Brillante Lackierungen durch perfekte Untergrund-Vorbehandlung. · 2020. 4. 3. · Als Alternative...
20
Brillante Lackierungen durch perfekte Untergrund-Vorbehandlung.
Transcript of Brillante Lackierungen durch perfekte Untergrund-Vorbehandlung. · 2020. 4. 3. · Als Alternative...
-
Brillante Lackierungen durch perfekte Untergrund-Vorbehandlung.
-
2
Inhalt.Untergründe erkennen und bestimmen 4
Schleifmaschinen und -werkzeuge 6
Die Schleifmittel 8
Rost entfernen 10
Kaufempfehlung für Werkzeuge und Maschinen 11
Schritt für SchrittReinigen und spachteln 12
Schritt für SchrittFüllern 14
Professionelle Reparaturlackierungmit professionellen Produkten 14
Schritt für SchrittDeck- und Klarlack 16
Trocknungstechniken 16
Bleiben Sie gesund 18
Fazit 19
-
3
Die sach- und fachgerechte Unter-grund-Vorbehandlung vor einerReparaturlackierung gehört inLackierbetrieben zur Tagesroutine.Problematisch wird es immer dann,wenn – trotz aller Routine – einUntergrund falsch eingeschätzt unddadurch fehlerhaft bearbeitet wird.
Eine perfekte Reparaturlackierung be-ginnt schon bei den Vorarbeiten. Dennnur wenn der Untergrund stimmt, kannauch das Finish glänzen. Schleifen,Spachteln, Füllern und Grundieren ge-hören zu den wichtigsten Arbeiten.Damit die Reparaturlackierung vonGrund auf gelingt, gilt es zunächst, denbestehenden Untergrund richtig einzu-schätzen und die folgenden Arbeits-schritte daraufhin abzustimmen.
Schon zu Beginn dieser Aufgabe ent-scheidet sich also, welche Werkzeuge,Maschinen und Materialien zum Einsatzkommen. Jede Unachtsamkeit, die sichhier einschleicht, führt später schnell zuteuren Fehlern wie Beifallern, Schleif- oder Randmarkierungen, Blasen- oderKräuselbildung, Hochziehen oder späterVermattung.
In dieser Standothek finden Sie umfassen-de Informationen zur richtigen Unter-grund-Vorbehandlung, leicht verständlichaufbereitet; wichtige Tipps für jedenLackierer – vom Auszubildenden bis zum gestandenen Meister.
Gute Vorarbeit schützt vor teurer Nacharbeit.
-
4
Dach
verzinktes Stahlblech
Kofferraumhaube
Aluminium
Kotflügel hinten
grundiertes StahlblechTüren
grundiertes
Stahlblech
Seitenspiegel
ABS
Schweller
RTM
Kotflügel vorn
SMC
Motorhaube
Karbon
Stoßstange
vorn
PP/EPDM
Schürze, Grill
ABS
Abb
. bei
spie
lhaf
t
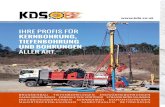
Jedes Material bedingt eine spezielleVorgehensweise in der Bearbeitung.Die enorme Vielfalt – speziell beiKunststoffen – macht eine richtigeUntergrund-Vorbehandlung ohne fundierte Kenntnisse schnell zumGlücksspiel.
Metallische Untergründe.An Fahrzeugen sind metallische Unter-gründe am weitesten verbreitet. DiePalette reicht von unbeschichteten Stählenüber verzinkte oder beschichtete Stählehin zu Edelstählen. Bei beschichteten oderunbehandelten Stählen ist Korrosion dasgrößte Problem, dem man begegnenkann. Wie man am besten Rost beseitigt,erfahren Sie auf Seite 10.
In den letzten Jahren hat sich verstärktder Einsatz von Aluminium im Karosserie-bau durchgesetzt. Bei Aluminium kann eszu einer galvanischen Korrosion kommen,die durch direkte Verbindungen von Alu-minium mit Stahl, z. B. Schrauben, entste-hen kann. Solche Verbindungsstellen müs-sen isoliert werden.
An modernen Fahrzeugen kommen solche Situationen oft vor, weshalb dieHersteller hier besondere Reparaturpro-zesse vorschreiben, um Korrosion zu vermeiden.
