of unalloyed and low-alloy steel gave the following emission values:
Higher emission values of welding fumeare generally to be expected for nickelbase alloys containing copper (e.g. Nicor-ros) than for nickel base alloys with otheralloy elements such as Cr, Co, Mo. Here,copper oxide shall be considered as key component instead of nickel oxide.
Protective measures shall be provided as for all other carcinogenic substances.Checking of ozone concentrations may also be necessary.
In principle, the flux core of the wires contains components similar to those inthe covering of a corresponding electrode.
Filler metalWelding fumeemission rates (mg/s)
Solid wire 2 – 12
Flux-cored wire with 6 – 54shielding gas
Self-shieldedflux cored up to 97wire
Filler metal Key component
a) unalloyed/low-alloy basic flux-cored wire (with shielding gas) Manganese oxide
b) high-alloy flux-cored wire Chromium(VI) compounds
c) unalloyed/low-alloy self shielded flux-cored wire Manganese oxide or barium compounds(depending on filler wire)
Depending on the type of filler metal, the following constituents may be key components of the welding fume:
HazardousEmission rates (mg/s)substance
Welding fume 2 – 6
Nickel oxide up to 5

44
3.1.3.2 High-duty MAG welding
The wire feed rate for this process is above 15 m/min. At the same time, thedeposition rate is above 8 kg/h.
The higher the deposition rate or the wire feed rate, the higher the emissions of hazardous substances.
The higher the heat (energy) fed into the process, the higher the emissions ofhazardous substances. As during highpower MAG welding with massive wirethe energies fed in are lower than duringhigh power MAG welding with band, the emissions of hazardous substances are also higher for the latter process(see diagram below).
Hazardous substance emissions increase with increasing voltage and wire feed rate.
Thus, the highest emission rates are to be anticipated for rotating arcs, the lowest, by contrast, for short arcs.
Here as well the key components are the same as for MAG welding – depending on the materials used.
3.1.3.3 Tungsten inert gas welding (TIG)
In tungsten inert gas welding (TIG), the formation of ozone is promoted bythe reduced level of fume generation.Ozone values are especially high (but lower than for MIG) with pure aluminiumand – even more so – with aluminium-silicon alloys. If pure nickel and nickel alloys are welded, nickel oxide may be the key component.
When using thoriated tungsten electro-des in TIG welding, especially when weld-ing aluminium materials, a radiation ex-posure by inhalation of fume containingthorium dioxide can be expected. Limitvalues for persons not occupationally exposed to radiation during „work activi-ties“ (6 mSv per year) are in general exceeded. Therefore effective protectionmeasures shall be provided at the work-place (e.g. use of non-thoriated tungstenelectrodes).
In terms of arc:
Short arc Spraying arc Rotating arc(low voltage) (medium voltage) (higher voltage)
wire feed speed
[m/min]

45
Figure 3-2 a: Assignment of key components to processes and materials used in welding
Process Filler metal Welding fume/keycomponent(s)
Gas welding unalloyed, low-alloy steel nitrogen dioxide(alloy components < 5 %)
Manual metal arc welding unalloyed, low-alloy steel welding fume1)
(alloy components < 5 %)
chromium-nickel-steel chromium(VI) compounds(≤ 20 % Cr and ≤ 30 % Ni)
nickel, nickel alloys nickel oxide or(> 30 % Ni) copper oxide2)
Metal active gas welding unalloyed, low-alloy steel welding fume1)
with carbon dioxide (MAGC) (alloy components < 5 %) carbon monoxide
Metal active gas welding unalloyed, low-alloy steel welding fume1)
with gas mixture (MAGM) (alloy components < 5 %)
chromium-nickel-steel solid wire nickel oxide(≤ 20 % Cr and ≤ 30 % Ni)
chromium-nickel-steel flux-cored wire chromium(VI) compounds(≤ 20 % Cr and ≤ 30 % Ni)
Metal inert gas welding nickel, nickel alloys nickel oxide or (MIG) (> 30 % Ni) copper oxide2); ozone
pure aluminium, ozonealuminium-silicon-alloys welding fume1)
other aluminium-alloys3) welding fume1)
ozone
Tungsten inert gas welding unalloyed, low-alloy steel welding fume1)
(TIG) (alloy components < 5 %) ozone
chromium-nickel-steel welding fume1)
(≤ 20 % Cr and ≤ 30 % Ni) ozone
nickel, nickel alloys ozone(> 30 % Ni) welding fume1)
pure aluminium, ozonealuminium-silicon alloys welding fume1)
other aluminium alloys3) welding fume1)
ozone
1) Limit value for the A fraction of the dust.2) Limit value for copper fume, depending on type of alloy, with/without copper.3) Aluminium materials (pure aluminium, aluminium alloys) Limit value for aluminium oxide fume.

46
3.1.4 Resistance welding
In resistance welding with different materials, welding fume concentrations(metal oxides from spatter or evapora-tion of the material) are generated, which under normal operation and ventilationconditions, are below the MAK or old TRK values for the corresponding hazardous substances (figure 1-11b on page 28).
Welding of oiled or greasy sheet steelshould be avoided in practice, if possible.Thick layers of oil or grease lead to higher fume concentrations including proportions of organic substances.
When welding without spatter, about 30 % more fume are generated fromgreased sheet than from non-greasedsheet.
Compared to other resistance weldingprocesses (e.g. spot welding), flash welding produces greater amounts of fume which usually necessitate exhaustat the machine.
3.1.5 Laser welding with CO2-laser
The use of lasers in welding and alliedprocesses represents a relatively new and complex process. Special advice,particularly on ventilation and filter techniques, is offered by the Laser Zentrum (Laser Centre) Hannover (LZH), Hollerithallee 8, 30419 Hannover, Germany.
3.1.5.1 Laser welding without filler metal
The high energy of the laser source causes evaporation from the parent metal(fused metal).
This leads to emissions of hazardoussubstances (welding fume), the chemicalcomposition of which approximates that of the parent metal.
The amounts of hazardous substancesformed during laser welding without filler metal are comparable to those form-ed during metal active gas welding. For example, laser welding of chromium-nickel steel produces emissions of 1,2 to 2 mg/s for total dust.
Emission measurements made when laser welding different metallic materialsshowed the following emission values for constant welding parameters (thickness of material = 1 mm, laser power = 2900 W, focal length = 200 mm,feed rate = 50 mm/s, process gas = Ar):
The highest emissions of hazardous substances are observed for galvanised
Material
Emmissions ofparticulate hazardoussubstances (mg/s)(above processing side)
unalloyed steel 1,5
X 5 CrNi 18 9 1,2
galvanized steel 7
titanium 0,9

47
Material Emissions of gaseoushazardous substances(µg/s)
NOx CO O3
unalloyed steel 200 56 53
X 5 CrNi 18 9 350 28 19
galvanized steel 800 56 <
after different periods of operation. Theseare the main components.
Laser cladding with cobalt based alloysproduces welding fume and dust in which cobalt oxide is considered to bethe key components.
For nickel based alloys which also includemore than 10 % of cobalt, nickel or co-balt oxide may be the key component in the welding fume – depending on the respective percentage in the welding fume. The welding fume also contains aluminium oxide.
For laser cladding of iron-based alloyscontaining a high level of chromium, welding fume (iron oxide) shall be con-sidered.
Total chromium in the welding fume ismainly present in the metallic or trivalentoxide form.
Measured chromium(VI) compound levelsare very low (� 5 % of total chromium).
Copper oxide should be considered askey component for complex aluminiumbronze, due to the high content of copper(approx. 75 % Cu). Besides, aluminiumoxide is a main component.
3.1.6 Laser welding with Nd:YAG-laser
Emissions of hazardous substances(emission rate, [mg/s]) are generally lowerat optimum (welding) parameters when
steel, where fume is essentially generatedfrom the zinc coating.
The results show lower emission rates forgaseous hazardous substances.
3.1.5.2 Laser cladding
In laser cladding, the filler metal can beadded in the form of wire or powder.Mainly particulate hazardous substances(fume) are generated. If the filler metal is added in the form of powder, partiallyinhalable but non-respirable particulatesubstances are produced besides the fume. Total emissions of particulate substances during laser cladding are less than 5 mg/s. Gaseous hazardoussubstances do not present a problem.The chemical composition of the welding fume is roughly similar to the chemicalcomposition of the filler metal, elementswith a low boiling temperature beingoverrepresented in the fume.
Apart from the key component (corres-ponding to the basic alloying element)oxides of other alloying elements (morethan 10 %) may also reach critical values

48
Figure 3-2 b: Assignment of key components to processes and materials used in laser welding
and galvanised steel as a function of the absorbed beam intensity gave the following welding fume emissionrates:
using solid state lasers (Nd:YAG-Laser)than when using CO2 lasers, as, at present, the obtainable welding speedsare lower for the Nd:YAG laser than forthe CO2 laser.
The absorbed intensity (power density)in the interaction zone is decisive for theamount of particulate substances.
With an increase in intensity, the meltingtemperature and thus the evaporation rate increases.
Emission measurements made during welding of chromium nickel steel
Process Parent metal Welding fume/key component(s)
Laser beam welding1) unalloyed, low-alloy steel welding fume2)
(alloy components < 5 %)
chromium-nickel steel nickel oxide(≤ 20 % Cr und ≤ 30 % Ni)
galvanised steel zinc oxide
Process Filler metal Key component(s)
Laser beam surfacing cobalt base alloys cobalt oxide(> 60 % Co, > 20 % Cr)
nickel base alloys nickel oxide(> 60 % Ni)
iron base alloys welding fume2)
(< 40 % Cr, > 60 % Fe)
complex aluminium bronzes copper oxide3)
(� 75 % Cu)1) here without filler metal.2) the limit value for the A fraction of the dust should be taken.3) limit for copper fume.
The beam intensity varies between3,18 x 105 and 6,67 x 105 W/cm2.
Welding fume Material emission rates
(mg/s)
chromium-nickel steel� 1,5(s = 3 mm, vs = 600 mm/min)
galvanised steel� 2,7(s = 1 mm, vs = 400 mm/min)

49
3.1.7 Hybrid welding
Hybrid welding (= combination of two individual processes) gains increasing importance for welding fabrication. Thebest known hybrid processes are:
● laser beam MIG,
● laser beam TIG,
● plasma MIG,
● plasma TIG and
● laser beam plasma welding.
As during the above processes the melt-ing capacity and the feed rate are muchhigher than for the individual processes, it has to be expected that the hazardoussubstances generated (mg/s) are some-what higher than for simple MIG or TIGwelding.
For all hybrid welding processes, it isthoroughly recommended to use an integrated extraction in the generation zone of the hazardous substances.
For a correct design of the ventilation system, examinations for the determina-tion of emission rates specific to pro-cess/material are advisable.
Laser beam plasma welding of aluminium materials
This process combination enables a significant increase in welding speed and is used for aluminium materials both with CO2 and with Nd:YAG lasers.
Here as well, higher emissions of hazard-ous substances have to be expected
than for simple laser beam welding. The choice of the key components also depends on the materials used. In thiscase, the key components ozone and aluminium containing welding fume –which occur at the same time – shall be considered. An effective extractionshould be installed directly in the gene-ration zone of the above hazardous substances.
3.2 Thermal cutting
This process group includes oxygen cutting, plasma cutting and laser cutting (figure 3-2 d on page 53). The compo-sition of the parent metal determines thechemical composition of the particulatesubstances (fume), the diameter of whichis larger than in fume from welding butwhich are nevertheless respirable.
3.2.1 Flame cutting(unalloyed and low-alloy steel)
This process produces high fume emissionsas a function of different parameters:
● sheet thickness,
● fuel gas,
● cutting gas pressure,
● cutting speed.
In addition to welding fume – which is important in this process – generation of nitrous gases shall be considered,

50
i.e. nitrogen dioxide shall be consider-ed as key component besides welding fume.
In this process, the welding fume emission rate is about 10 to 50 mg/s.
3.2.2 Plasma cutting
This process is usually accompanied by a substantial emission of particulatesubstances.
The hazardous substances emitted mainly depend on the parent metal beingcut (i.e. on its chemical composition), on the cutting parameters chosen, and on the kind of plasma gas used.
An increase in cutting speed (mm/min)leads to a reduction of the hazardoussubstances emitted (g/min).
For the processing of unalloyed and low-alloy steel, welding fume is important(mainly iron oxides). In plasma cutting of chromium-nickel steel, however, nickeloxide is generated as key component. In addition chromium(VI) compounds aregenerated as main component.
Nickel and nickel base alloys which are processed by plasma cutting produce high levels of nickel oxide in the welding fume.
For aluminium-base materials where theparent metals are strongly reflective (e.g. aluminium-silicon alloys) ozone maybe a key component in addition to welding fume.
If no technical protective measures, for example down-draught exhaust, areprovided, it can be assumed that the limit value for the A fraction of the dust (3 mg/m3) is exceeded at workplaces atthe machine, independent of the chemicalcomposition of the materials. If the materials contain more than 5 % of chromium and nickel (high-alloymaterials) this also applies to the formerlimit values for chromium(VI) compoundsand nickel oxide, nickel oxide being the key component.
If compressed air or nitrogen is used as plasma gas, nitrogen dioxide should be considered as additional key component.
3.2.3 Laser cutting
Due to the complexity of processes and equipment, generation of hazard-ous substances in laser cutting is determined by many characteristics.
In addition to the material and the parameters determined by the process,the laser source plays an important role in the generation and composition of hazardous substances.
3.2.3.1 Laser cutting with CO2-laser
Parameters which have a great in-fluence on the amount of hazardous substances emitted are the thickness

