Das Coat-Mix-Verfahrenjuser.fz-juelich.de/record/810341/files/Jül_1221_Luhleich_1975.pdf · des in...
33
JÜI-1221 Juli 1975 KERNFORSCHUNGSANLAGE JÜLICH G E S E L L S C H A F T MIT B E S C H R A N K T E R H A F T U N G Institut für Reaktorwerkstoffe Das Coat-Mix-Verfahren Ein neues Verfahren zur Herstellung von Füller-Binder-Mischungen von H. Luhleich, F. Dias, P. Pflaum und H. Nickel Als Manuskript gedruckt
-
Upload
truongtram -
Category
Documents
-
view
214 -
download
0
Transcript of Das Coat-Mix-Verfahrenjuser.fz-juelich.de/record/810341/files/Jül_1221_Luhleich_1975.pdf · des in...

JÜI-1221Juli 1975
KERNFORSCHUNGSANLAGE JÜLICHG E S E L L S C H A F T M I T B E S C H R A N K T E R H A F T U N G
Institut für Reaktorwerkstoffe
Das Coat-Mix-Verfahren
Ein neues Verfahren zur Herstellung von
Füller-Binder-Mischungen
von
H. Luhleich, F. Dias, P. Pflaum und H. Nickel
Als Manuskript gedruckt

KREFELD1
ROERMOND
Berichte der Kernforschungsanicge Jülich - Nr. 1221
Institut für Reaktorwerkstoffe Jül - 1221
Dok.: Coat-Mix-ProcessFiller-Binder-Mixtures - Production
Im Tausch zu beziehen durch: ZENTRALBIBLIOTHEK der Kernforschungsanlage Jülich GmbH,Jülich, Bundesrepublik Deutschland

Das Coat-Mix-VerfahrenEin neues Verfahren zur Herstellung von
Füller-Binder-Mischungen
von
H. Luhleich, F. Dias, P. Pflaum und H. Nickel

THE COAT-MIX-PROCESS
A New Process for the Production
of Filler-Binder-Mixtures
by
H. LuhleichF. DiasP. PflaumH. Nickel
ABSTRACT
A new process is described» for overcoating filler materials, veryhomogeneously, with phenol formaldehyde binders. In addition, pres-sure less molding processes which have been developed for powders,produced by the coat-mix-process are discussed.
Kernforschungs-anlage Jülich JOL - 1221 Juli 1975GmbH IRW
DAS COAT-MIX-VERFAHREN
Ein neues Verfahren zur Herstellung
von Füller-Binder-Mischungen
von
H. LuhleichF. Dias
P. PflaumH. Nickel
KURZFASSUNG
Es wird ein neues Verfahren beschrieben, mit dessen Hilfe es mög-lich ist, graphitische Füllermaterialien sehr gleichmäßig mit Phe-nolformaldehydharzen zu überziehen. Außerdem werden Verfahren mit-geteilt, die speziell für die Formgebung der nach dem Coat-Mix-Verfahren hergestellten Mischpulver ohne Anwendung von Preßdruckentwickelt wurden.

Inhaltsverzeichnis :
Seite:
1. Einleitung 1
2. Das Coat-Mix-Verfahren 6
2.1 Chargenbetrieb 7
2.2 Halbkontinuierlicher Betrieb 10
3. Weiterverarbeitung 11
M-. Analysen 13
4.1 Bestimmung der Menge des gelösten Phenol- 13formaldehyd-Harzes im Flüssigkeitsgemischnach dem Mischen
4.2 Bestimmung des Bindergehaltes im Mischpulver 14-
5. Formgebung . . 15
5.1 Formgebung ohne Preßdruck 165.1.1 Feuchtverarbeitung 175.1.2 Trockenverarbeitung ("Sinterverfahren") 185.1.2.1 Sintern mit Lösungsmitteldampf 185.1.2.2 Sintern mit Formaldehyddampf 215.1.3 Untersuchung des Einflusses der Sinterdauer 22
und der Sinteratmosphäre
5.2 Formgebung mit Preßdruck 25
6. Verkokung 27
Literatur 27

- 1 -
1. Einleitung
In gasgekühlten Hochtemperaturreaktoren wird der Kernbrennstoff in Form
kleiner beschichteter Kügelchen, der sog. "Coated Particles" eingesetzt.
Diese beschichteten Partikeln werden in eine Matrix eingebettet, die aus
einem Graphitfüller und einem Binder, z.B. Kunstharz oder Pech besteht. Der
Binder wird nach der Formbegung durch Erhitzen verkokt, kann jedoch wegen
des in der Matrix befindlichen Kernbrennstoffs nicht graphitiert werden.
Für die Einbettung der Partikeln in die Matrix und die Formgebung sind ver-
schiedene Verfahren bekannt. Technisch von Bedeutung sind z.B. die Herstellung
von kugelförmigen Brennelementen für Kugelhaufenreaktoren, wobei relativ1) 2)
hohe Preßdrücke bei der Formgebung angewandt werden oder die Fabrikationvon Brennstäben für Reaktoren mit blockförmigen Brennelementen nach der
3)Injektionsmethode unter Anwendung geringen Preßdrucks
Bei einem hohen Anteil an beschichteten Partikeln im Formkörper kann man
keine großen Preßdrücke ausüben, weil die Partikeln z.T. direkt aneinander-
stoßen. Sie können dadurch beim Pressen zerdrückt werden, wobei der Kernbrenn-
stoff freigesetzt wird. Bei Partikel-Volumenbeladungen von etwa 50 Vol.-%
und mehr wären Formgebungsverfahren am günstigsten, die ohne Preßdruck
arbeiten. Bei großen Bindergehalten stellt jedoch das Mischen von Füller und
Binder ein großes Problem dar.
Bei der Mischung von Füller und Binder für die Herstellung graphitischer
Materialien sollte nach dem "Carbon and Graphite Handbook" von Ch. L. Mantell
jedes Füllerkorn mit einem möglichst dünnen Binderfilm überzogen werden.
Diesem Idealfall kommt man bei der Herstellung von Graphiten, d.h. Materialien
mit Bindergehalten bis zu maximal etwa 20 - 25 Gew.-% mit den heutigen Misch-
verfahren recht nahe, vor allem wenn das Mischprodukt nach dem Mischen noch
verpreßt wird. Bei diesen Mischverfahren wird der Füller entweder mit dem
durch Erwärmen erweichten Binder (z.B. Pechbinder) oder mit Binderlösungen
(z.B. Kunstharzbinder) in Trommeln geknetet. Dabei wird der Binder mehr oder
weniger über der Oberfläche der Füllerkörner"verschmiert".
Bei höheren Binderänteilen als etwa 20 - 25 Gew.-% ist durch die Knetmethöde
ein gleichmäßiges Überziehen der Füllerkörner mit dem Binder nicht mehr zu
erreichen. Ein Teil des Binders liegt vielmehr auch nach dem Mischen noch

- 2 -
"unverschmiert" vor. Man spricht vom Auftreten sog. "Bindernester". In einem
solchen Material sind Füller und Binder nicht mehr als "homogen" vermischt
anzusehen. Anhand einer schematischen Darstellung (Bild 1) soll das Gesagte
für den. Fall von Binderanteilen größer als 2 0 - 2 5 Gew.-% verdeutlicht
werden: . . . . . . . . . . .
1. Werden Füller und Binderpulver etwa gleicher Korngröße trocken gemischt,
erfolgt praktisch kein Verschmieren des Binders auf der Füllerober-
fläche j Füller- und Binderkörner liegen nebeneinander vor.
2. Beim Kneten wird zwar der Binder über die Fülleroberfläche verschmiert,
aber die Ausbildung relativ großer Binderbereiche läßt sich nicht ver-
meiden. -
3. Mischt man den Füller mit Binderlösungen, so erhält man zunächst recht
gleichmäßige Binderüberzüge, auf den Füllerkörnern, aber beim Trocknen
kristallisiert der Binder bevorzugt an bestimmten Stellen aus und bildet
dabei relativ große Binderbereiche aus. , .. . . . .
Werden aus Pulvern, in denen Füller und Binder nicht homogen miteinander ver-
mischt sind, Formkörper hergestellt, so zeigen diese nach dem Verkoken des
Binders häufig Risse. Hauptursache dafür sind die Bindernester, d.h. die
inhomogene Verteilung des Binders, da der Binder während der Verkokung
stark schrumpft und auf diese Weise Spannungen im Material erzeugt.
Bei Verwendung des im folgenden beschriebenen Coat-Mix-Verfahrens (zu Anfang
der Entwicklung auch Emulsions-Mischverfahren genannt) ist es jedoch möglich,
Binder-Füller-Mischungen zu erhalten und daraus Formkörper herzustellen, die
aufgrund der besonderen Binder-Füller-Verteilung die genannten Nachteile nicht
oder nur in wesentlich geringerem Maße aufweisen. . -
Das Coat-Mix-Verfahren unterscheidet sich grundlegend von herkömmlichen Ver-
fahren zur Mischung von Füllern und Bindern. Dieses Mischverfahren ermöglicht
es, Füllerkörper gleichmäßig mit Binder zu überziehen, wie es in der schema-
tischen Darstellung von Bild 1 unter Punkt 4- dargestellt ist.
Dem neuen Mischverfahren liegt folgender Vorgang zugrunde : Wird eine .Auf-
schlämmung eines feinkörnigen Füllers in einer Binderlösung schnell in eine
Flüssigkeit, die sog. "Abscheidungsflüssigkeit", gespritzt, in welcher der

