DELO News 09 2015 DE · 2015. 9. 18. · Klebtechnik-Handbuch BOND it. In der 5., erweiterten und...
20
09 | 2015 09 | 2015
Transcript of DELO News 09 2015 DE · 2015. 9. 18. · Klebtechnik-Handbuch BOND it. In der 5., erweiterten und...
-
09
| 201
50
9 | 2
015
-
Inhalt
2 | DELO-News
LaservorbehandlungEdelstahl kleben
SitzkomfortAlfmeier klebt Lordose ventile
mit DELO-Klebstoff
In sechs Sekunden bis +180 °C
Neuer Metallklebstoff für Elektromotoren
4
16
8
Klebgerechtes Konstruieren Tipps & Tricks für Ingenieure
14
-
Editorial
DELO-News | 3
PEEK verklebenEvonik Industries und DELO
verbinden Hochleistungsmaterialien
LeichtbauKleben ersetzt
Schweißen und Nieten
Liebe Leser,
Sie haben es vielleicht schon bemerkt: Wir haben unserem Kundenmagazin DELO-News einen neuen Look verpasst. Luftiger, mit viel Weißraum, modernen Schriftarten und ansprechenden Bildern – da macht das Lesen doch gleich viel mehr Spaß, oder?
Was die inhaltliche Aus-richtung angeht, zeigt das Feedback unserer Leser – vielen Dank an alle, die sich an unserer Umfrage dazu beteiligt haben – den Wunsch nach vielfältigen Formaten. Informatio-nen zu unseren neuen Produkten sind genauso gefragt wie Case Studies gelöster Anwendungen oder Einschätzungen zu den Trends der Klebtechnik sowie praxisnahe Tipps rund ums Kleben.
Komplett neu gestaltet haben wir übrigens auch unser Klebtechnik-Handbuch BOND it. In der 5., erweiterten und überarbeiteten Aufl age dieses Nachschlagewerks erfahren Sie alles Wissenswerte zu den theoretischen Hintergründen der Klebtechnik, ihrer Anwendung und auch zu unseren Produkten. Falls Sie den BOND it noch nicht kennen oder nur eine alte Aufl age besitzen, dann wenden Sie sich doch an Ihren Ansprechpartner bei DELO oder schreiben Sie an [email protected].
Aber jetzt wünsche ich Ihnen erstmal viel Spaß beim Lesen!
Sabine Herold, Geschäftsführende Gesellschafterin
10
ImpressumDELO Industrie Klebstoffe, DELO-Allee 1, 86949 Windach, Telefon +49 8193 9900-0, [email protected], www.delo.de
18
-
4 | DELO-News
Titelstory
Komfortsitze bleiben dank Klebstoffen in Form
-
Titelstory
DELO-News | 5
Der Sitzkomfort beim Autofahren wird immer wichtiger. Während Massage sitze noch der Oberklasse vorbehalten sind, befi nden sich Lendenwirbelstützen auf dem Weg in den Massen markt. Alfmeier, ein führender Anbieter der dafür benötigten Lordoseventile, setzt für zuverlässige Produkte und eine schnelle Fertigung auf Klebstoffe von DELO.
Lordose ventile spielen eine wichtige Rolle für mehr Sitzkomfort. Diese kleinen Helfer sind vor allem als pneuma tische Aktoren für Lendenwirbelstützen bekannt gewor den. Ein Trend dabei ist, dass sie kleiner und leichter werden, wodurch sie sich als Ventil-Inseln nebeneinander verbauen lassen, ohne zu viel wertvollen Bauraum zu beanspruchen. Zudem werden sie multifunktionaler, wodurch sie nicht länger nur als Rückenstützen zum Einsatz kommen, sondern auch als Lehnenbreiten-Verstellung oder für Sitzmassagen. In einem aktuellen Oberklassemodell fi nden sich für einen Aufpreis von 2.000 Euro gar 14 temperierte Luftkissen, die sich der Körper kontur exakt anpassen.