Wichtig: Lackierbetriebe, die Aluminium-Reparaturen durchführen, benötigen hier-für einen separaten Bereich. Dazu gehörtes auch, dass Werkzeuge und Schleifmittelausschließlich für Aluminiumarbeiten zurVerfügung stehen. Andernfalls kann es beider Vermischung von Stahl- und Alumini-umstaub zur Entzündung des Gemengeskommen.
Untergründe erkennen und bestimmen.
Info.An modernen Fahrzeu-gen kommt eine VielzahlunterschiedlichsterMaterialien zum Einsatz.
Die exakte Materialbe-stimmung ist von großerBedeutung, um die nach-folgenden Arbeitsprozessedem jeweiligen Untergrundanpassen zu können undein befriedigendes Repa-raturergebnis zu erzielen.
-
5
Stahl
Aluminium
verzinkt
Edelstahl
PP, PVC, ABS, PE, PP/EPDM, RTM
Karbon
glasfaserverstärkt
SMC (Faser-Verbundstoffe)
Materialien im Fahrzeugbau
Metalle
Kunststoffe
Karbon und Kompositstoffe
Kunststoffe.Ohne den Einsatz von Kunststoffen können moderne Fahrzeuge kaummehr hergestellt werden. Der Erfolgder Kunststoffe gründet sich auf die vielen positiven Eigenschaften in punctoVerformbarkeit, Gewicht und Stabilität.
Kunststoffreparaturen setzen zunächst die richtige Identifizierung des Materialsvoraus. Die Hersteller erleichtern dieseIdentifizierung durch eine genormteKennzeichnung. Detaillierte Informationenzur Ver- und Bearbeitung von Kunststoff-teilen erfahren Sie in der StandothekKunststoffe und ihre Lackierung vonStandox.
Besondere Beachtung verdienen Faser-Verbundstoffe, zu denen auch Karbon
gehört. Wichtig bei diesen Materialien ist,dass Beschädigungen des Materials oft-mals nicht an der Oberfläche sichtbarsind. Gerade bei tragenden oder sicher-heitsrelevanten Bauteilen sollte hier einversierter Fachmann vor der Reparatur zu Rate gezogen werden.
magnetisch
nicht magnetisch
sichtbarer Film (nach Anschleifen)
nicht magnetisch
siehe Referenzbezeichnung
nicht magnetisch
nicht magnetisch
Gewebestruktur (schwarz für Karbon)
nicht magnetisch
keine sichtbare Struktur
Materialgruppen Materialien Eigenschaften
-
6
Vom Schruppen bis zum Feinschliff –Schleifmaschinen und -werkzeugegibt es für nahezu jeden Einsatz-zweck.
Schleifmaschinen sind aus rationell arbei-tenden Lackierbetrieben nicht wegzuden-ken. Je nach Anforderung und Einsatz-bereich werden entsprechend ausgelegteMaschinen eingesetzt.
Planetare und rechteckige Schwing-Schleifmaschinen kommen z. B. beimSchruppen zum Einsatz, sie sind ideal zur Bearbeitung großer Spachtelflächen.
Exzenter-Schleifmaschinen eignen sichdagegen eher für feinere Schleifarbeiten.
Trotz aller maschinellen Unterstützung –ohne manuelle Schleifarbeiten geht es in der Regel nicht. Gerade bei kleinenReparaturstellen lohnt es sich nicht, „großes Gerät“ aufzufahren.Schleifblöcke eignen sich bestens zumNacharbeiten von Kanten und Konturen.
Schleifblöcke erleichtern die manuellenSchleifarbeiten und helfen, Fehler zu ver-meiden. Größe und Form verteilen denDruck und unterstützen präzises Arbeiten.
Bei allen Arbeitsgängen ist eine regelmä-ßige Kontrolle der bearbeiteten Ober-fläche sowie der Schleifmittel unerlässlich.
Schleifmaschinen und -werkzeuge.
Rechteckige Schleifmaschinen
schwingen auf dem Untergrund.
Schwing-Schleifmaschinen
Planetare Schleifmaschinen schwin-
gen und rotieren gleichzeitig auf
dem Untergrund.
Planetare Schleifmaschinen
FALSCH
Falsches Schleifmittel bzw. das
Schleifmittel wird nicht exakt
auf dem Schleifkörper positio-
niert.
RICHTIG
Die flachaufliegende Schleifflä-
che verteilt den Druck optimal,
Senken und Löcher werden ver-
mieden, das Schleifmittel wird
optimal genutzt.
FALSCH
Schleiffläche liegt nicht flach auf.
-
7
Tipps.
