CNC-Technik Lehrbrief 1 Konstruktiver Aufbau von CNC · PDF file15 CNC-Technik Lehrbrief 3...
8
27 Drehstrommotoren bieten auch höhere Leistungen und einen höheren Drehzahlbe- reich. Drehstrommotoren bieten eine hohe Zuverlässigkeit und sind als besonders robust und wartungsarm bekannt. Einen immer höheren Stellenwert in der Technik erhalten die Linearantriebe. Li- nearantriebe folgen demselben Funktionsprinzip wie ein Drehstrommotor, wobei die ursprünglich kreisförmig angeordneten elektrischen Erregerwicklungen (Sta- tor) auf einer ebenen Strecke angeordnet sind. Der „Läufer”, der im Drehstrom- motor rotiert, wird beim Linearmotor von dem längs bewegten Magnetfeld über die Fahrstrecke gezogen. Eine Möglichkeit, sich das Konstruktionsprinzip eines Linearmotors bildhaft zu veranschaulichen, ist die „Abwicklung” eines rotierenden Drehstrommotors auf eine Ebene. Ein wesentlicher Vorteil eines Linearantriebes ist, dass um ein vielfaches höhere Verfahrgeschwindigkeiten realisiert werden können als bei herkömmlichen Antrie- ben. Auch sind Achsbeschleunigungen von derzeit mehr als 3 g nicht selten. Line- arantriebe gelten als praktisch ausfallsicher und wartungsfrei. Linearantriebe sind auch bei extremen Achsgeschwindigkeiten genauer. Linearantriebe bieten eine ca. 10fach höhere Genauigkeit. Ein weiterer zu berücksichtigender Vorteil eines Linear- antriebes ist die Tatsache, dass weniger Bauteile in der Baugruppe montiert sind. Bei Experten bleibt die Technik der Linearantriebe aber weiterhin umstritten. Der wesentliche Nachteil von Linearantrieben ist die wesentlich kostenintensivere An- schaffung. Linearantriebe sind nur sinnvoll bei großen Arbeitsräumen und Verfahr- bewegungen. Beim Einsatz dieser Antriebsart besteht ein höherer Energiebedarf. Die herkömmliche Technik mit Kugelgewindetrieben ist ausgereifter und wesent- lich günstiger. Die großen Magnetfelder sind ebenfalls ein Nachteil. Es werden z. B. Späne angezogen. Dies lässt sich nur durch einen hohen Kostenaufwand beseiti- gen, z. B. durch Abdeckungen. Daraus lässt sich erkennen, dass von Fall zu Fall entschieden werden muss, wel- che Technik in einer Werkzeugmaschine unter Berücksichtigung von Kosten und Nutzen sinnvoll eingesetzt wird. 3.4 Kugelgewindetrieb Die Verbindung zwischen den Vorschubmotoren und den Maschinenschlitten in Werkzeugmaschinen stellen Kugelgewindetriebe her (außer bei Linearantrieben). Der Kugelgewindetrieb hat bis heute einen der höchsten Stellenwerte in der Achs- positionierung. Mit dieser nahezu spielfreien und reibungsarmen Antriebseinheit CNC-Technik • Lehrbrief 1 • Konstruktiver Aufbau von CNC-Maschinen Abb. 3.5 Linearantrieb (eingesetzt in Werkzeugmaschinen; Siemens)
Transcript of CNC-Technik Lehrbrief 1 Konstruktiver Aufbau von CNC · PDF file15 CNC-Technik Lehrbrief 3...

27
Drehstrommotoren bieten auch höhere Leistungen und einen höheren Drehzahlbe-
reich. Drehstrommotoren bieten eine hohe Zuverlässigkeit und sind als besonders
robust und wartungsarm bekannt.
Einen immer höheren Stellenwert in der Technik erhalten die Linearantriebe. Li-
nearantriebe folgen demselben Funktionsprinzip wie ein Drehstrommotor, wobei
die ursprünglich kreisförmig angeordneten elektrischen Erregerwicklungen (Sta-
tor) auf einer ebenen Strecke angeordnet sind. Der „Läufer”, der im Drehstrom-
motor rotiert, wird beim Linearmotor von dem längs bewegten Magnetfeld über
die Fahrstrecke gezogen. Eine Möglichkeit, sich das Konstruktionsprinzip eines
Linearmotors bildhaft zu veranschaulichen, ist die „Abwicklung” eines rotierenden
Drehstrommotors auf eine Ebene.
Ein wesentlicher Vorteil eines Linearantriebes ist, dass um ein vielfaches höhere
Verfahrgeschwindigkeiten realisiert werden können als bei herkömmlichen Antrie-
ben. Auch sind Achsbeschleunigungen von derzeit mehr als 3 g nicht selten. Line-
arantriebe gelten als praktisch ausfallsicher und wartungsfrei. Linearantriebe sind
auch bei extremen Achsgeschwindigkeiten genauer. Linearantriebe bieten eine ca.
10fach höhere Genauigkeit. Ein weiterer zu berücksichtigender Vorteil eines Linear-
antriebes ist die Tatsache, dass weniger Bauteile in der Baugruppe montiert sind.
Bei Experten bleibt die Technik der Linearantriebe aber weiterhin umstritten. Der
wesentliche Nachteil von Linearantrieben ist die wesentlich kostenintensivere An-
schaffung. Linearantriebe sind nur sinnvoll bei großen Arbeitsräumen und Verfahr-
bewegungen. Beim Einsatz dieser Antriebsart besteht ein höherer Energiebedarf.