- 3 -
1. TROCKENMISCHEN:
BINDER- UND FÜLLERKÖRNER LIEGEN
NEBENEINANDER
2. TROCKENMISCHEN UND -KNETEN:
BINDER IST AUF DEN FÜLLERKORNOBER-
FLÄCHEN VERSCHMIERT, ABER VERTEILUNGIST NICHT GLEICHMÄSSIG
3. MISCHEN MIT GELÖSTEM BINDER:
TROCKNUNG
FÜLLERKORN, ÜBERZOGEN DURCH AUSKRISTALLISIEREN
MIT BINDERLÖSUNG UNGLEICHMÄSSIGE VERTEI-
LUNG DES BINDERS
MAX. MÖGLICHER BINDERANTEIL: ETWA 30 GEW.-%
MISCHEN NACH DEM COAT-MIX-VERFAHREN:
WÄRMEBEHANDLUNG
TROCKNUNG
FÜLLERKORN, ÜBERZOGEN MIT
BINDER NACH DEM EINSPRITZEN
IN DIE AßSCHEIDUNGSFLÜSSIGKEIT
(BINDERHAUT NOCH WEICH)
GLEICHMÄSSIGE VERTEI-LUNG DES BINDERS AUF DEM
FÜLLERKORN
(BINDERHAUT HART)
Bild 1: Vergleich der Füller-Binder-Verteilung für herkömmliche Misch-
verfahren und den Coat-Mix-Prozeß im Größenbereich der Füller-
körner (schematische Darstellung)
Binder nicht oder nur wenig löslich is t und mit der das Lösungsmittel des
Binders mischbar i s t , so überzieht der beim Einspritzen sich ausscheidende
Binder die Füllerkörner mit einer gleichmäßigen Binderhaut. Die Dicke der
Binderhaut ist dabei abhängig von der Oberfläche der Füllerkörner und dem
Verhältnis von Binder- zu Füllermasse.
Auf Bild 2 sind anhand eines Beispiels (Binder: Phenolformaldehydharz,

Füller : Graphitpulver; Lösungsmittel : Methanol; Abscheidungsflüssigkeit
Wasser) die einzelnen Verfahrensschritte schematisch dargestellt/
METHANOL FÜLLER0» VIBRATOR
LÖSEN DES BINDERS
WÄRMENACHBEHANDLUNG
SCHLAMM
ABGIESSEN DES WASSERS VOMABGESETZTEN SCHLAMM UND
FILTRIEREN
AUFSCHLÄMMEN DES FÜLLERS
I N DER BINDERLÖSUNG
EINSPRITZEN DER AUFSCHLÄMMUNG
I N WASSER: BILDUNG DER BINDER-
HAUT AUF DEN FÜLLER-
KÖRNERN
TROCKNEN DES SCHLAMMES
Bild 2: Schematische Darstellung des Coat-Mix-Verfahrens
Zunächst wird der Binder in dem Lösungsmittel gelöst. Dann wird der Füller
zu der Lösung hinzugegeben und durch einen Vibrator in Schwebe gehalten.
Jetzt wird die Aufschlämmung des Füllers in der Binderlösung schnell durch
eine Düse in die Abscheidungsflüssigkeit gespritzt. Hierin i s t das Phenol-
formaldehydharz praktisch unlöslich, während das Methanol mit dem Wasser
unbegrenzt mischbar i s t . Bei diesem Verfahrensschritt werden die Füller-
- 5 -
körner mit der Binderhaut überzogen. Allerdings erfolgt der Entzug des
Lösungsmittels noch nicht vollständig, so daß sich eine Wärmenachbehand-
lung empfiehlt. Hierbei wird die Aufschlämmung der binderüberzogenen Füller-
körner unter Rühren auf etwa 50 - 60 C gebracht. Nach einer gewissen Zeit
schlägt die Farbe der Aufschlämmung von grauschwarz in tiefschwarz um. Das
ist der Punkt, an dem die zunächst noch lösungsmittelhaltige und dadurch nicht
klar durchsichtige Binderhaut infolge der Wärme und des Lösungsmittelaus-
tritts fest auf die Füllerkörner aufschrumpft und damit völlig durchsichtig
wird. Während sich der Schlamm ohne Wärmenachbehandlung nur langsam absetzt,
schwer filtrierbar ist und beim Trocknen zusammenbackt, ist das bei dem
wärmenachbehandelten Produkt nicht mehr der Fall. Durch die Wärmenachbehand-
lung wird die Verarbeitung wesentlich erleichtert. Zum Schluß wird die Masse
noch getrocknet, es sei denn die Verarbeitung erfolgt direkt als Schlamm
oder Paste.
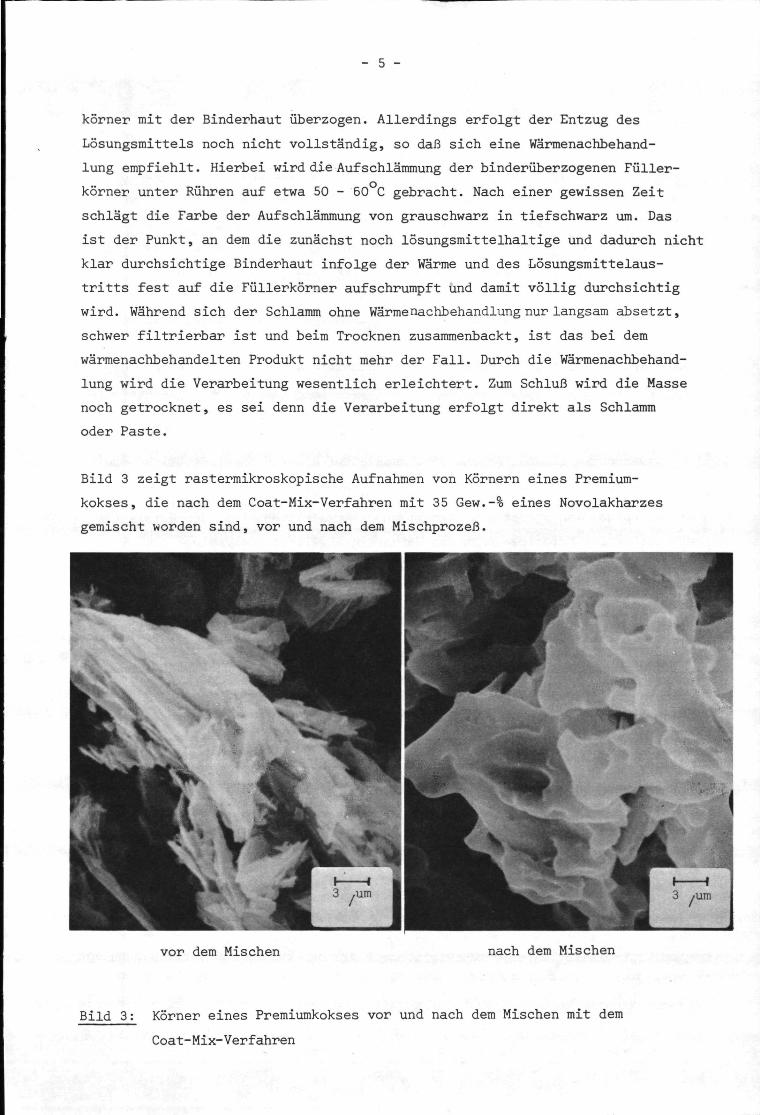
Bild 3 zeigt rastermikroskopische Aufnahmen von Körnern eines Premium-
kokses, die nach dem Coat-Mix-Verfahren mit 35 Gew.-% eines Novolakharzes
gemischt worden sind, vor und nach dem Mischprozeß.
vor dem Mischen ,, nach dem Mischen
Bild 3 : Körner eines Premiumkokses vor und nach dem Mischen mit dem
* Coat-Mix-Verfahren