51
of the workpiece, the lens focal length,the cutting gas pressure, the laser beam power, and the cutting speed.
Dust emissions (mg/m) increase with increasing workpiece thickness and/or with an increasing lens focal lengthand/or with an increasing cutting gaspressure and/or with an increasing laserbeam power.
With increasing cutting speed, dust emissions (mg/s) increase per time unit(mg/s) and decrease per cutting length(mg/m).
On the whole, laser cutting produces relatively large amounts of dust, whichare, however, smaller than in oxygen or plasma cutting.
The largest emissions of hazardous substances occur in laser cutting of chromium-nickel steel.
The cutting of galvanised steel results in higher emission rates than the cuttingof unalloyed steel.
During cutting with CO2-laser (power = 1 kW) the following welding fume emissions were obtained for the equal workpiece thicknesses:
With regard to the problem of hazardoussubstances, it is possible to differentiatebetween
● high-pressure laser cutting (with nitrogen) and
● laser cutting (with oxygen).
The use of nitrogen as cutting gas re-duces the emissions of hazardous sub-stances from chromium-nickel steel and galvanised steel by half compared to cutting with oxygen.
Welding fume emissions in high-pressure laser cutting and laser cutting(example):
(Power = 1 kW, focal length of lens = 63,5 mm, thickness of workpiece = 1 mm)
Material Welding fumeEmission rates (mg/s)
unalloyed 16 – 24steel
chromium- 14 – 35nickel steel
MaterialWelding fumeemission rates (mg/s)
High- Laserpressure cuttinglaser cutting
low-alloy – 17steel
chromium- 8 20nickel steel
galvanised 4,5 9steel
Without adequate exhaust systems, the MAK and old TRK values (see figure1-11b on page 28) for the correspondingkey components are exceeded in lasercutting, irrespective of the parent metal.

52
3.2.3.2 Laser cutting with Nd:YAG-laser
Here again (as in clause 3.1.6) the totalemissions of hazardous substances are lower for the use of solid state lasers(Nd:YAG lasers) than for the use of CO2
lasers (figure 3-2 c), whereas the cutting
speed which can presently be reached is lower for Nd:YAG lasers than for CO2
lasers.
During cutting with an Nd:YAG laser the following welding fume emissions were obtained for a material thickness of 1 mm:
Welding fume emission rates (mg/s)Material Processing gas
N2 O2
chromium-nickel steel (vs = 850 mm/min) (vs = 400 mm/min)(l = 2,98 x 106 W/cm2) � 2 � 2,7
Al Mg 3 (vs = 200 mm/min)–(l = 1,89 x 106 W/cm2) � 0,3
Figure 3-2 c: Comparison of emissions generated during laser cutting with CO2- and Nd:YAG lasers(Source: Engel, page 92, figure 44)
vs [m/min] 3,7 0,72 3,3 1,1 1,5 0,85 1,5 0,6 0,8 0,4Bearbeitungsgas O2 O2 N2 O2 N2
Werkstoff St 14.03 CrNi St 02 Z 275 NA
23,47
6,44
34,88
8,29
4,21
1,37
9,48
3,53
1,370,91
Emissionsrate ES [mg/s]100,00
10,00
1,00
0,10
© LZH 1993600973-00 EN
CO2-Laser Nd: YAG-Lasercw-BetriebI = 1,4 · 106 W/cm2
pm-BetriebI = 7,4 · 106 W/cm2
Pm = 1000 W Pm = 400 W
Absauggeschwindikeit: 9,7 m/sWerkstückdicke: 1 mm
Schnittqualität Stufe I, DIN 2310

53
Figure 3-2 d: Assignment of key components to process and material used in thermal cutting
0,17 ppm/s of ozone, 0,00155 ppm/s of nitrogen monoxide, 0,041 ppm/s of carbon monoxide.
When using other Nd:YAG laser systemswith higher power outputs (e.g. 1000 W)in the future, emissions (emission ratesmg/s) will exceed those of CO2 lasers atoptimised parameters.
The amounts of particulate hazardoussubstances generated during the use of Nd:YAG lasers are in the order of magnitude of those generated during metal inert gas welding (MIG). Technicalventilation measures, especially effec-tive extraction systems, are necessaryhere as well to avoid exceeding the limitvalues for the relevant key components.
Here as well, welding fume emission(mg/m) increases with the increase of the material thickness. If nitrogen is used as processing gas (cutting gas),welding fume (mg/s) is as well consider-ably reduced.
The parameters having an essential in-fluence on the amount of emitted hazard-ous substances are the following: absorbedintensity (power density), processing gaspressure, cutting speed, processing effi-ciency degree, thickness of the workpiece.
Maximum emission rates of gaseous hazardous substances are generated during cutting of 1 mm chromium-nickelsteel at a cutting speed of 400 mm/minand oxygen as processing gas. i.e.:
Process Parent metal Welding fume/key components
Oxygen cutting unalloyed, low-alloy steel welding fume2)
(alloy components < 5 %) nitrogen dioxide
Plasma cutting1) unalloyed, low-alloy steel welding fume2)
Laser cutting (alloy components < 5 %)
chromium-nickel steel nickel oxide(≤ 20 % Cr und ≤ 30 % Ni)
nickel, nickel compounds nickel oxide(> 30 % Ni)
aluminium-base materials3) welding fume2)
ozone
1) When compressed air or nitrogen is used as plasma gas, nitrogen dioxide should also be consideredas key component!
2) Limit value for the A fraction of the dust3) Aluminium-base materials (pure aluminium, aluminium alloys) limit value for aluminium oxide fume

54
3.3 Thermal spraying
Thermal spraying produces large amounts of particulate hazardous sub-stances, depending on the process used(figure 3-2e). Thus, emissions of hazar-dous substances are significant-ly lower in flame spraying than in arc spraying.
Plasma spraying produces the largestemissions of hazardous substances compared to flame or arc spraying.
Furthermore, the hazardous substancesgenerated depend on the material andare exclusively emitted from the sprayingmaterial.
The parent metal has no influence on the amount and the composition of thehazardous substances produced.
In all spraying processes, welding fumeand dust concentrations in the breath-ing zone exceed the general dust limit value for both A and E fractions, if thereis no or insufficient capture and sepa-ration of hazardous substances. In general, spraying processes (especiallyplasma spraying) should be carried out in closed booths so that the expo-sure of welders and other persons to fume, dusts and noise is reduced to a minimum.
3.3.1 Flame spraying
Flame spraying using wires and powder as spraying materials generates
gaseous and particulate substances. The chemical composition of the parti-culate substances in fume/dust corres-ponds to the composition of the spraying material.
In flame spraying, as in other oxy-fuelprocesses, generation of nitrous gasesshould be taken into account.
During flame spraying with high-alloyspraying material (e.g. chromium < 27%, Ni < 22%) high levels of dustemissions include also high proportions of nickel oxide.
In this process, nickel oxide concen-trations considerably exceed 0,5 mg/m3
(old TRK value for nickel oxide, figure 1-11 b on page 28).
Chromium(VI) compounds may in addition be generated. It is assumed thata varied mixture of different chromiumoxides is produced.
This mixture is hardly soluble, also contains chromium(VI) compounds and is regarded as carcinogenic.
Nickel oxide is the key component when nickel and nickel alloys are used. Here again, 0,5 mg/m3 (old TRK value for nickel oxide, figure 1-11 b on page 28) is expected to be exceeded frequently.
At the same deposition rate, chromium-nickel alloys produce higheremissions than zinc or aluminium alloys.

55
Process Spraying material Welding fume/key component(s)
Flame spraying unalloyed, low-alloy steel A, E dust1)
(alloying components < 5 %) nitrogen dioxide
chromium-nickel steel nickel oxide(≤ 27 % Cr und ≤ 22 % Ni) nitrogen dioxide
nickel and nickel alloys nickel oxide(> 60 % Ni) nitrogen dioxide
aluminium-base materials3) A, E dust1)
nitrogen dioxide
lead alloys lead oxidenitrogen dioxide
copper and copper alloys copper oxide2)
nitrogen dioxide
other non-ferrous metals A, E dust1)
and alloys nitrogen dioxide
Arc spraying unalloyed, low-alloy steel A, E dust1)
(alloying components < 5 %)
chromium-nickel steel nickel oxide(≤ 27 % Cr and ≤ 22 % Ni)
nickel und nickel alloys nickel oxide(> 60 % Ni)
aluminium-base materials3) A, E dust1)
copper and copper alloys copper oxide2)
other non-ferrous metals A, E dust1)
and alloys
Plasma spraying copper aluminium and copper copper oxide2)
tin alloys
chromium-nickel steel nickel oxide(≤ 27 % Cr and ≤ 22 % Ni) ozone
nickel und nickel alloys nickel oxide(> 60 % Ni)
cobalt base alloys cobalt oxide(> 50 % Co)
1) Limit value for A dust (respirable dust)/welding fume and E dust (inhalable dust)2) Limit value for copper fume 3) Aluminium-base materials (pure aluminium, aluminium alloys) limit value for aluminium oxide fume
Figure 3-2 e: Assignment of key components to processes and materials used in thermal spraying

56
Practice shows that the old TRK and MAKvalues can be substantially exceeded during plasma spraying with materials having higher proportions of critical mate-rials (chromium, nickel, cobalt, etc.) if no effective exhaust system is in opera-tion.
3.4 Soldering and Brazing
Here again, the emission of hazardoussubstances is related to the process andthe material used. The amount and thechemical composition of hazardous sub-stances generated (soldering or brazingfume) depend on the materials used (solderand brazing alloys, flux, binder) (figure 3-6on page 59) and on the process parame-ters (brazing or soldering temperature [figure 3-3], soldering and holding time).
Soldering and brazing are principally classified according to process tempera-ture.
3.4.1 Soldering (T < 450 °C)
The generation of hazardous sub-stances first of all depends on the solder-ing temperature.
An example is given by measurementsmade during manual soldering with a colophony-containing cored solder (1,5 DIN 8516-L-Sn 60 PbCu 2 zh) andflux F-SW 32 3,5.
The hazardous substances produced in soldering are mainly colophony and
3.3.2 Arc spraying
Arc spraying produces large emissions of particulate substances. For compara-ble spraying parameters and at approx-imately the same deposition rate, theemission of hazardous substances from aluminium wire is higher than thatfrom zinc, chromium, nickel and alu-minium bronze wires, where the emis-sions of hazardous substances are comparable. During arc spraying withchromium-nickel or nickel-base spray-ing materials, nickel oxide shall be considered as key component. The oldTRK values (figure 1-11b on page 28) were proved to be exceeded here.
The diameter of particles is usually smaller in arc spraying than in flamespraying, resulting in a larger respirablefraction.
3.3.3 Plasma spraying
Plasma spraying produces higher emissions of hazardous substances thanflame or arc spraying with the samespraying materials, due to the use of amuch higher spraying rate.
Most of the plasma spraying processesare therefore carried out in enclosed systems (encapsulated systems). Never-theless, there is still a health risk for the operator for the few manual sprayingprocesses, if the high hazardous sub-stance concentrations are not exhaustedat source.