Die herkömmliche Technik mit Kugelgewindetrieben ist ausgereifter und wesent-
lich günstiger. Die großen Magnetfelder sind ebenfalls ein Nachteil. Es werden z. B.
Späne angezogen. Dies lässt sich nur durch einen hohen Kostenaufwand beseiti-
gen, z. B. durch Abdeckungen.
Daraus lässt sich erkennen, dass von Fall zu Fall entschieden werden muss, wel-
che Technik in einer Werkzeugmaschine unter Berücksichtigung von Kosten und
Nutzen sinnvoll eingesetzt wird.
3.4 Kugelgewindetrieb
Die Verbindung zwischen den Vorschubmotoren und den Maschinenschlitten in
Werkzeugmaschinen stellen Kugelgewindetriebe her (außer bei Linearantrieben).
Der Kugelgewindetrieb hat bis heute einen der höchsten Stellenwerte in der Achs-
positionierung. Mit dieser nahezu spielfreien und reibungsarmen Antriebseinheit
CNC-Technik • Lehrbrief 1 • Konstruktiver Aufbau von CNC-Maschinen
Abb. 3.5
Linearantrieb (eingesetzt
in Werkzeugmaschinen;
Siemens)
28
kann sehr schnell und äußerst genau positioniert werden. Minimalste Vorschübe
sowie Eilganggeschwindigkeiten bis zu 80 m/min und mehr kennzeichnen diese
Antriebe.
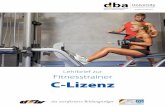
Ein Motor treibt die Kugelgewindespindel entweder direkt oder über Getriebe und
Riementriebe an. Zwischen Kugelgewindespindel und Kugelgewindemutter bewe-
gen (abwälzen/abrollen) sich in Laufrillen Kugeln, die beim Drehen der Spindel
axial wandern. Der Rückführkanal in der Kugelgewindemutter befördert die Kugeln
wieder zurück und schließt damit den Kreislauf, in dem die Kugeln zirkulieren.
CNC-Technik • Lehrbrief 1 • Konstruktiver Aufbau von CNC-Maschinen
Abb. 3.7
Kugelgewindetrieb (eingesetzt
in Werkzeugmaschinen der Fa.
Optimum)
EPE"Mqorcmv" " 45"
" " " """"
" " " " """
"H¯jtwpigp"
H¯jtwpigp"cp"Ygtm¦gwiocuejkpgp"fkgpgp"¦wt"gzcmvgp"Dgitgp¦wpi"fgt"Dgygiwpigp"cwh"gkpgp"qfgt"ogjtgtg"Htgkjgkvuitcfg0""
Cp"H¯jtwpigp"ygtfgp"hqnigpfg"Cphqtfgtwpigp"iguvgnnv<"
"Jqjg"H¯jtwpiuigpcwkimgkv"fwtej"igtkpigu"Urkgn"wpf"jqjg"Uvgkhkimgkv""Pcejuvgnno…inkejmgkv"fgu"H¯jtwpiuurkgnu""Igtkpig"Tgkdwpi""Igtkpigt"Xgtuejngk""Iwvg"F“orhwpiugkigpuejchvgp""Gkphcejg"Yctvwpiu/"wpf""Uejokgto…inkejmgkvgp""Uejwv¦"igigp"Uejowv¦"wpf"Ur“pg"" " "
Gu"ikdv"xgtuejkgfgp"Ctvgp"xqp"H¯jtwpigp0"Wturt¯pinkej"ywtfgp"¯dgtykgigpf"j{ftqf{pcokuejg"Ingkvh¯jtwpigp"gkpigugv¦v0"Ygigp"kjtgt"f{pcokuejgp"Gkigpuejchvgp"¦0D0"fgu"Uvkem/Unkr/Ghhgmvu"*Twemingkvgp"?"Tkuu"fgu"£nhknou"¦ykuejgp"H¯jtwpiudcjp"wpf"Uejnkvvgp+."jqjg"Dgygiwpiuiguejykpfkimgkvgp"wuy0"ugv¦gp"ukej"kp"ngv¦vgt"¥gkv"koogt"ogjt"fkg"Y“n¦h¯jtwpigp"d¦y0"Nkpgcth¯jtwpigp"fwtej0"""
Dkvvg"ngigp"ukg"pwp"fkg"EF3"gkp"wpf"uvctvgp"Ukg"fkg"Rt“ugpvcvkqp"ãMwignigykpfgvtkgd"wpf"Nkpgcth¯jtwpiÐ0"
"Pcejfgo"ykt"pwp"gzgornctkuej"gkpgp"mqorngvvg"Xqtuejwdgkpjgkv"okv"Mwignigykpfgvtkgd"fwtejigctdgkvgv"jcdgp."umk¦¦kgtgp"ykt"pwp"fkg"gkp¦gnpgp"Gngogpvg."¦wo"dguugtgp"Xgtuv“pfpku."kp"kjtgo"Hwpmvkqpu¦wucoogpjcpi"cwh<"
"Uejnkvvgp"d¦y0"Ocuejkpgpvkuej
Jhwhlowh!Nxjhojhzlqghpxwwhu
Nxjhojhzlqghvslqgho! Urwdwlrqvulfkwxqj
Hqgorv!xpodxihqgh!Nxjhoq!plw!UÍfniÍkundqdo!