- 6 -
Die physiko-chemischen Vorgänge, die das gleichmäßige Überziehen der Füller-
körner mit dem Binder bewirken, wurden bisher nicht untersucht. Beobachtungen
deuten darauf hin, daß bereits während des Aufschlämmens des Füllers in der
Binderlösung eine gewisse Anlagerung des Binders an die Füllerkornoberflächen
erfolgt. Beim Einspritzen der Aufschlämmung in die Abscheidungsflüssigkeit
überzieht dann der bereits vororientierte Binder infolge des Lösungsmittel-
entzugs die Füllerkornoberfläche mit einer gleichmäßigen Binderhaut.* -
Obwohl für die nach dem Coat-Mix-Verfahren hergestellten Mischpulver noch
zahlreiche andere Anwendungsmöglichkeiten bestehen, wurden die Entwicklungs-
arbeiten bisher fast ausschließlich im Hinblick auf eine Verbesserung des
Matrixmaterials für die Brennelementherstellung von Kernbrennstoffreaktoren
durchgeführt. Dabei sollte vor allem
wegen des möglichen Bruchs von beschichteten Kernbrennstoffteilchen bei
hohen Volumenbeladungen der Preßdruck vermieden werden;
- wegen der angestrebten möglichst guten Wärmeleitfähigkeit der Matrix die
Dichte des Materials nach der Verkokung möglichst hoch sein;
- wegen der Strahlen- und Temperaturbelastungen im Reaktor die Homogenität
des verkokten Materials möglichst groß sein.
In der folgenden Darstellung wird deshalb nach einer Beschreibung des augen-
blicklichen technischen Standes des Coat-Mix-Verfahrens auch auf weitere Ver-
fahrensschritte, insbesondere die Formgebung eingegangen, die für die
Matrixherstellung wichtig sind. Es sei darauf hingewiesen, daß in einer
weiteren Arbeit über Bestrahlungsversuche mit schnellen Neutronen berichtet
werden wird, deren Ergebnisse die besonderen Eigenschaften der aus Coat-
Mix-Pulvern hergestellten Matrixmaterialien zeigen werden. Außerdem werden
in diesem Teil noch andere Anwendungsmöglichkeiten für das Coat-Mix-Verfahren
diskutiert. .
2. Das Coat-Mix-Verfahren
Das Coat-Mix-Verfahren wurde wie schon eingangs erwähnt zur Verbesserung von
Matrixmaterialien entwickelt. Im folgenden wird deshalb der Stand des Ver-
fahrens unter Verwendung von Ausgangsstoffen beschrieben, die bei der Matrix-
herstellung üblich sind, nämlich Elektrographit und Naturgraphitpulver als

- 7 -
Füller und Phenolformaldehydharze als Bindemittel. Die Rezepturen für die
Durchführung des Coat-Mix-Verfahrens hängen in starkem Maße von den einge-
setzten Ausgangsprodukten ab. Z.B. ist für die Wahl der Menge des zugegebenen
Binders die jeweilige Oberfläche des Füllers zu berücksichtigen. Da die
Füllerkörner beim Coat-Mix-Verfahren vollständig mit dem Binder überzogen
werden, hängt die Schichtdicke des Binders auf den Füllerkörnern, die in
hohem Grade für die Eigenschaften des Mischpulvers bestimmend ist, sowohl
von der Menge des eingesetzten Binders als auch der Füllerkornoberfläche ab.
Das Verfahren ist sowohl für den Chargenbetrieb als auch für einen kontinuier-
lichen Betrieb geeignet.
2.1 Çh§ï.gëDbetrieb
Die Coat-Mix-Apparatur für den Chargenbetrieb ist auf Bild 4 schematisch
dargestellt.
RÜHRER
HEIZMANTEL
VIBRATOR ABSCHEIDUNGSFLÜSSIGKEIT
DKUPFER-
SCHLANGE
PRESSLUFT
Bild 4: Schematische Darstellung der Apparatur für den Chargenbetrieb
- 8 -
Im Gefäß A, das durch eine Kupferrohrschlange geheizt und gekühlt werden
kann, wird bei geschlossenem Ventil V. zunächst der Binder gelöst. Mit Bihder-
lösungen von etwa 20 Gewichtsteilen Binder.harz in 100 Volumenanteilen
Lösungsmittel wurden bisher gute Ergebnisse erzielt. Dann wird der Füller
unter Vibrieren langsam zugegeben und in der Binderlösung aufgeschlämmt.
Zur Herstellung eines guten Mischproduktes wird die Fülleraufschlämmung in
Gefäß A mit heißem Wasser, das durch die Kupferrohrschlang geleitet wird,
unter Vibrieren auf 40 - 50°C erwärmt. Dadurch wird das auf den Füllerkorn-
oberflächen adsorbierte Gas entfernt, so daß die Haftung der späteren Be-
schichtung auf der Oberfläche der Füllerkörner nicht gestört wird. Ist die
Gasabgabe beendet, d.h. steigen keine Gasbläschen mehr auf, wird die Auf-
schlämmung unter weiterem Vibrieren wieder abgekühlt, indem kaltes Wasser
durch die Kupferrohrschlange geleitet wird. Zur Erzielung eines guten Misch-
pulvers ist es bei vielen PF-Binderharzen zweckmäßig, die Temperatur der Auf-
schlämmung vor dem Mischen auf etwa 5 C zu senken.
Jetzt wird das Druckgefäß B von etwa 15 1 Inhalt mit Wasser als Abscheidungs-
flüssigkeit bei geschlossenem Ventil V gefüllt. Die Volumenverhältnisse von
Aufschlämmung zu Abscheidungsflüssigkeit sollten etwa bei 1 : 10 Volumenan-
teilen liegen. Hierauf wird auf das Gefäß Preßluft von etwa 6 atü gegeben, wo-
bei sich das Rückschlagventil V in der Wasserzuleitung schließt. Durch
Öffnen des Ventils V2 wird nun das, Wasser bis zur Spritzpistole D gedrückt. In
dieser Spritzpistole erfolgt der eigentliche Mischprozeß. In Bild 5 ist der
Aufbau der Spritzpistole schematisch wiedergegeben. Mit dem Abzughebel der
Spritzpistole läßt sich der Durchfluß für die Abscheidungsflüssigkeit und
mit einer verstellbaren Nadel die Zugabe der Aufschlämmung regulieren.
Bei geöffnetem Ventil 2 wird nun der Abzughebel der Spritzpistole auf den
halben Anschlag gebracht, wodurch das Wasser durch die Düse der Spritzpistole
über einen Schlauch in das mit einem Doppelmantel versehene Gefäß C von
etwa 6 1 Fassungsvermögen gespritzt wird.
Jetzt wird die Aufschlämmung des Füllers in der Binderlösung aus Gefäß A
durch Öffnen von Ventil V und weiterem Durchziehen des Spritzpistolenhebels
durch die Düse der Spritzpistole in die Abscheidungsflüssigkeit gespritzt.
Beim Austritt aus der Düse erfolgt der eigentliche Beschichtungsvorgang.
Das gebildete Produkt gelangt in das Gefäß C und wird hier gerührt.
Ist die Zugabe der Aufschlämmung beendet, werden das Gefäß A, das Ventil