57
its decomposition products, since many fluxes are based on colophony.
In addition, hydrazine, lead, hydrogenchloride and bromide or tin compoundsmay occur, according to the solder and flux used. This is mainly the case forsoldering operations in installations.
Figure 3-4: soldering workplace with extraction
3.4.2 Brazing (T > 450 °C)
For brazing, mainly copper-zinc alloysare used, which can also contain nickel,tin, silver and cadmium additives.
The fluxes used in brazing contain mix-tures of boric acids, single and complexfluorides, oxyfluorides and borax.
Figure 3-3: Emission of hazardous substances as a function of the soldering temperature
Soldering Emissiontemperature
Total fume Colophony Aldehyde Tin(°C) (mg/g flux) (mg/g solder) (mg/g solder) (µg/g solder)
250 40 1 2 x 10-3 8
450 102 4,2 12,5 x 10-3 30

58
Depending on the brazing alloys and flux, brazing produces the following hazardous substances: cadmium oxide,copper oxide, zinc oxide, silver oxide, fluorides, boron oxides, etc.
From the occupational health point of view, cadmium compounds and fluori-des in brazing fume are especially important.
During brazing with alloys contain-ing cadmium an extraction of the fume is indispensable.
For copper base alloys an extraction inthe area of generation is recommendedbecause of the varying measuring resultsat the workplace (concentration of copperfume above/below the limit value).
According to DIN 29454-1 soft solder-ing fluxes are divided into three groups(figure 3-5).
Due to the solders and brazing alloysused during soldering and brazing, a variety of hazardous substances may begenerated. The following hazardous
Group Flux
1 natural resins (colophony) or modified natural resins with or without addition of organic or halogen containing activators
2 organic acids (e.g. citric, oleic, stearic, benzoic acid), amines, diamines, urea and organic halogen compounds
3 zinc and other metal chlorides, ammonium chloride (in aqueous solution or in organic preparations)
Figure 3-5: Classification of fluxes into groups (Table 4 of BGR 220)
substances were found in soldering andbrazing fumes, among others:
Aldehydes (especially formaldehyde,acetaldehyde, acrylic aldehyde), antimony oxide, inorganic and organic tin compounds, lead oxide, boron oxide,boron trifluoride, cadmium oxide, chlorides/hydrogen chloride, fluorides,hydrogen fluoride, hydrazine, copper oxide, colophony, phosphorous pent-oxide, silver oxide, zinc oxide.
In figures 3-6 and 3-7 on pages 59/60,the hazardous substances generated during soldering and brazing, which have to be taken into account in the framework of the hazard determination and evaluation, are listed.
See as well:BG/BGIA Recommendation „Weich-löten mit dem Lötkolben an elektrischenund elektronischen Baugruppen oder deren Einzelkomponenten (Kolbenlöten)“(Soldering with soldering gun at electricand electronic component groups ortheir single components (gun soldering).

59
Soldering (temperature � 450 °C)
SoldersFluxes (flux basis) Key components
Field of Application Type of solder
Group 1 A dustaldehyde1)
lead oxide
Group 2 A dustlead oxide1)
Group 3 A dustlead oxide1)
Group 1 A dustaldehyde1)
lead oxide
Group 2 A dustlead oxide1)
Group 3 A dustlead oxide1)
Group 1 A dustaldehyde1)
Group 2 A dust
Group 3 A dust
Group 1 A dustaldehyde1)
cadmium oxide
Group 2 A dust cadmium oxide
Group 3 A dust cadmium oxide
organic compounds, A duste. g. amines, cadmium oxideorganic halogen compounds
chlorides, fluorides, A duste. g. zinc chloride cadmium oxide
chloridesfluorides
1) Except for workplaces, where electric and electronic component groups or their individual components are soldered or at the repair workplaces in these areas
Figure 3-6: Key components during soldering (table 5 of BGR 220)
Heav
y met
als
tin-lead solders with copper,silver or phosphorus additions
tin solders with silver, copper, bismuth, indium, antimony and zinc additions
cadmium solders with zinc, tin, silver and lead additions
Ligh
t met
als
solders on the basis of:– tin-zinc– zinc-cadmium– zinc-aluminium– lead-tin-silver
antimony containing,low-antimony, antimony-freelead-tin and tin-lead solders

60
Brazing (Temperatur � 450 °C)
Brazing alloys for brazingFlux (flux basis) Key components
Field of application Type of brazing alloy
A dustchloridesfluoridessilver oxide
A dustchloridesfluoridessilver oxidecadmium oxide
A dustchloridesfluorides
A dustchloridesfluorideszinc oxide
A dustchloridesfluoridescopper oxide
A dustnickel oxide
A dust
A dust
A dustchlorides and fluorides chlorides
fluorides
1) In general, these brazing alloys are used in shielding gas ovens or in vacuum ovens without fluxes.
Table 3-7: Key components during brazing (Table 6 of BGR 220)
Heav
y met
als
silver containing brazing alloys, cadmium-containing
phosphorous brazing alloys
zinc and zinc containing brazing alloys
copper and copper basedbrazing alloys1)
palladium containing brazing alloys1)
aluminium base brazing alloys
gold containing brazing alloys1)
nickel base brazing alloys1)
silver containing brazing alloys, cadmium free
boron compounds with additionsof single and complex fluorides,phosphates and silicates
Ligh
tm
etal
s

61
Figure 3-8: Assignment of main and key components to the processes and materials during soldering/brazing
3.4.3 MIG brazing, laser brazing,plasma brazing (T > 900 °C)
For these processes mainly copper basealloys in the form of wire are used as fillermetal with a melting zone lower than thatof the parent metal, e.g. CuSi3 (Si 3%,Mn 1%, rest Cu), AlBz 8 (Al 8,2%, rest Cu).
The particulate hazardous substancesemitted are generated from the filler metal. The parent metal is not melted.
Galvanized steel
During processing of galvanized steels,the fume contains high proportions ofzinc oxide generated by vaporization and oxidization of the coating.
In addition, high amounts of copper oxideare generated from the filler metal.
The highest emission rates have to be anticipated for MIG brazing, while
the lowest emission rates are generatedduring plasma brazing.
Thus during MIG brazing with CuSi 3 (wire diameter of 1 mm) and a zinc layer of 45 µm about 4,7 mg/s are gene-rated.
High alloy steel
Here, the key component in the weldingfume is determined by the filler metal, i.e. copper oxide. The parent metal has no influence on the generation of hazardous substances.
During MIG brazing with a wire diameterof 1 mm, the fume generation is about 2,4 mg/s.
During plasma brazing and lazer brazingwith the same filler metal, the welding fume emission is much lower than duringMIG brazing.
ProcessParent Filler Main Keymetal metal component component
MIG Galvanized steel CuSi 3 zinc oxide copper oxide
brazing Chromium nickel steel AlBz 8 copper oxide
Laser Galvanized steel CuSi 3 zinc oxide copper oxide
brazing Chromium nickel steel AlBz 8 copper oxide
Plasma Galvanized steel CuSi 3 zinc oxide copper oxide
brazing Chromium nickel steel AlBz 8 copper oxide
Chromium nickel steel: ≤ 20 % Cr und ≤ 30 % NiAlBz 8: Al 8,2 %, rest CuCuSi 3: Si 3 %, Mn 1 %, rest Cu

62
4 Hazard evaluation during welding
For the determination of measures forhealth protection, an evaluation of the occupational hazards for the employedpersons in compliance with § 5 Arbeits-schutzgesetz (ArbSchG, labour pro-tection law) shall be carried out.
Knowledge of the „emission rate“ and the „chemical composition“ of the welding fume is a precondition for the hazard evaluation and for the choice of suitable protection measures for eachprocess/material combination.
The following factors are part of the hazard evaluation:
Process specific factors
● The welding processes may be classified into four classes according to emission rates (mg/s) (emission classes 1 to 4) with respect to particles.
Effect specific factors
● The welding fume may be classified into three classes (effect classes A, B, C) with respect to the specific effect of their components on the human body.
The extent of health hazard (low up tovery high) depends on process specificand effect specific factors (figure 4-1).
Figure 4-2 contains an assignment to the welding fume classes on the basis ofemission rates and effect (A 1 to C 4).
Workplace specific factors
● They include especially:spatial conditions, ventilation situation,head and body position during welding.
For medium, high and very high emission rates – without ventilationmeasures –, concentrations of hazar-dous substances occur in the breathing zone of the welder, which exceed the limit values by far.
For low emission rates, the concentra-tions of hazardous substances in thebreathing zone of the welder are by experience known to be on the level ofthe limit value or slightly below.
Without ventilation measures and due to additional circumstances at the workplace the health hazard is in some cases increased, e.g. in confined spaces.
Figure 4-1: Classification of the hazards into the welding fume categories
Hazard Welding fume category
I low health hazard A 1
II medium health hazard A 2, B 1, C 1
III high health hazard A 3, B 2, B 3, C 2, C 3
IV very high health hazard A 4, B 4, C 4

63
Figure 4-2: Hazard evaluation on the basis of emission rates and effect;classification into the welding fume classes
Welding fume: effect
Effect class A Effect class B Effect class C
Substances Toxic or toxic Carcinogenicstraining respiratory irritating substances2)
tract and lung1) substances2)
e. g. Fe2O3 e. g. F�, MnO, CuO e. g. Cr(VI), NiO
Hazard Hazard Hazard
1< 1 e. g. UP3) I (A 1) I (B 1) I (C 1)
< 1 e. g. TIG4) I (A 1) II (B 1) II (C 1)
2 1 to 2 e. g. laserwelding II (A 2) III (B 2) III (C 2)
3 2 to 25 e. g. MMA, MAG (solid wire) III (A 3) III (B 3) III (C 3)
4 > 25 e. g. MAG IV (A 4) IV (B 4) IV (C 4)
I = low halth hazard II = medium health hazard III = high health hazardIV = very high health hazard; A 1 to C 4: welding fume classes1) If alloying or cover/filler components each are < 5 %.2) If alloying or cover/filler components each are > 5 %.3) Automated4) See BG Information „Welding activities with chromium and nickel alloy filler and parent materials“ (BGI 855) and „BG/BGIA Recom-
mendations for Hazard Evaluation according to the Harzardous Substances Ordinance – Tungsten Inert Gas Welding (TIG Welding)“(BGI 790-012)
Welding fume:Emission
Processclasses/exampelsemission rates
[mg/s]
Therefore, besides considerations concerning
1. selection of low emission processes
2. selection of low emission materials
best possible solutions for ventilation –as far as technically possible – shall aswell be found and used.
It may be assumed that there is „nohealth hazard“ if the substance specificlimit values of the lung damaging and toxic substances contained in the weld-ing fume are not exceeded and the values
of the carcinogenic substances are clear-ly below the relevant limit values.
Through the choice of effective ventilation measures the health hazardis reduced or even excluded.
The classification of the hazard in the table in Figure 4-2 is effected on the basisof process and material specific factorsand shall not be coupled to the protectionsteps of the GefStoffV at this place. It is the basis for further evaluation at the workplace and for the choice of the relevant protective measures.

64
Measurement of hazardous substances at the workplace has the purpose of ob-taining a clear picture of the actual situa-tion regarding hazardous substances, in order to allow appropriate decisions to be made on protective measures.
For this reason, a particular measurementshould be carefully planned, preparedand carried out in such a way that the result really represents the situation.
Different measurement strategies have been developed over the course of time, differing in cost and effort according to thelevel of confidence required from the result.
Measurement methods for hazardoussubstances at the workplace usually consist of several individual steps, i.e.:
● arrangement for sampling,
● sampling,
● handling and storing of the sample,
● preparation of the sample,
● analytical determination,
● calculation of the result.
Sampling is carried out by collecting hazard-ous substances on a sample carrier, wherethey cause changes to a chemical agent.
Sample carriers can roughly be classifiedinto:
● sample carriers for gases (ozone, nitro-gen oxides, carbon monoxide) and
● sample carriers for airborne particles(fume, dusts).
The level of emissions of hazardous sub-stances (mg/m3) at the workplace and
the corresponding exposure experiencedby the welder are determined by differentmeasurement methods.
In analogy to the sample carriers, the differentiation is made between:
● measurement methods for gaseoussubstances (gases) and
● measurement methods for airborneparticles (fume, dusts).
These measurements are basically carried out in such a way that the con-centration of hazardous substances present in the welder’s breathing zonecan be assessed.
5.1 Measurement methods forgaseous substances
Personal exposure is, in general, determined by (figure 5-1):
● continuous measurement methods with direct reading measurement instruments (direct reading electricalapparatus, detector tubes),
● discontinuous measurement methods.
Continuous measurement methods
Direct reading electrical apparatus
The use of mobile infrared analysers fordetermining CO concentrations or of direct reading apparatus for measuringnitrogen oxides and ozone, which operateaccording to the chemiluminescence method, makes it possible to indicate theamount and time of potential exposuresto hazardous substances directly at the
5 Measurement methods

65
Figure 5-1: Measurement of individual gases and organic vapours (Excerpt from EN ISO 10882 Health and safety in welding and allied processes – Sampling ofairborne particles and gases in the operator’s breathing zone – Part 2 Sampling of gases)
workplace. This apparatus is useful forscreening measurements of: variation ofconcentration in time, time weightedaverage concentration as well as for comparison with limit values and periodicmeasurements. Their use and mainte-nance calls for qualified personnel. Atten-tion shall be paid to cross sensitivities.
Detector tubes
A defined volume of air is aspirated fromthe open detector tube by a suitable
manual or battery-driven pump. The con-centration can be read from the change incolour of the filler compound, which isspecific for a hazardous substance or agroup of substances. There are short andlong term detector tubes.
Detector tubes are most useful forscreening measurements of time weight-ed average concentration rather than forcomparison with limit values or periodicmeasurements.
Gases and vapours
ozone carbon carbon nitrogen organic(O3) monoxide dioxide oxide (NO) + vapours
Measurement (CO) (CO2) nitrogenmethod dioxide (NO2)
0,01 ppm 3 ppm 500 ppm 0,3 ppmto 3 ppm to 500 ppm to 10 % to 250 ppm —
Direct reading generally generally generally generally available,electrical used used used used but usefulnessapparatus limited by poor
specificity
Detector available, generally generally generally available,tubes but not re- used used used but usefulness
commended limited by poorspecificity
Indirect methods not not not available, generallyinvolving generally generally generally but not usedlaboratory applicable applicable applicable generallyanalysis used