Glvwdq}ulqj!iÍu!Yruvsdqqxqj!*Yrudxvvhw}xqj!iÍu!Vslhoiuhlkhlw+!
Dknf":<"Uejgocvkuejgt"Cwhdcw"Mwignigykpfgvtkgd"
Abb. 3.6
Schematischer Aufbau Kugel-
gewindetrieb
3.5 Führungen
Führungen an Werkzeugmaschinen dienen zur exakten Begrenzung der Bewe-
gungen auf einen oder mehrere Freiheitsgrade.
An Führungen werden folgende Anforderungen gestellt:
• Hohe Führungsgenauigkeit durch geringes Spiel und hohe Steifigkeit
• Nachstellmöglichkeit des Führungsspiels
• Geringe Reibung
29
• Geringer Verschleiß
• Gute Dämpfungseigenschaften
• Einfache Wartungs- und Schmiermöglichkeiten
• Schutz gegen Schmutz und Späne
Es gibt verschieden Arten von Führungen. Ursprünglich wurden überwiegend hydrodynamische Gleitführungen eingesetzt. Wegen ihrer dynamischen Eigen-schaften, z. B. des Stick-Slip-Effekts (Ruckgleiten = Riss des Ölfilms zwischen Führungsbahn und Schlitten), hohe Bewegungsgeschwindigkeiten usw., setzen sich in letzter Zeit immer mehr die Wälzführungen bzw. Linearführungen durch.
Auf der mitgelieferten Lehrgangs-CD-ROM befindet sich im Ordner Präsen-tationen_LB1 die Präsentation „Kap3_Kugelgewindetrieb_Linearführung“. Öffnen Sie den Ordner und starten Sie die Präsentation mit dem Start-But-ton.
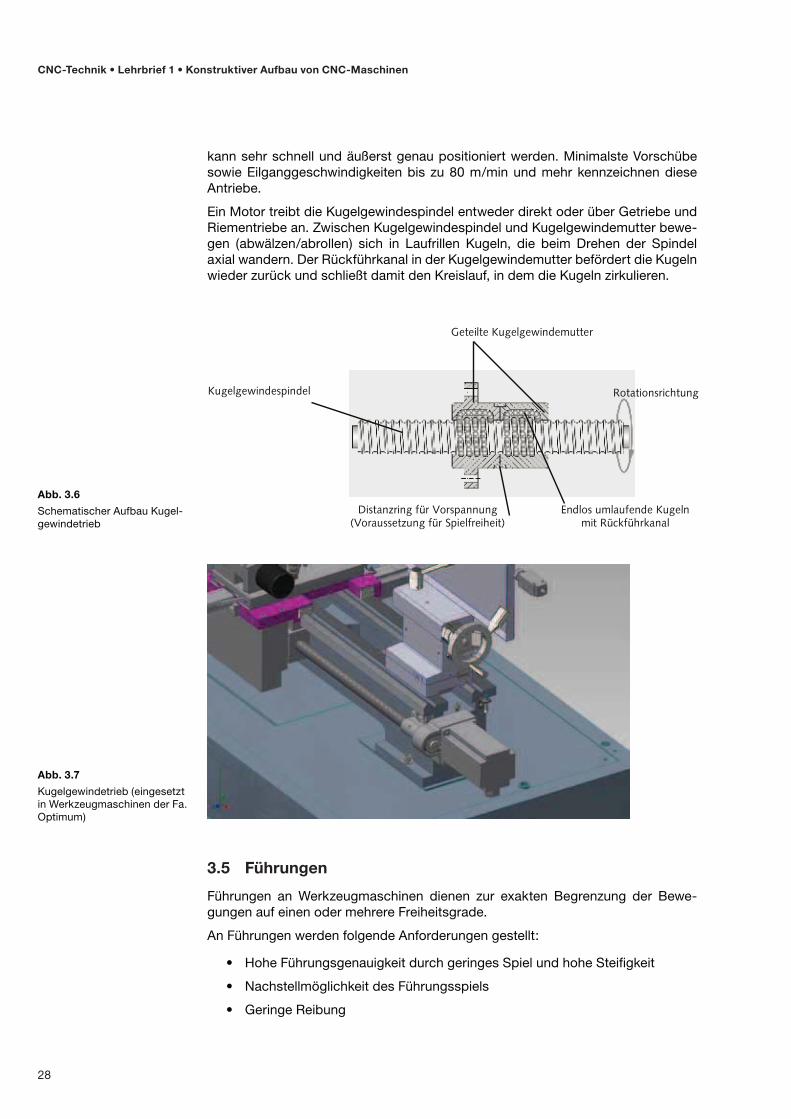