- 9 -
AUSLAUFSCHLAUCH
FÜR GEMISCHTES
PRODUKT
ZUM BEHÄLTER FÜR
WÄRMENACHBEHANDLUNG
1. DÜSENNADEL
2. NADELVERSCHLUSS
3. REGULIERKAPPE
4. VENTIL FÜR ABSCHEIDUNGSFLÜSSIGKEIT
5. ABZUGHEBEL
6. EINLAUFSTUTZEN FÜR FÜLLERAUFSCHLÄMMUNG
IN BINDERLÖSUNG
7. SCHLAUCHTÜLLE FÜR ZULAUF DER AB-
SCHEIDUNGSFLÜSSIGKEIT
Bild 5: Schematische Darstellung der Spritzpistole
und die Spritzpistole mit etwas Lösungsmittel nachgespült und schließlich
der Wasserstrom durch Entspannen des Hebels der Spritzpistole gesperrt.
Anschließend wird das in Behälter C befindliche Produkt unter weiterem Rühren
auf 50 - 60 C erwärmt, indem heißes Wasser durch den Doppelmantel geleitet
wird. Während dieser Wärmenachbehandlung schlägt die Farbe der mit einer
Binderhaut überzogenen Füllerkörner von grau in tiefschwarz um. Unter Rühren
wird wieder auf Raumtemperatur abgekühlt. Die Körner kleben nun nicht mehr
zusammen und der Schlamm ist leicht filtrierbar. Nach dem Filtrieren kann
das feuchte Pulver entweder an Luft oder im Trockenschrank getrocknet werden.
- 10 -
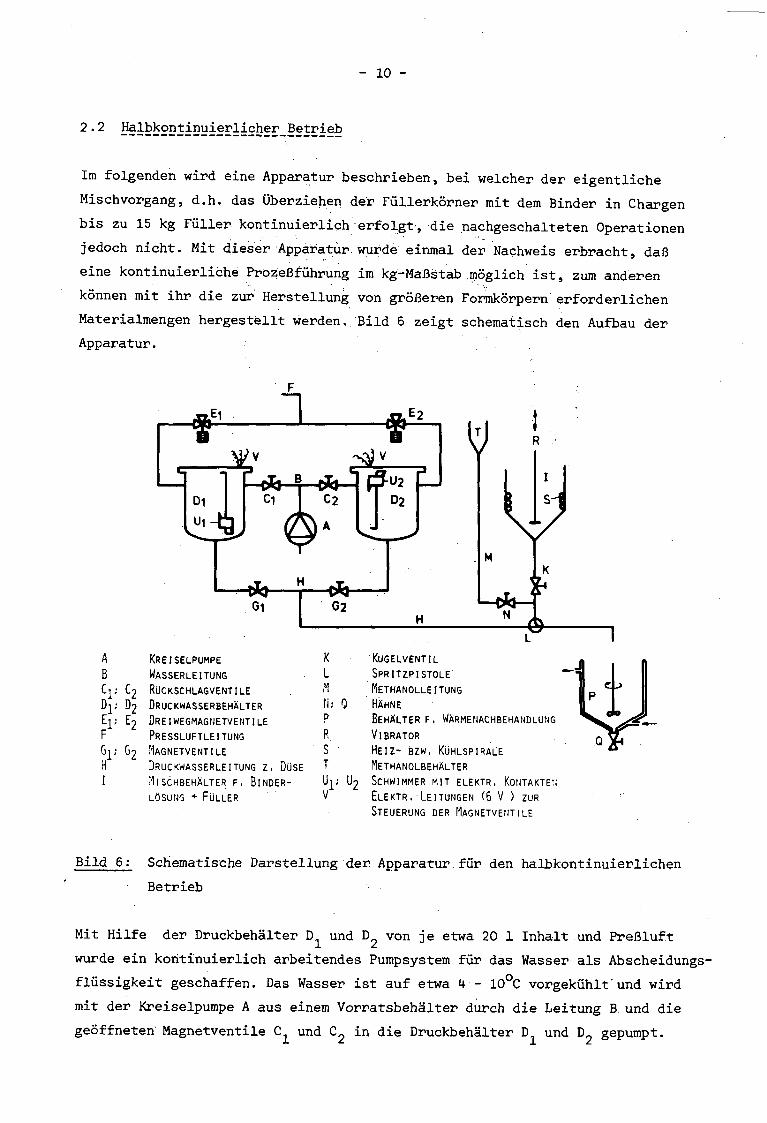
2.2 Halbkontinuierlicher Betrieb
Im folgenden wird eine Apparatur beschrieben, bei welcher der eigentliche
Mischvorgang, d.h. das Überziehen der Füllerkörner mit dem Binder in Chargen
bis zu 15 kg Füller kontinuierlich erfolgt, die .nachgeschalteten Operationen
jedoch nicht. Mit dieser Apparatur wurde einmal der Nachweis erbracht, daß
eine kontinuierliche Prözeßführung im kg-Maßstab möglich ist, zum anderen
können mit ihr die zur Herstellung von größeren Formkörpern' erforderlichen
Materialmengen hergestellt werden.. Bild 6 zeigt schematisch den Aufbau der
Apparatur.
A KREISELPUMPE K
B WASSERLEITUNG L
CJ_: C2 RÜCKSCHLAGVENTILE . M
Dj_; D2 DRUCKWASSERBEHÄLTER N; Q
Ej_; E2 DREIWEGMAGNETVENTILE P
F PRESSLUFTLEITUNG R.
G J ; G2 MAGNETVENTILE S
H DRUCKWASSERLEITUNG Z . DÜSE T
I I'IISCHBEHÄLTER F, BlNDER- ö .1 U2LÖSUNG + FÜLLER V
KUGELVENTILSPRITZPISTOLEMETHANOLLEITUNGHÄHNEBEHÄLTER F. WÄRMENACHBEHANDLUNGVIBRATORH E I Z - BZW, KÜHLSPIRALE
METHANOLBEHÄLTER
SCHWIMMER MIT ELEKTR. KONTAKTE;;
ELEKTR. LEITUNGEN (6 V ) ZUR
STEUERUNG DER MAGNETVENTILE
Bild 6: Schematische Darstellung der Apparatur.für den halbkontinuierlichen
Betrieb
Mit Hilfe der Druckbehälter D1 und D2 von je etwa 20 1 Inhalt und Preßluft
wurde ein kontinuierlich arbeitendes Pumpsystem für das Wasser als Abscheidungs-
flüssigkeit geschaffen. Das Wasser is t auf etwa 4 - 10°C vorgekühlt'und wird
mit der Kreiselpumpe A aus einem Vorratsbehälter durch die Leitung B und.die
geöffneten Magnetventile C und C2 in die Druckbehälter D und D gepumpt.
- 11 -
Dabei sind die Magnetventile G und G„ geschlossen (stromlos) und die Drei-
weg-Magnetventile E. und E„ sperren Preßluftleitung F, sind aber zur Außen-
luft hin offen (stromlos), so daß die durch den Wassereintritt in die Behälter
D1 und D verdrängte Luft entweichen kann. Bei einer einstellbaren Füllhöhe
schließen die Schwimmer U.. und U„ die oberen Kontakte und setzen damit die
Dreiweg-Ventile E1 und E„ unter Strom. Dadurch wird die Preßluftleitung zu
den Behältern hin geöffnet und der Ausgang zur Außenluft geschlossen. Durch
die eindringende Preßluft schließen sich nun die Rückschlagventile C1 und
C_ und die Wasserzufuhr wird unterbrochen. Der Druck der Preßluft beträgt
etwa 6 atü. Durch Öffnen des Magnetventils G- kann jetzt das Wasser aus dem
Behälter D.. als Abscheidungsflüssigkeit über die Leitung H auf die Spritz-
pistole L gegeben werden. Ist der Behälter D soweit geleert, daß der Schwimmer
tL den unteren Kontakt berührt, so wird G.. geschlossen und damit E stromlos,
d.h. D wird nach außen entlüftet. Außerdem wird dadurch G_ geöffnet und
das Wasser aus dem Behälter D wird zur Spritzpistole geleitet. Durch das
wieder geöffnete Rückschlagventil CL wird der Behälter D- erneut mit Wasser
gefüllt. Auf diese Weise läßt sich mit den beiden Druckbehältern eine
kontinuierlicher Betrieb durchführen.
Das Lösen des Binders im Lösungsmittel, die Aufschlämmung des Füllers in der
Binderlösung sowie die Erwärmung der Aufschlämmung zur Entgasung der Füller-
kornoberfläche erfolgt in Behälter I unter Vibrieren mit dem Vibrator R bei
geschlossenem Ventil K. Der Behälter T ist mit Lösungsmittel gefüllt und
über die Leitung M und den Hahn N an die Verbindung von Gefäß I mit der
Spritzpistole L angeschlossen. Bei einer Verstopfung des Ventils K oder der
Düse der Spritzpistole durch ausgefällten Binder ist es durch Öffnen des
Hahnes N möglich, beide freizuspülen. Das Mischen von Aufschlämmung und Ab-
scheidungsflüssigkeit in der Spritzpistole und die weitere Prozeßführung ent-
spricht der bereits im vorigen Kapitel beschriebenen.
3. Weiterverarbeitung
Nachdem sich das fertige Mischpulver abgesetzt hat, wird die darüber-
stehende Flüssigkeit abgesaugt oder dekantiert.
Der schlammartige Rückstand läßt sich direkt weiterverarbeiten, indem man
ihn entweder in Formen einschlämmte oder durch Flüssigkeitsentzug in eine
knetbare Masse umwandelt, die dann geformt werden kann. Beide Methoden
haben jedoch Nachteile. Im Falle des Einschlämmens verbleiben trotz Vibration