Von Treuchtlingen in die Welt
Die Alfmeier Präzision Aktiengesellschaft mit ihrem Hauptsitz in Treucht lingen gehört zu den wichtigsten Anbietern von Lordoseventilen im Markt. Pro Jahr laufen mehrere hundert tausend Stück vom Band. Daneben beliefert das inhaber geführte Familienunternehmen mit seinen 20.000 Mitarbeitern die Automobilbranche, die Medizintechnik sowie die Elektro industrie auch mit Aktuatoren, Pumpen und Kunststoff formteilen.
Geschwindigkeit zählt
Für ein dauerhaft zuverlässiges Funktionieren der Alfmeier-Ventile ist die Dichtheit der elektrischen Anschlusskontakte an der Gehäusedurch-führung entscheidend, schließlich beträgt der Arbeitsdruck 1 – 1,5 bar, teilweise sogar 2,5 bar. Für die Abdichtung dieser Kontakte setzt Alfmeier auf einen Verguss mit Klebstoffen. Andere Verfahren wie etwa das Um spritzen kommen nicht in Frage. Denn neben der Zuver lässigkeit der Lösung ist Alfmeier ein weiteres Kriterium wichtig: Geschwindigkeit. Eine einfache Klebstoffdosierung und eine schnelle Aushärtung stehen dabei im Mittelpunkt. Nur so kann das Unternehmen kurze Taktzeiten erreichen, um tatsächlich Serienprozesse zu realisieren, die auch eine Inline-Funktionsprüfung der Abdichtung einschließen.
-
Titelstory
6 | DELO-News
Lordoseventile von Alfmeier sorgen für hohen Sitzkomfort
Zum zuverlässigen Abdichten der Pins kommt ein licht- / feuchtehärtender
DELO-DUALBOND zum Einsatz
-
Titelstory
DELO-News | 7
Als Projektpartner hat sich Alfmeier für DELO Industrie Klebstoffe entschieden. Der Mittelständler mit seinem Port-folio an Highend-Klebstoffen war schon früh mit an Bord und brachte seine Kompetenz bei Klebprozessen von großen Stückzahlen ein. Das Entwerfen und Testen aller Fertigungs-prozesse gehörte genauso dazu wie eine spezielle Modifi zie-rung der Klebstoffe auf die Anforderungen bei Lordose ventilen. „Kleben ist ein leistungsfähiges, aber teilweise auch kom-plexes Fügeverfahren. Daher ist es wichtig, nicht einfach nur
Produkte zu verkaufen, sondern im Vorfeld umfassend zu testen und alle Fertigungsaspekte mit den Kunden auf Augenhöhe zu besprechen und zu planen“, sagt Christian Walther, Vertriebsleiter Deutschland bei DELO.
Effizient in Serie
Nach einigen Vorversuchen mit zahlreichen unter-schiedlichen Produkten kamen ein einkomponentiger und ein zweikom ponentiger Klebstoff in die Endaus-wahl. Aufgrund der deutlich schnelleren Aushärtung und einfacheren Verarbeitung fi el die Wahl dann auf den einkomponentigen, dualhärtenden Klebstoff, was
eine Dichtheitsprüfung direkt im Prozess ermöglicht. Bei einem solchen DELO-DUALBOND handelt es sich um ein
System mit zwei Härtungsmechanismen. Dabei wird der Klebstoff an allen lichtzugänglichen Stellen mit LED-Lampen
ausgehärtet, wodurch die Ventile sofort weiterverarbeitet werden können. In den Schattenzonen, in die das Licht nicht vordringen kann, härtet der Klebstoff über den Kontakt mit Luftfeuchtigkeit sicher aus, was eine hohe Zuver lässigkeit gewährleistet. Auch bei den LED-Lampen setzt Alfmeier auf
Produkte von DELO. Diese sind nicht nur auf den Klebstoff abgestimmt, sondern überzeugen mit einer hohen Intensität und homogener Lichtverteilung.