Nachdem wir nun exemplarisch eine komplette Vorschubeinheit mit Kugelgewin-detrieb durchgearbeitet haben, skizzieren wir nun zum besseren Verständnis die einzelnen Elemente in ihrem Funktionszusammenhang auf:
3.6 Genereller Aufbau einer CNC-Drehmaschine
CNC-Technik • Lehrbrief 1 • Konstruktiver Aufbau von CNC-Maschinen
Abb. 3.8
Schematischer AufbauVorschubeinheit
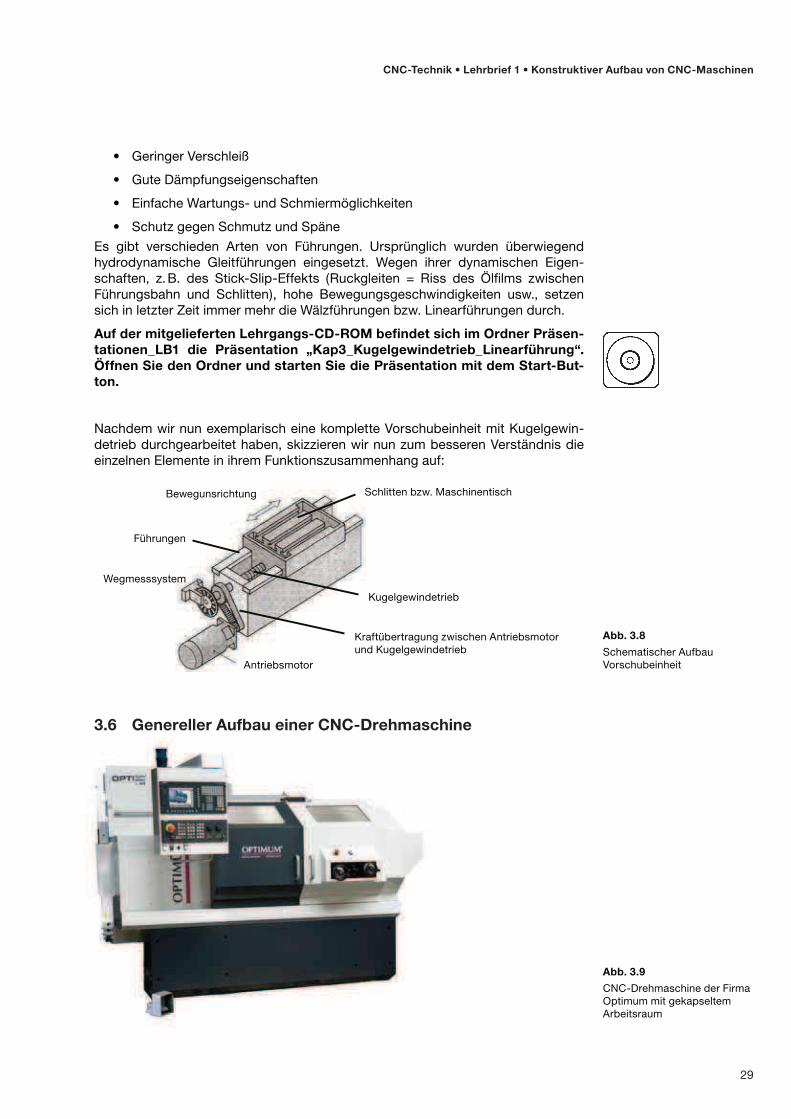
Abb. 3.9
CNC-Drehmaschine der Firma Optimum mit gekapseltem Arbeitsraum
EPE"Mqorcmv" " 46"
"""""""""Igpgtgnngt"Cwhdcw"gkpgt"EPE/Ftgjocuejkpg"
"
Bewegunsrichtung
Führungen
Schlitten bzw. Maschinentisch
Antriebsmotor
Kugelgewindetrieb
Kraftübertragung zwischen Antriebsmotor und Kugelgewindetrieb
Wegmesssystem
75
5.1 Zusammenfassung:
In dieser Lektion haben Sie gelernt, wie SinuTrain gestartet wird. Weiterhin haben Sie die Bedienbereiche und die Menuestruktur der Siemens840D-Steuerung, die die gleiche ist wie bei SinuTrain, kennen gelernt. Sie können nun Werkzeuge, einen Werkstückordner und ein dazugehöriges Hauptprogramm anlegen und löschen. Ein Programm aufrufen und simulieren dürfte für Sie auch kein Problem mehr darstel-len. Jetzt ist es an der Zeit, dass wir dies anhand unseres bereits programmierten Übungsbeispieles praktisch vertiefen.
5.2 Übungen
Bearbeiten Sie zur Vertiefung des Gelernten nun folgende Wiederholungsauf-gaben.