- 12 -
noch Luftbläschen in der geformten Masse, die sich dann beim Trocknen aus-
dehnen und große Poren hinterlassen. Wird andererseits der Schlamm unmittelbar
zu einer knetbaren Masse umgewandelt und verformt reicht das von der Herstel-
lung her in der Flüssigkeit enthaltene Lösungsmittel nicht aus, um den Bin-
der in genügendem Maße anzulesen. Die Verbindung der Füllerkörner ist dem-
zufolge schwach, die gebildeten Körper haben eine geringe Festigkeit und auf-
grund der Porenbildung niedrige Dichte.
Aus diesen Gründen sollte der Schlamm mittels einer Filternutsche möglichst
weitgehend von der Flüssigkeit getrennt und dann entweder an Luft oder im
Trockenschrank getrocknet werden. Im Gegensatz zu reinem Graphitpulver, das
Feuchtigkeit nur schwer abgibt, lassen sich die nach dem Coat-Mix-Verfahren
gemischten Pulver sehr leicht trocknen, da nicht die Graphit- sondern die
Binderoberfläche getrocknet wird. Deshalb ist die Trocknung auch nicht abhängig
vom Bindergehalt wie bei Mischpulvern, die nach herkömmlichen Methoden ge-
mischt werden. Da schon bei geringen Binderanteilen die gesamte Füllerober-
flache vom Binder überzogen ist, wirkt sich eine Vergrößerung des Binderge-
haltes nur auf die Dicke der Binderschicht, nicht aber auf das Verhältnis
Graphit - zu Binderoberfläche aus. Tab. 1 verdeutlicht dies anhand der Trock-
nung bei Temperaturen von 40 und 60°C bei Bindergehalten von 20, 30 und
40 Gew.-%.
Zeit
(Std.)
4
6
Feuchtigkeitsabgabe (%)
bei 40°C
Bindergehalt(Gew.-%)
20 30 40
45 49 34
100 100 100
bei 60°C
Bindergehalt(Gew.-%)
20 30 40
100 98 89
100 100 100
Tab. 1: Feuchtigkeitsabgabe von Coat-Mix-Pulvern
mit verschiedenen Bindergehalten
Zur Erzielung hoher Materialdichten ist es zweckmäßig, das getrocknete Misch-
pulver noch zu sieben oder mit einer Stiftmühle aufzumahlen. Dadurch werden
nach dem Trocknen noch vorhandene kleine, lose Zusammenballungen von Füller-
körnern beseitigt.

- 13 -
•+. Analysen
Bei Verwendung von Phenolformaldehydharzen als Binder und Wasser als Ab-
scheidungsflüssigkeit werden für das Coat-Mix-Verfahren folgende analytische
Bestimmungen durchgeführt: Einmal wird die Menge des im Wasser nach dem Misch-
prozeß gelösten Binders zum anderen die Bindermenge im Mischprodukt bestimmt.
4.1 Bestimmung_der_Menge_des_gelösten Phenolformaldehyd-Harzes_im
Flüssigkeitsgemisch_nach_dem_Mischen
Für die Bestimmung des in der Flüssigkeit nach dem Mischen gelösten Binders
werden 100 ml der Flüssigkeit nach dem Mischprozeß entnommen und bei 70 C
eingedunstet. Der erhaltene Rückstand wird gravimetrisch bestimmt. Bei den
bisher verwendeten Harztypen lag die Menge des gelösten Binders zwischen 0,2
und 0,9 g . 1 .Die Menge war abhängig von
- der Binderart
der Wassertemperatur
- der Zeit und
- dem PH-Wert des Wassers.
Die gelösten Binderanteile stellen im wesentlichen sehr niedermolekulare Be-
standteile des. PF-Harzes dar, deren Menge von Binderharz zu Binderharz unter-
schiedlich ist. Die Löslichkeit dieser Bestandteile steigt mit zunehmender
Wassertemperatur an. Die gelöste Bindermenge erreicht nach einigen Stunden
Stehens einen Sättigungswert. Der PH-Wert des Wassers beeinflußt die Löslich-
keit der Phenolformaldehydharze relativ stark. Durch Zugabe von wenig Essig-
säure zur Abscheidungsflüssigkeit ließ sich beispielsweise die gelöste Binder-
menge von etwa 0,8 auf 0,2 mg . 1 herabsetzen.
Im übrigen läßt sich die Menge des jeweils, löslichen Binderanteils schon
durch einen Vorversuch ermitteln, indem man den pulverisierten Binder mit dem
zur Abscheidung vorgesehenen Wasser bei der Prozeßtemperatur einige Zeit rührt,
absetzten läßt, und dann den Binderanteil wie oben beschrieben bestimmt.
- 14 -
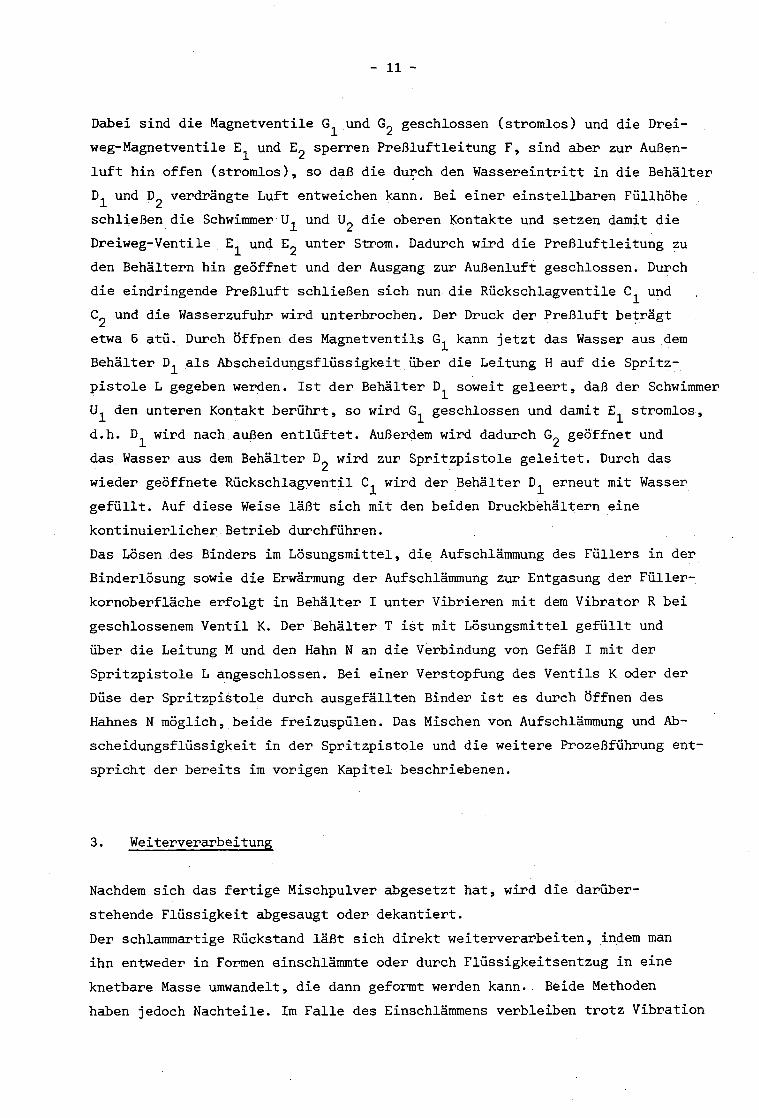
4.2 Bestimmung des Bindergehaltes im Mischgulver
In 2 oder 3 Zentrifugengläser von etwa 10 ml Inhalt, werden ungefähr je l g
des zu untersuchenden Mischpulvers eingewogen und dann jeweils 8,00 ml Aceton
mit einer Pipette, abgemessen auf 0,01 ml genau, dazugegeben. Die Höhe der
Flüssigkeitsspieger wird außen mit einem Glasschneider markiert. Diese
Markierungen dienen für folgende Analysen als Marken für die Höhe des ein-
zufüllenden Acetons, das dann je nach Mischpulvereinwaage etwas mehr oder
weniger als 8,00 ml beträgt.
Anschließend werden die Zentrifugengläser in eine Extraktionsapparatur ge-
stellt, die schematisch in Bild 7 dargestellt ist.
ACETON
RÜCKFLUSSKÜHLER
PLANSCHLIFFGLASKOLBEN
PROBENHALTER
ZENTRIFUGENGLAS MITACETON UND PROBE
METALLNETZ
PILZ-HEIZHAUBE
Bild 7: Schematische Darstellung der Extraktionsapparatur zur Bestimmung
dès Binderanteils im Coat-Mix-Pulver
- 15 -
Es wird etwa 1 h unter leichtem Rückfluß gekocht. Ist nach dem Abkühlen der
Flüssigkeitsspiegel infolge Verdampfung unter die Markierung abgesunken, so
füllt man mit frischem Aceton bis zur Marke nach. Liegt durch Kondensation der
Flüssigkeitsspiegel über der Markierung, wird die Lösung im Zentrifugenglas
bei geöffneter Extraktionsapparatur eingeengt. Erst wenn die Flüssigkeits-
spiegel bei den abgekühlten Zentrifugengläsern mit den Markierungen über-
einstimmen werden die Gläser in eine Zentrifuge eingesetzt und 5 min zentri-
fugiert. Dabei setzen sich die Füllerkörner als fester Kuchen auf dem Boden
des Zentrifugenglases ab. Die überstehende Lösung mit dem extrahierten Binder
wird vorsichtig mit einer Spritze so abgesaugt, daß keine Füllerkörner mitge-
rissen werden.
Zur Bestimmung der extrahierten Bindermenge werden 5 ml der Lösung in einem
tarierten Wägeglas im Trockenschrank bei 50 C bis zur Trockne eingedampft, auf
Gewichtskonstanz gebracht und ausgewogen. Der so aus 5 ml Lösung erhaltene
Rückstand wird auf die eingesetzte Menge Aceton umgerechnet. Die Anzahl der
erforderlichen Extraktionen, die anschließend in gleicher Weise ausgeführt
werden, ist von dem Binderanteil im Mischpulver und der Art des Füller ab-
hängig. Es wird solange extrahiert, bis der Rückstand der letzten Extraktion
unter 10 mg liegt. Bis zu einem Binderanteil von etwa 20 Gew.-% reichen
normalerweise 3 - 4 Extraktionen aus. Der Binderanteil im Mischpulver laßt
sich mit diesem Verfahren auf + 0,5 Gew.-% bestimmen.
5. Formgebung :
Die nach dem Coat-Mix-Verfahren hergestellten Mischpuiver haben aufgrund der
besonderen Binder-Füller-Verteilung gegenüber herkömmlichen Mischpulvern
andere Eigenschaften, die sich insbesondere auch auf den Verfahrensschritt
der Formgebung auswirken. Während in Formkörpern aus Mischpulvern, die nach
herkömmlichen Verfahren gemischt werden, häufig Füllerkörner aneinanderstoßen,
ohne durch Binderbrücken verbunden zu sein (s. auch Bild 1), entstehen bei
Füllerkörnern, die vollständig mit einer Binderhaut überzogen sind, an allen
Berührungspunkten Binderbrücken.
Da die Dicke der Binderschicht auf allen Füllerkörnern, die nach dem Coat-
Mix-Verfahren gemischt wurden, etwa gleich groß ist, dürften die bei der Form-
gebung gebildeten Binderbrücken weitgehend dieselben Eigenschaften aufweisen,
wie z.B. gleiche Festigkeit, gleiche Wärmeleitfähigkeit usw. Es entsteht nach
der Formgebung also ein Material von sehr homogenem Aufbau.