Produziert werden die Ventile in einer etwa 6 Meter langen Linearanlage, wobei der Klebprozess ein Viertel ausmacht. Zu Beginn werden die Ventile automatisch zugeführt, anschlie-ßend erfolgt die Klebstoffdosierung aus einem Drucktank. Dank der erwähnten Lichthärtung ist der Pin-Verguss inner halb von etwa 10 Sekunden ausgehärtet, wodurch die gesamte Taktzeit von Dosierung über Aushärtung und Qualitätsprüfung lediglich wenige Sekunden umfasst. Damit ist Alfmeier für eine weitere Produktionssteigerung gerüstet – und die wird angesichts des Booms bei Komfortsitzen kommen.
Prozessvideo: https://youtu.be/6KjxfwepiYU
Es ist wichtig, Fertigungsaspekte mit den Kunden auf Augenhöhe zu besprechen und zu planen.“
https://youtu.be/6KjxfwepiYU
-
Produkt
In sechs Sekunden bis +180 °°CSchneller Metallklebstoff für hohe Temperaturen
DELO hat einen neuen Metallklebstoff für Elektro-motoren entwickelt, der einen hohen Temperaturein-satzbereich mit einfachen und schnellen Produktions-prozessen kombiniert.
Der Klebstoff DELO-ML DB154 ist unter anderem für Elektromotoren konzipiert, etwa für Verklebungen von Taschenmagneten sowie Rotorpaketen und Lagern auf Wellen. Bei der Entwicklung wurde viel Wert auf eine hohe Temperaturfestigkeit und -beständigkeit gelegt. So eignet er sich für Einsatzbereiche bis +180 °C und erreicht bei diesen Temperaturen mehr als doppelt so hohe Scherfestigkeiten wie andere Methacrylate. Viele andere Klebstoffe zeigen dagegen einen hohen Leistungsabfall bei Temperaturen über +150 °C. Außerdem behält er seine Festigkeit auch bei häufi gem Kontakt mit Getriebe- und Motorenöl sowie Benzin.
Das Produkt härtet unter UV- oder sichtbarem Licht an der Kehlnaht innerhalb von 6 Sekunden handfest aus,
wodurch die Bauteile fi xiert werden und sich direkt weiterver-arbeiten lassen. Die volle Festigkeit erhält der dualhärtende Klebstoff dann unter Luftabschluss.
Im Gegensatz zu ein- oder zweikomponentigen Epoxid-harzen benötigen lichthärtende Methacrylate also weniger Zeit bis zur Weiterverarbeitung und ermöglichen schnellere Produktionsprozesse. Zudem lässt sich ein Prozessschritt einsparen, indem kein mechanisches Fixieren der Bauteile vor der Warmhärtung mehr erforderlich ist. Sie besitzen darüber hinaus einen kleineren CO2-Fußabdruck bei der Produktion, da eine Warmhärtung mehr Energie benötigt.
Der mittelviskose Klebstoff haftet auf Stahl und Aluminium genauso gut wie auf Magneten aus Seltenen Erden, die oft aus einer Eisen-Neodym-Mischung bestehen. Kommt ein Aktivator zum Einsatz, lassen sich Metalle auch mit einem Fügepartner aus Kunststoff verbinden.
Für noch höhere Temperaturanforderungen sind DELOMONOPOX HT-Klebstoffe bis +220 °C und darüber hinaus im Einsatz, die für die Aushärtung etwas länger benötigen.
8 | DELO-News
Schnell und hoch-temperaturbeständig:
DELO-ML DB154 für E-Motoren
-
Produkt
DELO-News | 9
Erst flüssig, dann dichtKomplexe Bauteilgeometrien abdichten
DELO hat Dichtungsmaterialien für den Schutz von Gehäuseabdeckungen vor Staub, Luft und Wasser entwickelt. Dabei handelt es sich um statische Flüssig dichtungen, die sich sekundenschnell mit Licht aushärten lassen.