Informieren Sie sich über ein empfohlenesSchleifverfahren in den Technischen Daten-blättern von Standox.
Achten Sie beim Einsatz von Schleifma-schinen und Handschleifblöcken auf eine funktionierende Staubabsaugung,damit sich das Schleifmittel nicht so schnellzusetzt.
Halten Sie die Schleifkörper immer ebenauf der Oberfläche. Niemals mit derKante schleifen.
Wenn Sie im Nass-Schleifverfahren arbei-ten müssen, nutzen Sie am besten sauberesWasser. Andernfalls kann Dreck schnell dieOberfläche verkratzen.
Arbeiten Sie im Nass-Schleifverfahrennicht mit elektrischen Maschinen.
Wechseln Sie rechtzeitig gebrauchteSchleifmittel, um ein optimales Schleif-ergebnis zu erzielen.
Wichtig: Tragen Sie bei Schleifarbeitenstets Handschuhe sowie Atem- und Augen-schutz, um Ihre Gesundheit zu erhalten.
Exzenter-Schleifmaschinen schwin-
gen und rotieren gleichzeitig auf
dem Untergrund. Durch eine exzen-
trische Aufhängung werden Schleif-
spuren minimiert.
Schleifblöcke mit Staubabsaugung
eignen sich besonders für kleine
oder schwer zugängliche Flächen.
Exzenter-Schleifmaschinen
Schleifblöcke
RICHTIG
Das richtige Schleifmittel wird
exakt positioniert. Dadurch ist
eine optimale Absaugung
gewährleistet und der Schleif-
körper kratzt nicht über die
Reparaturstelle.
FALSCH
Verkantete Auflage des Schleif-
körpers führt schnell zum
Durchschleifen der Oberfläche.
RICHTIG
Der Schleifkörper liegt plan auf
und ein optimaler Schliff der
Oberfläche ist gewährleistet.
-
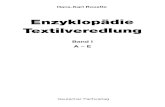
P40 P80 P120 P150 P180 P240 P320 P400 P500 P600
8
Ohne das geeignete Schleifmittelgibt es keine vernünftigenErgebnisse.
Die verfügbaren Schleifmittel oderSchleifpapiere unterscheiden sich vorrangig durch · Form und Art des Schleifkörpers.· die Körnung.
Form und Art des Schleifkörpers.Schleifkörper sind entweder rund oderrechteckig. Für große Flächen und grobeVorarbeiten eignen sich Schwingschleiferbesser als Exzenter-Schleifmaschinen.Letztere kommen eher bei feinerenSchleifarbeiten zum Einsatz.
Die Körnung.Als Körnung bezeichnet man die Größe,Menge und Verteilung der einzelnenKörner auf der Schleifmittelfläche. ZumEinsatz kommt hier in der Regel Korundoder Silicium-Karbid. Wie „groß“ die ein-zelnen Körner sind und welche Verteilung
sie auf dem Schleifpapier haben,bezeichnet die P-Nummer auf derRückseite des Schleifpapieres.
Je kleiner die Nummer ist, desto gröberist das Korn und damit auch der Schliff.Je größer die Nummer ist, umso feinerwird das Schleifbild.
Auch bei Schleifmitteln gilt: Billig kannschnell teuer werden. Qualitativ hoch-wertiges Schleifpapier nutzt sich bei richti-ger Handhabung nicht so schnell ab, wieBilligprodukte.
Aber auch das beste Schleifpapier verschleißt. Überprüfen Sie deshalbregelmäßig das verwendete Schleif-mittel, um Beschädigungen der Ober-fläche, zum Beispiel durch Reibungs-hitze, zu vermeiden.
Die Schleifmittel.
Richtig schleifen: von grob nach fein.
sehr grob (P40–P80) grob (P120–P180) fein (P200–P320)
-
P40–80
P120–180
P120–240
P280–320
P240–320
P320+P400-600
P800–1000/ultra fine pad
P2000–4000
P1500–2000
P2000–4000
9
Lackierung entfernen/ Metall anschleifen
Vorschliff für den Spachteleinsatz
Spachtel schleifen
Vorschliff Umgebungsfläche
Füller schleifen
Mattieren der Umgebungsflächeinklusive Füller
Schleifen der Überblendzone
Reparaturbereich Neue Ersatzteile
Oberfläche angleichen
Vorpolitur Überblendzone
Fehlerbeseitigung
Die Körnung des Schleifmittels hinterlässtauf der Oberfläche mehr oder wenigertiefe Schleifspuren (Riefen). Um diese Rie-fen unsichtbar zu machen, wird in Abstu-fungen geschliffen.