- 16 -
Besonders günstig wirkt sich der geschlossene Binderhautüberzug auf den
Füllerkörnern bei solchen, Formgebungsverfahren aus, die .ohne Preßdruck arbeiten.
Hierbei entstehen bereits durch Anlösen der Binderhaut mittels Lösungsmitteln
Klebstellen zwischen den Füllerkörnern, die zu einem Verbund führen.
Bei den im folgenden beschriebenen Versuchen zur Formgebung von Mischpulvern,
die nach dem Coat-Mix-Verfahren hergestellt worden waren, wurden ausschließlich
Phenolformaldehydharze (PF-Harze) als Binder verwendet.
7)5-1. Fo™gebung_ohne_Preßdruck
Versuche, mittels verschiedener Methoden den nach dem Coat-Mix-Verfahren an-
fallenden Schlamm ohne Druckanwendung zu formen, wurden vor allem zu Beginn
der Verfahrensentwicklung durchgeführt, als das Mischpulver noch nicht wärme-
nachbehandelt wurde. Ohne Wärmenachbehandlung hat der Schlamm eine quark-
ähnliche Beschaffenheit und ist nur schwer filtrierbar. Er wurde demzufolge
zunächst relativ naß in Graphitbecher eingefüllt und die eingeschlossenen
Luftblasen durch Vibrieren nach Möglichkeit entfernt. Anschließend wurde im
Trockenschrank, bei etwa 70 C eine Trennung vom Hauptteil des Wassers erzielt.
Dieses Erhitzen des Schlammes entsprach der später eingeführten Wärmenachbe-
handlung. Dabei zog sich das Material in den Graphitbechern zu einem weichen
Körper zusammen, wobei lösungsmittelhaltiges Wasser freigegeben wurde. Nach
etwa 10 min konnte die überstehende Flüssigkeit abgegossen und das geformte
Material-getrocknet werden.
Ein anderer Versuch zur Formung bestand darin, die quarkähnliche Masse in
Soxhlethülsen einzufüllen und die Masse durch Zentrifugieren zu verdichten
und von der anhaftenden Flüssigkeit zu befreien.
Wurde die quarkähnliche Masse getrocknet, so entstanden Materialbrocken großer
Festigkeit, die vor der Formgebung zunächst wieder zerstoßen und aufgemahlen
werden mußten. Dies war relativ mühsam und zeitraubend und außerdem bestand
beim Aufmahlen der fest aneinanderhängenden Füllerkörner die Gefahr, daß die
Binderhaut teilweise von den Füllerkörnern wieder entfernt wurde. Tatsäch-
lich wiesen die aus der getrockneten quarkähnlichen Masse hergestellten Form-
körper nach dem Verkoken gewisse Schwankungen der Dichte und Porosität auf,
die auf Inhomogenitäten in der Materialstruktur hindeuteten.
Da durch die Wärmenachbehandlung des Schlammes die Filtrierbarkeit und
Trocknung des Produktes wesentlich verbessert werden konnte, wird das
trockene Pulver nun ohne Preßdruck nach 3 verschiedenen Verfahren geformt, die
sich als besonders geeignet herausgestellt haben.

- 17 -
5.1.1 Feuchtverarbeitung ; .
Bei dem ersten Verfahren wird das Mischpulver mit einer Mischung aus 15 Vol.-%
Methanol oder 5 Vol.-% Aceton und kaltem Wasser angeteigt, so daß eine knet-
bare Masse entsteht. Dabei wird die Binderhaut auf den Füllerkörnern etwas
angelöst und es kommt zu einem leichten Verkleben der Körner. Während die , ;. ,
Masse bei einem Flüssigkeitsgehalt von etwa 60 Gew.-% noch etwas fließt, ist
bei etwa 55 Gew.-% Flüssigkeit die Grenze für die Verformbarkeit erreicht.
Bei weniger als 55 Gew.-% Flüssigkeit zerbröckelt die Masse. Die Modellierbar-
keit des Materials ist gut, und sie eignet sich demzufolge vor allem zur Form-
gebung ohne Form. .- • • • • . •
Bild 8 zeigt die Fotografie von 2 kleinen Plastiken, die aus Coat-Mix-Misch-
pulver mit 35 Gew.-% Novolakbinder und einem Elektrographitfüller (Haupt-
kornfraktion von 60 .um 0) hergestellt wurden, nach dem Verkoken. Die rechte .
Figur wurde nach dem Trocknen nachbearbeitet, die linke nicht. ••• ... » ••*••:.
Bild 8: Aus Coat-Mix-Pulvern handgeformte Figuren