Flüssigdichtungen eignen sich aufgrund ihrer fl exiblen Einsatzmöglichkeiten besonders für die Realisierung komplexer Bauteilgeometrien. Sie erfordern im Ver gleich zu O-Ringen oder Formteildichtungen deutlich weniger Arbeitsschritte, benötigen geringere Rüstzeiten der Maschinen und erzeugen qualitativ hochwertige Ergebnisse. Die bisher dafür eingesetzten Produkte besitzen oft eine Silikon- oder Polyurethanbasis, sind zweikomponentig und härten langsam aus, womit sie eher für große Bauteile oder Kleinserien geeignet sind.
Neben solchen Kleinserien adressiert DELO mit den ein-komponentigen, LABS- und lösungsmittelfreien Flüssigdich-tungen nun auch Großserien. So ermöglicht die Lichthärtung
kurze Taktzeiten und eignet sich daher besser für höhere Stückzahlen. Der Produktionsprozess lässt sich zudem einfach automatisieren, wobei alle Bauteile über eine Anlage gefertigt werden können. Auch eine Inline-Prüfung ist mög-lich, potentielle Lecks werden durch Fluoreszenz detektiert. Da keine Vielzahl an Dichtungen vorgehalten werden muss, entfallen Lagerkosten.
Die standfesten, hochviskosen Flüssigdichtungen lassen sich in der gewünschten Höhe auf den Gehäuseteilen auftragen.Anschließend härten sie innerhalb weniger Sekunden mit Licht und ohne Temperatureintrag aus. Da sie sofort ihre volle End festigkeit erreichen, können die Bauteile direkt weiterver-arbeitet werden. Das gute Rückstellvermögen der Materialien erlaubt eine zuverlässige Abdichtung nach dem Fügen der Bauteile: Durch den niedrigen Druckverformungsrest federn sie wieder zurück, nachdem sie verpresst wurden.
Zu den möglichen Einsatzgebieten gehört das Versiegeln von Gehäusen oder die Lautsprechermontage bei elektronischen Haushaltsgeräten sowie das Abdichten von Ölwannen, elektrischen Steuerungen, Motorabdeckungen, Pumpen, Getriebeteilen oder Türgriffen im Automobilbereich.
-
Produkt
10 | DELO-News
ONSERT®: Das Beste aus zwei WeltenComposite-Materialien fügen [Teil 2]
In der letzten Ausgabe haben wir die Herausforderung beschrieben, die sich beim Fügen von Composite-Materialien ergeben. In dieser Ausgabe stellen wir eine Verbindungstechnik vor, die Schrauben
und Kleben kombiniert und für eine Vielzahl von Anwendungen geeignet ist.
-
Produkt
DELO-News | 11
Böllhoff und DELO kombinieren Kleben und Schrauben
Für das Verbinden von Composite-Materialen mit anderen Werkstoffen hat DELO zusammen mit dem Montage-spezialisten Böllhoff ein Verfahren entwickelt, bei dem sie sich an das Bolzenschweißen angelehnt haben. Dort wird der Bolzen bei Blechen geschweißt, um das auf wen dige Bohren und Setzen von Schrauben bzw. Nieten zu vermeiden. Im Gegensatz dazu verkleben die beiden Unternehmen bei der sogenannten ONSERT®-Technologie nun die Gewinde bolzen mit den Faserverbundwerkstoffen. Als ONSERT® wird die Kombination aus Bolzen und Fuß be zeich net.
Bei dem Verfahren wird zunächst ein einkom ponentiger Klebstoff auf den Fuß aufgebracht und anschließend auf
den Composite-Werkstoff gefügt. Die Dicke der Kleb-schicht wird über Abstandshalter, sogenannte Spacer
eingestellt, und liegt typischerweise bei 0,1 oder 0,2 mm.