Damit ein optimales Ergebnis erreichtwird, darf in der Körnung immer nurmaximal eine Stufe übersprungen wer-den; zum Beispiel: grober Schliff
(Schruppen) mit Körnung P80, Nachschliffmit Körnung P120 oder P150. Gleiches giltfür die nachfolgenden Schleifarbeiten.
Tipp.Besonders tiefe Kratzer lassen sich schnel-ler und besser entfernen, wenn Sie keineKörnungsstufen überspringen. So tragenSie optimal und effizient das umgebendeMaterial ab.
sehr fein (P400–P600) ultra fein (P800–P4000)
-
10
Rost durch Verunreinigung:Rost kann schon durch einen Fingerabdruck auf blankem Blech entstehen.
Salzkristalle aus dem Hautschweiß lagern sich ab und werden mit einlackiert. Das Salz bindetFeuchtigkeit aus dem Material und zieht Sauer-stoff durch den Lack.
Die Folge:Rostbildung unter dem Lack.
Die Vermeidung:Tragen Sie am besten Handschuhe bei der Arbeit.
Rost entfernen.
Tief eingedrungener Rost wird abgestrahlt.
Ein Rostnest muss noch gestrahlt werden, dann
ist die behandelte Stelle fertig.
Vorsätze zur maschinellen Rostentfernung.
Als Rost bezeichnet man das Kor-rosionsprodukt, das aus Eisen oderStahl durch Oxidation mit Sauerstoffin Gegenwart von Wasser entsteht.
Gerade bei Stahl- und Eisenblechen istRost ein großes Problem. Die chemischenEigenschaften begünstigen dieSauerstoffdurchlässigkeit des Rostes.Damit „frisst“ sich der Rost immer tiefer indas Material, wenn er nicht sorgfältigentfernt wird. Im Gegensatz dazu korro-dieren verzinkte Bleche oder Aluminiumnur an der Oberfläche.
Zu einer soliden Untergrund-Vorbe-handlung gehört daher die gründlicheRostentfernung. Hat sich der Rost ersteinmal tief in das Material eingefressen,ist er mit Schleifen kaum mehr zu entfernen. Abhilfe bringt hier nur dasSandstrahlverfahren. Dabei wird dasStrahlmittel, ein Granulat aus Sand,Korund oder Glas, auf die Oberflächegeschossen. So platzen Rostpartikel durchden „Beschuss“ einfach ab.
Vorteile des Sandstrahlens:· tiefe Löcher lassen sich problemlos
vom Rost befreien.
· der Untergrund wird im Gegensatz zum Schleifen kaum thermisch belastet.
· die gestrahlte Stelle ist sofort zur weiteren Bearbeitung vorbereitet.
Vor dem Sandstrahlen sollte dennochgeschliffen werden. Denn entfernte Lack-und Rostpartikel können das Strahlmittelnicht mehr verunreinigen. Zudem istleichter zu erkennen, wo gezielt gestrahltwerden muss. Das spart Strahlmittel,Energie und Zeit.
Als Alternative zum Sandstrahlen könnenauch Drahtbürsten für eine maschinelleOberflächenentrostung eingesetzt wer-den.
Wichtig: Achten Sie bei der Entrostungunbedingt auf den Schutz Ihrer Augen.Rost- und andere Partikel werden beimEntrosten sehr hoch beschleunigt undkönnen zu Augenverletzungen führen.Weiterhin benötigen Sie einen ausrei-chenden Atemschutz, da Strahlmittel dieLunge angreifen.
-
11
Kaufempfehlung für Werkzeuge und Maschinen.
Ursachen für Rost· Feuchtigkeitseintritt durch Lackbrüche· freiliegendes blankes Metall· Klima und Zeit beeinflussen das Aus-
maß von Rostschäden
Behebung· Lackstellen stark abschleifen· Rostflächen sandstrahlen· Rostflächen mit neutralisierender
Säure behandeln· Fläche mit zugelassenem Lacksystem
neu lackieren
Professionelle Markengeräte habenzwar ihren Preis – doch der zahltsich oftmals sehr schnell aus, wennes um Service, langjährige Verfügbar-keit von Ersatz- und Zubehörteilenund letztendlich um die Lebens-dauer geht.