66
Figure 5-2: Direct reading detector tubes:accuro 2000 one hand-operated gas detector pump and automatic pump withdetector tube for the measurement of gaseous hazardous substances
Discontinuous methods
The sampled air is drawn by a motor-driven pump through a suitable sorptiontube, such as e.g. activated carbon or silica gel tubes. The absorbing capa-city of the absorber shall be sufficientlyhigh. Sampling can be made at fixedpoints or directly at the person. The useof passive samplers is also possible. Evaluation is exclusively made in labora-tories. These methods have separatesteps of sampling and analysis.
5.2 Measurement methods forparticulate substances
When concentrations of particulate hazardous substances are measured, adistinction is made between:
● sampling systems for measurementsmade on the person (PAS) with a personal dust collector,
● sampling systems for fixed point measurements with a stationary dustcollector (figure 5-10 on page 69).
Sampling on the person with the personaldust collector (Personal Air Sampler =PAS) is carried out in the welder’s brea-thing zone (figure 5-3 and figure 5-4) with a „sampling head“ for the inhalable fraction, which collects airborne particleson a filter. With the aid of a pump, attached to the welder’s body by a belt, a certain volume of air is aspirated. A more suitable method for correct assessment of the welder’s exposure at the workplace is sampling directly on the person (during welding behind the welder’s helmet/face shield).
The determination of the welding fumeconcentration is done in compliance with the standard – mostly with a samp-ling head capturing the inhalable frac-tion (E dust), e.g. BIA-GSP-system (see clause 3.1 of the present BG Informa-tion)
After sampling and transport of the filterto the laboratory, a quantitative (mg/m3)and qualitative (chemical composition)analysis of the sample is made in the

67
Figure 5-3: Measurement of airborne particles with a personal dust collector (PAS) and check for gaseous hazardous substances by means of detector tubes
Figure 5-4: Personal measurement withPAS for the determination of particulate hazardous substances
laboratory. The analytical determinationby weighing and chemical analysis usually is restricted to the relevant keycomponents.
The new European/International StandardEN ISO 10882-1 „Sampling of airborneparticles and gases in the operator’sbreathing zone“ Part 1 specifies pro-cedures for the personal sampling of air-
borne particles during welding and allied processes.
According to the standard the samplershall be located behind the welder’s faceshield. It can have different positions: to the left or right of the face or under thechin. The measurement is carried out by the sampling head for the E fraction of the dust.

Figure 5-7: Welder wearing a sampler attached to a sportsperson’s headband and a welder’s face shield
Figure 5-5: Welder’s face shield with a sampler attached by means of a removable clip
Figure 5-6: Welder wearing a sampler attached to a sportsperson’sheadband
68
Figures 5-5 to 5-7: Examples of arrangements for mounting samplers behind the welder’s face shield; Annex A (informative) from EN ISO10882-1.
Sampling head PGP-EA
A newly developed sampling head PGP-EA supplements the sampling systemmentioned above (PGP) and enables simultaneous sampling of the inhalableand the respirable dust fractions. ThePGP-EA can be used for the determina-tion of the mass concentrations of A and E dust and the substance concen-trations in the A dust during welding and allied processes as a standard system in the measuring system of the Berufs-genossenschaften for hazardous sub-stances (BGMG).
In analogy to the sampling head GSP 3,5the inhalable fraction (E dust) is captur-ed by a suction cone with a volume flow of 3,5 l/min. Inside the sampling head

69
Figure 5-10: Stationary dust collector (VC 25)for fixed point sampling (measurement) of particulate hazardous substances
PGP-EA the aerosol is divided into twofractions. For this purpose, an open porepolyurethane foam as size selective and collecting element is used togetherwith a downstream plane filter. The porosity and the geometry of the poly-urethane foam are chosen such that respirable dust particles according to the definition in EN 481 may pass.
The foam is inserted into an annular holder, the plane filter with a diameter of37 mm is inserted into the usual capsulein connection to the universal mountingdevice of the PGP system (see figures 5-8and 5-9). Both filter elements shall be transported together in a tin, inserted
Figure 5-9: Dismounted sampling headPGP-EA (Source: BGIA)
Figure 5-8: Sampling head PGP-EA (Source: BGIA)
into the sampling head on site and mounted with the special suction cone to the filter mounting device of the PGP system.
Stationary sampling
Sampling with a stationary dust collector(figure 5-10) is made at a fixed point inthe vicinity of the welder (working area).The sampling position in the room is chosen such that it is suitable for deter-mining the general concentration of welding fume in the workplace atmo-sphere. It is also used for evaluating theventilation conditions in the room.

70
● During all processes with unalloyed/low alloy material (parent and filler ma-terials), where the portions of chromi-um, nickel, cobalt, manganese, copper,barium, fluoride are individually below 5 % by weight and where no muta-genic, carcinogenic, fibrogenic, toxic or sensitising substances are contain-ed in the welding fume, it is in most cases sufficient for the evaluation of the welder’s exposure at the workplace to determine the concentration of the welding fume/respirable fraction and to compare with the relevant limit value.
Here, the limit value for the A fractionof 3 mg/m3 is the upper limit and isdecisive.
During thermal spraying or for mixedworkplaces (welding and grinding) the inhalable fraction (E dust) can beimportant in addition to the respirableone. Here, the determination of the inhalable dust concentration is also recommended.
● During all processes with high-alloymaterials (parent and filler material),where the individual portions of chromium, nickel, cobalt, manganese,copper, barium, fluoride are at least 5 % by weight and where mutagenic,carcinogenic, fibrogenic, toxic or sensitising substances are contained in the welding fume, the limit values of the relevant key component shall be observed. For the specified keycomponents see as well figures 3-2 a
to 3-2 e and figures 3-5, 3-6, 3-8 on pages 45 to 61 of the present BG Information.
The welding fume concentration is subject to compliance with the keycomponent and therefore depends on the
a) processes and materials,
b) chemical composition of the welding fume,
c) concentration of the key componentin the welding fume and its limit value.
In this case, the welding fume concentration is below 3 mg/m3 A.
Here, compliance with the limit valuefor the A fraction is not sufficient, but the limit value of the relevant key component is decisive (see ex-amples in figure 6-1).
● For all processes, where compliancewith the valid air limit value for weld-ing fume or the respirable fraction of the dust is not possible – in spite of ventilation measures – in certainareas, as confined spaces (e.g. boilers,containers, ship raised access floors) as well as other areas with low/in-sufficient air exchange, additional protection measures (e.g. organisa-tional measures and use of perso-nal protective equipment) are necess-ary.
For carcinogenic substances, for which at present no AGW (see 1.6.1) is specified
6 Assessment of airborne particles during welding and allied processes

71
Figure 6-1: Examples
First keyLimit value Welding fume concentration
Process of key when complying with the limitcomponent component value of the key component
Manual metal arc welding withCr(VI)high-alloy covered electrodes 0,1 mg/m3 1,7 mg/m3
(here: with 18 % Cr and 8 % Ni) components
Metal inert gas welding with nickel base filler metal NiO 0,5 mg/m3 1,0 mg/m3
(here: with 66 % Ni)
Metal arc welding withlow-alloyed self-shielded Manganese 0,5 mg/m3 2,5 mg/m3flux-cored wire electrodes oxide(here: with 20 % Mn)
the minimisation obligation according to the hazardous substances ordinance applies.
The upper limit for the measured hazar-dous substances concentrations are the old TRK, which reflect the state of theart until end 2005.
Compliance with the limit value for thekey component – consequently com-pliance with the calculated welding fume concentration according to „Health and Safety Executive“ with the formula:
LVWF = 100 · LVi
C
with
LVi = substance specific limit value, mg/m3
C = portion (%) of the key component in the welding fume
LVWF = limit value for welding fume/welding fume concentration, mg/m3
– means at the same time compliancewith the limit values of all substancescontained in the welding fume.

72
For permanently safe compliance with thelimit values, in certain work areas, thecontrol measurements prescribed sub-sequently to the analysis of the work areacan be omitted; as e.g. BG/BGIA recom-mendation for certain soldering work with electrically heated soldering bits atelectrical or electronic assemblies andtheir individual components (bit solder-ing).
For the implementation of the TRGS 403„Bewertung von Stoffgemischen in derLuft am Arbeitsplatz“ (Evaluation of mixedsubstances in the air at workplaces) dur-ing welding and allied processes referenceis made to clause 3.3 „Vereinfachtes Be-wertungsverfahren anhand von Leitkom-ponenten“ (Simplified evaluationprocedure on the basis of key compo-nents) (see as well clause 3 of the presentBG Information).
If the limit value(s) valid for the key com-ponent(s) is (are) observed in the brea-thing zone of the welder, the concentra-tions of all other hazardous substances inthe hazardous substances mixture arebelow their relevant limit values.
7 Identification and evaluation of the hazardous substances concentration
For the determination of the exposure ofthe welder to welding fume and com-parison with the air limit value for weldingfume (at present air limit value for the A fraction of the dust) sampling shall becarried out behind the welder’s faceshield or hand screen. This is also true forconfined spaces like containers, boilersor raised access floor cells on ships (seeas well clause 5 Measuring methods).
If – in exceptional cases – the sampling of welding fume is only possible outsidethe welder’s face shield (in front of or beside the protective shield or screen),the measured hazardous substancesconcentration does not give any infor-mation on the exposure of the welder,even if compared with the relevant limitvalue. In this case, only a statement concerning the direct ventilation situationis possible.
For the determination and evaluation of the hazardous substances concentrati-on at the workplace, TRGS 402 is used.
It contains a description of how to verifycompliance with the air limit values forhazardous substances at the workplace.

73
Sampling: at the person (PAS) Sampling: stationary
with capture2) without capture2) with capture2) without capture2)
Procedure
Number Number Number Numberof mea- Frequency of of mea- Frequency of of mea- Frequency of of mea- Frequency ofsuring exceeding suring exceeding suring exceeding suring exceedingdata for data for data for data for
6 mg/m3 3 mg/m3 6 mg/m3 3 mg/m3 6 mg/m3 3 mg/m3 6 mg/m3 3 mg/m3
3) 4) 3) 4) 3) 4) 3) 4)
% % % % % % % %
Manualmetal arc 386 19 38 186 49 73 45 4 8 41 4 19welding
MAGwelding 741 31 58 544 69 83 187 5 16 110 14 29
MIGwelding 250 22 43 176 43 68 58 2 23 52 7 24
TIG welding 149 5 10 182 5 15 39 0 1 35 4 9
Thermalcutting (flame,plasma, 66 14 23 18 52 69 33 0 11 13 18 26lasercutting)
Thermalspraying(flame, arc, 40 14 29 1 0 0 28 15 19 0 — —plasmaspraying)
8 Situation of hazardous substances at the workplace
8.1 Exposure to welding fume
An evaluation of the measurements ofwelding fume exposure at workplaces carried out by the Metall-Berufsgenossen-schaften with respect to compliance with
● the limit value then valid of the respirable fraction of 6 mg/m3 and
● the indicative value for welding fume for preventive occupational medical examinations of 3 mg/m3
is represented in figure 8-1.
Figure 8-1: Exposure to welding fume1), data period 1986 to 1996
1) welding fume = fine dust = total dust (see as well clause 3.1)2) with/without extraction system3) 6 mg/m3 = limit value for respirable fraction in the period 1986-19964) 3 mg/m3 = indicative value for preventive occupational medical examinations according to BGI 504-39 „Welding fume“

74
Exposure to Exposure to nickel oxideCr(VI) compounds for
for
Process chromium and chromium-nickel nickel and nickel-basechromium-nickel steels steels alloys
above below above below above below0,1/0,05 1) 0,1/0,05 1) 0,5 2) 0,5 2) 0,5 2) 0,5 2)
Manual metal arc welding always – – almost always – almost alwayswith covered electrode
MAG welding – often – often almost always –with solid wire
MAG welding often – – almost always – –with flux-cored wire
MIG welding – – – – almost always –
TIG welding – always – always – almost always
Plasma cutting often – always – always –
Laser cutting often – always – always –
Thermal spraying often – always – always –
Figure 8-2: Exposure to chromium(VI) compounds and nickel oxide
8.2 Exposure to chromium(VI)compounds and nickeloxide
Research studies and occupational ex-posure measurements during processingof chromium-nickel steels and of nickel
and nickel-base alloys without ventilationmeasures or with insufficient efficiency ofventilation measures reveal the situationrepresented in figure 8-2:
1) indicative value for chromium(VI) compounds with respect to the state of the art end 2004(0,1 mg/m3 for manual metal arc welding; 0,05 mg/m3 for all other processes)
2) indicative value (0,5 mg/m3 for all processes) for nickel oxide with respect to the state of the art end 2004