Das Besondere an diesem Verfahren ist seine Geschwindigkeit: So ist der Gewindefuß aus amorphem Kunststoff, was eine lichtdurchlässigeKlebfl äche schafft und so kurze Taktzeiten sicherstellt. Die Aushärtung erfolgt mit einer LED-Lampe innerhalb von etwa vier Sekunden und lässt sich vollständig automatisieren. Die entstandene Verbindung ist sofort belastbar, womit das Kunststoffteil in kürzester Zeit ein stabiles Gewinde erhält, das verschraubt und wenn nötig wieder gelöst werden kann.
Als Material für den transparenten ONSERT®-Fuß kommen verschiedene Kunststoffe wie
Für Automobil-, aber auch für Luftfahrtanwendungen und weiße
Ware geeignet: ONSERT®
Polycarbonat, Polyamid oder Polyethersulfon zum Einsatz, je nach erforderlichen mechanischen Eigenschaften und vor-herrschenden Umweltbedingungen. Es muss sich einzig um amorphe Kunststoffe handeln, da diese ausreichend blaues Licht mit einer Wellenlänge von 400 Nanometern durchlassen, das für das Aushärten des Klebstoffs erforderlich ist.
Vielfältige Anwendungsmöglichkeiten von Halterungen bis zu Dämmungen
ONSERT®s eignen sich für eine Vielzahl von Anwendungen, vor allem wenn Bauteile befestigt, aber nicht strukturell verbunden werden müssen. In Flugzeugen etwa werden jährlich hunderttausende Aircraft-Pins verbaut. Damit lassen sich Deckplatten oder Dämmmaterialien genauso befestigen wie Fußbodenpanele zum Fixieren von Brandschutzkom-ponenten. In Zukunft könnte ONSERT® für die Befestigung dieser Realbauteile zum Einsatz kommen. Im Fahrzeugbau wird insbesondere bei den B- und C-Säulen verstärkt auf CFK gesetzt. Mit ONSERT® ließe sich etwa der Kabelbaum an Bolzen befestigen, die mit diesen Säulen verklebt werden. Weitere mögliche Anwendungen sind Clipse, Sensorhalterungen oder Anbauteile. Zudem kommt es auch als Alternative zum Schweißen in Betracht. Dem gegenüber besitzt es eine größere Flexibilität in der Fertigung. Im Gegensatz zu den Schweißpunkten können die Klebstellen auch nach Abschluss der Konstruktion noch einfach verändert werden.
ONSERT®
Geringe mechanische Belastung der Bauteile Hohe Reproduzierbarkeit Schneller Prozess Kein Wärmeeintrag Designfreiheit durch nachträgliches Fügen
Prozess-vorteile
Video: ONSERT®s in der Serienproduktion des BMW i8https://youtu.be/VuLkVnoDm-A
m Fahrzeugbauen verstärkt auf
twa der KabelbaumSäulen verklebt
dungen sind Anbauteile.
ternative .
es eine er Fertigung.
n Schweißpunktenellen auch nach Abschluss der
h einfach verändert werden.
https://youtu.be/VuLkVnoDm-A
-
Produkt
12 | DELO-News
Flexible Geometrie: Neben Gewindestangen verschiedener Größen lassen sich ONSERT®s auch als Steckverbindungen nutzen
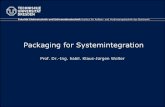
Abzugsfestigkeit [N]
Dass die diversen Anwendungsmöglichkeiten keine graue Theorie sind, zeigt ein Beispiel aus der Serienproduktion: So hat sich das Verfahren bei den beiden neuen Elektro-BMWs i3 und i8 für die Befestigung von Kabeln, Verkleidungen und anderen Bauteilen bewährt.
Im BMW i3 im Einsatz
Produkt
Überzeugende mechanische Eigenschaften
Um zu überprüfen, ob das ONSERT®-Verfahren für diese An wen dungen geeignet ist, haben Böllhoff und DELO verschie-dene Werkstoffe, darunter CFK, mit ONSERT®s verklebt und diese Verbindungen zahlreichen branchenüblichen Tests wie dem 85/85-Test – es erfolgt eine Lagerung bei +85 °C und 85 % Luftfeuchtigkeit – und dem VDA-Klimatest unterworfen.