Achten Sie darauf, dass die Geräte her-stellerseitig den aktuellen Prüfungsnormen(GS/TÜV/SUVA/VDE/Funkentstörungetc.) entsprechen. Ein CE-Zeichen hatübrigens mit der Gerätesicherheit nichtszu tun, sondern zeigt nur an, dass einGerät den europäischen Mindest-standard erfüllt.
Darauf sollten Sie außerdem achten:· Maschinenseitige Anschlusskabel sollten
ausreichend lang sein und regelmäßig auf Kabelbrüche und andere Beschädi-gungen geprüft werden.
· Beschaffen Sie – wenn immer möglich –Schleifmaschinen, die für eine externe Absaugung vorbereitet sind.
· Strom aus der Steckdose ist immer preis-werter als Druckluft aus dem Kessel. Pneumatisch betriebene Maschinen sind dafür oft leichter und handlicher als Elektrogeräte.
· Achten Sie darauf, dass die Schleifmittel leicht, schnell und unbedingt sicher auf-gebracht oder montiert werden können.
· Winkelschleifer und Rotationsschleif-maschinen sollten über eine Bremse verfügen.
· Sprühkleber für die Schleifblatt-Befestigung sind weder für dieGesundheit der Mitarbeiter noch für unsere Umwelt zuträglich. Verzichten Sie deshalb auf derartige „Extras“.
· Schleifmaschinen sollten gut und ein-fach zu reinigen und zu pflegen sein.
· Maschinen und Werkzeuge sollten sofort weggeräumt werden, um Unfällen vorzubeugen.
-
90-1
20 µ
m
12
Metall
Schritt für SchrittReinigen und spachteln.
Reinigen (Vorarbeiten) Typischer Kleinschaden.Die Arbeiten beginnen mit einer gründlichen Reinigungmit Standox Silicon-Entferner.
Schleifen (Vorarbeiten) Schadstelle mit Exzenter-Schleifmaschine undP80 bzw. P120 ausschleifen. Nachschliff mit P150 bzw. P180.
Üblicher Lackschichtaufbau in der Autoserie. (Ungefähre Schichtdicken)
Zinkschicht
KTL-beschichtet (Tauchlackierung)
Füller
Basislack
Klarlack
Primer
Basislack
elastifizierter Klarlack
Kunststoff
Metall
Zinkschicht
KTL-beschichtet(Tauchlackierung)
Füller
Basislack
Klarlack
-
packshot
13
Spachteln Schleifstaub entfernen und ausgeschliffeneSchadstelle mit Standox Silicon-Entferner reinigen.Standox Polyesterspachtel auftragen.
SchleifenNach Trocknung des Polyesterspachtels mit Handschleif-block Schleiffeile oder Schleifmaschine P80–P150 bis aufden Übergang zum Metall zurückschleifen. Nachschliffmit P180–P240. Falls erforderlich, erneut nachspachteln.
· Zur Wiederherstellung größerer Uneben-heiten im Untergrund
· Haftung auf modernen Untergründen· Schnelle Trocknung· Leicht zu schleifen· Feine glatte Oberfläche
Polyester-Produkte
Primer
Füller
· Haftvermittler für Füller· Korrosionsschutz
· Haftung auf modernen Untergründen· Schnelle Trocknung· Feine, glatte Oberfläche· Umweltgerecht/VOC-konform
· Ausgleichen leichter Unebenheiten· Steinschlagschutz· Grundlage für den Decklack· Isolieren von PE-Produkten· Füllung von Poren und Schleifriefen
· Haftung auf modernen Untergründen· Schnelle Ablüftzeit, schnelle Trocknung· Feine, glatte Oberfläche, leicht zu schleifen· Hoher Schichtauftrag möglich· Kein Beifallen
Funktion Qualität
-
14
Schritt für SchrittFüllern.
ReinigenSchleifstaub gründlich entfernen und mit Standox Silicon-Entferner reinigen. Schadstellenumfeld abdecken.
FüllernDurchschliffstellen, welche bis auf das blanke Metallreichen, mit Säureprimer (z. B. Standox Reaktiv-Haftpri-mer) grundieren. Nach entsprechender Ablüftzeit desSäureprimers Standox 2K-Füller applizieren.
Professionelle Reparaturlackierungmit professionellen Produkten.Standox ist einer der weltweit führenden Hersteller von Auto-reparaturlacken und bietet hoch-wertige und umweltgerechteProduktsysteme für moderneLackierbetriebe.