75
Figure 9-1: Example for an assignment of the protection classes to the emission and effect classes
In order to minimise the health hazard tothe welder by hazardous substances atthe workplace, technical, organisationaland – in certain situations – also personalprotective measures shall be effected.
The GefStoffV1) divides the protectivemeasures into different protection classes.An example for the assignment of theprotection classes to individual weldingprocesses, their emission classes and effect classes is shown in table 9-1.
As the magnitude of the emission rates is influenced by a number of factors (see clause 1.4 on page 19) and in addi-tion the concentration at the workplace
depends on workplace specific factors(see clause 4), the necessary protection classes may also differ from those given in figure 9-1.
A prevention concept has been deve-loped with the purpose of obtaining compliance with the limit values and of reducing exposure at the workplace. The prevention concept has the follow-ing topics (see as well Annex 1):
9.1 Technical protective measures
The technical protective measures listed in the following shall be chosen individually or in combination.
9 Protective measures against hazardous substances
Welding Emission EmissionsProtection classes
process classes rates (mg/s)Effect classes
Respiratory tract/lung toxic/irritative carcinogenic
UP 1 < 1 1 1 1
TIG 1 < 1 1 3*) 4*)
Laser welding2 1 to 2 2 3 4without filler metal
MMA, MAG, MIG 3 2 to 25 2 3 4
Flux cored self-shielded arc welding 4 > 25 2 3 4
*) Protective measures according to „BG/BGIA Recommendations for Hazard Evaluation according to the Hazardous Substances Ordinance –Tungsten Inert Gas Welding (TIG welding)“ (BGI 790-012)
1) Hazardous substances ordinance

76
Figure 9-3: Submerged arc welding withlow emission of hazardous substances
For this reason, tungsten inert gas weld-ing can be called a low fume emissionprocess. It is especially recommendedfor welding materials which containhigh quantities of chromium and nickel.
● In submerged arc welding the weldingprocess is carried out under a blanketof granular flux (figure 9-3). Thus, only small quantities of hazardous sub-stances are generated. In addition, for procedural reasons, the operator is generally not very close to the weld.For these reasons, submerged arc welding is recommended as an alter-native to other arc welding processes – if technically possible.
● Pulsed operation during gas-shieldedarc welding (pulsed-arc welding) leadsto a reduction of the welding fumeemission by 50 % to 90 %.
Figure 9-2: TIG welding, a process with low welding fume emission
9.1.1 Selection of low fume emissionprocesses
● High-alloy covered electrodes are usedin manual metal arc welding of chromi-um-nickel steel. This process produceshigh amounts of fume which containhexavalent – carcinogenic – chromiumcompounds (here: chromates) in criti-cal concentrations. It is possible toconvert to metal active gas welding(MAG). Although MAG welding pro-duces more chromium compoundsoverall, these are, however, predomi-nantly trivalent (non-carcinogenic) andseldom hexavalent (carcinogenic).
● In comparison to manual metal arcwelding, metal active gas welding (MAG)and metal inert gas welding (MIG),tungsten inert gas welding (TIG) gene-rates much less fume (figure 9-2).

77
Figure 9-4: Selection of favourable parameters for different processes
● Laser flame cutting of unalloyed andlow-alloy steel leads to lower hazardoussubstance emissions than flame cutting.
● High pressure laser cutting (with N2) instead of laser flame cutting (with O2).For the same material and the samesheet thickness, emissions of hazardoussubstances during high pressure lasercutting can be lower by a factor of 2 to15 than those during laser flame cutting.
● Where possible, flame spraying shouldbe preferred to arc spraying because of the lower emissions. On the otherhand, the risk of generation of nitrousgases shall not be neglected here.
9.1.2 Selection of low fume emission materials
Fume generated in soldering and brazing and the related exposure can
be reduced by a careful choice of materi-als (e.g. low melting point brazing alloyswith high content of silver). Special atten-tion shall be paid to brazing with nickel-base brazing alloys and brazing alloyscontaining cadmium (due to the carcino-genic effects of cadmium and nickel). In particular, the possibility of replacingnickel-base brazing alloys and brazing alloys containing cadmium by less hazar-dous solders should be explored.
9.1.3 Optimising the working conditions
The generation of hazardous substancesand their penetration into the breathingzone can be reduced by selection of fa-vourable welding parameters (figure 9-4)and by an improvement of other workingconditions.
Process Oxyacetylene Manual metal MAG-/MIG weldingParameter process arc welding
Torch size small
Oxygen consumption limited
Flame length short
Cutting speed (mm/s) low
Welding voltage low*) low*)
Welding current low*) low*)
Arc length short
Composition of shielding gas higher contents of inert gas (e. g. Ar)
Flow rate of shelding gas low*)
*) with regard to manufacturer’s data

78
9.1.3.1 Selection of favourable weldingparameters
The selection of favourable welding para-meters may contribute substantially tominimising hazardous substances. It isadvisable to avoid high levels of weldingvoltage, welding current and shieldinggas flow rate.
9.1.3.2 Use of non-thoriated electrodesin TIG welding
Non-thoriated electrodes for TIG weldingwith other oxide additions (e.g. additionscontaining cerium or lanthanum) are already standardized in DIN EN 26848and available on the market.
9.1.3.3 Selection of favourable parameters for laser cladding
In laser cladding, hazardous substancescan be minimised by
● lowest possible energy per added powderin relation to the process result and
● best possible powder selection with respect to particle size distribution.
9.1.3.4 Selection of favourable parameters for laser cutting
In laser cutting, hazardous substancescan be minimised within the optimum parameters by
● lower laser beam power,
● short lens focal length for thin sheetsand
● low cutting pressure.
9.1.3.5 Surface condition of the workpiece
During welding and cutting operations on coated workpieces, additional hazard-ous substances are generated from thecoating which can be avoided by the following measures:
● reduction of the coating thickness to 15 to 20 µm,
● removal of coatings in the welding area,
● removal of contamination on the workpiece surface (e. g. oil, grease,paint, residues of solvents).
9.1.3.6 Body posture of the welder
The welder’s workplace and the posi-tioning of the workpiece should be suchthat
● the horizontal distance between thewelding location and the welder’s headis as large as possible and
● the vertical distance is as short as possible.
This ensures that hazardous substan-ces ascending with the thermal updraftcan largely be kept away from the welder’s breathing zone.
9.1.4 Technical safety devices
Special technical safety devices may be used to reduce the emission and immission of hazardous substances.

79
9.1.4.1 Torch holderwith gas shut-up valve
At fixed workplaces for oxyacetyleneoperations it is possible to use torch holders fitted with automatic gas shut-offvalves. This avoids the generation of large quantities of nitrous gases duringbreaks.
9.1.4.2 Plasma cuttingwith water protection device(with water curtain/air-water showeror water protection bell)
Plasma cutting with a water curtain isusually carried out in conjunction with a water cutting table and a water injection cutting torch. The emission of hazardous substances is reduced butcannot be avoided.
9.1.4.3 Plasma cutting under water
Today, plasma cutting under water cover is carried out in numerous smalland medium-sized plants. This processreduces the emission of hazardous substances and noise to a considerableextent.
Depending on the application (sheetthickness, type of material), emission of airborne particles can be reduced by a factor of up to 500 for comparable cutting operations. The emission of gases, especially nitrous gases (in plasma cutting with argon/nitrogen/
hydrogen as plasma gas), is reduced by about a half.
9.1.4.4 Flame cutting and plasma cutting on the water surface
The sheet is placed on the water sur-face of a cutting tank and a concentric exhaust can be installed around the torch so that the emission of hazardoussubstances is reduced.
9.1.4.5 Flame cutting under water
Studies on flame cutting with a water cover have shown a radical reduction in the emission of hazardous substan-ces compared to atmospheric flame cutting:
● particulate emissions are reduced by several orders of magni-tude,
● emission of gaseous substances also decreases substantially.
9.1.4.6 Operations in enclosed booths
Thermal spraying should be carried out in enclosed booths, if possible in automated mode (operators outside).Plasma spraying in enclosed booths isstandard practice today (figure 9-5 on page 80).
Enclosure of the working area is also re-commended for laser material processing.

80
Figure 9-5: Enclosed booth for plasma spraying
9.1.5 Ventilation
Practical experience shows that ventilation often is the only possibility forminimising hazardous substances.
a) Free ventilation (natural ventilation)
Air is exchanged between the interior and the exterior as a result of a pressure
gradient due to wind and temperature differences between the outside and theinside.
The exchange of air takes place throughwindows, doors, ridge turrets etc. Free ventilation can only be the solutionfor low hazard levels (determined by amount, concentration, type of hazardoussubstance). An example is TIG weldingwith non-thoriated tungsten electrodes.

81
b) Forced (mechanical) ventilation
The exchange of air between the roomand the outside realized by circulatingunits (e.g. fans or blowers) is called forced (mechanical) ventilation.
To obtain effective forced ventilation inrooms or halls, the air flow pattern, for example in welding – thermal uplift of hazardous substances from the bottom to the top – should be arranged so thatthe exhaust air is removed from the upperpart of the room and fresh air flows in at the bottom.
9.1.5.1 Extraction
In welding processes where high con-centrations of hazardous substances and/or critical substances are to be expected in the workplace atmosphere, the use of extraction systems (Figure 9-6) for a direct local capture of the generated hazardous substances is the most effec-tive protective measure. All process/material combinations known to causemedium, high and very high hazards (see clause 4 of this BG Information) are addressed.
The purpose is optimum capture and exhaust of hazardous substances and high efficiency of the filter system.The capture element is critical for the effectiveness of extraction (figure 9-7 onpage 82).
The choice of shape, the correct dimen-sioning and positioning of capture ele-ments shall correspond to the thermalmovement of the welding fume and its quantity and depends on the particularworking situation (see Directive DVS/VDI6005).
The capture element should always beplaced as close as possible to the gene-ration area of hazardous substances.
Figure 9-6: Exampleof a stationary extraction

82
Figure 9-7: Gas-shielded metal arc welding (MIG/MAG) with extractor
For flexible capture elements it is important that the welder is willing to position it correctly.
Capture elements with flange are more effective than the conventional types without flanges used previously (figure 9-8).
Tests on a test stand show that refitting of funnel guards with a flange of a widthof 50 mm already may lead to an increaseof suction reach of about 10 % in all
directions or a reduction of air quantity demand of about 20 % (see as well „Gesund und Sicher“ 9/2002, „Absaug-technik – Teil 2“).
The filter system used plays a decisive role in the separation of hazardous substances.
Among other factors, the choice of these filter systems depends on the chemical composition of the hazardoussubstances.

83
Figure 9-8: Tests on the test stand;Table of results for the measured suction reaches at 1200 m3/h (GS 9/2002 „Absaugtechnik – Teil 2“)
➧
Suction range x Suction range xRequired
Description Figure at 1200 m3/h at 1200 m3/hvolume flow for
(wx = 0,3 m/s)1) (wx = 0,5 m/s)2)wx = 0,4 m/sx = 300 mm
Suction tube➧ 150 mm 290 mm 217 mm 1705 m3/hwithout flange
Suction tube➧ 150 mm
337 mm 255 mm 1270 m3/hwith flange400 x 400 mm
Funnel➧ 300 mm 302 mm 240 mm 1580 m3/hwithout flange
Funnel➧ 300 mm
335 mm 254 mm 1290 m3/hwith flange400 x 400 mm
Asymmetricinflow nozzle with flange 343 mm 248 mm 1220 m3/h360 x 290 mm(Kemper)
Nozzle plate400 x 400 mm,
344 mm 258 mm 1220 m3/hr 40 mm(Kessler+Luch)
1) Mean values from 30 measuring points in 2 axes displaced by 90°2) Mean values from 26 measuring points in 2 axes displaced by 90°
Table of results with measured suction ranges at 1200 m3/h. For a simplified reading, the mean suction range is given.