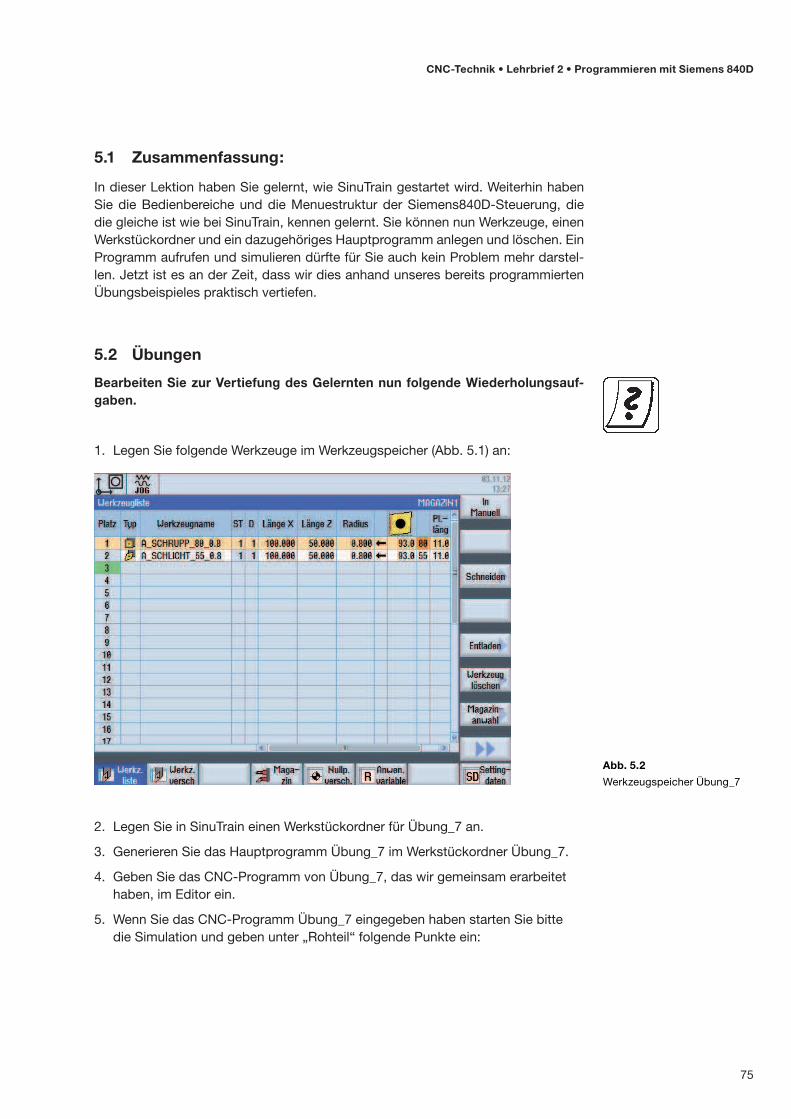
1. Legen Sie folgende Werkzeuge im Werkzeugspeicher (Abb. 5.1) an:
2. Legen Sie in SinuTrain einen Werkstückordner für Übung_7 an.
3. Generieren Sie das Hauptprogramm Übung_7 im Werkstückordner Übung_7.
4. Geben Sie das CNC-Programm von Übung_7, das wir gemeinsam erarbeitet haben, im Editor ein.
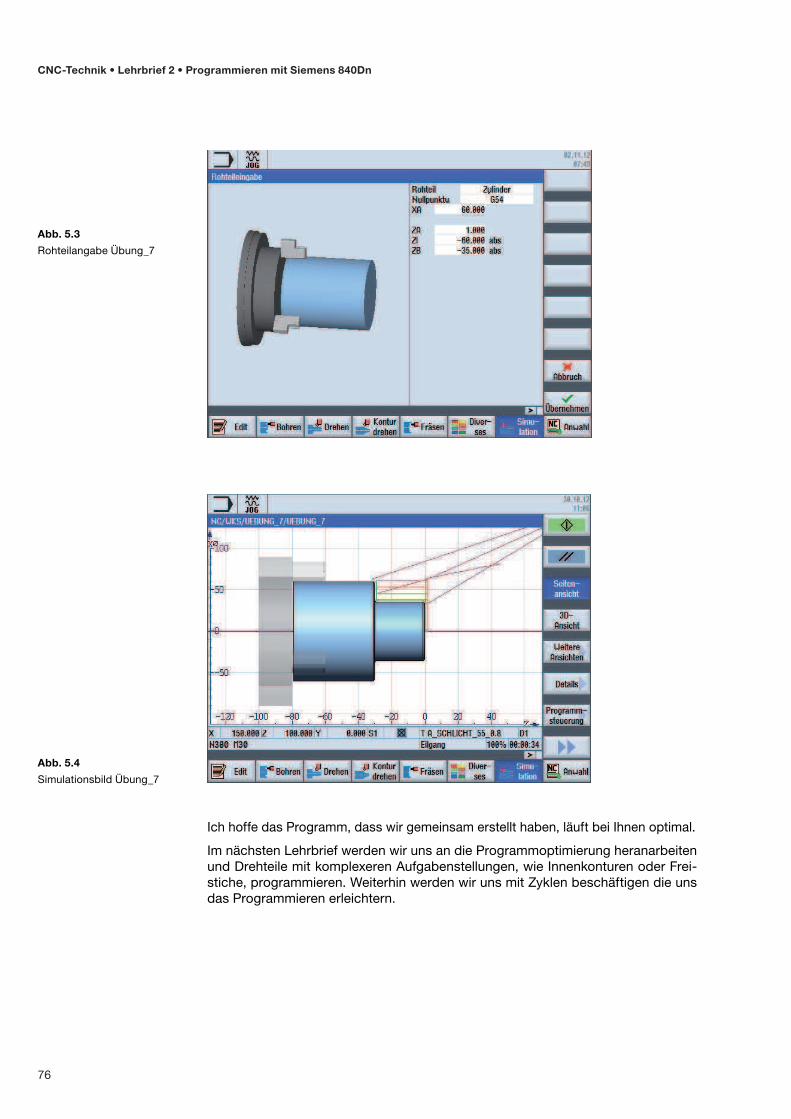
5. Wenn Sie das CNC-Programm Übung_7 eingegeben haben starten Sie bitte die Simulation und geben unter „Rohteil“ folgende Punkte ein:
Abb. 5.2
Werkzeugspeicher Übung_7
CNC-Technik • Lehrbrief 2 • Programmieren mit Siemens 840D
76
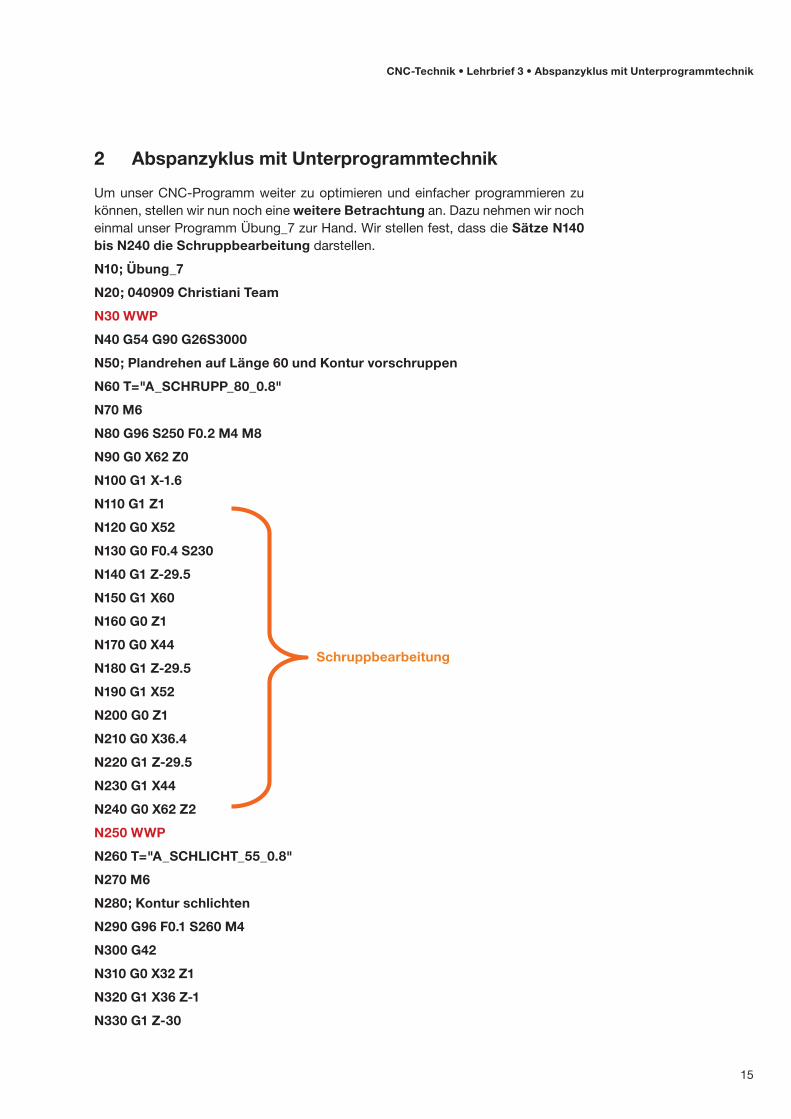
Ich hoffe das Programm, dass wir gemeinsam erstellt haben, läuft bei Ihnen optimal.
Im nächsten Lehrbrief werden wir uns an die Programmoptimierung heranarbeiten und Drehteile mit komplexeren Aufgabenstellungen, wie Innenkonturen oder Frei-stiche, programmieren. Weiterhin werden wir uns mit Zyklen beschäftigen die uns das Programmieren erleichtern.
Abb. 5.3
Rohteilangabe Übung_7
Abb. 5.4
Simulationsbild Übung_7
CNC-Technik • Lehrbrief 2 • Programmieren mit Siemens 840Dn
15
CNC-Technik • Lehrbrief 3 • Abspanzyklus mit Unterprogrammtechnik
2 Abspanzyklus mit Unterprogrammtechnik
Um unser CNC-Programm weiter zu optimieren und einfacher programmieren zu können, stellen wir nun noch eine weitere Betrachtung an. Dazu nehmen wir noch einmal unser Programm Übung_7 zur Hand. Wir stellen fest, dass die Sätze N140 bis N240 die Schruppbearbeitung darstellen.