Dabei hat sich gezeigt, dass die ONSERT®s bei der Abzugsfestigkeit und der Scherfestigkeit des Gewindefußes hohe Werte erreichen, die auch bei den anspruchsvollen Testbedingungen Bestand haben.
Über diese beiden Tests hinaus wurde zudem die Stabilität der ONSERT®s nach 1.000 Stunden Salzsprüh-test sowie nach vier Wochen Einlagerung in Skydrol, eine Hydraulik fl üssigkeit in der Luftfahrt, geprüft. Auch unter diesen Umwelt einfl üssen kam es zu keinem signifi kanten bzw. gar keinem Abfall der Verbindungsfestigkeit.
2.500
2.000
1.500
1.000
500
CFK Aluminiumlackiert
Magnesiumunbehandelt
PP
Referenz 7 d 85/85 10 d VDA
0
-
Klicken Sie sich rein!
https://www.youtube.com/user/DELOadhesives/
https://www.youtube.com/user/DELOadhesives/
-
14 | DELO-News
Tipps & Tricks
Strukturelles Kleben bietet zahlreiche Vorteile. Um diese voll nutzen zu können, sollte man schon in der Konstruktionsphase berücksichtigen, wenn Bauteile später geklebt werden sollen. Erfolgt eine optimierte Konstruktion der Fügeteile, lassen sich die Leistungs-fähigkeit der Verbindung erhöhen, Kosten vermeiden und Produktionsprozesse beschleunigen.
Neue Materialien und Konstruktionsweisen erfordern oft den Einsatz der Klebtechnik. Das ist bei Faser-verbundwerkstoffen wie CFK ganz besonders der Fall, schließlich kommt man dort mit Schweißen, Schrauben und Nieten nicht zu hoch belastbaren Verbindungen und mit umformtechnischen Verfahren oder dem Ultraschallschwei-ßen nur selten. Aber auch für Multi-Materialbauweisen, die verschiedene hochfeste Metalle wie Stahl-, Aluminium- oder Magnesiumlegierungen miteinander oder mit Kunststoffen verbinden, wird Kleben wichtiger.Dabei gibt es einen klassischen Fehler, der immer wieder auftaucht: Ein Bauteil, das geschraubt oder geschweißt wurde, soll nun geklebt werden, ohne dass seine Geo-metrie dafür angepasst wird. Dadurch können Probleme bei der Klebstoffdosierung, dem Fügen der Bauteile und insbesondere der Festigkeit der Verbindung auftreten. Dass solche Fehler auftreten, ist an sich nicht verwun-der lich. Denn trotz des Booms in der Praxis fristet die Klebtechnik im Curri culum des Ingenieurstudiums weiter-hin ein Schatten dasein, Klebstoff-Know-how müssen sich Ingenieure daher in der Praxis aneignen. Dieser Artikel soll
ein Beitrag dazu sein und richtet sich insbesondere an Einsteiger in die Klebtechnik.Einige Beispiele mit klassischen geometrischen Formen wie Quader und Zylinder sollen das Grundprinzip klebgerechten Konstruierens verdeutlichen. Das unterscheidet sich von den punktuellen bzw. linienförmigen Verbindungstechniken Schrauben und Schweißen unter anderem darin, dass seine Kraft in der Fläche wirkt. Der Klebe-GAU schlechthin ist daher eine kleine Klebfl äche auf einem dünnen Blech, das Stoß auf Stoß verklebt ist (Abb. 1, links).
Die richtige Verbindung macht‘sDie richtige Verbindung macht‘s
Die wichtigste Lektion lautet deshalb, die Fläche zu vergrö-ßern. Das kann der Konstrukteur am einfachsten mit einer Überlappung der Fügeteile erreichen. Mit diesem einfachen Kniff hat er die Festigkeit deutlich erhöht, gleichzeitig profi tiert er davon, dass keine mechanische Bearbeitung der Fügeteile erfolgen muss und die bestehenden Formen weiter verwendet werden können. Durch diesen einfachen Prozess steht die Konstruktion auf der Kostenseite gut da.