Die Qualität einer Reparaturlackierungwird schon mit dem Einsatz der richtigenVormaterialien bestimmt. Standox bieteteine breite Palette von Primern, Füllernund Polyester-Produkten für jedenAnwendungsbereich.
Ganz gleich welcher Untergrund zubeschichten ist oder welche Lackiertechnikzum Einsatz kommt, Standox hat fürjeden Anwendungsbereich eine praxisge-rechte und wirtschaftliche Lösung.
Standox Produkte erfüllen die Umwelt-auflagen der EU und glänzen durch ihrehohe Anwenderfreundlichkeit und großeEffizienz.
Standox sorgt mit einer breit gefächertenProduktpalette, die kontinuierlich ergänztund verbessert wird, dafür, dass die Kunden jederzeit ein maßgeschneidertes,leistungsfähiges Produktangebot wählenkönnen.
-
15
Qualität made in Standox.
Standox Produkte werden häufig von Automobilherstel-lern für Garantie- und Reparaturarbeiten empfohlen, denn Standox hat mehr Herstellerfreigaben als andereLackhersteller. Standox Vormaterialien wie Spachtel, Pri-mer und Füller stellen dabei die Basis für erfolgreicheErgebnisse dar.
Bei Standox erfahren Sie in praxisorientierten Schulun-gen, wie Sie mehr aus den Produkten herausholen undnoch besser die Anforderungen der Automobilherstellerund Versicherungen erfüllen.
Schleifen Nach Applikation von Kontrollschwarz erfolgt der Trockenschliff des Füllers mit P 400–500. Den Rest desReparaturteils mit einem Schleifpad ultrafein oder ultra-feinem Schleifpapier anschleifen.
Vorbehandlung beendetDer Reparaturbereich ist auf die notwendige Fläche minimiert und bereit zur Decklackapplikation.
-
16
Trocknungstechniken.
Schritt für SchrittDeck- und Klarlack.
Decklack applizierenStandox Basislack oder Standohyd Basecoat applizieren.Hinweise der Technischen Datenblätter beachten.
Klarlack applizieren Nach entsprechender Ablüftzeit kann ein Standox 2K-Klarlack appliziert werden.
Die Basis für eine gute Arbeit ist das richtige Werkzeug bzw. die richtigeArbeitsweise, wie auf den Seiten vorherdetailliert beschrieben. Um allerdingsauch produktiv und effizient zu sein, sollte man im Bereich der Untergrund-Vorbehandlung Geräte zur schnelleren Trocknung einsetzen.
Infrarot- oder UV-Geräte sparen Zeitund damit Geld. Denn die beschleunigteTrocknung ermöglicht mehr Arbeitsgängepro Tag, härtet Reparaturstellen optimalaus und reduziert bei richtigem Einsatzden Energieverbrauch.
Die Vorteile der Infrarot-Trocknung liegenin einer guten Energiebilanz und einemhohen Wirkungsgrad. Die notwendigeWärme steht unmittelbar nach dem Ein-schalten bereit und kann gezielt dort ein-gesetzt werden, wo sie gebraucht wird.
Für die Reparatur von kleinen Schäden ist der Einsatz von UV-trocknenden Pro-dukten wie Standox UV-Spachtel oderStandox UV-Füller ideal. Diese Produktehärten durch spezielles UV-Licht aus. Der Vorteil der UV-Trocknung liegt in der extrem kurzen Trocknungszeit (< 1 Minute). Zudem heizt sich die Oberfläche kaum auf, so dass Abkühl-zeiten nur eine untergeordnete Rolle spielen.
-
17
Vorteile UV-Trocknung
UV-Füller 30 s
Reduzierung desEnergieverbrauchs
Höhere Wirtschaftlichkeit
UV-Spachtel 30 s
Höherer Werkstatt-durchsatz bei sehr guter Durchtrocknung
Zeiteinsparung
Reduzierung desEnergieverbrauchs
Höhere Wirtschaftlichkeit
Geringe Materialerhitzung
Polyester-Spachtel 15 12 3 - 80 % 75 %
2K-Füller(geringe Schichtstärke) 90 15 10 - 89 % 33 %
Durchschnittliche Trocknungszeiten in Minuten
Höherer Werkstatt-durchsatz bei sehr guter Durchtrocknung
Vorteile IR-Trocknung Standox Produkte Luft- Ofen IR UV Zeitersparnis Zeitersparnistrocknung gegen Lufttr. gegen Ofen
2K-Füller(Dickschicht) 960 40 15 - 98 % 63 %
Zeiteinsparung
Polieren Nach entsprechender Trocknungszeit können kleinereDefekte, wie Staubeinschlüsse oder Läufer, ausgeschliffenund poliert werden.