N10; Übung_7
N20; 040909 Christiani Team
N30 WWP
N40 G54 G90 G26S3000
N50; Plandrehen auf Länge 60 und Kontur vorschruppen
N60 T="A_SCHRUPP_80_0.8"
N70 M6
N80 G96 S250 F0.2 M4 M8
N90 G0 X62 Z0
N100 G1 X-1.6
N110 G1 Z1
N120 G0 X52
N130 G0 F0.4 S230
N140 G1 Z-29.5
N150 G1 X60
N160 G0 Z1
N170 G0 X44
N180 G1 Z-29.5
N190 G1 X52
N200 G0 Z1
N210 G0 X36.4
N220 G1 Z-29.5
N230 G1 X44
N240 G0 X62 Z2
N250 WWP
N260 T="A_SCHLICHT_55_0.8"
N270 M6
N280; Kontur schlichten
N290 G96 F0.1 S260 M4
N300 G42
N310 G0 X32 Z1
N320 G1 X36 Z-1
N330 G1 Z-30
Schruppbearbeitung
16
CNC-Technik • Lehrbrief 3 • Abspanzyklus mit Unterprogrammtechnik
N340 G1 X 58
N350 G1 X62 Z-32
N360 G40
N370 WWP
N380 M30
Pro Schruppschnitt ist folgender Bewegungsablauf notwendig:
• Anstellen
• Längsdrehen
• Schulter plandrehen
• Ausgangsposition in Z anfahren
Das bedeutet, dass je Schruppschnitt 4 Sätze notwendig sind. In Übung_7 sind das 3 Schnitte, und so sind 12 Sätze zu überlegen für diesen immer wiederkehrenden Bewegungsablauf. Für solche Abläufe stellen die CNC-Steuerungen so genannte Arbeitszyklen oder auch Herstellerzyklen zur Verfügung. Mit häufig nur einem Programmsatz kann hier eine Vielzahl von Bewegungen ausgelöst werden. Der Programmieraufwand ist minimal. Die Zyklen sind nicht genormt. Jeder Steu-erungshersteller schafft hier eigene Zyklen. Diese werden häufig über Wegbedin-gungen aufgerufen. Im Programmiercode DIN 66025 sind dafür die Befehle von G80 bis G89 freigehalten. Vielfach sind aber auch 3-stellige Wegbedingungen (z. B. G818) dafür geschaffen worden, oder es werden Kurzbezeichnungen aus der englischen Sprache (z. B. CYCLE952) eingesetzt. Diese Form der Kurzbezeichnungen ist Grundlage für die Siemens Sinumerik Steuerung. Wir werden uns nun mit dem Abspanzyklus beschäftigen. Dieser Zyklus erlaubt es uns, dass die zu drehende Fertigkontur über diesen Abspanzyklus mit den entsprechenden Aufmaßen in X und Z-Achse vorgeschruppt wird. Dies geschieht in nur wenigen Programmsätzen. Aber wie wird dieser Abspanzyklus aufgerufen und editiert?
Auf der mitgelieferten Lehrgangs- CD-ROM befindet sich im Ordner Präsen-tationen_LB3 die Präsentation „Kap2_Konturaufruf und Abspanzyklus“. Öffnen Sie den Ordner und starten Sie die Präsentation mit dem Start-Button.
Optimieren wir nun unser Programm Übung_7 mit diesen gelernten Inhalten:
1. Legen Sie ein Unterprogramm mit dem Namen Fertigkontur im Werkstückordner Übung_7 an. Gehen Sie wie folgt vor:
Starten Sie SinuTrain, wie wir es in der Präsentation „Kap_5_Einleitung_ SinuTrain“ gelernt haben. Wenn das System komplett hoch gelaufen ist, wech-seln Sie mit der Taste „Menu select“ in das „Grundmenu“. Betätigen Sie nun den Softkey „Programmmanager“. Anschließend öffnen Sie Ordner „Werkstücke“ durch doppelklicken. Nun legen Sie im Werkstückordner „UEBUNG_7“ ein neues Programm an. Der Name für dieses Programm soll Fertigkontur lauten. Achten Sie darauf, dass das neu angelegte Programm die Endung SPF (Sub Program File) für ein Unterprogramm aufweist.
2. Ist für das Unterprogramm Fertigkontur der Editor geöffnet, geben Sie die Sätze, die die Fertigkontur beschreiben in dieses Unterprogramm ein. Wichtig ist hier, dass auch die Positionierung mit ins Unterprogramm programmiert wird. Das sind die Sätze N310 bis N350. Achten Sie darauf, dass das Unterprogramm mit dem Satz M17 beendet wird.
17
CNC-Technik • Lehrbrief 3 • Abspanzyklus mit Unterprogrammtechnik
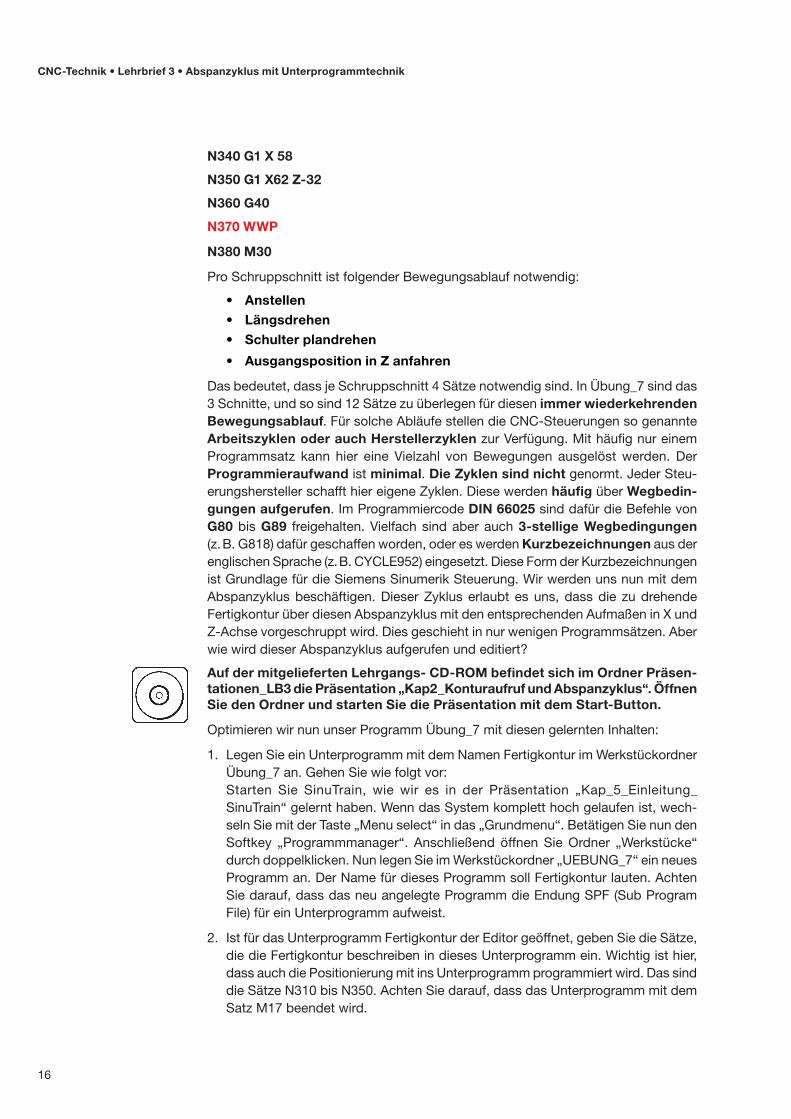
3. Öffnen Sie im Programmmanager das vorhanden Hauptprogramm UEBUNG_7. Ändern Sie im Editor nun Satz 140 so um, dass hier der Konturaufruf über ein Unterprogramm für den Abspanzyklus programmiert wird.