Abb. 1: Vergrößerung der Klebfl äche
Ob sie aber schon der Weisheit letzter Schluss ist oder lediglich das Prädikat „ausreichend“ erhält, hängt von den
-
DELO-News | 15
Tipps & Tricks
Kräften in der konkreten Anwendung ab. Prinzipiell ist mit einer exzentrischen Krafteinleitung zu rechnen. Dabei wirkt die Kraft nicht in einer Achse, sondern dreht sich, um ins Gleichgewicht zu kommen. In diesem Fall droht eine Schälbeanspruchung – für eine Klebverbindung äußerst ungünstig. Als gutes Hilfsmittel des Konstrukteurs dagegen hat sich die Nut-Feder-Verbindung (Abb. 2, rechts) erwiesen, die in ihren Grundzügen der im Holzbau schon lange bekannten Schwalbenschwanz-konstruktion ähnelt. Denn außer einer größeren Klebfl äche sorgt diese Konstruktion auch dafür, dass sich die beiden Fügeteile verkanten und mechanisch blockieren. Dadurch können sie nicht so leicht ver- und aufgebogen werden.
Abb. 2: Nut-Feder-Verbindung: Wichtiges Hilfsmittel gegen Schälkräfte
Die ungünstige Konstruktion in Abbildung 3 ist typisch für eine Konstruktion, die ursprünglich für das Schweißen aus gelegt wurde und nun geklebt werden soll. Während sie ordentliche Werte auf Zug und besonders auf Druck erreicht, sorgt schon eine leichte Schälbelastung für eine Destabili-sierung. Dem lässt sich einfach entgegenwirken, etwa mit einem breiteren Zylinderfuß. Eine vergleichbare Wirkung erzielt ein Bohrloch in der Platte, wodurch eine runde Nut-Feder-Konstruktion entsteht.
Abb. 3: Wird eine Schweißverbindung durch Kleben ersetzt, sollte die Konstruktion angepasst werden
Auch wenn das Zauberwort für strukturelle Verklebungen Nut- Feder zu heißen scheint, gibt es noch andere Konstruk-tions möglichkeiten. Welche das sind, erfahren Sie im zweiten Teil dieses Artikels in der nächsten DELO-News-Ausgabe.
Für weiterführende Informationen und anwendungsnahe Schulungen kontaktieren Sie bitte die DELO-Academy unter [email protected]
-
Technologie
25
20
15
10
5
ohne Alterung mit simulierter Alterung(500 h, +85 °C, 85 % r. F.)
entfettetentfettet, SACOLaser
0
Zugscherfestigkeit [MPa]
Neue Oberflächen-vorbehandlungsmethodeAb sofort lässt sich Edelstahl mit Hilfe von Lasern umweltfreundlich kleben
16 | DELO-News
Edelstahl-Kleben durch Laser leicht gemacht
Dass sich Edelstahl nur schwer verkleben lässt und dauerhafte sowie zuverlässige Klebeverbindungen oft nur mit Vorbehandlung umsetzbar sind, ist bekannt. Daher kamen bisher meist nass- oder tribochemische Methoden wie zum Beispiel das SACO-Verfahren (Sandblast Coating) zum Einsatz. Tests haben jetzt allerdings ergeben, dass Bauteile, die einer intensiven Laser-Vorbehandlung unterzogen wurden, fast so hohe Zugscherfestigkeiten erreichen wie SACO-behandelte Bauteile.
Aus diesem Grund wird Lasern zukünftig immer mehr an Bedeutung gewinnen, da sich gegenüber SACO nicht nur Kosten einsparen, sondern auch Inlineprozesse in der Produktion und selektive Behandlungen umsetzen lassen.