84
For the filtration of metal dusts, self-cleaning surface filters (cleaned with compressed air) can be recom-mended.
Separation of gases and especially of organic components is very difficult and shall be adapted to each single case (process, material). The extraction equipment requires an efficient separa-tion of the hazardous substances for the recirculation of the air and/or for the environment. Various filter systems – mechanical, electrostatic – are available.
Available extraction equipment may bedifferentiated into:
● static extraction equipment
and
● mobile extraction devices.
Static extraction equipment is suitable for repetitive welding operationscarried out at fixed locations (e. g. massproduction). Extracted air is directed to the outside by ducting (e. g. within a larger centralised system). Depending on the task, the capture elements arefixed in position or can be guided by flexible hoses.
These units are available in differentforms. Cutting tables are usually fittedwith down-draught extraction (extractionbelow the table).
Down-draught extraction acts in the direction opposite to the thermal up-current of hazardous substances.
An additional extraction device can be fitted above the table and to the rear.Extractor tables fitted to flame and plasma cutting systems are intended to work in sections and hence concen-trate on the respective dust generationarea.
Example:
During laser cutting with down-draught extraction and optimum ambient air changes,emissions are 10 times less than the OELvalue for the respirable fraction of the dust.This ensures continuous and reliable com-pliance with these limit values.
Booths with extraction for welding and thermal spraying:
Booths incorporating extraction have yielded very good results in practice.
The walls of the booth enclose the working area as closely as possible. Air flowing in through the booth opening is exhausted on the opposite side. Inside these booths, hazardous sub-stances should be captured and extract-ed directly at the area of generation by special capture devices.
In laser processes booths also offer a good protection against hazardous substances and optic radiation.
The separator may be connected to the central extraction system or the boothmay have its own separator.

85
Figure 9-9: Capture element fixed to the torch
Existing torches can also be refitted with it.
Clause 6.3 „Ventilation measures“ of the BG Rule „Welding Fume“ (BGR 220)specifies the requirements for the re-circulation of air. For welding fume with-out carcinogenic substances, recircula-tion of air is permitted, if the extracted air was sufficiently cleaned from hazardous substances; i. e. if the concentration of the substances in the recirculated airdoes not exceed 1⁄5 of the valid air limitvalue and the proportion of the recircu-lated air in the fresh air does not exceed70 %. For extraction of hazardous sub-stances containing proportions of carci-nogens, recirculation of air must complywith the requirements of TRGS 560. Mobile welding fume extraction devicescomply with the requirements if they have been tested by the Berufsgenossen-schaftliches Institut für Arbeitsschutz(BGIA = BG Institute for OccupationalHealth and Safety) and published in theBGIA handbook under the section„510215 – Mobile Schweißrauchabsaug-geräte – Positivliste“ (Mobile welding fume extraction devices – positive list).
Today, mobile filter extractors to the stateof the art are successfully used for welding.
Torches with integrated extraction are suitable for MIG/MAG processes.They allow direct extraction at the pointof generation of hazardous substanc-es. They may be used in stationary and in mobile systems (figure 9-10 on page 86).
Mobile welding fume extraction devices are suitable when the work-places vary and can be used in manyfields. These devices operate with air recirculation, i.e. the captured and filteredair is recirculated into the working area. Mobile extraction devices may be com-bined and operated with different capture devices:
● gas shielded torches with integratedextraction,
● hand shield with integrated extraction,
● movable capture devices (extractor ducts).
Formerly, the extraction and its regula-tion were done by means of an annularnozzle; the new version, where the extraction device is attached to the torchso that it can be turned, is better adapt-able to the local conditions and the weld-ing situation. A larger degree of capture is reached without noteworthy adverseeffect on the gas shielding.

86
For Nd:YAG lasers working head integrated extraction nozzles were also developed.
9.1.5.2 Supply air systems/room ventilation
Generally, for welding processes in hallssupply air and exhaust air systems arerequired for the removal of hazardoussubstances. The air contaminated withhazardous substances shall be suitablyreplaced by uncontaminated air.
For process/material combinations, where a low hazard can be anticipated as e.g. submerged arc welding (see clause 4 of this BG Information) a tech-nical room ventilation can generally be sufficient for welding activities taking a longer time.
9.1.5.3 Assignment of ventilation measures to processes and materials used in welding
Clause 6.3 of the BG Rule „Welding fume“ (BGR 220) contains ventilation requirements for normal cases of important welding processes.
A differentiation is made between ven-tilation in rooms for processes in whichthe content of hazardous substancesmainly depends on
● either the filler metal used
or
● the parent metal used.
(figures 9-13 to 9-16 on pages 87 to 89).
Figure 9-12: Torch for gas-shielded metalarc welding (MIG/MAG) with integratedextraction for automated systems
Figure 9-11: Working head integrated extraction for Nd:YAG lasers(Source: Heinz-Piest-Institut, PHI extractor nozzle MK 5)
Figure 9-10: Torch with integrated extraction
When designed for high vacuum, captureelements and piping/hoses only needsmall diameters as the air volumes requir-ed for ventilation are small.

Figure 9-14: Excerpt from BG Rule „Welding fume“ (BGR 220, Table 8): Ventilation in roomsfor processes with filler metal
87
Figure 9-13 a: Torch-integrated extractorout of operation
Figure 9-13 b: Torch-integrated extractor in operation
Filler metal
unalloyed high-alloy steel WeldingProcess and low-alloy non-ferrous of coated
steel, materials steelaluminium (except aluminiummaterials materials)
Gas welding T A A
Manual metal arc welding A A A
MIG/MAG welding A A A
TIG welding
– with non-thoriated tungsten electrodes T A/T T
– with thoriated tungsten electrodes A A A
Submerged arc welding T T T
Laser cladding A A –
Thermal Spray A A –
A = extraction at the point of generation of hazardous substance T = forced (mechanical) room ventilation

88
Figure 9-15 Excerpt from BG Rule „Welding fume“ (BGR 220, Table 9): Ventilation in roomsfor processes without filler metal
Parent metal
unalloyed high-alloy steel WeldingProcess and low-alloy non-ferrous of coated
steel, materials steelaluminium (except aluminium-materials base materials)
Flame heating, Flame straightening T T T
Flame hardening T – –
Flame priming T – A
Flame cutting T* – T*
Flame grooving A – T
Scarfing – A –
TIG welding– with non-thoriated tungsten electrodes T T T– with thoriated tungsten electrodes A A A
Laser welding A A A
Laser cutting A A A
Plasma cutting (without water cover) A A A
Arc oxygen cutting, A A AArc air gouging
Flash butt welding A A A
Other resistance welding processes F T T
*) Digressively, for automated flame cutting equipment A is valid F = free (natural) ventilationA = extraction at the point of generation of hazardous substances T = forced (mechanical) room ventilation

Figure 9-16 Deviating from the data in figures 9-14 and 9-15, more intensive ventilation may be necessary; or less intensive ventilation may be adequate,if proved by measurements (BGR 220, Table 10), e.g. for
89
more intensive ventilation necessary less intensive ventilation sufficient
● especially high gas flow rates, ● especially low gas flow rates,
● especially high welding currents, ● especially low welding currents,
● contamination of work piece surfaces, ● favourable working conditions (e. g. high halls,favourable air flow conditions),
● unfavourable working conditions ● favourable air flow conditions(e.g. confined spaces, unfavourable air (e. g. roof openings and air supplyflow conditions). in the floor area),
● coatings for which a neutral expert report has demonstrated that hazardous substancesare only generated in a minor degree.
9.2 Personal protective equipment
Personal protective equipment is intended to protect the welder directlyand, in many cases, is a necessary supplement to the technical protectivemeasures:
9.2.1 Welder’s hand and face shields
Hand and face shields with filter lenses with the appropriate protection level shall be used in arc welding. They provide protection from optic
radiation, heat, sparks and, to some degree, from hazardous substances. The welder is responsible for their correct positioning.
9.2.2 Respiratory protective equipment
The use of respiratory protective devicesis only allowed if, under critical con-ditions, all organisational and technicalmeasures have been exhausted.
In general that means they shall only be used for short periods and only in confined spaces (e.g. boilers, containers,

90
raised access floor cells in ships) or other areas with low/insufficient airexchange.
For certain process/material combina-tions as e.g. MIG welding of aluminiummaterials we know from experience that minimizing the hazardous sub-stances concentration – by means of ventilation measures – does not suffice to achieve that both the concentrations of ozone and welding fume remain under the limit values. Here, forced draught respiratory protective equipment,e.g. a forced draught air welding helmet, is recommended as a supplement to ventilation, as for these devices a G 26test may be dispensed with and no limitof the wear time has to be observed.
Selection of respiratory protectiveequipment for welding activities
Up to 20fold overstepping of the limitvalues for the respiratory fraction the use of half/quarter masks with P3filters or particle filtering half masksFFP3 is recommended.
It shall, however, be noted that duringspecial cutting and welding activitiesother gases, ozone and CO, and othergaseous or vaporous hazardous sub-stances may be formed. In addition the aerial oxygen may be displaced bythe above gases in the case of insufficientventilation of the workplace and thus the concentration can fall below 17 percent by volume. For this reason, the following is recommended:
a) In case of sufficient oxygen supply,a combination filter which holds backorganic and inorganic gases and va-pours. Furthermore, the filter for gasesshould be suitable for CO and nitrousgases. A combination filter is recom-mended, as the hazardous substancesmentioned occur in different concen-trations, but also collectively.
The generated ozone is retained by an activated carbon filter. Due to thehigh weight of such a filter only a fullmask can be used as facepiece. A betteralternative is the choice of a forced draught filtering device incorporating a mask or a helmet/hood. If generation of CO or nitrous gases is likely, an A1B B 2 E2 K1 CO NO HG P3 filtershould be used. If CO and nitrous gasesare not assumed, an ABEK2 P3 filter is sufficient.
b) In case of insufficient or uncertainoxygen content of the ambient air res-piratory protective equipment with-out air recirculation shall be used.
Here, a compressed air line breathing apparatus incorporating a hood shouldbe favoured.
For activities with open flame or wherewelding spatter may occur, the possiblehazard by ignition of the filters (amongothers generation of high carbon mon-oxide and carbon dioxide concetrations)shall be taken into account when using respiratory protective equipment,especially with gas or combination

91
filters, which are not directly connected to the facepiece.
Studies performed on glassfibre filters ofvarious filter classes (P1, P2, P3) show thatthe relevant requirements of EuropeanStandards governing the permeability arereliably met for all three performance cate-gories. The characteristics already knownfor particulate high efficiency air filters arethus also confirmed for respiratory protec-tive devices. Random movement (diffusi-on) of the ultrafine particles causes themto deposit inside the filtering layer.
Where a suitable filter class is select-ed, well over 99 % of the fine and ultra-fine particles can be separated. By contrast, leakage-free fit of the breathingmask presents the real problem for theuse of respiratory protective equipment.
For use of respiratory protective equip-ment, see BG Rule „Einsatz von Atem-schutzgeräten“ (use of respiratory pro-tective equipment, BGR 190) and BGInformation „Zertifizierte Atemschutz-geräte“ (certified respiratory protectiveequipment, BGI 693).

92
Figure 10-1: „Berufsgenossenschaftliche Grundsätze für arbeitsmedizinische Vorsorge-untersuchungen“ (G …) and associated „selection criteria“
BG principle Title Selection criteria
G 2 lead or its compounds BGI 504-2
G 7 carbon monoxide BGI 504-7
G 15 chromium(VI) compounds BGI 504-15
G 27 isocyanates BGI 504-27
G 32 cadmium or its compounds BGI 504-32
G 34 fluorine or its inorganic compounds BGI 504-34
G 38 nickel or its compounds BGI 504-38
G 39 welding fume BGI 504-39
G 40 carcinogenic hazardous substances – general BGI 504-40c (Be)BGI 504-40f (Co)
10.1 General
Despite considerable technical and organisational efforts, absolute securityagainst the effects of hazardous sub-stances cannot be attained under today’soperating conditions. Therefore, it is necessary and beyond dispute that, forcertain operations, necessary technicalprevention should be accompanied bypreventive occupational medical care. Its purpose is avoidance and early de-tection especially of chronic diseases.
Employees at risk shall therefore be ex-amined before starting work and then receive regular examinations by anauthorized physician (see Gefahrstoffver-ordnung [Hazardous Substances Ordi-nance]) and UVV „ArbeitsmedizinischeVorsorge“ (Preventive Occupational Medi-cal Care) (BGV A 4). These requirementsapply, among others, to employees who
are exposed to higher doses of carcino-genic substances such as chromium(VI)compounds (chromates, chromium trioxide) or nickel oxide. This means thatmany welders are also affected.
Occupational medical examinations shall be initiated during welding and cutting of metals, if the welding fume con-centration exceeds 3 mg/m3; they shall, however, also be offered in the case of compliance with this concentration.
10.2 Principles and selectioncriteria
The „Berufsgenossenschaftliche Grund-sätze für arbeitsmedizinische Vorsorge-untersuchungen (BG principles for occu-pational medical examinations)“ (G …) give essential advice to the authorizedphysician how to proceed in practice
10 Preventive occupational medical care