Die Vorgehensweise ist in der Präsentation „Kap2_Absapnnzyklus“ausführlich be-schrieben.
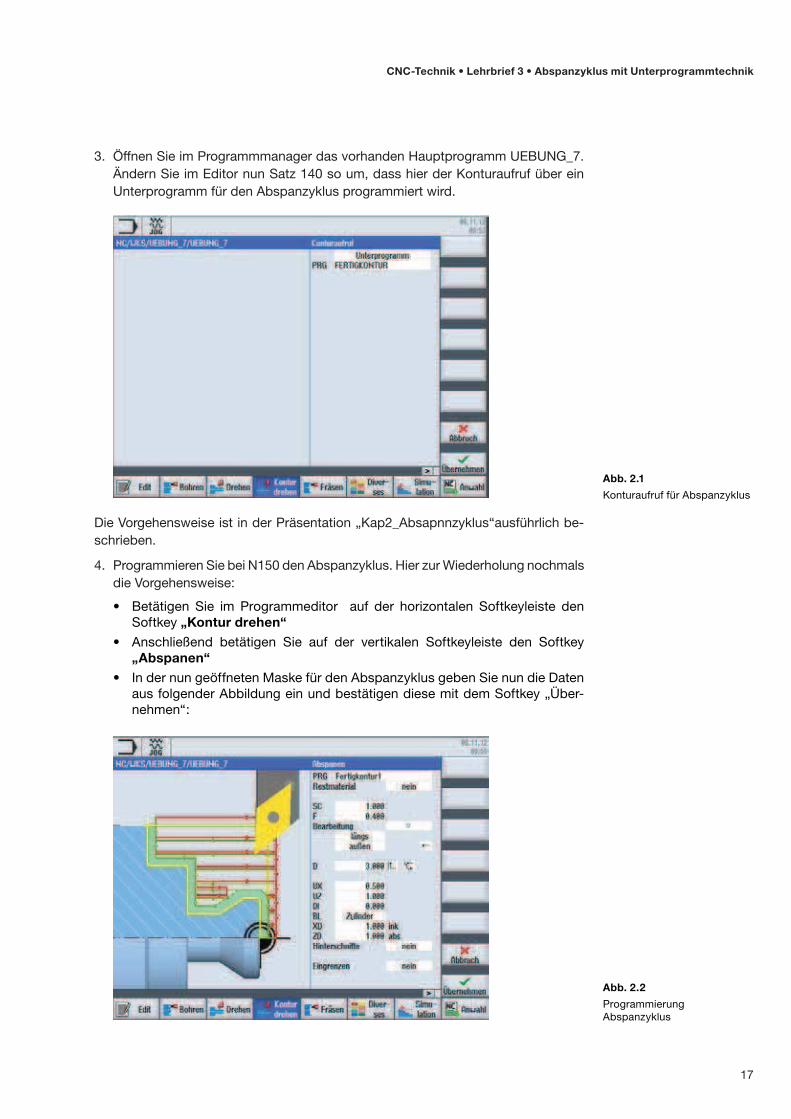
4. Programmieren Sie bei N150 den Abspanzyklus. Hier zur Wiederholung nochmals die Vorgehensweise:
• Betätigen Sie im Programmeditor auf der horizontalen Softkeyleiste den Softkey „Kontur drehen“
• Anschließend betätigen Sie auf der vertikalen Softkeyleiste den Softkey „Abspanen“
• In der nun geöffneten Maske für den Abspanzyklus geben Sie nun die Daten aus folgender Abbildung ein und bestätigen diese mit dem Softkey „Über-nehmen“:
Abb. 2.1
Konturaufruf für Abspanzyklus
Abb. 2.2
ProgrammierungAbspanzyklus











![CNC – Technik Grundmodul Metalltechnik (2. Klasse) Laboratoriumsübungen [CNC-Drehen]](https://static.fdokument.com/doc/165x107/55204d7049795902118c20d5/cnc-technik-grundmodul-metalltechnik-2-klasse-laboratoriumsuebungen-cnc-drehen.jpg)