-
Technologie
Vorteile Reinigen und Vorbehandeln erfolgen in einem Arbeitsgang Festigkeit erreicht ver gleich bare Werte
wie eine konventionelle Vorbehandlung Hohe Prozess sicher heit durch
automatisiertes Verfahren Selektive Vorbehandlung Geringe laufende Kosten Anwender und Umwelt werden geschont,
da keine Gefahrstoffe erforderlich sind
DELO-News | 17
-
Technologie
PEEK-Verklebung hält auch anspruchsvolle Umwelteinflüsse aus
VESTAKEEP® PEEK L4000G von Evonik Industries lässt sich mit DELOMONOPOX-Epoxidharzen fest und zuverlässig verkleben. Die Verbindung behält auch unter erhöhten Umgebungsanforderungen eine gute Stabilität. Das zeigen gemeinsame Versuche von Evonik und DELO.
Das Verkleben hochtemperaturbeständiger Thermo-plaste wie Polyetheretherketon (PEEK) stellt noch immer eine Herausforderung für viele Kunststoffver-arbeiter dar. Das liegt an ihrer geringen Oberfl ächenenergie, der daraus resultierenden schlechten Benetzbarkeit und der chemischen Widerstandsfähigkeit. Evonik und DELO haben nun herausragende Testergebnisse für PEEK-Verklebungen vorgelegt: Das hoch-schlagzähe VESTAKEEP® PEEK L4000G lässt sich insbesondere mit warmhärtenden, einkomponentigen Klebstoffen sehr gut einsetzen.
Hohe Festigkeiten, auch ohne Vorbehandlung
So wurden bei der Verklebung der PEEK-Bauteile Druck-scherfestigkeiten von bis zu 40 MPa erzielt, was für
Kunststoffe außerordentlich hohe Werte sind. Für das Erreichen dieser hohen Festigkeiten wurden die Bauteile mit Atmosphärendruckplasma vorbehandelt. Auch bei erhöhten Anforderungen nach einer Lagerung bei 85 % Luftfeuchtig keit und +85 °C blieben die Werte auf diesem Niveau. In einem weiteren Versuch mit dem besonders für Kunststoffe geeigneten DELOMONOPOX erzielte PEEK sogar ohne Vorbehandlung mit Atmosphärendruckplasma gute Werte. Dabei wurden Festigkeiten von etwa 20 MPa erreicht. Ein Verzicht auf die Plasmavorbehandlung würde eine deutlich vereinfachte Produktion bedeuten. Besonders anspruchsvolle Anwendungen können hingegen durchaus eine Vorbehandlung erfordern.
„Mit PEEK und unseren Epoxidharz-Klebstoffen ergänzen sich zwei Hochleistungsmaterialien in bester Weise. Wie gut die Verklebung hält, zeigt sich auch daran, dass sich die Probekörper beim Druckschertest sogar verformt haben“, so Gudrun Weigel, Leiterin Engineering bei DELO. „Aus diesen
Ergebnissen leiten sich zahlreiche neue Anwendungs-fälle für den Einsatz von PEEK ab.“
Insbesondere die Luftfahrtindustrie kann von der PEEK-Verklebung profi tieren,
beispielsweise bei der Konstruktion von modularen Bauteilen. Aber auch für die Automobilin dustrie und den Maschinenbau eröffnen sich neue Möglichkeiten: Anspruchsvolle Dich-tungsaufgaben können nun mit PEEK-Verbunden realisiert werden.
-
http://www.delo.de/bond-it
Der neue BOND it macht Sie zum Experten!Ab sofort gibt es die 5. Aufl age des großen Nachschlagewerks der Klebtechnik. Der BOND it bietet alles zum Thema Kleben kompakt auf einen Blick. Ob klebgerechte Konstruktion, Vorbehandlung oder Fertigungsprozesse, im neuen BOND it fi nden Sie die Antworten auf Ihre Fragen.
Was ist neu? 256 Seiten Fachwissen Ein neu konzipiertes Kapitel „Kleben in ausgewählten Bereichen“
Lexikon, Info- und Wissensboxen zum Kleben
http://www.delo.de/bond-it