93
(figure 10-1). With regard to hazardoussubstances generated by welding, the principles G 15, G 310 and G 39 areof special importance.
The groups of persons who have to un-dergo a special occupational medical examination are listed in the BG Informa-tion „Auswahlkriterien für die spezielle arbeitsmedizinische Vorsorge nach denBerufsgenossenschaftlichen Grund-sätzen für arbeitsmedizinische Vorsorge-untersuchungen“ (Selection criteria forspecial occupational medical care ac-cording to the BG principles for occu-pational medical examinations) (BGI 504und BGI 504- to …)
This selection is based on whether indi-vidual components of hazardous sub-stances exceed or remain below the exposure action value. The selection criteria specifically refer to processes inwhich the exposure action value is ex-ceeded or not reached and thus provide essential help when deciding which em-ployees should be selected for occu-pational medical examinations.
10.3 Welding fume (general)
Principle G 39 applies to welding fume in general. For insured persons exposedduring work to a concentration of A dust (respirable fraction) in the weldingfume exceeding 3 mg/m3 as time weight-ed average concentration in the brea-thing zone, the accident prevention regu-lation „Grundsätze der Prävention“
(prevention principles) (BGV A 1) specifiesthat occupational medical examinationsshall be carried out in accordance with G 39 „Schweißrauche“ (welding fume).
According to the latest findings, it can generally be expected that the indica-tive value of 3 mg/m3 will be exceeded during the following welding and alliedprocesses:
● manual metal arc welding, MIG, MAGwelding without sufficient ventilation,
● plasma cutting without extractionand/or water cover,
● flame spraying, arc spraying, plasmaspraying without enclosure,
● flame gouging,
● air arc gouging,
● flash butt welding,
● automated flame cutting without extraction or without water cover,
● welding with filler wire (MAG, MIG,MOG welding) without extraction,
● laser welding (with/without filler metal)and cutting without extraction.
Occupational medical examinationsaccording to G 39 are generally not ne-cessary (but can be offered) for thefollowing welding and allied processes,where the indicative value is not reached:
● gas welding,
● flame heating,
● tungsten inert gas welding,
● micro plasma welding,
● plasma cutting with water cover,

94
● submerged arc welding,
● resistance welding (except flash buttwelding),
● friction welding,
● thermal spraying in enclosed equipment,
● stud welding,
● liquid metal welding (thermit welding),
● electro slag welding.
For other processes and working situa-tions, measurements at the workplaceshall be used as basis for the decision.
According to G 39, occupational medicalexaminations shall be carried out beforestarting work; re-examinations shall thentake place at 36 months intervals.
10.4 Chromium(VI) compounds
The principle G 15 gives details on pre-ventive occupational medical examina-tions for employees in the context of an exposure to chromium(VI) compounds.The choice criteria in the BGI 504-15 are assigned to G 15.
According to the latest findings, anexposure which is relevant to health and noteworthy (formerly: exceeding the exposure action value) can be expected for the following welding and allied processes:
● manual metal arc welding with high-alloy covered electrodes (with a chromium content of 5 % or more by mass),
● metal active gas welding with high-alloy filler wire (with a chromiumcontent of 5 % or more by mass in the alloy or in fluxes for making slag),
● plasma cutting and laser cutting ofchromium nickel materials (with a chromium content of 5% or more by mass),
● flame spraying, arc spraying, plasmaspraying with high-alloy spraying filler metals (with a chromium contentof 5 % or more by mass),
● welding, cutting and dry grinding of workpieces coated with materialscontaining chromium(VI).
Preventive occupational medical exami-nations according to the principle G 15usually are not necessary for the followingwelding processes, because there is no noteworthy health hazard (formerly:exposure action value not reached):
● tungsten inert-gas welding,
● micro plasma welding,
● plasma fusion cutting with water cover.
For other processes and in special working situations, measurements at the workplace shall be used as basis for the decision.
Preventive occupational medical exa-minations shall be carried out before starting work (initial examination). The first re-examination is due after 6 to 9 months, further re-examinations after 12 to 24 months.

95
In addition, extra re-examinations are necessary due to chromium (VI) beingclassified as carcinogenic, i.e. even aftertermination of the hazardous activity occupational medical surveillance is carried out. In these cases, special notification to the Berufsgenossenschaft(ODIN) is necessary, when an activity involving special hazards is taken up.
10.5 Nickel and nickel compounds
The principle „Nickel oder seine Verbin-dungen“ (Nickel or its Compounds) (G 38)gives details on preventive occupationalmedical examinations for employees inthe context of an exposure to nickel andits compounds
According to the latest findings, an exposure which is relevant to health andnoteworthy (formerly: exceeding the exposure action value) can be expectedfor the following processes, according to the selection criteria assigned to the principle G 38 in the BG Information„Nickel oder seine Verbindungen“ (Nickel or its Compounds) (BGI 504-38):
● gas shielded metal arc and manual me-tal arc welding with high-alloy filler ma-terial (with a nickel content of 5% ormore by mass),
● plasma cutting and laser cutting of materials with a nickel content of5 % or more by mass,
● thermal spraying with spraying materials with a nickel content of morethan 5 %.
Preventive occupational medical exa-minations according to the principle G 38are generally not necessary (but can beoffered) for the following welding pro-cesses, because there is not noteworthyhealth hazard (formerly: exposure actionvalue not reached):
● tungsten inert-gas welding,
● micro plasma cutting,
● plasma cutting with water cover,
● thermal spraying in enclosed equipment.
For other processes or in special workingsituations, measurements at the work-place shall be used as basis for the deci-sion.
According to G 38, an initial examinationshall take place before starting work and re-examinations are prescribed after36 to 60 months. Additional re-exami-nations are carried out at intervals of 36 to 60 months for working periods ex-ceeding 5 years. In these cases, specialnotification to the Berufsgenossenschaft(ODIN) is necessary, when an activity involving special hazards is taken up.

96
Summary of technical regulations to be considered for hazardous substances in weldingand allied processes.
11.1 Accident Prevention Regulations
● „Grundsätze der Prävention“ (BGV A 1)● „Arbeitsmedizinische Vorsorge“ (BGV A 4)
11.2 BG Rules, BG Information and BG Principles
● „Arbeitsplatzlüftung – Lufttechnische Maßnahmen“ (BGR 121)● „Benutzung von Atemschutzgeräten“ (BGR 190)● „Schweißrauche“ (BGR 220)● „Auswahlkriterien für die spezielle arbeitsmedizinische Vorsorge
nach den Berufsgenossenschaftlichen Grundsätzen für arbeitsmedizinische Vorsorgeuntersuchungen“ (BGI 504)
● „Blei oder seine Verbindungen (mit Ausnahme der Bleialkyle)“ (BGI 504-2)● „Kohlenmonoxid“ (BGI 504-7)● „Chrom(VI)-Verbindungen“ (BGI 504-15)● „Isocyanate“ (BGI 504-27)● „Cadmium oder seine Verbindungen“ (BGI 504-32)● „Fluor oder seine anorganischen Verbindungen“ (BGI 504-34)● „Nickel oder seine Verbindungen“(BGI 504-38)● „Schweißrauche“ (BGI 504-39)● „Beryllium“ (BGI 504-40c)● „Cobalt und seine Verbindungen“ (BGI 504-40f)● „Von den Berufsgenossenschaften anerkannte Analysenverfahren
zur Feststellung der Konzentrationen krebserzeugender Arbeitsstoffe in der Luft in Arbeitsbereichen“ (BGI 505)
● „Bestimmung von sechswertigem Chrom“ (BGI 505-5)● „Bestimmung von Nickel“ (BGI 505-10)● „Bestimmung von Cobalt und seinen Verbindungen“ (BGI 505-15)● „Lichtbogenschweißer“ (BGI 553)● „Gasschweißer“ (BGI 554)● „Beurteilung der Gesundheitsgefährdung durch Schweißrauche –
Hilfestellung für die schweißtechnische Praxis“ (BGI 616)
11 Regulations and Rules

97
● „Zertifizierte Atemschutzgeräte“ (BGI 693)● „Nitrose Gase beim Schweißen, Schneiden und
bei verwandten Verfahren“ (BGI 743)● „Umgang mit thoriumoxidhaltigen Wolframelektroden beim
Wolfram-Inertgasschweißen (WIG)“ (BGI 746)● „Berufsgenossenschaftliche arbeitsmedizinische Vorsorgeuntersuchungen“ (BGG 904)
– G 2 Blei oder seine Verbindungen– G 7 Kohlenmonoxid– G 15 Chrom(VI)-Verbindungen– G 27 Isocyanate– G 32 Cadmium oder seine Verbindungen– G 34 Fluor oder seine anorganischen Verbindungen– G 38 Nickel oder seine Verbindungen– G 39 Schweißrauche– G 40 Krebserzeugende Gefahrstoffe – Allgemein
11.3 Ordinances and Technical Regulations
● „Verordnung über gefährliche Stoffe“ (Gefahrstoffverordnung)● TRGS 101 „Begriffsbestimmungen“ ● TRGS 402 „Ermittlung und Beurteilung der Konzentration gefährlicher Stoffe
in der Luft in Arbeitsbereichen“ ● TRGS 403 „Bewertung von Stoffgemischen in der Luft am Arbeitsplatz“ ● TRGS 415 „Tragezeitbegrenzungen von Atemschutzgeräten
und isolierenden Schutzanzügen ohne Wärmeaustausch für Arbeit“ ● TRGS 420 „Verfahrens- und stoffspezifische Kriterien für die dauerhaft
sichere Einhaltung von Luftgrenzwerten (VSK)“ ● TRGS 560 „Luftrückführung beim Umgang mit krebserzeugenden Gefahrstoffen“ ● TRGS 900 „Grenzwerte in der Luft am Arbeitsplatz – Luftgrenzwerte“● TRGS 903 „Biologische Arbeitsplatztoleranzwerte – BAT-Werte“ ● TRGS 905 „Verzeichnis krebserzeugender, erbgutverändernder
und fortpflanzungsgefährdender Stoffe“● TRGS 910 „Begründungen für die Einstufung der
krebserzeugenden Gefahrstoffe in die Gruppen I, II oder III der Listedes Anhanges II Nr.1.1 Gefahrstoffverordnung“
(obtainable from Carl Heymanns Verlag GmbH, Luxemburger Straße 449, 50939 Köln)

98
11.4 DIN Standards
● DIN EN 481 „Workplace atmospheres; size fraction definitions for measurement ofairborne particles“
● E DIN 32507-1 (EN ISO 10882-1)„Health and safety in welding and allied processes – Sampling of airborne particlesand gases in the operator’s breathing zone – Part 1: Sampling of airborne particles“
● E DIN 32507-2 (EN ISO 10882-2) Part 2: „Sampling of gases“.
● E DIN 32507-3 (EN ISO 15011-1)„Laboratory method for sampling fume and gases generated by arc welding“
● E DIN 32507-4 (EN ISO 15011-2)„Determination of emission rates of gases, except ozone“
● E DIN 32507-5 (EN ISO 15011-3)„Determination of ozone concentration using fixed point measurements“
● EN ISO 15011-4 „Fume data sheets“
● DIN EN 26848 „Tungsten electrodes for inert gas shielded arc welding and for plasmacutting and welding – codification“
(obtainable from Beuth-Verlag, Burggrafenstraße 6, 10787 Berlin)
11.5 Other technical rules
● DVS/VDI-Richtlinie 6005 „Lüftungstechnik beim Schweißenund bei verwandten Verfahren“
● DVS 2307 Blatt 2 „Arbeitsschutz beim Flammspritzen“
● DVS 2307 Blatt 3 „Arbeitsschutz beim Lichtbogenspritzen“
● DVS 2307 Blatt 4 „Arbeitsschutz beim Plasmaspritzen“
(obtainable from DVS-Verlag, Aachener Straße 172, 40223 Düsseldorf)
11.6 Other literature sources
● Eichhorn, F. und Oldenburg, Th.„Untersuchung der Schweißrauchentstehung beim Lichtbogenhandschweißenund beim Schutzgasschweißen mit mittel- und hochlegierten Zusatzwerkstoffen“,DVS-Verlag, Düsseldorf