- 18 -
5.1.2 Trockenverarbeitung ("Sinterverfahren")
Es wurden 2 weitere Verfahren zur Formgebung von Coat-Mix-Pulvern ohne Preß-
druck, die sog. "Sinterverfahren" entwickelt, die von Mischpulvern aus- -
gehen, welche mit thermoplastischen PF-Harzbindern hergestellt sind. Das
trockene Mischpulver wird in Graphitformen eingefüllt und dann entweder
Lösungsmittel- oder Formaldehyddämpfen ausgesetzt. Durch die Behandlung mit
Lösungsmitteldampf erweicht der Binder, wird angelöst und die Binderschichten
verkleben miteinander. Die Einwirkung von Formaldehyddampf auf Novolakbinder
erfolgt bei etwa 110 C, einer Temperatur, bei welcher der Binder ebenfalls
zusammenklebt und durch das Formaldehyd außerdem noch vernetzt wird.
Als Formen dienen Graphitbecher von 15 mm Innen-0 und 65 mm Höhe. Für eine
gute Materialbeschaffenheit nach der Formgebung mit Hilfe der Sinterver-
fahren ist es wichtig, daß die Innenflächen der Formen glatt sind. Nur dann
kann das Material bei der Sinterung gleichmäßig schrumpfen. Bei rauhen Ge-
fäßoberflächen bleibt das Mischpulver während des Sinterns teilweise an den
Wänden hängen und Materialinhomogenitäten sind die Folge. Der Boden der
Becher hat 6 Bohrungen von etwa 1 mm 0. Der durchlöcherte Boden der Graphit-
becher wird mit Filtrierpapier bedeckt und dann das Coat-Mix-Pulver eingefüllt.
Anschließend wird 2 - ^ min mit einem Vibro-Mischer (Typ El der Fa. CHEMAP AG,
Schweiz) vibriert. Dazu stellt man den Graphitbecher auf eine Pertinax-Scheibe,
die auf den nach oben zeigenden Vibro-Mischer montiert ist. Beim Vibrieren
wird der Becher lose von einer Klammer gehalten. Die Amplitude des Vibro-
Mischers soll so eingestellt werden, daß deutlich ein Heruntersacken des
Pulvers zu sehen ist. Nach dem Einvibrieren werden die Graphitbecher in einen
auf etwa 80 C vorgeheizten Trockenschrank gestellt.
5.1.2.1 Sintern mit Lösungsmitteldampf
Die hierfür verwendete Apparatur ist schematisch in Bild 9 dargestellt. Sie
wird mit einer Methanol-Wasser-Mischung beschickt und diese Flüssigkeit zum
Sieden unter Rückfluß gebracht. Die auf etwa über die Siedetemperatur des
Flüssigkeitsgemisches vorgewärmten Graphitbecher werden nun schnell in die
Sinterapparatur gestellt und dann weiter unter Rückfluß gekocht. Die Tempe-
ratur der Graphitbechei darf nicht unter die Siedetemperatur des Flüssigkeits-
gemisches absinken, da sonst Flüssigkeit in dem Coat-Mix-Pulver kondensiert

- 19 -
RÜCKFLUSSKÜHLER
PLANSCHLIFFGLASKOLBEN
GRAFITBECHEROAT-MlX-PuLVER .
PROBENGESTELLFILTRIERPAPIER
METALLNETZ
METHANOL-WASSER-GEMISCH
SIEDESTEINCHEN PILZHEIZHAUBE
Bild 9 : Schematische Darstellung der Apparatur für das Sinterverfahren mit
Lösungsmitteldampf . . ; . ^. .
wird, den Binder löst und damit den homogenen Verbund der Füllerkörner ver-
hindert. Die Sinterdauer richtet sich nach dem gewünschten Grad der Verklebung
und beträgt 6 - 8 min. Eine Verlängerung der Sinterdauer ist nicht zweck-
mäßig, da die Probenkörper dann weich werden und dadurch stellenweise ihren
homogenen Aufbau verlieren. , - - , - .,. /v..
Die Bilder 10, 11 und 12 sind keramografische Schliffbilder verkokter Proben,
die nach dem Sinterverfahren aus einem Elektrographitfüller und einem Novolak-

- 20 -
harzbinder mit Binderanteilen von 40-, 50- und 60-Gew.-% im Grünkörper her-
gestellt wurden.
radial axial
Bild 10: Schliffbilder eines nach dem Sinterverfahren hergestellten undverkokten Formkörpers. Bindergehalt des Grünkörpers: 4-0 Gew.-?
radial axial
Bild 11: Schliffbilder eines nach dem Sinterverfahren hergestellten undverkokten Formkörpers. Bindergehalt des Grünkörpers: 50 Gew.-?

- 21 -
***•&¥¥*
radial axial
-Bild 12: Schliffbilder eines nach dem Sinterverfahren hergestellten und
verkokten Formkörpers. Bindergehalt des Grünkörpers: 60 Gew.-%
Die Sinterdauer betrug 30 min in den Dämpfen einer Methanol-Wasser-Mischung
von 1 : 1 Volumenteilen. Die Schliffbilder zeigen deutlich die große
Homogenität der verkokten Proben mit Bindergehalten von 40- und 50-Gew.-%.
Erst bei einem Binderanteil von 60 Gew.-% existieren größere zusammenhängende
Bereiche aus Binderkoks und Füllerkörnern. Doch auch hier ist das Material
relativ isotrop wie aus der Gegenüberstellung von radialen und axialen Schliffen
hervorgeht, auf denen keine unterschiedliche Verteilung zu sehen ist.
5.1.2.2 Sintern mit Formaldehyddampf8)
Für den Sinterprozeß mit Formaldehyddampf wird die in Bild 13 schematisch
dargestellte Apparatur verwendet. Die mit Coat-Mix-Pulver gefüllten Graphit-
becher werden im Trockenschrank auf 80 - 100°C vorgewärmt. Dann wird eine
35 %ige Formaldehydlösung in Kolben A zum Sieden gebracht. Die Dämpfe ge-
langen über ein Einleitungsrohr mit Heizbandage in den Planschliffkolben B
von etwa 5 1 Inhalt, in dem sich das Probengestell mit den Graphitbechern

- 22 -
HEIZBANDAGE
KÜHLER
EINLEITUNGSROHR
GRAFITBECHER HIT
COAT-HlX-PULVER
TROPFTRICHTER MITFORMALDEHYDLÖSUNG
KOLBEN A MIT FORMALDEHYDLÖSUNG
PROBENGESTELL
KOLBEN B
Bild 13: Schematische Darstellung der Apparatur für das Sinterverfahren mit —
Formaldehyddampf . •
befindet. Dieser Kolben war vor der Beschickung mit den Proben mit einer
Pilzheizhaube auf eine Temperatur von ungefähr 110 C erhitzt worden. Die
eingeleiteten Dämpfe werden durch den 2. Hals im Deckel von Kolben B abgeleitet
und in einem Kühler kondensiert. Die aus Kolben A abdestillierende Formaldehyd-
lösung wird aus dem Tropftrichter ersetzt. *" "' • .': " ' ' :
Die Sinterdauer richtet sich nach dem Grad der gewünschten Vernetzung und
liegt zwischen 30 und 150 min. ; ' ...
5.1.3 Untersuchung des Einflusses der Sinterdauer und der Sinteratmosphäre
Es wurden 2 Versuchsserien durchgeführt, wobei einmal beim Sinterverfahren
mit Formaldehyddampf der Einfluß der Sinterdauer untersucht wurde, und zum
anderen die beiden Sinterverfahren miteinander verglichen wurden. Dabei
galt das Interesse im Hinblick auf die Entwicklung von Matrixmaterialien in
erster Linie der Volumen-, Massen- und Dichteänderung der mit den Sinter-
verfahren hergestellten Grünkörper durch die Verkokung. . ,, .,.,
Bei der ersten Versuchsreihe wurden 3 verschiedene selbsthergestellte Novolak-