Ein perfektes ErgebnisEine optimale Untergrund-Vorbehandlung ist die Basis für ein glänzendes Ergebnis.
-
18
Bleiben Sie gesund.
Ihre Gesundheit nehmen wir ernstund das sollten Sie auch. Achten Siedeshalb auf ausreichenden Arbeits-schutz bei allen täglichen Arbeiten.
Speziell bei der Untergrund-Vorbehand-lung sollten Sie Folgendes beachten:
· Lesen Sie aufmerksam die Bedienungs-anleitungen der Maschinenhersteller.Alle Mitarbeiter, die mit den Maschinenumgehen, müssen sie kennen!
· Tragen Sie bei Schleifarbeiten Schutz-brille, Handschuhe und Maske gemäßUVV! Schützen Sie Ihr Gehör!
· Weite Arbeitskleidung ist gefährlich –besonders weite Ärmel!
· Kontrollieren Sie immer vor Arbeitsbe-ginn die korrekte Befestigung sowieden einwandfreien Zustand bereitsmontierter Trenn-, Schrupp- undSchleifscheiben etc.!
· Legen Sie nie Maschinen aus der Hand,die nicht ausgeschaltet sind bzw. derenoffene Werkzeuge sich nach dem Aus-schalten noch bewegen („Nachlaufen“)!
· Wo geschliffen wird, fliegen auch Fun-ken. Stellen Sie immer sicher, dass sichkeine brennbaren Flüssigkeiten oderanderen entzündbaren Materialien imArbeitsbereich befinden! Das gilt auchfür Fahrzeuge, an denen (noch) nichtgearbeitet wird.
· Arbeiten Sie so, dass Sie mit dem Zulei-tungskabel oder dem Luftschlauch niein Kollision geraten können!
· Arbeiten Sie – wann immer möglich –mit Staubabsaugung.
· Achten Sie immer darauf, dass sich spe-ziell rotierende Schrupp- oder Schleif-scheiben nie in Karosseriewinkeln, -taschen, Türspalten usw. verkantenund einziehen können!
· Es gibt keine „Universal-Schleifma-schine“, mit der in einem einzigenArbeitsgang gleich sämtliche Schleifauf-gaben erfüllt werden können. SetzenSie Ihre Maschinen daher ausschließlichbestimmungsgerecht ein!
· Keine Experimente! Schutzvorrichtun-gen etc. nützen an Maschinen nurdann, wenn sie während der gesamtenArbeit korrekt montiert sind und dortauch bleiben! Gegebenenfalls Positionder Schutzvorrichtungen durch Verstel-lung korrigieren bzw. dem jeweiligenAnstellwinkel der Maschine anpassen.
Wenn Sie sich eingehender mit demThema Arbeitsschutz beschäftigen möchten, fordern Sie die StandothekRatgeber für Ihre Sicherheit undGesundheit an.
-
19
Eine solide und qualifizierte Unter-grund-Vorbehandlung ist die un-verzichtbare Grundlage für jedesperfekte, brillante Lackierergebnis.Darüber hinaus ist sie eine ganzwichtige Möglichkeit, Fehler undReklamationen von vornherein auszuschließen.
Immer wieder ist in Lackierbetrieben dasVorurteil anzutreffen, die Untergrund-Vor-behandlung sei ein notwendiges Übel.Praktiker wissen dagegen: Eine gute Vor-arbeit ist die halbe Miete.
Wer also diese wichtige Facharbeit durchunzureichend qualifizierte Mitarbeiteroder mit minderwertigen Produktendurchführt, um Kosten zu sparen, kalku-liert falsch. Denn die zwangsläufig darausresultierenden Probleme werden in nach-folgende Arbeitsprozesse verschoben –und dann wird es für den Betrieb erstrichtig teuer.
Gut vorbereitet ist besser als doppelte Arbeit – am Ende zählt das Ergebnis.
Fazit.
-
D12
2764
38 D
050
750
10
ww
w.st
ando
x.co
m
Standox GmbH · Postfach · D-42271 Wuppertal · Deutschland