99
● Bach, F. W., Haferkamp, H., Vinke, T. und Wittbecker, J. S.„Ermittlung der Schadstoffemissionen beim thermischen Trennen nach dem Laserprinzip“, Schriftenreihe Bundesanstalt für Arbeitsschutz,Fb 615, Dortmund
● Zschiesche, W.Institut für Arbeits- und Sozialmedizin der Universität Erlangen-Nürnberg„Vergleichende arbeitsmedizinische Bewertung der Emissionen beim Laserschneiden von Stählen“ (Juni 1991)
● Kraume, G. und Zober, A.„Arbeitssicherheit und Gesundheitsschutz in der Schweißtechnik“Band 105, DVS-Verlag, Düsseldorf (1989)
● Grothe, I., Hufschlag, F., Kraume, G. und Schreiber, G.„Arbeitsschutz beim Schweißen“Band 29, DVS-Verlag, Düsseldorf
● Wittbecker, J.-G.„Gefahrstoffermittlung bei der CO2-Laserstrahlbearbeitung“ Reihe 2: Fertigungstechnik Nr. 298, VDI-Verlag, Düsseldorf
● Steiner, H.„Partikelmesstechnik beim Plasmaschmelzschneiden“,Reihe 2: Fertigungstechnik Nr. 245, VDI-Verlag, Düsseldorf
● Lauterbach, R.„Umweltbelastungen beim atmosphärischen Plasmaspritzen“Reihe Werkstofftechnik, Verlag Shaker
● Spiegel-Ciobanu, V. E.„Bewertung der Gefährdung durch Schweißrauche und Schutzmaßnahmen“Schweißen und Schneiden 54 (2002) Heft 2
● Spiegel-Ciobanu, V. E.„Beurteilung partikelförmiger Stoffe in der Schweißtechnik“Schweißen und Schneiden 51 (1999) Heft 4
● Kenny, L. C.; Aitken, J. J.; Görner, P.:Investigation and application of a model for porous foam aerosol penetration. J. Aerosol Sci. 32 (2001), S. 271-285
● C. Möhlmann, R. J. Aitken, L. C. Kenny, P. Görner, T. VuDuc, G. Zimbelli: Größenselektive personenbezogene Staubprobenahme: Verwendung offenporigerSchäume, Gefahrstoffe – Reinhaltung der Luft 63 (2003) Nr. 10 Oktober, S. 413-416
● Messung von Gefahrstoffen – BGIA-Arbeitsmappe, Hrsg.: Berufsgenossenschaftliches Institut für Arbeitsschutz – BGIA, Erich Schmidt Verlag, Bielefeld 1989 – Losebl.-Ausgabe

100
Protective measures relevant for welding and allied processes, see as well clause 9.
Excerpt from the Hazardous Substances OrdinanceProtective measures of protection class 1
1. Hazards to be minimized or eliminated by the following measures:● Design of workplace, organisation of work● Supply of appropriate work material and maintenance procedures● Limiting the number of workers● Limiting exposure duration and intensity● Hygiene measures, workplace cleaning● Limiting hazardous substances to the quantity required● Appropriate methods and processes and safe handling, storage and transport
2. Workplace contamination and hazard to workers to be kept to an absolute minimum
3. Functionality and efficacy of technical safety measures to be audited every threeyears
4. Labelling of hazardous substances and preparations and of apparatus and pipes tobe effected by the employer
5. For storage● Any deleterious effect on human health and environment to be excluded● Precautionary measures aimed at preventing any improper or irregular use to
be taken● Risks to be made identifiable by labelling● Not to be stored in containers for foodstuff● To be stored in a clearly organized fashion● Not to be stored in close proximity to any medication, food for human consumption
or animal feeding stuff
Protective measures of protection class 2
1. Substitution● Primarily to substitute hazardous substances (reasons for abstaining from a
substitution to be given)
2. If no substitution is possible, protective measures to be taken in the following order:● Use of processes, control systems, work equipment and materials to the
state of the art● Collective protective measures
(e.g. exhaust and ventilation equipment, organizational measures)
Annex

101
● Individual protective measures including personal protection equipment PPE to beused as long as the hazard lasts. Burdensome PPE not to be a permanent measure.
3. Occupational exposure limit values (Arbeitsplatzgrenzwerte, AGW)● To determine, if occupational exposure limit values are complied with
– By means of workplace measurements (technical knowledge required)– Comparable evaluation procedure– If workplace activities are carried out in accordance with one of the process
and substance related criteria compliance with the AGW can be assumed● If the AGW is exceeded
– New risk assessment to be carried out without delay– Relevant protective measures to be taken
● If no AGW was specified, the efficacy of the protective measures taken can be verified by suitable evaluation methods. If no evaluation measures are available,measurement is required.
● If a health risk could arise from skin contact with any hazardous substances absorbable through the skin, irritating, etching or cutaneously sensitizing, the employer shall provide PPE which shall be used by the worker.
4. Other measures● Separate storage of work and protective clothing on one hand and street clothes
on the other to be provided● No consummation of foodstuffs of any kind in work areas● For special activities and hazardous substances, observe as well Annex III
of the Hazardous substances ordinance (e. g. dusts)
Protective measures of protection class 3
1. If substitution is not possible for technical reasons, to manufacture and use in a closed system
2. If a closed system is not possible for technical reasons, to minimize exposure as faras possible.
3. To make sure that AGW are complied with:● by measurement, documentation● by other equivalent verification methods● use of process or substance specific criteria
4. If compliance with the limit value is not possible (e.g. demolition, renovation, maintenance work), to minimize exposure as far as technically possible and toimplement supplementary protective measures, above all PPE for activities with especially high exposure.

102
Protective measures of protection class 4
1. Measurements, in particular for an early detection of increased exposure resultingfrom an unforeseen event (worst case)
2. Delimitation of hazardous areas and installation of warning and safety signs
3. Exhaust air not to be recirculated, unless processes or devices are used which purify the air to a sufficient extent and which are approved by the competentauthority or BG.Items 1 to 3 do not apply, if● an AGW is complied with
or● process or substance specific criteria are applied.Compliance with the AGWs shall be documented in the risk assessment.
Protective measures of protection class 4 for demolition, renovation and repair work● Utilisation of all technical measures● Consultation of workers or their representatives● Use of protective clothing and respiratory protective equipment,
limited duration of wear
Acknowledgement
The author and the translator express their thanks to Mr. David Jordan for his kind help and support for the edition 1996.

103
Hauptverwaltungund Prävention
Präventionsdienst/Außenstelle
Berufsgenossenschaft Metall Nord Süd (BGM)
Maschinenbau- und Metall-BG (MMBG)
Maschinenbau- und Metall-BG (MMBG)Hütten- und Walzwerks-BG (HWBG)
Zuständigkeitsbereiche derVereinigung der Metall-Berufsgenossenschaften (VMBG)
Hessen
Thüringen
Sachsen
Brandenburg
Mecklenburg-Vorpommern
Schleswig-Holstein
Niedersachsen
Baden-Württemberg
Bayern
Nordrhein-Westfalen
Rheinland-Pfalz
Saarland
Rostock●
Hamburg●
Bremen●
Berlin●
Leipzig●
Dresden●
Chemnitz●
Erfurt●Bad Hersfeld ●
Dortmund●
Bielefeld ●
Nürnberg●Mannheim●Saarbrücken●
Traunstein●München●Freiburg●
Stuttgart
Mainz
Düsseldorf
Köln●
Sachsen-Anhalt
Magdeburg●
Dessau●
Hannover
●
●

104
Maschinenbau- und Metall-Berufsgenossenschaft (MMBG)Hütten- und Walzwerks-Berufsgenossenschaft (HWBG)
Vereinigung derMetall-Berufsgenossenschaften (VMBG)Federführung:Maschinenbau- und Metall-Berufsgenossenschaft
40210 Düsseldorf · Kreuzstraße 45 Telefon (02 11) 82 24-0 · Telefax (02 11) 82 24-4 44 und 5 45Internet: www.vmbg.de 03
.07
44263 Dortmund · Semerteichstraße 98 Telefon (02 31) 41 96-1 28Telefax (02 31) 41 96-1 99E-Mail: [email protected]
33602 Bielefeld · Oberntorwall 13/14Telefon (05 21) 9 67 04-74Telefax (05 21) 9 67 04-99 E-Mail: [email protected]
40239 Düsseldorf · Graf-Recke-Straße 69Telefon (02 11) 82 24-8 38Telefax (02 11) 82 24-8 44E-Mail: [email protected]
51065 Köln · Berg. Gladbacher Straße 3Telefon (02 21) 67 84-2 65Telefax (02 21) 67 84-2 22E-Mail: [email protected]
06842 Dessau · Raguhner Straße 49 bTelefon (03 40) 25 25-1 04Telefax (03 40) 25 25-3 62E-Mail: [email protected]
01109 Dresden · Zur Wetterwarte 27Telefon (03 51) 8 86-32 13Telefax (03 51) 8 86-45 76E-Mail: [email protected]
04109 Leipzig · Elsterstraße 8 aTelefon (03 41) 1 29 91-17Telefax (03 41) 1 29 91-11E-Mail: [email protected]
39104 Magdeburg · Ernst-Reuter-Allee 45Telefon (03 91) 5 32 29-13Telefax (03 91) 5 32 29-11E-Mail: [email protected]
Außendienststellen der Präventionsabteilung
Leitung: 40210 Düsseldorf · Kreuzstraße 45Telefon (02 11) 82 24-0 · Telefax (02 11) 82 24-5 45
E-Mail: [email protected]
Präventionsabteilung (Aufsichtsdienst)
40210 Düsseldorf · Kreuzstraße 45Telefon (02 11) 82 24-0 · Telefax (02 11) 82 24-4 44
Internet: www.mmbg.de · www.hwbg.de

Berufsgenossenschaft Metall Nord Süd (BGM)
09117 Chemnitz · Nevoigtstraße 29Telefon (03 71) 8 42 22-0Telefax (03 71) 8 42 22-1 73 00E-Mail: [email protected]
10825 Berlin · Innsbrucker Straße 26/27Telefon (0 30) 7 56 97-3 33Telefax (0 30) 7 56 97-2 40E-Mail: [email protected]
18055 Rostock · Blücherstraße 27Telefon (03 81) 49 56-1 54Telefax (03 81) 49 56-2 50E-Mail: [email protected]
20149 Hamburg · Rothenbaumchaussee 145Telefon (0 40) 4 41 12-2 10Telefax (0 40) 4 41 12-2 96E-Mail: [email protected]
28195 Bremen · Töferbohmstraße 10Telefon (04 21) 30 97-2 30Telefax (04 21) 30 97-2 55E-Mail: [email protected]
30173 Hannover · Seligmannallee 4Telefon (05 11) 81 18-2 18Telefax (05 11) 81 18-5 69E-Mail: [email protected]
36251 Bad Hersfeld · Seilerweg 54Telefon (0 66 21) 4 05-2 20Telefax (0 66 21) 4 05-2 30E-Mail: [email protected]
55130 Mainz · Wilh.-Theodor-Römheld-Str. 15Telefon (0 61 31) 8 02-1 70 25Telefax (0 61 31) 8 02-1 58 00E-Mail: [email protected]
66119 Saarbrücken · Koßmannstraße 48-52Telefon (06 81) 85 09-1 44 10Telefax (06 81) 85 09-1 34 00E-Mail: [email protected]
68165 Mannheim · Augustaanlage 57Telefon (06 21) 38 01-1 47 36Telefax (06 21) 38 01-1 49 00E-Mail: [email protected]
70563 Stuttgart · Vollmoellerstraße 11Telefon (07 11) 13 34-1 70 87Telefax (07 11) 13 34-1 54 00E-Mail: [email protected]
79100 Freiburg · Basler Straße 65Telefon (07 11) 13 34-1 49 58Telefax (07 11) 13 34-1 44 00E-Mail: [email protected]
80639 München · Arnulfstraße 283Telefon (0 89) 1 79 18-1 98 39Telefax (0 89) 1 79 18-1 07 00E-Mail: [email protected]
83278 Traunstein · Kernstraße 4Telefon (0 89) 1 79 18-1 19 89Telefax (0 89) 1 79 18-1 94 00E-Mail: [email protected]
90403 Nürnberg · Weinmarkt 9-11Telefon (09 11) 23 47-1 46 29Telefax (09 11) 23 47-1 35 00E-Mail: [email protected]
99097 Erfurt · Lucas-Cranach-Platz 2Telefon (03 61) 6 57 55-1 76 29Telefax (03 61) 6 57 55-1 67 00E-Mail: [email protected]
55130 Mainz · Wilh.-Theodor-Römheld-Str. 15Telefon (0 61 31) 8 02-8 02Telefax (0 61 31) 8 02-1 28 00
Standorte der Präventionsdienste
30173 Hannover · Seligmannallee 4Telefon (05 11) 81 18-0Telefax (05 11) 81 18-2 00
E-Mail: [email protected]: www.bg-metall.de

Ausgabe 2007Bestell-Nr. BGI 59305.2007/2.500
Herausgeber:Vereinigung der Metall-Berufsgenossenschaften
Maschinenbau- und Metall-Berufsgenossenschaft
Hütten- und Walzwerks-Berufsgenossenschaft
Berufsgenossenschaft Metall Nord Süd
Für Mitglieder anderer Berufsgenossenschaften zu beziehen durchCarl Heymanns Verlag GmbH, Ein Unternehmen von Wolters Kluwer Deutschland,Luxemburger Straße 449, 50939 Köln.