- 23 -
binder und ein Elektrographit als Füller verwendet. Der Binderanteil betrug
50 Gew.-%. Als Sinterdauer wurden einmal 30, einmal 150 min gewählt.
Die Ergebnisse sind in Tab. 2 wiedergegeben.
Binderharz
1
2
3
Sinterdauer
(min)
30150
30150
30150
; Volumen-
abnahme
24,3322,94
24,0422,39
23,0121,13
Massen-
abnahme
23,5220,94
24,3320,43
23,7520,69
Dichte-
abnahme
- 1,08- 2,60 .
0,25- 2,53
0,97- 0,56.
Massenabnahme
bezogen auf
Bindermasse'
0,470,42
0,480,41
0,480,41
Tab. 2 : Einfluß der Sinterdauer auf die Eigenschaftsänderungen
von Grünkörpern durch die Verkokung.
Die unterschiedliche Sinterdauer macht sich bei allen Materialgrößen bemerk-
bar. Die Abnahme des Volumens, der Masse und der Dichte durch die Verkokung
ist bei langer Sinterzeit geringer als bei kurzer. Dies läßt sich auf die
erhöhte Vernetzung der Bindermoleküle infolge der längeren Einwirkungszeit
des Formaldehyds bei langer Sinterdauer zurückführen. Es wird besonders
deutlich, wenn man die auf die Bindermasse bezogenen Massenabnahmen betrachtet.
Eine Erhöhung des Vernetzungsgrades des Binders bewirkt eine Verringerung
der Masse der aus dem Binder während der Verkokung freigesetzten Produkte.
Für den Vergleich der beiden Sintermethoden wurden 4 verschiedene, selbst-
hergestellte Novolakharzbinder eingesetzt, 2 davon für Proben mit 40 Gew.-%,
2 mit 50 Gew.-% Binderanteil. Bei allen Proben waren die Abnahme des Volumens
und der Masse durch das Verkoken bei den mit Methanoldampf gesinterten Proben
größer als bei den mit Formaldehyddampf behandelten. Während bei den methanol-
behandelten Sinterkörpern die Dichte mit einer Ausnahme abnahm,vergrößerte sie sich
bei fast allen formaldehydgesinterten Proben. Diese Unterschiede lassen sich
- 24 -
wie bei der 1. Versuchsserie vor allem mit der Zunahme des Vernetzungsgrades
der Bindermoleküle durch das Einwirken des Formaldehyds erklären. Die in der
letzten Spalte der Tab. 3 aufgeführten relativen Massenabnahmen bestätigen
dies.
Binderharz-
typ
11
22
333
444
anteil
(Gew.-%)
4040
4040
505050
505050
Sinter-
dauer
(min)
8150
8150
830150
830150
Sinterung
mit:
MethanolFormaldehyd
MethanolFormaldehyd
MethanolFormaldehydFormaldehyd
MethanolFormaldehydFormaldehyd
Volumen-
abnahme
(%)
20,04
17,31
18,7917^32
26,3624,3322,94
25,8524,0422,39
Massen-
abnahme
(%)
20,6716,32
21,5616,34
26,3423,5220,94
27,2724,2320,43
Dichte-
abnahme
(%)
0,77
- 1,19
3,41- 1,18
- 0,04- 1,08- 2,60
1,92
0,25 -- 2,53
Massenabnahme
bezogen auf
Bindermasse
(%)
0,520,41
0,540,41
0,530,470,42
0,55. 0,480,41
Tab. 3: Einfluß der Art der Dämpfe beim Sinterverfahren auf die Eigen-
schaftsänderungen von Grünkörpern durch die Verkokung.
Ordnet man die Ergebnisse für die Bindertypen 3 und 4 in der Reihenfolge:
kein Formaldehyddampf,
- 30 min Formaldehyddampfeinwirkung, .
150 min Formaldehyddaropfeinwirkung,
so verringert sich aus demselben Grund die Abnahme des Volumens, der Masse,
der Dichte und der auf den eingesetzten Binder bezogenen Masse mit zunehmender
Formaldehydeinwirkung.
- 25 -
5.2 Formgebung_mit_Preßdruck
Im Gegensatz zur Formgebung ohne Preßdruck wurden zur Formgebung mit Preß-
druck nur einige wenige Versuche zum Vergleich mit herkömmlichen Misch-
pulvern gemacht. Dabei zeigte es sich, daß man die für die herkömmlichen
Mischpulver angewandten Rezepturen und Preßbedingungen nicht ohne weiteres
auf die Coat-Mix-Pulver übertragen kann. So benötigt man beispielsweise
verglichen mit nach üblichen Mischverfahren hergestellten Preßpulvern bei
den Coat-Mix-Pulvern höhere Bindermengen, um Körper mit vergleichbaren Eigen-
schaften zu erzielen.
Das ist leicht erklärlich, weil ja bei den Coat-Mix-Pulvern die gesamte Ober-
fläche der Füllerkörner mit Binder überzogen ist, während das bei den anderen
Mischpulvern nicht der Fall ist. Insbesondere beim Kaltverpressen zeigen
die Coat-Mix-Pulver eine vergleichsweise hohe Rückfederung des Materials nach
Druckentlastung. Die mit Binderhaut überzogenen Füllerkörner werden bei . .
Druckbelastung sofort an den Berührungsstellen verklebt und sind dann schon
in ihrer Lage zueinander fixiert. Bei weiterer Druckbelastung können sie nun
in wesentlich geringerem Maße als die Körner herkömmlicher Mischpulver gegen-
einander verschoben werden und federn nach Druckentlastung zurück. Diese
Vorstellung wird durch vergleichende Dichtemessungen an Grünkörpern unter-
stützt. Wie aus Tab. 4 hervorgeht sind die Dichten der mit Coat-Mix-Pulvern
hergestellten Preßkörper vergleichsweise niedrig. Bild 14 zeigt 2 Schliff-
bilder von kaltgesenkgepreßten Grünkörpern aus einem Graphitfüller und
einem PF-Harzbinder einmal gemischt auf herkömmliche Art, zum anderen nach
dem Coat-Mix-Verfahren. Deutlich sind auf Bild 14 a Bereiche mit relativ
hohem Bindergehalt erkennbar, die auf Bild 14 b fehlen. _, '.'.• . , .
Sollen die Vorteile der nach dem Coat-Mix-Verfahren gemischten Pulver aus-
genutzt werden, ist es erforderlich, Bindertypen und Preßtechnik auf die
speziellen Eigenschaften dieser Pulver abzustimmen.

- 26 -
Probe F ü l l e r
Binder-
a r t anteil
(Gew.-%)
Preß-
a r t druck
(bar)
Grünkörperdichte
(g . cm )
Verfahren
herkömmlich Coat-Mix
Petrolkoks
Petrolkoks
Elektrographit
Elektrographit
Elektrographit
Elektrographit
Resol
Resol
Novolak
Novolak
Novolak
Novolak
20
30
12
12
20
20
kaltgesenk
kaltgesenk
warmgesenk
warmgesenk
warmgesenk
warmgesenk
3000
3000
120
200
120
200
1,45
1,47
1,78
1,93
1,88
1,89
1,32
1,36
1,73
1,79
1,83
1,87
Tab. 4: Vergleich der Grünlingsdichten von Preßkörpern, hergestellt aus
herkömmlich und nach dem Coat-Mix-Verfahren gemischten Preßpulvern.-
Bild 14: Keramografische Schliffbilde.' von kaltgesenkgepreßten Grünkörpern.Graphitfüller und PF-Harzbinder (30 Gew.-%) gemischt!
a) auf herkömmliche Art b) nach dem Coat-Mix-Verfahren

- 27 -
6. Verkokung
Die nach den verschiedenen Verfahren hergestellten Formkörper wurden normaler-
weise in einem Ofen bei einer Aufheizgeschwindigkeit von 25 C.h' im Argon-
strom (*v 10 l.h ) bis zu einer Temperatur von 850 C erhitzt und verkokt.
Es hat sich jedoch gezeigt, daß die Aufheizgeschwindigkeit bei Materialien,
die aus Coat-Mix-Pulvern hergestellt sind, im Gegensatz zu herkömmlichen
PF-Harz-Mischpulvern ohne Nachteil für die Eigenschaften der verkokten
Körper wesentlich höher sein kann als dieser angegebene Wert. Der Grund hier-
für liegt in der relativ geringen Dicke der Binderschichten, aus denen die
bei der Pyrolyse freigesetzten Substanzen schnell herausdiffundieren können,
und in der hohen offenen Porosität der Materialien.
Literatur
1. F.J. Herrmann, P. Vygen, Kerntechnik 1_2, 159, 1970
2. M. Hrovat, H. Nickel, K. Koizlik, Berichte der Kernforschungsanlage JülichJÜ1-969-RW, Juni 1973
3. Quarterly Progr. Rep. GA-A 13353, 1974/75
4. Ch. L. Mantell, "Carbon and Graphite Handbook" Intersci. Publ. N.Y. 1968
5. H. Luhleich, H. Nickel, P. Pflaum, DT-DAS 2 040 252 "Verfahren zurHerstellung von Kunstgraphiten und graphitähnlichen Werkstoffen" 1.3.1973
6. F. Dias, H. Luhleich, H. Nickel, P. Pflaum, DT-DAS 2 132 492 "Verfahrenzur Herstellung von als Ausgangsmaterial zur Herstellung von Kunst-graphiten oder graphitähnlichen Werkstoffen dienenden Mischpulver" 7.3.1974
7. F. Dias, H. Luhleich, H. Nickel, DT-OS 2 133 044 "Verfahren zur Herstel-lung von Formkörpern aus Kunstgraphit oder kunstgraphitähnlichen Werk-stoffen" , 18.1.1973
8. F. Dias, H. Luhleich, H. Nickel, Deutsche Patentanmeldung P 2360 982.7"Verfahren zur Vernetzung und Härtung von graphitischen Formkörpern"7.12.1973









![Index []€¦ · 22 HIfi-box 46 x 8 x 35 23 coat rack S 6 x 50 x 18 coat rack L 6 x 90 x 18 25 box 46 x 80 x 40 ... z x = x x y x z. 41 Materialien Schienen und Rahmen aus eloxiertem](https://static.fdokument.com/doc/165x107/5fba6c01f5973b77815bd999/index-22-hifi-box-46-x-8-x-35-23-coat-rack-s-6-x-50-x-18-coat-rack-l-6-x-90.jpg)